описание, длина дуги и условия ее появления
Сама по себе сварочная дуга — это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги — температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз.
Свойства дуги
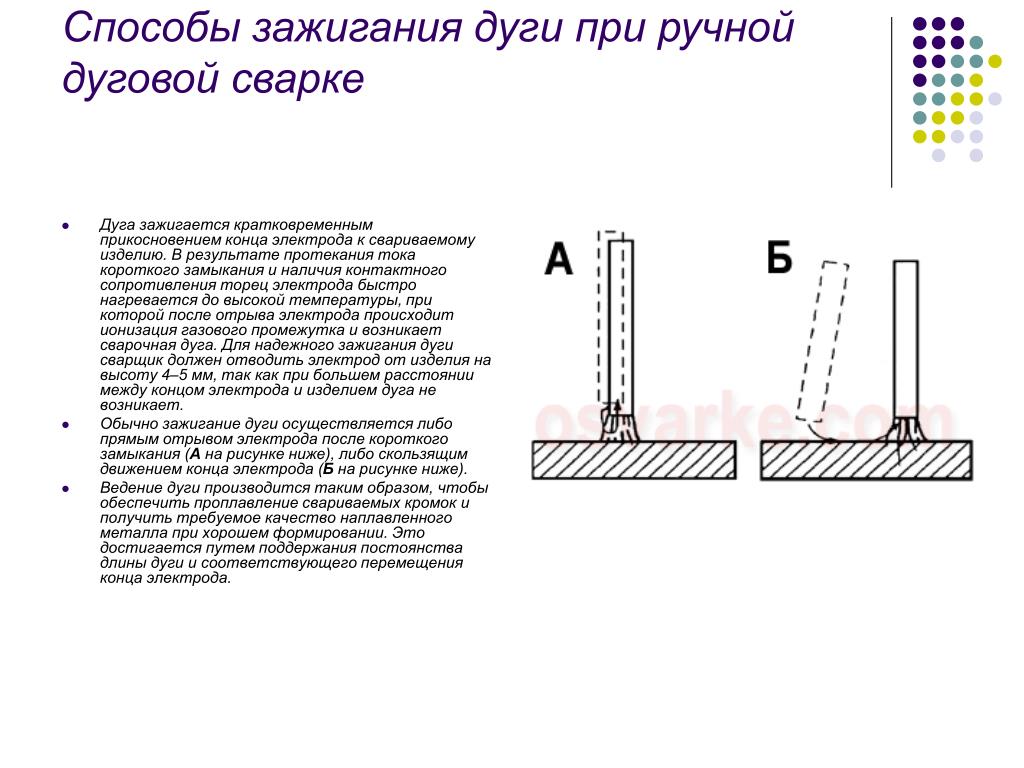
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты.
Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент. Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.
Структура дуги
В настоящее время сварка — это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал. Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне.
Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал. Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне.
Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию. Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.
Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.
Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы? Открытый способ. В данном случае горение разряда осуществляется в атмосфере. Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей. Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа. Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха. Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.
Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей. Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа. Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха. Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.
Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки. Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить. Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги.
краткое описание, длина дуги и условия ее появления
Сама по себе сварочная дуга — это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги — температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии.
Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.
Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.
Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент. Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.
Структура дуги
В настоящее время сварка — это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.
Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию.
Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.
Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током.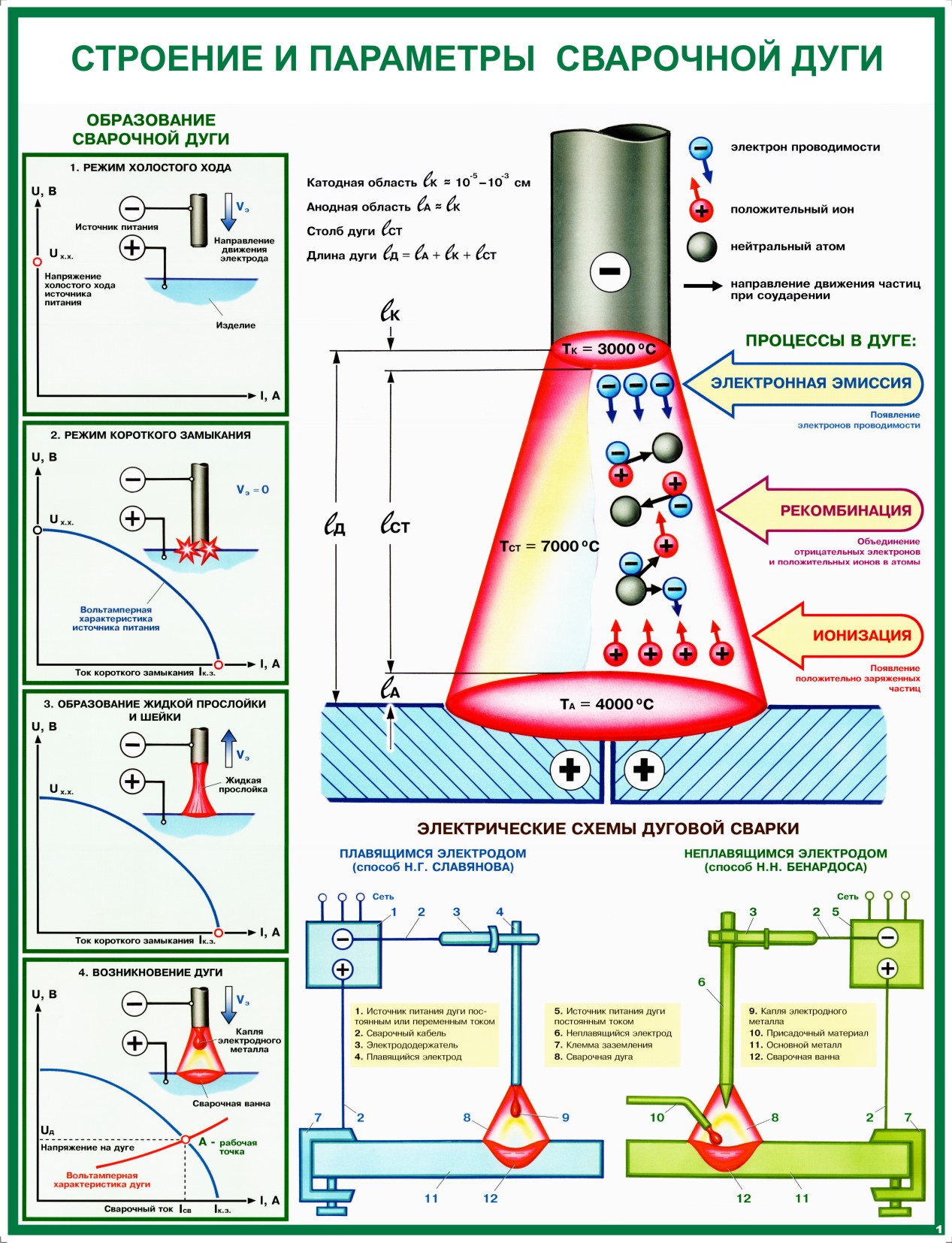 Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.
Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы?
Какие существуют методы?
- Открытый способ. В данном случае горение разряда осуществляется в атмосфере.
- Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей.
- Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа.
Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха.
Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.
Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки.
Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить.
Есть области, которые называются сварочными ваннами.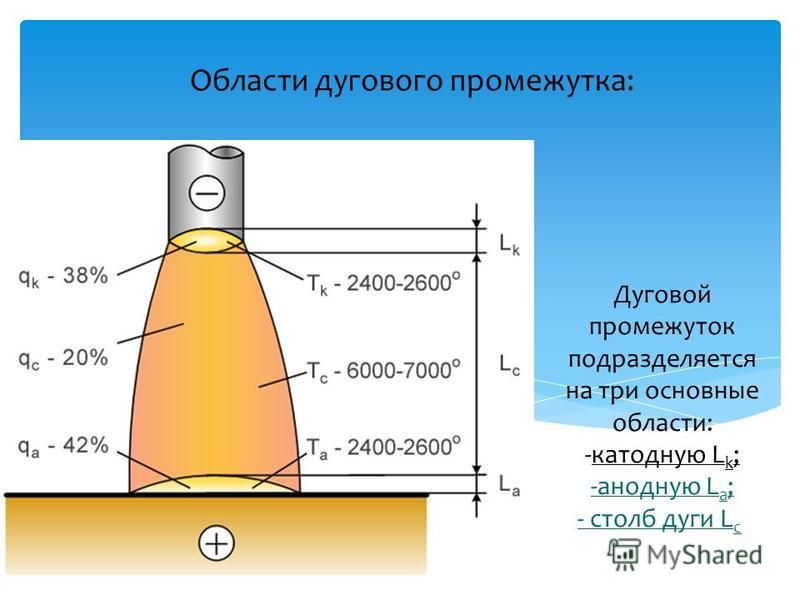 В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность.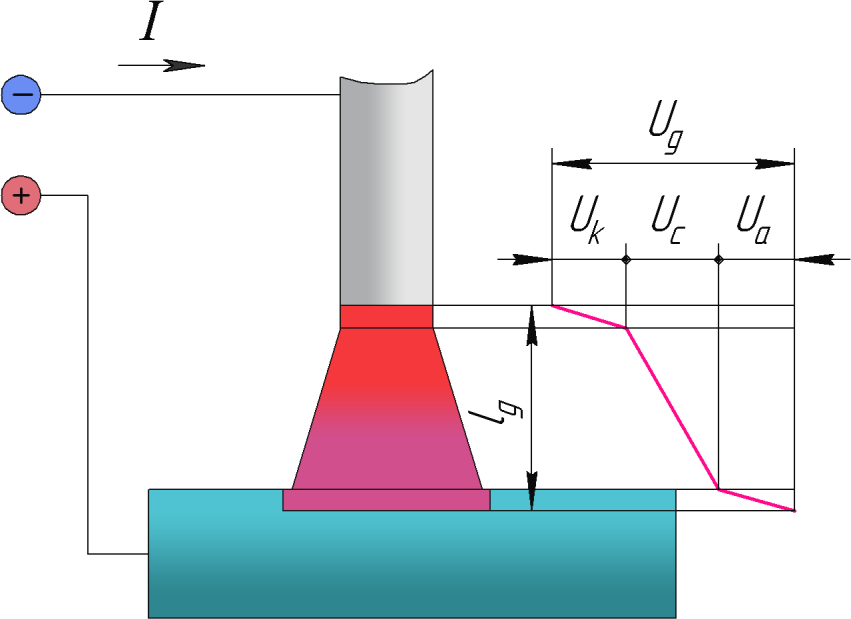 Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Сварочная дуга и ее характеристики
Сварочная дуга по своей сути представляет электрический разряд в среде различных газов. Газ не является проводником электричества, однако при большой разнице потенциалов в нем образуется множество заряженных частиц: с отрицательным зарядом – свободные электроны, с положительным – ионы газа.
Сварочная дуга, состоящая из электронов, нейтральных атомов и ионов, имеет различную температуру по своей протяженности. Условно сварочную дугу можно поделить на несколько областей. Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Область около сварочного электрода называется катодной. Температура дуги в ней приблизительно равна 24000С. В середине столба дуги – 5500 0С и выше. В анодной области, находящейся вблизи свариваемой поверхности, достигает 2600 0С. В результате влияния массопереноса металла электрода и теплоты дуги, температура сварочной ванны достигает 2000 0С.
Влияние различных параметров на стабильность сварочной дуги
Сварочная дуга считается стабильной в том случае, когда происходит непрерывный процесс её образования между электродом и свариваемой поверхностью деталей.
Критерии, определяющие устойчивость горения дуги.
- Величина сварочного тока.
- Полярность.
- Вид тока (постоянный, переменный).
- Частота тока.
- Материал электрода, включая материал обмазки.
- Наличие защитной среды.
Совокупность этих факторов является определяющей для стабильности сварочной дуги. Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
Также непременным условием считается оптимальное расстояние между сварочным электродом и свариваемой поверхностью. Для ручной дуговой сварки расстояние, обеспечивающее стабильное горение дуги, принимается равным от 0,5 до 1,1 диаметра электрода.
В настоящее время применение новых инверторных источников сварочного тока дает возможность нивелировать отклонение от оптимального расстояния, благодаря механизму обратной связи. В результате этого достигаются оптимальные динамические вольтамперные характеристики, позволяющие изменять напряжение и силу тока в соответствии с длиной дуги в докритических пределах.
Зависимость качества сварного шва от длины дуги
Оптимальной для процесса сварки считается короткая дуга. При этом высока ее стабильность, меньше контакт металла с воздухом в процессе массопереноса от электрода к поверхности деталей. К тому же время прохождения через высокотемпературную область дуги невысоко и в результате этого в сварочной ванне уменьшается пористость.
При длинной дуге переносимый расплавленный металл электрода намного более подвержен отрицательному влиянию окружающей среды, происходит азотирование металла и связывание его отдельных частиц с ионами кислорода, то есть, окисление. Также нужно отметить, что длинная дуга характеризуется нестабильностью. То есть, в процессе сварки происходит кратковременное прерывание процесса образования дуги. Это отрицательно влияет на качество сварного соединения.
Эффект магнитного дутья
Данный процесс возникает при большой величине сварочного тока, как правило, превышающей 150А. Так как при дуговой сварке образуется электромагнитное поле, то при его неравномерности образуется отклонение столба дуги. Такое отклонение называется магнитным дутьем. Оно отрицательно влияет на качество сварного соединения.
На равномерность магнитного поля влияет форма и расположение свариваемых поверхностей, место подключения контакта к деталям, наличие больших масс ферромагнетиков вблизи зоны сварки.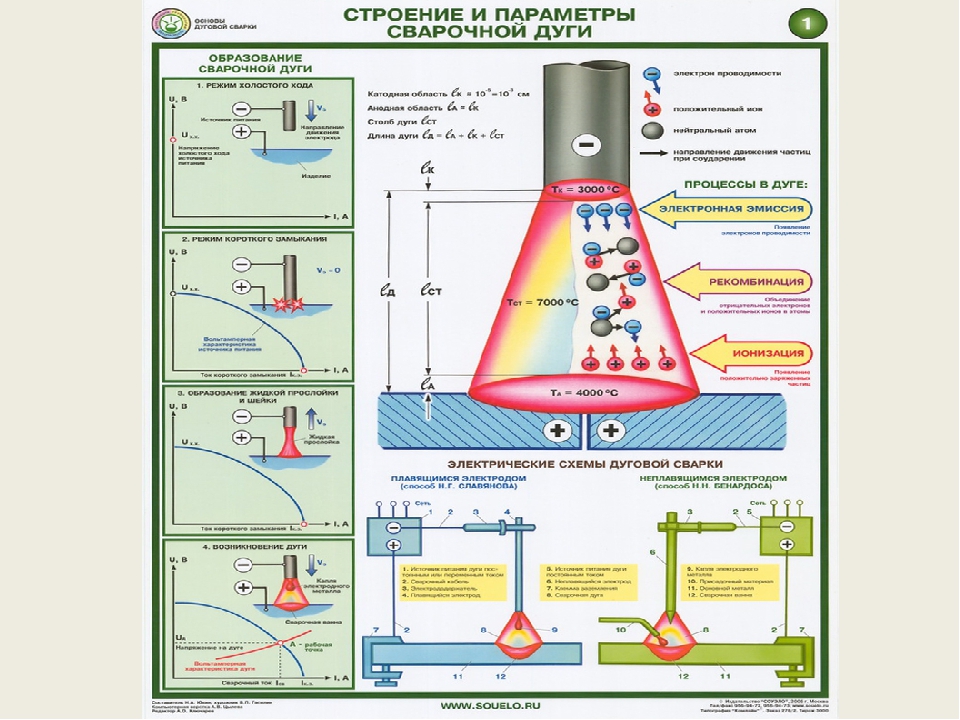
Снижение влияния магнитного поля на форму дуги может производиться путем переноса места контакта, компенсации несимметричности масс размещением дополнительных металлических плит. Также с этим явлением можно бороться наклоном электрода в сторону, противоположную отклонению дуги. При этом обеспечивается соосность электрода и сварочной дуги.
Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями.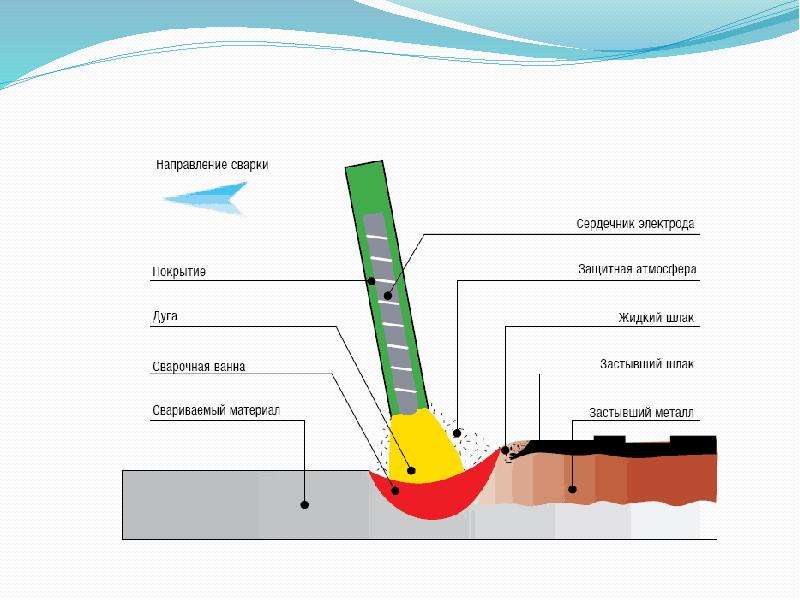 Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц.
Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис.
Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва.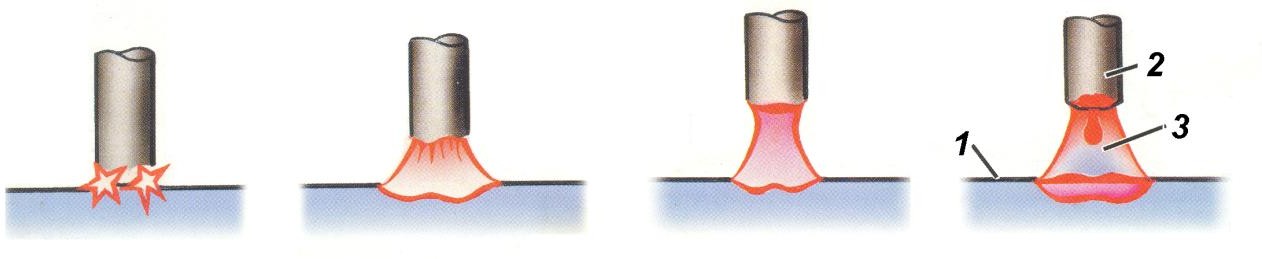 К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов).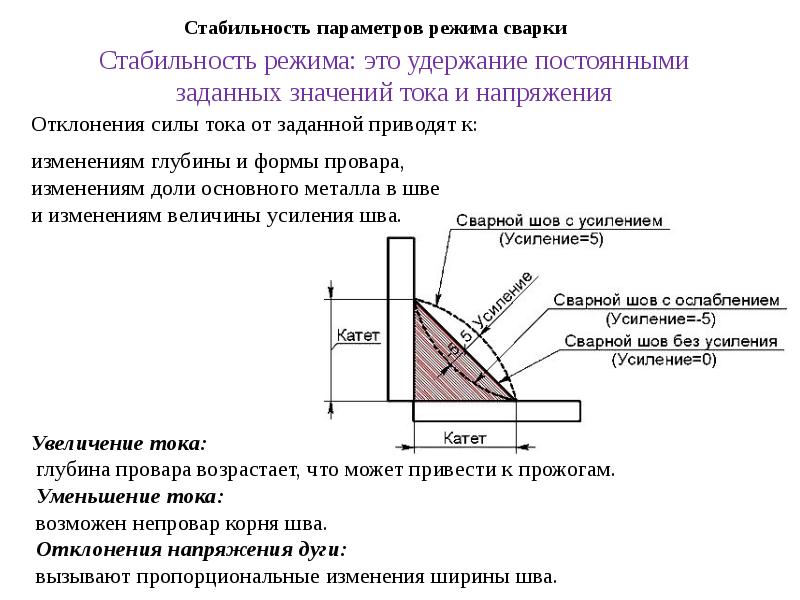 Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н. Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией.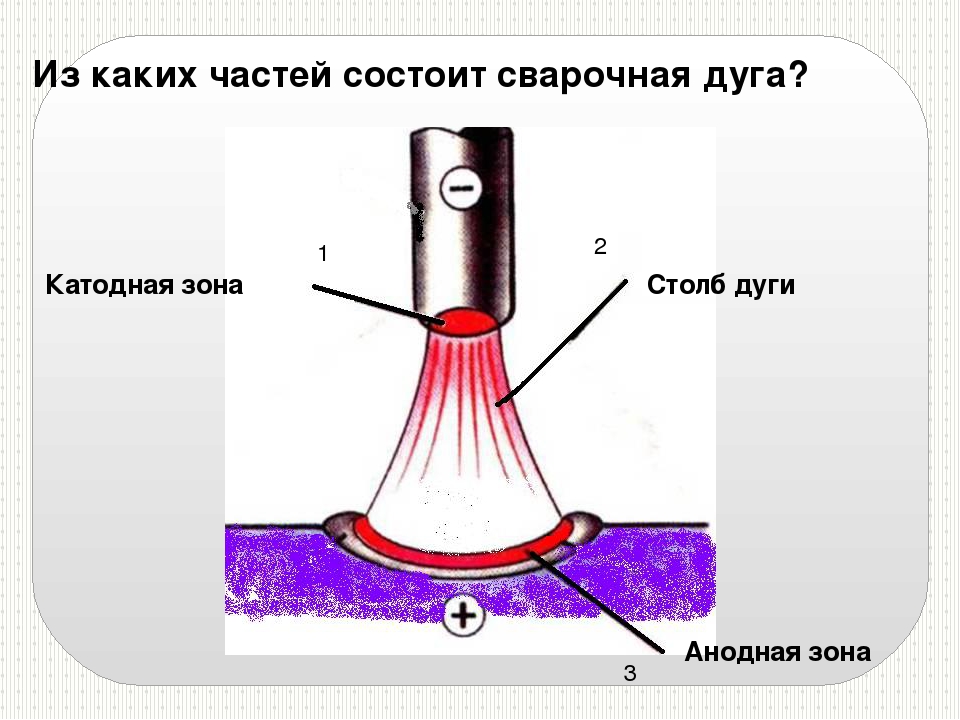 Часть такой конструкции называют сварным узлом.
Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис.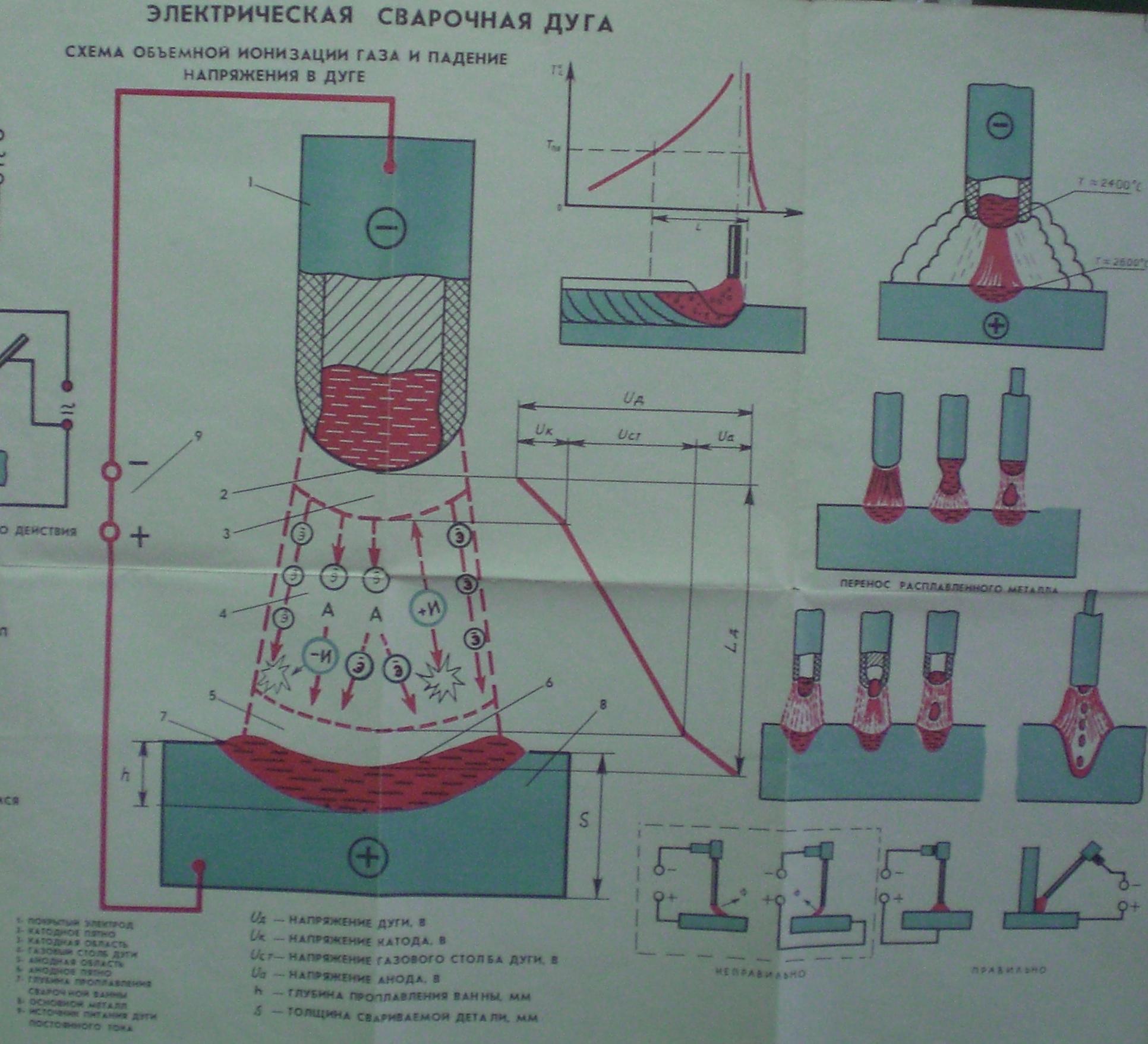 13, г). Условные обозначения: h2 — Н9.
13, г). Условные обозначения: h2 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Электрическая сварочная дуга – Осварке.Нет
Сварочная дуга — длительный разряд электрического тока, горящий между сварочным электродом и сварочной конструкцией в ионизированной среде газов и паров металлов.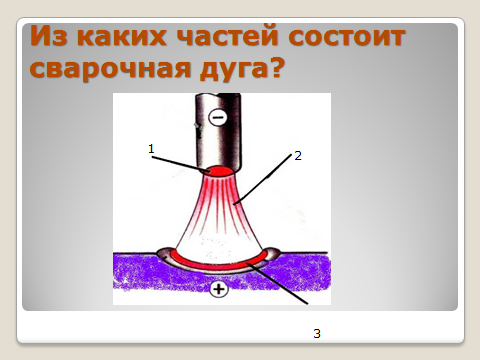
Виды сварочной дуги
Различают следующие виды дуги:
- прямого действия — дуга горящая между металлическим сварочным электродом и сварной конструкцией;
- непрямого действия — горение дуги происходит между двумя электродами, а основной металл не включается в электрическую цепь;
- трехфазная дуга — подведено по одной фазе на два сварочных электрода, а третья к сварочной конструкции;
- плазменная дуга — дуга сжатая газами.
Обязательным условием горения дуги является наличие заряженных частичек (электронов и ионов) в промежутке газов между электродом и металлом. При обычной среде газы не проводят электрический ток. Для того чтобы зажечь дугу необходимо замкнуть электрод касанием об изделие, после чего выделяется значительный потенциал тепла, который ускоряет движение свободных электронов в цепи. Когда конец электрода отрывается, находясь под воздействием электрического поля вылетают в межэлектродное пространство. Самостоятельный выход электронов с катода в газовое пространство называется электронной эмиссией. Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.
Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.
Современное сварочное оборудование позволяет выполнять зажигание дуги бесконтактным методом — не касаясь электродом об изделие. Выполняется это при помощи использования генератора высокочастотных колебаний — осциллятора.
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно
Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.
Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
Электрическая дуговая сварка — это… Что такое Электрическая дуговая сварка?
Электродуговая ручная сварка покрытым электродомЭлектросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.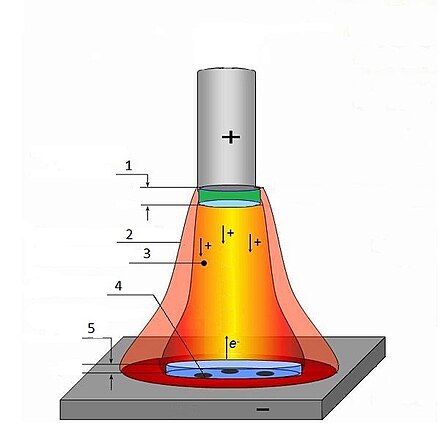
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры.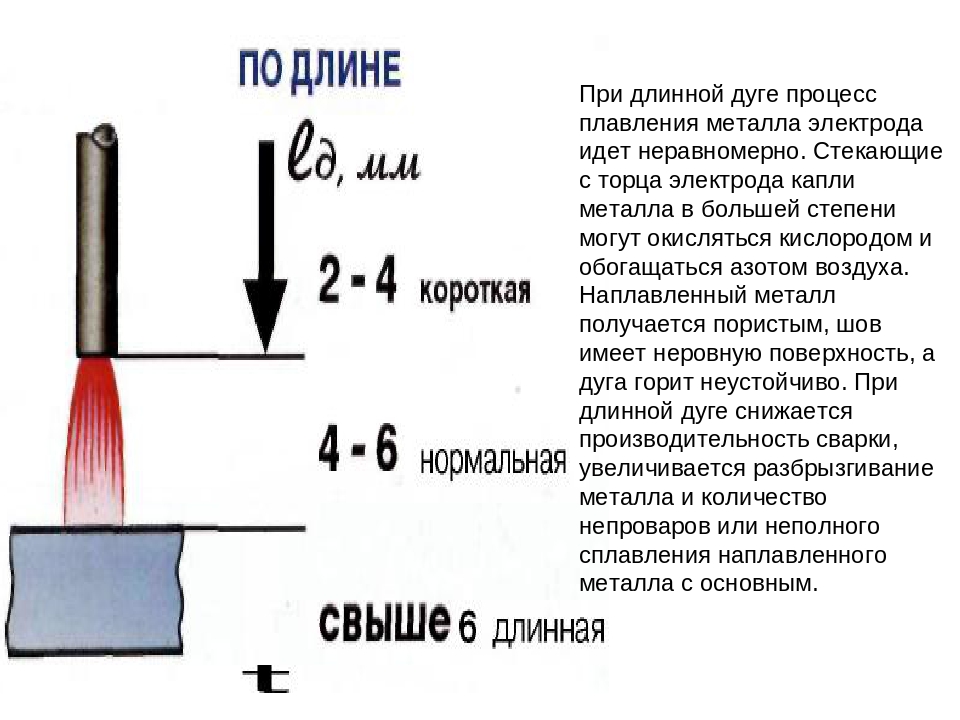 Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов. В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка. Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах. Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей. Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Примечания
- ↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр.
 66
66 - ↑ «Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр «Академия», 2008г.- стр. 496
 66
66Источники
Ссылки
Дуговая сварка в защитных газах
Дуговая сварка в защитных газах имеет высокую производительность, легко поддается автоматизации и позволяет выполнять соединение металлов без применения электродных покрытий и флюсов. Этот способ сварки нашел широкое применение при изготовлении конструкций из сталей, цветных металлов и их сплавов. Классификация способов дуговой сварки в защитных газах приведена на рисунке.
Классификация видов дуговой сварки в защитных газах
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях.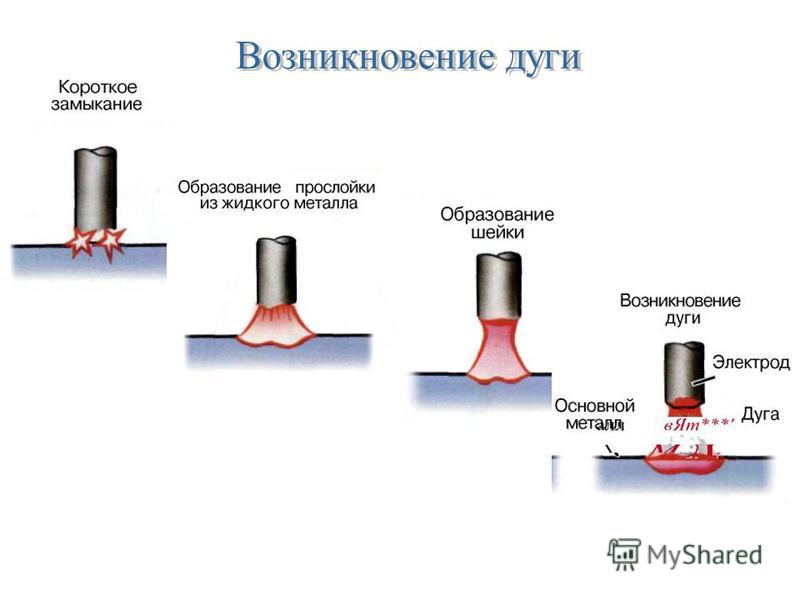 Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия, следовательно, не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги (комбинированную).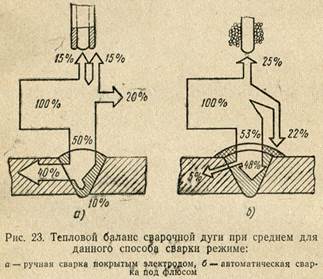 Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке неплавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от чистоты газа, параметров струи и режима сварки. Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод. Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать по следующим основным признакам:
- применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или неплавящемуся;
- применяемому току — постоянному или переменному.

Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на переменном токе является регулярное восстановление разряда при смене полярности. Потенциал возбуждения и ионизации инертных газов аргона и гелия выше, чем у кислорода, азота и паров металла, поэтому для возбуждения дуги переменного тока требуется источник питания с повышенным напряжением холостого хода. Сварочная дуга в среде инертных газов (аргона или гелия) отличается высокой стабильностью и для ее поддержания требуется небольшое напряжение. Высокая подвижность электронов обеспечивает достаточное возбуждение и ионизацию нейтральных атомов при столкновении с ними электронов.
В том случае, когда катодом является вольфрам, дуговой разряд происходит главным образом за счет термоэлектронной эмиссии благодаря высокой температуре плавления и относительно низкой теплопроводности вольфрама, что обусловливает неодинаковые условия горения дуги при прямой и обратной полярности. При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
Очищающее действие сварочной дуги при сварке переменным током проявляется в те полупериоды, когда катодом является изделие благодаря катодному распылению, так как в этом случае происходит разрушение окисной и нитридной пленок.
При обратной полярности применяют низкие плотности тока, а практически такая дуга не применяется. При прямой полярности тепла выделяется меньше на электроде, так как его значительная часть расходуется на плавление свариваемого металла.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газов геометрическая форма сварного шва и его размеры зависят от мощности сварочной дуги, характера переноса металла через дуговой промежуток, а также от взаимодействия газового потока и частиц металла, пересекающих дуговой промежуток, с ванной расплавленного металла.
В процессе сварки на поверхность сварочной ванны оказывает давление столб дуги за счет потока газов, паров и капель металла, вследствие чего столб дуги погружается в основной металл, увеличивая глубину проплавления. Поток газов и паров металла, направляемый от электрода в сварочную ванну, создается благодаря сжимающему действию электромагнитных сил. Сила воздействия сварочной дуги на ванну расплавленного металла характеризуется ее давлением, которое будет тем больше, чем концентрированнее поток газа и металла. Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Сварочная дуга, образованная в результате плавления электрода в среде инертных газов, имеет форму конуса, столб которой состоит из внутренней и внешней зоны. Внутренняя зона имеет яркий свет и большую температуру.
Во внутренней зоне происходит перенос металла, и ее атмосфера заполнена святящимися парами металла. Внешняя зона имеет менее яркий свет и представляет собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного металла сварочной ванны от воздействия азота и кислорода воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые практически не взаимодействуют с расплавленным металлом сварочной ванны.
К активным газам относятся углекислый газ, азот, водород и кислород.
Активные газы по своему химическому взаимодействию с расплавленным металлом сварочной ванны могут быть нейтральными и реагирующими. Например, азот по отношению к меди является нейтральным газом, т. е. не образует с медью никаких химических соединений. Активные газы и продукты их распада в процессе дугового разряда, т. е. во время сварки, могут соединяться с расплавленным металлом сварочной ванны и растворяться в нем, из-за чего резко снижаются механические свойства сварного шва, а его химический состав не будет соответствовать установленным требованиям стандартов. Однако следует отметить, что некоторые растворимые в металле активные газы не всегда бывают вредными примесями.
Например, азот в углеродистых сталях является вредной примесью (образуются нитриды), из-за чего резко снижаются механические свойства сварного шва и стойкость к старению, тогда как в сталях аустенитного класса азот является полезной добавкой. При аргонодуговой сварке углеродистых сталей для поддува можно применять не только аргон или углекислый газ, но и азот, если в сварочную ванну будут введены элементы-раскислители в виде кремния и марганца.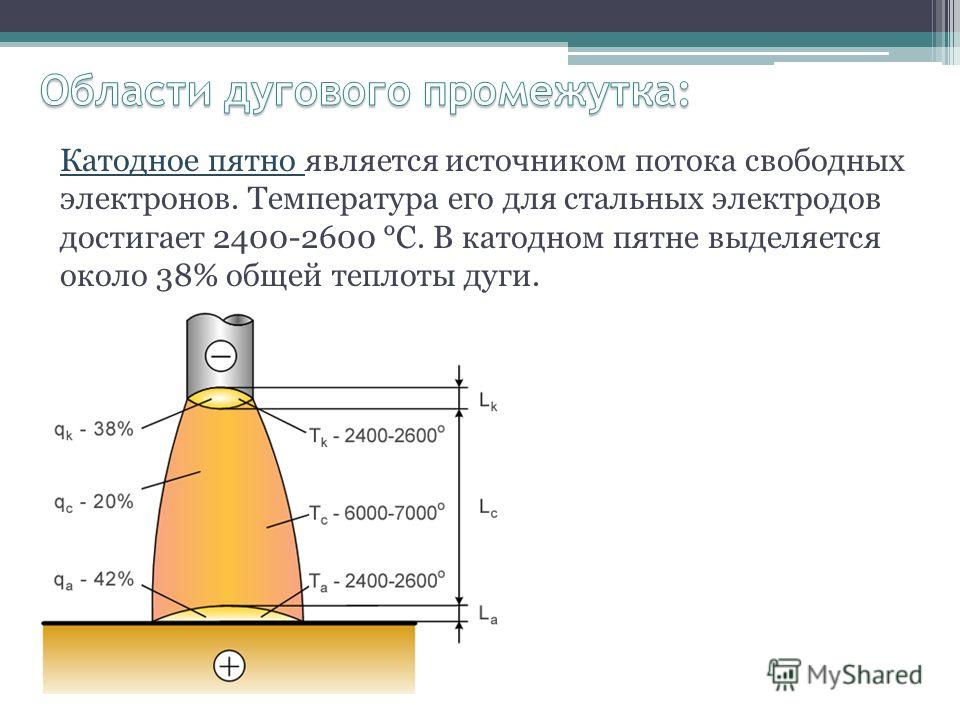 Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится некоторое количество кислорода в виде закиси железа РеО, то при наличии достаточного количества углерода будет образовываться нерастворимая в металле окись углерода [C] + [O] = CO,
Вследствие того, что расплавленный металл сварочной ванны кристаллизуется, а газ выйти не успевает, то в нем будут образовываться поры.
Расплавленный металл сварочной ванны может насыщаться кислородом, находящимся в инертном газе, в виде Свободного кислорода и паров воды. Поэтому для подавления реакции окисления углерода в период кристаллизации расплавленного металла сварного шва в сварочную ванну через присадочный материал должны быть введены элементы-раскислители в виде кремния и марганца.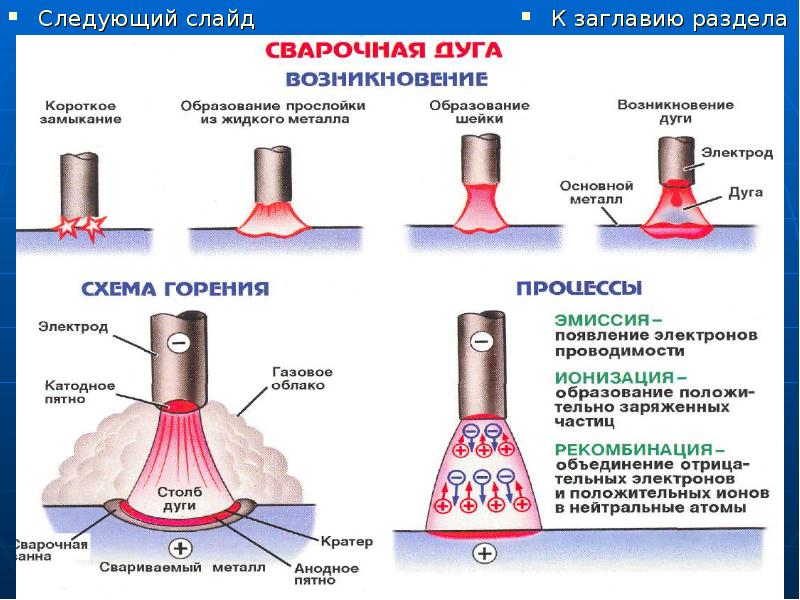 При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке в защитной среде углекислого газа последний, защищая расплавленный металл сварочной ванны от кислорода и азота воздуха, сам в свою очередь, разлагаясь в дуговом разряде, является окислителем металла
где FеО — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде инертных газов, в этом случае образуется окись углерода, которая в процессе кристаллизации металла сварочной ванны создает в нем поры. Для подавления образования окиси углерода (СО) через присадочную проволоку в расплавленный металл сварочной ванны вводятся элементы-раскислители — кремний и марганец.
Какова температура дуговой сварки в защитном металле? — AnswersToAll
Какова температура дуговой сварки защищенным металлом?
Большинство дуг SMAW имеют эффективную температуру приблизительно 11 000 градусов по Фаренгейту или 6 100 градусов по Цельсию.
От чего зависит температура сварочной дуги?
Температура сварочной дуги зависит от напряжения, длины дуги и атмосферы. Температура дуги может варьироваться от примерно 5500 ° F (3000 ° C) до более 36000 ° F (20000 ° C), но большинство сварочных дуг SMA имеют эффективную температуру около 11000 ° F (6100 ° C).
Каков принцип дуговой сварки экранированным металлом?
Принципы работы В процессе SMAW используется электрическая цепь, поддерживающая сварочную дугу, для преобразования энергии линии электропередачи или топлива в тепло. Тепло от сварочной дуги интенсивное и чрезвычайно концентрированное. Он сразу же расплавляет часть заготовки и конец электрода.
Какой вид тока используется при дуговой сварке защищенным металлом?
напряжение переменного тока
Поскольку в сварочный аппарат обычно подается высоковольтный переменный ток, сварочный трансформатор используется для снижения напряжения и увеличения тока. В результате, вместо 220 В при 50 А, например, мощность, подаваемая трансформатором, составляет около 17–45 В при токах до 600 А.
В результате, вместо 220 В при 50 А, например, мощность, подаваемая трансформатором, составляет около 17–45 В при токах до 600 А.
Какая дуга слишком короткая?
Слишком короткая длина дуги Этот шов был наложен так, что конец стержня был покрыт расплавленным шлаком. Поверхность сварного шва неровная в том месте, где он был увлечен стержнем, сварной шов будет маломощным и будет содержать включения шлака.
Что такое процесс защиты от дугового разряда?
Экранированная дуговая сварка (SMAW), также известная как ручная дуговая сварка металлическим электродом, представляет собой процесс ручной дуговой сварки с использованием плавящегося и защищенного электрода.По мере плавления электрода крышка, которая защищает электрод, плавится и защищает зону сварки от кислорода и других атмосферных газов.
Сварочная вспышка ярче солнца?
Сварочная дуга не ярче солнца, какой бы яркой она вам ни казалась. Сварочные дуги яркие и выделяют много тепла. Сварка производит около 3400 K тепла, тогда как солнце производит 5800 K. Если бы мы измеряли яркость через излучаемое тепло, то солнце было бы бесспорным победителем в этой битве.
Сварка производит около 3400 K тепла, тогда как солнце производит 5800 K. Если бы мы измеряли яркость через излучаемое тепло, то солнце было бы бесспорным победителем в этой битве.
Что происходит с металлом во время сварки?
Металл плавится; имеют место реакции газ-мета, реакции шлак-металл, изменение поверхностных явлений и твердотельные реакции; а затем металл затвердевает. С точки зрения металлургии сварки, этот сварной шов состоит из расплавленного металла, зоны термического влияния (ЗТВ) и неповрежденного основного металла.
Какие два основных метода защиты от дуги?
Какие два основных метода защиты от дуги? Защитный газ и флюс.
Какой сварочный пруток самый твердый?
Metal Web News утверждает, что 6011 сварочных стержней способны производить сварные швы с минимальным пределом прочности на растяжение 60 000 фунтов на квадратный дюйм. Сварочные стержни 7018 обеспечивают более прочные сварные швы с минимальным пределом прочности на разрыв 70 000 фунтов на квадратный дюйм.
Использование типов дуги при промышленной сварке | Международный журнал машиностроения и материаловедения
Введение
Дуговая сварка — ключевой процесс в промышленном производстве (Naidu et al.2003), а газовая дуговая сварка (GMAW) широко используется во многих обрабатывающих отраслях из-за ее фундаментальных преимуществ, таких как регулируемые профили проплавления, гладкий валик, малое разбрызгивание и высокая скорость сварки (Kah et al. 2009). За последние два десятилетия GMAW стала основной технологией в индустрии роботизированной сварки (Chen and Wu 2009). Тип дуги является важным фактором во многих приложениях; однако явление дуги полностью не объяснено и проявляет неизвестные свойства и поведение.
Использование дуги соответствующего типа при сварке различных материалов с разной толщиной обеспечивает экономию средств, сокращает время производства и улучшает качество. В последнее время важной проблемой стало соединение тонких материалов и материалов, чувствительных к нагреванию. Лучшее понимание явлений дуги может помочь разработать и усовершенствовать интегрированный дизайн промышленных сварочных систем (Iordachescu and Quintino 2008). В связи с растущим разнообразием соединяемых материалов и множеством различных процессов дуговой сварки потребность в понимании различных типов процессов дуговой сварки становится как никогда актуальной.Кроме того, при управлении и изменении процесса сварки знание явления дуги упростит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
Лучшее понимание явлений дуги может помочь разработать и усовершенствовать интегрированный дизайн промышленных сварочных систем (Iordachescu and Quintino 2008). В связи с растущим разнообразием соединяемых материалов и множеством различных процессов дуговой сварки потребность в понимании различных типов процессов дуговой сварки становится как никогда актуальной.Кроме того, при управлении и изменении процесса сварки знание явления дуги упростит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
Это исследование дает краткое введение в характеристики дуги, обсуждает классификацию сварочных дуг, представляет сравнение дуг и обсуждает преимущества и недостатки различных дуг. Наконец, рассматриваются типы сварочных дуг и их роль в промышленном применении.
Характеристики дуги
Сварочную дугу можно рассматривать как проводник газа, который преобразует электрическую энергию в тепловую (Найду и др.2003 г.). В исследовании Ланкастера (1984) сварочная дуга рассматривается как газообразное тело цилиндрической формы, ограниченное температурным градиентом. Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на процесс переноса металла (Pal et al. 2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на Рисунке 1 (Ибрагим Хан 2007).График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и металлы, также влияют на наклон кривой.
Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на процесс переноса металла (Pal et al. 2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на Рисунке 1 (Ибрагим Хан 2007).График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и металлы, также влияют на наклон кривой.
Типичная характеристика дуги по сравнению с законом Ома (Ибрагим Хан 2007 г. ).
Дуговая плазма
Дуговая плазма представляет собой ионизированное состояние сварочного газа и представляет собой смесь почти равных количеств электронов и ионов. Плазма переносит ток дуги. Большую часть тока проводят электроны. В случае дуговой сварки электродом обычно считается катод, а заготовка — анод. Электроны вытекают из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т.е.е. положительный полюс) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, необходимо учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Плазма переносит ток дуги. Большую часть тока проводят электроны. В случае дуговой сварки электродом обычно считается катод, а заготовка — анод. Электроны вытекают из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т.е.е. положительный полюс) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, необходимо учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Существует прямая зависимость между увеличением теплового потока и плотности тока и глубиной сварочной ванны. Увеличение напряжения сдвига в расплавленной ванне способствует протеканию наружу потока в верхней части сварочной ванны, а увеличение давления дуги может привести к более вогнутой поверхности сварочной ванны (Мерфи и др.2009 г.). Однако давление дуги не влияет на плоскостность поверхности сварочной ванны, когда ток составляет менее 200 А (Lin and Eagar 1985; Wang and Tsai 2001).
Температура дуги
Первоначально считалось, что температура сварочной дуги состоит из тепла плазмы дуги, но Кобайн и Бургер (1955) показали, что большая часть тепла, передаваемого на заготовку от электрода, происходит от потока ток в металл..files/image111.png) Позже это понимание было расширено Куигли и др.(1973), которые отметили, что только 20% тепла переносится за счет теплопроводности горячих газов, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др., 2003; Роберт и Месслер, 2004). В некоторых случаях мощность чрезвычайно высока, а температура может подниматься до 50 000 К (Найду и др. 2003).
Позже это понимание было расширено Куигли и др.(1973), которые отметили, что только 20% тепла переносится за счет теплопроводности горячих газов, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др., 2003; Роберт и Месслер, 2004). В некоторых случаях мощность чрезвычайно высока, а температура может подниматься до 50 000 К (Найду и др. 2003).
На температуру плазмы влияют два важных фактора: конкретная плазма и ее плотность (Роберт и Месслер, 2004).При дуговой сварке однокомпонентным газом, которая используется в некоторых сварочных процессах, температура в GMAW ниже, поскольку расплавленные капли, пар и ионы металлов более концентрированы. На рис. 2 показано распределение температуры дуги при сварке алюминия методом GMA при 250 А. Как видно, центральная сердцевина дуги имеет самую высокую температуру, которая изменяется в зависимости от используемого защитного газа (Роберт и Месслер, 2004).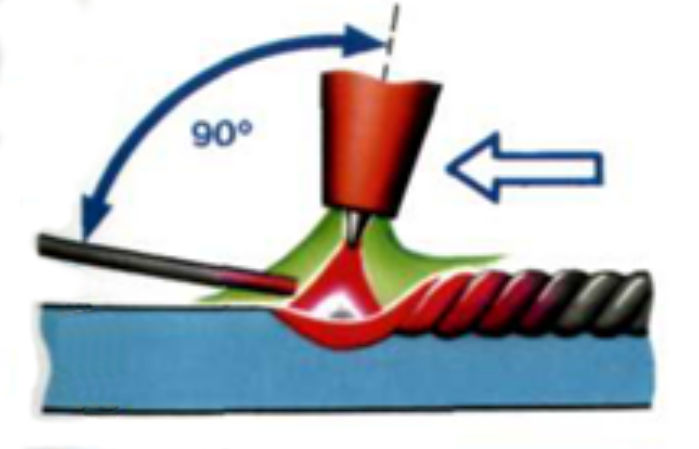
Распределение температуры дуги при сварке GMA алюминия при 250 A (Smårs and Acinger 1968 г. ).
Ток дуги
На процесс сварки влияет несколько факторов, таких как ток дуги, напряжение дуги, скорость перемещения горелки, присадочная проволока и частота вращения (Лу и др. 2009; Мун и др. 2006). При выборе этих параметров следует учитывать количество подводимого тепла и желаемое плавление (Мин и др. 2011). На режим дуги и, следовательно, на качество сварки сильно влияет сила тока (Ху и Цай, 2006). На глубину проплавления также существенно влияет ток дуги.При дуговой сварке металлическим газом увеличение тока дуги увеличивает проплавление шва. Однако повышенное проникновение в стык также увеличивает вероятность прожога и растрескивания при затвердевании. Эксперименты, проведенные Ху и Цай (2006), показали, что более высокий ток приводит к более высокой электромагнитной силе, которая заставляет каплю отделяться от электрода к сварочной ванне. Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Напряжение дуги
Напряжение дуги пропорционально длине дуги.Следовательно, напряжением дуги можно управлять, изменяя длину дуги (Найду и др., 2003). На рис. 3 показаны кривые напряжения дуги типичного источника питания на диаграмме сварочного тока и напряжения. Видно, что небольшое изменение напряжения приводит к очень большому изменению сварочного тока. Как следствие взаимосвязи между сварочным током и напряжением дуги, свойства и геометрия сварного шва могут быть предсказаны (Shoeb et al.2013): сварка высоким напряжением дает очень широкий валик с возможными поднутрениями и вогнутой формой, а сварка тоже низкое напряжение приводит к низкому качеству сварного шва.
Рисунок 3 Саморегулирование напряжения дуги (Найду и др. 2003 г. ).
Как видно из рисунка 3, напряжение значительно изменяется при небольшом изменении длины дуги, в то время как изменение тока незначительно. Следовательно, длина дуги больше влияет на напряжение, чем на сварочный ток. Длина дуги на этой диаграмме разделена на три части: длинную, среднюю и малую, которые представляют собой так называемые кривые источника напряжения.Соединение кривых CC и CV с кривой источника напряжения называется рабочей точкой источника питания и может изменяться в процессе сварки (Найду и др., 2003).
Проникновение дуги
Чтобы определить проникновение дуги, необходимо знать положение дуги, которое рассчитывается на основе таких параметров, как сварочное напряжение, сварочный ток и скорость подачи проволоки. Положение дуги определяется как сумма удлинения проволоки и длины дуги. На рисунке 4 эти параметры показаны для GMAW как L и L a , соответственно.Расстояние между сварочной горелкой и заготовкой составляет H , а параметр P отображает глубину проплавления (Ивата и др.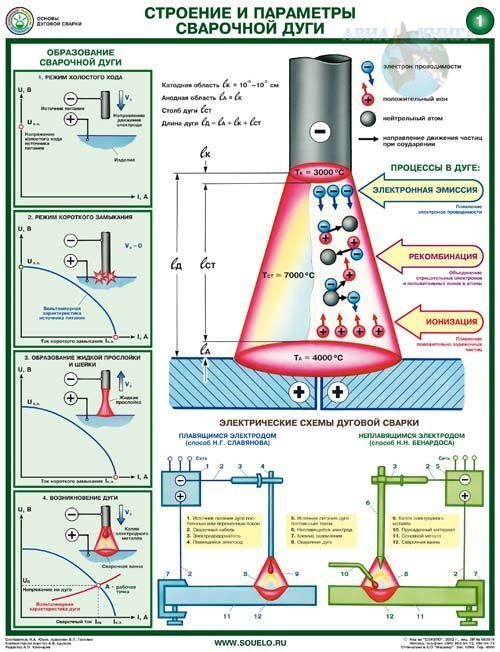 2009a, b).
2009a, b).
Параметры для прогнозирования положения дуги (Ивата и др. 2009a , б ).
На рис. 5 показана взаимосвязь между положением дуги и проплавлением при сварке плоских листов под флюсом.Подгоночная линия на графике показывает, что значения глубины проникновения дуги и положения дуги очень близки. Таким образом, связь такая, как и ожидалось (Ивата и др. 2009a, b).
Рисунок 5Сравнение прогнозируемой и фактической глубины проникновения для ПАВ (Ивата и др. 2009a , б ).
Эффективность дуги
Эффективность дуги является важным фактором в процессах дуговой сварки и обычно объясняется как вклад тепла в металл, деленный на общую тепловую энергию дуги (Eagar 1990a). Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием эффективности дуги по формуле, показанной в уравнении 1 (Gunaraj and Murugan, 2002):
Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием эффективности дуги по формуле, показанной в уравнении 1 (Gunaraj and Murugan, 2002):
$$ \ mathrm {Heat} \; \ mathrm {input} \ left (\ frac {\ mathrm {kJ}} {\ mathrm {cm}} \ right) = \ frac {\ mathrm {Arc} \; \ mathrm {Voltage} \ times \ mathrm {Arc} \; \ mathrm {current}} {\ mathrm {Welding} \; \ mathrm {скорость} \ times 1000} \ times \ mathrm {Arc} \; \ mathrm {эффективность} $$
(1)
Стабильность дуги
Стабильность дуги — еще одна важная характеристика дуговой сварки. На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
Свойства идеальной и стабильной сварочной дуги следующие (Suban and Tusek 2003): (i) форма всего переносимого материала постоянна, (ii) длина дуги постоянна, и (iii) существует небольшое количество брызг или их полное отсутствие.
При сварке плавящимся электродом, например GMAW, стабильность дуги зависит от поведения корня дуги (Коста и др., 2010). Еще одним фактором стабильности дуги является смесь защитного газа. Стабильность дуги ниже в газовой смеси с повышенным содержанием углекислого газа (CO 2 ). На рисунке 6 показано, что большая длина дуги и более тонкое изотермическое распределение — две характеристики смеси с низким содержанием диоксида углерода (Pires et al. 2007).
2007).
Распределение температуры для смесей: высокое (слева) и низкое (справа) содержание диоксида углерода. Для того же тока и напряжения I 1 выше, чем I 2 (Пирес и др., 2007)
Удар дуги
Удар дуги — это явление, при котором дуга имеет тенденцию отделяться от точка сварки, как если бы дул сильный ветер (Найду и др., 2003). Причиной возникновения дуги является дисбаланс магнитного поля, окружающего заготовку (Gerbec 2009). Обычно это явление возникает в трех ситуациях: (i) направление тока изменяется, (ii) вокруг сварочной дуги есть магнитные материалы, и (iii) магнитные материалы находятся рядом с краем пластины (Naidu et al.2003 г.). Дуговая дуга обычно наблюдается только при высоких сварочных токах постоянного тока. Этого можно избежать, снизив уровень тока, используя сварочный ток переменного тока и размагничивая приспособление (Gerbec 2009). Напряжение дуги влияет на отклонение дуги, так что дуга с более низким напряжением короче и жестче и имеет лучшее сопротивление отклонению, чем дуга с более высоким напряжением дуги.
Как упоминалось ранее, тепловая энергия дуги создается за счет электрических реакций между анодом и катодом внутри плазмы.2 $$
(2)
В данной формуле и α , и β являются константами, l s — удельное сопротивление электрода, α ω — это площадь поперечного сечения проволоки, а I — сварочный ток (Найду и др., 2003).
Пинч-эффект
Дуга во всех проводниках, по которым проходит ток, окружена магнитным полем (Luksa 2006).При дуговой сварке площадь поперечного сечения плавящегося электрода меняется, а направление электромагнитной силы зависит от направления потока сварочного тока. Магнитное поле имеет силу, направленную к центру дуги, так называемую силу Лоренца. С увеличением силы тока увеличивается сила тока и радиальное сужение дуги из-за большей магнитной силы. Этот процесс называется пинч-эффектом (Дзельницки, 2000; Роберт, Месслер, 2004). Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Пинч-эффект при коротком замыкании передачи (Nadzam 2006 г. ).
Когда площадь поперечного сечения электрода увеличивается, сила Лоренца действует в том же направлении, что и ток. Уменьшение площади поперечного сечения электрода заставляет силу Лоренца действовать в направлении, обратном току.Сила Лоренца может действовать двумя способами, отделяя капли от наконечника электрода до сварочной ванны. Во-первых, если электрод положительный и размер капли больше диаметра проволочного электрода, магнитная сила разделяет каплю. Во-вторых, есть сужение или сужение. В этом случае магнитная сила действует в обоих направлениях от точки сужения (Роберт и Месслер, 2004).
Типы дуги
После первой классификации типов дуги в 1976 г. (Lancaster 1984) было предложено несколько дополнительных классификаций.Короткая дуга, шаровидная дуга и дуга со струйным переносом — это три основных классификации типов дуги Американского сварочного общества (AWS) (Iordachescu and Quintino 2008). Международный институт сварки (IIW) в 1984 г. разделил типы дуги струйного распыления на три категории: (i) капельное или спроецированное распыление, (ii) вращающееся распыление и (iii) струящееся распыление (Iordachescu and Quintino 2008; Lancaster 1986). ). Норриш (2003), а затем Пономарев и др. (2003) изменили эту категоризацию. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами.Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).
Таблица 1 суммирует попытку классификации переноса металла. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).Текущая классификация дуги IIW показана в таблице 2. Таблица также включает пример процесса сварки и доминирующую силу для каждого типа режима переноса (Iordachescu and Quintino 2008; Robert and Messler 2004).
Таблица 1 Сводная информация об эволюции режима переноса металла Таблица 2 IIW классификация режимов переноса металла и примеры сварочных процессов a Различные факторы побудили усилия по классификации дуги и переноса металла, в том числе необходимость лучшего понимания процесса, чтобы иметь возможность лучше его исследовать и контролировать. Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкивающийся, взрывной) перенос металла.
Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкивающийся, взрывной) перенос металла.
При мостовом переносе расплавленный металл растет, пока не коснется сварочной ванны. Возникает короткое замыкание и повышается ток; таким образом, сужение и разрыв отделяют каплю. При переносе в полете нет контакта между электродной проволокой и сварочной ванной (Li and Zhang 2007).Если размер капель, оторвавшихся от электрода до расплавленной сварочной ванны, меньше диаметра электродной проволоки, то в дуговом режиме проецируется режим распыления. Если расплавленный металл от электрода вращается, это называется вращающейся струей дуги. Спроецированное распыление в основном называется распылительной дугой для упрощения терминологии (Роберт и Месслер, 2004). Характеристики, которые обычно типичны для проецируемой струйной дуги, — это устойчивый отрыв, малое разбрызгивание, постоянный размер капли и прямой перенос капель. Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Режимы дуги связаны с напряжением дуги и уровнем тока. Изменяя эти два параметра, можно изменять режимы дуги. При небольшом токе капля не образуется, пока не коснется сварочной ванны; этот режим дуги представляет собой так называемую короткую дугу. Режим дуги меняется на шаровую дугу, когда ток увеличивается так, что создается небольшая электромагнитная сила (Wang et al. 2004). В шаровой дуге диаметр капли больше, чем у электрода, и капля образуется под действием силы тяжести.При дальнейшем увеличении тока тип дуги меняется на спроецированную дугу с разбрызгиванием, затем на струящуюся дугу и, наконец, на вращающуюся дугу (Li and Zhang 2007). Различные типы дуг могут быть показаны на диаграммах напряжения и тока дуги.
В качестве иллюстрации влияния тока, напряжения и состава защитного газа Иордакеску и Квинтино на заседании IIW в 2003 году классифицировали типы дуги на основе «естественных режимов переноса». Однако сегодня из-за использования более развитых контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
Однако сегодня из-за использования более развитых контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
IIW классификация переноса металла, отображаемая на диаграмме напряжения дуги и сварочного тока (Пономарев и др. 2003 г. ).
Переходный ток был важной темой в типе дуги при сварке GMA.Он устанавливает предел между шаровой дугой и дугой со струйным переносом и определяет рабочие условия процесса сварки, как было предложено Пономаревым и др. (2003) на рисунке 8. Согласно Иордакеску и Квинтино (2008), может быть второй ток перехода между короткой дугой и шаровидной дугой, как показано на рисунке 9. Цель предложения — охватить как обычную, так и проецируемую струю.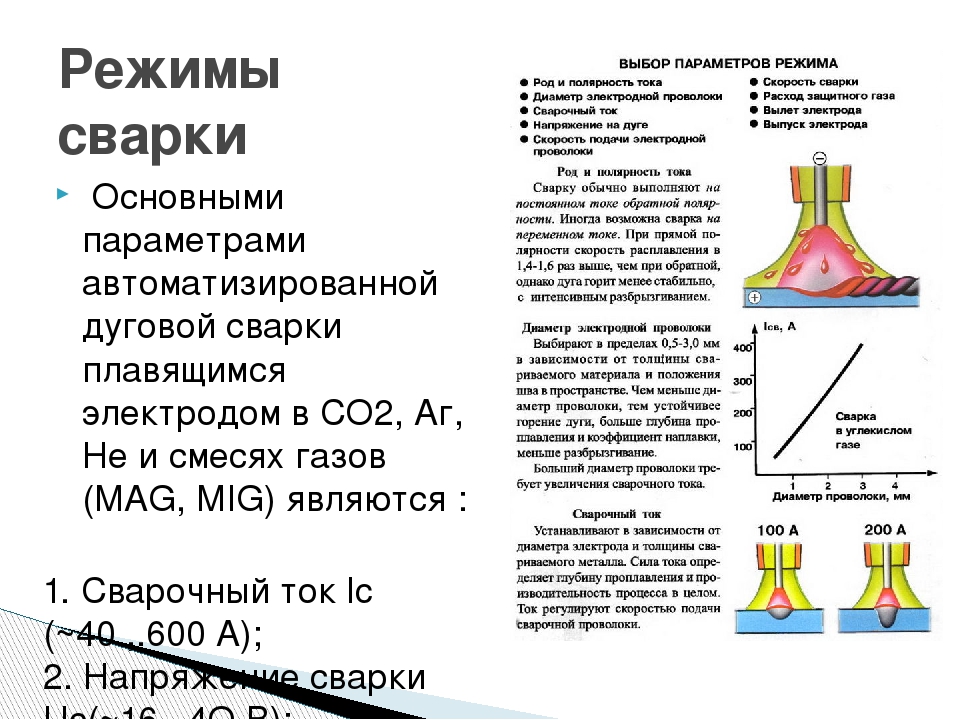 .
.
Основные режимы передачи. Диаграмма U (I) на основе классификации Иордакеску и Кинтино (2008).
Помимо второй линии переходного тока, исследование Иордакеску и Квинтино (2008) предложило новую классификацию режима переноса дуги в GMAW в зависимости от тока, напряжения и защитного газа: короткое замыкание, глобулярная капля, шаровидный отталкивающий, капельный, струйный и вращающийся режимы переноса. Рисунок 9 иллюстрирует эту классификацию дуг в GMAW (Иордакеску и Квинтино, 2008). На рисунке показаны контролируемый, основной и переходный режимы на той же диаграмме, и каждая часть разделена зонами переходного тока.Первый переходный ток разделяет контролируемую и основную моды, а второй переходный ток разделяет области спрея и глобулярной основной группы. Кроме того, режим дуги меняется с увеличением сварочного тока и напряжения дуги. На рисунке показано, что электрический ток при переносе короткой дуги ниже, чем в других типах дуг, и что вращающийся перенос требует большого тока.
В таблице 3 показан режим переноса типа дуги из классификации стандартов DIN для сварки GMA (Iordachescu and Quintino 2008).Размер капель и режим переноса металла также названы для каждого типа дуги. Знание типа дуги и соответствующего режима переноса уменьшается, если игнорировать их соответствующее применение. Важность соответствующих приложений возрастает с разработкой нового термочувствительного металла (Matusiak and Pfeifer 2011).
Таблица 3 Классификация переноса металла при сварке GMA в соответствии со стандартами DIN (Iordachescu and Quintino 2008 г. )Сравнение различных типов дуги: преимущества и недостатки
В этом разделе дается сравнение типов сварочной дуги.Список сварочной дуги состоит из естественного и контролируемого типов. В таблице 4 представлена сравнительная таблица основных свойств типов дуги. В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, как следствие, низкую производительность с точки зрения качества сварки. Кроме того, работа невозможна во всех положениях, кроме короткой дуги. Управляемая дуга обеспечивает более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровидной дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного подводимого тепла. Управление нацелено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровой дуги может быть успешно уменьшена за счет управления скрытой дугой, проплавление увеличивается, а разбрызгивание подавляется.
В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, как следствие, низкую производительность с точки зрения качества сварки. Кроме того, работа невозможна во всех положениях, кроме короткой дуги. Управляемая дуга обеспечивает более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровидной дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного подводимого тепла. Управление нацелено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровой дуги может быть успешно уменьшена за счет управления скрытой дугой, проплавление увеличивается, а разбрызгивание подавляется. Импульсное управление — наиболее стабильная дуга с большим диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Импульсное управление — наиболее стабильная дуга с большим диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Применение различных типов дуги
Правильный выбор типа дуги может снизить риск появления дефектов сварки и повысить производительность.В этом разделе обсуждаются применения дугового типа. Обсуждение начинается с естественной дуги, затем следует управляемая дуга. Обсуждение основано на сравнительной характеристике из таблицы 4 относительно их применения, а в таблице 5 представлены типы дуги и их применения.
Таблица 5 Сварочная дуга и ее применениеКороткая дуга
Короткая дуга подходит для приложений, требующих низкого тепловложения, и позволяет соединять тонкие материалы и листы в любом положении. Это хороший выбор, когда необходимо минимизировать деформацию конструкции. Он подходит для сварных швов с канавками в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и сварных швов с плоскими кромками. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Его можно использовать с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали с толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального чрезмерного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al.
Это хороший выбор, когда необходимо минимизировать деформацию конструкции. Он подходит для сварных швов с канавками в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и сварных швов с плоскими кромками. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Его можно использовать с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали с толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального чрезмерного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al. 2005). Плохая производительность обычной короткой дуги является результатом ограниченной способности источника питания управлять каждой последовательностью режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе при сварке листового металла.
2005). Плохая производительность обычной короткой дуги является результатом ограниченной способности источника питания управлять каждой последовательностью режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе при сварке листового металла.
Шаровая дуга
Режим шаровидной дуги имеет мало применений из-за множества недостатков. Из-за размера капли (больше диаметра электрода) она может неожиданно коснуться сварочной ванны и вызвать короткое замыкание. Корень дуги очень подвижен, поэтому силы дуги имеют тенденцию перемещать каплю неравномерно, что вызывает высокий уровень разбрызгивания и нестабильность сварного шва.Кроме того, расплавленный металл не ускоряется по направлению к сварочной ванне, что приводит к неглубокому и широкому сварному шву. Крупные капли отделяются на низких частотах (<10 Гц), что снижает производительность.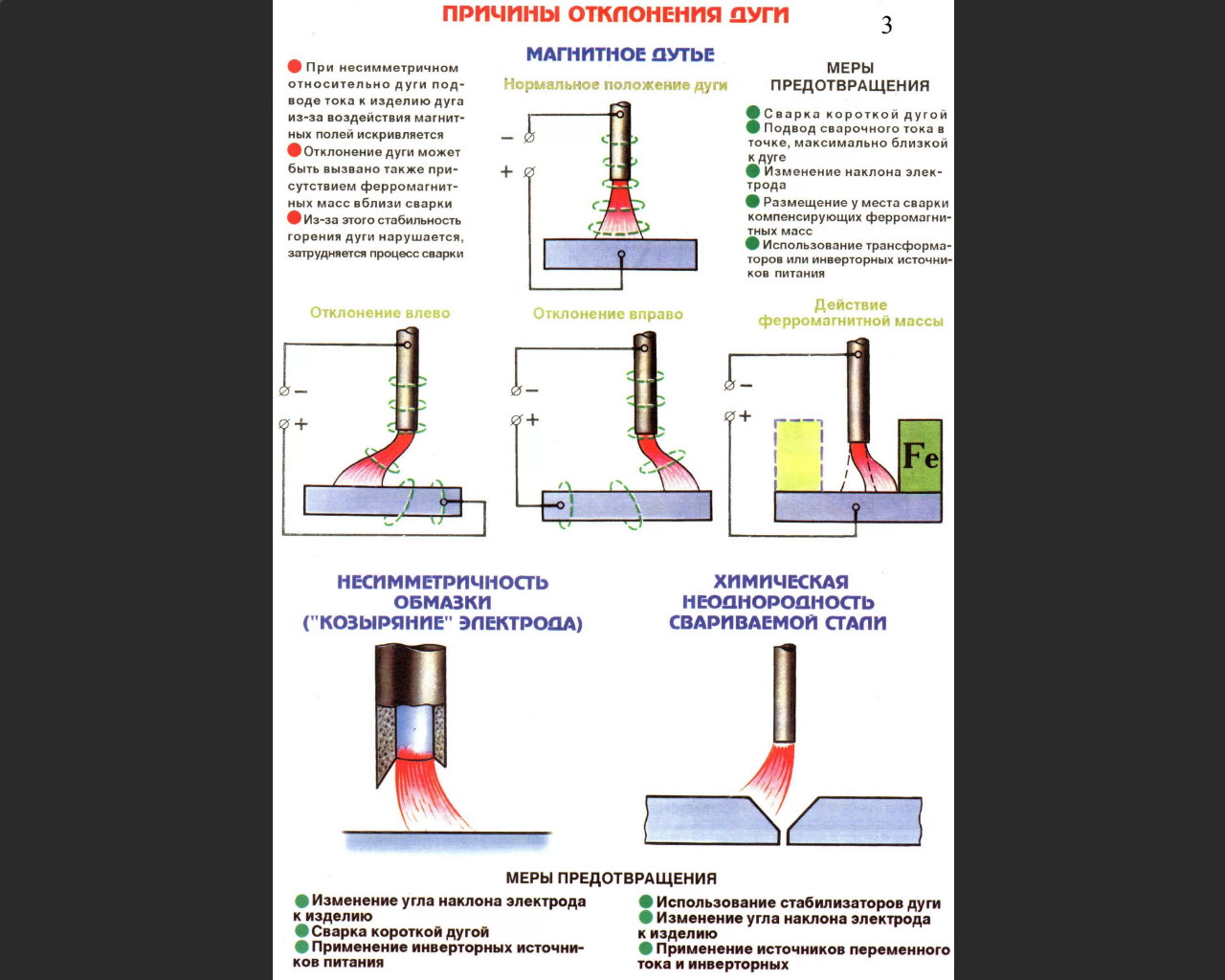 Следовательно, режим глобальной дуги ограничивается сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги — это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Следовательно, режим глобальной дуги ограничивается сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги — это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Распылительная дуга
Распылительная дуга требуется для более толстого сечения, чем короткая дуга. Он очень подходит, когда требуется высокая скорость наплавки и когда требуется глубокое проплавление для сварки массивных основных материалов, которые могут выдерживать большое количество тепла. Большая сварочная ванна затрудняет сварку в вертикальном или потолочном положении, особенно в случае простой углеродистой стали и нержавеющей стали. При соединении сталей ток перехода можно варьировать в большей степени, чем при сварке алюминиевых сплавов. Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистыми сталями (Lyttle and Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b). ; Джеффус и Бауэр 2010). Несмотря на преимущества традиционной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Следовательно, образуется большое количество дыма, брызг и тепла. Недостаточный контроль может отрицательно сказаться на качестве сварки. Следует также отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистыми сталями (Lyttle and Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b). ; Джеффус и Бауэр 2010). Несмотря на преимущества традиционной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Следовательно, образуется большое количество дыма, брызг и тепла. Недостаточный контроль может отрицательно сказаться на качестве сварки. Следует также отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Управляемая дуга короткого замыкания
Эти типы дуги относятся к категории режимов с управляемой формой волны. Отделение капель во время короткого замыкания контролируется, чтобы уменьшить образование брызг и дыма и повысить производительность (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), перенос поверхностного натяжения (STT): (Lincoln Electric), холодный процесс (CP). : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, с почти всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также соединения алюминиевых сплавов.
Отделение капель во время короткого замыкания контролируется, чтобы уменьшить образование брызг и дыма и повысить производительность (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), перенос поверхностного натяжения (STT): (Lincoln Electric), холодный процесс (CP). : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, с почти всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также соединения алюминиевых сплавов. Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка листов сверхлегкой толщины как в ручном, так и в автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка листов сверхлегкой толщины как в ручном, так и в автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Управляемая шаровая дуга
В этом режиме дуга используется в диапазоне тока шаровидной дуги, но с короткой длиной дуги. Это позволяет дуге работать под поверхностью сварочной ванны (так называемая «скрытая дуга») и использовать давление дуги экранированного CO 2 для улавливания брызг. По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской отраслях для сварки узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку, тройников и стыковых соединений с квадратной канавкой. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях при стыковой сварке кузова и полуавтоматической сварке рамы и кузова (Kielhorn et al.
По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской отраслях для сварки узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку, тройников и стыковых соединений с квадратной канавкой. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях при стыковой сварке кузова и полуавтоматической сварке рамы и кузова (Kielhorn et al. 2001; Aoki et al. 2003; Kah et al. 2013).
2001; Aoki et al. 2003; Kah et al. 2013).
Управляемая дуга со струйной струей
Для управления подводом тепла и уменьшения образования брызг и дыма были разработаны источники питания, способные выпускать одну каплю в течение последовательности дуги и импульсов. В дуге используется постоянный ток (например, импульсный GMAW) или переменный ток (например, AC-GMAW) с различными формами волны тока. Импульсная дуга может использоваться во всех положениях сварки и с любой толщиной основного материала как в ручных, так и в автоматических сварочных системах. Сварка вне положения также возможна из-за уровня тока ниже среднего.Из-за низкого тепловложения этот режим подходит для заполнения зазоров. Он широко используется в GMAW алюминия (Kah et al. 2012). Этот метод подходит для сварки всех стандартных и высокоэффективных марок нержавеющей стали, когда используются присадочные металлы на основе никеля или нержавеющей стали. Высоколегированные стали также можно сваривать импульсной дугой. Супераустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимизированными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроении, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с флюсовым сердечником (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle и Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Супераустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимизированными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроении, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с флюсовым сердечником (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle и Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Дуга повышенной мощности
Перенос металла потоком и вращением происходит в более высоких диапазонах мощности. Вращение расплавленного металла является результатом более длинного вылета электрода (от 25 до 35 мм) и более высоких значений тока и напряжения, из-за которых струя металла отклоняется от оси симметрии и начинает вращаться под действием магнитных сил. Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима, его можно использовать при производстве больших и тяжелых конструктивных деталей (Church and Imaizumi 1990). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченные допуски, Субан и Тусек (2003) указали, что двоичный защитный газ (аргон и CO 2 ) может дать удовлетворительные результаты при оптимальных параметрах сварки.Полное использование его потенциала происходит в полностью механизированных процедурах (Masseti 2010). Крупномасштабные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот лишь некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а благодаря специальным маленьким вращающимся горелкам, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, на мостах и т.
Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима, его можно использовать при производстве больших и тяжелых конструктивных деталей (Church and Imaizumi 1990). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченные допуски, Субан и Тусек (2003) указали, что двоичный защитный газ (аргон и CO 2 ) может дать удовлетворительные результаты при оптимальных параметрах сварки.Полное использование его потенциала происходит в полностью механизированных процедурах (Masseti 2010). Крупномасштабные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот лишь некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а благодаря специальным маленьким вращающимся горелкам, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, на мостах и т. д. Пластины из углеродистой стали (Ивата и др.2009а, б; Ян и др. 2009; Christensen et al. 2005).
д. Пластины из углеродистой стали (Ивата и др.2009а, б; Ян и др. 2009; Christensen et al. 2005).
(PDF) Моделирование теплообмена в зоне плавления при ручной дуговой сварке металла с различной толщиной шва
капли одновременно в дизайне V-образной канавки
пластин. Сварка — это сложный процесс
, который включает в себя множество независимых переменных
, которые управляют окончательной микроструктурой и
механическими свойствами сварных соединений.
Эти переменные: сварочный ток, сварочное напряжение
, скорость сварки и толщина сварного шва
. Причины процесса сварки плавлением
трудно анализировать и моделировать
численными методами. Эти
трудности включают материальные и термические свойства
, на которые влияет теплопередача.
В настоящей работе трехмерная модель
, основное усилие будет
Использовано применение метода контрольного объема
(CVM) в моделировании быстрых процессов затвердевания
(Chol и
J. Мазумдер, 2002). Этот метод
Мазумдер, 2002). Этот метод
подходит для проблем, когда происходит изменение фазы
и перемещение интерфейса на
приводит к высокой температуре. (Муруган и др., 2001)
исследовали остаточные напряжения и
распределение температуры сварных швов нержавеющей стали AISI 304
и низкоуглеродистой стали.
Они использовали процесс ручной дуговой сварки металлическим электродом
для сварки листов толщиной 6, 8 и
12 мм. Они обнаружили, что диапазон температур
(250 ° C и 700 ° C) важен
в отношении образования остаточных напряжений
как в сварных швах нержавеющей стали, так и в сварных швах углеродистой стали
с низким содержанием углерода.(Cristiene et al 2002)
изучил метод имитации обратного отжига
, чтобы оценить историю температуры
, используя метод конечных элементов
в газовой вольфрамовой дуговой сварке (GTAW)
заготовки. Испытательная пластина была изготовлена из нержавеющей стали
AISI 304 с размерами
(0,2 м × 0,05 м × 0,004 м). В этом случае двумерная модель
В этом случае двумерная модель
с движущимся источником тепла
, использующая метод конечных разностей, составляющая
входящего теплового потока, который проходит
в заготовку.Результаты показывают хорошее соответствие
между прогнозируемой
и измеренной температурой. (Moneer et al.,
,и др. 2006) изучали оценку и моделирование
угловой деформации в
сварных швах. Для сварки
пластин из низкоуглеродистой стали (A-283-C) они использовали процесс дуговой сварки защищенным металлом
(SMAW).
Температурные распределения получены
методом конечных разностей. Целью
данной работы является изучение влияния толщины сварного шва
на микроструктуру сварных соединений
, прогноз цикла охлаждения
и сравнение результатов экспериментального и численного анализа
.
ЭКСПЕРИМЕНТАЛЬНАЯ РАБОТА
Металл плиты и подготовка
Низкоуглеродистая сталь (AISI 1012) была использована в этой работе
, она широко используется в трубах
, конструкциях резервуаров для хранения, сельскохозяйственном оборудовании
и других приложениях. Химический состав
Химический состав
низкоуглеродистой стали
показан в Таблице 1, а механические свойства
AISI-1012 показаны в Таблице 2
(Ричард С. Сабо, 1999). В процессе ручной дуговой сварки металла
использовались три пластины
из низкоуглеродистой стали размером
с половинной пластиной (120 мм 30 мм) и толщиной
8 мм, 10 мм и 16 мм.
Пластины были подготовлены фрезерованием на станке
с обеих поверхностей и конструкции V-single
, тип стыкового соединения разработан путем обработки образца
под углом (30o)
с обеих сторон, как показано на Рисунке 1.
Таблица 1. Химический состав низкоуглеродистой стали (AISI-1012)
Элемент C
%
Si
%
Mn
% P% S
%
Cr
%
Mo
Mo
%
Ni
%
Cu
%
Ti
%
V
%
Fe
%
мас.% 0.12 0,024 0,40 0,020 .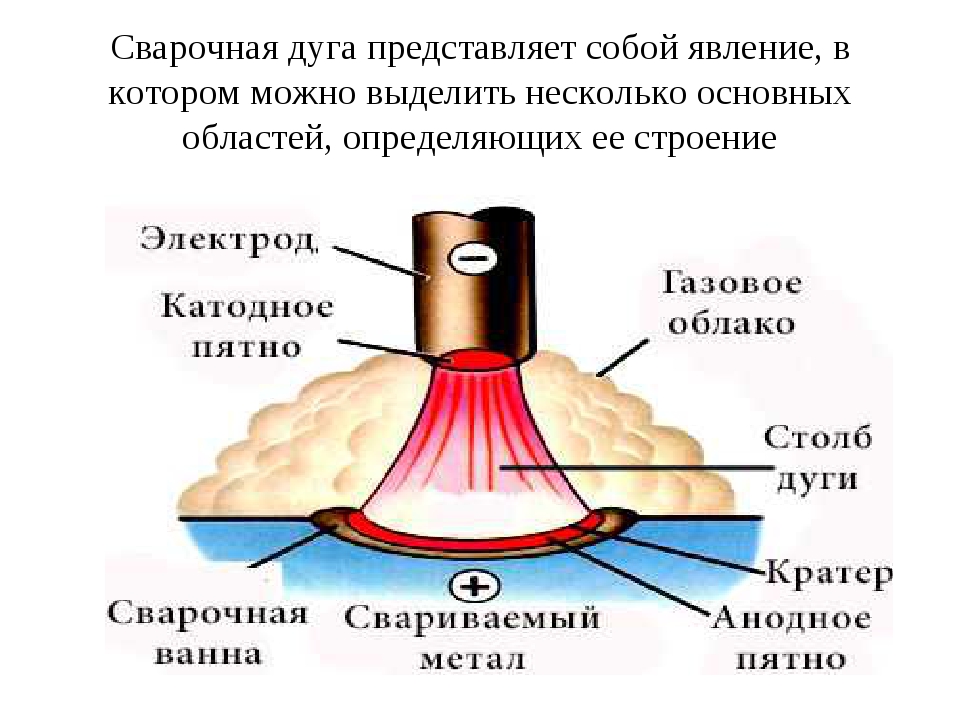 045 .081 .02 .02 .053 .006 .01 Rem
045 .081 .02 .02 .053 .006 .01 Rem
Введение в дуговую сварку — технологические трубопроводы
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Дуговая сварка — это процесс, который используется для соединения металла с металлом с использованием электричества для создания тепла, достаточного для плавления металла, а расплавленные металлы при охлаждении приводят к их связыванию. Поскольку соединение представляет собой смесь металлов, окончательное сварное соединение потенциально имеет те же прочностные свойства, что и металл деталей.Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. Д.), В которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой с помощью источника сварочного тока. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка.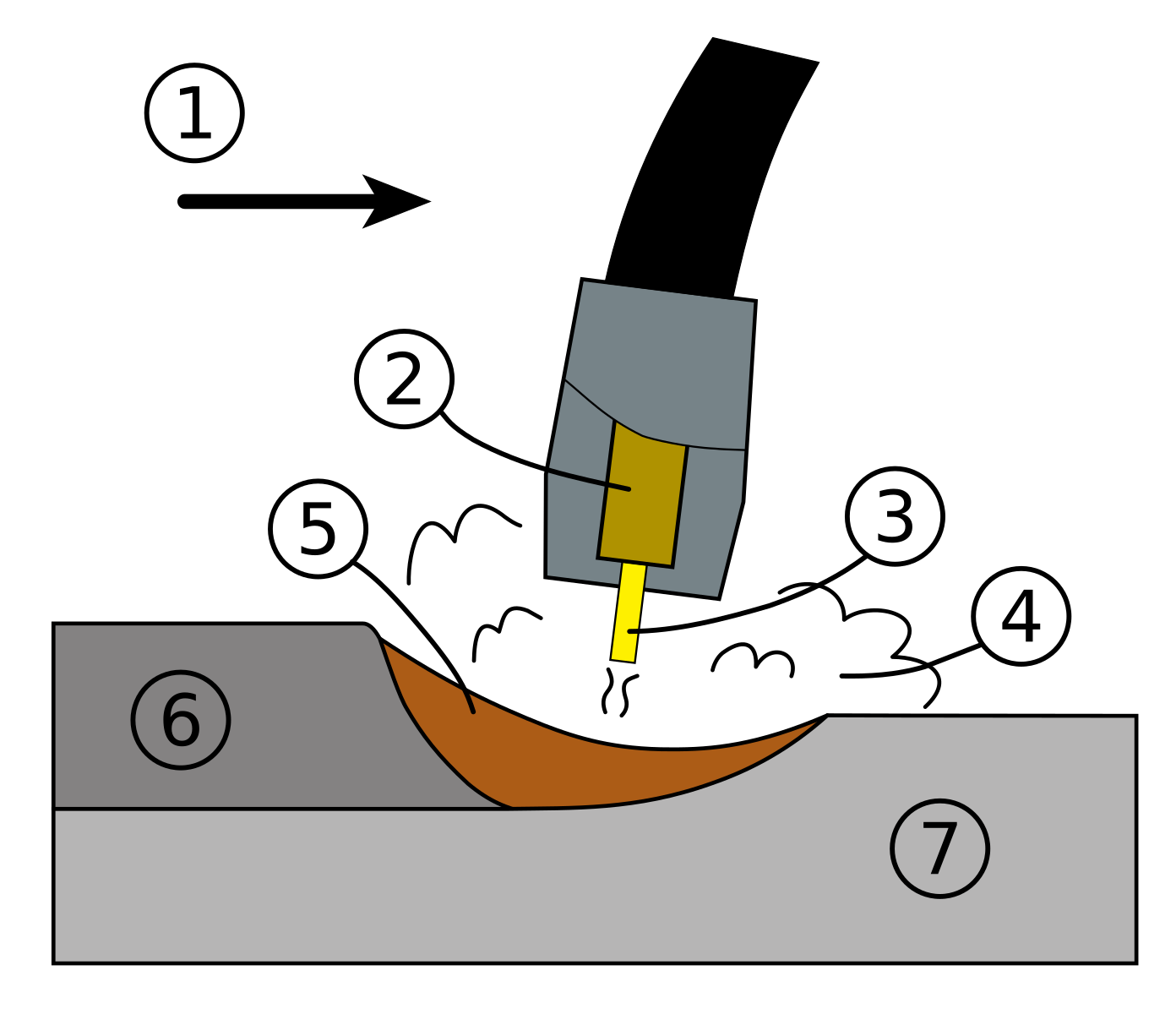 Электродом может быть стержень, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных операций при производстве стальных изделий используется электрод второго типа. Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Электродом может быть стержень, который просто пропускает ток между наконечником и изделием.Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных операций при производстве стальных изделий используется электрод второго типа. Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Схема базовой дуговой сварки
Базовая схема дуговой сварки проиллюстрирована на рисунке 1. Источник питания переменного или постоянного тока, оснащенный любыми необходимыми элементами управления, подключается рабочим кабелем к заготовке и «Горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте. Дуга создает температуру около 6500ºF (или 3600ºC) на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Рисунок 1 — Принципиальная электрическая схема дуговой сварки
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Таким образом, многие процессы дуговой сварки предоставляют некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано, как покрытие покрытого (стержневого) электрода обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. Шлак защищает свежий сварной шов от воздуха.
Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители. На рис. 2 показано, как покрытие покрытого (стержневого) электрода обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. Шлак защищает свежий сварной шов от воздуха.
Рисунок 2 — Экранирование сварочной дуги
Основы Arc
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Передача поверхностного натяжения — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения.
- Spray Arc — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического пинцета, толкающего ее в ванну расплава.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, расположенным над ним, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Электроды
При дуговой сварке электрод используется для пропускания тока через заготовку для сплавления двух частей вместе.Он изготовлен из материалов, аналогичных по составу свариваемому металлу. Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания. Электроды необходимо хранить в защищенной от влаги среде и осторожно извлекать из любой упаковки
В зависимости от процесса, электрод является либо расходуемым, в случае дуговой сварки металлическим газом или дуговой сваркой в среде защитного металла, либо неплавящимся, например, при дуговой сварке газом вольфрамовым электродом.
Расходуемые электроды
Расходуемые электроды — это электроды, которые плавятся или расходуются в процессе сварки. Эти электроды изготовлены из материалов с низкой температурой плавления. При поджигании электрода и заготовки дуга начинает плавить конец электрода. Расплавленный электрод переносится на заготовку в виде металлических капель. Они состоят из разных материалов в зависимости от потребности и химического состава соединяемых металлов. Наиболее часто используемый материал сердечника — это низкоуглеродистая сталь, низколегированная сталь и никелевая сталь.Расходный электрод может помочь в процессе лучшего удаления примесей.
Эти электроды изготовлены из материалов с низкой температурой плавления. При поджигании электрода и заготовки дуга начинает плавить конец электрода. Расплавленный электрод переносится на заготовку в виде металлических капель. Они состоят из разных материалов в зависимости от потребности и химического состава соединяемых металлов. Наиболее часто используемый материал сердечника — это низкоуглеродистая сталь, низколегированная сталь и никелевая сталь.Расходный электрод может помочь в процессе лучшего удаления примесей.
Расходные электроды можно разделить на следующие группы:
- Электроды без покрытия — На них нет флюсового покрытия. Только сплав или металлическая проволока.
- Электроды с легким покрытием — Это электроды с коэффициентом покрытия 1,25. (Коэффициент покрытия = диаметр электрода / диаметр сердечника проволоки).
- Электроды со средним покрытием — Они имеют коэффициент покрытия около 1. 45.
- Электрод с сильным покрытием — Коэффициент покрытия составляет от 1,6 до 2,2.
 45.
45.Нерасходуемые электроды
Неплавящиеся электроды — это электроды, которые не плавятся и не расходуются в процессе сварки. В этих электродах используются материалы с высокой температурой плавления. При сварке этими электродами необходим присадочный металл, чтобы заполнить зазор между двумя металлическими частями. Наиболее часто используемый материал сердечника — это углерод (точка плавления 6700 ° F), чистый вольфрам (MP 6150 ° F) или легированный вольфрам.Вольфрамовые электроды намного дороже угольных или графитовых электродов. Электроды из вольфрамового сплава также более дорогие.
Наиболее распространенные методы дуговой сварки
Существуют различные методы дуговой сварки. Ниже приводится обзор различных методов дуговой сварки. Подробности о каждом процессе дуговой сварки будут подробно описаны в отдельных сообщениях блога.
Дуговая сварка порошковой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как излучающий флюс защищает дугу от воздуха, для неэмиссионных флюсов могут потребоваться защитные газы. Он идеально подходит для сварки плотных участков толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
В то время как излучающий флюс защищает дугу от воздуха, для неэмиссионных флюсов могут потребоваться защитные газы. Он идеально подходит для сварки плотных участков толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость наплавки металла шва.
Газовая дуговая сварка металла (GMAW)
СваркаGMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому вы можете сваривать несколько слоев. Этот метод имеет несколько преимуществ: простой, универсальный, экономичный, низкотемпературный и легко автоматизированный.Это популярный способ сварки тонких листов и профилей.
Газовая дуговая сварка вольфрамом (GTAW)
Сварка GTAW или TIG часто считается самой сложной. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон, гелий или их смесь. При необходимости к присадочной проволоке добавляют расплавленный материал. Этот метод намного «чище», поскольку он не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Этот метод намного «чище», поскольку он не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Плазменно-дуговая сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные на зону сварки.Поскольку форсунки очень горячие, этот метод предназначен для узких и глубоких сварных швов. PAW также хороша для увеличения скорости сварки.
Дуговая сварка защищенного металла (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Дуга возникает, когда наконечник покрытого электрода касается зоны сварки, а затем отводится для поддержания дуги. Тепло плавит наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Дуговая сварка под флюсом (SAW)
SAW работает с гранулированным флюсом, который во время сварки создает толстый слой, который полностью покрывает расплавленный металл и предотвращает образование искр и брызг.