Гост типы сварных соединений — Морской флот
Текст ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
РУЧНАЯ ДУГОВАЯ СВАРКА СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints.
Main types, design elements and dimensions
МКС 25.160.40 ОКП 06 0200 0000
Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3827 дата введения установлена
Ограничение срока действия снято по протоколу № 5—94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. Издание (ноябрь 2009 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4—89),
Издание (ноябрь 2009 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4—89),
Поправкой (ИУС 9—2009).
© Издательство стандартов, 1980 © СТАНДАРТИНФОРМ, 2010
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Без скоса кромок
Без скоса кромок с последующей строжкой
Односторонний на съемной подкладке
Со скосом одной кромки
Односторонний на остающейся подкладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
С двумя несимметричными скосами одной кромки
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Со скосом кромок
Со скосом кромок с последующей строжкой
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скоса-ми кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скоса-ми кромок
Односторонний на съем-ной подкладке
Односторонний на остающейся подкладке_
С двумя несимметричными скосами кромок
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Без скоса кромок
Со скосом одной кромки
С криволинейным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами од-ной кромки
Без скоса кромок
YZZZZZX
tsWWN
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Размер для справок.
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
* Размер для справок.
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
Пред. Но-откл. мин.
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
Св. 54 до 60 Св. 60 до 66
Св. 90 до 96 Св. 96 до 100
подготовленных кромок свариваемых деталей
Св. 84 до 90 Св. 90 до 96
Св. 96 до 100 Св. 100 до 108
96 до 100 Св. 100 до 108
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
* Размер для справок.
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
От 3 до 5 Св. 5 до 8 Св. 8 до 11 Св. 11 до 14 Св. 14 до 17 Св. 17 до 20 Св. 20 до 24 Св. 24 до 28 Св. 28 до 32 Св. 32 до 36 Св. 36 до 40 Св. 40 до 44 Св. 44 до 48 Св. 48 до 52 Св. 52 до 56 Св. 56 до 60
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.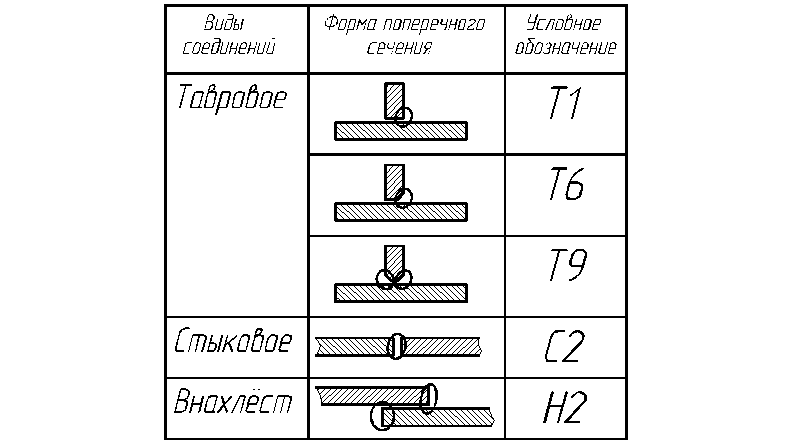 1).
1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1.0 мм — для деталей толщиной 4—10 мм;
0,1 s, но не более 3 мм — для деталей толщиной 10—100 мм;
0,01 5 + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, е(.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и не более:
1. 0 мм — для деталей толщиной до 60 мм;
0 мм — для деталей толщиной до 60 мм;
2.0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании.
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8—1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°.
При этом соответственно может быть изменена ширина шва е, ех.
15, 16. (Введены дополнительно, Изм. № 1).
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди. Основные типы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА ДУГОВАЯ.
СОЕДИНЕНИЯ СВАРНЫЕ
ТРУБОПРОВОДОВ ИЗ МЕДИ
И МЕДНО-НИКЕЛЕВОГО СПЛАВА
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 16038-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Arc welding. | ГОСТ Взамен |
 Welded joints in pipelines of copper
and copper-nickel alloy. Main types, design elements and
dimensions
Welded joints in pipelines of copper
and copper-nickel alloy. Main types, design elements and
dimensionsПостановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1877 срок действия установлен
с 01.07.81
до 01.07.91
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859-78 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492-73, с фланцами из латуни марки Л90 по ГОСТ 15527-70 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175-78 или БрАЖНМц 9-4-4-1.
Стандарт не распространяется на сварные соединения, применяемые
для изготовления самих труб из листового или полосового
материала.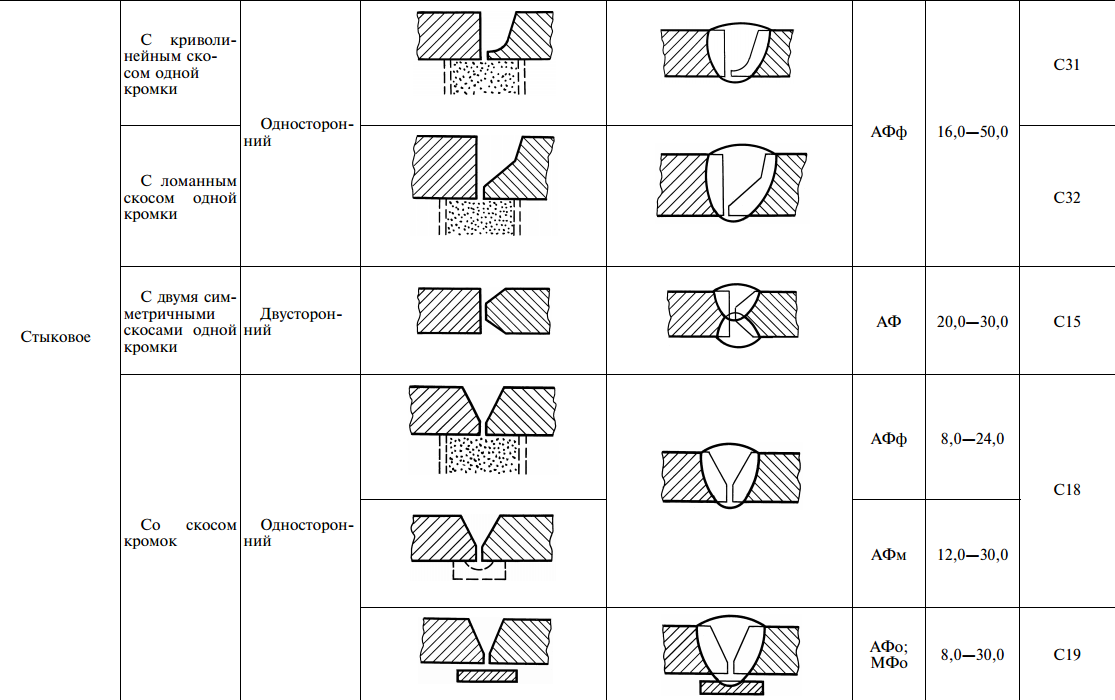
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов дуговой сварки:
ЗП — в защитном газе плавящимся электродом;
ЗН — в защитном газе неплавящимся электродом;
ЗН/ЗП — в защитном газе комбинированная, при которой для первого прохода применяется ЗН, для последующих — ЗП;
Р — ручная.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
S — толщина стенки трубы;
S1 — толщина стенки привариваемой детали;
? — толщина подкладного кольца;
т — ширина подкладного кольца;
b — зазор между кромками свариваемых деталей после прихватки;
Dн — наружный диаметр трубы;
Dвн — номинальный внутренний диаметр трубы;
dвн — номинальный внутренний диаметр привариваемой детали;
dн — наружный диаметр ответвительных штуцеров и приварышей;
D р — диаметр раздачи трубы;
B — ширина нахлестки;
l — длина муфты;
g — выпуклость сварного шва;
g1 — выпуклость сварного шва со стороны полости и трубы при односторонней сварке;
е — ширина шва;
h — вогнутость корня шва;
f — фаска фланца;
K — катет углового шва;
K1 — катет углового шва со стороны разъема фланца;
а — толщина шва.
(Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-27.
Для угловых швов в таблицах приведен расчетный катет.
Таблица 1
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Материал свариваемых деталей | Толщина стенки и минимальный диаметр трубы, мм, для способов сварки | Условное обозначение соединения | ||||
подготовленных кромок | сварного шва | ЗП | ЗН | ЗН/ЗП | Р | |||||
Стыковое соединение трубы с трубой или арматурой | Без скоса кромок | Односторонний | Медь | — | 1,0-1,5 14 | — | — | С2 | ||
Медно-никелевый сплав | 1,0-1,5 6 | |||||||||
Односторонний на съемной подкладке |
| Медь | 2,5-3,0 45 | 2,0-3,0 14 | 2,0-4,0 45 | С4 | ||||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 14 | 2,0-5,0 45 | |||||||
Односторонний на остающейся цилиндрической подкладке | Медь | 2,5-3,0 45 | 2,0-3,0 45 | 2,0-4,0 45 | С5 | |||||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 45 | ||||||||
Со скосом кромок | Односторонний |
| Медь, медно-никелевый сплав | — | 1,5-10,0 14 | 4,0-10,0 45 | — | |||
Медь | 4,0-10,0 45 | 3,0-5,0 14 | 4,0-10,0 45 | 4,0-5,0 45 | C18 | |||||
Односторонний на съемной подкладке | Медно-никелевый сплав | 4,0-15,0 45 | 3,0-10,0 14 | |||||||
Медь или медно-никелевый сплав с бронзой | — | 2,0-6,0 14 | — | — | ||||||
Стыковое соединение трубы с трубой или арматурой | Со скосом кромок | Односторонний на цилиндрической остающейся подкладке | Медь | 4,0-10,0 45 | 3,0-5,0 45 | 4,0-10,0 45 | 4,0-5,0 45 | С19 | ||
Медно-никелевый сплав | 4,0-15,0 45 | 3,0-10,0 45 | 4,0-15,0 45 | |||||||
С криволинейным скосом кромок | Односторонний | Медь, медно-никелевый сплав | — | 3,0-10,0 22 | 4,0-10,0 45 | — | С47 | |||
Без скоса кромок с раздачей | Односторонний на остающейся цилиндрической подкладке | Медь | 2,5-3,0 45 | 2,0-3,0 14 | — | 2,5-4,0 45 | С57 | |||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 14 | 2,0-5,0 45 | |||||||
Со скосом и раздачей кромок | Односторонний на остающейся цилиндрической подкладке | Медь | 4,0-15,0 45 | 3,0-5,0 14 | 4,0-15,0 45 | 4,0-5,0 45 | С58 | |||
Медно-никелевый сплав | 3,0-10,0 20 | |||||||||
Односторонний на остающейся конической подкладке | Медь, медно-никелевый сплав | 4,0-10,0 45 | 2,0-5,0 9 | 4,0-10,0 45 | — | C51 | ||||
Стыковое соединение секторов колен (отводов) | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | — | 1,5-3,0 любой | — | — | С59 | ||
Односторонний на съемной подкладке | Медь, медно-никелевый сплав | 2,0-5,0 45 | 2,0-3,0 любой | — | 2,0-5,0 45 | С60 | ||||
Со скосом кромок | Двусторонний | Медь, медно-никелевый сплав | 4,0-15,0 108 | 4,0-5,0 108 | 4,0-15,0 108 | — | C54 | |||
Односторонний на съемной подкладке | Медь, медно-никелевый сплав | 4,0-15,0 45 | 3,0-5,0 любой | 8,0-15,0 80 | — | С55 | ||||
Односторонний на остающейся подкладке | Медь, медно-никелевый сплав | 2,5-5,0 любой | С61 | |||||||
Нахлесточное соединение труб с раздачей одного конца трубы | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | 2,5-15,0 45 | 1,0-5,0 6 | — | 2,5-5,0 45 | Н3 | ||
Нахлесточное соединение труб с муфтой | Односторонний двойной | Медь, медно-никелевый сплав | 2,5-15,0 45 | 1,0-5,0 6 | — | 2,5-5,0 45 | Н4 | |||
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой | Односторонний | Медь или медно-никелевый сплав с бронзой | 2,0-4,0 24 | 1,5-4,0 6 | — | — | Н1 | |||
Угловое соединение фланца или кольца с трубой | Со скосом кромок | Односторонний | Медь или медно-никелевый сплав с латунью | 2,0-15,0 24 | 2,0-5,0 24 | — | 2,0-5,0 45 | У22 | ||
Со скосом одной кромки |
| У23 | ||||||||
Со скосом кромок | Двусторонний |
| Медь или медно-никелевый сплав с латунью | 2,0-15,0 90 | У7 | |||||
Медь или медно-никелевый сплав с латунью | 6,0-15,0 32 | — | — | У24 | ||||||
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не более 0,6 | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | 2,5-5,0 24 | 1,0-5,0 9 | — | 2,0-5,0 38 | У17 | ||
Без скоса кромок | Односторонний | Медь или медно-никелевый сплав с бронзой | 2,5-15,0 не менее 20 | 1,5-5,0 не менее 12 | — | 2,5-5,0 не менее 20 | У17 | |||
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не менее 0,6 | Без скоса кромок | Односторонний |
| Медь, медно-никелевый сплав | 2,5-5,0 55 | 1,0-5,0 9 | — | 2,5-5,0 38 | У18 | |
Медь или медно-никелевый сплав с бронзой | 2,5-15,0 не менее 20 | 1,5-5,0 не менее 12 | 2,5-5,0 не менее 20 | |||||||
Со скосом одной кромки |
| Медь, медно-никелевый сплав | 6,0-15,0 55 | — | 6,0-15,0 55 | — | У19 | |||
Угловое соединение отростка с трубой равных размеров | Без скоса кромок | Односторонний | Медь | 2,5-4,0 105 | — | 2,5-4,0 105 | У16 | |||
Примечания:
1. В графе «Толщина стенки и минимальный наружный диаметр трубы
для способов сварки» приведены: в числителе предельные толщины
стенок труб, за исключением соединений отростков, для которых
приведены толщины стенок отростков; в знаменателе минимальные
наружные диаметры труб за исключением соединений отростков,
ответвительных штуцеров и приварышей, для которых приведены их
минимальные диаметры.
В графе «Толщина стенки и минимальный наружный диаметр трубы
для способов сварки» приведены: в числителе предельные толщины
стенок труб, за исключением соединений отростков, для которых
приведены толщины стенок отростков; в знаменателе минимальные
наружные диаметры труб за исключением соединений отростков,
ответвительных штуцеров и приварышей, для которых приведены их
минимальные диаметры.
2. Значения предельных толщин и минимальных наружных диаметров для медных труб приведены по ГОСТ 617-72, для медно-никелевых труб — по ГОСТ 17217-79.
(Измененная редакция, Изм. № 1).
Таблица 2
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | |
подготовленных кромок свариваемых деталей | сварного шва | ||||
С2 | ЗН | Медь, медно-никелевый сплав | 1,0-1,5 | ||
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. | е (пред. откл. ±1) | g (пред. откл. +1,0 -0,5) | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
С4 | ЗН | Медь | 2,0 | 0 | 4 | 1,0 | ||
ЗП; ЗН; Р | Медно-никелевый сплав | |||||||
ЗП | Медь, медно-никелевый сплав | 2,5-3,0 | 1 | 7 | ||||
ЗН | 5 | |||||||
Р | 7 | |||||||
Медь | 3,5-4,0 | 2 | 9 | 1,5 | ||||
ЗП | Медно-никелевый сплав | 3,5-5,0 | ||||||
ЗН | 5 | |||||||
Р | 9 | |||||||
 откл. +1)
откл. +1)Примечание. При толщине s более 3 мм сварное соединение
применяется в тех случаях, когда в корне шва допускается
непровар.
При толщине s более 3 мм сварное соединение
применяется в тех случаях, когда в корне шва допускается
непровар.
Таблица 4
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. откл. +1) | е (пред. откл. ±1) | g (пред. откл. +1,0 -0,5) | ||
подготовленных кромок свариваемых деталей | сварного шва | ||||||||
С5 | ЗН | Медь | 2,0 | 0 | 5 | 1,0 | |||
Медно-никелевый | |||||||||
ЗП; Р | |||||||||
ЗП | Медь, медно-никелевый сплав | 2,5-3,0 | 2 | 8 | |||||
ЗН | 6 | ||||||||
Р | 8 | ||||||||
Медь | 3,5-4,0 | 3 | 10 | 1,5 | |||||
ЗП | Медно-никелевый сплав | 3,5-5,0 | |||||||
ЗН | 6 | ||||||||
Р | 10 | ||||||||
Примечание. При толщине s более 3 мм сварное соединение
применяется в тех случаях, когда в корне шва допускается
непровар.
При толщине s более 3 мм сварное соединение
применяется в тех случаях, когда в корне шва допускается
непровар.
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b | e | g | g1 | h | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Не более | |||||
С17 | ЗН | Медь, медно-никелевый сплав | 1,5-2,5 | 0 | +0,3 | 4 | +2 -1 | 1,0 | +1,0 -0,5 | 1,0 | 0,5 | ||
2,5-3,5 | +0,5 | 6 | 1,5 | ||||||||||
ЗН/ЗП; ЗН | 4,0-4,5 | 7 | +2 | 1,5 | ±0,5 | 0,8 | |||||||
5,0-5,5 | 8 | ||||||||||||
6,0 | +1,0 | 9 | 2,0 | ||||||||||
7,0-7,5 | 10 | 1,0 | |||||||||||
8,0 | 11 | ||||||||||||
10,0 | 14 | ||||||||||||
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b | e | g | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С18 | ЗН | Медь, медно-никелевый сплав | 3,0-3,5 | 1 | +1,0 | 7 | +2 | 1,5 | ±1,0 | ||
ЗП; ЗН/ЗП | 4,0-5,0 | 2 | 9 | +4 | |||||||
ЗН | 1 | +2 | |||||||||
Р | 2 | +4 | |||||||||
ЗП; ЗН/ЗП | Медь, медно-никелевый сплав | 5,5-7,5 | 3 | 12 | +3 | 2,0 | |||||
ЗН | 2 | 11 | +2 | 1,5 | |||||||
ЗП; ЗН/ЗП | Медь, медно-никелевый сплав | 8,0-10,0 | 3 | 17 | +3 | 3,0 | |||||
ЗН | 2 | 13 | +4 | ||||||||
ЗП | 15,0 | 3 | 23 | +3 | |||||||
ЗН | Медь, медно-никелевый сплав с бронзой | 2,0-4,5 | 0 | +0,3 | 6 | +2 | 1,0 | ±0,5 | |||
5,0-6,0 | 8 | ||||||||||

Таблица 7
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b | e | g (пред. | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
С19 | ЗН | Медь, медно-никелевый сплав | 3,0-3,5 | 1 | +1 | 7 | +2 | 1,5 | |||
4,0-5,0 | 2 | 10 | |||||||||
ЗП; ЗН/ЗП; Р | 3 | +4 | |||||||||
ЗП; ЗН/ЗП | Медь | 5,5-7,5 | +2 | 12 | 2,0 | ||||||
Медно-никелевый сплав | |||||||||||
ЗН | 2 | +1 | 11 | +2 | 1,5 | ||||||
ЗП; ЗН/ЗП | Медь | 8,0-10,0 | 3 | +2 | 17 | +4 | 3,0 | ||||
Медно-никелевый сплав | |||||||||||
ЗН | +1 | 14 | |||||||||
ЗП; ЗН/ЗП | 15,0 | +2 | 23 | +5 | |||||||
 откл. ±1)
откл. ±1)Таблица 8
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | е (пред. | g (пред. откл. ±0,5) | h, не более | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
С47 | ЗН | Медь, медно-никелевый сплав | 3,0-3,5 | 6 | 1,0 | 0,4 | ||
ЗН; ЗН/ЗП | 4,0-4,5 | 8 | 1,5 | |||||
5,0-5,5 | 9 | 0,8 | ||||||
6,0-7,5 | 11 | 2,0 | ||||||
8,0-10,0 | 15 | 3,0 | ||||||
 откл. ±2)
откл. ±2)Таблица 9
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. | e (пред. откл. ±1) | g (пред. откл. +1,0 -0,5 | ||
подготовленных кромок свариваемых деталей | сварного шва | ||||||||
С57 | ЗН | Медь | 2,0 | 0 | 5 | 1,0 | |||
Медно-никелевый сплав | |||||||||
ЗП; Р | |||||||||
ЗП | Медь, медно-никелевый сплав | 2,5-3,0 | 2 | 8 | |||||
ЗН | 6 | ||||||||
Р | 8 | ||||||||
Медь | 3,5-4,0 | 3 | 10 | 1,5 | |||||
ЗП | Медно-никелевый сплав | 3,5-5,0 | |||||||
ЗН | 6 | ||||||||
Р | 10 | ||||||||
 откл. +1)
откл. +1)* Размер для справок.
Примечание. При толщине s более 3 мм сварное соединение применяется в тех случаях, когда в корне шва допускается непровар.
Таблица 10
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b | e | g (пред. откл. ±1) | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
С58 | ЗН | Медь, медно-никелевый сплав | 3,0-3,5 | 1 | +1 | 7 | +2 | 1,5 | |||
ЗП; ЗН/ЗП Р | 4,0-5,0 | 2 | 10 | ||||||||
3 | +3 | ||||||||||
ЗП; ЗН/ЗП | Медь | 5,5-7,5 | +2 | 12 | 2,0 | ||||||
Медно-никелевый сплав | |||||||||||
ЗН | |||||||||||
ЗП; ЗН/ЗП | Медь | 8,0-10,0 | 17 | +4 | |||||||
Медно-никелевый сплав | |||||||||||
ЗН | |||||||||||
ЗП; ЗН/ЗП | Медь, медно-никелевый сплав | 15,0 | 23 | +5 | 3,0 | ||||||
* Размер для справок.
Таблица 11
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. откл. ±0,5) | ? | m | e | g (пред. откл. +1,0 -1,5) | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||||
С51 | ЗН | Медь, медно-никелевый сплав | 2,0 | 2 | 2,0 | 20 | 6 | +2 | 1,0 | ||
2,5 | 2,5 | 21 | |||||||||
3,0-3,5 | 3 | 3,0 | 22 | ||||||||
ЗП; ЗН/ЗП; ЗН | 4,0-5,0 | 5,0 | 25 | 9 | +3 | 1,5 | |||||
ЗП; ЗН/ЗП | 5,5-7,5 | 12 | |||||||||
8,0 | 14 | ||||||||||
10,0 | 16 | ||||||||||

* Размер для справок.
Таблица 12
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | |
подготовленных кромок свариваемых деталей | сварного шва | ||||
С59 | ЗН | Медь, медно-никелевый сплав | 1,5-3,0 | ||
Примечание. Допускается выполнение двухстороннего шва.
Таблица 13
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. откл. +1) | e (пред. откл. ±1) | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
С60 | ЗП | Медь, медно-никелевый сплав | 2,0-3,0 | 1 | 7 | ||
ЗН | 6 | ||||||
Р | 7 | ||||||
ЗП; Р | 3,5-5,0 | 2 | 9 | ||||
Примечание. При толщине s более 3 мм сварное соединение применяется в тех случаях, когда в корне шва допускается непровар.
Таблица 14
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | e (пред. откл. ±1) | g | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
С54 | ЗН | Медь, медно-никелевый сплав | 4,0-5,0 | 8 | 2 | ±0,5 | ||
ЗН/ЗП; ЗП | 5,5-7,5 | 10 | ||||||
8,0-10,0 | 12 | 3 | ±1,0 | |||||
15,0 | 18 | 4 | ||||||
Примечание. Вместо двустороннего шва может быть выполнен односторонний, при условии полного провара корня шва.
Таблица 15
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. откл. 1) | e | g | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
С55 | ЗН | Медь, медно-никелевый сплав | 3,0-3,5 | 1 | 7 | +2 | 2 | ±0,5 | |||
4,0-5,0 | 9 | ||||||||||
ЗП ЗП; ЗН/ЗП | 2 | +3 | |||||||||
5,5-7,5 | 3 | 12 | +4 | 3 | ±1,0 | ||||||
8,0-10,0 | 17 | ||||||||||
15,0 | 23 | 4 | |||||||||
Таблица 16
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b | e | g | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
C61 | ЗН | Медь, медно-никелевый сплав | 2,5-3,0 | 1 | +1 | 7 | +2 | 2 | ±0,5 | |||
4,05,0 | 2 | 10 | ||||||||||
ЗП | 3 | +4 | ||||||||||
5,5-7,5 | +2 | 12 | 3 | ±1,0 | ||||||||
ЗП; ЗН/ЗП | 8,0-10,0 | 17 | ||||||||||
15,0 | 23 | +5 | 4 | |||||||||
Таблица 17
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | K | B (пред. откл. ±5) | ||
подготовленных кромок свариваемых деталей | сварного шва | |||||||
Н3 | ЗН | Медь, медно-никелевый сплав | 1,0-2,5 | s+1 | 30 при (Dн до 32 включ.) 40 (при Dн свыше 32 до 108 включ.) 50 (при Dн свыше 108) | |||
ЗП; ЗН; Р | 2,5-5,0 | |||||||
ЗП | 5,5-15,0 | |||||||
Таблица 18
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | K | l (пред. откл. ±5) | ||
подготовленных кромок свариваемых деталей | сварного шва | |||||||
Н4 | ЗН | Медь, медно-никелевый сплав | 1,0-3,0 | s+1 | 40 при (Dн до 32 включ.) 50 (при Dн свыше 32 до 108 включ.) 60 (при Dн свыше 108) | |||
ЗП; ЗН; Р | 2,5-5,0 | |||||||
ЗП | 5,5-15,0 | |||||||
Таблица 19
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | Dн | K (пред. откл. +2) | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
Н1 | ЗН | Медь или медно-никелевый сплав с бронзой | 1,5-1,0 | 6-22 | Толщина более тонкой детали | ||
ЗП; ЗН | 2,0-4,0 | 24-38 | |||||
Примечание. Допускается применение штуцеров и ниппелей с фасками.
Таблица 20
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | b, не более | K | f | ||
подготовленных кромок свариваемых деталей | сварного шва | ||||||||
У22 |
| ЗП; ЗН; Р | Медь, медно-никелевый сплав с латунью | 2-5 | 0,5 (при Dн до 100 включ.) 1,0 (при Dн свыше 100) | 1,3s | K-2 | ||
ЗП | 5-10 | 14 | |||||||
15 | |||||||||
Примечание. Трубу следует развальцевать по фаске фланца.
Таблица 21
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | b, не более | K | f | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
У23 | ЗП; ЗН; Р | Медь или медно-никелевый сплав с латунью | 2,0-5,0 | 0,5 (при Dн до 100 включ.) 1,0 (при Dн свыше 100) | 1,3s | K-2 | ||
ЗП | 5,0-10,0 | |||||||
15,0 | 14 | |||||||
Примечания:
1. Трубу следует развальцевать до устранения зазора.
2. Соединение рекомендуется для трубопроводов, транспортирующих агрессивную среду, склонную к образованию струевой коррозии.
Таблица 22
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | b, не более | K | K1 | f | ||
подготовленных кромок свариваемых деталей | сварного шва | |||||||||
У7 | ЗП; ЗН; Р | Медь или медно-никелевый сплав с латунью | 2,0-5,0 | 0,5 (при Dн до 100 включ.) 1,0 (при Dн свыше 100) | 1,3s | s-1 | K-2 | |||
ЗП | 5,0-7,5 | |||||||||
8,0-15,0 | 10 | |||||||||
Таблица 23
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | b, не более | K | f | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
У24 | ЗП | Медь или медно-никелевый сплав с латунью | 6,0-7,5 | 0,5 (при Dн до 100 включ.) 1,0 (при Dн свыше 100) | 1,3s | K-2 | ||
8,0-15,0 | 10 | |||||||
Примечания:
1. Соединение рекомендуется для трубопроводов, транспортирующих агрессивную рабочую среду, склонную к образованию струевой коррозии.
2. Шов с привалочной стороны фланца допускается выполнять способом сварки ЗН.
Таблица 24
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s1 | dн, не менее | b, не более | K | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
У17 | ЗН | Медь, медно-никелевый сплав | 1,0-2,0 | — | 1,0 | 1,3 толщины более тонкой детали | ||
ЗП; ЗН Р | 2,5-5,0 | |||||||
ЗН | Медь или медно-никелевый сплав с бронзой | — | 12 | 0,5 | ||||
ЗП; ЗН; Р | 20 | |||||||
Таблица 25
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s1 | dн, не менее | b, не более | K | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
У18 | ЗН | Медь, медно-никелевый сплав | 1,0-2,0 | — | 1,0 | 1,3 толщины более тонкой детали | ||
ЗП; ЗН; Р | 2,5-5,0 | |||||||
ЗН | Медь или медно-никелевый сплав с бронзой | — | 12 | 0,5 | ||||
ЗП; ЗН; Р | 20 | |||||||
Таблица 26
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
У19 |
| ЗП ЗН/ЗП | Медь, медно никелевый сплав | 6,0-7,0 | 17 | +2 | 9 | +2 -0,5 | |
7,5-10,0 | 20 | ||||||||
15,0 | 28 | +3 | 3 | +3,0 -0,5 | |||||
Примечание. Допускается непровар и превышение проплава величиной не более 1,5 мм суммарной протяженностью до 20 % периметра сварного шва.
Таблица 27
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | e (пред. откл. +2) | K (пред. откл. +1) | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
У16 | ЗП; ЗН; Р | Медь | 2,5-3,0 | 4 | 3 | ||
3,5-4,0 | 6 | 4 | |||||
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Для сварных соединений, выполняемых с применением сварочных материалов по ГОСТ 16130-85, величина условного давления допускается равной величине условного давления, установленного для самих труб, за исключением случаев, когда в стыковых соединениях допускается непровар.
(Измененная редакция, Изм. № 1).
7. Смещение перед сваркой кромок стыковых соединений труб, свариваемых на весу, допускается до 20 % от толщины стенки трубы, но не более 0,3 мм по внутренней поверхности.
При сварке на остающихся или съемных подкладках или при двухсторонней сварке смещение кромок допускается до 1 мм.
8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 28, должна производиться также, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 28
мм
Толщина тонкой детали | Разность толщины деталей |
До 2,5 | 0,5 |
Св. 2,5 до 4,0 | 1,0 |
Св. 4,0 | 2,0 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 28, на детали, имеющей большую толщину s1, должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3
9. Шероховатость обрабатываемых под сварку поверхностей — Rz, не более 80 мкм по ГОСТ 2789-73.
10. Остающиеся подкладки и муфты должны изготовлять из металла той же марки, что и изготовленные трубы.
11. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографическим методом, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
12. Диаметр раздачи трубы Dp следует определять по формуле:
Dр = Dвн + 2?
13. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
14. В соединениях У18 и У19 размеры «е» и «g» в сечении А-А должны устанавливаться при проектировании. При этом, размер «е» должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия на величину до 3 мм, а размер «а» должен быть не менее минимальной толщины стенки свариваемых деталей.
15. Предельные отклонения катетов углового шва K от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при K ? 5 мм;
+3 мм — при 5 мм < K ? 12 мм;
+5 мм — при K > 12 мм.
16. Допускается выпуклость углового шва не более 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % его катета, но не более 3 мм.
(Новая редакция, Изм. № 1).
Гост технология сварки — В помощь хозяину
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
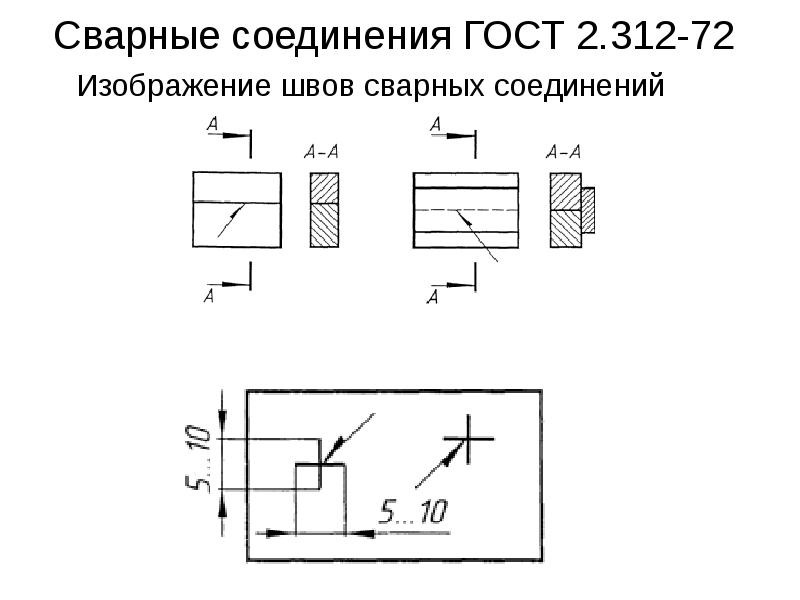
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Типы сварных соединений арматуры и способы их сварки, согласно требованиям ГОСТ 14098-2014
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
ГОСТ 5264-80 / Auremo
.ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 Дата введения установлена с 01.07.81
Ограничение ответственности Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИиК № 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ(ноябрь 2009 г.) с поправкой № 1, утвержденной в январе 1989 г. (IUS 4–89), Поправка (стандарт ICS 9–2009).
1. Настоящий стандарт устанавливает основные типы, элементы конструкции и размеры сварных соединений сталей и железоникелевых сплавов и на никелевой основе, выполняемые ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные виды сварных соединений должны быть такими, как указано в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать таблице.2–54.
Таблица 1
| Тип подключения | Форма подготовлена кромок | Характер шва | Форма поперечного сечения | Толщина сварочного вращателя — разрабатываемых деталей, мм | Условное обозначение — включение соединенных ций | |
| подготовленных кромок | сварка | |||||
| стык | С фланцами | Односторонний | 1-4 | C1 | ||
| 1−12 | C28 | |||||
| С отбортовкой по одной кромке | 1-4 | Sz | ||||
| Фаска | S2 | |||||
| Односторонняя съемная накладка | 1-4 | C4 | ||||
| Односторонний в остальной облицовке | C5 | |||||
| Блокировка односторонняя | 1-4 | S6 | ||||
| Двусторонний | 2-5 | C7 | ||||
| Фаска с последующей строжкой | 6−12 | С42 | ||||
| со скосом | Односторонний | 3-60 | C8 | |||
| Односторонняя съемная накладка | C9 | |||||
| Односторонний в остальной облицовке | C10 | |||||
| Односторонняя блокировка | C11 | |||||
| Двусторонний | C12 | |||||
| Изогнутый скос | 15−100 | C13 | ||||
| С скошенной кромкой | C14 | |||||
| С двумя симметричными скосами одна кромка | 8−100 | C15 | ||||
| С двумя симметричными криволинейными скосами одна кромка | 30−120 | C16 | ||||
| С двумя асимметричными скосами одна кромка | 12−100 | С43 | ||||
| Скошенные кромки | Односторонний | 3−60 | C17 | |||
| Съемная односторонняя накладка | C18 | |||||
| Односторонний в остальной облицовке | 6−100 | C19 | ||||
| Односторонняя блокировка | 3-60 | C20 | ||||
| Двусторонний | C21 | |||||
| Скошенные кромки с последующей строжкой | 8-40 | C45 | ||||
| Изогнутая скошенная кромка | 15−100 | C23 | ||||
| С скошенными кромками | C24 | |||||
| С двумя симметричными скошенными кромками | 8−120 | C25 | ||||
| С двумя симметрично закругленными кромками со скосом | 30−175 | С26 | ||||
| С двумя симметричными скошенными кромками | 30−175 | С27 | ||||
| С двумя асимметричными скосами кромок | 12−120 | C39 | ||||
| C40 | ||||||
| Уголок | С отбортовкой по одной кромке | Односторонний | 1-4 | U1 | ||
| 1−12 | U2 | |||||
| Фаска | 1-6 | Я4 | ||||
| 1−30 | ||||||
| Двусторонний | 2-8 | V5 | ||||
| 2−30 | ||||||
| С фаской | Односторонний | 3-60 | Y6 | |||
| Двусторонний | U7 | |||||
| С двумя симметричными скосами одна кромка | 8−100 | U8 | ||||
| Скошенные кромки | Односторонний | 3-60 | U9 | |||
| Двусторонний | U10 | |||||
| T — | Фаска | Односторонний | 2-40 | T1 | ||
| Двусторонний | T3 | |||||
| со скосом | Односторонний | 3-60 | T6 | |||
| Двусторонний | T7 | |||||
| Изогнутая фаска | 15−100 | T2 | ||||
| Симметричный с двумя скосами на одну кромку | 8−100 | T8 | ||||
| 12−100 | T9 | |||||
| С двумя симметричными криволинейными скосами одна кромка | 30−120 | T5 | ||||
| Круг | Фаска | Односторонний | 2-60 | h2 | ||
| Двусторонний | h3 | |||||
Таблица 2
Габаритные размеры, мм
______________
* Размер для справки.
Таблица 3
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | не более | |||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | ||||
| C28 | от 1 до 2 | От до | 0 | +1 | |||
| SV.2 по 6 | |||||||
| SV. С 6 по 9 | +2 | ||||||
| SV. С 9 по 12 | +3 | ||||||
Таблица 4
Габаритные размеры, мм
_____________
* Размер для справки.
Таблица 5
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | не подробнее | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| S2 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 6
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | не более | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | ||||
| C4 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 6 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | |||||
Таблица 7
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| C5 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 8
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| S6 | от 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ± 0,5 | ||
| SV. От 1,5 до 3,0 | 1 | ± 1,0 | 7 | 1,5 | ± 1,0 | |||
| SV. От 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 9
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | , | ± 1 | ||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | ||||
| C7 | 2 | 2 | ± 1,0 | 8 | 1,5 | ||
| SV. 2 по 4 | 9 | ||||||
| SV. С 4 по 5 | +1,5 А 1.0 | 10 | 2,0 | ||||
Таблица 10
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | | | , | , | ||
| подготовленные кромки сварные детали | сварной | ||||||
| С42 | от 6 до 8 | 4 | 7 | 10 | 12 | ||
| SV.С 8 по 10 | 6 | 9 | 12 | 14 | |||
| SV. С 10 по 12 | 8 | 11 | 14 | 16 | |||
Таблица 11
Габаритные размеры, мм
| Обозначение сварного шва | Конструкционные элементы | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | ||
| C8 | от 3 до 5 | 8 | ± 2 | 0,5 | +1,5 -0,5 | ||
| SV. 5 по 8 | 12 | ||||||
| SV. С 8 по 11 | 16 | ||||||
| SV. С 11 по 14 | 20 | ||||||
| SV. С 14 по 17 | 24 | ± 3 | +2,0 -0,5 | ||||
| SV.17-20 | 28 | ||||||
| SV. С 20 по 24 | 32 | ||||||
| SV. С 24 по 28 | 35 | ||||||
| SV. 28 по 32 | 38 | ||||||
| SV. 32 по 36 | 41 | ||||||
| SV. 36 по 40 | 44 | ||||||
| SV. От 40 до 44 | 49 | ± 4 | |||||
| SV. 44 по 48 | 53 | ||||||
| SV.48 к 52 | 56 | ||||||
| SV. 52 по 56 | 60 | ||||||
| SV. 56 к 60 | 64 | ||||||
(PDF) Сравнительный анализ металлоконструкции сварных швов типа Р-65 (А, Т)
ScienceDirect
Доступно на сайте www.sciencedirect.com
Процедуры Компьютерные науки 149 (2019) 314– 318
1877-0509 © 2019 Авторы. Опубликовано Elsevier B.V.
Это статья в открытом доступе под лицензией CC BY-NC-ND (http: // creativecommons.org / licenses / by-nc-nd / 4.0 /)
Экспертная оценка под ответственностью научного комитета ICTE в области транспорта и логистики 2018 (ICTE2018).
10.1016 / j.procs.2019.01.141
10.1016 / j.procs.2019.01.141
© 2019 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/)
Рецензирование под ответственностью ученых c комитет ICTE в области транспорта и логистики 2018 (ICTE2018).
1877-0509
Доступно на сайте www.sciencedirect.com
ScienceDirect
. Опубликовано Elsevier BV
Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/)
Рецензирование под ответственностью научного комитет ICTE в области транспорта и логистики 2018 (ICTE2018).
ICTE в транспорте и логистике 2018 (ICTE 2018)
Сравнительный анализ металлоконструкции сварных швов типа Р-65 (А, Т)
Павел Гаврилова, Виктор Ивановб, *
a Рижский технический университет, Институт железнодорожного транспорта, Улица Паулы Валдена 1, Рига LV-1048, Латвия
bРижский технический университет, Институт железнодорожного транспорта, улица Озенес 12, Рига LV-1004, Латвия
Реферат
Целью данной статьи было исследование, проведенное в Рижском Техническом центре. Лаборатория университета по исследованию свариваемости рельсов
R65 Нижнетагильского заводов и Азовсталь на мобильной рельсосварочной машине.В данной статье рассматривается сравнительный анализ металлоконструкции сварного соединения типа П-65 (А, Т)
. Кроме того, будет рассмотрена и учтена статистика стыков, сваренных мобильной рельсосварочной машиной
PRSM-4 на Латвийской железной дороге в 2014, 2015, 2016, 2017 годах. Основная задача исследования
— дать детальную оценку твердости и структуры металла при сварке рельсов с разным типом упрочнения
(АЗОВСТАЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД — без термической упрочнения) и (Нижнетагильский металлургический комбинат). — сквозное —
закаленное).
© 2019 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/)
Рецензирование под ответственностью научного комитет ICTE в области транспорта и логистики 2018 (ICTE2018).
Ключевые слова: Сварные уплотнения; Анализ конструкции
1. Введение
Сварные стыки рельсов являются неотъемлемой частью строительства непрерывных сварных рельсовых путей.Однако часто они не обладают достаточной надежностью работы
[1]. В статье представлены результаты исследования твердости сварного соединения рельсов и структуры
, полученных методом электроконтактной сварки.
С 2014 по 2017 год на Латвийской железной дороге
увеличилось количество сварных соединений, выполненных машиной ПРСМ-4 (см. Рис. 1). Общее количество сварных стыков на Латвийской железной дороге за период с 2014 по 2017 год
* Корреспондент.Тел .: + 371-924-7769.
Адрес электронной почты: [email protected]
Доступно онлайн на сайте www.sciencedirect.com
ScienceDirect
Процедуры информатики 00 (2019) 000–000
ww.elsevier.com/locate / procedure
1877-0509 © 2019 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/)
Рецензирование под ответственностью научного комитет ICTE в области транспорта и логистики 2018 (ICTE2018).
ICTE в транспорте и логистике 2018 (ICTE 2018)
Сравнительный анализ металлоконструкции сварных швов типа Р-65 (А, Т)
Павел Гаврилова, Виктор Ивановб, *
a Рижский технический университет, Институт железнодорожного транспорта, Улица Паулы Валдена 1, Рига LV-1048, Латвия
bРижский технический университет, Институт железнодорожного транспорта, улица Озенес 12, Рига LV-1004, Латвия
Реферат
Целью данной статьи было исследование, проведенное в Рижском Техническом центре. Лаборатория университета по исследованию свариваемости рельсов
R65 Нижнетагильского заводов и Азовсталь на мобильной рельсосварочной машине.В данной статье рассматривается сравнительный анализ металлоконструкции сварного соединения типа П-65 (А, Т)
. Кроме того, будет рассмотрена и учтена статистика стыков, сваренных мобильной рельсосварочной машиной
PRSM-4 на Латвийской железной дороге в 2014, 2015, 2016, 2017 годах. Основная задача исследования
— дать детальную оценку твердости и структуры металла при сварке рельсов с разным типом упрочнения
(АЗОВСТАЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД — без термической упрочнения) и (Нижнетагильский металлургический комбинат). — сквозное —
закаленное).
© 2019 Авторы. Опубликовано Elsevier BV
Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/)
Рецензирование под ответственностью научного комитет ICTE в области транспорта и логистики 2018 (ICTE2018).
Ключевые слова: Сварные уплотнения; Анализ конструкции
1. Введение
Сварные стыки рельсов являются неотъемлемой частью строительства непрерывных сварных рельсовых путей.Однако часто они не обладают достаточной надежностью работы
[1]. В статье представлены результаты исследования твердости сварного соединения рельсов и структуры
, полученных методом электроконтактной сварки.
С 2014 по 2017 год на Латвийской железной дороге
увеличилось количество сварных соединений, выполненных машиной ПРСМ-4 (см. Рис. 1). Общее количество сварных стыков на Латвийской железной дороге за период с 2014 по 2017 год
* Корреспондент.Тел .: + 371-924-7769.
Электронный адрес: [email protected]
2 Имя автора / Процедуры Computer Science 00 (2019) 000–000
было 4840 стыков. Было решено сварить две рельсы типа П-65 разных производителей (АЗОВСТАЛЬ и
Нижний Тагил) с разным поверхностным упрочнением для проведения испытаний на надежность и анализа сварных соединений [2].
Рис. 1. Количественная диаграмма стыков, сваренных машиной ПРСМ-4 на Латвийской железной дороге в период с 2014 по 2017 годы.
Рельсы тяжелого типа (П75, П65 и П50, 25 м) используются на железных дорогах России. Эти рельсы изготовлены из высокоуглеродистой стали
с повышенным содержанием марганца (от 0,75 до 1,05%). Такое содержание углерода характерно для рельсовой стали
США и Канады и ниже в других странах. Например, в Англии процентное содержание марганца составляет 0,50-0,60%, в Японии
0,60-0,75%, в Германии 0,40-0,60% с повышенным содержанием марганца (до 1,2-1,3%) [3].
В зарубежных странах рельсовую сталь производят разными способами: в США, Канаде — в мартеновских печах; Япония, Запад
Германия, Англия — в кислотных конвертерах; Германия — в электрических печах; Франция — в преобразователях Томаса.При изготовлении рельсовой стали
в конвертерах качество рельсов снижается из-за повышенного содержания
вредных примесей серы и фосфора(до 0,07% P и 0,06% S) [4].
2. Твердость рельсов
На первом этапе исследований в лаборатории Рижского технического университета было проведено испытание твердости по Бринелю (HB)
для сварного соединения рельсов АЗОВСТАЛЬ и Нижний Тагил с последующим сравнением результатов со значениями европейских
стандарт EN 13674-1: 2011.Измерения производились современным прибором «Крауткамер МИК10». Испытание на твердость рельсовой стали
проводилось в соответствии с ISO / 17025 — Сертификат калибровки. Результаты исследования представлены на рис.
Рис. 2.
На основании полученных результатов составлена таблица и проведено сравнение с национальным стандартом Российской Федерации
. Результаты сравнений представлены в таблице 1.
Важнейшим объектом исследования твердости рельсовой стали является твердость протекторной поверхности головки рельса [5].В проведенных исследованиях
твердость поверхности протектора головки рельса составила 297 HB. Это значение выходит за пределы допустимого диапазона
по ГОСТ Р 51685-2013, 76HAF (352-405 НВ).
Средняя твердость в приварной головке рельса составляет 314 HB, что также не является допустимым значением по ГОСТ Р 51685-2013
. Средняя твердость сварной стенки рельса составила 328 HB, что на 13 HB ниже установленного стандарта.По полученным результатам средняя твердость в подошве рельса составила 389 НВ, что на 28
НВ выше установленного стандарта.
Установлено, что площадь сварного шва на поверхности протектора имеет более низкое значение твердости по сравнению с твердостью
металла рельса, что может приводить к образованию мягких участков, менее устойчивых к износу и подшипникам в сварном шве
участки, особенно на криволинейных участках рельсового пути.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Законы Узбекистана | Официальная нормативная библиотека — ГОСТ 3242-79
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Сварочный персонал »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Термическая обработка »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Сварочные материалы » Газы »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) » 005/2011 ТР кр.O безопасность упаковки » Нормы и стандарты (к ТР ТС 005/2011) »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) » 038/2016 ТР ЕАЭС. О безопасности поездок » Нормы и стандарты (к 038/2016 ТР ЕАЭС) »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V09 Методы испытаний.Упаковка. Маркировка »
В качестве замены:
ГОСТ 3242-69 — Швы сварных соединений. Методы контроля качества
ГОСТ 3248-46 — Металлы. Метод испытания на ползучесть
Ссылки на документы:
ГОСТ 14782-86 — Контроль неразрушающий. Сварные соединения. Ультразвуковые методы
ГОСТ 18442-80 — Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19521-74 — Сварка металлов
.ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 21104-75 — Контроль неразрушающий.Феррозондовый метод
ГОСТ 21105-87 — Контроль неразрушающий. Метод магнитопорошкового контроля
ГОСТ 7512-82 — Контроль неразрушающий. Сварные соединения. Рентгенологический метод
Ссылка на документ:
ГОСТ 10512-78 — Сепараторы магнитные и электромагнитные. Спецификация
ГОСТ 10580-74 — Оборудование литейное. Общие технические условия
ГОСТ 10674-82 — Цистерны магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 10674-97 — Цистерны магистральных железных дорог колеи 1520 мм.Общие технические условия
ГОСТ 10935-97 — Крытые вагоны магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 11004-84 — Воздуходувки шахтные главные
.ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12393-77 — Арматура для воздушных путей электрических железных дорог. Общие технические условия
ГОСТ 12893-2005 — Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13524-68 — Колеса цельнолитые для безрельсового транспорта.Технические характеристики
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 13716-73 — Устройства строповочные для сосудов и аппаратов. Технические характеристики
ГОСТ 13950-91 — Бочки стальные сварные гнутые
.ГОСТ 13981-77 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования. Технические характеристики
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14110-80 — Стропы полужесткие многоразовые. Технические характеристики
ГОСТ 14110-97 — Стропы полужесткие многоразовые
.ГОСТ 14116-85 — Установки судостроительные. Избирательные проушины. Технические требования
ГОСТ 1561-75 — Резервуары воздушные для автоматических тормозов железнодорожных вагонов. Технические характеристики
ГОСТ 15850-84 — Парашюты шахтные для клетки
.ГОСТ 15851-84 — Устройства подвесные для карьерных клетей
.ГОСТ 15860-84 — Баллоны стальные сварные для сжиженных углеводородных газов до давления до 1.6 МПа.
ГОСТ 16024-79 — Сосуды криогенные. Спецификация
ГОСТ 16140-77 — Стеллажи разборные. Технические характеристики
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 17441-84 — Соединения электрические контактные. Приемка и методы испытаний
ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт. Технические характеристики
ГОСТ 18104-81 — Формы стальные для производства железобетонных центрифугированных безнапорных труб.Спецификация
ГОСТ 18176-79 — Мебель упаковочных ящиков. Технические характеристики
ГОСТ 18343-80 — Поддоны для кирпича и пустотелой черепицы
.ГОСТ 18896-73 — Барабаны стальные толстостенные для химической продукции. Технические характеристики
ГОСТ 19330-2013 — Мачты (столбы) опор контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ 19667-74 — Емкость специализированная групповая массой брутто 5,0 т для штучной продукции
.ГОСТ 19668-74 — Контейнер специализированный массой брутто 5 (7) т для сыпучих материалов
.ГОСТ 19740-74 — Насосы центробежные вертикальные
.ГОСТ 19822-88 — Тара промышленная.Технические характеристики
ГОСТ 2021-90 — Люки стальные судовые. Технические характеристики
ГОСТ 20260-80 — Емкости универсальные
.ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 20692-2003 — Долота роликовые. Технические характеристики
ГОСТ 21028-75 — Шаблоны для обработки отверстий формовочных коробок и шаблонов. Технические характеристики
ГОСТ 21029-75 — Бочки алюминиевые для химической продукции
.ГОСТ 21133-87 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур
.ГОСТ 21253-75 — Машины фасовочные и дозировочно-фасовочные
.ГОСТ 21345-2005 — Краны шаровые, заглушки и цилиндрические на номинальное давление не более PN 250.Общие технические условия
ГОСТ 21561-2017 — Цистерны автомобильные для транспортировки углеводородного газа давлением до 1,8 МПа. Технические требования и методы испытаний
ГОСТ 21561-76 — Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа. Общие технические условия
ГОСТ 21807-76 — Ковши транспортировочные для бетонной смеси объемом 2 куб. М. Общие технические условия
ГОСТ 22045-89 — Краны мостовые однобалочные. Технические характеристики
ГОСТ 22130-2018 — Детали трубопроводов стальные.Подвижные опоры и вешалки. Технические характеристики
ГОСТ 22130-86 — Детали трубопроводов стальные. Подвижные опоры и подвески Технические характеристики
ГОСТ 22133-86 — Покрытия лакокрасочные для металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования
.ГОСТ 22584-88 — Тали электрические канатные. Технические характеристики
ГОСТ 22584-96 — Тали электрические канатные
.ГОСТ 22685-89 — Формы для изготовления контрольных образцов бетона. Технические характеристики
ГОСТ 22845-2018 — Подъемники.Лифты электрические. Монтажные, пуско-наладочные работы. Правила организации и производства работ, контроля выполнения и требований к результатам работ
ГОСТ 22845-85 — Лифты электрические пассажирские и грузовые
.ГОСТ 22956-83 — Стропы цепные механизированные для крепления грузов на автотранспортных средствах. Спецификация
ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23092-78 — Ящик секционный для топографических карт.Технические характеристики
ГОСТ 23200-78 — Лодки прогулочные и моторные. Общие требования при поставке на экспорт
ГОСТ 23476-79 — Устройства опоры контактного троллейбуса трамваев и троллейбусов. Общие технические условия
ГОСТ 23987-80 — Экскаваторы для каналов. Методы испытаний
ГОСТ 24140-80 — Детали крепления трубопроводов. Судороги и зажимы. Технические характеристики
ГОСТ 24145-80 — Тара бытовая для хлеба. Общие технические условия
ГОСТ 24258-88 — Леса строительные разные.Общие технические условия
ГОСТ 24599-87 — Ковши грейферные для навалочных грузов
.ГОСТ 24752-81 — Шины троллейбусные на напряжение до 1000 В
.ГОСТ 25088-81 — Двери судовые. Технические характеристики
ГОСТ 25136-82 — Соединения трубопроводные. Методы испытаний на герметичность
ГОСТ 25781-83 — Формы стальные для железобетонных элементов. Технические характеристики
ГОСТ 26155-84 — Бочки из коррозионно-стойкой стали
.ГОСТ 26256-84 — Загрузочные лотки для мусоропроводов полов жилых и общественных зданий.Спецификация
ГОСТ 26257-84 — Контейнеры стационарные для мусоропроводов полов жилых и общественных зданий. Спецификация
ГОСТ 26294-84 — Втулки кондукторные возобновляемые нормальные и повышенной точности. Дизайн и габариты
ГОСТ 26314-84 — Трапы судовые стационарные. Технические характеристики
ГОСТ 26314-98 — Трапы судовые стационарные. Технические характеристики
ГОСТ 26346-84 — Шины осветительные на напряжение переменного тока до 660 В
.ГОСТ 26582-85 — Машины и оборудование для пищевой (обрабатывающей) промышленности
.ГОСТ 26598-2018 — Тара и средства упаковки в строительстве.Общие технические условия
ГОСТ 26598-85 — Тара и средства упаковки в строительстве
.ГОСТ 26756-2016 — Мебель для предприятий торговли. Общие технические условия
ГОСТ 26756-85 — Мебель для предприятий торговли. Общие технические условия
ГОСТ 26804-2012 — Ограждения безопасности дорожные металлические. Технические характеристики
ГОСТ 27321-2018 — Подмости разборные трубчатые для строительных работ. Технические характеристики
ГОСТ 27321-87 — Подмости разборные трубчатые для строительных работ.Технические характеристики.
ГОСТ 2744-79 — Принадлежности линейные. Правила приемки и методы испытаний
ГОСТ 27584-88 — Краны мостовые электрические и козловые. Общие технические условия
ГОСТ 27614-2016 — Цементодержатели. Общие технические условия
ГОСТ 27614-93 — Цементодержатели
.ГОСТ 27636-95 — Оборудование для добычи и обработки камня
.ГОСТ 27962-88 — Оборудование промышленное
.ГОСТ 29065-91 — Емкости для молока
.ГОСТ 30176-95 — Станции компрессорные газотурбинные переносные общего назначения.Общие технические требования
ГОСТ 30243.1-97 — Полувагоны колеи 1520 мм для сыпучих материалов. Общие технические условия
ГОСТ 30243.3-99 — Вагоны-хопперы закрытые для сыпучих материалов колеи 1520 мм. Общие технические условия
ГОСТ 30245-2003 — Профили стальные гнутые замкнутые сварные квадратного и прямоугольного сечения для строительных конструкций. Технические характеристики
ГОСТ 30245-94 — Профили стальные гнутые сварные замкнутые квадратного или прямоугольного сечения, предназначенные для использования в стальных конструкциях
.ГОСТ 30430-96 — Дуговая сварка конструкционных чугунов.Требования к технологическому процессу
ГОСТ 30482-97 — Электрошлаковая сварка сталей. Требования к технологическому процессу
ГОСТ 30540-97 — Оборудование для производства изделий из ячеистого автоклавного бетона. Общие технические условия и методы контроля
ГОСТ 30646-99 — Кондиционеры центральные общего назначения. Основные Характеристики.
ГОСТ 30765-2001 — Тара транспортная металлическая. Общие технические условия
ГОСТ 30766-2001 — Банки для химической продукции.Общие технические условия
ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 30776-2002 — Установки насосные передвижные нефтепромысловые. Общие технические условия
ГОСТ 31294-2005 — Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 31385-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 31385-2016 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов.Общие технические условия
ГОСТ 31521-2012 — Оборудование пищевое. Машины для разделки мяса. Технические характеристики
ГОСТ 31522-2012 — Оборудование пищевое. Тормоза для теста и кондитерских изделий. Технические характеристики
ГОСТ 31523-2012 — Оборудование пищевое. Тестомесилки. Технические характеристики
ГОСТ 31524-2012 — Оборудование пищевое. Формовщики. Технические характеристики
ГОСТ 31525-2012 — Оборудование пищевое. Ленточнопильные станки. Технические характеристики
ГОСТ 31526-2012 — Оборудование пищевое.Циркулярные пилы. Технические характеристики
ГОСТ 31527-2012 — Оборудование пищевое. Промежуточные испытатели. Технические характеристики
ГОСТ 31937-2011 — Здания и сооружения. Правила осмотра и технического состояния
ГОСТ 32020-2012 — Опоры эластомерные для мостостроения. Технические характеристики
ГОСТ 32309-2013 — Посуда литейная из алюминиевых сплавов. Общие технические условия
ГОСТ 32503-2013 — Нефтяная и газовая промышленность.Буровое и производственное оборудование. Подземная запорная арматура и сопутствующее оборудование. Общие технические требования
ГОСТ 32504-2013 — Нефтяная и газовая промышленность. Скважинное оборудование. Жидкостные центробежные сепараторы песочных фильтров. Общие технические требования
ГОСТ 32623-2014 — Устройства натяжные автоматические контактной ВЛ железных дорог. Общие технические условия
ГОСТ 32949-2014 — Дороги автомобильные общего пользования. Опоры стационарного электрического освещения.Методы контроля
ГОСТ 33172-2014 — Тали электрические цепные. Требования безопасности.
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33435-2015 — Средства управления, контроля и безопасности железнодорожного подвижного состава. Требования безопасности и методы контроля
ГОСТ 33547-2015 — Средства автомобильного транспорта. Воздушные баллоны. Требования и методы испытаний
ГОСТ 33683-2015 — Конструкции крытых вагонов-хопперов из полимерных композиционных материалов колеи 1520 мм для сыпучих материалов.Технические характеристики
ГОСТ 33684-2015 — Крыши из полимерных композиционных материалов крытых грузовых вагонов магистральных железных дорог колеи 1520 мм. Технические характеристики
ГОСТ 33752-2017 — Баллоны стальные сварные для сжиженного углеводородного газа, используемого в качестве моторного топлива на автотранспортных средствах. Технические характеристики
ГОСТ 33797-2016 — Поперечные балки жестких порталов ВЛ железнодорожного транспорта. Общие технические условия
ГОСТ 33810-2016 — Бочки металлические для пищевых жидкостей. Технические характеристики
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, внедрению и контролю качества
ГОСТ 34016-2016 — Краны. Грузоподъемное приспособление. Требования безопасности
ГОСТ 34196-2017 — Электролизеры для производства алюминия. Общие технические условия
ГОСТ 34293-2017 — Арматура трубопроводная. Металлические шаровые краны для нефтяной, нефтехимической и смежных отраслей. Общие технические условия
ГОСТ 34347-2017 — Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ 34377-2018 — Подъемники.Гидравлические подъемники. Монтажные, пуско-наладочные работы. Правила организации и производства работ, контроля выполнения и требования к результатам работ
ГОСТ 34473-2018 — Арматура трубопроводная. Краны шаровые стальные цельносварные для водяных тепловых сетей. Общие технические условия
ГОСТ 3849-78 — Комплектующие к вертикальным цилиндрическим строительным резервуарам для пертолеумных продуктов. Шарниры чугунные для поворотной трубы
ГОСТ 4624-70 — Оборудование горизонтальных емкостей для нефтепродуктов.Наконечник вентиляционный
ГОСТ 4626-79 — Оборудование горизонтальных резервуаров для нефтепродуктов. Клапан впускной. Спецификация
ГОСТ 5037-97 — Бидоны металлические для молока и молочных продуктов
.ГОСТ 5044-79 — Бочки стальные тонкостенные для химической продукции
.ГОСТ 5332-75 — Вальцы и шаг валков прокатных станов прокатных станов. Общие технические условия
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 5761-2005 — Арматура на номинальное давление не более PN 250.Общие технические условия
ГОСТ 5762-2002 — Арматура трубопроводная промышленная. Задвижки PN
ГОСТ 5799-78 — Колбы для лакокрасочных материалов. Технические характеристики
ГОСТ 6619-75 — Крючки пластинчатые одинарные и двурогие. Технические характеристики
ГОСТ 6625-85 — Вентиляторы шахтные приточно-вытяжные
.ГОСТ 7075-80 — Краны мостовые ручные. Технические условия
.ГОСТ 7623-84 — Трубы канализационные наружные. Спецификация
ГОСТ 8054-81 — Винты металлические.Общие технические условия
ГОСТ 8777-80 — Бочки деревянные тугие и натяжные
.ГОСТ 9078-84 — Поддоны плоские
.ГОСТ 9218-2015 — Автомобили для перевозки пищевых жидкостей. Требования и методы испытаний
ГОСТ 9218-86 — Цистерны для пищевых жидкостей на транспортных средствах
.ГОСТ 9570-2016 — Ящики и поддоны пестовые. Общие технические условия
ГОСТ 9570-84 — Поддоны ящичные и почтовые
.ГОСТ 9690-71 — Стопоры тросовые
.ГОСТ Р 50599-93 — Сосуды и аппараты стальные сварные высокого давления.Неразрушающий контроль при производстве и эксплуатации
ГОСТ Р 50803-2008 — Оборудование пищевое. Емкости для охлаждения и хранения молока на молочно-товарных фермах и приемных станциях. Технические требования и параметры безопасности
ГОСТ Р 51155-2017 — Принадлежности линейные. Правила приемки и методы испытаний
ГОСТ Р 51155-98 — Принадлежности линейные. Правила приемки и методы испытаний
ГОСТ Р 51223-98 — Средства берегозащиты. Шлюзы для передачи ценностей.Общие технические условия
ГОСТ Р 51224-98 — Средства берегозащиты. Двери и люки. Общие технические условия
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51659-2000 — Цистерны магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ Р 51721-2001 — Установки для термической утилизации отходов.Общие методы испытаний
ГОСТ Р 51876-2002 — Контейнеры грузовые серии 1. Технические требования и методы испытаний. Часть 1. Контейнеры общего назначения
ГОСТ Р 51876-2008 — Контейнеры грузовые серии 1. Технические требования и методы испытаний. Часть 1. Контейнеры общего назначения
ГОСТ Р 52018-2003 — Бункеры проходческие. Технические характеристики
ГОСТ Р 52212-2004 — Тир. Броневая защита и техническая устойчивость к взлому. Общие технические требования
ГОСТ Р 52220-2004 — Электроподвижной состав монорельсовой транспортной системы.Общие требования безопасности
ГОСТ Р 52232-2004 — Вагоны легкорельсового транспорта. Общие технические условия
ГОСТ Р 52264-2004 — Камеры водолазные напорные. Общие технические условия
ГОСТ Р 52267-2004 — Бочки металлические для пищевых жидкостей. Технические характеристики
ГОСТ Р 52400-2005 — Резервуары воздушные для тормозов железнодорожных. Общие технические условия
ГОСТ Р 52437-2005 — Средства берегозащиты. Депозитные и личные сейфы. Общие технические условия
ГОСТ Р 52502-2005 — Жалюзи-роллеты.Общие технические условия
ГОСТ Р 52502-2012 — Жалюзи-роллеты металлические жалюзи-роллеты. Технические характеристики
ГОСТ Р 52630-2006 — Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52630-2012 — Сосуды и аппараты стальные сварные. Основные Характеристики.
ГОСТ Р 52664-2010 — Сваи трубные шпунтовые сварные. Технические характеристики
ГОСТ Р 52910-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ Р 53140-2008 — Оборудование пищевое.Промежуточные испытатели. Технические характеристики
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53473-2009 — Оборудование пищевое. Технические характеристики формовочных машин
ГОСТ Р 53474-2009 — Оборудование пищевое. Ленточнопильные станки. Технические характеристики
ГОСТ Р 53475-2009 — Оборудование пищевое. Циркулярные пилы. Технические характеристики
ГОСТ Р 53476-2009 — Оборудование пищевое.Машины для нарезки мяса. Технические характеристики
ГОСТ Р 53477-2009 — Оборудование пищевое. Тормоза для теста и кондитерских изделий. Технические характеристики
ГОСТ Р 53478-2009 — Оборудование пищевое. Тестомесилки. Технические характеристики
ГОСТ Р 53629-2009 — Сваи шпунтовые из стальных холодногнутых профилей. Технические характеристики
ГОСТ Р 53671-2009 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ Р 53673-2009 — Арматура трубопроводная. Затворы поворотные дисковые.Общие технические условия
ГОСТ Р 53682-2009 — Огневые обогреватели для нефтеперерабатывающих заводов. Общие технические требования
ГОСТ Р 53778-2010 — Здания и сооружения. Правила осмотра и контроля технического состояния. Общие требования
ГОСТ Р 53895-2010 — Оборудование пищевое. Мясорубки. Требования безопасности и гигиены
ГОСТ Р 53896-2010 — Оборудование пищевое. Сушилки и охладители для макаронных изделий. Требования безопасности и гигиены
ГОСТ Р 53942-2010 — Оборудование пищевое.Клипсирующие машины. Требования безопасности и гигиены
ГОСТ Р 54387-2011 — Оборудование пищевое. Машины для снятия шкуры и пленки. Требования безопасности и гигиены
ГОСТ Р 54388-2011 — Оборудование пищевое. Машины для пирогов и пирогов. Требования безопасности и гигиены
ГОСТ Р 54423-2011 — Оборудование пищевое. Кухонные комбайны и блендеры. Требования безопасности и гигиены
ГОСТ Р 54574-2011 — Бочки стальные для лакокрасочных материалов.Технические характеристики
ГОСТ Р 54784-2011 — Испытание сельскохозяйственных тракторов и машин. Методы оценки технических параметров
ГОСТ Р 54798-2011 — Средства управления, контроля и безопасности железнодорожного подвижного состава. Требования безопасности и методы контроля
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 55085-2012 — Баллоны стальные сварные на давление 1,6 МПа для сжиженного углеводородного газа, применяемого в качестве моторного топлива на автотранспортных средствах.Технические характеристики
ГОСТ Р 55186-2012 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта. Общие технические условия
ГОСТ Р 55525-2017 — Системы хранения. Регулируемые стеллажи для поддонов. Общие технические условия
ГОСТ Р 55601-2013 — Аппараты теплообменные и аппараты воздушного охлаждения. Трубка расширяется в трубные решетки. Общие технические требования
ГОСТ Р 55622-2013 — Системы безопасности комплексные. Гидравлические стволы лафета с дистанционным управлением.Общие технические требования
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 56622-2015 — Вышки изолирующие съемные для работы на контактной сети железных дорог. Технические характеристики
ГОСТ Р 57208-2016 — Тоннели и метро. Правила обследования и устранения дефектов и повреждений при эксплуатации
ГОСТ Р 57381-2017 — Системы хранения. Стальные статические стеллажи с ручной загрузкой. Общие технические условия
ГОСТ Р 57471-2017 — Металлоизделия взрывозащищенные.Общие технические требования и методы испытаний
ГОСТ Р 57736-2017 — Оборудование горное. Шахтные вспомогательные вентиляторы. Общие технические условия
ГОСТ Р 58037-2017 — Ящики сейфы. Технические характеристики
ГОСТ Р 58088-2018 — Оборудование горное. Парашюты шахтные для клеток. Технические характеристики
ГОСТ Р 58089-2018 — Оборудование горное. Подвески для шахтных клетей. Общие технические условия
ГОСТ Р 58115-2018 — Трансформаторы преобразовательные на напряжение от 6 до 110 кВ для тяговых подстанций железных дорог.Общие технические условия
ГОСТ Р 58174-2018 — Тележки корзиночные. Технические характеристики
ITNJe-93: Инструкция по техническому надзору и эксплуатации сосудов под давлением, не подпадающих под Правила Госгортехнадзора
МДС 12-22.2005: Рекомендации по применению в строительной отрасли требований нормативных правовых и иных нормативных актов, содержащих государственные нормативные требования по охране труда
МДС 12-25.2006: Строительные леса. Установка, расчет и эксплуатация
МДС 12-58.2011: Строительные леса. Изготовление, установка, эксплуатация
МДС 13-20.2004: Комплексная методика обследования и энергоаудита реконструируемых зданий. Руководство по дизайну
МДС 53-2.2004: Диагностика сварных металлоконструкций
МИ 2638-2001 — Государственная система обеспечения единства измерений. Камерные и бескамерные диафрагмы устанавливаются во фланцевые соединения измерительных трубопроводов. Методы контроля размеров при первичной и периодической поверке измерительных систем с ограничителями
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
НПБ 188-2000 — Лестница противопожарная.Общие технические требования. Методы испытаний
НПБ 197-2001 — Лифты пожарные. Общие технические требования. Методы испытаний
НПБ 314-2003 — Лифты противопожарные. Общие технические требования. Методы испытаний
ODM 218.2.044-2014: Рекомендации по выполнению приборных и инструментальных измерений при оценке технического состояния мостовых конструкций автомобильных дорог
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 108.033.01-86 — Кочегарки механические. Технические условия.
ОСТ 20-1-74 — Ограды стальные для лестниц, балконов, крыш. Общие технические требования.
ОСТ 24.030.10 — Сосуды и аппараты для водоочистных сооружений. Общие технические условия
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.60-89 — Детали и сборные узлы пара и горячей воды тепловых электростанций.Основные Характеристики.
ОСТ 24.191.08-81 — Подвески крановые крюковые. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 24.940.01-90 — Конструкции стальные сварные. Общие технические требования.
ОСТ 26.260.14-2001 — Сосуды и аппараты напорные. Методы проверки герметичности.
ОСТ 26.260.18-2004: Технологические модули для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.480-2003 — Сосуды и аппараты стальные двухслойные. Сварка и наплавка.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-01-147-89 — Аппараты сушильные с вращающимися барабанами.Общие технические требования. Печатный телеграф и терминалы для документной электросвязи. Методы измерения параметров печатных знаков.
ОСТ 26-01-1512-76 — Компенсаторы линзовые осевые на PN
.ОСТ 26-01-151-82 — Сосуды и аппараты стальные сварные для низкотемпературной сепарации газов. Технические требования, правила приемки и методы испытаний.
ОСТ 26-04-1222-75 — Продукция криогенной техники. Общие технические требования и стандарты.
ОСТ 26-11-14-88 — Сосуды и аппараты напорные. Методы проверки утечек газа и жидкости.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-291-94 — Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 32.100-87 — Ультразвуковой контроль сварных швов сварных соединений мостов, локомотивов и вагонов
.ОСТ 32.146-2000 — Устройства железнодорожной автоматики, телемеханики и связи.Общие технические условия
ОСТ 34-38-446-84: Технические условия на капитальный ремонт. Правила построения, устройства и оформления. Порядок согласования, согласования и регистрации.
ОСТ 34-72-645-83 — Металлоконструкции пилонов напряжением 0,38-35 кВ. Основные Характеристики.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа. Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-146-88 — Подшипники стальных промышленных трубопроводов на Р 10 МПа.Характеристики.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 36-76-83 — Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Цветовой метод.
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2).Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 48-41-91 — Продукция машиностроения цветной металлургии. Основные Характеристики.
ОСТ 95 227-92 — Изделия нестандартизированные общего машиностроительного назначения. Общие технические требования.
ПБ 03-384-00 — Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 10-77-94 — Требования к установке и безопасной эксплуатации эскалаторов
ПНАЭ Г-10-032-92: Требования к приварке элементов уплотнения ограничивающих систем безопасности АЭС
ПНСТ 248-2017 — Резервуары криогенные бортовые для тепловозов на сжиженном природном газе.Общие технические условия
Р 50-54-37-88 — Рекомендации. Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытаний на коррозионное растрескивание при постоянной скорости деформации
Р Газпром: Временные технические требования на оборудование для вскрытия трубопроводов
РД 03-380-00: Методические указания по проверке сферических резервуаров и газгольдеров для хранения сжиженных газов под давлением
РД 03-410-01: Инструкция о порядке проведения комплексного технического освидетельствования криогенных резервуаров для сжиженных газов
РД 11-288-99 — Методика определения технического состояния корпусов доменной печи и воздухонагревателя
.РД 153-112-017-97 — Инструкция по диагностике и оценке остаточного ресурса резервуаров стальных вертикальных
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-21.530-99 — Методические указания по обследованию элементов конструкций технологических зданий и сооружений тепловых электростанций. Часть 2: Металлические конструкции
РД 153-34.2-31.604-2002 — Рекомендации по технологическим вопросам ремонта и реконструкции камер рабочих колес гидроагрегатов с целью повышения их эксплуатационной надежности
РД 22-207-88 — Машины подъемные.Общие требования и стандарты производства
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РД 24.942.02-90 — Электрошлаковая сварка химической и нефтехимической техники из низколегированных и жаропрочных сталей
.РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97: Перечень нормативных документов по стандартизации сосудов под давлением и аппаратов
РД 26.260.225-2001 — Корпуса цилиндрических сосудов и аппаратов. Технология, гарантия качества
РД 26-02-77-88 — Устройства столбчатые. Установка плит. Техника, оборудование, аксессуары
РД 26-02-80-2004 — Ведущий документ. Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 26-17-78-87 — Импульсная дуговая сварка нефтехимического оборудования из нержавеющих сталей плавящимся электродом в аргоне
.РД 26-8-87 — Сварка сталей хладостойких низколегированных для конструкций, эксплуатируемых при низких температурах
РД 31.1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
.РД 31.44.01-97: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.46.05-87 — Типовая программа испытаний опытных и серийных грейферов кабельного типа
РД 34 02.028-2007 — Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34.17.427-89: Процедурные указания. Неразрушающий контроль на тепловых электростанциях. Общие требования
РД 34.27.201 — Технические требования к изготовлению, установке и защите от коррозии золоуловителя с трубкой Вентури типа MV
РД 34.27.202 — Инструкция по установке электрофильтров типа УГ
РД 34.39.201 — Руководство по устройству систем пароводяных трубопроводов на тепловых электростанциях
РД 34.40.601-97 — Методика проверки резервуаров для хранения горячей воды
РД 36-62-00 — Оборудование подъемное.Общие технические требования.
РД 3689-001-00220302 / 31-2004 — Трубы радиантные и комплектующие для реакционных трубчатых печей. Требования к проектированию, производству и доставке.
РД 3689-002-00220302 / 31-2008 — Сварка радиационных труб и их элементов для реакционных трубчатых печей. Основные положения
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РД 50: 48: 0075.03.05: Рекомендации по устройству и безопасной эксплуатации надземных подкрановых путей
РД 51-553-94: Инструкция по техническому освидетельствованию газовых аккумуляторов ГСС-1-1-10,0-25У-001 при эксплуатации газозаправочных станций газокомпрессорных станций (АГНКС)
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
РД РТМ 38.14.006-86 — Методика определения ресурса змеевиков печей каталитического риформинга, отработавших ресурс проекта
РДИ 38.18.016-94 — Инструкция по ультразвуковому контролю сварных соединений технологического оборудования.
РДИ 38.18.019-95 — Инструкция по капиллярному контролю деталей технологического оборудования, сварных соединений и наплавок.
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
РСТ РСФСР 45-86: Санки детские.Технические условия
РСТ РСФСР 655-81: Ледобуры рыболовные. Общие технические условия
РСТ РСФСР 698-83 — Печи из листовой стали. Технические условия
РТМ 26-07-133-93 — Арматура трубопроводная. Сварка и наплавка деталей из титановых сплавов. Технические требования и контроль качества.
СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП 3.05.05-84: Технологическое оборудование и технологические трубопроводы
.СП 70.13330.2012: Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 79.13330.2012 — Мосты и водопропускные трубы. Правила экзамена и зачета
СТ РК 1358-2005 — Сосуды под давлением. Требования к сварке сталей
СТ РК 1450-2005 — Контроль неразрушающий. Сварные стыки железнодорожных мостов, локомотивов и вагонов. Ультразвуковые методы
СТ ЦКБА 006-2003 — Арматура трубопроводная. Криогенная арматура. Общие технические условия
СТ ЦКБА 045-2009 — Арматура трубопроводная.Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 089-2010 — Арматура трубопроводная. Дефекты сварки отливок. Технические требования
СТБ 1026-2008 — Перила металлические профильные для мостов и путепроводов. Технические условия
СТБ ГОСТ Р 51659-2001 — Цистерны железнодорожные магистральных железных дорог колеи 1520 мм. Общие технические условия
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТУ 102-199-78 — Аппарат лечебно-профилактический для сухих горячих ванн
.ТУ 102-237-85 — Мобильные постройки (инвентарь) блока системы «Вахта».Спецификация группы
ТУ 102-314-81 — Бокс унифицированный для производственных и подсобных помещений наземных объектов нефтегазовой отрасли
.ТУ 102-360-85 — Мачты алюминиевые алюминиевые для радиорелейной связи типа МАП
.ТУ 102-377-84 — Комплект элементов мобильных (инвентарных) сборно-разборных зданий конструктивно-конструкторской системы СКЗ-М. Спецификация группы
ТУ 102-390-85 — Платформы низкочастотные вибрационные с пространственными колебаниями типа ВПГ
.ТУ 102-425-86 — Комплект конструкций для строительства крана (крана) с пролетом изготовления каркаса конструкций 12 и 18М
.ТУ 102-529-89 — Строения мобильные (инвентарь) блок-контейнеров панельного строительства системы Нефтегазстрой
.ТУ 102-533-89 — Комплект конструкций на здание без крана с арочным пролетом 12, 15 и 18 м
ТУ 22-3193-75 — Фильтры воздушные ячеечные типа ФН, ФНР, ФНП, ФНП.Технические условия
ТУ 26-05-108-88 — Генераторы ацетиленовые передвижные непрерывного действия емкостью до 3 м3
ТУ 34-38-20201-94 — Котлы паровые стационарные. Трубопровод внутри котла. Общие технические условия на капитальный ремонт
ТУ 36.26.11.01-06-92 — Окна и крепления светоизлучающих ламп. Технические условия
ТУ 36-1199-81 — Пол решетчатый сварной типа «Висп». Технические условия
ТУ 36-1395905-015-95 — Комплект конструкций зданий арочного типа.Технические условия
ТУ 36-2009-77 — Металлоконструкции стальных вертикальных цилиндрических резервуаров вместимостью от 100 до 20 000 м3 для хранения нефти и нефтепродуктов. Технические условия
ТУ 36-2287-80 — Профили гнутые закрытые сварные квадратные и прямоугольные
.VMU 50: 48: 0075-02-02: Буферы платформы. Общие требования к проектированию, строительству и эксплуатации
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ГОСТ 12393-2019 — Арматура контактная рельсовая линейная. Общие технические условия
ГОСТ 23858-2019 — Соединения сварные стыковые железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приема
ГОСТ 34058-2017 — Внутренние коммуникации зданий и сооружений. Монтаж и пусконаладочное адаптивное управление испарительными и конденсаторными агрегатами кондиционирования. Общие технические требования
ГОСТ Р 58362-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов.Автоматизация и телемеханизация технологического оборудования. Ключевые положения, термины и определения
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58684-2019 — Двери судовые противопожарные. Общие технические условия
ГОСТ Р 58702-2019: Требования безопасности и методы испытаний
.ГОСТ Р 58720-2019 — Тележки, бортовые рамы, надрессорные балки и соединительные специальные грузовые вагоны.Общие технические условия
ГОСТ Р 58753-2019 — Стропы грузовые канатные строительные. Технические характеристики
ГОСТ Р 58863-2020 — Столы производственные. Верстаки металлические. Общие технические условия
ГОСТ Р 58864-2020 — Шкафы инструментальные металлические. Общие технические условия
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб.Технические характеристики
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Пособие к СНиП III-18-75: Пособие по методам контроля качества сварных соединений металлических конструкций и трубопроводов, выполняемых в строительстве
МУ 2002-2002: Методика обследования технического состояния элеваторов шкафных для бурильных и обсадных труб типа КМ и литых подъемников для обсадных труб типа EN с целью определения возможности их дальнейшей эксплуатации
МУ 9001.00.001: Методика диагностики фонтанной арматуры Румынии, отработавшей нормативный срок службы
ОТУ 3-01 — Сосуды и аппараты. Общие технические условия на ремонт корпуса
POT R O-00-97: Требования безопасности и гигиены труда в целлюлозно-бумажной и канифольной промышленности
РД 31.44.06-89 — Полуприцепы низкорамные платформы. Характеристики ремонта
РД 31.55.03.07-86 — Восстановление наплавки поршней чугунных дизелей Д100. Типовые процессы
РД 50: 48: 0075.02.05: Буферы платформы. Рекомендации по проектированию, строительству и эксплуатации
РД РОСЭК-003-97 — Машины подъемные. Контроль магнитных частиц. Ключевые моменты
РД РОСЭК-01-002-96 — Машины подъемные. Металлоконструкции. Радиационный контроль. Ключевые моменты
РСН 342-86 — Технология усиления строительных конструкций реконструируемых предприятий
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СДОС-04-2009: Строительный контроль.Методика ведения строительного контроля при строительстве, реконструкции, капитальном ремонте объектов капитального строительства
СП 411.1325800.2018 — Трубопроводы магистральные и промысловые для нефти и газа. Испытания перед сдачей построенных объектов
СТО-СА-03-002-2009: Правила устройства, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТУ 102-459-88: Поршень сепаратора ПР531
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
UzbekistanLaws.com — это ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлена ссылка на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Туркменистана | Официальная нормативная библиотека — ГОСТ 16037-80
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Металлоконструкции »
Правила сварки » Сварочные материалы »
Правила сварки » Неразрушающий контроль »
Правила сварки » Сборочные устройства »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) » 6.Нормы присоединительных размеров трубопроводной арматуры (ТПА) » 6.2 Сварное соединение »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 16037-70 — Сварка сварных соединений стальных трубопроводов. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
Ссылка на документ:
АТК 26-18-10-94 — Устройства для установки приборов измерения температуры для работы при номинальном давлении от 0.От 6 до 16,0 МПа. Вилки. Общие технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10617-83 — Котлы отопительные с тепловой мощностью от 0,10 до 3.15 мВт
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12893-2005 — Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 17380-2001 — Фитинги для стыковой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 17380-83 — Детали трубопроводов стальные бесшовные сварные на Pn £ 10 МПа (100 кгс / см2). Технические характеристики
ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт.Технические характеристики
ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые. Спецификация
ГОСТ 21345-2005 — Краны шаровые, заглушки и цилиндрические на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23355-78 — Соединения трубопроводов резьбовые. Шариковый ниппель. Строительство
ГОСТ 23484-79 — Установки электрогидравлические для удаления стержней. Технические требования
ГОСТ 24950-81 — Отводы гнутые и загнутые для витков прямолинейных частей стальных магистральных трубопроводов
.ГОСТ 25781-83 — Формы стальные для железобетонных элементов.Технические характеристики
ГОСТ 28016-89 — Соединения трубопроводные резьбовые. Ниппель конический сварной. Строительство
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 31294-2005 — Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Мокрое пылеуловитель. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые.Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32949-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Методы контроля
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев. Раздел поддержки. Общие технические условия
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 34011-2016 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа.Общие технические требования
ГОСТ 34059-2017 — Внутренние коммуникации зданий и сооружений. Устройство систем водоснабжения отопления, отопления и охлаждения. Общие технические требования
ГОСТ 34094-2017 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ 34293-2017 — Арматура трубопроводная. Металлические шаровые краны для нефтяной, нефтехимической и смежных отраслей. Общие технические условия
ГОСТ 34294-2017 — Арматура трубопроводная криогенная.Общие технические условия
ГОСТ 34473-2018 — Арматура трубопроводная. Краны шаровые стальные цельносварные для водяных тепловых сетей. Общие технические условия
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 5761-2005 — Клапаны на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 5762-2002 — Арматура трубопроводная промышленная.Задвижки PN
ГОСТ 7496-84 — Комбайны свеклоуборочные
.ГОСТ 8713-79 — Сварка под флюсом. Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ Р 50073-92 — Арматура соединительная фланцевых типов трубопроводов. Технические характеристики
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные.Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеуловитель. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ Р 51763-2001 — Приводы штанговых насосов. Общие технические требования
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52153-2003 — Ящики радиационно-защитные. Общие технические условия
ГОСТ Р 52209-2004 — Рукава в сборе для газовых горелок и газовых приборов. Общие технические требования и методы испытаний
ГОСТ Р 52445-2005 — Газоочистители абсорбционные.Требования безопасности и методы испытаний
ГОСТ Р 52664-2006 — Сваи трубные шпунтовые сварные. Общие технические условия
ГОСТ Р 52768-2007 — Центрифуги для производств, работающих с радиоактивными средами. Общие технические требования и методы испытаний
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53671-2009 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ Р 53673-2009 — Арматура трубопроводная.Затворы поворотные дисковые. Общие технические условия
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 53790-2010 — Нетрадиционные технологии. Энергетика биоотходов. Общие технические требования к биогазовым установкам
ГОСТ Р 53961-2010 — Оборудование пожарное.Подземные пожарные краны. Общие технические требования. Методы испытаний
ГОСТ Р 54086-2010 — Регуляторы давления. Общие технические условия
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа.Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55018-2012 — Арматура трубопроводная для объектов энергетики. Общие технические условия
ГОСТ Р 55020-2012 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ Р 55429-2013 — Соединения кольцевые разъемные трубопроводов. Конструкция, размеры и общие характеристики
ГОСТ Р 55474-2013 — Системы газораспределения. Требования к газораспределительным сетям.Часть 2. Газопроводы стальные
ГОСТ Р 55942-2014 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ Р 56001-2014 — Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 58095.1-2018 — Системы газораспределения. Требования к сетям газопотребления.Часть 1. Газопроводы стальные
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
ИМ 14-51-00: Методические указания и разъяснения по актуальным вопросам создания систем автоматизации. Выпуск 4. Новые типовые чертежи объединения «Монтажавтоматика»
.Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
MDS 53-1.2001: Рекомендуемая практика монтажа стальных конструктивных элементов
МР 14-02-2003 — Выбор и применение селективных устройств для средств измерения давления
МСН 42-01-2011: Системы газораспределения
МУ 0397-00.004: Методика проведения неразрушающего контроля деталей котельной установки ППУА-1600/100
.ОСТ 108.030.133-84 — Элементы трубные поверхностей нагрева паровых котлов давлением менее 4 МПа, водогрейных котлов и котлов-утилизаторов. Технические требования, методы приемки и контроля.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые).Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние). Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые).Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.462-99 — Устройства для установки приборов измерения температуры на PN от 0,6 до 16 МПа. Типы, конструкция, размеры и общие технические требования
ОСТ 26.260.472-2000 — Устройства для установки манометров и отбора давления. Общие технические требования.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1159-75 — Трубные вводы-выводы стальных сварных емкостей и устройств. Технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-02-376-78 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 34-10-417-90 — Детали и сборные узлы трубопроводов атомных станций рабочие П
.ОСТ 36-13-90 — Щиты и пульты систем автоматизации технологических процессов. Общие технические условия
ОСТ 36-143-88 — Монтаж технологического оборудования и технологических трубопроводов. Рабочий процесс проекта. Порядок разработки, структура и содержание.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-39-80 — Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс / см2). Экранированная ручная дуговая сварка металлом. Типовой технологический процесс.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 36-75-83 — Контроль неразрушающий.Сварные соединения трубопроводов. Ультразвуковой метод
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.Сварные узлы блоков и элементов воздуховодов пыле- и газоводов ТЭЦ. Дизайн и габариты
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 153-112-014-97 — Методические указания по ликвидации аварий и ремонту магистральных нефтепродуктопроводов
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-39.504-00 — Общие технические требования к арматуре ТЭЦ (ТПП ОТТ — 2000).
РД 22-207-88 — Машины подъемные.Общие требования и стандарты производства
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов и аппаратов под давлением
РД 26-02-80-2004 — Ведущий документ.Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.20.595-97 — Рекомендуемая практика проверки рабочего состояния стальных газопроводов общего пользования и бытовых для систем газоснабжения ТЭЦ, пиковых котельных и котельных систем трубопроводного теплоснабжения. Основные требования. Методы для
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-348-89 — Методические указания по защите полевого оборудования от коррозии с использованием ингибиторов отечественного производства
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-0147103-338-88 — Временные нормативы на проектирование электрических обогревательных наземных магистральных трубопроводов (Система электрообогрева осевого АСЭ)
РД 39-110-91 — Указания по ликвидации аварий и повреждений магистральных трубопроводов
.РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Монтаж сетей водоснабжения и водоотведения г. Санкт-Петербурга.Санкт-Петербург
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СНиП 3.05.01-85: Внутренние водопроводные системы
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.05.05-84: Технологическое оборудование и технологические трубопроводы
.СНиП 3.05.07-85: Автоматизированные системы
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-34-74: Системы автоматизации
СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб.Заменить СП 42-102-96
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 73.13330.2012 — Внутренние санитарно-технические системы
.СП 73.13330.2016 — Внутренние санитарно-технические системы
СП 77.13330.2016 — Системы автоматизации.
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СЗК 4-3-90: Приборы для измерения и регулирования расхода.Установка в трубопровод. Часть I. Счетчики
ТУ 1317-233-0147016-02 — Трубы бесшовные горячедеформированные нефтегазовые повышенной надежности при эксплуатации для месторождений ОАО «Томскнефть» ВНК
.ТУ 1462-203-0147016-01 — Детали стальные соединительные сварочные для работы в нефтепромысловых средах с повышенной коррозионной активностью. Технические условия
ТУ 1468-010-5
520-2003 — Соединения стальные сварные бесшовные трубопроводов повышенной эксплуатационной надежности, предназначенные для промыслового строительства ОАО «ТНК
».ТУ 26-18-38-90 — Детали трубопроводов бесшовные сварные из стали марок 15Х5М, 12Х1МФ, 12Х18Н10Т, 08Х22Н6Т
.ТУ 34-38-20135-94 — Воздухонагреватели трубчатые стационарных котлов.Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типов пылевидные паровые стационарные котлы. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 36-1686-82 — Отводы крутоизогнутые под углом 90 градусов из сталей марок 15Х5М, 08Х18НИОТ, 12Х18НИОТ и 10Х17х23М2Т, бесшовные сварные по Роу менее 10 МПа
ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ТУ 3742-011-343-2003 — Клапаны обратные DN 100-1400 PN 8,0 МПа; PN 12,5 МПа; PN 16, 0 МПа.Технические условия
ТУ 4218-008-51216464-01 — Устройство селекционное. Технические условия
ВНТП 04-94. Нормы проектирования заводов по розливу вина
ВНТП 10М-93: Нормы инженерного проектирования для пивоварен
ВНТП 11-93. Нормы технического проектирования предприятий по производству ячменного пивоваренного солода
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 34-93. Нормы инженерного проектирования объектов алкогольной промышленности
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 411-88: Монтаж смазочных, гидравлических и пневматических систем общепромышленного применения
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 452-84: Нормы расхода материалов в строительстве. Сварка труб из легированной стали, автоматическая сварка под флюсом листовых конструкций, сварочных стержней и клапанных вкладышей, газовая резка
ВСН 461-85: Инструкция по сварке стыков стальных трубопроводов
.ГОСТ 34587-2019 — Краны подъемные.Металлоконструкции. Требования к производству
ГОСТ Р 55474-2019 — Системы газораспределения. Газораспределительные сети природного газа. Часть 2. Газопроводы стальные
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58620-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
ГОСТ Р 58778-2019 — Системы газораспределения.Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ГОСТ Р 58880-2020 — Системы питьевой воды судовые. Правила оформления
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
КПО 01.05.12-05: Каталог-перечень оборудования.Котельное оборудование. Том 2
КПО 01.05.12-05: Каталог-перечень оборудования. Котельное оборудование. Том 2
КПО 04.03.13-06: Каталог-перечень оборудования. Приборы для измерения и регулирования расхода, количества, уровня и состава вещества
Пособие к СНиП 3.05.02-88: Пособие по технологии и организации строительства трубопроводов для систем газоснабжения в сельской местности Нечерноземной зоны РСФСР
ОТУ 3-01 — Сосуды и аппараты.Общие технические условия на ремонт корпуса
РД 39-3-221-79 — Инструкция по защите нефтепромыслового оборудования от коррозии ингибиторами типов ИА, ИД
.РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
ТУ 1468-001-171
-01 — Отводы бесшовные сварные из легированной и высоколегированной стали
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
TurkmenistanLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлена ссылка на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Армении | Официальная нормативная библиотека — ГОСТ 16037-80
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Металлоконструкции »
Правила сварки » Сварочные материалы »
Правила сварки » Неразрушающий контроль »
Правила сварки » Сборочные устройства »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) » 6.Нормы присоединительных размеров трубопроводной арматуры (ТПА) » 6.2 Сварное соединение »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 16037-70 — Сварка сварных соединений стальных трубопроводов. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
Ссылка на документ:
АТК 26-18-10-94 — Устройства для установки приборов измерения температуры для работы при номинальном давлении от 0.От 6 до 16,0 МПа. Вилки. Общие технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10617-83 — Котлы отопительные с тепловой мощностью от 0,10 до 3.15 мВт
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12893-2005 — Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 17380-2001 — Фитинги для стыковой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 17380-83 — Детали трубопроводов стальные бесшовные сварные на Pn £ 10 МПа (100 кгс / см2). Технические характеристики
ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт.Технические характеристики
ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые. Спецификация
ГОСТ 21345-2005 — Краны шаровые, заглушки и цилиндрические на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23355-78 — Соединения трубопроводов резьбовые. Шариковый ниппель. Строительство
ГОСТ 23484-79 — Установки электрогидравлические для удаления стержней. Технические требования
ГОСТ 24950-81 — Отводы гнутые и загнутые для витков прямолинейных частей стальных магистральных трубопроводов
.ГОСТ 25781-83 — Формы стальные для железобетонных элементов.Технические характеристики
ГОСТ 28016-89 — Соединения трубопроводные резьбовые. Ниппель конический сварной. Строительство
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 31294-2005 — Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Мокрое пылеуловитель. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые.Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32949-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Методы контроля
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев. Раздел поддержки. Общие технические условия
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 34011-2016 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа.Общие технические требования
ГОСТ 34059-2017 — Внутренние коммуникации зданий и сооружений. Устройство систем водоснабжения отопления, отопления и охлаждения. Общие технические требования
ГОСТ 34094-2017 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ 34293-2017 — Арматура трубопроводная. Металлические шаровые краны для нефтяной, нефтехимической и смежных отраслей. Общие технические условия
ГОСТ 34294-2017 — Арматура трубопроводная криогенная.Общие технические условия
ГОСТ 34473-2018 — Арматура трубопроводная. Краны шаровые стальные цельносварные для водяных тепловых сетей. Общие технические условия
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 5761-2005 — Клапаны на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 5762-2002 — Арматура трубопроводная промышленная.Задвижки PN
ГОСТ 7496-84 — Комбайны свеклоуборочные
.ГОСТ 8713-79 — Сварка под флюсом. Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ Р 50073-92 — Арматура соединительная фланцевых типов трубопроводов. Технические характеристики
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные.Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеуловитель. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ Р 51763-2001 — Приводы штанговых насосов. Общие технические требования
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52153-2003 — Ящики радиационно-защитные. Общие технические условия
ГОСТ Р 52209-2004 — Рукава в сборе для газовых горелок и газовых приборов. Общие технические требования и методы испытаний
ГОСТ Р 52445-2005 — Газоочистители абсорбционные.Требования безопасности и методы испытаний
ГОСТ Р 52664-2006 — Сваи трубные шпунтовые сварные. Общие технические условия
ГОСТ Р 52768-2007 — Центрифуги для производств, работающих с радиоактивными средами. Общие технические требования и методы испытаний
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53671-2009 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ Р 53673-2009 — Арматура трубопроводная.Затворы поворотные дисковые. Общие технические условия
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 53790-2010 — Нетрадиционные технологии. Энергетика биоотходов. Общие технические требования к биогазовым установкам
ГОСТ Р 53961-2010 — Оборудование пожарное.Подземные пожарные краны. Общие технические требования. Методы испытаний
ГОСТ Р 54086-2010 — Регуляторы давления. Общие технические условия
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа.Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55018-2012 — Арматура трубопроводная для объектов энергетики. Общие технические условия
ГОСТ Р 55020-2012 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ Р 55429-2013 — Соединения кольцевые разъемные трубопроводов. Конструкция, размеры и общие характеристики
ГОСТ Р 55474-2013 — Системы газораспределения. Требования к газораспределительным сетям.Часть 2. Газопроводы стальные
ГОСТ Р 55942-2014 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ Р 56001-2014 — Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 58095.1-2018 — Системы газораспределения. Требования к сетям газопотребления.Часть 1. Газопроводы стальные
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
ИМ 14-51-00: Методические указания и разъяснения по актуальным вопросам создания систем автоматизации. Выпуск 4. Новые типовые чертежи объединения «Монтажавтоматика»
.Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
MDS 53-1.2001: Рекомендуемая практика монтажа стальных конструктивных элементов
МР 14-02-2003 — Выбор и применение селективных устройств для средств измерения давления
МСН 42-01-2011: Системы газораспределения
МУ 0397-00.004: Методика проведения неразрушающего контроля деталей котельной установки ППУА-1600/100
.ОСТ 108.030.133-84 — Элементы трубные поверхностей нагрева паровых котлов давлением менее 4 МПа, водогрейных котлов и котлов-утилизаторов. Технические требования, методы приемки и контроля.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые).Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние). Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые).Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.462-99 — Устройства для установки приборов измерения температуры на PN от 0,6 до 16 МПа. Типы, конструкция, размеры и общие технические требования
ОСТ 26.260.472-2000 — Устройства для установки манометров и отбора давления. Общие технические требования.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1159-75 — Трубные вводы-выводы стальных сварных емкостей и устройств. Технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-02-376-78 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 34-10-417-90 — Детали и сборные узлы трубопроводов атомных станций рабочие П
.ОСТ 36-13-90 — Щиты и пульты систем автоматизации технологических процессов. Общие технические условия
ОСТ 36-143-88 — Монтаж технологического оборудования и технологических трубопроводов. Рабочий процесс проекта. Порядок разработки, структура и содержание.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-39-80 — Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс / см2). Экранированная ручная дуговая сварка металлом. Типовой технологический процесс.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 36-75-83 — Контроль неразрушающий.Сварные соединения трубопроводов. Ультразвуковой метод
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.Сварные узлы блоков и элементов воздуховодов пыле- и газоводов ТЭЦ. Дизайн и габариты
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 153-112-014-97 — Методические указания по ликвидации аварий и ремонту магистральных нефтепродуктопроводов
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-39.504-00 — Общие технические требования к арматуре ТЭЦ (ТПП ОТТ — 2000).
РД 22-207-88 — Машины подъемные.Общие требования и стандарты производства
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов и аппаратов под давлением
РД 26-02-80-2004 — Ведущий документ.Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.20.595-97 — Рекомендуемая практика проверки рабочего состояния стальных газопроводов общего пользования и бытовых для систем газоснабжения ТЭЦ, пиковых котельных и котельных систем трубопроводного теплоснабжения. Основные требования. Методы для
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-348-89 — Методические указания по защите полевого оборудования от коррозии с использованием ингибиторов отечественного производства
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-0147103-338-88 — Временные нормативы на проектирование электрических обогревательных наземных магистральных трубопроводов (Система электрообогрева осевого АСЭ)
РД 39-110-91 — Указания по ликвидации аварий и повреждений магистральных трубопроводов
.РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Монтаж сетей водоснабжения и водоотведения г. Санкт-Петербурга.Санкт-Петербург
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СНиП 3.05.01-85: Внутренние водопроводные системы
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.05.05-84: Технологическое оборудование и технологические трубопроводы
.СНиП 3.05.07-85: Автоматизированные системы
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-34-74: Системы автоматизации
СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб.Заменить СП 42-102-96
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 73.13330.2012 — Внутренние санитарно-технические системы
.СП 73.13330.2016 — Внутренние санитарно-технические системы
СП 77.13330.2016 — Системы автоматизации.
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СЗК 4-3-90: Приборы для измерения и регулирования расхода.Установка в трубопровод. Часть I. Счетчики
ТУ 1317-233-0147016-02 — Трубы бесшовные горячедеформированные нефтегазовые повышенной надежности при эксплуатации для месторождений ОАО «Томскнефть» ВНК
.ТУ 1462-203-0147016-01 — Детали стальные соединительные сварочные для работы в нефтепромысловых средах с повышенной коррозионной активностью. Технические условия
ТУ 1468-010-5
520-2003 — Соединения стальные сварные бесшовные трубопроводов повышенной эксплуатационной надежности, предназначенные для промыслового строительства ОАО «ТНК
».ТУ 26-18-38-90 — Детали трубопроводов бесшовные сварные из стали марок 15Х5М, 12Х1МФ, 12Х18Н10Т, 08Х22Н6Т
.ТУ 34-38-20135-94 — Воздухонагреватели трубчатые стационарных котлов.Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типов пылевидные паровые стационарные котлы. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 36-1686-82 — Отводы крутоизогнутые под углом 90 градусов из сталей марок 15Х5М, 08Х18НИОТ, 12Х18НИОТ и 10Х17х23М2Т, бесшовные сварные по Роу менее 10 МПа
ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ТУ 3742-011-343-2003 — Клапаны обратные DN 100-1400 PN 8,0 МПа; PN 12,5 МПа; PN 16, 0 МПа.Технические условия
ТУ 4218-008-51216464-01 — Устройство селекционное. Технические условия
ВНТП 04-94. Нормы проектирования заводов по розливу вина
ВНТП 10М-93: Нормы инженерного проектирования для пивоварен
ВНТП 11-93. Нормы технического проектирования предприятий по производству ячменного пивоваренного солода
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 34-93. Нормы инженерного проектирования объектов алкогольной промышленности
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 411-88: Монтаж смазочных, гидравлических и пневматических систем общепромышленного применения
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 452-84: Нормы расхода материалов в строительстве. Сварка труб из легированной стали, автоматическая сварка под флюсом листовых конструкций, сварочных стержней и клапанных вкладышей, газовая резка
ВСН 461-85: Инструкция по сварке стыков стальных трубопроводов
.ГОСТ 34587-2019 — Краны подъемные.Металлоконструкции. Требования к производству
ГОСТ Р 55474-2019 — Системы газораспределения. Газораспределительные сети природного газа. Часть 2. Газопроводы стальные
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58620-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
ГОСТ Р 58778-2019 — Системы газораспределения.Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ГОСТ Р 58880-2020 — Системы питьевой воды судовые. Правила оформления
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
КПО 01.05.12-05: Каталог-перечень оборудования.Котельное оборудование. Том 2
КПО 01.05.12-05: Каталог-перечень оборудования. Котельное оборудование. Том 2
КПО 04.03.13-06: Каталог-перечень оборудования. Приборы для измерения и регулирования расхода, количества, уровня и состава вещества
Пособие к СНиП 3.05.02-88: Пособие по технологии и организации строительства трубопроводов для систем газоснабжения в сельской местности Нечерноземной зоны РСФСР
ОТУ 3-01 — Сосуды и аппараты.Общие технические условия на ремонт корпуса
РД 39-3-221-79 — Инструкция по защите нефтепромыслового оборудования от коррозии ингибиторами типов ИА, ИД
.РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
ТУ 1468-001-171
-01 — Отводы бесшовные сварные из легированной и высоколегированной стали
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
ArmeniaLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлена ссылка на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Подробная ошибка IIS 8.5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule |
|---|---|
| Уведомление | BeginRequest |
| Обработчик | StaticFile |
| Код ошибки | 0x00000000 |
| Запрошенный URL | https: // www.Universetranslation.com:443/russian-national-standards.cfm?type=gost&t=russian%20national%20standards&dt=22&d=0&start=729&srchval= |
|---|---|
| Physical Path | C: \ __ Inetpub \ _livestranslation \ wiverseTranslation .com \ russian-national-standard.cfm? type = gost & t = russian% 20national% 20standards & dt = 22 & d = 0 & start = 729 & srchval = |
| Метод входа в систему | Еще не определено |
| Пользователь входа | Еще не определено |
Дополнительная информация:
Это функция безопасности.Не изменяйте эту функцию, пока не полностью осознаете масштаб изменения. Перед изменением этого значения следует выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.Просмотр дополнительной информации »
.