Типы и виды дефектов сварных соединений
ТИПЫ и виды ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ [c.6]Механические свойства сталей и сплавов определяются их химическим составом, структурой и отсутствием или наличием различного типа дефектов. Вьппе бьши рассмотрены основные типы и виды дефектов, характерные для сварных соединений. В настоящем разделе остановимся на рассмотрении ряда особенностей, связанных с неоднородностью химического состава и структуры сварных соединений, которые определяют механические характеристики металла шва, зоны термического влияния, зоны сплавления и других локальных участков. При этом необходимо иметь в виду, что развитие дефектов происходит именно в данных участках, а работоспособность сварных соединений определяется комплексом сложных процессов, связанных с механическими характеристиками металла различных зон, геометрическими размерами последних, видом и условиями нагружения, типом дефекта и др.
[c.
Дефекты в сварных соединениях возникают прежде всего из-за нарушения режима сварки [18, 120]. Сварочные дефекты наряду с конструктивными концентраторами образуют один из видов присущей сварным соединениям неоднородности — геометрическую неоднородность. Неоднородность в целом зависит от теплофизического и химико-металлургического воздействия сварки. Одним из наиболее распространенных типов дефектов сварного соединения является непровар (местное отсутствие сплавления между свариваемыми элементами, металлом шва и основным металлом, а также между отдельными слоями шва), который возникает вследствие снижения тока, увеличения напряжения и скорости сварки, чрезмерного увеличения угла наклона электрода «вперед». Подрез (углубление на основном металле вдоль линии сплавления шва с основным металлом) является следствием повышенной скорости сварки, низкого напряжения дуги и неточного направления электрода по оси стыка.
 При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]
При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]В книге рассмотрены физико-химические показатели свариваемости меди и сплавов на ее основе и технологические особенности сварки. Приведены рекомендации по выбору вида сварки, сварочных материалов, типов швов и технике сварки. Рассмотрены дефекты сварных соединений, причины появления й меры предупреждения. Вопросы сварки освещены с точки зрения специфических особенностей организации работ при изготовлении и ремонте конструкций изделий из меди и сплавов на ее основе.
При контроле тонкостенных (до 6 мм) сварных соединений вместо зарубки применяют цилиндрический уг, овой отражатель в виде сквозного вертикального отверстия. Он хорошо имитирует характерные канальные дефекты типа свища. Из экспериментальных данных В. Ф. Дианова следует, что эквивалентные по амплитуде эхо-сигнала диаметр d-,, отверстия и площадь S.. зарубки связаны соотношением dy fts 6,5 (.Sn…….1) при S,y, > 1 мм. Иногда
[c.209]
Из экспериментальных данных В. Ф. Дианова следует, что эквивалентные по амплитуде эхо-сигнала диаметр d-,, отверстия и площадь S.. зарубки связаны соотношением dy fts 6,5 (.Sn…….1) при S,y, > 1 мм. Иногда
[c.209]
Для контроля указанных соединений применяют радиационный, ультразвуковой и магнитный методы дефектоскопии. Выбор метода зависит от типа и толщины сварных соединений, вида сварки, качества поверхности околошовной зоны стыкуемых деталей, технических норм браковки, условий проведения контроля. Для повышения достоверности контроля иногда применяют комплексную дефектоскопию двумя методами, причем один применяют как основной, а другой — как дублирующий в сомнительных случаях или при контроле мест с дефектами для уточнения их параметров. Так, радиационный метод обладает достаточно высокой чувствительностью к выявлению точечных дефектов (пор, включений), возможностью определения вида, формы и р азмеров дефекта, документальностью контроля, однако он недостаточно чувствителен к выявлению произвольно ориентированных трещин и непроваров, трудоемок, требует обязательного обеспечения радиационной безопасности.
Выбор основных параметров контроля, пределы перемещения преобразователя определяют с учетом типа и размера сварного соединения, а также вида ожидаемых дефектов. [c.70]
Особенности метода выявляются дефекты типа трещин с раскрытием 5 мкм и более определяются условные размеры дефекта эквивалентная площадь ориентация дефекта в шве конфигурация дефекта число дефектов. Метод обеспечивает дистанционный контроль. Не гарантируется выявление одиночных пор и шлаковых включений диаметром до 2 мм включительно дефектов в сварных швах соединений сталей аустенитного и перлитного классов с крупнозернистой структурой дефектов, расположенных в мертвой зоне вольфрамовых включений. Вид дефекта (трещина, непровар, пора, включение) не расшифровывается. При толщине шва от 3 до 10 мм включительно возможен контроль швов только с плавной формой усиления.
[c.470]
Вид дефекта (трещина, непровар, пора, включение) не расшифровывается. При толщине шва от 3 до 10 мм включительно возможен контроль швов только с плавной формой усиления.
[c.470]
Импульсный ультразвуковой эхо-дефектоскоп типа УДМ-1М предназначен для обнаружения и определения координат дефектов, являющихся нарушениями сплошности (раковины, расслоения, пористость, треш,ины и т. д.), которые расположены на глубине от 1 до 2500 мм под поверхностью в крупных металлических заготовках, полуфабрикатах и изделиях для обнаружения различных дефектов в сварных соединениях для контроля макроструктуры стали, а также для измерения толщины изделия при одностороннем доступе к нему. Прибор позволяет определять дефекты в неметаллических изделиях (оргстекле, фарфоре, некоторых видах пластмасс), а также определять скорость распространения ультразвуковых колебаний в различных материалах методом сравнения. [c.250]
Чувствительность контроля характеризует минимальные размеры дефектов того или иного типа, уверенно (с заданной вероятностью) выявляемых в изделиях или сварных соединениях определенного типа.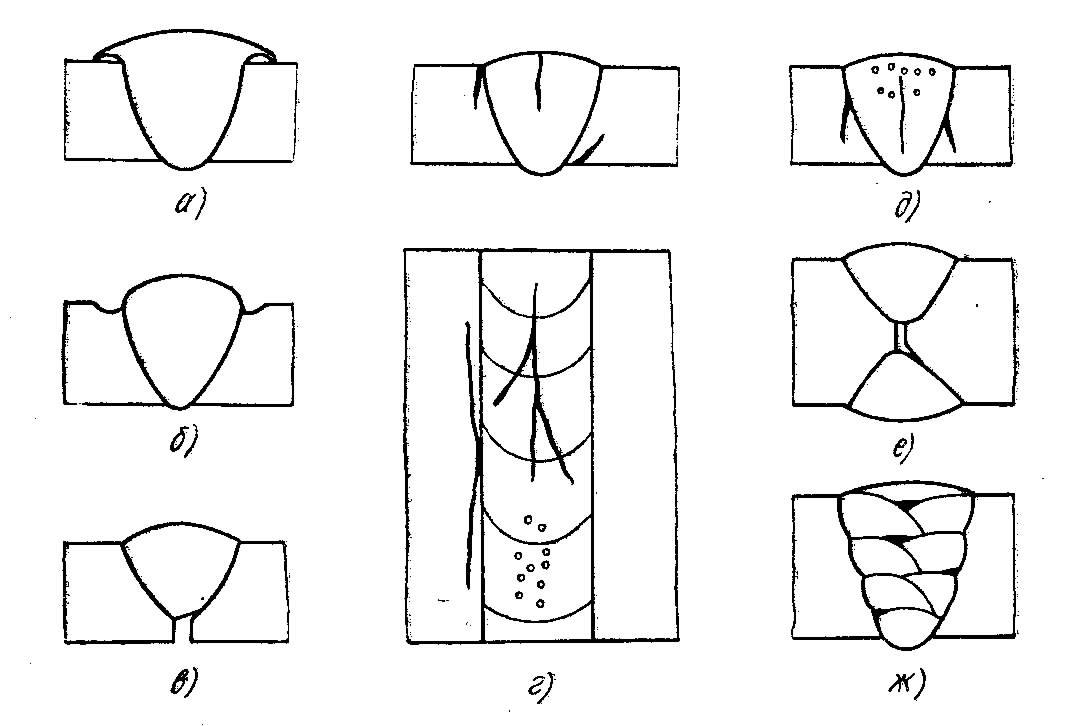
При выполнении визуального и измерительного контроля обращается особое внимание на оценку коррозийного и эрозионного износа в зонах раздела сред, в местах скопления воды или конденсата, в зонах резкого изменения траектории движения потока (например, на элементах корпуса или внутренних устройствах напротив входа продукта) и резкого изменения проходного сечения наличие трещин в местах приварки патрубков, штуцеров и люков к корпусу сосуда, деталей крепления внутренних технологических устройств к корпусу сосуда и т.п. трещин, образующихся в местах геометрической, температурной и структурной неоднородности (чаще всего в сварных соединениях) смещение или увод кромок или непрямолинейности соединяемых элементов наличие вмятин или выпучин и других дефектов формы отклонение сосуда колонного типа от вертикали отрыв трубопроводов входа и выхода технологической среды от ближайших к сосуду фундаментов.
Для сварки низкоуглеродистых сталей применяют электроды типов Э42, Э46 с различными видами покрытий (рутиловое, целлюлозное, кислое, смешанное). Выбор типа и марки электродов должен обеспечивать равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварных швах. Примеры марок электродов МР-3, ОЗС-4, ОЗС-б, АНО-3, АНО-4, ОММ-5, ОМА-2, ЦМ-7…
В зависимости от типа и назначения изделия видоизменяются и конкретизируются требования, предъявляемые к сварным соединениям. Поэтому их нельзя сформулировать в общем виде. Можно лишь утверждать, что любому сварному соединению должна быть обеспечена достаточная работоспособность при минимальной трудоемкости его изготовления. Под достаточной работоспособностью сварного соединения в большинстве случаев подразумевают сохраняемую в течение всего срока эксплуатации необходимую и достаточную прочность, выносливость и устойчивость при заданных виде нагружения и рабочей среде. Прочность сварного соединения определяется механическими свойствами металла шва и околошовной зоны, надлежащей для данных условий согласованностью свойств этих участков и основного металла, стойкостью против перехода в хрупкое состояние, конфигурацией шва и его размерами, наличием и характером дефектов.
[c.172]
Чувствительность сварных соединений к дефектам — степень снижения механических характеристик сварного шва в зоне дефекта по сравнению с бездефектным швом — зависит от многих факторов типа, расположения и размера дефекта, свойств металла, вида нагружений, условий эксплуатации и т. п. Следует различать чувствительность к дефектам при статических и переменных нагрузках.
 [c.38]
[c.38]При контроле стыковых соединений сварных конструкций из листового проката типа цилиндров низкого давления, резервуаров и т. п. применяется так называемая керосино-меловая проба . При этом методе контроля сварные швы покрывают водным меловым раствором с той стороны, которая более доступна для устранения выявленных дефектов. После высыхания мелового раствора производят тщательную обмазку швов керосином с противоположной стороны. Керосин благодаря малой вязкости и незначительному поверхностному натяжению обладает способностью проходить через мельчайшие поры и, при наличии дефектов в швах, выступает на окрашенной мелом поверхности в виде жирных точек или полосок, которые со временем расплываются в пятна.
Здесь следует отметить, что в сварных соединениях прочность сцепления металлической основы и включений, расположенных в зоне термического влияния, может уменьшаться в результате высокотемпературного нагрева в процессе сварки, приводящего к изменению механических свойств матрицы. Это определяет пониженное сопротивление листового проката и сварного соединения к СР, что послужило основанием для отнесения СТ к дефектам сварных соединений типа холодных трещин. В условиях низкой пластичности формирование слоистой макротрещины проходит без макропластиче-ских деформаций (рис. 4.3, а) с образованием слоисто-хрупкого разрушения [15]. В более пластичной основе включение деформируется в форму линзы, а затем происходит разрушение основы (рис. 4.3, б). Очевидно, что во втором случае поверхность разрушения при движении СТ будет иметь вязкий вид, что означает повышенное сопротивление СР (слоисто-вязкое разрушение).
[c.94]
Это определяет пониженное сопротивление листового проката и сварного соединения к СР, что послужило основанием для отнесения СТ к дефектам сварных соединений типа холодных трещин. В условиях низкой пластичности формирование слоистой макротрещины проходит без макропластиче-ских деформаций (рис. 4.3, а) с образованием слоисто-хрупкого разрушения [15]. В более пластичной основе включение деформируется в форму линзы, а затем происходит разрушение основы (рис. 4.3, б). Очевидно, что во втором случае поверхность разрушения при движении СТ будет иметь вязкий вид, что означает повышенное сопротивление СР (слоисто-вязкое разрушение).
[c.94]
При контроле качества сварных соединений и ue li е годности их к эксплуатации необходимо знать влияние ну ружных и внутренних дефектов на прочностные харакл ери-стики конструкции. Опасность дефектов наряду с влияние , их собственных характеристик (типы, виды, размеры, форм , и т.п.) зависит от множества конструктивных и эксплу га онных факторов. Изучение этого вопроса представляет большие трудности как с практической, так и с теоретической стороны. В большинстве случаев степень влияния того млп иного вида дефекта на работоспособность конструкций устанавливают испытанием образцов с дефектами.
[c.140]
Изучение этого вопроса представляет большие трудности как с практической, так и с теоретической стороны. В большинстве случаев степень влияния того млп иного вида дефекта на работоспособность конструкций устанавливают испытанием образцов с дефектами.
[c.140]
Поэтому сварное соединение представляет собой сложную фнзико-химическую, механическую и электрохимическую макро- и микрогетерогенную систему со следующими характерными видами неоднородности структурно-химической макро- н микронеоднородностью зон (основной металл, литой металл шва, переходные зоны термического и термомеханическ ого влияния и т. д. в пределах каждой зоны) неоднородностью напряженного состояния — собственного (остаточные сварочные напряжения и пластические деформации) и от внешней нагрузки геометрической неоднородностью, обусловленной наличием технологических концентраторов (граница шва и основного металла, дефекты формы шва — подрезы, непровары и др.) и конструктивных концентраторов, определяемых типом сварного а динения 11
[c. 494]
494]
В сварных соединениях могут встречаться разнообразные по характеру расположения, форме и размерам дефекты. Поэтому выбор эффективного метода контроля производится с учетом типа дефектов, наиболее вероятных для данного вида сварных соединений и применяемой технологии сварки. Например, при сварке закаливающихся хромо-молибденовых сталей могут возникнуть дефекты в виде трещин, для выявления которых следует предусмотреть ультразвуковой метод контроля. В случае сварки этих сталей аустенитпыми электродами возникают затруднения по применению ультразвукового метода, поскольку неоднородность структуры аусте-нитного щва приводит к резкому затуханию ультразвуковых колебаний и высокому уровню реверберационных помех, соизмеримых с уровнем полезных сигналов, и требуются специализированное оборудование и технология контроля. [c.143]
При выборе меди помимо коррозионной стойкости были приняты во внимание и другие технологические и эксплуатационные ее свойства. Медь МЗр, в отличие, например, от многокомпонентных сплавов типа Х17Н13М2Т, представляет собой практически однородный металл высокой чистоты (99,5%). Благодаря этому можно предвидеть физическую однородность и высокую коррозионную стойкость сварных соединений. Последние не нуждаются в термической обработке. Возможность возникновения в сварных швах и околошовной зоне межкристаллитной коррозии настолько маловероятна, что многими специалистами отвергается. И, наконец, к достоинствам меди как конструкционного материала нужно отнести отсутствие затруднений при ремонте. Восстановление изношенных медных швов осуществляется сравнительно легко с помощью аргонодуговой сварки с присадочной проволокой. Мелкие дефект в виде оспин в швах, основном металле и плакирующем слое устраняются с помощью аргонодуговой сварки вольфрамовым электродом без присадочной проволоки.
[c.223]
Медь МЗр, в отличие, например, от многокомпонентных сплавов типа Х17Н13М2Т, представляет собой практически однородный металл высокой чистоты (99,5%). Благодаря этому можно предвидеть физическую однородность и высокую коррозионную стойкость сварных соединений. Последние не нуждаются в термической обработке. Возможность возникновения в сварных швах и околошовной зоне межкристаллитной коррозии настолько маловероятна, что многими специалистами отвергается. И, наконец, к достоинствам меди как конструкционного материала нужно отнести отсутствие затруднений при ремонте. Восстановление изношенных медных швов осуществляется сравнительно легко с помощью аргонодуговой сварки с присадочной проволокой. Мелкие дефект в виде оспин в швах, основном металле и плакирующем слое устраняются с помощью аргонодуговой сварки вольфрамовым электродом без присадочной проволоки.
[c.223]
Вакуумный кон -т р о л ь сварных швов используется тогда, когда применение пневматического или гидравлического контроля почему-либо исключено.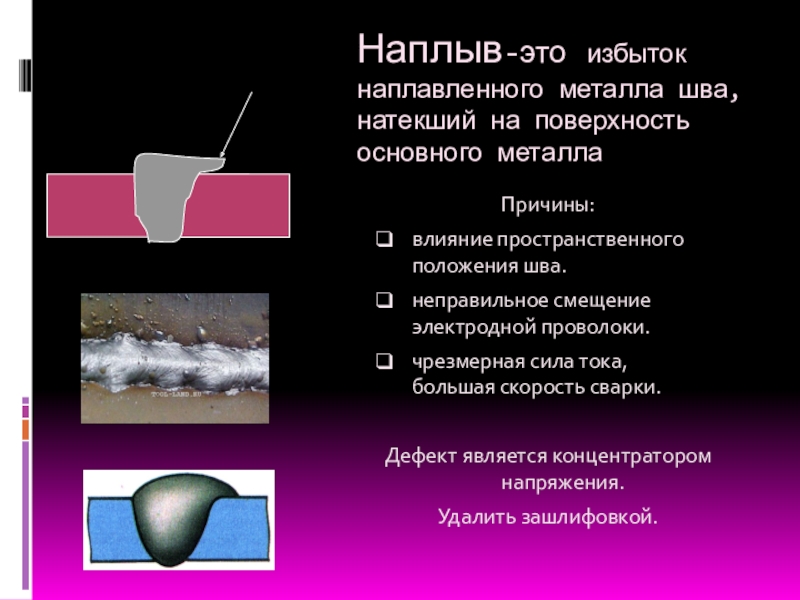 Суть метода заключается в создании вакуума и регистрации проникновения воздуха через дефекты на доступной стороне шва. Этот вид контроля применяется прн испытании на плотность цистерн, газгольдеров, вертикальных резервуаров и других конструкций. Этот метод производится согласно СН 375—67 и позволяет обнаруживать отдельные поры 0 от 0,004 до 0,005 мм. Производительность этого метода до 60 пог. м сварных швов в час. Контроль осуществляет ся вакуумной камерой (рис. 118). Камера устанавлива ется на проверяемый участок сварного соединения, кото рый предварительно смачивается мыльным раствором Вакуумным насосом в камере создается разрежение. Ве личину перепада давления определяют вакуумметром I В качестве вакуумных насосов используются вакуум-на сосы типа КВН-8 или РВН-20. В результате разност1 давлений по обеим сторонам сварного шва атмосферный воздух будет проникать через неплотности 8 сварного соединения 7. В местах расположения непроваров, трешин, газовых пор образуются мыльные пузырьки 6, ви-
[c.
Суть метода заключается в создании вакуума и регистрации проникновения воздуха через дефекты на доступной стороне шва. Этот вид контроля применяется прн испытании на плотность цистерн, газгольдеров, вертикальных резервуаров и других конструкций. Этот метод производится согласно СН 375—67 и позволяет обнаруживать отдельные поры 0 от 0,004 до 0,005 мм. Производительность этого метода до 60 пог. м сварных швов в час. Контроль осуществляет ся вакуумной камерой (рис. 118). Камера устанавлива ется на проверяемый участок сварного соединения, кото рый предварительно смачивается мыльным раствором Вакуумным насосом в камере создается разрежение. Ве личину перепада давления определяют вакуумметром I В качестве вакуумных насосов используются вакуум-на сосы типа КВН-8 или РВН-20. В результате разност1 давлений по обеим сторонам сварного шва атмосферный воздух будет проникать через неплотности 8 сварного соединения 7. В местах расположения непроваров, трешин, газовых пор образуются мыльные пузырьки 6, ви-
[c. 281]
281]
Во многих случаях хорошие результаты достигаются применением средств механизации контроля. При ручном контроле сварных соединений система может осушествлять объективность накопления информации за счет регистрации и отображения самого факта проведения контроля, полноты проверки объема сварного шва, околошовных зон и (или) основного металла, визуализацию дефектов в виде изображений типа Б и С в реальном времени. [c.259]
При низких температурах изменяются механические свойства наплавленного металла. Однако критическая температура хрупкости сварного шва, выполненного электродами типа Э42 и, особенно, типов Э42А, Э46А или Э50А, ниже, чем у основного м еталла, что обеспечивает надежную работу сварных швов при низких температурах. Необходимо иметь в виду, что при низких температурах надежно работают только те сварные соединения, которые не имеют концентраторов напряжений. Этими концентраторами могут быть дефекты в сварном шве или конструктивные дефекты. При наличии концентраторов и понижении температуры может произойти хрупкое разрушение конструкций даже от остаточных сварочных напряжений (см. главу XII).
[c.110]
При наличии концентраторов и понижении температуры может произойти хрупкое разрушение конструкций даже от остаточных сварочных напряжений (см. главу XII).
[c.110]
Тепловой метод контроля основан на изменении распределения теплового излучения, испускаемого исследуемым изделием, при наличии в нем дефекта. Большая работа по разработке теплового метода проводится в НИИ интроскопии (Н. А. Бекешко, А. Б. Упады-шев). Тепловой метод может быть применен для контроля листовых сварных соединений из пластмасс со снятым гратом. Схема контроля достаточно проста. С одной стороны изделия размещают источник нагрева — плазмотрон, лазер и др., а с другой стороны изделия — приемную аппаратуру. Так как поверхность большинства пластмасс не может быть нагрета до температуры выше 100° С, то для контроля пластмассовых изделий необходима приемная аппаратура повышенной чувствительности. Б настоящее время в НИИ интроскопии разработана универсальная приемная система для теплового контроля типа ОГ-1 и ОГ-2 [8]. Из-за низкой тепло-проводости пластмасс для их прогрева по всей глубине необходимо достаточно большое расстояние между тепловым источником и приемной аппаратурой или сканирование с малой скоростью. Применяемая приемная аппаратура дает возможность представить картину распределения температуры по поверхности. изделия в виде изображения на экране электронно-лучевой трубки или на фотобумаге, а также в записи амплитудных профилей при сканировании по отдельным строкам. Тепловой метод позволяет определить форму, размеры и местоположение больших дефектов типа нарушения сплошности.
[c.186]
Из-за низкой тепло-проводости пластмасс для их прогрева по всей глубине необходимо достаточно большое расстояние между тепловым источником и приемной аппаратурой или сканирование с малой скоростью. Применяемая приемная аппаратура дает возможность представить картину распределения температуры по поверхности. изделия в виде изображения на экране электронно-лучевой трубки или на фотобумаге, а также в записи амплитудных профилей при сканировании по отдельным строкам. Тепловой метод позволяет определить форму, размеры и местоположение больших дефектов типа нарушения сплошности.
[c.186]
При оценке влияния пористости на механические свойства сварных соединедай необходимо располагать данными о чувствительности металла шва в сварном соединении к концентраторам-дефектам в зоне дефекта (см. раздел 1), а также значениями теоретических коэффициентов концентрации напряжений пор Кп и теоретическими коэффициентами концентрации формы шва ф. Концентрация напряжений в сварных швах с порами зависит от типа пористости, характера распределения пористости в шве и геометрической формы пор. С этих позиций в сварных конструкциях следует различать единичную пористость (расстояние между порами больше трех диаметров наибольшей поры), пористость в виде цепочек (не слившиеся поры с расстоянием между ними меньше трех диаметров поры), скопление неслившихся пор и слившиеся поры, которые, как правило, сопровождаются окисными пленками.
[c.161]
С этих позиций в сварных конструкциях следует различать единичную пористость (расстояние между порами больше трех диаметров наибольшей поры), пористость в виде цепочек (не слившиеся поры с расстоянием между ними меньше трех диаметров поры), скопление неслившихся пор и слившиеся поры, которые, как правило, сопровождаются окисными пленками.
[c.161]
Для некоторых видов сварки (контактная стыковая, трением, ди( х )узионная и др.) характерен вертикально ориентированный непровар с малым раскрытием. При толщинах сварных соединений более 30 мм ультразвуковой пучок, падающий под углом к контролируемой поверхности, зеркально отражается от дефекта, затем от нижней поверхности детали и не попадает на излучатель. Применение многоэлементных искателей (типа тандем) позволяет контролировать такие соединения (рис. 89). Однако для размещения искателя требуется наличие рядом со швом ровной площадки достаточно большого размера. Последнее не всегда осуществимо, особенно в сложных конструкциях и при труднодоступных условиях контроля. [c.166]
[c.166]
С помощью банка теоретических зависимостей управляющая программа формирует г.гатематическую модель. Эффективную работу этой модели обеспечивает наличие информационного банка 9—11, содержащего статистически представленный объем экспериментальных данных относительно типа и параметров распределений, характеризующих геометрические размеры дефектов, харакгеристик сопротивления различных участков сварного соединения зарождению разрушения и характеристик трещиностойкости при циклическом и статическом нагружении. В зависимости от цели расчета и вида исходной информации управляющая программа с помощью банка зависимостей включает математическую модель в алгоритм имитационного моделирования. По существу имитационное моделирование представляет собой статистический машинный эксперимент. Из банка экспериментальных данных выбираются блоки информации, приводятся в исходное состояние датчики случайных чисел и начинается прогон модели. Результаты расчетов после каждого прогона помещаются в банк 16.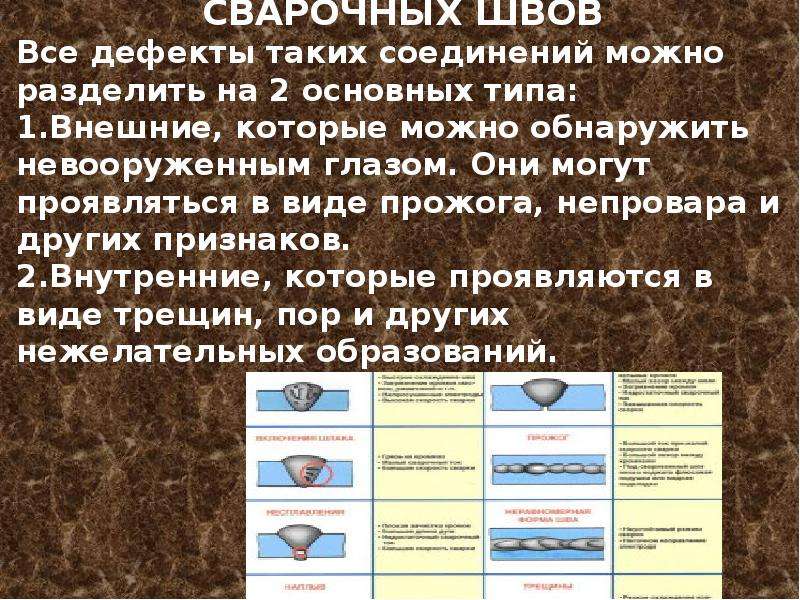 Многократная прогонка модели на ЭВМ при измененных состояниях датчиков случайных чисел и последующая статистическая обработка численного эксперимента позволяют учесть влияние случайного рассеяния параметров, характеризующих долговечность и трещиностойкость, а также случай-
[c.380]
Многократная прогонка модели на ЭВМ при измененных состояниях датчиков случайных чисел и последующая статистическая обработка численного эксперимента позволяют учесть влияние случайного рассеяния параметров, характеризующих долговечность и трещиностойкость, а также случай-
[c.380]
Акустико-эмиссионные иснытания образцов сталей эксплуатировавшихся трубонроводов. Испытывали образцы, вырезанные при ремонтных работах из труб газопроводов, эксплуатировавшихся от 15 до 25 лет. Деформирование проводили на испытательной машине типа «Инстрон» с постоянной скоростью деформации, равной 1 мм/мин. Испытьтали образцы как основного металла, так и вырезанные из зоны сварного шва. Основные результаты испытаний таковы. Начальная стадия деформирования однородных образцов не сопровождается регистрируемой АЭ. По мере приближения к пределу текучести начинает резко возрастать непрерывная АЭ, которая остается высокой вплоть до стадии упрочнения, когда она весьма резко спадает практически до нулевого уровня. В это время начинается рост дискретной АЭ, частота следования импульсов которой возрастает. На конечном участке диаграммы деформирования исчезает и этот вид АЭ, а непосредственно перед разрушением образца, на этапе лавинного развития повреждения, снова возникает всплеск дискретной АЭ. Результаты испытаний образцов, вырезанных из зоны сварного соединения, практически не отличаются от результатов для образцов из основного металла, если по данным анализа поверхности разрыва образца отсутствуют явные дефекты сварки. Для дефектных образцов можно наблюдать непрерывную АЭ, а также существенные и нерегулярные ее изменения на стадии упрочнения. По-видимому, это связано с началом пластической деформации разных локальных зон образца в различные моменты времени, что обусловлено неоднородностью материала. Других особенностей АЭ в дефектных образцах не обнаружено.
[c.248]
В это время начинается рост дискретной АЭ, частота следования импульсов которой возрастает. На конечном участке диаграммы деформирования исчезает и этот вид АЭ, а непосредственно перед разрушением образца, на этапе лавинного развития повреждения, снова возникает всплеск дискретной АЭ. Результаты испытаний образцов, вырезанных из зоны сварного соединения, практически не отличаются от результатов для образцов из основного металла, если по данным анализа поверхности разрыва образца отсутствуют явные дефекты сварки. Для дефектных образцов можно наблюдать непрерывную АЭ, а также существенные и нерегулярные ее изменения на стадии упрочнения. По-видимому, это связано с началом пластической деформации разных локальных зон образца в различные моменты времени, что обусловлено неоднородностью материала. Других особенностей АЭ в дефектных образцах не обнаружено.
[c.248]
Контроль качества соединения в процессе ДС металлов и их сплавов можно осуществлять также измерением электросопротивления зоны контакта.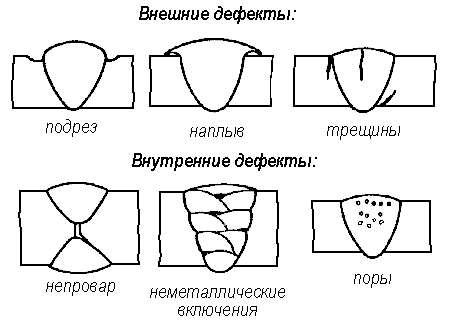 При этом пропускают электрический ток через эту зону. Падение напряжения на участке, прилегающем к стыку, больше, чем в основном металле, так как электросопротивление зоны сварки более высокое из-за наличия в ней дефектов в виде непроваров, окисных включений и др. Величина этого сопротивления зависит от формы, размеров дефектов и их концентрации [10, 20]. В основе этого способа контроля лежит корреляция зависимостей электросопротивления, предела прочности и других эксплуатационных критериев качества сварного соединения от длительности времени сварки (рис. 4). При проведении контроля обычно используется четырехконтактный метод, позволяющий избежать ошибок в измерении электросопротивления, обусловленных нестабильностью контакта между щупом и изделием. Для уменьшения влияния термоэлектродвижущей силы, возникающей в зоне высокой температуры между изделием и выводными проводниками, последние изготовляют из того же материала, что и соединяемые детали изделия. Для измерения электросопротивления можно использовать микроомметр типа М246 или потенциометр типа Р348.
При этом пропускают электрический ток через эту зону. Падение напряжения на участке, прилегающем к стыку, больше, чем в основном металле, так как электросопротивление зоны сварки более высокое из-за наличия в ней дефектов в виде непроваров, окисных включений и др. Величина этого сопротивления зависит от формы, размеров дефектов и их концентрации [10, 20]. В основе этого способа контроля лежит корреляция зависимостей электросопротивления, предела прочности и других эксплуатационных критериев качества сварного соединения от длительности времени сварки (рис. 4). При проведении контроля обычно используется четырехконтактный метод, позволяющий избежать ошибок в измерении электросопротивления, обусловленных нестабильностью контакта между щупом и изделием. Для уменьшения влияния термоэлектродвижущей силы, возникающей в зоне высокой температуры между изделием и выводными проводниками, последние изготовляют из того же материала, что и соединяемые детали изделия. Для измерения электросопротивления можно использовать микроомметр типа М246 или потенциометр типа Р348. С помощью измерения электросопротивления проводился активный контроль ряда сварных соединений СтЗ + СтЗ, сталь 45 4 сталь 45, СтЗ + медь + никель АД1, СтЗ + медь, СтЗ + никель и др.
[c.247]
С помощью измерения электросопротивления проводился активный контроль ряда сварных соединений СтЗ + СтЗ, сталь 45 4 сталь 45, СтЗ + медь + никель АД1, СтЗ + медь, СтЗ + никель и др.
[c.247]
Дефекты сварного шва
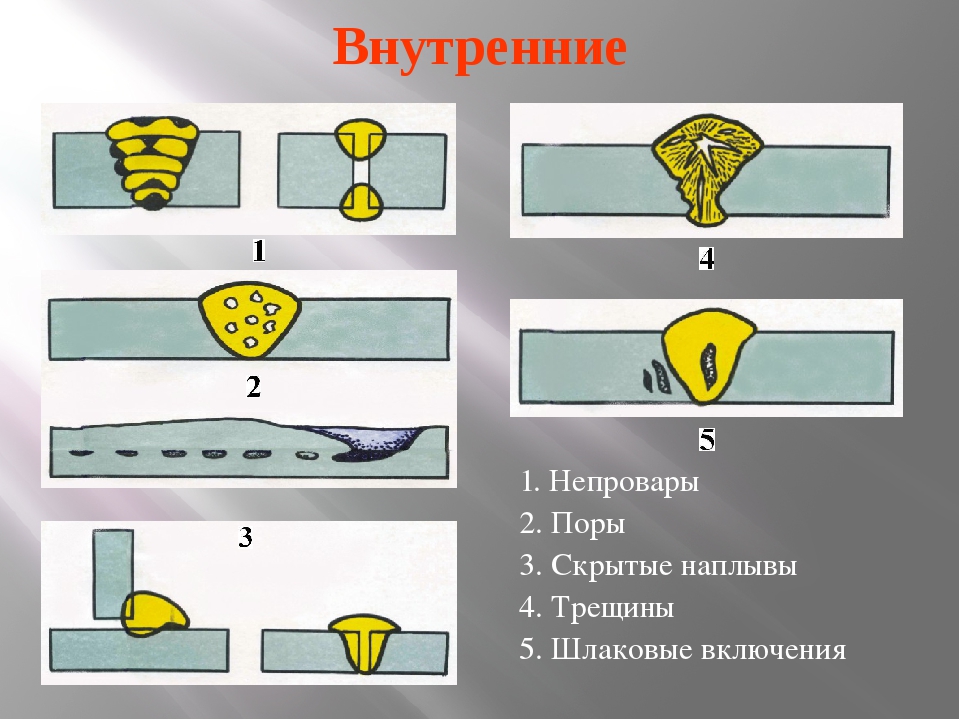
Все виды дефектов сварных соединений (швов) можно классифицировать следующим образом:
| Дефекты | ||||
| Трещины | Полости и поры | Включения в металле | Непровары и несплавления | Нарушение геометрии и формы |
— Могут располагаться в теле шва, в металле, в зоне воздействия температуры от сварки — трещины — микротрещины — продольные — поперечные — радиальные — раздельные — разветвленные | — полости — поры — скопление пор — пористость — свищ — раковины усадочные — кратеры | — твердое включение — шлак — флюс — оксиды — металлы | — несплавление — непровары | — подрезы — усадочная канавка — превышение выпуклости швов — превышение проплава — наплывы и натеки — смещения (линейные и угловые) — прожог — асимметрия углового шва — неравномерная ширина — неровная поверхность — вогнутость — возобновление сварки
|
Причиной возникновения дефектов сварочных соединений могут стать: тип сварки (дуговая, односторонняя и т. д.) быстрое охлаждение, несоблюдение технологии и режимов сварки, наличие интенсивного газообразования на шве, замыкание электродов, обрыв и неправильное тушение сварочной дуги, некачественная подготовка поверхности, непрофессиональность сварщика.
д.) быстрое охлаждение, несоблюдение технологии и режимов сварки, наличие интенсивного газообразования на шве, замыкание электродов, обрыв и неправильное тушение сварочной дуги, некачественная подготовка поверхности, непрофессиональность сварщика.
Методы диагностики и ремонта
Основными методами диагностики дефектов являются дефектоскопия, ультразвуковой, радиографический методы и визуально-измерительный контроль.
Поверхностные типы трещин устраняются путем ограничения распространения трещины, далее трещину удаляют механическим путем и зачищают поверхность перед завариванием. Для удаления внутренних трещин выбирают метод механического удаления с последующим заваривание данного участка.
Поры и неполное заполнение разделки кромок удаляются похожим способом: участок зачищают механическим путем с последующей переваркой.
Кратеры, прожоги, непровары и несплавления убираются до основания металла, зачищаются и перевариваются.
Подрезы довариваются тонким швом.
Превышение выпуклости удаляется шлифовальной машиной.
Наплывы и натеки удаляются механическим путем с сопутствующей проверкой, нет ли в этих местах непроваров.
Рекомендовано производить диагностические мероприятия непосредственно при производстве, контролируя сам процесс и готовое изделие, а также по завершению монтажа проведение гидроиспытаний, для проверки герметичности и прочности конструкции.
Требования к качеству сварных соединений: металл соединений должен быть также прочен, как и основной металл.
Для швов, находящихся между стенкой и днищем предъявляют дополнительное требование к аналогичной прочности с основным металлом по нормативному значению предела текучести.
При визуальной оценке швы должны плавно соединяться с основным металлом, не должны иметь трещин (всех видов и размеров), чешуйчатости. Пор, несплавлений, свищей и прожогов.
Пор, несплавлений, свищей и прожогов.
Дефекты сварных соединений. Сварка конструкций: виды и режимы
Похожие главы из других работ:
Возникновение и развитие сварки
Контроль сварных соединений.
Сварку деталей необходимо производить в стационарных или универсальных приспособлениях, предусмотренных технологическим процессом данного предприятия. Качественный сварной шов при любом виде сварки должен иметь ровную…
Дробилка молотковая
3.2 Расчет сварных соединений
Касательные напряжения определяются по формуле (3.11) /5/ : (3.6) где F- действующая нагрузка делящаяся на количество опор, F =0,336200=2046Н; -длина флангового шва, =140мм; k-катет сварного шва, k =3мм; -допускаемые напряжения, =130 МПа…
Капитальный ремонт магистрального нефтепровода
2.15 Контроль сварных соединений
Контроль сварных стыков трубопровода производится: — систематическим операционным контролем.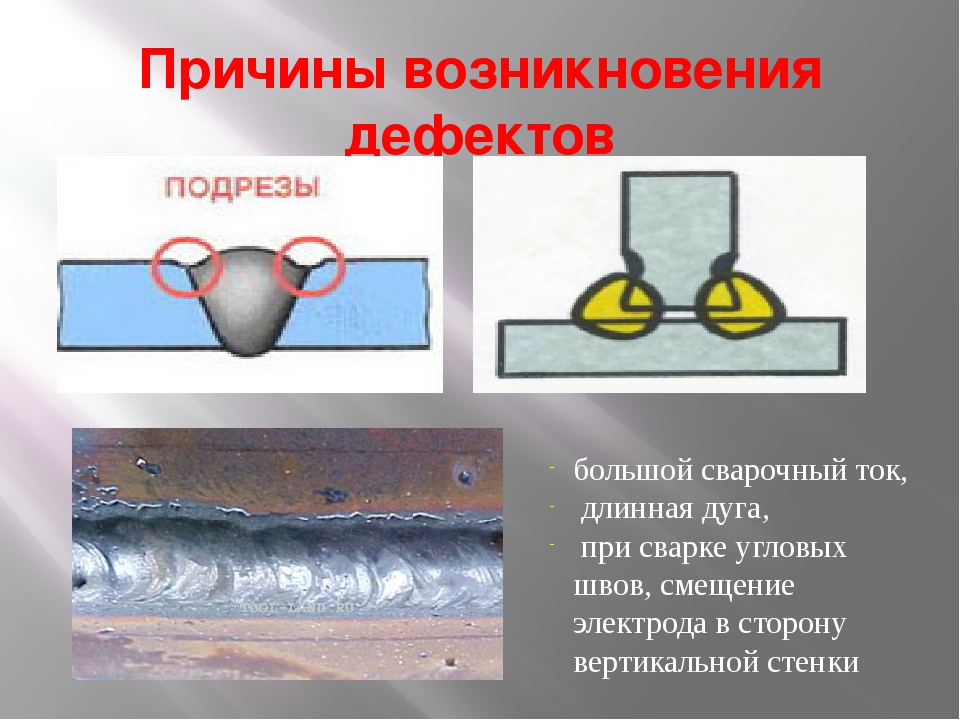 ..
..
Методы контроля сварных соединений
1.Дефекты и контроль качества сварных соединений. Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением…
Оборудование и технология для механизированной сварки
2.6 Дефекты сварных швов
Виды дефектов сварных швов: а — ослабление шва. б — неравномерность ширины, в — наплыв, г — подрез, с — непровар, с — трещины и поры, ж — внутренние трещины и поры, з — внутренний непровар, и — шлаковые включения…
Проектирование металлоконструкции мостового электрического крана балочного типа
5. Проектирование сварных соединений
Катет верхних и нижних поясных швов примем равным К=10 мм. В нижних поясных швах действуют касательные напряжения: В верхних поясных швах, при определении напряжений с учетом приваренного рельса. ..
..
Расчет и проектирование сварных ферм
Раздел 3. Расчёт сварных соединений
…
Сварка конструкций: виды и режимы
Дефекты сварных соединений
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы: · наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры; · внутренние…
Технологические процессы сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях
1.3 Дефекты сварных соединений
Согласно ГОСТ 23055 — 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов: · пористость шва: сферическая, канальная, цепь пор, группа пор, линейная (протяжённая)…
Технологический процесс изготовления корпуса аппарата
8. Контроль качества сварных соединений
Качество сварных соединений в значительной мере определяет эксплуатационную надежность и экономичность конструкций.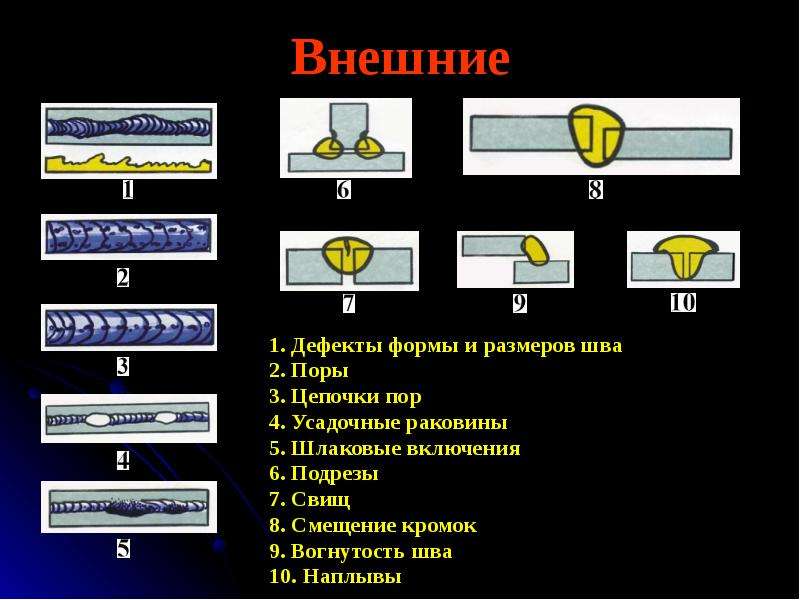 Наличие в сварных соединениях дефектов — отклонений от заданных свойств, формы и сплошности шва…
Наличие в сварных соединениях дефектов — отклонений от заданных свойств, формы и сплошности шва…
Технологический процесс сборки-сварки корпуса топливного бака горючего первой ступени ракеты-носителя семейства «Анагара»
1.5.2.1 Дефектоскопия сварных соединений
Стыковые сварные швы бака относят к I категории: в соответствии с ОСТ 92-1114-80 «Сварные соединения. Общие технологические требования», их прочность составляет 0.9 от прочности основного материала, а коэффициент запаса прочности — не более 2…
Технология газовой сварки тройника системы водоснабжения из стали марки 09Г2С диаметром трубы 89мм
Глава 5. Дефекты сварных швов колонны
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы: — наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры; — внутренние…
Технология сварки низколегированной конструкционной марганцово-ванадиевой стали 16Г2АФ
8.
 5 Контроль качества сварных соединений
5 Контроль качества сварных соединенийЗадача контроля сварки заключается в выявлении причин возникновения дефектов и разработке мероприятий, направленных на устранение этих причин…
Усовершенствование технологического процесса сварки емкости пробкоуловителя
1.1 Коррозионная стойкость сварных соединений
К аустенитному классу коррозионностойких сталей относятся стали, имеющие после высокотемпературного нагрева преимущественно структуру аустенита; эти стали могут содержать до 10% феррита…
Эксплуатация газонефтехранилищ
3. Дефекты сварных швов и способы контроля качества швов и сварных соединений
Учитывая особенности работы, к листовым конструкциям предъявляются определенные требования: швы должны быть прочными и плотными. Дефектами сварных швов называют различные отклонения от установленных норм и технических требований…
ультразвуковая дефектоскопия и контроль соединений
Дефекты сварных швов негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока металлоконструкции, могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
Внешние дефекты сварных швов.
Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т.
 п.
п. - Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
 п.
п.Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
https://youtu.be/g8DD8I_lemQ
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: ТИГ, электродуговая ручная сварка, автомат и т.п.
Причины дефектов сварных швов.
Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т.п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного металла, идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- напряжение дуги свыше нормы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.
Наименования дефектов сварного шва.
Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.
Важно! Если такой недостаток не заварить, прочность сварочного соединения и сечение шва снизится, а это повлечет за собой появление очагов образования трещин.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты
Разновидности сварных соединений.
К внутренним дефектам сварки причисляют:
- Холодные трещины. Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам.
- Горячие трещины. Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей.
- Поры. Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.

Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология лазерной сварки или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
Также такие проблемы возникают при резкой остановке сварки, выполнении операций на сквозняках, работе с тонким металлом.
Дефекты контактной сварки сквозного типа – это:
- подрез при выполнении сварки;
- трещина;
- прожог.
Методы и средства выявления дефектов деталей .
1.1.Общие положения и классификация дефектов
Дефектация — часть технологического процесса ремонта АТ, заключающаяся в выявлении дефектов деталей, сборочных единиц и оценке их пригодности в соответствии с нормативно-технической документацией и включает в себя технический контроль, сортировку и учет деталей ремонтного фонда.
Дефектации подлежат все детали, кроме обязательно заменяемых (поршни, поршневые кольца, сальники, прокладки и др.) которые определены нормами расхода запасных частей на капитальный ремонт автомобилей как детали 100% замены.
Основными целями дефектации являются:
— определение качественного состояния деталей и сборочных единиц;
-сортировка их на «годные», «требующие ремонта» и «негодные»;
-накопление информации для планирования производства и разработки норм расхода деталей на ремонт машин.
К годным без восстановления относят детали повреждения или величины износов поверхностей, которых лежат в пределах допускаемых значений, заданных в нормативно-технической документации не препятствующих дальнейшему использованию.
Эти детали направляются в комплектовочное отделение, они помечаются белым цветом.
К требующим ремонта относят детали, повреждения, и величины износов поверхностей которых находятся на пределе, или превышают допустимые нормы и поставить их в сопряжение невозможно, так как они же обеспечивают ресурс работы сопряжения до следующего планового ремонта.
Помечают эти детали желтым цветом и направляют в отделение ДОР (детали, ожидающие ремонта) или цех для восстановления.
К негодным относят детали, ремонт которых невозможен, или экономически нецелесообразен. Эти детали маркируют красным цветом и направляют на склад утиля. Следует иметь в виду, что отнесение деталей к группе негодных является условным и во многом зависит от технического оснащения ремонтного предприятия.
Согласно ГОСТ 15467-79 под дефектом понимается каждое отдельное не соответствие продукции установленным требованиям. Если ремонтируемая деталь имеет дефект, то это означает, что, по меньшей мере, один из показателей ее качества или параметров вышел за предельное значение, и не удовлетворяет требованиям нормативной документации.
Дефектами могут быть изменение размеров и геометрической формы рабочих поверхностей, нарушение требуемой точности взаимного расположения рабочих поверхностей на детали, механические повреждения, изменение физико-механических свойств материалов деталей.
Различают дефекты: конструктивные — возникающие по причине ошибок конструирования; производственные — возникающие в результате нарушения технологического процесса изготовления или ремонта машин и агрегатов.
По методу контроля изготавливаемой или ремонтируемой продукции дефекты подразделяются:
критический дефект — дефект при наличии которого использование продукции по назначению практически невозможно или недопустимо;
значительный дефект — дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим;
малозначительный дефект — дефект, который существенно не влияет на использование продукции по назначению или на ее долговечность, но не является критическим.
По результатам контроля устанавливают:
устранимый дефект — дефект, устранение которого технически возможно и экономически целесообразно;
неустранимый дефект — устранение которого технически невозможно и экономически нецелесообразно.
Устранимость дефекта определяют в конкретных условиях ремонта с учетом необходимых затрат и других факторов. Неустранимые дефекты могут переходить в устранимые с усовершенствованием технологии ремонта и повышением уровня ремонтного предприятия.
Правила (регламент, график), методы (приемы, последовательность операций, объем и точность) и средства контроля продукции обуславливают деление дефектов на явные и скрытые.
Явный дефект — дефект, для выявления которого в нормативной документации, обязательной для данного вида контроля предусмотрены соответствующие правила, методы и средства.
Скрытый дефект — дефект, для выполнения которого в нормативной документации, обязательной для данного вида контроля не предусмотрены соответствующие правила, методы и средства.
Методы и средства выявления явных дефектов.
При дефектации деталей автомобильной техники применяют следующие виды контроля:
-органолептический;
-измерительный;
-неразрушающий.
Для выявления явных дефектов применяются: органолептический и измерительный контроль. Органолептический контроль при дефектации деталей применяется чаще в виде визуального контроля и реже в виде акустического контроля.
Органолептический контроль при дефектации деталей применяется чаще в виде визуального контроля и реже в виде акустического контроля.
Визуальный контроль с использованием при необходимости лупы применяется для выявления явных дефектов: трещин, задиров, обломов, пробоин, вмятин.
Акустический контроль с использованием подвеса и молоточка применяется для выявления трещин в деталях «на звук». Проcтукиванием выявляют плотность посадки штифтов и шпилек в корпусах и крышках (плотно сидящий штифт и шпилька издают звонкий металлический звук) и наличие трещин, которые нельзя обнаружить осмотром (деталь, имеющая трещину, издает дребезжащий звук).
При измерительном контроле, контрольные операции технологического процесса дефектации производятся с помощью измерительного инструмента (универсального и жесткого) определяют отклонение размеров деталей от заданных, плоскостности, формы, профиля.
К универсальному инструменту относится большая группа инструментов различного назначения:
— штангенинструмент (штангенциркули, штангенглубиномеры, штангензубомеры) применяются для определения размеров различных деталей, контроля глубины отверстий и износа зубьев шестерен по толщине;
— микрометрический инструмент (микрометры, нутромеры) применяются для замера валов (коленчатых и распределительных) и внутренних диаметров отверстий;
— рычажно — механичекие приборы (индикаторы, индикаторные скобы) применяются для замера внутренних отверстий гильз цилиндров, определения прогибов валов;
— плиты, щупы, линейки измерительные и поперечные .
При ремонте большого количества одноименных деталей выявление дефектов целесообразно проводить жестким предельным инструментом, что способствует повышению производительности труда. С помощью жесткого инструмента выявляют величину износа деталей с цилиндрическими рабочими наружными и внутренними поверхностями, а также деталей с фасонными поверхностями (зубья, шестерни, шлицы, канавки под поршневые кольца, шпоночные канавки).
К жесткому инструменту относятся: скобы, калибры, шаблоны, пробки).
Скобы для контроля размеров по наружному диаметру (валы, пальцы, катки).
Калибры могут быть регулируемые и нерегулируемые в форме проходных и непроходных скоб и цилиндрических, конусных и листовых пробок.
Шаблоны применяются для контроля деталей по внутреннему диаметру.
Ряд дефектов выявляют с помощью специальных приборов, приспособлений и оборудования. Например: биение шеек и погнутость валов проверяют в центрах на приборе ПБ — 1400, упругость пружин на приборе КП-0507 с весовым механизмом, изгиб и скручивание шатунов — с помощью индикаторного приспособления.
Методы и средства выявлений скрытых дефектов Для выявления скрытых дефектов в деталях (трещины, волосовины, раковины) применяют физические методы контроля: опрессовку; керосиновую пробу; метод красок; магнитную; люминесцентную и ультразвуковую дефектоскопию. Такому контролю подвергаются детали, работающие в условиях знакопеременных нагрузок (шатуна коленчатого вала) следует особенно тщательно контролировать детали, работа которых связана с безопасностью движения (рулевые сошки, поворотные цапфы).
Опрессовку применяют для обнаружения скрытых дефектов в полых деталях и заполняют водой (гидравлический метод) или сжатым воздухом (пневматический метод).
Метод гидравлического испытания применяют для выявления трещин в корпусных деталях (блок цилиндров, головка блока, фильтры). Испытание проводится на специальных стендах. При испытании детали заполняют водой под давлением 2-6 кгс/см2 (0,2 — 0,6 МПа), о наличии трещин судят по течи воды.
Метод пневматического испытания применяют при контроле, на герметичность радиаторов, баков, трубопроводов, камер.
Метод керосиновой пробы заключается в том, что деталь смачивают керосином, после чего ее насухо протирают и покрывают мелом. Через несколько минут в местах трещин мел потемнеет. Этим методом обнаруживают трещины шириной более 0,05мм.
Метод красок основан на свойстве жидких красок к взаимной диффузии.
На контролируемую поверхность детали, предварительно обезжиренную, наносят красящую жидкость. Например: смесь 80% керосина, 15% трансформаторного масла, 5% скипидара и 10г красной краски «Судан» на 1 л жидкости. Через 10 мин. красящую жидкость смывают 5% водным раствором кальцинированной соды и протирают поверхность насухо. затем поверхность покрывают белой краской .
Через несколько минут на белом фоне проявляющей краски появится рисунок увеличенной по ширине трещины. Этот метод позволяет обнаружить тещины, ширина которых не менее 0,02 — 0,03мм.
Метод магнитной дефектоскопии: сущность способа состоит в том, что при пропускании магнитного потока через контролируемую деталь, в местах трещины он изменяет свою величину и направление.
Это изменение магнитного потока регистрируется нанесением на испытываемую деталь магнитного порошка. Порошок (окись железа) применяют в сухом виде или в виде суспензии, т.е. смеси с трансформаторным маслом или керосином в соотношении 1: 30; 1:50.
Для намагничивания деталей применяются универсальные стационарные, и переносные и специальные дефектоскопы МЭД -2, УМД-9000, 77 — ПДМ-3М.
Метод магнитной дефектоскопии обладает высокой производительностью и позволяет обнаружить трещины шириной до 0,001мм.
Недостатком метода является невозможность контроля деталей из цветных металлов.
Люминесцентный метод дефектоскопии основан на явлении капиллярного проникновения смачивающей жидкости в трещины и поры, и свойстве некоторых веществ (люминофоров) светиться при облучении их ультрафиолетовыми лучами. В качестве люминофора используют жидкости, например: 15% трансформаторного масла, 75% керосина, 10% бензола с добавлением 0,2г/л зеленовато-золотистого дефектоля. Люминофор наносят на поверхность детали и после выдержки (15-20мин) удаляют, протирая ее древесными опилками и волосяными щетками. Очищенную поверхность обдувают воздухом и наносят на нее проявляющее вещество (углекислый натрий, тальк или селикогель). При облучении детали ультрафиолетовыми лучами порошок, пропитанный флюорресцирующей жидкостью, будет ярко светиться, обнаруживая границы трещин. Контроль деталей проводят в затемненном помещении на специальных люминесцентных дефектоскопах ЛЮМ -1, ЛД -4. Эти дефектоскопы позволяют определить трещины шириной более 0,01мм.
Очищенную поверхность обдувают воздухом и наносят на нее проявляющее вещество (углекислый натрий, тальк или селикогель). При облучении детали ультрафиолетовыми лучами порошок, пропитанный флюорресцирующей жидкостью, будет ярко светиться, обнаруживая границы трещин. Контроль деталей проводят в затемненном помещении на специальных люминесцентных дефектоскопах ЛЮМ -1, ЛД -4. Эти дефектоскопы позволяют определить трещины шириной более 0,01мм.
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить через однородные материалы и отражаться от границы раздела двух сред. Распространение ультразвуковых колебаний обеспечивает ультразвуковыми генераторами импульсного типа. Если в детали имеется дефект, то ультразвуковые колебания отразятся от дефекта раньше и на экране появится промежуточный всплеск. По пикам всплесков и расстоянию между ними можно определить наличие и глубину дефекта. В авторемонтном производстве нашли применение ультразвуковые дефектоскопы УЗД-7М, ДУК — 13ИМ, позволяющие обнаружить пороки в деталях, восстановленных сваркой, наплавкой, клеевыми композициями
При дефектации деталей руководствуются техническими условиями на капитальный ремонт. Технические условия на дефектацию деталей составляются в виде карт технического процесса дефектации (КТПД) — форма 5, которые по каждой детали в отдельности содержат следующие сведения о детали, перечень возможных дефектов, способы выявления дефектов, допустимые без ремонта размеры детали и рекомендуемые способы устранения дефектов. Общие сведения о детали включают ее эскиз с указанием мест расположения дефектов, основные размеры детали, материал и твердость основных поверхностей. Все эти сведения о детали могут быть получены из ее рабочего чертежа.
Технические условия на дефектацию деталей составляются в виде карт технического процесса дефектации (КТПД) — форма 5, которые по каждой детали в отдельности содержат следующие сведения о детали, перечень возможных дефектов, способы выявления дефектов, допустимые без ремонта размеры детали и рекомендуемые способы устранения дефектов. Общие сведения о детали включают ее эскиз с указанием мест расположения дефектов, основные размеры детали, материал и твердость основных поверхностей. Все эти сведения о детали могут быть получены из ее рабочего чертежа.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- магнитный метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.

Наплывы на внутренней и внешней стороне сварного шва.
Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
 Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков сварных швов определят методы борьбы с ними.
Виды дефектов сварных соединений.
Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений. Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения.
- Подрезы представляют собой углубление по линии сплавления рабочего и основного металла. Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва.
- Пора сварного шва представляет собой полость округлой формы с газом. Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва.
- Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения. Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой.
- Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла. Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить.
- Шлаковые включения ‒ дефекты в виде вкрапления шлака. Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Методы обнаружения дефектов
Наличие дефектов свидетельствует о серьезных нарушениях технологического процесса. И чем раньше они обнаружены, тем быстрее будут приняты меры к их устранению. Это напрямую влияет на экономические показатели работы промышленного предприятия, а в некоторых случаях может предотвратить катастрофу и гибель людей.
И чем раньше они обнаружены, тем быстрее будут приняты меры к их устранению. Это напрямую влияет на экономические показатели работы промышленного предприятия, а в некоторых случаях может предотвратить катастрофу и гибель людей.
Основные способы выявления дефектов следующие: визуальные (увеличение до 30 крат, возможно применение лупы), проверка механических свойств (ударная вязкость, сопротивление растяжению, хладноломкость, красноломкость и другие), контроль с использованием микроанализа (с применением оптического и электронного металлографических микроскопов), контроль с использованием рентгеновского излучения, контроль ультразвуком, проведение испытаний на коррозионную стойкость (как правило, используется специальное оборудование – ванны соляного тумана).
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т. п ‒ и причины их образования при сварочном процессе.
п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
Что называется дефектом сварного шва. Основные дефекты сварных швов и их причины
Дефектами сварных швов и соединений называют различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающих качество соединения (его эксплуатационные свойства, герметичность, сплошность и др.). От возникновения брака не застрахован никто, поэтому сварщик должен знать возможные дефекты, причины их возникновения, а также методы устранения, о чем дальше и пойдет речь.
Причины возникновения дефектов сварочных соединений
Сварочный процесс осложняется многими факторами, к которым можно отнести как объективные (свойства соединяемых материалов), так и субъективные (точное соблюдение технологичности процесса, правильность выбора технологии). Оправдать возникновение брака у профессионального сварщика можно только объективными причинами, да и то лишь в какой-то мере.
Оправдать возникновение брака у профессионального сварщика можно только объективными причинами, да и то лишь в какой-то мере.
Основными причинами, которые приводят к образованию дефектов сварочных швов, являются:
- неправильная подготовка свариваемых поверхностей;
- несоответствие или неисправность сварочного инструмента;
- неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
- недостаточная квалификация сварщика;
- несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и др.).
Разновидности дефектов сварочных швов
Все дефекты таких соединений можно разделить на 2 основных типа:
- Внешние, которые можно обнаружить невооруженным глазом. Они могут проявляться в виде прожога, непровара и других признаков.
- Внутренние, которые проявляются в виде трещин, пор и других нежелательных образований.
Внешние дефекты сварочных соединений
К данным дефектам относятся нарушения геометрических размеров сварных соединений (наплывы, подрезы), а также прожоги, непровары и незаваренные кратеры.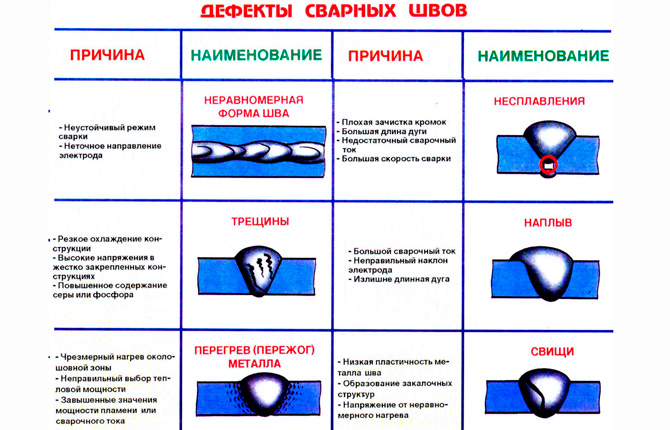
Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это приводит к натеканию расплавленного металла на кромки основного металла, имеющего намного меньшую температуру (рис. 1). Они могут возникать на небольшом участке или же иметь большую протяженность вдоль сварной зоны.
Причинами возникновения наплывов являются:
- длинная дуга;
- большая величина сварного тока;
- неправильное положение электрода.
Рисунок 1. Наплывы чаще выявляются при горизонтальной сварке.
При кольцевом соединении наплывы могут появляться при большом или недостаточном смещении электрода с зенита. В местах наплывов достаточно часто могут возникать и другие дефекты. Не допустить образование наплывов можно подбором правильного режима сварки и качественной подготовкой свариваемой поверхности (удаление окалины и др.).
Подрез – дефект в виде канавки в основном металле по краям сварочного шва (рис. 2). Данный дефект является самым распространенным при сварке нахлесточных или тавровых соединений, но иногда возникает при создании стыковых соединений. В большинстве случаев он возникает из-за неправильно подобранных параметров сварочного процесса.
В большинстве случаев он возникает из-за неправильно подобранных параметров сварочного процесса.
При угловой сварке подрезы могут возникать из-за того, что дуга направляется больше на вертикальную поверхность, чем на горизонтальную. Это приводит к тому, что расплавленный металл стекает на нижнюю кромку и его не хватает для полного заполнения ванны. При слишком большой скорости сварки и большом напряжении сварочные швы могут выйти горбатыми. Из-за быстрого затвердевания сварочной ванны также могут образовываться подрезы. Снижение скорости сварки позволяет устранить этот дефект.
На возникновение подрезов влияет и длина дуги. При увеличении величины дуги возрастает и размер шва, что приводит к увеличению количества расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь шов, кромки быстро остывают, в результате чего образуются подрезы. Уменьшение длины дуги не только может избавить от подрезов, но и увеличивает проплавление .
Рисунок 2. Подрез представляет собой дефект, проявляющийся в виде канавки по краям сварочного шва.
Следует отметить, что выполнить ряд сварочных соединений без дефектов практически невозможно. При этом следует обеспечить в шве минимум допустимых дефектов. При осуществлении сварочных работ необходимо помнить, что правильный выбор оборудования и технологии сварки имеет большое влияние на весь процесс сварки.
Что такое дефекты сварных соединений? По сути, это отклонения от требований к техническим характеристикам сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварочных стыков. Их можно разделить на несколько видов.
Виды дефектов сварных швов:
- отклонения от размеров и формы шва;
- изъяны микро- и макроструктуры;
- коробление и деформация конструкций.
Размерные показатели сварочного шва определяются государственными стандартами. И у каждого вида сварки есть свой ГОСТ. К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Причины из возникновения при сварке ручной – это низкое качество электродов, низкая квалификация сварщика, нарушение технологии сваривания. Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Если говорить о сварке давлением, то ее дефектами сварных швов выступают вмятины глубокого типа, неравномерное распределение точек вдоль сварочного шва, может произойти смещение заготовок относительно друг друга.
К дефектам нарушения формы относятся прожоги, подрезы, наплывы и незаверенные кратеры.
Наплывы
Обычно такие дефекты сварочных швов образуются, когда производится сварка заготовок, лежащих в горизонтальной плоскости. А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
Причинами появления наплывов могут выступать большой ток, подающийся на электрод, длинная электрическая дуга, наклон заготовки, неправильно выбранный угол установки электрода. Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Подрезы
Этот дефект представляет собой канавку (углубление) в сварочном шве, которая часто образуется при сварке около металла заготовки. Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При газовой сварке подрезы могут возникать только по одной причине – увеличенная мощность горелки. Необходимо отметить, что подрезы – достаточно серьезный дефект сварочного шва. Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Прожоги
Само название уже говорит за себя. На месте сварки и в свариваемых металлах по кромкам образуются отверстия. Причины:
- большое расстояние между заготовками;
- большой ток и мощная горелка при быстрой сварке;
- неправильная форма кромок, очень заостренная;
- большая продолжительность процесса на одном месте.
Чаще всего этот вид дефектов получается, когда свариваются между собой тонкие листы металлов, или когда ведется многослойная сварка и наносится первый слой.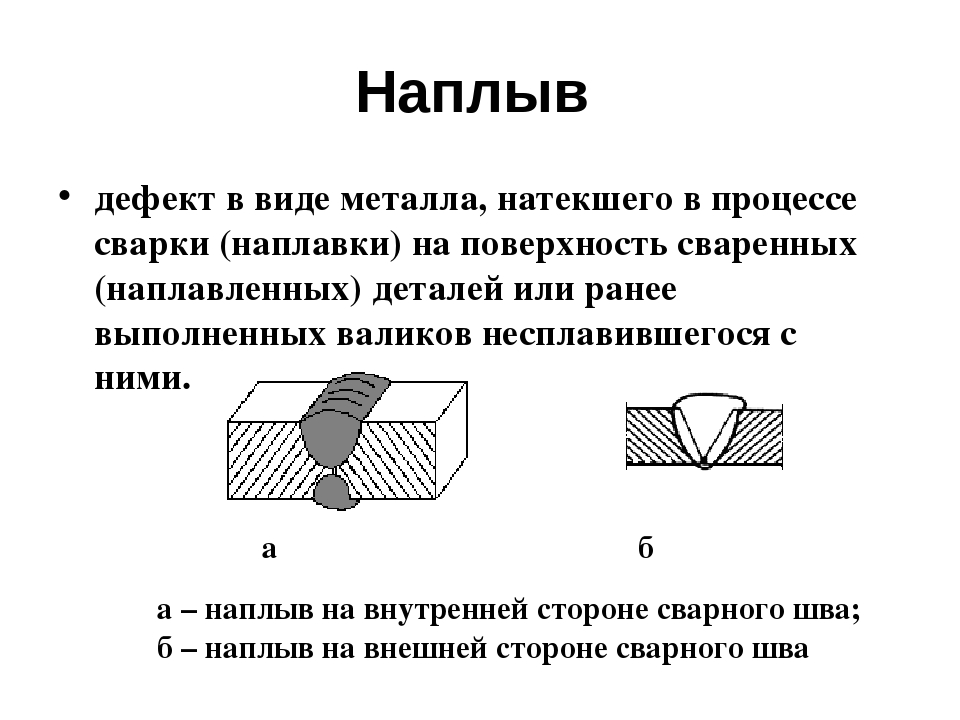
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики пытаются сразу же оплавить. Это самое простое устранение дефектов сварки. Когда сварка ведется автоматическим способом, то кратер обычно появляется на выходе из шва, то есть, на выходной планке.
Есть подвид кратеров, который называется усадочной раковиной. Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз. К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
Причин непровара немало:
- слишком большой ток при сварке был использован;
- загрязнение кромок;
- неправильно был поднесен электрод к оси шва;
- очень маленький зазор между двумя заготовками;
- кромки имеют слишком заостренные концы;
- вынужденный перерыв, в процессе которого металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления. То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать. К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры нужно отнести микроскопические трещины и поры, включения неметаллического типа (кислородные, нитридные), крупная зернистость структуры наплавленного металла с элементами перегревов и пережогов.
Самый опасный из всех перечисленных дефектов – пережог. При нем внутри шва появляются в большом количестве крупные зерна структуры металла, которые имеют минимальные прочностные связи между собой. Отсюда высокая хрупкость стыка. Причинами пережога являются присутствие кислорода в зоне сварки, а значит, изоляция ванны была плохой. Сюда же можно добавить высокую температуру сварочного процесса.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений негативно влияют на качество сварной конструкции. Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Поэтому перед тем как определить, можно или нельзя эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
- Необходимо определить соответствует ли конструкция всем геометрическим и габаритным параметрам строго по проекту или чертежу.
- Тип дефекта, его размеры и место в соединении.
- Каким механическим нагрузкам будет подвергаться строение или сооружение. Выдержат ли их сварочные соединения.
- Характер окружающей среды. Природные нагрузки негативно влияют на состояние сварного шва.
- Функции, возложенные на конструкцию. То есть, один дефект может выдержать определенные нагрузки, а другие ему противопоказаны.

Определить допустимость дефектов можно только специальной аппаратурой. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта была выше, чем номинальная допустимая величина самого изъяна. К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
Кстати, на допустимость влияют не только размеры и форма дефектов, не последнее слово за их количеством и частотой расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка между элементами собираемой конструкции, а значит, и на всю конструкцию в целом. Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Она успешно используется как в промышленности, так и в частных бытовых условиях. называется неразъемное соединение деталей посредством сварки. В результате этого формируются различные участки, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны достаточно давно. Их следует избегать в процессе выполнения работы.
Сварка используется для соединения металлических деталей в промышленности и бытовых условиях.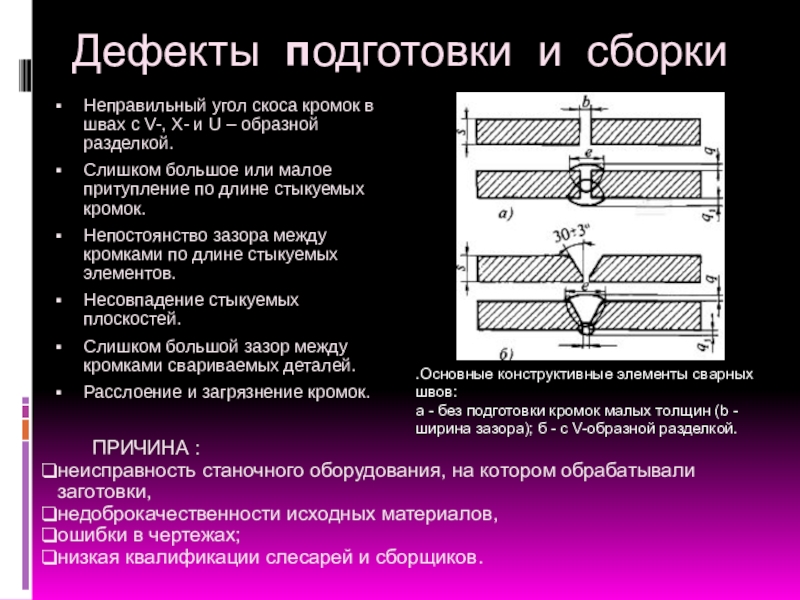
Характеристика и виды сварных соединений
Перед тем как начать разговор о дефектах сварных соединений, стоит подробнее поговорить об их основных видах и характеристиках. Принцип сварки достаточно прост. Расплавленный металл образует шов, который кристаллизуется. Тот материал, который частично оплавляется, составляет зону сплавления. Рядом с этой зоной образуется та, в которой нагретый металл испытывает дополнительные напряжения. Ее называют зоной термического влияния. После этого идет основной металл. Его структура и свойства в процессе проведения работ никак не изменяются.
Классификация сварных швов по положению в пространстве.
Существует несколько основных видов сварных соединений. Наиболее распространенными среди них являются встык, внахлест, тавровые и угловые. Все они различаются между собой установкой основных материалов, расположением шва. На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
Здесь могут присутствовать самые разнообразные окислы, жировые пленки и так далее. Именно поэтому свариваемые поверхности обязательно нужно очищать перед проведением работ. Кстати, в процессе их проведения нужно бороться с окислами, образующимися на поверхности. В любом случае прочность конечного соединения напрямую зависит от отсутствия дефектов. Шов иногда может иметь точно такую же прочность, что и основной материал, но этого достаточно сложно достичь.
О дефектах сварных соединений
Как уже отмечалось ранее, дефекты сварных соединений могут носить самый разнообразный характер. О них обязательно нужно помнить в процессе проведения работ. Если человек имеет багаж знаний по ним, то он сможет сваривать детали, у которых будут идеальные швы. Именно к этому и нужно стремиться.
Таблица основных видов сварных соединений.
- Подрез. Это один из видов дефектов сварных соединений. Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
- Наплав. Этот дефект характеризуется тем, что происходит натекание материала шва на основной металл. Очень неприятный недостаток.
- Непровар. Такой дефект сварных соединений может иметь место в тех случаях, когда образуется недостаточная расплавленность основного металла в местах соединений конструктивных элементов. Это место чаще всего заполняется шлаком, который, ввиду своей структуры, образует пористости и пустоты во швах. Это недопустимо. Конструкция сразу теряет свои свойства. Когда используется дуговая сварка, то непровар может образоваться из-за использования недостаточной силы тока. Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
- Трещины. Это частичное разрушение материала на шве или в зоне, которая расположена около него. Они могут образовываться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним могут также происходить самые разнообразные структурные превращения. Это вторая причина появления подобных дефектов.
 Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.Дефекты сварных швов: несплавления, неравномерная форма, наплыв, трещины, свищи, перегрев.
Механизм образования горячих трещин достаточно прост. В ходе выполнения сварочных работ происходит нагрев металла. После того как источник тепла устраняется, он начинает постепенно охлаждаться. Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Холодные трещины могут образовываться в месте шва. Они появляются при охлаждении материала до температуры приблизительно в 200-300 градусов по Цельсию. Они могут появляться не сразу, что делает их более опасными. Связано появление холодных трещин с тем, что в материале начинают возникать различные структурные превращения вследствие тех или иных химических превращений. Здесь существует прямая зависимость от количества в материале углерода. Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Поры и неметаллические включения
Дефекты сварных швов: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются достаточно часто. Поры представляют собой пустоты, которые заполняются газом. Они могут иметь микроскопические размеры, а могут образовывать в структуре дефекты размером в несколько миллиметров. При этом образуются они чаще всего в местах соединения шва с основным материалом. На этот дефект оказывает влияние множество самых разнообразных параметров.
Самым главным из них является концентрация газа в варочной ванне. Газ выделяется из металла в процессе его плавления. Этот процесс никак нельзя предотвратить. Угарный газ не способен растворяться в железе, соответственно, он выделяется в виде пузырьков.
Неметаллические включения. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате проведения работ.
Трещины в сварном соединении.
Существует огромное разнообразие таких включений. Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Их причиной может стать недостаточно полное удаление шлака при многослойной сварке. При работе, которая производится за счет плавления, образуется во шве материал, который по физическим и химическим свойствам отличается от основного металла. В связи с этим также могут образовываться подобные дефекты. Инородные включения могут носить самый разнообразный характер.
Изучение дефектов
Дефект сварки – поры, это заполнение пустот газами.
Разумеется, если есть дефекты различных сварных соединений, то их обязательно нужно изучать. Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача – это контроль качества соединяемых деталей в процессе сварки.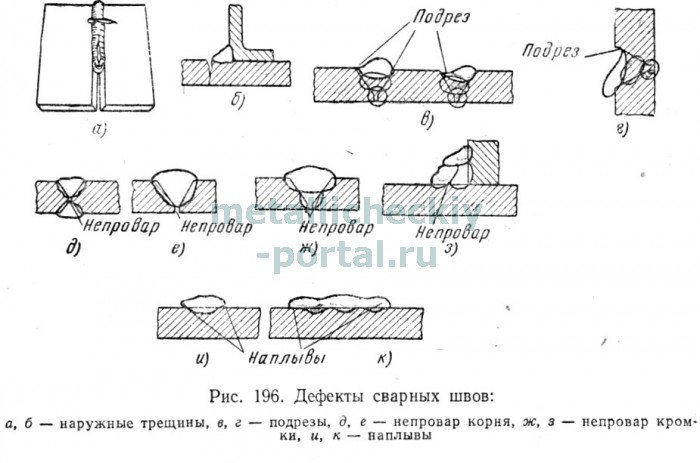 Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Все те дефекты, которые были описаны выше, вполне могут изучаться и выявляться с помощью макроанализа.
Чтобы выявить структуру материала, чаще всего используются методы поверхностного травления.
Виды наплывов в швах.
Такой подход самым лучшим образом подходит для низкоуглеродистых и среднеуглеродистых сталей. Макрошлиф, который подготовлен заранее, нужно погрузить в реактив той частью, которая подвергается анализу. При этом его поверхность обязательно должна быть зачищена с помощью спирта. В результате взаимодействия элементов происходит химическая реакция. Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Травление участков, которые содержат эти материалы происходит не одинаково. Там, где присутствует большая концентрация углерода и фосфора, медь на поверхности выделяется неинтенсивно. Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода. Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Виды подрезов в швах.
Есть и другие методы макроанализа структуры материалов при сварном соединении. К примеру, часто для определения количества серы используется метод фотоотпечатков. Фотобумагу при этом смачивают и держат на свету какое-то время. После этого она просушивается между листами фольгированной бумаги. Раствор, в который она изначально помещается, содержит определенное количество серной кислоты. Затем, разумеется, эта бумага ровным слоем укладывается на макрошлиф.
Она должна разглаживаться с помощью валика, чтобы полностью были исключены все ее деформации. Все пузырьки воздуха, которые могут оставаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.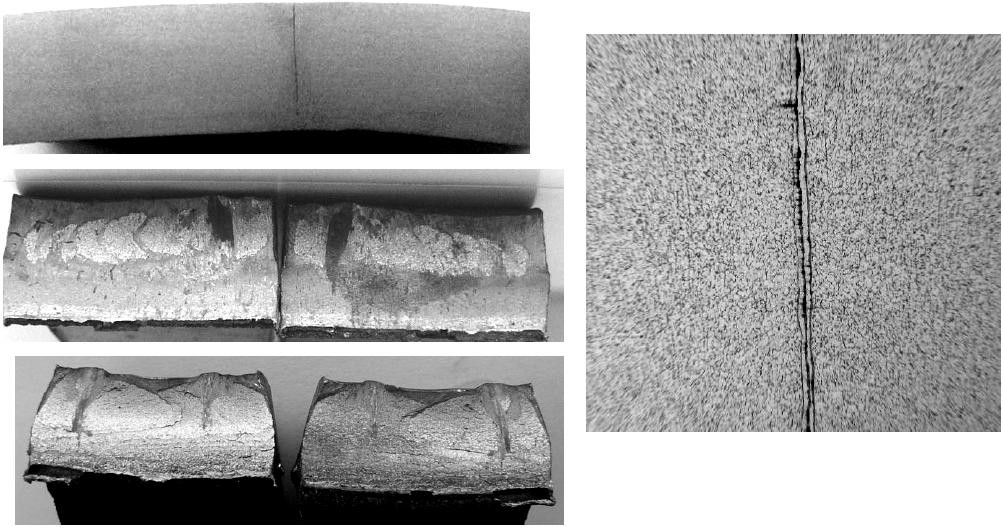
Виды непроваров.
Включения серы, которые располагаются в наплавленном металле, обязательно вступят в реакцию с кислотой, которая была нанесена на поверхность фотобумаги. В очагах выделения сероводорода будет образовываться такое вещество, которое носит название фотоэмульсия. Участки сернистого серебра, которые будут образовываться в результате реакции, наглядно показывают распределение серы в металле.
Разумеется, эти участки будут наблюдаться на бумаге. Фотобумага, которая была использована для проведения опыта, подлежит мытью, а затем выдерживанию в растворе гипосульфита. После этого ее еще раз промывают в жидкости и сушат. В том случае если в сварном шве будут присутствовать фтористые включения, они обязательно выделятся наружу в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов выявления дефектов сварных соединений. Все они имеют определенную цель. Каждый способ позволяет выяснить, сколько в структуре шва содержится того или иного материала, который может пагубно влиять на его структуру.
Помимо методов макроанализа, в последнее время достаточно часто внедряются методы микроанализа. Они имеют то же самое предназначение, что и предыдущие. Однако дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне строения кристаллической решетки.
Сварка — один из наиболее важных производственных процессов. С ее помощью выполняется соединение стальных деталей в самых разнообразных конструкциях. Как и в случае прочих производственных процессов, иногда встречается брак. Под ним подразумеваются дефекты сварного шва, которые могут резко снизить качество готового изделия, а то и вовсе сделать его эксплуатацию смертельно опасной.
Классификация
Кстати, а как их можно разделить? Все дефекты сварного шва делятся на три большие группы:
- Наружные.
- Внутренние.
- Сквозные.
Наружные дефекты зачастую являются наиболее многочисленной категорией. В нее входят: излишне малые размеры, а также смещение линии шва, различные наплывы, «надрезы», раковины усадки и не заделанные в процессе сварки кратеры, пористость или трещины.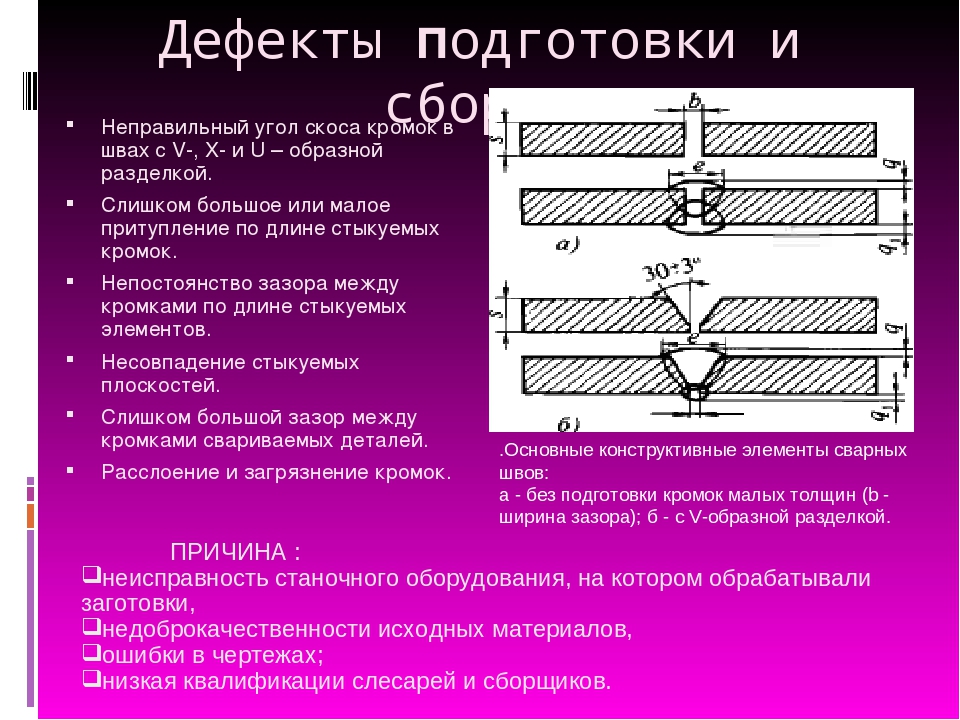 Неравномерная ширина шва также относится к этой разновидности. Считается, что внешние дефекты относятся к наименее опасной категории.
Неравномерная ширина шва также относится к этой разновидности. Считается, что внешние дефекты относятся к наименее опасной категории.
Соответственно, к внутренним относятся: поры, многочисленные включения шлака, не полностью проваренные места, а также трещины в толще сваренного металла. Что касается сквозных дефектов, то это свищи, проходящие через всю толщину детали трещины, а также пережог.
Основные причины возникновения сварочных дефектов
- Практически всегда они появляются в случае, когда стараются использовать исключительно дешевые и низкосортные материалы.
- То же самое можно сказать в отношении низкокачественного сварочного оборудования. Кроме того, частота возникновения дефектов нередко возрастает после некачественного ремонта используемых специалистами приборов.
- Разумеется, подобное сплошь и рядом происходит при нарушениях технологии работы.
- Серьезные дефекты сварного шва нередко встречаются у неопытных специалистов с низкой квалификацией.

Несложно понять, что наиболее качественные изделия получаются в случае использование полностью автоматизированного оборудования. Не стоит забывать и об удобстве рабочего пространства. Так, крупная чешуйчатость шва и нарушения его ширины очень часто встречаются в тех случаях, когда сварщик (пусть даже опытный) работает в неудобном положении.
Собственно, не случайно в требованиях к выполнению имеются пункты, которые особо оговаривают полноценное оснащение рабочего места, предусматривающее его качественную эргономику.
Немаловажное замечание
Даже начинающим сварщикам прекрасно известно, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой порядка 1-2 мм. В то же время те же сварщики нередко допускают грубую ошибку, когда делают усиление высотой 3-4 мм. В принципе, в простых случаях ничего страшного в этом нет, но не тогда, когда дело касается изделий, постоянно находящихся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому повышению вероятности поломки.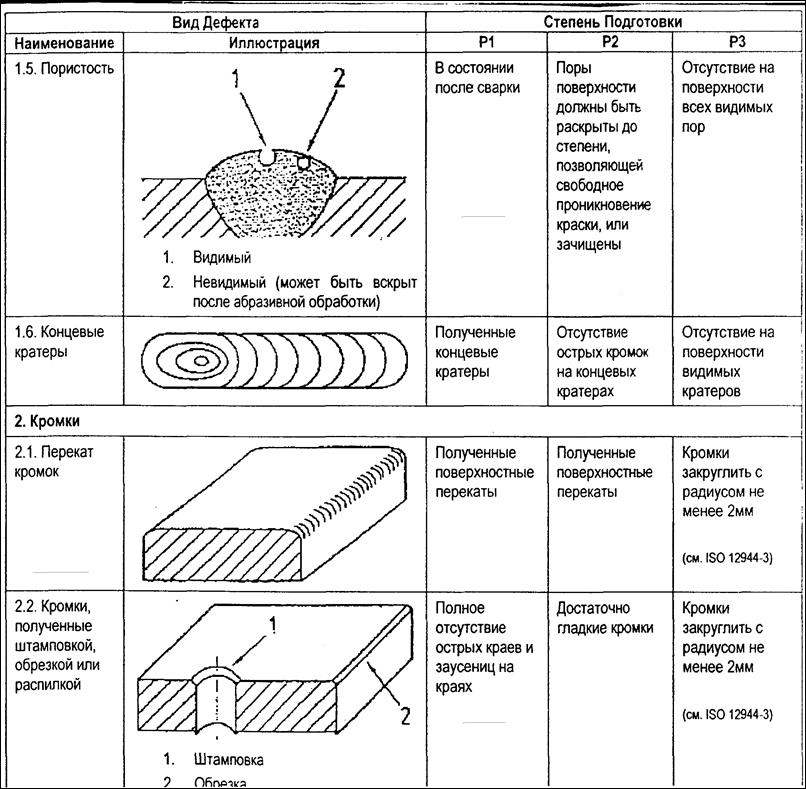
Подрезы
Как мы уже и говорили, дефекты сварных швов и соединений крайне опасны. Нетрудно представить себе, что произойдет в случае, если они будут иметься в детали, предназначенной для установки, к примеру, в опорную конструкцию железнодорожного моста. Особенно они опасны в случае сварки деталей из которые будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасными являются подрезы, так как они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в наиболее слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне отрицательно сказывается на прочности всего соединения.
Как правило, эти наружные дефекты сварных швов в большинстве случаев не исправляются. Связано это с тем, что металл (чаще всего) все равно будет иметь малозаметный брак, который может привести к весьма существенным последствиям.
Как возникают подрезы?
Основной причиной является выставление слишком большой силы тока. В сочетании с длинной дугой этот фактор дает практически стопроцентную вероятность их появления. Кроме того, в некоторых случаях подрезы возникают при излишне быстром перемещении источника нагрева над поверхностью металла.
В сочетании с длинной дугой этот фактор дает практически стопроцентную вероятность их появления. Кроме того, в некоторых случаях подрезы возникают при излишне быстром перемещении источника нагрева над поверхностью металла.
Если конструкция хоть сколь-нибудь важная, даже мельчайшие дефекты сварных швов и соединений этого типа совершенно недопустимы. Исправляют их при помощи аккуратной наварки тонкого шва. В случае наличия таковой возможности деталь все же лучше полностью заменить (заметим, что последнее замечание относится ко всем дефектам).
Участки непроваренного металла
Если таковой участок располагается прямо в толще шва, это крайне опасно. Во-первых, отыскать такой дефект можно только при помощи дефектоскопа. Во-вторых, они опять-таки являются аккумулирующими местами естественных напряжений в металле. В сочетании с нарушением сварной структуры все это приводит к риску преждевременной поломки детали. Особенно часто такие внутренние дефекты сварных швов возникают в случае использования легированной стали и плохого сварочного оборудования.
Пористость (вне зависимости от ее локализации) резко снижает прочностные характеристики до недопустимых величин, приводит к «расслоению» металла, то есть к нарушению его естественной структуры. Детали даже с незначительной пористостью в несколько раз чаще разрушаются под нагрузкой даже в начале эксплуатации. Возникают поры по вине газов, которые попросту не успевают выйти из слоя расплавленного металла.
Как и все виды дефектов сварных швов, они чрезвычайно часто возникают в случае использования некачественных сырых электродов. Нередко бывает так, что пористость возникает по причине каких-то посторонних примесей в защитных газах. Как и в прошлом случае, этот тип дефектов также может наблюдаться при излишне высокой скорости сварки, когда банально нарушается целостность газовой защитной «ванны».
Включения шлака
Включения шлака в значительной степени портят однородность металлической структуры. Классическая причина образования — небрежная зачистка поверхности шва от остатков ржавчины и окалины. Вероятность их возникновения стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти ОТК.
Вероятность их возникновения стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти ОТК.
Заметим, что если при сварке использовался то в деталях могут быть обнаружены частицы этого металла. Степень их опасности — как и в предыдущем случае (т. е. это допустимые дефекты сварных швов).
Трещины
Бывают поперечными и продольными, идущими как по самому шву, так и по металлу вдоль или около него. Они крайне опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала, трещина может как сохранять свою изначальную локализацию, так и распространиться на всю длину обрабатываемой детали за очень короткое время.
Неудивительно, что это наиболее опасные дефекты сварных швов. ГОСТ в большинстве случаев требует немедленной отбраковки таких деталей вне зависимости от ее предназначения (за исключением совсем уж маловажных изделий).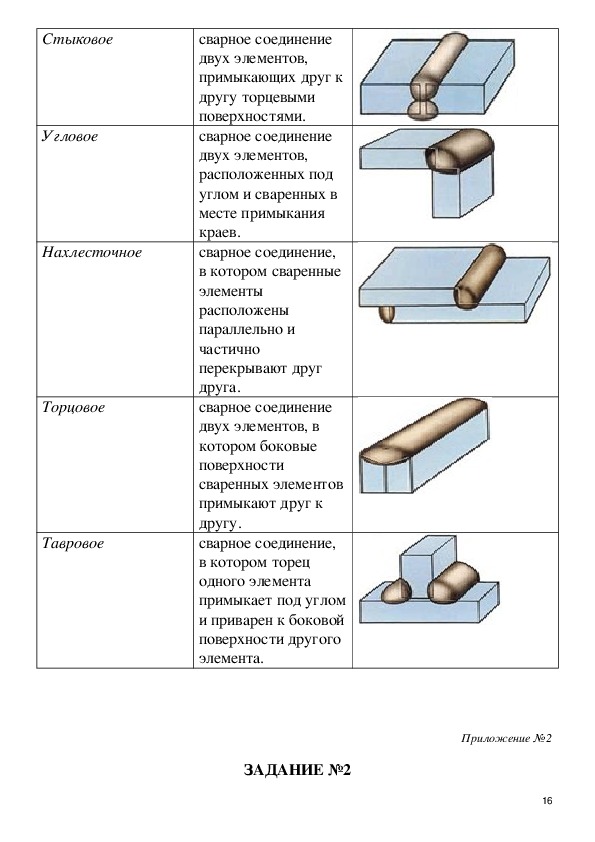
Неравномерность швов
Так называется грубое несоответствие геометрических параметров соединений требуемым в нормативных документах характеристикам. Проще говоря, если сварка идет «змейкой», наискосок и т. п., речь как раз идет о подобном типе дефектов.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Опасен этот дефект тем, что зачастую комбинируется с недоваром, который уже куда опаснее. Если отклонение от осевой линии соединения незначительно и не вызывает снижения прочности изделия, деталь может быть допущена к эксплуатации.
В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.
Впрочем, в таком случае они и не представляют особой опасности.
Основные способы устранения, исправления дефектов
Сразу скажем следующее: в большинстве случаев способы устранения дефектов сварных швов обсуждать не имеет смысла, так как в условиях более-менее строгого ОТК все изделия с какими-то изъянами попросту бракуются. Но порой действительно бывает так, что дефект не слишком серьезный, а потому его можно устранить. Как это делать?
В случае со стальными конструкциями испорченную поверхность срезают тщательно зачищают место неудачного соединения, а затем повторяют попытку. Если имеются незначительные внешние дефекты сварных швов (неравномерность соединения, неглубокие оспины), то их можно попросту зашлифовать. Конечно же, при этом не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание
Если речь идет об изделиях из легированной стали, которые должны пройти обязательную термическую обработку, то исправление дефектов сварных швов должно производиться только (!) после отпуска в температурном диапазоне от 450 до 650 °С.
Исправление прочих разновидностей
Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим — с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна!
Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай».
Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Во-первых, это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов.
Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Во-первых, это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов.
Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. Во-первых, при устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Замечание по исправленным дефектам
Места с исправленными — повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
Вот мы и обсудили основные виды дефектов сварных швов.
Виды дефектов сварных соединений и причины их образования
В сварочном производстве принято выделять следующие типы дефектов (рисунок 3.15):
- Дефекты подготовки и сборки изделий под сварку.
- Дефекты формы шва.
- Наружные и внутренние дефекты.
Дефекты подготовки и сборки
Характерными видами являются неправильный угол скоса кромок в швах с V–, X– и U–образной разделкой, слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками; несовпадение стыкуемых плоскостей ведущих к смещению кромок, слишком большой зазор между кромками, расслоения и загрязнения кромок.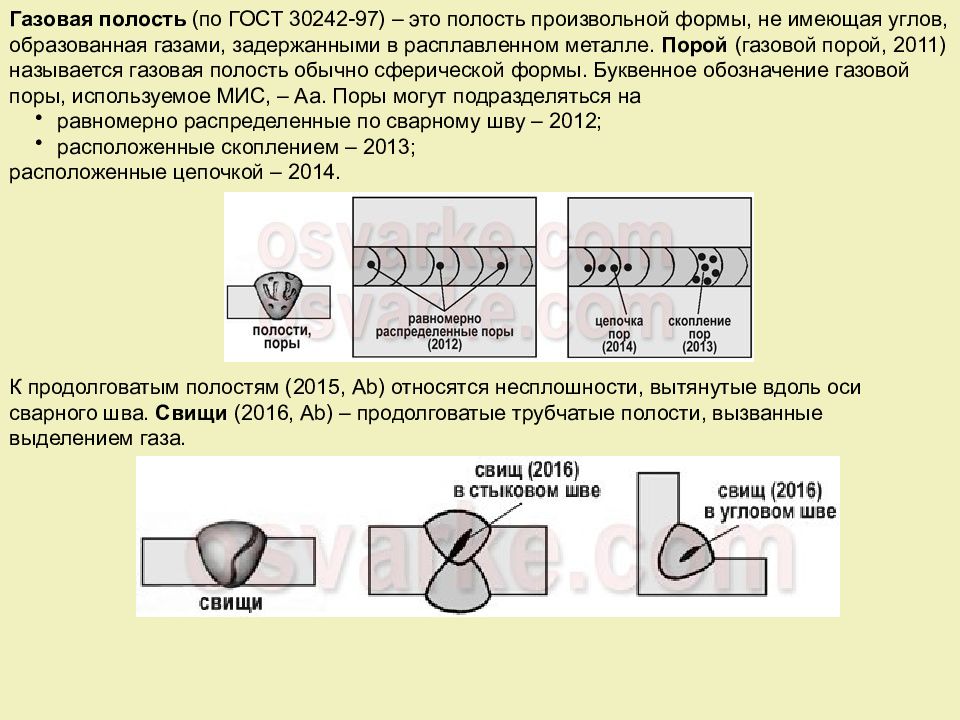
Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами: конструктивные элементы b – ширина шва, высота усиления С и глубина провара h.
Основные дефекты – неравномерная ширина и высота усиления, местные бугры и седловины. Эти виды дефектов наиболее характерны при ручной электродуговой сварке.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений характеризуются как недопустимые, так и допустимые. Недопустимые дефекты вновь перевариваются.
Готовые сварные соединения прежде всего подвергаются внешнему осмотру на выявление внешних дефектов (трещины, ослабление шва, наплывы, подрезы, прожоги, местная ноздреватость, пористость и др.).
Трещины: горячие (технологические) и холодные. Горячие – в жестко закрепленных конструкциях легированных сталей (особенно при недостаточном качестве – Smax). Холодные – закалочная теория (С max) С экв =6,25 и водородная.
Холодные – закалочная теория (С max) С экв =6,25 и водородная.
Наплывы образуются в результате стекания расплавленного металла на нерасплавленный металл.
Подрезы образуются по краям шва в основном металле (глубиной от десятых долей до нескольких мм). Прожоги – дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или стекание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: просвечивание рентгеновскими лучами, просвечивание – лучами радиоактивных изотопов (кобальт – 60, цезий – 137), магнитографический метод, метод магнитного порошка и ультразвуковая дефектоскопия, контроль течеисканием.
Каждый из этих методов имеет свои специфические особенности, обуславливающие его чувствительность и область применения.
Рисунок 3.15 – Виды дефектов сварных швов и причины их возникновения
Испытание изделий на герметичность (ограничение проникновения жидкости или газа), или контроль течеисканием, выполняют применением легко проникающих сред (жидкостей или газов), хорошо различных визуально или с помощью приборов.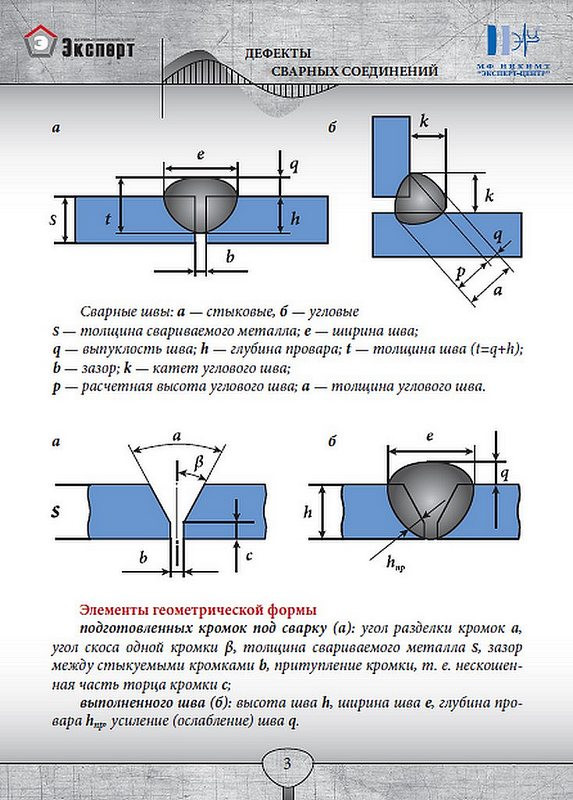
К внутренним дефектам относят поры, шлаковые включения, непровары, несплавления и трещины. Поры образуются вследствие загрязнений, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Непровары из-за плохой зачистки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (силы тока и напряжения дуги, скорости сварки) и т.п.
Кроме контроля качества внешним осмотром и с применением различных физических методов проверяется соответствие механических свойств и хим.состава сварных соединений требованиям технических условий и технологических инструкций по сварке на образцах – свидетелях.
Контроль качества исходных материалов, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основного металла, электродов, сварочной проволоки, флюсов, защитных газов и т.д.). Качество исходных материалов устанавливают на основании сертификатных данных, для чего определяют соответствие требованиям данного технологического процесса сварки изделий. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание обращают на зоны, подлежащие к сварке – они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяют на наличие расслоений, окалины, равномерности толщины листа и т.д.
Электроды, сварочную проволоку проверяют выполняя пробную сварку для установления качества материалов по показателям характера плавления, легкость отделения шлака и качество формирования сварного шва. Они должны удовлетворять требованиям действующих ГОСТов.
Свариваемость – это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленной конструкцией и условиями эксплуатации изделия. Свариваемость контролируют обычно в двух случаях: при выборе материалов и разработке технологии сварки, например, при стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями показателей свойств основного металла, проволоки, партии электродов и флюсов от сертификатных значений.
Вторая проверка связана с возможными отклонениями показателей свойств основного металла, проволоки, партии электродов и флюсов от сертификатных значений.
Большое значение для обеспечения качества имеет контроль в процессе производства сварочных работ. Сюда относятся отмеченные выше методы контроля, включая контроль исправности сварочного оборудования и сварочных приспособлений и соблюдения установленных режимов сварки (по току, напряжению и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно–технические работники ответственные за работу данного участка, цеха, предприятия.
Тщательный планомерный контроль подготовки изделий под сварку и процесса сварки не будет эффективным без проверки уровня подготовленности сварщиков. Например, при сварке труб на монтаже более 70% брака возникает по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Испытания должны проходить периодически. При этом проводят испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы – поворотные и неповоротные стыки). После внешнего осмотра сваренные образцы проверяют предусмотренными методами неразрушающего контроля, а также подвергают механическим испытаниям.
При этом проводят испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы – поворотные и неповоротные стыки). После внешнего осмотра сваренные образцы проверяют предусмотренными методами неразрушающего контроля, а также подвергают механическим испытаниям.
Количество образцов для испытаний регламентируются “Правилами аттестации сварщиков”.
Дефекты сварных швов — Все о сварке
Что такое дефекты сварных соединений? По сути, это отклонения от требований к техническим характеристикам сварного шва, а соответственно и всей конструкции. Именно дефекты сварки снижают прочность шва и надежность сварочных стыков. Их можно разделить на несколько видов.
Виды дефектов сварных швов:

Отклонения от размеров шва и его формы
Размерные показатели сварочного шва определяются государственными стандартами. И у каждого вида сварки есть свой ГОСТ. К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Причины из возникновения при сварке ручной – это низкое качество электродов, низкая квалификация сварщика, нарушение технологии сваривания. Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Если говорить о сварке давлением, то ее дефектами сварных швов выступают вмятины глубокого типа, неравномерное распределение точек вдоль сварочного шва, может произойти смещение заготовок относительно друг друга.
К дефектам нарушения формы относятся прожоги, подрезы, наплывы и незаверенные кратеры.
Наплывы
Обычно такие дефекты сварочных швов образуются, когда производится сварка заготовок, лежащих в горизонтальной плоскости. А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
Причинами появления наплывов могут выступать большой ток, подающийся на электрод, длинная электрическая дуга, наклон заготовки, неправильно выбранный угол установки электрода. Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Подрезы
Этот дефект представляет собой канавку (углубление) в сварочном шве, которая часто образуется при сварке около металла заготовки. Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При газовой сварке подрезы могут возникать только по одной причине – увеличенная мощность горелки. Необходимо отметить, что подрезы – достаточно серьезный дефект сварочного шва. Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Прожоги
Само название уже говорит за себя. На месте сварки и в свариваемых металлах по кромкам образуются отверстия. Причины:
Причины:
Чаще всего этот вид дефектов получается, когда свариваются между собой тонкие листы металлов, или когда ведется многослойная сварка и наносится первый слой.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики пытаются сразу же оплавить. Это самое простое устранение дефектов сварки. Когда сварка ведется автоматическим способом, то кратер обычно появляется на выходе из шва, то есть, на выходной планке.
Есть подвид кратеров, который называется усадочной раковиной. Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз. К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
Что касается трещин, то их можно разделить в зависимости от температуры их появления. То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать. К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Дефекты микроструктуры
К дефектам микроструктуры нужно отнести микроскопические трещины и поры, включения неметаллического типа (кислородные, нитридные), крупная зернистость структуры наплавленного металла с элементами перегревов и пережогов.
Самый опасный из всех перечисленных дефектов – пережог. При нем внутри шва появляются в большом количестве крупные зерна структуры металла, которые имеют минимальные прочностные связи между собой. Отсюда высокая хрупкость стыка. Причинами пережога являются присутствие кислорода в зоне сварки, а значит, изоляция ванны была плохой. Сюда же можно добавить высокую температуру сварочного процесса.
Допустимые и недопустимые дефекты
Понятно, что все дефекты сварных соединений негативно влияют на качество сварной конструкции.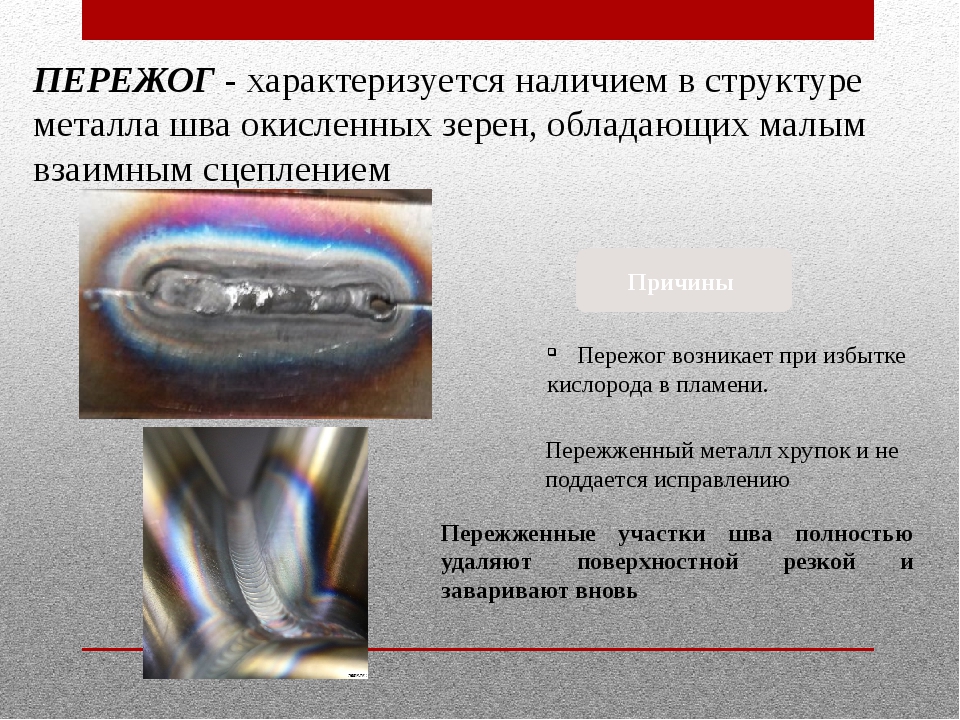 Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Но есть такие, при которых конструкция может эксплуатироваться без проблем, а есть те, при которых эксплуатировать ее строго запрещено.
Поэтому перед тем как определить, можно или нельзя эксплуатировать сварную конструкцию, необходимо принять во внимание все обстоятельства и факторы, влияющие на выбор.
Определить допустимость дефектов можно только специальной аппаратурой. Поэтому рекомендуется использовать оборудование, которое по степени проверки дефекта была выше, чем номинальная допустимая величина самого изъяна. К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
К примеру, трещину размером 3 мм нельзя измерять прибором, который определяет минимальные трещины длиною 5 мм.
Кстати, на допустимость влияют не только размеры и форма дефектов, не последнее слово за их количеством и частотой расположения.
Заключение по теме
Дефекты сварных соединений влияют на качество стыка между элементами собираемой конструкции, а значит, и на всю конструкцию в целом. Поэтому исправлению дефектов сварки придается особое внимание. Устраняться сами они не могут. Есть изъяны, которые можно легко устранить, есть, которые устранить можно, но непросто. Способы их устранения известны. А есть дефекты, которые не подлежат исправлению. Так что лучше проводить процесс грамотно. Поэтому изучайте процессы появления швов и причины их образования.
Дефект сварки – обзор
16.7 Дефекты сварки магниевых сплавов, сваренных трением с перемешиванием
При быстром развитии и применении процесса FS W было замечено, что дефекты сварки могут образовываться во время FSW при несоответствующих параметрах сварки или технологических условиях используются, а такие дефекты, как бороздка, полость и зацепление, оказывают существенное влияние на механические свойства соединений.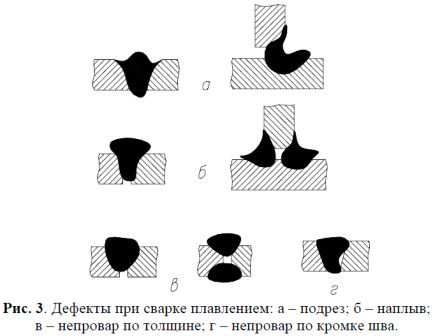 63
63
На рисунке 16.19(a) показан сварной шов с «шероховатой поверхностью» вместе с «чрезмерным боковым заусенцем».На рис. 16.19(b) показан некачественный сварной шов с большой поверхностной канавкой в начале. Если поверхностная пустота образовывалась в начале сварки, она постепенно исчезала по мере продвижения сварки. Кроме того, когда скорость перемещения была слишком низкой, возможно образование поверхностной пустоты ближе к концу ранее прочного сварного шва.
16.19. Два типичных дефекта сварки трением с перемешиванием AZ31 магния.
Если используемые параметры сварки являются подходящими, то при использовании магниевого сплава AZ31, сваренного трением с перемешиванием, обычно не образуются дефекты.Но чтобы понять взаимосвязь между параметрами сварки и потенциальными дефектами, для всех образцов использовалось более низкое давление сварки, чем нормальное значение. В текущих условиях эксперимента возникают поры и недостаточное проплавление в нижней части шва, поэтому для изучения дефектов была увеличена зона вблизи корня шва.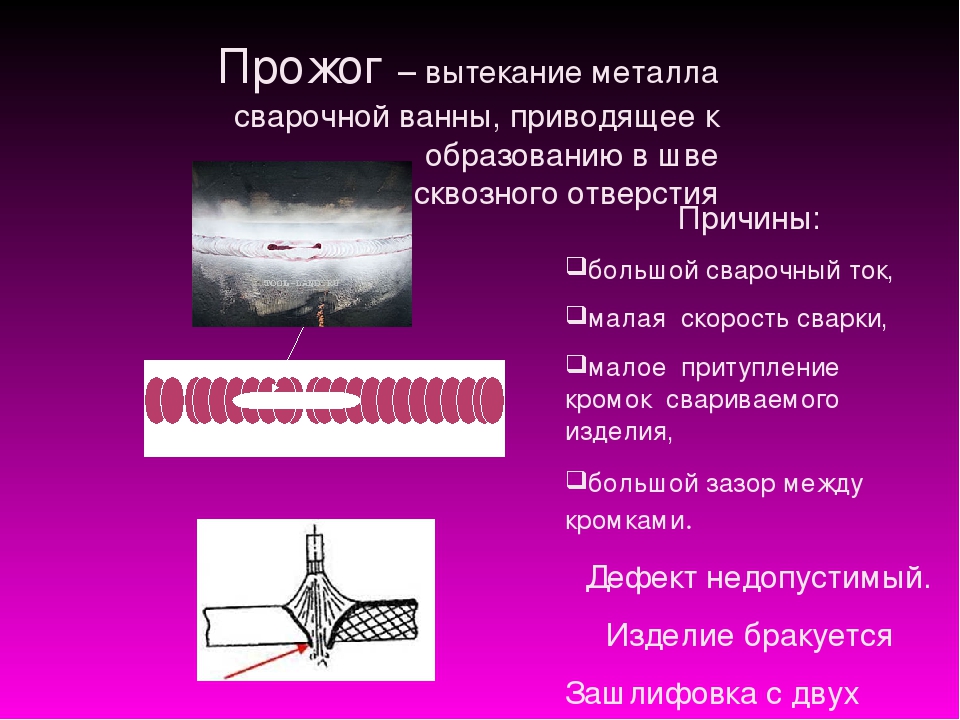 Как показано на рис. 16.20, направление сварки — вне бумаги, а вращение — против часовой стрелки; слева AS и справа RS. Белая стрелка направлена на линию сварки в нижней части сварного шва.
Как показано на рис. 16.20, направление сварки — вне бумаги, а вращение — против часовой стрелки; слева AS и справа RS. Белая стрелка направлена на линию сварки в нижней части сварного шва.
16.20. Дефекты сварки трением с перемешиванием при разных скоростях сварки: скорость сварки в (а)–(з) составляет 40, 120, 150, 200, 250, 300, 400 и 600 мм/мин соответственно. Белая стрелка указывает на линию сварки в нижней части сварного шва.
Результаты экспериментов показали, что поры образовывались в сварном шве трением с перемешиванием при увеличении скорости сварки до 200 мм/мин при постоянной скорости вращения 1000 об/мин. Пора сначала возникла вблизи линии сварки при относительно низкой скорости сварки, но с увеличением скорости сварки переместилась в АС и верхнюю часть шва.Чем выше скорость сварки, тем больше размер пор.
Когда сварочный инструмент двигался вперед по линии сварки, многие микропоры оставались позади, и каждая микропора заполнялась инструментом одновременно. Другими словами, FSW представляет собой процедуру, которая одновременно создает и устраняет микропоры, как показано на рис. 16.21. Ширина микропоры примерно равна скорости сварки и скорости , , а расстояние перемещения сварочного инструмента за один оборот указано как l .Длина микропоры примерно равна диаметру плеча, а ее толщина равна толщине основного металла. Объем микропор обозначен как V , что относится к толщине основного металла δ , скорости сварки v скорости и радиусу уступа.
Другими словами, FSW представляет собой процедуру, которая одновременно создает и устраняет микропоры, как показано на рис. 16.21. Ширина микропоры примерно равна скорости сварки и скорости , , а расстояние перемещения сварочного инструмента за один оборот указано как l .Длина микропоры примерно равна диаметру плеча, а ее толщина равна толщине основного металла. Объем микропор обозначен как V , что относится к толщине основного металла δ , скорости сварки v скорости и радиусу уступа.
16.21. Микропора, образующаяся при сварке трением с перемешиванием.
Радиусы буртика и штифта обозначены как r буртик и r штифт , соответственно.Сварка идет справа налево, вращение против часовой стрелки. v W и v R — скорость сварки и скорость вращения соответственно, а P — давление сварки, как показано на рис. 16.22.
16.22.
16.22. Схематическое изображение процедуры заполнения микропор.
Предположим, что объем вдавливаемого металла в микропору в секунду, вызванный уступом, отмечен как s , когда давление сварки P и скорость вращения v R поддерживались постоянными ценность.Временное влияние выступа на микропору обозначается как t , тогда
[16.1]t=rssholdervW
Если микропора была полностью заполнена, заполняющий металл должен быть равен объему микропоры. -пора. Если время заполнения равно t 1 , то
[16.2]V=st1ort1=VS
На самом деле единственный момент, когда плечо играет роль, это когда менее чем полностью заполненная микропора может успешно исчезнуть. .
[16.3]t≥t1
Объединение уравнения(16.1) и уравнение (16.2) приводит к следующему уравнению:
[16.4]rплечоvW≥Vs
s зависит от давления сварки P и скорости вращения v R ; при прочих равных параметрах сварки объем запрессованного металла будет увеличиваться с увеличением скорости вращения, то есть
с∝вР.
Сила трения под уступом будет увеличиваться с увеличением скорости сварочного давления относительно теории количества движения м (v – v 0 ) = Ft ; скорость запрессовки увеличивается с давлением сварки, поэтому объем запрессованного металла прямо пропорционален давлению сварки,
с∝P.
Тогда соотношение между s и P и скоростью вращения v R может быть указано как.
[16,5]s=kPvR⋅
В уравнении (16.5), k — коэффициент пропорциональности, связанный со свойствами металла и температурой.
Ур. (16.4) в сочетании с уравнением. (16.5) приводит к одному из следующих уравнений:
[16.6]PvRvW≥VkrShoulder или P⋅rrate≥Vkrshoulder.
При учете штифтового эффекта условия полного провара изменились на
[16.7]P⋅rrate≥Vkrrплечо-rpin.
Уравнение (16.7) дает основные условия бездефектного сварного шва. Если сварочный инструмент постоянный, то уравнение (16. 7) можно упростить до
7) можно упростить до
[16.8]P⋅rrate≥α.
Когда давление сварки и скорость вращения поддерживаются на постоянном уровне, скорость сварки должна быть меньше, и можно избежать образования пор. Когда скорость сварки поддерживается на определенном уровне, давление сварки и скорость вращения должны быть выше определенного значения, чтобы можно было избежать дефектов.Эти три параметра сварки зависят друг от друга, и только при использовании отношения уравнения. (16.7) можно получить бездефектный сварной шов. Он обеспечивает простой метод выбора подходящих параметров сварки. Для разных материалов и будут разными, но для каждого материала должно быть определенное значение α.
Одним из преимуществ модели метода мелких элементов (FEM) является ее способность предсказывать образование пустот, поскольку произвольная лангранжево-эйлерова формулировка допускает большую деформацию материала, а сетка отслеживает материал, так что может произойти разделение между заготовкой.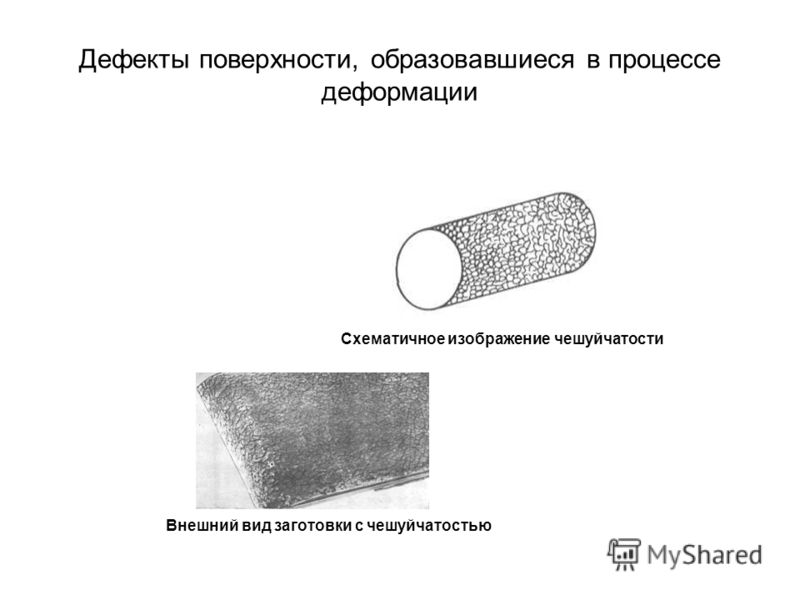 и инструмент.На рис. 16.23 показано образование пустот в нижней части AS, вблизи задней кромки контакта штифт/заготовка, из-за неполного отложения пластика.
и инструмент.На рис. 16.23 показано образование пустот в нижней части AS, вблизи задней кромки контакта штифт/заготовка, из-за неполного отложения пластика.
16.23. Образование пустот на нижней наступающей стороне из-за неполного заполнения, смоделированного с использованием ALE-формулы FEM.
Поэтому для устранения такого дефекта канавки была использована ремонтная сварка трением с перемешиванием, и основное внимание было уделено механическим свойствам и микроструктурным характеристикам ремонтных соединений, чтобы получить оптимальный процесс ремонтной сварки.В статье Лю и др. В качестве основного металла использовалась пластина из алюминиевого сплава 2219 толщиной 7,5 мм. 64 Экспериментальные результаты показали, что дефект канавки может быть удален с помощью ремонтной сварки трением с перемешиванием, а процесс ремонтной сварки со смещением превосходит процесс симметричной ремонтной сварки. В процессе симметричной ремонтной сварки возникает большое количество мелкокавернозных дефектов и явное скопление твердохрупкой фазы Al2Cu; соответственно механические свойства ремонтного соединения были ослаблены, и характер разрушения ремонтного соединения частично хрупкий, частично пластический. Ремонтный шов хорошего качества может быть получен с помощью процесса ремонтной сварки со смещением, и ремонтный шов будет разрушен вблизи границы между зоной сварного шва и ТМАЗ. 64
Ремонтный шов хорошего качества может быть получен с помощью процесса ремонтной сварки со смещением, и ремонтный шов будет разрушен вблизи границы между зоной сварного шва и ТМАЗ. 64
что нужно знать, чтобы избежать ошибок
ГЛАВНАЯ » БЛОГ » Дефекты сварки: что нужно знать, чтобы избежать неприятных неудобствДефекты сварки могут вызвать серьезные проблемы: сварка является очень важным процессом и должна быть выполнена с точностью, но сварное соединение может оказаться потенциальным слабым местом в конструкции.Давайте вместе посмотрим, какие дефекты сварки являются наиболее распространенными, с чем они связаны и как их избежать.
Визуальные дефекты сварки
Стандарт UNI EN 6520-1 указывает, что существует два типа ошибок: дефекты , то есть отклонение от оптимальной сварки, и дефекты , неприемлемые, поскольку они могут поставить под угрозу прочность сварного соединения.
Дефекты сварки, видимые или обнаруживаемые при неразрушающем контроле, подразделяются на шесть категорий: дефекты формы и размеров, полости, твердые включения, несплавления и провары, трещины.
Дефекты формы и размера
Это ошибка, указывающая на то, что сварка была выполнена неправильно и имеет неравномерный сварной шов . Наиболее частые:
- избыток наплавленного металла : имеет очень высокий сварной шов в результате использования слишком высокого тока и неправильной подготовки шва. Из-за толстой формы наплавки напряжения концентрируются на краях, что может привести к повреждению соединения.
- неполное заполнение : в отличие от избыточного, имеет чрезмерное проникновение или недостаточное соотношение материала
- краевая резьба : в соединениях, сваренных вручную, из-за неправильного использования горелки могут быть обнаружены канавки на краю шнура
- зажигание дуги в сварном шве : в этом случае сварщик запускает дугу непосредственно на материал, вызывая локальный сплав, который может сопровождаться трещинами
- брызги расплавленного материала : отложения материала, которые могут вызывать явления коррозии
Полости
Они образуются в отсутствие материала, когда газ задерживается в плавильной ванне из-за очень быстрого охлаждения. В зависимости от размера могут быть поры, дыхала или червоточины.
В зависимости от размера могут быть поры, дыхала или червоточины.
Чтобы избежать образования полостей, скорость должна быть снижена , чтобы газ мог выйти.
Твердые включения
Аналогично полостям, но в этом случае остается захваченным внешний материал : это может быть шлак от затвердевания расплавленного металла или, если он используется, от электрода. Это очень распространено при сварке TIG, так как вольфрам из горелки может попасть в ловушку.
Непровар и непровар
Отсутствие сплавления и провара, хотя и по разным причинам, имеют схожие результаты: отсутствие сплошности между кромками и оплавленным участком, чаще встречающееся в случае очень сложной геометрии.
Возникают из-за слишком высокой скорости прохода или слишком низкого потребления тока.
Клеи очень похожи, в них слой оксидного материала помещается между клапаном и расплавленной областью. Это типичный недостаток сварки МАГ, так как при ней используются активные окисляющие газы.
Это типичный недостаток сварки МАГ, так как при ней используются активные окисляющие газы.
Эти типы дефектов трудно обнаружить неразрушающим контролем: единственный способ — принять превентивные меры, чтобы избежать их образования.
Горячие и холодные трещины
Трещины являются самыми большими дефектами сварного шва: в зависимости от размера и нагрузок, которым подвергается соединение, они могут вызвать разрыв .
Они делятся на две категории:
- горячие трещины : образуются из-за высокого содержания примесей в основном материале при высоких температурах.Во избежание образования трещин необходимо поддерживать не слишком низкую скорость обработки и правильную интенсивность.
- холодные трещины : образуются при слишком быстром охлаждении из-за присутствия водорода в плавильной ванне. Чтобы избежать этих трещин, предварительно нагрейте сварной шов и убедитесь, что в нем нет влаги.

Контроль сварки является чрезвычайно важным действием: дефекты, визуальные или иные, могут поставить под угрозу окончательную работу и привести к поломке.
IRJET-Запрошенная вами страница не найдена на нашем сайте Январь 2022 г. Выполняется публикация…
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г. ) из различных инженерных и технологических дисциплин,
) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET приглашает к публикации том 9, выпуск 1, выпуск 1 (январь 2022 г.) из различных инженерных и технологических дисциплин,
Отправить сейчас..
Browse Papers
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
Дефекты сварки
Неоднородность сварного шва определяется Американским обществом сварщиков как «нарушение типичной структуры материала, такое как отсутствие однородности его механических, металлургических или физических характеристик.” Дефекты сварки – это тип несплошности, который ставит под угрозу полезность сварного соединения, что может привести к его несоответствию минимальным применимым стандартам/спецификациям приемки. Дефекты сварки могут быть связаны с процессом/процедурой сварки или связаны с химическим составом или металлургией свариваемого(ых) сплава(ов).
Пористость металла шва – дефект сварного шва в виде полости, образующийся в результате захвата газа при затвердевании в результате загрязнения некоторыми газами, такими как водород, кислород или азот.Пористость, вызванную поглощением водорода, можно свести к минимуму, если в зоне сварного шва и присадочном металле не будет углеводородных загрязнителей и влаги. Чтобы избежать пористости, вызванной кислородом и азотом, важно, чтобы сварочная ванна была должным образом защищена за счет использования защитных газов высокой чистоты, а также использовались достаточные скорости потока защитного газа. Хотя в сварных соединениях HASTELLOY® и HAYNES® может возникать пористость, они не особенно подвержены пористости, поскольку большинство сплавов содержат значительное количество Cr, который имеет естественное сродство с газами, образующимися во время сварки.
Включения металла сварного шва могут образовываться в результате попадания оксидов в сварочную ванну. Это может происходить из-за прочной оксидной пленки, которая образуется на поверхности большинства сплавов. Поскольку температура плавления поверхностных оксидов обычно намного выше, чем у основного металла, они с большей вероятностью останутся твердыми во время сварки и попадут в сварочную ванну. Таким образом, особенно важно, чтобы поверхностные оксиды были удалены перед сваркой и между проходами при многопроходной сварке. Во время GTAW, если вольфрамовый электрод случайно соприкоснется с расплавленной сварочной ванной или если есть чрезмерный сварочный ток, в металле сварного шва могут образоваться вольфрамовые включения.Элементы с сильным сродством к кислороду, такие как алюминий или магний, могут соединяться с кислородом с образованием оксидных включений в металле сварного шва. Включения шлака связаны с процессами на основе флюса, такими как SMAW, SAW и FCAW. Эти включения образуются в металле сварного шва, когда остаточный шлак попадает в полости или карманы, которые образуются из-за недостаточного перекрытия сварных швов, чрезмерной подрезки на кромке сварного шва или неровного профиля поверхности предшествующего сварного шва.
Поскольку температура плавления поверхностных оксидов обычно намного выше, чем у основного металла, они с большей вероятностью останутся твердыми во время сварки и попадут в сварочную ванну. Таким образом, особенно важно, чтобы поверхностные оксиды были удалены перед сваркой и между проходами при многопроходной сварке. Во время GTAW, если вольфрамовый электрод случайно соприкоснется с расплавленной сварочной ванной или если есть чрезмерный сварочный ток, в металле сварного шва могут образоваться вольфрамовые включения.Элементы с сильным сродством к кислороду, такие как алюминий или магний, могут соединяться с кислородом с образованием оксидных включений в металле сварного шва. Включения шлака связаны с процессами на основе флюса, такими как SMAW, SAW и FCAW. Эти включения образуются в металле сварного шва, когда остаточный шлак попадает в полости или карманы, которые образуются из-за недостаточного перекрытия сварных швов, чрезмерной подрезки на кромке сварного шва или неровного профиля поверхности предшествующего сварного шва.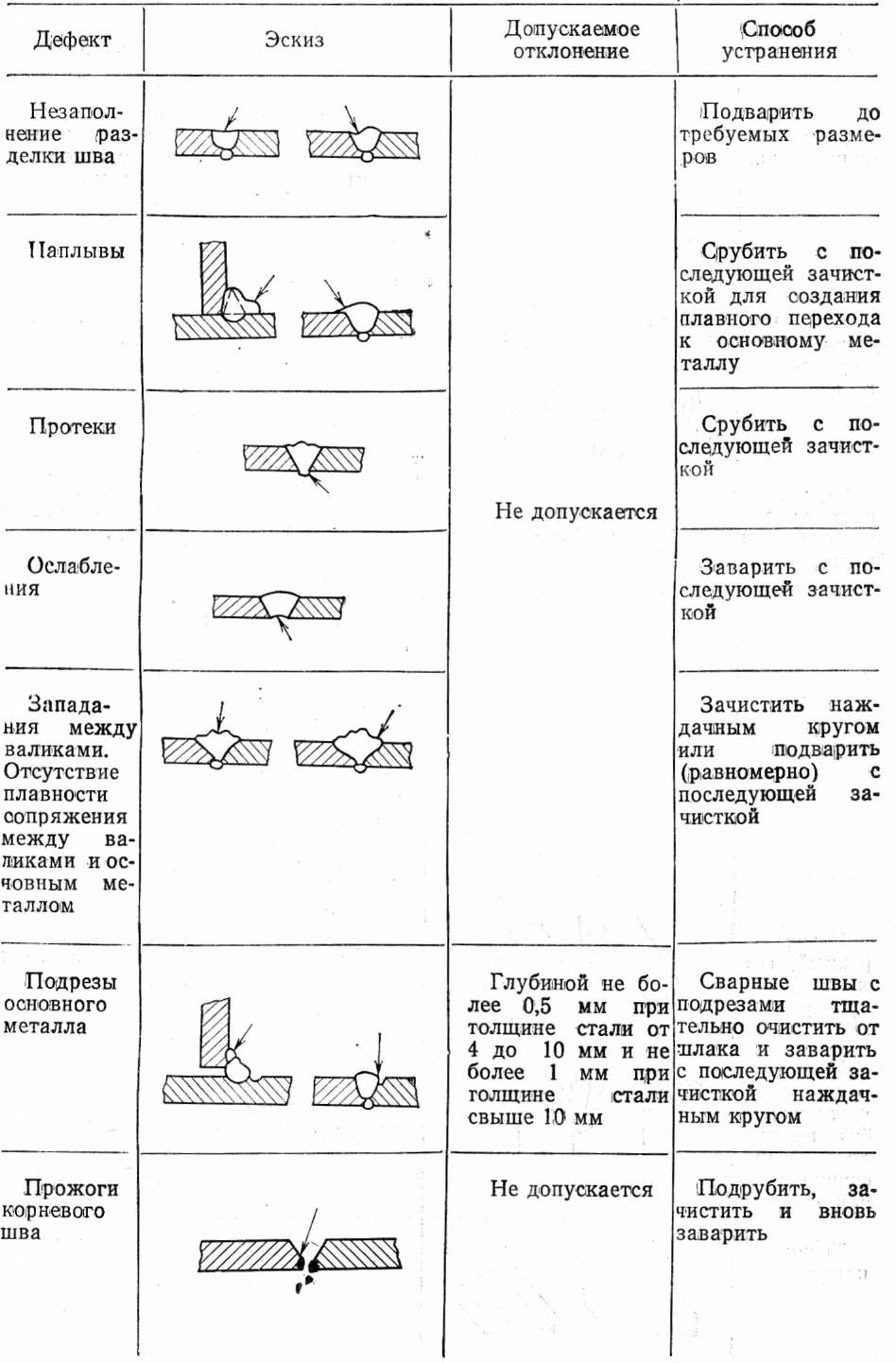 Таким образом, важным фактором в процессах на основе флюса является легкость удаления шлака между проходами сварки.Включения должны быть удалены из сварного шва, иначе они будут преждевременно инициировать разрушение, что может отрицательно сказаться на механических свойствах и эксплуатационных характеристиках.
Таким образом, важным фактором в процессах на основе флюса является легкость удаления шлака между проходами сварки.Включения должны быть удалены из сварного шва, иначе они будут преждевременно инициировать разрушение, что может отрицательно сказаться на механических свойствах и эксплуатационных характеристиках.
Другими часто встречающимися дефектами, связанными с технологическим процессом, являются подрезы, неполное сплавление/провар и деформация. Эти дефекты обычно связаны с неправильным методом сварки и/или параметрами сварки. Подрез — это канавка, которая вплавляется в основной металл, обычно в основании или на концах сварного шва, и может возникнуть из-за чрезмерного сварочного тока.Этот разрыв создает надрез на периферии сварного шва и может значительно ослабить прочность сварного соединения. Дефектам неполного сплавления способствует «вялый» характер расплавленного металла шва на основе Ni/Co и их плохие характеристики провара.
Характеристики деформации сплавов HASTELLOY® и HAYNES® аналогичны характеристикам углеродистой стали с меньшей тенденцией к деформации, чем сварные швы из аустенитной нержавеющей стали, благодаря более низкому коэффициенту теплового расширения.Кондукторы, крепления, поперечные опоры, распорки, а также размещение и последовательность сварных швов помогут свести искажения к минимуму. Там, где это возможно, сбалансированная сварка вокруг нейтральной оси поможет свести деформацию к минимуму. Правильная фиксация и зажим узла облегчают операцию сварки и сводят к минимуму коробление и деформацию тонких профилей. Предлагается, где это возможно, допускать дополнительный запас к общей ширине и длине. Затем можно удалить излишки материала для достижения окончательных размеров.Деформация сварного шва для различных конструкций соединений показана на рис. 3.
При обычном производстве сплавов HASTELLOY® и HAYNES® растрескивание сварных швов происходит редко, и следует ожидать изготовления крупных сложных компонентов с небольшим количеством случаев растрескивания. Наиболее распространенным типом сварного растрескивания является горячее растрескивание, связанное с наличием жидкости в микроструктуре. Горячее растрескивание может возникать в металле шва и в околошовной зоне сварного шва и обычно возникает из-за жидких пленок вдоль границ зерен.Эти неустойчивые к деформациям микроструктуры временно возникают при повышенных температурах в пределах диапазона плавления и затвердевания всех сплавов. Из-за своего номинального химического состава некоторые сплавы более подвержены горячему растрескиванию, чем другие сплавы. В целом, горячее растрескивание является более распространенным явлением для жаропрочных сплавов из-за более высокого содержания в них легирующих элементов. Элементы-примеси, такие как сера и фосфор, и незначительные легирующие добавки, такие как бор и цирконий, могут оказывать сильное влияние на склонность к растрескиванию, даже если они присутствуют в очень низких концентрациях.
В дополнение к восприимчивой микроструктуре уровень растягивающего напряжения в сварном шве является критическим фактором для образования горячих трещин. Развитие напряжений при сварке неизбежно из-за сложных термических напряжений, которые создаются при затвердевании и охлаждении металла. Частично это связано с неотъемлемым ограничением сварного соединения из-за геометрии и толщины сварного соединения. Как правило, сварные соединения с увеличенной толщиной шва более подвержены горячему растрескиванию. Кроме того, «каплевидная» сварочная ванна, образующаяся из-за высокой скорости перемещения, имеет тенденцию увеличивать склонность к растрескиванию, поскольку она образует четкую осевую линию сварного шва, где усиливается сегрегация элементов, а поперечные напряжения могут быть высокими.Большие вогнутые валики сварного шва, которые создают напряжение на поверхности сварного шва, имеют тенденцию способствовать растрескиванию при затвердевании, и их следует избегать. Дополнительную информацию о механизмах образования трещин при сварке и металлургии сварки сплавов на основе никеля можно найти в следующем учебнике:
.Дж.Н. DuPont, J.C. Lippold и S.D. Кисер, Металлургия сварки и свариваемость сплавов на основе никеля, John Wiley & Sons, Inc., 2009.
Различные виды дефектов сварки и способы их устранения
Что такое
дефекты сваркиДефекты сварки — это неровности или нежелательные явления на сварном соединении из-за неправильных схем сварки или неправильного процесса сварки.дефекты могут возникать при сварке как внутри, так и снаружи металла шва. Эти дефекты бывают разных типов, которые вызвали исследование, чтобы его можно было предотвратить.
Сегодня я расскажу вам о различных видах дефектов сварки, их причинах и способах устранения. Я огромен, чтобы вы сосредоточились, чтобы полностью достичь знания.
Также проверьте:
Понимание дуговой сварки с флюсовой проволокой
11 различных типов сварки с помощью схемы
Различные типы дефектов сварки можно разделить на внешние и внутренние дефекты.Как следует из названия, дефекты, возникающие внутри сварного шва, называются внутренними дефектами. в то время как тот, который происходит на поверхности сварного шва, который можно увидеть, известен как внешний дефект сварки.
Внутренние дефекты сварки
Ниже поясняются типы дефектов сварки, которые возникают внутри сварного шва:
1. Шлаковые включения : появление этого дефекта влияет на ударную вязкость и свариваемость металла материала. Это также снижает структурные характеристики материала сварного шва.На поверхности сварного шва образуются шлаки. Это вызвано тем, что плотность сварочного тока очень мала, так как не получается необходимое количество тепла для расплавления поверхности металла. Это также может быть вызвано правильной очисткой кромки поверхности сварки и слишком высокой скоростью сварки. Шлаковые дефекты возникают, если не используется правильный угол сварки и неправильная скорость перемещения стержня.
Способы устранения шлаковых включений заключаются в увеличении плотности тока и очистке кромок сварных швов.Предыдущий шлак на наплавленном слое должен быть удален и иметь правильный угол наклона электрода и скорость перемещения. Наконец, скорость сварки регулируется таким образом, чтобы шлак и сварочная ванна не смешивались друг с другом.
2. Неполное сплавление : эти типы внешних дефектов сварки возникают, когда сварщик выполняет сварку неточно. Это вызывает предварительное затвердевание металла, что приводит к незаполненному зазору. Это происходит, когда сварочная ванна очень большая и движется впереди дуги, а также из-за низкого тепловложения.Неполное сращение также происходит при слишком низком угле соединения и неправильном положении валика. Это также происходит из-за неправильного электрода и угла горелки.
Способ устранения непровара заключается в снижении скорости наплавки, увеличении сварочного тока и уменьшении скорости перемещения. Увеличение угла соединения и правильное расположение валика также могут предотвратить неполное слияние.
3. Растрескивание ожерелья : растрескивание ожерелья происходит при электронно-лучевой сварке, когда сварной шов не проникает должным образом.Там, где расплавленный металл не затекает в полость. возникает при неправильной технике сварки и при использовании высокой скорости электронно-лучевой сварки. Растрескивание ожерелья часто происходит в таких материалах, как сплавы на основе никеля, нержавеющая сталь, углеродистая сталь и сплавы олова.
Растрескивание ожерелья можно предотвратить, используя правильную технику сварки и поддерживая постоянную скорость в процессе сварки. его также можно предотвратить, используя соответствующие материалы для сварки.
4.Неполностью заполненная разделка или неполный провар : эти типы внешних сварочных дефектов возникают только в стыковых сварных швах, где разделка не заполнена металлом полностью. Неполный провар возникает из-за меньшего наплавления металла шва и при неправильной технике сварки. Это также может произойти при использовании электрода неподходящего размера.
Устранение неполной заполненной канавки заключается в использовании электрода соответствующего размера и правильной техники сварки.Этого также можно избежать путем большего наплавления металла шва.
Внешние дефекты сварки
Ниже поясняются различные типы внешних дефектов сварки:
1. Трещина сварного шва : этот дефект следует предотвратить любой ценой, поскольку он может появиться на поверхности, внутри материала сварного шва или в зонах термического влияния. Сварная трещина возникает при различных температурах, таких как горячая трещина и холодная трещина. Горячие трещины более заметны во время кристаллизации сварных соединений, так как температура может подняться более чем на 10 000 градусов Цельсия.В то время как холодные трещины возникают в конце процесса сварки при низкой температуре. Холодные трещины видны через несколько часов после сварки или даже дней.
Дефекты трещины могут быть вызваны различными условиями, в том числе:
- Наличие остаточных напряжений на свариваемом металле.
- Низкая пластичность основного металла
- При использовании водорода в качестве защитного газа при сварке черных металлов
- Жесткость соединения может затруднить расширение или сжатие металлов
- Наконец, высокое содержание серы и углерода в сварном шве может привести к появлению трещин.
Устранение дефектов сварных трещин заключается в использовании соответствующих материалов для предотвращения возможности образования трещин. Зазор между сварными швами должен быть уменьшен за счет использования разумных сварных швов. Трещины также можно предотвратить путем предварительного нагрева сварных соединений и снижения скорости охлаждения соединения.
2. Подрез: дефект подреза – это когда часть основного металла оплавляется от зоны сварки, образуя канавку в форме надреза. Это снижает усталостную прочность соединения.
Дефекты сварки с подрезом возникают при очень высоком напряжении дуги и использовании неподходящего электрода. Этот дефект также может возникнуть при неправильном угле электрода или при использовании электрода большого размера. Высокая скорость электрода также может быть причиной этого дефекта.
Устранение дефекта сварки с подрезом заключается в уменьшении длины дуги или снижении напряжения дуги. Диаметр электрода должен быть небольшим и уменьшать скорость перемещения электрода. Это также можно предотвратить, сохраняя угол электрода от 30 до 45 градусов.
3. Брызги : брызги представляют собой мелкие капли металла, отложенные от сварного шва на поверхность свариваемого металла. Это происходит из-за слишком высокого сварочного тока и неправильной полярности. Неподходящий защитный газ также может вызвать дефекты сварки с разбрызгиванием и при более длинной дуге.
Можно предотвратить разбрызгивание, уменьшив длину дуги и сварочный ток. Это также можно предотвратить, увеличив угол наклона пластины и используя соответствующий защитный газ. Одним из способов устранения брызг является использование правильной полярности в зависимости от условий сварки.
4. Пористость : дефекты пористости возникают из-за попадания газа или мелких пузырьков в зону сварки. Это может быть из-за того, что электрод не имеет надлежащего покрытия и когда основной металл имеет ржавчину или масло на его поверхности. Этот дефект также возникает при более длинной дуге и при высоком сварочном токе.
Устранение дефектов пористости заключается в выборе соответствующего электрода и уменьшении сварочного тока. Это также можно предотвратить, используя меньшую дугу и замедляя процесс, чтобы позволить газам выйти.Наконец, путем очистки масла или удаления ржавчины с поверхности основного металла.
5. Нахлест : нахлест возникает, когда поверхность сварного шва выходит за пределы края сварного шва, что приводит к скатыванию металла и формированию угла менее 90 градусов. Этот дефект возникает при использовании неправильных методов сварки и при высоком сварочном токе. Это также может быть вызвано использованием большого электрода.
Дефект сварки внахлест можно устранить, используя соответствующую технику сварки, меньший сварочный ток и используя малый электрод.
6. Кратер : это происходит, когда кратер не заполнен до разрыва дуги. Внешние края остывают быстрее, чем кратер, вызывает напряжение и затем образует трещину. Кратерный дефект возникает из-за использования большого электрода, неправильного угла наклона горелки и неправильной техники сварки.
Образование кратера можно предотвратить, используя надлежащую технику сварки, используя небольшой электрод и используя правильный угол наклона горелки для снижения нагрузки на металл.
Надеюсь, вам был интересен этот пост, и вы приобрели знания.Если это так, вы можете свободно высказать свою точку зрения в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами. Спасибо!
Различные типы дефектов сварки, которые мы обнаруживаем на борту корабля
Существуют различные типы дефектов дуговой сварки при выполнении сварочных работ на борту судна, следующие дефекты, которые мы обнаруживаем при дуговой сварке:
- Трещины: это тип разрыва прерывистого развития, характеризующийся острым концом и высокой отношение длины и ширины к смещению проема.
- Пористость и газовые отверстия: пористость представляет собой группу небольших отверстий, тогда как газовое отверстие или газовый карман представляет собой сравнительно большее изолированное отверстие или полость. Они возникают в основном из-за захваченных газов.
| отверстия выдувания |
| газовый карман |
| Исходный металл плавится при помощи дуги, как правило, поглощать такие газы, как водород, окись углерода, азот и кислород, если они присутствуют вокруг сварочной ванны. |
- Шлаковые включения: Неметаллические твердые материалы, попавшие в металл сварного шва или между сварным швом и основным металлом.
- Подрезка:
При подрезке в основном металле вдоль сторон сварного шва образуется канавка. Канавка
уменьшает толщину пластины и, следовательно, площадь вдоль валика, что, в свою очередь, ослабляет сварной шов.
- Неполное проплавление и проплавление: Неполное проплавление – это несплошность сварного шва, при котором сплавление не произошло между металлом шва и поверхностями сплавления.
| Отсутствие сплавления может наблюдаться в любом месте сварного соединения и может присутствовать в угловых швах, сварных швах с разделкой кромок. |
Провар – это расстояние от базовой
верхней поверхности до максимального размера сплошного участка сварного шва.
| Неполный провар стыка описывается как состояние корня шва в сварном шве с разделкой кромок, при котором металл шва не проходит через толщину шва. |
Это неспособность присадочного или основного металла
заполнить полностью корень сварного шва.
- Деформация : Во время сварки основной металл под дугой плавится, основной металл впереди предварительно нагревается, а уже сваренная часть основного металла начинает остывать.
Существует значительная разница температур в различных точках вдоль сварного шва и, таким образом, в любой момент времени в различных точках сварного шва и других зонах расширения валика. |
ДОБРО ПОЖАЛОВАТЬ В IJSTR (ISSN 2277-8616) —
|