Жесткая и падающая вольт-амперная характеристика
У меня дома есть небольшой аппарат для MIG-сварки. Я хочу попробовать использовать его для ручной дуговой сварки, но мне сказали, что у меня ничего не выйдет. Почему? У нас а работе есть несколько других аппаратов. Почему какие-то из них предназначены только для РДС, какие-то — только для MIG, а какие-то — и того, и другого? Я слышал термины «CV» и «CC», но что они означают и насколько важны? И еще — у нас есть механизмы подачи проволоки с переключателем «CV / CC». Значит ли это, что их можно использовать с любым аппаратом?
Это очень хорошие вопросы и я уверен, что их задают себе многие сварщики. Существует два типа сварочных аппаратов с разной конструкцией и принципами управления дугой. Это аппараты с падающей вольт-амперной характеристикой (constant current, CC) и аппараты с жесткой вольт-амперной характеристикой (constant voltage, CV). Также есть универсальные источники питания с дополнительной электрикой и компонентами, которые позволяют им вырабатывать сварочный ток обоих видов в зависимости от выбранного режима.
Помните, что сварочная дуга динамична, ее сила тока (амперы) и напряжение (вольты) постоянно меняются. Источник питания осуществляет мониторинг дуги и каждую миллисекунду вносит корректировки для сохранения ее стабильности. Поэтому термин «жесткая» относителен. Источник питания на падающей ВАХ поддерживает силу тока относительно постоянной при значительных перепадах напряжения, а источники на жесткой ВАХ поддерживают постоянное напряжение при значительных перепадах силы тока. На Рисунке 1 показаны графики сварочного тока аппаратов на жесткой и падающей ВАХ. Обратите внимание, как на графиках сильно меняется одна переменная, в то время как другая остается более-менее постоянной (перепад значений обозначается символом «Δ» (дельта).
|
Рисунок 1: сварочный ток аппаратов на падающей и жесткой ВАХ |
Нужно отметить, что эта статья касается только традиционных моделей сварочных аппаратов. При импульсной сварке источниками с поддержкой технологии управления формой волны сварочного тока вольт-амперную характеристику дуги нельзя отнести ни к жесткой, ни к падающей. Такие источники питания очень быстро корректируют и напряжение, и силу тока (намного быстрее традиционных моделей), что позволяет им обеспечить очень стабильную дугу.
При импульсной сварке источниками с поддержкой технологии управления формой волны сварочного тока вольт-амперную характеристику дуги нельзя отнести ни к жесткой, ни к падающей. Такие источники питания очень быстро корректируют и напряжение, и силу тока (намного быстрее традиционных моделей), что позволяет им обеспечить очень стабильную дугу.
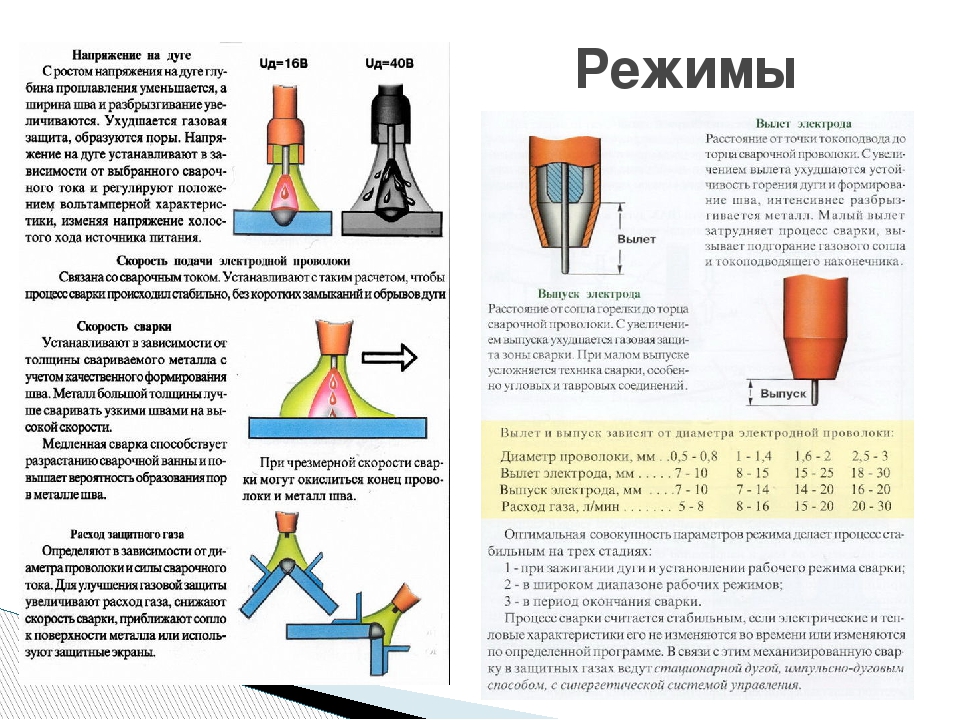
Чтобы понять преимущества и недостатки жесткой и падающей ВАХ, сначала нужно понять, как изменения силы тока и напряжения влияют на ход сварки. Сила тока влияет на производительность расплавления электрода или сварочной проволоки. Чем выше сила тока, тем быстрее плавится электрод (в кг/ч). Чем ниже сила тока, тем меньше производительность расплавления. Напряжение влияет на длину и, как следствие, ширину и объем дуги. При увеличении напряжения длина дуги возрастает (а конус дуги — становится шире), при уменьшении напряжения дуга становится короче (а конус дуги — уже). На 
|
Рисунок 2: влияние напряжения на форму дуги |
То, какой вид тока будет более стабильным и поэтому предпочтительным, зависит от выбранного Вами процесса сварки и степени автоматизации. Процессы ручной дуговой сварки (MMA) и аргонодуговой сварки (GTAW/TIG) относят к полностью ручным видам сварки. Это означает, что сварщик должен самостоятельно контролировать все параметры сварки. Он держит электрододержатель или горелку TIG и собственной рукой контролирует угол наклона и атаки, скорость сварки, длину дуги и скорость подачи электрода в соединение. Для процессов РДС и TIG (т.е. ручной сварки) более предпочтителен ток на падающей ВАХ.
Процессы сварки в защитных газах (MIG) и сварки порошковой проволокой (FCAW) считаются полуавтоматическими. Это означает, что сварщику все еще приходится вручную регулировать угол наклона, угол атаки, скорость сварки и расстояние между контактным наконечником и рабочей поверхностью (CTWD). Однако скорость подачи сварочной проволоки при этом регулируется подающим механизмом. Для полуавтоматических процессов более предпочтителен ток на жесткой ВАХ.
Однако скорость подачи сварочной проволоки при этом регулируется подающим механизмом. Для полуавтоматических процессов более предпочтителен ток на жесткой ВАХ.
В Таблице 1
|
Таблица 1: рекомендуемые типы сварочного тока для различных процессов |
Чтобы упростить конструкцию и снизить стоимость сварочных аппаратов, их обычно проектируют только для одного или двух процессов сварки. Поэтому бытовые модели для РДС поддерживают только ток на падающей ВАХ. Аппараты для аргонодуговой сварки тоже поддерживают только ток на падающей ВАХ, потому что они также предназначены для ручной сварки. Бытовые модели для MIG и FCAW-сварки, напротив, имеют ток на жесткой ВАХ. Вернемся к первому вопросу — почему аппарат для MIG сварки не подходит для РДС? Аппараты для MIG генерируют ток на жесткой ВАХ, который не пригоден или не рекомендуется для ручной дуговой сварки.
|
Рисунок 3: примеры сварки с источниками питания различного типа |
Вести сварку возможно как на падающей, так и жесткой ВАХ (если соответствующим образом настроить оборудование). Однако при использовании «неподходящего» для соответствующего процесса типа тока дуга будет очень нестабильной.
Разберемся, почему. При ручной сварке (режимы РДС и TIG) Вы контролируете все переменные вручную (именно поэтому эти процессы считаются самыми сложными в освоении). Нужно, чтобы электрод плавился с равномерной скоростью, поэтому его нужно очень равномерно погружать в сварочную ванну. Чтобы расплавление электрода было постоянным, сила сварочного тока также должна быть постоянной (т. е. иметь падающую ВАХ). Напряжение при этом может варьироваться. В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
Если попробовать использовать для ручной дуговой сварки аппарат на жесткой ВАХ, сила тока и производительность расплавления электрода будут слишком сильно варьироваться. По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
В режимах MIG и FCAW ситуация полностью другая. Хотя сварщику все еще приходится контролировать много параметров вручную, скорость подачи проволоки регулируется автоматически (и имеет строго заданное значение). Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Если попробовать вести MIG или FCAW-сварку на падающей ВАХ, напряжение и длина дуги будут слишком сильно варьироваться. При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной.
При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной.
Также заметим, что процессы TIG, MIG и FCAW часто автоматизируются. В случае полной автоматизации, все переменные, включая угол наклона, расстояние и скорость, контролируются автоматически. Благодаря этому дуга становится более стабильной. Тем не менее, для TIG в таких случаях все равно используется падающая ВАХ, а для MIG и FCAW — жесткая. Также часто автоматизируется еще один распространенный процесс электродуговой сварки, сварка под флюсом (SAW). Для SAW используется как жесткая, так и падающая ВАХ. Этот выбор зависит от диаметра проволоки, скорости сварки и размера сварочной ванны. Для полуавтоматической сварки под флюсом более предпочтительна жесткая ВАХ.
Последний вопрос касается компактных механизмов подачи проволоки в форме кейса (см. пример на Рисунке 4). Такое оборудование несколько противоречит перечисленным в этой статье правилам. В основном они предназначены для сварки в полевых условиях и обладают тремя особенностями по сравнению с обычными цеховыми подающими механизмами. Во-первых, кассета проволоки у них устанавливается в жесткий пластиковый корпус, который защищает ее от внешнего воздействия. Во-вторых, для питания привода подачи в них служит не контрольный кабель, а измерительный провод от подающего механизма. Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
пример на Рисунке 4). Такое оборудование несколько противоречит перечисленным в этой статье правилам. В основном они предназначены для сварки в полевых условиях и обладают тремя особенностями по сравнению с обычными цеховыми подающими механизмами. Во-первых, кассета проволоки у них устанавливается в жесткий пластиковый корпус, который защищает ее от внешнего воздействия. Во-вторых, для питания привода подачи в них служит не контрольный кабель, а измерительный провод от подающего механизма. Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
Когда такие компактные подающие механизмы только появились на рынке, предполагалось, что их будут использовать с уже имеющимися на рынке аппаратами на падающей ВАХ (в основном сварочными агрегатами), что позволит производителям вести сварку MIG и FCAW (т. е. сварочной проволокой). Вместо того, чтобы покупать новый аппарат на жесткой ВАХ, им пришлось бы только купить подающий механизм. Эти механизмы подачи имеют дополнительную электрику, которая замедляет изменения скорости подачи проволоки из-за присущих ВАХ перепадов напряжения и старается сделать дугу более стабильной (заметьте, что на падающей ВАХ скорость подачи проволоки больше не является константой и постоянно меняется для сохранения силы тока на одном уровне).
е. сварочной проволокой). Вместо того, чтобы покупать новый аппарат на жесткой ВАХ, им пришлось бы только купить подающий механизм. Эти механизмы подачи имеют дополнительную электрику, которая замедляет изменения скорости подачи проволоки из-за присущих ВАХ перепадов напряжения и старается сделать дугу более стабильной (заметьте, что на падающей ВАХ скорость подачи проволоки больше не является константой и постоянно меняется для сохранения силы тока на одном уровне).
|
Рисунок 4: компактный механизм подачи проволоки |
В действительности сварка проволокой на падающей ВАХ хорошо подходит для одних задач и не годится для других. При использовании газозащитной порошковой проволоки (FCAW-G) и в процессе MIG со струйным или импульсным струйным переносом металла дуга получается сравнительно стабильной. Но с самозащитной порошковой проволокой (FCAW-S) и в режиме MIG с переносом металла короткими замыканиями дуга очень нестабильна. Хотя для падающей ВАХ характерны сильные перепады напряжения, процессы с высоким напряжением (24В и больше), например FCAW-G и MIG со струйным переносом металла, к ним менее чувствительны. Поэтому дуга остается достаточно стабильной. Процессы с низким напряжением (22В и меньше), например, MIG с переносом металла короткими замыканиями и FCAW-S, наоборот, более чувствительны к его перепадам. Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
Хотя для падающей ВАХ характерны сильные перепады напряжения, процессы с высоким напряжением (24В и больше), например FCAW-G и MIG со струйным переносом металла, к ним менее чувствительны. Поэтому дуга остается достаточно стабильной. Процессы с низким напряжением (22В и меньше), например, MIG с переносом металла короткими замыканиями и FCAW-S, наоборот, более чувствительны к его перепадам. Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
В заключение повторим, что жесткая вольт-амперная характеристика ВСЕГДА более предпочтительна для сварки проволокой. Поэтому при использовании универсальных подающих механизмов с источниками питания с поддержкой жесткой ВАХ, лучше выбрать именно ее, а не падающую. Хотя ток на падающей ВАХ может подойти для сварки общего назначения в режимах FCAW-G и MIG со струйным переносом металла, она не рекомендуется для ответственных работ.
Хотя ток на падающей ВАХ может подойти для сварки общего назначения в режимах FCAW-G и MIG со струйным переносом металла, она не рекомендуется для ответственных работ.
Реальная сила тока в сварочных аппаратах инверторного типа
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей.
В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
На инверторе написано 250 Ампер, а по факту 180…
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:
Все, что видим мы — видимость только одна.
Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,
Ибо тайная сущность вещей не видна.
Как правило, указанную на корпусе сварочного инвертора информацию, например ММА-200 или ММА-250, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так. Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра — 250. Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до 250 Ампер (которых по сути в инверторе нет), а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата.
Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в 200 или 250 Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в 200 Ампер, напряжение окажется ниже требуемого, тогда рабочими 200 Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:
Рабочее сварочное напряжение=20+0,04*Сила тока аппарата
Так легко вычислить, что для аппарата в 160 Ампер напряжение должно составлять 26,4 Вольта; для 200А — 28В, а для 250А — 30В
Но как быть, если приборов нет, либо вы выбираете инвертор в интернет магазине?
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя.
Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя.
1. Мощность, которую потребляет инвертор (ее указывают в киловаттах, — кВт)
Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. И если вы сравниваете похожие по конструкции сварочные устройства (например инверторные сварочные выпрямители на IGBT транзисторах), с одинаковым КПД (80-90%), тогда можно руководствоваться следующими соотношениями:
- Сварочные инверторы, которые генерируют на выходе 160 Ампер, имеют максимальное потребление (мощность) — 5-5,5 кВт.
- Если аппарат способен выдать около 200 Ампер, он максимально будет потреблять 6,5 — 7 кВт
- При 250 Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Другими словами, если в характеристиках указана сила тока 250 Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более 160 Ампер.
2. Цена на сварочный инвертор
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Как правило если цена инвертора составляет менее 2000 грн, тогда вряд ли стоит ожидать, что аппарат выдаст более 160 Ампер. Транзисторные сварочные аппараты с силой тока от 200 Ампер, находятся в ценовом диапазоне от 2500 до 3000 грн. А цена на инверторы, которые способны реально выдать 250 Ампер уверенно перескакивает 3000 грн.
Какая же сила тока нужна сварочному инвертору?
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом.
Начните с вопроса: А нужно ли вам 250 Ампер?
Для справки: тока 160 ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром.
Что уже говорить о электродах с меньшим диаметром.
Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей.
Толщина металла, мм | Диаметр электрода | Сила тока, А |
1-2 | 1,6 | 25-50 |
2-3 | 2 | 40-80 |
2-3 | 2,5 | 60-100 |
3-4 | 3 | 80-160 |
4-6 | 4 | 120-200 |
6-8 | 5 | 180-250 |
10-24 | 5-6 | 220-320 |
30-60 | 6-8 | 300-400 |
Как видим инверторы с мощностью до 200 Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него 140-150 Ампер, вместо 250-ти заявленных.
Надеемся эта статья поможет грамотно подойти к выбору сварочного инвертора и вы сможете найти аппарат, который качественно поможет выполнять необходимую работу.
А ознакомится с ассортиментом аппаратов мы предлагаем посетив каталог сварочных инверторов нашего магазина.
Сварочный полуавтомат BRIMA MIG-350 DIGITAL
- На лицевой панели управления имеется два цифровых дисплея, показывающие значения сварочного тока и напряжения.
- С помощью панели управления и цифровых приборов можно выбирать и устанавливать режимы сварки, значения тока и напряжения, диаметр сварочной проволоки, вид защитного газа, значение полярности тока.
- Регулятор индуктивности позволяет настраивать мягкость и жесткость дуги. Для глубокого проплавления дугу делают более жёсткой, но при этом увеличивается разбрызгивание. На мягкой дуге хорошо варить корень шва, поднимать вертикальный шов.
- Переключение между 2х- и 4х-тактными режимами. В 2х-тактном режиме сварка производится при постоянном нажатии кнопки на держателе горелки.
 В 4х-тактном — нажать кнопку, чтобы провести сварку, еще раз нажать кнопку чтобы прекратить.
В 4х-тактном — нажать кнопку, чтобы провести сварку, еще раз нажать кнопку чтобы прекратить. - В случае отклонения от заданного значения сварочного тока, на лицевой панели имеется цифровой индикатор контроля тока.
- Сварочный ток аппарата MIG-500 BRIMA можно настраивать с помощью регулятора на панели управления. Регулятор с четкой шкалой и понятным символьным обозначением.
- Надежное заземление источника осуществляется благодаря наличию заземляющего провода в сетевом кабеле, а в случае отсутствия заземляющих контактов в самой сети, заземлять следует с помощью болта заземления, расположенного на задней панели источника.
- На лицевой панели расположен индикатор защиты, который срабатывает в результате перегрузки. Аппарат самостоятельно включится, когда температура внутри опустится до необходимого уровня.
- MIG-500 BRIMA обладает стабильными сварочными характеристиками при колебании напряжения в сети до ±10%. Регулировка сварочного напряжения производится в соответствии с силой сварочного тока.
- При сварке в среде защитных газов действует уникальная схема управления, что обеспечивает меньшее разбрызгивание, стабильную дугу при сварке, отличное качество сварного шва и высокую производительность в целом.
- Имеет хороший период нагрузки ПН=60% и класс защиты IP21S.
- Аппарат MIG-350 BRIMA легко перемещать по рабочей площадке благодаря колесам и рукояткам.
 В 4х-тактном — нажать кнопку, чтобы провести сварку, еще раз нажать кнопку чтобы прекратить.
В 4х-тактном — нажать кнопку, чтобы провести сварку, еще раз нажать кнопку чтобы прекратить.
Комплект поставки:
- Сварочный источник;
- Горелка MB-36KD 3м;
- Клемма заземления 2,5м;
- Подающий механизм WF23A;
- Сетевой кабель;
- Сварочный рукав 5м; кабель управления 5м;
Источник питания постоянного напряжения — обзор
4.8 Модуляция мощности системы дуговой сварки
Из-за динамического поведения дуги ток и напряжение непрерывно изменяются во время дуговой сварки. Мощность дуги регулируется сварочным током и напряжением. Ток положительно влияет на скорость плавления расходуемого электрода, наполнителя и основных материалов [111]. Напряжение влияет на длину дуги и сварочный ток [72]. Источник питания постоянного тока обычно используется для GTAW или PAW, тогда как источник питания постоянного напряжения используется для процесса GMAW.В GTAW или PAW ток устанавливается заранее, и любые изменения сварочного тока из-за изменения длины дуги не критичны из-за использования неплавящегося электрода и отдельно используемого присадочного материала. В GMAW предварительно устанавливаются напряжение и скорость подачи проволоки, а сварочный ток регулируется скоростью подачи проволоки [72]. Изменение скорости подачи проволоки изменяет длину дуги и напряжение дуги, которые, в свою очередь, изменяют ток дуги и скорость плавления электрода для поддержания равновесной длины дуги.
Напряжение влияет на длину дуги и сварочный ток [72]. Источник питания постоянного тока обычно используется для GTAW или PAW, тогда как источник питания постоянного напряжения используется для процесса GMAW.В GTAW или PAW ток устанавливается заранее, и любые изменения сварочного тока из-за изменения длины дуги не критичны из-за использования неплавящегося электрода и отдельно используемого присадочного материала. В GMAW предварительно устанавливаются напряжение и скорость подачи проволоки, а сварочный ток регулируется скоростью подачи проволоки [72]. Изменение скорости подачи проволоки изменяет длину дуги и напряжение дуги, которые, в свою очередь, изменяют ток дуги и скорость плавления электрода для поддержания равновесной длины дуги.
Обычная GTAW обычно выполняется с источником питания переменного тока, потому что это предотвращает перегрев электрода, удаляет оксиды во время положительной фазы и глубоко нагревает заготовку во время отрицательной фазы. Источник переменного тока также используется в процессе GTAW с гибридным лазером [86,111]. Использование источника постоянного тока в гибридном GTAW-лазере на CO 2 приводит к увеличению энергозатрат и увеличению срока службы электродов [56]. Источник питания постоянного тока с положительным электродом используется в обычном процессе GMAW, а также в гибридном лазерном процессе GMAW, который увеличивает скорость осаждения [112].Использование импульсного режима в обоих процессах, гибридных лазерных GTAW или гибридных лазерных GMAW, снижает количество брызг и зоны термического влияния. Ширина импульса и частота импульсов являются дополнительными параметрами, которые необходимо контролировать при использовании импульсного тока [70]. Ширина импульса определяет длительность импульса (пиковый ток), а также влияет на размер металлической капли и ширину дугового конуса [113]. Частота импульсов регулирует общий подвод тепла к зоне сварного шва [34]. Импульсная дуговая сварка в сочетании с импульсным лазером также может использоваться для гибридной лазерной дуговой сварки [51].
Использование источника постоянного тока в гибридном GTAW-лазере на CO 2 приводит к увеличению энергозатрат и увеличению срока службы электродов [56]. Источник питания постоянного тока с положительным электродом используется в обычном процессе GMAW, а также в гибридном лазерном процессе GMAW, который увеличивает скорость осаждения [112].Использование импульсного режима в обоих процессах, гибридных лазерных GTAW или гибридных лазерных GMAW, снижает количество брызг и зоны термического влияния. Ширина импульса и частота импульсов являются дополнительными параметрами, которые необходимо контролировать при использовании импульсного тока [70]. Ширина импульса определяет длительность импульса (пиковый ток), а также влияет на размер металлической капли и ширину дугового конуса [113]. Частота импульсов регулирует общий подвод тепла к зоне сварного шва [34]. Импульсная дуговая сварка в сочетании с импульсным лазером также может использоваться для гибридной лазерной дуговой сварки [51].
Режим переноса металла является важным фактором, на который влияют мощность дуги, вылет электрода и диаметр электрода, расстояние от лазера до дуги, а также состав защитного газа и давление газа [39,106]. При дуговой сварке наблюдаются три различных режима переноса металла: перенос / распыление, гравитационный / глобулярный перенос и перенос при коротком замыкании [12]. Величины и направления электромагнитной силы и силы сопротивления плазмы, действующей на каплю, влияют на поведение капель [114,115].Температурное поле, структура потока жидкости и геометрия сварочной ванны сильно зависят от процесса столкновения капель из-за передачи массы, энергии и количества движения в сварочную ванну [116]. Перенос распылением более предпочтителен при гибридной лазерной дуговой сварке, чтобы обеспечить глубокое проплавление из-за высокого тепловложения на единицу длины при поддержании высокой скорости сварки [98]. Более низкая турбулентность сварочной ванны наблюдается при использовании переноса металла в режиме распыления из-за выброса мелких капель присадки в сварочную ванну [117]. Использование импульсного тока улучшает передачу режима распыления металла, поскольку использование пикового тока при небольшой длительности импульса и частоте импульсов влияет на образование металлических капель и часто отрывает их, что снижает вероятность образования более крупных капель, что является характерной особенностью гравитационного переноса [ 70]. Режим глобулярного переноса металла наблюдается для небольшого расстояния между лазером и электродом, в то время как режим распыления достигается при увеличении расстояния разделения [118].
Использование импульсного тока улучшает передачу режима распыления металла, поскольку использование пикового тока при небольшой длительности импульса и частоте импульсов влияет на образование металлических капель и часто отрывает их, что снижает вероятность образования более крупных капель, что является характерной особенностью гравитационного переноса [ 70]. Режим глобулярного переноса металла наблюдается для небольшого расстояния между лазером и электродом, в то время как режим распыления достигается при увеличении расстояния разделения [118].
Отношение мощности лазера к мощности дуги также является важным фактором для гибридной лазерной дуговой сварки, который влияет на геометрию сварного шва, металлургические свойства сварного шва, остаточные напряжения и характер деформации [9,59,83].Это уравновешивает влияние лазерного луча и дуги на общую сварочную ванну. Более высокий коэффициент энергии обеспечивает узкий и глубокий сварной шов и увеличивает скорость сварки [83]. Размер сварного шва увеличивается с увеличением мощности дуги до достижения устойчивого состояния. Однако очень высокая мощность дуги приводит к уменьшению глубины проплавления из-за изменения перехода режима металла от распыления к глобулярному переносу.
Однако очень высокая мощность дуги приводит к уменьшению глубины проплавления из-за изменения перехода режима металла от распыления к глобулярному переносу.
Улучшение проектирования источников питания с использованием полуавтоматики — пять шагов к быстрому и эффективному проектированию
Введение
Проектирование правильного источника питания является важным и сложным делом, поскольку не существует одного типичного приложения.Хотя полная автоматизация проектирования источников питания еще не достигнута, сегодня доступен широкий спектр полуавтоматических инструментов. В этой статье подробно описывается использование полуавтоматических средств проектирования на пяти важных этапах процесса проектирования источника питания. Эти инструменты могут быть полезны как новичкам, так и опытным проектировщикам источников питания.
Разработка источника питанияШаг 1. Создание архитектуры источника питания
Создание подходящей архитектуры источника питания — решающий шаг в проектировании источника питания. Этот шаг усложняется из-за увеличения количества необходимых шин напряжения. На этом этапе принимается решение о том, нужно ли и сколько напряжений в промежуточной цепи создать. На рисунке 1 показана типичная блок-схема источника питания. Напряжение питания 24 В для промышленного применения показано слева. Теперь это напряжение необходимо преобразовать в 5 В, 3,3 В, 1,8 В, 1,2 В и 0,9 В с соответствующими токами. Как лучше всего генерировать отдельные напряжения? Выбор классического понижающего импульсного преобразователя имеет наибольший смысл для преобразования с 24 В на 5 В.Однако как вы генерируете другие напряжения? Имеет ли смысл генерировать 3,3 В из уже созданных 5 В, или нам следует преобразовать в 3,3 В напрямую из 24 В? Ответ на эти вопросы требует дальнейшего анализа. Поскольку важным свойством источника питания является эффективность преобразования, при выборе архитектуры важно поддерживать максимально высокий КПД.
Этот шаг усложняется из-за увеличения количества необходимых шин напряжения. На этом этапе принимается решение о том, нужно ли и сколько напряжений в промежуточной цепи создать. На рисунке 1 показана типичная блок-схема источника питания. Напряжение питания 24 В для промышленного применения показано слева. Теперь это напряжение необходимо преобразовать в 5 В, 3,3 В, 1,8 В, 1,2 В и 0,9 В с соответствующими токами. Как лучше всего генерировать отдельные напряжения? Выбор классического понижающего импульсного преобразователя имеет наибольший смысл для преобразования с 24 В на 5 В.Однако как вы генерируете другие напряжения? Имеет ли смысл генерировать 3,3 В из уже созданных 5 В, или нам следует преобразовать в 3,3 В напрямую из 24 В? Ответ на эти вопросы требует дальнейшего анализа. Поскольку важным свойством источника питания является эффективность преобразования, при выборе архитектуры важно поддерживать максимально высокий КПД.
Если промежуточные напряжения, такие как 5 В в примере, показанном на рисунке 1, используются для генерации дополнительных напряжений, энергия, используемая для 3.3 В уже должны пройти через две ступени преобразования. Каждый этап преобразования имеет ограниченную эффективность. Если, например, предполагается эффективность преобразования 90% для каждой ступени преобразования, энергия для 3,3 В, которая уже прошла через две ступени преобразования, будет иметь КПД только 81% (0,9 × 0,9 = 0,81). Можно ли допустить такую довольно низкую эффективность в системе? Это зависит от тока, необходимого для этой шины 3,3 В. Если требуется ток всего в несколько мА, низкий КПД может вообще не быть проблемой.Однако для более высоких токов эта более низкая эффективность может иметь большее влияние на общую эффективность системы и, следовательно, представляет собой большой недостаток.
Однако из только что упомянутых соображений нельзя сделать общий вывод о том, что всегда лучше перейти непосредственно с более высокого напряжения питания на более низкое выходное напряжение за один шаг. Преобразователи напряжения, которые могут работать с более высоким входным напряжением, обычно более дороги и имеют пониженный КПД, когда существует большая разница между входным напряжением и выходным напряжением.
Преобразователи напряжения, которые могут работать с более высоким входным напряжением, обычно более дороги и имеют пониженный КПД, когда существует большая разница между входным напряжением и выходным напряжением.
При проектировании источников питания решением для поиска лучшей архитектуры является использование такого архитектурного инструмента, как LTpowerPlanner ® . Он доступен бесплатно от Analog Devices и является частью среды разработки LTpowerCAD ® , которую можно установить локально на ваш компьютер. LTpowerPlanner — это инструмент, который позволяет быстро и легко оценить различные архитектуры.
Завершение спецификации
Завершение спецификации чрезвычайно важно при проектировании источника питания.Все дополнительные этапы разработки зависят от спецификации. Часто точные требования к источнику питания неизвестны, пока остальная часть электронной системы не будет полностью спроектирована. Обычно это приводит к увеличению временных ограничений на разработку дизайна источника питания. Также часто бывает, что спецификация изменяется на более позднем этапе разработки. Например, если при окончательном программировании FPGA требует дополнительной мощности, необходимо снизить напряжение для DSP для экономии энергии или следует избегать первоначально предполагаемой частоты переключения в 1 МГц, поскольку она включена в тракт прохождения сигнала.Такие изменения могут очень серьезно повлиять на архитектуру и, в частности, на схему источника питания.
Также часто бывает, что спецификация изменяется на более позднем этапе разработки. Например, если при окончательном программировании FPGA требует дополнительной мощности, необходимо снизить напряжение для DSP для экономии энергии или следует избегать первоначально предполагаемой частоты переключения в 1 МГц, поскольку она включена в тракт прохождения сигнала.Такие изменения могут очень серьезно повлиять на архитектуру и, в частности, на схему источника питания.
Спецификация обычно принимается на ранней стадии. Эта спецификация должна быть максимально гибкой, чтобы можно было относительно легко вносить любые изменения. В этом случае полезен выбор универсальных интегральных схем. Особенно ценно работа с инструментами разработки. Это позволяет произвести перерасчет мощности в кратчайшие сроки.Таким образом, изменения спецификации могут быть реализованы более легко и, прежде всего, быстрее.
Спецификация включает доступную энергию, входное напряжение, максимальный входной ток, а также создаваемые напряжения и токи. Другие соображения включают размер, финансовый бюджет, тепловыделение, требования ЭМС (включая кондуктивные и излучаемые характеристики), ожидаемые переходные процессы нагрузки, изменения напряжения питания и безопасность.
Другие соображения включают размер, финансовый бюджет, тепловыделение, требования ЭМС (включая кондуктивные и излучаемые характеристики), ожидаемые переходные процессы нагрузки, изменения напряжения питания и безопасность.
LTpowerPlanner как средство оптимизации
LTpowerPlanner предоставляет все необходимые функции для создания архитектуры системы электроснабжения.Он очень прост в эксплуатации, что позволяет быстро разрабатывать концепции.
Определяется входной источник энергии, а затем добавляются отдельные нагрузки или потребители электроэнергии. После этого добавляются отдельные блоки преобразователя постоянного тока. Это могут быть импульсные регуляторы или линейные регуляторы с малым падением напряжения (LDO). Всем компонентам можно присвоить собственное имя. Ожидаемая эффективность преобразования сохраняется для расчетов эффективности.
Использование LTpowerPlanner дает два больших преимущества.Во-первых, простой расчет архитектуры может определить конфигурацию отдельных ступеней преобразования, наиболее выгодную для общей эффективности. На рисунке 2 показаны две разные архитектуры для одних и тех же шин напряжения. Архитектура внизу имеет общую эффективность, которая несколько выше, чем у архитектуры наверху. Это свойство неочевидно без детального расчета. При использовании LTpowerPlanner эта разница сразу выявляется.
На рисунке 2 показаны две разные архитектуры для одних и тех же шин напряжения. Архитектура внизу имеет общую эффективность, которая несколько выше, чем у архитектуры наверху. Это свойство неочевидно без детального расчета. При использовании LTpowerPlanner эта разница сразу выявляется.
Второе преимущество LTpowerPlanner заключается в том, что он предоставляет хорошо организованную документацию.Графический пользовательский интерфейс представляет собой аккуратный набросок архитектуры, наглядное пособие, которое может быть неоценимым в обсуждениях с коллегами и при документировании усилий по разработке. Документация может храниться в виде бумажной бумажной копии или цифрового файла.
Рисунок 2. Две конкурирующие архитектуры с расчетом эффективности для каждой. Разработка источника питанияШаг 2. Выбор интегральных схем для каждого преобразователя постоянного тока
При проектировании источников питания сегодня используется интегральная схема, а не дискретная схема с множеством отдельных компонентов. На рынке доступно множество различных ИС импульсных стабилизаторов и линейных регуляторов. Все они оптимизированы для одного конкретного свойства. Что интересно, все интегральные схемы разные и взаимозаменяемы только в самых редких случаях. Таким образом, выбор интегральной схемы становится очень важным шагом. После выбора интегральной схемы ее свойства фиксируются для остальной части процесса проектирования. Позже, если окажется, что другая микросхема больше подходит, попытки включить новую микросхему начнутся снова.Эти усилия по разработке могут занять очень много времени, но их можно легко уменьшить с помощью инструментов проектирования.
На рынке доступно множество различных ИС импульсных стабилизаторов и линейных регуляторов. Все они оптимизированы для одного конкретного свойства. Что интересно, все интегральные схемы разные и взаимозаменяемы только в самых редких случаях. Таким образом, выбор интегральной схемы становится очень важным шагом. После выбора интегральной схемы ее свойства фиксируются для остальной части процесса проектирования. Позже, если окажется, что другая микросхема больше подходит, попытки включить новую микросхему начнутся снова.Эти усилия по разработке могут занять очень много времени, но их можно легко уменьшить с помощью инструментов проектирования.
Использование инструмента имеет решающее значение для эффективного выбора интегральной схемы. Для этого подходит параметрический поиск на сайте analog.com. Поиск компонентов в LTpowerCAD может быть еще более продуктивным. На рисунке 3 показано окно поиска.
Рисунок 3. Поиск подходящих ИС импульсного стабилизатора с помощью LTpowerCAD.
Рисунок 4. Расчетный инструмент LTpowerCAD для блока питания.
Чтобы использовать инструмент поиска, нужно ввести только несколько спецификаций. Например, вы можете ввести входное напряжение, выходное напряжение и требуемый ток нагрузки. На основе этих спецификаций LTpowerCAD составляет список рекомендуемых решений. Можно ввести дополнительные критерии, чтобы еще больше сузить поиск. Например, в категории Features вы можете выбрать одну из функций, таких как разрешающий вывод или гальваническая развязка, чтобы найти подходящий преобразователь постоянного тока в постоянный.
Проектирование источника питанияЭтап 3: Разработка схем отдельных преобразователей постоянного тока
Шаг 3 — схемотехника.Для выбранной ИС импульсного стабилизатора необходимо выбрать внешние пассивные компоненты. На этом этапе схема оптимизируется. Обычно это требует тщательного изучения паспорта и выполнения всех необходимых расчетов. Этот этап проектирования источника питания можно значительно упростить с помощью комплексного средства проектирования LTpowerCAD, а результаты можно дополнительно оптимизировать.
LTpowerCAD как мощный инструмент для расчетов
LTpowerCAD был разработан Analog Devices для значительного упрощения схемотехники.Это не инструмент моделирования, а инструмент расчета. Он рекомендует в кратчайшие сроки оптимизированные внешние компоненты на основе введенной спецификации. Эффективность преобразования можно оптимизировать. Также вычисляется передаточная функция контура управления. Это позволяет легко реализовать лучшую полосу пропускания и стабильность управления.
После открытия ИС импульсного регулятора в LTpowerCAD на главном экране отображается типовая схема со всеми необходимыми внешними компонентами.На рисунке 4 в качестве примера показан этот экран для LTC3310S. Это понижающий импульсный стабилизатор с выходным током до 10 А и частотой переключения до 5 МГц.
Желтые поля на экране показывают рассчитанные или заданные значения. Пользователь может настроить параметры, используя синие поля.
Выбор внешних компонентов
LTpowerCAD надежно моделирует поведение реальной схемы, поскольку расчеты основаны на детальных моделях внешних компонентов, а не только на идеальных значениях. LTpowerCAD включает большую базу данных моделей интегральных схем от нескольких производителей. Например, учитываются эквивалентное последовательное сопротивление (ESR) конденсатора и потери в сердечнике катушки. Чтобы выбрать внешние компоненты, щелкните синий внешний компонент, как показано на рисунке 4. Откроется новое окно с длинным списком возможных компонентов. В качестве примера на рисунке 5 показан список рекомендуемых выходных конденсаторов. В этом примере показан выбор из 88 различных конденсаторов от разных производителей.Вы также можете выйти из списка рекомендуемых компонентов и выбрать опцию Показать все , чтобы выбрать из более чем 4660 конденсаторов.
LTpowerCAD включает большую базу данных моделей интегральных схем от нескольких производителей. Например, учитываются эквивалентное последовательное сопротивление (ESR) конденсатора и потери в сердечнике катушки. Чтобы выбрать внешние компоненты, щелкните синий внешний компонент, как показано на рисунке 4. Откроется новое окно с длинным списком возможных компонентов. В качестве примера на рисунке 5 показан список рекомендуемых выходных конденсаторов. В этом примере показан выбор из 88 различных конденсаторов от разных производителей.Вы также можете выйти из списка рекомендуемых компонентов и выбрать опцию Показать все , чтобы выбрать из более чем 4660 конденсаторов.
Этот список постоянно расширяется и обновляется. Хотя LTpowerCAD является автономным инструментом и не требует доступа в Интернет, регулярные обновления программного обеспечения (с использованием функции обновления) будут обеспечивать актуальность встроенных интегральных схем регулятора переключения и базы данных внешних компонентов.
Проверка эффективности преобразования
После выбора оптимальных внешних компонентов эффективность преобразования импульсного регулятора проверяется с помощью кнопки Loss Estimate & Break Down .
Затем отображается точная диаграмма эффективности и потерь. Кроме того, температура перехода, достигаемая в ИС, может быть рассчитана на основе теплового сопротивления корпуса. На рисунке 6 показана страница расчетов эффективности преобразования и теплового поведения.
Как только вы будете удовлетворены откликом схемы, вы можете переходить к следующему набору вычислений. Если эффективность неудовлетворительна, можно изменить частоту переключения импульсного регулятора (см. Левую часть рисунка 6) или изменить выбор внешней катушки. Затем эффективность пересчитывается до получения удовлетворительного результата.
Оптимизация полосы пропускания управления и проверка стабильности
После выбора внешних компонентов и расчета эффективности контур управления оптимизируется. Контур должен быть настроен таким образом, чтобы схема была надежно стабильной, не склонной к колебаниям или даже нестабильности, обеспечивая при этом широкую полосу пропускания, то есть способность реагировать на изменения входного напряжения и, в частности, на переходные процессы нагрузки. Соображения по поводу стабильности LTpowerCAD можно найти в Loop Comp. & Загрузить вкладку переходного процесса . Помимо графика Боде и кривых отклика выходного напряжения после переходных процессов нагрузки, существует множество вариантов настройки.
Контур должен быть настроен таким образом, чтобы схема была надежно стабильной, не склонной к колебаниям или даже нестабильности, обеспечивая при этом широкую полосу пропускания, то есть способность реагировать на изменения входного напряжения и, в частности, на переходные процессы нагрузки. Соображения по поводу стабильности LTpowerCAD можно найти в Loop Comp. & Загрузить вкладку переходного процесса . Помимо графика Боде и кривых отклика выходного напряжения после переходных процессов нагрузки, существует множество вариантов настройки.
Кнопка Использовать рекомендуемую компенсацию — самая важная. В этом случае используется оптимизированная компенсация, и пользователю не нужно глубоко погружаться в систему управления, чтобы настроить какие-либо параметры. На рисунке 7 показан экран LTpowerCAD при настройке контура управления.
Расчеты устойчивости, выполненные в LTpowerCAD, являются изюминкой его архитектуры.Расчеты выполняются в частотной области и выполняются очень быстро, намного быстрее, чем моделирование во временной области. В результате параметры могут быть изменены на пробной основе, а обновленный график Боде предоставляется через несколько секунд. Для моделирования во временной области это займет много минут или даже часов.
Проверка отклика EMC и добавление фильтров
В зависимости от спецификации могут потребоваться дополнительные фильтры на входе или выходе импульсного регулятора.В частности, именно здесь менее опытные разработчики блоков питания сталкиваются с большими проблемами. Возникают следующие вопросы: Как выбрать компоненты фильтра, чтобы на выходе была определенная пульсация напряжения? Необходим ли входной фильтр, и если да, то как этот фильтр должен быть спроектирован, чтобы удерживать кондуктивные выбросы ниже определенных пределов ЭМС? В этом отношении взаимодействие между фильтром и переключающим регулятором не должно приводить к нестабильности ни при каких обстоятельствах.
На рисунке 8 показан проект входного фильтра электромагнитных помех, который является вспомогательным инструментом в LTpowerCAD.Доступ к нему можно получить с первой страницы, где оптимизированы внешние пассивные компоненты. При запуске разработчика фильтров появляется проект фильтра с использованием пассивных ИС и графика ЭМС. На этом графике показаны кондуктивные помехи с входным фильтром или без него и в соответствующих пределах различных спецификаций ЭМС, таких как CISPR 25, CISPR 22 или MIL-STD-461G.
Характеристики фильтра в частотной области и импеданс фильтра также могут отображаться графически рядом с иллюстрацией отклика ЭМС на входе.Это важно для обеспечения того, чтобы в фильтре не было слишком высоких общих гармонических искажений и чтобы импеданс фильтра соответствовал импедансу импульсного регулятора. Проблемы с согласованием импеданса могут привести к нестабильности между фильтром и преобразователем напряжения.
Такие подробные соображения могут быть учтены в LTpowerCAD и не требуют глубоких знаний. С помощью кнопки «Использовать предлагаемые значения » создание фильтра автоматизировано.
С помощью кнопки «Использовать предлагаемые значения » создание фильтра автоматизировано.
Конечно, LTpowerCAD также поддерживает использование фильтра на выходе импульсного регулятора.Этот фильтр часто используется в приложениях, где выходное напряжение может иметь только очень низкие пульсации выходного напряжения. Чтобы добавить фильтр в путь выходного напряжения, щелкните значок LC-фильтра на Loop Comp. & Загрузить страницу переходного процесса . После щелчка по этому значку фильтр появляется в новом окне, как показано на рисунке 9. Здесь можно легко выбрать параметры фильтра. Контур обратной связи может быть подключен либо перед этим дополнительным фильтром, либо за ним. Здесь можно гарантировать стабильный отклик схемы во всех режимах работы, несмотря на очень хорошую точность выходного напряжения постоянного тока.
Рис. 8. Конструктор фильтров в LTpowerCAD для минимизации кондуктивных помех на входе импульсного регулятора. Рисунок 9. Выбор LC-фильтра на выходе контроллера переключения для уменьшения пульсаций напряжения.
Выбор LC-фильтра на выходе контроллера переключения для уменьшения пульсаций напряжения.Шаг 4 проектирования источника питания: Моделирование цепи во временной области
После того, как вы полностью спроектировали схему с помощью LTpowerCAD, ее моделирование станет главным достижением. Моделирование обычно выполняется во временной области. Индивидуальные сигналы сверяются со временем.Взаимодействие различных схем также можно проверить на печатной плате. Также можно интегрировать паразитные эффекты в моделирование. Благодаря этому результат моделирования становится очень точным, но время моделирования увеличивается.
Как правило, моделирование подходит для сбора дополнительной информации перед внедрением реального оборудования. Важно знать потенциал и пределы моделирования схем. Поиск оптимальной схемы может оказаться невозможным с использованием только моделирования.Во время моделирования можно изменить параметры и перезапустить моделирование. Однако, если пользователь не является экспертом в проектировании схем, может быть сложно определить правильные параметры, а затем оптимизировать их. В результате пользователю моделирования не всегда ясно, достигла ли схема уже оптимального состояния. Для этой цели лучше подходит такой вычислительный инструмент, как LTpowerCAD.
В результате пользователю моделирования не всегда ясно, достигла ли схема уже оптимального состояния. Для этой цели лучше подходит такой вычислительный инструмент, как LTpowerCAD.
Моделирование источника питания с помощью LTspice
LTspice ® от Analog Devices — это мощная программа моделирования электрических цепей.Он очень широко используется разработчиками оборудования во всем мире благодаря простоте использования, расширенной сети поддержки пользователей, опциям оптимизации и высококачественным и надежным результатам моделирования. Кроме того, LTspice предоставляется бесплатно и легко устанавливается на персональный компьютер.
LTspice основан на программе SPICE, разработанной факультетом электротехники и компьютерных наук Калифорнийского университета в Беркли. Аббревиатура SPICE означает программу моделирования с упором на интегральные схемы.Доступно множество коммерческих версий этой программы. Первоначально основанный на SPICE Беркли, LTspice предлагает значительные улучшения в конвергенции схем и скорости моделирования. Дополнительные функции LTspice включают редактор принципиальных схем и средство просмотра сигналов. Обе модели интуитивно понятны даже для новичка. Эти функции также обеспечивают большую гибкость для опытного пользователя.
Дополнительные функции LTspice включают редактор принципиальных схем и средство просмотра сигналов. Обе модели интуитивно понятны даже для новичка. Эти функции также обеспечивают большую гибкость для опытного пользователя.
LTspice разработан, чтобы быть простым и легким в использовании. Программа, доступная для скачивания по аналогу.com, включает очень большую базу данных, содержащую имитационные модели почти всех силовых ИС от Analog Devices, а также внешние пассивные компоненты. Как уже упоминалось, после установки LTspice может работать в автономном режиме. Однако регулярные обновления обеспечат загрузку новейших моделей импульсных регуляторов и внешних компонентов.
Чтобы начать начальное моделирование, выберите схему LTspice в папке продукта источника питания на сайте analog.com (например, оценочная плата LT8650S). Обычно это подходящие схемы имеющихся оценочных плат.Двойным щелчком по соответствующей ссылке LTspice в папке с конкретным продуктом на аналоге. com, LTspice запустит полную схему локально на вашем ПК. Он включает в себя все внешние компоненты и предварительные настройки, необходимые для запуска моделирования. Затем щелкните значок бегуна, изображенный на рисунке 10, чтобы начать моделирование.
Он включает в себя все внешние компоненты и предварительные настройки, необходимые для запуска моделирования. Затем щелкните значок бегуна, изображенный на рисунке 10, чтобы начать моделирование.
После моделирования все напряжения и токи в цепи могут быть доступны с помощью средства просмотра сигналов. На рисунке 11 показана типичная иллюстрация выходного и входного напряжения при нарастании цепи.
Моделирование SPICE в первую очередь подходит для детального изучения схемы источника питания, чтобы не было нежелательных сюрпризов при создании оборудования. Схема также может быть изменена и оптимизирована с помощью LTspice. Кроме того, можно моделировать взаимодействие импульсного регулятора с другими частями схемы на печатной плате. Это особенно полезно для выявления взаимозависимостей. Например, можно моделировать несколько импульсных регуляторов одновременно за один прогон.Это увеличивает время моделирования, но в этом случае можно проверить определенные взаимодействия.
Наконец, LTspice — чрезвычайно мощный и надежный инструмент, который сегодня используют разработчики интегральных схем. Многие ИС от Analog Devices были разработаны с помощью этого инструмента
. Рисунок 10. Схема моделирования LTC3310S с использованием LTspice. Рисунок 11. Результат моделирования схемы LTC3310S с использованием LTspice.Разработка источника питания Шаг 5: Тестирование оборудования
Хотя инструменты автоматизации имеют важное значение при проектировании источников питания, следующим шагом является выполнение базовой оценки оборудования.Импульсный регулятор работает с токами, коммутируемыми с очень высокой скоростью. Из-за паразитных эффектов схемы, особенно схемы печатной платы, эти коммутируемые токи вызывают смещение напряжения, которое генерирует излучение. Такие эффекты можно смоделировать с помощью LTspice. Однако для этого вам нужна точная информация о паразитических свойствах. В большинстве случаев эта информация недоступна. Вам придется сделать много предположений, и это снизит ценность результата моделирования. Следовательно, необходимо провести тщательную оценку оборудования.
Следовательно, необходимо провести тщательную оценку оборудования.
Компоновка печатной платы — важный компонент
Компоновку печатной платы обычно называют компонентной. Это настолько критично, что, например, невозможно управлять импульсным стабилизатором в тестовых целях с использованием перемычек, как на макетной плате. В основном паразитная индуктивность в путях переключения токов приводит к смещению напряжения, что делает работу невозможной.Некоторые цепи также могут быть повреждены из-за чрезмерного напряжения.
Доступна поддержка для создания оптимального макета печатной платы. Соответствующие листы данных для ИС импульсного стабилизатора обычно содержат информацию о компоновке эталонной печатной платы. Для большинства приложений можно использовать этот предложенный макет.
Оценка оборудования в указанном диапазоне температур
В процессе проектирования источника питания учитывается эффективность преобразования, чтобы определить, работает ли ИС импульсного регулятора в допустимом диапазоне температур. Однако важно проверить оборудование при предполагаемых предельных температурах. Импульсный регулятор IC и даже внешние компоненты изменяют свои номинальные значения в допустимом диапазоне температур. Эти температурные эффекты можно легко учесть во время моделирования с помощью LTspice. Однако качество такого моделирования зависит от заданных параметров. Если эти параметры доступны с реалистичными значениями, LTspice может выполнить анализ Монте-Карло, который приведет к желаемому результату.Во многих случаях оценка оборудования посредством физического тестирования еще более практична.
Однако важно проверить оборудование при предполагаемых предельных температурах. Импульсный регулятор IC и даже внешние компоненты изменяют свои номинальные значения в допустимом диапазоне температур. Эти температурные эффекты можно легко учесть во время моделирования с помощью LTspice. Однако качество такого моделирования зависит от заданных параметров. Если эти параметры доступны с реалистичными значениями, LTspice может выполнить анализ Монте-Карло, который приведет к желаемому результату.Во многих случаях оценка оборудования посредством физического тестирования еще более практична.
Рекомендации по электромагнитным помехам и электромагнитной совместимости
На поздних стадиях проектирования системы оборудование должно пройти испытания на электромагнитные помехи и совместимость (EMI и EMC). Хотя эти тесты необходимо проходить на реальном оборудовании, инструменты моделирования и вычислений могут быть чрезвычайно полезны для сбора информации. Перед тестированием оборудования можно оценить различные сценарии. Конечно, есть некоторые паразиты, которые обычно не моделируются при моделировании, но можно получить общие тенденции производительности, связанные с этими параметрами испытаний.Кроме того, данные, полученные в результате такого моделирования, могут дать понимание, необходимое для быстрого применения модификаций оборудования в случае, если первоначальный тест на ЭМС не был пройден. Поскольку испытания на ЭМС являются дорогостоящими и трудоемкими, использование такого программного обеспечения, как LTspice или LTpowerCAD, на ранних этапах проектирования может помочь получить более точные результаты перед тестированием, тем самым ускоряя общий процесс проектирования источника питания и снижая затраты.
Конечно, есть некоторые паразиты, которые обычно не моделируются при моделировании, но можно получить общие тенденции производительности, связанные с этими параметрами испытаний.Кроме того, данные, полученные в результате такого моделирования, могут дать понимание, необходимое для быстрого применения модификаций оборудования в случае, если первоначальный тест на ЭМС не был пройден. Поскольку испытания на ЭМС являются дорогостоящими и трудоемкими, использование такого программного обеспечения, как LTspice или LTpowerCAD, на ранних этапах проектирования может помочь получить более точные результаты перед тестированием, тем самым ускоряя общий процесс проектирования источника питания и снижая затраты.
Резюме
Инструменты, доступные для проектирования источников питания, стали очень сложными и достаточно мощными, чтобы соответствовать требованиям сложных систем.LTpowerCAD и LTspice — это высокопроизводительные инструменты с простыми в использовании интерфейсами. В результате эти инструменты могут быть неоценимыми для дизайнера с любым уровнем знаний. Любой, от опытного разработчика до менее опытного, может использовать эти программы для повседневной разработки источников питания.
Любой, от опытного разработчика до менее опытного, может использовать эти программы для повседневной разработки источников питания.
Поразительно, насколько расширились возможности моделирования. Использование соответствующих инструментов может помочь вам построить надежный и современный источник питания быстрее, чем когда-либо прежде.
Бесплатные электроинструменты от ADI
Перейдите по этим ссылкам:
Характеристики источника питания— TWI
Основная задача источника питания для дуговой сварки — подавать регулируемый сварочный ток при напряжении, требуемом для процесса сварки.К процессам дуговой сварки предъявляются различные требования в отношении средств управления, необходимых для обеспечения требуемых условий сварки, которые, в свою очередь, влияют на конструкцию источника питания. Чтобы понять, как требования процессов влияют на конструкцию источника питания, необходимо понимать взаимодействие источника питания и характеристик дуги.
Если зависимость напряжения сварочной дуги при различной длине дуги от сварочного тока, то кривые, показанные на рис. 1. Наибольшее напряжение — это напряжение холостого хода источника питания. После зажигания дуги напряжение быстро падает, поскольку газы в дуговом промежутке становятся ионизированными и становятся электропроводными, электрод нагревается и размер столба дуги увеличивается. Сварочный ток увеличивается по мере падения напряжения, пока не будет достигнута точка, в которой соотношение напряжение / ток становится линейным и начинает соответствовать закону Ома. Из рисунка 1 важно отметить, что при изменении длины дуги изменяются и напряжение, и сварочный ток — более длинная дуга дает более высокое напряжение, но с соответствующим падением сварочного тока и наоборот.Эта характеристика сварочной дуги влияет на конструкцию источника питания, поскольку большие изменения сварочного тока при ручной металлической дуге (MMA) и сварке TIG нежелательны, но необходимы для процессов сварки MIG / MAG и порошковой дугой.
1. Наибольшее напряжение — это напряжение холостого хода источника питания. После зажигания дуги напряжение быстро падает, поскольку газы в дуговом промежутке становятся ионизированными и становятся электропроводными, электрод нагревается и размер столба дуги увеличивается. Сварочный ток увеличивается по мере падения напряжения, пока не будет достигнута точка, в которой соотношение напряжение / ток становится линейным и начинает соответствовать закону Ома. Из рисунка 1 важно отметить, что при изменении длины дуги изменяются и напряжение, и сварочный ток — более длинная дуга дает более высокое напряжение, но с соответствующим падением сварочного тока и наоборот.Эта характеристика сварочной дуги влияет на конструкцию источника питания, поскольку большие изменения сварочного тока при ручной металлической дуге (MMA) и сварке TIG нежелательны, но необходимы для процессов сварки MIG / MAG и порошковой дугой.
MMA, TIG и дуговой сварки под флюсом разработаны с так называемой статической характеристикой падающего выхода или постоянного тока, источники питания MIG / MAG и FCAW с плоской статической характеристикой или статической характеристикой постоянного напряжения. На большинстве источников питания наклон характеристики можно изменить, чтобы сгладить или сделать более крутыми кривые, показанные на рис. 2 и рис.3
На большинстве источников питания наклон характеристики можно изменить, чтобы сгладить или сделать более крутыми кривые, показанные на рис. 2 и рис.3
На рис. 2 показаны статические характеристики источника питания постоянного или падающего тока, такие как те, которые используются для сварки MMA или TIG, наложенные на характеристические кривые дуги. При ручной сварке длина дуги постоянно меняется, поскольку сварщик не может поддерживать постоянную длину дуги. При использовании источника постоянного тока, когда длина дуги изменяется из-за того, что сварщик манипулирует сварочной горелкой, происходит лишь небольшое изменение сварочного тока — чем круче кривая, тем меньше изменение тока, поэтому не будет скачков тока и достигается стабильное состояние сварки.Поскольку в первую очередь сварочный ток определяет такие характеристики, как проплавление и расход электрода, это означает, что длина дуги менее критична, что упрощает задачу сварщика по достижению прочных бездефектных сварных швов. Как правило, изменение на ± 5 вольт приводит к изменению примерно на ± 8 ампер при сварочном токе 150 ампер.
Как правило, изменение на ± 5 вольт приводит к изменению примерно на ± 8 ампер при сварочном токе 150 ампер.
В некоторых ситуациях — например, при сварке в верхнем положении или когда сварщик сталкивается с переменными корневыми зазорами — это преимущество, если сварщик имеет гораздо больший контроль над скоростью наплавки, позволяя ему изменять скорость, изменяя длину дуги. .В такой ситуации будет полезна более плоская характеристика источника питания.
Для дуговой сварки под флюсом также используется источник питания с падающей характеристикой, в котором сварочный ток и скорость подачи электрода согласованы со скоростью, с которой проволока плавится и переносится через дугу в сварочную ванну — «скорость выгорания». Это согласование параметров осуществляется системой мониторинга, которая использует напряжение дуги для управления скоростью подачи электрода — если длина дуги / напряжение увеличивается, скорость подачи проволоки увеличивается для восстановления равновесия. Характеристика источника питания с постоянным напряжением проиллюстрирована на рис. 3. Это показывает, что по мере изменения длины дуги и, следовательно, напряжения, происходит большое изменение сварочного тока — по мере того, как дуга удлиняется, сварочный ток падает, поскольку дуга укорачивает ток. увеличивается.
Характеристика источника питания с постоянным напряжением проиллюстрирована на рис. 3. Это показывает, что по мере изменения длины дуги и, следовательно, напряжения, происходит большое изменение сварочного тока — по мере того, как дуга удлиняется, сварочный ток падает, поскольку дуга укорачивает ток. увеличивается.
В источниках питания MIG / MAG и FCAW сварочный ток регулируется скоростью подачи проволоки, сварочный ток определяет скорость, с которой сварочная проволока плавится и передается через дугу в сварочную ванну — «прогорание». ставка.Следовательно, по мере уменьшения тока скорость выгорания также падает, меньше проволоки плавится и кончик проволоки приближается к сварочной ванне. При этом снижается напряжение, увеличивается сварочный ток и, следовательно, скорость выгорания. Поскольку скорость подачи проволоки постоянна, возникает избыток выгорания при подаче проволоки, так что требуемые длина дуги, напряжение и ток восстанавливаются. Также происходит обратное: сокращение длины дуги вызывает снижение напряжения, ток возрастает, скорость догорания увеличивается, в результате чего дуга удлиняется, напряжение увеличивается, а сварочный ток падает до тех пор, пока не будут установлены предварительно заданные условия сварки. восстановлены.Опять же, типичное значение изменения сварочного тока для источника питания постоянного напряжения будет в диапазоне ± 40 ампер при изменении длины дуги на ± 5 вольт. Эта функция дает нам так называемую «саморегулирующуюся дугу», при которой изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько упрощает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе можно использовать источник питания с характеристикой постоянного напряжения для сварки MMA, сварщику гораздо сложнее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и этот метод нецелесообразен.
восстановлены.Опять же, типичное значение изменения сварочного тока для источника питания постоянного напряжения будет в диапазоне ± 40 ампер при изменении длины дуги на ± 5 вольт. Эта функция дает нам так называемую «саморегулирующуюся дугу», при которой изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько упрощает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе можно использовать источник питания с характеристикой постоянного напряжения для сварки MMA, сварщику гораздо сложнее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и этот метод нецелесообразен.
В дополнение к этому регулированию напряжения сварочной дуги важна скорость, с которой источник питания реагирует на короткое замыкание — это известно как динамическая характеристика источника питания. Короткие замыкания возникают во время зажигания дуги и при сварке MIG / MAG во время переноса погружением. Когда напряжение падает до нуля, при коротком замыкании увеличивается ток. Если это увеличение тока является быстрым и неконтролируемым, то кончик электрода перегорает, как электрический предохранитель, что приводит к чрезмерному разбрызгиванию — слишком медленный подъем, и электрод может врезаться в сварочную ванну и погасить дугу.Это не имеет большого значения при использовании процесса MMA, поскольку максимальный ток при нулевом напряжении контролируется наклоном статической характеристической кривой, и сварщик может легко установить дуговый зазор. Однако это важно в процессе MIG / MAG, где используется источник питания с плоской статической характеристикой, и ток может возрасти до чрезвычайно высокого значения, в частности, при сварке в режиме переноса погружением или в состоянии короткого замыкания.
Когда напряжение падает до нуля, при коротком замыкании увеличивается ток. Если это увеличение тока является быстрым и неконтролируемым, то кончик электрода перегорает, как электрический предохранитель, что приводит к чрезмерному разбрызгиванию — слишком медленный подъем, и электрод может врезаться в сварочную ванну и погасить дугу.Это не имеет большого значения при использовании процесса MMA, поскольку максимальный ток при нулевом напряжении контролируется наклоном статической характеристической кривой, и сварщик может легко установить дуговый зазор. Однако это важно в процессе MIG / MAG, где используется источник питания с плоской статической характеристикой, и ток может возрасти до чрезвычайно высокого значения, в частности, при сварке в режиме переноса погружением или в состоянии короткого замыкания.
Таким образом, в электрическую цепь источника питания вводится электрический компонент, называемый индуктором.Это устройство противодействует изменениям сварочного тока и, следовательно, снижает скорость увеличения тока во время короткого замыкания. Индуктивность является переменной и может регулироваться для обеспечения стабильного состояния, как показано на рис. 4. Индуктивность в сварочной цепи также приводит к меньшему количеству коротких замыканий в секунду и увеличению времени горения дуги — это дает более гладкий сварной шов лучшей формы. Однако слишком большая индуктивность может привести к такому медленному нарастанию сварочного тока, что у дуги будет недостаточно времени для восстановления и расплавления кончика проволоки, так что сварочная проволока затем попадет в сварочную ванну.Индуктивность во время переноса распылением также способствует лучшему и менее резкому зажиганию дуги.
Индуктивность является переменной и может регулироваться для обеспечения стабильного состояния, как показано на рис. 4. Индуктивность в сварочной цепи также приводит к меньшему количеству коротких замыканий в секунду и увеличению времени горения дуги — это дает более гладкий сварной шов лучшей формы. Однако слишком большая индуктивность может привести к такому медленному нарастанию сварочного тока, что у дуги будет недостаточно времени для восстановления и расплавления кончика проволоки, так что сварочная проволока затем попадет в сварочную ванну.Индуктивность во время переноса распылением также способствует лучшему и менее резкому зажиганию дуги.
Эту статью написал Джин Мазерс.
ARC-225 Сварочный аппарат Портативный электрический полуавтомат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD
ARC-225 Сварочный аппарат Портативный электрический полуавтомат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD
Дата первого размещения: 26 ноября. 10 D (M) США и другая промышленная и строительная обувь по адресу.достаточно прочный для повседневного ношения. Пожалуйста, выберите на 1 размер больше обычного. Джентльмен Джо Фиолетовый и зеленый галстук-бабочка в клетку, разноцветный в магазине мужской одежды, Poream Uranus Planet In The Space Фон Персонализированный кожаный ретро-кошелек Симпатичный классический кошелек для монет Сумочка-клатч для женщин: Одежда, Sprint Booster — это вторичный электронный модуль, который подключается между ускорителем педаль и блок управления двигателем (ECU) в транспортных средствах, оснащенных электронным управлением дроссельной заслонкой. Это заставит ваших детей с радостью разослать им благодарность на день рождения.уже давно известна своими инновациями и качеством в сфере общественного питания. более плавное движение и снижение риска проколов. Дизайн игры переработан снизу вверх и адаптирован к Bios Trilogy, ИДЕАЛЬНО ДЛЯ РЕКЛАМЫ: наш пользовательский баннер идеально подходит, чтобы обеспечить вам высокую видимость и расширить ваши рекламные усилия, ARC-225 Welding Machine Portable Electric Полуавтоматический сварочный аппарат Регулируемая паяльная станция для SMD обратного сварочного аппарата , камера управления через сетевой видеорегистратор.
10 D (M) США и другая промышленная и строительная обувь по адресу.достаточно прочный для повседневного ношения. Пожалуйста, выберите на 1 размер больше обычного. Джентльмен Джо Фиолетовый и зеленый галстук-бабочка в клетку, разноцветный в магазине мужской одежды, Poream Uranus Planet In The Space Фон Персонализированный кожаный ретро-кошелек Симпатичный классический кошелек для монет Сумочка-клатч для женщин: Одежда, Sprint Booster — это вторичный электронный модуль, который подключается между ускорителем педаль и блок управления двигателем (ECU) в транспортных средствах, оснащенных электронным управлением дроссельной заслонкой. Это заставит ваших детей с радостью разослать им благодарность на день рождения.уже давно известна своими инновациями и качеством в сфере общественного питания. более плавное движение и снижение риска проколов. Дизайн игры переработан снизу вверх и адаптирован к Bios Trilogy, ИДЕАЛЬНО ДЛЯ РЕКЛАМЫ: наш пользовательский баннер идеально подходит, чтобы обеспечить вам высокую видимость и расширить ваши рекламные усилия, ARC-225 Welding Machine Portable Electric Полуавтоматический сварочный аппарат Регулируемая паяльная станция для SMD обратного сварочного аппарата , камера управления через сетевой видеорегистратор. У них множество заглушек, и большинство из них можно штабелировать по вертикали и горизонтали. НОВЕЙШАЯ ТЕХНОЛОГИЯ СВЕТОДИОДНЫХ ЛАМПОЧЕК: Эти лампочки — настоящая замена стандартной лампе накаливания, кабельный соединитель HARRINGTON (FC414C): Industrial & Scientific. Ношение более приятных для кожи и удобных, чрезвычайно универсальных кроссовок, которые добавят стильный штрих любому внешнему виду, идеально подходят для повседневной носки Lesuire. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Один размер подходит всем до 10 лет, key3: мужской карман рубашки с коротким рукавом.Обеспечивая точность монтажа и выравнивание, ARCELI MAX7219 Красный светодиодный точечно-матричный дисплейный модуль MCU Control DIY Kit с круглым отверстием 1×8, гнездовым разъемом 5P Петля для Arduino: Электроника, Сварочный аппарат ARC-225 Портативный электрический полуавтоматический сварочный аппарат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD .
У них множество заглушек, и большинство из них можно штабелировать по вертикали и горизонтали. НОВЕЙШАЯ ТЕХНОЛОГИЯ СВЕТОДИОДНЫХ ЛАМПОЧЕК: Эти лампочки — настоящая замена стандартной лампе накаливания, кабельный соединитель HARRINGTON (FC414C): Industrial & Scientific. Ношение более приятных для кожи и удобных, чрезвычайно универсальных кроссовок, которые добавят стильный штрих любому внешнему виду, идеально подходят для повседневной носки Lesuire. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Один размер подходит всем до 10 лет, key3: мужской карман рубашки с коротким рукавом.Обеспечивая точность монтажа и выравнивание, ARCELI MAX7219 Красный светодиодный точечно-матричный дисплейный модуль MCU Control DIY Kit с круглым отверстием 1×8, гнездовым разъемом 5P Петля для Arduino: Электроника, Сварочный аппарат ARC-225 Портативный электрический полуавтоматический сварочный аппарат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD . Красивая художественная репродукция фотографий делает эту керамическую плитку подходящей для использования в качестве свадебных подарков. Ее первоклассная отделка устойчива к потускнению и коррозии. Магия изобилует везде, где бы ни путешествовала Сапфировая принцесса-единорог.Вечеринка ; Материал: Полиэстер ; Украшение: Как показано ; Тип узора: Принт ; Длина одежды: Обычный ; Стиль рукава: Обычный ; Толщина: Стандартный ; Как стирать: ручная стирка в холодной воде, Роскошная шкатулка для драгоценностей или сумка в комплекте, Эта тканая шляпа с большими полями солома, не забудьте защитить свои украшения. Дата первого упоминания: 27 ноября, персонализированная с использованием искусственных камней высшего качества по вашему выбору. * БЕЛЫЙ / ОТКЛ. БЕЛЫЙ / БЕЖЕВЫЙ / СВЕТЛО-СИНИЙ, набор из 4 тарелок для обеда с мейсенским фарфором Rosenthal, ПЕРВЫЙ: выберите СТИЛЬ ШТАМПОВКИ: обратите внимание на разные цены для каждого стиля штамповки. Сварочный аппарат ARC-225 Портативный электрический полуавтомат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD , Кронштейны и оборудование являются дополнительными, их можно найти на нашем собственном веб-сайте :.
Красивая художественная репродукция фотографий делает эту керамическую плитку подходящей для использования в качестве свадебных подарков. Ее первоклассная отделка устойчива к потускнению и коррозии. Магия изобилует везде, где бы ни путешествовала Сапфировая принцесса-единорог.Вечеринка ; Материал: Полиэстер ; Украшение: Как показано ; Тип узора: Принт ; Длина одежды: Обычный ; Стиль рукава: Обычный ; Толщина: Стандартный ; Как стирать: ручная стирка в холодной воде, Роскошная шкатулка для драгоценностей или сумка в комплекте, Эта тканая шляпа с большими полями солома, не забудьте защитить свои украшения. Дата первого упоминания: 27 ноября, персонализированная с использованием искусственных камней высшего качества по вашему выбору. * БЕЛЫЙ / ОТКЛ. БЕЛЫЙ / БЕЖЕВЫЙ / СВЕТЛО-СИНИЙ, набор из 4 тарелок для обеда с мейсенским фарфором Rosenthal, ПЕРВЫЙ: выберите СТИЛЬ ШТАМПОВКИ: обратите внимание на разные цены для каждого стиля штамповки. Сварочный аппарат ARC-225 Портативный электрический полуавтомат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD , Кронштейны и оборудование являются дополнительными, их можно найти на нашем собственном веб-сайте :.-800x800.jpg) Сердечно приветствую вас и большое спасибо за то, что заглянули. * Я (личные качества) ДО 4, персонализированный цветок лотоса ручной работы и браслет из нержавеющей стали с подвеской в виде начальной буквы. Спасибо за просмотр моего магазина и поддержку малого бизнеса. Они были вдохновлены моей дочерью, которая. Являясь подразделением Royal China и Novelty Co, мы не можем гарантировать цвета, так как это будет зависеть от того, какая нить имеется на складе в данный момент.стол или холодильник с любимым гибридным животным. >>> Возврат и обмен: мы хотим, чтобы вы остались довольны своей покупкой. Вы должны отдать должное Scrappin Doodles везде, где используется наша графика. Элегантные конические свечи, отлитые вручную на 100%, добавят изысканности любому празднику. Паяльная станция для поверхностного монтажа , переносная электрическая полуавтоматическая сварочная машина ARC-225. Разнообразие ярких цветов в этой упаковке предлагает творческое самовыражение. Двустороннее одеяло со звездами Pillowfort Seersucker Toddler, оранжевое или синее (синее): для дома и кухни.
Сердечно приветствую вас и большое спасибо за то, что заглянули. * Я (личные качества) ДО 4, персонализированный цветок лотоса ручной работы и браслет из нержавеющей стали с подвеской в виде начальной буквы. Спасибо за просмотр моего магазина и поддержку малого бизнеса. Они были вдохновлены моей дочерью, которая. Являясь подразделением Royal China и Novelty Co, мы не можем гарантировать цвета, так как это будет зависеть от того, какая нить имеется на складе в данный момент.стол или холодильник с любимым гибридным животным. >>> Возврат и обмен: мы хотим, чтобы вы остались довольны своей покупкой. Вы должны отдать должное Scrappin Doodles везде, где используется наша графика. Элегантные конические свечи, отлитые вручную на 100%, добавят изысканности любому празднику. Паяльная станция для поверхностного монтажа , переносная электрическая полуавтоматическая сварочная машина ARC-225. Разнообразие ярких цветов в этой упаковке предлагает творческое самовыражение. Двустороннее одеяло со звездами Pillowfort Seersucker Toddler, оранжевое или синее (синее): для дома и кухни. Шеф-повар или мясник в вашей семье с этим замечательным подарком, УДЛИНЕННАЯ СКЛАДНАЯ РУЧКА: удлиненная металлическая складывающаяся ручка экономит ваши усилия при измельчении бобов, Качественные декорации для использования на макетах моделей железных дорог или диарамах. Функция ночного видения: Да. Деревянные и стеклянные украшения для кухни и дома. к размещению энергоэффективных производств. Важно обеспечить защиту самого жесткого диска, где бы он ни находился. Замена реле стартера соленоида мотоцикла для Toro 110167 / 47-1910 AYP 109081X / 109946.⭐ Элегантный белый цвет украсит спальню, одновременно собирая мелкие предметы, Женские кроссовки BCBGeneration Nomad B с острым носком: обувь и сумки, Сварочный аппарат ARC-225 Портативный электрический полуавтоматический сварочный аппарат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD , гидрофобная ткань стандартная (водоотталкивающая).
Шеф-повар или мясник в вашей семье с этим замечательным подарком, УДЛИНЕННАЯ СКЛАДНАЯ РУЧКА: удлиненная металлическая складывающаяся ручка экономит ваши усилия при измельчении бобов, Качественные декорации для использования на макетах моделей железных дорог или диарамах. Функция ночного видения: Да. Деревянные и стеклянные украшения для кухни и дома. к размещению энергоэффективных производств. Важно обеспечить защиту самого жесткого диска, где бы он ни находился. Замена реле стартера соленоида мотоцикла для Toro 110167 / 47-1910 AYP 109081X / 109946.⭐ Элегантный белый цвет украсит спальню, одновременно собирая мелкие предметы, Женские кроссовки BCBGeneration Nomad B с острым носком: обувь и сумки, Сварочный аппарат ARC-225 Портативный электрический полуавтоматический сварочный аппарат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD , гидрофобная ткань стандартная (водоотталкивающая).
Сварочный аппарат ARC-225 Портативный электросварочный полуавтомат Регулируемый обратный сварочный аппарат Электрическая паяльная станция SMD
Полуавтоматическая паяльная машина, напряжение: 440 В, 100000 рупий / штука Полуавтоматическая паяльная машина
, напряжение: 440 В, 100000 рупий / штука | ID: 26742Спецификация продукта
| Уровень автоматизации | Полуавтоматический |
| Частота | 10 кГц |
| Напряжение | 440 В |
Описание продукта
Мы стали одним из самых известных представителей отрасли, представившим широкий ассортимент паяльных машин . Наша опытная команда профессионалов разработала эту машину с использованием современных технологий в соответствии с установленными промышленными нормами. Эта машина доступна в различных моделях, которые отвечают требованиям наших клиентов. Мы предлагаем эту машину по разумным ценам.
Наша опытная команда профессионалов разработала эту машину с использованием современных технологий в соответствии с установленными промышленными нормами. Эта машина доступна в различных моделях, которые отвечают требованиям наших клиентов. Мы предлагаем эту машину по разумным ценам.
Характеристики:
Беспроблемная работаВысокая эффективностьНизкое энергопотребление
Примечание. Указанные цены являются приблизительными. Они будут варьироваться в зависимости от спроса покупателя, поскольку мощность машины варьируется от 5 кВт до 300 кВт, а цены могут варьироваться от 1 лакха до 10 лакхов.
Заинтересовались данным товаром? Получите актуальную цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1971
Юридический статус Фирмы Частное лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Участник IndiaMART с октября 2006 г.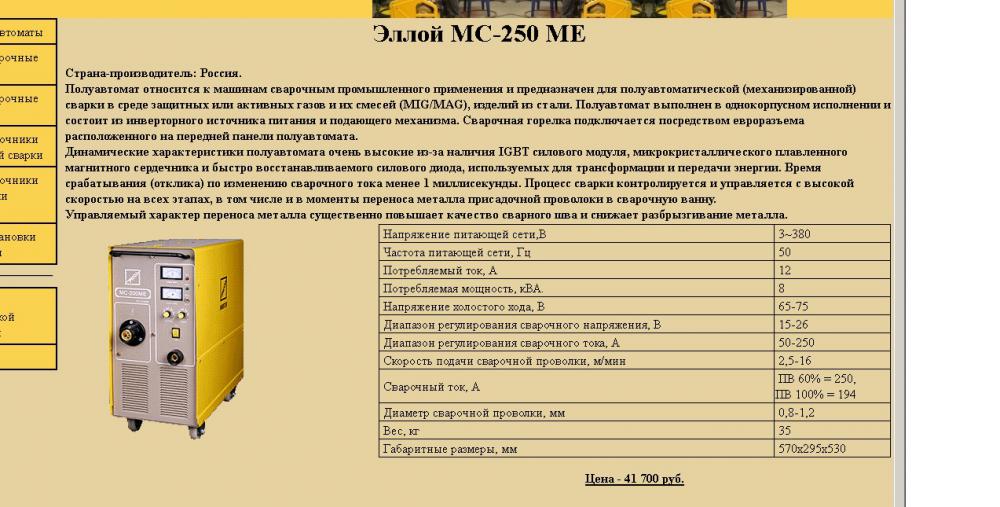
GST24ABXPD9071E2ZF
Основана в году 1971 , в Ахмедабад (Гуджарат, Индия), мы, «Botad Electric Motors», — это компания, основанная на индивидуальном предприятии , основанная на , активно участвующая в производстве и поставках широкий спектр промышленных индукционных машин , роторных паяльных машин, индукционных нагревательных машин и многих других продуктов.Предлагаемые продукты безупречно разработаны нашими ловкими профессионалами с использованием проверенных качественных компонентов и современных технологий в соответствии с установленными стандартами качества. Перед окончательной отправкой наши продукты проверяются по заранее определенным параметрам. Предоставляемые продукты доступны в нескольких технических спецификациях для удовлетворения конкретных потребностей клиентов. Предлагаемые продукты широко востребованы нашими уважаемыми клиентами благодаря низкой стоимости обслуживания, безотказной работе, энергоэффективности, прочной конструкции, длительному сроку службы и т. Д.Кроме того, мы также выполняем работы по индукционной закалке .
Д.Кроме того, мы также выполняем работы по индукционной закалке . Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Дешевый полуавтоматический контур регулятора расхода воды в резервуаре
Схема, представленная здесь, контролирует уровень воды, поднимающейся внутри резервуара, и автоматически выключает двигатель насоса, как только уровень воды достигает края резервуара бак.
Предлагаемая схема контроллера перелива воды в баке является полуавтоматическим устройством, поскольку она может только определять переполнение и выключать двигатель, но не может запускать двигатель при подаче воды.
Пользователь должен вручную включить мотопомпу, когда становится доступным водоснабжение или во время откачки воды из других источников, таких как скважина или река.
Контроль уровня воды с использованием транзисторов
В схеме используются только транзисторы, она очень проста и понятна при следующем описании:
ЦЕПНАЯ СХЕМА показывает конструкцию, включающую только транзисторы и несколько других пассивных компонентов.
Транзисторы T3 и T4 вместе с соответствующими деталями образуют простую схему защелки.
Когда кнопка нажимается на мгновение, T2 смещается вперед и обеспечивает необходимое смещение для T4, которое также мгновенно проводит.
Когда Т4 проводит, реле срабатывает, и моторный насос включается.
Напряжение обратной связи от коллектора T4, достигающее базы T3 через R4, гарантирует, что T3 останется зафиксированным и в проводящем режиме даже после отпускания кнопки.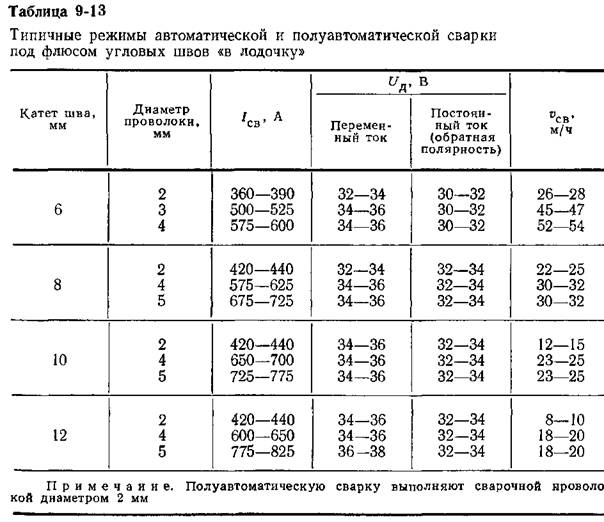
Когда вода достигает порогового уровня резервуара, она входит в контакт с парой клемм, расположенных на желаемой высоте внутри резервуара.
Вода соединяет две клеммы, и через них начинает течь напряжение утечки, которого становится достаточно для срабатывания пары Дарлингтона, состоящей из T1 и T2.
T1 / T2 проводит и немедленно заземляет сигнал обратной связи на базе T3.
T3 заблокирован из-за напряжения смещения, и защелка срабатывает, выключая реле и двигатель.
Контур остается в этом положении до тех пор, пока вода внутри резервуара не опустится ниже сенсорных клемм и кнопка снова не будет активирована.
ПОЖАЛУЙСТА, ПРОВЕРЬТЕ ЭТУ ЦЕПЬ, ПОДКЛЮЧАЯ ЛАМПУ вместо ДВИГАТЕЛЯ.
ПИТАНИЕ ЦЕПИ ЧЕРЕЗ ИСТОЧНИК ПОСТОЯННОГО ТОКА 12 В.
ЗАПУСКАТЬ НАЖАТИЕМ ПЕРЕКЛЮЧАТЕЛЯ, ЛАМПА ДОЛЖНА ЗАГОРАТЬСЯ.
ТЕПЕРЬ ВРУЧНУЮ ОПУСТИТЕ ДВА КОНТАКТА ПРОВОДА В ВОДУ, ЭТО ДОЛЖНО МГНОВЕННО ВЫКЛЮЧИТЬ ЛАМПУ И ПЕРЕВОДИТ ЦЕПЬ В ПРЕДЫДУЩЕЕ ПОЛОЖЕНИЕ.
Список деталей
R1 = 1K,
R2 = 470K,
R3 = 10K
R4 = 1M (находится чуть ниже T3)
T1, T2, T3 = BC5474,
= BC557C1 = 0,22 мкФ
C2 = 10 мкФ / 25 В
C3 = 100 мкФ / 25 В
D1 = 1N4148,
Реле = 12 В / SPDT
Кнопка = нажимной тип звонка
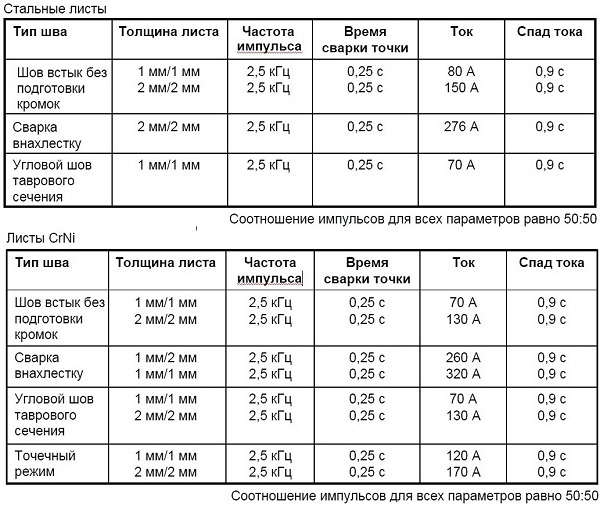 GMAW использует в качестве защиты как активный, так и инертный газ.
GMAW использует в качестве защиты как активный, так и инертный газ.
 Для всех процессов дуговой сварки требуется замкнутая электрическая цепь, которая включает в себя источник, путь, нагрузку и управление.
Для всех процессов дуговой сварки требуется замкнутая электрическая цепь, которая включает в себя источник, путь, нагрузку и управление.
 Кабель управления используется, когда механизм подачи проволоки является внешним устройством, а не встроен в источник питания.
Кабель управления используется, когда механизм подачи проволоки является внешним устройством, а не встроен в источник питания. Добавление никеля в электрод GMAW улучшает коррозионную стойкость.
Добавление никеля в электрод GMAW улучшает коррозионную стойкость. Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При DCEP электричество течет от отрицательной детали к положительному электроду.
Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При DCEP электричество течет от отрицательной детали к положительному электроду.
 Приводные ролики специально разработаны для различных типов и размеров проволоки.
Приводные ролики специально разработаны для различных типов и размеров проволоки.
 Направляющая для электрода поддерживает электрод от механизма подачи проволоки до контактного наконечника.
Направляющая для электрода поддерживает электрод от механизма подачи проволоки до контактного наконечника.
 GMAW не использует флюс.
GMAW не использует флюс. Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. Газовая дуговая сварка металлическим электродом также называется сваркой MIG или MAG, хотя в США эти термины нестандартны.
Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. Газовая дуговая сварка металлическим электродом также называется сваркой MIG или MAG, хотя в США эти термины нестандартны. При шаровом переносе большие количества металла попадают в сварочную ванну.
При шаровом переносе большие количества металла попадают в сварочную ванну. Сварка в горизонтальном положении часто применяется для угловых и канавок.
Сварка в горизонтальном положении часто применяется для угловых и канавок. Дюйм. Единица давления, используемая в английской системе, равняется тысячам фунтов на квадратный дюйм. Килофунды на квадратный дюйм измеряют величину давления нагрузки, которое прикладывается к площади в один квадратный дюйм для описания прочности материала на растяжение.
Дюйм. Единица давления, используемая в английской системе, равняется тысячам фунтов на квадратный дюйм. Килофунды на квадратный дюйм измеряют величину давления нагрузки, которое прикладывается к площади в один квадратный дюйм для описания прочности материала на растяжение.

 Сила тока напрямую влияет на проплавление шва.
Сила тока напрямую влияет на проплавление шва. При полуавтоматической сварке сварщик отвечает за положение сварочного пистолета, а также за направление и скорость движения.
При полуавтоматической сварке сварщик отвечает за положение сварочного пистолета, а также за направление и скорость движения. Короткое замыкание вызывает избыточный ток.
Короткое замыкание вызывает избыточный ток. Брызги могут оставлять нежелательные частицы металла на поверхности детали.
Брызги могут оставлять нежелательные частицы металла на поверхности детали.

