Какие бывают пробы серебра. Метрическая, золотниковая, каратная и лотовая система проб.
Чистое серебро — довольно тяжёлый металл (плотность — 10,5 г/см3), необычайно пластичный и имеет красивый серебристо-белый цвет. Тонкая серебряная фольга в проходящем свете имеет фиолетовый цвет. Со временем металл тускнеет, реагируя с содержащимися в воздухе следами сероводорода и образуя налёт сульфида, чья тонкая плёнка придаёт металлу характерную розоватую окраску. Обладает самой высокой теплопроводностью среди металлов. При комнатной температуре имеет самую высокую электропроводность среди всех известных металлов (удельное электрическое сопротивление 1,59⋅10−8 Ом·м при температуре 20 C). Относительно тугоплавкий металл, температура плавления 962 C.
Для изготовления ювелирных изделий из серебра применяют не чистое серебро, а серебряный сплав. Компоненты, которые входят в состав серебряного сплава, называются лигатурой.
Лигатурные добавки применяют для улучшения свойств серебра – повышения устойчивости к повреждениям, истиранию и увеличения срока службы ювелирного изделия. Чаще всего в качестве лигатуры применяют медь, но иногда могут применять никель, цинк, кадмий и алюминий.
Чаще всего в качестве лигатуры применяют медь, но иногда могут применять никель, цинк, кадмий и алюминий.
Сотни лет экспериментов с разными компонентами лигатур показали, что медь меньше других металлов влияет на внешний вид и физические свойства серебра. В классическом виде серебряный сплав представляет собой сочетание чистого серебра и меди. Однако, бывают сплавы и из трех компонентов.
Все ювелирные изделия из серебра маркируются пробой в соответствии с процентом содержания в них чистого серебра. Например, сплав 925 пробы содержит 92,5% серебра, а остальные 7,5% — это лигатура.
Существуют стандарты, на содержание чистого серебра и лигатурных добавок в серебряном сплаве (пробе).
После изготовления все ювелирные изделия отправляют в Пробирную палату Украины. После определения содержания драгоценного металла в сплаве их клеймят, нанося обозначения пробы (содержания основного драгоценного металла). Нанесением пробы занимается Пробирная палата Украины. На пробе указывается код пробирной палаты, а также цифровое обозначение пробы.
При продаже украшений из драгоценных металлов, все изделия должны обязательно иметь клеймо Пробирной палаты Украины.
Какие серебряные пробы, предусмотрены стандартом?В Украине предусмотрены следующие пробы для сплавов серебра в метрической системе для производства ювелирных и бытовых изделий: 750, 800, 830, 875, 925, 960.
Серебряный сплав 750 пробыСодержит 75% серебра и 25% – легирующих компонентов, не применяется для изготовления ювелирных и бытовых изделий. Но его значимость как «промышленного» металла постоянно возрастает.
Серебряный сплав 750 пробы невосприимчив к окислению что и обусловило успешное применение серебра 750 пробы в авиационной и космической промышленности, а благодаря высокой электропроводности такие соединения сохранили свои позиции в электротехнике. Серебряный сплав состоит из Аргентума 75 % и 25 % Меди.
В зубопротезном производстве с успехом применяется сочетание Аргентума 75% и 25 % Палладия.
80% и 83% чистого серебра и соответственно 20% и 17% лигатурные добавки, похожи по своим свойствам. Они используются для изготовления столового серебра, бытовых изделий и сувениров. Эти сплавы с чуть желтоватым оттенком и могут окисляться на воздухе.
Серебряный сплав 875 (21K) пробы87,5% чистое серебро и 12,5% лигатурная добавка, применяется для изготовления ювелирных изделий промышленным, литейным способом — из-за низкой температуры плавления. Сплав считается достаточно «удобным» для ювелиров — изделия можно подвергать отливке в формах, ковке, чеканке и филиграни, однако для нанесения эмали он уже не подойдет.
Серебряный сплав 925 (22K) пробы92,5% чистое серебро и 7,5% лигатурная добавка— один из самых популярных для изготовления ювелирных украшений. Он имеет свойства и оттенок чистого серебра, а также легко принимает нужную форму изделия и долго ее сохраняет. Именно сплав с содержанием 92,5% чистого серебра и 7,5% меди в Англии и Америке называется «стерлинговым серебром» (Sterling Silver). Этот сплав сохраняет свой блестящий цвет даже при обработке и отжиге, и применяется, в том числе для изготовления изделий в технике филиграни, нанесение эмали и ковки.
Именно сплав с содержанием 92,5% чистого серебра и 7,5% меди в Англии и Америке называется «стерлинговым серебром» (Sterling Silver). Этот сплав сохраняет свой блестящий цвет даже при обработке и отжиге, и применяется, в том числе для изготовления изделий в технике филиграни, нанесение эмали и ковки.
96% чистое серебро и 4% лигатурная добавка — это практически чистое серебро. Его довольно редко используют для изготовления ювелирных изделий. Если серебряный сплав 960 пробы и применяется, то чаще всего для тонких украшений.
Любые серебряные сплавы в принципе склонны к образованию сульфидов и окиси меди. И в результате, образуется налет на поверхности ювелирного изделия. С течением времени налет может изменяться по цвету на желтоватый, коричневый или черный. Поэтому часто серебряные изделия подвергают различной поверхностной обработке — методом родирования (наносят тонкий слой родия), пассивированию, либо обычной очистке от оксидов.
В нашем интернет-магазине можно приобрести чистящие средства для ювелирных изделий из серебра
Какие системы проб бывают?Существующие системы проб: золотниковая, метрическая, каратная и лотовая.
Золотниковая система пробПересчет сплавов серебряных проб аналогичен пересчету сплавов золотых проб.
До 1927 года в стране действовала золотниковая система проб, в которой чистое серебро имело 96 пробу. Проба серебра выражалась числом золотников в одном фунте (фунт равен 96 золотникам)
Для пересчёта золотниковой пробы в каратную, значение золотниковой пробы следует разделить на 4.
Например: (золотниковая)96/4=24(каратная)
Для пересчёта золотниковой пробы в метрическую, значение золотниковой пробы следует разделить на 96 и умножить на 1000.
Например: (золотниковая)96/96*1000=1000(метрическая)
Например: (золотниковая)72/96*1000=750(метрическая)
Метрическая система пробПосле 1927 года произошел переход на метрическую систему проб, которая показывает количество драгоценного металла на 1000 (999,9) частей сплава.
Чтобы перевести метрическую пробу в золотниковую пробу, нужно умножить на 0,096.
Например: (метрическая)1000*0,096=96(золотниковая)
Каратная система пробВ некоторых зарубежных странах применяется каратная система проб, по которой чистое золото имеет 24 карата, что соответствует 1000 (999,9) проб метрической системы. По этой системе проба показывает содержание драгоценного металла в 1000 (999,9) весовых единиц сплава.
Для пересчёта каратной пробы в метрическую, значение каратной пробы следует разделить на 24 и умножить на 1000.
Например: (каратная)24/24*1000=1000(999,9) (метрическая)
Например: (каратная)18/24*1000 = 750(метрическая)
Лотовая система проб серебраСчитается устаревшей системой и в настоящее время уже не используется, она широко использовалась в средние века. Лотовая система проб была построена на основе средневековой марки, содержавшей 16 лотов. Поэтому, значение лотовой пробы проставленной на клейме указывало на весовую часть благородного металла, содержащуюся в 16 лотах сплава или в одной марке, то есть для обозначения пробы учитывалось число лотов благородного металла (серебра) в одной марке (16 лотах) сплава.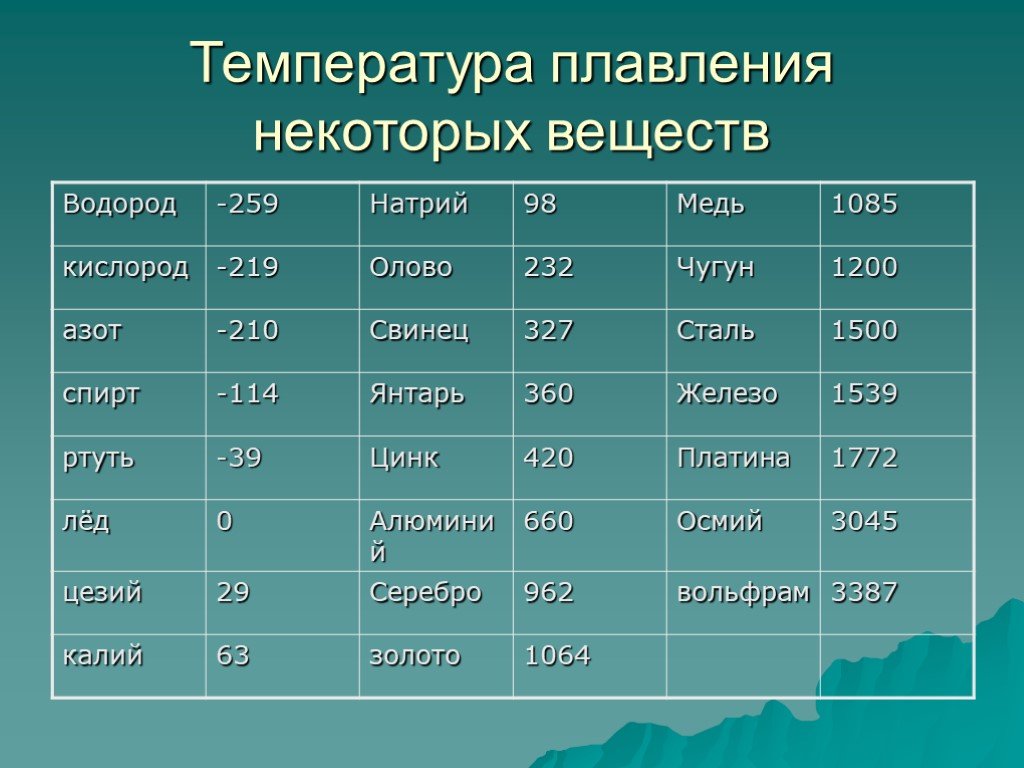
Для пересчета лотовой пробы в метрическую, значение лотовой пробы следует разделить на 16 и умножить на 1000.
Например: (лотовая)16/16*1000=1000(999,9) (метрическая)
Например: (лотовая)12/16*1000 = 750(метрическая)
Для пересчета лотовой пробы в каратную, значение лотовой пробы следует разделить на 2 и умножить на 3.
Например: (лотовая)16/2*3=24 (каратная)
Например: (лотовая)12/2*3 = 18(каратная)
Температура плавления золота 585 и 999
Во все времена существования человечества золото являлось ценным металлом. Из него изготавливали монеты, украшения, различные изделия, являющиеся признаком богатства и роскошной жизни. Но, золото в природном виде, это всего лишь пыль или тусклый камень. Для получения драгоценных слитков необходимо знать способы плавления и получения дорогостоящих слитков. Ведь для процесса плавки требуется соблюдать определенный температурный режим.
О свойствах металла
Для определения температурного режима для плавки золота, необходимо знать свойства данного металла. В чистом виде данный продукт имеет яркую желтую окраску. Если в сплав входят примеси, цвет меняется в зависимости от количества дополнительных включений. В природе драгоценный металл встречается в виде прожилок или мелких частиц, входящих в состав крупных камней. При этом золотые включения могут быть желтого либо зеленого окраса.
В чистом виде данный продукт имеет яркую желтую окраску. Если в сплав входят примеси, цвет меняется в зависимости от количества дополнительных включений. В природе драгоценный металл встречается в виде прожилок или мелких частиц, входящих в состав крупных камней. При этом золотые включения могут быть желтого либо зеленого окраса.
Самородки золота
На сегодняшний день, ювелирным украшением считается любое изделие в состав которого входит не менее 40% золота. Разумеется, что такое изделие обладает низкой пробой. Ювелиры различают несколько видов проб, которые они определяют по количеству чистого золота в украшении.
Отметим, что золотой металл, является очень мягким. Учитывая, что ранее все дорогостоящие изделия производились из чистого золота, их подлинность, в частности монет, проверялась зубами. Если на монете оставался след от зубов, значит она изготовлена из драгоценного сырья. Сегодня же, такой метод проверки не подходит. Поскольку ювелиры не используют один вид металла. Для производства украшений применяют сплавы различных металлов в разном соотношении.
Для производства украшений применяют сплавы различных металлов в разном соотношении.
Золотое кольцо 585 пробы
Плюс ко всему золото очень пластично. Благодаря данному свойству из одного грамма драгоценного металла можно изготовить один квадратный метр золотой фольги. Такая фольга используется для производства мелких проводков и прочих элементов для корректной работы современной техники, и электроники.
Главное преимущество
Если вы полагаете, что золото ценится за его красоту, вы немного ошибаетесь. Оказывается, золотой металл ценится за уникальную способность гибкости. При воздействии на золото высоких температур, оно принимает мелкие формы, а при низких температурах – частицы металла формируют массивную жилу. Образовавшиеся жилы можно увидеть невооруженным глазом.
Работа ювелира
Плюс к этому, золото проявляет устойчивость к коррозии. Известны случаи, когда золотые украшения лежали в земле не один десяток лет, а после извлечения оставались в первозданном виде, без изменения цвета и формы. Драгоценный желтый металл устойчив к воздействию химических веществ, относится к разряду благородных.
Драгоценный желтый металл устойчив к воздействию химических веществ, относится к разряду благородных.
О пробе
Золото в чистом виде можно встретить в банковских учреждениях. В специальных лотках в банках продают слитки 999 пробы. Это значит, что в 1000 частиц драгоценного металла содержится 999 единиц золота. Для изготовления ювелирных изделий такой материал не подходит ввиду своей мягкости. В своей работе ювелиры применяют сплавы из золота, серебра и латуни.
Золотое изделие 375 пробы
Проба таких изделий бывает:
- 585,
- 375,
- 985.
К примеру, 585 проба означает, что на 1000 единиц изделия приходится 585 единиц чистого золота, а 415 – примесей латуни и других металлов.
Золотые слитки 999 пробы
О температуре плавления
Зная особенности металла и смысл показателя проб, можно в домашних условиях попытаться выплавить золото.
Итак, температура плавления золота в домашних условиях должна быть следующей:
- Для металла 999 пробы – 10640С.

- Для металла 585 пробы температура плавления составляет – 8400С.
- Для металла 375 пробы – 7700С.

Температуру плавления золота 585 пробы, можно добиться в домашних условиях, используя химические реактивы и горелку. Для получения чистого металла для начала его очищают, используя для этого кислоты на основе хлора. В то же время нужно помнить, что температура плавления золота 999 пробы довольно высока, и достичь ее в домашних условиях практически невозможно.
Советы ювелиров
Опытные ювелиры отмечают, что недостаточно знать температуру плавления золота и серебра. Конечно на помощь придут знания о химических особенностях металла. Более того, каждый может попытаться расплавить драгоценное изделие в домашних условиях. Однако, нужно помнить, что делать это лучше в лаборатории, где для таких экспериментов имеются все необходимые условия.
Из видео файла мы узнаем о температурах плавления белого и желтого золота разной пробы.
Таким образом
Очень интересно узнать о химических свойствах драгоценного металла и о температуре его плавления. Но, применять данные знания без соответствующего опыта и острой надобности дома не стоит. Попытка самостоятельной выплавки золота может привести к печальным последствиям. Учитывая этот факт, оставим кропотливую работу с драгоценными металлами ювелирам.
свойства золота, как расплавить золото дома
Многие века золото является ценным металлом, из которого изготовляли монеты, украшения и многое другое. Золото (З) всегда являлось признаком богатства и знатности, поэтому многие люди работали годами, чтобы иметь возможность его приобрести. Но золото в чистом виде — это всего лишь мрачный камень или светящаяся пыль (в зависимости от способа добычи), которые требовали тщательной обработки.
Поэтому только те люди, которые знали температуру плавления необходимую для З, могли изготовлять слитки самостоятельно. Для этого достаточно только было найти золотые самородки, но это все было раньше. Несмотря на все это, и в наши дни З также очень сильно ценится. Из него не изготовляют монет, но его наличие говорит о достатке и ценится высоко. Поэтому для тех, у кого нет денег для его покупки, есть возможность добыть его самостоятельно, поскольку его малое количество содержится в бытовой технике и электронике.
То есть любой человек может добыть определенное количество золота из старой негодной техники и электроники. Но в таком случае единственный вопрос остается загадкой — это температура плавления золота (ТПЗ).
Поэтому рассмотрим, какова ТПЗ с различной пробой, но для начала определимся с его свойствами.
Основные свойства золота
Для того чтобы определить температуру плавления у З с различной пробой, рассмотрим основные свойства данного драгоценного металла.
Если З чистое, без каких-либо примесей, то оно имеет ярко-желтый цвет. Если же в нем есть какие-либо другие сплавы, то цвет будет меняться в зависимости от количества и вида примеси. В природе З встречается в виде мелких частиц или в жилах. Такие жилы чаще всего зеленоватого оттенка. При этом зеленое и желтое золото немного отличается по своему составу. Соотношение породы составляет 20:1, или на 1 жилу желтого З приходится 20 жил зеленоватого З.
В наше время ювелирным считается даже то украшение, в состав которого входит всего лишь 40 процентов З. При этом такое украшение имеет более низкую пробу. В зависимости от количества желтого драгоценного металла в украшении ювелирами ставится проба. Если говорить о цвете, то при добавлении различных сплавов цвет З приобретает различные оттенки.
Если говорить о твердости, то это очень мягкий металл (по шкале примерно 2,5 — 3,0), который легко поцарапать даже обычным ножом. Поэтому раньше золотые монеты пробовали на зуб. Если на ней оставался след, то золото настоящее, если нет, то это другой сплав. При этом такие монеты быстро стирались. Но в наши дни при помощи различных сплавов (например, меди, серебра, палладия, цинка, кадмия, олова, фосфора, серы или других металлов) золотые украшения стали более прочными.
При этом такие монеты быстро стирались. Но в наши дни при помощи различных сплавов (например, меди, серебра, палладия, цинка, кадмия, олова, фосфора, серы или других металлов) золотые украшения стали более прочными.
Кроме того, З настолько пластично, что из 1 грамма можно изготовить 1 метр квадратный тонкой фольги. Именно из-за этого свойства его используют для создания мелких проводков и частей в различной современной электронике и технике.
Основным свойством З в природе является его гибкость, поскольку при высоких температурах оно способно растворяться и принимать наиболее мелкие формы в виде частиц, а при низких З объединяется в более крупную жилу. Такие жилы человек может увидеть без помощи специальной чистки и увеличительных приборов. Кроме того, З является очень стойким к атмосферной коррозии. Оно может пролежать в земле или воде годами и не поменять формы или цвета. А цена на него со временем растет все больше и больше. В периодической таблице его относят к благородным металлам. Также З обладает химической стойкостью и высокой проводностью.
Также З обладает химической стойкостью и высокой проводностью.
Плавка 3: температура плавления
Продолжаем разговор про плавку ювелирных изделий, напомним, что в предыдущих статьях мы научились рассчитывать шихту, и поняли, что именно нам необходимо подготовить для проведения этого процесса, а так же выяснили, какие виды плавки бывают. Теперь переходим непосредственно к плавке. Уже подготовленные драгоценные материалы загружаем в специальные плавильные печи. Здесь вся работа происходит под воздействием высокой температуры и на выходе ювелир получает жидкую однородную массу, которую впоследствии отливают в форме.
Однако все не так просто, необходимо понять, какой материал попал к вам в руки, не нуждается ли он в дополнительной чистке. Итак, то, что попадает в плавильную печь, называют шихтой, которую необходимо рассчитывать. Итак, возвратные отходы, то есть драгоценная стружка, высечка, обрезки и прочие драгоценные части считаются чистыми, поэтому сразу же поступают в печь без этапа предварительной подготовки.
Если же эти же отходы были в процессе работы загрязнены, то необходимо провести очистительную процедуру, после которой материал помещается в печь. Если же шихта загрязнена, то есть металлы не соответствуют составу сплава, то предварительно необходимо провести плавку, после чего их отправляют на специальные аффинажные заводы.
Предположим, что к нам поступила загрязненная шихта, которую необходимо очистить. Задача ювелира – прокалить полученные отходы в муфельной печи, чтобы удалить так называемые «сгорающие» примеси – бумажная пыль, воск, дерево. Затем шихту оставляют остывать, после чего тщательно разрыхляют. Следующий этап очистки – промагничивание, чтоб удались материал от стальных примесей – опилки, окалина, обломки лобзика и т.д. Теперь наша шихта считается подготовленной для плавки.
Процесс плавки. Заготовленную шихту помещают в индукционную печь с графитовым тиглем. Тиглем называют огнеупорный сосуд, который расположен в печи, именно в нем и расплавляют металл. Сначала кладут крупные куски, затем более мелкие слитки, обрезки, стружка и совсем уже мельчайшие материалы. Однако последовательность загрузки может и меняться, если у вас имеются различные материалы, которым необходимо подбирать разную температуру плавления.
Однако последовательность загрузки может и меняться, если у вас имеются различные материалы, которым необходимо подбирать разную температуру плавления.
Если вы собираетесь расплавлять однородный материал, то такую шихту можно загружать одновременно в печь. Если же вы планируете провести плавку материалов из разной температурной категории, то необходимо помещать шихту из следующих соображений: сначала печь раскаляют до 1250°С – то есть золотой материал, затем можно работать с серебром, которое плавится при температура в 1150 °С. То есть процесс работы рассчитываем из того, что печь будет остывать, а не наоборот.
Если же ювелиру необходимо работать с модным в настоящее время двойным сплавом, то есть золотосеребряным, то первым идет серебро, которое укладывают на дно тигля, и после засыпают золото. Получается, что плавка идет одновременно. Температура такой плавки рассчитывается исходя из процентного содержания серебро в сплаве: 30% серебра – температура повышается до 1250 °С, от 40 до 70% — температура понижается вплоть до 1180 °С, а при высоком содержании серебра – до 80% температура применяется до 1170 °С.
Иногда встречается и такая ситуация: необходимо золото легировать медью, в таком случае сначала полностью плавят золотую шихту, и только в конце добавляют медь. Не стоит забывать, что если используется медная лигатура, то необходим прокат марок не ниже М1. Если меди содержится 2% — температура плавки от 1190 до 1250 °С, процент 8.4% — температура падает до 1180 – 1200 °С и процент меди ло 42.7% — в этом случае температуру понижают до 1150 – 1230 °С.
При работе с тройными сплавами сначала загружают в печь золото и серебро по уже упомянутой нами технологии. Затем работают с медью, причем расчет температуры будет зависеть от пробы полученного сплава: если это сплав 958 пробы, то температура повышается от 1180 до 1240 °С, для 750 пробы эти цифры составляют от 1180 до 1200 °С, для 583 пробы температурный диапазон равняется 1180 – 1200°С, для 500 пробы – температура от 1070 до 1160 °С и, наконец, для пробы 375 температура от 1120 до 1130 °С
Теперь необходимо рассмотреть, какие химические реактивы используют в процессе плавки. Во-первых, сам сплав необходимо предохранить от окисления или же насыщениями любых газов из воздуха. Так же химические вещества необходимы для того чтобы сохранять теплоизоляция сплава. Для этих целей чаще всего используют буру, древесный уголь, борную кислоту, хлористый кальций и натрий, калий и барий. Так же можно использовать флюсы, которые очищают сплав другим путем – окислением.
Во-первых, сам сплав необходимо предохранить от окисления или же насыщениями любых газов из воздуха. Так же химические вещества необходимы для того чтобы сохранять теплоизоляция сплава. Для этих целей чаще всего используют буру, древесный уголь, борную кислоту, хлористый кальций и натрий, калий и барий. Так же можно использовать флюсы, которые очищают сплав другим путем – окислением.
Существует и другая группа – раскислители, которые необходимы, наоборот, для восстановления окисления сплава. Такими веществами является цинк, марганцовокислый калий и фосфористая медь. Когда ювелир решает, какое именно вещество ему необходимо использовать, то в расчет принимается взаимодействие вещества и сплава. Например, при работе с серебром чаще всего берут древесный уголь, но вот для платины он не подходит. Так же древесный уголь никогда не применяют вместе с поташом и калиевой селитрой – образуются взрывоопасные соединения.
Бура так же довольно часто используется и в качестве защитного покрова, и в качестве флюса. Она хорошо отшлаковывает оксиды и обладает отличной смачиваемостью. Буру необходимо хранить при температура 450°С в сухой посуде, причем с плотно подогнанной пробкой. Бура может применяться для работы с любыми материалами и прочими реактивами.
Она хорошо отшлаковывает оксиды и обладает отличной смачиваемостью. Буру необходимо хранить при температура 450°С в сухой посуде, причем с плотно подогнанной пробкой. Бура может применяться для работы с любыми материалами и прочими реактивами.
Борная кислота используется для работы с золотом в качестве флюса, ее засыпают на дно печи до загрузки драгоценного материала. Однако лучшим материалом при работе с золотом считается цинк.
опубликовал ffurik | | опубликовать свою технику
| Твитнуть |
<< предыдущая техникаследующая техника >>
При какой температуре плавится золото
Итак, для чего необходимо было рассматривать физические свойства З и каким образом на него ставят пробу? Все очень просто, ведь, зная особенности золотого сплава, можно снизить его температуру плавления и попытаться переплавить его самостоятельно.
ТПЗ 999 пробы составляет 1063°С, при этом температура кипения достигает 2947°С. Для золота 585 пробы такая температура может снизиться до 840°С. Все зависит от вида сплава, который входит в изделие из золота 585 пробы.
Для золота 585 пробы такая температура может снизиться до 840°С. Все зависит от вида сплава, который входит в изделие из золота 585 пробы.
Но чаще всего изделие из золота 585 пробы можно расплавить при указанной выше температуре при условии, что З в таком украшении или слитке имеет желтовато-красноватый или зеленоватый оттенок. Золотые изделия 375 плавятся при температуре 770°С, которая является наименьшей.
Если говорить об условиях, в которых можно расплавить З, то для этого необходима горелка и химические реактивы (например, азот), которые усилят действие ПЗ в горелке. Перед тем как расплавить металл, его необходимо очистить. Для очистки З чаще всего используют хлорные кислоты. Но при этом Т плавления золота 999 очень высокая, поэтому в домашних условиях его расплавить практически невозможно.
Необходимо помнить, что, зная основные свойства З, можно определить его качество и ценность, зная пробу и ТП, можно попытаться расплавить З в домашних условиях при помощи горелки и химреактивов.
 Тем не менее попытка расплавить З дома небезопасна. Поэтому для таких опытов лучше всего использовать лабораторию.
Тем не менее попытка расплавить З дома небезопасна. Поэтому для таких опытов лучше всего использовать лабораторию.Кроме того, если добывать З из старой техники и электроники, то нужно помнить, что необходимы только различные платы, которые содержат мельчайшие проволочки и спайки. Наличие в них З можно определить только после двух недель очищения в кислотной среде. Необходимо просто процедить через мелкую сеть этот раствор, и на ней останутся мелкие стружки З.
Условия для плавления золотых изделий
Для того чтобы расплавить золото вам потребуется горелка и химический реактив. Чаще всего используется обыкновенный азот. Эти материалы способны усилить воздействие температуры плавления в горелке.
Если вы решили плавить золото, не забудьте его очистить. Для этого можно использовать хлорную кислоту.
Стоит отметить, что из-за высокой температуры плавления золота с 999 пробой, в домашних условиях практически невозможно получить расплавленный материал.
Если вы ознакомились с основными свойствами золота, вы сможете определить его качество. Если вы знаете пробу изделия, то сможете осуществить плавление прямо у себя дома. Однако, нужно понимать, что расплава золота дома не совсем безопасна. Лучше всего заниматься подобными процедурами в лаборатории.
Вас может заинтересовать: Что означает клеймо на золотых изделиях?
Если вы хотите добыть золото из старой техники и электрических приборов, помните, что вам нужны только платы, в которых есть небольшие проводки и спайки. Присутствие в них золота вы сможете обнаружить только после пары недель очищения в кислоте. Процедите раствор через мелкую сеточку и на ней должны остаться мельчайшие частицы золота.
Типы серебряного припоя в ювелирных изделиях
Многие ювелиры помнят, как влюбились в кузнечное дело при первом опыте пайки горелкой. Эта ртутная серебряная вспышка, когда начинает течь припой, просто волшебна. Но что на самом деле происходит в этот момент? Что такое наука о пайке?
При подготовке этой статьи о припое для серебряных украшений я был удивлен тем, как много я узнал. Я мало знал о науке, лежащей в основе пайки, и было интересно узнать об этом процессе более подробно.
Я мало знал о науке, лежащей в основе пайки, и было интересно узнать об этом процессе более подробно.
Пайка соединяет две или более металлических поверхностей с помощью совместимого сплава, который течет при более низкой температуре плавления и создает прочное соединение. Важно, чтобы припой растекался при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти пространства и связываться с исходным материалом. Теперь припой плотно прилегает к материалу, и детали соединяются.
Теперь, когда я изучил науку о пайке и о том, как смешиваются металлы, у меня, конечно же, возникли другие вопросы. Что такое сплавы металлов в припое? Почему выбраны именно эти металлические сплавы? Что заставляет припой течь быстрее, чем материал, к которому он приклеивается? Итак, после нескольких часов изучения моих вопросов, давайте посмотрим, смогу ли я ответить на них здесь.
Понимание вашего материала
Медь, латунь и лист стерлингового серебраЗнайте все тонкости материала, с которым вы работаете. При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если бы вы наносили припой на металл в своей детали, который быстро плавился, ваша деталь испортилась бы до того, как припой успел бы растечься. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Поэтому, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным месивом. но серебряный припой еще даже близко не потечет.
Примечание. Всегда важно проверять точки плавления и текучести между материалом и припоем; это может варьироваться между поставщиками и припоями. Слова Easy, Medium и Hard не стандартизированы для фиксированных температур.
Серебряный припой Сплавы
Серебряный припой содержит другие металлы, помимо серебра. Сплав в основном состоит из серебра, но дополнительные металлы обеспечивают необходимые характеристики для склеивания. Медь (Cu) мягкая и хорошо проводит тепло, а также устойчива к коррозии. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше об особенностях, прочитав листы паспортов безопасности на страницах деталей изделия на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от расхода припоя. точка. Металлические сплавы припоя и их общее процентное содержание перечислены в таблице ниже.
Точка плавления серебряного припоя
В приведенной ниже таблице указаны температуры плавления и текучести. Как я уже говорил ранее, разбираясь в материалах, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 0,999 пробы составляет 1761 градус по Фаренгейту, а стерлингового серебра — 1640 градусов по Фаренгейту. Для припоя доступно несколько точек текучести из-за сложности многоэтапной пайки.
Как я уже говорил ранее, разбираясь в материалах, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 0,999 пробы составляет 1761 градус по Фаренгейту, а стерлингового серебра — 1640 градусов по Фаренгейту. Для припоя доступно несколько точек текучести из-за сложности многоэтапной пайки.
Многоступенчатая пайка
Многоступенчатая пайка требует, чтобы вы припаивали различные соединения без повторного припоя. Таким образом, ваше первое соединение будет выполнено с использованием твердого припоя с самой высокой температурой плавления, следующее соединение будет выполнено с использованием среды с немного более низкой точкой текучести, чтобы первое соединение не развалилось, и так далее. Важно тщательно продумать план изготовления.
Сосуд с крышкой, изготовленный с использованием методов многостадийной пайки Когда я учился в школе, одним из наших заданий было создание сосуда с крышкой. Сосуд с крышкой внизу имел 13 паянных соединений! Чтобы решить многоэтапную пайку, как головоломку, нужно заранее иметь хорошо продуманный дизайн. Затем выясните все отдельные соединения пайки, решите, когда и как использовать каждую пайку без переплавки предыдущего соединения.
Сосуд с крышкой внизу имел 13 паянных соединений! Чтобы решить многоэтапную пайку, как головоломку, нужно заранее иметь хорошо продуманный дизайн. Затем выясните все отдельные соединения пайки, решите, когда и как использовать каждую пайку без переплавки предыдущего соединения.
Поскольку не существует 13 различных точек потока, мне пришлось решить проблему, чтобы соединить несколько швов с одинаковой температурой плавления при каждом нагреве. Первый припой должен быть твердым с высокой температурой текучести, чтобы, когда вы будете использовать средний припой, он будет течь при более низкой температуре, чем твердый припой, оставляя эти соединения нетронутыми. Как насчет мягких и легких припоев? Выяснение этого было сложной задачей для новичка, но оно того стоило, чтобы усвоить этот важный урок.
Пайка против пайки
Технически все, что протекает при температуре ниже 800 градусов по Фаренгейту, называется пайкой , все, что выше 800 градусов по Фаренгейту, называется пайкой . Да, технически мы пайка, а не пайка, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Тем не менее, жаргон в этой области — «пайка», поэтому мы будем придерживаться этого соглашения.
Да, технически мы пайка, а не пайка, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Тем не менее, жаргон в этой области — «пайка», поэтому мы будем придерживаться этого соглашения.
Формы серебряного припоя
Припой бывает 5 основных форм: чипсы, паста, проволока, лист и порошок. Я пробовал четыре из них, к сожалению, возможность попробовать форму порошка еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
Чипы для паллионов Чипы для паллионов: Чипы для паллионов представляют собой крошечные обрезанные кусочки припоя, которые можно легко перемещать с помощью кусачки. Точный размер варьируется, но часто они составляют всего 1×1 миллиметр или даже меньше! Я был разочарован, когда впервые попробовал паллионные чипы, потому что использовал их на детали, для которой требовалось больше припоя, чем было в комплекте. Моя первая реакция была неправильной; теперь я бы не использовал ничего другого для звеньев цепи, прыгающих колец или маленьких украшений для пайки. С опытом я быстро понял, что хитрость заключается в том, чтобы добавить больше чипов вдоль соединения, если вам нужно больше припоя. Небольшой размер чипов означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями чипы Pallion просто необходимы! МАГАЗИН ЧИПОВ ДЛЯ ПРИПОЯ >>
С опытом я быстро понял, что хитрость заключается в том, чтобы добавить больше чипов вдоль соединения, если вам нужно больше припоя. Небольшой размер чипов означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями чипы Pallion просто необходимы! МАГАЗИН ЧИПОВ ДЛЯ ПРИПОЯ >>
Паста: Поставляется в шприце и представляет собой смесь флюса, связующего вещества и порошкообразного припоя. Срок годности пасты около года. Мой опыт с пастой заключается в том, что она пузырится, лопается и становится пористой после того, как она течет, плюс я не без ума от ограниченного срока годности. Часть, которую я вижу как привлекательность для других, заключается в том, что поток смешивается, так что на один шаг меньше. Это также чисто и портативно, если вы регулярно создаете работу за пределами своей студии. Кроме того, если вы используете его для замыкания переходных колец и звеньев, это действительно может ускорить производственную работу. Как насчет того, чтобы использовать его с филигранной деталью? Лично я никогда не делал филигранной работы, но мой коллега в сообществе Orchid уверен в этом. МАГАЗИН ПАЯЛЬНОЙ ПАСТИ >>
Как насчет того, чтобы использовать его с филигранной деталью? Лично я никогда не делал филигранной работы, но мой коллега в сообществе Orchid уверен в этом. МАГАЗИН ПАЯЛЬНОЙ ПАСТИ >>
«Хотя пастообразный припой может быть не лучшим типом припоя для калибровки колец или изготовления из листа, он отлично подходит для ручного изготовления филигранных украшений. Моя основная специализация — филигрань, и я использую много пастообразного припоя. Я также использую его, чтобы прикрепить выводы, например, ушные стойки, кольца для прыжков и т. д. к моим филигранным изделиям. Соединения прочные и надежные». Моя форма для пайки. Мне больше всего нравится использовать проволочный припой. Он может остаться в форме проволоки или быть обрезан и сплющен с помощью молотка, или он может быть коротким или длинным в зависимости от работы, которую вы выполняете. Она более универсальна, чем другие, поэтому эта форма мне больше всего нравится. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять косички с различными петлями, чтобы обозначить точки температуры подачи. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! МАГАЗИН ПРОВОЛОЧНОЙ ПРИПОИ >>
Также легко припаять косички с различными петлями, чтобы обозначить точки температуры подачи. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! МАГАЗИН ПРОВОЛОЧНОЙ ПРИПОИ >>
Лист: Листовой припой идеально подходит для крупномасштабных проектов, где требуется соединение больших площадей, таких как скульптуры или сосуды. Он так же универсален, как проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе. Легко использовать слишком много, когда вы вырезаете из листового припоя, поэтому помните, что чем меньше, тем лучше, поэтому у вас не будет слишком много работы по очистке. МАГАЗИН ЛИСТ ПРИПОЯ >>
Порошкообразный: Порошкообразный припой получается путем опиловки слитков припоя. Вы можете использовать его либо с жидким флюсом, либо с бурой, и я слышал, что он хорошо работает для сложных соединений.
Как паять ювелирные изделия
По мере того, как вы будете заниматься пайкой, вы освоите различные приемы. Каждый из них имеет свою полезность, в зависимости от выполняемой работы. Ниже приведены четыре наиболее распространенных метода пайки:
Каждый из них имеет свою полезность, в зависимости от выполняемой работы. Ниже приведены четыре наиболее распространенных метода пайки:
Стандартная пайка — это наиболее распространенный метод пайки. Вы кладете припой (чип, проволоку, лист или пасту) на соединение и нагреваете горелкой сверху или снизу.
Пайка пиками — Это удерживает много тепла от вашего изделия до конца. Мне нравится этот метод при выполнении хрупких работ, таких как звенья цепи, узорчатая проволока и труднодоступные места. Положите кусок припоя на паяльную доску, нагрейте его, пока он не скатается в шарик, а затем возьмите его паяльником. Сохраняя тепло на шарике припоя, переместите его к соединению, а затем удерживайте его там в конце отмычки, пока он не потечет именно туда, куда вам нужно.
Пайка потом Пайка потом — Если вы паяете две детали вместе, это отличный способ контролировать поток припоя. Поместите одну часть вверх дном на паяльную доску. Положите на нее припой, затем нагревайте до тех пор, пока припой не расплавится, затем немедленно снимите нагрев (вам нужно найти то место, где припой плавится, но не растекается). Переверните кусок на другой, припаяйте сторону между ними. Нагревайте сверху или снизу, пока припой не потечет, убедившись, что нагреваете всю деталь, к которой хотите припаять.
Положите на нее припой, затем нагревайте до тех пор, пока припой не расплавится, затем немедленно снимите нагрев (вам нужно найти то место, где припой плавится, но не растекается). Переверните кусок на другой, припаяйте сторону между ними. Нагревайте сверху или снизу, пока припой не потечет, убедившись, что нагреваете всю деталь, к которой хотите припаять.
Пайка стержнем — Не обрезая проволочный припой, нагрейте конец проволоки и дайте припою течь, перемещая проволочный стержень в области, требующие пайки. Этот метод пайки требует точного пламени, в противном случае вы в конечном итоге используете гораздо больше припоя, чем нужно.
Советы по выбору подходящего припоя для работы
Совет: всякий раз, когда вы исправляете видимый ремонтный шов, старайтесь использовать более твердый припой, потому что более высокое содержание серебра может полностью отличить невидимый шов от потускневшего.
Видимый шов наa Кольцо для пальца
У вас есть два варианта:
- Температура подачи
- Форма припоя: чипсы, паста, проволока или лист
Во-первых, при выборе температуры подачи не следует автоматически выбирать легкие и мягкие припои с температурой текучести, они на самом деле могут оказаться хуже в долгосрочной перспективе. Если у вас есть видимый шов, чем больше серебра в припое, тем лучше. Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Если у вас есть видимый шов, чем больше серебра в припое, тем лучше. Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Сказав это, если у вас есть несколько швов на детали, чтобы предотвратить повторное растекание предыдущих соединений, используйте корректирующую жидкость или другие средства, блокирующие припой. Да, есть шаги по очистке, которые вам нужно предпринять, но я бы предпочел иметь более долговечный шов и меньше тускнеть, чем несколько дополнительных минут, которые требуются, чтобы вытереть и счистить немного белого.
Примечание. При использовании жидкой корректирующей жидкости убедитесь, что у вас есть надлежащая вентиляция и вы носите маску. Испарения могут быть токсичными.
Припаивание штифта для серьги При изготовлении мелких деталей, таких как переходные кольца более тонкого размера, звенья цепи или штифты для сережек, используйте мягкий припой. В противном случае легко расплавить материал вместе с припоем. Швы на объектах такого размера едва заметны, а сами накладки не выдерживают большого количества тепла, поэтому влезайте и вынимайтесь как можно быстрее.
В противном случае легко расплавить материал вместе с припоем. Швы на объектах такого размера едва заметны, а сами накладки не выдерживают большого количества тепла, поэтому влезайте и вынимайтесь как можно быстрее.
Во-вторых, выберите правильный тип припоя для работы. Не используйте длинный кусок припоя на соединительном кольце, если вы можете использовать один крошечный чип-паллион. Как новичок, я знаю, потому что я сделал это, вы склонны использовать слишком много припоя. Раньше я заливал детали, а затем работал в два раза усерднее, очищая и заканчивая, чем мне когда-либо приходилось.
Многие ювелиры предпочитают в основном одну форму, но может быть полезно иметь в студии различные варианты.
Посмотрите это видео о том, как правильно выбрать серебряный припой.
Правила Федеральной торговой комиссии
По закону в Соединенных Штатах для того, чтобы считать изделие стерлинговым серебром, сплав должен соответствовать следующим спецификациям:
- Стерлинговое серебро = 0,925 (92,5% серебра)
Снова и снова я вижу запросы о паяных изделиях из стерлингового серебра.
Стерлинговое серебро
- .921 = Непаянные элементы
- .915 = Паяные элементы
Как видно из приведенной выше таблицы припоев, серебряный припой содержит довольно много серебра. Маловероятно, что содержание серебра во всем ювелирном изделии снизится настолько, чтобы оно не соответствовало законодательным требованиям, из-за легированных металлов в небольшом припое. Единственный раз, когда я бы беспокоился об этом, это если бы я делал тонкую серебряную филигранную деталь с множеством соединений или сильно гранулированный рисунок с припоем по всей поверхности. Вот что сказал Милт Фишбейн о филигранной работе и пайке:
«Моя филигранная проволока всегда из тонкого серебра, а мои филигранные оправы всегда из стерлингового серебра. Пастообразный припой, который я использую, содержит около 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. Типичный кулон может быть примерно наполовину стерлинговым и наполовину чистым серебром, хотя это немного варьируется в зависимости от дизайна.Если взять еще немного, если конечная часть содержит до 5% припоя, 45% чистого и 50% стерлингового серебра. , он будет пробой на 94,5% серебра.Так что я всегда ставлю свою филигрань 925. так как проба всегда должна быть выше, и очень маловероятно, что она будет ниже.» — Milt Fischbein
Пастообразный припой, который я использую, содержит около 65% серебра. Я использую как можно меньше пасты, чтобы она не сильно снижала содержание серебра. Типичный кулон может быть примерно наполовину стерлинговым и наполовину чистым серебром, хотя это немного варьируется в зависимости от дизайна.Если взять еще немного, если конечная часть содержит до 5% припоя, 45% чистого и 50% стерлингового серебра. , он будет пробой на 94,5% серебра.Так что я всегда ставлю свою филигрань 925. так как проба всегда должна быть выше, и очень маловероятно, что она будет ниже.» — Milt Fischbein
Если вас беспокоит кусок, вы всегда можете отправить его в лабораторию для тестирования, таким образом, вы можете быть уверены в результаты.Тем не менее, лабораторные тесты разрушительны, поэтому вам придется пожертвовать образцом.Это практично только в том случае, если вы разрабатываете серийное изделие, которое собираетесь производить в больших количествах.
ювелирных изделий уже около 25 лет.
 У него есть степень бакалавра в области химического машиностроения Университета Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений.Вы можете прочитать его полную биографию и резюме на его веб-сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревир, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
У него есть степень бакалавра в области химического машиностроения Университета Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений.Вы можете прочитать его полную биографию и резюме на его веб-сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревир, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.Вдохновляйтесь!
Статья: Советы по отделке концов цепочки
Статья: 6 шагов к пайке шпилек для серег
Видео на YouTube: Пайка 14-каратного золота в стерлинговое серебро (видео-демонстрация пайки) (включает демо-видео по пайке отмычками)
Ссылки:
McCreight, T. (2004). Полная мастерская по металлу . Брансуик, Мэн: Brynmorgen Press, Inc.
Ревир, А. (2011). Профессиональное изготовление ювелирных изделий . Брансуик, Мэн: Brynmorgen Press
Ганоксин
Припой — Википедия
IGS International Gem Society
Есть вопросы? Напишите нам по адресу studio@halsteadbead. com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Поделиться через фейсбук Поделиться в Твиттере
Поделиться на Pinterest Поделиться по электронной почте Внутри каждой упаковки тонкой серебряной металлической глины находится аккуратно сложенный лист с основными инструкциями по использованию имеющейся под рукой глины. В инструкцию включена таблица обжига, в которой перечислены (чертовски мелким шрифтом) различные комбинации времени и температуры обжига, при которых можно обжигать глину. (Обратите внимание, что обжиг тонкой серебряной глины отличается от обжига PMC Sterling и PMC PRO. Информацию об этих формулах см. в наших отдельных руководствах по обжигу. ) )Например, руководство по обжигу, входящее в комплект поставки PMC 3, содержит следующие параметры обжига: 1110F на 30 минут, 1200F на 20 минут, 1290F на 10 минут и 1650F на 10 минут. На вкладыше от упаковки Art Clay Silver 650 указано: 1200F на 30 минут, 1290F на 15 минут, 1380F на 10 минут и 1435F (и выше) на 5 минут. Как запутанно! Как узнать, какую комбинацию выбрать? Распространенное заблуждение о серебристой металлической глине состоит в том, что после обжига это твердый металл, как отливка, но это не так. Процесс спеканияВремя, температура и прочностьСпекание не происходит мгновенно, поэтому оно и называется процессом. Металлическим частицам требуется некоторое время, чтобы образовать прочную связь. Чем дольше тонкая серебряная глина выдерживается при температуре спекания, тем полнее отдельные частицы способны связываться друг с другом. При обжиге при самой низкой температуре в течение кратчайшего времени образующаяся связь не так прочна, как при обжиге при идеальной температуре и времени. Вот эксперимент, открывающий глаза, чтобы показать, как время и температура влияют на прочность тонкого предмета из серебряной глины: Раскатайте 2 одинаковые полоски PMC 3 одинаковой длины и толщины. Я считаю, что полезно думать о предметах из тонкой серебряной глины как о сделанных из керамики, а не из металла. Мы все знаем, чего ожидать от керамического предмета, и тонкая серебряная глина очень похожа на него в обожженном состоянии. Большинство из нас не стали бы поднимать тяжелый чемодан, надевая кольцо из стерлингового серебра или золота, но мы бы избегали поднимать тяжелые вещи, надевая керамическое кольцо. Когда снижать температуруСнижайте температуру и сокращайте время обжига только тогда, когда это необходимо. Если вы хотите обжигать стекло, термочувствительные драгоценные камни или стерлинговое серебро вместе с тонкой серебряной глиной, необходимо уменьшить температуру и время, чтобы эти предметы выжили. Вот тут-то и пригодятся различные графики обжига. Используйте руководства по обжигу, чтобы найти глину, совместимую с предметом, который вы хотите обжечь, и используйте самую высокую температуру и максимальное время в пределах этого диапазона. Учителя часто обжигают при температурах, далеких от идеальных, в мастерской или классе, потому что они должны планировать свое время, чтобы быть уверенными, что ваша работа попадает в печь и выходит из нее, и у вас еще остается время для завершения. При стрельбе по расписанию, меньшему оптимального, помните о компромиссе. Избегайте тонких завитков и кружевных деталей, которые не поддерживаются. Их можно легко сломать во время финишной обработки, акробатики или при повседневном ношении. Укрепите стержни колец и звенья браслета. Усильте соединения, чтобы у вас была большая площадь контакта с такими компонентами, как соединительные кольца, скобы и приклеиваемые элементы. Помните, что более толстые куски менее склонны к поломке. Рассмотрите возможность многократного обжига, если вам нужно включить что-то, что требует медленного обжига, особенно в случае колец или деталей браслета. Краткий справочник Минимальное и оптимальное расписание стрельбыМаксимальная температура обжига Температура плавления чистого серебра составляет 1763F/961C. При температуре 1110F чистое серебро становится «открытым» для плавления, но достаточно прохладным, чтобы сохранять свою форму. До 1650F чистое серебро плавится и по-прежнему сохраняет свою форму, поэтому диапазон температур для спекания всех форм металлической серебряной глины составляет от 1110F до 1650F. Печи с цифровым управлением иногда будут подниматься выше заданной температуры, и повышение на несколько градусов выше или ниже заданной температуры не является поводом для беспокойства. Температура в печах обычно немного превышает заданную температуру, но может упасть и больше. Если температура вашей печи превышает установленную температуру более чем на 20 градусов, проверьте термопару, чтобы убедиться, что она работает должным образом, потому что температура всего на несколько градусов выше этой покажет ранние стадии плавления и будет вредна для ваших изделий из тонкой серебряной глины. Максимальное время работыКаждая формула тонкой серебряной глины имеет минимальное время обжига и температуру, но каков максимум? Мы знаем, что максимальная температура для всех форм и типов серебряной металлической глины составляет 1650 F, но какое максимальное время? Технически максимального времени стрельбы не существует. Пока вы не превысите 1650F, кусок можно будет обжечь на следующий год, и это не повредит. Но через 2 часа достигается максимальное спекание, а обжиг свыше 2 часов является пустой тратой ресурсов. Опора Помните, что серебряная глина при спекании находится чуть ниже точки плавления. При температурах спекания тонкая серебряная глина уязвима для сил гравитации, потому что связующее уже давно сгорело, и частицы сами по себе не имеют поддержки. Гравитация будет давить на тонкую структуру из серебряной глины, когда она стреляет, и опрокидывать ее, если сможет. Не принимайте это на свой счет, это просто то, что делает гравитация. Поверхностное сопротивлениеПоверхностное сопротивление — это то, что происходит, когда тонкая серебряная глина начинает сжиматься, но этому препятствует поверхность, на которой она сидит. Посыпьте немного гидрата глинозема на поверхность обжига, чтобы избежать сопротивления. Сморщивание Когда камень или какой-либо другой предмет обжигают вместе с тонкой серебряной глиной, у вас возникает небольшая проблема. Решение проблемы сморщивания очень простое; оставьте немного места вокруг встроенного элемента, чтобы учесть усадку. Очевидно, что чем крупнее камень, тем больше места необходимо для учета усадки. Для стандарта PMC ваше отверстие должно быть примерно на 20-25% больше, чем ваш камень. Для всех других форм серебристой металлической глины отверстие должно быть на 5-8% больше. Идея состоит в том, чтобы дать глине достаточно места, чтобы сжаться только до вставленного предмета, но достаточно, чтобы он зафиксировался на месте. Для мокрой закрепки сначала сделайте отверстие примерно в половину диаметра камня, который вы закрепите. Затем вдавите камень в отверстие. Для сухой установки отметьте центр маленьким шариковым стилусом или игольчатым инструментом, пока он влажный, затем используйте эту отметку в качестве направляющей для сверления и используйте спиральное сверло для сверления лазури. Затем используйте бор для закрепки камня, чтобы просверлить гнездо для вашего камня. Ваш бор для закрепки камня должен быть немного больше камня, который вы устанавливаете. Для небольших камней от 2 мм до 3 мм используйте бор соответствующего размера и положите камень на стол. Для более крупных камней используйте на один размер больше, чем ваш камень, и вырежьте посадочные места так, чтобы камни располагались достаточно ниже пояса, чтобы тонкая серебряная глина могла захватить его, когда он сжимается. ВыпрямлениеЕсли деталь, которая должна была быть плоской, не стала плоской после обжига, часто можно изменить форму предмета. Вам понадобится верстак и молоток. Поместите предмет на скамейку (закаленная металлическая поверхность) и с помощью молотка из сыромятной кожи постучите по выступающим точкам. Молоток из сыромятной кожи не исказит поверхность вашей тонкой серебряной глины, если вы будете наносить легкие удары. Ваша цель — сгладить форму, а не исказить металл. Избегайте ударов молотком непосредственно по крупным камням. Камни размером 4 мм и меньше обычно выдерживают легкие удары, пока калетта (заостренный задний конец камня) не ударяется о блок скамьи при постукивании. Объемные объекты Все, что куполообразное, полое, округлое или имеет болтающиеся в пространстве части, нуждается в поддержке во время стрельбы. Еще одна хорошая поддержка – волокнистое одеяло. Вы можете использовать пучки волокнистого одеяла, такие как хлопок, и делать специальные опоры для консольных предметов или предметов, которые нуждаются в некоторой поддержке во время обжига, но не поддаются засыпанию вермикулитом. Посмотрите на свое изделие и решите, как лучше всего обжечь его, чтобы избежать плоских участков, деформации и т. д. Кольцо следует обжигать на боку, чтобы избежать плоских пятен, если это позволяет конструкция. Круглые предметы должны быть помещены на волокнистое покрывало или помещены в чашу из вермикулита или гидрата глинозема. Размещайте объемные объекты так, чтобы гравитация работала на вас, а не против вас. Купола во время стрельбы должны располагаться лицевой стороной вниз. Чечевицу можно положить боком. Будьте осторожны, «укладывая» необожженные кусочки в вермикулит, чтобы не поцарапать поверхность мягкой глины. Вам могут посоветовать использовать терракотовое дно растения в качестве формы для обжига. Я не рекомендую это делать, потому что терракота — это обожженная глина, которая всегда трескается в печи, обычно при первом использовании. Повторный выстрелВсе, что сделано из чистого серебра, может быть отправлено в печь более одного раза. Допустим, я хочу сделать кольцо с натуральным драгоценным камнем перидотом, обожженным на месте. Максимальное безопасное время и температура для большинства хризолитов 1470 Ф в течение 30 минут. Я мог бы стрелять всем кольцом по этому графику, но тогда мой стержень кольца не был бы очень сильным. Кольца подвергаются большему обращению, чем любое другое украшение, так что, если я сообразителен, я выстрелю в идеале из стержня кольца, а затем снова зажгу камнем, чувствительным к теплу. Таким образом, я могу получить лучшее из обоих миров. Имейте в виду, что вам не нужно обжигать тонкую серебряную глину только один раз… обжигайте столько раз, сколько вам нужно, чтобы приспособить слабообожженные включения, добавить к ранее обожженным предметам, сделать ремонт или добавить находки. Если деталь, которую вы хотите повторно обжечь, находилась в форме для обжига с вермикулитом, гидратом глинозема или на волокнистом полотне, вам придется поддерживать ее снова при повторном обжиге. Те же гравитационные напряжения будут воздействовать на деталь, когда она достигнет температуры, близкой к температуре плавления, для повторного обжига. Добавление необожженной тонкозернистой серебряной глины в обожженную мелкозернистую серебряную глину Чтобы успешно добавить новую глину к предварительно обожженной тонкой серебряной глине, новая глина должна каким-то образом сцепиться со старой. Если вы знаете, что будете добавлять детали по мере их изготовления, вы можете заранее подготовить место, чтобы получить самое прочное соединение. Нанесите бороздки или линии на мокрую глину или процарапайте на высохшей глине там, где вы знаете, что будете добавлять. После того, как основная деталь будет обожжена, канавки дадут новую глину для удержания в руке и сделают соединение намного более надежным после обжига. Добавление кольцевых вершин и компонентов штабелированияТам, где вы хотите уложить компонент для верхней части кольца, отметьте область, на которую нужно добавить, когда глина влажная или после того, как она высохнет. Затем вы можете запустить эту часть проекта. После обжига добавленную глину можно вдавить в канавки, где она сможет зацепиться за существующий металл, что обеспечит более надежное соединение новой детали. Детали, которые были полированы и обработаны, будут иметь гладкую затвердевшую поверхность, что затрудняет хорошее сцепление. Готовое изделие также может иметь патину. Патина представляет собой окисленную поверхность, которая будет мешать склеиванию, поэтому перед нанесением на нее ее необходимо очистить. Для очистки и подготовки поверхности изделие можно протравить или повторно обжечь. Замаринуйте в Silver Prep, а затем хорошо промойте или обожгите при 1400
Ф в течение 20 минут. Детали можно наклеивать шликером, шприцем или кусковой глиной непосредственно на свежеобожженную поверхность. Дайте дополнениям полностью высохнуть, а затем обожгите при самой высокой температуре и максимальном времени для добавляемых предметов. Масляная паста Art Clay обеспечивает очень прочную связь для соединения двух ранее обожженных деталей, добавления серебряных компонентов к обожженным деталям и для ремонта. Лавандовое масло можно добавить в пасту PMC, чтобы сделать масляную пасту (добавьте 15 капель чистого лавандового масла в контейнер с пастой PMC3, чтобы сделать собственную масляную пасту, перемешайте и оставьте на ночь, чтобы обеспечить полное впитывание перед использованием). Ремонт сломанных участковБольшинство деталей, которые выходят из строя, ломаются из-за того, что они не были обожжены при оптимальном режиме и/или деталь была слишком тонкой или деликатной для данного применения. Часто требуется ремонт стыкового соединения. Стыковое соединение — это когда 2 детали соединяются встык, но не перекрываются. Обычно это очень маленькая область контакта, которую можно легко снова сломать, если остальная часть детали слишком слаба, чтобы поддерживать конструкцию. Отремонтированные соединения не такие прочные, как чистый кусок тонкой серебряной глины, поэтому вы можете добавить дополнительную толщину куску, а также отремонтировать соединение. Учитывайте долговечность конструкции по сравнению с тем, как она используется. Если ваше украшение — кольцо, возможно, оно слишком тонкое, чтобы пережить испытания и невзгоды кольца. Там, где вы хотите сделать ремонт, лучше всего использовать масляную пасту для более прочного сцепления, и, если вы можете, добавьте глину на участок, чтобы поддержать его. Если дужка оторвется, лучше добавить на заднюю часть язычок глины, чтобы соединить сломанные части, чем пытаться склеить их с помощью небольшого количества пасты, добавленной к излому. Совместное обжиг природных и искусственных драгоценных камней В нашем руководстве по обжигу драгоценных камней «Драгоценные камни в металлической глине» указано безопасное время и температура для многих драгоценных камней, как искусственных, так и природных, которые можно успешно обжигать на месте. В нашем руководстве указана самая высокая безопасная температура и время для каждого драгоценного камня, а также вы узнаете, как определить, какие камни будут безопасными в печи для обжига. Чтобы не сжечь камень, не превышайте безопасное время обжига или температуру. Если камень числится безопасным до 1470 г. F в течение 30 минут, снижение этой температуры не означает, что вы можете увеличить время. Если вы это сделаете, результатом может быть обожженный камень. К счастью для нас, большинство камней из кубического циркония можно обжигать по идеальному графику без изменения цвета. Есть некоторые цвета, которые очень чувствительны к теплу и имеют специальные графики обжига. Танзанит CZ очень чувствителен к теплу и, вероятно, лучше всего затвердевать после обжига, но его можно обжигать на месте при очень низких температурах. Ярко-зеленые CZ, такие как изумруд или цаворит и накарат (черный), чувствительны к теплу и должны обжигаться с осторожностью. Ярко-оранжевые камни достаточно прочны, но могут потемнеть при обжиге при слишком высокой температуре. Все эти детали можно найти в нашем руководстве по обжигу «Драгоценные камни в металлической глине». Никогда не гасите детали с заделанными камнями любого вида. Обожженные камниВы когда-нибудь вытаскивали кусок из печи и обнаруживали, что когда-то прекрасный сверкающий драгоценный камень стал зеленым или грязно-коричневым? Произошло очень просто… температура и/или время были слишком велики для камня, и он сгорел. Сейчас это может выглядеть ужасно, но есть способ спасти это. Камни проходят серию цветов, когда они горят. Перидот, например, при перегреве или слишком долгом хранении при безопасной температуре становится слегка коричневато-зеленым, затем оливково-зеленым и, в конечном итоге, красноватым. Чтобы спасти кусок обожженным камнем, просто перезапустите его на 1650 F в течение 1 или 2 часов, чтобы получить великолепный глубокий коньячно-красный цвет. Возможно, это не тот цвет, который вам нужен, но это лучше, чем отказаться от всего проекта. Чтобы избежать сжигания драгоценных камней, обязательно загрузите наше бесплатное руководство «Драгоценные камни в металлической глине». Стекло для совместного обжигаНезависимо от того, хотите ли вы плавить свои собственные стеклянные кабины или совместно обжигать предварительно изготовленное стекло, совместный обжиг мелкозернистой серебряной глины очень прост. Существует много типов стекла, и каждая марка и тип имеют свой коэффициент расширения (COE), то есть скорость, с которой стекло расширяется и сжимается при нагревании и охлаждении. Наиболее распространенное стекло, используемое для плавленых кабин, имеет СЕ 90. Хорошо сосредоточьтесь на обжиге этого типа стекла, но помните, что практически любое стекло можно успешно обжигать в мелкозернистой серебристой глине. Совместный обжиг стекла и тонкой серебряной глины представляет несколько технических проблем, о которых вам следует знать. Стекло будет прилипать к необработанной керамической полке в печи, поэтому вам нужно подготовить полку с помощью промывки для печи или защитить ее бумагой из керамического волокна. Бумагу из керамического волокна легче использовать, но ее следует предварительно обжечь, чтобы выжечь связующие вещества перед использованием. Огонь до 1400 Ф перед использованием. (Вам не нужно поддерживать температуру, просто нагрейте до 1400F и выключите печь). Обращайтесь с осторожностью после обжига, так как бумага будет хрупкой. На самом деле я обжигал прямо на незащищенных полках печи с твердым волокном при температуре до 1300F, и у меня не было проблем с прилипанием. В 15:00 F, несколько штук застряли в нескольких местах, так что при более высокой температуре действительно должна быть бумага на полках. Еще одна проблема со стеклом и тонкой серебряной глиной — дымление. Еще кое-что, что следует учитывать, это то, что стекло должно быть отожжено после нагрева. Отжиг — это медленный процесс охлаждения, который позволяет стеклу вернуться к комнатной температуре без образования трещин. Нагрев создает в стекле напряжения, которые должны сниматься по мере его охлаждения, и этот процесс называется отжигом. Если стекло не отожжено должным образом, оно треснет или разобьется. Если изделие неправильно отожжено (слишком быстро охлаждено), оно может сломаться сегодня или через несколько недель. Еще одна важная деталь, о которой следует помнить, заключается в том, что перед обжигом вы должны убедиться, что ваш кусок стекла идеально чист. Каждое пятнышко мелкой серебристой глинистой пыли, оставшееся на стекле, с предохранителем всплывает на поверхность при выстреле. Если вы не хотите, чтобы на стекле появился серебряный горошек, обязательно очистите поверхность спиртом перед обжигом. Используйте ватные палочки, скрученные в маленькие заостренные мазки, и соберите все частицы серебра с поверхности, особенно с края, где встречаются тонкая серебряная глина и стекло. Не используйте воду на тампоне, чтобы собрать серебряную пыль. Вода размягчит глину и создаст мутную массу. Создание настройки Стеклянные кабошоны (для краткости) в наши дни повсюду, и, к счастью, их очень легко зажечь на месте. Большинство доступных стеклянных кабин имеют класс прочности 90, и их довольно легко зажечь на месте. Каким бы ни был ваш дизайн, вам нужно убедиться, что стекло зафиксировано на месте, чтобы оно не могло выпасть из оправы после обжига. В зависимости от размера кабины и толщины глины этого может быть все, что вам нужно. Однако, если у вас большой камень или для визуального интереса, вы можете добавить веревку из глины или шприца вокруг камня, чтобы сформировать «рамку», или установить камень в рамку, сделанную из проволоки для рамки или тонкой серебряной глины. Большая часть стекла COE 90 плавится при температуре около 1480
F до 1550F. В этом диапазоне температур стекло расплавится и будет оседать, закругляя края. Схема обжига COE90Стекло для отжигаОтжиг является важным этапом. Не путайте отжиг стекла с отжигом металла… это два разных процесса для достижения двух разных результатов. Отжиг стекла, как бы фантастично это ни звучало, — это просто контролируемое охлаждение. Стекло расширяется при нагревании и сжимается при охлаждении. Если стекло охладить слишком быстро, оно перегреется и треснет. Способ отжига зависит от температуры, при которой вы обжигали. Аварийный холодный отжигЕсли вы довели стекло до точки плавления (температура полного плавления), вам нужно резко охладить печь. Аварийное охлаждение быстро снижает внутреннюю температуру, поэтому стекло перестает двигаться. Чтобы резко остыть, просто откройте дверцу печи примерно на 2 дюйма и наблюдайте, как температура падает. Беспиковый отжигЕсли вы стреляли до 1400 Например, просто оставьте печь в покое (это означает, что не открывайте дверцу!), пока внутренняя температура не опустится ниже 200F. Вот и весь процесс отжига. Это не может быть проще.Дихроичное стекло совместного обжигаБольшинство кабошонов из дихроичного стекла изготавливаются путем сплавления слоев стекла при температуре около 1500°С. F. Чтобы сохранить форму кабошона, обжигайте его при температуре ниже 1450F. Если вы обжигаете при 1470F (типичная используемая температура), стекло сплавится с тонкой серебряной глиной и немного осядет. Чем дольше он горит, тем сильнее он будет падать. Если вы хотите, чтобы стекло оставалось неизменным, обжигайте его при температуре значительно ниже точки размягчения, чтобы стекло оставалось твердым. Хороший выбор 1300F.Если на вашем стекле образовалась трещина, повторно обожгите его при температуре 1450°С. F в течение 30 минут, чтобы стекло расплавилось. Потом отжигать. Ламповое стекло совместного обжигаЕсть несколько очень талантливых людей, которые делают замечательные стеклянные драгоценности, работающие в лампе. Эти кусочки стекла можно обжечь на месте мелкой серебряной глиной. Лучше поддерживать низкую температуру, так как работники ламп часто используют стекло COE 33. Пляжное стекло совместного обжигаНекоторое пляжное стекло можно безопасно обжигать вместе с тонкой серебряной глиной. Пляжное стекло обычно представляет собой натриево-известковый состав с довольно низкой температурой плавления. Если его обжигать при слишком высокой температуре, этот тип стекла может опуститься и потерять свою прекрасную матовую поверхность. Чтобы гарантировать, что стекло останется неизменным, обжигайте его при температуре значительно ниже точки размягчения, чтобы стекло оставалось твердым. Обычно безопасная температура составляет 1250
F в течение 30 минут. Еще одна проблема с пляжным стеклом — это цвет. Поскольку вы, вероятно, сейчас точно не знаете, что такое стекло, невозможно сказать, что может произойти с цветом в печи. Вам придется протестировать образец в печи, чтобы узнать, насколько стойкий цвет. Поместите образец вашего стекла на полку печи, выстланную бумагой для полки печи (тонкая огнеупорная бумага), и обожгите при 1250F в течение 30 минут, затем отожгите, чтобы увидеть, что произойдет с цветом.Ремонт треснувшего стекла Если вы знаете, какое у вас стекло, вы легко сможете отремонтировать треснувший стеклянный камень в печи. Чтобы заделать трещину, нужно просто переплавить стекло. См. таблицу обжига стекла выше и используйте полную температуру плавкого предохранителя. Мелкая серебряная фурнитура совместного обжигаТонкая серебряная проволока, проволока для ободка, чашки для ободка, фурнитура или что-либо, сделанное исключительно из чистого серебра, можно обжигать совместно с тонкой серебряной глиной без каких-либо изменений времени обжига или температуры. Все, что сделано из чистого серебра, можно обжечь на 1650 Ф на 2 часа. Помните, что тонкая серебряная глина сделана из чистого серебра, поэтому все, что относится к тонкой серебряной глине, также применимо к тонкой серебряной фурнитуре, проволоке и т. д.Серебро Co-FiringНаходки из стерлингового серебра можно обжигать вместе с тонкой серебряной глиной. Стерлинговое серебро должно быть должным образом подготовлено к обжигу на месте, и при обжиге необходимо соблюдать осторожность. Не сжигайте находки из стерлингового серебра свыше 1200 пробы. F и не стрелять более 30 минут. Стерлинговое серебро становится хрупким при температуре выше 1250F и дольше 30 минут.Истощение позолоты стерлингового серебра перед обжигом на месте. Истощающее золочение создаст на поверхности металла пленку из чистого серебра за счет окисления, а затем растворения меди вблизи поверхности. Чтобы истощить позолоту, сначала нагрейте стерлинговое серебро горелкой или в печи, пока оно не станет темно-угольно-серым. Затем смочите в Silver Prep, чтобы растворить окисленную медь с поверхности (поверхность станет белой). Повторяйте этот процесс до тех пор, пока вы не сможете затемнить поверхность металла источником тепла. Для мелких предметов, таких как провода, фурнитура и каменные оправы, обычно достаточно 2 раундов. Для более крупных кусков может потребоваться 3 или 4 раунда. Промойте промаринованный предмет и вставьте или наклейте на компонент из стерлингового серебра. Когда добавленная мелкая серебряная глина полностью высохнет, обожгите не более 1200°С. Ф в течение 30 минут. Фарфор для совместного обжигаФарфор представляет собой высокотемпературную керамику и может выдерживать температуры свыше 1650°С. F. Обжиг фарфора при оптимальных температурах. Не гасите фарфор.Бисквитная посуда для совместного обжигаБисквитная посуда представляет собой низкотемпературную керамику и может выдерживать температуру свыше 1650°С. F. Совместное обжиг бисквита при оптимальных температурах. Не гасите бисквитную посуду.Выжигание органических веществ Природные органические вещества — это палочки, веточки, листья, стручки, семена… и все остальное, что было создано природой… не человеком. В большинстве случаев эти изделия полностью сгорают в печи. Некоторые предметы плотные и требуют времени, чтобы сгореть. Для этих типов органических материалов, таких как ветки и пробковая глина, разумно обжигать до 800F и выдерживать в течение 30 минут, прежде чем перейти к максимальной температуре обжига. Пребывание при более низкой температуре дает органическому материалу время сгореть и полностью сгореть, прежде чем тонкая серебряная глина начнет спекаться. Некоторые предметы, например ракушки, сделаны на основе кальция и не выгорают. Бумажная глина частично состоит из вулканического пепла и не выгорает полностью. Для твердых закрытых предметов это не будет проблемой, но для открытых предметов предпочтительнее использовать пробковую глину. |
 Отливки изготавливаются путем заливки расплавленного металла в форму и позволяют ему затвердеть, прежде чем требовать. В результате получается очень прочный, твердый металлический объект с очень небольшой пористостью (пористость — это технический термин, обозначающий воздушные пространства). Но тонкая серебряная глина совсем не похожа на отливку. Тонкая серебряная глина спекается, а спеченные предметы — совсем другое дело.
Отливки изготавливаются путем заливки расплавленного металла в форму и позволяют ему затвердеть, прежде чем требовать. В результате получается очень прочный, твердый металлический объект с очень небольшой пористостью (пористость — это технический термин, обозначающий воздушные пространства). Но тонкая серебряная глина совсем не похожа на отливку. Тонкая серебряная глина спекается, а спеченные предметы — совсем другое дело.
 Если вы думаете, что изящные предметы из серебряной глины сделаны из керамики, вы в первую очередь сделаете их более прочными и будете относиться к ним с большей осторожностью, когда будете их носить.
Если вы думаете, что изящные предметы из серебряной глины сделаны из керамики, вы в первую очередь сделаете их более прочными и будете относиться к ним с большей осторожностью, когда будете их носить. Однако, когда у них есть роскошь времени, они будут стрелять по оптимальному графику. Хорошей идеей является повторный обжиг всего, что было наспех обожжено в классе, если в нем нет термочувствительных включений (стекло, стерлинг, термочувствительные камни).
Однако, когда у них есть роскошь времени, они будут стрелять по оптимальному графику. Хорошей идеей является повторный обжиг всего, что было наспех обожжено в классе, если в нем нет термочувствительных включений (стекло, стерлинг, термочувствительные камни). Вы можете найти немного противоречивые цифры, но факт в том, что при этой температуре, плюс-минус градус, чистое серебро будет расплавленной каплей. Очевидно, что для того, чтобы превратить наши тщательно обработанные сокровища в серебряные произведения искусства, нам нужно избегать всего, что близко к 1763F, иначе наша тяжелая работа останется лишь забытой памятью.
Вы можете найти немного противоречивые цифры, но факт в том, что при этой температуре, плюс-минус градус, чистое серебро будет расплавленной каплей. Очевидно, что для того, чтобы превратить наши тщательно обработанные сокровища в серебряные произведения искусства, нам нужно избегать всего, что близко к 1763F, иначе наша тяжелая работа останется лишь забытой памятью.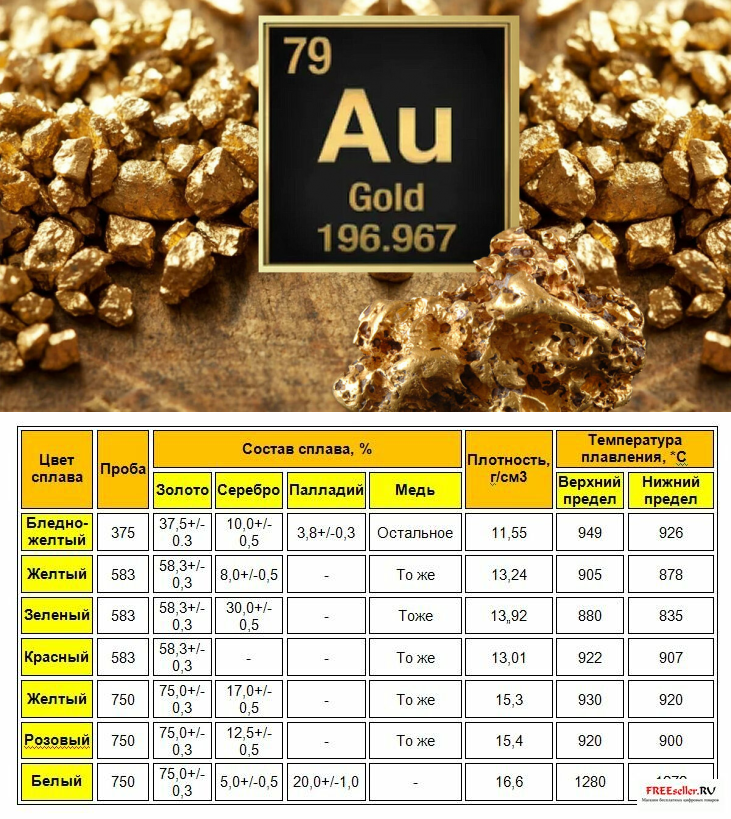
 Хитрость заключается в том, чтобы перехитрить гравитацию и дать вашим фишкам поддержку во время стрельбы, чтобы они не могли упасть или деформироваться. Плоские детали легче всего обжигать, потому что куда девается металл, верно? Гравитация будет работать в вашу пользу, но иногда вы обнаружите, что деталь, которая была обожжена плоской, после обжига становится слегка комковатой и не плоской. Это может произойти из-за «сопротивления поверхности», застрявших камней, стекла или других предметов, вспыхнувших на месте.
Хитрость заключается в том, чтобы перехитрить гравитацию и дать вашим фишкам поддержку во время стрельбы, чтобы они не могли упасть или деформироваться. Плоские детали легче всего обжигать, потому что куда девается металл, верно? Гравитация будет работать в вашу пользу, но иногда вы обнаружите, что деталь, которая была обожжена плоской, после обжига становится слегка комковатой и не плоской. Это может произойти из-за «сопротивления поверхности», застрявших камней, стекла или других предметов, вспыхнувших на месте. Вложенный объект не будет сжиматься, но тонкая серебряная глина сжимается со всех сторон (длина, ширина, толщина), подтягиваясь к центру. Если застрял небольшой камень (3 мм или меньше), это не так заметно. Но более крупные камни будут демонстрировать напряжение вокруг объектов, в зависимости от размера и того, как они были заделаны. Глина часто начинает двигаться вверх, как будто пытаясь вытолкнуть застрявший объект, и оставляет то, что я называю «дырявым» напряжением.
Вложенный объект не будет сжиматься, но тонкая серебряная глина сжимается со всех сторон (длина, ширина, толщина), подтягиваясь к центру. Если застрял небольшой камень (3 мм или меньше), это не так заметно. Но более крупные камни будут демонстрировать напряжение вокруг объектов, в зависимости от размера и того, как они были заделаны. Глина часто начинает двигаться вверх, как будто пытаясь вытолкнуть застрявший объект, и оставляет то, что я называю «дырявым» напряжением. Также неплохо сделать лазурь за камнем, чтобы он не вылетел из оправы при сжатии. Лазурь означает «свет». Вы увидите лазурь в ювелирных украшениях. Бриллианты почти всегда украшены лазурью… маленькими отверстиями позади камня, которые позволяют свету отражаться через него.
Также неплохо сделать лазурь за камнем, чтобы он не вылетел из оправы при сжатии. Лазурь означает «свет». Вы увидите лазурь в ювелирных украшениях. Бриллианты почти всегда украшены лазурью… маленькими отверстиями позади камня, которые позволяют свету отражаться через него. Вам понадобится глаз, откалиброванный на опыте, чтобы точно знать, как глубоко вставлять камень, но пока вы учитесь, не торопитесь и продолжайте проверять.
Вам понадобится глаз, откалиброванный на опыте, чтобы точно знать, как глубоко вставлять камень, но пока вы учитесь, не торопитесь и продолжайте проверять. Чаша для обжига, наполненная вермикулитом или гидратом глинозема, может использоваться для прижимания деталей для поддержки во время обжига. Вермикулит — это минерал, используемый в промышленности в качестве изоляции, упаковочного материала и даже в качестве гидропонной среды для выращивания, среди многих других применений. Вермикулит абсолютно безопасен в обращении. Гидрат оксида алюминия представляет собой порошкообразный керамический материал, используемый в огнеупорных изделиях и глазури. Гидрат оксида алюминия имеет очень приятную текстуру и обеспечивает превосходную поддержку. Будьте осторожны при работе с гидратом оксида алюминия, чтобы не поднять пыль. Гидрат оксида алюминия раздражает легкие.
Чаша для обжига, наполненная вермикулитом или гидратом глинозема, может использоваться для прижимания деталей для поддержки во время обжига. Вермикулит — это минерал, используемый в промышленности в качестве изоляции, упаковочного материала и даже в качестве гидропонной среды для выращивания, среди многих других применений. Вермикулит абсолютно безопасен в обращении. Гидрат оксида алюминия представляет собой порошкообразный керамический материал, используемый в огнеупорных изделиях и глазури. Гидрат оксида алюминия имеет очень приятную текстуру и обеспечивает превосходную поддержку. Будьте осторожны при работе с гидратом оксида алюминия, чтобы не поднять пыль. Гидрат оксида алюминия раздражает легкие. Волокнистые одеяла изготовлены из крученых керамических волокон, и следует избегать переносимых по воздуху волокон, поскольку они могут раздражать ваши легкие при вдыхании.
Волокнистые одеяла изготовлены из крученых керамических волокон, и следует избегать переносимых по воздуху волокон, поскольку они могут раздражать ваши легкие при вдыхании. Используйте высокотемпературную керамическую посуду для обжига тонкой серебряной глины. У вас будет что-то, что прослужит вам долгие годы, вместо того, чтобы постоянно выбрасывать терракотовое дно и чистить печь.
Используйте высокотемпературную керамическую посуду для обжига тонкой серебряной глины. У вас будет что-то, что прослужит вам долгие годы, вместо того, чтобы постоянно выбрасывать терракотовое дно и чистить печь. Повторный обжиг не повредит чистому серебру.
Повторный обжиг не повредит чистому серебру.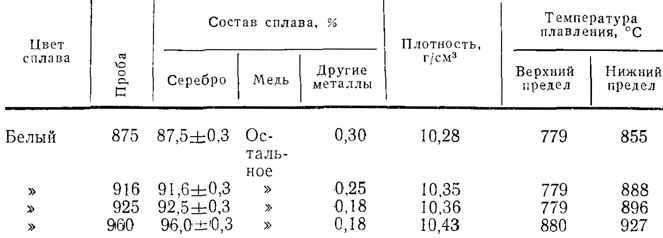 Стрельба в оптимальном режиме (2 часа/1650
F) добьется самой сильной связи.
Стрельба в оптимальном режиме (2 часа/1650
F) добьется самой сильной связи. Обработайте область, к которой нужно приклеить. Просверлите отверстия, напилите канавки или используйте отрезной диск или алмазный отрезной круг, чтобы сделать надрезы на склеиваемом участке, прежде чем добавлять свежую глину. Идея состоит в том, чтобы дать новой глине возможность держаться.
Обработайте область, к которой нужно приклеить. Просверлите отверстия, напилите канавки или используйте отрезной диск или алмазный отрезной круг, чтобы сделать надрезы на склеиваемом участке, прежде чем добавлять свежую глину. Идея состоит в том, чтобы дать новой глине возможность держаться.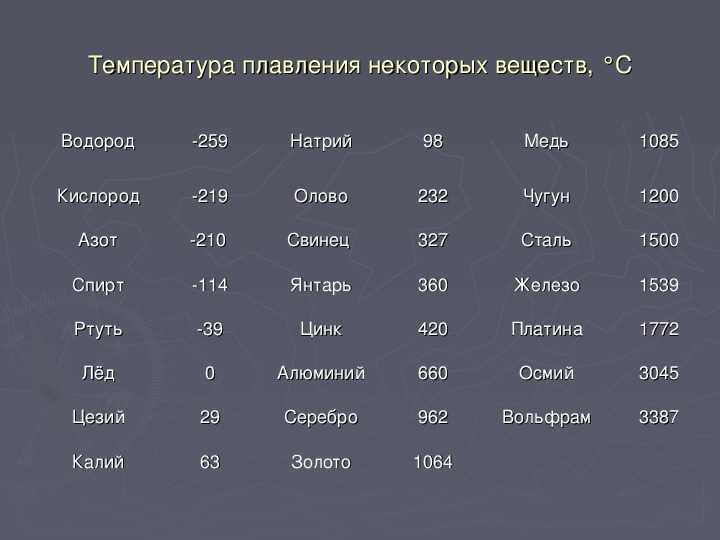 Вы можете использовать масляную пасту Art Clay Oil Paste с PMC plus или PMC3, а также со всеми продуктами Art Clay.
Вы можете использовать масляную пасту Art Clay Oil Paste с PMC plus или PMC3, а также со всеми продуктами Art Clay.Золотые и серебряные монеты | CoinsForAnything
Ищете идеальное памятное украшение? Серебряные или золотые монеты с тиснением вашего собственного дизайна — лучшее решение, чтобы продемонстрировать неподвластную времени ценность и элегантность. Это уникальный персонализированный подарок, подходящий для многих случаев, включая корпоративные награды, представительство элитного бренда, военные монеты или юбилеи и события любого рода. Мы производим ваши индивидуальные монеты из 24-каратного золота, серебра 999 пробы, 18-каратного розового золота, палладия или платины.
Неограниченные производственные мощности, начиная с 1 монеты, мы не устанавливаем минимальный заказ.
ЗАПРОС СЕЙЧАС
Вы хотите чеканить нестандартные золотые монеты или нестандартные серебряные монеты?
Мы ваши эксперты по чеканке монет
Если вы ищете высококачественные монеты с идеальной отделкой , у нас есть решение для вас.
Обладая более чем десятилетним опытом работы в сфере чеканки монет, мы можем предложить изготовленные на заказ монеты, изготовленные из драгоценных металлов, с использованием самого высокого качества тиснения и премиальной отделки «полированная пластина».
Изготовление нестандартных золотых монет 24K и нестандартных серебряных монет 0,999 пробы является нашим основным бизнесом.
Изготовленные на заказ монеты из драгоценных металлов: эксклюзивные высококачественные материалы
Ни для кого не секрет, что в основе богатство с самого начала цивилизации. Сегодня это утверждение как нельзя более верно.
Используя высочайшую чистоту, ваш логотип, дизайн или концепцию можно использовать, чтобы отметить ваши самые престижные вехи и выразить огромную благодарность. Эти драгоценных металлов не имеют себе равных по своему статусу, качеству и желанию , особенно когда на них нанесено тиснение с вашим собственным дизайном.
Если вы предпочитаете, чтобы мы чеканили ваши личные монеты из палладия, платины или розового золота, мы также можем сделать это для вас.
Отделка премиум-класса для ваших нестандартных золотых и серебряных монет: только лучшее качество для вашего особого случая
Наша полированная пластина с зеркальной отделкой превращает ваши нестандартные золотые монеты 24 карата и нестандартные серебряные монеты 0,999 пробы в непревзойденные объектов признания для уважаемых сотрудников, деловых партнеров или членов семьи. Памятные монеты, отчеканенные по индивидуальному заказу, благодаря своей внутренней ценности помогают повысить лояльность к вашей организации.
Они изготовлены вручную через традиционный метод штамповки . Углубленные области вашего собственного дизайна монеты могут быть обработаны пескоструйной обработкой , окрашены в цвет эмали, матовые или античные для красивой отделки, которая соответствует вашим идеям.
Наши штатные дизайнеры монет и команда экспертов по производству монет превратят ваш индивидуальный проект монеты в настоящий и ценный успех.
Персонализируйте как лицевую, так и обратную стороны: индивидуальный дизайн ваших золотых и серебряных монет может отображать ваш логотип, основные ценности и миссию .
DISCOVER THE STEPS OF CUSTOM PRODUCTION OF Coins In PURE GOLD AND SILVER
- DESIGNING YOUR COIN
- MELTING GOLD & SILVER
- CUSTOM EMBOSSING
- FINISHING AND PACKAGING
1.
Design ваша монета Используя ваш уникальный индивидуальный дизайн, наши дизайнеры монет превратят вашу концепцию в цифровую графику . После вашего одобрения он преобразуется в цифровую 3D-модель, которая, в свою очередь, используется для произвести штамп для чеканки монет . Это делается с точностью, чтобы гарантировать, что каждая мелкая деталь, надпись, линия или иллюстрация могут быть реализованы с максимальной точностью в готовом изделии. Наши режущие инструменты способны уменьшить размер штампа до десятой доли миллиметра.
Так как штампы выдерживают тяжелые производственные процессы только в течение ограниченного времени , некоторые из них сделаны, чтобы гарантировать, что все монеты соответствуют нашим строгим стандартам качества.
2. Плавка золота и серебра для изготовления индивидуальных заготовок для монет
После того, как ваш дизайн утвержден и изготовлены специальные формы для монет, начинается фактическое производство монет.
Высококачественные промышленные слитки 24-каратного золота и серебра 0,999 пробы превращаются в жидкое состояние в нашей плавильной печи.
Температура плавления чистого золота 1064°С. В зависимости от желаемого сплава для вашего проекта монеты на этом этапе к драгоценному металлу добавляются другие металлы, такие как медь.
На следующем этапе жидкий сплав преобразуется обратно в твердую форму . Золото или серебро выдавливается из печи на различных валках с усилием до 200 тонн во время остывания. В результате получаются длинные полоски или пластины нужной толщины, чуть шире диаметра ваших монет. После сглаживания всех краев из этих полос чистого золота или серебра штампуют круги или заготовки монет . После очистки и промывки заготовки для нестандартных монет готовы к штамповке с вашим индивидуальным дизайном.
Остатки металла возвращаются в печь и перерабатываются в новые нестандартные заготовки для монет.
3.
Индивидуальное тиснение вашей монеты Для каждой стороны ваших монет, аверса и реверса, требуется индивидуальной и безупречной огранки. Опять же, на этом этапе производства точность имеет приоритет над скоростью.
Таким образом, заготовки вставляются в чеканочную машину вручную , каждая из которых проверяется отдельно. Любой круг, который не соответствует нашим стандартам, возвращается в печь для переплавки и повторной резки.
Под давлением около 100 тонн нестандартные конструкции механически чеканятся на золотых и серебряных кругах. Еще раз, каждая отчеканенная монета тщательно проверяется, чтобы гарантировать, что нашим клиентам будут отправлены только безупречные изготовленные на заказ монеты .
Из-за высокого давления специальные штампы для монет необходимо заменять через равные промежутки времени, чтобы неизменно добивались безупречных результатов .
4.
Отделка и упаковка По индивидуальному желанию свежеотчеканенные монеты могут быть дополнительно обработаны. Края монеты могут либо оставаться гладкими, либо вручную регулироваться под определенным углом. Кроме того, монеты из чистого драгоценного металла могут иметь клеймо или завершаться специальными лазерными гравировками , такими как последовательные серийные номера или надписи с именами, и это только самые популярные примеры.
После завершения всего процесса чеканки готовые изготовленные на заказ монеты из драгоценных металлов надежно упаковываются в высококачественные капсулы для монет для защиты их поверхности .
Кроме того, эти акриловые стаканчики можно поместить в элегантные копилки или плавающие рамки для декоративной демонстрации изготовленных на заказ монет из чистого золота и серебра с вашим индивидуальным дизайном.
Посмотрите наше видео о том, как чеканить 24-каратную золотую монету на собственном производственном предприятии некоторое вдохновение.
Стартовая конфигурация
Заказ монет в небольшом количестве Начиная с 1 штуки
Вы ищете одну или очень мало монет ? Хотите, чтобы они были доставлены в кратчайшие сроки?
Нет проблем!
Мы будем рады изготовить для вас высококачественные индивидуальные монеты. Доступен с гравировкой , фотопечатью или высококачественным тиснением как из драгоценных, так и из обычных металлов. Мы не устанавливаем минимальный заказ ни для одного из этих трех вариантов производства.
Они могут быть изготовлены из чистого золота или чистого серебра, или из другого металлического стержня с золотым или серебряным покрытием.
ЗАПРОСИТЬ СЕЙЧАС
Посмотреть все пользовательские варианты монет
Красивая упаковка и подставки для ваших монет
Если вы хотите представить свои монеты в правильном свете, у нас есть много различных вариантов упаковки для вас.