Сварка для начинающих: правила и основные моменты
Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.
Основные правила опытного сварщика
Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленны
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.

Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкц
ий, и подобрать соответствующий силовой импульс. Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.
Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Основы электросварки
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированны
 Толстостенный металл способен к высокой нагрузке на электросеть инвертора.
Толстостенный металл способен к высокой нагрузке на электросеть инвертора.Электросварка самостоятельно
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
Далее выставляются показатели силового импульса на панели инвертора.
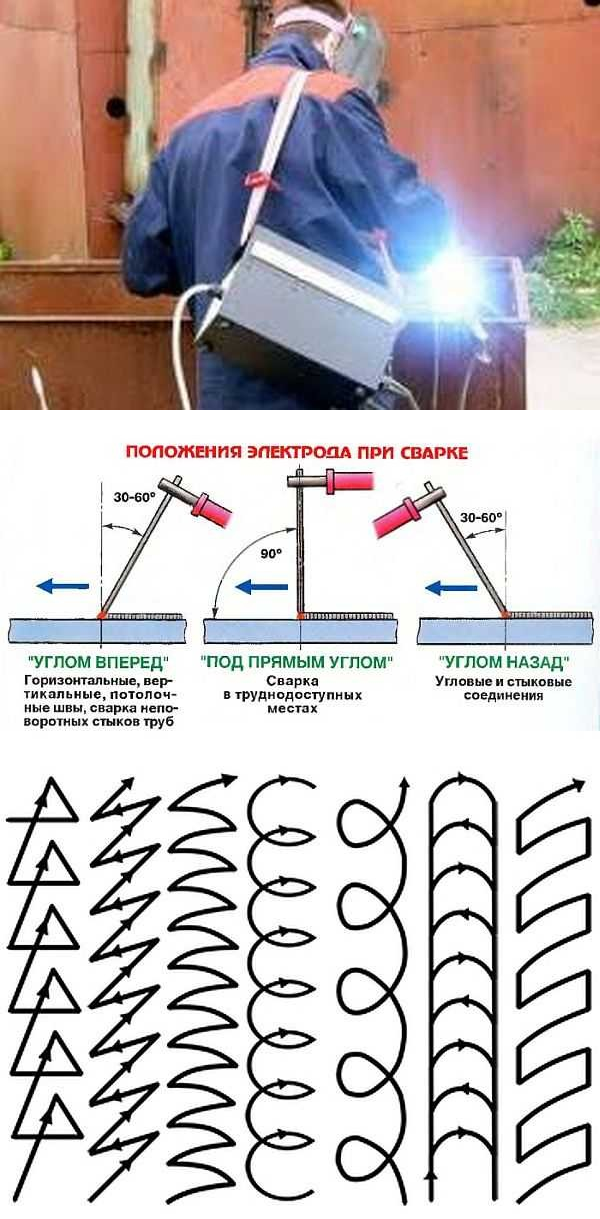
Значения должны соответствовать размерам электродов.Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
 Значения должны соответствовать размерам электродов.
Значения должны соответствовать размерам электродов.Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика. Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Процесс сварочного действия
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Правила выполнения работ
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента.
Второй урок начинающего сварщика «вертикал» | MastakSvarka
В прошлой статье «самое первое упражнение для начинающего сварщика» мы рассмотрели урок «зажигание сварочной дуги и наплавка сварных швов в нижнем положении». Следующим этапом обучения, будет урок сварки вертикальных швов. Для начинающего сварщика, вертикальный шов является сложным упражнением, поэтому обучение проходит в два этапа. Сегодня рассмотрим первый этап.
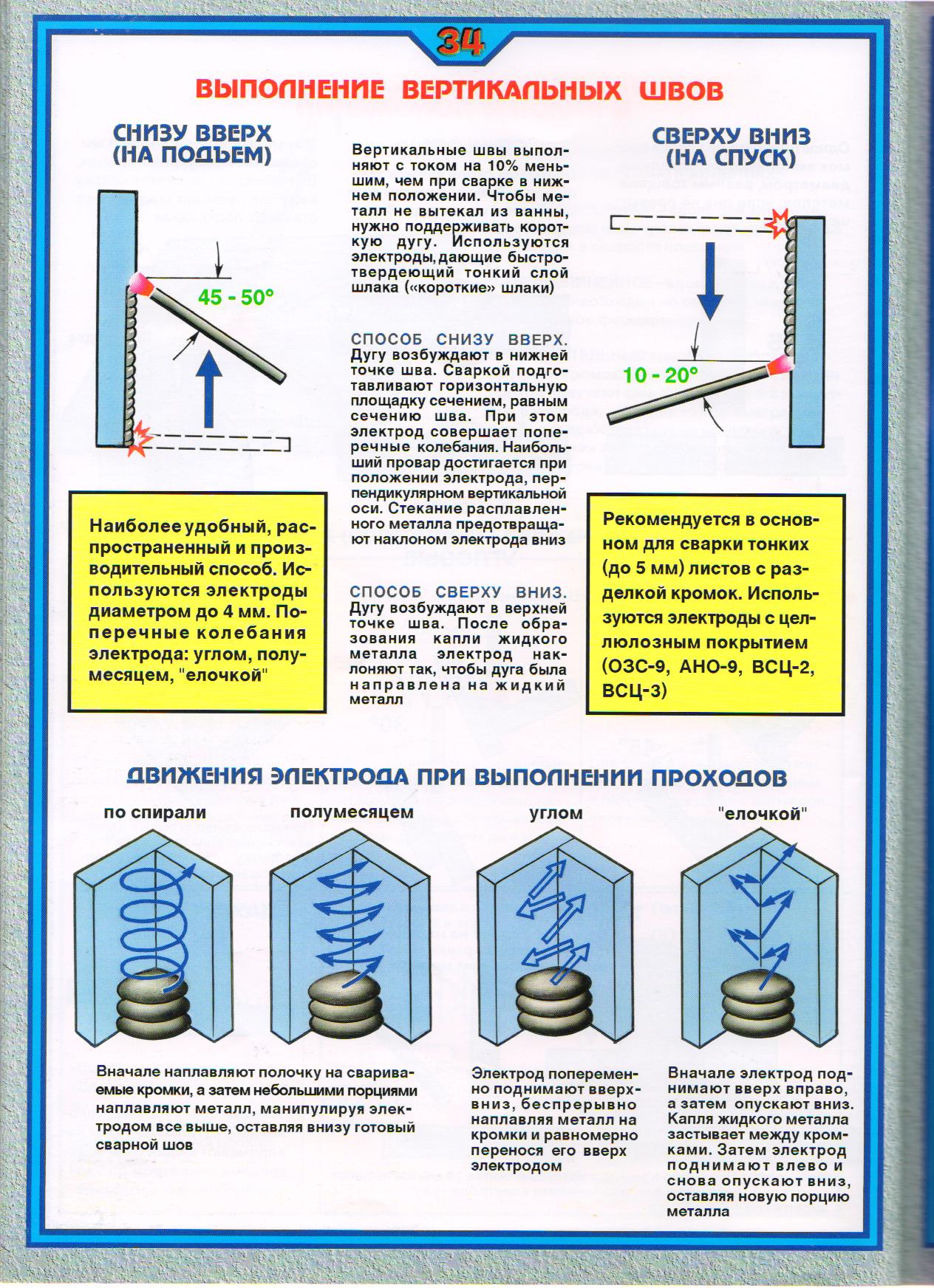
Нам понадобится пластина, желательно большой толщины ( от 6 мм), электроды УОНИ 13/55 диаметром 3 мм или их аналоги. Пластину закрепляем под углом 45 градусов. Выставляем сварочный ток примерно 75-80 А. Сварку будем производить постоянным током, обратной полярности ( плюс на электроде).
Закрепленная пластина под углом 45 градусовЗакрепленная пластина под углом 45 градусов
Первый сварной шов выполняем с края пластины Z- образными движениями. Можно использовать и другие движения рассмотренные в статье «колебательные движения электродом вертикально».
Можно использовать и другие движения рассмотренные в статье «колебательные движения электродом вертикально».
Z( зет -образные) движения электродом
Во время сварки вертикального шва, можно придерживать электрод второй рукой для избежания тряски. Сварку производим снизу вверх.
Поддержка электродаПоддержка электрода
Выполнили первый сварной шов, после отделяем шлак и зачищаем металлической щеткой.
Первый сварной шовПервый сварной шов
Затем приступаем к выполнению второго сварного шва внахлест предыдущего, точно такими же движениями.
Z- образные колебательные движенияZ- образные колебательные движения
Получаем второй сварной шов. Как вы уже догадались, упражнение необходимо проделать до конца пластины.
На освоение данного упражнения отводится от 6 до 12 часов в зависимости от результата. Проделали упражнение на одной пластине, берем вторую и закрепляем полученный навык. На первый взгляд, упражнение кажется очень скучным и малоэффективным, но без него невозможно освоить дальнейшие уроки.
На первый взгляд, упражнение кажется очень скучным и малоэффективным, но без него невозможно освоить дальнейшие уроки.
Небольшое видео можно увидеть здесь:
Компактные сварочные аппараты для начинающих сварщиков
Оптометрист сэкономил 29 000$, взявшись за сварку самостоятельно
Колумбус, Огайо – Когда д-р Мэтт Джонс узнал, во сколько ему может обойтись изготовление перил для лестничных площадок в своем новом доме, он подумал – нет ли другого выхода?
Джонс и его жена Синди недавно завершили строительство своего нового дома площадью 510 кв. м в пригороде Колумбуса. Чтобы дополнить французский стиль дома, они захотели сделать для двух своих лестниц перила из кованой стали. Синди разыскала несколько фотографий старинных лестниц, и они отправили их подрядчику. Когда он запросил 33 000$, Мэтт Джонс решил поискать альтернативу в Интернете.
Когда он запросил 33 000$, Мэтт Джонс решил поискать альтернативу в Интернете.
Он нашел сайт Decorative Iron, где продавались подходящие изделия с орнаментом из завитков. Обзвонив местных поставщиков, он пришел к выводу, что дешевле всего будет заказать орнамент из Хьюстона, где располагается главный офис Decorative Iron.
Когда Джонс захотел узнать побольше о методе «точечной сварки», он наткнулся на сайт Lincoln Electric и загорелся идеей выполнить эту задачу своими силами. Вскоре после этого он посетил местный магазин металлоизделий, где продавец показал ему комплект из механизма подачи проволоки и сварочного аппарата от компании Lincoln Electric, а также сопутствующие аксессуары, подробную инструкцию и видеоуроки.
«Сначала я немного колебался, но продавец смог меня убедить, – говорит Джонс. – Он сказал: «Попробуйте. Прочитайте книгу и посмотрите уроки». В итоге я так и сделал».
Прочитав инструкцию и несколько раз просмотрев видео, Джонс решил сделать пару пробных попыток. По его словам, на то, чтобы научиться сваривать два куска металла, которые после этого смогли бы пройти испытание ударом молотка, у него ушло всего лишь полчаса. Как он говорит, «сложнее всего было научиться контролировать тепловложение, чтобы я не прожигал трубу насквозь».
По его словам, на то, чтобы научиться сваривать два куска металла, которые после этого смогли бы пройти испытание ударом молотка, у него ушло всего лишь полчаса. Как он говорит, «сложнее всего было научиться контролировать тепловложение, чтобы я не прожигал трубу насквозь».
Затем Джонс провел 10 следующих выходных, сваривая перила. Завитки представляют собой изделия из ковкой стали размером 6х19 мм. В качестве вертикальных опор использовались трубы диаметром 2,5 см с толщиной стенок 1,9 мм, верхних перил – швеллерный профиль диаметром 2,5 см.
По требованиям жилищной инспекции сквозь опоры лестничных перил не должна проходить сфера диаметром 10 см. Поэтому, чтобы собрать конструкцию вместе, Джонсу пришлось срезать много завитков, но благодаря этому готовые перила прошли все тесты жилищного инспектора.
«Я очень рад, что Lincoln производит такое оборудование. Оно хорошо продумано и очень надежно. Еще одно преимущество – это качественное руководство и видеоуроки. Не думаю, что я бы смог без них справиться, – говорит Джонс.
После завершения проекта Джонс подсчитал, что на перила у него ушло лишь 4 000$. Таким образом, он сэкономил 29 000$. Эти затраты включили все материалы, аппарат Lincoln, перчатки, два самозатемняющихся шлема (один для его сына, который наблюдал за его работой) и отрезное устройство.
Сожалеет ли он о чем-нибудь?
«Когда я узнал о системах плазменной резки Lincoln, я понял, что при таком объеме работы одна такая мне бы очень пригодилась».
Уроки сварки: Сварка полуавтоматом для начинающих
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата.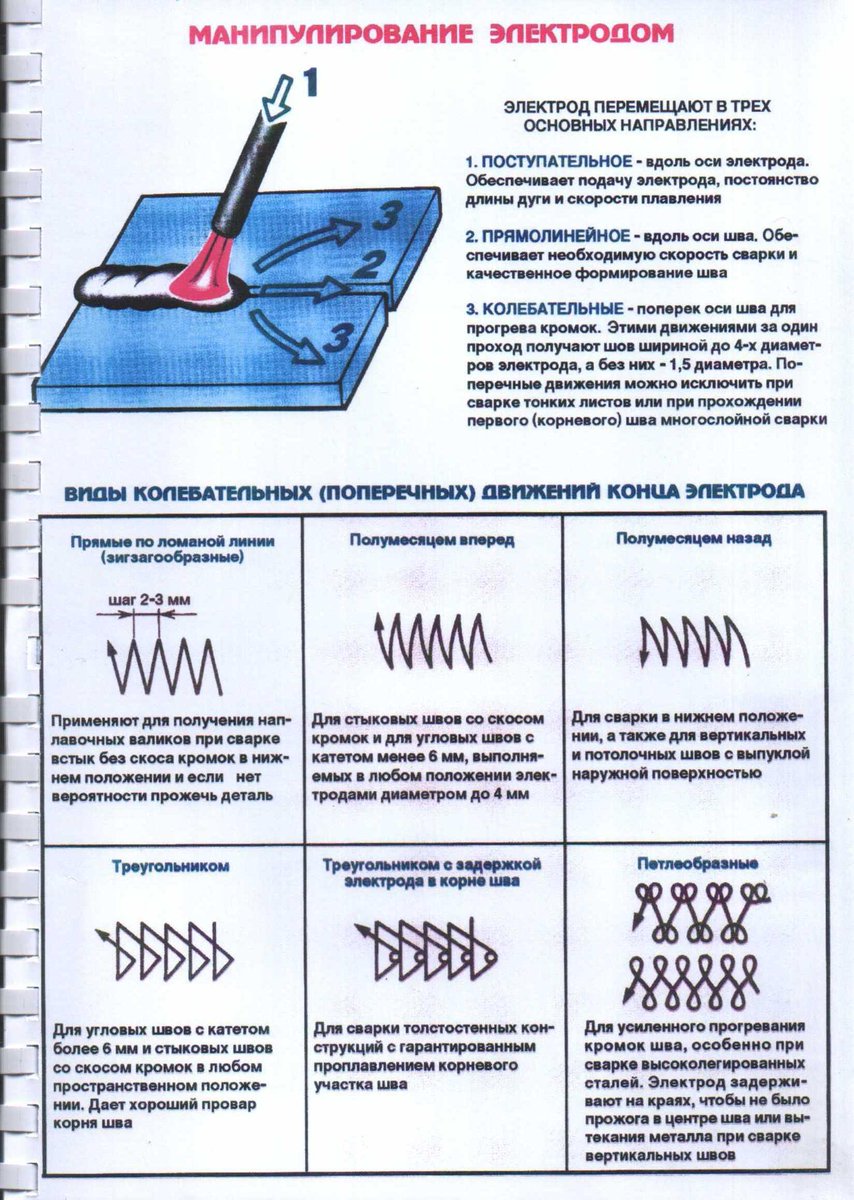 Для аппарата с синергетикой это очень просто:
Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл. -
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
—-
Удалить или отредактировать эту статью можно в бэк-офисе сайта в разделе «Статьи»
Инструкции по работе с блогом на InSales доступны в нашей документации: https://www.insales.ru/collection/doc-settings/product/rabota-s-blogami
Сварка для начинающих | Изучите основы сварки
Из самых ранних моих воспоминаний я склеивал бумагу, чтобы сделать что-нибудь в детском саду. Моими материалами тогда были куски плотной бумаги, вырезанные тупыми ножницами, и большая туба с пастой. В настоящее время у меня возникает то же чувство каждый раз, когда я склеиваю два куска металла с помощью сварочного аппарата.
Сварка может быть интересной и выгодной для всех, кто хочет создать что-нибудь из разнообразного сырья.Давно прошли времена огромных стационарных стальных шкафов, которые занимали место в гараже и потребляли 220 вольт. Теперь сварщиком может выступать удобный «ящик для жужжания» размером с коробку для снастей или устройство для подачи проволоки, которое работает от электросети 110 вольт и может переноситься с места на место одной рукой. Для домашнего хобби или обычного небольшого использования на ферме небольшая машина — это обычно просто билет.
На этой фотографии изображен авторский сварочный аппарат с механизмом подачи проволоки на верхней полке и сварочный аппарат на нижней полке тележки с роликами.В тележке также есть зажимы, проволочные щетки, сварочные стержни, каски, маркеры и перчатки. Когда я рос в очень сельской местности, меня впервые познакомил со сваркой мой отец. Он был генеральным подрядчиком, который реконструировал старые дома, был пастором сельской церкви, и его всегда призывали предоставлять общие услуги разнорабочего для людей из нашей небольшой общины . .. всегда отказываясь платить за свои услуги. Человек с минимальным формальным образованием, папа мог изучить проблему или потребность, а затем набросать простой рисунок в небольшом блокноте, который он носил в кармане рубашки.Затем он посетит свою груду труб, уголков и листовой стали в углу своей небольшой лавки на заднем дворе и заберет все необходимое. Спустя несколько минут или несколько часов он построил бы необходимый инструмент, деталь или другую штуковину, необходимую для решения возникшей проблемы.
.. всегда отказываясь платить за свои услуги. Человек с минимальным формальным образованием, папа мог изучить проблему или потребность, а затем набросать простой рисунок в небольшом блокноте, который он носил в кармане рубашки.Затем он посетит свою груду труб, уголков и листовой стали в углу своей небольшой лавки на заднем дворе и заберет все необходимое. Спустя несколько минут или несколько часов он построил бы необходимый инструмент, деталь или другую штуковину, необходимую для решения возникшей проблемы.
Мое первое воспоминание о том, как он сваривал, было связано со мной, когда я сидел на гаражном стуле, сделанном из колеса грузовика, двухфутового куска плоского стального прутка и старого чугунного сиденья сельскохозяйственного орудия. Этот прочный табурет был одним из первых сварочных проектов отца задолго до того, как он помог маме создать меня.Спустя 45 лет этот стул все еще стоит в его мастерской, он такой же прочный и удобный, как и прежде. Помимо изготовления всевозможных необходимых предметов, папа также делал вращающиеся бельевые веревки и декоративные вешалки для растений из выброшенного сельскохозяйственного оборудования. Он также заработал репутацию своими самодельными грузовыми прицепами и нестандартными сцепными устройствами для прицепов.
Он также заработал репутацию своими самодельными грузовыми прицепами и нестандартными сцепными устройствами для прицепов.
Я хочу сказать, что научиться сварке может каждый. У папы не было формального образования, но даже сегодня он все еще может поспевать за самым опытным торговцем.Я никогда не ходил на курсы сварки, кроме его импровизированных уроков в гараже за нашим домом, когда рос, но я рубил и упаковывал классические рамы грузовиков, ремонтировал прицепы, заменял ржавчину патч-панелями на старинных автомобилях, ремонтировал тракторы и строил свои Изрядная доля ангаров для растений и мангалов, а также новинок из подков и гвоздей. И хотя это не мой главный интерес, я заработал на сварке более чем достаточно денег, чтобы клиенты могли оплачивать мое оборудование и расходные материалы для моего собственного использования.
Первый шаг
Первый шаг — определить тип проектов, которыми вы хотите заниматься. Будете ли вы в мастерской делать безделушки и подарки в качестве хобби? Или вам нужна небольшая портативная машина, которую можно вынести на подъездную дорожку или в поле для ремонта прицепного устройства или сельскохозяйственного орудия.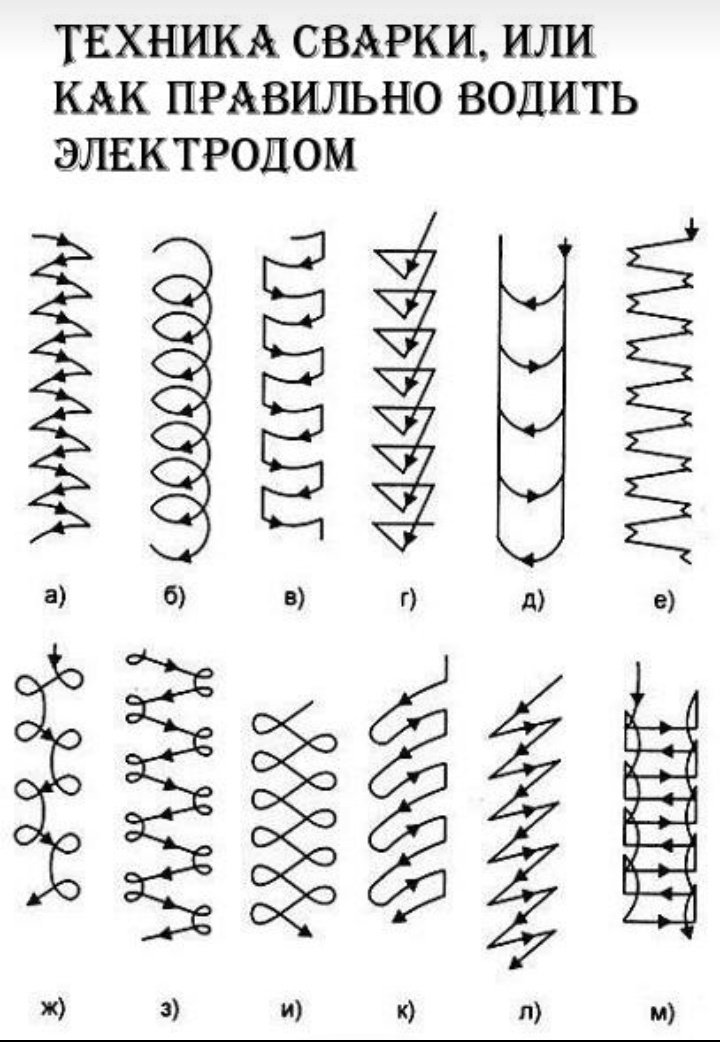 Если вас интересуют хобби и сварка листового металла, такого как панели кузова автомобилей или деки газонокосилок, лучше всего вам подойдет небольшая машина для подачи проволоки. Для более крупного ремонта стали вам потребуется более мощный аппарат, а портативный сварочный аппарат с потребляемой мощностью 110 или 220 вольт — это всего лишь билет с минимальными вложениями.
Если вас интересуют хобби и сварка листового металла, такого как панели кузова автомобилей или деки газонокосилок, лучше всего вам подойдет небольшая машина для подачи проволоки. Для более крупного ремонта стали вам потребуется более мощный аппарат, а портативный сварочный аппарат с потребляемой мощностью 110 или 220 вольт — это всего лишь билет с минимальными вложениями.
Существует множество передовых методов и оборудования для сварки — MIG и TIG для алюминия и нержавеющей стали, металлическая газовая дуга, углеродная дуга и, в последнее время, атомарный водород. Но они предназначены для опытных сварщиков и здесь не рассматриваются. Моя цель — поделиться некоторой информацией с новичком или сварщиком-любителем и убедить того, кто не занимается сваркой, в том, что пора взять прут (или катушку для сварочного аппарата с механизмом подачи проволоки) в руки и устранить необходимость в найме дорогостоящего магазина или установка на грузовике на заказ для выполнения простого повседневного ремонта металла.
Помимо электродной сварки и сварки с подачей проволоки, существует также кислородно-ацетиленовая сварка, или «газовая сварка». Прелесть «газовой» сварки в том, что вы можете использовать один и тот же аппарат для резки и сварки металла. Хотя кислородно-ацетиленовая сварка имеет некоторые ограничения при работе с тонким листовым металлом, возможность резки и сварки на одном оборудовании часто делает ее первым вариантом для многих новичков. Возможно, я расскажу о газовой сварке в одной из следующих статей.
Выберите сварочный аппарат
Дуговая сварка включает в себя любой метод, в котором для создания дуги используется электричество.Это может быть сварка штучной сваркой, также называемая сваркой «жужжащим ящиком», при которой используется расходный сварочный стержень как для создания дуги, так и для обеспечения сварного шва дополнительным присадочным металлом. Это может быть сварка в среде инертного газа металла, также известная как MIG, при которой используется устройство подачи проволоки с защитным газом.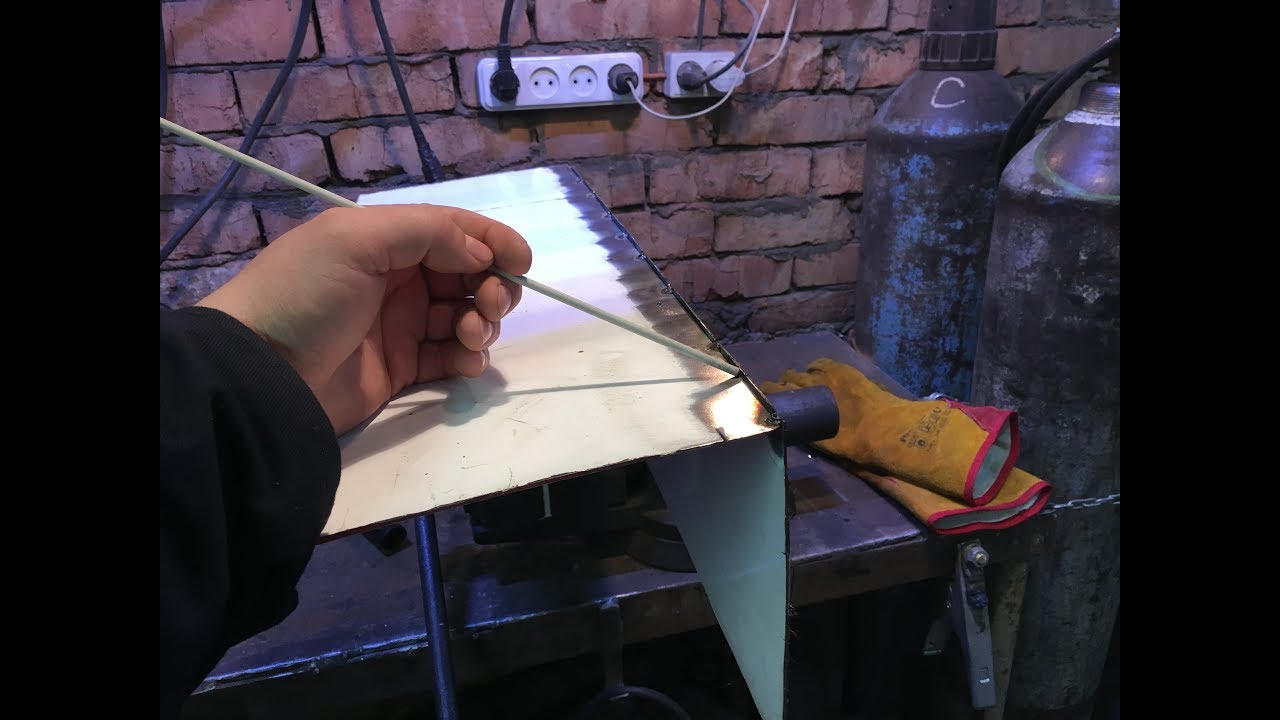 Более простой и менее дорогой вариант сварки MIG — это устройство подачи проволоки, в котором используется проволока с флюсовым сердечником. Чуть позже я расскажу о плюсах и минусах защитного газа.
Более простой и менее дорогой вариант сварки MIG — это устройство подачи проволоки, в котором используется проволока с флюсовым сердечником. Чуть позже я расскажу о плюсах и минусах защитного газа.
При любой форме дуговой сварки свариваемый материал по существу плавится под действием мощной электрической дуги.Например, металл присоединяется к отрицательному источнику питания, затем сварочный наконечник (либо проволока в устройстве подачи проволоки, либо наконечник сварочного стержня при сварке штангой) прикрепляется к положительной стороне источника питания. Когда положительно заряженный наконечник находится в непосредственной близости от свариваемого отрицательно заряженного металла, возникает электрическая «дуга». Эта дуга — это то, что сильно нагревает металл до точки плавления, позволяя соединить детали вместе. Эта дуга также создает ослепляющее сияние и устрашающее «жужжание», связанное со сваркой.Когда я был маленьким мальчиком, я обнаружил, что наблюдать за ярким светом дуги (разумеется, через темное защитное стекло сварочного шлема) и слышать это мощное жужжание в сочетании с ливнем искр, создаваемых расплавленным металлом, столь же приятно, как фейерверк на Четвертый день месяца. Июль.
Июль.
Некоторые более дорогие сварочные аппараты позволяют пользователю изменять отрицательную / положительную полярность с помощью переключателя для повышения производительности в зависимости от свариваемого материала. Но для простой сварки дома или на ферме достаточно простого аппарата переменного тока.
Сварка с подачей проволоки
Любой, кто экспериментировал с различными методами, склонен согласиться с тем, что сварка MIG — это самый простой процесс для изучения и освоения. Вспышка дуги и связанный с ней «жужжащий» звук менее устрашающе, чем при сварке штучной сваркой. Аппарат подает проволоку в зону дуги с заранее определенной скоростью, что избавляет человека, выполняющего сварку, от необходимости измерять скорость, с которой вводить новый материал в сварной шов и соответственно двигаться.
Сварку MIG можно разделить на два основных типа: подача защитного газа или проволока с флюсовым сердечником.Большинство машин будет работать с использованием любого из этих методов. Если вы хотите, чтобы сварные швы выглядели чище, или вы намереваетесь покрасить или нанести какое-либо другое нанесенное финишное покрытие на сварное соединение, тогда вам может понадобиться машина, которая предлагает опцию защитного газа. Остатки, оставшиеся после использования проволоки с флюсовым сердечником, трудно очистить, и они могут вызвать проблемы с адгезией краски на линии.
Если вы хотите, чтобы сварные швы выглядели чище, или вы намереваетесь покрасить или нанести какое-либо другое нанесенное финишное покрытие на сварное соединение, тогда вам может понадобиться машина, которая предлагает опцию защитного газа. Остатки, оставшиеся после использования проволоки с флюсовым сердечником, трудно очистить, и они могут вызвать проблемы с адгезией краски на линии.
Базовые машины с опцией защитного газа можно легко найти по цене от 200 до 400 долларов, и они требуют всего 110 вольт бытового тока.«Защитный газ» — негорючий газ, который закупается в баллоне под давлением и используется в аппаратах для сварки MIG или TIG. Газ проходит через сварочный аппарат и подается к сварочному наконечнику, где он создает невидимый газовый «экран» над и вокруг формируемого сварного шва. Газ помогает создать более гладкий и привлекательный сварной шов. Газ, закупаемый для сварки MIG, обычно представляет собой смесь аргона и кислорода. В этом случае проволока, используемая в сварочном аппарате, должна быть сплошной проволокой. Проволока продается в рулонах и легко устанавливается в корпус сварочного аппарата через люк на боковой стороне аппарата.
Проволока продается в рулонах и легко устанавливается в корпус сварочного аппарата через люк на боковой стороне аппарата.
При капитальном ремонте и любительских работах сварка флюсовой проволокой намного проще и дешевле. Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс — это твердый материал, который имеет консистенцию некачественного бетона и при перегреве выделяет газ. Газ реагирует так же, как смесь аргона и кислорода при газовой сварке, вытесняя природный кислород и создавая невидимый газовый карман для образования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что аппарат легче переносить с места установить, не таща за собой баллон с сварочным газом, а также соответствующий манометр и шланг, и вы сэкономите на расходах на газ.Сварочный аппарат с подачей проволоки на 110 В, оснащенный рулоном проволоки с флюсовым сердечником, представляет собой автономную машину для соединения металлов, которую можно легко носить с собой куда угодно.
Возможности устройства подачи проволоки в основном связаны с вопросом о толщине металла, которую он будет сваривать. Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, прилагаемых к любой новой машине. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с механизмом подачи проволоки, нет причин покупать подержанный аппарат, у которого могут возникнуть какие-то невидимые проблемы.Я использовал одну и ту же недорогую машину в течение последних 10 лет или около того, без единой проблемы.
После того, как вы приобрели сварочный аппарат с механизмом подачи проволоки и познакомились с ним, начните практиковаться на некоторых кусках листовой стали, уголка или трубах. Во-первых, и это относится к любому сварочному проекту, убедитесь, что металл чистый и на нем нет ржавчины, масел или смазки. Грязный или покрытый ржавчиной металл — настоящая проблема для работы, и сварной шов после завершения будет не таким прочным. Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории.Затем установите на машине рекомендуемые температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемое руководство будет в руководстве пользователя, которое поставляется вместе с машиной. Начните с перекрытия соединяемых кусков металлолома.
Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории.Затем установите на машине рекомендуемые температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемое руководство будет в руководстве пользователя, которое поставляется вместе с машиной. Начните с перекрытия соединяемых кусков металлолома.
Удерживайте сварочный наконечник под углом 45 градусов к L, образованному стыком с кончиком проволоки, который выступает из сопла примерно на 5/8 дюйма от металла.Надев сварочный шлем или щиток (о шлемах я еще поговорим позже) нажмите на курок сварочного сопла. Сразу же проволока продвинется вперед и образуется дуга. Начните медленно перемещать сопло по длине свариваемого стыка, сохраняя расстояние между наконечником сопла и металлической поверхностью. Некоторые люди проталкивают сварной шов, в то время как другие предпочитают отодвигать наконечник от уже уложенного сварного шва. Нет правильного пути, просто разные мнения сварщиков, как профессиональных, так и любительских.Невозможно выразить словами, насколько быстро или медленно нужно двигать наконечник. Только метод проб и ошибок даст вам почувствовать темп, в котором вам следует двигаться. Вот тут и пригодится практика на записках.
Нет правильного пути, просто разные мнения сварщиков, как профессиональных, так и любительских.Невозможно выразить словами, насколько быстро или медленно нужно двигать наконечник. Только метод проб и ошибок даст вам почувствовать темп, в котором вам следует двигаться. Вот тут и пригодится практика на записках.
Хотя есть кривая обучения, она очень мала, и вы удивитесь, как быстро вы начнете делать идеальные сварные швы. Примеры идеальных и неидеальных сварных швов см. На прилагаемых фотографиях. Теперь начните практиковаться, и как только вы сможете наполовину сделать последовательную бусинку, начните творчески подходить к безделушкам и гаджетам, которые вы можете варить в свое удовольствие.Поэкспериментируйте с регулировкой температуры сварного шва и скорости подачи проволоки в это время. Вы быстро разовьете любовь к сварке и удивитесь, как вы могли так долго не делать этого самостоятельно.
Автор сваривает два куска тонкого листового металла с помощью переносного сварочного аппарата с механизмом подачи проволоки.Цель состоит в том, чтобы получить чистый, прочный сварной шов, соединяющий две части металла с хорошим проплавлением.
По мере улучшения ваших навыков вы можете переходить к углам 90 градусов, вертикальным сварным швам и более толстым металлам. Как только вы сможете уложить хороший борт, возьмите сваренную тренировочную деталь и попытайтесь сломать или разорвать сварной шов.Вы быстро обнаружите проблемы с проникновением или адгезией. Правильное проникновение придет с практикой и увеличением мощности, пока вы не достигнете нужной точки для соединяемого металла. Общее практическое правило заключается в том, что вы должны иметь возможность переворачивать сварные детали и видеть, где тепло передается через металл, что проявляется в обесцвечивании на противоположной стороне от сварного шва.
Автор соединяет два уголка с помощью сварочного аппарата на 220 вольт. Необходима соответствующая защита глаз, а перчатки и другое защитное снаряжение защищают от разлетающихся искр.
Если вы решили использовать защитный газ, подсоедините шланг подачи и баллон в соответствии с рекомендациями производителя. При открытом клапане баллона и выключенном питании нажмите спусковой крючок на форсунке и прислушайтесь к выходу газа из наконечника. Это позволяет узнать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока дугой коснется свариваемого металла.
Ручная сварка
Первым сварщиком, которого я помню, был динозавр в виде станка в кузнице моего дедушки.Сварщик был примерно вдвое меньше современного холодильника, имел пару больших латунных регулировочных ручек спереди и ряд съемных розеток по всей длине машины, причем каждое отверстие было помечено другим номером. Для прикрепления к свариваемому металлу использовался тяжелый провод с зажимом на конце. Другой провод, с держателем стержня на другом конце, был вставлен в машину в одно из отверстий в ряду в зависимости от силы тока, с которой вы хотели сваривать. Аппарат не был портативным, занимал много места и был совершенно ужасен в использовании.
Аппарат не был портативным, занимал много места и был совершенно ужасен в использовании.
Дома у моего отца была более новая машина, ярко-красный Lincoln®… размером примерно в треть и намного проще, с переключателем включения / выключения, одной большой черной пластиковой ручкой регулировки мощности и двумя проводами. Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все же рядом должна была быть розетка на 220 В. Этим сварочным аппаратом он пользовался около 25 лет, а в день, когда он перестал работать, поехал в ближайший хозяйственный магазин и купил новый от того же производителя. Сейчас он работает с этой машиной 20 лет, и за это время она сослужила ему огромную службу.
Я не из тех, кто бросает имена, поэтому скажу только, что в наши дни есть несколько производителей, производящих качественные сварочные аппараты. Независимо от того, какой инструмент или оборудование вы покупаете, небольшое исследование в Интернете и общение с друзьями или экспертами в данной области — хороший способ определиться с брендом. Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, в магазине была заключена отличная сделка на это почти новое устройство.Я уверен, что мог бы быть в равной степени доволен Lincoln или любым другим брендом, если бы он функционировал должным образом. Мой сварщик примерно вдвое меньше машины моего отца, и я таскаю его на нижнем уровне тележки. Мой сварщик MIG сидит на верхней полке с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток для поездки. Мой аппарат MIG работает от 110 бытового тока, а мой сварочный аппарат — от 220. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогими 110-ю единицами.У меня есть 40-футовый удлинительный шнур 220, чтобы я мог брать сварщиков куда угодно в моем магазине 30X40 или на подъездную дорожку для работы с более крупным оборудованием.
Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, в магазине была заключена отличная сделка на это почти новое устройство.Я уверен, что мог бы быть в равной степени доволен Lincoln или любым другим брендом, если бы он функционировал должным образом. Мой сварщик примерно вдвое меньше машины моего отца, и я таскаю его на нижнем уровне тележки. Мой сварщик MIG сидит на верхней полке с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток для поездки. Мой аппарат MIG работает от 110 бытового тока, а мой сварочный аппарат — от 220. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогими 110-ю единицами.У меня есть 40-футовый удлинительный шнур 220, чтобы я мог брать сварщиков куда угодно в моем магазине 30X40 или на подъездную дорожку для работы с более крупным оборудованием.
 Как только сварной шов остынет, используйте молоток, чтобы сбить внешний слой шлака, чтобы обнажить сам шов.
Как только сварной шов остынет, используйте молоток, чтобы сбить внешний слой шлака, чтобы обнажить сам шов. Как и при сварке MIG, первым делом необходимо ознакомиться со сварочным аппаратом и его возможностями, описанными производителем. Эти знания хранятся в вашей голове для использования в будущем, теперь пора приступить к сварке.При сварке штангой большое внимание уделяется выбору сварочного стержня. Стержни, которые обычно можно найти в хозяйственных магазинах или магазинах сельскохозяйственных товаров, будут иметь маркировку «E6011», «E6013» или, возможно, «E7020». Буква «E» обозначает, что стержень подходит для электродуговой сварки. Первые два числа обозначают предел прочности материала стержня на разрыв при снятии напряжения в сварном шве, выполненном стержнем. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловые или стыковые соединения, а «1» означает, что он подходит для всех положений. Четвертое число дает представление о типе покрытия и другую дополнительную информацию, которая не требуется любителю или непрофессиональному сварщику. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Четвертое число дает представление о типе покрытия и другую дополнительную информацию, которая не требуется любителю или непрофессиональному сварщику. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Я бы посоветовал вам начать с хорошего универсального удилища, такого как E6011. Он справится с большинством ремонтов дома или фермы, от деки газонокосилки до ковша фронтального погрузчика. Затем вам нужно выбрать правильный размер стержня. Для начала выберите пруток примерно такой же толщины, как свариваемый материал.По мере совершенствования навыков вы можете перейти к сварке гораздо более толстого материала, сделав несколько проходов и наложив сварной шов. Но это происходит после некоторой практики.
Держа сварочный аппарат со стержнями в руке и выключенный аппарат, вставьте сварочный стержень в зажим держателя стержня на конце сварочного кабеля. Другой зажим прикрепите к свариваемому материалу. Отрегулируйте настройку машины в соответствии с рекомендациями производителя относительно толщины материала. Расположите наконечник стержня на расстоянии не менее нескольких дюймов от материала и включите выключатель питания.Вы услышите очень отчетливый гул, когда машина включится. Теперь, когда шлем или щит на месте, медленно переместите кончик стержня в сторону свариваемого соединения. В то время как сварочный аппарат MIG издает дугу, когда проволока продвигается и касается металла, в сварочном аппарате штангой вам придется «поцарапать» металл кончиком стержня, чтобы зажечь дугу. Это один из самых сложных аспектов обучения сварке клеем. Поцарапайте наконечник и слишком быстро или далеко отодвиньте его от металла, и дуга сломается. Если царапать слишком медленно, наконечник стержня будет прилипать к свариваемому металлу.Возвратно-поступательное движение обычно нарушает адгезию, но иногда вам необходимо выключить машину и принудительно освободить стержень от материала, прежде чем начинать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности как можно более чистые.
После получения дуги медленно продвигайте стержень вдоль стыка, чтобы сформировать валик сварного шва. Вы можете использовать небольшое движение вперед и назад или заставить наконечник перемещаться по крошечным кругам, перекрывая только что сваренную область при каждом проходе.При любой сварке наблюдайте за сварным швом, как если бы он формируется, и убедитесь, что обе соединяемые детали плавятся, а стержень (или проволока) добавляется к валику для создания дополнительного материала в стыке. При сварке штангой стержень расплавится и упадет в расплавленную лужу, и вам придется постоянно перемещать оставшийся конец стержня ближе для поддержания дуги. Прекратите сварку, когда стержень используется до такой степени, что рядом с держателем остается только пара дюймов флюсового покрытия. На этом этапе вы можете заменить стержень и приварить еще.Но помните, что оставшаяся часть старого удилища будет очень горячей, поэтому будьте осторожны.
Помните, что практика делает лучше, а чем больше практики, тем лучше. С базовым пониманием, теперь все, что остается делать, это сваривать и наслаждаться своим новым навыком.
Прежде чем закончить, было бы неправильно, если бы я не обсуждал связанное со сваркой оборудование.В первую очередь — это защита глаз. Интенсивное излучение сварочной дуги может быстро вызвать необратимое повреждение зрения. Новый сварщик, скорее всего, будет иметь по крайней мере ручной сварочный щиток. Повесьте его на стену, чтобы использовать, когда внук или сосед захочет посмотреть, как вы когда-нибудь сварите. Купите сварочный шлем, который закрывает лицо и шею. Не только линза обеспечит адекватную защиту зрения, но и остальная часть шлема защитит ваше лицо и шею от болезненных и вредных радиационных ожогов.Последним и величайшим достижением в области сварки стал шлем с автоматическим затемнением. Шлемы старого образца нужно было опускать непосредственно перед зажиганием дуги и поднимать для просмотра вашей работы после того, как дуга была сломана. Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный вид через линзу до тех пор, пока на долю секунды не сформируется дуга стержня или наконечника проволоки. Линза мгновенно становится черной, и ваши глаза получают необходимую защиту. И как только дуга сломается, линза обратит процесс в обратном направлении и станет светлее, чтобы вы могли рассмотреть сварной шов.
Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный вид через линзу до тех пор, пока на долю секунды не сформируется дуга стержня или наконечника проволоки. Линза мгновенно становится черной, и ваши глаза получают необходимую защиту. И как только дуга сломается, линза обратит процесс в обратном направлении и станет светлее, чтобы вы могли рассмотреть сварной шов.
Следующими по важности должны быть перчатки для сварщиков. Эти толстые длинные перчатки не являются обязательными, но обеспечивают защиту как от излучения дуги, так и от искр, которые являются частью процесса соединения металлов. Они также удобны для токарной обработки и обработки недавно сваренного металла. Другая дополнительная одежда для сварщиков — кожаные или плотные брезентовые рубашки, брюки или фартуки. Избегайте сварки в теннисных туфлях и не засовывайте штанины в ботинки. Несколько лет назад, модифицируя раму классического грузовика, я уронил кусок расплавленного металла из сварного шва прямо на мою теннисную обувь. Расплавленный металл прогорал так быстро, как будто ботинка даже не было. И в худшем случае мой отец однажды сваривал, засунув джинсовые ноги в ковбойские сапоги. Большой кусок расплавленного металла упал с сварного шва и соскользнул с его штанины в ботинок. Прежде чем он успел снять ботинок, металл расплавил нейлоновый носок до ступни. Сильный ожог и последующая инфекция зажили месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, экранированных флюсом, после их остывания.
Расплавленный металл прогорал так быстро, как будто ботинка даже не было. И в худшем случае мой отец однажды сваривал, засунув джинсовые ноги в ковбойские сапоги. Большой кусок расплавленного металла упал с сварного шва и соскользнул с его штанины в ботинок. Прежде чем он успел снять ботинок, металл расплавил нейлоновый носок до ступни. Сильный ожог и последующая инфекция зажили месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, экранированных флюсом, после их остывания.
Избегайте сварочных работ, стоя на мокрой поверхности, и убедитесь, что рабочее место хорошо вентилируется. Это базовые вещи, но с любым проектом вы иногда торопитесь и начинаете что-то делать, не руководствуясь здравым смыслом. Тем не менее, сварка — это увлекательный и полезный навык. Вы найдете бесчисленное количество применений для сварных проектов для себя и друзей, и, похоже, в наши дни все меньше и меньше магазинов предлагают сварочные услуги.После того, как вы должным образом улучшите свои навыки, вы можете подумать о том, чтобы заняться оплачиваемой работой для других людей. Что может быть лучше хобби, которое окупается?
Тем не менее, сварка — это увлекательный и полезный навык. Вы найдете бесчисленное количество применений для сварных проектов для себя и друзей, и, похоже, в наши дни все меньше и меньше магазинов предлагают сварочные услуги.После того, как вы должным образом улучшите свои навыки, вы можете подумать о том, чтобы заняться оплачиваемой работой для других людей. Что может быть лучше хобби, которое окупается?
Сварка — Общественный колледж Анны Арундел
Подготовьтесь к трудоустройству всего за пять недель!
Уроки сварки открыты и проводятся в адаптированном формате в Техническом центре Earlbeck. Соблюдаются правила и протоколы социального дистанцирования. Запишитесь сегодня!
AACC в сотрудничестве с Earlbeck Gases and Technologies может помочь вам стать сварщиком, пройдя современное обучение сварке STICK, MIG и TIG.Помогите удовлетворить спрос на квалифицированных сертифицированных сварщиков в районе Балтимора / Вашингтона и подготовьтесь к немедленной работе.
Обзор обучения
Студенты проходят аудиторную и практическую подготовку с использованием новейшего сварочного оборудования, доступного в отрасли. Мы предлагаем дневные и вечерние занятия в учебном центре Earlbeck Gases and Technologies Training в течение всего года. Earlbeck — это предприятие, прошедшее аккредитацию Американского сварочного общества.
Earlbeck Gases and Technologies
8204 Пуласки шоссе
Балтимор, Мэриленд 21237
Экскурсии доступны по предварительной записи.Позвоните Дону Ходжесу по телефону 410-687-8400.
Требования
- Должно быть старше 18 лет
- Брюки из хлопка, рубашка из хлопка и туфли с закрытым носком
Стоимость
Приведенные ниже расходы представляют собой цену для жителей округа Анн-Арундел, включая обучение и сборы.
- Основы сварки — 178 долл. США
- Фундаментальный курс — 1 703 долл. США
- Курсы среднего и продвинутого уровней — 2 503 долл. США
- Курсы «Сварка для работы» — 3 868 долл. США
- Сварочные символы — 310 $
- Визуальный осмотр сварки — 310 $
 США
СШАУзнайте о некредитных стипендиях.
AACC предлагает студентам избранных программ возможность поступить без финансового бремени, связанного с оплатой обучения в колледже. Приемлемые студенты теперь могут посещать AACC, при этом все обучение и сборы оплачиваются в виде стипендий.
Серия Welding for Work полностью поддерживается Губернаторскими фондами помощи в чрезвычайных ситуациях (GEER) I и II Министерства образования США в рамках гранта финансовой помощи на общую сумму 364 000 долларов для прямой помощи студентам на осенний семестр 2021 года.
Посетите информационную сессию, чтобы узнать больше.
Работа Outlook
Заработная плата высококонкурентная. По данным Бюро статистики труда США, сварщики начального уровня могут зарабатывать 18 долларов в час, в то время как опытные сварщики с несколькими сертификатами Американского общества сварки (AWS) могут удвоить или утроить свою заработную плату.
Курсы
Все курсы
Сварочное обучение состоит из курсов фундаментального, среднего и продвинутого уровней без зачисления.Начните с основного курса сварки и продолжайте специализироваться на одном из трех процессов (STICK, MIG или TIG) с обучением на среднем и продвинутом уровне.
- OPT-394 — Сертифицированное обучение основам сварки.
Необходимое условие — Студенты, имеющие опыт работы в области сварки, могут отказаться от OPT 394, связавшись с инструктором Доном Ходжесом.
Необходимое оборудование : Шлем, перчатки, куртка, отбойный молоток, проволочная щетка и плоскогубцы входят в комплект сварочного оборудования.
- OPT-395 Промежуточный курс обучения сварке STICK.
- OPT-396 Промежуточный сертифицированный курс обучения сварке MIG.
- OPT-397 Промежуточный сертифицированный курс обучения сварке TIG.
- OPT-374 Современная дуговая сварка экранированных металлических труб (STICK).
- OPT-375 Улучшенная газо-металлическая дуговая труба (MIG).
- OPT-376 Усовершенствованная газо-вольфрамовая дуговая сварка труб (TIG).
- OCA-563 Символы для сварки.
- OCA-564 Визуальный осмотр сварки.
- OCA-565 Основы сварки.
- OPT-394 — Сертифицированное обучение основам сварки.
Сварка для работы, программа
Сертифицированный курс обучения основам сварки(OPT 394) объединен с курсами промежуточного уровня STICK, MIG или TIG в пакетном пакете, который обеспечивает вариант экономии. Каждый из этих курсов стоит 3825 долларов для жителей округа Анн-Арундел, включая обучение, плату и комплект сварочного оборудования (цены могут быть изменены).
- OCC-344 Сварка для работы (STICK).
Всего часов: 90
- OCC-345 Сварка для работы (МИГ).
Всего часов: 78
- OCC-346 Сварка для работы (TIG).
Всего часов: 84
- OCC-344 Сварка для работы (STICK).
Получено учетных данных
- Присуждено
- единиц непрерывного образования. После того, как вы успешно выполните все требования курса программы сертификации с проходным баллом или выше, отправьте студенческое заявление на получение сертификата о непрерывном образовании.
- Свидетельство об окончании курса Earlbeck. Сертификат
- «Карьера сварщика конструкций» по окончании всех классов среднего уровня. Сертификат
- «Карьера сварщика труб» по окончании полного обучения.
После успешного завершения программы «Сварка для работы» студенты получают сертификат непрерывного образования AACC для каждого обучения (STICK, MIG, TIG) в дополнение к сертификату сварщика D1.1 Американского общества сварщиков (AWS), CEU и сертификату об окончании Earlbeck. награда.
Сварочные программы — Erie 1 BOCES
Последовательность курсов и описание Магазин по математике / чтению чертежей (36 часов)
В настоящее время существует потребность в высококвалифицированных сварщиках. Чтобы оправдать ожидания отраслевых студентов, студенты изучат: основные линейные виды, размеры, виды, структурные формы, символы сечений, соединения, угловые канавки, подложку, поверхность, точечную пробку, сканирование, конструкционные и краевые сварные швы. Эта программа также охватывает целые числа, дроби, десятичные дроби, проценты, метрические и геометрические измерения и углы.Студенты должны принести в класс калькулятор.
Чтобы оправдать ожидания отраслевых студентов, студенты изучат: основные линейные виды, размеры, виды, структурные формы, символы сечений, соединения, угловые канавки, подложку, поверхность, точечную пробку, сканирование, конструкционные и краевые сварные швы. Эта программа также охватывает целые числа, дроби, десятичные дроби, проценты, метрические и геометрические измерения и углы.Студенты должны принести в класс калькулятор.
Сварка 1: основные навыки (72 часа)
Этот раздел программы включает основы теории сварки, безопасность при сварке, введение в теорию и практику кислородной и плазменной резки, а также основные символы сварных швов для чтения чертежей. Сварка SMAW (Stick) покрывается различными электродами в плоском и горизонтальном угловых положениях. После удовлетворительного завершения Курса 1 студент должен уметь выполнять нарезку косынки с различными электродами в плоском и горизонтальном положениях скругления на пластине из мягкой стали.Они также должны уметь работать как с кислородным, так и с плазменным оборудованием с определенной степенью квалификации. Они также должны уметь правильно настраивать оборудование, которое они используют, и визуально определять некоторые основные символы сварных швов и стержни.
Они также должны уметь правильно настраивать оборудование, которое они используют, и визуально определять некоторые основные символы сварных швов и стержни.
Сварка 2: продвинутая сварка стержнем SMAW (72 часа)
В этом разделе программы подробно рассматриваются основы сварки стержнем, изученные в процессе Сварка 1, с несколькими положениями (горизонтальным, вертикальным и потолочным), открытыми корневыми проходами и т. Д. сложные монтажные ситуации, а также колебания диаметра стержня и толщины материала.Студенты будут дополнительно развивать свои навыки управления швом, навыки настройки сварочного аппарата и способность определять такие проблемы сварки, как пористость, подрезы и неполное проплавление.
Сварка 3: MIG и Fluxcore (72 часа)
Этот раздел программы включает практическое обучение сварке короткой дугой во всех положениях на листах из низкоуглеродистой стали и листовом металле. В этом курсе рассматриваются плоские, вертикальные, вертикальные, вертикальные и вертикальные движения, а также над головой. Курс также включает в себя напыление короткой дугой и теорию и практику Fluxcore.Также распространяется сварка алюминия методом MIG. Также рассматриваются правила техники безопасности в магазине, математика, символы сварных швов и некоторые чертежи. После успешного завершения Курса 3 студент должен уметь настраивать оборудование для определенного процесса, выполнять сварку с определенными навыками, рассказывать о правилах техники безопасности, распознавать символы сварных швов и иметь базовые представления о математике и чтении чертежей, связанных с цехом.
Курс также включает в себя напыление короткой дугой и теорию и практику Fluxcore.Также распространяется сварка алюминия методом MIG. Также рассматриваются правила техники безопасности в магазине, математика, символы сварных швов и некоторые чертежи. После успешного завершения Курса 3 студент должен уметь настраивать оборудование для определенного процесса, выполнять сварку с определенными навыками, рассказывать о правилах техники безопасности, распознавать символы сварных швов и иметь базовые представления о математике и чтении чертежей, связанных с цехом.
Сварка 4: TIG (72 часа)
Этот раздел программы включает теорию сварки TIG, настройку оборудования и работу с ним.Практические методы сварки TIG пластин из мягкой нержавеющей стали и алюминия в плоском и горизонтальном положениях, безопасности, электрода и присадки. Идентификация металла также включена. После удовлетворительного завершения Курса 4 студент должен уметь выполнять сварку в плоском и горизонтальном положении углового шва с профессиональными навыками. Студент также должен уметь определять подходящий электрод для каждого свариваемого материала и необходимый присадочный металл. Студент также сможет правильно настроить оборудование и правильно настроить машину.
Курсы сварки, наборы для рукоделия и подарки ручной работы
Выберите категорию декоративно-прикладного искусстваВсе категории Искусство Искусство: история и теория искусства Искусство: цифровая живопись и рисунок Искусство: рисунок Искусство: плавник и расчесывание пляжа Искусство: искусство энкаустики «горячий воск» Искусство: ткань Искусство: обрамление и монтаж Искусство: рисование и портретная живопись Искусство : живопись маслом и акрилом Искусство: пастель Искусство: перо и тушь Искусство: роспись по шелку и батик Искусство: акварель Искусство: дикая природа и ботанические иллюстрации Навыки и техники рисования Искусство из смолы , освещение и исторические рукописи Переплетное дело и изготовление книг Ремесленные книги: написаны опытными наставниками нашего ремесла. Иллюстрация и детская книжная иллюстрация. Строительство и рукоделие. Домашнее хозяйство. Домашнее хозяйство. Традиционные строительные навыки и консервация. ng Гравировка Изготовление вывесок и подписаниеСвечи Изготовление свечей Производство свечей Керамика и гончарные изделия Керамика: лепка из глины Керамика: глиняная скульптура Керамика: глазирование, обжиг, тиснение, шликер и раку Керамика: ручное строительство, изготовление щипцов, катушек и плит Керамика: живопись Керамика: фарфор Керамика: литье в шликере и изготовление форм Керамика: бросание на гончарный круг Вазы, чаши и кувшиныТворческие бизнес-услугиТворческий опыт Ярмарки искусства и ремесел, фестивали и выставки Рождество Корпоративные выходные и тимбилдинг Креативные праздники: Европа и не только Креативные праздники: Пасхальные праздники в Великобритании, свадьба и юбилеи День отца Групповые семинары: девичники, мальчишники и дни рождения Хэллоуин Детские семинары: семья и дети Долгосрочные (еженедельно или ежемесячно) День матери Любители домашних животных Романтические школьные праздничные семинары и мероприятия День святого Валентина Дизайн одежды Дизайн игр и анимация Графический дизайн n Дизайн интерьеров Дизайн ювелирных изделий Дизайн изделий и 3D-печать Текстильный дизайн Веб-дизайн и интернет-маркетинг Мода и аксессуары Аксессуары: мода с головы до ног.
Иллюстрация и детская книжная иллюстрация. Строительство и рукоделие. Домашнее хозяйство. Домашнее хозяйство. Традиционные строительные навыки и консервация. ng Гравировка Изготовление вывесок и подписаниеСвечи Изготовление свечей Производство свечей Керамика и гончарные изделия Керамика: лепка из глины Керамика: глиняная скульптура Керамика: глазирование, обжиг, тиснение, шликер и раку Керамика: ручное строительство, изготовление щипцов, катушек и плит Керамика: живопись Керамика: фарфор Керамика: литье в шликере и изготовление форм Керамика: бросание на гончарный круг Вазы, чаши и кувшиныТворческие бизнес-услугиТворческий опыт Ярмарки искусства и ремесел, фестивали и выставки Рождество Корпоративные выходные и тимбилдинг Креативные праздники: Европа и не только Креативные праздники: Пасхальные праздники в Великобритании, свадьба и юбилеи День отца Групповые семинары: девичники, мальчишники и дни рождения Хэллоуин Детские семинары: семья и дети Долгосрочные (еженедельно или ежемесячно) День матери Любители домашних животных Романтические школьные праздничные семинары и мероприятия День святого Валентина Дизайн одежды Дизайн игр и анимация Графический дизайн n Дизайн интерьеров Дизайн ювелирных изделий Дизайн изделий и 3D-печать Текстильный дизайн Веб-дизайн и интернет-маркетинг Мода и аксессуары Аксессуары: мода с головы до ног. мокрое валяние) Валяние иглой Нуно валяние Роспись из шерсти и войлочные рисунки Изготовление пленкиФлористика Еда и напитки Напиток: домашнее пивоварение Еда: выпечка Еда: выпечка Еда: украшение тортов Еда: приготовление шоколада Еда: кулинария Еда: кексы Еда: добыча и дикие корма Еда: бесплатно Еда Еда: кондитерская Еда: варенье, джем, чатни, маринование и приготовление желеРоспись мебелиСадоводство Дизайн и уход за садом Садовая мебель и украшения Садоводство: вырасти свой собственный террариум и домашнее садоводство Стекло Искусство стекла Выдувание стекла Эмалирование стекла Роспись стекла Формованное или плавленое стекло Лэмпворк и горячее стеклянная пчела d Изготовление витражейЗдоровье и благополучие Креативная терапия Лечебные травы и медицина Осознанность Физическое благополучие Ремесла, относящиеся к домам Мебель для дома Изготовление абажуров Изготовление ковров Мягкая мебель (подушки, жалюзи и шторы) Ювелирные изделия Бисероплетение и бисероплетение Ювелирные изделия огранка драгоценных камней и гранильная обработка Стеклянные украшения Изготовление ювелирных украшений: ювелирные изделия: браслеты , цепочка, манжеты и браслет Ювелирные изделия: серьги, подвески и цепочки.
мокрое валяние) Валяние иглой Нуно валяние Роспись из шерсти и войлочные рисунки Изготовление пленкиФлористика Еда и напитки Напиток: домашнее пивоварение Еда: выпечка Еда: выпечка Еда: украшение тортов Еда: приготовление шоколада Еда: кулинария Еда: кексы Еда: добыча и дикие корма Еда: бесплатно Еда Еда: кондитерская Еда: варенье, джем, чатни, маринование и приготовление желеРоспись мебелиСадоводство Дизайн и уход за садом Садовая мебель и украшения Садоводство: вырасти свой собственный террариум и домашнее садоводство Стекло Искусство стекла Выдувание стекла Эмалирование стекла Роспись стекла Формованное или плавленое стекло Лэмпворк и горячее стеклянная пчела d Изготовление витражейЗдоровье и благополучие Креативная терапия Лечебные травы и медицина Осознанность Физическое благополучие Ремесла, относящиеся к домам Мебель для дома Изготовление абажуров Изготовление ковров Мягкая мебель (подушки, жалюзи и шторы) Ювелирные изделия Бисероплетение и бисероплетение Ювелирные изделия огранка драгоценных камней и гранильная обработка Стеклянные украшения Изготовление ювелирных украшений: ювелирные изделия: браслеты , цепочка, манжеты и браслет Ювелирные изделия: серьги, подвески и цепочки. Ювелирные изделия: золото и серебро. Ювелирные изделия: кольца. Украшения из металлической глины и серебряной глины. Украшения из металла, алюминия и меди. Украшения из полимерной глины. Вязание крючком Вязание крючком Макраме и работа с веревкой Кожа Кожаная сумка Кожа: ремни, кошельки и аксессуары Кожа: резьба, шитье и продвинутые техники Кожа: ошейники и поводки, аксессуары для домашних животных и прихватки Ремесло оловянные работы и литье Серебряное дело Сварка Смешанная техника и коллаж МозаикаМузыка и изготовление инструментов Натуральная красота и товары для тела Естественная красота: продукты для кожи и косметика Изготовление парфюмерии и ароматерапия Изготовление мыла Рукоделие Аппликации Вышивка крестиком Свободное движение и машинная вышивка Ручная вышивка Изготовление кружева Ударная игла Лоскутное шитье и лоскутное шитье На улице и в сельской местности Навыки животноводства и мелких хозяйств. Лесозаготовка и управление лесными угодьями Укладка живой изгороди Создание препятствий Сельские ремесла Охрана дикой природы и природы Поделки из бумаги Упаковка подарков Декоративно-прикладное искусство из бумаги Поделки из бумаги: декупаж Поделки из бумаги: поздравительные открытки Поделки из бумаги: изготовление и папье-маше Поделки из бумаги: мраморность Поделки из бумаги: резка бумагиФотографияПечать и эстамп Коллаграф, литография, травление, монопечать и гелли-печать Цианотипия и солнце-печать Линогравюра (линогравюра) и блочная печать Натуральная / экологическая печать и крашение Гравюра и дизайн gn Трафаретная печатьСкульптура Абстрактная скульптура Бронзовое литье и скульптура Глиняная скульптура Фигуративная скульптура Гипсовая скульптура Полимерная глина Скульптура Powertex Каменная скульптура Восковая скульптура и резьба Скульптура из ивы Скульптура из проволоки Шерстяная скульптураШвейная и швейная машина Швейная машина , надписи и стены.
Ювелирные изделия: золото и серебро. Ювелирные изделия: кольца. Украшения из металлической глины и серебряной глины. Украшения из металла, алюминия и меди. Украшения из полимерной глины. Вязание крючком Вязание крючком Макраме и работа с веревкой Кожа Кожаная сумка Кожа: ремни, кошельки и аксессуары Кожа: резьба, шитье и продвинутые техники Кожа: ошейники и поводки, аксессуары для домашних животных и прихватки Ремесло оловянные работы и литье Серебряное дело Сварка Смешанная техника и коллаж МозаикаМузыка и изготовление инструментов Натуральная красота и товары для тела Естественная красота: продукты для кожи и косметика Изготовление парфюмерии и ароматерапия Изготовление мыла Рукоделие Аппликации Вышивка крестиком Свободное движение и машинная вышивка Ручная вышивка Изготовление кружева Ударная игла Лоскутное шитье и лоскутное шитье На улице и в сельской местности Навыки животноводства и мелких хозяйств. Лесозаготовка и управление лесными угодьями Укладка живой изгороди Создание препятствий Сельские ремесла Охрана дикой природы и природы Поделки из бумаги Упаковка подарков Декоративно-прикладное искусство из бумаги Поделки из бумаги: декупаж Поделки из бумаги: поздравительные открытки Поделки из бумаги: изготовление и папье-маше Поделки из бумаги: мраморность Поделки из бумаги: резка бумагиФотографияПечать и эстамп Коллаграф, литография, травление, монопечать и гелли-печать Цианотипия и солнце-печать Линогравюра (линогравюра) и блочная печать Натуральная / экологическая печать и крашение Гравюра и дизайн gn Трафаретная печатьСкульптура Абстрактная скульптура Бронзовое литье и скульптура Глиняная скульптура Фигуративная скульптура Гипсовая скульптура Полимерная глина Скульптура Powertex Каменная скульптура Восковая скульптура и резьба Скульптура из ивы Скульптура из проволоки Шерстяная скульптураШвейная и швейная машина Швейная машина , надписи и стены. Стены из сухого камня. Резьба по камню. Вырезание букв. Работа с камнем. forWedding: сделай сам Нинские инструменты Традиционные лесные промыслы и обработка дерева Резьба по дереву Резьба по деревянной ложке Точение по дереву Работа по дереву Изготовление венков
Стены из сухого камня. Резьба по камню. Вырезание букв. Работа с камнем. forWedding: сделай сам Нинские инструменты Традиционные лесные промыслы и обработка дерева Резьба по дереву Резьба по деревянной ложке Точение по дереву Работа по дереву Изготовление венков
Страница не найдена |
Политика в отношении файлов cookie
В этом заявлении объясняется, как мы используем файлы cookie на нашем веб-сайте.Для получения информации о том, какие типы личной информации будут собираться при посещении веб-сайта и как эта информация будет использоваться, см. Нашу политику конфиденциальности.
Как мы используем файлы cookie
Все наши веб-страницы используют файлы cookie. Файл cookie — это небольшой файл из букв и цифр, который мы помещаем на ваш компьютер или мобильное устройство, если вы согласны. Эти файлы cookie позволяют нам отличать вас от других пользователей нашего веб-сайта, что помогает нам обеспечить вам удобство при просмотре нашего веб-сайта и позволяет нам улучшать наш веб-сайт.
Типы файлов cookie, которые мы используем
Мы используем следующие типы файлов cookie:
- Строго необходимые файлы cookie — они необходимы, чтобы вы могли перемещаться по веб-сайтам и использовать их функции. Без этих файлов cookie не могут быть предоставлены запрашиваемые вами услуги, такие как вход в учетную запись.
- Файлы cookie производительности — эти файлы cookie собирают информацию о том, как посетители используют веб-сайт, например, какие страницы посетители посещают чаще всего.Мы используем эту информацию для улучшения наших веб-сайтов и помощи в расследовании проблем, возникающих у посетителей. Эти файлы cookie не собирают информацию, идентифицирующую посетителя.
- Функциональные файлы cookie — эти файлы cookie позволяют веб-сайту запоминать сделанный вами выбор и предоставлять более личные функции. Например, функциональный файл cookie можно использовать для запоминания товаров, которые вы поместили в корзину. Информация, собираемая этими файлами cookie, может быть анонимной, и они не могут отслеживать вашу активность на других веб-сайтах.
 Информация, собираемая этими файлами cookie, может быть анонимной, и они не могут отслеживать вашу активность на других веб-сайтах.
Информация, собираемая этими файлами cookie, может быть анонимной, и они не могут отслеживать вашу активность на других веб-сайтах.Большинство веб-браузеров позволяют контролировать большинство файлов cookie через настройки браузера. Чтобы узнать больше о файлах cookie, в том числе о том, как узнать, какие файлы cookie были установлены, а также как управлять ими и удалять их, посетите http://www.allaboutcookies.org/.
Конкретные файлы cookie, которые мы используем
В приведенном ниже списке указаны файлы cookie, которые мы используем, и объясняются цели, для которых они используются. Мы можем время от времени обновлять информацию, содержащуюся в этом разделе.
- JSESSIONID: этот файл cookie используется сервером приложений для идентификации уникального сеанса пользователя.
- registrarToken: этот файл cookie используется для запоминания элементов, которые вы добавили в корзину.
- locale: Этот файл cookie используется для запоминания ваших региональных и языковых настроек.
- cookieconsent_status: этот файл cookie используется для запоминания, если вы уже отклонили уведомление о согласии на использование файлов cookie.
- _ga_UA — ########: Эти файлы cookie используются для сбора информации о том, как посетители используют наш сайт. Мы используем эту информацию для составления отчетов и улучшения нашего веб-сайта.Файлы cookie собирают информацию в анонимной форме, включая количество посетителей веб-сайта, с которых посетители перешли на сайт, и страницы, которые они посетили. Эти анонимные данные о посетителях и просмотрах хранятся в Google Analytics.
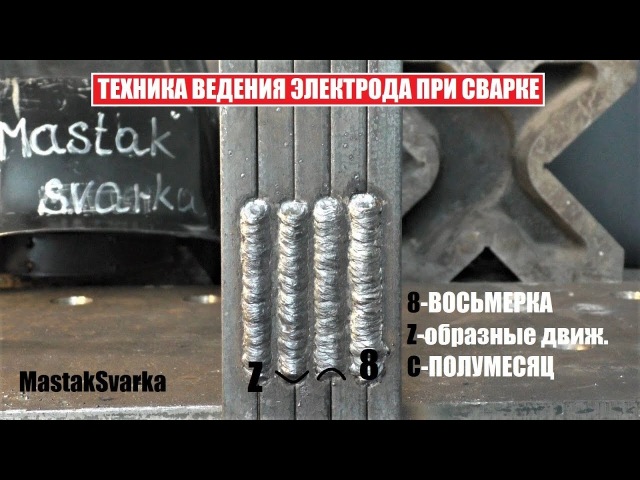
Изменения в нашем Заявлении о файлах cookie
Любые изменения, которые мы можем внести в нашу Политику использования файлов cookie в будущем, будут опубликованы на этой странице.
Обучение сварке — квалификация персонала
Станьте специалистом по точной сварке в одном из лучших учебных заведений в Среднеатлантическом регионе.Программа сварки Томаса Нельсона по конкурентоспособной цене предлагает небольшие интерактивные классы, позволяющие инструкторам по сварке уделять индивидуальное внимание слушателям.
- Получите квалификацию для высокооплачиваемой карьеры сварщика через несколько недель (средняя начальная заработная плата 13–14 долларов в час с быстрым увеличением до более чем 20 долларов)
- Получите концентрированное практическое обучение сварке в условиях ускоренного обучения у лучших инструкторов по сварке в регионе
- Пригодны для работы в производственных и сварочных компаниях по всему региону
- Предоставляется поддержка в трудоустройстве
- Сертифицированный инспектор по сварке (CWI) находится в штате для тех, кто хочет получить сертификат в области сварки
- Инструкторы обычно работают с 8 учениками.
Курсы и семинары по сварке в:
- SMAW (палка) — учащиеся научатся выполнять угловые сварные швы 1/4 «, 3/8» и 5/8 «в горизонтальном (2F), вертикальном (3F) и потолочном (4F) положениях. Предварительные требования: Успешное завершение сеанса информации о сделках и попробуйте, прежде чем узнаете.
- FCAW (сердечник из флюса) — студенты научатся выполнять угловые сварные швы 1/4 «, 3/8» и 5/8 «в горизонтальном (2F), вертикальном (3F) и потолочном (4F) положениях. Предварительные требования : Успешное завершение сеанса информации о сделках и попробуйте, прежде чем узнаете.
- GMAW (MIG) — Студенты научатся выполнять угловые сварные швы 1/4 «, 3/8» и 5/8 «на плоских (1F), горизонтальных (2F) и плоских швах с разделкой кромок (1G) на 3/8 дюйма. Табличка Предварительные условия: Успешное завершение сеанса торговой информации и «Попробуйте, прежде чем вы узнаете» и успешное завершение курса FCAW (Flux-Core).
- GTAW (TIG) — студенты научатся выполнять угловые сварные швы 1/4 «и 3/8» на углеродистой стали в плоском горизонтальном (2F), вертикальном (3F) и потолочном (4F) положениях.Кроме того, студенты изучат безопасные методы, теорию сварки GTAW, свариваемость материалов, таких как нержавеющая сталь и алюминий, термины и определения сварки, а также методы визуального контроля сварных швов GTAW. Предпосылки: Успешное завершение сеанса торговой информации и попробуйте, прежде чем вы узнаете. Сертифицированный сварщик
- — Труба — студенты научатся выполнять сварные швы на трубе с открытым корнем в (2G) горизонтальном, (5G) многопозиционном и (6G) наклонном положении «на трубе 6 дюймов, график 40 и 6 дюймов, профиль 80». Предварительные условия: Успешное завершение Сессии торговой информации и «Попробуй перед тем, как научиться» и успешное завершение курса SMAW (Stick) или GTAW (TIG) или 6 месяцев соответствующего опыта в сварке.
 Предпосылки: Успешное завершение сеанса торговой информации и попробуйте, прежде чем вы узнаете.
Предпосылки: Успешное завершение сеанса торговой информации и попробуйте, прежде чем вы узнаете. Уже сварщик? Повысьте свои навыки с помощью программ сварки, разработанных специально для вас.
Thomas Nelson — испытательный центр (ATF), аккредитованный Американским обществом сварщиков (AWS).
Сварочный центр Томаса Нельсона — единственный аккредитованный испытательный центр в регионе.
Пройти квалификацию и пройти сертификацию AWS Welding Certification
- Зарабатывайте больше
- Национальная сертификация переносится по всей стране
- Откройте двери для новых возможностей трудоустройства
Для получения дополнительной информации об обучении сварке или сертификации AWS по сварке позвоните по телефону 757-825-4070.
- Дуговая сварка сердечником (FCAW)
- Газовая дуговая сварка металлов (GMAW)
- Газовая дуговая сварка вольфрамом (GTAW)
- Дуговая сварка защищенного металла (SMAW)
- Сварка труб
6 вещей, которые нужно знать, чтобы начать сварку
Джош Заллер — менеджер по продукции новейшего сварочного аппарата Lincoln Electric — Power MIG 210 MP.Развитие сварочной отрасли означает поощрение большего количества людей, которые хотят заниматься сваркой! Чтобы помочь в достижении этой цели, Джош предоставил 6 вещей, которые вам абсолютно необходимо знать, чтобы начать сварку.
Что может быть страшнее инструмента, который использует достаточно энергии, чтобы сплавить металл, и при неправильном использовании может поранить вас? Хотя это правда, что сварка может быть пугающей, как и все остальное, с небольшими усилиями, временем и подходящими инструментами, вы можете стать достаточно хорошими, чтобы справиться с любым проектом, и чем больше вы будете практиковаться, тем лучше станет.
1. Безопасность: Абсолютно НЕ необязательно.
Прежде чем вы даже подумаете о сварке, убедитесь, что у вас есть подходящее снаряжение, в том числе огнестойкая куртка, защитные очки, сварочные перчатки и утвержденный сварочный шлем. Шлемы прошли долгий путь за последние годы. Чтобы упростить задачу, поищите шлем с автоматическим затемнением, как эти шлемы Viking от Lincoln Electric. Убедитесь, что у вас есть соответствующая вентиляция или вы используете систему удаления дыма. Кроме того, не выполняйте сварку на легковоспламеняющихся материалах или рядом с ними; выберите такое место, где у вас будет достаточно места, чтобы искры полетели.
2. Процессы сварки: MIG, порошковая наплавка и TIG.
Не будьте буйными по этим условиям. Они описаны ниже, от самых простых для начала до тех, для освоения которых потребуется больше навыков и опыта.
При сварке проволокой используются катушки с проволокой, подаваемой через пистолет, а постоянная подача проволоки сводит к минимуму количество запусков и остановок, что позволяет относительно неопытным сварщикам создавать красивые стыки. Кроме того, он быстрее, экономичнее и лучше подходит для сварки тонколистового металла.
Кроме того, он быстрее, экономичнее и лучше подходит для сварки тонколистового металла.
Существует два типа сварки проволокой: MIG (металлический инертный газ) и порошковая. Сварка MIG требует постоянного потока защитного газа для защиты сварного шва от загрязнения. Газ подается в сварочную горелку из газового баллона. Ограничения сварки MIG состоят в том, что ее трудно использовать на открытом воздухе (ветер может унести защитный газ), и вам придется возить газовый баллон с собой. Для порошковой сварки используется проволока, специально разработанная для использования с защитным газом или без него, в зависимости от используемой проволоки.Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для работы на открытом воздухе.
Ручная сварка (также называемая SMAW) Ручная сварка часто является лучшим выбором для быстрого ремонта и часто является первым процессом, который усваивается большинством новичков. Его легко настроить, и, как следует из названия, в нем используется стержневой электрод, такой как Excalibur 7018, поэтому вам не нужен механизм подачи проволоки. Прилипание происходит медленнее, чем при сварке MIG, но при работе с грязным или ржавым металлом оно более щадящее. При этой сварке листового металла прилипание не рекомендуется.
Прилипание происходит медленнее, чем при сварке MIG, но при работе с грязным или ржавым металлом оно более щадящее. При этой сварке листового металла прилипание не рекомендуется.
Сварка TIG (вольфрамовый инертный газ) предпочтительна для архитектурных работ или автомобильных работ, где сварной шов должен хорошо выглядеть. Это также хороший способ сваривать тонкий и листовой металл и добиваться бесшовного вида. По шкале сложности TIG обычно считается самым сложным в освоении, но если вы приложите к нему усилия, это не ускользнет от вас.
3. Входное напряжение: На самом деле здесь всего два варианта — 110 В или 230 В — оба доступны в большинстве домов или гаражей.
Как правило, для более тонких материалов достаточно более низких входных напряжений; более высокое входное напряжение позволит вам проникать в более толстые материалы.Большинству начинающих сварщиков будет полезна машина с двойным напряжением (как 110 В, так и 230 В), в которую они могут «врасти», так что по мере их повышения уверенность в себе не будет ограничена.
4. Пользовательский интерфейс: Ищите интуитивно понятный и простой в использовании.
Для новичка может быть сложно «набрать» параметры сварки, поэтому ищите аппарат, который сделает это за вас с логической последовательностью, которая позволит вам выбрать свой процесс, толщину и тип материала, который вы собираетесь сваривать, и тип расходного материала (проволока или электрод), которым вы собираетесь сваривать.Хорошие машины автоматически узнают, к какому входному напряжению вы подключены, и соответствующим образом отрегулируют настройки (или сообщат вам, что ваш выбор выходит за пределы допустимого диапазона).
5. Материал: Некоторые процессы и расходные материалы лучше подходят для сварки определенных материалов, и иногда могут потребоваться дополнительные инструменты.
Например, вы можете сваривать алюминий с помощью процесса MIG, но вы получите лучшие результаты, используя катушечный пистолет для подачи расходных материалов (алюминий плохо проходит через механизм подачи проволоки и длинный кабель). Обратитесь за советом к производителю сварочного аппарата, который вы собираетесь приобрести, и подумайте о проектах, которые вы планируете. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистую сталь и нержавеющую сталь, различной толщины? Если да, то можете быть уверены, что получаете машину, которая будет расти вместе с вами.
Обратитесь за советом к производителю сварочного аппарата, который вы собираетесь приобрести, и подумайте о проектах, которые вы планируете. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистую сталь и нержавеющую сталь, различной толщины? Если да, то можете быть уверены, что получаете машину, которая будет расти вместе с вами.
6. Расходные материалы: «Расходные материалы» — это промышленный термин для обозначения проволоки, электрода или присадочного материала, используемых при сварке.
Расходные материалы должны соответствовать процессу сварки (см. Выше), а также материалу, на котором вы свариваете.По мере того, как вы станете более опытным, вы начнете распознавать нюансы среди расходных материалов и, скорее всего, будете тяготеть к определенному бренду. Lincoln Electric предлагает расходные материалы практически для всех материалов и сплавов, поэтому они всегда являются отличным началом.
Вот и все; теперь ничто не сдерживает тебя.