Тест с ответами: “Котельное оборудование”
1. Укажите температуру воздуха, при которой разрешается выполнять сварку деталей:
а) Не ниже 0 °С. +
б) Не ниже минус 5 °С.
в) Не ниже минус 15 °С.
2. Перед установкой штуцера в коллектор или трубу поверхность вокруг отверстия со стороны наложения сварного шва должна быть зачищена. Укажите ширину зачистки:
а) 5…10 мм.
б) 15…20 мм. +
в) 10…15 мм.
3. Укажите, с какой стороны рекомендуется выполнять прихватки при сборке конструкций, свариваемых дуговой сваркой с двух сторон:
а) Со стороны шва, свариваемого первым
б) С любой стороны
в) Со стороны шва, свариваемого вторым +
4. Укажите, что является браковочным признаком при проверке стойкости вольфрамового электрода:
а) Образование на рабочем заточенном на конус электроде шарообразной поверхности +
б) Хрупкость при ударных нагрузках
в) Образование на электроде трещин
5. Допускаются ли прожоги в сварных соединениях:
а) Да
б) Да, только снаружи
6. Укажите диаметр присадочной проволоки для ручной аргонодуговой сварки стыка трубы до 219 мм:
а) 3,5…6 мм.
б) 1,6…3,0 мм. +
в) 0,5…1,5 мм.
7. Нужно ли менять светофильтры в зависимости от величины сварочного тока:
а) Менять при величине тока свыше 200 А.
б) По усмотрению сварщика
в) Следует менять в любом случае +
8. Какие марки преобразователей используются для механизированной сварки (наплавки) в защитных газах:
а) ПСГ-500-1, ПСУ-300, ПСУ-500-2 +
б) ВС-300У3, ВДУ-506У3, ВДУ-601У3
в) ВД-201У3, УДГ-350УХЛ
9. Какие сварщики допускаются к сварке и прихватке при монтаже или ремонте трубопроводов пара или горячей воды:
а) Сварщики имеющие стаж по сварке не менее 5 лет
б) Сварщики 5 и 6 разрядов
в) Аттестованные на соответствующие виды работ согласно “Правил аттестации сварщиков и специалистов сварочного производства” +
10. Как влияет увеличение расстояния от сопла горелки до поверхности металла:
б) Ухудшается газовая защита зоны сварки, что приводит к образованию пор +
в) Улучшается газовая защита зоны сварки, что позволяет увеличить скорость сварки
11. Какие рекомендуются род тока и полярность при аргонодуговой сварке (наплавке) неплавящимся электродом из низкоуглеродистой стали:
Какие рекомендуются род тока и полярность при аргонодуговой сварке (наплавке) неплавящимся электродом из низкоуглеродистой стали:
а) Постоянный ток прямой полярности +
б) Переменный
в) Постоянный ток обратной полярности
12. Для чего применяется осциллятор на рабочем месте:
а) Изменения величины напряжения при сварке
б) Для легкого возбуждения дуги на малых токах +
в) Повышения стабильности горения дуги
13. Допускаются ли трещины в сварных соединениях:
а) Нет +
б) Да
в) Да, только продольные
14. Укажите высоту слоя (валика) при ручной аргонодуговой сварке стыков труб малых диаметров (менее 100 мм) из углеродистых и теплоустойчивых сталей:
б) Не менее пяти диаметров присадочной проволоки
в) 2…4 мм. +
15. Следует ли подогревать углекислый газ перед выполнением сварки:
а) Следует +
б) По усмотрению сварщика
в) Не следует
16. Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на остающемся подкладном кольце:
а) От 1 до 2-х мм.
б) От 2-х до 3-х мм. +
в) От 1 до 3-х мм.
17. Каким должен быть текст и цвет надписи на баллоне для аргона:
а) «Аргон технический», синий
б) «Аргон сырой», белый
в) «Аргон чистый», зелёный +
18. При ручной аргонодуговой сварке корневого шва без присадочной проволоки рекомендуемая длина дуги 1,5…2,0мм, а с присадочной проволокой 2…3мм. Почему при сварке с присадочной проволокой длина дуги должна быть больше:
а) Для повышения стабильности сварки
б) Для удобства манипулирования сварочной проволокой в дуговом промежутке +
19. Допускаются ли незаваренные кратеры в сварных соединениях:
а) Да, не выходящие за пределы установленных норм
б) Да
в) Нет +
20. Укажите, требования к ширине валиков при аргонодуговой сварке:
а) Ширина валика не должна превышать 10 мм
б) Ширина валика не должна превышать внутреннего диаметра сопла горелки +
в) Ширина валика не должна превышать 3-х диаметров электрода
21. Рекомендуемый угол заострения зубила для рубки стали средней твёрдости должен быть:
Рекомендуемый угол заострения зубила для рубки стали средней твёрдости должен быть:
а) 60 градусов +
б) 55 градусов
в) 45 градусов
22. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
а) Фильтр
б) Обратный клапан +
в) Предохранительный клапан
23. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
б) Предохранительный клапан
в) Задвижка +
24. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
а) Фильтр
б) Манометр +
в) Термометр
25. Пуск насоса ЦНС производится на (Инструкция по эксплуатации и уходу Насосы типа ЦНС 180-85…425 пункт 2.6.1):
а) Открытую запорную арматуру на всасывающем трубопроводе и на открытую запорную арматуру на нагнетательном трубопроводе
б) Закрытую запорную арматуру на всасывающем трубопроводе и на открытую запорную арматуру на нагнетательном трубопроводе
в) Открытую запорную арматуру на всасывающем трубопроводе и на закрытую запорную арматуру на нагнетательном трубопроводе +
26. На какую величину настраиваются предохранительные клапаны паровых котлов:
а) На 15 % выше разрешенного
б) На 10 % выше разрешенного +
27. При эксплуатации ГРП текущий ремонт выполняется:
а) Не реже 1 раза в 12 месяцев +
б) Не реже 1 раза в 6 месяцев
в) Не реже 1 раза в 3 месяца
28. Суммарная пропускная способность устанавливаемых на паровом котле предохранительных устройств должна быть не менее:
а) 0, 5 номинальной паропроизводительности котла
б) Двух номинальных паропроизводительностей котла
в) Номинальной паропроизводительности котла +
29. Допустимая толщина отложений на наиболее теплонапряженных участках поверхности нагрева котла, паропроизводительностью менее 0,7т\ч:
а) 0,5 мм +
б) 10 мм
в) 0,8 мм
30. Кем производиться наладка установок докотловой обработки воды и разработка режимных карт:
Кем производиться наладка установок докотловой обработки воды и разработка режимных карт:
а) Органами Ростехнадзора
б) Наладочной организацией +
в) Ответственным лицом
Контролирующие задания тестового типа по МДК «Основы теории сварки и резки металлов».
«Димитровградский
Контролирующие задания тестового типа
по производственному обучению сварщиков в учебных мастерских
Для специальности: 15.01.05. Сварщик ручной и частично механизированной сварки.
Димитровград 2018г.
|
Рассмотрена на заседании предметно-цикловой комиссии (ПЦК) Протокол заседания ПЦК № ______ от «_____» ___________2018г. Председатель ПЦК
__________________________Ю. |
Утверждаю Зам.директора по УР ___________Н.И.Дьяконова «____»___________ 2018г. |
 В. Кузьмин
В. Кузьмин
Автор — разработчик:
Кропачев Сергей Александрович, преподаватель спец.дисциплин
Пояснительная записка к контролирующим заданиям тестового типа по предмету: «Основы теории сварки и резки металлов».
Контроль и оценка профессиональных знаний и умений студентов начального профессионального образования является важной составной частью образовательного процесса и необходимым условием оценки качества начального профессионального образования. Для проведения оценки качества знаний и умений студентов, контроля качества обучения разработаны тестовые задания по предмету: «Основы теории сварки и резки металлов», которые содержат 4 варианта комплектов. Объективная оценка учебных достижений осуществляется стандартизированными процедурами, при проведении которых все студенты находятся в одинаковых условиях и используют одинаковые по свойствам тестовые задания. Все варианты контрольно — измерительных материалов по одной теме имеют одинаковое суммарное количество существенных операций. Количество заданий в тесте отражает основное содержание предмета, с учётом уровня усвоения, определённых ГОС.
Все варианты контрольно — измерительных материалов по одной теме имеют одинаковое суммарное количество существенных операций. Количество заданий в тесте отражает основное содержание предмета, с учётом уровня усвоения, определённых ГОС.
Данные тестовые задания рассчитаны на проверку качества знаний студентов во время проведения теоретических уроков курса специальных дисциплин, первого года обучения, со сроком обучения 3 года в средних профессионально-технических учебных заведениях на базе общей полной средней общеобразовательной школы.
Цель тестовых заданий в закреплении в памяти, полученных знаний на уроках специальных дисциплин, с последующим переносом этих знаний в практическое выполнение упражнений во время уроков учебной практики.
В данной работе составлены контролирующие задания тестового типа первого и второго уровня усвоения, в зависимости от сложности предстоящих работ для проверки качества знаний, полученных на уроках теоретического обучения.
Теоретическое обучение по данному предмету составляет 57 ( пятьдесят семь) часов и включает в себя темы: «Введение», «Общие сведения о сварке», «Сварные соединения и швы», «Основные сведения о сварочной дуге», «Основные сведения о сварочном пламени», «Сварочные материалы», «Металлургические процессы при сварке», «Применение сварочного пламени и сварочной дуги», «Деформации и напряжения при сварке», «Особенности сварки углеродистых сталей», «Особенности сварки низко и среднелегированных сталей», «Особенности сварки цветных металлов и их сплавов», «Дефекты и контроль сварных швов и соединений», «Перспективные виды сварки», а так же четырёх часов лабораторно-практических занятий.
Во время уроков теоретического обучения и проведении лабораторно-практических занятий обучение студентов следует осуществлять по трём уровням усвоения, в зависимости от способности студентов усваивать учебный материал, а также активно применять тестовые задания для развития у них технологического и абстрактного мышления.
Актуальность данного предмета и предоставленных тестовых заданий заключается в необходимости наличия, в современном производстве сварных конструкций, грамотных, высококвалифицированных рабочих специалистов, способных самостоятельно по чертежам, изготавливать различные сварные конструкции высокого качества всевозможными видами электродуговой и газовой сварки.
В конце всего курса обучения, по данному предмету, проводится письменный или устный зачёт в виде тестового, или устного контроля, включающего в себя все узловые вопросы тем изученного материала.
Норма времени, выставленная для выполнения тестов, соответствует сложности заданных вопросов и их количества.
Контролирующие задания тестового
типа по предмету: «Основы теории сварки и резки металлов».
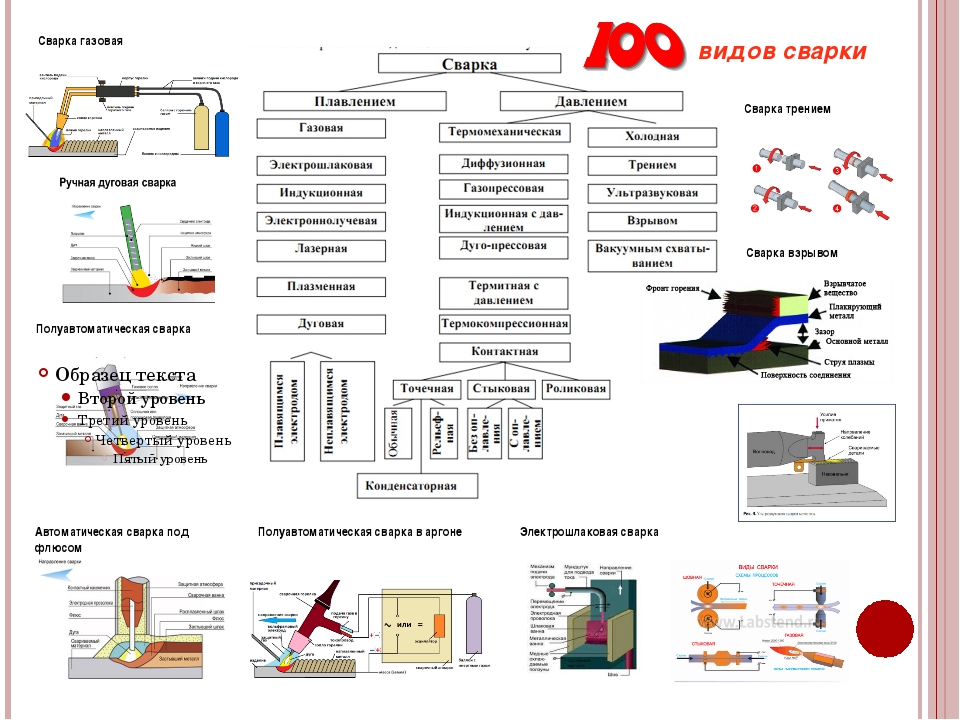
1. Укажите по виду применяемой энергии сварку плавлением.
1) Плазменная. 2) Дуговая. 3) Пайка. 4) Электронно-лучевая.
5) Контактная.
2. Укажите по каким признакам производится деление видов сварки плавлением и давлением.
- В зависимости от рода первичной энергии.
- В зависимости от состояния металла в сварочной зоне.
-
По содержанию углерода.

- По содержанию легирующих элементов.
- По характеру графитовых включений.
3. Укажите по виду применяемой энергии сварку давлением.
1) Плазменная. 2) Термитно-прессовая. 3) Печная. 4) Индукционно-прессовая. 5) Прокаткой.
- Как классифицируют сварные соединения по положению в пространстве и как их обозначают?
1)_____________________________
2)_____________________________
3)_____________________________
4)_____________________________
5)_____________________________
6)_____________________________
7)_____________________________
8)____________________________
- Как классифицируют сварные соединения по действующему на шов усилению?
1)_____________________________
2)_____________________________
3)_____________________________
4)_____________________________
- Назовите типы сварных соединений и как их обозначают?
1)_____________________________
2)_____________________________
3)_____________________________
4)_____________________________
5)_____________________________
- Дайте определение сварочной дуге?
_____________________________________________________________
_____________________________________________________________
- Какие виды сварочных дуг вы знаете?
1)_____________________________
2)_____________________________
3)_____________________________
4)_____________________________
- Что такое сталь?
_____________________________________________________________
_____________________________________________________________
-
Дайте расшифровку марки БСт4кп.
_____________________________________________________________
_____________________________________________________________
_____________________________________________________________
Эталон правильных ответов на контролирующие задания тестового типа по предмету:
«Основы теории сварки и резки металлов».
- 1,2,4.
- 2.
- 2,3,4,5.
- 1) нижнее. 2) вертикальное. 3) полувертикальное.
4) горизонтальное. 5) полугоризонтальное. 6) потолочное.
7) полупотолочное. 8) в «лодочку».
- 1) продольные. 2) поперечные. 3) комбинированные. 4) косые.
-
1) стыковые-С. 2) угловые-У. 3) тавровые-Т. 4) нахлёсточные-Н. 5) торцевые.
- Длительный электрический разряд в ионизированной среде газов.
- 1) прямого действия. 2) косвенного действия. 3) трёхфазная.
 3) тавровые-Т. 4) нахлёсточные-Н. 5) торцевые.
3) тавровые-Т. 4) нахлёсточные-Н. 5) торцевые.
4) сжатая.
- Сплав железа с углеродом, где углерода до 2%.
- Сталь конструкционная, обыкновенного качества, номер сплава 4, по раскислению кипящая.
Существенных операций:35.
Время на решение теста: 45 мин.
Критерии оценки качества усвоения:
Ку = Н1/Н2
Н2- количество существенных операций.
Н1- количество выполненных операций.
Оц 5- Ку=0,9-1
Оц 4- Ку=0,8-0,9
Оц 3- Ку=0,7-0,8
Оц 2- Ку=0,6-0,7
Контролирующие задания тестового
типа по предмету: «Основы теории сварки и резки металлов».
1. Что называется сваркой?
Что называется сваркой?
1) процесс получения клёпанного соединения.
2) процесс получения неразъёмного соединения.
3) процесс получения паянного соединения.
2. Чем вызвано образование холодных трещин?
1) наличием марганца в сплаве.
2) наличием меди в сплаве.
3) наличие фосфора в металле.
3. Укажите процентное содержание меди в латуни марки ЛЦЗОАЗ?
1) 3%. 2) 30%. 3) 67%. 4) меди в сплаве нет.
- Что такое чугун?
_____________________________________________________________
- Как классифицируют стали по содержанию углерода?
1)_____________________________
2)_____________________________
3)_____________________________
- Как классифицируют стали по содержанию легирующих добавок?
1)_____________________________
2)_____________________________
3) _____________________________
- Как классифицируют стали по свариваемости?
1)_____________________________
2)_____________________________
3)_____________________________
4)_____________________________
- Как выполняют запись на чертеже невидимого шва?
______________________________________________________________
- Дополните предложение: «Способность металлов образовывать прочное сварное соединение – это _____________________________»
-
Пропишите цель подготовки (зачистки) кромок под сварку.

__________________________________________________________________________________________________________________
Эталон правильных ответов на контролирующие задания тестового типа по предмету:
«Основы теории сварки и резки металлов».
-
2.
- 3.
- 3.
- Сталь конструкционная, обыкновенного качества, номер сплава 4, по раскислению кипящая.
- Сплав железа с углеродом, где углерода от 2-6,67%.
- 1) низкоуглеродистая. 2) среднеуглеродистая.

3) высокоуглеродистая.
- 1) низколегированная. 2) среднелегированная.
3) высоколегированная.
- 1) хорошо свариваемая. 2) удовлетворительно свариваемая. 3) ограниченно свариваемая. 4) плохо свариваемая.
- Снизу полки.
- Свариваемость.
- Получение качественного сварного шва.
Существенных операций: 22.
Время на решение теста: 45 мин.
Критерии оценки качества усвоения:
Ку = Н1/Н2
Н2- количество существенных операций.
Н1- количество выполненных операций.
Оц 5- Ку=0,9-1
Оц 4- Ку=0,8-0,9
Оц 3- Ку=0,7-0,8
Оц 2- Ку=0,6-0,7
Контролирующие задания тестового
типа по предмету: «Основы теории сварки и резки металлов».
1. Для чего выполняют притупление при разделке кромок
1) более глубокое проплавление металла.
2) правильное формирование шва и предотвращение прожогов
3) уменьшение объёма наплавленного металла.
2. Какие сплавы на основе меди называются латунями?
1) сплав меди с цинком.
2) сплав меди с марганцем.
3) сплав меди с алюминием.
4) сплав меди с оловом.
3. Какие виды переноса металла через дугу вы знаете?
1) капельный и дождевой.
2) капельный и струйный.
3) дождевой и ливневый
4. Ширина зоны, подвергаемой зачистке, составляет ________________мм
5. Соотнесите виды покрытий с их обозначениями:
1) рутиловое а) А
2) кислое б) Б
3) основное в) Ц
4) целлюлозное г) Р
д) П
6. Как изменяется величина сварочного тока при увеличении длины дуги?
__________________________________________________________
7. Дополните предложение: «Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется _________________________».
8. Сварочные швы средней длины – это швы длиной ______________мм.
9. Электроды с тонким покрытием обозначается буквой __________
10. Основное покрытие электрода обозначается буквой ______________
Эталон правильных ответов на контролирующие задания тестового типа по предмету:
«Основы теории сварки и резки металлов».
- 2.
- 1.
- 2.
- 15-20
- 1-г. 2-а. 3-б. 4-в.
- Уменьшается.
- Угловым.
- 250-1000.
- М.
- Б.
Существенных операций: 13
Время на решение теста: 45 мин.
Критерии оценки качества усвоения:
Ку = Н1/Н2
Н2- количество существенных операций.
Н1- количество выполненных операций.
Оц 5- Ку=0,9-1
Оц 4- Ку=0,8-0,9
Оц 3- Ку=0,7-0,8
Оц 2- Ку=0,6-0,7
Контролирующие задания тестового
типа по предмету: «Основы теории сварки и резки металлов».
1. Что означает цифра 42 в типе электродов Э42А?
1) ударную вязкость.
2) относительное сужение.
3) относительное удлинение.
4) предел прочности разрыву.
2. Укажите содержание углерода в стали марки У10?
1) 1,0%. 2) 0,1%. 3) 10%. 4) 0,01%.
3. В чём заключается сложность при сварке меди?
1) повышенные теплопроводность и электропроводность
2) повышенные теплопроводность и жидкотекучесть
3) повышенные жидкотекучесть и электропроводность
- Катет шва наиболее точно можно измерить с помощью ____________
- Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это__________________
- Для чего в разделке заготовок делают притупление кромок?
_____________________________________________________
- Процесс отклонения сварочной дуги от места сварки, называют-_____________________________________________
- Укажите виды сварочного пламени:
1)___________________________________
2)___________________________________
3)___________________________________
- Укажите зоны сварочного пламени:
1)___________________________________
2)___________________________________
3)___________________________________
- Укажите какой зоной сварочного пламени производят сварку низкоуглеродистых сталей
_________________________________________________________
Эталон правильных ответов на контролирующие задания тестового типа по предмету:
«Основы теории сварки и резки металлов».
- 4.
- 1.
- 2.
- Шаблона.
- Временное сопротивление разрыву.
- Исключить прожёг.
- Магнитным дутьём.
- 1) нормальное. 2) науглераживающее. 3) окислительное.
- 1) ядро. 2) средняя зона. 3) факел.
- Средней.
Существенных операций: 14
Время на решение теста: 45 мин.
Критерии оценки качества усвоения:
Ку = Н1/Н2
Н2- количество существенных операций.
Н1- количество выполненных операций.
Оц 5- Ку=0,9-1
Оц 4- Ку=0,8-0,9
Оц 3- Ку=0,7-0,8
Оц 2- Ку=0,6-0,7
|
№ п/п |
Наименование разделов, тем |
Наименование учебных элементов |
Проверяемые знания |
компоненты умения |
|
1 |
Введение. |
Учебно-воспитательные задачи и структура предмета. Значение и применение сварки в различных отраслях экономики. Вклад Отечественных и зарубежных учёных в развитие сварочной техники. Перспективы развития сварочного производства. |
Пользоваться полученными знаниями на уроке и в дальнейшем обучении по профессии. |
Учебно-воспитательные задачи и структура предмета. Значение и применение сварки. Вклад учёных в развитие сварки. Перспективы развития сварочного производства. |
|
2 |
Общие сведения о сварке. |
Определение сварки, её преимущество перед другими способами соединения деталей, сущность и условия образования соединений, классификация видов сварки. Сварку плавлением: виды, сущность, особенности, преимущества и недостатки, область применения. Сварка давлением: сущность, виды, особенности, преимущества и недостатки, область применения. |
Выявлять преимущества сварки перед другими способами соединения деталей и конструкций. Подразделять всевозможные виды сварки по состоянию металла в зоне сварки. Выявлять преимущества и недостатки различных способов сварки с умением переносить эти знания при дальнейшей работе на производстве с экономической точки зрения. |
Определение и преимущества сварки. Сварка плавлением. Сварка давлением. |
|
3 |
Сварные соединения и швы. |
Сварные соединения: определение, виды, достоинства и недостатки, применение, места разрушений. Сварные швы: классификацию по виду, очертанию, положению в пространстве, протяжённости и условий работы, характеристики. Обозначение сварных швов на чертежах в соответствии с ГОСТ. Понятие о расчёте сварных соединений на прочность. |
Различать различные виды сварных соединений, их достоинства и недостатки при выполнении сварочных работ, определять места разрушений. Определять по внешнему виду положение швов в пространстве, их протяжённость и условиям работы. Читать техническую документацию при выполнении сварочных работ. Определять прочность сварного соединения. |
Сварные соединения. Сварные швы. Обозначение сварных швов. Вспомогательные знаки для обозначения сварных швов. Расчёт сварных швов на прочность. |
|
4 |
Основные сведения о сварочной дуге. Лабораторно-практическая работа. |
Сварочную дугу: определение, физическую сущность, виды, условия устойчивого горения, электрические характеристики, строение, преимущества перед другими способами соединения деталей. Тепловое действие дуги. Нагрев изделия и коэффициент полезного действия дуги. Способы возбуждения сварочной дуги. Признаки оптимальных условий горения дуги. Стабилизаторы горения дуги. Виды переноса металла на изделие. Производительность расплавления электродов и их наплавка. Коэффициент расплавления, наплавки и потерь. |
Определять физическую сущность, виды, условия устойчивого горения, электрические характеристики, строение, преимущества перед другими способами соединения сварочной дуги. |
Определение, сущность, виды, условия горения, характеристики, строение, преимущества сварочной дуги. Тепловое действие дуги. КПД. Способы возбуждения дуги. Условия горения дуги. Стабилизаторы горения дуги. Виды переноса металла. Производительность электродов. Коэффициент расплавления, наплавки и потерь. |
|
5 |
Основные сведения о сварочном пламени. |
Сварочное пламя: способы получения, виды, основные свойства, характеристики и строение. Структуру ацетиленокислородного пламени. Основные стадии сгорания ацетилена в кислороде. Распределение температуры по зонам и размеры ядра пламени для мундштуков разных номеров. Зависимость формообразования металла от угла наклона мундштука горелки к поверхности свариваемого металла. Признаки, характеризующие вид сварочного пламени. Принципы выбора вида сварочного пламени и его регулирования. Влияние нагрева сварочного пламени на структуру сварного шва. Меры, проводимые по улучшению структуры и свойств наплавленного металла. |
Определять виды, основные свойства, характеристики и строение газового пламени. Выявлять структурные элементы ацетиленокислородного пламени, основные стадии его сгорания. Находить температурные зоны ядра пламени при использовании мундштуков различных размеров. |
Получение, виды, свойства, характеристики и строение сварочного пламени. Структура пламени. Стадии сгорания ацетилена в кислороде. Распределение температуры по зонам. Зависимость формообразования металла от угла наклона мундштука. Признаки сварочного пламени. Принцип выбора пламени. Влияние пламени на структуру шва. |
|
6 |
Сварочные материалы. |
Стальная сварочная проволока: назначение, требования, ГОСТы, химический состав, марки, диаметры, правила упаковки, транспортировки и хранения. Электроды: классификация, марки, требования, транспортировка и хранение. Покрытия электродов: назначение, классификация Стальные покрытые электроды: классификация, ГОСТы, условные обозначения. Технологию изготовления покрытых электродов. Типы и марки электродов для сварки углеродистых сталей. Зависимость между толщиной свариваемого металла, диаметра электрода и величиной сварочного тока. Защитные газы: назначение, классификация, свойства. Инертные газы: свойства, применение. Активные газы: свойства, применение. Сварочные материалы для газовой сварки. Газы: свойства, применение, способы получения. Горючие жидкости: разновидности, свойства, применение. Присадочная проволока: назначение, требования, марки, диаметры. Флюсы: назначения и требования. |
Определять назначение, требования, ГОСТы, химический состав, марки, диаметры, правила упаковки, транспортировки и хранения стальной сварочной проволоки. |
Назначение, требования, марки, состав, диаметры, упаковка, транспортировка и хранение сварочной проволоки. Классификация, марки, требования, транспортировка и хранение электродов. Покрытия электродов. Стальные электроды. Изготовление электродов. Типы и марки электродов. Зависимость между толщиной металла, диаметра электрода и сварочным током. Назначение, классификация и свойства защитных газов. Свойства и применение инертных газов. Свойства и применение активных газов. Материалы для газовой сварки. Свойства, применение и получение газов для газовой сварки. Разновидности, свойства и применение горючих жидкостей. Назначение, требования, марки и диаметры присадочной проволоки. Назначения и требования к флюсам. |
|
7 |
Металлургические процессы при сварке. Лабораторно-практическая работа. |
Металлургические процессы при сварке плавлением: понятия, характерные особенности в сравнении с обычными металлургическими процессами, необходимость учёта их влияния при определении свойств и прочности металла шва. Процессы окисления, раскисления, рафинирования и легирования металла шва: сущность и влияние на состав и свойства металла шва. |
Охарактеризовывать понятия, характерные особенности и влияния металлургических процессов при сварке плавлением на свойства и прочность сварного соединения. Влияние процессов окисления, раскисления, рафинирования и легирования на качество сварного соединения и шва. Понимать влияние вредных примесей на качество сварки и знать способы их устранения с применением на практике. Охарактеризовывать металлургические процессы при газовой сварке в зависимости от вида газового пламени и влияния на металл шва и околошовной зоны. Объяснять механизм кристаллизации, влияние скорости сварки, примесей, вибраций на характер кристаллизации сварного шва. Строение сварного соединения выполненного сваркой плавлением. Распознавать ЗТВ выполненных газовой сваркой по ширине, особенностям, свойствам, местам разрушений. Использовать методы и способы улучшения структуры и свойств металла шва и ЗТВ, выполненных газовой сваркой. |
Металлургические процессы при сварке плавлением. Процессы окисления, раскисления, рафинирования и легирования металла шва. |
|
8 |
Применение сварочного пламени и сварочной дуги. |
Разновидности процессов использования сварочного пламени и сварочной дуги. Термическая резка металлов: понятия, сущность, классификация. Разрезаемость: понятие, сущность, классификацию стали по разрезаемости. Режимы резки: основные показатели, их влияние на качество реза. Наплавка: сущность, назначение, особенности в сравнении со сваркой, способы выполнения. Наплавленный слой: свойства, способы получения нужного состава и свойств. Материалы для наплавки. Наплавочную проволоку: диаметры, марки, принципы выбора. Флюсы и их применение. Электроды для наплавки: марки, применение. Газопламенную пайку: физическая сущность, виды, характеристика, режимы, флюсы и припои. |
Определять разновидности и условия применения сварочного пламени и сварочной дуги. Подразделять термическую резку металлов по понятиям, сущности и классификации. Охарактеризовывать разрезаемость по понятию, сущности и по способностям разрезания сталей. Выбирать режимы резки. Выявлять сущность, назначение, особенности и способы выполнения наплавки. Понимать свойства и способы получения нужного состава и свойств наплавленного слоя. Выбирать наплавочную проволоку, флюсы, электроды для наплавки в зависимости от требуемого наплавленного слоя. Определять физическую сущность, виды, характеристики, режимы и материалы для газопламенной пайки. |
Разновидности процессов использования сварочного пламени и сварочной дуги. Термическая резка. Разрезаемость. Режимы резки. Наплавка. Наплавленный слой. Материалы для наплавки. Наплавочная проволока. Флюсы. Наплавочные электроды. Газопламенная пайка. |
|
9 |
Деформации и напряжения при сварке. Лабораторно-практическая работа. |
Напряжения и деформации: понятие, виды. Напряжения и деформации при сварке: классификация, причины и механизм их возникновения, связь между напряжениями и деформациями. Деформации и напряжения при сварке соединений различных видов. Влияние остаточных напряжений и деформаций на работоспособность сварных конструкций. Основные пути и способы предотвращения и уменьшения деформаций. Способы исправления деформированных сварных конструкций. |
Отличить напряжения от деформаций. Определять классификацию, причины и механизм возникновения и связь между напряжениями и деформациями. Выявлять всевозможные виды деформаций и напряжений при сварке соединений различных видов. Определять влияние остаточных напряжений и деформаций на работоспособность сварных конструкций. Выявлять различные способы предотвращения и исправления деформаций |
Понятия и виды напряжений и деформаций. Напряжения и деформации при сварке. Влияние напряжений и деформаций на работоспособность сварных конструкций. Способы уменьшения и предотвращения деформаций и напряжений. Способы исправления деформированных сварных конструкций. |
|
10 |
Особенности сварки углеродистых сталей. |
Углеродистые стали, используемые в сварных изделиях: классификацию, обозначение, маркировку, свариваемость сталей, понятие, признаки оценки свариваемости, факторы, влияющие на свариваемость сталей. Классификацию сталей по свариваемости. Группы сталей по свариваемости, характеристика их свариваемости, основные марки углеродистых сталей, условия их сварки. Сварочные материалы дуговой сварки низко средне и высокоуглеродистых сталей. Сварочные материалы газовой сварки низко, средне и высокоуглеродистых сталей. |
Подразделять углеродистые стали используемые в сварных изделиях по классификации, обозначению и маркировке. Давать понятие, признаки оценки и факторы свариваемости. Классифицировать стали по свариваемости. Пользоваться и расшифровывать свариваемости. Пользоваться и расшифровывать основные марки углеродистых сталей. Выбирать сварочные материалы для ручной дуговой и газовой сварки углеродистых сталей. |
Углеродистые стали используемые в сварных конструкциях. Классификация сталей по свариваемости. Группы сталей по свариваемости. Сварочные материалы дуговой сварки. Сварочные материалы газовой сварки. |
|
11 |
Особенности сварки низко и среднелегированных сталей. |
Наиболее распространённые марки низко и среднелегированных сталей для изготовления сварных изделий. Общая характеристика свариваемости низко и среднелегированных сталей и условия их сварки. Влияние легирующих элементов на процесс сварки и качество сварного шва. Сварочные материалы, режимы и принципы их выбора для дуговой и газовой сварки низко и среднелегированных сталей. |
Выбирать наиболее распространённые марки низко и средне легированных сталей для изготовления сварных конструкций и изделий, охарактеризовывать свариваемость низко и среднелегированных сталей. Определять влияние легирующих элементов на процесс сварки и качество сварного шва. Выбирать режимы и материалы для ручной дуговой и газовой сварки низко и среднелегированных сталей. |
Наиболее распространённые марки низко и среднелегированных сталей. Общая характеристика свариваемости. Влияние легирующих элементов. Сварочные материалы. Режимы сварки. |
|
12 |
Особенности сварки цветных металлов и их сплавов. |
Использование меди и её сплавов для изготовления различных сварных изделий. Особенности сварки меди и её сплавов: свойства меди, затрудняющие её сварку, влияние примесей на процесс сварки, условия сварки, сварочные материалы дуговой и газовой сварки меди. Особенности дуговой и газовой сварки латуни и бронзы. Использование алюминия и его сплавов для изготовления сварных изделий. Особенности сварки алюминия и его сплавов: свариваемость алюминия и его сплавов, факторы, затрудняющие их сварку, условия сварки, сварочные материалы дуговой и газовой сварки алюминия и его сплавов. Использование никелевых сплавов для изготовления сварных конструкций. Свариваемость никелевых сплавов и особенности технологии их сварки. |
Определять свойства, влияние примесей, условия свариваемости и материалы для ручной дуговой и газовой сварки меди. Находить особенности дуговой и газовой сварки латуни и бронзы. Охарактеризовывать использование, свариваемость, условия сварки, факторы затрудняющие сварку, материалы и режимы дуговой и газовой сварки алюминия и его сплавов. Объединять использование, свариваемость и особенности технологии дуговой и газовой сварки никеля и его сплавов. |
Использование меди и её сплавов. Особенности сварки меди и её сплавов. Особенности дуговой и газовой сварки латуни и бронзы. Использование алюминия и его сплавов. Особенности сварки алюминия и его сплавов. Использование никелевых сплавов. Свариваемость никелевых сплавов. |
|
13 |
Дефекты и контроль сварных швов и соединений. Лабораторно-практическая работа. |
Основные внешние и внутренние дефекты сварных швов: виды, принципы образования дефектов, их предупреждение и способы исправления. Влияние дефектов на работоспособность сварных конструкций. Неразрушающий контроль: назначение, виды, физические методы. Общие принципы физических методов контроля. Разрушающий контроль: назначение и виды. |
Охарактеризовывать виды, принципы образования, предупреждения и способы исправления внутренних и внешних дефектов сварных швов и соединений. Объяснять влияние дефектов на качество сварных швов и соединений. Объяснять влияние дефектов на работоспособность сварных конструкций. Понимать виды, назначение, общие принципы, физические методы неразрушающих видов контроля сварных швов. Рассказать назначение и виды разрушающих методов контроля сварных швов. |
Основные внутренние и внешние дефекты сварных швов. Влияние дефектов на работоспособность сварных конструкций. Неразрушающий контроль. Принципы физических методов контроля. Разрушающий контроль. |
|
14 |
Перспективные виды сварки. |
Электронно-лучевую сварку: сущность, назначение и область применения, используемое оборудование. Лазерная сварка: сущность, особенности в сравнение с другими способами сварки, назначение и область применения, используемое оборудование. Сварка световым лучом: сущность, особенности, назначение и область применения, используемое оборудование. |
Определять сущность, назначение, область применения и используемое оборудование для электронно-лучевой сварки. Охарактеризовывать сущность, особенности назначение и оборудование для лазерной сварки. Объяснять сущность, особенности, назначение, область применения и используемое оборудование для сварки световым лучом. |
Электронно-лучевая сварка. Лазерная сварка. Сварка световым лучом. |


 Выявлять тепловое действие и КПД сварочной дуги. Зажигать сварочную дугу различными способами. Пользоваться всевозможными стабилизаторами горения сварочной дуги. Переносить электродный металл на изделие в зависимости от требуемых норм качества сварного соединения и наплавленного металла. Определять производительность расплавления электродов и потерь электродного металла при сварке и наплавке.
Выявлять тепловое действие и КПД сварочной дуги. Зажигать сварочную дугу различными способами. Пользоваться всевозможными стабилизаторами горения сварочной дуги. Переносить электродный металл на изделие в зависимости от требуемых норм качества сварного соединения и наплавленного металла. Определять производительность расплавления электродов и потерь электродного металла при сварке и наплавке.
 Определять зависимость формообразования металла от угла наклона мундштука горелки к поверхности металла. Распознавать признаки характеризующие вид сварного пламени и его использование при сварке и пайке различных материалов, определять влияние сварочного пламени на структуру сварного шва и околошовной зоны. Знать меры по улучшению свойств наплавленного металла и применять их на практике.
Определять зависимость формообразования металла от угла наклона мундштука горелки к поверхности металла. Распознавать признаки характеризующие вид сварного пламени и его использование при сварке и пайке различных материалов, определять влияние сварочного пламени на структуру сварного шва и околошовной зоны. Знать меры по улучшению свойств наплавленного металла и применять их на практике.
 Выявлять классификацию, маркировку, требования, транспортировку и хранения электродов. Объяснять технологию изготовления стальных покрытых электродов, определять зависимость между толщиной свариваемого металла, диаметра электрода и величиной сварочного тока, распознавать инертные и активные газы по назначению, свойствам, применению и способам получения. Подразделять горючие жидкости по свойствам и условиям применения. Разделять присадочные проволоки по назначению, требованиям, маркам и диаметрам. Охарактеризовывать сварочные флюсы по назначению, применению и требованиям.
Выявлять классификацию, маркировку, требования, транспортировку и хранения электродов. Объяснять технологию изготовления стальных покрытых электродов, определять зависимость между толщиной свариваемого металла, диаметра электрода и величиной сварочного тока, распознавать инертные и активные газы по назначению, свойствам, применению и способам получения. Подразделять горючие жидкости по свойствам и условиям применения. Разделять присадочные проволоки по назначению, требованиям, маркам и диаметрам. Охарактеризовывать сварочные флюсы по назначению, применению и требованиям.
 Загрязнение металла шва: вредные примеси, причины их появления, способы их устранения. Металлургические процессы при газовой сварке: особенности в сравнении с дуговой сваркой, металлургические процессы при сварке разными видами пламени, их сущность и особенности влияния на свойства металла шва. Кристаллизация металла шва: механизм кристаллизации, влияние скорости сварки, примесей, вибраций на характер на характер кристаллизации. Строение сварного соединения, выполняемого сваркой плавлением. ЗТВ: понятия, ширина зоны, особенности зоны термовлияния при газовой сварке. Микроструктура металла ЗТВ: виды участков зон, характерные особенности структуры и свойств металла на участках. Места разрушения структуры металла шва и ЗТВ. Способы улучшения структуры и свойств металла шва и ЗТВ, выполненных газовой сваркой.
Загрязнение металла шва: вредные примеси, причины их появления, способы их устранения. Металлургические процессы при газовой сварке: особенности в сравнении с дуговой сваркой, металлургические процессы при сварке разными видами пламени, их сущность и особенности влияния на свойства металла шва. Кристаллизация металла шва: механизм кристаллизации, влияние скорости сварки, примесей, вибраций на характер на характер кристаллизации. Строение сварного соединения, выполняемого сваркой плавлением. ЗТВ: понятия, ширина зоны, особенности зоны термовлияния при газовой сварке. Микроструктура металла ЗТВ: виды участков зон, характерные особенности структуры и свойств металла на участках. Места разрушения структуры металла шва и ЗТВ. Способы улучшения структуры и свойств металла шва и ЗТВ, выполненных газовой сваркой.
 Загрязнение металла шва. Металлургические процессы при газовой сварке. Кристаллизация металла шва. Строение сварного соединения. ЗТВ газовой сварки. Микроструктура металла ЗТВ. Места разрушения микроструктуры металла и ЗТВ. Способы улучшения структуры шва и ЗТВ.
Загрязнение металла шва. Металлургические процессы при газовой сварке. Кристаллизация металла шва. Строение сварного соединения. ЗТВ газовой сварки. Микроструктура металла ЗТВ. Места разрушения микроструктуры металла и ЗТВ. Способы улучшения структуры шва и ЗТВ.
Литература.
- А.В.Верховенко «Справочник сварщика» Минск ВИН 1990
- О.Н. Денисенко «Средство индивидуальной защиты глаз и лица» М Профиздат 1990
- Н.И.Никифоров «Справочник молодого газосварщика и газорезчика». М ВШ1990
- Ю.В. Дерошен «Односторонняя сварка строительстве» М Стройиздат1990
- Н.В. Мариненко «Мастеру об охране труда»М Машиностроение 1990
- А.М.Резницкий «Ремонт и наладки электросварочных оборудования» М Машиностроение 1991
- В.В.Симоненко «Сварочные работы при изготовлении строительных конструкций» М Стройиздат 1990
- А.И.Таратута «Пособие электро и газосварщик» М Урожай 1990
- В.И.Маслов «Сварочные работы» М Академия 2009
- В.В.Овчинников «Технология ручной дуговой и плазменной сварки и резки металлов» М Академия 2010
- В.В.Овчинников «Технология электросварочных и газосварочных работ» М Академия 2010
- А.Н.Блинов «Сварные конструкции» М Сройиздат 1990
- О.И.Пешковский «Технология изготовления металлических конструкций» М Стройиздат 1990
ТЕСТ №1
Анализ возможности создания универсального оборудования для замеса хлебного теста
18.11.2009/научная работа
Технологический процесс производства хлебобулочных изделий. Прием и хранение сырья, приготовление и разделка теста, хранение выпеченных изделий. Классификация тестомесильных машин непрерывного действия. Разработка универсального оборудования для замеса.
Модернизация ленточного дозатора муки установленнного в тестоприготовительном отделении тестоприготовительного агрегата15.08.2010/дипломная работа
Виды существующих дозаторов для муки и техническая характеристика ленточного дозатора, его устройство и назначение. Установка ленточных побудителей разрыхления муки перед дозированием. Технико-экономическое обоснование и срок окупаемости конструкции.
Модернизация тестомесильной машины в линии производства ржаного хлеба19.12.2009/курсовая работа
Технология производства ржаного хлеба, соблюдение необходимых режимов и параметров. Проведение технологических, энергетических, кинематических, экономических расчетов, подтверждающих работоспособность проектируемой конструкции тестомесильной машины.
Расчет тестомесильной машины А2-ХТЗ-Б21.07.2008/курсовая работа
Ознакомление с оборудованием для замеса тестовых полуфабрикатов. Подробная разработка принципа работы тестомесильной машины А2-ХТЗ-Б периодического действия с подкатной дежой емкостью 330л. и расчет ее основных характеристик. Создание новых технологий.
Расчет тестомесильной машины И8-ХТА-12/118.11.2009/курсовая работа
Классификация тестомесильных машин. Функциональные схемы машин периодического и непрерывного действия. Расчет производительности и расхода энергии на замес теста. Выбор моторредуктора, проектирование приводного вала, его проверка на усталостную прочность.
Кукла из соленого теста. Подарок11.11.2010/практическая работа
Обоснование выбранной темы и схема обдумывания. Выявление основных параметров ограничений. Теоретические сведения о выборе подарка. История солёного теста. Требования к изделию, его дизайн, способ изготовления и необходимые инструменты и материалы.
Проект привода тестоделительной машины29.09.2010/курсовая работа
Выбор электродвигателя. Кинематический и силовой расчет, расчет клиноременной передачи, зубчатых колес редуктора. Конструктивные размеры шестерни и колеса. Этапы компоновки редуктора. Проверка долговечности подшипников. Уточненный расчет валов.
Анализ дозирующего оборудования20.03.2010/курсовая работа
Обзор дозирующего оборудования, предназначенного для автоматического отмеривания (дозирования) заданной массы, объема твердых сыпучих, вязко-пластичных материалов. Особенности объемных, весовых дозаторов. Устройство и технология работы дозатора для теста.
Емкости хранения молока5.03.2009/курсовая работа
Описание технологии хранения молока. Описание функциональной схемы автоматизации. Контроль качества при хранении молока. Описание элементов контура регулирования. Виртуальный эксперимент и его описание. Разработка тестов, их разновидности и сущность.
Механизация ручного труда технологического процесса формования заготовок кондитерских изделий15.08.2010/дипломная работа
Обзор технологического процесса формования мучных кондитерских изделий. Описание проектируемого участка линии разделки теста при производстве изделий типа «коврижка». Расчет расхода рецептурных компонентов. Безопасность и экологичность линии производства.
Тест 3. МДК 02.01 Техника и технология ручной дуговой сварки плавящимся покрытым электродом
ГБПОУ СО «Петровский агропромышленный лицей» ДИФФЕРНЕЦИРОВАННЫЙ ЗАЧЕТ по ПМ 02 «ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
МДК 02.01
«Техника и технология ручной дуговой сварки плавящимся покрытым электродом»
ТЕСТОВЫЕ ЗАДАНИЯ ДЛЯ ДИФФЕРЕНЦИРОВАННОГО ЗАЧЕТА УТВЕРЖДАЮ
Заместитель директора по УМР
«__»_________20____г.
_________________________________.
Подпись Ф.И.О.
Условия выполнения задания
1.Место выполнения задания (аудитория №__)
2.Максимальное время выполнения задания: 30 мин.
3.Используемые ресурсы:
Наглядные пособия
Комплект плакатов
Вариант 3
Вопрос 1.Какие из перечисленных ниже сталей более склонны к образованию горячих трещин?
1.Стали с содержанием углерода от 0,25% до 0,35%.
2.С содержанием серы более 0,09%.
3.С содержанием марганца и никеля от 0,8 до 1,5%.
Вопрос 2.Указать возможный диапазон температур, обычно рекомендуемый для прокалки электродов?
1.100-400 оС.
2.400-600 оС.
3.600-800 оС.
Вопрос 3.Укажите максимальное напряжение сети, к которому должно подключаться сварочное оборудование?
1.Не более 380 В.
2.Не более 660 В.
3.Не более 220 В.
Вопрос 4.Что входит в индивидуальные средства защиты сварщика от шума?
1.Защитные экраны.
2.Глушители.
3.Вкладыши, наушники, шлемы.
Вопрос 5.Какой из приведенных ниже ответов наиболее полно отражает роль серы и фосфор при сварке стали?
1.Сера способствует образованию горячих трещин, а фосфор вызывает при сварке появление холодных трещин.
2.И сера и фосфор способствует образованию горячих трещин.
3.Фосфор способствует образованию горячих трещин, а сера вызывает при сварке появление холодных трещин.
Вопрос 6.Что обозначает в маркировке типов электродов буква «А», например Э42А?
1.Пониженное содержание легирующих элементов.
2.Пониженное содержание углерода.
3.Повышенное качество наплавленного металла.
Вопрос 7.Какова роль связующих компонентов в электродном покрытии?
1.Легируют металл шва.
2.Повышают механические свойства металла шва.
3.Обеспечивают прочность и пластичность обмазочной массы на стержне электрода.
Вопрос 8.В каких условиях рекомендуется хранить электроды?
1.В складском помещении в условиях, аналогичных хранению металла.
2.В сухом, отапливаемом помещении при температуре не ниже 150оС, влажности воздуха не более 50%.
3.Под навесом, защищенном от ветра и дождя.
Вопрос 9.Кто должен производить подключение и отключение от силовой сети сварочного источника питания?
1.Сварщик,сдавщий экзамен на знание правил электробезопасности.
2.Сварщик, работающий с этими источниками под наблюдением мастера.
3.Электротехнический персонал данного предприятия.
Вопрос 10.Почему один из концов электрода не имеет электродного покрытия?
1.С целью экономии покрытия.
2.Для подвода тока от электродержателя к электроду.
3.Для определения марки и диаметра электродного стержня.
Вопрос 11.требуется ли предварительный подогрев элементов толщиной 10-15 мм из стали Ст3сп при сварке на воздухе при температуре -10оС?
1.Требуется.
2.По усмотрению руководителя предприятия.
3.Не требуется.
Вопрос 12.Что такое режим холостого хода сварочного трансформатора?
1.Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута на потребитель.
2.Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя.
3.Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута на потребитель.
Вопрос 13.Для сварки какой группы сталей применяют электроды типов Э50,Э50А,Э42А,Э55?
1.Для сварки конструкционных сталей повышенной и высокой прочности.
2.Для сварки углеродистых сталей.
3.Для сварки высоколегированных сталей.
Вопрос 14.Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1.Нарукавниками, шлемом и пелеринами.
2.Беретами и рукавицами.
3.Поясом безопасности.
Вопрос 15.С какой целью при ручной дуговой сварке сварщик выполняет поперечные колебания электрода?
1.С целью уменьшения глубины проплавления.
2.для того чтобы исключить появление дефекта «непровар кромки шва».
3.Для того чтобы уменьшить чешуйчатость шва.
Вопрос 16.Какое напряжение осветительной аппаратуры считается безопасным при работе в закрытых емкостях?
1.48 В.
2.36 В.
3.12 В.
Вопрос 17.Какими инструментами измеряют катет углового шва таврового соединения?
1.Штангенциркулем.
2.Линейкой и угольником.
3.Шаблоном сварщика.
Ключ к тестам
№ вопроса № ответа № вопроса
1 2 10
2 1 11
3 1 12
4 3 13
5 2 14
6 3 15
7 3 16
8 2 17
9 3
Приложенные файлы
Криминалистика. Тест 1 — Декан-НН
1. Категории лиц, среди которых следует искать подозреваемых в убийстве с садистским характером причинения смерти:
несовершеннолетние
рецидивисты
родственники
душевнобольные
2. Для ответа на вопрос «Является ли вещество наркотическим?», — назначается экспертиза …
судебно-фармацевтическая
физико-химическая
судебно-наркологическая
судебно-биологическая
3. Основоположником теории криминалистической идентификации является:
Терзиев Н.В.
Белкин Р.С.
Корухов Ю.Г.
Колдин В.Я.
Потапов С.М.
Колмаков В.П.
4. К признакам инсценировки кражи относятся:
наличие следов, указывающих, что взлом хранилища был совершен изнутри
отсутствие следов взлома и разрушений там, где они должны быть
исчезновение наиболее ценных предметов
5. Требования, которым должны отвечать образцы для сравнительного исследования:
сравнимость, полнота и неизменяемость
неизменяемость и сходство условий получения образцов
несомненность происхождения, достаточное количество и надлежащее качество
неизменяемость и полнота
6. Что не относится к поражающим факторам взрыва:
ударная волна
капсюли-детонаторы
термическое воздействие газов
элементы оболочки взрывного устройства
7. Назовите методы запечатлевающей фотографии:
масштабная съемка
цветоделительная съемка
контрастирующая съемка
детальная съемка
узловая съемка
8. Элементы криминалистической характеристики преступных нарушений правил противопожарной безопасности?
первоначальные следственные действия
мотив и цель преступления
обстановка совершения преступления
личность преступника
9. Упорядочить список элементов планирования расследования согласно последовательности их осуществления:
1) изучение информации о преступлении
2) определение задач планирования
3) определение направления расследования (выдвижение версий)
4) выведение следствий из версий
5) определение следственных действий и оперативно-розыскных мероприятий
6) определение исполнителей и сроков исполнения запланированных мероприятий
10. Какой из вопросов, поставленных перед судебно-медицинской экспертизой трупа, является недопустимым:
какие телесные повреждения имеются на трупе
какова причина смерти
мог ли потерпевший после полученных повреждений самостоятельно открыть дверь и выйти из дома
имело ли место убийство, самоубийство или несчастный случай
11. В зависимости от агрегатного состояния различают следующие виды микрообъектов:
органические, неорганические, смешанные
газообразные, твердые, жидкие
волосы человека, частицы лакокрасочных покрытий, текстильные волокна
волокна ткани, частицы твердого вещества, капли жидкости
12. Не является типичным способом для создания излишков материальных ценностей в сфере оптовой и розничной торговли?
обсчет, обвешивание и другие способы обмана покупателей
фальсификация и пересортица товаров
присвоение части товара, полученного в кредит для реализации
незаконное списание товара в брак и отходы
13. Укажите часть тела трупа, от которой не производят измерения при фиксации его местоположения:
темя головы трупа
подбородок
пятка правой ноги трупа
пятка левой ноги трупа
14. Цель обыска, проводимого по месту жительства лица, подозреваемого в совершении хулиганства?
письма, дневники, черновые записи
обнаружение похищенного
одежда и обувь подозреваемого, которые могли быть на нем в момент совершения преступления
обнаружение предметов, которые могли быть использованы в качестве оружия
оружие и предметы, специально изготовленные для нанесения телесных повреждений
15. Не является предметом взятки?
оказание определенных услуг имущественного характера
деньги
предоставление благ неимущественного характера
материальные ценности
Викторина по сварке — Sanfoundry
Этот набор викторин по сварке фокусируется на «Методы дуговой сварки».
1. Почему при сварке угольной дугой используется углерод?
a) Выделение большего количества тепла на кончике электрода
b) Выделение меньшего количества тепла на кончике электрода
c) Обеспечивает покрытие
d) Сохраняется фиксированная полярность
Посмотреть ответ
Ответ: b
Объяснение: Углерод используется при дуговой сварке углем , на отрицательном выводе катода. Причина использования углерода на отрицательном выводе заключается в том, что на кончике электрона выделяется меньшее количество тепла, чем на заготовке.
2. Какова температура отрицательного вывода при сварке угольной дугой?
a) 3000 ° C
b) 3100 ° C
c) 3200 ° C
d) 3300 ° C
Посмотреть ответ
Ответ: c
Пояснение: Нет.
3. Для какого из следующих материалов не используется процесс дуговой сварки углеродом?
a) Медь
b) Бронза
c) Алюминий
d) Железо
Посмотреть ответ
Ответ: d
Пояснение: Процесс плавления угольной дугой широко используется для меди и медных сплавов, поэтому бронза и латунь обрабатываются этим метод.Аналогичным образом можно обрабатывать алюминий, но не железо.
4. Какой газ используется для защиты при сварке угольной дугой?
a) Двуокись углерода
b) Окись углерода
c) Тетрафторид углерода
d) Метан
Посмотреть ответ
Ответ: b
Объяснение: При дуговой сварке угольным газом должна быть обеспечена защита расплавленного сварного шва. Эта защита обеспечивается в виде оболочки за счет использования длинной дуги, вырабатывающей газообразный оксид углерода.
5. Какова температура на плюсовом выводе при сварке угольной дугой?
a) 3800 ° C
b) 3900 ° C
c) 4000 ° C
d) 4100 ° C
Посмотреть ответ
Ответ: b
Пояснение: Углерод используется при дуговой сварке углем на отрицательной клемме катода а металл, над которым работают, функционирует как положительный полюс.Температура электрода на положительном выводе составляет 3900 ° C.
6. Какова температура отрицательного электрода при дуговой сварке металлическим электродом?
a) 2200 ° C
b) 2300 ° C
c) 2400 ° C
d) 2500 ° C
Посмотреть ответ
Ответ: c
Пояснение: При дуговой сварке металлическим электродом температура отрицательного электрода выше, чем температура положительного электрода. Температура отрицательного электрода металлической дуговой сварки составляет около 2400 ° C.
7.Какова температура положительного электрода при дуговой сварке металлическим электродом?
a) 2300 ° C
b) 2400 ° C
c) 2500 ° C
d) 2600 ° C
Посмотреть ответ
Ответ: d
Пояснение: Нет.
8. Какой вид валика виден из-за слишком высокого сварочного тока?
a) Пиллинг металла
b) Пиллинг металла шва
c) Избыточное разбрызгивание
г) Небольшие валики
Посмотреть ответ
Ответ: c
Пояснение: При слишком слабом токе видны пиллинги металла.Когда подаваемое напряжение очень высокое, образуются слишком высокие шарики. При меньшей скорости сварки происходит пиллинг металла шва, а при слишком высоком сварочном токе происходит чрезмерное образование брызг.
9. При дуговой сварке металла нельзя получить гладкий и ровный валик.
a) Верно
b) Неверно
Посмотреть ответ
Ответ: b
Объяснение: Перед началом сварки необходимо очень правильно отрегулировать аппарат. Подаваемый ток и подаваемое напряжение не должны быть слишком низкими или высокими, а скорость сварки должна быть нормальной.Так получатся ровные и гладкие бусинки.
10. Углерод предназначен для примешивания небольших количеств в сварном шве при сварке угольной дугой.
a) Верно
b) Неверно
Посмотреть ответ
Ответ: b
Объяснение: При сварке угольной дугой углерод присутствует на отрицательном электроде, где температура электрода составляет 3200 ° C. Эта температура ниже, чем у положительного электрода. Угольный электрод поддерживается при более низкой температуре на отрицательном электроде, чтобы избежать смешивания углерода в сварном шве.Если углерод смешивается со сварным швом, сварной шов может стать хрупким.
Sanfoundry Global Education & Learning Series — Сварка.
Чтобы попрактиковаться во всех областях сварки для викторин, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Примите участие в конкурсе сертификации Sanfoundry, чтобы получить бесплатную Почетную грамоту. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
20 вопросов на собеседовании с инструктором по сварке
20 вопросов на собеседовании с инструктором по сварке | MockQuestionsВопрос 1 из 20
Как вы мотивируете учащегося, который испытывает трудности?
*** Примечание: у нас нет профессиональных ответов на эту карьеру ***
Ответы пользователей
1.
Потратьте дополнительное время и устраните неполадки шаг за шагом.
2.
Продолжайте мотивировать их и продолжайте помогать им там, где они борются.
Тысячи вопросов на собеседовании
Получите свою следующую работу, попрактиковавшись в нашем банке вопросов.У нас есть тысячи вопросов и ответов, созданных экспертами по интервью.
Предлагается
Интервью, вопросы и ответы
Изучите советы экспертов и ресурсы, чтобы быть более уверенным на следующем собеседовании.
Предлагаемая карьера
Интервью, вопросы и ответы
Продолжайте практиковаться, посещая эти похожие наборы вопросов.
1.
Как вы мотивируете учащегося, который испытывает трудности?
- Потратьте дополнительное время и пошагово устраняйте неисправности.
- Продолжайте мотивировать их и продолжайте помогать им там, где они борются.
2.
Какая ваша самая большая слабость? Что ты делаешь, чтобы его улучшить?
- Стремление к совершенству.Поймите, все не идеальны.
- Разочарования, молю и вручаю 2 богу.
- Я хорошо разбираюсь в PowerPoint, Microsoft Excel и Microsoft Word.
- Не верю в себя. Делаю это интервью.
- Неуверенность в себе. Делаю это интервью.
3.
Помимо тестов, как вы оцениваете обучение студентов?
- Общаясь со студентом, задавая вопросы, связанные с работой, и наблюдая за выполнением действий.
- Я работаю с ними, чтобы понять их сильные и слабые стороны.
- Измените сценарий положения сварного шва.
4.
Каковы ваши карьерные цели?
5.
Объясните, чем вы могли бы стать активом для этой организации.
- Опыт из реальной жизни и возможность использовать его в обучении.
- Я сделаю все возможное, чтобы провести столько лекций, сколько я передам.
- Завоюйте доверие студентов.
6.
Что вам больше всего нравится в педагогической карьере?
- Помогите сварщикам создавать лучшие формы.
7.
Что вы считаете своим лучшим активом как инструктора по сварке?
- Взаимоотношения со студентами.
- Я очень забочусь о каждом человеке. Мне нравится видеть успех.
- Моя способность поделиться своим опытом сварщика. У меня большой практический опыт и много знаний в области изготовления.
8.
Вы хорошо распоряжаетесь своим временем?
- Да, чтобы быть максимально эффективным. Сварщики должны научиться эффективности, чтобы получить скорость и производительность.
- Да. Я хорошо распоряжаюсь своим временем и без присмотра.
9.
Какая ваша самая сильная сторона? Как это помогает вам в обучении?
- Связь.Способность помочь людям понять.
- Опыт работы в сварке и моя квалификация.
- Я очень подробно рассказываю о своей работе в сфере производства.
- Моя личность — моя самая большая сила. Я более расслаблен и терпелив, что помогает мне общаться с каждым учеником по-разному.
- Я веду. Я сделаю все возможное, чтобы выполнить эту работу.
- Я мотивирован и могу приспособиться к любой экологической ситуации.
- Моя страсть к сварке. Студенты могут питаться этим, чтобы стать лучше.
- Демонстрируйте уверенность и прогресс.
10.
Какие три слова ваши ученики использовали бы, чтобы описать вас?
- Жесткое честное понимание.
- Сильный, образованный, богобоязненный.
- Полезный, подробный, честный.
- Веселый, восторженный и креативный.
- Честный, забавный и обнадеживающий.
11.
Что вы знаете о нашей организации?
- Он известен во всем мире и является одной из лучших школ для обучения сварщику.
12.
Почему мы должны нанять вас?
- Потому что я двигаюсь к тому, что нужно.
- Имея опыт, я могу передать свои знания своим ученикам.
- Я принесу в класс сварку и производство.
- Вам следует нанять меня, потому что я принесу большую пользу вашей организации благодаря моему огромному опыту в сварке и производстве. Я считаю, что вы не любите нанимать такой компетентный специалист, как мой.
- Потому что вы не пожалеете об этом. Я вложу все свое сердце и душу в то, чтобы сделать этот класс потрясающим.
13.
Каким вы видите себя через пять лет?
- Обучаю сварке, и у меня есть сертифицированный инспектор по сварке и сертифицированный инструктор по сварке.
- Специальная церемония награждения RGV для большинства наемных сварщиков.
- Тем не менее, все еще обучаются потрясающим навыкам сварки, например роботизированной сварке.
- Я вижу себя инструктором по сварке.С моим сертифицированным инспектором по сварке и сертифицированным инструктором по сварке.
- Все еще добиваюсь своих целей и выхожу на пенсию.
14.
Расскажите о своем опыте работы. Как он подготовил вас к карьере инструктора по сварке?
- Я получил большой опыт из реальной жизни и могу передать его своим ученикам.
- Во-первых, я начал изучать искусство сварки в классе, будучи студентом, а потом стал сварщиком, и страсть отдавать обществу сразу после того, как я был сварщиком, горела в моем сердце, и поэтому я решил узнайте больше, пройдя дополнительное обучение, которое даст мне такую возможность.
- У меня атамент по сварке, десять лет производил как на работе, так и вне ее.
- Имею квалификацию Ата по сварке и 10-летний опыт работы в сварке.
15.
Почему вы лучший кандидат для нас?
- Я чувствую, что очень хорошо общаюсь и могу относиться к людям с пониманием и состраданием.
- Потому что мой отец не подает заявку.
- Я получил образование и очень много работаю, чтобы преодолеть любые трудности.
- Я считаю, что вы выбрали меня для этого собеседования из множества, потому что я квалифицирован, поэтому без каких-либо сомнений я также считаю, что я буду вашим лучшим выбором после этого собеседования для работы, потому что я молод, динамичен и готов к работе изо всех сил, чтобы добиться успеха в своей работе.
16.
Насколько хорошо вы работаете с людьми?
- Очень хорошо.Мне нравится брать свои знания вместе с другими и используйте его, чтобы помочь другим.
17.
Вы когда-нибудь злились на своих учеников?
- Нет студента с собственными проблемами.
18.
Что больше всего расстраивало вас как учителя?
19.
Почему ты хочешь быть педагогом?
- Чтобы помочь молодым людям раскрыть свой потенциал и найти работу.
- Мне нравится обучать навыкам, которые всегда помогут построить наше будущее.
20.
Что заставляет вас быть инструктором по сварке?
- Желание сохранить процветание сварочного дела.
- Делюсь своими знаниями, наблюдая за их ростом и уважением, которое я получаю как инструктор.
- Я лучший сварщик, претендующий на эту работу, и, безусловно, самый опытный. Я хочу научить новых учеников, приходящих через компанию, правильно сваривать и дать им несколько советов, как выполнять определенные работы.
- Люблю молодежь.
- Потому что я всегда хотел учителя.
Больше вопросов и ответов на интервью
Изучите советы экспертов и ресурсы, чтобы быть более уверенным на следующем собеседовании.
Предлагаемая карьера
Интервью, вопросы и ответы
Продолжайте практиковаться, посещая эти похожие наборы вопросов.
Отказ от ответственности
Наши вопросы и ответы на собеседование создаются опытными рекрутерами и интервьюерами. Эти вопросы и ответы не относятся к какой-либо организации, школе или компании на нашем сайте.Вопросы интервью и примеры ответов, а также любой другой контент может быть использован в другом месте на сайте. Мы не утверждаем, что наши вопросы будут заданы на любом собеседовании, которое у вас может быть. Наша цель — создать вопросы и ответы для собеседования, которые лучше всего подготовят вас к собеседованию, а это означает, что мы не хотим, чтобы вы запоминали наши ответы. Вы должны создать свои собственные ответы и быть готовыми к любому вопросу собеседования на любом собеседовании.
Узнайте больше о том, во что мы верим>
Прочтите наши Условия использования для получения дополнительной информации>
Все вопросы на собеседовании создаются MockQuestions.com и не являются официальными вопросами интервью для любой организации, указанной на MockQuestions.com.
© 2008-2021 ООО «Мок-вопросы».
| , уровень 2 | Вопрос | [Ref] |
| II-1 | При контроле продольной волной основного металла, прилегающего к сварному шву, минимальная чувствительность обычно устанавливается так, чтобы | [1] |
| a) она на 6 дБ выше Уровень 80% полной шкалы для соответствующего бокового просверленного отверстия | ||
| b) это на 20 дБ выше уровня 80% полной шкалы для соответствующего бокового просверленного отверстия | ||
| c) эхо-сигнал от задней стенки составляет 100% FSH при отсутствии дефектов | ||
| d) ничего из вышеперечисленного | ||
| II-2 | При ультразвуковом контроле сварных швов толщина материала, конфигурация подготовки к сварке, тип дефекта и ориентация являются основными факторами для | [1] |
| a) размеры датчика | ||
| б) частота | ||
| c) угол зонда | ||
| г) все вышеперечисленное | ||
| II-3 | Если геометрия позволяет при контроле сварного шва, расстояние, на которое необходимо переместить зонд от сварного шва, чтобы гарантировать 100% объемный контроль, составляет | [1] |
| a) 1/2 шага от центральной линии сварного шва | ||
| b) 1 полный переход от центральной линии сварного шва | ||
| c) 1/2 пропуска от края зоны термического влияния | ||
| d) 1 полный переход от края ЗТВ | ||
| II-4 | При ручном сканировании обнаружение наклонно ориентированных дефектов улучшается на | [1] |
| a) с использованием более низкой частоты | ||
| б) проверка продольной волной | ||
| c) добавление поворотного движения к датчику углового луча | ||
| г) все вышеперечисленное | ||
| II-5 | Резкий сигнал с большой амплитудной характеристикой, видимый с одной стороны сварного шва, но не с другой, с резким спадом как при вращательном, так и при орбитальном движении, будет указывать на присутствие | [1 ] |
| а) пористость | ||
| б) отсутствие плавления | ||
| в) шлак | ||
| г) растрескивание | ||
| II-6 | Использование ультразвуковых методов для проверки угловых швов обычно ограничивается определением степени проплавления.Лучше всего этому способствует | [1] |
| a) система наведения для удержания зонда на фиксированном расстоянии. | ||
| б) презентации c-scan | ||
| c) Тандемные датчики 45 и 60 градусов | ||
| d) голографические методы | ||
| II-7 | Дефект сварного шва, который возникает, когда сварочная лужа затвердевает от внешних краев и вызывает напряжения, достаточные для образования трещин, составляет | [2] |
| a) кратерное растрескивание | ||
| б) растрескивание под бортом | ||
| c) поперечное растрескивание | ||
| d) прыжки в лужу | ||
| II-8 | Цель удаления сварного колпачка путем шлифовки его заподлицо с основным металлом при подготовке к ультразвуковому контролю: | [2] |
| a) уменьшить разброс от перенаправления луча | ||
| б) улучшить объемное покрытие | ||
| c) повышение чувствительности к приповерхностным дефектам | ||
| г) все вышеперечисленное | ||
| II-9 | В процессе сварки удаление металла шва и основного металла с противоположной стороны сварного соединения для обеспечения полного проплавления при сварке с этой стороны называется | [3] |
| а) снятие сварки | ||
| б) снятие фаски | ||
| c) задняя строжка | ||
| г) подготовка швов | ||
| II-10 | Предпочтительный термин сварки для дыхательного отверстия: | [3] |
| a) проходка туннелей | ||
| б) фонтан | ||
| в) пористость | ||
| d) газовый карман | ||
| II-11 | Назначение материала основы в основании сварного шва — | [3] |
| a) для поддержки расплавленного металла сварного шва | ||
| б) радиатор | ||
| c) для предотвращения отсутствия сплавления | ||
| г) все вышеперечисленное | ||
| II-12 | В сварочных процессах предварительно уложенный присадочный металл, который вплавляется в основание стыка и тем самым становится частью сварного шва, представляет собой | [3] |
| a) холод | ||
| б) венок | ||
| c) расходная вставка | ||
| d) покрытый электрод | ||
| II-13 | Трещина, возникающая в углублении на конце сварного шва, называется | [3] |
| a) горячий разрыв | ||
| б) разрывная трещина | ||
| c) трещина для тепловой защиты | ||
| г) кратерная трещина | ||
| II-14 | В сварном шве минимальное расстояние от корня до поверхности шва составляет | [3] |
| a) гипотенуза | ||
| б) нога | ||
| c) эффективное горло | ||
| d) длина сварного шва | ||
| II-15 | Назначение флюса при сварке — | [3] |
| a) стабилизация сварочной дуги | ||
| b) для защиты сварного шва от атмосферы | ||
| c) как a, так и b | ||
| d) ничего из вышеперечисленного | ||
| II-16 | При сварке площадь плавления основного металла, определяемая по поперечному сечению сварного шва, составляет | [3] |
| a) зона термического влияния | ||
| б) зона плавления | ||
| c) мертвая зона | ||
| г) сумеречная зона | ||
| II-17 | Часть основного металла, которая не была расплавлена, но механические свойства или микроструктура которой были изменены теплом сварки или резки, называется | [3] |
| а) зона термоядерного синтеза | ||
| б) зона термического влияния | ||
| c) мертвая зона | ||
| г) сумеречная зона | ||
| II-18 | В процессе сварки с использованием инертного газа как части операции инертный газ предназначен для | [3] |
| a) реагировать с наполнителем металл | ||
| b) создать защитную атмосферу над сварочной ванной | ||
| c) увеличить нагрев дуги | ||
| г) упрочнение наплавленного металла шва | ||
| II-19 | Выступ металла шва за носок, поверхность или основание сварного шва называется | [3] |
| a) перекрытие | ||
| б) поднутрение | ||
| c) пройти | ||
| г) бусинка | ||
| II-20 | Другой термин для явления сварки, называемого «обратным всасыванием», — это | [3] |
| a) подрезка | ||
| б) продувка | ||
| c) вогнутая трасса | ||
| г) перекрытие | ||
| II-21 | Растрескивание в зоне термического влияния, которое обычно не распространяется на поверхность металла, составляет | [3] |
| a) поперечное растрескивание | ||
| б) растрескивание под бортом | ||
| c) растрескивание пластин | ||
| d) растрескивание после термообработки после сварки | ||
| II-22 | При сварке вольфрамовым электродом электродом, которым управляет сварщик, является электрод | [3] |
| a) из вольфрама | ||
| б) не израсходован | ||
| c) как a, так и b | ||
| d) ничего из вышеперечисленного | ||
| II-23 | Вам необходимо отсканировать весь объем нешлифованного сварного шва тройника на пластине толщиной 100 мм.Сканирование должно выполняться с одной стороны пластины для подготовки к сварке с помощью зонда 45. На какое расстояние сканирования необходимо отодвинуть поверхность тройника, чтобы обеспечить 100% | [4] |
| a) 142 мм | ||
| b) 230 мм | ||
| c) 283 мм | ||
| d) 300 мм | ||
| II-24 | Нешлифованный стыковой шов толщиной 50 мм следует сканировать только с одной стороны сварного шва.Пластина имеет толщину 20 мм, и требуется полное объемное покрытие сварного шва плюс 20 мм зона термического влияния. Ширина сварного шва 20 мм. Каково максимальное расстояние сканирования от | [4] |
| a) 40 мм | ||
| b) 68 мм | ||
| c) 98 мм | ||
| d) 120 мм | ||
| II-25 | Резкий узкий сигнал, амплитуда которого остается постоянной при движении по орбите и быстро спадает при вращении зонда, вероятно, | [4] |
| a) отсутствие слияния | ||
| б) изолированная пора | ||
| в) шлак | ||
| г) поперечная трещина | ||
| II-26 | Обнаружена рваная группа отдельных шипов, определенная как дефект.Путь звука меняется, амплитуда меняется при вращении и движении по орбите с датчиком. Но при выходе на орбиту дефект не исчезает полностью. Скорее всего, это | [4] |
| а) трещина | ||
| б) шлаковые включения | ||
| в) кластер пористости | ||
| г) отсутствие плавления | ||
| II-27 | Резкий узкий сигнал дефекта обнаруживается во время стандартного А-сканирования сварного шва.Вращение и орбита дефекта вызывают его быстрое исчезновение при боковом движении датчика, сигнал остается постоянным как по амплитуде, так и по пути прохождения звука. Скорее всего, это | [4] |
| а) шлаковые включения | ||
| б) трещина | ||
| c) отсутствие плавления | ||
| d) поры | ||
| II-28 | При сварке встык на пластине толщиной 55 мм, заточенной заподлицо, вы обнаруживаете большой острый узкий отражатель со звуковым путем 154 мм и точкой выхода на 128 мм от центральной линии сварного шва с помощью зонда 45 с помощью зонда 45.Если он имеет длину 20 мм, скорее всего, дефект | [4] |
| a) непробиваемость | ||
| б) несоответствие | ||
| c) отсутствие плавления | ||
| d) обратный отсос | ||
| II-29 | Кривая, показывающая зависимость амплитуды от пройденного расстояния до отражателей той же площади, обычно обозначается как (n) | [5] |
| a) AVG изгиб | ||
| b) Кривая DAC | ||
| c) Кривая DGS | ||
| d) Кривая неразрушающего контроля | ||
| II-30 | Ультразвуковой дисплей в прямоугольных координатах, где расстояние или время полета представлены в одном направлении, а смещение зонда — в другом, а отраженные импульсы в виде ярких отметок на темном фоне (или наоборот) называется a (n) | [5] |
| a) A-скан | ||
| б) B-сканирование | ||
| c) C-сканирование | ||
| d) томограф |
Вопросы и ответы сварщика — Scholarexpress
Сварщик Вопросы и ответы
1-Метод сварки, который используется для соединения тонких металлических листов?
(А) Дуговая сварка
(В) Газовая сварка
(К) Сварка сопротивлением
(D) Водородная сварка
2-дюймовый ацетиленовый баллон, ацетилен растворяется в
(А) Углекислый газ
(В) Вода
(К) Кислород
(D) Ацетон
3-Окислительное пламя — это пламя который получен путем поставки
(А) меньше ацетилена и больше кислорода
(В) больше ацетилена и меньше кислорода
(К) равный объем ацетилена и кислорода
(D) Ничего из вышеперечисленного
4-Что из перечисленного в сварочных процессах используется плавящийся электрод?
(А) Сварка под флюсом
(В) Сварка МИГ
(К) Сварка TIG
(D) Сварка CIG
5-Тепло, выделяемое в контактная сварка предоставляется по:
(А) H = I 2 RT
(В) H = I 2 R / T
(К) H = I 2 / RT
(D) H = RT / I 2
6-Процесс соединения двух детали, в которые сплав цветных металлов введен в жидком состоянии между кусок металла, которому дали затвердеть, известен как
(А) сварка
(В) пайка
(К) копье
(D) клепка
Процесс сварки MIG 7 дюймов, газ, используемый для сварки алюминия:
(А) Чистый газ аргон
(В) CO 2
(К) Смесь аргоно-кислородная
(D) Азот
8-Следующий метод плавления недрагоценный металл
(А) Пайка
(В) Пайка
(К) Сварка
(D) Все вышеперечисленное
9-следующий источник энергии можно использовать для сварки
(А) электронный луч
(В) трение
(К) УЗИ
(D) все вышеперечисленное
10-Следующие самые старые вид сварки
(А) кузнечная сварка
(В) дуговая сварка
(К) контактная сварка
(D) газокислородная сварка
11-Термин «сварной шов» ___ источник.
(А) Английский
(В) Испанский
(К) Арабский
(D) Французы
12-дюймовая дуговая сварка, длина дуги напрямую связана с
(А) текущий
(В) напряжение
(К) оба (A) и (B)
(D) Ничего из вышеперечисленного
13-Следующий процесс сварки можно использовать как постоянный, так и переменный ток любого типа.
(А) Дуговая сварка в экранированном металле
(В) газовая дуговая сварка металлическим электродом
(К) газовая вольфрамовая дуговая сварка
(D) все вышеперечисленное
14-Следующие сварочные процессы использовать расходный электрод.
(А) Дуговая сварка в экранированном металле
(В) газовая дуговая сварка металлическим электродом
(К) оба (A) и (B)
(D) газовая вольфрамовая дуговая сварка
15-Газовая дуговая сварка вольфрамом (GTAW) или вольфрамовый инертный газ (сварка TIG)
(А) почти для всех свариваемых металлов
(В) когда качество сварных швов очень важно
(К) для велосипедов, самолетов и военно-морских сил
(D) все вышеперечисленное
16-Почти нет дыма произведено в
(А) Дуговая сварка в экранированном металле
(В) газовая дуговая сварка металлическим электродом
(К) сварка под флюсом
(D) газовая вольфрамовая дуговая сварка
17-Используется следующий процесс особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением.
(А) Дуговая сварка в экранированном металле
(В) газовая дуговая сварка металлическим электродом
(К) сварка под флюсом
(D) газовая вольфрамовая дуговая сварка
Сварка с вылетом 18 из
(А) дуговая сварка
(В) контактная сварка
(К) газовая сварка
(D) ничего из вышеперечисленного
19-Ультразвуковая сварка используется для присоединения
(А) тонкие металлические листы
(В) металлические провода
(К) термопласт
(D) все вышеперечисленное
20-Следующее (являются) процесс твердотельной сварки
(А) сварка трением
(В) экзотермическая сварка
(К) индукционная сварка
(D) все вышеперечисленное
ОТВЕТЫ:
1- (C), 2- (D), 3- (A), 4- (B), 5- (A), 6- (B), 7- (A), 8- (C), 9- (D), 10- (A), 11- (A), 12- (B), 13- (C), 14- (C), 15- (D), 16- (C), 17- (C), 18- (B), 19- (D), 20- (D)
|
Что такое сварка TIG? 8 основных вопросов с ответами — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Процесс сварки двух металлов — это искусство. Сварной шов должен быть прочным и чистым. Старая поговорка сварщиков гласит: «Вы можете обмануть людей. Металл не обманешь ». А при выполнении работ, требующих сварки, таких как мосты, газопроводы высокого давления, структурная опора, сварные швы должны быть безопасными и надежными. Сварка TIG — один из наиболее распространенных методов сварки тонких сплавов. Это имеет долгую историю в Соединенных Штатах.
Что такое сварка TIG? Сварка TIG известна как сварка вольфрамовым электродом в среде инертного газа.Это форма дуговой сварки, при которой вольфрамовый стержень пропускает электрический ток через два металла. В то же время инертный газ — гелий или аргон — продувает зону сварки. Сварка TIG может работать без присадочной проволоки для соединения металлов с высокой температурой плавления. Duk, CC BY-SA 3.0 http://creativecommons.org/licenses/by-sa/3.0/, через Wikimedia Commons
Изобретение сварки TIG было революционным для создания высококачественных сварных швов на тонких металлических изделиях. Однако процесс сложный и трудоемкий.Читайте дальше, чтобы узнать больше о важности сварки TIG, ее сравнении с другими методами дуговой сварки MIG и о том, как вы можете сами стать сварщиком TIG.
Рекламные объявления Кто изобрел сварку TIG
Изобретатель сварки TIG по имени Рассел Мередит был изобретателем и механиком, стремящимся удовлетворить потребности авиастроительной промышленности, которая нуждалась в методе сварки легких металлов с высокой температурой плавления, используемых в самолетах. В январе 1941 года он подал патент № 2 274 631 в качестве схемы на первое в мире сварочное оборудование TIG.
Рекламные объявления Рассел Мередит работал на нескольких работах, связанных с машиностроением и сваркой, в первую очередь в качестве трубопровода для газопровода и в качестве механика, нанятого Warner Bros Studios, который ремонтировал разбитые автомобили из съемочных площадок. Эти рабочие места подготовили Мередита к тому, чтобы он был готов к более крупным сварочным работам на воздушных судах за свою карьеру в Lockheed.
Его претензия на Зал славы сварщиков возникла во время его работы в Lockheed, когда ему был выдан патент на гелио-дуговую сварку (TIG), который он изобрел для правильной сварки магния для корпуса самолета доктора.XP-56 Джона К. Нортрапа. Этот истребитель времен Второй мировой войны участвовал в боевых действиях.
Как началась сварка TIG?
Во время Второй мировой войны для участия в соревнованиях США требовались более легкие и маневренные самолеты. Метод сварки более легких сплавов металлов, в первую очередь магния, был дорогостоящим и не применялся до изобретения сварки TIG. Объявления
В основном это было связано с природой металлов, таких как магний, которые были легкими, но имели очень высокие температуры плавления. и с которыми было сложно работать в соответствии с современными технологиями сварки.Эта трудность и необходимость, возникшая во время войны, привели к изобретению сварки TIG.
Потребность в сварке легких сплавов для военных конструкций кораблей и самолетов стала катализатором изобретения сварки TIG с гелием. Президент Рузвельт даже написал Уинстону Черчиллю письмо, в котором утверждал, что их суда могут быть построены намного быстрее благодаря новым методам сварки, таким как сварка TIG.
Изобретение сварки TIG могло способствовать успешному завершению Второй мировой войны для союзников.
В чем разница между сваркой MIG и TIG?
Рекламные объявления Между сваркой TIG и MIG есть несколько общих черт, поскольку обе включают электрические дуги, которые создают энергию или тепло для сварки. При сварке TIG и MIG используется электрическая дуга и инертный газ.
Энергия / тепло используется для соединения металлических частей, а инертный газ используется для поддержания чистоты места сварки от примесей. При сварке MIG и TIG также используется инертный газ для поддержания чистоты поверхности сварного шва.
Однако на этом сходство заканчивается. Основные различия между сваркой MIG и TIG:
- Использование присадочного материала
- Ширина металла, который легко сваривается
- Тепло, необходимое для сварки металла.
- Гладкость сварного шва
Использование присадочного материала
Наконечник для сварки MIG с присадочной проволокой (5).Изображение взято с https://commons.wikimedia.org/wiki/File:MIG_cut-away.jpg # / media / File: MIG_cut-away.jpg
Sponsored Links Для сварки MIG требуется металлическая проволока, а для сварки TIG — нет. В процессе сварки TIG не обязательно использовать присадочный металл для соединения двух свариваемых металлов. Напротив, сварка MIG использует присадочную металлическую проволоку для соединения двух металлических частей.
Присадочный материал при сварке MIG обычно представляет собой металлическую проволоку. Состав проволоки зависит от типа свариваемого металла. Некоторые из наиболее распространенных типов присадочной металлической проволоки для сварки включают:
- AWS ER70S-6 Solid Wire : это одна из наиболее распространенных проволок, используемых в качестве присадочного материала для сварки.Эту сплошную проволоку можно найти почти везде, где продаются сварочные материалы, и ее можно использовать для сварки труб, роботизированной сварки и многих других промышленных сварочных работ. Эта прочная проволока создает однородные шарики, ее легко подавать и использовать.
- AWS ER70S-3 Сплошная проволока : Эта сплошная проволока отлично подходит для использования, когда вам нужно, чтобы сварной шов был чистым и гладким, поскольку отложение присадочного материала этой проволоки минимально. Это еще одна проволока, которую легко подавать и использовать, и она отлично подходит для сварочных работ на автомобилях и других промышленных предприятиях.
- AWS ER80S-D2 Сплошная проволока : Эта сплошная проволока имеет более высокий предел прочности на разрыв, чем другие более распространенные сплошные проволоки. Эта сплошная проволока — отличный вариант для сварки углеродистых металлов и низколегированных сталей. Эта проволока позволит создать прочные и качественные сварные швы для строительных материалов, оборудования и прицепов.
- Сплошная проволока без меди : Медь обычно добавляют в присадочную проволоку, поскольку она увеличивает проводимость и ограничивает окисление. Однако медь может вызывать проблемы при сварке некоторых стальных изделий.Сплошная проволока, не содержащая меди, может ограничить проблемы, связанные с добавлением меди в конкретные области применения стали.
Ширина металла, который легко сваривается
Ширина свариваемого металла может потребовать более надежного сварного шва. Если свариваемый металл имеет большой диаметр, сварной шов потребуется больше тепла (включая предварительный нагрев металла) и более прочное соединение сварного шва.
Непосредственный нагрев металлов с помощью процесса сварки TIG может быть более сложным, чем сварка деталей с помощью сварки MIG и присадочной проволоки.Однако сварочные швы TIG можно выполнять и с присадочной проволокой.
Если ширина металла небольшая, лучше использовать сварку TIG, поскольку соединяемые металлы плавятся и связываются. Благодаря смягчению обеих кромок сварка TIG создает более прочное соединение. Добавление присадочного материала при сварке MIG по бокам двух тонких металлических частей не рекомендуется, так как это намного слабее, чем при сварке TIG.
Тепло, необходимое для сварки металла
Christopher.S.rcbc, CC BY-SA 4.0 https: // creativecommons.org / licenses / by-sa / 4.0, через Wikimedia CommonsКогда вы соединяете металл сварным швом, вам необходимо учитывать, какая электрическая проводимость требуется для нагрева металла. Количество тепла, необходимое для доведения металла до точки плавления при сварке, измеряется тем, сколько металла может быть сформировано без разрушения, что называется «пластичным» и является переменным для всех типов металлов.
Металл с высокой пластичностью означает, что для достижения точки плавления для выполнения требуемого шва потребуется более значительное количество энергии и тепла.Присадочный материал при сварке MIG лучше подходит для высокопластичных металлов.
Электроустойчивый металл с низкой пластичностью требует меньше энергии и тепла для достижения точки плавления. Сварка TIG более эффективна для этих типов металлов, потому что теплосодержание контролируется и направляется в первую очередь на металл, вместо того, чтобы полагаться на нагрев присадочного материала проволоки в первую очередь для прочности и процесса сварки.
Список обычных металлов, которые являются пластичными (в отличие от твердых), приведен ниже:
Рекламные объявления Гладкость сварного шва
Обработка сварного шва в основном заключается в соединении металлов друг с другом в прочную связь.Тем не менее, эстетика сварного шва также должна быть принята во внимание.
Гладкость шва намного легче создать с помощью сварки TIG, потому что вам не нужен материал присадочной проволоки для создания сварного шва.
Материал присадочной проволоки, который используется при сварке MIG, может привести к разбрызгиванию отложений мусора по бокам сварного шва. Это называется разбрызгиванием и очень часто встречается у людей, плохо знакомых со сваркой (прочтите статью о том, как сваривать без разбрызгивания).
При этом на сварном шве остается грубый шов, который выглядит некрасиво и иногда влияет на функцию свариваемого металла.
Сварка TIG также требует инертного газа в качестве внешнего защитного газа для создания точного, чистого и гладкого шва. Зарубежный защитный газ создает чистый и элегантный вид сварки TIG.
Сварка TIG прочнее, чем MIG?
Сварка TIG дает чистый и очищенный сварной шов, что делает его более надежным, чем сварка MIG.Сварка, выполненная с помощью MIG, может быть прочной, но она ограничена пределом прочности на разрыв проволоки из присадочного материала, с которой выполняется сварка MIG.
Сварка MIG требует расплавления присадочного металла для соединения двух частей металла, а сварка TIG этого не делает. Поскольку сварка TIG не требует присадочной проволоки, прочность получаемых сварных швов не ограничивается пределом прочности присадочной проволоки на растяжение, что делает этот метод наиболее надежным из двух.
Рекламные объявления Предел прочности на разрыв — это прочность металла, измеряемая тем, какое усилие он может выдержать до разрушения.Сварочные швы TIG могут соединять два металла с высокой прочностью на разрыв, тогда как сварка MIG потребует присадочной проволоки с меньшей прочностью на разрыв, чтобы соединить два металла.
Сложна ли сварка TIG?
Сварка TIG — это более сложный способ сварки, требующий навыков, точности и сосредоточенности. После того, как вы начали сварку шва, вы хотите продолжить его до конца, чтобы сделать непрерывный и гладкий шов.
Несмотря на то, что процесс сварки TIG более сложен, он обеспечивает высокое качество сварных швов без брызг.Оборудование для сварки TIG также дешевле, чем оборудование для сварки MIG, что упрощает его покупку.
Сварка TIG сложнее, чем сварка MIG, она имеет меньший газовый и электродный КПД и требует большего количества тепла. Однако сварка TIG хорошо подходит для толстых материалов.
Вот довольно забавный и интересный обзор сварки TIG для новичков.
Метод сварки TIG требует нескольких этапов, в том числе:
- Комфортное расположение
- Скорость сварки
- Угол сварного шва
- Длина дуги электрода
9 Комфортное позиционирование
Во-первых, сварка TIG — это утомительная и точная работа.На практике вы будете работать вдоль медленной линии сварного шва и, наконец, начнете сваривать несколько металлических частей вместе, поэтому очень важно найти удобное положение для плеч, рук и туловища.
Советы профессионалов по поиску идеального положения при сварке TIG:
- Осторожно положите руки на стол
- Не прижимайте свой вес к столу
- Держите электрод на расстоянии около 1 миллиметра от металла, с которым вы работаете
- Оберните провод резака вокруг руки, чтобы надежно удерживать головку резака в руке
- Мышцы, которые утомлены, затрудняют сварку; перед началом сварки TIG постарайтесь отдохнуть.
Скорость сварного шва
Поддержание постоянной скорости при работе со сварным швом обеспечит единообразие размера и глубины сварного шва. сварной шов и шов в целом. Ниже приведены несколько советов по поддержанию скорости сварки:
- Сохраняйте движение стабильно; не останавливайтесь и не увеличивайте скорость для поддержания однородности
- Задайте положение на металле, в котором вы будете выполнять сварку, пробегите вольфрамовой головкой всухую, чтобы убедиться, что ваше тело находится в правильном положении, чтобы можно было дотянуться до всей длины шва без остановки.
- Зазор между головкой вольфрама и металлом, с которым вы работаете, должен быть примерно в 1,5 раза больше диаметра вольфрамового стержня.
Угол сварного шва
Сохранение равномерного угла сварного шва поможет создать устойчивый валик, который можно сваривать быстрее и аккуратно.
Угол наклона вольфрамовой головки при сварке должен составлять двадцать градусов от вертикального положения. Вам нужно иметь наклонный угол во время сварки, потому что это побуждает лужу сварного шва непрерывно двигаться вперед, продвигая вашу работу по металлу.
Длина дуги электрода
Длина дуги от электрода определяет количество тепла, попадающего в сварной шов. Поскольку TIG — это «процесс с постоянным током», сила тока, которую вы устанавливаете на машине, — это то, что вы постоянно получаете от электрода.
Это означает, что необходимо постоянное расстояние от свариваемого материала для обеспечения постоянного нагрева и равномерного шва. Средняя длина дуги примерно в 1,5 раза больше диаметра вольфрамового стержня, который вы используете.
- Если у вас слишком малая длина дуги, вы рискуете более высокими температурами, чем вам нужно для сварки. Это может вызвать чрезмерное образование луж, грязные и слабые сварные швы, а также, возможно, оплавление на всем протяжении свариваемого материала.
- Если у вас слишком длинная дуга из , вы рискуете позволить дуге выйти из-под контроля. Длинная дуга также нагреет вольфрамовый стержень и сделает его таким горячим, что если стержень войдет в контакт с металлом, он соберет часть объединенного металла.
Всегда старайтесь поддерживать постоянную среднюю или короткую дугу электрода в контакте с металлом, который вы свариваете. Это поможет вам избежать повреждения металла и сохранить вольфрам холодным, чтобы вы могли продолжать однородные и чистые сварные швы.
Как научиться выполнять сварку TIG?
Обучение сварке требует времени и самоотверженности. Чтобы научиться сварке, вам необходимо приобрести необходимое оборудование и начать практиковаться. Вот некоторые из практических приемов, которые вы можете попробовать для сварки TIG:
- Дуга на стали и создание сварочной ванны
- Приварите лист без присадочного стержня
- Практические бассейны и валики
- Сварите первые два куска металла вместе
1.Дуга на стали и создание сварочной ванны
Первое, что вам нужно сделать, когда вы начнете изучать, как выполнять сварку TIG, — это запустить сварочную ванну. Это означает, что у вас есть небольшой участок расплавленного металла на листе, с которым вы работаете. Вы хотите, чтобы эта лужа была достаточно глубокой, чтобы двигаться вперед, но не настолько глубокой, чтобы образовалась дыра в листе.
Угол дуги и расстояние от металла становятся важными с самого начала, так что почувствуйте обе эти вещи. Кроме того, сосредоточьтесь на правильной осанке и легкости движений руками и верхней частью туловища.
Вы не хотите, чтобы ваш вес опирался на скамью во время сварки. Кроме того, вы не хотите начинать с одного края металлического листа или другого. Начните тренировку с лужи прямо посередине для комфорта и отработки осанки и формы.
2. Приварить лист без присадочного стержня
Следующим шагом будет сварка листа. Сварочный шов просто берет сварочную лужу и аккуратно проталкивает ее по металлической поверхности равномерным и чистым способом. Метод перемещения сварочной ванны для создания линии сварного шва заключается в последовательном движении, одинаковой высоте стержня от металла и постепенном продвижении.
Рекламные объявления Начните с создания первой сварочной ванны. Этого должно быть достаточно, чтобы расплавленный металл начал перемещаться по кромке первой лужи. Небольшими круговыми движениями ширина сварного шва начинает постепенно перемещать ванну по металлу. Идея состоит в том, чтобы сохранить равномерную глубину сварного шва и непрерывно перемещать лужу этим круговым движением с одинаковой толщиной.
Старайтесь, чтобы линия шва оставалась как можно более прямой. Кроме того, ширина сварного шва должна быть как можно более равномерной.
3. Тренировочные бассейны и валики
После того, как вы почувствуете, как расплавлять сварной шов, а затем перемещать лужу круговыми движениями по металлической поверхности с одинаковой глубиной и шириной, вы можете начать добавлять присадочную проволоку. Добавление присадочной проволоки — это еще один шаг, который не является обязательным для сварки TIG, но по-прежнему является отличным методом для освоения в рамках сварки TIG.
Общая идея такая же, как заливка сварочной ванны и последующее перемещение сварочной ванны круговыми движениями, только теперь вы будете непрерывно прокладывать присадочную проволоку по линии дуги и лужи, чтобы добавить материал в сварочную ванну.
Внешний вид сварного шва больше не является вмятиной в металле, а представляет собой приподнятый слой из-за добавления присадочной проволоки в сварочную ванну. Работайте над тем, чтобы валики стали гладкими и ограничили разбрызгивание на краях сварного шва. Совет для гладких сварных швов — добавлять в лужу небольшие кусочки проволоки, продвигать сварной шов вперед, а затем добавлять еще немного.
4. Сварите вместе первые два куска металла
Сварку первых двух кусков металла можно выполнить двумя способами:
Вариант 1: сварить два куска металла вместе без присадочной проволоки : Процесс сварки двух металлических деталей без присадочной проволоки сложен.Выполните следующие действия, чтобы убедиться, что вам удастся сварить два куска металла вместе методом TIG без присадочной проволоки. Материал:
- Убедитесь, что свариваемый металл не двигается. Закрепите секции друг на друге с помощью хомутов.
- Начните сварочную ванну на перекрытии двух частей. Обязательно нагрейте металл настолько, чтобы бассейн равномерно покрыл ширину обеих частей и имел одинаковую глубину.
- Начните круговое движение, следя за тем, чтобы температура, глубина и ширина сварного шва оставались постоянными на всем протяжении.
Вариант 2: сварка TIG двух металлических частей вместе с присадочной проволокой : Процесс сварки двух металлических частей вместе с присадочной проволокой более естественен, чем без присадочной проволоки. Это связано с тем, что тепло необходимо только для расплавления проволоки и соединения ее с свариваемым металлом, а не для создания всего сварного шва из расплавленного металла поверхности.
- Выполните те же действия, что и выше, но при создании кругового движения добавьте в сварной шов присадочный материал для проволоки, чтобы создать однородный и гладкий валик по всей длине сварного шва.
Каковы недостатки сварки TIG?
Несмотря на то, что у использования сварки TIG есть много преимуществ, есть некоторые недостатки, которые следует учитывать. Некоторые из этих недостатков включают:
- Более дорогое : оборудование, необходимое для сварки TIG, относительно одинаково. Однако, поскольку сварка TIG обычно занимает больше времени, для завершения сварки потребуется больше инертного газа. Инертный газ — это материал, который в конечном итоге обойдется вам дорого.
- Более сложная техника : Сварка TIG требует фокусировки и круговой техники соединения. Хотя этот метод позволяет получить качественные сварные швы, его сложно освоить. Это сложно, потому что сварка занимает больше времени, более чувствительна к изменениям расстояния и скорости движения электрода по сварному шву и требует большего количества тепла.
- Не может использоваться на грязных или ржавых материалах : TIG требует чистой поверхности для создания лужи расплавленного металла, который рассыпается по металлической поверхности.Ржавые, окисленные или грязные металлические поверхности создают дефекты сварного шва, которые не могут быть покрыты так быстро, как это может сделать присадочный материал при сварке MIG.
- Отнимает много времени : Сварка TIG требует более значительного нагрева и медленной, устойчивой руки, чтобы поверхность расплавленного металла склеивалась и покрывалась валиками по всему сварному шву. Процесс TIG занимает больше времени, потому что вам нужно больше нагреть металл, а для сварки требуется расплавить металл, а не наполнитель, что намного удобнее и требует меньше тепла.
Можно ли выполнять сварку TIG без газа?
Нет. Помните, что TIG — это инертный газ вольфрама. В этом процессе используются как инертный газ аргона или гелия, так и вольфрамовый стержень для выработки электроэнергии. Без использования инертного газа при сварке TIG вы сожжете вольфрам, добавив примеси к месту сварки, которые не позволят вам проникнуть достаточно глубоко в металл, с которым вы работаете со своим швом.
Заключение
Сварка TIG обеспечивает качество и прочность без необходимости использования присадочной проволоки в сварном шве.Однако процесс сварки TIG сложен, требует много времени, дороже и сложнее в освоении. Надеюсь, вы сможете немного попрактиковаться и начать учиться работать со сварщиком TIG, чтобы обрести уверенность, прежде чем начинать сваривать детали вместе. TIG отлично подходит для большинства проектов, но, поскольку это очень сложно, не рекомендуется для неопытных сварщиков.
Источники:
300+ TOP WELDER Вопросы и ответы с несколькими вариантами ответов
WELDER Multiple Choice Questions: —1.Какой метод сварки используется для соединения тонких металлических листов?
(A) Дуговая сварка
(B) Газовая сварка
(C) Сварка сопротивлением
(D) Водородная сварка
2. В ацетиленовом баллоне ацетилен растворяется в
(A) Двуокись углерода
(B) Вода
(C) Кислород
(D) Ацетон
3. Окислительное пламя — это пламя, которое получается при подаче
(A) меньше ацетилена, больше кислорода
(B) больше ацетилена и меньше кислорода
(C) равный объем ацетилена и кислорода
(D) Ничего из вышеперечисленного
4.В каких из следующих сварочных процессов используется плавящийся электрод?
(A) Сварка под флюсом
(B) Сварка МИГ
(C) Сварка TIG
(D) Сварка CIG
5. Тепло, выделяемое при контактной сварке, определяется по формуле:
(А) H = I2RT
(В) H = I2R / T
(C) H = I2 / RT
(Д) H = RT / I2
6. Процесс соединения двух деталей, в котором сплав цветных металлов вводится в жидком состоянии между деталями металла и дает возможность затвердеть, известен как
.(А) сварка
(B) пайка
(C) прокалывание
(Д) клепка
7.В процессе сварки MIG газ, используемый для сварки алюминия:
(A) Чистый газ аргон
(B) CO2
(C) Смесь аргона и кислорода
(D) Азот
8. Следующий метод плавления основного металла
(А) Пайка
(B) Пайка
(C) Сварка
(D) Все вышеперечисленное
9. Для сварки можно использовать следующий источник энергии
(A) электронный луч
(В) трение
(C) УЗИ
(D) все вышеперечисленное
10.Ниже приводится самый старый вид сварки
.(A) кованая сварка
(B) дуговая сварка
(C) контактная сварка
(Д) газокислородная сварка
11. Термин «сварной шов» имеет ___ происхождение.
(A) Английский
(B) Испанский
(C) Арабский
(D) Французский
12. При дуговой сварке длина дуги напрямую связана с
(А) ток
(В) напряжение
(C) и (A), и (B)
(D) Ничего из вышеперечисленного
13.В следующем процессе сварки можно использовать как постоянный, так и переменный ток любого типа.
(A) Дуговая сварка в экранированном металле
(B) газовая дуговая сварка металлическим электродом
(C) газовая дуговая сварка вольфрамом
(D) все вышеперечисленное
14. После сварки используйте плавящийся электрод.
(A) Дуговая сварка в экранированном металле
(B) газовая дуговая сварка металлическим электродом
(C) и (A), и (B)
(D) газовая дуговая сварка вольфрамом
15.Используется газовая дуговая сварка вольфрамом (GTAW) или вольфрамовым электродом в среде инертного газа (TIG)
(A) почти для всех свариваемых металлов
(B), когда качество сварных швов чрезвычайно важно
(C) для велосипедов, самолетов и военно-морских сил
(D) все вышеперечисленное
16. В
почти нет дыма.(A) Дуговая сварка в экранированном металле
(B) газовая дуговая сварка металлическим электродом
(C) сварка под флюсом
(D) газовая дуговая сварка вольфрамом
17.Следующий процесс используется особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением.
(A) Дуговая сварка в экранированном металле
(B) газовая дуговая сварка металлическим электродом
(C) сварка под флюсом
(D) газовая дуговая сварка вольфрамом
18. Сварка с осадкой типа
(А) дуговая сварка
(B) контактная сварка
(В) газовая сварка
(D) ничего из вышеперечисленного
19.Для соединения
используется ультразвуковая сварка.(A) тонкие металлические листы
(В) проволока металлическая
(C) термопласт
(D) все вышеперечисленное
20.