Как предотвратить проблемы при сварке алюминия?
Проблемы при сварке алюминия часто становятся больной темой для неопытных сварщиков. Чтобы в ваших алюминиевых сварных швах не появлялись дефекты, первым делом узнайте, как предотвратить их появление – и примите превентивные меры.
Быстрое и эффективное устранение проблем в ваших сварочных работах может сослужить вам хорошую службу в минимизации простоев и излишних затрат. Однако еще более полезно – узнать, как с самого начала предотвратить эти проблемы, независимо от того, какой материал вы используете при сварке.
Сварка алюминия предполагает решение специфических задач. Обладая низкой температурой плавления и высокой теплопроводностью, алюминий к тому же особо склонен к прожёгу на тонких участках металла, в то время как на толстых участках может наблюдаться непровар. Серьезной проблемой также являются дефекты сварки алюминия, такие как трещины, нагар и копоть, пористость в сварных швах.
Тем не менее, коррозионная стойкость алюминия, высокое отношение предела прочности к весу в сочетании с высокой электропроводностью делают его отличным материалом для многих областей применения – от аэрокосмической промышленности до теплообменников, изготовления прицепов и, в последнее время, автомобильных кузовных панелей и рам.
Во избежание негативных воздействий на производительность и качество сварки, важно понять причины дефектов сварки алюминия, принять меры для их предотвращения и найти способы быстрого устранения оплошностей, если таковые возникают. Вот ответы на некоторые распространенные вопросы, которые помогут вам разрешить проблемы при сварке алюминия, возникающие на производстве.
Проблемы при сварке алюминия — причина появления шовных трещин
Горячее растрескивание и растрескивание под действием напряжения может произойти при автоматической дуговой сварке в среде инертного газа плавящимся электродом (GMAW) и неплавящимся электродом (GTAW). При наличии любого вида трещин, даже маленьких, сварной шов не отвечает требованиям стандартов и, в конечном счете, может разрушиться. Горячее растрескивание – это преимущественно химическое явление, в то время как растрескивание под напряжением – следствие механических нагрузок.
Существует три основных фактора, повышающих вероятность образования горячих трещин при сварке алюминия. Первый фактор – чувствительность основного металла к растрескиванию. К примеру, некоторые сплавы, такие как серия 6000, более склонны к растрескиванию, чем другие. Второй фактор – это присадочный металл, который вы используете. Третьим фактором является конструкция сварного соединения – некоторые конструкции ограничивают добавление присадочного металла.
Первый фактор – чувствительность основного металла к растрескиванию. К примеру, некоторые сплавы, такие как серия 6000, более склонны к растрескиванию, чем другие. Второй фактор – это присадочный металл, который вы используете. Третьим фактором является конструкция сварного соединения – некоторые конструкции ограничивают добавление присадочного металла.
Растрескивание под действием напряжения может произойти, когда сварной шов на алюминии охлаждается, и во время затвердевания присутствует чрезмерное напряжение усадки. Это может быть связано с вогнутым профилем наплавленного валика, слишком медленной скоростью перемещения электрода, жёстким защемлением свариваемых элементов или оседанием металла в конце сварного шва (кратерная трещина).
Как предотвратить появление трещин?
Проблемы при сварке алюминия в виде горячего растрескивания в некоторых случаях можно легко решить. Для этого достаточно выбрать присадочный металл, химические свойства которого обуславливают более низкую чувствительность к растрескиванию при сварке. Каждый присадочный металл на основе алюминия имеет классификацию по стандарту AWS (Американское общество сварщиков), которая соответствует его регистрационному номеру Ассоциации производителей алюминия, а вместе они определяют химические свойства конкретного сплава.
Каждый присадочный металл на основе алюминия имеет классификацию по стандарту AWS (Американское общество сварщиков), которая соответствует его регистрационному номеру Ассоциации производителей алюминия, а вместе они определяют химические свойства конкретного сплава.
Всегда обращайтесь к проверенным руководствам по выбору присадочного материала, поскольку не все присадочные материалы на основе алюминия подходят для каждого основного металла из алюминиевого сплава. Некоторые руководства по присадочным материалам дают рекомендации, непосредственно касающиеся ряда сварочных характеристик, таких как склонность к растрескиванию, прочность, пластичность, коррозионная стойкость, высокотемпературная прочность, сочетание оттенков цветов после анодирования, термообработка шва после сварки и ударная вязкость. Если вас беспокоит возможность растрескивания, выберите присадочный материал с самым высоким рейтингом в категории растрескивания.
Помимо этого, используйте такую конструкцию сварного соединения, которая может предотвратить образование горячих трещин. Например, хорошо использовать сварное соединение со скошенными кромками, так как эта конструкция позволяет добавить больше присадочного металла, что приводит к большему разбавлению основного металла и, как следствие, уменьшает его склонность к растрескиванию.
Например, хорошо использовать сварное соединение со скошенными кромками, так как эта конструкция позволяет добавить больше присадочного металла, что приводит к большему разбавлению основного металла и, как следствие, уменьшает его склонность к растрескиванию.
Растрескивание под напряжением можно предотвратить использованием присадочного металла, содержащего кремний. Этот тип присадочного металла снижает усадочные напряжения, когда это возможно, особенно в трещиноопасных зонах, таких как начало и конец сварного шва (или кратеры). Также используйте функцию автоматического заполнения кратера или другие надежные методы заполнения кратера. Увеличение скорости движения электрода также уменьшает вероятность появления трещин в алюминии путем сужения зоны термического влияния (ЗТВ) и снижения количества расплавленного основного металла.
Еще один вариант борьбы с растрескиванием – предварительный подогрев. Он сводит к минимуму уровень остаточных напряжений в основном металле при сварке и после нее. Внимательный контроль количества подводимой теплоты имеет ключевое значение в этом деле. Для некоторых сплавов излишний подогрев может неприемлемо снизить предел прочности на растяжение основного металла.
Внимательный контроль количества подводимой теплоты имеет ключевое значение в этом деле. Для некоторых сплавов излишний подогрев может неприемлемо снизить предел прочности на растяжение основного металла.
Как лучше всего избежать прожёга и непровара
Использование импульсной GMAW-сварки – хорошая защита от прожёга алюминия толщиной 1/8 дюйма или тоньше. При этом способе сварки источники питания работают, переключаясь между высоким пиковым током и низким базовым током. В фазе пикового тока от алюминиевой проволоки отрывается капля и движется к сварному соединению, в то время как в фазе низкого базового тока дуга остается стабильной, и перенос металла отсутствует. Сочетание высокого пикового и низкого базового токов снижает подвод теплоты. Таким образом предотвращается прожёг, а образование брызг будет минимальным или нулевым.
Проблемы при сварке алюминия значительной толщины весьма часто возникают из-за слабой силы тока. Поэтому учитывайте такие моменты во время работы. Обязательно установите достаточно высокую силу тока, это поможет полноценно проварить соединение. Хороший практический метод – использовать 250А для сварки материала толщиной 1/4 дюйма и 350А для сварки материала толщиной 1/2 дюйма. В некоторых случаях есть смысл добавить гелий в защитную газовую смесь, чтобы обеспечить более горячую дугу с лучшим проваром шва на более толстых участках. Для процесса GMAW-сварки хорошо использовать смесь 75% гелия с 25% аргона. При GTAW-сварке толстых участков алюминия используйте смесь 25% гелия и 75% аргона, чтобы улучшить провар.
Обязательно установите достаточно высокую силу тока, это поможет полноценно проварить соединение. Хороший практический метод – использовать 250А для сварки материала толщиной 1/4 дюйма и 350А для сварки материала толщиной 1/2 дюйма. В некоторых случаях есть смысл добавить гелий в защитную газовую смесь, чтобы обеспечить более горячую дугу с лучшим проваром шва на более толстых участках. Для процесса GMAW-сварки хорошо использовать смесь 75% гелия с 25% аргона. При GTAW-сварке толстых участков алюминия используйте смесь 25% гелия и 75% аргона, чтобы улучшить провар.
Почему на сварном шве появились цвета побежалости?
Цвета побежалости и сажа появляются, если на основном металле и сварном шве скопились оксиды алюминия или магния. Это явление наиболее распространено при GMAW-сварке, поскольку при прохождении сварочной проволоки через дугу и плавлении некоторая её часть нагревается до температуры парообразования и конденсируется на более холодном основном металле, который недостаточно защищен средой инертного газа.
Выбор подходящего присадочного металла – к примеру, из алюминиевого сплава серии 4000, который практически не содержит магния (по сравнению с 5000 серией алюминиевой присадки, которая содержит около 5% магния) – снижает вероятность того, что материал проволоки испарится в дуге и конденсируется на сварном шве в виде сажи.
Уменьшение расстояния от контактного наконечника до свариваемого изделия (CTWD), правильный угол наклона сварочного пистолета и скорость истечения защитного газа также препятствуют появлению цветов побежалости. Используйте сварку углом назад, которая помогает совершать очищающие движения от дуги в передней части сварного шва с целью удаления сажи. Увеличение размера сопла пистолета для GMAW-сварки или горелки для GTAW-сварки способствует защите дуги от сквозняков, из-за которых в зону сварки может попасть кислород. Всегда держите сопло чистым от брызг, чтобы обеспечить постоянный поток газа для защиты сварочной ванны.
Как устранить пористость?
Пористость – это общая неоднородность, формирующаяся главным образом из-за того, что водород попадает в сварочную ванну во время плавления и остается внутри сварного шва после его затвердения. Вы можете сделать несколько вещей, чтобы её предотвратить. Во-первых, убедитесь, что основной металл и присадочный метал чистые и сухие. Перед сваркой протрите алюминий с помощью растворителя и чистой тряпки, чтобы удалить всю краску, масло, жир либо смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение щеткой из нержавеющей стали, предназначенной для этой работы. Если основной металл из алюминиевого сплава хранился в прохладном месте, позвольте ему прогреться при температуре цеха в течение 24 часов. Это предотвращает образование конденсата на алюминии.
Вы можете сделать несколько вещей, чтобы её предотвратить. Во-первых, убедитесь, что основной металл и присадочный метал чистые и сухие. Перед сваркой протрите алюминий с помощью растворителя и чистой тряпки, чтобы удалить всю краску, масло, жир либо смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение щеткой из нержавеющей стали, предназначенной для этой работы. Если основной металл из алюминиевого сплава хранился в прохладном месте, позвольте ему прогреться при температуре цеха в течение 24 часов. Это предотвращает образование конденсата на алюминии.
Хранение неупакованного присадочного металла в обогреваемом шкафу или помещении также снижает риск возникновения пористости. Это позволяет избежать условий точки росы и сводит к минимуму вероятность образования гидроксида на поверхности проволоки для GMAW-сварки или прутков для GTAW-сварки.
Заказывать присадочные металлы следует у проверенных производителей. Это связано с тем, что такие компании, как правило, тщательно очищают проволоку и прутки от вредных оксидов для GTAW-сварки, а также соблюдают все процедуры, необходимые для минимизации водородосодержащих осадочных соединений.
И, наконец, рассмотрите возможность приобретения защитного газа с низкой точкой росы. Такие действия помогут предотвратить пористость шва. Соблюдайте все рекомендованные сварочные процедуры, касающиеся расхода защитного газа и цикла продувки.
Как и для любого метода сварки любых материалов, необходимо выполнить ряд рекомендаций, чтобы получить хороший результат. Механические и химические свойства алюминия таковы, что его сварка может оказаться непростой задачей. Всегда используйте самые эффективные методы очистки и хранения материалов и присадки, тщательно выбирайте правильное оборудование. Ведь проблемы при сварке алюминия всегда легче упредить, чем решать их постфактум.
Трещины при сварке алюминия причины. Устраняем трещины в алюминии и чугуне при помощи сварки
ГлавнаяРазноеТрещины при сварке алюминия причины
Возникновения трещин
Склонность к трещинообразованию
Существенным затруднением при сварке алюминиевых сплавов является склонность их к образованию трещин. Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки.
Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки.
Трещины всех типов чрезвычайно опасны для конструкций, так как могут привести к внезапному и полному их разрушению.
Горячие трещины выявлять несколько проще, так как все сварные швы при изготовлении конструкций подвергают различным методам контроля. Холодные трещины особенно опасны тем, что возникают в конструкциях, эксплуатируемых или находящихся на хранении как бездефектные. Разрушения от холодных трещин наступают неожиданно. В некоторых случаях растрескивание протекает в коррозионной среде. Поэтому все алюминиевые сплавы, прежде чем использовать для изготовления конструкций, необходимо тщательно исследовать на склонность к образованию горячих и холодных трещин.
Склонность алюминиевых сплавов к образованию трещин увеличивается с увеличением количества в них легирующих элементов, с повышением их прочности. Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др.
Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др.
Трещины при сварке возникают при достижении предельной деформации в металле шва или в зоне взаимной кристаллизации. В результате неравномерного распределения температур при сварке также в отдельных зонах металла возникают растягивающие напряжения. При остывании шва растягивающие напряжения возникают в зоне, где при нагреве была максимальная температура. В высоколегированных сплавах по границам зерен образуются эвтектики, которые в момент кристаллизации зерен остаются жидкими, имеют низкую прочность и при приложении растягивающих напряжений легко разрушаются.
Возникновение трещин
Возможность возникновения трещин помимо химического состава сплава определяется также другими факторами, задающими величину и темп развития деформации в определенные промежутки времени. Величина и темп развития деформации металла на различных этапах нагрева и охлаждения зависят от режима сварки, условий охлаждения и жесткости закрепления.
Холодные трещины в алюминиевых сплавах могут быть не только металлургического происхождения, но и возникать от неправильного применения некоторых технологических операций. Например, проковка сварных швов может приводить к образованию трещин, иногда не выходящих на поверхность металла. Выявление таких дефектов затруднительно, поэтому в случае необходимости проведения подобных операций требуется тщательное предварительное исследование.
Чистый алюминий марок AB0000, АВ000, АВОО не склонен к образованию горячих трещин. Стойкость к образованию трещин снижается при увеличении содержания кремния, а также может снижаться или повышаться в зависимости от содержания железа. Алюминий других марок проявляет склонность к образованию трещин особенно при сварке листов и плит большой толщины. Подавление склонности к образованию горячих трещин в сплавах, содержащих до 0,35% Si, достигается таким содержанием железа, что выдерживается отношение Fe: Si>= 0,5. При более высоком содержании кремния соединение без трещин может быть получено при соотношении указанных элементов больше единицы.
Сплавы системы А1—Мп применяют только с содержанием 1,2—1,6% Мп (сплав АМц). Этот сплав относится к числу хорошо сваривающихся. Тонкие листы (до 3 мм) свариваются без трещин. При сварке листов большей толщины склонность к образованию горячих трещин зависит также от содержания железа и кремния. У сплавов типа АМц, содержащих более 0,2% Fe, при соотношении Fe: Si> 1 склонность к образованию трещин близка к нулю. При содержании более 0,2% Siдолжно сохраняться соотношение Fe: Si> 1.
Сплавы системы А1—Mgобладают меньшей склонностью к образованию горячих трещин, чем сплавы систем А1—Си и А1—Si. Наибольшая склонность к образованию трещин наблюдается при сварке тавровых проб сплава, содержащего 1—2% и 2,5 — 3,9% Mgпри испытаниях на образцах крестовой пробы [17, 121]. Для предотвращения образования трещин необходимо применять присадочный материал с большим содержанием магния.
К термически упрочняемым сплавам системы А1—Mg—Siотносятся применяемые в СССР сплавы АВ, АК6-1 и АКВ. Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава.
Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава.
Использование присадочных материалов
В сварных соединениях сплавов типа авиаль значительное уменьшение склонности к образованию горячих трещин может быть достигнуто при использовании присадочных материалов с содержанием 4,5—6,0% Si. При этом склонность к образованию трещин, определяемая по крестовой пробе, уменьшается с 60% до 0. Таким присадочным материалом может быть проволока СвАК5.
Применение присадочных проволок, содержащих несколько процентов магния, например, АМг6, также исключает образование трещин в шве, но одновременно с этим интенсивно развиваются околошовные трещины.
При сварке деталей из сплава типа АВ хорошие результаты получены при использовании присадочного материала, содержащего 0,9% Mg, 2,3—3,5% Si, а также 0,25% Ті, 0,4% Мп или 0,2% Сг. Испытаниями на крестовой пробе трещины не обнаружены. Швы, выполненные с помощью этой присадки, имеют один цвет с основным металлом после анодирования в отличие от швов, выполненных с присадкой СвАК5. Сплавы АК6 и АК8, содержащие 2,2 и 4,3% Cu, склонны к образованию горячих трещин при сварке крестовой пробы. Эта склонность уменьшается при введении в них 0,08—0,15% Ті.
К сплавам системы А1—Си относятся литейные АЛ7, АЛ 12 и деформируемый Д20. Сваривающийся сплав Д20 содержит 0,4— 0,8% Мп и 0,1—0,2% Ті. Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg.
Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg.
Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом.
Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов.
Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2.
Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl.
svarder.ru
Устраняем трещины в алюминии и чугуне при помощи сварки
Традиционная технология устранения разрушений в алюминиевых и чугунных деталях — сварка в среде защитного газа. Ее широкому использованию препятствуют несколько факторов. Во-первых, нужно дорогостоящее сварочное оборудование (качественное оборудование советуем посмотреть на сайте http://svarka-trading.com.ua/ http://svarka-trading.com.ua/elektovarochnoe-oborudovanie ), во-вторых, рабочий персонал должен иметь высокую квалификацию. Все это возможно только в крупных специализированных мастерских.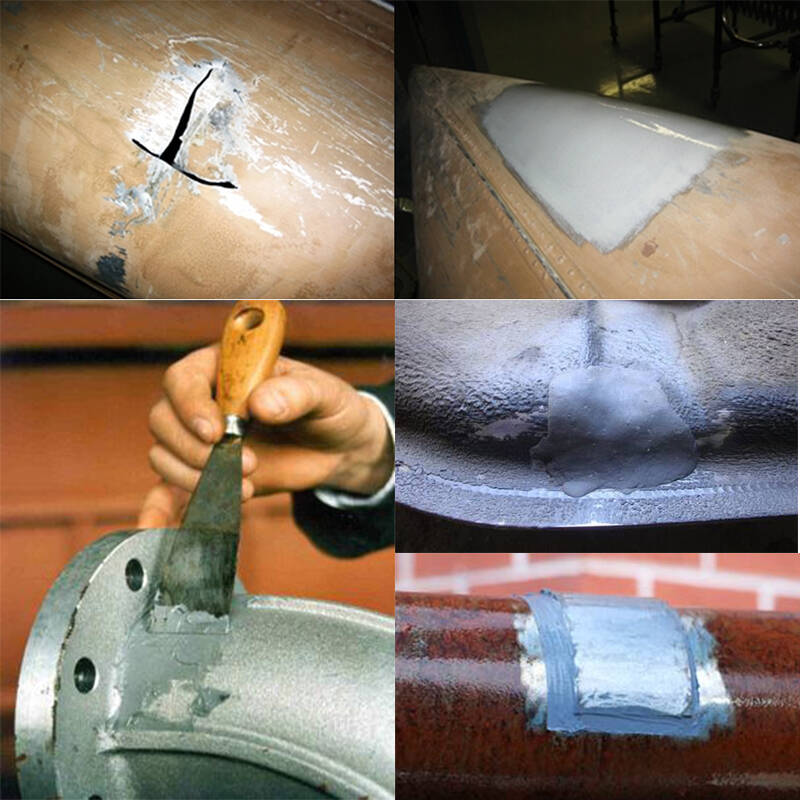 Кроме того, после сварки в околошовной зоне образуются остаточные напряжения, что может привести к повторному появлению микротрещин и тем самым ограничить ресурс отремонтированной детали.
Кроме того, после сварки в околошовной зоне образуются остаточные напряжения, что может привести к повторному появлению микротрещин и тем самым ограничить ресурс отремонтированной детали.
Теория старая, метод новый
Процесс “холодной сварки” с точки зрения теории представляет диффузию молекул поверхностей с последующим получением бесшовного их соединения. Для практического применения данного метода при ремонте литых деталей необходимо выполнить два условия. Во-первых, устранить окисную пленку с соединяемых деталей. Во-вторых, осуществить очень плотное прилегание поверхностей друг к другу. Полировка, тем более без использования сверхточных станков, не приемлема. Однако выход из этой ситуации есть.
Фирма SEAL-LOCK (USA) исследовала и разработала для этой цели сплавы, обладающие пластичностью и превосходящие по ряду прочностных характеристик металлы, из которых отливают детали корпуса двигателя. Сплавы SEAL-LOCK для ремонта чугунных и силуминовых деталей различны. Из них изготавливают специальные (крепежные) скобы и резьбовые заглушки. Первые внедряют поперек трещины для фиксации ее концов и предотвращения дальнейшего расхождения разлома. Вторые — вдоль трещины между крепежными деталями так, чтобы по длине сплав обеспечил “холодную сварку” соединяемых поверхностей.
Из них изготавливают специальные (крепежные) скобы и резьбовые заглушки. Первые внедряют поперек трещины для фиксации ее концов и предотвращения дальнейшего расхождения разлома. Вторые — вдоль трещины между крепежными деталями так, чтобы по длине сплав обеспечил “холодную сварку” соединяемых поверхностей.
Устраняя трещины внутри камеры сгорания, надо работать только с конусными специальными болтами SEAL-LOCK. Предварительно все элементы SEAL-LOCK обрабатывают специальным составом, уничтожающим окисную пленку. После установки и удаления выступающих частей элементов шов подвергают механической нагрузке (расклепыванию) с помощью специального пневмомолотка с соответствующими насадками. Поскольку используемые сплавы могут быть доведены в холодном состоянии до напряженности в 70 кг/мм 2 без возникновения эффекта усталости металла, обеспечивается высокая прочность шва. Внедренные в отливку детали SEAL-LOCK становятся фактически интегральной составляющей металла, через которую потоки рабочих нагрузок проходят не встречая локального сопротивления.
Насколько это надежно?
В течение ряда лет было создано множество методов восстановления расколотых или разбитых металлических литых деталей. Ремонтируют двигатели чаще всего посредством различных видов сварки или склеивания. Кажущаяся на первый взгляд наиболее надежной, любая сварка http://svarka-trading.com.ua/elektovarochnoe-oborudovanie/svarochnye-vypryamiteli , равно как и пайка твердыми припоями, таит в себе немало неприятных сюрпризов.
stroylegko.com
Поперечная трещина | Сварка и сварщик
Поперечная трещина (102; Eb) — трещина, ориентированная поперек оси сварного шва. Может располагаться в металле сварного шва (1021), в зоне термического влияния (1023), в основном металле (1024).
Недопустима, так как является очагом концентрации напряжений и развития разрушения
Внешние признаки
- поперечные горячие трещины (1021) имеют на изломе желтовато-оранжевый оттенок;
- холодные трещины (1023) — чистый, блестящий вид кристаллов;
- трещины в основном металле (1024) — цвет металла.


Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения
- горячие трещины образуются, когда сварочная ванна представляет собой кристаллы и расплав. Легкоплавкие соединения являются причиной возникновения горячих трещин;
- холодные трещины образуются в результате разрушения хрупких закалочных структур при возникновении значительных напряжений;
- трещины в основном металле образуются под действием термического цикла сварки.
Причины возникновения
- горячие трещины возникают в металле шва (1021) и на границе сплавления под действием растягивающих продольных напряжений, когда металл шва находится в твердо-жидком состоянии;
- поперечные холодные трещины (1023) возникают в твердом металле околошовной зоны, где образуются хрупкие закалочные структуры, разрушающиеся под действием сварочных напряжений;
- трещины в основном металле (1024) образуются в результате раскрытия дефектов, существующих при производстве металла.

Способы предупреждения
Перед сваркой:
- применять металлы с пониженным содержанием серы, фосфора, углерода;
- выбрать способ сварки и режимы, обеспечивающие минимальные продольные сварочные напряжения;
- применять сборочные приспособления, исключающие продольные деформации.
Во время сварки:
- вести сварку на минимальной погон ной энергии ниточными швами;
- применять способы и приемы, снижающие уровень продольных напряжений;
- формировать шов оптимальных размеров, препятствующих образованию поперечных трещин.
После сварки:
дать остыть металлу сварочных швов конструкции, не вынимая ее из сборочного приспособления.
Способ устранения
Место образования трещины необходимо удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
Стойкость металла к образованию горячих трещин зависит от величины и скорости нарастания действующих в период кристаллизации в металле шва растягивающих напряжений; химического состава металла шва и длительности его пребывания в состоянии пониженной пластичности; формы сварочной ванны; расположения межкристаллитных участков по отношению к растягивающим напряжениям, а также характера (темпа 1 и изменения упруго-пластической деформации.
Холодные трещины образуются в сварных соединениях при относительно невысоких температурах, когда металл шва и околошовной зоны приобретает высокие упругие свойства. Такие трещины зарождаются, как правило, через некоторое время после окончания сварки и затем медленно, на протяжении нескольких часов и даже суток распространяются подлинен глубине.
weldering.com
Раздельные трещины | Сварка и сварщик
Раздельные трещины (105; Е) — группа трещин, которые могут находиться в металле сварного шва (1051), в зоне термического влияния (1053), в основном металле (1054)
Недопустимы, так как при действии рабочих нагрузок являются очагом развития разрушения конструкции
Внешние признаки
- горячие трещины (1051) имеют на изломе желтовато-оранжевый оттенок;
- холодные трещины (1053) — чистый, блестящий вид кристаллов;
- трещины в основном металле (1054) — цвет металла.
Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения
- горячие трещины образуются в результате силового воздействия сварочных напряжений по границам кристаллов, омываемых легкоплавкими эвтектиками:
- холодные трещины образуются в результате разрыва хрупких кристаллов в зоне термического влияния под действием сварочных напряжений;
- трещины в основном металле образуются как дефекты изготовления металла.
Причины возникновения
- горячие трещины (1051) возникают в металле шва под действием растягивающих сварочных напряжений, когда металл шва находится в твердо-жидком состоянии;
- холодные трещины (1053) возникают в твердом металле околошовной зоны, где образуются хрупкие закалочные структуры, разрушающиеся под действием продольных и поперечных сварочных напряжений;
- трещины в основном металле (1054) образуются под действием термического цикла сварки.
Способы предупреждения
Перед сваркой:
- применять металлы и сварочные материалы с пониженным содержанием серы, фосфора, углерода;
- использовать технологические процессы сварки, обеспечивающие минимальный уровень сварочных напряжений;
- применять кондукторы и прижимные приспособления, снижающие уровень сварочных напряжений.
Во время сварки:
- применять способы и приемы, снижающие остаточные сварочные напряжения:
- формировать сварной шов оптимальных размеров;
- применять режимы сварки, обеспечивающие уменьшение размеров кристаллов и деформацию сварного соединения.
После сварки:
- дать остыть металлу сварных швов конструкции, не вынимая ее из сборочного приспособления.
Способ устранения
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
Горячие трещины возникают чаще всего при сварке высоколегированных сталей аустенитного класса, алюминиевых, алюминиево-магниевых, титановых и никелевых сплавов. Чтобы снизить вероятность образования таких трещин, следует сваривать (с низкими значениями погонной энергии) металлы, содержащие минимальное количество вредных примесей и имеющие мелкозернистую структуру.
Холодные трещины образуются, главным образом, при сварке среднелегированных сталей перлитного и мартенситного классов. Для предотвращения холодных трещин не следует, где это возможно, жестко закреплять свариваемые элементы, сохраняя их податливость при сварке.
Для предотвращения холодных трещин не следует, где это возможно, жестко закреплять свариваемые элементы, сохраняя их податливость при сварке.
Внутренние трещины в сварных соединениях лучше всего выявляются при ультразвуковом контроле.
weldering.com
Трещины повторного нагрева
Причины возникновения
Трещины отпуска относятся к дефектам, которые могут возникать и распространяться при термообработке деталей, имеющих сварные соединения. Такой термической обработкой обычно бывает отпуск для снижения уровня остаточных напряжений, т. е. отпуск в области температур ниже точки А1. Трещины этого типа были обнаружены при сварке не только низколегированных стилей, но и никелевых или аустенитных хромоникелевых. Их размеры и возникновение трудно определять, потому что дефектоскопический контроль сплошности сварных соединений осуществляется обычно до отпуска. Поэтому возможно, что многие сварные конструкции и узлы, главным образом выполненные из листовых сталей больших толщин, эксплуатируются с трещинами отпуска.
Выделяет три типа трещин, возникающих в процессе отпуска:
1) трещины, зарождающиеся в так называемой низкотемпературной зоне, т.е. при нагреве до температуры отпуска в диапазоне 200—300° С;2) трещины, которые возникают в зоне температур отпуска;3) подваликовые разрывы, которые появляются в виде микротрещин при наплавке низколегированных сталей аустенитным ленточным электродом.
Все три типа трещин снижают полезные свойства сварного соединения, причем дефекты первого типа имеют наибольшие размеры.Трещины, возникающие в низкотемпературной зоне, т. е. в первых стадиях отпуска, могут образовываться при слишком высокой скорости нагрева. При этом возникает большая разница между температурами поверхности сварного изделия и его центральной части, что является причиной образования термических напряжений. Если при сварке образуются неравновесные структуры или же пересыщенные растворы в большом объеме металла, термические напряжения могут взаимодействовать со структурными напряжениями. Распад этих структур (например, мартенсита или бейнита) происходит как раз в первых стадиях отпуска.
Распад этих структур (например, мартенсита или бейнита) происходит как раз в первых стадиях отпуска.
Возникающие термические напряжения оказывают более сильное влияние на ту часть зоны термического влияния, которая была уже частично ослаблена при сварке. Если в зоне сварного соединения образовались зародыши горячих трещин, т. е. произошло локальное разрушение границ первичных зерен или же понизилась их когезионная прочность, эти дефекты могут получить дальнейшее развитие при нагреве до температуры отпуска. То же самое можно сказать и о дефектах типа трещин, вызываемых водородом. Причем может случиться, что зародыши дефектов после сварки не обнаруживаются дефектоскопическим контролем, но их можно наблюдать только после отпуска. Чтобы исключить дефекты этого типа, прежде всего необходимо применить небольшую скорость нагрева, главным образом в первых стадиях, т. е. до температуры около 300° С. При сварке крупных изделий или изделий сложной формы эта скорость должна быть в пределах 15—30° С/ч.
Другим, решением проблемы предотвращения трещин отпуска, которое часто встречается, является применение последующего нагрева или контроля температуры промежуточных слоев. В этом случае сварное изделие по окончании сварки не остывает, а находится в условиях температуры промежуточных слоев 150—300° С, после чего разу следует отпуск. Наконец, следует отметить, что теоретически предотвратить появление трещин отпуска можно путем устранения зародышей локального металлургического разрушения или холодных трещин. Не следует также забывать, что локальные концентраторы напряжений оказывают в этом отношении неблагоприятное влияние. Поэтому важно уделять внимание поверхностной обработке сварных швов и различным геометрическим факторам (например, выбору радиусов закругления кромок) конструкции.
Высокотемпературный тип трещин отпуска намного сложнее. Трещины образуются в перегретой области зоны термического влияния, которая имеет крупнозернистую полиэдрическую структуру. В этой области структуру образует преимущественно смесь распадающихся игольчатых фаз бейнитного типа или мартенсита с определенным количеством остаточного аустенита. Большая часть карбидной фазы (в низколегированных хромомолибденованадиевых сталях) в стадии нагрева сварочного термического цикла переходит в твердый раствор. Как утверждается, имеют место и диффузионные процессы, т. е. происходит обогащение границ первичных зерен легирующими элементами. При нагреве до температуры отпуска, как и в первых стадиях выдержки при температуре отпуска, одновременно развиваются процессы выпадения из твердого раствора мелкодисперсных частиц. Осажденные частицы мелкодисперсных карбидов типа Мо2С, МХ, ε-М3С и т. д. -могут быть по отношению к окружающей матрице когерентными или полукогерентными.
Большая часть карбидной фазы (в низколегированных хромомолибденованадиевых сталях) в стадии нагрева сварочного термического цикла переходит в твердый раствор. Как утверждается, имеют место и диффузионные процессы, т. е. происходит обогащение границ первичных зерен легирующими элементами. При нагреве до температуры отпуска, как и в первых стадиях выдержки при температуре отпуска, одновременно развиваются процессы выпадения из твердого раствора мелкодисперсных частиц. Осажденные частицы мелкодисперсных карбидов типа Мо2С, МХ, ε-М3С и т. д. -могут быть по отношению к окружающей матрице когерентными или полукогерентными.
Выделяющиеся таким образом частицы заметно упрочняют тело первичных зерен. В итоге частицы высокой степени дисперсности обеспечивают дисперсионное упрочнение. Следовательно, релаксация остаточных напряжений при отпуске должна протекать по механизму ползучести на границах зерен. Модель релаксации предусматривает взаимное перемещение отдельных первичных зерен. Это требует достаточного удлинения металла в процессе ползучести зоны. Однако если величина удлинения ползучести будет исчерпана, образуются полости, межкристаллитные микротрещины и трещины. При взаимном перемещении и объединении полостей возникает межкристаллитное разрушение.
Однако если величина удлинения ползучести будет исчерпана, образуются полости, межкристаллитные микротрещины и трещины. При взаимном перемещении и объединении полостей возникает межкристаллитное разрушение.
На поверхности изделия трещины, возникшие при термической обработке, трудно отличить от трещин, образовавшихся при сварке. При металлографическом анализе трещины, образовавшиеся при термической обработке, отличаются от кристаллизационных (ликвационных) и холодных трещин при сварке по морфологическим признакам. Кристаллизационные трещины в металле шва расположены по границам дендритов, ячеек или блоков ячеек, а ликвационные — в околошовной зоне на границах подплавленных зерен в участке, непосредственно примыкающем к границе сплавления. Они имеют зазубренные края и переменное раскрытие, которое обусловлено местными изменениями объема ликватов. Эти трещины безошибочно определяются при наличии характерных «розеткообразных» признаков, а также при появлении их по декорированной сегрегатами и вторичными фазами сетке первичных границ, которая смещена относительно новых границ зерен. Холодные трещины при сварке развиваются полностью по границам зерен лишь в очаге разрушения, протяженность которого не превышает одного или нескольких диаметров зерен. При дальнейшем развитии холодные трещины обычно имеют смешанный характер, т. е. проходят как по границам, так и по телу зерна.
Холодные трещины при сварке развиваются полностью по границам зерен лишь в очаге разрушения, протяженность которого не превышает одного или нескольких диаметров зерен. При дальнейшем развитии холодные трещины обычно имеют смешанный характер, т. е. проходят как по границам, так и по телу зерна.
Трещины, возникающие при термической обработке, всегда следуют строго по границам первичных аустенитных зерен. Трещины имеют гладкие края, раскрываются постепенно с геометрической правильностью. На начальных стадиях их образования видны характерные для разрушения в условиях ползучести трещины в стыках трех зерен и микропоры по границам зерен. На участках, где границы аустенитных зерен (вторичные границы) совпадают с границами структуры затвердевания (первичные границы), ТТО могут развиваться от кристаллизационных трещин. ТТО могут также обнаруживаться на участках околошовной зоны, которые при сварке нагревались до более низких температур, чем участки, на которых возникают ликвационные трещины. Иногда между этими трещинами имеется полоса чистого металла.
Иногда между этими трещинами имеется полоса чистого металла.
Характер трещин связан с обратимой или необратимой отпускной хрупкостью стали. Это значит, что причиной снижения удлинения при ползучести может быть также увеличение энергии границ первичного зерна поверхностно-активными элементами. В некоторый работах подчеркивается влияние способа раскисления и содержания микролегирующих элементов. Результаты исследований в этом направлении, однако, очень сложные и противоречивые. Так, например, незначительное увеличение содержания меди и сурьмы оказалось неблагоприятным, а олова — скорее благоприятным и т. д. Причем интересно, что раскисление алюминием при его повышенном содержании до 0,035% оказывает неблагоприятное влияние, в то время как раскисление титаном — благоприятное. Увеличение содержания Р + Сu + Sn + Pb + Аs от 0,5 до 1,3%, а также размера зерна увеличивает склонность материала к образованию трещин отпуска. Мнение исследователей о влиянии ванадия и хрома определенное, оба эти легирующие элементы, находящиеся в низколегированных сталях в количествах до 2%, оказывают явно неблагоприятное влияние. О влиянии никеля и молибдена единого мнения нет, хотя в основном оно оценивается как положительное.
О влиянии никеля и молибдена единого мнения нет, хотя в основном оно оценивается как положительное.
Современные представления о механизме отпускной хрупкости связывают с процессами зернограничной сегрегации вредных примесей (P, Sn, Sb, As) и, как следствие, со снижением когезионной прочности границ зерен, сменой внутризеренного механизма разрушения межзеренным. Причем степень отрицательного влияния на сопротивление металла отпускной хрупкости вредных примесных элементов в ОШЗ выше, чем в основном металле, из-за укрупнения зерна аустенита и резкого уменьшения вследствие этого удельной поверхности границ зерен.
Отрицательное влияние примесных элементов усиливается с увеличением в составе марганца и кремния. Условие обеспечения сопротивления металла отпускной хрупкости учитывается фактором Ватанабе:
I = (Mn+Si)(P+Sn)·104 ≤ 200 % (1)
Фактор Брускато предложен для оценки сопрпотивления отпускной хрупкости металла шва:
X = (10P+5Sb+4Sn+As)·100 ≤ 25 (2)
Накамура, а позднее Ито на основании результатов испытаний для низколегированной стали с максимальным содержанием хрома до 1,5% вывели уравнения для оценки влияния химического состава стали на склонность к образованию трещин отпуска. Параметр оценки склонности к трещинам ΔG по Накамуре имеет вид
Параметр оценки склонности к трещинам ΔG по Накамуре имеет вид
ΔG = Cr+3,3Mo+8,1V+10C-2 (3)
Ито включил в свое уравнение для PSR и влияние микролегирующих элементов
PSR = Cr+Cu+2Mo+10V+7Nb-5Ti-2 (4)
Если ΔG и PSR — положительные, сталь склонна к образованию трещин отпуска.
Кроме химического состава на возникновение трещин отпуска оказывает влияние и технология сварки. Уйе и др. в своих работах выразили это влияние через время охлаждения Δt (800— 500°С). Чем больше Δt, тем чувствительнее сталь к образованию трещин отпуска (рис. 1).
Рис. 1. Зависимость между временем охлаждения А/ и склонностью к образованию трещин отпуска.
Трещины отпуска третьего типа, т. е. так называемые подваликовые, возникают при наплавке низколегированных сталей ленточным электродом под флюсом. Они представляют собой межкристаллитное разрушение в зоне перегрева, которая подвергается повторному тепловому влиянию наплавки последующего слоя (рис. 2). Появление подваликовых трещин можно предотвратить нормализацией зоны перегрева, например, с помощью двухслойной наплавки. В этом случае первый слой наплавляют при пониженной потребляемой тепловой мощности, а второй, наоборот, при повышенной, чтобы зона, подвергнутая нормализации, была как можно шире. Перегретую зону можно нормализовать и индукционным поверхностным нагревом. Другой способ решения проблемы заключается в применении первого ферритного слоя вместо аустенитного.
В этом случае первый слой наплавляют при пониженной потребляемой тепловой мощности, а второй, наоборот, при повышенной, чтобы зона, подвергнутая нормализации, была как можно шире. Перегретую зону можно нормализовать и индукционным поверхностным нагревом. Другой способ решения проблемы заключается в применении первого ферритного слоя вместо аустенитного.
Рис. 2. Схема расположения области появления поднаплавочных трещин.
Методы испытаний
Кольцевая проба BWRA. Схема испытания показана на рис. 3. На пластине размером 127×127×76 мм делают паз, в который вставляют трубку из такой же или подобной стали. В процессе сварки образовавшуюся разделку заполняют наплавленным металлом (1—7). После сварки пробу подвергают отпуску при температуре 600—690° С, при этом применяют две скорости нагрева до температуры отпуска 30 и 300° С/ч. После отпуска образец разрезают и его сплошность оценивают металлографически. Испытание пригодно для хромомолибденовых и хромомолибденованадиевых сталей.
Рис. 3 Схема испытания по методу BWRA.
Танака применял для испытаний образец, показанный на рис. 4, а; на пластине выполняют однослойный направленный валик при погонной энергии 17 кДж/см. Затем из пластины изготовляют испытательный образец, в переходной зоне которого дополнительно делают с двух сторон U-образные надрезы с коэффициентом концентрации напряжений 2,7 и 2,17, как показано на рисунке. Наконец, опытные образцы приваривают угловыми швами к жесткой раме (рис. 4, б), в которой их отпускают (например, в течение 3 ч при температуре 580° С для стали НТ80). При отпуске трещины зарождаются в зоне термического влияния со стороны надреза.
Рис. 4. Схема пробы по методу Танаки с закреплением образцов в приспособлении:а — образец; б — приспособление для закрепления образцов; 1- наплавка; 2-надрез.
Накамура и другие японские исследователи применяют Н-образную пробу по методу окна (рис. 5). На испытываемой стальной пластине размером 300×180×35 мм фрезеруют два продольных паза, между которыми наплавляют валики. Двусторонние испытуемые швы выполняют в разделку. После этого опытную пластину отпускают при температуре 500—700° С. Если наплавленные валики перед испытанием обрабатывают, то проба перестает быть чувствительной к трещинам отпуска.
Двусторонние испытуемые швы выполняют в разделку. После этого опытную пластину отпускают при температуре 500—700° С. Если наплавленные валики перед испытанием обрабатывают, то проба перестает быть чувствительной к трещинам отпуска.
Рис. 5. Схема испытания по методу Н-образного окна.
Для испытания чувствительности сварного соединения к образованию трещин отпуска можно применять также пробы «Тэккен», Лихайского университета или СТS, которые после сварки подвергают отпуску по разным режимам. Степень жесткости пробы частично сохраняется и при температурах отпуска.
Проведение большого количества испытаний металла с низкой скоростью нагружения позволили сделать выводы:
1. сталь нечувствительна к образованию трещин отпуска, если величина относительного сужения металла имитированной ОШЗ (с наименьшей температурой цикла 1200 °С) выше 20 %;2. сталь чувствительна к образованию трещин отпуска при ψ < 10 %;3. сталь особо чувствительна к образованию трещин отпуска при ψ < 5 %.
Также по теме:
Применение полимеров. Применение и сварка полимеров и пластмасс.
Сварка пластмасс. Сварка полимерных конструкций.
svarder.ru
Образование трещин при сварке – Осварке.Нет
16 сентября 2017 Категории: Физические процессы
Примеси и загрязнение, которые находятся в сварочной ванне, имеют более низкую температуру затвердевания чем металл. Их расположение на краях зерен ослабляет прочность соединений. Форма шва влияет на расположение неметаллических соединений. В глубоких и узких швах они остаются между зернами, а в широких — вытесняются на поверхность.При образовании между дендритами легкоплавких загрязнений (сульфидов железа FeS) в шве могут возникнуть горячие трещины. В большинстве случаев они возникают при усадке металла в процессе кристаллизации. Образованию горячих трещин (красноломкость) способствует повышенное содержание в шве серы, углерода, кремния и никеля.
Рис. 1. Трещина в шве
Чтобы сократить склонность металла к образованию горячих трещин выполняют такие мероприятия:
- используют сварочные металлы с минимальным содержанием серы и углерода;
- в металл шва вводят марганец, который выводит серу в шлак;
- вводят модифицированные элементы (титан, алюминий), благодаря которым создаются мелкозернистые структуры;
- выполняют предварительный и сопроводительный подогрев изделия для уменьшения растягивающих напряжений.

Холодные трещины образуются в результате возникновения в металле шва значительных внутренних напряжений при температуре ниже 300℃. Такие трещины называют внутрекристаллическими, так как они распространяются по краям зерен или пересекают их. На склонность металла к образованию холодных трещин влияют водород, фосфор, быстрое охлаждение, повышенное содержание углерода и легированных элементов.Причиной возникновения холодных трещин может быть водород, который объединяясь в молекулы, создает большое давление в средине зерен.Склонность металла к образованию холодных трещин (хладноломкость) можно уменьшить, применяя такие действия:
- используют сварочные материалы с минимальным содержанием фосфора;
- просушивают электроды, флюсы и защитные газы;
- выполняют горячую проковку швов после сварки для уменьшения внутренних напряжений;
- используют предварительный и сопроводительный подогрев изделий.
Смотрите также
osvarke. net
net
Методы предупреждения дефектов при сварке чугуна
Технологические методы предупреждения дефектов
Основные показатели качества сварного соединения чугуна — это структура, механические свойства и сплошность. В качестве критерия оценки структуры принимают количество твердых структурных составляющих. Наличие значительного количества карбидов в сварном соединении — показатель неудовлетворительного качества сварки. Равнопрочность сварного соединения чугуна является важным критерием качества В равной степени оцениваются механические свойства как металла шва, так и ЗТВ. При наличии трещин в сварном соединении его качество считается неудовлетворительным. Поры в шве и зоне сплавления могут ослабить соединение и сделать его непригодным для эксплуатации под давлением.
Перечисленные показатели качества сварного соединения определяются свариваемостью чугуна, особенностями сварочного материала, режимами и техникой сварки. При благоприятных сочетаниях этих факторов удается обеспечить сварное соединение требуемых качеств.
Основные дефекты и методы их предупреждения. Образование холодных трещин при сварке чугуна однотипным металлом в случае несоблюдения технологий образований, как правило, начинается со шва или наплавки, а завершается на основном металле. При сварке чугуна разнородным материалом они образуются обычно в детали, рядом со швом и располагаются либо поперек, либо вдоль швов. Часто можно наблюдать отрывы стальной наплавки по большей части поверхности сплавления с чугуном.
При сварке чугуна электродными материалами на основе никеля в швах могут образоваться горячие трещины. К другим дефектам, которые можно обнаружить в соединениях чугуна, относятся поры, несплавления, спель.
В некоторых отливках повышение твердости металла шва и ЗТВ по сравнению с основным металлом считается дефектом, так как затрудняет обрабатываем ость поверхностей или не позволяет их эксплуатировать в дальнейшем, например, для скольжения по плоскости сопряженных деталей (направляющие).
Оценка качества соединения и допустимость обнаруженного дефекта определяются в каждом конкретном случае в зависимости от назначения детали и предъявляемых к ней требований.
Холодные трещины — наиболее распространенный дефект. Одна из причин большой склонности соединений серого чугуна к образованию холодных трещин — наличие пластинчатого графита в металлической матрице, который играет роль надреза. Под действием растягивающих напряжений у краев графитных пластинчатых включений создается перенапряжение, которое и может вызвать разрушение. У серого чугуна практически отсутствует запас пластичности, поэтому разрушение происходит хрупко, путем отрыва и в основном по графитным включениям. Присутствие в чугуне цементита, ледебурита и мартенсита повышает хрупкость и способствует образованию трещин.
Стойкость наплавленного чугуна против образования холодных трещин зависит от степени графитизации в процессе его кристаллизации. С увеличением количества свободного углерода (графита) уменьшаются свободная линейная усадка наплавленного металла и сварочные напряжения, улучшается структура матрицы и повышается пластичность чугуна в целом. Росту степени графитизации способствует увеличение содержания углерода и предварительный подогрев свариваемого изделия. Положительная роль повышения исходной температуры чугунных деталей проявляется в большей степени, если проводят не местный, а общий подогрев, так как в первом случае достигается лишь снижение скорости охлаждения наплавки, а во втором — обеспечивается также значительное снижение сварочных напряжений из-за сокращения линейных размеров свариваемого изделия.
Положительная роль повышения исходной температуры чугунных деталей проявляется в большей степени, если проводят не местный, а общий подогрев, так как в первом случае достигается лишь снижение скорости охлаждения наплавки, а во втором — обеспечивается также значительное снижение сварочных напряжений из-за сокращения линейных размеров свариваемого изделия.
При усадке в металле шва возникают растягивавшие напряжения, причем тем больше, чем протяженнее швы. Под действием этих напряжений могут образоваться поперечные трещины в металле шва. Их предотврашают, подбирая соответствующий состав металла шва и применяя технику сварки, снижаюшую напряженное состояние.
Если металл шва — чугун, то необходимо обеспечить высокий предварительный подогрев и последующее медленное охлаждение соединения. Однако в этом случае часто нет гарантии, что трещина не образуется, если не выполнить отжиг для снятия внутренних напряжении.
При сварке чугуна стальными электродами образования трещин в валиках и однопроходных швах избежать невозможно. Меньше трещин получается при механизированной сварке стальной проволокой малого диаметра в защитном газе на низком режиме. Сварку выполняют небольшими участками, первый валик сразу перекрывают вторым для замедления охлаждения и отпуска закалочных структурных составляющих.
Меньше трещин получается при механизированной сварке стальной проволокой малого диаметра в защитном газе на низком режиме. Сварку выполняют небольшими участками, первый валик сразу перекрывают вторым для замедления охлаждения и отпуска закалочных структурных составляющих.
В швах на основе никеля или меди поперечные трещины встречаются редко, так как сварку проводят короткими участками с,проковкой для уменьшения напряжений. Поперечные трещины в основном металле встречаются чаще всего при сварке тонкостенных чугунных отливок толщиной δ = 5…10 мм. Прилегающая к шву достаточно широкая зона основного металла нагревается до температуры выше 550…600°С и под влиянием сжимающих напряжений претерпевает пластическую деформацию. После выравнивания температуры шва и околошовной зоны при дальнейшем охлаждении соединения в этих зонах основного металла напряжения меняют знак и могут привести к разрушению. Опасность образования поперечных трещин в основном металле тем больше, чем тоньше чугун, чем больше в нем фосфидной эвтектики и грубого пластинчатого либо междендритного графита. С уменьшением толщины свариваемой детали ухудшается теплоотвод, зона высоких температур становится шире, общее напряженное состояние усложняется. Кроме того, с уменьшением толщины чугуна может сильнее проявиться наличие в опасной зоне дефектов основного металла: внутренних скрытых пор, крупных неметаллических включений, скоплений фосфидной эвтектики и др.
С уменьшением толщины свариваемой детали ухудшается теплоотвод, зона высоких температур становится шире, общее напряженное состояние усложняется. Кроме того, с уменьшением толщины чугуна может сильнее проявиться наличие в опасной зоне дефектов основного металла: внутренних скрытых пор, крупных неметаллических включений, скоплений фосфидной эвтектики и др.
Снижения сварочных напряжений можно достигнуть двумя путями:
1) уменьшать тепловложение в основной металл с тем, чтобы не допускать высокой концентрации тепловой энергии в районе шва на длительное время. Очевидно, такую меру предосторожности необходимо выполнять тем тщательнее, чем тоньше свариваемый чугун;
2) снижать темп и величину сокращения линейных размеров шва, поэтому на практике стремятся к повышению пластичности шва, а также выполняют проковку наплавленного металла в процессе охлаждения.
Продольные трещины в околошовной зоне при внешнем осмотре часто не обнаруживаются, но выявляются при испытании сварных соединений на герметичность. Они образуются только при сварке чугуна без предварительного подогрева.
Они образуются только при сварке чугуна без предварительного подогрева.
Различают отколы — трещины, проходящие по ЗТВ, и отрывы, возникающие в результате отслоения шва от основного металла. Зона оплавления при сварке чугуна благодаря графитным включениям представляет собой извилистую границу с глубокими впадинами и выступами. Поэтому продольные трещины, образующиеся в районе границы основного и наплавленного металлов, пересекают не только различные участки ЗТВ, но и участки шва, вклинившиеся в основной металл. Такие трещины относят к отколам, их образованию способствует наличие хрупких составляющих в структуре металла околошовной зоны.
Отрыв шва при сварке чугуна возникает, если основной элемент состава шва не образует с железом твердых растворов в широком диапазоне концентраций (например, медь) или дает интерметаллидные прослойки по границе (как алюминий). Вероятность образования отрывов увеличивается при сварке ферритных чугунов с грубыми включениями пластинчатого графита, которые препятствуют смачиванию сварочной ванной оплавленной поверхности основного металла. Образованию отрывов способствует дефект в виде цепочки мелких пор по границе сплавления, что часто наблюдается при сварке чугуна высоконикелевыми сплавами.
Образованию отрывов способствует дефект в виде цепочки мелких пор по границе сплавления, что часто наблюдается при сварке чугуна высоконикелевыми сплавами.
Выполнение сварки с предварительным местным подогревом до температуры 150…250°С, проковка участков шва, использование в качестве основного металла чугуна с мелким завихренным или компактным графитом, неокисленного и непропитанного маслами в процессе эксплуатации, способствуют исключению продольных трещин в околошовной зоне.
Горячие трещины. Если в процессе кристаллизации и последующего охлаждения металла в области высоких температур создаются условия, при которых возникающие деформации укорочения металла не обеспечиваются его деформационной способностью, то может происходить нарушение сплошности – образование горячих трещин, образованию которых способсгвует наличие легкоплавких эвтектик, остающихся жидкими между затвердевшими кристаллами.
Углерод и сера уменьшают стойкость швов против горячих трещин особенно при сварке чугуна высоконикелевыми сплавами. Углерод создает несплошности, которые ослабляют формирующийся шов. Это проявляется сильнее, если включения графита имеют пластинчатую форму. При сварке чугуна никелем важно добиться, чтобы в структуре шва включения графита имели компактные формы, лучше всего шаровидную или точечную.
Углерод создает несплошности, которые ослабляют формирующийся шов. Это проявляется сильнее, если включения графита имеют пластинчатую форму. При сварке чугуна никелем важно добиться, чтобы в структуре шва включения графита имели компактные формы, лучше всего шаровидную или точечную.
Сера не растворяется в никеле, но может образовывать с ним соединения, например, сульфид никеля Ni3S2 который дает с никелем хрупкую эвтектику с температурой плавления 644°С. При содержании серы в никеле более 0,01 % в швах, как правило, появляются трещины. Снижение содержания серы в наплавленном металле и связывание ее в тугоплавкие соединения — важная задача при разработке сварочных материалов для чугуна.
Предварительный подогрев изделия до 150…250°С благоприятно сказывается на стойкости швов против горячих трещин, поскольку снижается темп нарастания деформации при кристаллизации шва Проковка как технологический прием здесь неэффективна, так как трещины образуются гораздо раньше, чем может быть осуществлено деформирование металла шва.
Чем позже начинает деформироваться металл в ЗТВ при остывании сварного соединения, тем меньше вероятность образования очагов разрушения и развития трещины. Снижение температуры плавления металла шва – эффективная мера уменьшения температуры начала деформаций. В этом отношении очевидно преимущество аустенитного металла шва по сравнению с ферритным даже с учетом того, что усадка аустенита больше, чем феррита.
Поры — серьезный дефект сварных соединений чугуна, особенно для деталей, работающих под давлением. Отдельные поры в чугуне, наплавленном при заварке крупных дефектов, не представляют опасности. Однако при значительной пораженности металла шва сварное соединение не может быть признано удовлетворительным. Поры представляют собой не успевшие выделиться до затвердевания металла пузырьки водорода, азота, водяного пара, оксида углерода. В наибольшей степени образованию пор в наплавленном чугуне способствуют азот и водород вследствие скачкообразного изменения их растворимости в период кристаллизации сварочной ванны.
Уменьшение пористости наплавленного чугуна достигают тщательной очисткой основного металла от ржавчины и органических загрязнений, связыванием водорода в соединения (HF, OH), нерастворимые в жидком металле. Благодаря способности азота образовывать стойкие нитриды титана, алюминия, циркония, исключают его вредное влияние путем легирования сварочной ванны этими элементами. Чтобы предотвратить образование газовых пузырьков водяного пара и оксида углерода, сварочную ванну жидкого чугуна раскисляют титаном, алюминием, кремнием. Вероятность образования пор снижается с уменьшением скорости кристаллизации жидкого чугуна. Поэтому при больших объемах ванны, характерных для сварки с предварительным подогревом, дегазация успевает пройти, и поры не образуются.
При сварке чугуна сплавами на основе никеля и меди главным возбудителем пор считают водород. Образованию пор также способствуют оксиды углерода, которые в обильном количестве образуются при сварке чугуна. Для уменьшения пористости электроды на основе никеля и меди изготавливают с основным фтористо-кальциевым покрытием. Чтобы снизить количество растворенного водорода в ванне, сварку выполняют на низком режиме короткой дугой. На плотность швов значительно влияют геометрия разделки, форма сварочной ванны и ее способность к дегазации при затвердевании. При сварке штучными электродами разделка должна быть неглубокой, без острых переходов, с возможно большим отношением ширины к глубине.
Чтобы снизить количество растворенного водорода в ванне, сварку выполняют на низком режиме короткой дугой. На плотность швов значительно влияют геометрия разделки, форма сварочной ванны и ее способность к дегазации при затвердевании. При сварке штучными электродами разделка должна быть неглубокой, без острых переходов, с возможно большим отношением ширины к глубине.
При загрязнении основного металла органическими маслами трудно избежать пор в швах на основе цветных металлов. Такое явление чаще всего наблюдается при ремонте базисных деталей двигателей, корпусов редукторов, деталей станков, других изделий. Поэтому перед сваркой поверхности тщательно очищают горячим щелочным раствором. Особенно опасны скопления пор в виде цепочек по границе сплавления, если требуется герметичность соединения, так как это способствует образованию отрывов. Даже если трещина и не возникла, соединение может быть забраковано из-за потери герметичности. Предварительный подогрев детали замедляет скорость кристаллизации сварочной ванны и способствует более полному удалению газов.
oitsp.ru
Частые ошибки при сварке алюминия
Предпосылки
В большинстве случаев проектировщики металлоконструкций начинают осваивать свое ремесло со стали. Однако при работе с алюминием не стоит полагаться на предыдущий опыт работы со сталью или любыми другими материалами. В этом случае при выборе сплава, типа соединения и процесса сварки следует учитывать характеристики основного металла. Хотя алюминий следует тем же законам механики, что и любые другие металлы, его сварка требует совершенно иного подхода. Несмотря на это, проектирование и сварка алюминиевых конструкций вовсе не обязательно сложнее, чем стальных — просто они другие.
Несмотря на это, проектирование и сварка алюминиевых конструкций вовсе не обязательно сложнее, чем стальных — просто они другие.
Не выбирайте сплавы с самыми высокими механическими характеристиками
Алюминий в качестве конструкционного материала выбирают в тех случаях, когда остро стоит вопрос снижения веса. Поэтому очень часто конструктор выбирает сплавы с самыми высокими механическими характеристиками. Но нескольким причинам это решение неоправданно. Во-первых, часто главным ограничивающим фактором оказывается не прочность, а прогибание. В таких случаях расчеты должны основываться на модуле упругости, а не прочности на растяжение. Модуль большинства алюминиевых сплавов, будь то с высокими или низкими механическими характеристиками, примерно одинаков (и составляет одну треть от эластичности стали), поэтому использование высокопрочных сплавов себя отнюдь не оправдывает. Вторая, и еще более важная причина — многие из высокопрочных алюминиевых сплавов не поддаются сварке традиционными методами.
Когда говорится о том, что тот или иной сплав алюминия «поддается» или «не поддается» сварке, обычно имеется в виду возможность проводить сварку без образования горячих трещин. Сплавы, которые очень склонны к образованию горячих трещин, считаются не подходящими для использования в качестве конструкционных (несущих) металлов, и обычно относятся к категории непригодных к сварке. Образование горячих трещин в алюминии в основном зависит от состава основного и наплавленного металла. Как видно из Рисунка 1, при использовании различных сплавов наблюдается значительное изменение склонности к образованию горячих трещин. Поэтому состав поддающихся сварке сплавов должен оказаться намного больше или намного меньше пикового значения графика склонности к растрескиванию. Иногда, например, в случае сплава 6061, который очень склоннен к растрескиванию при сварке без присадочного материала, этот риск можно сократить до приемлемого уровня за счет добавления кремния или магния. Это позволит изменить свойства металла так, чтобы он не достиг критического уровня чувствительности к растрескиванию. В других случаях, например, сплава 7075, невозможно добиться такого состава присадочного материала, который позволил бы предотвратить образование трещин. Такие сплавы считаются непригодными для сварки.
Это позволит изменить свойства металла так, чтобы он не достиг критического уровня чувствительности к растрескиванию. В других случаях, например, сплава 7075, невозможно добиться такого состава присадочного материала, который позволил бы предотвратить образование трещин. Такие сплавы считаются непригодными для сварки.
Рисунок 1:
Сплавы алюминия делятся на две группы: пригодные для тепловой обработки и не пригодные. Также они классифицируются по относительной пригодности для сварки.
Сплавы, которые не поддаются тепловой обработке, включают серии 1XXX, 3XXX, 4XXX и 5XXX. В их случае тепловая обработка не позволяет повысить механические характеристики. Этого можно добиться только холодной обработкой (которая также называется механическим упрочнением). Сплавы 1XXX, например, 1100, 1188 и 1350 по сути представляют собой чистый алюминий (99+%). Они относительно мягкие и непрочные, имеют высокую коррозионную устойчивость и обычно используются в тех случаях, когда требуется высокая электропроводимость, например, для изготовления шинопроводов или электрических проводников. Также они хорошо подходят для некоторых задач с потребностью в высокой коррозионной устойчивости. Все эти сплавы легко поддаются сварке.
Также они хорошо подходят для некоторых задач с потребностью в высокой коррозионной устойчивости. Все эти сплавы легко поддаются сварке.
Сплавы серии 3XXX имеют определенное содержание марганца (Mn), который позволяет сделать их более прочными и увеличить эффективность холодной обработки. Они обладают умеренной прочностью, высокой коррозионной устойчивостью и при этом легко поддаются сварке. Они используются для изготовления систем кондиционирования воздуха и рефрижераторов, ненесущих элементов конструкций и других задач.
Серия 4XXX содержит кремний (Si), который служит для снижения температуры плавления и улучшения жидкотекучести в расплавленном состоянии. Эти сплавы используются в качестве присадочных материалов для сварки и пайки, а также для литья в песчаные и металлические формы. Это самые устойчивые к образованию трещин алюминиевые сплавы.
Серия 5XXX содержат магний (Mg), который позволяет повысить их прочность и способность к механическому упрочнению. Как правило, они обладают очень высокой коррозионной устойчивостью и самой высокой прочностью из всех сплавов, непригодных к тепловой обработке. Чем больше содержание магния, тем выше механические характеристики. Такие сплавы широко доступны в виде листового металла, пластин и полос, и являются самыми распространенными алюминиевыми конструкционными сплавами. Как правило, они не поставляются в виде тянутого профиля ввиду дороговизны этого процесса. В большинстве случаев они легко поддаются сварке, с присадочным материалом или без. Однако сплавы Al-Mg склонны к образованию трещин при доле содержания магния 2,5%, поэтому при сварке таких сплавов, как 5052, нужно проявлять определенную осторожность. В частности, эти сплавы не подходят для автогенной сварки (т. е. без использования присадочных материалов). Для снижения риска образования трещин следует использовать сплавы с высоким содержанием Mg, например, 5356.
Чем больше содержание магния, тем выше механические характеристики. Такие сплавы широко доступны в виде листового металла, пластин и полос, и являются самыми распространенными алюминиевыми конструкционными сплавами. Как правило, они не поставляются в виде тянутого профиля ввиду дороговизны этого процесса. В большинстве случаев они легко поддаются сварке, с присадочным материалом или без. Однако сплавы Al-Mg склонны к образованию трещин при доле содержания магния 2,5%, поэтому при сварке таких сплавов, как 5052, нужно проявлять определенную осторожность. В частности, эти сплавы не подходят для автогенной сварки (т. е. без использования присадочных материалов). Для снижения риска образования трещин следует использовать сплавы с высоким содержанием Mg, например, 5356.
Сплавы, пригодные к тепловой обработке, относятся к сериям 2XXX, 6XXX и 7XXX. Серия 2XXX — это высокопрочные сплавы Al-Cu, которые в основном используются в аэрокосмической отрасли. В некоторых средах они могут проявлять низкую коррозионную устойчивость. В целом, большинство сплавов этой серии относят к не поддающимся сварке. 2024 является хорошим примером того, как непригодный для сварки сплав часто становится выбором проектировщиков благодаря своей высокой прочности. Он часто используется для изготовления авиационных рам, но там он почти всегда скрепляется заклепками. Этот сплав очень склоннен к образованию трещин и не поддается сварке обычными методами.
В целом, большинство сплавов этой серии относят к не поддающимся сварке. 2024 является хорошим примером того, как непригодный для сварки сплав часто становится выбором проектировщиков благодаря своей высокой прочности. Он часто используется для изготовления авиационных рам, но там он почти всегда скрепляется заклепками. Этот сплав очень склоннен к образованию трещин и не поддается сварке обычными методами.
Единственными двумя распространенными конструкционными сплавами серии 2XXX можно назвать: 2219 и 2519. Сплав 2219 легко поддается сварке и, например, применялся для изготовления внешних топливных баков космических шаттлов. Этот сплав пригоден для сварки благодаря повышенному содержанию меди — около 6%. Родственным сплавом является 2519, который тоже хорошо поддается сварке. Он предназначен для производства бронированных автомобилей. Хотя из этого правила есть определенные исключения, конструктор должен считать все остальные сплавы серии 2XXX не поддающимися сварке.
Серия 6XXX используется для изготовления металлоконструкций чаще всего. Они обладают сравнительно высокой прочностью (хотя не такой высокой, как 2XXX и 7XXX) и высокой коррозионной устойчивостью. Чаще всего они поставляются в виде тянутого профиля. Более того, если конструктор закажет тянутый профиль, можно быть практически уверенным, что ему поставят сплав серии 6XXX. Сплавы 6XXX также могут поставляться в виде листового металла, пластин и прутков. Они являются самыми распространенными конструкционными металлами, которые пригодны для тепловой обработки. Хотя все сплавы этой серии склонны к образованию трещин, они считаются пригодными к сварке и часто используются. Однако в этом случае во избежание растрескивания требуется достаточный объем подходящего присадочного материала.
Они обладают сравнительно высокой прочностью (хотя не такой высокой, как 2XXX и 7XXX) и высокой коррозионной устойчивостью. Чаще всего они поставляются в виде тянутого профиля. Более того, если конструктор закажет тянутый профиль, можно быть практически уверенным, что ему поставят сплав серии 6XXX. Сплавы 6XXX также могут поставляться в виде листового металла, пластин и прутков. Они являются самыми распространенными конструкционными металлами, которые пригодны для тепловой обработки. Хотя все сплавы этой серии склонны к образованию трещин, они считаются пригодными к сварке и часто используются. Однако в этом случае во избежание растрескивания требуется достаточный объем подходящего присадочного материала.
Чаще всего конструкторы сталкиваются с проблемами в случае сплавов 7XXX. Это сплавы Al-Zn или Al-Zn-Mg-Cu с очень высокой прочностью, которые часто используются в аэрокосмической отрасли, и поставляются в форме листов, пластин, штампованных заготовок и прутков, а также тянутого профиля. Если не считать несколько нижеуказанных исключений, конструктор должен считать сплавы 7XXX не поддающимися сварке. Самым распространенным из них является сплав 7075, который ни в коем случае нельзя сваривать для использования в качестве конструкционного материала. Кроме того, во многих средах эти сплавы подвержены коррозии.
Если не считать несколько нижеуказанных исключений, конструктор должен считать сплавы 7XXX не поддающимися сварке. Самым распространенным из них является сплав 7075, который ни в коем случае нельзя сваривать для использования в качестве конструкционного материала. Кроме того, во многих средах эти сплавы подвержены коррозии.
Некоторые из сплавов 7XXX не следуют общему правилу и поддаются сварке. Это сплавы 7003 и 7005, которые часто имеют форму тянутого профиля, и 7039, который чаще всего поставляется в виде пластин и листового металла. Сегодня эти материалы чаще всего используются для изготовления рам велосипедов и бейсбольных бит методом сварки. Эти сплавы хорошо поддаются сварке и часто имеют более высокие сварочные характеристики в состоянии после сварки по сравнению со сплавами 6XXX и 5XXX.
Кроме того, есть еще одно исключение. Существует несколько сплавов, которые используются для изготовления формовочных плит для отрасли инжекционного прессования. Эти сплавы, например, Alca Plus, Alca Max и QC-7, очень схожи по составу с 7075 и 2618. Конструктор ни в коем случае не должен использовать эти сплавы для сварки в целях строительства. Но при этом допускается сварка таких сплавов для исправления дефектов механической обработки и восстановления форм. Это допустимо, потому что при такой сварке металл подвергается достаточно небольшому напряжению и сварка производится при сжатии.
Конструктор ни в коем случае не должен использовать эти сплавы для сварки в целях строительства. Но при этом допускается сварка таких сплавов для исправления дефектов механической обработки и восстановления форм. Это допустимо, потому что при такой сварке металл подвергается достаточно небольшому напряжению и сварка производится при сжатии.
Итак, мы постарались обратить внимание на следующее:
Во-первых, при проектировании каких-либо конструкций недостаточно просто просмотреть список алюминиевых сплавов и выбрать самый прочный.
Помните, что многие высокопрочные алюминиевые сплавы не поддаются сварке. Убедитесь, что выбранный Вами сплав пригоден для сварочных работ.
Помните, что одни сплавы и серии сплавов подходят для определенных задач больше, чем другие
Еще одна особенность сварки алюминия: не ожидайте, что механические характеристики основного и наплавленного металла будут эквивалентными.
Почему наплавленный металл не такой прочный, как основной?
Обычно проектировщики стальных конструкций исходят из того, что металл наплавления будет обладать такими же механическими характеристиками, как и основной. Поэтому можно ошибочно заключить, что то же самое относится и к алюминию. В большинстве случаев сварки алюминия наплавленный металл шва обладает более низкими механическими характеристиками, чем основной металл.
Поэтому можно ошибочно заключить, что то же самое относится и к алюминию. В большинстве случаев сварки алюминия наплавленный металл шва обладает более низкими механическими характеристиками, чем основной металл.
Сплавы, не поддающиеся тепловой обработке
Сплавы этой категории (то есть серии 1XXX, 3XXX, 4XXX и 5XXX) изготавливаются методами холодной обработки: намотки рулонов, волочения и т. д. После холодной обработки сплаву присваивается обозначение состояния термообработки F (после отливки). Затем сплавы часто проходят тепловую обработку отжигом, после чего им присваивается класс термообработки O (отожженное). Многие сплавы продаются именно в этом состоянии. Поэтому правильное обозначение пластин сплава 5083 после прохождения намотки и отжига — 5083-O. Одно из главных преимуществ этих сплавов — это возможность значительно повысить механические свойства при холодной обработке после отжига. На Рисунке 2 показано, как изменяются характеристики нескольких сплавов после холодной обработки различной интенсивности. Например, в случае сплава 5086 предел текучести возрастает примерно со 125 МПа до 275 МПа и после этого считается подвергнутым деформационному упрочнению. Полное обозначение такого сплава — 5056-h46. Обозначение термообработки H несколько неоднозначно, потому что относится к нескольким вариантам обработки. Однако последняя цифра всегда означает интенсивность обработки сплава, где 9 — самое высокое возможное значение.
Например, в случае сплава 5086 предел текучести возрастает примерно со 125 МПа до 275 МПа и после этого считается подвергнутым деформационному упрочнению. Полное обозначение такого сплава — 5056-h46. Обозначение термообработки H несколько неоднозначно, потому что относится к нескольким вариантам обработки. Однако последняя цифра всегда означает интенсивность обработки сплава, где 9 — самое высокое возможное значение.
Рисунок 2
Одна из самых частых ошибок при проектировании сварных металлоконструкций с использованием сплавов, которые не поддаются тепловой обработке — это случаи, когда конструктор просматривает таблицу механических характеристик сплавов, не обращает внимания на класс термообработки «О» и выбирает сплав после самого сильного отжига, потому что он имеет самые высокие механические характеристики. С первого взгляда это может показаться разумным, но на деле тепло от сварки часто оказывает локальное отжигающее воздействие, что значительно ослабляет металл в зоне теплового воздействия. На Рисунке 3 показан примерный график зависимости предела прочности и текучести от расстояния от шва. Если делать расчеты на основе свойств металла после деформационного упрочнения, то допустимое напряжение должно быть выше фактического предела текучести в зоне теплового воздействия. Хотя это может показаться противоречащим здравому смыслу, независимо от степени изначальной тепловой обработки характеристики в зоне теплового воздействия после сварки станут равны характеристикам материала в отожженном состоянии (класса О).: Поэтому проект должен быть основан на характеристиках металла в отожженном состоянии, а не закаленном. По этой же причине нет смысла покупать дорогостоящие закаленные сплавы для последующей сварки. Выберите для проекта отожженный сплав и при необходимости увеличивайте толщину материала.
На Рисунке 3 показан примерный график зависимости предела прочности и текучести от расстояния от шва. Если делать расчеты на основе свойств металла после деформационного упрочнения, то допустимое напряжение должно быть выше фактического предела текучести в зоне теплового воздействия. Хотя это может показаться противоречащим здравому смыслу, независимо от степени изначальной тепловой обработки характеристики в зоне теплового воздействия после сварки станут равны характеристикам материала в отожженном состоянии (класса О).: Поэтому проект должен быть основан на характеристиках металла в отожженном состоянии, а не закаленном. По этой же причине нет смысла покупать дорогостоящие закаленные сплавы для последующей сварки. Выберите для проекта отожженный сплав и при необходимости увеличивайте толщину материала.
Рисунок 3
Учитывая вышесказанное, было бы логично поинтересоваться, можно ли что-нибудь сделать, чтобы восстановить свойства материала после сварки закаленного материала. К сожалению, ответ на это почти всегда отрицательный. Единственный способ увеличить механические свойства таких материалов — это механическая обработка, а в случае сварных металлоконструкций это почти всегда непрактично.
К сожалению, ответ на это почти всегда отрицательный. Единственный способ увеличить механические свойства таких материалов — это механическая обработка, а в случае сварных металлоконструкций это почти всегда непрактично.
Сплавы, пригодные для тепловой обработки
При сварке сплавов, пригодных для тепловой обработки, ситуация несколько отличается. Тепловая обработка заключается в нагревании материала до примерно 540°C, выдерживании температуры в течение определенного времени и последующем закаливании в воде. Эта операция проводится для того, чтобы растворить все легирующие элементы и удержать их в таком состоянии при комнатной температуре. Такая тепловая обработка называется T4 и она обеспечивает намного более высокую прочность по сравнению с отожженным металлом. В случае некоторых сплавов прочность может увеличиться еще больше в ходе «естественного старения» при комнатной температуре. На это может уйти от нескольких дней до нескольких недель. После этого металл будет сохранять свои свойства в течение десятилетий. Поэтому материалы T4 очень стабильны и их характеристики остаются неизменными на протяжении всего срока эксплуатации.
Поэтому материалы T4 очень стабильны и их характеристики остаются неизменными на протяжении всего срока эксплуатации.
Однако большинство сплавов все же подвергают дополнительной тепловой обработке, чтобы обеспечить еще большие механические характеристики. Такая обработка заключается в выдерживании материала при температуре около 205°C в течение нескольких часов. В это время легирующие элементы, которые были расплавлены в ходе предыдущей тепловой обработки, контролируемым образом образуют отложения, что увеличивает прочность сплава. Такое состояние металла обозначается T6 (или состояние искусственного старения). Это самый распространенный вид материалов после тепловой обработки.
Напомним, что система обозначения состояний металлов намного сложнее этих примеров, но хорошее понимание состояний T4 и T6 поможет избежать большинства самых распространенных ошибок при сварке алюминия. Важно отметить, что поддающиеся тепловой обработке сплавы также могут быть подвергнуты механическому упрочнению, что еще больше осложняет классификацию состояния металла.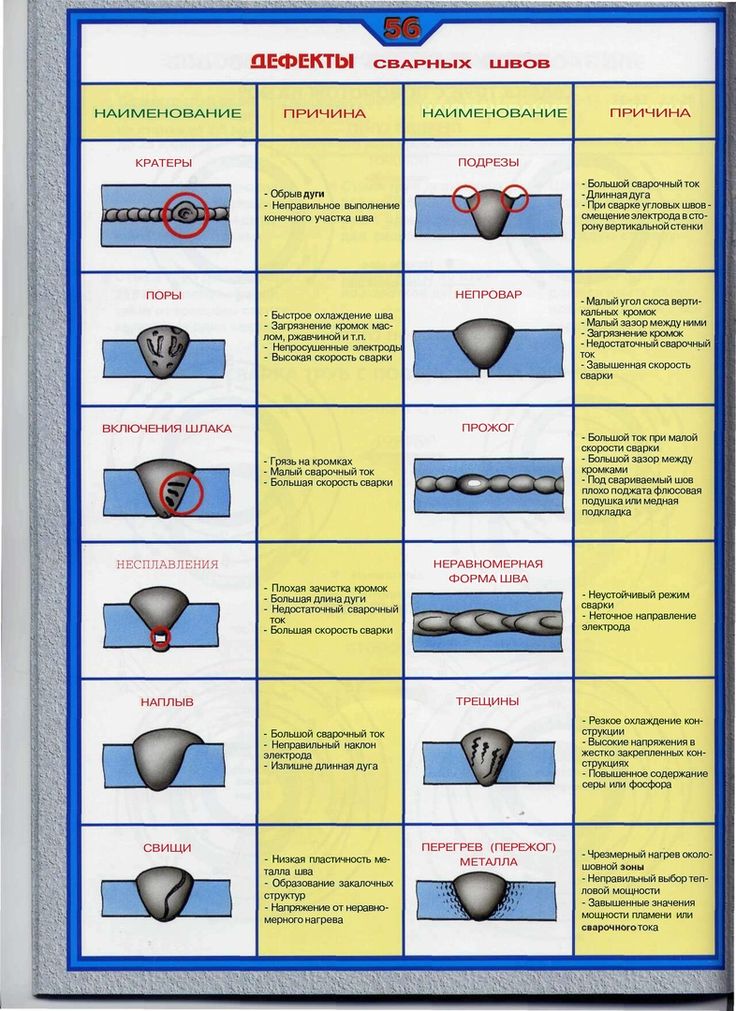
Помните, что искусственное старение проводится при около 205°C. Температура в зоне теплового воздействия всех процессов сварки намного выше. Поэтому сварка представляет собой дополнительную тепловую обработку в зоне теплового воздействия. Некоторые сплавы подвергают закалке твердого раствора без полиморфного превращения, а некоторые в зоне теплового воздействия оказываются передержанными. Это приводит к снижению механических характеристик материала, особенно если сравнивать состояние после сварки с состоянием T6. Например, минимальный заявленный предел прочности на разрыв согласно ASTM B209 для 6061–T6 составляет 275 МПа. Большинство строительных кодексов требуют, чтобы предел прочности на разрыв в состоянии после сварки составлял минимум 165 МПа, что отражает значительное снижение характеристик.
При составлении проектов с использованием сплавов, не поддающихся тепловой обработке, конструктор не должен основывать расчеты на характеристиках основного металла. Для этого нужно использовать реальные показатели в состоянии после сварки. Трудно дать универсальный ответ на то, какими именно они должны быть. Это в большой степени зависит от сплава и исходного состояния сплава. При этом лучше ориентироваться на требования к механическим характеристикам алюминиевых сплавов в состоянии после сварки, которые указаны в большинстве стандартов проектирования.
Трудно дать универсальный ответ на то, какими именно они должны быть. Это в большой степени зависит от сплава и исходного состояния сплава. При этом лучше ориентироваться на требования к механическим характеристикам алюминиевых сплавов в состоянии после сварки, которые указаны в большинстве стандартов проектирования.
Однако в случае сплавов, которые поддаются тепловой обработке, существует несколько способов восстановить механические характеристики основного металла. На Рисунке 4 показан график нагрузки на растяжение по сравнению с расстоянием от соединения для сплава 6061, на котором видны изменения в металлах T4 и T6 после сварки (AW) и после искусственного старения (PWA). Состояние PWA подразумевает проводимую после сварки процедуру искусственного старения при температуре 205°C в течение 1 часа. Эта процедура позволяет значительно увеличить механические характеристики металлов в исходном состоянии T4 и T6. Более того, иногда даже более предпочтительно вести сварку в состоянии T4 и после этого провести искусственное старение.
Рисунок 4
Наконец, обсудим еще одну альтернативу. Если после сварки проводится тепловая обработка всей конструкции (например, растворяющая термообработка при 540°C, закалка, старение при 205°C), все свойства материала (даже в сварном соединении) восстановятся и станут эквивалентны состоянию T6. Данная практика обычно относится к небольшим изделиям, например, рамам велосипедов, потому что для более крупных конструкций она непрактична. При этом закалка обычно приводит к достаточно сильному искажению конструкции, из-за чего перед старением требуется выпрямление.
Заключение
При проектировании конструкций из алюминия слишком часто не учитываются различия между алюминием и сталью. Подводя итоги, частые ошибки включают:
Не все алюминиевые сплавы поддаются сварке. Как правило, алюминиевые сплавы с самыми высокими механическими характеристиками хуже всего поддаются сварке
Механические характеристики наплавленного металла обычно ниже характеристик основного металла
Материал в зоне теплового воздействия будет обладать характеристиками отоженного металла независимо от исходного состояния.
В случае сплавов, которые поддаются тепловой обработке, механические характеристики в состоянии после сварки будут значительно ниже характеристик металла в состоянии T6.
Тепловая обработка после сварки позволяет восстановить механические характеристики наплавленного металла
Как избежать растрескивания алюминиевых сплавов
Большинство алюминиевых сплавов можно успешно сваривать дугой без проблем, связанных с растрескиванием, однако использование наиболее подходящего присадочного сплава и выполнение сварочной операции с надлежащим образом разработанной и испытанной процедурой сварки имеет большое значение для успех. Чтобы оценить возможность возникновения проблем, связанных с растрескиванием, необходимо иметь представление о множестве различных алюминиевых сплавов и их различных характеристиках. Наличие этих предварительных знаний поможет избежать взламывания ситуаций.
Первичный механизм образования трещин в сварных швах алюминия
Существует ряд механизмов образования трещин, связанных со сваркой металлических сплавов. Одним из самых известных является водородный крекинг, также называемый холодным крекингом. Водородное растрескивание часто является серьезной проблемой при сварке углеродистых сталей и высокопрочных низколегированных сталей. Однако при сварке алюминиевых сплавов водородное растрескивание происходить не может.
Одним из самых известных является водородный крекинг, также называемый холодным крекингом. Водородное растрескивание часто является серьезной проблемой при сварке углеродистых сталей и высокопрочных низколегированных сталей. Однако при сварке алюминиевых сплавов водородное растрескивание происходить не может.
Горячее растрескивание является причиной почти всех трещин в алюминиевых сварных соединениях. Горячее растрескивание представляет собой высокотемпературный механизм растрескивания и в основном зависит от того, как затвердевают системы металлических сплавов. Этот механизм растрескивания также известен как горячая укороченность, горячее растрескивание, растрескивание при затвердевании и растрескивание в результате ликвации.
Существуют три области, которые могут существенно повлиять на вероятность образования горячих трещин в алюминиевых сварных конструкциях. Они зависят от химического состава основного сплава, выбора и использования наиболее подходящего присадочного сплава и выбора наиболее подходящей конструкции соединения.
Кривые чувствительности алюминия к растрескиванию (рис. 1) являются полезным инструментом для понимания того, почему алюминиевые сварные швы трескаются и как выбор присадочного сплава и конструкции соединения могут влиять на чувствительность к растрескиванию. На диаграмме показано влияние добавок четырех различных сплавов — кремния (Si), меди (Cu), магния (Mg) и силицида магния (Mg 9).0015 2 Si) — на трещиночувствительность алюминия. Кривые трещиночувствительности (рис. 1) показывают, что при добавлении небольших количеств легирующих элементов трещиночувствительность становится более выраженной, достигает максимума, а затем падает до относительно низких уровней. Изучив кривые чувствительности к растрескиванию, легко понять, что большинство сплавов на основе алюминия, считающихся несвариваемыми в автогенном режиме (без добавления присадочного сплава), имеют химический состав на пике чувствительности к растрескиванию или вблизи него. Кроме того, на рисунке показано, что сплавы с низкими характеристиками растрескивания имеют химический состав, далекий от пиков чувствительности к растрескиванию.
На основании этих фактов становится ясно, что чувствительность к растрескиванию сплава на основе алюминия в первую очередь зависит от его химического состава. Используя те же принципы, можно сделать вывод, что чувствительность к растрескиванию алюминиевого сварного шва, который обычно состоит как из основного сплава, так и из присадочного сплава, также зависит от его химического состава.
Зная о важности химии для чувствительности к растрескиванию алюминиевого сварного шва, можно применить два фундаментальных принципа, которые могут снизить вероятность появления горячих трещин. Во-первых, при сварке основных сплавов с низкой чувствительностью к растрескиванию всегда используйте припой с аналогичным химическим составом. Во-вторых, при сварке основных сплавов с высокой чувствительностью к растрескиванию используйте присадочный сплав с химическим составом, отличным от химического состава основного сплава, чтобы создать химический состав металла шва с низкой чувствительностью к растрескиванию. При рассмотрении сварки наиболее часто используемых алюминиевых сплавов серии 5xxx (Al-Mg) и серии 6xxx (Al-Mg-Si) эти принципы наглядно проиллюстрированы.
При рассмотрении сварки наиболее часто используемых алюминиевых сплавов серии 5xxx (Al-Mg) и серии 6xxx (Al-Mg-Si) эти принципы наглядно проиллюстрированы.
Сплавы серии 5xxx (Al-Mg)
Большинство базовых сплавов 5xxx, содержащих около 5% Mg, имеют низкую чувствительность к растрескиванию. Эти сплавы, часто свариваемые автогенным способом (без присадочного сплава), легко свариваются с присадочным припоем, в котором немного больше Mg, чем в основном сплаве. Это может обеспечить сварной шов с отличной трещиностойкостью и температурой затвердевания немного ниже, чем у основного сплава. Эти сплавы не следует сваривать с присадочным сплавом серии 4ххх, поскольку в сварном шве может образоваться небольшое количество силицида магния, что приведет к нежелательным механическим свойствам соединения.
В этой группе есть базовые сплавы, такие как 5052, содержание Mg в которых падает очень близко к пику чувствительности к растрескиванию. В случае основного сплава 5052 с содержанием Mg около 2,5% обязательно избегайте автогенной сварки. Сплавы на основе магния с содержанием магния менее 2,5%, такие как 5052, можно сваривать как с присадочными сплавами 4ххх, такими как 4043 или 4047, так и с припоями 5ххх, такими как 5356. При сварке основных сплавов с содержанием магния менее 2,5% необходимо изменить химический состав затвердевающего сварного шва по сравнению с высоким уровнем пика трещины основного сплава. Мы изменяем химический состав сварного шва, выбирая присадочный сплав с гораздо более высоким содержанием Mg, такой как 5356 (5,0% Mg) или с добавлением кремния в случае 4043.
Сплавы на основе магния с содержанием магния менее 2,5%, такие как 5052, можно сваривать как с присадочными сплавами 4ххх, такими как 4043 или 4047, так и с припоями 5ххх, такими как 5356. При сварке основных сплавов с содержанием магния менее 2,5% необходимо изменить химический состав затвердевающего сварного шва по сравнению с высоким уровнем пика трещины основного сплава. Мы изменяем химический состав сварного шва, выбирая присадочный сплав с гораздо более высоким содержанием Mg, такой как 5356 (5,0% Mg) или с добавлением кремния в случае 4043.
Сплавы серии 6xxx (Al-Mg-Si)
Сплавы на основе алюминия/магния/кремния (серия 6xxx) очень чувствительны к растрескиванию, поскольку большинство этих сплавов содержат примерно 1,0% силицида магния (Mg 2 Si), который близок к пику кривой чувствительности к трещинам затвердевания. Содержание Mg 2 Si в этих материалах является основной причиной отсутствия припоев серии 6xxx. Использование присадочного сплава серии 6ххх или автогенная сварка неизбежно приведет к проблемам с растрескиванием (см. рис. 2). Во время дуговой сварки склонность этих сплавов к растрескиванию регулируется до приемлемого уровня путем разбавления основного материала избыточным количеством магния (при использовании алюминиево-магниевых сплавов серии 5ххх) или избыточным кремнием (при использовании алюминиево-магниевых сплавов серии 4ххх). Si припои).
рис. 2). Во время дуговой сварки склонность этих сплавов к растрескиванию регулируется до приемлемого уровня путем разбавления основного материала избыточным количеством магния (при использовании алюминиево-магниевых сплавов серии 5ххх) или избыточным кремнием (при использовании алюминиево-магниевых сплавов серии 4ххх). Si припои).
Особая осторожность требуется при сварке TIG (GTAW) тонких срезов этого типа материала. Часто можно получить сварной шов, особенно на внешних угловых соединениях, без добавления присадочного материала путем сплавления обоих краев основного материала вместе. Однако в большинстве применений дуговой сварки с этим основным материалом требуется добавление присадочного материала для создания однородных сварных швов без трещин. Одним из возможных исключений может быть противодействие механизму растрескивания за счет поддержания сжимающей силы на деталях во время операции сварки. Это требует специальных методов изготовления и соображений. По этой причине метод используется редко.
Наиболее подходящий и успешный метод, используемый для предотвращения растрескивания основных материалов серии 6xxx, заключается в добавлении соответствующего присадочного сплава во время операции сварки.
Другими соображениями при сварке этой группы сплавов (6xxx) являются влияние конструкции соединения на разбавление основного сплава и присадочного сплава, а также профиль сварного шва, относящийся к склонности к растрескиванию. Сварные швы с квадратной разделкой в этом материале чрезвычайно уязвимы для растрескивания, потому что очень мало присадочного сплава смешивается с основным материалом во время сварки. Часто необходимо оценить использование подготовки сварного шва с V-образной канавкой, которая вводит больше присадочного сплава в смесь металла шва и снижает чувствительность к образованию трещин. Кроме того, вогнутые угловые швы с уменьшенной толщиной шва и вогнутые корневые швы в стыковых швах могут иметь тенденцию к растрескиванию (см. рис. 3).
Дополнительные соображения
Кривые чувствительности к растрескиванию являются отличным ориентиром для оценки вероятности горячих трещин, однако есть и другие вопросы, которые следует учитывать, чтобы понять растрескивание в алюминиевых сплавах. Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, рассматриваемых на кривых чувствительности к трещинам. Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении. На самом деле, некоторые сплавы на основе алюминия непригодны для дуговой сварки, и по этой причине их обычно соединяют механически, с помощью заклепок или болтов. Эти алюминиевые сплавы трудно поддаются дуговой сварке без возникновения проблем во время и/или после сварки. Эти проблемы обычно связаны с растрескиванием, чаще всего с горячим растрескиванием и иногда с коррозионным растрескиванием под напряжением (SCC).
Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, рассматриваемых на кривых чувствительности к трещинам. Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении. На самом деле, некоторые сплавы на основе алюминия непригодны для дуговой сварки, и по этой причине их обычно соединяют механически, с помощью заклепок или болтов. Эти алюминиевые сплавы трудно поддаются дуговой сварке без возникновения проблем во время и/или после сварки. Эти проблемы обычно связаны с растрескиванием, чаще всего с горячим растрескиванием и иногда с коррозионным растрескиванием под напряжением (SCC).
Алюминиевые сплавы, попадающие в эту трудносвариваемую категорию, можно разделить на разные группы. Всегда помните о небольшом выборе алюминиевых сплавов, предназначенных для обработки, а не для сварки. Такими сплавами являются 2011 и 6262, которые содержат 0,20-0,6 Bi, 0,20-0,6 Pb и 0,40-0,7 Bi, 0,40-0,7 Pb соответственно. Добавление элементов (висмута и свинца) в эти материалы обеспечивает превосходное стружкообразование в этих легкообрабатываемых сплавах. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах. В дополнение к упомянутым выше сплавам, не требующим механической обработки, многие другие алюминиевые сплавы могут быть весьма подвержены горячему растрескиванию при дуговой сварке. Эти сплавы обычно поддаются термообработке и чаще всего встречаются в группах материалов серий 2xxx (Al-Cu) и 7xxx (Al-Zn).
Добавление элементов (висмута и свинца) в эти материалы обеспечивает превосходное стружкообразование в этих легкообрабатываемых сплавах. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах. В дополнение к упомянутым выше сплавам, не требующим механической обработки, многие другие алюминиевые сплавы могут быть весьма подвержены горячему растрескиванию при дуговой сварке. Эти сплавы обычно поддаются термообработке и чаще всего встречаются в группах материалов серий 2xxx (Al-Cu) и 7xxx (Al-Zn).
Чтобы понять, почему некоторые из этих сплавов непригодны для дуговой сварки, необходимо рассмотреть причины, по которым некоторые алюминиевые сплавы могут быть более подвержены горячему растрескиванию.
Горячее растрескивание или растрескивание при затвердевании происходит в алюминиевых сварных швах, когда присутствуют высокие уровни термического напряжения и усадки при затвердевании, в то время как сварной шов подвергается различным степеням затвердевания. Комбинация механических, термических и металлургических факторов влияет на чувствительность любого алюминиевого сплава к горячему растрескиванию. Благодаря сочетанию различных легирующих элементов было разработано множество высокоэффективных термообрабатываемых алюминиевых сплавов для улучшения механических свойств материалов. В некоторых случаях комбинация необходимых легирующих элементов позволяет получать материалы с высокой чувствительностью к горячему растрескиванию.
Комбинация механических, термических и металлургических факторов влияет на чувствительность любого алюминиевого сплава к горячему растрескиванию. Благодаря сочетанию различных легирующих элементов было разработано множество высокоэффективных термообрабатываемых алюминиевых сплавов для улучшения механических свойств материалов. В некоторых случаях комбинация необходимых легирующих элементов позволяет получать материалы с высокой чувствительностью к горячему растрескиванию.
Когерентность Диапазон
Возможно, наиболее важным фактором, влияющим на чувствительность алюминиевых сварных швов к образованию горячих трещин, является температурный диапазон когерентности дендритов, а также тип и количество жидкости, доступной в процессе замораживания. Когерентность возникает, когда дендриты начинают сцепляться друг с другом, так что расплавленный материал начинает формировать кашеобразную стадию.
Диапазон когерентности — это температура между образованием когерентных взаимосвязанных дендритов и температурой солидуса. Чем шире диапазон когерентности, тем более вероятно возникновение горячего растрескивания из-за накопления напряжения затвердевания между блокирующими дендритами.
Чем шире диапазон когерентности, тем более вероятно возникновение горячего растрескивания из-за накопления напряжения затвердевания между блокирующими дендритами.
Сплавы серии 2xxx (Al-Cu)
Чувствительность к горячему растрескиванию увеличивается в сплавах Al-Cu при добавлении примерно 3% Cu; однако затем он снижается до относительно низкого уровня при 4,5% Cu и выше. Сплав 2219 с 6,3 % Cu показывает хорошую стойкость к горячему растрескиванию из-за его относительно узкого диапазона когерентности. Сплав 2024 содержит примерно 4,5% меди, что создает ощущение относительно низкой чувствительности к растрескиванию. Однако сплав 2024 также содержит небольшое количество магния (Mg). Небольшое количество Mg в этом сплаве снижает температуру солидуса, но не влияет на температуру когерентности; следовательно, диапазон когерентности расширяется и увеличивается склонность к горячему растрескиванию. Проблема при сварке 2024 заключается в том, что теплота операции сварки будет способствовать сегрегации легирующих компонентов на границах зерен, а присутствие Mg, как указано выше, будет снижать температуру солидуса. Поскольку эти легирующие компоненты имеют более низкие фазы плавления, напряжение затвердевания может вызвать растрескивание на границах зерен и/или создать в материале условия, способствующие коррозионному растрескиванию под напряжением позже. Высокое тепловложение во время сварки, многократные проходы сварки и большие размеры сварных швов могут усугубить проблему сегрегации по границам зерен (сегрегация — это зависимость между температурой и временем) и последующую тенденцию к растрескиванию.
Поскольку эти легирующие компоненты имеют более низкие фазы плавления, напряжение затвердевания может вызвать растрескивание на границах зерен и/или создать в материале условия, способствующие коррозионному растрескиванию под напряжением позже. Высокое тепловложение во время сварки, многократные проходы сварки и большие размеры сварных швов могут усугубить проблему сегрегации по границам зерен (сегрегация — это зависимость между температурой и временем) и последующую тенденцию к растрескиванию.
Сплавы серии 7xxx (Al-Zn)
Сплавы серии 7xxx с точки зрения свариваемости включают две отдельные группы: типы Al-Zn-Mg и Al-Zn-Mg-Cu.
Сплавы Al-Zn-Mg , такие как 7005, лучше противостоят горячему растрескиванию и демонстрируют лучшие характеристики соединения, чем сплавы Al-Zn-Mg-Cu, такие как 7075. Содержание Mg в этой группе (Al-Zn-Mg) сплавов, как правило, увеличивает чувствительность к растрескиванию. Однако добавление Zr для уменьшения размера зерна эффективно снижает склонность к растрескиванию. Эта группа сплавов легко сваривается с присадочными сплавами с высоким содержанием магния, такими как 5356, что гарантирует, что сварной шов содержит достаточное количество магния для предотвращения растрескивания. Рекомендация припоев на основе кремния, таких как 4043, для этих сплавов нежелательна, поскольку избыток Si, введенный припоем, может привести к образованию чрезмерного количества хрупкого Mg 2 Частицы кремния в сварном шве.
Эта группа сплавов легко сваривается с присадочными сплавами с высоким содержанием магния, такими как 5356, что гарантирует, что сварной шов содержит достаточное количество магния для предотвращения растрескивания. Рекомендация припоев на основе кремния, таких как 4043, для этих сплавов нежелательна, поскольку избыток Si, введенный припоем, может привести к образованию чрезмерного количества хрупкого Mg 2 Частицы кремния в сварном шве.
Al-Zn-Mg-Cu Сплавы , такие как 7075, содержат небольшое количество Cu. Небольшие количества Cu вместе с Mg расширяют диапазон когерентности и, следовательно, повышают чувствительность к трещинам. С этими материалами может возникнуть аналогичная ситуация, как и со сплавами типа 2024. Напряжение затвердевания может вызвать растрескивание на границах зерен и/или создать в материале условия, способствующие дальнейшему коррозионному растрескиванию под напряжением.
Имейте в виду:
Проблема более высокой склонности к горячему растрескиванию из-за увеличения диапазона когерентности не ограничивается только сваркой этих более восприимчивых базовых сплавов, таких как 2024 и 7075. Чувствительность к образованию трещин может быть существенно повышена при сварке. несовместимые разнородные базовые сплавы (которые обычно легко свариваются друг с другом) и/или за счет выбора несовместимого присадочного сплава. Например, при соединении идеально свариваемого основного сплава серии 2ххх с идеально свариваемым основным сплавом серии 5ххх, или путем использования присадочного сплава серии 5ххх для сварки основного сплава серии 2ххх, или присадочного сплава серии 2ххх на основном сплаве серии 5ххх, мы можем создать такой же сценарий. Если мы смешиваем высокое содержание меди и высокое содержание магния во время сварки, мы можем расширить диапазон когерентности и, следовательно, повысить чувствительность к трещинам.
Чувствительность к образованию трещин может быть существенно повышена при сварке. несовместимые разнородные базовые сплавы (которые обычно легко свариваются друг с другом) и/или за счет выбора несовместимого присадочного сплава. Например, при соединении идеально свариваемого основного сплава серии 2ххх с идеально свариваемым основным сплавом серии 5ххх, или путем использования присадочного сплава серии 5ххх для сварки основного сплава серии 2ххх, или присадочного сплава серии 2ххх на основном сплаве серии 5ххх, мы можем создать такой же сценарий. Если мы смешиваем высокое содержание меди и высокое содержание магния во время сварки, мы можем расширить диапазон когерентности и, следовательно, повысить чувствительность к трещинам.
Резюме:
Избегайте горячих трещин в алюминиевых сплавах, применяя один или несколько из следующих соответствующих принципов:
- Избегайте чрезвычайно чувствительных к растрескиванию основных материалов, которые обычно считаются несвариваемыми.
- Используйте подходящую таблицу выбора присадочного сплава для выбора наиболее подходящего присадочного сплава для конкретного основного сплава, тем самым избегая критических диапазонов химического состава (диапазонов чувствительности к трещинам) в сварном шве.
- Выберите присадочный сплав с температурой затвердевания, близкой или ниже точки затвердевания основного материала.
- Выберите наиболее подходящую подготовку кромок и корневой зазор, чтобы обеспечить достаточное добавление присадочного материала, что создает химический состав металла сварного шва, выходящий за пределы критического диапазона химического состава.
- Чтобы избежать проблем с растрескиванием, используйте надежные присадочные сплавы, в которые добавлены измельчители зерна, такие как титан или цирконий.
- Используйте максимально возможную скорость сварки. Чем быстрее выполняется сварка, тем выше скорость охлаждения и тем меньше времени сварной шов находится в диапазоне температур горячего растрескивания.
- Старайтесь использовать последовательности и методы сварки и сборки, которые сводят к минимуму ограничения, снижают остаточное напряжение и обеспечивают получение сварных швов приемлемого профиля.
- Приложите сжимающее усилие к сварному соединению во время сварки, чтобы противодействовать механизму растрескивания.


Рис. 1. На этом рисунке показано влияние четырех различных добавок к сплаву на чувствительность алюминия к растрескиванию.
1. Верхний сварной шов был наплавлен без присадочного сплава, а затем подвергнут капиллярному контролю. Метод испытаний выявил множество тонких линейных признаков (трещин) на поверхности сварного шва.
2. Нижний шов, также выполненный без присадочного сплава, использовал более высокий ток и меньшую скорость перемещения. Чрезмерное тепловложение во время сварки этого валика вызвало гораздо большее напряжение в сварном шве, что привело к гораздо более очевидной ситуации растрескивания. Как можно легко заметить, без дефектоскопии проникающей жидкостью по центру наплавленного валика образовалась большая продольная трещина.
Можно сделать вывод, что горячее растрескивание той или иной формы можно ожидать, если основные сплавы серии 6ххх сваривать без добавления присадочного материала.
Рис. 3. На этом рисунке показаны два окончания угловых сварных швов в углу сварной конструкции. В обоих концевых кратерах видны трещины. Также по центру обоих сварных швов видны трещины. Причиной этого горячего растрескивания является нежелательный профиль сварного шва, вызванный плохой техникой сварки. Уменьшение толщины шва на конце и на участке углового шва позволило напряжениям, возникающим во время сварки, привести к разрушению сварного шва.
Лучшие методы сварки алюминия
Коррозионная стойкость алюминия и
высокое соотношение прочности и веса, а также
как его высокая электропроводность,
сделать его отличным выбором для многих
применения от аэрокосмической до тепловой
теплообменники, производство прицепов и,
совсем недавно, автомобильный кузов
панели и рамы.
Быстрое и эффективное устранение неполадок в сварочных работах может значительно сократить время простоя и ненужные затраты. Но еще полезнее научиться предотвращать проблемы, независимо от материала, который вы используете для приложения.
Сварка алюминия сопряжена с некоторыми уникальными трудностями. Помимо низкой температуры плавления и высокой теплопроводности, алюминий особенно подвержен прожогу на тонких шлифах и может испытывать непровар на толстых. Дефекты сварки, такие как растрескивание, сварочная копоть/сажа и пористость, также вызывают серьезные опасения.
Тем не менее, способность алюминия противостоять коррозии, его высокое отношение прочности к весу, а также его высокая электропроводность делают его отличным выбором для многих применений, от аэрокосмической промышленности до теплообменников, производства прицепов и, совсем недавно, автомобильных кузовных панелей. и кадры.
Чтобы избежать негативного влияния на производительность и качество, важно понимать причины дефектов алюминиевых сварных швов, принимать меры для их предотвращения и находить способы быстрого исправления ошибок в случае их возникновения. Ниже приведены ответы на некоторые распространенные вопросы, которые помогут вам устранить неполадки в процессе.
Ниже приведены ответы на некоторые распространенные вопросы, которые помогут вам устранить неполадки в процессе.
Что вызывает растрескивание при сварке алюминия?
Горячее растрескивание и растрескивание под напряжением могут возникать во время дуговой сварки алюминия в среде защитного газа (GMAW) и дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Оба типа трещин, даже если они небольшие, могут помешать сварным швам соответствовать требованиям норм и в конечном итоге привести к разрушению сварного шва. Горячее растрескивание является преимущественно химическим явлением, тогда как растрескивание под напряжением является результатом механических воздействий.
Три основных фактора повышают вероятность образования горячих трещин при сварке алюминия. Первым фактором является то, насколько материал основания подвержен растрескиванию. Например, некоторые сплавы, такие как серия 6000, более склонны к растрескиванию, чем другие. Вторым фактором является то, какой присадочный металл вы используете. В-третьих, конструкция шва — некоторые конструкции швов ограничивают добавление присадочного металла.
В-третьих, конструкция шва — некоторые конструкции швов ограничивают добавление присадочного металла.
Растрескивание под напряжением может произойти, когда алюминиевый сварной шов остывает и во время затвердевания присутствуют чрезмерные усадочные напряжения. Это может быть связано с вогнутым профилем сварного шва, слишком низкой скоростью перемещения, сильно затянутым соединением или впадиной на конце сварного шва (кратерная трещина).
Как остановить появление трещин?
В некоторых случаях предотвращение горячих трещин может быть таким же простым, как выбор присадочного металла с химическим составом металла сварного шва с более низкой чувствительностью к образованию трещин. Каждый алюминиевый присадочный металл имеет классификацию Американского общества сварщиков (AWS), которая соответствует регистрационному номеру Алюминиевой ассоциации, и вместе они определяют химический состав конкретного сплава.
Всегда обращайтесь к авторитетному руководству по выбору присадочного металла, чтобы сделать лучший выбор, потому что не все алюминиевые присадочные металлы подходят для каждого алюминиевого основного материала. В некоторых справочниках по присадочным металлам даны рекомендации конкретно для нескольких характеристик сварного шва, таких как растрескивание, прочность, пластичность, коррозионная стойкость, работа при повышенных температурах, соответствие цвета после анодирования, термообработка после сварки (PWHT) и ударная вязкость. Если вас беспокоит растрескивание, выберите присадочный металл с наивысшим рейтингом в категории растрескивания.
В некоторых справочниках по присадочным металлам даны рекомендации конкретно для нескольких характеристик сварного шва, таких как растрескивание, прочность, пластичность, коррозионная стойкость, работа при повышенных температурах, соответствие цвета после анодирования, термообработка после сварки (PWHT) и ударная вязкость. Если вас беспокоит растрескивание, выберите присадочный металл с наивысшим рейтингом в категории растрескивания.
Кроме того, использование соответствующей конструкции соединения может помочь предотвратить горячее растрескивание. Например, соединение со скошенной канавкой является хорошим вариантом, поскольку оно позволяет добавлять большее количество присадочного металла, что увеличивает степень разбавления основного металла, делая его менее склонным к растрескиванию.
Чтобы избежать негативного влияния на производительность и качество, важно понимать
причины дефектов алюминиевых сварных швов, принять меры для их предотвращения и найти
способы быстрого исправления ошибок в случае их возникновения.
Можно предотвратить растрескивание под напряжением, используя присадочный металл, содержащий кремний. Когда это допустимо, этот тип присадочного металла снижает усадочные напряжения, особенно в чувствительных к трещинам областях, таких как начало и конец сварного шва (или кратеры). Кроме того, используйте функцию автоматического заполнения кратера или другие утвержденные методы заполнения кратера, чтобы свести к минимуму возможность образования трещин в кратере. Увеличение скорости перемещения также может помочь уменьшить вероятность растрескивания алюминия под напряжением за счет сужения зоны термического влияния (ЗТВ) и уменьшения степени плавления основного металла.
Предварительный нагрев также является способом борьбы с растрескиванием под напряжением, поскольку он сводит к минимуму уровни остаточных напряжений, присутствующих в основном материале во время и после сварки. Тщательный мониторинг тепловложения является ключом к выполнению этой работы. Слишком большое количество тепла может снизить предел прочности на растяжение основного материала в некоторых сплавах до неприемлемого уровня.
Как лучше всего избежать прожога или плохого проникновения?
Использование импульсного процесса GMAW является отличной защитой от прожога на 1/8 дюйма. или более тонкий алюминий. Источники питания с такой возможностью работают путем переключения между высоким пиковым током и низким фоновым током. В фазе пикового тока капля от алюминиевой проволоки отрывается и движется к сварному шву, в то время как в фазе низкого фонового тока дуга остается стабильной без переноса металла. Комбинация этих высоких пиковых и низких фоновых токов снижает тепловложение, чтобы предотвратить прогорание, и дает дополнительное преимущество, заключающееся в минимальном разбрызгивании или его полном отсутствии.
Когда вы свариваете толстый алюминий, особенно важно установить силу тока, достаточную для адекватного проникновения в сварной шов. Хорошее эмпирическое правило состоит в том, чтобы использовать 250 ампер для сварки материала толщиной ¼ дюйма и около 350 ампер для сварки материала толщиной ½ дюйма.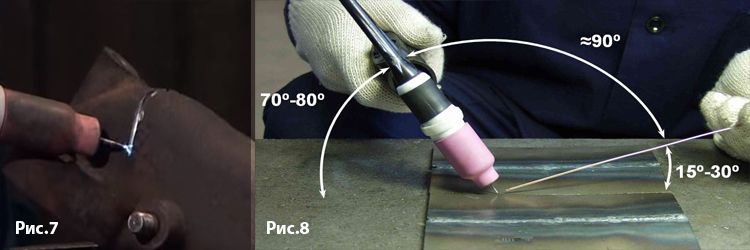 В некоторых случаях рассмотрите возможность добавления гелия в смесь защитного газа из-за его способности обеспечивать более горячую и проникающую дугу на более толстых участках. Для процесса GMAW хорошим вариантом является смесь 75% гелия и 25% аргона. Используйте смесь 25 % гелия и 75 % аргона при сварке толстых профилей алюминия с помощью GTAW для увеличения проплавления.
В некоторых случаях рассмотрите возможность добавления гелия в смесь защитного газа из-за его способности обеспечивать более горячую и проникающую дугу на более толстых участках. Для процесса GMAW хорошим вариантом является смесь 75% гелия и 25% аргона. Используйте смесь 25 % гелия и 75 % аргона при сварке толстых профилей алюминия с помощью GTAW для увеличения проплавления.
Почему мои сварные швы обесцвечиваются?
Изменение цвета и появление пятен происходит, когда оксиды алюминия или магния накапливаются на основном материале и сварном шве. Это явление наиболее распространено во время GMAW, потому что, когда присадочная проволока проходит через дугу и плавится, часть ее достигает температуры испарения и конденсируется на более холодном основном металле, который недостаточно защищен защитным газом.
Выбор соответствующего присадочного металла, например, алюминиевого присадочного металла серии 4000, который практически не содержит магния (по сравнению с алюминиевым присадочным металлом серии 5000, который содержит около 5 процентов магния), уменьшает возможность испарения этого элемента в дуги и конденсата на сварном шве в виде сажи.
Сокращение расстояния контакта до изделия (CTWD) и использование соответствующего угла распыления и расхода защитного газа также может свести к минимуму обесцвечивание сварного шва. Используйте угол проталкивания, который помогает управлять очищающим действием от дуги перед сварным швом, чтобы помочь удалить копоть. Увеличение размера сопла горелки GMAW или горелки GTAW помогает защитить дугу от сквозняков, которые могут привести к попаданию кислорода в процесс. Всегда очищайте сопло от брызг, чтобы обеспечить постоянный поток защитного газа для защиты сварочной ванны.
Как устранить пористость?
Пористость — это распространенная неоднородность, которая возникает в основном, когда водород попадает в сварочную ванну во время плавления, а затем попадает в сварной шов во время затвердевания. Вы можете сделать несколько вещей, чтобы предотвратить это. Во-первых, убедитесь, что основной металл и присадочный металл чистые и сухие. Перед сваркой протрите алюминий растворителем и чистой тканью, чтобы удалить краску, масло, жир или смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварной шов специальной щеткой из нержавеющей стали. Если алюминиевый основной материал хранился в прохладном месте, дайте ему акклиматизироваться к температуре в магазине в течение 24 часов, прежде чем начинать процесс сварки. Это предотвращает образование конденсата на алюминии.
Затем почистите сварной шов специальной щеткой из нержавеющей стали. Если алюминиевый основной материал хранился в прохладном месте, дайте ему акклиматизироваться к температуре в магазине в течение 24 часов, прежде чем начинать процесс сварки. Это предотвращает образование конденсата на алюминии.
Хранение неупакованного присадочного металла в отапливаемом шкафу или комнате также может помочь снизить риск пористости. Это предотвратит циклическое прохождение продуктов через точки росы и сведет к минимуму вероятность образования гидратированных оксидов на поверхности проволоки GMAW или отрезков GTAW.
Приобретение присадочного металла у известного производителя всегда является хорошей идеей, так как эти компании обычно шлифуют проволоку алмазом и отрезают ее по длине, чтобы удалить вредные оксиды, и следуют процедурам для производства соединений с низким содержанием остаточного водорода.
Наконец, рассмотрите возможность приобретения защитных газов с низкой точкой росы для защиты от пористости. Соблюдайте все рекомендуемые процедуры сварки в отношении расхода защитного газа и циклов продувки.
Соблюдайте все рекомендуемые процедуры сварки в отношении расхода защитного газа и циклов продувки.
Как и при любом процессе сварки любого материала, соблюдение некоторых основных правил имеет решающее значение для получения наилучших результатов. Механический и химический состав алюминия может усложнить процесс. Всегда следуйте рекомендациям по очистке и хранению материала и присадочного металла и тщательно выбирайте подходящее оборудование. Ведь иметь все в порядке до сварки проще, чем пытаться исправить проблемы потом.
Как избежать растрескивания алюминиевых сплавов| Производство и металлообработка
Перейти к содержимому
Секреты мастерства: Вот несколько более глубоких сведений о потенциальных проблемах, связанных с растрескиванием, и различных характеристиках различных алюминиевых сплавов.
Моя мастерская только что получила заказ на сварку алюминия, которой мы не занимаемся. В прошлом у меня были проблемы с растрескиванием сварных швов, но я не могу выделить конкретную проблему, чтобы исправить ее. Как избежать растрескивания?
Как избежать растрескивания?
Большинство сплавов на основе алюминия можно успешно сваривать дуговой сваркой без проблем, связанных с растрескиванием, однако использование наиболее подходящего присадочного сплава и выполнение сварочной операции с надлежащим образом разработанной и испытанной процедурой сварки имеет важное значение для успеха. Чтобы оценить возможность возникновения проблем, связанных с растрескиванием, необходимо иметь представление о множестве различных алюминиевых сплавов и их различных характеристиках. Наличие этих предварительных знаний поможет избежать взламывания ситуаций.
Существует ряд механизмов образования трещин, связанных со сваркой металлических сплавов. Одним из самых известных является водородный крекинг, также называемый холодным крекингом . Водородное растрескивание часто является серьезной проблемой при сварке углеродистых сталей и высокопрочных низколегированных сталей. Однако при сварке алюминиевых сплавов водородное растрескивание происходить не может.
Горячее растрескивание является причиной почти всех трещин в алюминиевых сварных соединениях. Горячее растрескивание представляет собой высокотемпературный механизм растрескивания и в основном зависит от того, как затвердевают системы металлических сплавов. Этот механизм растрескивания также известен как горячая укороченность, горячее растрескивание, растрескивание при затвердевании и растрескивание в результате ликвации.
Существуют три области, которые могут существенно повлиять на вероятность образования горячих трещин в алюминиевых сварных конструкциях. Они зависят от химического состава основного сплава, выбора и использования наиболее подходящего присадочного сплава и выбора наиболее подходящей конструкции соединения.
Кривая чувствительности алюминия к растрескиванию является полезным инструментом для понимания того, почему алюминиевые сварные швы трескаются и как выбор присадочного сплава и конструкции соединения может влиять на чувствительность к растрескиванию. На приведенной ниже диаграмме показано влияние добавок четырех различных сплавов: кремния (Si), меди (Cu), магния (Mg) и силицида магния (Mg2Si) на чувствительность алюминия к растрескиванию.
На приведенной ниже диаграмме показано влияние добавок четырех различных сплавов: кремния (Si), меди (Cu), магния (Mg) и силицида магния (Mg2Si) на чувствительность алюминия к растрескиванию.
Кривые чувствительности к растрескиванию, показанные на диаграмме выше, показывают, что при добавлении небольшого количества легирующих элементов чувствительность к растрескиванию становится более серьезной, достигает максимума, а затем падает до относительно низкого уровня. Изучив кривые чувствительности к растрескиванию, легко понять, что большинство сплавов на основе алюминия, считающихся несвариваемыми в автогенном режиме (без добавления присадочного сплава), имеют химический состав на пике чувствительности к растрескиванию или вблизи него. Кроме того, на рисунке показано, что сплавы с низкими характеристиками растрескивания имеют химический состав, далекий от пиков чувствительности к растрескиванию.
На основании этих фактов становится ясно, что чувствительность к растрескиванию сплава на основе алюминия в первую очередь зависит от его химического состава. Используя те же принципы, можно сделать вывод, что чувствительность к растрескиванию алюминиевого сварного шва, который обычно состоит как из основного сплава, так и из присадочного сплава, также зависит от его химического состава.
Используя те же принципы, можно сделать вывод, что чувствительность к растрескиванию алюминиевого сварного шва, который обычно состоит как из основного сплава, так и из присадочного сплава, также зависит от его химического состава.
Зная о важности химии для чувствительности к растрескиванию алюминиевого сварного шва, можно применить два фундаментальных принципа, которые могут снизить вероятность появления горячих трещин. Во-первых, при сварке основных сплавов с низкой чувствительностью к растрескиванию всегда используйте припой с аналогичным химическим составом. Во-вторых, при сварке основных сплавов с высокой чувствительностью к растрескиванию используйте присадочный сплав с химическим составом, отличным от химического состава основного сплава, чтобы создать химический состав металла шва с низкой чувствительностью к растрескиванию.
Кривые чувствительности к растрескиванию являются отличным показателем вероятности образования горячих трещин, однако существуют и другие вопросы, которые следует учитывать для понимания образования трещин в алюминиевых сплавах. Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, рассматриваемых на кривых чувствительности к трещинам. Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении.
Одной из этих проблем является влияние легирующих элементов, отличных от основных легирующих элементов, рассматриваемых на кривых чувствительности к трещинам. Безусловно, некоторые сплавы на основе алюминия трудно поддаются сварке и могут привести к растрескиванию, особенно без полного понимания их свойств и/или при неправильном обращении.
Фактически, некоторые сплавы на основе алюминия непригодны для дуговой сварки, и по этой причине их обычно соединяют механически, заклепывая или болтируя. Эти алюминиевые сплавы трудно поддаются дуговой сварке без возникновения проблем во время и/или после сварки. Эти проблемы обычно связаны с растрескиванием, чаще всего с горячим растрескиванием и иногда с коррозионным растрескиванием под напряжением (SCC).
Алюминиевые сплавы, попадающие в эту трудносвариваемую категорию, можно разделить на разные группы. Всегда помните о небольшом выборе алюминиевых сплавов, предназначенных для обработки, а не для сварки. Такими сплавами являются 2011 и 6262, которые содержат 0,20-0,6 Bi, 0,20-0,6 Pb и 0,40-0,7 Bi, 0,40-0,7 Pb соответственно. Добавление элементов (висмута и свинца) к этим материалам обеспечивает превосходное стружкообразование в этих легкообрабатываемых сплавах. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах.
Добавление элементов (висмута и свинца) к этим материалам обеспечивает превосходное стружкообразование в этих легкообрабатываемых сплавах. Однако из-за их низких температур затвердевания они могут серьезно снизить возможность получения качественных сварных швов в этих материалах.
В дополнение к упомянутым выше сплавам, не требующим механической обработки, многие другие алюминиевые сплавы могут быть весьма подвержены горячему растрескиванию при дуговой сварке. Чтобы понять, почему некоторые из этих сплавов непригодны для дуговой сварки, необходимо рассмотреть причины, по которым некоторые алюминиевые сплавы могут быть более подвержены горячему растрескиванию.
Горячее растрескивание или растрескивание при затвердевании происходит в алюминиевых сварных швах, когда присутствуют высокие уровни термического напряжения и усадки при затвердевании, когда сварной шов подвергается различным степеням затвердевания. Комбинация механических, термических и металлургических факторов влияет на чувствительность любого алюминиевого сплава к горячему растрескиванию.
Путем комбинирования различных легирующих элементов было разработано множество высокоэффективных термообрабатываемых алюминиевых сплавов для улучшения механических свойств материалов. В некоторых случаях комбинация необходимых легирующих элементов позволяет получать материалы с высокой чувствительностью к горячему растрескиванию.
Избегайте горячего растрескивания алюминиевых сплавов, применяя один или несколько из следующих соответствующих принципов:
- Избегайте чрезвычайно чувствительных к растрескиванию основных материалов, которые обычно считаются несвариваемыми.
- Используйте подходящую таблицу выбора присадочного сплава для выбора наиболее подходящего присадочного сплава для конкретного основного сплава, тем самым избегая критических диапазонов химического состава (диапазонов чувствительности к трещинам) в сварном шве.
- Выберите присадочный сплав с температурой затвердевания, близкой или ниже точки затвердевания основного материала.
- Выберите наиболее подходящую подготовку кромок и корневой зазор, чтобы обеспечить достаточное добавление присадочного материала, что создает химический состав металла сварного шва, выходящий за пределы критического диапазона химического состава.
- Чтобы избежать проблем с растрескиванием, используйте надежные присадочные сплавы, в которые добавлены измельчители зерна, такие как титан или цирконий.
- Используйте максимально возможную скорость сварки. Чем быстрее выполняется сварка, тем выше скорость охлаждения и тем меньше времени сварной шов находится в диапазоне температур горячего растрескивания.
- Старайтесь использовать последовательности и методы сварки и сборки, которые сводят к минимуму ограничения, снижают остаточное напряжение и обеспечивают получение сварных швов приемлемого профиля.
- Приложите сжимающее усилие к сварному соединению во время сварки, чтобы противодействовать механизму растрескивания.

Том Бернс
Том Бернс — директор по техническим услугам AlcoTec Wire Corporation, 2750 Aero Park Drive, Traverse City, MI 49686, 231-922-1218, tburns@alcotec.