Особенности сварки алюминия и его сплавов
Особенности сваривания алюминиевых сплавов обусловлены их физико-химическими свойствами. Трудносвариваемость алюминия объясняется наличием окисной пленки на поверхности изделий. Данная пленка имеет высокую температуру плавления, при этом плавление самого металла осуществляется при температуре примерно втрое меньшей – 660 °С. Повышенная жидкотекучесть материла затрудняет процесс управления сварочной ванной. Это приводит к необходимости применения теплоотводящих подкладок.
За счет легкой окисляемости алюминия образуется тугоплавкая пленка на каплях расплавленного материала. Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
При сварке сплавов алюминия нужно учитывать склонность к появлению кристаллизационных трещин и пор.
При сваривании алюминиевых сплавов используются различные технологии в зависимости от условий работы. Наиболее популярные способы сварки:
- автоматическая дуговая с применением флюса. Подбор флюса должен быть тщательным. Уделяется внимание его составу, он должен быть сделан из химически чистых элементов;
- аргонодуговая вольфрамовым электродом. Достоинство способа – в отсутствии необходимости применять флюс;
- контактная стыковая с использованием специальных машин. В данном случае можно добиться непрерывного плавления материала;
- технологичная точечная сварка;
- шовное сваривание применяется при наличии оборудования достаточной мощности с ионными прерывателями.
Сваривание алюминия посредством электродов
Сварка алюминиевых сплавов предполагает тщательную подготовку металла к технологическому процессу. Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Процесс обезжиривания алюминиевых изделий происходит в специальном водном растворе. Важной подготовительной работой считается удаление поверхностной пленки. Окисная пленка удаляется посредством металлических щеток. При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
Для получения шва хорошего качества металл подвергается нагреву. Подогрев с последующим охлаждением помогает исключить возникновение кристаллизационных трещин, сократить коробление. При сваривании больших деталей применяется метод локального подогрева конкретной сварочной области.
Возврат к списку
Частые вопросы о сварке алюминия
Здесь мы постарались дать ответы на самые частые вопросы на тему сварки алюминия:
- Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
- Какой защитный газ использовать для сварки алюминия?
- Какие электроды подходят для TIG-сварки алюминия?
- Как проводить предварительный подогрев перед сваркой алюминия?
- Как снимается остаточное напряжение после сварки алюминия?
- Как различать сплавы алюминия?
- Как вести сварку по алюминию переменной толщины?
-
Как вести сварку сплава 7075?
1. Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
При сварке стали наплавленный металл можно сделать таким же прочным, как и основной. Но для алюминия это не так. Почти во всех случаях сварки алюминия наплавленный металл имеет меньшую прочность.
Чтобы лучше понять, из-за чего это происходит, давайте рассмотрим два типа алюминиевых сплавов: с тепловой обработкой и без нее. Для упрочнения сплавов второй категории проводится только холодная обработка, которая вызывает определенные физические изменения металла. Чем интенсивнее холодная обработка, тем прочнее становится сплав.
Но во время сварки сплава, прошедшего холодную обработку, вы производите локальный отжиг материала, он теряет закаливание и становится «мягким». Поэтому при сварке сплавов, не проходивших тепловую обработку, создать такой же прочный наплавленный металл, как и основной, можно только при условии изначально незакаленного материала.
При тепловой обработке алюминиевых сплавов на последнем этапе они нагреваются примерно до 200°C. Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%. Если подогрев проводится, то он позволит улучшить характеристики сплава.
Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%. Если подогрев проводится, то он позволит улучшить характеристики сплава.
Ниже указано, какие серии алюминиевых сплавов проходят тепловую обработку, а какие — нет:
Проходят тепловую обработку: 2000, 6000, 7000.
Не проходят тепловую обработку: 1000, 3000, 4000, 5000.
2. Какой защитный газ использовать для сварки алюминия?
Для TIG (аргонодуговой) и MIG (в защитных газах) сварки материалов толщиной до 12,7 мм рекомендуется чистый аргон. При толщине выше 12,7 мм в смесь можно добавить от 25 до 75 процентов гелия, чтобы увеличить температуру дуги и глубину проплавления. Аргон подходит для этого лучше всего, потому что он обеспечивает более качественное очищающее действие дуги по сравнению с гелием и меньше стоит.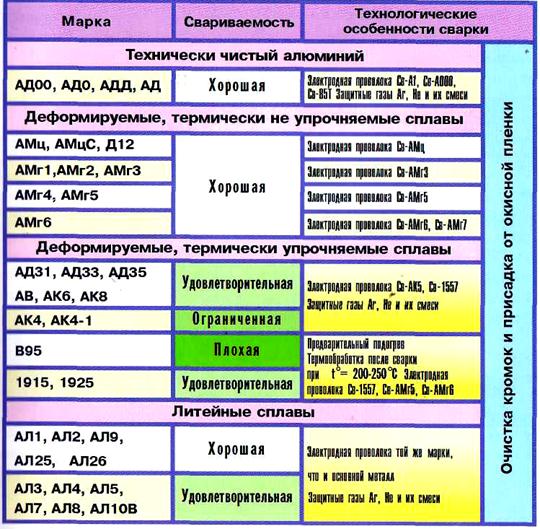
Никогда не используйте газовые смеси с содержанием кислорода или двуокиси углерода, так как это приведет к окислению алюминия.
3. Какие электроды подходят для TIG-сварки алюминия?
Для большинства материалов, в том числе стали, рекомендуется использовать электроды с 2-процентным содержанием тория. Но так как сварка алюминия происходит на переменном токе, а не постоянном, на вольфрамовый электрод поступает больше энергии. По этой причине для сварки алюминия рекомендуются электроды из чистого вольфрама или с добавлением циркония.
Кроме того, для сварки на переменном токе требуются электроды значительно большего диаметра. Рекомендуем начать с диаметра 3,1 мм и при необходимости попробовать другие варианты. Вольфрам с добавлением циркония позволяет работать на более высоких токах, чем чистый вольфрам. Также учтите, что при сварке на переменном токе удобнее работать электродом с затупленным концом — из-за острого конца дуга может отклоняться в стороны.
4. Как проводить предварительный подогрев перед сваркой алюминия?
Хотя предварительный подогрев в определенных пределах довольно полезен, слишком сильный нагрев может отрицательно сказаться на механических свойствах алюминия.
Как уже было упомянуто ранее, на последнем этапе тепловой обработки алюминий нагревается до 200°C, поэтому, если перед сваркой оператор нагреет алюминий до 175°C и будет удерживать эту температуру на протяжении всей работы, механические свойства алюминия снизятся.
В случае сплавов без тепловой обработки, например, серии 5000, даже если ограничить температуру до 90°C, материал окажется уязвим к коррозии под напряжением. В большинстве случаев небольшой предварительный подогрев для удаления влаги считается приемлемым, но он должен быть строго ограничен.
Многие неопытные сварщики воспринимают предварительный подогрев как некий костыль. Так как оборудование для сварки алюминия часто работает на максимальной мощности, считается, что подогрев поможет преодолеть ограничения оборудования. Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
5. Как снимается остаточное напряжение после сварки алюминия?
Из-за того, что расплавленный металл по мере застывания сжимается, в зоне сварки образуется остаточное напряжение. Более того, если после сварки изделие подвергнется механической обработке, это еще больше усилит деформации и разброс размеров. Чтобы этого избежать, сварщики проводят снятие напряжения, то есть нагревают материал до такой степени, чтобы атомы алюминия смогли более свободно перемещаться.
Если для стали температура снятия напряжения составляет 565-590°C, то для алюминия она ограничена 343°C.
6. Как различать сплавы алюминия?
Существует достаточно много различных сплавов алюминия и для надежной сварки нужно знать, с каким сплавом вы работаете. Если эта информация недоступна, вы можете ориентироваться на следующее:
штампованные изделия обычно выполняются из сплавов серии 6000;
литые изделия часто представляют собой сочетание алюминия/кремния — некоторые из них поддаются сварке, некоторые — нет;
листовой металл, пластины и болванки обычно изготавливаются из сплавов 5000 и 6000;
Если вам нужна более точная информация, приобретите комплект для анализа, который поможет вам определить точный состав сплава.
7. Как вести сварку по алюминию переменной толщины?
Как вести сварку по алюминию переменной толщины?
Если вам требуется вести сварку по материалу переменной толщины, оборудование следует настроить для сварки части с самым большим сечением. Во время сварки будьте осторожны и сделайте большее тепловложение в части с большим сечением.
8. Как вести сварку сплава 7075?
Большинство сплавов алюминия поддается сварке, но некоторые для этого подходят плохо — в частности, сплав 7075. Мы выделили в этом примере именно 7075, потому что этот сплав имеет одно из самых высоких значений предела прочности. Когда проектировщики и сварщики начинают подбирать сплав алюминия, многие в первую очередь обращаются к таблице со сплавами алюминия и их пределами прочности. Но они не знают, что лишь немногие из сплавов с высокой ударной вязкостью поддаются сварке, особенно если они относятся к сериям 7000 и 2000, и их использования следует избегать.
Единственное исключение — это отрасль литья под давлением. В этом случае для ремонта штампов проводится сварка алюминия 7075 — однако он никогда не используется для изготовления металлоконструкций.
В этом случае для ремонта штампов проводится сварка алюминия 7075 — однако он никогда не используется для изготовления металлоконструкций.
При выборе подходящего сплава алюминия можно опираться на следующие рекомендации:
Серия сплава | Основные элементы сплава |
Серия 1000 | Чистый алюминий |
Серия 2000 | Алюминий и медь (высокопрочный алюминий для аэрокосмической отрасли) |
Серия 3000 | Алюминий и марганец (сплавы с низкой и средней прочностью, например, используются в алюминиевых банках и трубах систем охлаждения) |
Серия 4000 | Алюминий и кремний (большинство сплавов этой серии — это заполняющие материалы для сварки и припоя) |
Серия 5000 | Алюминий и магний (эти сплавы в основном используются для создания металлоконструкций из листового материала и пластин — все сплавы серии 5000 пригодны для сварки) |
Серия 6000 | Алюминий, магний и кремний (эти сплавы поддаются тепловой обработке и часто используются для производства штампованных изделий, листового металла и пластин — все поддаются сварке, но могут быть склонны к растрескиванию. Не пытайтесь проводить сварку этих сплавов без буферного слоя) Не пытайтесь проводить сварку этих сплавов без буферного слоя) |
Серия 7000 | Алюминий и цинк (высокопрочные сплавы для аэрокосмической отрасли, которые могут содержать другие элементы). |
Если вам необходимо использовать высокопрочный алюминий, компания Lincoln рекомендует использовать сплавы серии 5000 с высоким содержанием магния вместо серий 2000 и 7000. Сплавы серии 5000 хорошо поддаются сварке и обеспечивают самые лучшие результаты.
Заключение
Компания Lincoln Electric предлагает полный спектр решений для сварки алюминия, например, аппараты Power Wave® 455M, специально разработанные для эффективной сварки алюминия, пуш-пульные механизмы Cobramatic® для подачи мягкой алюминиевой проволоки и сварочную проволоку SuperGlaze® премиум-класса со строгим контролем химического состава для стабильного качества сварки. Кроме широкого выбора продуктов, компания Lincoln гордится своим опытом работы с алюминием. Если вам нужен совет,
напишите нам.
Если вам нужен совет,
напишите нам.
Сварка алюминия — особенности и технологиии полуавтоматической MIG и аронодуговой TIG сварки
Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые. Чтобы быть в курсе применяемых процессов и их особенностей, предлагаю Вам прочитать эту статью, в ней мы расскажем о сварке алюминия.
Каждая отрасль промышленности использует различные типы металлов в зависимости от характера их работы. Первое, что приходит в голову о применении сварки алюминия, будет сварка алюминиевых судов. От небольших лодок и катеров до корпусов огромных судов и военных кораблей.
Почему же именно алюминий используется для их изготовления? Ответ прост и заключается в том, что алюминий легче, чем сталь, и поэтому уменьшается вес корабля, экономится топливо и увеличивается его скорость.
Легкость алюминия совместно с относительно высокой прочностью делает его применимым во многих других отраслях промышленности. Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
В чем же заключается сложность сварки алюминия?
Многие профессиональные сварщики говорят, что алюминий является самым сложным металлом для сварки. Он обладает физическими и химическими свойствами, которые необходимо знать, чтобы сварочные работы были наиболее эффективными.
Некоторые из свойств, которые делают алюминий сложным для сварки, необходимо принять как факт. Алюминий не меняет цвета, когда он нагревается и имеет более широкий диапазон температур плавления, чем у других металлов. Так же он является немагнитным.
Это означает, что человек, работающий с алюминием должен знать, что ожидать от этого металла.
Некоторые из вещей, которые должен знать сварщик:
- Расплавление окисной пленки алюминия
Образующаяся на поверхности алюминия оксидная пленка имеет более высокую температуру плавления, чем основной сплав. Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления).
Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления). - Необходимость большого количества энергии
Алюминий имеет теплопроводность намного больше, чем другие металлы (в 5-6 раз больше чем у обычной стали). Поэтому при дуговой сварке алюминия должно быть большое внесение тепла за счет мощности дуги. При сварке массивных изделий рекомендуется использовать предварительный подогрев. - Низкая температура плавления алюминия
Из за высокой теплопроводности и низкой температуры плавления существует высокая вероятность прожога алюминия - Заварка кратера в конце сварочного шва
Почти всегда при сварке алюминия при окончании сварочного шва появляется кратер, так как алюминий быстро затвердевает. Заварка кратера требует специальной техники. На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера). - Зачистка поверхности алюминия перед сваркой
Подготовка металла является ключевым моментом в сварке алюминия. Средства для травления поверхности должны быть использованы по мере возможности. Кроме того, рекомендуется зачищать поверхность перед сваркой металлической щеткой. Использование щетки помогает разбить слой оксидную пленки, уменьшая потребность в раскислении и увеличивая проплавление. Зачистка также помогает увеличить скорость сварки, снижая коробление.
 Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления).
Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления). На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера).
На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера).Процессы сварки алюминия
Есть несколько процессов, которые используются для сварки алюминия. Наиболее популярны такие процессы, как аргонодуговая TIG сварка и импульсная полуавтоматическая MIG сварка.
Аргонодуговая TIG сварка алюминия
Аргонодуговую TIG сварку многие сварщики называют по-разному — аргонной, аргоновой или сваркой аргоном. Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Важной частью сварки алюминия является понимание того, что она требует наличия в аппарате для аргонной TIG сварки — переменного тока и высокочастотного HF зажигания дуги.
Пара полезных функций, которые предлагаются во многих аргонодуговых аппаратах для сварки алюминия, является возможность регулировать частоту переменного тока и баланс.
- — Частота переменного тока может быть увеличена или уменьшена в допустимых пределах. Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах. А также для сварки тонких материалов.
- — Другая особенность, баланс переменного тока, на самом деле управляет процессом раскисления алюминия, также называемый «чисткой». При изменении переменного тока в положительную полярность, оксид алюминия на поверхности металла расплавляется, и металл подвергается сварке. Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
 Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.MIG сварка алюминия полуавтоматом
Полуавтоматическая MIG сварка алюминия аналогична MIG сварке стали, так как при ней также используется подача сварочной проволоки и защитного газа через сварочную горелку. Однако сварка алюминия полуавтоматом требует некоторых изменений для сварщиков, которые привыкли к сварке стали.
Из-за большей теплопроводности алюминия, его сварка требует большего контроля над мощностью дуги и скоростью подачи проволоки. Так как алюминий очень мягкий металл, подача проволоки при сварке должна быть больше.
Ранее считалось, что качественно сварить алюминий можно только при помощи аргонодуговой сварки. Однако при использовании правильного оборудования и соответствующих технологий полуавтоматической MIG сварки можно добиться качественного шва при значительном увеличении производительности.
Несколько правил при MIG сварке алюминия
- Выбор оборудования
Оптимальный сварочный полуавтомат для MIG сварки алюминия должен иметь режим импульсной сварки. Благодаря импульсам происходит пробивка окисной пленки, а также уменьшение перегрева алюминия при сварке и вероятность прожога. Режим двойного импульса Duo Pulse обеспечивает равномерную чешуйчатость и отличные визуальные характеристики сварочного шва. - Выбор сварочного газа
При сварке алюминия в качестве защитного газа необходим чистый аргон. В отличие от сварки стали, при которой обычно используется смесь аргона и углекислого газа (CO2). - Выбор сварочной проволоки
Очень важен выбор правильного диаметра сварочной проволоки. Из-за того, что алюминий металл мягкий, то применение проволоки с малым диаметром (0,8 мм) затруднено сложностью её протяжки и подачи через сварочную горелку. Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки — сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток. - Набор расходных частей для сварочной горелки
1. Специальные контактные наконечники — так как алюминий во время нагрева расширяется значительно больше, чем сталь, то существуют отличия в сварочных контактных наконечниках, используемых в полуавтоматических горелках для сварки алюминия. Отверстие в наконечниках для алюминия должно быть больше, чем в обычных наконечниках для стали, но не настолько большим, чтобы был хороший электрический контакт.2. U-образные ролики подающего механизма. Ролики в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась.
3. Тефлоновый канал. Для уменьшения трения проволоки в горелке, необходимо использовать неметаллический кабель канал для алюминиевой проволоки.
Обычно он исполнен из тефлона или графита.
 Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки — сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток.
Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки — сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток. Обычно он исполнен из тефлона или графита.
Обычно он исполнен из тефлона или графита.Соблюдение указанных в этой статье правил, технологий подготовки и техники сделает ваш процесс сварки алюминия намного проще и позволит добиться превосходных результатов.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки алюминия
Видео по сварке алюминия:
Время сварки@1 — TIG cварка литой детали из алюминия
Время сварки@2 — Импульсная TIG сварка
Время сварки@3 — Сварка алюминия для начинающих
 youtube.com/embed/5y16U1ezbs8?rel=0&fs=1&wmode=transparent» frameborder=»0″ allowfullscreen=»» title=»JoomlaWorks AllVideos Player»/>
youtube.com/embed/5y16U1ezbs8?rel=0&fs=1&wmode=transparent» frameborder=»0″ allowfullscreen=»» title=»JoomlaWorks AllVideos Player»/>
Сварка алюминия — раскрываем секреты технологии
Алюминий (Al) — один из наиболее популярных промышленных металлов, благодаря отличным показателям теплопроводности, электропроводности и стойкости к неблагоприятным внешним условиям. При этом, в отличие от обычной стали, сварка алюминия имеет ряд особенностей, делающих данный процесс сложным для новичка. Впрочем, нет ничего невозможного — знание технологии и постоянная практика сделают из любого начинающего сварщика серьезного специалиста по работе с этим материалом.
Почему не все так просто с алюминием
Главной особенностью Al является наличие на его поверхности оксидной пленки, которая затрудняет свариваемость материала. Дело в том что температура плавления пленки превышает 2000 °С, тогда как сам алюминий плавится уже при 660 °С. Ситуация осложняется еще и тем, что даже если пленку механически удалить, она достаточно быстро восстанавливается под действием атмосферного кислорода. Чтобы не допустить этого, требуется надежная защита сварной зоны от воздуха, для чего применяются разные методы (об этом ниже).
Ситуация осложняется еще и тем, что даже если пленку механически удалить, она достаточно быстро восстанавливается под действием атмосферного кислорода. Чтобы не допустить этого, требуется надежная защита сварной зоны от воздуха, для чего применяются разные методы (об этом ниже).
Как уже отмечалось, одним из преимуществ Al является его высокая теплопроводность, что сделало его основным материалом для изготовления радиаторов. Однако для сварки алюминия это качество является скорее минусом, чем плюсом. Быстрый отвод тепла требует увеличения сварочного тока, рабочие показатели которого в итоге получаются выше, чем при работе со сталью, хотя температура плавления последней выше.
пример готовой продукции
Сложность сварочного процесса заключается еще и в том, что зачастую приходится иметь дело не с чистым Al, а с его сплавами, точный состав которых не всегда известен.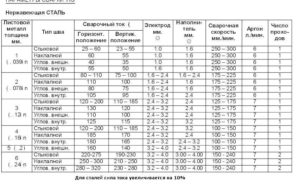 В одной из предыдущих статей о ремонте литых алюминиевых дисков говорилось, что очень важно, чтобы марка сплава была отображена на изделии, иначе подобрать правильный электрод и добиться качественного шва вряд ли получиться.
В одной из предыдущих статей о ремонте литых алюминиевых дисков говорилось, что очень важно, чтобы марка сплава была отображена на изделии, иначе подобрать правильный электрод и добиться качественного шва вряд ли получиться.
присадочные металлы для различных сплавов алюминия
Как подготовить алюминиевую поверхность
Важнейшим этапом сваривания алюминиевых деталей является подготовка их поверхности:
- Чистка и обезжиривание. Перед непосредственной сваркой изделие подвергается различным технологическим операциям — формовке, фрезеровке, распиловке — после чего сверху образуется слой масла и технологического мусора. Если от него не избавиться, соединение будет содержать много пор и окалин, что негативно скажется на его надежности.
- Обработка кромки. Такая процедура обычно выполняется, если толщина металла превышает 4 мм. После зачистки кромка обязательно протравливается для снижения скорости образования оксидной пленки.
- Механическая зачистка зоны сваривания. Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.
 Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.
Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.Подготовка алюминиевого изделия похожа на предварительную обработку нержавеющей стали, о работе с которой говорилось здесь. В обоих случаях важно добиться чистой, блестящей поверхности, чтобы получить цельный однородный шов.
методы очистки поверхностей перед сваркой
Сварка алюминия с газом и без — главные отличия процесса и результата
Существуют две основные технологии соединения алюминиевых деталей — с защитным газом и защитным флюсом. Рассмотрим каждую из них.
Применения защитной газовой среды
В качестве защитного газа обычно используется аргон, который в зависимости от применяемого сплава может быть заменен гелием или специальной смесью. Основная задача вспомогательной газовой среды заключается в защите сварочной зоны от атмосферного воздуха с целью предотвращения образования оксидного слоя при взаимодействии с кислородом или появления пористости шва в результате действия водорода.
Для реализации такой технологии, как правило, применяется TIG- или MIG-сварка, а в качестве электрода используется алюминиевая проволока. При этом марка проволоки должна соответствовать марке обрабатываемого металла, чтобы соединение в итоге имело однородную структуру. Поскольку Al плавится быстрее стали, оператор сварочного аппарата должен это учесть и сделать подачу проволоки быстрее.
Безгазовая технология на основе защитного флюса
Вместо газа для защиты сварочной зоны может применяться проволока со специальным флюсом. В процессе плавления металла флюс равномерно растекается по поверхности, предотвращая ее окисление.
С одной стороны, такой подход имеет свои преимущества, поскольку отсутствует необходимость в покупке газовой смеси и дополнительного оборудования для подачи газа. С другой стороны, результат применения флюсовой проволоки уступает по качеству сварке в газовой среде из-за повышенного разбрызгивания металла, затрудненного удаления шлака и появления пор внутри шва. Поэтому такой метод обычно применяют при изготовлении конструкций, требование к надежности которых не является строгим.
Поэтому такой метод обычно применяют при изготовлении конструкций, требование к надежности которых не является строгим.
Для ответственных работ лучше отдавать предпочтение применению защитного газа, тем более что современные продукты, например Миксал, позволяют не только улучшить качество шва, но и оптимизировать расход смеси, тем самым уменьшив технологические затраты. Приобрести качественный газ для сварки можно в компании «Промтехгаз» — надежного поставщика газового оборудования и расходных материалов.
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE
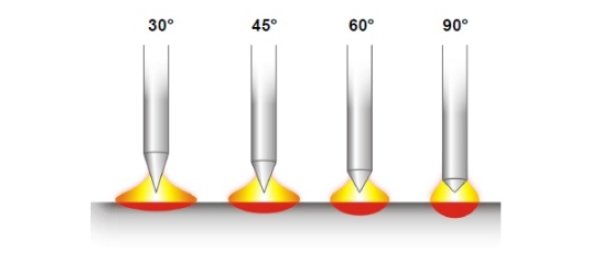
• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
Сварка плавлением алюминия и его сплавов
Одним из главных затруднений при сварке плавлением алюминия и его сплавов является присутствие на поверхности металла тугоплавкой плотной окисной пленки Тпл = 2050° С). Толщина окисной пленки увеличивается с течением времени, а с повышением температуры скорость окисления возрастает. Прп сварке окисная пленка затрудняет возбуждение дуги и препятствует сплавлению кромок соединения. Присутствие окисных включений в металле шва снижает механические свойства сварных соединений. [c.498]Более сложно осуществлять сварку плавлением алюминия и его сплавов со сталью без биметалла. Непосредственная сварка алюминия со сталью, как правило, не дает положительных результатов. Шов получается хрупким вследствие образования интерметаллидов и большого различия физико-химических свойств соединяемых металлов. Удовлетворительное соединение алюминия со сталью возможно с применением цинкового покрытия.
 Наличие цинка на поверхности стали улучшает растекание алюминиевой присадки. Слой цинка толщиной до 30 мм предварительно наносят на сталь гальванически или горячим погружением.
[c.682]
Наличие цинка на поверхности стали улучшает растекание алюминиевой присадки. Слой цинка толщиной до 30 мм предварительно наносят на сталь гальванически или горячим погружением.
[c.682]СВАРКА ПЛАВЛЕНИЕМ АЛЮМИНИЯ И ЕГО СПЛАВОВ [c.246]
Для алюминия и его сплавов используют все виды сварки плавлением, Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка. Сварка, как правило, осуществляется в цехах с высокой культурой производства [c.442]
Алюминий и его сплавы по масштабам производства и применения занимают первое место среди цветных металлов и сплавов, так как алюминий и многие его сплавы имеют низкую плотность и температуру плавления, хорошо поддаются сварке, прокатке, ковке, резанию, волочению, устойчивы на воздухе и в ряде агрессивных сред. [c.58]
[c.58]
Специфические свойства алюминия и его сплавов затрудняют их сварку. Из-за высокой теплопроводности необходимо применять специальные технологические приемы, а в ряде случаев — предварительное подогревание. Наличие на поверхности изделий тугоплавкой пленки окиси алюминия препятствует соединению частиц металла. Низкая температура плавления алюминия и высокая температура плавления окисной пленки значительно осложняют управление процессом сварки. [c.12]
Алюминий применяется в строительстве и промышленности благодаря небольшой плотности (2,7 г/см ), примерно в 3 раза меньшей, чем у стали, повышенной хладостойкости, коррозионной стойкости в окислительных средах и на воздухе. Алюминий и его сплавы имеют низкую температуру плавления (660 °С для чистого алюминия), высокую электро- и теплопроводность, повышенный по сравнению со сталью коэффициент линейного расширения. Алюминий и его сплавы существуют двух видов деформируемые (прессованные, катаные, кованые) и литейные (недеформируемые). Специфические свойства при сварке алюминия вызывают определенные трудности. Легкая окисляемость алюминия приводит к образованию на его поверхности плотной тугоплавкой окисной пленки, которая препятствует сплавлению частиц металла и загрязняет шов. Высокая температура плавления окисной пленки и низкая температура плавления алюминия, не изменяющего своего цвета при нагревании, крайне затрудняет управление процессом сварки. Большая жидкотекучесть и малая прочность при температуре свыше 550 °С вызывает необходимость применения подкладок. Значительная растворимость водорода в расплавленном алюминии и резкое ее изменение при переходе из л[c.16]
Специфические свойства при сварке алюминия вызывают определенные трудности. Легкая окисляемость алюминия приводит к образованию на его поверхности плотной тугоплавкой окисной пленки, которая препятствует сплавлению частиц металла и загрязняет шов. Высокая температура плавления окисной пленки и низкая температура плавления алюминия, не изменяющего своего цвета при нагревании, крайне затрудняет управление процессом сварки. Большая жидкотекучесть и малая прочность при температуре свыше 550 °С вызывает необходимость применения подкладок. Значительная растворимость водорода в расплавленном алюминии и резкое ее изменение при переходе из л[c.16]
Алюминий, магний и их сплавы легко окисляются, имеют высокую теплопроводность и сравнительно низкую температуру плавления образующиеся окислы тугоплавки. Защита расплавленного металла от действия воздуха и растворения окислов осуществляется применением специального флюса или обмазки.
 Сварка производится угольным или металлическим электродом. Алюминий и его сплавы хорошо свариваются проволокой с примесью до 5% кремния. Сварка магния и его сплавов производится присадочным материалом того же состава, что и основной материал. Вследствие большого сродства магния -к кислороду, для получения качественного шва лучше вести сварку в. атмосфере нейтрального газа — аргона — без применения флюса.
[c.308]
Сварка производится угольным или металлическим электродом. Алюминий и его сплавы хорошо свариваются проволокой с примесью до 5% кремния. Сварка магния и его сплавов производится присадочным материалом того же состава, что и основной материал. Вследствие большого сродства магния -к кислороду, для получения качественного шва лучше вести сварку в. атмосфере нейтрального газа — аргона — без применения флюса.
[c.308]Свариваемость алюминия и его сплавов в первую очередь определяется возможностью получения металла шва без трещин и пор при высоких механических свойствах п коррозионной стойкости сварных соединений. Кроме того, свариваемость алюминия и его сплавов характеризуется некоторыми затруднениями получения хорошего сплавления и плотного металла шва без шлаковых включений в связи с образованием в процессе сварки на поверхности металла шва пленки окиси алюминия и наличием ее на поверхности свариваемого металла. Пленка имеет значительно более высокую температуру плавления (2050°), чем алюминий (658°), и больший удельный вес (3,9), чем алюминий (2,7). При сварке алюминия и его сплавов необходимо учитывать высокую теплопроводность их (у алюминия в три раза больше, чем у железа), что вызывает быстрый отвод тепла от места сварки, Высокая теплопро-
[c.572]
При сварке алюминия и его сплавов необходимо учитывать высокую теплопроводность их (у алюминия в три раза больше, чем у железа), что вызывает быстрый отвод тепла от места сварки, Высокая теплопро-
[c.572]
Газы — заменители ацетилена При сварке и резке металлов можно применять также другие горючие газы и пары горючих жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо, чтобы температура пламени примерно в два раза превышала температуру плавления свариваемого металла. Поэтому использовать газы — заменители ацетилена целесообразно только при сварке металлов с более низкой температурой плавления, чем сталь (алюминия и его сплавов, латуни, свинца) при пайке- и т. п. [c.35]
Сварка алюминия и его сплавов Основная трудность при сварке алюминия и его сплавов заключается в наличии на поверхности тугоплавкой окисной пленки АЬОз с температурой плавления 2050° С (в то время как сам алюминий плавится при 660° С). При нагреве и расплавлении алюминий не изменяет цвета, поэтому на глаз контролировать степень его нагрева трудно. При 400— 500° С прочность алюминия резко уменьшается и деталь может разрушиться под действием собственной массы. Поэтому сварку алюминия необходимо проводить на подкладках.
[c.679]
При 400— 500° С прочность алюминия резко уменьшается и деталь может разрушиться под действием собственной массы. Поэтому сварку алюминия необходимо проводить на подкладках.
[c.679]
Сварка алюминия и его сплавов затруднена вследствие его особых теплофизических свойств. Температура плавления алюминия 660 °С, При контакте с воздухом на поверхности алюминия образуется плотная тонкая пленка оксида АЬОз, которая предохраняет металл от дальнейшей коррозии, но одновременно ухудшает условия сварки, так как температура плавления оксида алюминия 2050°С, поэтому перед сваркой надо удалить с поверхности алюминия оксид. Алюминий легко окисляется при сварке, и оксидная пленка, образующаяся на каплях и в ванне, загрязняет шов. В расплавленном состоянии алюминий хорошо растворяет водород, который при повышенной скорости охлаждения, вызванной высокой теплопроводностью металла, не успевает выделиться в момент кристаллизации и вызывает пористость. Вследствие высокого коэффициента линейного расширения (в два раза больше, чем у стали) сварка алюминия вызывает по-
[c. 224]
224]
Особенности сварки алюминия и его сплавов. Алюминий и его сплавы имеют низкую температуру плавления (у чистого алюминия 660° С), высокую теплопроводность и электрическую проводимость, повышенный по сравнению со сталью коэффициент линейного расширения и более низкий модуль упругости. [c.403]
Определяется расходом горючего газа в литрах (жидкости — в граммах) за 1 час работы зависит от толщины металла, температуры его плавления и теплопроводности при сварке углеродистых, низколегированных сталей, чугуна, латуни, бронзы, алюминия и его сплавов определяется по опытным формулам для левого способа [c.252]
Сварка алюминия и его ставов. Алюминий имеет повышенное сродство к кислороду и образует на поверхности тугоплавкую труднорастворимую в шлаках плотную пленку окислов. Он обладает повышенной теплопроводностью и теплоемкостью, а также довольно большой скрытой теплотой плавления. Все это затрудняет сварку алюминия и его сплавов.
 [c.154]
[c.154]Холодна я (холодно-прессовая) сварка алюминия и его сплавов выполняется без нагрева металла. Стремительное развитие производства и применения А1 потребовало улучшения процессов его сварки. Существующие способы сварки А1 плавлением ( горячие способы) в ряде случаев оказались не вполне удовлетворительными. С весьма положительными результатами лет 20 назад началось использование холодной сварки А1. Сейчас, с увеличением производства А1, возрастает применение и холодной сварки. Она улучшает и удешевляет производство изделий из А1 и его сплавов. [c.386]
Поверхность алюминия и его сплавов покрыта пленкой окиси алюминия, имеющей температуру плавления около 2050°. Особенно сильно алюминий окисляется при нагревании. Тугоплавкая пленка окиси, находящаяся на поверхности заготовок, препятствует сплавлению присадочного металла с основным. Для получения хорощего соединения пленку окиси необходимо при сварке удалять, что достигается механическим или химическим путем. [c.215]
[c.215]
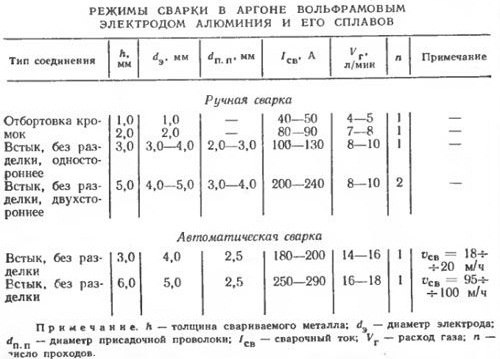
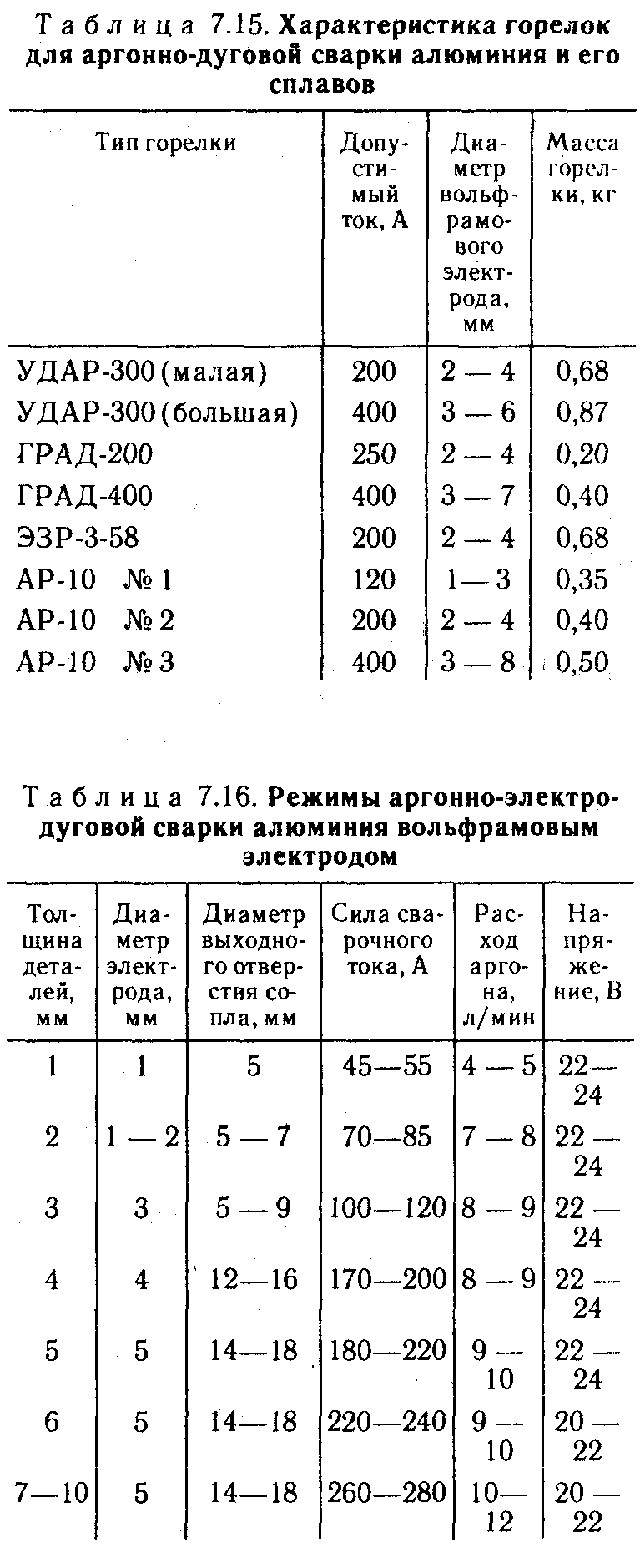
Для изготовления конструкций из алюминия и его сплавов могут применяться все способы электрической сварки плавлением, но более широко применяется аргоно-дуговая сварка плавящимся и неплавящимся (вольфрамовым) электродом, а для сварки чистого алюминия — автоматическая сварка по флюсу и ручная сварка металлическим электродом с покрытием. При ручной аргоно-дуговой сварке конструкций из алюминиевых сплавов неплавящимся электродом конструктивные элементы соединений и режимы могут быть выбраны по табл. 24, а при полуавтоматической и автоматической сварке —по табл. 25. [c.83]
Рабкин Д. М. Металлургия сварки плавлением алюминия и его сплавов. Киев Наукова думка, 19В6. 255 с. [c.427]
Для изготовления сварных труб из алюминия следует также применить третий режим сварки. Как известно, при нагреве алюминия образуются тугоплавкие- окислы, темпёратура плавления которых в несколько раз выше температуры плавления самого металла. Чтобы удалить окислы из сварного соединения, необходимо интенсивное оплавление кромок. Поскольку температура плавления алюминия и его сплавов значительно ниже, чем температура плавления стали,. то и температура нагрева кромок трубной заготовки при сварке должна быть соответственно снижена. На осуществление процесса сварки труб необходимо затрачивать определенное количество энергии, которое зависит от материала, из которого изготовляются трубы, толщины их стенки и скорости сварки.
[c.136]
Чтобы удалить окислы из сварного соединения, необходимо интенсивное оплавление кромок. Поскольку температура плавления алюминия и его сплавов значительно ниже, чем температура плавления стали,. то и температура нагрева кромок трубной заготовки при сварке должна быть соответственно снижена. На осуществление процесса сварки труб необходимо затрачивать определенное количество энергии, которое зависит от материала, из которого изготовляются трубы, толщины их стенки и скорости сварки.
[c.136]
Невысокая температура плавления алюминия и его сплавов позволяет использовать для сварки газы — заменители ацетилена. Особенно рекомендуется применять заменители для сварки небольших толшлн (3,5—5 мм). [c.127]
Сварка алюминия и его сплавов (АМгб, Д80 и т. д.) затруднена наличием оксидных пленок АЬОз с температурой плавления около 2300 К. Оксиды алюминия способствуют образованию пор в металле шва и снижают стабильность горения дугового разряда при сварке вольфрамовым электродом на переменном токе. Кратко отметим физико-химические особенности этих процессов при сварке и те мероприятия, которые необходимо осуществить в целях предотвращения их отрицательного влияния на качество сварки.
[c.387]
Кратко отметим физико-химические особенности этих процессов при сварке и те мероприятия, которые необходимо осуществить в целях предотвращения их отрицательного влияния на качество сварки.
[c.387]
Сварка алюминия и его сплавов. При сварке деталей из алюминия и его сплавов возникают трудности, связанные с тугоплавкостью пленки окислов (AI2O3) на поверхности деталей, температура плавления которой 2050 °С. Пленка мешает соединению свариваемых деталей, поскольку температура плавления алюминия 658 °С. Коэффициент линейного расширения алюминия в 2 раза, а теплопроводность в 3 раза больше, чем эти же параметры для стали, что приводит к значительным деформациям свариваемых деталей. [c.120]
Одна из главных проблем при сварке алюминия и его сплавов — высокая химическая активность алюминия он образует на поверхности окисную пленку AI2O3 с температурой плавления 2050 °С, которая не расплавляется в процессе сварки и покрывает металл Прочной оболочкой, затрудняя образование сварочной ванны.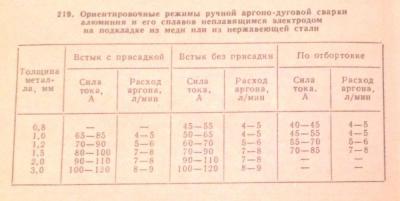 Частицы пленки, попадающие в шов, снижают механические свойства сварных соединений, их работоспособность. Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. Вследствие большой химической прочности AI2O3 восстановление алюминия из окисла в условиях сварки практически невозможно. Не удается также связать AI2O3 в прочные соединения сильной кислотой или щелочью. Поэтому действие шлаков для сварки алюминия основано на процессах растворения и смывания разрушающейся окисной пленки расплавленным шлаком.
[c.132]
Частицы пленки, попадающие в шов, снижают механические свойства сварных соединений, их работоспособность. Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. Вследствие большой химической прочности AI2O3 восстановление алюминия из окисла в условиях сварки практически невозможно. Не удается также связать AI2O3 в прочные соединения сильной кислотой или щелочью. Поэтому действие шлаков для сварки алюминия основано на процессах растворения и смывания разрушающейся окисной пленки расплавленным шлаком.
[c.132]
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ. Алюминий и его сплавы соединяются раз-.чичными способами сварки плавлением — алектродуговой, кислородно-ацетиленовой, а также электроконтактной. На поверхности алюминиевых сплавов всегда имеется тонкая пленка тугоплавкого плотного окисла AI2O3 I г°д=2050 ]. Она затрудняет возбуждение дуги, препятствует сплавлению кромок, адсорбирует влагу, способствует образованию пористости и уменьшению герметичности соединений. Сварку плавлением производят в среде инертных газов, а окисную пленку перед сваркой тщательно удаляют с поверхности соединяемых кромок и присадочного материала. Кислородно-ацетиленовая С. а. с. производится с применением флюсов, а дуговая сварка — с применением обмазанных электродов. Однако соединения, выполпенные с применением флюсов и обмазок, содержащих хлористые соли щелочных металлов, имеют пониженную коррозионную стойкость.
[c.143]
Сварку плавлением производят в среде инертных газов, а окисную пленку перед сваркой тщательно удаляют с поверхности соединяемых кромок и присадочного материала. Кислородно-ацетиленовая С. а. с. производится с применением флюсов, а дуговая сварка — с применением обмазанных электродов. Однако соединения, выполпенные с применением флюсов и обмазок, содержащих хлористые соли щелочных металлов, имеют пониженную коррозионную стойкость.
[c.143]
В настоящее время в машиностроении применяют сварные конструкции из алюминия и его сплавов. При сварке алюминия и его сплавов возникают трудности вследствие того, что алюминий легко окисляется и на его поверхности образуется тугоплавкая пленка окиси алюминия (AigOs) с температурой плавления 2050° С. Эта пленка, хотя и защищает поверхность металла от дальнейшего окисления, препятствует сплавлению кромок. Поэтому ее следует перед сваркой механически удалять и не допускать образования в процессе сварки.
 [c.340]
[c.340]Сварку алюминия и его сплавов осуществляют различными способами- газовой сваркой, электродуговой (металлическим и угольным электродами), аргоно-дуговой, диффузионной в вакууме и на контактных машинах. Для понижения температуры плавления тугоплавкой окиси алюминия А12О3 (температура плавления 2050° С) и защиты расплавленного металла от окисления применяют специальные флюсы и обмазки. Для газовой [c.291]
Алюминий и его сплавы легко окисляются на воздухе, и поверхности деталей всегда покрыты плотной пленкой оксида алюминия А120з, температура плавления которого 2050°С (в то время как температура плавления чистого алюминия 660°С). Тугоплавкая и механически прочная пленка оксида алюминия создает основные трудности при его сварке. Кроме того, при нагревании алюминий и сплавы не изменяют цвета, а в расплавленном состоянии характеризуются большой жидкотекучестью, что также затрудняет сварку. [c.79]
Детали из алюминия и его сплавов лучше сваривать ацетилено-кислородным пламенем.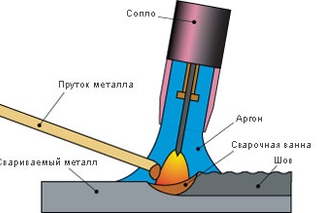 При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка оксида алюминия, которая препятствует процессу сварки. Температура плавления пленки оксида алюминия составляет 2050°С, что значительно превышает температуру плавления сплава или алюминия,
[c.118]
При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка оксида алюминия, которая препятствует процессу сварки. Температура плавления пленки оксида алюминия составляет 2050°С, что значительно превышает температуру плавления сплава или алюминия,
[c.118]
Сварку алюминия и его сплавов иа авторемонтных заводах наиболее часто производят кислородно-ацетиленовым пламенем, хотя в промышленности широкое применение получила и электродуговая сварка алюминия как угольным, так и металлическим электродами. Алюминий имеет сравнительно низкую температуру плавления (657°) при довольно высокой теплопроводности. Главное затруднение при сварке алюминия — легкая окисляемость его с образованием весьма тугоплавкого окисла AI2O3, который создает большие затруднения при сварке. [c.146]
Детали из алюминия и его сплавов лучше сваривать ацетилено-кислородным пламенем. При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка окиси алюминия, которая препятствует процессу сварки. Температура плавления пленки окиси алюминия составляет 2323 К, что значительно превышает температуру плавления сплава или алюминия, равную 930 К. Для растворения окислов и удаления их из сварочного шва применяют специальные флюсы. Наиболее распространенными являются два вида флюсов, имеющие в составе (%) первый — хлористого натрия — 17, хлористого калия — 83 второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
[c.307]
Температура плавления пленки окиси алюминия составляет 2323 К, что значительно превышает температуру плавления сплава или алюминия, равную 930 К. Для растворения окислов и удаления их из сварочного шва применяют специальные флюсы. Наиболее распространенными являются два вида флюсов, имеющие в составе (%) первый — хлористого натрия — 17, хлористого калия — 83 второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
[c.307]
Плазменная сварка — это сварка плавлением, при которой нагрев происходит сжатой дугой. При ручной плазменной сварке применяют главным образом плаз-мообразующнй и защитный газ — аргон. По сравнению с аргонодуговой плазменная сварка повышает скорость сварки и, следовательно, производительность процесса и обладает рядом других преимуществ (отсутствие включений вольфрама в шов, высокая надежность зажигания дуги и др.). Для ручной плазменной сварки используют установку УПС-301, рассчитанную на применение постоянного тока прямой и обратной полярности. На этой установке сваривают нержавеющие стали толщиной до 5 мм, медь и ее сплавы — от 0,5 до 3 мм, алюминий и его сплавы — от 1 до 8 мм. Существует несколько типов горелок и установок для плазменной сварки, которая более широко применяется для механизированных и автоматизированных процессов, но может также служить источником повышения производительности труда сварщиков ручной сварки. Для установок плазменной сварки не требуется такого высокого напряжения, как при плазменной резке, напряжение холостого хода у них более 100 В,
[c.255]
На этой установке сваривают нержавеющие стали толщиной до 5 мм, медь и ее сплавы — от 0,5 до 3 мм, алюминий и его сплавы — от 1 до 8 мм. Существует несколько типов горелок и установок для плазменной сварки, которая более широко применяется для механизированных и автоматизированных процессов, но может также служить источником повышения производительности труда сварщиков ручной сварки. Для установок плазменной сварки не требуется такого высокого напряжения, как при плазменной резке, напряжение холостого хода у них более 100 В,
[c.255]
Основные трудности сварки алюминия и его сплавов вызываются низкой температурой плавления (658 С), высокой теплопроводностью, сильной окислительностью с образованием тугоплавких окислов, сложностью определения степени нагрева (при нагревании и плавлении алюминий не изменяет сво о цвета), большой литейной усадкой н хрупкостью при температурах 400—500 °С. Окисная пленка на поверхности алюминия сильно затруднярт процесс сварки, ее удаляют перед сваркой механически или травлением в щелочах. [c.80]
[c.80]
Для групп — латериалов, указанных в п. 1.1.1, выбор основных н присадочных материалов при сварке сталей производится по табл. 1.7. Свойства (химичес кий состав и параметры прочности) приведены в табл. 1.8. Параметры сварки с».-. ь-ного литья соответствуют параметрам сварки стали. Сварку серого чугуна прс » -волят с предварительным подогревом или до 250 С ( полугорячая сварка ), ил 1 до 600°С (горячая сварка) скорость нагрева и охлаждения 50°С/ч. Присадочный материал — сварочный пруток из аманита (серого чугуна, = 30 кг /. L -, твердость НВ 200, температура плавления 1200°С), диаметром 4, 5, 6, 8, 10, 12 мм (изготовитель — предприятие по сварочной технике, Эйзенах). Наиболее интересными (в аспекте газовой сварки цветных металлов) являются прежде всего алюминий и его сплавы. Присадочные материалы можно выбрать по ТОЬ 14908, флюсы — по ТОЬ 14709, лист 2, Г-ЬК1-Р-Ь05 подготовка соединений — по ТОЬ 14906, листы 1—5. [c.21]
При сварке алюминия и его сплавов возникают трудности. Алюминий легко окисляется и на его поверхности образуется тугоплавкая пленка окиси алюминия АиО с температурой плавления 2050 С, превышающей температуру плавления (658° С) и кипения (1800″ С) алюминпя. Эта пленка защищает поверхность металла от дальнейшего окисления, но препятствует сварке. Поэтому ее следует перед сваркой удалить.
[c.299]
Алюминий легко окисляется и на его поверхности образуется тугоплавкая пленка окиси алюминия АиО с температурой плавления 2050 С, превышающей температуру плавления (658° С) и кипения (1800″ С) алюминпя. Эта пленка защищает поверхность металла от дальнейшего окисления, но препятствует сварке. Поэтому ее следует перед сваркой удалить.
[c.299]
Оксидная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая очень высокой температурой плавления (2050 X), оксидная пленка не расплавляется в процессе сварки алюмшгия и пок ры-вает металл прочной оболочкой, затрудняющей образование общей ваппы и сплавление с основным металлом. При сварке плавящимся электродом такая пленка покрывает не только поверхность сварочной ванны, ио и ка 1ли расплавляемого электродного металла, что препятствует их сплавлеш-но с основным металлом. [c.417]
Сварка алюминия и его сплавов. Алюминий является легким металлом с малым удельным весом (2,65— 2,85 ej M ) с низкой температурой плавления (658°С),
[c.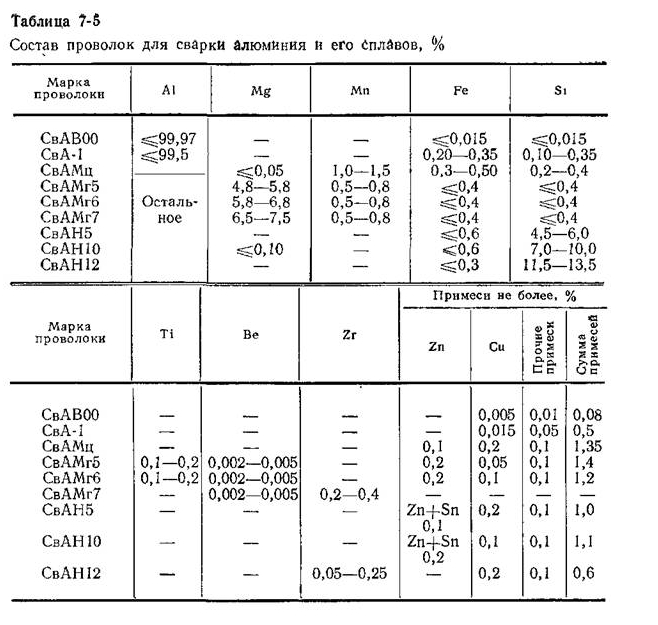 91]
91]
Основной трудностью при сварке алюминия является образование на поверхности алюминия тугоплавкой окис-ной пленки А1гОз с температурой плавления 2060° С, которая затрудняет плавление металла и сплавление свариваемых кромок. Другая трудность заключается в том, что при нагреве алюминий не меняет своего цвета и поэтому трудно уловить момент начала его плавления. От сваршика требуется большой навык и опыт по сварке алюминия и его сплавов. [c.92]
Флюсы для сварки алюминия и его сплавов. К флюсам для сварки алюминия и его сплавов предъявляют следующие требования химическая нейтральность или небольшая химическая активность по отношению к жидкому металлу сварочной ванны и к металлу шва легкоплавкость, так как температуры плавления алюминия и его СПЛ1В0В очень низкие (для алюминия она равна 600° С) малая плотность, так как плотность алюминия в 3 раза меньше плотности стали.
 Этим требованиям удовлетворяют флюсы, состоящие из фторидов и хлоридов щелочных и других металлов. Ввиду высокой склонности швов на алюминии и его сплавах к образованию пор сварка под флюсом этих металлов не нашла практического применения.
[c.362]
Этим требованиям удовлетворяют флюсы, состоящие из фторидов и хлоридов щелочных и других металлов. Ввиду высокой склонности швов на алюминии и его сплавах к образованию пор сварка под флюсом этих металлов не нашла практического применения.
[c.362]Трудность сварки алюминия и его сплавов, кроме затруднений, свойственных сварке цветных металлов, заключается еще и в тугоплавкости его окислов. Температура плавления алюминия 657 , а его окисла А12О3 — 2050°. Тугоплавкий окисел, находясь на поверхности металла, препятствует его сварке. Для растворения окисла применяются специальные флюсы. Флюсами служат следующие составы [c.89]
В промышленности также находит широкое применение точечная сварка алюминия и его сплавов. Существенным в технологии точечной сварки этих металлов является очистка их поверхности от пленки окиси алюминия, которая, являясь тугоплавкой (температура плавления около 2050°), препятствует получению хорошего соединения. Очистка алюминия и его сплавов может производиться как механическим путем (стальной щеткой или наждачной бумагой № 00 или 0), так и травлением в смеси серной и хромовой кислот. В последнем случае необходим очень тщательный конт роль, вследствие чего химическая очистка применима, главным образом в крупном производстве. Для сварки алюминия и его сплавов требуются машины большой мощности, так как сварка ведется на жестких режимах. Более устойчивые результаты получаются в случае, когда машины оборудованы синхронным игнитронным прерывателем, а на-прялсение сети, питающей машину, достаточно устойчиво. При
[c.333]
В последнем случае необходим очень тщательный конт роль, вследствие чего химическая очистка применима, главным образом в крупном производстве. Для сварки алюминия и его сплавов требуются машины большой мощности, так как сварка ведется на жестких режимах. Более устойчивые результаты получаются в случае, когда машины оборудованы синхронным игнитронным прерывателем, а на-прялсение сети, питающей машину, достаточно устойчиво. При
[c.333]
Стыковой сваркой сваривают медь и ее сплавы (бронза — сплав — меди с оловом, латунь — сплав меди с цинком), алюминий и его сплавы. Медь и алюминий обладают значительно больщей теплопроводностью, чем сталь, вследствие чего требуют большего тепла для образования слоя расплавленного металла на торцах. Из-за больщой теплопроводности и низкого электросопротивления оплавление в целях концентрации тепла около торцов проводится с повышенными скоростями при повышенных плотностях тока. Сильное окисление с появлением тугоплавких пленок требует, наряду с интенсивным оплавлением, больших скоростей осадки с приложением значительного усилия, необходимого для удаления окислов из стыка. Перемещение плиты должно проводиться по графику, близкому к полукубической параболе. При оплавлении меди поддерживать на торцах слой расплавленного металла, а также прогреть металл на достаточную гл бину еще труднее, вследствие чего для получения соединения необходимого качества применяются большие усилия осадки (до 40 кг1мя1 ). Следует от.метить, что исходное состояние сплава (в особенности алюминиевого) существенно влияет на условия его сварки оплавлением и на качество получаемых соединений. Режимы сварки некоторых изделий из цветных металлов приведены в табл. 20. При сварке латуни наблюдается выгорание цинка (температура плавления которого 419° С) это может привести к изменению свойств лат ни. С целью уменьшения выгорания цинка необходимо процесс оплавления и осадки вести с большой скоростью. Сварка латуни затруднена также из-за ее быстрого окисления и небольшого интервала температур перехода из твердого состоя-иия в жидкое. В сгыках лат ни, соде,рлоднофазная структура а-латуни в этих случаях стык равнопрочен основно.
Перемещение плиты должно проводиться по графику, близкому к полукубической параболе. При оплавлении меди поддерживать на торцах слой расплавленного металла, а также прогреть металл на достаточную гл бину еще труднее, вследствие чего для получения соединения необходимого качества применяются большие усилия осадки (до 40 кг1мя1 ). Следует от.метить, что исходное состояние сплава (в особенности алюминиевого) существенно влияет на условия его сварки оплавлением и на качество получаемых соединений. Режимы сварки некоторых изделий из цветных металлов приведены в табл. 20. При сварке латуни наблюдается выгорание цинка (температура плавления которого 419° С) это может привести к изменению свойств лат ни. С целью уменьшения выгорания цинка необходимо процесс оплавления и осадки вести с большой скоростью. Сварка латуни затруднена также из-за ее быстрого окисления и небольшого интервала температур перехода из твердого состоя-иия в жидкое. В сгыках лат ни, соде,рлоднофазная структура а-латуни в этих случаях стык равнопрочен основно. му металлу. При содержании цинка более 40 Ь (например, Л59) в стыках наблюдается (а + -f ), латунь, закаливающаяся до твердости 170 кг/лш при твердости основного металла 125—130 кг1мм-. Отпуск при 600—650° С обеспечивает требуемую пластичность латуни.
[c.155]
му металлу. При содержании цинка более 40 Ь (например, Л59) в стыках наблюдается (а + -f ), латунь, закаливающаяся до твердости 170 кг/лш при твердости основного металла 125—130 кг1мм-. Отпуск при 600—650° С обеспечивает требуемую пластичность латуни.
[c.155]
Сварка алюминия аргоном: Технология
Сварное соединение алюминия получают несколькими способами. Аргонодуговой метод TIG позволяет добиться равномерного и глубокого провара, сделать шов прочным и аккуратным.В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
- На воздухе чистый алюминий окисляется. Оксид Al2O3 — это тугоплавкое соединение, переходящее в жидкое состояние при 2050 oС. Само собой это существенно усложняет процесс сварки. Для того чтобы работать с алюминиевыми деталями потребуется специальная подготовка материала, которая доведет его до «чистого» состояния.
- Температура плавления чистого алюминия составляет всего 660 oС. Высокий риск прожига требует тщательного контроля параметров сварочного аппарата и выверенных движений во время сварочного процесса.

Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.
Технология TIG: преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном: плюсы метода
- Стабильное горение дуги.
- Равномерный провар.
- Производство тонкого и аккуратного шва.

Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование
Для сварки алюминия аргоном используют аргонодуговой инвертор. Также понадобятся:
- Вольфрамовые электроды. Материал содержит небольшое включение редкоземельных элементов. Чем ниже их содержание, тем выше качество электрода и стабильнее дуга.
- Присадочный алюминиевый пруток. Расходник длиной до метра предлагается в разных диаметрах в интервале 1,6–4,0 мм. Желательно использовать материал после вскрытия упаковки.
Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
- Горелка TIG и сопла для равномерной подачи инертного газа к зоне расплава. Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Баллон с аргоном, оснащённый редуктором для регулировки давления.
 Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Газовый шланг.
Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al2O3. В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al2O3. В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Зависимость величины переменного тока от диаметра электрода в процессе сварки алюминия аргоном.
|
Диаметр электрода, мм |
1-2 |
3 |
4 |
5 |
6 |
|
Величина тока, А |
20-100 |
100-160 |
140-220 |
200-280 |
250-300 |
Выбор защитного газа
Для сваривания используют аргон марки Б (используют для металлов и сплавов, чувствительных в расплавленном состоянии к газообразным примесям). Чистота составляет 99,96%. Этот же газ можно применять и для работы на постоянном токе, то есть защита идёт как универсальная.
Чистота составляет 99,96%. Этот же газ можно применять и для работы на постоянном токе, то есть защита идёт как универсальная.
Предварительная подготовка деталей
Качество сварочного шва зависит от подготовки свариваемых деталей.
- Рабочие поверхности обезжиривают (подойдёт уайт–спирит, ацетон или бензин).
- Механические зачищают наждаком или протравливают химическим методом (например, щёлочью).
- После химической очистки поверхности дают просохнуть.
Для сваривания в быту достаточно удалить оксид механически, в профессиональной работе поверхности желательно протравить. В производственных условиях после протравливания детали промывают потоком воды, осветляют и высушивают.
Заточка вольфрамового электрода
В процессе сварки рабочая часть электрода постепенно разрушается, что приводит к затуплению стержня. В результате уменьшается глубина провара. Для получения качественного аккуратного шва следует затачивать электрод. Угол подбирают в зависимости силы тока.
В результате уменьшается глубина провара. Для получения качественного аккуратного шва следует затачивать электрод. Угол подбирают в зависимости силы тока.- Если предполагается работа на постоянном токе, стержень затачивают на конус. Сточенная часть по длине не должна превышать двух диаметров.
- Для сварки переменным током используют сферическую форму. После заточки кончик стержня слегка притупляют, подрезая от 0,2 до 0,5 мм.
На небольших токах угол заточки выдерживают в пределах интервала 10–20 градусов. Для средних величин используют диапазон 20–30 градусов. На высоких значениях применяют заточку в пределах 60–120 градусов.
Если использовать заточку с углом меньше 20 градусов на средних токах, снизится ресурс вольфрамового стержня. Наоборот, слишком большое значение угла стачивания стержня сделает горение дуги нестабильным.
Процесс заточки ведут механическим способом с помощью абразивного круга или химически, применяя специальную пасту.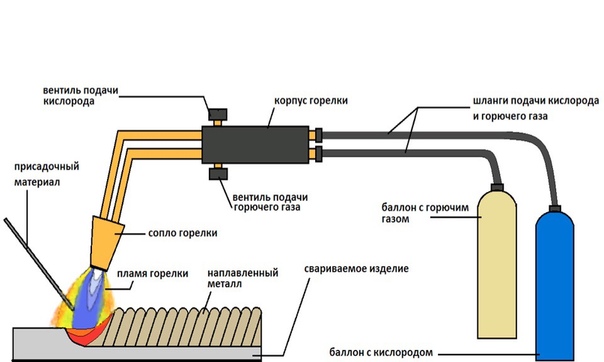
Стержень затачивают строго по длине, направляя движение инструмента вдоль оси. Для лучше работы электрода после заточки поверхность полируют.
Особенности сварки методом TIG
Для сварки алюминия и сплавов используют вольфрамовый электрод. Ряд электродов выпускают со специальными присадками, улучшающими качество шва. Приступая к работе, присадочный пруток всегда располагают перед электродом, плавно перемещая связку вдоль шва.
- Вольфрамовый электрод держат у самой поверхности, чтобы длина дуги была минимальной.
- Стабильное горение дуги достигается в вертикальном положении электрода. Именно в таком положении электрод нужно держать в процессе сварки. Нужно стараться, чтобы электрод «не гулял» в поперечном направлении.
- Присадочный пруток подают плавно. С опытом операция доводится до автоматизма, на начальном этапе возможны рывки, приводящие к разбрызгиванию расплава. При сварке с присадочным прутком держат угол в 15–20 градусов.
- Сваривание поверхностей следует выполнять максимально быстро. Скорость работы напрямую влияет на качество шва.
 При сварке с присадочным прутком держат угол в 15–20 градусов.
При сварке с присадочным прутком держат угол в 15–20 градусов.Сварка в атмосфере аргона отличается от плавления в зонах с другими газами. Допускается соединять детали в разных пространственных положениях, однако лучший и наиболее равномерный шов получится, если соединяемые изделия находятся в горизонтальной плоскости. Аргон тяжелее воздуха на 38%, поэтому будет собираться внизу. Если требуется сварить алюминиевые детали на потолке или стене, следует применять смесь аргона с лёгким гелием.
Давление в редукторе подбирают в зависимости от условий. В закрытом помещении достаточно подавать аргон со скоростью 7–8 литров в минуту, для сварочных работ на открытом воздухе подачу увеличивают.
Сварка алюминия аргоном: пошаговая инструкция
- Рабочие поверхности зачищают от оксида.
- До начала процесса расплавления свариваемые кромки прогревают до температуры порядка 150 0С (происходит удаление остаточной влаги).
- Горелку приближают к поверхности на расстояние около 3,0 мм и зажигают дугу. Оптимальная длина горения составляет 1,5–2,5 мм.
- Как только появляется расплавленный металл (скорость зависит от сплава и содержания примесей в металле), в зону сварочной ванны плавно подают присадочный пруток.
- Для соединения толстостенных изделий с образованием широкого шва горелку продвигают справа налево без рывков.
- Для того чтобы в процессе работы алюминий не окислялся, рабочая зона присадочного прутка должна постоянно находится под защитой аргона.
- Окончание сварочного шва (стадию заварки кратера) выполняют в режиме плавного уменьшения силы тока. Если оставить значение на одном уровне, ширина шва увеличится, испортив работу.
- После сплавления деталей дугу гасят.
- Горелку держат у поверхности до тех пор, пока продувка инертным газом не завершится. Использование функции Post flow позволяет обдувать металл газом до тех пор, пока свариваемая зона не остынет.
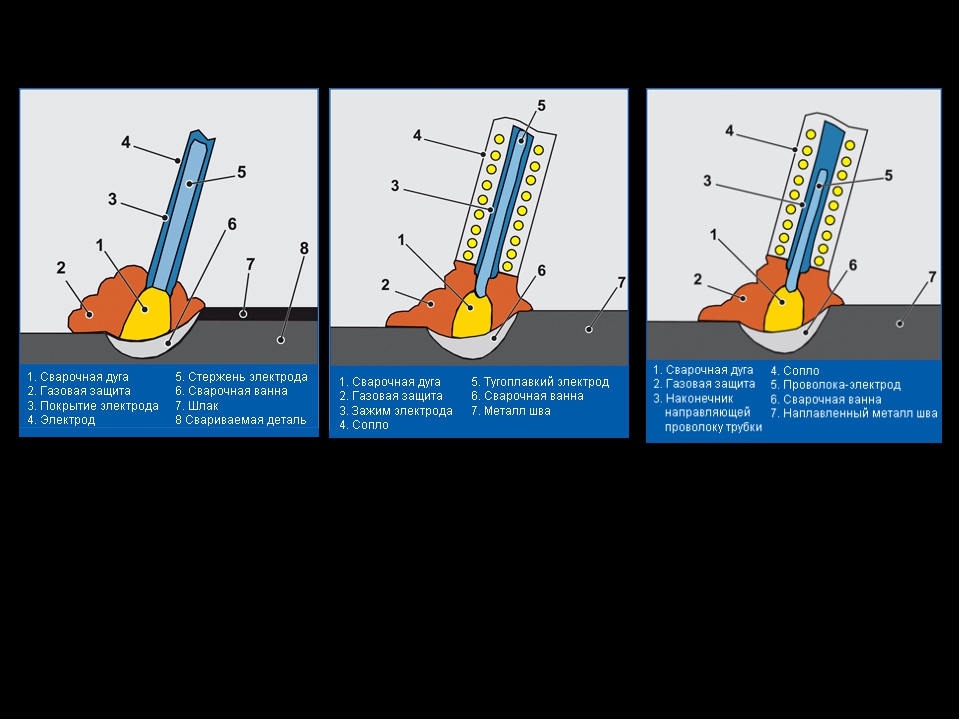

Выбор режимов аппарата
Настройка для сварки алюминия аргоном зависит от толщины соединяемых поверхностей.
|
Диаметр электрода, мм |
2 |
3 |
5 |
6 |
|
Диаметр присадочного прутка, мм |
1,6 |
2,5 |
3,5 |
4,0 |
|
Толщина свариваемых пластин, мм |
1,0–2,0 |
4,0–6,0 |
6,0–10,0 |
11,0–15,0 |
|
Сила тока, А |
50–70 |
100–130 |
220–300 |
280–360 |
В процессе работы важно следить за показателем силы тока.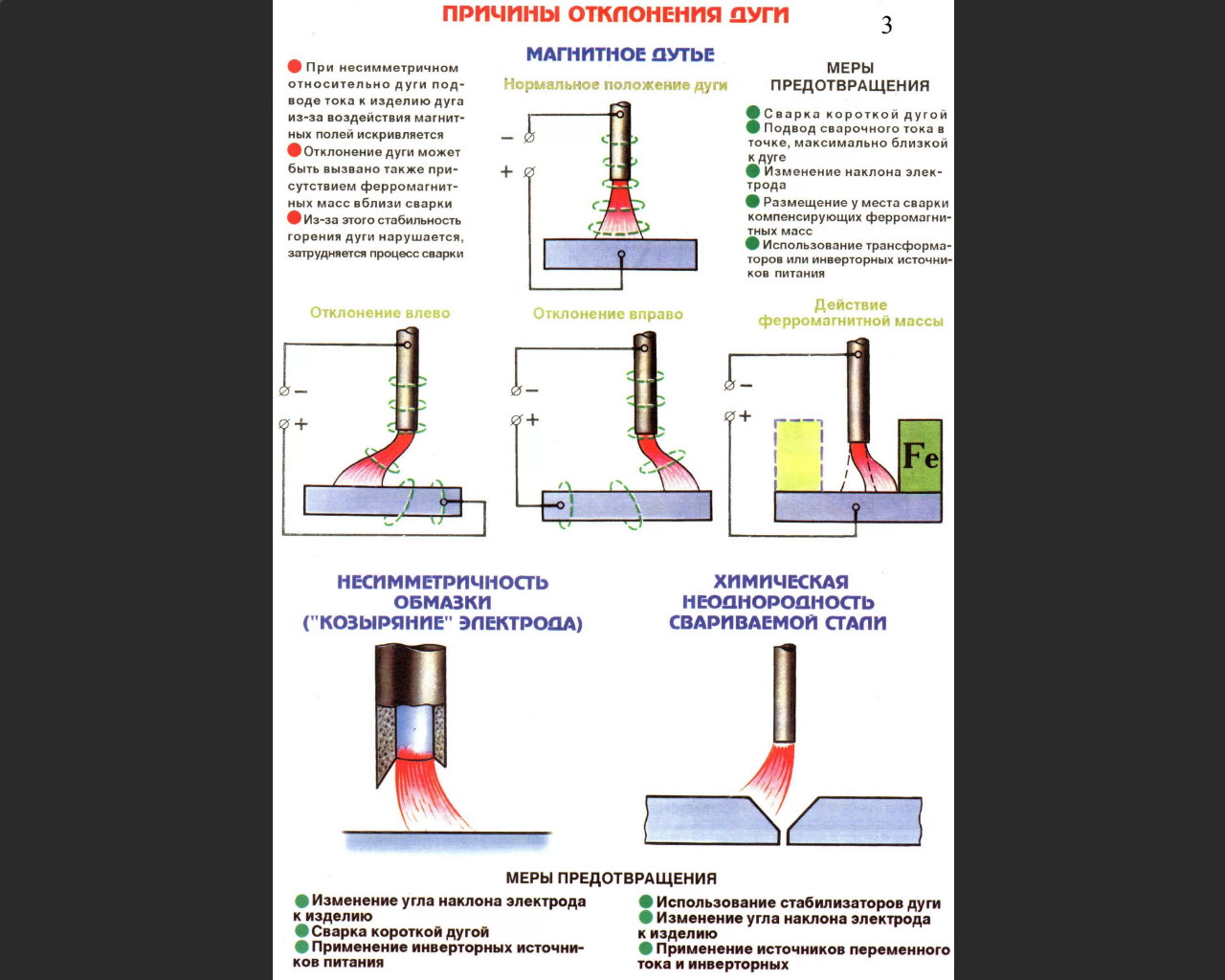 Сварка TIG на слишком высоком токе может привести к прожигу детали, а заниженное значение не позволит расплавить металл.
Сварка TIG на слишком высоком токе может привести к прожигу детали, а заниженное значение не позволит расплавить металл.
Для производства небольших швов выбирают двухтактный режим (нажали кнопку–зажгли дугу, отпустили–дуга погасла). Значение стартового тока выставляют в 2 раза выше рабочего, чтобы легче зажигать дугу. Четырёхтакный режим используют для изготовления протяжённых швов. Работа ведётся по упрощённой схеме: нажали кнопку–зажгли дугу–отпустили–дуга продолжает гореть, для завершения нужно ещё раз нажать кнопку. В данном случае стартовый ток подаётся, пока удерживается кнопка.
Применение аргонодуговой сварки
Метод применяют для производства высококачественных сварных швов. Технология TIG хороша для работы с тонкостенными изделиями и соединения трудносвариваемых металлов.Аргонодуговая сварка используется для следующих материалов:
- Алюминий и сплавы.
- Все типы сталей, включая оцинкованные, нержавеющие и гальванизированные марки.
- Чугун.
- Титан.
- Цветные металлы.

Несмотря на то, что для начинающих сварка алюминия аргоном представляет определённую сложность, следование правилам позволяет добиться качественного соединения деталей.
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий — это ТОЧНЫЙ материал, когда речь идет о снижении веса и сохранении устойчивости. Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех преимуществ, при обработке этого металла есть еще и свои хитрости.Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует особых знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что затрудняет сварку алюминия
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу безошибочный серебристо-серый вид.Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже ко многим химическим веществам. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой не позволяет дуге и сварочной ванне образовывать соединение.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C.Таким образом, чтобы растрескать оксидный слой только сваркой, необходимо нагреть поверхность в три раза выше.При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится.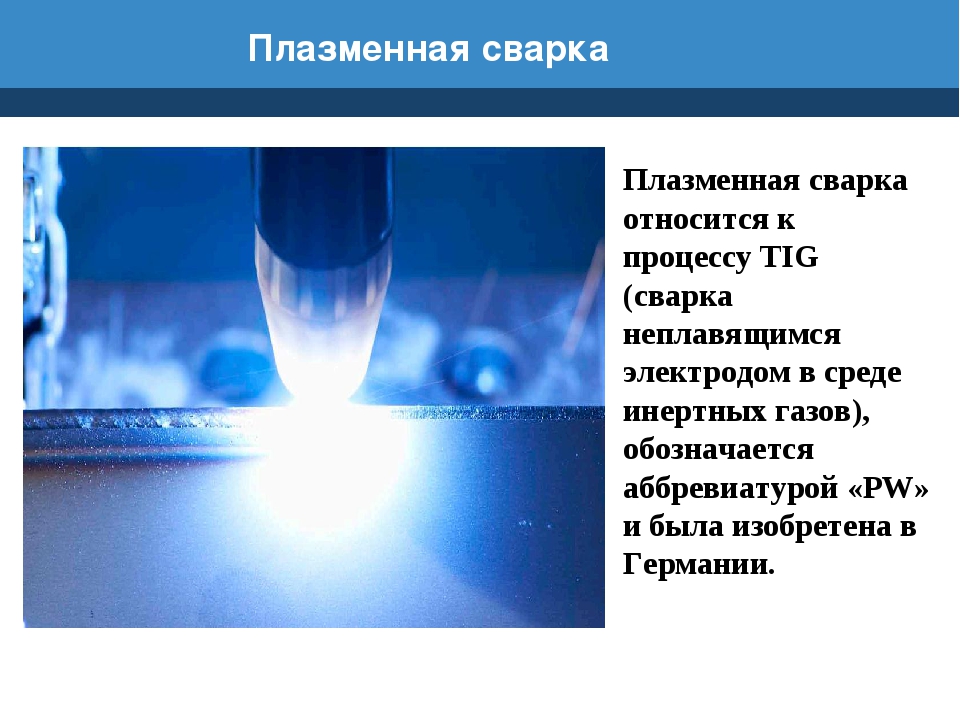 По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1. Подготовить должным образом
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло.При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную растворителями, такими как бутанол, ацетон или разбавитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после. После удаления всей консистентной смазки и остатков консистентной смазки можно приступить к удалению слоя оксида алюминия .С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и к тому же выглядят не очень красиво. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой может быть удален сравнительно бережно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз. Черные, покрытые сажей остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки.Чистота при сварке алюминия очень важна.
Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой может быть удален сравнительно бережно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз. Черные, покрытые сажей остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки.Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны. Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый калот. Таким образом, вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Таким образом, вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые алюминиевые листы — чуть более 10 мм -, мы рекомендуем предварительно нагреть заготовку. Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Процесс сварки TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, убедитесь, что край на обратной стороне сломан. Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка.Более толстые листы предпочтительно обрабатываются с использованием сварочного процесса MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки.
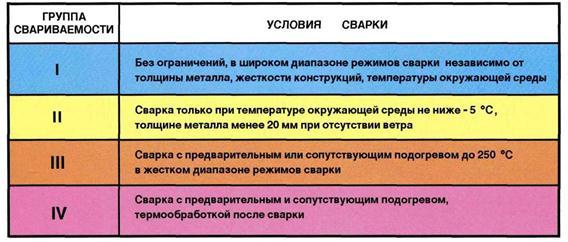 Горелки MIG особенно подходят для угловых швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Горелки MIG особенно подходят для угловых швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.Другой совет: При сварке алюминия сварочной горелкой MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов.Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия — это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
При сварке MIG / MAG:
Не следует забывать и об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка — используется лайнер из стали.
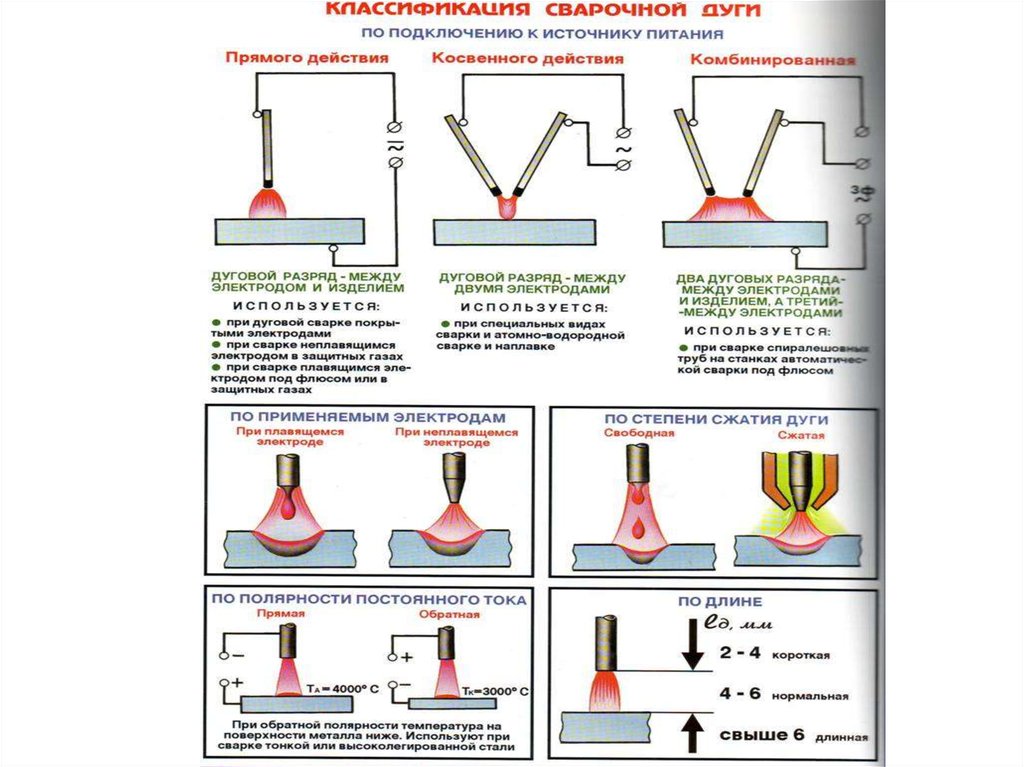 Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе в процессе сварки TIG важно правильно выбрать вольфрамовый электрод , поскольку в него не могут входить оксиды.По этой причине вы должны использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Здесь вступает в игру упомянутая ранее сварка сферического колпачка, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента.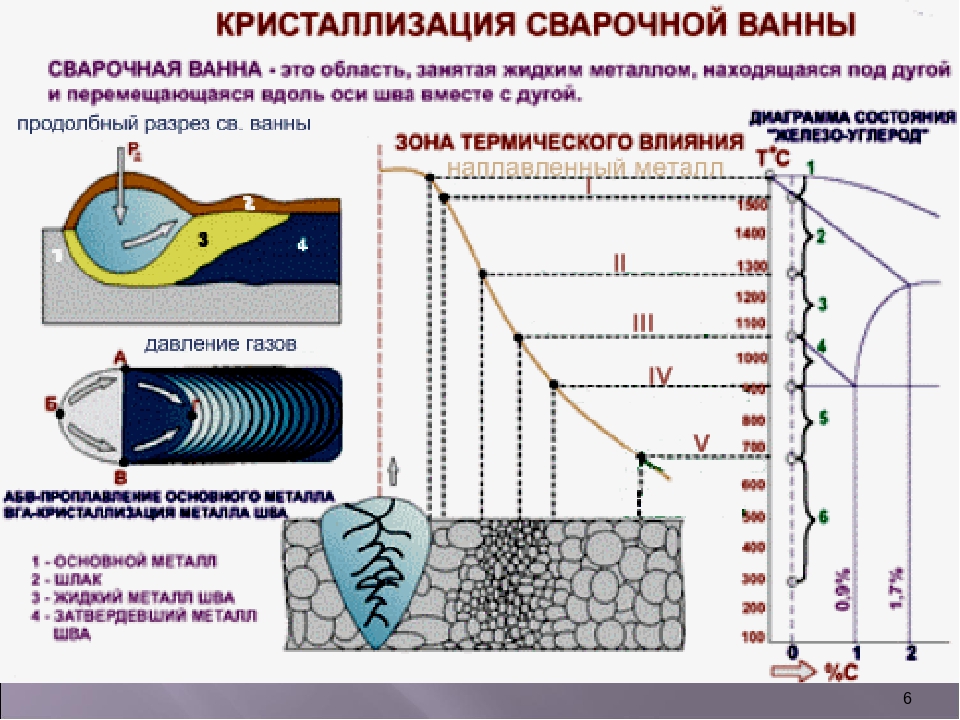 Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения риска деформации. Провести алюминиевую проволоку более трех и более метров сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочные проволоки из AlSi.
5. Правый защитный газ
Инертные газы — аргон или смеси аргона — используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Аргон 4.6 в основном используется для сварки, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к незакалываемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, его механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе справедливо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на сайте www.hochschule-technik.de или www.maschinenbau-wissen.de.
Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на сайте www.hochschule-technik.de или www.maschinenbau-wissen.de.
Следует признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете реализовывать наши советы и рекомендации, то скоро станете настоящим специалистом по сварке алюминия.
Удаление дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если не легирован специальными элементами, он пригоден только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса.У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах.Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс. Флюс будет плавиться, когда температура основного металла приблизится к требуемой температуре. Сначала высыхает флюс и плавится по мере того, как основной металл достигает правильной рабочей температуры.
При сварке горелкой в ацетилено-кислородной или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
(Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Расплавленный алюминиевый наполнитель
Правильно добавлен алюминиевый наполнитель в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей, а также поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были приклеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Обычные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость в сварных швах алюминия. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма от стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Алюминиевый сплав, нумерация
Было разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc. , для обозначения различных типов деформируемых алюминиевых сплавов.
, для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99% или выше, которые используются в основном в электрической и химической промышленности.
- 2ХХХ серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминиевым специальным сплавом.Эти сплавы используются в авиастроении.
- 3ХХХ серии . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
- 5XXX серии . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6ХХХ серии . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серии . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
 Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сваривать, паять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или чистящими средствами с pH выше 10, так как они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскребание острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время налипания не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава она отводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых секций часто используется предварительный нагрев. Если температура слишком высока или период времени слишком велик, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. Этому требованию удовлетворяют как газовая вольфрамовая дуга, так и дуговая газовая дуга.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку во всех положениях газовой вольфрамовой дугой и газовой дуговой сваркой металлическим электродом.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке листа тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией.
Этот сварной шов может быть пористым и не подходить для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Подготовка кромки пластины
В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. Для алюминиевых листов меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не играет роли.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Такую подготовку кромок можно использовать для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка металла (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.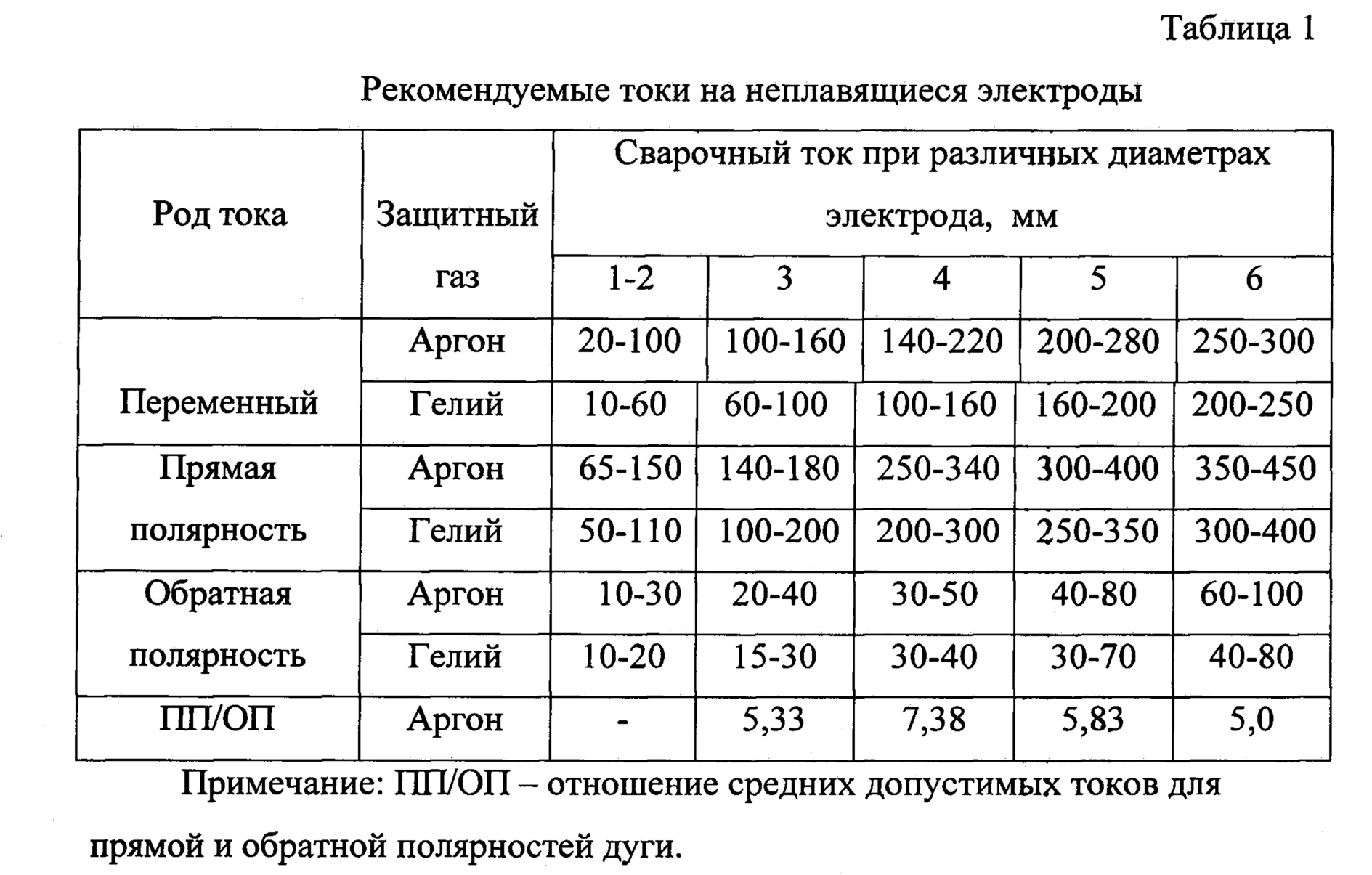
Диаграмма проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 представлены технологические схемы сварки алюминия газовой дуговой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда полезен при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, кроме слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия методом MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Два слоя второго слоя> осциллирующаяГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо исправить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом в среде газа. Новое оборудование обеспечивает программирование, предварительную и продувку защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.
- Защитные газы для сварки алюминия — это аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
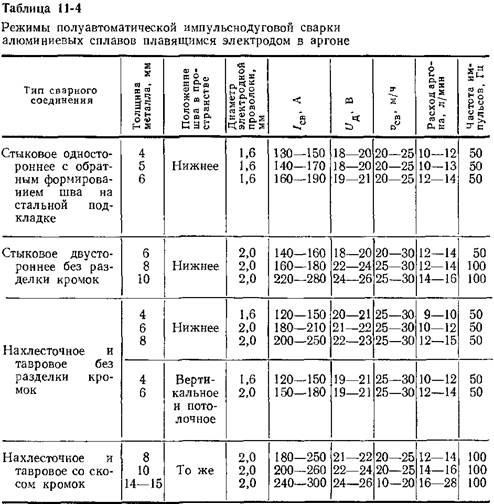 В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо исправить.
В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо исправить. Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.
Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией стыка Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
Для ручной сварки алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга прерывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки.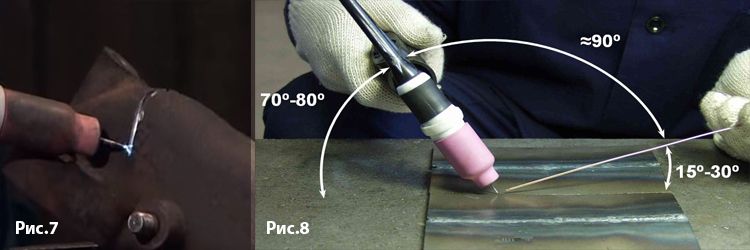 Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги и добавляя в кратер присадочный металл.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а на концах перед сваркой должны быть вырезаны сколы или сужаться.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Кромочные и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но очень важно, чтобы прилегание было очень плотным.
Кромочные и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но очень важно, чтобы прилегание было очень плотным.
Прямая полярность постоянного тока
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая склонность к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне выделяется больше тепла, поэтому она становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или накладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы исключить кратерные трещины. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Электродуговая сварка в защитных оболочках
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса. Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он позволяет производить сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные при кислородно-ацетиленовой или кислородно-водородной сварке. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненная тем же способом, что и при ручной дуговой сварке других материалов. Подготовка стыков аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может выполняться с помощью обычного оборудования для дуговой приварки шпилек с использованием методов разряда конденсатора или разрядки конденсатора тянутой дугой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек добавлен специальный адаптер для регулирования подачи защитных газов высокой чистоты, используемых во время сварочного цикла.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированным разрядом конденсатора или разрядом конденсатора протянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварочного шва накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторным разрядом небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в вакуумированной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. При обычном дуговом и газовом обогреве плавится немного больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к такому интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавлены, и по мере того, как отверстие перемещается по стыку, все больше металла на продвигающейся стороне отверстия расплавляется. Он имеет дефекты вокруг отверстия и затвердевает на задней стороне отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл применяется редко, кроме наплавки.
Сварка сопротивлением
Способы контактной сварки алюминия (точечная, шовная и оплавленная) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термически обрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые могут быть соединены методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и непостоянное электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с неизменно высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или идентификационной маркировки, а также в уменьшении и улучшении плотности оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать поперечные нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке.
Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для шовной сварки, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение.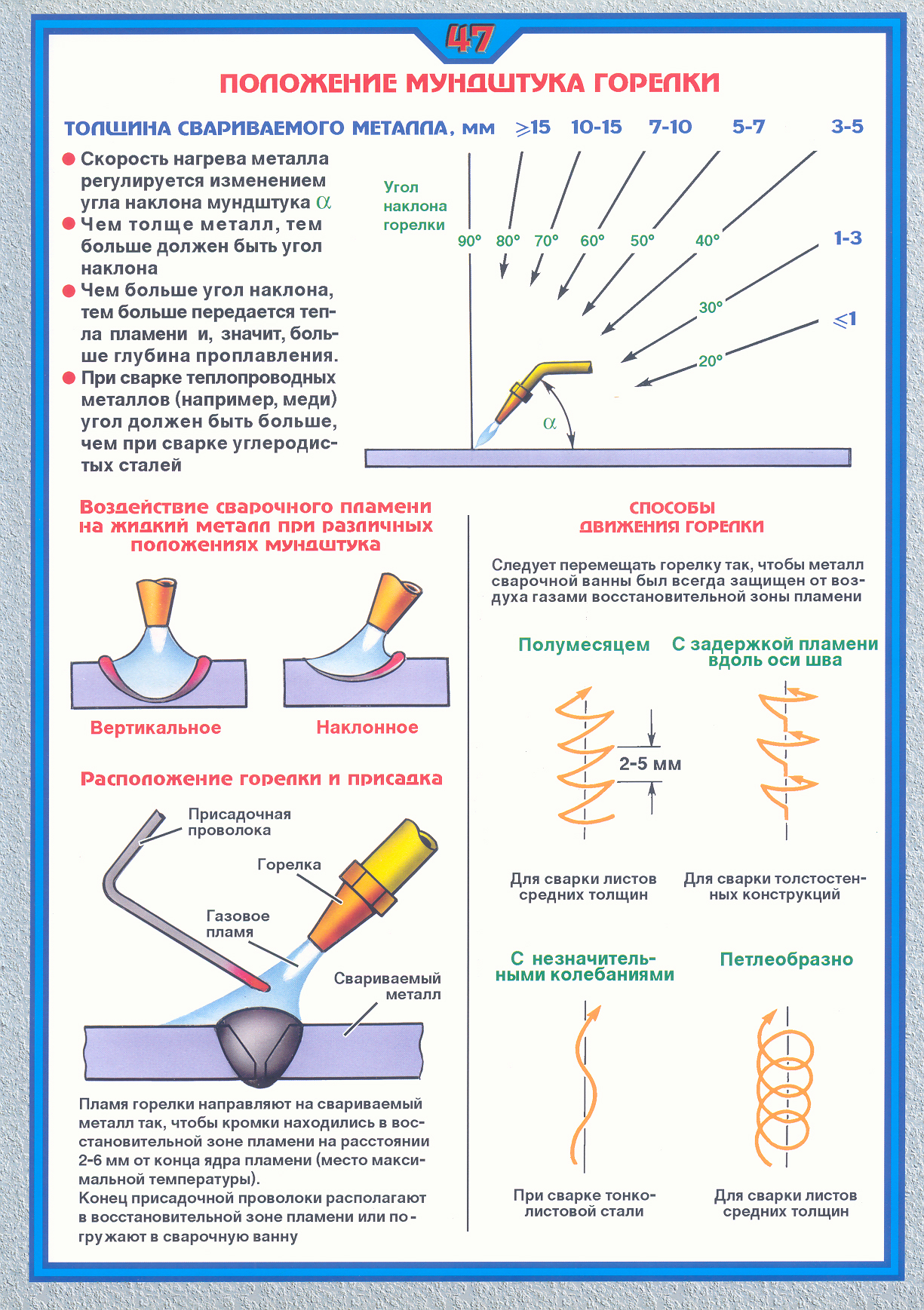 Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, равные по качеству тем, которые производятся на обычном аппарате для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, равные по качеству тем, которые производятся на обычном аппарате для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Полученные таким образом соединения выходят из строя за пределами области сварного шва при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполнялась с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.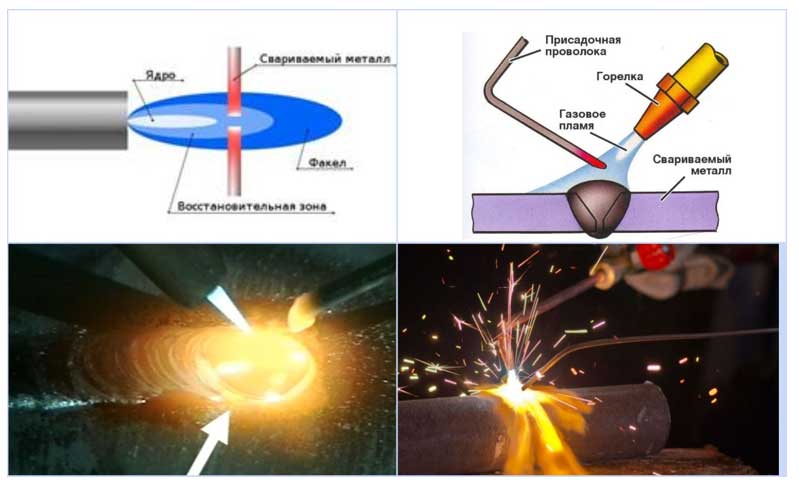
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может выполняться большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия методом TIG
Часто задаваемые вопросы по сварке алюминия
Вот некоторые из наиболее часто задаваемых вопросов по сварке алюминия и ответы на них от эксперта:- Почему мой алюминиевый сварной шов намного слабее основного материала?
- Какой защитный газ следует использовать при сварке алюминия?
- Какой электрод лучше всего подходит для алюминия для сварки TIG?
- Какую степень предварительного нагрева следует использовать при сварке алюминия?
- Как правильно снимать напряжение при сварке алюминиевых швов?
- Как отличить разные алюминиевые сплавы?
- Как сварить TIG два алюминия разной толщины?
- Как сварить 7075?
1. Почему мой алюминиевый сварной шов намного слабее основного материала?
Почему мой алюминиевый сварной шов намного слабее основного материала?
В стали сварной шов может быть таким же прочным, как и основной материал, но это не относится к алюминию. Почти во всех случаях сварной шов будет слабее основного материала.
Чтобы лучше понять, почему это происходит, давайте рассмотрим две классификации алюминиевых сплавов: термически обрабатываемые и нетермообрабатываемые. Последняя категория упрочняется только холодной обработкой, которая вызывает физические изменения металла.Чем больше холодная обработка сплава, тем он прочнее.
Но, когда вы свариваете сплав, который подвергался холодной обработке, вы локально отжигаете материал вокруг сварного шва, чтобы он вернулся к своему 0 отпущенному (или отожженному) состоянию, и он стал «мягким». Следовательно, из нетермообрабатываемых сплавов единственный раз, когда вы можете сделать сварной шов такой же прочной, как основной материал, — это когда вы начинаете с 0 отпущенного материала.
В случае термически обрабатываемых алюминиевых сплавов на последнем этапе термообработки металл нагревается примерно до 400 ° F.Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 ° F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Следовательно, если оператор не выполняет термообработку после сварки, область вокруг сварного шва станет значительно слабее, чем остальной алюминий — на целых 30-40 процентов. Если оператор действительно выполняет термообработку после сварки, свойства термически обрабатываемого алюминиевого сплава могут быть улучшены.
Ниже приводится руководство относительно того, какие серии алюминиевых сплавов поддаются термообработке, а какие нет:
Термообрабатываемые серии: 2000, 6000, 7000.
Без термической обработки: 1000, 3000, 4000, 5000.
2. Какой защитный газ следует использовать для сварки алюминия?
Как для сварки TIG (газовая вольфрамовая дуговая сварка или GTAW), так и для сварки MIG (газовая дуговая сварка металла или GMAW) используйте чистый аргон для алюминиевых материалов толщиной до ½ дюйма.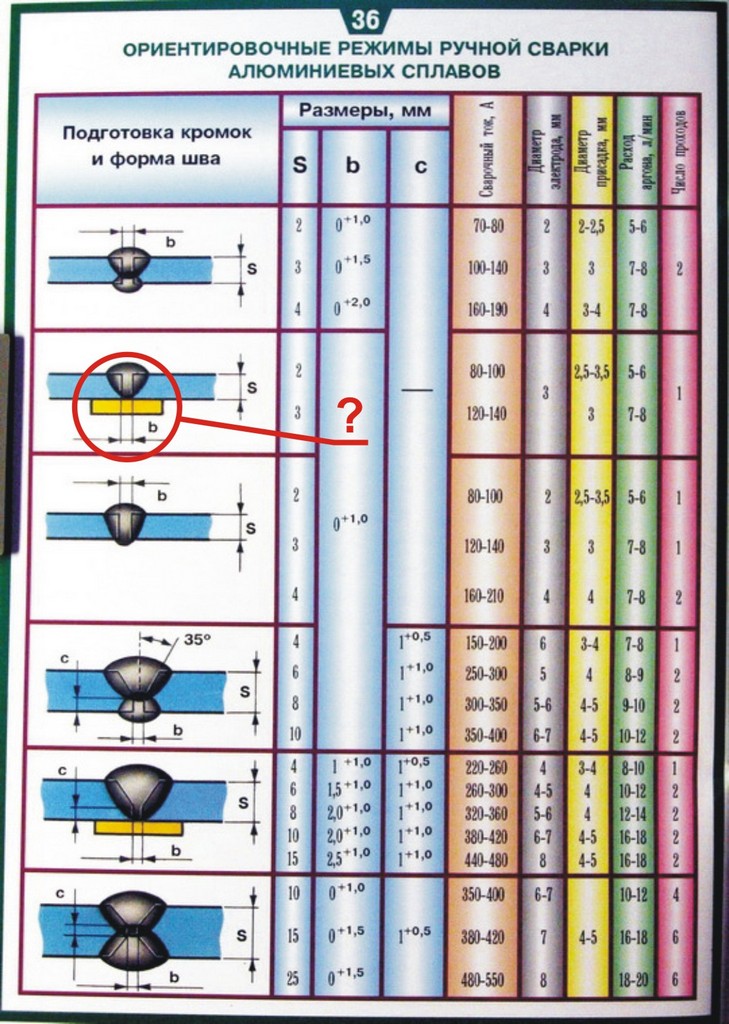 Толщиной более ½ дюйма операторы могут добавить где-то от 25 до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва.Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Толщиной более ½ дюйма операторы могут добавить где-то от 25 до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва.Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Никогда не используйте защитный газ, содержащий кислород или углекислый газ, так как это окислит алюминий.
3. Какой электрод лучше всего подходит для сварки TIG алюминия?
Для большинства материалов, включая сталь, рекомендуется двухпроцентный торированный вольфрамовый электрод, но поскольку алюминий сваривается переменным током, а не постоянным током, электрические характеристики другие, а количество энергии, подаваемой на вольфрамовый электрод, выше при сварке на переменном токе.По этим причинам для сварки алюминия рекомендуется использовать чистый вольфрам или циркониевый вольфрам.
Кроме того, диаметр электрода для сварки на переменном токе должен быть значительно больше, чем при сварке на постоянном токе. Рекомендуется начинать с электрода диаметром 1/8 дюйма и при необходимости регулировать его. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе — использовать тупой наконечник — дуга имеет тенденцию блуждать вокруг заостренный кончик.
Рекомендуется начинать с электрода диаметром 1/8 дюйма и при необходимости регулировать его. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе — использовать тупой наконечник — дуга имеет тенденцию блуждать вокруг заостренный кончик.
4.Какую степень предварительного нагрева следует использовать при сварке алюминия?
Хотя небольшой предварительный нагрев — это хорошо, слишком большой предварительный нагрев может ухудшить механические свойства алюминия.
Как обсуждалось ранее, последняя термообработка для термообрабатываемых сплавов составляет 400 ° F, поэтому, если оператор предварительно нагревает алюминий до 350 ° F и поддерживает температуру в этом диапазоне во время сварки, механические свойства алюминия изменяются.
Для нетермообрабатываемых сплавов, таких как серия 5000, если оператор поддерживает температуру даже в диапазоне 200 ° F — он или она может сделать материал чувствительным к коррозионному растрескиванию под напряжением. В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
Многие неопытные сварщики алюминия используют предварительный нагрев как опору. Поскольку оборудование для сварки алюминия должно работать с большей мощностью, многие считают, что предварительный нагрев помогает устранить ограничения оборудования, но это не так. Алюминий имеет низкую температуру плавления — 1200 ° F по сравнению со сталью от 2600 ° F до 2700 ° F. Из-за такой низкой температуры плавления многие операторы думают, что для сварки алюминия им нужно только легкое оборудование.Но теплопроводность алюминия в пять раз больше, чем у стали, а это означает, что тепло рассеивается очень быстро. Следовательно, сварочные токи и напряжения при сварке алюминия выше, чем при сварке стали, поэтому операторам действительно требуется более тяжелое оборудование для алюминия.
5. Как правильно снимать напряжение при сварке алюминиевых швов?
При сварке оператор создает остаточные напряжения вокруг сварного шва, поскольку расплавленный материал сжимается при затвердевании. Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию деформироваться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию деформироваться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Для стали температура снятия напряжения составляет приблизительно от 1050 ° F до 1100 ° F, но для алюминия надлежащая температура снятия напряжения составляет 650 ° F. Это означает, что для эффективного снятия напряжения на алюминии после сварки необходимо материал придется нагреть до температуры, при которой будут потеряны механические свойства.По этой причине снятие напряжений после сварки не рекомендуется для алюминия.
6. Как отличить разные алюминиевые сплавы?
Существует довольно много различных алюминиевых сплавов, и для правильной и безопасной сварки вы должны знать, какой сплав используется для сварки. Если вы этого не сделаете, вы можете следовать этим общим рекомендациям:
Экструзии обычно представляют собой сплавы серии 6000
Отливки чаще всего представляют собой комбинацию алюминиево-кремниевого литья — некоторые из них поддаются сварке, другие — нет.
Куски листа, пластины или стержня, вероятно, относятся к сплавам серии 5000–6000
Если вы хотите быть точным, купите набор для проверки сплава, который поможет вам определить точный состав вашего сплава.
7. Как сварить TIG два алюминия разной толщины?
Когда оператор имеет две разные толщины, он или она должны установить параметры так, чтобы они были достаточно высокими для сварки TIG самой толстой детали. При сварке отдавайте предпочтение стыку и прикладывайте больше тепла к более толстой детали.
8. Как сварить 7075?
Большинство алюминиевых сплавов поддаются сварке, но есть и другие сплавы, в том числе алюминий 7075.Причина, по которой 7075 выделен в этом примере, заключается в том, что это один из самых прочных алюминиевых сплавов. Когда дизайнеры и сварщики ищут алюминиевый сплав для использования, многие начинают с просмотра таблицы, в которой перечислены все алюминиевые сплавы и их сильные стороны. Но чего не понимают эти новички, так это того, что немногие из более прочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Но чего не понимают эти новички, так это того, что немногие из более прочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Единственное исключение из правила никогда не использовать 7075 для сварки — это промышленность литья под давлением.В этой отрасли промышленности ремонтируют штампы сваркой 7075, но ее никогда нельзя использовать для строительных работ.
Вот несколько простых рекомендаций, которым следует следовать при выборе алюминиевых сплавов:
Сплав серии | Основные легирующие элементы |
1000 серий | Чистый алюминий |
2000 серии | Алюминий и медь.(Высокопрочный алюминий, используемый в аэрокосмической промышленности) |
3000 серии | Алюминий и марганец. (Сплавы низкой и средней прочности; примерами изделий, в которых используются эти сплавы, являются банки для напитков и охлаждающие трубки) |
4000 серии | Алюминий и кремний.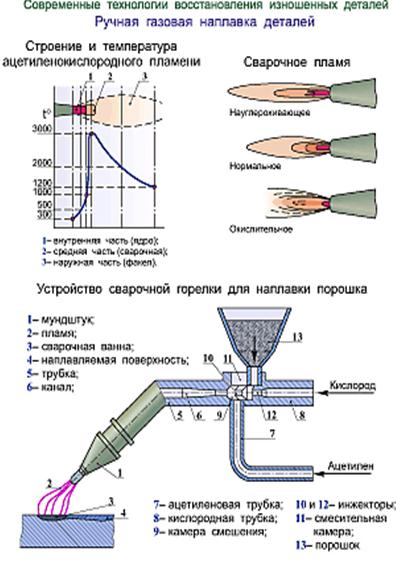 (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) |
5000 серии | Алюминий и магний.(Эти сплавы используются в основном для изготовления конструкций из листового или листового металла — все сплавы серии 5000 пригодны для сварки) |
6000 серии | Алюминий, магний и кремний. (Эти сплавы поддаются термообработке и обычно используются для штамповки листов и пластин — все они свариваются, но могут иметь трещины. Никогда не пытайтесь сваривать эти сплавы без использования присадочного металла) |
7000 серии | Алюминий и цинк.(Это высокопрочные аэрокосмические сплавы, в которые могут быть добавлены другие легирующие элементы) |
Lincoln предлагает, чтобы, если вам нужно спроектировать что-то из высокопрочного алюминия, обратите внимание на высокомагниевый сплав серии 5000 вместо серии 2000 или 7000. Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Заключение
Lincoln Electric предлагает полный спектр алюминиевых решений от источников питания, таких как Power Wave® 455M, которые специально разработаны для работы с оптимальными характеристиками дуги на алюминии, до механизмов подачи проволоки, таких как двухтактная система Cobramatic®, для оптимизации подачи мягкой алюминиевой проволоки к алюминиевой проволоке премиум-класса SuperGlaze®, изготовленной с постоянным химическим составом для стабильной работы.Помимо продукции, Lincoln гордится тем, что является экспертом по сварке алюминия, и с ней можно связаться по телефону 1-888-935-3877 или по электронной почте, чтобы ответить на ваши вопросы.
ПОЛИТИКА ПОМОЩИ КЛИЕНТАМ
Компания Lincoln Electric занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и оборудования для резки. Наша задача — удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов.Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от любых гарантий любого рода, включая любые гарантии пригодности для любой конкретной цели клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или советов после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов.Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от любых гарантий любого рода, включая любые гарантии пригодности для любой конкретной цели клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или советов после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Lincoln Electric — ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью покупателя.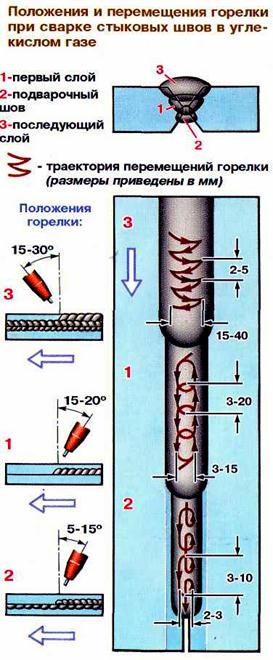 Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Как приварить алюминий к стали
Можно ли сваривать алюминий со сталью?
Алюминий можно сваривать с большинством других металлов. относительно легко с помощью клеевого соединения или механического крепления.Однако в заказ на приваривать алюминий к стали , специальные техники требуются.
Когда металлы, такие как сталь, медь, магний или титан напрямую дуговые приварен к алюминию, очень начинают образовываться хрупкие интерметаллиды. Чтобы этого избежать, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки. Здесь вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
биметаллический переходные вставки.
Создание биметаллической переходной вставки — это
популярный метод, используемый при сварке алюминий к стали, и часто используется для изготовления сварных соединений
отличное качество в конструкционных приложениях.
Эти вставки лучше всего описывать как секции из материала, состоящего из одной части алюминия с равной частью стали или нержавеющая сталь уже приклеена к алюминию.
Методы, использованные для склеивания разнородных материалы и образуют биметаллический переход обычно прокатные, взрывные сварка, сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки могут быть выполнены обычными методами, такими как GMAW или GTAW.Одна сторона Вставка приварена из стали к стали, а другая — из алюминия к алюминию.
Во избежание перегрева вставок во время При сварке рекомендуется сначала выполнить сварку алюминия с алюминием. Этот также обеспечивает больший теплоотвод при сварке стали со сталью.
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на кораблях
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменниках
- Выполнение сварных швов между алюминием и сталью трубопроводы
Покройте
сталь перед сваркой.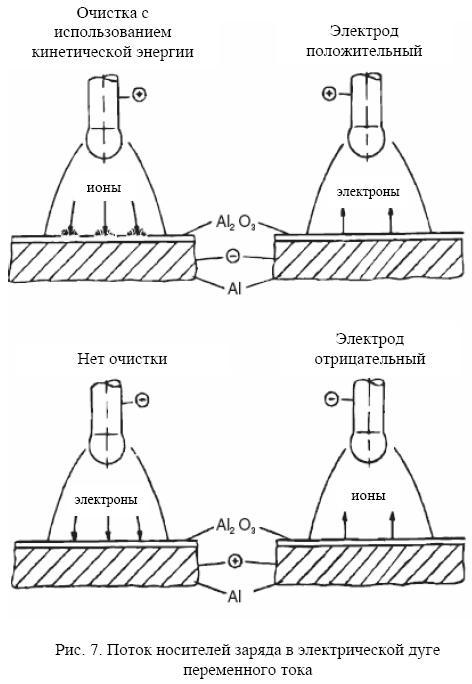
Еще один метод, который многие используют для успешной сварки алюминия со сталью , — это покрытие погружением, также обычно называют горячим алюминированием. Это просто означает, что ранее для сварки стали и алюминия сначала сталь покрывается алюминий.
После нанесения покрытия стальной элемент может быть дуговым. приваривается к алюминиевому элементу, если принять меры для предотвращения возникновения дуги. ударяясь о сталь. Во время сварка, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминий из сварочной ванны течет по стали с алюминиевым покрытием.
Другой способ нанесения покрытия для сварки алюминия со сталью , называемый пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава.
Обратите внимание, что ни одно из этих покрытий
методы соединения обычно зависят от полной механической прочности и являются
обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия со сталью или у вас есть вопрос, которого не было
ответил здесь, пожалуйста, не стесняйтесь обращаться к нам.
Можно ли приваривать алюминий к стали?
Алюминий можно легко соединить с большинством металлов с помощью механического крепления или склеивания. Однако для сварки алюминия со сталью требуются другие методы, такие как дуговая сварка и сварка трением, которые более подробно описаны ниже.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Содержание
Алюминий (и его сплавы) намного легче стали и имеют плотность около 2,70 г / см. 3 по сравнению с диапазоном от 7,75 до 8,05 г / см. 3 для сталей. Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Многие отрасли промышленности используют сталь для различных конструкций. Однако из-за плотности стали ее использование приводит к значительному снижению веса.Новые законы об охране окружающей среды вынуждают транспортную отрасль соблюдать строгие ограничения на выбросы парниковых газов. Один из способов помочь снизить выбросы — уменьшить вес конструкции автомобиля. Замена различных стальных конструкций на алюминиевые сплавы в настоящее время имеет большое промышленное значение. Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо соединить два материала.
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как склеивание, механическое крепление или пайка, но когда требуется превосходная структурная целостность, предпочтительна сварка.Однако сварка алюминиевых сплавов со сталью затруднена.
Алюминиевые сплавы и сталь сильно различаются по металлургическим и физическим свойствам, таким как теплопроводность и температура плавления. Как правило, температура плавления стали составляет около 1370 ° C, что более чем вдвое превышает температуру плавления алюминия, который плавится при температуре около 660 ° C. Помимо сильно различающихся температур плавления, каждый из этих металлов практически не растворяется в другом. В расплавленном состоянии они реагируют с образованием хрупких интерметаллических фаз.Ясно, что вышеуказанные проблемы могут создавать проблемы при сварке плавлением, такой как дуговая сварка стали и алюминия. Полученные сварные соединения будут иметь неудовлетворительные свойства и из-за их хрупкости часто нежелательны для многих промышленных применений.
Применение процессов сварки плавлением для соединения стали с алюминием, как хорошо известно, является трудным из-за различных точек плавления, теплопроводности, коэффициентов расширения и склонности к образованию хрупких интерметаллических соединений. Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительное осаждение интерметаллидов может происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от времени и температуры взаимодействующих границ раздела Fe и Al.
Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительное осаждение интерметаллидов может происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от времени и температуры взаимодействующих границ раздела Fe и Al.
Использование лазеров для создания паяного соединения между сталью и алюминием является логическим шагом, поскольку высокая интенсивность тепла на небольшой площади, генерируемой лазером, означает, что стабильная среда пайки может быть локально создана и быстро перемещена для создания соединение с минимальным временем диффузии, чтобы вызвать чрезмерное образование интерметаллических соединений.Фазовая диаграмма Fe-Al показывает диапазон твердых интерметаллических фаз, которые могут быть образованы, а именно: Fe3Al (892HV), FeAl (470HV), FeAl2 (1060HV), Fe2Al5 (1013HV) и FeAl3 (892HV). Эти фазы характеризуются чрезвычайно высокой твердостью, пластичностью, близкой к нулевой, и очень низкой вязкостью разрушения. Следовательно, если термически полученное соединение между сталью и алюминием должно содержать некоторые или все эти фазы, толщина слоя интерметаллического соединения должна быть как можно более тонкой, если в соединении должны быть достигнуты хорошие механические характеристики.При дуговой сварке стали и алюминия необходимо соблюдать определенные подходы, чтобы избежать образования интерметаллических соединений. Первый — нанести на сталь алюминиевое покрытие. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения покрытия алюминий можно приваривать к алюминиевому покрытию дуговой сваркой. Необходимо соблюдать осторожность, чтобы дуга не нагревала алюминий с покрытием до чрезмерной температуры, в противном случае возможно образование интерметаллических соединений.
Эти фазы характеризуются чрезвычайно высокой твердостью, пластичностью, близкой к нулевой, и очень низкой вязкостью разрушения. Следовательно, если термически полученное соединение между сталью и алюминием должно содержать некоторые или все эти фазы, толщина слоя интерметаллического соединения должна быть как можно более тонкой, если в соединении должны быть достигнуты хорошие механические характеристики.При дуговой сварке стали и алюминия необходимо соблюдать определенные подходы, чтобы избежать образования интерметаллических соединений. Первый — нанести на сталь алюминиевое покрытие. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения покрытия алюминий можно приваривать к алюминиевому покрытию дуговой сваркой. Необходимо соблюдать осторожность, чтобы дуга не нагревала алюминий с покрытием до чрезмерной температуры, в противном случае возможно образование интерметаллических соединений.
Биметаллические переходные вставки — еще одно средство для уменьшения образования интерметаллидов при сварке плавлением. Вставки состоят из одной части из алюминия, а другой части из стали, соединенных между собой прокаткой, сваркой взрывом, сваркой трением, оплавлением или сваркой горячим давлением. Затем биметаллическое переходное соединение индивидуально приваривается к основному алюминию и стали. Обычно массивный алюминий сначала приваривается к алюминиевой части переходной вставки, поскольку это создает больший теплоотвод, когда объемная сталь приваривается дуговой сваркой к стальной половине переходной вставки.
Вставки состоят из одной части из алюминия, а другой части из стали, соединенных между собой прокаткой, сваркой взрывом, сваркой трением, оплавлением или сваркой горячим давлением. Затем биметаллическое переходное соединение индивидуально приваривается к основному алюминию и стали. Обычно массивный алюминий сначала приваривается к алюминиевой части переходной вставки, поскольку это создает больший теплоотвод, когда объемная сталь приваривается дуговой сваркой к стальной половине переходной вставки.
Основная цель при соединении этих материалов состоит в том, чтобы поддерживать как можно более низкую температуру сварки и минимизировать время воздействия высоких температур на сварной шов. Вот почему для изготовления биметаллических переходных вставок между алюминиевыми сплавами и стальными объемными компонентами используются такие процессы, как сварка трением (в основном сварка трением ротором).
Сварка трением с вращением — это процесс соединения в твердом состоянии, при котором одна деталь вращается относительно другой под действием сжимающей осевой силы. Трение между поверхностями вызывает нагревание, в результате чего интерфейсный материал пластифицируется. Сила сжатия вытесняет пластифицированный материал на границе раздела, способствуя появлению металлургических механизмов соединения. Не переходя в жидкое состояние, сварные швы трением остаются намного холоднее во время обработки. Кроме того, сварка трением выполняется быстро, что предотвращает длительное воздействие высоких температур на сварной шов. Следовательно, сварка трением используется в коммерческих целях для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Трение между поверхностями вызывает нагревание, в результате чего интерфейсный материал пластифицируется. Сила сжатия вытесняет пластифицированный материал на границе раздела, способствуя появлению металлургических механизмов соединения. Не переходя в жидкое состояние, сварные швы трением остаются намного холоднее во время обработки. Кроме того, сварка трением выполняется быстро, что предотвращает длительное воздействие высоких температур на сварной шов. Следовательно, сварка трением используется в коммерческих целях для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Несмотря на преимущества сварки трением для уменьшения образования интерметаллидов между алюминиевыми сплавами и сталями, все же следует проявлять осторожность при выборе параметров. Часто при сварке стали и нержавеющей стали с алюминиевым сплавом используется прослойка из чистого алюминия, что резко снижает образование интерметаллидов. Интерметаллические соединения между сталью, сваренной трением, и алюминиевыми сплавами основаны на железе и алюминии, следовательно, можно было бы ожидать, что хрупкие соединения также будут образовываться между сталью и чистым алюминием, но это не так.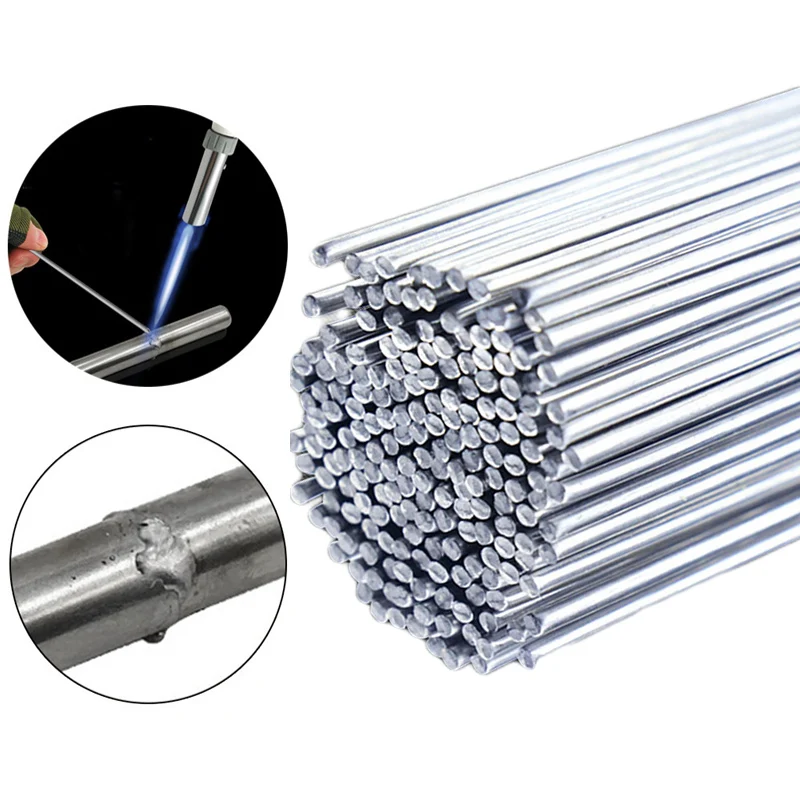 Чистый алюминий намного мягче алюминиевого сплава. Это означает, что температура, необходимая для того, чтобы более мягкий чистый алюминий растекся и образовал сварной шов, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Чистый алюминий намного мягче алюминиевого сплава. Это означает, что температура, необходимая для того, чтобы более мягкий чистый алюминий растекся и образовал сварной шов, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Из-за сложности создания прочных сварных швов между этими материалами многие промышленные применения для соединения алюминиевых сплавов со сталью включают механические крепежные детали. При использовании механических креплений и в зависимости от области применения необходимо соблюдать осторожность, чтобы предотвратить гальваническую коррозию.Гальваническая коррозия преимущественно возникает на алюминиевом сплаве. Чтобы предотвратить это, требуется изоляция алюминиевого сплава от стали, что обычно происходит с помощью изоляционного покрытия или краски.
Как TWI может помочь?
TWI имеет долгую историю сотрудничества со своими членами для решения проблем, связанных с соединением разнородных комбинаций материалов, включая использование точечной контактной сварки, сварки трением, лазерной сварки, электронно-лучевой сварки и пайки, а также многих других процессов.
Если вам нужна помощь в любом из этих процессов, свяжитесь с нами, отправив нам электронное письмо:
Сварка алюминия и сварка стали: основные различия
Часто говорят, что алюминий труднее сваривать, чем сталь. И хотя верно то, что большинство сварщиков начинают с обучения сварке стали, прежде чем переходить к алюминию, не совсем верно сказать, что это сложнее. В общем, сварка алюминия — это просто другое дело, и для получения надлежащего сварного шва требуется твердое понимание этих различий.
Проблемы сварки алюминияКак мы подробно обсуждали в предыдущих блогах, у алюминия и стали есть разные характеристики, и процесс сварки делает некоторые из этих различий даже более очевидными, чем они могли бы быть в противном случае.
Особо выделяется теплопроводность (теплопроводность). Как и следовало ожидать, поскольку алюминий значительно более теплопроводен, чем сталь, он также имеет гораздо более низкую температуру плавления. Тем не менее, алюминий имеет слой оксида, который позволяет ему противостоять коррозии, что полезно во многих применениях, но имеет чрезвычайно высокую температуру плавления .Для опытных сварщиков необходимо очень четкое представление о , как температура влияет на алюминий .
Тем не менее, алюминий имеет слой оксида, который позволяет ему противостоять коррозии, что полезно во многих применениях, но имеет чрезвычайно высокую температуру плавления .Для опытных сварщиков необходимо очень четкое представление о , как температура влияет на алюминий .
Еще одним большим отличием является относительная растворимость водорода в жидком алюминии, что может привести к захватыванию пузырьков водорода, образующихся на жидкой стадии сварки. Это может привести к пористости готовых сварных швов. Если пористость является постоянной проблемой, ее часто можно уменьшить, используя подходящий защитный газ, например смесь гелия и аргона. Но опять же, если сварщик не привык работать с алюминием, пористость может стать большой проблемой, так как он может не знать, как ее решить.
Примечание о важности правильных сварочных присадочных материалов Нет ничего важнее использования таблицы выбора присадки, чем при сварке алюминия . Таблицы присадки, вероятно, лучший друг сварщика алюминия, потому что они используют процесс, который может быть довольно сложным, и систематизируют его стандартизированным способом. В таблице учтены восемь основных характеристик, оказывающих наибольшее влияние на сварку, а также потребности в конечном продукте, который изготавливается, чтобы дать сварщику наилучшие шансы на успех сварки.
Таблицы присадки, вероятно, лучший друг сварщика алюминия, потому что они используют процесс, который может быть довольно сложным, и систематизируют его стандартизированным способом. В таблице учтены восемь основных характеристик, оказывающих наибольшее влияние на сварку, а также потребности в конечном продукте, который изготавливается, чтобы дать сварщику наилучшие шансы на успех сварки.
Хотите узнать больше о различиях между алюминием и сталью? Проверьте наши блоги из в прошлом месяце! !
О компании EVS Metal
EVS Metal — американский производитель высокоточного листового металла со штаб-квартирой в Riverdale, NJ . Мы используем новейшие технологии для резки, гибки, сварки и отделки отдельных изделий, а также деталей для интеграции или сборки в более сложные изделия.Наши четыре предприятия по производству металла, сертифицированные по стандарту ISO 9001: 2015, включают более 250 000 квадратных футов вертикально интегрированных производственных площадей и оснащены самым современным оборудованием, от сварочных роботов и решений для лазерной резки до автоматических линий порошкового покрытия.
Мы обслуживаем разнообразную клиентскую базу по всей Северной Америке, предоставляя широкий спектр услуг — от быстрых прототипов, соответствующих требованиям ITAR, до крупносерийного производства. Запросите индивидуальное ценовое предложение на изготовление металла онлайн или позвоните по телефону (973) 839-4432, чтобы поговорить со специалистом сегодня.
Руководство по сварке алюминия методом MIG и TIG
Воспроизведено с любезного разрешения журнала Welding Design and Fabrication. а также сварка вольфрамовым электродом в среде инертного газа на любых алюминиевых сплавах. Сварка алюминиевых сплавов может оказаться довольно сложной задачей даже для опытных сварщиков сталей.Из-за более низкой температуры плавления и большей теплопроводности алюминиевые сплавы легко подвержены прожогу, если сварщики выполняют определенные процедуры. Помимо подачи алюминиевой сварочной проволоки в процессе (GMAW) газо-металлической дуговой сварки, это испытание, поскольку проволока имеет меньшую прочность столба, оказывается мягче, чем сталь, и склонна запутываться в приводном валке. Чтобы справиться с этими трудными проблемами, операторы сочтут очень полезным следование практическим правилам и выбору приведенных ниже руководств по оборудованию.
GMAW или газовая сварка металл-дуговая сварка
Подготовка основного металла: При сварке алюминия очень важно, чтобы операторы не забывали избавляться от любого присутствия оксида алюминия, углеводородных загрязнений от режущих растворителей или масла и всегда очищать основу материала. Хорошо известно, что оксид алюминия плавится при 3700 F на поверхности материала, тогда как алюминий материала у основания ниже плавится при 1200 F. Таким образом, очевидно, что любой оксид, оставшийся на внешней стороне основного материала, может вызвать препятствие. для проникновения присадочного металла прямо в изделие.
От оксидов алюминия можно эффективно избавиться с помощью проволочной щетки из щетины из нержавеющей стали или других травильных растворов или растворителей. Если используется щетка из нержавеющей стали, не забывайте чистить ее только в определенном направлении и не забывайте чистить осторожно, так как грубая чистка помогает еще больше задержать оксиды внутри заготовки. Также следует помнить, что при очистке алюминия никогда не используйте щетку, которая использовалась для очистки углеродистой или нержавеющей стали.Если используются растворы для химического травления, убедитесь, что они не работают, прежде чем начинать сварку. Чтобы снизить опасность попадания углеводородов из растворителей для резки и других масел в сварной шов, удалите их с помощью обезжиривателя, предварительно убедившись, что в нем нет углеводородов.
Техника проталкивания: при сварке алюминия лучше держать пистолет на расстоянии от сварочной ванны, чем тянуть его, так как это дает лучшие результаты при очистке, уменьшая загрязнение сварного шва и улучшая покрытие экрана. газ.
Защитный газ: из-за его проницаемости и высокого стандарта очищающего действия аргон является наиболее популярным и распространенным защитным газом, используемым при сварке алюминия. При сварке алюминиевых сплавов серии 5ХХХХ накопление оксида магния будет минимальным, так как это смесь защитного газа, сочетающая гелий с аргоном — максимум 75% гелия.
Предварительный нагрев: Это может помочь предотвратить растрескивание сварного шва на алюминиевой заготовке. Поскольку температура предварительного нагрева никогда не должна превышать 230 F, отслеживайте ее с помощью индикатора, который отображает температуру, чтобы избежать перегрева.Сохранение прихваточных швов как на начальных, так и на конечных частях, которые должны свариваться, во многом поможет в усилиях по предварительному нагреву. Перед приваркой алюминия к тонкой детали сварщикам необходимо сначала нагреть довольно толстый кусок, а в случае холодной притирки попробовать использовать выступы для вывода и притирки.
Сварочная проволока: Выбирайте алюминиевую присадочную проволоку с такой же температурой плавления, как и у основного материала. Если оператор может разумно снизить диапазон температуры плавления металла, тем легче будет сваривать сплав.Приобретайте проволоку диаметром 3/64 или 1/16 дюйма, так как чем больше диаметр проволоки, тем легче ее подавать. Проволока диаметром 0,035 дюйма в сочетании с процессом импульсной сварки с меньшей скоростью подачи проволоки в идеале может составлять от 100 до 300 дюймов в минуту, что было бы идеальным для сварки тонкого материала.
Сварные швы выпуклой формы : Кратерное растрескивание является причиной большинства отказов при сварке алюминия . Это растрескивание происходит из-за высокой скорости теплового расширения алюминия, а также из-за значительных сокращений, возникающих при остывании сварных швов.Вероятность растрескивания наиболее высока для вогнутых кратеров, поскольку внешняя поверхность кратеров разрывается и сжимается при охлаждении. Таким образом, сварщики должны наращивать кратеры так, чтобы они образовывали бугорок или выпуклую форму, поскольку это компенсирует силы сжатия при остывании сварного шва.
Скорость хода: При сварке алюминия процесс должен быть «быстрым и горячим». В отличие от стали, алюминий с высокой теплопроводностью требует большей скорости движения сварного шва, настроек напряжения и использования сверхмощного тока.В случае очень низкой скорости движения сварщик рискует получить чрезмерный ожог, особенно если речь идет о тонкостенных алюминиевых листах.
Выбор источника питания: При выборе источника питания для GMAW алюминия в первую очередь следует принять во внимание систему импульсной дуги или дуги с переносом струи. Аппараты постоянного напряжения (cv) и постоянного тока (cc) могут использоваться для дуговой сварки. Распылительная дуга поглощает очень небольшую струю жидкого металла и затем разбрызгивает ее вдоль дуги к основе материала с проволоки электрода.Для толстого алюминия, для которого может потребоваться сварочный ток более 350 А, куб.см обеспечит максимальные результаты.
Импульсная передача обычно осуществляется при питании от инвертора. Новейшие источники питания имеют присадочную проволоку типа и диаметра, а также встроенные процедуры подачи импульсов на основе. При импульсном GMAW крошечная капля присадочного металла переносится на деталь в электроде с каждым импульсом тока и создает положительный перенос капли, что приводит к меньшему разбрызгиванию и более высокой скорости следования по сравнению со сваркой с переносом распылением.Использование импульсного метода GMAW на алюминии помогает лучше контролировать подвод тепла, что облегчает сварку в смещенном состоянии и позволяет сварщику сваривать материал тонким калибром при меньших токах и скоростях подачи проволоки. .
Устройство подачи проволоки: Двухтактная система, в которой используется закрытый шкаф подачи проволоки для защиты проволоки от окружающей среды. Это самый предпочтительный способ подачи мягкой алюминиевой проволоки на большие расстояния.Электродвигатель с регулируемой скоростью с постоянным крутящим моментом, расположенный в шкафу механизма подачи проволоки, помогает направлять и проталкивать проволоку от одной стороны к другому концу горелки с постоянной скоростью и силой. Двигатель с высоким крутящим моментом, который находится внутри горелки, используемой для сварки, втягивает проволоку внутрь и наружу и помогает поддерживать одинаковую скорость подачи проволоки и длину дуги. В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи алюминиевой и стальной проволоки.
В таком случае использование тефлоновых или пластиковых вкладышей может помочь обеспечить плавную и стабильную подачу алюминиевой проволоки.Пластиковые трубы, которые входят, и трубы, выходящие из долота, могут использоваться в качестве направляющих трубок для поддержки проволоки как можно ближе к приводному ролику, чтобы проволока не запуталась. Во время сварки кабель горелки должен быть как можно более параллельным, чтобы снизить сопротивление подачи проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы избежать образования алюминиевой стружки.
Используйте ведущие ролики, специально предназначенные для алюминия, и установите натяжение ведущего ролика для обеспечения равномерной скорости подачи проволоки.Если имеется чрезмерное натяжение, проволока деформируется и приведет к грубой и беспорядочной подаче, а слишком низкое натяжение приведет к неравномерной подаче. Таким образом, любое из этих условий может привести к возникновению нестабильной дуги и пористости сварного шва.
Сварочные пистолеты: Для сварки алюминия необходимо использовать отдельные вкладыши горелок. Во избежание истирания проволоки на оба конца гильзы можно положить ограничитель, чтобы можно было устранить зазоры между газовым диффузором на пистолете и гильзой.Частая смена футеровки помогает снизить вероятность образования абразивного оксида алюминия, который вызывает проблемы с подачей проволоки. Использование контактного наконечника, который примерно на 0,015 дюйма больше диаметра присадочного металла, поможет быстро нагреть наконечник, тем самым расширившись до овальной формы, что, вероятно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используется пистолет с водяным охлаждением, что сводит к минимуму накопление тепла и, таким образом, уменьшает другие проблемы с подачей проволоки.
.