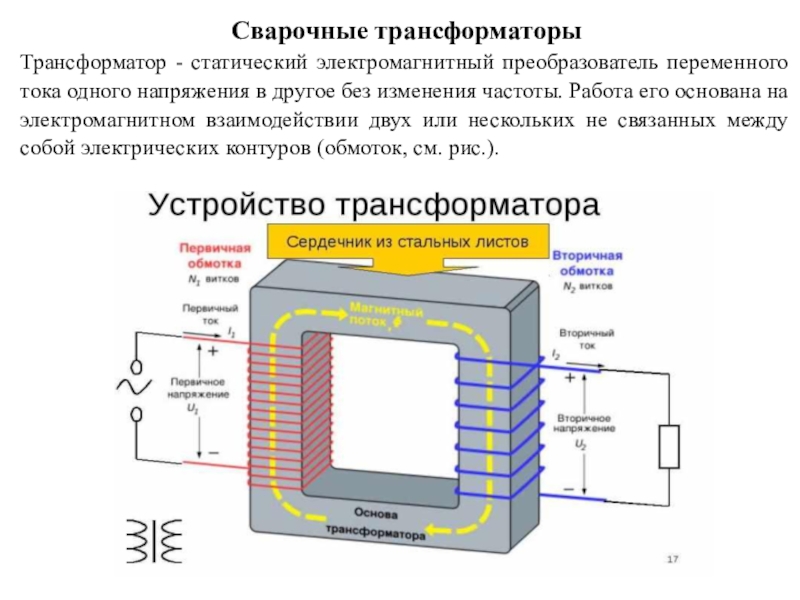
Устройство сварочного трансформатора
Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока называются преобразователями, выпрямителями
- Т — трансформатор сварочный;
- Д — дуговая электросварка;
- М — механизм регулирования тока сварки;
- 31 — максимальное значение сварочного тока 310 А;
- 6 — номер модели трансформатора.
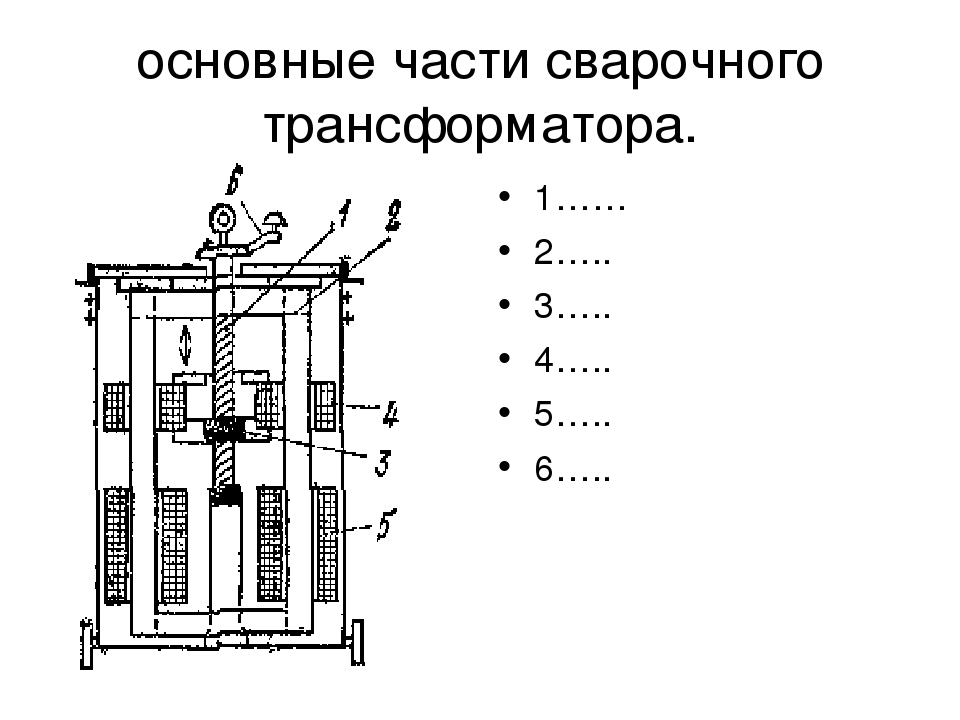
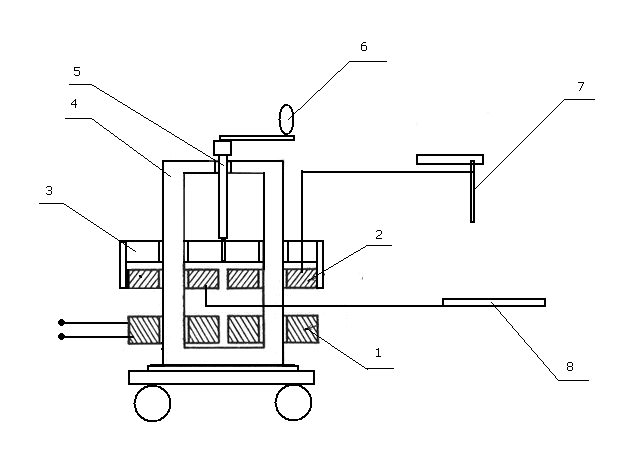
На фото 1 устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.

- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.

Устройство сварочного трансформатора, виды трансформаторов
 Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
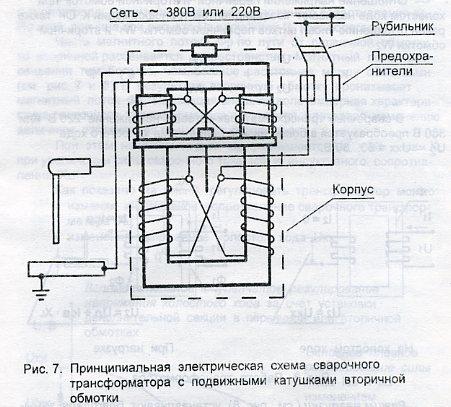
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом. Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
- На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.

Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
Надеемся, эта информация будет полезной для вас.
Устройство сварочного трансформатора.
Электротехника Устройство сварочного трансформатора.
просмотров — 171
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного — сварочные выпрямители и сварочные преобразователи.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока. То есть сварочный трансформатор — это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки.
Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки.
Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта͵ с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается.![]()
Читайте также
Классификация источников питания сварочной дуги Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет замкнутый магнитный… [читать подробенее]
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного — сварочные выпрямители и сварочные преобразователи. Сварочный трансформатор служит для… [читать подробенее]
Конструкции и особенности сварочного оборудования
Сварка – это скрепление деталей при помощи заливки соединяемых элементов расплавленным материалом. Существует оборудование, которое нагревает металлы до состояния текучести, при котором они скрепляются. Речь о сварочных устройствах. Конструкции таких аппаратов имеет отличительные особенности, и в этой статье мы вас познакомим с ними.
Существует оборудование, которое нагревает металлы до состояния текучести, при котором они скрепляются. Речь о сварочных устройствах. Конструкции таких аппаратов имеет отличительные особенности, и в этой статье мы вас познакомим с ними.
Что нужно для процесса сварки?
Чтобы соединить металлы в одно целое, люди догадались нагреть их до очень высокой температуры, достигнув тем самым текучести материала. Накаливание становится возможным из-за прохождения через проводник-электрод тока. Но переменное напряжение непостоянно, поэтому шов может быть некачественный и неровный.
Регулирование дуги происходит через изменение величины силы тока. Поэтому постоянный ток был бы идеальным вариантом для получения равномерного и качественного шва. Его можно получать от аккумуляторов, химических батарей или генераторов. Но сварочные аппараты подключены в сеть именно переменного тока, и для понижения напряжения в их конструкции предусмотрены трансформаторы, которые могут регулировать его величину.
Через трансформатор сварочного аппарата проходит переменный ток от электросети, который на выходе становится постоянным. Этого хватает для создания электрической дуги. После этого становится возможным процесс сварки.
Конструкция устройств сварки
Сварочные трансформаторы выполнены из листов стали и магнитопроводов с медными или алюминиевыми обмотками с термостойкой изоляцией. Эти устройства являются источниками питания переменного тока. При их работе применяются электроды из низкоуглеродистых и низколегированных сталей. Они простые в эксплуатации, недорогие, с высокой надежностью. Но для длительности работы их делают способными отводить выделяемое тепло через воздухообменник, поэтому они громоздкие и тяжелые, что является недостатком при перемещении.
Сварочные выпрямители, кроме трансформатора, имеют еще блок полупроводников, создающих одностороннее направление тока. С их помощью можно проводить соединение металлов высокого качества, но их мощность невелика. Присутствует и значительная чувствительность относительно перепадов напряжения в электросети.
Присутствует и значительная чувствительность относительно перепадов напряжения в электросети.
У инверторов есть блок питания, который совмещен с генератором. Они работают с использованием тока высокой частоты, что дает возможность получать качественный шов. Эти устройства отличаются малым весом и компактностью. Источник питания — не единственный элемент конструкции сварочного аппарата. Они только обеспечивают питание дуги током и поддержание ее устойчивого разряда.
Операция сварки может быть автоматизированной или механической, поэтому в состав конструкции могут входить также:
- Механизмы перемещения и подачи электрода.
- Токоподводящие устройства.
- Кассеты.
- Флюсоаппараты.
- Шланги, пульты.
- Блоки управления.
Для плазменной сварки дополнительно необходимо иметь: диффузоры, сопла, направляющие и защитные колпаки.
Особенности сварочного оборудования
Комплексные устройства, состоящие из источников питания, системы управления и вспомогательных элементов, называются сварочным оборудованием. В зависимости от элементов, входящих в конструкцию, их подразделяют на виды:
В зависимости от элементов, входящих в конструкцию, их подразделяют на виды:
- Трансформаторы, преобразующие переменный ток высокого напряжения в переменный низкого. Используются для создания электрической дуги сваривания. Они имеют такие характеристики как фазовая регулировка (тиристорные), обычное и увеличенное магнитное рассеивание, от которых зависит работа и настройки каждой модификации сварочного аппарата с трансформатором.
- Выпрямители, имеющие блок полупроводников-диодов. Снижают и преобразуют поступающий из сети переменный ток, что позволяет получать высококачественные швы с равномерной глубиной. При работе с таким аппаратом уменьшается разбрызгивание. Шов получается однородным и стойким, нет потребности в дополнительной очистке от капель расплава. Выпрямители могут работать со всеми видами электродов, сваривать любые сплавы и металлы.
- Инверторы, содержащие в конструкции сетевой выпрямитель, который сглаживает переменный ток. Полученный на выходе постоянный ток поступает в инвертор. Высокочастотный трансформаторный блок и силовой выпрямитель в итоге выдает постоянный ток высокой мощности и стабильности. Наличие всех этих элементов в конструкции аппарата дает возможность очень точной настройки, что позволяет выполнять разные задачи любыми электродами с почти идеальной точностью.
- Полуавтоматы – для работы в газовой среде. Вещество, использующееся в месте сваривания, может быть инертным (гелий, аргон) или активным (азот, кислород, углекислый газ), — все зависит от соединяемых металлов. В то же время электроды подаются к месту манипуляций автоматически. Настройка и регулировка параметров сварки может быть автоматическая или ручная. Такой метод дает возможность получать ровный и качественный шов, экономя время на замену электрода. Применяется при больших объемах работ в промышленности.
- Сварочные аппараты TIG — работают в инертном защитном газе и используют графитовые или вольфрамовые неплавящиеся электроды. Из-за отсутствия капель расплава требуется использовать дополнительные присадки, которые могут изменять свойства самого шва. Указанный аппарат может соединять металлы как с помощью переменного, так и постоянного тока.
- Точечная сварка работает по принципу давления на место сваривания, когда оно зажимается между двумя медными электродами внахлест, а проходящая через них электрическая дуга создает локальный расплав металла. После этого клещи еще больше сжимают место соединения, и состав кристаллизуется. Этот способ применяется для сварки листов металла.
- Аппараты плазменной резки действуют по принципу создания ионизированного газового потока с помощью электродуги. Такая плазменная струя разрезает металл почти мгновенно. Устройства могут применяться как в индустрии, так и в быту.
- Сварочное оборудование, применяемое только в промышленности:
- Сварочные тракторы.
- Самоходные и подвесные сварочные автоматы.
- Специализированные устройства.
 Высокочастотный трансформаторный блок и силовой выпрямитель в итоге выдает постоянный ток высокой мощности и стабильности. Наличие всех этих элементов в конструкции аппарата дает возможность очень точной настройки, что позволяет выполнять разные задачи любыми электродами с почти идеальной точностью.
Высокочастотный трансформаторный блок и силовой выпрямитель в итоге выдает постоянный ток высокой мощности и стабильности. Наличие всех этих элементов в конструкции аппарата дает возможность очень точной настройки, что позволяет выполнять разные задачи любыми электродами с почти идеальной точностью. Указанный аппарат может соединять металлы как с помощью переменного, так и постоянного тока.
Указанный аппарат может соединять металлы как с помощью переменного, так и постоянного тока.Сварочные аппараты используются в разных сферах деятельности человека. Различаются в зависимости от желательного качества шва, скорости обработки и объемов работ. Промышленные агрегаты представляют собой сложные устройства, функционирующие с помощью современных электронных средств управления. В личное пользование многие потребители покупают мобильные сварочные аппараты, позволяющие быстро регулировать параметры соединения, работать в условиях небольшого пространства. Конструкции сварочных устройств и их характеристики позволяют учитывать все важные условия для успешного выполнения поставленных задач.
Различаются в зависимости от желательного качества шва, скорости обработки и объемов работ. Промышленные агрегаты представляют собой сложные устройства, функционирующие с помощью современных электронных средств управления. В личное пользование многие потребители покупают мобильные сварочные аппараты, позволяющие быстро регулировать параметры соединения, работать в условиях небольшого пространства. Конструкции сварочных устройств и их характеристики позволяют учитывать все важные условия для успешного выполнения поставленных задач.
Сварочные трансформаторы: устройство, виды, применение
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения.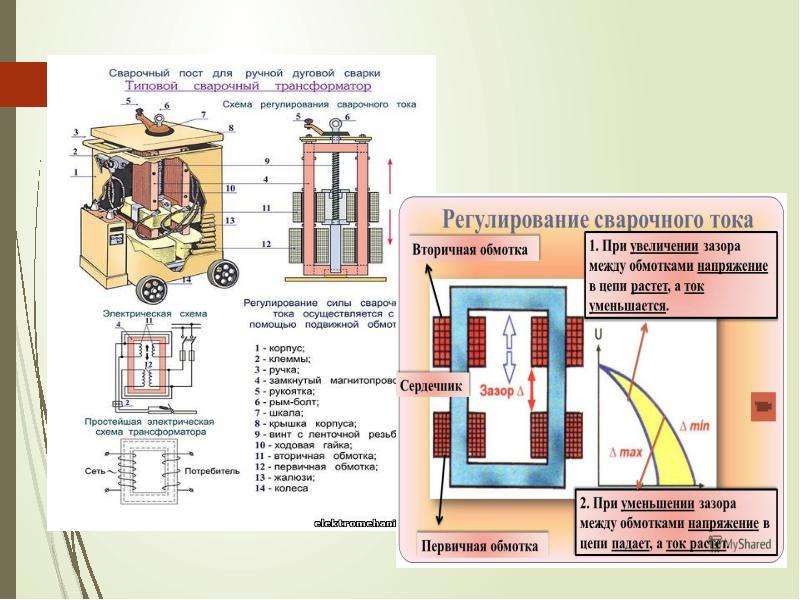 В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.

Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.

Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.

Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.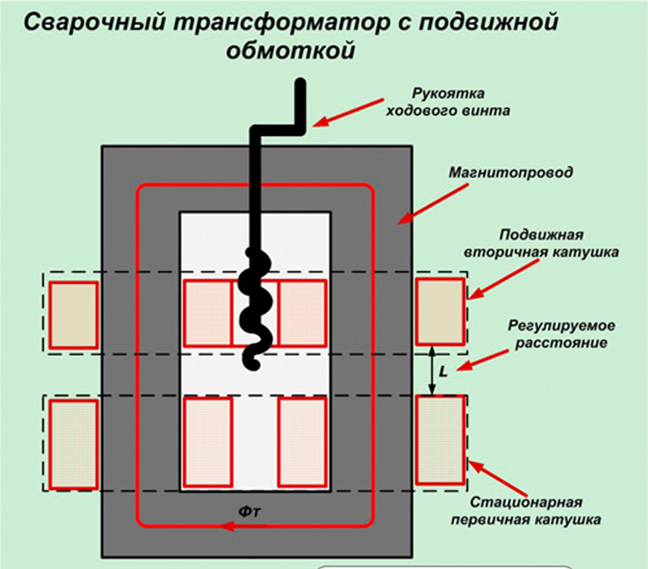
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Общие сведения Трансформатор ТДМ-402 У2 предназначен для питания одного
сварочного поста переменным током при ручной дуговой сварке, резке и
наплавке металлов. Структура условного обозначения ТДМ-402 У2: Условия эксплуатации На открытом воздухе под навесом. Нормативно-технический документ ТУ 16-92 ДШИБ.672211.011 ТУ Табл.   Гарантийный срок эксплуатации — 2 года со дня отгрузки трансформатора изготовителем при условии соблюдения потребителем правил хранения и эксплуатации. Трансформатор (рис. 1) представляет собой передвижную установку в однокорпусном исполнении с естественной вентиляцией, состоящую из сварочного трансформатора и устройства стабилизации горения дуги типа УСГД-3У2-100 или СДИ-01-У2, встроенного в корпус трансформатора. Рис. 1.   Общий вид и габаритные размеры трансформатора ТДМ-402 У2   Трансформатор понижает сетевое напряжение до необходимого при сварке, формирует падающую внешнюю характеристику и обеспечивает регулирование сварочного тока в требуемых пределах.   Трансформатор состоит из следующих основных сборочных единиц: магнитопровода-сердечника, обмоток (первичной, вторичной и дополнительной), переключателя диапазонов тока и кожуха.   Трансформатор однофазный стержневого типа.  Обмотки
трансформатора имеют по две первичные и вторичные катушки,
расположенные попарно на обоих стержнях магнитопровода. Катушки
первичной обмотки неподвижны и закреплены у нижнего ярма. Катушки
вторичной обмотки подвижны. Обмотки
трансформатора имеют по две первичные и вторичные катушки,
расположенные попарно на обоих стержнях магнитопровода. Катушки
первичной обмотки неподвижны и закреплены у нижнего ярма. Катушки
вторичной обмотки подвижны.   Катушки первичной обмотки выполнены из изолированного алюминиевого провода марки АПСД. Для межслоевой изоляции катушки применена стеклолакоткань. Вне зоны окна катушки имеются изоляционные рейки, образующие воздушные каналы. Поверх катушек первичной обмотки намотана дополнительная обмотка из провода марки ПЭТВ-2 1,4 для питания УСГД-3У2-100 или СДИ-01-У2.   Катушки вторичной обмотки намотаны «на ребро» неизолированной алюминиевой шины марки АДО. Витки вторичных катушек изолированы стеклянной лентой.   Обмотки от сердечника магнитопровода изолированы специальными планками.   Сердечник трансформатора собран из листов электротехнической стали 3413 и выполнен в виде бесшпилечной конструкции.    Через верхнее ярмо трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек. При вращении ходового винта, осуществляемого с помощью рукоятки, находящейся на крышке трансформатора, перемещаются вторичные катушки и тем самым изменяется расстояние между обмотками. Для исключения вибрации подвижных катушек обойма крепления катушек снабжена плоскими пружинами, которые при перемещении скользят по магнитопроводу-сердечнику.   Сетевые и сварочные провода к трансформатору подключаются через специальные разъемы, расположенные с лицевой стороны трансформатора.   Диапазон тока переключают переключателем, рукоятка которого выведена на крышу.   Для указания значения сварочного тока служит стрелка, непосредственно связанная с обоймой крепления вторичных катушек.   Отсчет сварочного тока производится по шкале, расположенной на боковине кожуха.  Шкала проградуирована для двух диапазонов тока: при
номинальном напряжении сварочной сети и напряжении на выходных
зажимах вторичной цепи при сварке U2=20+0,04·I2 в вольтах. Точность
показаний шкалы + 7,5% максимального тока, указанного на шкале. Она
является ориентировочной, так как значение сварочного тока зависит от
подводимого напряжения и длины дуги. Для более точной установки
значения сварочного тока необходимо применять амперметр. Концы шкалы
снабжены надписями «Стоп», предупреждающими о конце хода подвижных
катушек, и «Перегрузка», при работе в зоне которой необходимо снизить
ПН. Шкала проградуирована для двух диапазонов тока: при
номинальном напряжении сварочной сети и напряжении на выходных
зажимах вторичной цепи при сварке U2=20+0,04·I2 в вольтах. Точность
показаний шкалы + 7,5% максимального тока, указанного на шкале. Она
является ориентировочной, так как значение сварочного тока зависит от
подводимого напряжения и длины дуги. Для более точной установки
значения сварочного тока необходимо применять амперметр. Концы шкалы
снабжены надписями «Стоп», предупреждающими о конце хода подвижных
катушек, и «Перегрузка», при работе в зоне которой необходимо снизить
ПН.   Трансформатор снабжен емкостным фильтром, предназначеным для снижения радиопомех, создаваемых трансформатором при сварке.   Фильтр состоит из конденсаторов, подключенных между каждым зажимом первичной обмотки и кожухом.   Для удобства перемещения трансформатор снабжен четырьмя колесами и ручкой, которая предназначена одновременно для перемещения грузоподъемным механизмом. 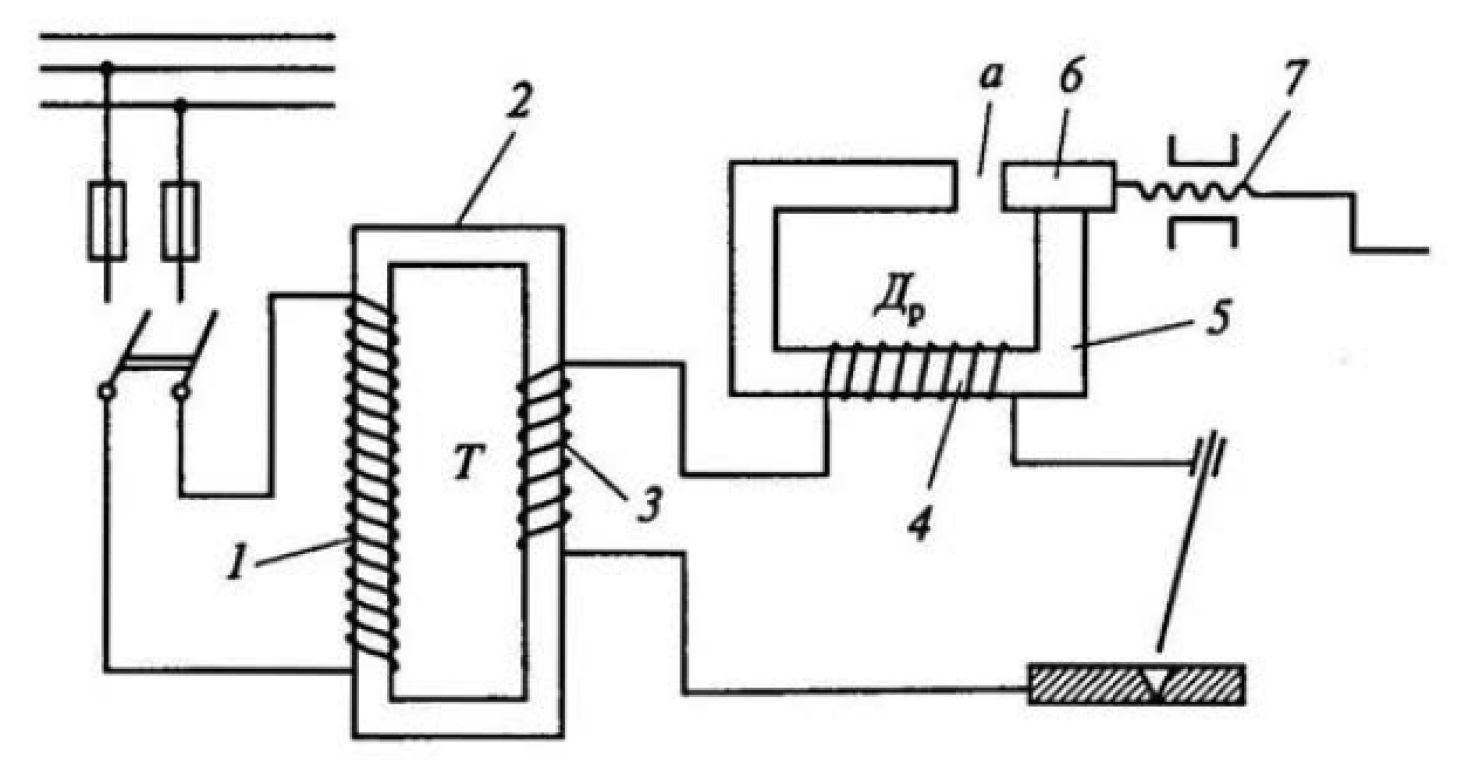 Защитный кожух трансформатора крепится
винтами к тележке. Защитный кожух трансформатора крепится
винтами к тележке.   Напряжение, требуемое для процесса сварки, и падающая внешняя характеристика, необходимая для стабильного горения сварочной дуги, обеспечиваются конструкцией трансформатора, выполненного в виде понижающего трансформатора с повышенной индуктивностью рассеяния.   Грубое (два диапазона) регулирование тока осуществляется переключателем диапазонов. Более точное регулирование тока обеспечивается изменением расстояния между первичной и вторичной обмотками.   Значение сварочного тока зависит от расстояния между катушками: большие значения сварочных токов имеют место при сдвинутых катушках, меньшие — при раздвинутых.   Внешние характеристики трансформатора имеют крутопадающую часть в зоне горения дуги со сравнительно небольшими кратностями тока КЗ (1,2-1,5 сварочного тока при номинальном рабочем напряжении), что необходимо для ручной дуговой сварки.   Трансформатор может работать параллельно с другими сварочными трансформаторами.  На параллельно работающих трансформаторах должны
быть установлены в одинаковые положения переключатели диапазонов тока
и значения токов по шкале. На параллельно работающих трансформаторах должны
быть установлены в одинаковые положения переключатели диапазонов тока
и значения токов по шкале.   Электрическая принципиальная схема трансформатора приведена на рис. 2. Рис. 2.   Электрическая принципиальная схема трансформатора ТДМ-402 У2 с устройством стабилизации горения дуги УСГД-3У2-100:   а — с параллельным соединением трансформаторных обмоток;   б — с последовательным соединением трансформаторных обмоток;   Т — трансформатор;   SA — переключатель;   С1 и С2 — конденсаторы;   ХР — вилка;   XS1 и XS2 — панельные гнезда;   N1 — первичная обмотка;   N2 — вторичная обмотка;   N3 — дополнительная обмотка;   У — устройство стабилизации горения дуги;   Э — электрод В комплект поставки входят: сварочный трансформатор; щиток сварщика; магистральная вставка — 2 шт. 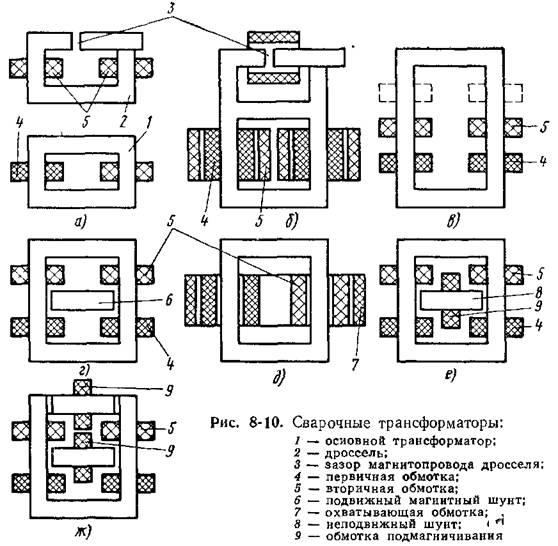 ; электрододержатель; ; электрододержатель; розетка; паспорт на трансформатор; техническое описание и инструкция по эксплуатации на УСГД-3У2-100 или СДИ-01-У2. Центр комплектации «СпецТехноРесурс» |
 д.) и постоянного тока (типа УОНИ 13/45, УОНИ 13/55,
ОЗЛ-8, ВИ-10-6 и т.д.).
д.) и постоянного тока (типа УОНИ 13/45, УОНИ 13/55,
ОЗЛ-8, ВИ-10-6 и т.д.). 
Сварочные аппараты переменного тока Вы можете на нашем сайте
Направления деятельности нашей компании
www.4akb.ruОборудование для
обслуживания аккумуляторов
Производство мебели
специального назначения
Слесарные верстаки и
производственная мебель
Двигатель: — не выбрано -бензиновыйдизельныйгазовый
Мощность, кВт: — не выбрано -0,5-3 3-88-12 12-3030-100 100-300 300-500свыше 500
Напр.,В/число фаз: — не выбрано -220/1380/3
Тип исполнения: — не выбрано -ОткрытоеЗакрытоеВ кожухе
Бренд:
— не выбрано -KiporGesanSDMOEuropowerWilsonAksaTeksanРос.![]() HondaВепрьAuroraCumminsEndressКитайHobbergFubagPerkinsMeranFogoPIRANYanmarTSS
HondaВепрьAuroraCumminsEndressКитайHobbergFubagPerkinsMeranFogoPIRANYanmarTSS
Сварочным аппаратом переменного тока называется устройство, предназначенное для ручной дуговой сварки. Основной его деталью является трансформатор, который преобразует ток питающей электрической сети в ток электрической дуги с меньшим напряжением.
Сварка ведется переменным током плавким электродом. Расплавляясь, он смешивается с металлом свариваемых поверхностей, образуя сварочную ванну. После застывания металлов в этом месте образуется сварочный шов.
При выборе сварочного инвертора переменного тока высокой частоты следует учитывать следующие технические характеристики:
Напряжение питающей сети. Оно может быть 220 или 380 В (значение зависит от количества фаз сети — одна или три). Трехфазные электрические сети в основном встречаются на производствах. Если вы подбираете аппарат для бытового использования, следует остановить свой выбор на однофазной модели;
Величина сварочного тока. От нее напрямую зависит максимальная толщина свариваемого листа и диаметр используемого электрода. Чем больше значение тока, тем мощнее электрическая дуга и тем более толстые листы она способна сварить;
От нее напрямую зависит максимальная толщина свариваемого листа и диаметр используемого электрода. Чем больше значение тока, тем мощнее электрическая дуга и тем более толстые листы она способна сварить;
Максимальная мощность сварочного трансформатора напрямую зависит от тока сварки. Ее следует подбирать с запасом в 20-25%. Это позволит использовать аппарат довольно длительное время не прерывая работу из-за перегрева устройства. Многие современные модели переменного тока оснащаются термозащитой;
Мощность холостого хода. Это значение у хорошего сварочного аппарата должно быть как можно меньше. В сварочных инверторах для этих целей даже используются ограничители напряжения на холостом ходу. Ведь прикосновение сварщика к электроду даже на холостом ходу может вызвать серьезный ожог;
Толщина электрода подбирается в зависимости от мощности аппарата и толщины свариваемых листов. Чем аппарат мощнее, тем более толстые металлические листы он способен сварить и тем больший диаметр электрода для этого потребуется;
Габаритные размеры и масса сварочного аппарата. Чем они меньше, тем удобнее работать с инверторным сварочным аппаратом и тем легче его транспортировать.
Чем они меньше, тем удобнее работать с инверторным сварочным аппаратом и тем легче его транспортировать.
Сварочные устройства переменного тока на сегодняшний день получили наибольшее распространение. Они отличаются простотой эксплуатации, надежностью, долговечностью и низкой ценой.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.2 Трансформатор в сварочном аппарате работает примерно так же, как большая электростанция трансформатор. Первичное напряжение, поступающее в машину, слишком велико для безопасная сварка. Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано с объяснением о том, как работает единственный трансформатор.1.8.5.3 В предыдущих параграфах мы имеем обнаружено, что электрический ток может быть индуцирован в проводник, когда этот проводник перемещается через магнитное поле к производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл. С этого момента
магнитное поле будет спадать в течение следующей четверти цикла, пока напряжение
или текущие достигают
ноль при 180 электрических градусах.Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова. 1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро.См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь.
Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешность этого проводника, то есть магнитное поле
будет наращивать интенсивность через первые 90 электрических градусов или первые
цикл. С этого момента
магнитное поле будет спадать в течение следующей четверти цикла, пока напряжение
или текущие достигают
ноль при 180 электрических градусах.Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова. 1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро.См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка. 1.8.5.5
Это нарастание и коллапс
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.Это вызывает электрический ток той же частоты, что и первичная обмотка.
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15. Это
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная цепь,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника.До
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помните
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.
Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка. 1.8.5.5
Это нарастание и коллапс
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.Это вызывает электрический ток той же частоты, что и первичная обмотка.
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15. Это
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная цепь,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника.До
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помните
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги. РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР
РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОРВысококачественные аппараты для точечной сварки на переменном токе
AIT предлагает полную линейку высококачественных аппаратов для точечной сварки на переменном токе
Высококачественные источники питания переменного тока, трансформаторы и аксессуары
Более низкие цены на оборудование и электроды, чем у других производителей
Более короткие сроки выполнения заказа, особенно на электроды
Бесплатные пробные сварные швы и беспрецедентная поддержка клиентов
Щелкните здесь, чтобы увидеть подходящие сварочные головки.
Чем мы можем вам помочь
Advanced Integrated Technologies (AIT) — поставщик оборудования для контактной сварки и технической поддержки для аппаратов точечной сварки Nippon Avionics (Avio) и принадлежностей, а также аппаратов для точечной сварки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные испытательные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса.Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.
Мы можем оценить образцы вашей продукции, предоставить бесплатные испытательные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса.Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.Сварочные аппараты AVIO
Эти аппараты для точечной сварки переменного тока наиболее подходят для сварки толстых листов и медных многожильных кабелей, так как они могут регулировать время сварки в более широком диапазоне, чем другие сварочные аппараты с накоплением энергии . На нижний пиковый ток в меньшей степени влияет грязь или пятна на заготовке. Они очень подходят для интеграции с автоматизацией.Компания AIT производит все собственные электроды для использования в этих и других сварочных аппаратах, которые мы предоставляем нашим клиентам. Мы можем предоставить индивидуальные электроды и решения для ваших сварочных работ.
Мы можем предоставить индивидуальные электроды и решения для ваших сварочных работ.
Подходящие сварочные головки и другие аксессуары доступны для всех сварщиков, представленных ниже. Лучше всего связаться с нами и подробно описать вашу сварку, а также позволить нашему техническому специалисту поработать с вами для определения наилучшего источника питания, сварочной головки и электродов для ваших конкретных задач.
| Однофазные источники питания переменного тока AVIO для точечной сварки | |||
| Характеристики | NRW-5A | NRW-25A | |
| Система управления | синхронизированный | ||
| Диапазон регулирования температуры | 40–100% | ||
| Время сварки | 0.5-99 циклов | ||
| Сжатие, время удержания | 0-99 циклов | ||
| Функция сварки | предварительный нагрев, подъем, время охлаждения, функция переключения каналов | ||
| Номинальная мощность | 3 кВА (50% нагрузки) | 6 кВА (50% нагрузки) | |
| 9,5 кВА (нагрузка 5%) | 19кВА (5% нагрузки) | ||
| Источник питания | 200 В переменного тока +/- 10% 50/60 Гц (опционально 100-120 В переменного тока) | ||
| Сварочные источники переменного тока | |
| NRW-5A | NRW-25A |
Сварочные трансформаторы переменного тока
NT-5A
| Сварочные трансформаторы AVIO | |||
| Характеристики | NT-5A | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 3 кВА | ||
| Вторичный ток короткого замыкания | 5000A | ||
| Вторичное напряжение холостого хода | 1. 1, 1.8, 2, 5 (В) 1, 1.8, 2, 5 (В) | ||
Сварочные трансформаторы переменного тока
NT-8A
| Сварочные трансформаторы AVIO | |||
| Характеристики | NT-8A | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 6 кВА | ||
| Вторичный ток короткого замыкания | 11000A | ||
| Вторичное напряжение холостого хода | 1.8, 3, 5 (В) | ||
Сварочные трансформаторы переменного тока
НТ-5М
| Сварочные трансформаторы AVIO | |||
| Характеристики | НТ-5М | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 2. 8 кВА 8 кВА | ||
| Вторичный ток короткого замыкания | 2400A | ||
| Вторичное напряжение холостого хода | 6, 6.5, 7, 7.5 (В) | ||
| Понижающие трансформаторы AVIO | ||
| Характеристики | ST-100 | СТ-200 |
| Первичное входное напряжение | 115 В / 230 В | 220 В / 230 В |
| Номинальная входная мощность | 1 кВА | 6 кВА |
| Вторичное напряжение холостого хода | 100 В | 200 В |
Сварочные аппараты Sunstone
В этих аппаратах для точечной сварки на переменном токе используется внутренний трансформатор, который обеспечивает достаточную мощность для многих применений, что делает их идеальными для точечной сварки сопротивлением и шовной сварки. В обоих этих сварочных аппаратах также используется микропроцессор, который позволяет легко настраивать и программировать сложные последовательности сварки, такие как объединение различных графиков сварки в рамках одной работы. Любой из этих аппаратов для точечной сварки на переменном токе может выполнять сварку толщиной до 0,1 дюйма.
В обоих этих сварочных аппаратах также используется микропроцессор, который позволяет легко настраивать и программировать сложные последовательности сварки, такие как объединение различных графиков сварки в рамках одной работы. Любой из этих аппаратов для точечной сварки на переменном токе может выполнять сварку толщиной до 0,1 дюйма.
Расширенные режимы:
- Двойная импульсная сварка
- Многоимпульсная сварка
- Точечная сварка с роликовым швом
- Сварка швов
- Функция закалки
Функция сварки швов в этих аппаратах для сварки на переменном токе делает их очень популярными.Внутренний микроконтроллер позволяет выполнять сложные последовательности сварки швов.
Щелкните здесь, чтобы увидеть подходящие сварочные головки.Сварочные аппараты переменного тока 1,5 кВА и 2,5 кВА
Особенности:
- Простой, удобный интерфейс
- Однофазный 110 В
- Внутренний трансформатор переменного тока
- 4-строчный символьный дисплей
- Ножная педаль
- Режимы одиночного импульса, двойного импульса, нескольких импульсов, стыка и скользящей точки
- До 180 сварок в минуту
- Диапазон длительности импульса, исключая режим шовной сварки (16. От 67 мс до 1,65 с)
- Сохранение до 100 программируемых расписаний
- Размер: 13,25 дюйма x 10 дюймов x 5,5 дюйма — 32 фунта
- Возможные области применения: пайка, сборка аккумуляторного блока, контактная сварка швом, контактная пайка и общая контактная сварка.
 От 67 мс до 1,65 с)
От 67 мс до 1,65 с)| Характеристики каждого блока питания Sunstone | Аппарат для точечной сварки переменного тока 1,5 кВА | 2.Аппарат для точечной сварки переменного тока 5 кВА |
| Внутренний номинал трансформатора | 1,5 кВА | 2,5 кВА |
| Рабочий цикл сварки | 50% | 50% |
| Общее количество сохраняемых расписаний | 100 | 100 |
| Максимальная внутренняя рабочая температура | 75 ° С | 75 ° С |
| Номинал предохранителя | 20A | 20A |
| Требования к источникам питания | 110-120 В переменного тока 50-60 Гц | 110-120 В переменного тока 50-60 Гц |
| Масса | 31 фунт (14 кг) | 32 фунта (14 кг) |
| Размеры корпуса (Д x Ш x В без клемм, с ножками) | 13. 25 дюймов x 10 дюймов x 5,5 дюйма 25 дюймов x 10 дюймов x 5,5 дюйма | 13,25 дюйма x 10 дюймов x 5,5 дюйма |
| Минимальная длина импульса | 16,67 мс | 16,67 мс |
| Максимальная длина импульса (исключая сварку в шовном режиме) | 1,65 сек | 1,65 сек |
| Максимальное количество сварных швов в минуту | 180 | 180 |
2.Аппараты для точечной сварки переменного тока 2 кВА и 5 кВА
| Характеристики каждого блока питания Sunstone | Аппарат для точечной сварки переменного тока, 2,2 кВА | Аппарат для точечной сварки переменного тока 5 кВА |
| Первичное напряжение | 110/220/240 | 240 |
Макс Сварка.Крышка. (PG2) (PG2) | 2 х 0,5 | 2 х 0,75 |
| Ток короткого замыкания | 2100A | 2500A |
| Напряжение холостого хода | 4,5 В | 5,8 В |
| Масса | 44 фунта (20 кг) | 105 фунтов (48 кг) |
| Размеры | 14 ″ x10.25 ″ x13 ″ | 21,25 дюйма x 12,6 дюйма x 13,4 дюйма |
Сварочные аппараты — HMP 45-150A Сварочный аппарат на основе трансформатора типа шпильки 150 A Производитель из Rajkot
Подробная информация о продукте:
| Марка | Rajdeep |
| Модель | MIG-250F |
| Диапазон сварочного тока | 25-250A |
| Фаза | Однофазный |
| Рабочее напряжение | 415 + — 15% В |
| Охлаждение | Принудительный воздух |
| Коэффициент мощности | 0. |
| КПД | 0,85 |
| Тип продукта | Новый |
Процесс сварки MIG является полуавтоматическим. Это также называется газовой дуговой сваркой металла (GMAW). Процесс сварки MIG был разработан в 1940 году. Поскольку это полуавтоматический процесс, сварочная проволока постоянно поставляется в виде проволоки MIG. Эта проволока подается от механизма подачи проволоки, который имеет моторизованную функцию. Проволока прошла через гильзу, в которой через тот же кабель подается газ в точку, где образуется дуга.Сварка MIG используется в производстве, где требуется более высокая производительность. В процессе требуется электричество для производства тепла, электрод или присадочная проволока для соединения и инертный газ для защиты сварного соединения от воздуха в виде инертного газа Co2. Мы просим вас купить сварочный аппарат MIG, и если в этом процессе сварки используется робот, эта сварка станет автоматической. Этот процесс сварки MIG является быстрым, экономичным и позволяет производить больше сварочных аппаратов за короткий период времени, поэтому это более эффективный метод сварки.
Используемые типы проволоки: углеродистая сталь, нержавеющая сталь и алюминий. Механизм подачи проволоки требует специальной замены для алюминиевой присадочной проволоки. Углеродистая сталь лучше всего подходит для сварки MIG. Сварка MIG — это чистая, бездымная сварка, очень дешевая, быстрая, экономия времени при замене электрода минимальна, поэтому время экономично. Подходит для точечной и прихваточной сварки
Rajlaxmi Machine Tools предлагает аппарат для дуговой сварки Ramato, инверторный сварочный аппарат MMA, сварочный аппарат TIG, сварочный аппарат MIG, аппарат для точечной сварки, аппарат для точечной сварки пьедестала, аппарат для дуговой сварки на основе трансформатора, сварочный аппарат типа шпильки от Rajkot Gujarat ИНДИЯ
Подержанная сварка Трансформаторы и блоки питания
Трансформаторы фиксирующего типа, трансформаторы трансформатора, трансформаторы переносного оружия, трансформаторы машинного типа.MFDC, AC и DC / низкая частота.
Трансформаторы и блоки питаниямогут быть интегрированы с системами управления, сварочными горелками или роботизированными системами любой марки.

Хотите сократить расходы и при этом получить высококачественный сварочный трансформатор?
КомпанияWeld Systems Integrators содержит В НАЛИЧИИ ИСПОЛЬЗУЕМЫХ трансформаторов для сварки сопротивлением и источников питания на нашем предприятии в Уорренсвилл-Хайтс, штат Огайо. Почаще проверяйте наличие обновленных запасов или позвоните нам по телефону 844-WSI-WELD или + 1-216-475-5629, и член команды WSI будет рад помочь найти то, что вам нужно.
Перечень сварочных трансформаторов и источников питания[ОБНОВЛЕНО — ФЕВ 2020]
Трансформаторы крепежного типа
Трансформаторы крепежного типа с водяным охлаждением идеально подходят для многоточечной сварки.
Трансформаторы Transgun
Трансформаторы Transgun с водяным охлаждением компактны и легки, что делает их идеальными для роботизированной и точечной сварки.
Трансформаторы для портативных пистолетов
Трансформаторы для портативных пистолетов с водяным охлаждением идеально подходят для портативных сварочных аппаратов, удаленных роботов или ручных сварочных пистолетов.
Машинные трансформаторы
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысла, поперечной проволоки и других сварочных работ.
Инверторный источник питания / MFDC / HFDC Сварочный трансформатор
Легкие инверторные источники питания с водяным охлаждением идеально подходят для роботизированной сварки. Вторичный ток превышает 500 кОм, что может помочь в получении больших выступающих швов
Нужны запчасти или ремонт существующего трансформатора или источника питания? Команда сервисных интеграторов систем сварки может отремонтировать или перестроить ваше существующее оборудование, что часто может быть быстрее и более рентабельной альтернативой ожиданию замены.
Не видите то, что ищете? Заполните приведенную ниже форму подержанного оборудования и сообщите нам, что вам нужно.
Интеграторы систем контактной сварки
Изготовитель — инвертор против трансформаторных машин
Технический директор Forney Industries Джейсон Махью, представленный в журнале «Практическая сварка сегодня», прочитайте отрывок ниже:
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор. Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или дуговой сваркой.
Во время Первой мировой войны сварка подверглась серьезным исследованиям и разработкам из-за того, что она широко использовалась в стальном судостроении и танкостроении. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой. В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварочного и производственного производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварочного и производственного производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
1980-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, что открыло новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности. Эти вопросы до сих пор находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Эти вопросы до сих пор находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Там, где резина встречается с дорогой
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в настоящее время инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, у инверторных машин есть лишь небольшая часть этого времени — около 30 лет плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился.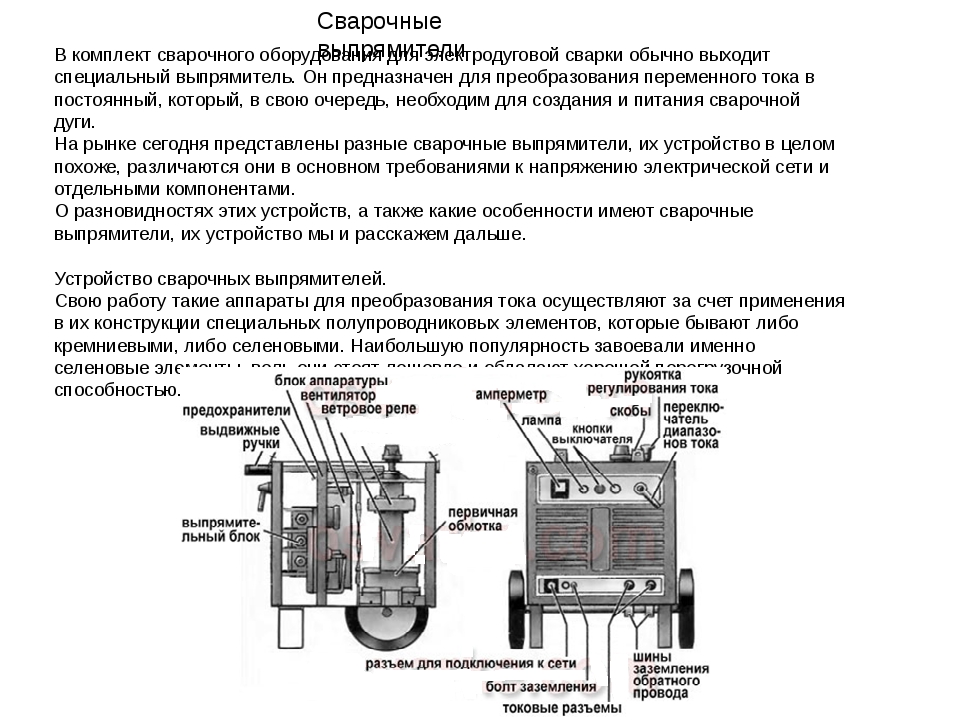 Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось самым совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если вы сомневаетесь в этом, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, какую только можно вообразить, с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, нельзя не учитывать характеристики дуги и полученные сварные швы. Если вы относитесь к тому типу сварщиков, которые сваривают только низкоуглеродистую сталь в течение всего дня, каждый день, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует совершенства сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы можно запрограммировать на выполнение чего угодно, теперь мы видим, как усовершенствованная импульсная газовая дуговая сварка (GMAW), а также высококвалифицированная газовая дуговая сварка вольфрамовым электродом (GTAW). Перед нами открывается мир программного обеспечения и передовой электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо.Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, поскольку инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на основе трансформаторов, хотя они значительно сложнее.
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная закупочная стоимость. В настоящее время первоначальные вложения, вероятно, примерно равны.
- Power (потребление электроэнергии). Как правило, инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на техническое обслуживание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это вызывает споры, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу оборудования или необходимости ремонта. Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора.Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
- Стоимость сварных швов. Ведутся споры о том, реальны ли некоторые из улучшений качества и производительности, приписываемых инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.
 Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.
Обе стороны дискуссии правдивы.Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических улучшений.Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения.Следующая таблица представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
Источники питания на базе инвертора
Мир меняется.Это не удивительно для тех, кто хоть отдаленно осознает свое окружение. Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически не развиваются. Однако человек, который придерживался такой точки зрения, был бы неправ. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться. Одна из технологий, способствующих этому изменению, — разработка и популяризация источников питания на основе инверторной технологии.Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
В прошлом источники питания для сварки основывались на трансформаторах. Блок питания потреблял 60 Гц, 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход на постоянном токе (DC).Управление этим выходом обычно осуществлялось какими-нибудь относительно медленными магнитными усилителями.
Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход на постоянном токе (DC).Управление этим выходом обычно осуществлялось какими-нибудь относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба.Кроме того, если используется частота 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц. Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20000 Гц.Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20000 Гц.Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше.Помните, что машины на базе трансформатора обычно весят более 400 фунтов и имеют размер 32 дюйма. На прилагаемой фотографии показана линейка источников питания Lincoln для инверторной газовой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов. Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
На прилагаемой фотографии показана линейка источников питания Lincoln для инверторной газовой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов. Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания — это стоимость электроэнергии.Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах. Хотя экономия затрат при переходе на инверторы часто преувеличивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.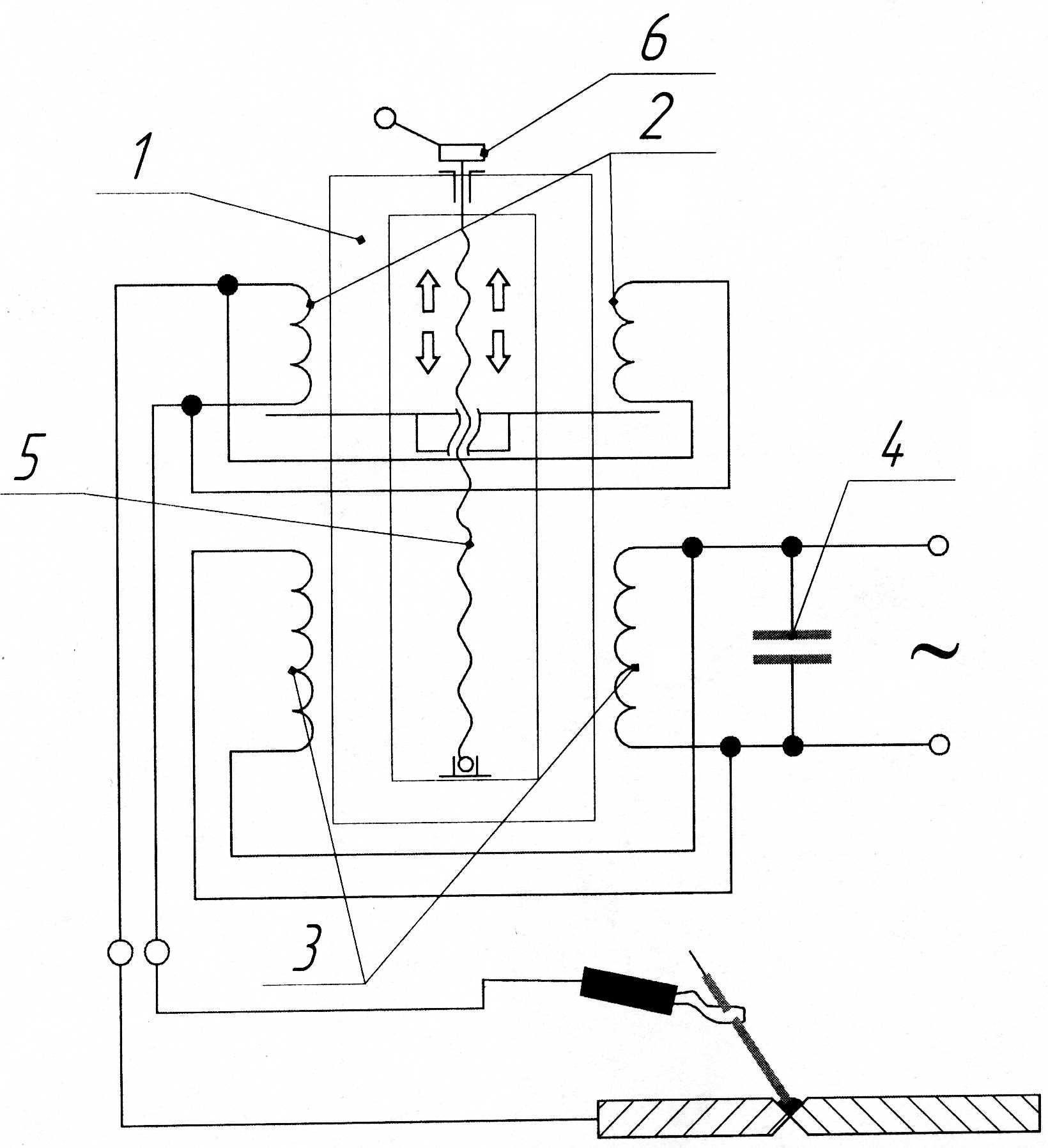
Другим важным преимуществом инверторных источников питания является то, что, «измельчая» входящий переменный ток так тонко, мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более гладкой и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы постоянного тока. В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус.Путем их работы с разной полярностью и попеременного включения и выключения на выходе генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более изощренные методы генерации переменного тока, но для целей этой статьи проще представить себе создание переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше.Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение непрерывных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше.Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение непрерывных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током.Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов сужаются, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление сварного шва происходит за счет отрицательной части цикла переменного тока электрода. Во время той части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла.Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выход синусоидальной волны, в котором генерировались равные количества положительного и отрицательного электрода. Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку.Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Во время той части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла.Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выход синусоидальной волны, в котором генерировались равные количества положительного и отрицательного электрода. Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку.Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, попадающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра.Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln — Invertec® V350 Pro. Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW.Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа. Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа. Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Будущее уже здесь.
Что такое метчики на сварочном трансформаторе? (2021 Ultimate Guide)
Сварочные трансформаторы необходимы, особенно там, где используются машины переменного тока.Они помогают изменять ток от линии питания и преобразовывать их в более низкое напряжение. Таким образом, сварочные трансформаторы нуждаются в нескольких ответвителях для выполнения различных функций при использовании аппаратов переменного тока.
Эта статья поможет вам понять, как используются ответвители и почему они устанавливаются на трансформаторы. В статье рассказывается, как эти изделия используются в сварочных трансформаторах и что делать, если отвод плохо закреплен или с трансформатором что-то случится.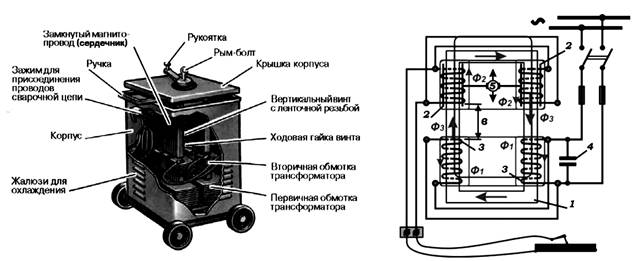
Итак, что такое ответвители на сварочном трансформаторе? Отводы в сварочном трансформаторе в основном используются для регулирования напряжения и тока.Кроме того, отводы облегчают сварщику настройку напряжения до уровня, необходимого для работы устройства. Эти специальные отводы обычно подключаются ко вторичной обмотке, но в разных конфигурациях.
Что такое отводы на сварочном трансформаторе?Важно отметить, что трансформаторы используются для регулирования напряжения, обеспечивая ступенчатое изменение на выходе, что позволяет им регулировать 0,625%. Когда мы думаем об отключении трансформаторов во время работы, очень важно знать, что они делают и как работают с вашим оборудованием, чтобы вы могли правильно их использовать, не повредив ничего.
Эти системы управления используются для регулирования напряжения путем ступенчатого изменения выходной мощности. Обычно у них 33 ответвителя, один из которых находится в центре, для которого заданы номинальные значения, и еще 16 для увеличения или уменьшения коэффициента поворота. Это допускает отклонение ± 10% от номинального номинала трансформатора, что дает им возможность регулировать 0,625% на шаг — впечатляющий уровень точности.
Это допускает отклонение ± 10% от номинального номинала трансформатора, что дает им возможность регулировать 0,625% на шаг — впечатляющий уровень точности.
Вот почему так важно понять, как работают метчики, прежде чем использовать их, потому что неправильное использование может привести к серьезным повреждениям.
Если вам интересно, как они работают и что они делают, продолжайте читать, чтобы получить дополнительную информацию.
Простая конструкция сварочного трансформатораЭтот сварочный трансформатор обычно представляет собой просто понижающий трансформатор, содержащий магнитный сердечник с тонкой первичной обмоткой. Он также включает несколько витков на одном из своих плеч. Он также включает в себя вторичную обмотку, отличную от первичной, поскольку вторичная обмотка содержит меньше витков, но на другом плече она имеет большую площадь поперечного сечения.
Сварка первичной и вторичной обмоток заставляет его вести себя как понижающий трансформатор. Таким образом, уменьшается напряжение на вторичной обмотке и увеличивается ток на выходе обмотки. Требования при создании сварочного трансформатора переменного тока включают:
Таким образом, уменьшается напряжение на вторичной обмотке и увеличивается ток на выходе обмотки. Требования при создании сварочного трансформатора переменного тока включают:
- Поставщик переменного тока
- Сварочный трансформатор
- Сердечник
- Электрод
- Детали для подключения
Сварочный трансформатор постоянного тока не имеет существенных отличий от сварочного трансформатора переменного тока.Основное отличие состоит в том, что трансформатор постоянного тока должен быть подключен к выпрямителю. Выпрямитель преобразует переменный ток в постоянный. Индуктор также необходим для создания сварочного трансформатора постоянного тока, который помогает сглаживать ток постоянного тока.
Следующие элементы необходимы для изготовления сварочного трансформатора постоянного тока;
- Высокое переменное напряжение около 230 В
- Работающий переключатель
- Мостовой выпрямитель
- Сглаживающий конденсатор
- Выход постоянного тока
- Понижающий трансформатор
Бывают случаи, когда потребность в одном токе превышает потребность в другом.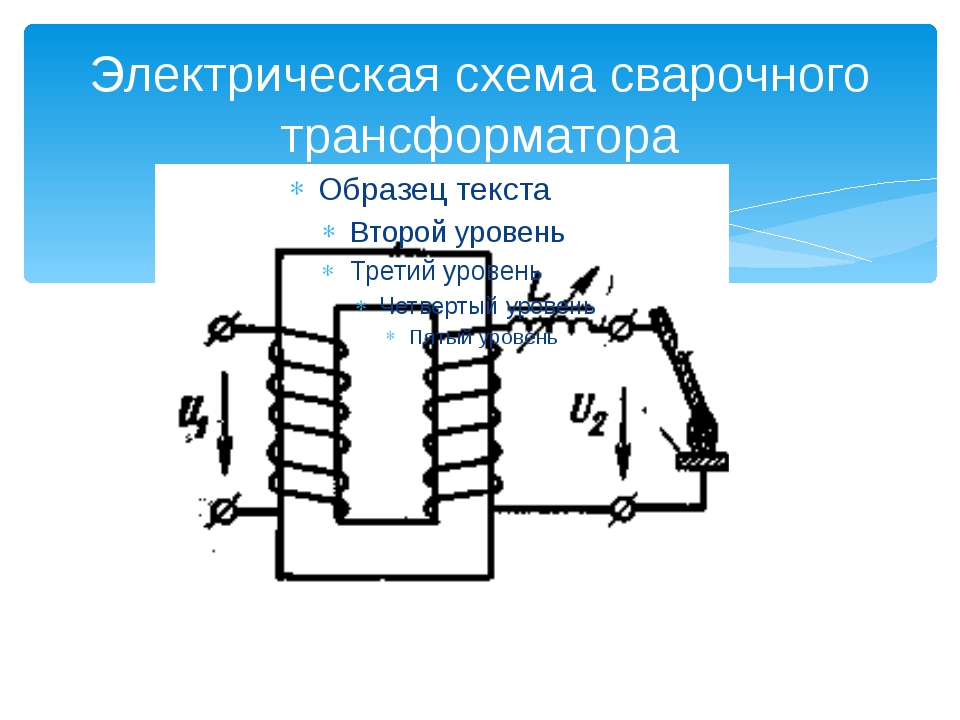 Обычно требуется ток, превышающий ток, получаемый от одного трансформатора. В таких условиях сварочный ток получается за счет работы параллельно сварочных трансформаторов. Всегда соблюдайте меры предосторожности при работе с любыми электрическими приборами.
Обычно требуется ток, превышающий ток, получаемый от одного трансформатора. В таких условиях сварочный ток получается за счет работы параллельно сварочных трансформаторов. Всегда соблюдайте меры предосторожности при работе с любыми электрическими приборами.
Меры предосторожности номер один, которые необходимо соблюдать, — все напряжения холостого хода должны быть разными. Ни один не должен быть похож на другой. Эта мера предосторожности обычно важна для типов трансформаторов, у которых разомкнутая цепь и коэффициент трансформации различаются.Такой тип сварочного трансформатора является типом сварочного аппарата с высоким реактивным сопротивлением.
Если трансформаторы подключены для параллельной работы, первичные обмотки всегда должны быть подключены к идентичным проводам питающей сети. Обеспечивает совпадение фаз ЭДС. Подобные выводы вторичных обмоток следует затем соединить попарно.
Как работают сварочные трансформаторы? Главный принцип работы сварочного трансформатора заключается в том, что сварочный трансформатор может преобразовывать мощность переменного тока в мощность постоянного тока и наоборот.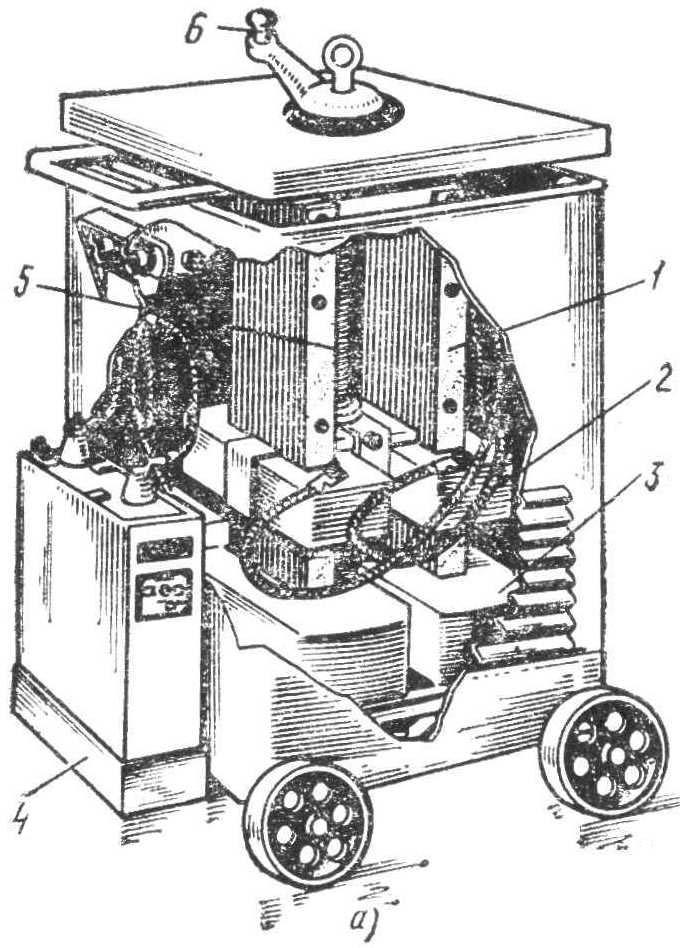
Сварочный трансформатор состоит из двух основных частей: первичной и вторичной обмоток. Напряжение в цепи переменного тока (AC) создается путем периодического изменения направления потока электрических зарядов через проводник на противоположное — чем чаще эти изменения происходят, тем выше частота или большее количество циклов в секунду.
Электричество от стенной розетки обычно имеет частоту 60 Гц, что означает, что оно переключается с положительного на отрицательный для каждого цикла не менее 60 раз в минуту.В одном типе печи вместо этого используется ток 240 вольт, и для передачи этого вида электроэнергии требуется три провода: один провод передает электричество под напряжением, а два других действуют как обратный.
Трансформатор понижает напряжение с 240 вольт до 120 вольт, а также передает ток по трем проводам, один из которых предназначен для электрического тока под напряжением, который преобразует мощность переменного тока в мощность постоянного тока с частотой переменного тока 60 герц или меньше.
Напротив, вторичные катушки преобразуют переменные токи низкой частоты (60 Гц) обратно в токи высокой частоты с помощью индукционного процесса — превращения механической энергии в электрическую без изменения направления ее потока.
Человек, стоящий рядом с проводом, несущим электрический заряд, ничего не почувствует, потому что электроны ударяют по его телу с равными интервалами с обеих сторон; однако, если он встанет так, чтобы между ним и проводом было больше металла, он почувствует большее ощущение электрического заряда.
Напряжение от этого трансформатора затем распределяется по проволоке на сварочный стержень через держатель.
Держатель используется для удержания сварочного стержня на месте. В нем также есть резистор, который ограничивает электрический ток от источника питания и предотвращает его протекание через вашу руку, если вы держитесь за металлическую часть держателя или касаетесь ее незаземленным предметом оборудования, например перчатками.
Типы сварочных трансформаторов Существует четыре известных сварочных трансформатора первичной обмотки. Четыре типа:
Четыре типа:
Обычно отрицательный вольт-ампер достигается, когда реактор размещается во вторичной обмотке сварочной цепи. Этот внешний реактор состоит из стального сердечника и обмотки. Он состоит из провода, по которому проходит ток до максимально допустимого уровня.
02.Сварочный трансформатор со встроенным реакторомЭтот тип сварочного трансформатора состоит из различных обмоток. Он имеет первичную обмотку, вторичную обмотку и обмотку реактора. Помимо обычных основных ветвей, у этого типа трансформатора есть еще одна ветвь, на которой находится обмотка реактора.
Текущий тип сварочного аппарата регулируется перемещением сердечника C, обычно между дополнительными ветвями. Таким образом, трансформатор — это часть, которая несет первичную и вторичную обмотки, а реактор — это часть, несущая реактор.
03. Сварочный трансформатор с высоким реактивным сопротивлением Когда этот трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.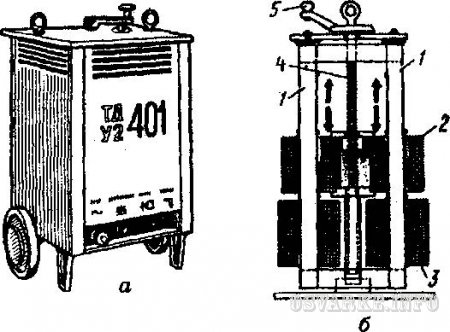 Результирующие силовые линии магнитного поля и поперечные срезают первичную и вторичную обмотки, что не относится ко всем трансформаторам. Обмотки первичной и вторичной обмоток не пересекаются, поскольку их пути лежат в воздухе.
Результирующие силовые линии магнитного поля и поперечные срезают первичную и вторичную обмотки, что не относится ко всем трансформаторам. Обмотки первичной и вторичной обмоток не пересекаются, поскольку их пути лежат в воздухе.
Здесь устанавливается цепь низкого напряжения для изменения работы магнитопровода и его магнитных характеристик.Для достижения этого используются или контролируются большие количества переменного тока. Управление большим количеством переменного тока осуществляется с помощью небольшого количества постоянного тока.
Когда это будет сделано, производимый вольт-ампер можно регулировать от минимального до максимального. Когда в катушке реактора не течет постоянный ток, у реактора минимальное сопротивление, и это приведет к высокому уровню выходной мощности сварочного трансформатора.
Реостат в цепи постоянного тока помогает увеличить величину. Если это будет достигнуто, это приведет к усилению магнитных силовых линий, что приведет к увеличению импеданса реактора по мере уменьшения выходного тока трансформатора. Это полезно, так как помогает удалить подвижные и изгибающиеся части.
Это полезно, так как помогает удалить подвижные и изгибающиеся части.
Обычно используется для газовой дуговой сварки.
Многооператорные трансформаторы
Этот тип сварочного трансформатора использует высокое постоянное напряжение, которое обеспечивает одновременное выполнение нескольких сварочных цепей. Он в первую очередь используется при большом скоплении точек сварки в небольшой рабочей зоне.
Зачем мне их использовать?Сварочные трансформаторы — это ключ к преобразованию переменного тока высокого напряжения в ток низкого напряжения с высокой силой тока, которым может питаться электрическая машина.
Поскольку нагрев зависит от сварочного тока и толщины свариваемых материалов, этот параметр указывает на то, какой толщины должны быть ваши материалы, чтобы они правильно сплавлялись, сводя к минимуму риск перегрева или даже плавления ваших материалов под действием электрического тока. .
Общее практическое правило состоит в том, что для большинства электросварочных работ требуется трансформатор с силой тока не менее 100 А, но для более тяжелой проволоки или более толстого материала для сварки потребуется большая сила тока и, следовательно, больший сварочный трансформатор.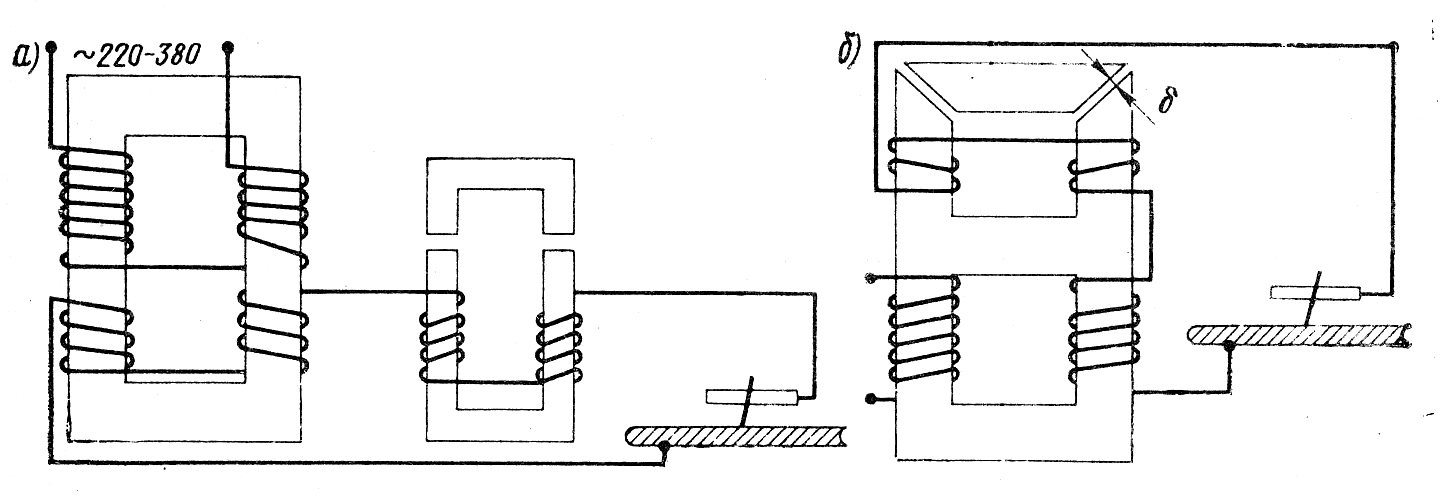
Для того, чтобы это устройство работало должным образом, ему необходимо замкнуть цепь переменного тока, что означает, что ваш источник питания должен иметь переменное направление (переменное) электричество.
Сварочные трансформаторы обычно представляют собой устройства для тяжелых условий эксплуатации, которые используются на строительных площадках, где высокое напряжение может представлять опасность при неправильном обращении.
Для всех, кто работает с этими типами машин, важно соблюдать правила техники безопасности с указанием безопасных расстояний при работе рядом с проводами под напряжением, а также с какими инструментами нельзя прикасаться голой кожей, например, перчатками или другой защитной одеждой, необходимой для работы.
Распространенные ошибки, которые люди допускают при использовании ответвителей Когда вы находитесь в процессе сварки, нужны глубокие знания об использовании ответвлений для сварочных трансформаторов, которые являются важным компонентом трансформатора? Ниже приведены распространенные ошибки, которые люди допускают при использовании кранов.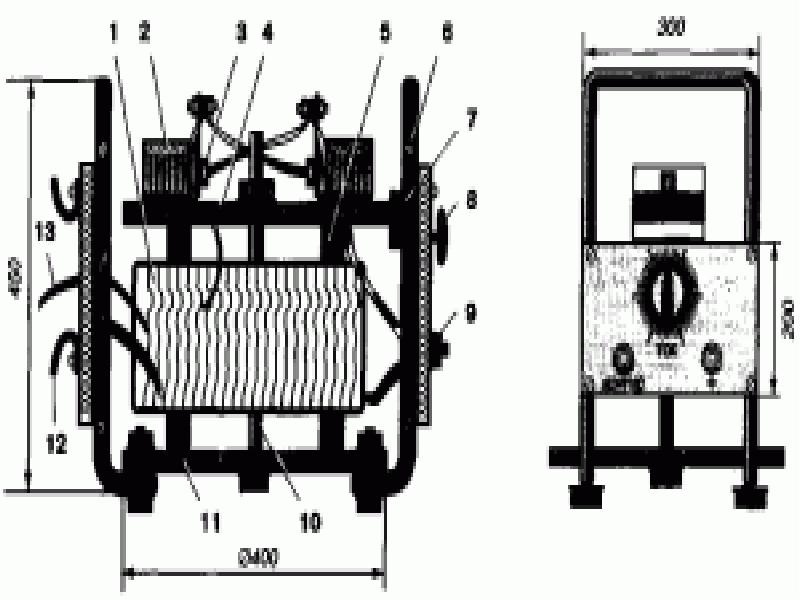
Типичная ошибка № Один:
Люди могут использовать неправильный размер крана для конкретного приложения, это известно как «уменьшение размера крана». Например, используйте метчик M12 x 50, когда вам нужен метчик T15 x 60 для сварки стержнем диаметром 20 мм.
Типичная ошибка № Два:
Несоблюдение безопасных рабочих процедур и правил техники безопасности может привести к несчастным случаям и травмам, таким как ожоги или поражение электрическим током, если обнаженные электрические клеммы под напряжением касаются голой кожей во время работы с проводкой, на которой в любой момент времени присутствует напряжение 240 В, поэтому всегда используйте соответствующие средства индивидуальной защиты, чтобы избежать травм.
Типичная ошибка № Три:
Отсутствие должной подготовки рабочего места перед началом сварки, что включает в себя удаление всего мусора и беспорядок, обеспечение хорошей вентиляции, чтобы пары могли рассеиваться в воздухе и не вдыхаться в легкие.
Типичная ошибка № Четыре:
Использование старого оборудования, которое изношено или имеет наросты коррозии, что может привести к ухудшению качества внешнего вида сварного шва, а также производительности из-за более высоких потерь энергии во время процесса сварки.
Общие сведения о сварочном трансформатореКак упоминалось выше, сварочные трансформаторы обычно используются при использовании аппаратов переменного тока, поскольку они регулируют токи и снижают напряжения. Номинальные характеристики сварочного трансформатора обычно выражаются в киловольт-амперах (кВА) и предназначены только для определенных режимов работы.Он показывает энергию, которую трансформатор может выдать за заданное время.
Время обычно составляет минуту, а количество энергии обычно выражается в процентах и с требуемой температурой. Сварочный трансформатор также содержит среднеквадратичное короткое замыкание, используемое для индикации максимального уровня тока, который может произвести трансформатор. Кроме того, это дает максимальную толщину используемых материалов.
Кроме того, это дает максимальную толщину используемых материалов.
Что требуется от сварочных трансформаторов?
- Сварочные трансформаторы всегда должны иметь статическую вольт-амперную характеристику.
- В случае короткого замыкания всегда уменьшайте сварочный ток.
- Напряжение холостого хода не должно превышать 80 вольт и никогда не должно доходить до 100 вольт
- Должен существовать простой способ управления выходом до максимального диапазона
- Напряжение холостого хода должно быть достаточно высоким, но не слишком высоким, поскольку это может разрушить экономику сварки.
Существует два различных способа подключения ответвлений к одному трансформатору. Во-первых, обычно есть серия параллельных трансформаторов.Верхний диапазон сварочных трансформаторов должен быть подключен параллельно, а нижний диапазон должен быть подключен последовательно, так как он производит наиболее недостаточную мощность.
Из-за разнообразия конструкций трансформаторов первый отвод всегда должен иметь самое низкое напряжение. Поэтому первый отвод всегда должен содержать самое низкое напряжение и доступную мощность, поскольку другие отводы могут отличаться в зависимости от модели или конструкции сварочного трансформатора.
Расположение отводов в сварочном трансформатореОтводы в основном расположены на вторичной обмотке.Их можно легко найти в разных положениях, пока они находятся на вторичной обмотке. Первичный способ создания отводов — это соединение последнего слоя катушки, обычно расположенного на дальнем конце финишной черты. В зависимости от конструкции трансформатора между ответвлениями могут наблюдаться перерывы. В большинстве трансформаторов вы найдете эти перерывы между четвертым и пятым ответвлением. Для катушки также предусмотрена перемычка, которая помогает выбрать подходящее напряжение, указанное на паспортной табличке.
Другими способами ответвитель может быть сконфигурирован для соединения контура вторичной катушки и ответвлений без разрывов между ответвлениями. Самый последний кран обычно находится недалеко от финиша. Паспортная табличка определяет, как будет работать этот ответвитель, так как соединение треугольником на стороне ввода закрыто в ответвлении. Конфигурация кранов осуществляется более простым способом, известным как линейные краны.
Самый последний кран обычно находится недалеко от финиша. Паспортная табличка определяет, как будет работать этот ответвитель, так как соединение треугольником на стороне ввода закрыто в ответвлении. Конфигурация кранов осуществляется более простым способом, известным как линейные краны.
Эти перемычки ответвлений всегда соединяют две клеммы катушки, тогда как перемычки ответвлений могут подключать только одну клемму к другому трансформатору. Таким образом, расположение ответвлений зависит от величины необходимого напряжения.
Краткое описание того, как ответвления помогают регулировать напряжение. Отводы всегда обеспечивают более высокие или более низкие уровни вторичного напряжения в зависимости от линейного напряжения, и, следовательно, соотношения напряжений трансформатора изменятся после открытия ответвлений для использования.В случаях, когда трансформаторы имеют большие размеры, отводы помогают в изменении напряжения, которое смещается. Неизменно, соединения ответвлений должны быть установлены по умолчанию для сетевого напряжения.
Неизменно, соединения ответвлений должны быть установлены по умолчанию для сетевого напряжения.
Если сварщику нужно изменить напряжение, он должен поменять отводы, чтобы получить необходимое напряжение. Большие трансформаторы допускают только меньшее количество оборотов по сравнению с небольшими трансформаторами. Следовательно, при использовании больших трансформаторов не следует размещать ответвления с точным напряжением.
Этапы проверки сварочного трансформатора- Всегда проводите визуальный осмотр сварочного трансформатора.Вы можете сделать это, обратившись к руководству по эксплуатации, и это поможет вам узнать расположение всех частей вашего трансформатора.
- Убедитесь, что вы знаете, как была собрана схема подключения. Узнайте, где расположены первичные, вторичные обмотки и ответвители.
- Приобретите мультиметр, который поможет вам измерить напряжение постоянного и переменного тока, сопротивление, диод и целостность цепи.
- Отключите все источники питания, чтобы удалить воздух из конденсаторов, что означает, что вы должны дать электричеству разрядиться.
- Еще раз проверьте, чтобы на трансформаторе не было питания и вся энергия спущена. Обратитесь к руководству пользователя, если не знаете, что делать.
- В трансформаторе проверьте входное напряжение, чтобы узнать, где уменьшить или увеличить напряжение.
- Проверьте выходное напряжение сварочного трансформатора. Если вы не можете определить, в какой проводке находится выходное напряжение, обратитесь к руководству по эксплуатации.
- Проведите проверку целостности первичных обмоток.
- После этого приступайте к проверке целостности вторичных обмоток.
- Наконец, вы должны знать о проблемах вашего трансформатора и устранять их.

Возможно, вам потребуется различать инвертор и трансформатор, или вы не уверены, что именно у вас есть. Основное различие между трансформаторами и инверторами заключается в том, что трансформаторы регулируют переменные токи путем увеличения или уменьшения от одного напряжения к другому.