Сварка толстого металла без разделки кромок | MastakSvarka
Электроды для статьи и проведения эксперимента предоставила компания Ligans. Однажды я посетил одно предприятие, которое занимается выпуском крупногабаритных секций для машиностроения. Меня познакомили с очень интересной технологией сварки. На предприятии осуществляли сварку толстого металла без разделки кромок. Как известно из теории, металлы толщиной до 5 мм можно сваривать ручной дуговой сваркой без разделки кромок. Свыше 5 мм, только с разделкой кромок. На предприятии о котором шла речь выше, сваривали металл толщиной 10 мм без разделки кромок ручной дуговой сваркой. Это сложно себе представить пока своими глазами не увидишь весь процесс сварки.
Технология сварки заключается в следующем. Производится сборка двух пластин толщиной 10 мм с зазором 3 мм. Зазор проваривается на небольшом сварочном токе (90А) электродом диаметром 3 мм. Этот шов называют «подварочным».
Сварка подварочного сварного шваЗатем деталь переворачивают на обратную сторону и проваривают электродом большего диаметра, например диаметром 4 мм. Сварочный ток увеличивают до 250-280 А. Подварочный шов нам необходим как защита против провала расплавленного металла при сварке на большом токе 250-280А.
Сварка электродом диаметром 4 ммСледующим этапом работы происходит обратный переворот на первую сторону, где был подварочный сварной шов. Дальше прямо по верх подварочного шва проваривается электродом диаметром 4 мм еще один шов на токе 250-280 А.
Подварочный шов переваривается электродом диаметром 4 ммЯ специально провел эксперимент и вы можете подробно увидеть на фотографии срез сварного шва. Самым главным преимуществом данной технологии заключается в сокращении времени на подготовку деталей к сварке, но при этом получается огромный недостаток в перегреве сварного шва и околошовной зоны.
Срез сварного шваПодробный процесс сварки можно увидеть в этом видеоролике;
Сверка металла большой толщины
Особенности сварки толстого металла
Для изделий из толстого металла применяют в основном электродуговую и электрошлаковую сварку. У них высокая производительность, имеют малую область нагрева, соответственно создают небольшие внутренние напряжения, не требуют дорогостоящих расходных материалов.
У них высокая производительность, имеют малую область нагрева, соответственно создают небольшие внутренние напряжения, не требуют дорогостоящих расходных материалов.
Электрошлаковая
В электрошлаковой сварке электротоком нагревается шлак, который расплавляет находящийся рядом металл и защищает шов от окисления и насыщения водородом. Технология позволяет производить только вертикальные швы снизу вверх. Отклонение от вертикали допускается в пределах 30 градусов.
С двух сторон свариваемых толстых листов из металла устанавливаются медные пластины-ползуны, которые охлаждаются водой. Между свариваемыми листами оставляется зазор. Обработка стыков не требуется. Стыки и ползуны образуют сварочную ванну. При внесении в нее электрода шлак разогревается, металл начинает плавиться. Сваривание происходит без создания дуги. По мере образования шва ползуны передвигаются вверх. Все происходит за один проход. Сварить можно толстый металл до 60 см. Шов должен образоваться за один проход иначе возникают неустранимые дефекты. Технология позволяет пользоваться электродом различной формы.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.
Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства. Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.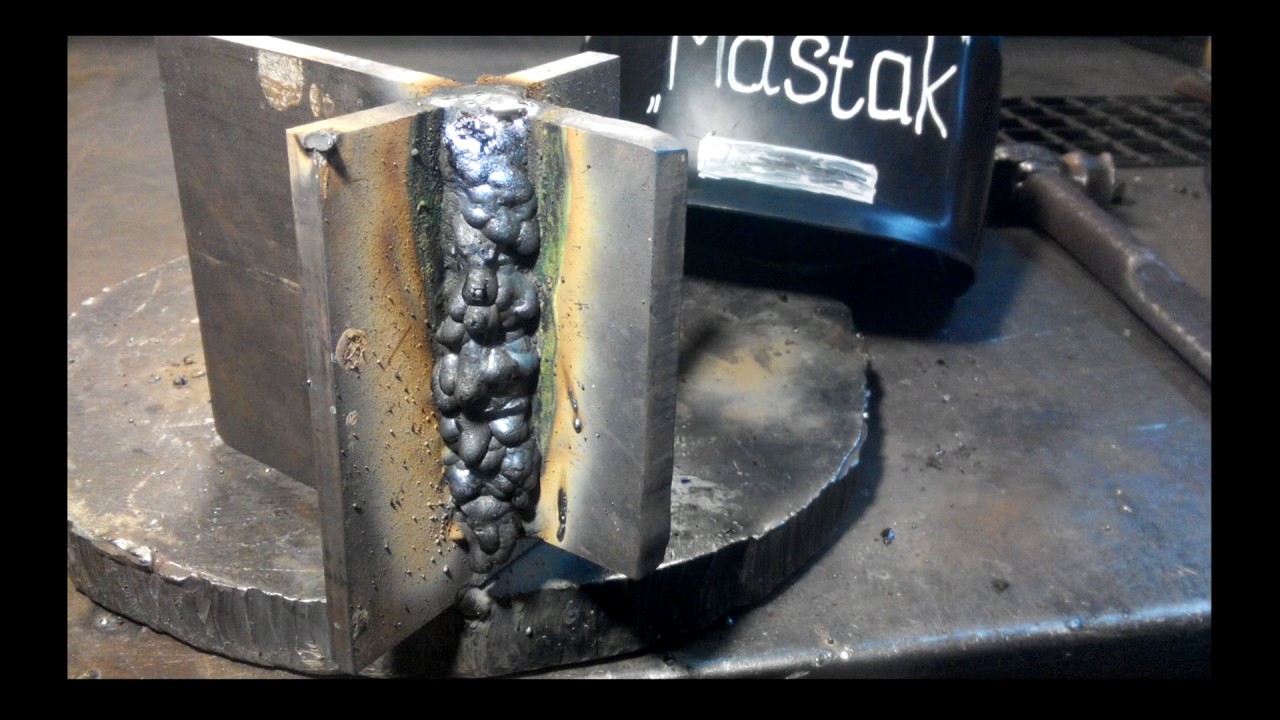
Способы наложения
Метод сварки толстого металла каскадом заключается в следующем. Весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва. Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход. При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход. Так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей. Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.
При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением. Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев. С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением. Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев. С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Похожие статьи
svaring.com
Стачивание толстого листа до требуемой толщины
Для уравнивая толщин заготовок можно прибегнуть к одному из способов:
- стачивание толстого листа до меньшей толщины, соответствующей другой заготовке;
- проточка кромки толстого элемента с образованием тонкой кромки.
Как один, так и другой способ имеют место быть. Однако во втором случае сложно образовать высококачественный сварочный шов. Непросто удержать горелку по линии тонкого листа. Поэтому вариант стачивания исключит излишнее коробление и упростит процесс соединения заготовок.
Сварка тонких металлических листов должна вестись низкими токами, поэтому неправильно будет использовать электроды в 4—5 мм. Они «задушат» электродугу и не позволят ей зажечься в полную силу.
Оптимальный вариант сварки — 2—3 мм электроды. Причем качество сварочного материала имеет решающее значение. Рекомендуется прокалить их перед применением до 160 градусов. После этого покрытие станет плавиться равномерно. Без затухания, внезапных вспышек материала электрода можно успешно манипулировать дугой, формировать непрерывный шов.
Ток сварки устанавливается гораздо меньше работы с толстыми листами. Он меняется следующим образом:
- Толщина материала 1 мм — сила тока 25—35 А, диаметр электрода 1,6 мм.
- При толщине металла 1,5 мм — сила тока 45—55 А, электрод 2 мм.
- Металл в 2 мм проваривается током 65 А электродом 2 мм.
- Железо толщиной 3 мм варится током 75 А — 3 миллиметровым электродом.
Отлично зарекомендовали себя инверторы с переменным напряжением, но работой в высоких частотах. Малый ток поможет избежать прожогов тонкого листа и потеков. Глубина сварочной ванны не должна превышать толщину металла.
Если аппарат позволит устанавливать стартовое напряжение, непременно этим воспользуйтесь. Стоит уменьшить его на 20 % от обычного. Этот даст возможность сваривать без образования ненужных отверстий в начале розжига дуги. Этим способом удобно начинать сварку прямо с места соединения.
Если регулирования стартового тока нет как класса, то электрод зажигается на толстой заготовке с образованием ванны и переносом на тонкий материал. Особо тоненький материал сваривают прерывистой дугой. Это актуально при поддержке сварочником импульсного режима. Так автомат станет периодически прерывать дугу, чтобы материал охладился.
Сваривание тонколистового железа встык должно осуществляться опытными сварщиками.
При работе необходимо грамотно совмещать пластины друг с другом. Стыковой способ часто приводит к образованию прожогов.
По возможности стоит расположить пластины внахлест, а начинать варить с нижней пластины. Это позволит соорудить основание для наплавляемой кромки и не прожечь все изделие целиком. Первый шаг с верхней пластины ведет к ее подрезу.
 youtube.com/embed/eczRh3MfD7Y?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/eczRh3MfD7Y?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварка толстолистового металла
Сварка толстого металла, разумеется, отличается от технологии, применяемой при соединении тонкостенных заготовок. Ведь процесс сварного монтажа толстостенных заготовок основывается на формировании многослойного шва, элементы которого накладываются на стыкуемые кромки с помощью особых технологических приемов.
И в этой статье мы рассмотрим и упомянутые технологические приемы, с помощью которых осуществляется сварка металла большой толщины, и технологию подготовки стыкуемых кромок и прочие нюансы стыковки деталей с толщиной стенки от 2 сантиметров и более. Надеемся, что эта информация поможет вам разобраться с довольно сложным процессом сварки толстостенных и толстолистовых деталей.
Подготовка кромок
Под термином «заготовка с толстыми стенками» или «толстолистовая заготовка» в сварочном деле понимают изделия с толщиной стыкуемой кромки в 20 миллиметров и более.
Разумеется, перед сваркой заготовок, такие кромки готовят особым образом, а именно:
- Во-первых, стачивают первую кромку под U-образный профиль.
- Во-вторых, стачивают вторую кромку под ступенчатый профиль.
Без такой предварительной подготовки сварка толстолистового металла электродом любой толщины практически невозможна. Причем по наружной плоскости (в верхней части, со стороны введения электрода) стыкуемых деталей между кромками должен образоваться зазор в 10-15 миллиметров и более, а по внутренней плоскости (в нижней части) зазор должен быть практически нулевым.
Если вы не ошибетесь с габаритами кромок, то вы можете рассчитывать на двойной прирост производительности труда сварщика (повысится скорость наложения шва) и на 25-процентную экономию присадочного материала (электродов или проволоки).
Сварка толстостенных труб и толстолистовых заготовок
При стыковке толстостенных заготовок используются следующие технологии заваривания зазора между деталями:
- Техника последовательного наложения швов горкой
- Техника последовательно наложения швов каскадом.

- Техника последовательного или параллельного наложения швов блоками.

И далее по тексту мы рассмотрим все три процесса.
Сварка «горкой»
Первая технология – формирование шва «горкой» — основана на следующей схеме сваривания:
- На дно зазора между деталями накладывают первый шов, используя для этих целей 5-миллиметровый электрод. Толщина шва в данном случае должна равняться одной трети от толщины свариваемого металла.
- После сбоя окалины и удаления брызг, от одной стенки зазора к другой, поверх первого шва, накладывается второй. Общая высота стыковочного шва (первого и второго) в данном случае равняется двум третям от толщины металла.
- Руководствуясь аналогичным принципом, сварщик накладывает на очищенную от окалины и брызг «горку» второго шва третий слой расплавленного металла. Толщина шва в данном случае равняется толщине металла.
- Последним, четвертым по счету швом, заваривают пространство между горкой и кромками торцов заготовок.
Сварка «каскадом»
В данном случае схема наложения швов выглядит несколько иначе:
- В самом начале накладывается корневой шов, длина которого будет не более 20 сантиметров.
- Далее накладывается второй шов, длиной 40 сантиметров, наползающий на первый. Причем 20 сантиметров второго шва будут корневыми, а следующие 20 см – наползут на первый шов.
- Следующий – третий шов, имеет длину 60 сантиметров. Из которых 20 сантиметров будут корневыми, еще 20 улягутся на корневую часть второго шва и следующие 20 расположатся поверх первого и второго швов, заполняя 20-сантиметровый участок на всю толщину стыка.
- Четвертый шов имеет аналогичную длину — 60 сантиметров. Он закрывает третий шов и выходит на толщину металла над корневой частью второго шва.
Проще говоря: швы накладываются ступеньками, образуя каскады. И крайние 20 сантиметров третьего и последующего швов выходят на толщину свариваемой заготовки.
Причем каскадная сварка полуавтоматом толстого металла или толстостенной трубы получается намного лучше, чем ручной вариант этого процесса.
Ведь мерные 60-сантиметровые швы лучше всего получаются при непрерывной подаче присадочного металла в зону сварочной ванны.
Сварка «блоками»
Если под руками нет полуавтоматического сварочного аппарата, то каскадную технологию можно преобразовать в блочный вариант наложения швов.
И в данном случае технологический процесс сварки толстостенной заготовки будет выглядеть следующим образом:
- В первую очередь заваривают участок корневого шва.
- Далее над корневым швом наваривают второй, промежуточный шов, длина которого будет чуть меньше габаритов первого шва.
- Поверх второго (промежуточного) шва накладывают третий – выходящий на внешнюю поверхность металла на длине, лишь немного отстающей от габаритов корневого шва.
Далее сварку продолжают четвертым корневым швом, пятым промежуточным швом, наползающим на первый, и шестым, накладываемым встык со вторым. Словом, технология очень похожа на каскад. Только «соседние» швы не наползают, а стыкуются друг с другом.
В итоге, воспользоваться блочной технологией можно даже в том случае, когда вместо присадочной проволоки используется короткий, прутковый электрод.
steelguide.ru
Большая Энциклопедия Нефти и Газа
Cтраница 3
Длину прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва. При сварке тонкого металла и коротких швах длина прихваток может быть не более 5 мм. При сварке толстого металла и значительных длинах швов длина прихватки может быть 20 — 30 мм при расстоянии между ними 300 — 500 мм. Прихватку следует производить на тех же режимах сварки, что и сварку самого шва, тщательно проваривая участок прихватки. В случае сварки деталей значительной толщины прихватка может заполнять разделку примерно на 2 / а ее глубины. [31]
При сварке тонкого металла и коротких швах длина прихваток может быть не более 5 мм. При сварке толстого металла и значительных длинах швов длина прихватки может быть 20 — 30 мм при расстоянии между ними 300 — 500 мм. Прихватку следует производить на тех же режимах сварки, что и сварку самого шва, тщательно проваривая участок прихватки. В случае сварки деталей значительной толщины прихватка может заполнять разделку примерно на 2 / а ее глубины. [31]
Для металла значительной толщины ( более 18 — 20 мм) применяется специальная технология — сварка секциями или горкой ( см. гл. При многопроходной сварке желательно, чтобы швы выполнялись несколькими сварщиками одновременно с двух сторон соединения. При этих способах сварки толстого металла нагрев по сечению свариваемых элементов происходит более равномерно, чем достигается уменьшение наиболее опасных пространственных остаточных напряжений. [33]
Соединения внахлестку из толстого материала, тавровые соединения, внутренние швы углового соединения, а также последующие слои шва ( после первого) стыкового соединения с подготовленными кромками лучше сваривать слева направо — углом назад. Стык деталей в этих случаях видно лучше, и возможность смещения электрода в сторону менее вероятна. С другой стороны, при сварке толстого металла важно увеличить глубину провара и улучшить условия для контроля за формированием шва. [34]
Имея высокие стабилизирующие свойства, эти флюсы обеспечивают длинную дугу, необходимую при однопроходной сварке металла большой толщины. Тенденция применения флюсов с высокими стабилизирующими свойствами в зарубежных капиталистических странах обусловлена стремлением работать на возможно более мощных режимах. Однако это целесообразно только в случае сварки толстого металла. При сварке же стали малой и средней толщины это сопряжено с необходимостью тщательной очистки поверхности свариваемого металла от ржавчины и загрязнений вследствие более низкой стойкости против образования пор флюсов с высокими стабилизирующими свойствами. [35]
[35]
Технологическое оборудование для сварки когерентным световым лучом квантового генератора ( лазера) или лазерной сварки используют в радио — и электронной промышленности. Благодаря острой фокусировке возможно сосредоточение очень большой тепловой энергии на площадках, измеряемых сотыми и тысячными долями миллиметра. Принципиально возможно создание лазера, пригодного для сварки очень толстого металла, но процесс плавления металла становится в этом случае практически неуправляемым. Основные типы сварных соединений — нахлесточные и стыковые. [36]
Сварка низкоуглеродистых сталей, как правило, не требует предварительного подогрева. Однако в некоторых случаях, специально оговоренных в технической документации, предварительный подогрев до температуры 120 — 150 применяется для предупреждения появления кристаллизационных трещин. Такая потребность иногда возникает при сварке угловых швов толстого металла, при сварке первого слоя многослойных стыковых швов толстого металла, особенно если сварка толстого металла производится при низких температурах. [37]
Чтобы не допустить изменения положения свариваемых деталей и зазора между кромками в течение всего процесса сварки, изделие закрепляют в приспособлениях или с помощью прихваток. Длина прихваток, их число и расстояние между ними зависят от толщины металла, длины и конфигурации свариваемого шва. При сварке тонкого металла и при коротких швах длина прихваток составляет 5 — 7 мм, а расстояние между прихватками 70 — 100 мм. При сварке толстого металла и значительной длине швов прихватки делают длиной 20 — 30 мм, а расстояние между ними — 300 — 500 мм. [38]
Водород, растворенный в жидком металле ( рис. 158, б), должен в количестве 90 — 95 % своего объема выделиться из металла в момент его затвердевания. Этому препятствует пленка тугоплавких окислов и низкий коэффициент диффузии водорода в алюминии. Поры образуются преимущественно в металле шва; часто наблюдают поры у линии сплавления в связи с диффузией водорода из основного металла под действием термического цикла сварки. Предварительный и сопутствующий подогрев до температуры 150 — 250 С при сварке толстого металла замедляет кристаллизацию металла сварочной ванны, способствуя более полному удалению газов и уменьшению пористости. [39]
Предварительный и сопутствующий подогрев до температуры 150 — 250 С при сварке толстого металла замедляет кристаллизацию металла сварочной ванны, способствуя более полному удалению газов и уменьшению пористости. [39]
Определенную таким образом величину сварочного тока проверяют практически путем наплавки валиков в том же положении, в каком предстоит сварка изделия. Обычно при сварке в вертикальном и потолочном положениях сварочный ток уменьшают на 10 — 20 % против принятого для сварки в нижнем положении. Сварочный ток корректируют также в зависимости от толщины свариваемого металла и от того, какой слой шва выполняется. При сварке тонкого металла или первого слоя шва с разделкой кромок во избежание прожогов ток уменьшают; при сварке толстого металла и последующих слоев шва ток увеличивают. [40]
При сварке меди ядро пламени следует держать под углом 90 к поверхности элементов и на расстоянии 3 — 6 мм от поверхности ванны. Сварку ведут без перерывов, применяя по возможности однослойные швы, так как при многослойной сварке возможно появление трещин. Соединения применяют преимущественно стыковые или угловые с внешним швом. Металл толщиной более 10 мм сваривают с Х — образной подготовкой кромок. Сварку толстого металла ведут одновременно двумя горелками с двух сторон, установив детали в вертикальное положение. [41]
В качестве защитных используют инертные ( аргон, гелий) и активные ( углекислый газ) газы, а также различные смеси инертных или активных газов и инертных с активными. Этот способ сварки по сравнению с рассмотренными выше имеет ряд существенных преимуществ. При сварке толстых металлов в некоторых случаях этот способ сварки может конкурировать с электрошлаковой сваркой. [43]
В качестве защитных используют инертные ( аргон, гелий) и активные ( углекислый) газы, а также различные смеси инертных или активных газов и инертных с активными. Этот способ сварки по сравнению с рассмотренными выше имеет ряд существенных преимуществ. При сварке толстых металлов в некоторых случаях этот способ сварки может конкурировать с электрошлаковой сваркой. [44]
[44]
При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе. Мощность пламени выбирается из расчета 100 — 130 дм3 / ч ацетилена на 1 мм толщины металла. Сварку нужно стремиться выполнять в нижнем положении, так как при этом создаются наиболее благоприятные условия для получения швов хорошего качества. В этом положении расплавленный металл переносится в сварочную ванну, которая занимает горизонтальное положение, в направлении силы тяжести. Существуют различные способы сварки швов. Выбор их зависит от длины шва и толщины свариваемого металла. Условно принято швы длиной до 250 мм называть короткими, 250 — 1000 мм — средними, более 1000 мм — длинными. Сварка обратноступенчатым способом при правильном выборе длины ступени является наиболее эффективной, так как уменьшает неодновременность выполнения однопроходного шва и поэтому приводит к меньшим остаточным деформациям. При сварке стыковых или угловых швов большого сечения шов накладывается несколькими слоями. При этом каждый слой средней и верхней части может быть получен за один, два и более проходов. При сварке толстого металла не рекомендуется делать каждый слой напроход, так как это может привести к значительным деформациям и появлению трещин в первых слоях. Для предотвращения образования трещин при сварке толстого металла накладывать слои следует на еще не остывшие предыдущие слои. При блочном методе весь шов по длине делится на равные участки — блоки длиной около 1 м, каждый блок заваривает определенный сварщик. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Как приварить тонкий металл к толстому — Ковка, сварка, кузнечное дело
В процессе производства различных конструкций и оборудования может возникнуть потребность в соединении тонкого металла к толстой детали. Такая задача легко решается, если прежде как приварить тонкий металл к толстому металлу выполнить некоторые подготовительные операции:
в массивной детали необходимо сделать проточку для создания одинаковой толщины свариваемых элементов;
установить из толстой детали со стороны тонкой детали специальный ободок.
Процесс сваривания деталей при помощи проточки
- Сварка тонкой детали к толстому профилю при наличии в последнем проточки обеспечивает нормальный ход процесса и образование высококачественного сварочного шва. Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла.
- Сварку электрической дугой можно проводить двумя способами: непрерывным свариванием всего шва и прерывистым свариванием или сваркой точками.
- При непрерывной сварке электрод проводится по всей длине шва без отрыва. Значение сварочного тока выставляется примерно на значение 40-60А, в зависимости от применяемого аппарата оно может отличаться, поэтому необходимо в конкретном случае определять силу тока по горящей дуге и по тому, как проплавляется металл. Нужно, что бы корень шва полностью проплавлялся, но не прожигался. Это основной момент, от которого зависит непрерывный процесс сваривания шва по всей длине. То есть необходимо взять подходящего диаметра электрод, выставить соответствующую силу тока, и вести, не отрывая электрод с некоторой скоростью. При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.
- Сварка точками (прерывистая сварка) обеспечит более качественное соединение деталей. Значение тока в этом случае устанавливается немного больше обычного для гарантированного проваривания шва. Техника заключается в том, что при зажигании дуги после касания необходимо убрать электрод, затем опять зажечь дугу и убрать электрод. Такой процесс должен происходить настолько быстро, что бы металл не успел остыть полностью. Можно варить чуть длиннее, а не только точками, главное следить за состоянием сварочной ванны и не допускать что бы металл не проплавился насквозь.
Процесс сварки тонкого металла с толстым при помощи установки со стороны тонкого металла ободка обеспечивает простоту проведения такой работы (отсутствует смещение шва, нормальная ширина сварочной ванны) и хорошая обозреваемость расплавленного металла в сварочной ванне. Недостаток такого метода заключается в том, что металлический ободок, который остается приваренным после процесса к конструкции, что несколько портит ее внешний вид. Наиболее качественные соединения при таком методе получаются при использовании импульсной аргонодуговой сварки.
Недостаток такого метода заключается в том, что металлический ободок, который остается приваренным после процесса к конструкции, что несколько портит ее внешний вид. Наиболее качественные соединения при таком методе получаются при использовании импульсной аргонодуговой сварки.
kovka-svarka.net
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра.
На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение.
Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
2. 5 5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром.
Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер.
Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно.
В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги.
Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык.
В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку.
Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
 Как правило, он получается при методе сварки с теплоотводящими прокладками.
Как правило, он получается при методе сварки с теплоотводящими прокладками.Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно.
Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом.
Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Сварка толстого металла тонким электродом
Сварка инвертором тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.

Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык.
В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку.
Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
 Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно.
Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом.
Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Источник: http://stroypomochnik.ru/svarka-invertorom-tonkogo-metalla/
Сварка тонкого металла электродом
Листовой металл может применяться для получения самых различных изделий. Примером можно назвать варку кузова автомобиля, получение емкости для жидкости и некоторые другие моменты. Работа с тонким листовым материалом создает довольно большое количество проблем. Перед тем как приступить к выполнению работы сварщик должен подобрать наиболее подходящий электрод, выбрать соответствующий режим работы аппарата. Только при учете всех этих моментов можно получить качественное изделие, которое будет соответствовать всем установленным стандартам.
Работа с тонким листовым материалом создает довольно большое количество проблем. Перед тем как приступить к выполнению работы сварщик должен подобрать наиболее подходящий электрод, выбрать соответствующий режим работы аппарата. Только при учете всех этих моментов можно получить качественное изделие, которое будет соответствовать всем установленным стандартам.
Сварка тонкого металла электродом
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
 Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Техники и методы сварки тонких листов металлов
Сварка тонкого металла электродом может проводиться при применении различных технологий. В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
- При слишком небольшой толщине материала следует проводить варку небольшими участками. Кроме этого, могут проводить сварку и шахматным порядком. Применение подобной технологии позволяет равномерно распределить тепло.
- Для того чтобы избежать проваливания сварочного шва применяется специальная подложка. Стоит учитывать, что в ее качестве не может использовать металл, так как он приваривается.
- Приподнять силу тока можно только при использовании прерывистой дуги. За счет импульсного воздействия можно избежать вероятность перегрева тонкого материала.
- Показатель силы тока должен составлять 30 А и не более.
Процесс сварки
Сварка тонких листов металла должна проводиться только после того, как технология была проверена и отточена на различных заготовках. Только после этого можно приступать к выполнению работы.
Сварка оцинковки
Больше всего трудностей возникает в случае, когда сварка тонколистового металла должна проводиться в случае, когда материал оцинкован. Легирующие вещества существенно изменяют основные характеристики сплава. Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
- При сварке следует изначально снять на кромках слой цинка. Это можно сделать при применении абразива.
- В некоторых случаях оцинкованный слой снимается путем прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует исключительно на улице или в помещении с эффективной вытяжкой. Эту рекомендацию можно связать с тем, что из-за воздействия высокой температуры могут образовываться различные токсины.
Сварка тонкого металла инвертором в случае, когда поверхность покрыта цинком, должна проводиться также при выборе низкого показателя силы тока. Кроме этого, уделяется внимание выбору более подходящего инвертора.
Сварка тонкого металла инвертором
Осуществлять сварку тонких можно при применении самых различных технологий, все они исключат вероятность длительного воздействия высокой температуры на одном участке. Если необходимо сварить оцинкованный тонкий металл, то придется провести его предварительную очистку.
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и электродов
Опытные сварщики не только умеют правильно работать с тонким металлом, но правильно выбирать режимы и электроды. Особенностями этого момента назовем следующее:
- Высокий показатель силы тока приводит к повышению температуры в зоне контакта дуги с обрабатываемой поверхностью, в результате чего образуется прожиг.
- Слишком низкий показатель приводит к тому, что дуга плохо формируется. Поэтому работа протекает сложно.
- Плохие электроды также могут привести к появлению большого количества дефектов различного типа.
Только при правильном выборе режимов работы и подходящих электродов можно исключить вероятность деформации тонкого металла под воздействием высокой температуры.
Режимы аппарата и параметры сварки
Опытные сварщики знают, какие настройки аппарата позволяют достигнуть требующего результата. Путем проб и ошибок были выведены наиболее оптимальные параметры. Все они указываются в определенной таблице. К другим особенностям данного вопроса назовем следующие моменты:
- Сила тока должна быть меньше, чем при работе с толстым металлом.
- Отлично себя проявляют инверторы, которые могут работать при переменном напряжении. Кроме этого, выбирается высокая частота тока.
- Если используемое оборудование позволяет устанавливать пусковой значение, то оно должно быть на 20% меньше. Это связано с тем, что при пуске устройства часто происходит прожиг тонкого металла. Если подобный режим отсутствует, то разжигать электрод можно на толстом материале, после чего перейти на требуемый.
- Малые токи позволяют избежать довольно большого количества проблем. Примером можно назвать выбор значение от 10 до 30 А.
Сварка в импульсном режиме
Кроме этого, может применяться импульсный режим. Он формирует прерывистую дугу, так как аппарат сам регулирует ее подачу. За счет прерывания сварки можно снизить температуру нагрева.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа. Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.
Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.

Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/spravochnik/svarka/svarka-tonkogo-metalla-ehlektrodom.html
Особенности сварки толстого металла
Для изделий из толстого металла применяют в основном электродуговую и электрошлаковую сварку. У них высокая производительность, имеют малую область нагрева, соответственно создают небольшие внутренние напряжения, не требуют дорогостоящих расходных материалов.
Электрошлаковая
В электрошлаковой сварке электротоком нагревается шлак, который расплавляет находящийся рядом металл и защищает шов от окисления и насыщения водородом. Технология позволяет производить только вертикальные швы снизу вверх. Отклонение от вертикали допускается в пределах 30 градусов.
С двух сторон свариваемых толстых листов из металла устанавливаются медные пластины-ползуны, которые охлаждаются водой. Между свариваемыми листами оставляется зазор. Обработка стыков не требуется.
Стыки и ползуны образуют сварочную ванну. При внесении в нее электрода шлак разогревается, металл начинает плавиться, сваривание происходит без создания дуги.
При внесении в нее электрода шлак разогревается, металл начинает плавиться, сваривание происходит без создания дуги.
По мере образования шва ползуны передвигаются вверх. Все происходит за один проход. Сварить можно толстый металл до 60 см. Шов должен образоваться за один проход иначе возникают неустранимые дефекты. Технология позволяет пользоваться электродом различной формы.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.
Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм.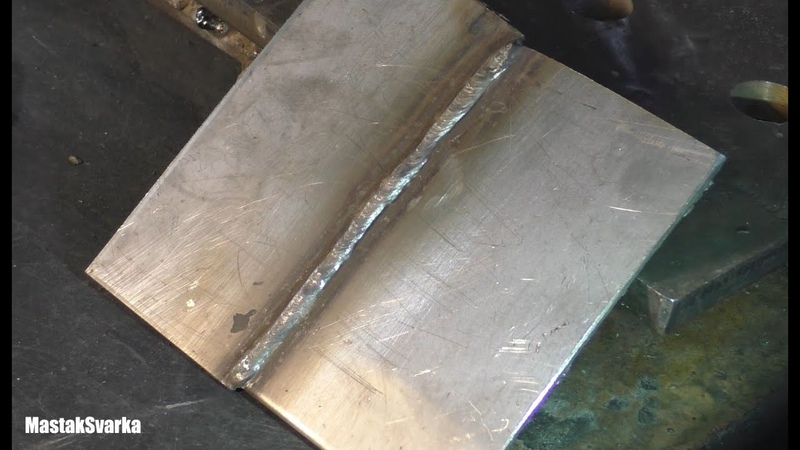 При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения
Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.
При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Источник: https://svaring.com/welding/soedinenie/svarka-tolstogo-metalla
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями
1
Источник: https://svarkalegko.com/tehonology/kak-varit-tonkij-metall.html
Как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры.
Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно.
Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов.
Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн.
Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А.
Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А.
Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал.
 Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание.
Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание.Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку.
Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.

Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке.
Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55.
Площадь последнего шва должна быть немного шире.
Источник: http://fb.ru/article/414246/kak-varit-tonkiy-metall-elektrodom-pravilno-sovetyi-svarschikam-i-protsess
Сварка металла и металлических узлов в Санкт-Петербурге и Лен. области
Специалисты нашей компании осуществляют сварку и сборку как отдельных небольших узлов или деталей, таких как закладные, так и сборку полностью готовых изделий, таких как корпуса электрошкафов, стальные ящики и многое другое.
Наша компания выполняет для Вас сварочные работы различного уровня сложности, учитывая Ваши потребности.
Наличие штатных профессиональных сварщиков гарантирует выполнение технологических операций по созданию неразъемных соединений различных металлов и сплавов, качественно и в срок.
Используемое нами современное оборудование позволяет нам производить сварку всех основных типов металлов (алюминия, углеродистой и нержавеющей стали), различными способами:
Электродуговая сварка металла является широко распространенным методом соединения металлических деталей благодаря простоте и универсальности применения, небольшим габаритам сварочных аппаратов, высокой прочности получаемых соединений и возможности ведения работ в промышленных масштабах.
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа. Задача газа — это защита расплавленного и нагретого металлов от вредного воздействия окружающей среды. В большинстве своем используется углекислый газ или аргон. Данный вид сварки также весьма распространён, так как позволяет сваривать как черные, так и цветные металлы.Причем можно варить, как тонкий листовой металл, так и металлоконструкции из толстого металла.
Сварка аргоном или TIG сварка — Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Электрод чаще всего изготовлен из вольфрама с различными добавками, в зависимости от свариваемого металла. Сварка TIG легко соединяет углеродистые, конструкционные, нержавеющие стали, детали из алюминия и его сплавы с титаном, никелем, сплавы нержавейки и других самых разнообразных металлов. TIG обладает наиболее широким спектром возможностей из всех видов сварки и оставляет самый красивый и аккуратный шов.
Электрод чаще всего изготовлен из вольфрама с различными добавками, в зависимости от свариваемого металла. Сварка TIG легко соединяет углеродистые, конструкционные, нержавеющие стали, детали из алюминия и его сплавы с титаном, никелем, сплавы нержавейки и других самых разнообразных металлов. TIG обладает наиболее широким спектром возможностей из всех видов сварки и оставляет самый красивый и аккуратный шов.
Конденсаторная сварка. С ее помощью становится возможным надежно закреплять различные детали (в основном резьбовые шпильки) к основанию из тонколистового металла. Главным преимуществом приварной резьбовой шпильки для конденсаторной сварки является прочность крепления. Приварная шпилька представляет собой небольшой стержень с наружной резьбой. Своим основанием шпилька вплавляется в поверхность металла, не оставляя следов и прожогов с обратной стороны. Соединение отличается высокой прочностью на кручение и срыв.
Как при сварке не прожечь металл
Техника сварки тонкого металла инвертором
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.

Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Почему при сварке прожигается металл. Как варить инвертором тонкий металл – наши советы
27.01.2019
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
 Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.

Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность – подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот.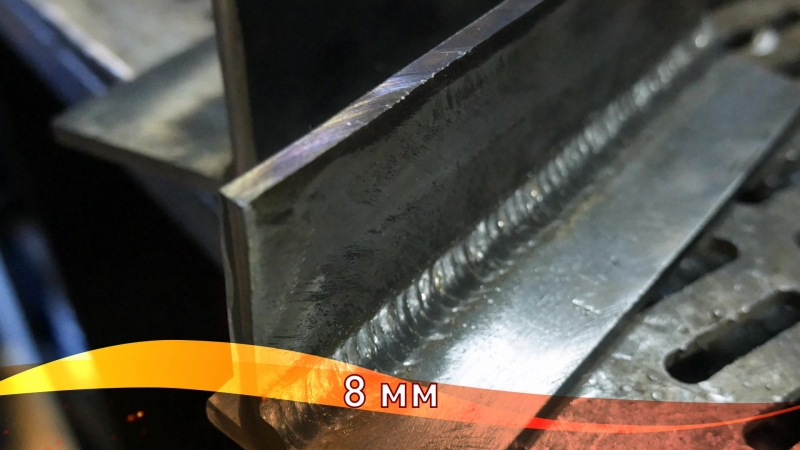 В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.
Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность – качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология – плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь – учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии – учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
Комментариев:
- Роль опыта в сварке инвертором
- Сварка тонкого металла инвертором: советы опытных мастеров
- Подбор электродов для сварки тонкого металла
- Некоторые выводы для желающих овладеть сваркой тонкого металла
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, – к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Подбор электродов для сварки тонкого металла
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Сейчас сварка тонкого металла нужна как никогда . Современные автомобили , катера, лодки и многие другие современные товары не обходятся без применения тонкого металла, потому что выпускать продукцию по советским меркам экономии металла в наше время просто не рентабельно.
Как видите, сварка тонкого металла очень востребована, а также востребованы и умельцы, способные сварить такой металл . На самом деле сварка такого металла — очень сложный процесс, потому что при малейшей ошибке металл прожигается и становится непригодным для применения. При сваривании тонкого металла применяют ручную дуговую сварку , не прерывистую и прерывистую сварку, а также сварку полуавтоматическим сварочным аппаратом. Реже используется для сварки тонкого металла газовая сварка.
Итак, сейчас мы рассмотрим основные требования для сварки тонкого металла: толщина электрода , требуемый ток и вид электродов . Для сварки тонкого металла необходимо использовать электроды диаметром 3 – 4 миллиметра и ток от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Для сварки еще более тонкого металла нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов нужно использовать ток от 10 до 90 Ампер.
Для сваривания на малом токе необходимо применять электроды со специальными видами покрытия , которые будут обеспечивать легкое возбуждение и устойчивое горение. Также они должны медленно плавиться и давать жидкотекучий металл, который будет придавать шву прекрасный вид.
Таким требованиям соответствует электрод ОМА-2. В его покрытие входит 36,5% титанового концентрата, 6% ферромарганцевой руды, 46,8% муки и многое другое – общем все, что нужно для стабильного и постоянного горения дуги – того, что должно присутствовать при сварке тонкого металла. ОМА-2 идеально подходят для сварки тонкого металла, потому что имеет стабильное горение дуги, которое применяется для сварки углеродистой стали.
Также хорошо подходят для сварки электроды МТ-2, которые, как и ОМА-2, прекрасно подходят для сваривания тонкого металла и имеют такие же качества, как и ОМА-2. Однако вести сварку электродами МТ-2 лучше всего на постоянном токе обратной полярности. Также если свариваемый металл достигает толщины более 1 миллиметра, то Вы можете смело применять переменный ток .
Также Вам необходимо помнить, что прекрасные результаты сварки Вы обеспечите, если будете сваривать способом «сверху вниз», потому что при этом уменьшается глубина проплавления свариваемых частей. Также в некоторых случаях применяется газовая сварка, но она «калечит» будущее изделие, деформируя его. Многие специалисты не советуют применять газовую сварку. Послушаться или нет – решать Вам.
Лучше всего поступить по совету специалистов и купить электроды ОМА-2 или МТ-2 и варить со спокойной душой. Кстати, для того чтобы купить эти электроды Вам не нужно далеко ходить: Вы можете заказать их через пункт меню «Контакты», выбрав самостоятельно
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий. Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок. При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс. После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
Почему при сварке инвертором прожигается металл
Главная » Статьи » Почему при сварке инвертором прожигается металл
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
wikimetall.ru
Технология сварки инвертором тонкого металла
Комментариев:
Рейтинг: 58
Оглавление: [скрыть]
- Роль опыта в сварке инвертором
- Сварка тонкого металла инвертором: советы опытных мастеров
- Подбор электродов для сварки тонкого металла
- Некоторые выводы для желающих овладеть сваркой тонкого металла
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, — к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Схема сварки при помощи электрода.
Сварка инвертором — это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
Схема прямой полярности.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное — не сдаваться.
Схема обратной полярности.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Схема сварки при помощи электрода.
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Вернуться к оглавлению
Схема сварки тонкого металла.
Инвертор — это отличное подспорье для неопытных мастеров, желающих самостоятельно овладеть навыками электрической сварки. Но все же есть определенные задачи, для решения которых великолепных качеств прибора недостаточно, необходимы определенные навыки. Прочитав советы опытных сварщиков, вы должны были понять, что, не освоив этот опыт хотя бы в рамках ознакомления с советами, вы не сможете сварить тонкие металлические детали между собой без высокого риска повредить их сваркой.
А потому советуем ознакомиться со всей доступной массой информации по работе инверторной сварки с тонкими металлическими элементами. После чего попрактикуйтесь на ненужных кусочках металла, оттачивая свои навыки. Только убедившись в том, что сварка проходит как нужно, металл не прожигается, шов ровный, а не уродливый и бугристый, можете пробовать свои силы на нужном вам изделии. Надеемся, что наши советы помогут вам в вашем труде.
http://moyakovka.ru/youtu.be/CV5fGYh5lyo
Желаем вам удачи и ровных швов!
moyakovka.ru
Техника сварки тонкого металла инвертором
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
Сварка инвертором тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инверторомПомимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Сварка инвертором тонкого металлаПошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
stroypomochnik.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающихДаже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Новости
07.04.2021 «Космос рядом» с Волонтерами Победы
06.04.2021 Акция «Противодействие пандемии COVID-19»
Весенний период всегда характеризуется ослаблением иммунной системы, наличием дополнительных угроз роста числа вирусных заболеваний. Для предотвращения новой волны коронавирусной инфекции сейчас принципиально важны дисциплинированность и ответственность в соблюдении профилактических мер.
06.04.2021 «Моя страна – моя Россия»
Всероссийский просветительский проект «Моя страна – моя Россия» – это яркий пример, когда инициатива, рожденная в гражданском обществе, получила широкое тиражирование в регионах Российской Федерации среди молодежи, нашла поддержку органов государственной власти, местного самоуправления и экспертного сообщества.
06.04.2021 Областной конкурс мультимедийных презентаций «Крым. Путь на Родину»
По результатам областного конкурса мультимедийных презентаций «Крым. Путь на Родину», посвящённого празднованию Дня воссоединения Крыма с Россией, студентка ГАПОУ СО «БПТТ им. Н.В. Грибанова» Филатова Анастасия заняла 1 место — диплом I степени.
02.04.2021 Внимание опасность! Орудуют мошенники!
Балаковский промышленно-транспортный техникум посетила младший сержант МУ МВД России «Балаковское» Зеленова А.Д. На встрече со студентами была рассмотрена актуальная на данный момент проблема – это мошенничество.
02.04.2021 «Зажги синим»
2 апреля студенты и преподаватели ГАПОУ СО «БПТТ им. Н.В. Грибанова» приняли участие в Всероссийской акции «Зажги синим» в знак солидарности с людьми, страдающими аутизмом, и их семьями.
02.04.2021 МЕЖДУНАРОДНАЯ АКЦИЯ «ДИКТАНТ ПОБЕДЫ» ПРОЙДЕТ 29 АПРЕЛЯ
Традиционно написать его можно будет как очно, так и онлайн на сайте диктантпобеды.рф. Площадки для проведения акции откроют во всех регионах России и за рубежом.
01.04.2021 НПК «Бизнес-планирование как фактор конкурентоспособности товара или услуги»
Подведены итоги дистанционной научно-практической конференции «Бизнес-планирование как фактор конкурентоспособности товара или услуги», которая стартовала 15 марта 2021 года. Победитель— студентка ГАПОУ СО «БПТТ им. Н.В. Грибанова» по специальности 43.02.14 Гостиничное дело- Тульская Элеонора.
30.03.2021 «Время развеять дым»
Основной целью борьбы с курением, является снижение распространения табачной зависимости, непримиримая борьба с никотиновой зависимостью, пропаганда здорового образа жизни и информирование о пагубном воздействии табака на здоровье.
30.03.2021 III Международная Олимпиада: «Гостиничное дело»
Подведены итоги III Международной Олимпиады: «Гостиничное дело»
01 марта – 29 марта 2021г.
30.03.2021 ГЕНИУМ. Прокачка интеллекта
Итоги областной интеллектуально-развлекательной игры «ГЕНИУМ. Прокачка интеллекта», проходившей на базе ГАПОУ СО «БПТТ им. Н.В. Грибанова» с 24 по 29 марта 2021 года».
26.03.2021 «Большая перемена»
26 марта стартовал новый сезон Всероссийской конкурса «Большая перемена»-проекта президентской платформы «Россия-страна возможностей».
26.03.2021 Сообщи, где торгуют смертью!
В целях формирования антинаркотического мировоззрения, профилактики распространения наркомании и противодействия злоупотребления и сбыту наркотических средств, в период акции «Сообщи, где торгуют смертью» в ГАПОУ СО «БПТТ им.Н.В.Грибанова» была организована работа по нескольким направлениям.
25.03.2021 Сообщи, где торгуют смертью!
На территории Саратовской области прошел первый этап Общероссийской антинаркотической акции «Сообщи, где торгуют смертью».
25.03.2021 Награждение Юниоров
23 марта в стенах МАОУ «СОШ №12» представителями техникума «БПТТ им.Н.В. Грибанова» были вручены памятные подарки команде школьников, принявших участие в отборочном и открытом VI Региональном чемпионате «Молодые профессионалы» Саратовской области по компетенции «Ремонт и обслуживание легковых автомобилей» в возрастной группе 14-16 лет (ЮНИОРЫ).
24.03.2021 Всемирный день борьбы с туберкулезом
24 марта в нашем техникуме прошла профилактическая беседа, посвященная Всемирному дню борьбы с туберкулезом, который подготовила и провела сотрудник ГУЗ «СОУОЗМП» Маркина Л.В.
24.03.2021 Фотоконкурс
24.03.2021 антинаркотическая акция «Сообщи, где торгуют смертью»
Традиционно мероприятие проводится полицейскими совместно с органами исполнительной власти и органами местного самоуправления при участии специалистов в сфере профилактики и лечения наркомании.
24.03.2021 Международный фестиваль «Русь танцевальная» — 2021
Фестиваль организуется с целью сохранения русских народных традиций, патриотического воспитания и объединения российской молодежи.
24.03.2021 Всероссийское открытое родительское онлайн собрание
26 марта 2021 года в 19.00 (по московскому времени) состоится Всероссийское открытое родительское онлайн собрание, в рамках Всероссийского проекта «Открытые уроки», посвященное Дню воссоединения Крыма с Россией.
Новости 1 — 20 из 535
Начало | Пред. | 1 2 3 4 5 | След. | Конец | Все
металлов — Дуговая сварка стали толщиной 2 мм под углом без прожига
металла — Дуговая сварка стали толщиной 2 мм под углом без прожига — Engineering Stack ExchangeСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Engineering Stack Exchange — это сайт вопросов и ответов для профессионалов и студентов инженерных специальностей.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 2k раз
$ \ begingroup $Я немного учусь сварке штангой, так как она мне все еще нужна для определенных проектов.Всего новичок.
Последнее, что я решил сделать, — это таблица, похожая на эту:
Материал: 2 мм толщиной 40×40 мм квадратная труба — не знаю точного типа металла, должна быть «обычная» сталь, которая немного корродировала из-за пребывания на стальном складе.
Я пробовал использовать рутиловые электроды 2 мм и 1,6 мм .
Я пробовал 1,6 мм при 55 ~ А переменного тока и 2 мм при 60-65 А переменного тока .При большем или меньшем токе мои электроды начали прилипать.
- Угол, под которым я держу электрод, похож на этот: https://i.ytimg.com/vi/qTaQf0iPH-g/maxresdefault.jpg
Что происходит с тем, что на прямых плоских участках я могу искрить и держать прямую линию и не прожигать дыры в металле. Сварной шов получается прочным и стабильным.
При попытке сварить две части вместе, на внешних и внутренних углах (см. Красный кружок) я продолжаю прожигать, и из-за этого продолжают открываться все большие и большие зазоры.
На внутренних углах у меня не было этой проблемы, и я успешно сваривал более толстые металлы электродами 2 мм и 2,5 мм без проблем.
РЕДАКТИРОВАТЬ : Отредактировано для ясности, что я на самом деле не свариваю без плавления металла 🙂
Создан 04 авг.
$ \ endgroup $ 1 $ \ begingroup $Сварка всегда плавит сталь, вы имеете в виду, что вы «прожигаете», слишком много проплавления.Сварка с подачей проволоки — MIG намного проще в использовании, чем ручная сварка. MIG, также называемый сердечником из флюса с газом или без него и сплошной проволокой с газом, — лучший выбор для вашей работы. Сложно научиться клюшению методом проб и ошибок, а с тонким основным металлом — еще труднее. Придерживаться не так уж и плохо с основным металлом 1/2 дюйма и увеличьте силу тока достаточно высоко, чтобы предотвратить «прилипание». По-видимому, у вас лучший электрод, 6013, с высоким содержанием диоксида титана / рутила. Обратная полярность даст наименьшее проникновение; больше тепла идет на плавление электрода и меньше тепла на работу.
Создан 05 авг.
кузнец474,11555 серебряных знаков1010 бронзовых знаков
$ \ endgroup $ 2Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками сварка металлов или задайте свой вопрос.
Engineering Stack Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Насколько толстый может сваривать TIG сварщик? — Мастер сварки
СваркаTIG популярна, потому что с ее помощью можно получать чистые и привлекательные сварные швы на различных металлах.Вы даже можете использовать сварку TIG для соединения различных типов металла. Если у TIG есть слабое место, то это проплавление — с помощью TIG труднее получить хорошие соединения на толстом материале, чем при других сварочных процессах.
Какой толщины может сваривать TIG сварщик? Сварщики TIG обычно могут сваривать одну тысячную (0,001) дюйма мягкой стали на ток. Сварщик TIG на 100 А может сваривать сталь толщиной до 0,10 дюйма. Сварщик на 200 ампер будет сваривать сталь толщиной до 0,20 дюйма. Для других металлов требования будут немного другими.
Вы можете получить более точные оценки с помощью этого онлайн-калькулятора от Miller Electric, но мы собираемся рассмотреть основы, чтобы помочь вам понять эти оценки.
Сварка нержавеющей стали
Нержавеющая сталь не рассеивает тепло так же хорошо, как низкоуглеродистая сталь, поэтому можно использовать немного толще. Основное правило гласит, что для сварки нержавеющей стали требуется примерно на 10% меньше тока, чем для низкоуглеродистой стали. Это означает, что самая толстая нержавеющая сталь, которую вы можете сваривать, будет примерно на 10% толще, чем самый большой кусок мягкой стали, с которым будет работать ваша машина.
Сварка алюминия
Алюминий намного лучше рассеивает тепло, чем низкоуглеродистая сталь, поэтому толщина алюминия, свариваемого конкретной машиной, на 20% меньше, чем толщина самой толстой стали. Для сварщика на 100 А вы ограничены алюминием толщиной до 0,08 дюйма. Для сварщика на 200 ампер вы можете получить толщину до 0,16 дюйма.
Толстее
Если вам нужно сваривать материал толще, чем рассчитан вашим сварщиком, вам не повезло. Существуют методы, позволяющие сваривать более толстый прокат.Обладая небольшими знаниями, вы можете сварить заготовку такой толщины, что вам понадобится вилочный погрузчик для перемещения готового продукта. При сварке толстого материала необходимо решить две проблемы: проплавление и перегрев.
Если сварной шов не проникает, соединение будет слабым. Ключ к хорошему проникновению — это медленное движение и создание тепла вдоль стыка. При глубоком проникновении металл вдоль дна стыка нагревается до такой степени, что он вливается в борт и образует прочное соединение.Если валик не доходит до нижней части стыка, он будет хрупким. Однако глубокое проникновение приводит к перегреву.
Когда металл вдоль стыка становится слишком горячим, он деформируется. Разница в температуре между соединением и остальной частью детали приводит к неравномерному расширению металла и изменению формы. Когда вы двигаетесь медленно, чтобы добиться большего проникновения, накопление тепла вдоль стыка приводит к короблению и неровной поверхности стыка.
Так как вам нужно сбалансировать проникновение и коробление, вы не можете делать соединения с толстым металлом так же, как с более тонкой заготовкой.Есть несколько приемов, которые помогут вам получить хорошие сварные швы на толстом металле без деформации и трещин.
Снятие фаски
Один из секретов получения хорошего проплавления на очень толстом металле — это снятие фаски на стыке. Вместо того, чтобы приваривать две квадратные кромки, отшлифуйте углы по обоим краям стыка. Вместо того, чтобы сваривать плоскую трещину, вы теперь свариваете V-образную впадину. Вы также должны оставить зазор между частями сварочного прутка.
При использовании фаски для соединения деталей требуется более одного прохода.Это называется корневой сваркой. Первый проход, называемый корневым валиком, заполняет зазор и нижнюю часть буквы V. Когда нижняя часть заполнена, вы делаете один или несколько проходов вдоль верхней части первой полоски. Это называется шапкой. Вы выполняете заглавные проходы до тех пор, пока скос не будет заполнен наполнителем, а соединение не будет выглядеть как плоский стыковой шов.
Использование методики «корень и заглушка» вдоль скошенной кромки гарантирует хорошее проплавление на всю толщину металла. Поскольку вы накладываете несколько бусинок на разную глубину стыка, все сваривается, и стык будет держаться.
Для металла толщиной от ½ до ¾ дюйма можно использовать двойной скос. При сварке с двойным скосом вы снимаете фаску с передней и задней части сварного шва и свариваете его с обеих сторон. Это дает даже лучшее проникновение в толстый материал, чем при простое соединение со скосом. Это тот же процесс, но вы строите от середины, а не снизу вверх.
Шаг назад
Для предотвращения перегрева во время сварки используется обратный шаг. Чтобы выполнить обратный шов, вы работаете на небольших участках, которые текут в направлении, противоположном направлению сварного шва в целом.Допустим, ваше общее направление сварки слева направо. При обратном сварном шве вы начинаете примерно на дюйм от левого края. Вы выполняете сварку справа налево от начальной точки до левого края. Ваша следующая бусинка должна начинаться на дюйм левее первой, а затем возвращаться к ней. Вы продолжаете возвращаться к предыдущему сварному шву, например:
| ? 1? 2? 3? 4? 5? 6 |
Вы выполняете сварку от №1 до кромки, затем от №2 до начала сварного шва №1, затем от №3 до №2 и так далее. Такая работа предотвращает чрезмерное накопление тепла вдоль сварного шва, поэтому металл не деформируется.
Предварительный нагрев
Еще один способ предотвратить деформацию изделия из-за тепла — это предварительный нагрев. Нагревая всю заготовку, вы уменьшаете перепад температур, вызывающий коробление. Вы можете использовать пропановую горелку или (осторожно) использовать ацетиленовую горелку для предварительного нагрева металла. Воспользуйтесь инфракрасным термометром или термоцветом, чтобы определить, когда металл достигнет желаемой температуры.
Когда металл станет горячим, можно начинать сварку. Изделие менее подвержено деформации, потому что разница температур меньше.Вы будете делать сварной шов так же, как и всегда, но будьте осторожны с тем, где вы отдыхаете руками — заготовка обожжет вас, если вы не будете осторожны.
Есть некоторые сварные швы, требующие предварительного нагрева. К ним относятся сосуды под давлением, трубопроводы и строительные работы. В таких случаях соблюдайте правила ASME или Американского сварочного общества.
Заменить защитный газ
Аргон — наиболее часто используемый защитный газ для сварки TIG, но иногда также используется гелий. Одна из причин использования гелия заключается в том, что он лучше передает тепло, чем аргон.(Основная причина не использовать гелий — цена — он дороже аргона.) Переключение защитного газа с чистого аргона на смесь гелия и аргона или даже чистый гелий сделает работу сварщика более горячей.
Использование гелия похоже на покупку нескольких дополнительных ампер для сварочного аппарата. Профессионалы в области сварки считают, что использование чистого гелия дает дугу, которая работает как дуга с током на тридцать ампер больше. Ваши результаты могут отличаться, но у будет больше тепла для сварки алюминия.
Пропустить TIG
В конечном счете, сварка TIG ограничена толщиной свариваемого металла.TIG — хороший процесс для получения хороших сварных швов, но иногда вам нужен процесс, который действительно заставит тепло глубоко проникнуть в сварной шов. Почти все сварщики TIG также могут выполнять сварку прилипанием. Когда вам нужно соединить толстые куски металла, лучше переключиться на дуговую сварку.
Благодаря функции дуги домашние сварочные аппараты TIG могут обрабатывать металл толщиной до дюйма, если сделать несколько проходов. Это намного больше, чем может сделать сварщик TIG. Если вам нужно соединить действительно толстый металл, лучше всего подойдет дуговая сварка.
Наденьте шапку для размышлений
Толщина металла, который можно сваривать TIG, ограничена силой тока сварщика, но есть способы расширить эту возможность. Частью удовольствия от сварки является выяснение того, как решать новые проблемы и обойти ограничения, связанные с оборудованием и материалами. В конце концов, самый толстый металл, который вы можете сваривать, определяется не столько вашим оборудованием, сколько вашим мозгом. Наденьте мыслящую кепку и иди в магазин!
Сварка толстых металлов
Мы рассмотрели, как сваривать относительно тонкие стальные детали как без присадки, так и с добавлением присадочного материала.Практически в каждом случае тоньше металл не требует какой-либо подготовки кромок, кроме как убедиться, что сустав хорошо сочетается, и он чистый. При работе с более толстыми металлами однако, как правило, вы не сможете добиться хорошего проплавления шва, если не вы уменьшаете толщину металла в области стыка. Это вообще согласились с тем, что при сварке любого металла, толщина которого превышает дюйма, вы необходимо уменьшить толщину кромок шва шлифованием. Затем заполните область со сварочным стержнем.Фактически, обработка кромок заключается в том, чтобы гарантировать, что тепло от кислородно-ацетиленового пламени будет равномерным по стыку. Более толстый металл по краям, тем больше тепла необходимо приложить, чтобы край стал металлом расплавленный повсюду. Оказывается, металл толще дюйма не может быть нагрет достаточно тщательно, чтобы сварка плавлением была полной и полной. Этот является основой для обработки кромок.
В основном, во всей сварке бывает четыре типа соединений: стыковое соединение, тавровое соединение. или скругление, фланец и нахлест.Поскольку мы рассмотрели это ранее, информация здесь не дублируется (илл. 10.1).
РИСУНОК 10.1 Общие конструкции соединений металлов. Толщина менее дюйма.
Стыковое соединение, тройник, соединение внахлест, фланцевое соединение
Срезание кромок металла
При работе с толстым металлом необходимо начать обработку кромок. перед началом сварки. Во многих случаях это просто снятие фаски. один или несколько краев под углом примерно 45 градусов.Затем, когда двое детали соединяются вместе перед сваркой, скошенные края образуют V, который затем можно приварить. В некоторых случаях глубина V-образной канавки будет глубоким, что потребует более одного прохода с горелка и присадочный стержень.
На самом деле существует всего несколько способов, которыми кромка куска металла можно скошить. К ним относятся шлифование, резка и механическая обработка. В большинстве случаях только первые два находятся в пределах возможностей и возможностей средний домашний сварщик, механическая обработка является коммерческой формой производства подготовка края.
Шлифовальный
Шлифование кромок металла, пожалуй, самый простой и эффективный способ. средство для снятия фаски с кромки для выполнения сварщиком своими руками. С в каждой домашней мастерской должен быть какой-нибудь шлифовальный круг, шансы хорошо, что у вас уже будет необходимое для этого оборудование специальная подготовка кромок. Начните с отметки угла фаски в в большинстве случаев 45 градусов, и вдавливайте металл в шлифовальную машину. колесо.Для более крупных деталей вам может быть легче выполнить работу. если вы установите какой-либо тип направляющей или опираетесь на переднюю часть шлифовального станка колесо (илл. 10.2).
РИСУНОК 10.2 Для снятия фаски с кромок металла используйте настольную шлифовальную машину.
Резка
Резка кислородно-ацетиленовым резаком — еще один способ самостоятельной резки можно снимать фаску с кромок металла перед сваркой (илл. 10.4). Это скашивание часто можно сделать во время резки металла до нужного размера.Это важно однако иметь в виду, что срез должен быть высокого качества, чтобы минимизировать любая дополнительная подготовка металлических кромок и обеспечение соответствия деталей вместе хорошо. Принято считать, что резка со скосом или фаской кромка куска стали — это не то, что можно сделать начинающий сварщик. Поэтому вам будет лучше полагаться на помол колеса для снятия фаски, пока вы не научитесь как сварка, так и резка кислородно-ацетиленом.
БЫСТРЫЙ СОВЕТ: Альтернативой обычному шлифовальному кругу является диск. шлифовальная машина или боковая угловая шлифовальная машина со специальным шлифовальным кругом по металлу или лезвие. Эту ручную машину можно использовать для решения множества различных задач. магазин. Например, это удобно для очистки металла до и после сварка. Дисковая шлифовальная машина также очень полезна для шлифовки металла перед отделке грунтовкой и краской (илл. 10.3).
РИСУНОК 10.3 Ручная дисковая шлифовальная машинка очень полезна для очистки металла.
до и после сварки.
РИСУНОК 10.4 Скошенные кромки можно также обработать резаком. В
Главное — держать резак под прямым углом и устойчиво.
Сварка стального листа
Для первого упражнения в сварке толстого металла выберите два куска металла. Пластина из низкоуглеродистой стали, длиной от 6 до 8 дюймов и шириной около 4 дюймов. Стальная пластина, если вам интересно, — это металл толщиной не менее дюйма толстый.Для этого первого упражнения вы должны выбрать тарелку примерно Дюйма толщиной. Сталь такой толщины будет более чем достаточно для научиться сваривать тяжелый металл.
Перед началом сварки необходимо сначала скосить кромки. которые будут стыковаться вместе, образуя соединение. Как уже упоминалось ранее, лучший способ сделать это на скамейке болгарки. Любая качественная верстачная шлифовальная машина подойдет иметь перед каждым кругом направляющий стол, который можно настроить так, чтобы шлифование может происходить под заданным углом.Отшлифуйте один длинный край обоих кусочки стального листа под углом 45 градусов. Это может быть полезно при на этот раз объяснить, как отшлифовать край стального листа.
Шлифовальные кромки пластин
Убедитесь, что настольная шлифовальная машина надежно закреплена на рабочая поверхность. Над машиной должно быть хорошее освещение, и вы должны носить какие-либо прозрачные средства защиты глаз. Слегка нажмите на один конец пластину во вращающийся шлифовальный круг и переместите деталь с помощью возвратно-поступательное движение.Причина в том, чтобы вы не шлифовали одна область больше, чем другая. Не вдавливайте металл слишком сильно в колесо, так как это замедлит вращение и снизит скорость, с которой металл удаляется. Во время измельчения важно сохранять стальную пластину на направляющей перед станком (рис. 10.5). Это обеспечит постоянство шлифуемого угла. Прекратите часто шлифовать и внимательно осматривайте край, чтобы убедиться, что он шлифуется под прямым углом и равномерно по краю.Правильный шлифование требует времени, поэтому не торопитесь с работой.
РИСУНОК 10.5 Используйте направляющую, которая поможет вам отшлифовать стальной лист со стальным скосом.
Кромки сварных прихваточных швов
После шлифовки обоих краев уложите два куска стального листа. поперек двух огнеупорных кирпичей со скошенными краями. Прихваточный шов оба концы стыка, чтобы удерживать их на одном уровне, пока вы свариваете скошенную кромку сустав (илл. 10.6). Используйте немного присадочного материала (сварочного стержня), если вы считаю необходимым для прихваточного шва.
В качестве примечания, вы уже должны были прикрепить сварку подходящего размера наконечник в рукоятку паяльной трубки. Если есть сомнения относительно правильного размера сварки советуем обратиться к руководству, прилагаемому к сварочной горелке. Здесь вы также должны найти рекомендуемые рабочие давления для кислорода и ацетилена (см. Таблицу 10-1).
Таблица 10-1 График давления для сварочных наконечников Sears.
Толщина металла (дюймы) | Размер наконечника (дюймы) | Диаметр сварочного стержня (дюймы) | Давление кислорода (фунт / кв. Дюйм) | Давление ацетилена (фунт / кв. Дюйм) |
1/32 3/64 1/16 3/32 1/8 3/16 1/4 5/16 | 1 2 3 4 5 6 7 8 | 1/16 1/16 1/16 3/32 3/32 3/32 1/8 5/32 | 5 5 5 5 5 6 7 8 | 5 5 5 5 5 6 7 8 |
Начните сварку скошенного шва с левого конца, нагревая края соединение тщательно перед введением сварочного стержня.Для стали ¼ ” пластина, универсальный сварочный стержень 3/32 дюйма или 1/8 дюйма должен быть подходящим. Это при работе с толстыми металлами важно поддерживать пламя горелки. перемещение для обеспечения последовательного проникновения. Размер расплавленной лужи будет самым большим из всех, что вы когда-либо создавали, так что дайте металлу время, чтобы нагреваются и растекаются должным образом.
После образования лужи на дне V-образной канавки введите наконечник предварительно нагретого сварочного стержня. Вставьте стержень в паз и соберите вверх по металлу, пока он не заполнит канавку и не поднимется примерно до 1/16 дюйма над суставом.Продолжайте движение по стыку таким же образом, пока не получите оба заполнили V-образную канавку и образовали сварной шов.
В основном, как указывалось ранее, сварка стального листа очень похожа на сварке листовой стали. Основное отличие, конечно же, в том, что вы как правило, должен работать медленнее и добавлять больше присадочного материала для получения прочный сварной шов. Сняв фаску на краях стыка перед сваркой, вы почти гарантируя хорошее проплавление сварного шва. Один из главных моментов Следует иметь в виду, что необходимо равномерно нагревать обе стороны стыка. до стадии расплава перед добавлением присадочного материала.
Испытание на прочность
После того, как вы сварили первый стык стального листа, вы должны проверить сварной шов на прочность. Один очень хороший способ сделать это — сначала позволить металл крутой. Затем зажать изделие в тисках и разорвать соединение повторным удары тяжелым молотком (илл. 10.7). Для качественной сварки потребуется много молотком, чтобы сломаться, в то время как плохой сварной шов сломается довольно легко. Упражняться Выполните описанное выше упражнение по сварке, пока не получите однородный и прочный сварной шов.
РИСУНОК 10.6 Прихваточная сварка концов соединения со скошенной кромкой.
РИСУНОК 10.7 Проверьте прочность соединения, сломав его в тисках с
удары молотком. Для хорошей сварки потребуется несколько ударов молотком.
белый слабый сустав довольно легко сломается.
Характеристики хорошего сварного шва
Сейчас может быть полезно описать, как выглядит хороший сварной шов. при работе со стальным листом.Сварной шов должен быть гладким и иметь форму равномерный стык между двумя частями стальной пластины. Ширина валик должен быть однородным и примерно на 25 процентов шире металла толстый. Например, если толщина стального листа составляет 1/4 дюйма, ширина сварного шва должно быть около 3/16 дюйма. Нижняя сторона сварного шва также должен быть однородным, без лишних металлических образований. Кроме того, валик должен быть покрыт очень тонкой оксидной пленкой с обеих сторон сустава.
На рисунке 10.8 показано большинство возможностей соединения при сварке толстых металл. Поскольку это проверенные временем конструкции швов, их следует использовать. как только возможно. Все эти соединения могут быть выполнены на обычном домашняя верстачная шлифовальная машина, и у мастера-самоделки должно быть немного проблем в их дублировании.
Многослойная сварка
На очень толстом металле, превышающем дюйм, домашний сварщик может счесть это практически невозможным. для заполнения скошенного шва за один проход горелки.Это стандарт практика в сварочной промышленности для сварщика для наращивания сварного шва бусину за несколько проходов. Технически это называется многослойной сваркой .
Подходя к сварке тяжелых металлов таким образом, сварщик обнаружит намного проще нанести несколько слоев наполнителя до тех пор, пока сварное соединение выполнено на нужной высоте над основанием или основной металл. Смысл многослойной сварки в том, чтобы образовать лужи меньшего размера. расплавленного металла и позволяют сварщику лучше контролировать соединение.
При формировании валика многослойной сваркой первый слой должен обеспечивать хорошее проникновение на дно V-образной канавки. Дополнительный слои должны сплавить этот первый слой с наполнителем и боковыми стенками. сустава. Последний слой герметизирует шов и должен немного заканчиваться. над основным металлом (илл. 10.9).
РИСУНОК 10.8 Распространенные конструкции соединений для металла толщиной более дюйма. Скошенный
стыковое соединение, соединение внахлест со скосом, тройник со скосом
РИСУНОК 10.9 Многослойная сварка.
Любой, кто разбирается в сварке, скажет вам, что вам следует изучать сварку постепенно, осваивая каждую, прежде чем двигаться дальше. Для домашнему сварщику лучше всего начать с тонколистовой стали. После Осваивая сварку с присадочным стержнем и без него, переходите на стальную пластину. Не пытайтесь сваривать лист толщиной более 1/4 дюйма, пока не сможете для получения качественного сварного шва. После того, как вы освоите основы работы с факелом вниз, затем переходите к более толстому металлу.
Предыдущая:
Следующая: Защита и проблемы
Глоссарий терминов по сварке HOME
Электрошлаковая сварка 101 — Merchants Fabrication, Inc
В конце 1930-х годов процесс электрошлаковой сварки (ESW) был впервые разработан в Соединенных Штатах, а затем запатентован Робертом Хопкинсом в 1940 году. Институт Патона в Украине развил ЭШВ вместе с другими металлами и материалами. ESW — это процесс, при котором происходит слияние металлов с расплавленным шлаком, который плавит присадочный металл и поверхность заготовок.Шлак образуется, когда железо или железные окатыши (известняк или доломит) плавятся вместе в доменной печи. Сварочная ванна защищена этим шлаком, который перемещается по всему поперечному сечению стыка по мере выполнения сварки. Процесс запускается дугой, которая нагревает шлак. Затем дуга гасится проводящим шлаком, который остается в расплавленном состоянии благодаря сопротивлению электрическому току, проходящему между электродом и деталями. ЭШС — это основной метод, используемый для литых сварных узлов тяжелых профилей из-за одной из его ключевых характеристик — высокой скорости наплавки.ESW часто используется в конструкционных коробчатых колоннах и широких фланцах.
Подобно дуговой сварке под флюсом (SAW), ESW также используется для сварки в вертикальном положении. В обоих используются неизолированные электродные проволоки, которые непрерывно подают в ванну расплавленного шлака, находящуюся между водоохлаждаемыми дамбами. Затем дуга гасится предварительно нанесенным флюсом. Расплавленная ванна металла шва и основного металла, которая поддерживается теплом, генерируемым сопротивлением флюса прохождению тока от электрода к основному металлу, создает расплавленный резистор, который нагревается примерно до 3500 ° F.Если тепло выходит из расплавленного флюса и сварочные ванны слишком быстро, поперечное сечение сварного шва может привести к цилиндрической форме или неполному сплавлению на углах сварного шва. Вес наплавленного сварного шва, минимальная подготовка стыка и вертикальное положение — все это способствовало ограничению процесса крупными проектами сварки или ремонтами, обычно с использованием углеродистой или низколегированной стали. Скорость наплавки — это отношение веса наплавленного металла шва к весу электрода (или проволоки), израсходованного при сварке.Вес металла, деленный на вес используемого электрода, дает эффективность наплавки, выраженную в фунтах в час. Чем выше скорость наплавки, тем меньше количество металла теряется, поскольку он не входит в состав наплавленного металла шва. Короче говоря, ESW предотвращает потерю большого процента сварочных материалов в виде шлака, царапин и дыма, предоставляя производителям ведущие факторы, определяющие стоимость эффективности расходных материалов.