Виды сварочных работ | Статьи
Автогенная сварка — предполагает проведение тех же работ, что и в случае с газовой сварки.
Автовакуумная сварка — один из видов диффузионной сварки, который предусматривает нагревание изделий в специальных печах. Между деталями есть зазор, с помощью которого получают вакуум.
Автоматическая сварка — рабочие движения выполняются механизированным способом. Сварка характеризуется двумя движениями, а именно: подача дуги и электрода относительно изделия и помещения.
Автоматическая дуговая сварка — редполагает подачу плавящегося электрода, после его дуга перемещается вдоль двух свариваемых кромок.
Вибродуговая сварка — осуществляется с помощью плавящегося электрода. Он начинает сильно вибрировать, благодаря чему короткие замыкания чередуются с дуговыми разрядами.
Аргонодуговая сварка — производится в защитном газе, точнее будет сказать в аргоне.
Газопрессовая сварка — производится методом давления.
Газовая сварка — как и в случае с газопрессовой сваркой, пламя газов образуется на выходе горелки сварки. За счет этого нагреваются кромки двух соединяемых частей изделия.
Двухэлектродная сварка — производится с одним подводом сварочного тока, но сразу с двумя электродами. Является автоматической.
Двухдуговая сварка — производится сразу двумя дугами, но в данном случае с раздельным питанием. Тоже является автоматической.
Дуговая сварка — производится методом плавления, которое образуется электрической дугой.
Диффузионная сварка — производится благодаря взаимной диффузии двух атомов тех частей, которые контактируют при воздействии высоких температур и небольшой деформации. Сварка осуществляется давлением.
Дуговая сварка неплавящимся электродом — осуществляется электродом, который не плавится при нагревании.
Дуговая сварка в защитном газе — в данном случае защитный газ подается в зону дуги.
Импульсно-дуговая сварка — периодическое изменение электротока импульсами по нужной программе, которая задается заранее.
Дуговая сварка плавящимся электродом — осуществляется с помощью электрода, который является посадочным материалом и плавится при сварке.
Лазерная сварка — осуществляется методом плавления, во время которого применяется энергия луча света. Он получается от специального квантового генератора.
Индукционная сварка — производится с использованием высокого давления. Во время этого индуктор осуществляет нагрев.
Механизированная дуговая сварка — предполагает подачу сварочного электрода, перемещение дуги или присадочного металла. Может осуществляться механизмами или машинами.
Магнитно-импульсная сварка — предполагает сварное соединение, которое появляется благодаря соударению соединяемых частей. Данное соединение производится за счет воздействия магнитного импульсного поля.
Многоэлектродная сварка — производится двумя или более электродами, которые работают от одного источника энергии.
Многодуговая сварка — производится более чем двумя дугами, при этом их питание является раздельным.
Печная сварка — при этом виде сварки нагрев осуществляется в горнах или специальных печах.
Обратноступенчатая сварка — шов делается один за другим, в результате чего участок, который необходимо соединить, становится все меньше и меньше. Двигаться нужно обратно общему приращению длины шва.
Полуавтоматическая сварка — в данном случае механизированной является исключительно подача проволоки.
Плазменная сварка — нагрев осуществляется сжатой дугой.
Шовно-стыковая сварка — шов делается благодаря нагреву и дальнейшему сжатию кромок.
Шовная контактная сварка — она предполагает соединение элементов внахлест с помощью вращающихся дисковых электродов. Они имеют вид прерывистого или непрерывного шва.
Электрошлаковая сварка — она осуществляется путем плавления. В данном случае для нагрева применяется тепло, которое выделяется о время прохождения через шлак электрического тока.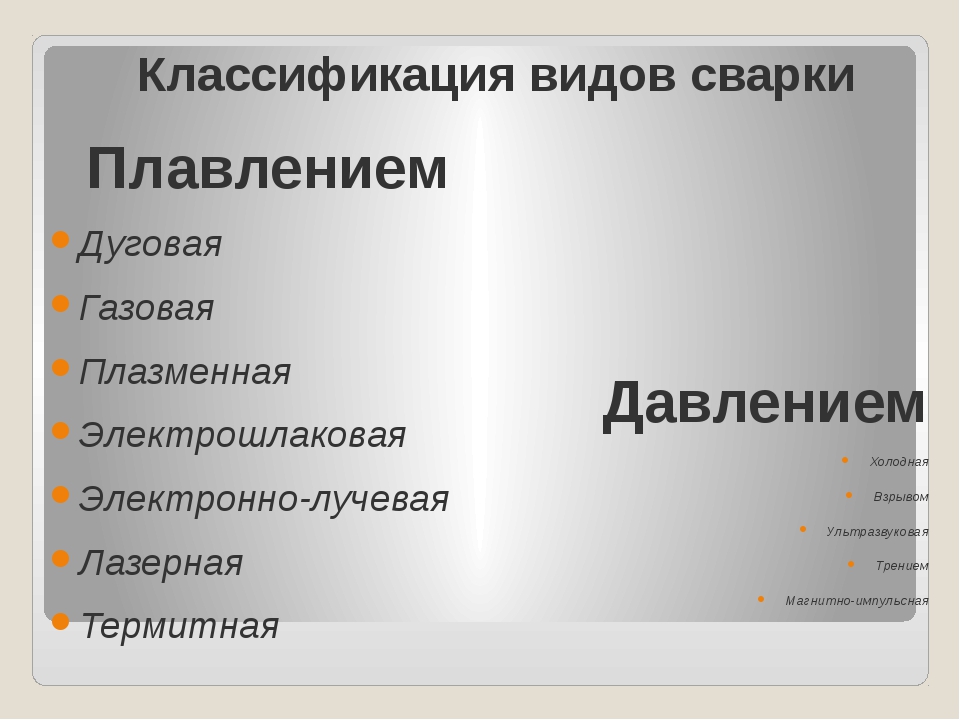
Электронно-лучевая сварка — чтобы нагреть части, соединяющиеся между собой, применяется энергия электронного луча.
Виды сварки по степени механизации
Начинающие специалисты часто интересуются, какие виды сварки существуют и как выбрать подходящий метод. Различают виды сварки по нескольким срезам, однако наиболее частый вопрос касается именно степени участия человека в процессе сварки.
По степени механизации сварки принято различать следующие её типы:
- ручная;
- механизированная;
- механическая;
- автоматизированная.
Ручная – или ручная дуговая сварка – проводится с плавящимся или неплавящимся электродом, изготовленного из проволоки и электродного покрытия. Этот вид сварки применим для углеродистых сталей, металлов с содержанием марганца, легированных сталей, жаропрочных сталей, цветного металла и чугуна. В процессе сварки горящий электрод касается металлического изделия, разогревая его до высокой температуры, в процессе чего обеспечивается перенос сварочного материала в место сварки.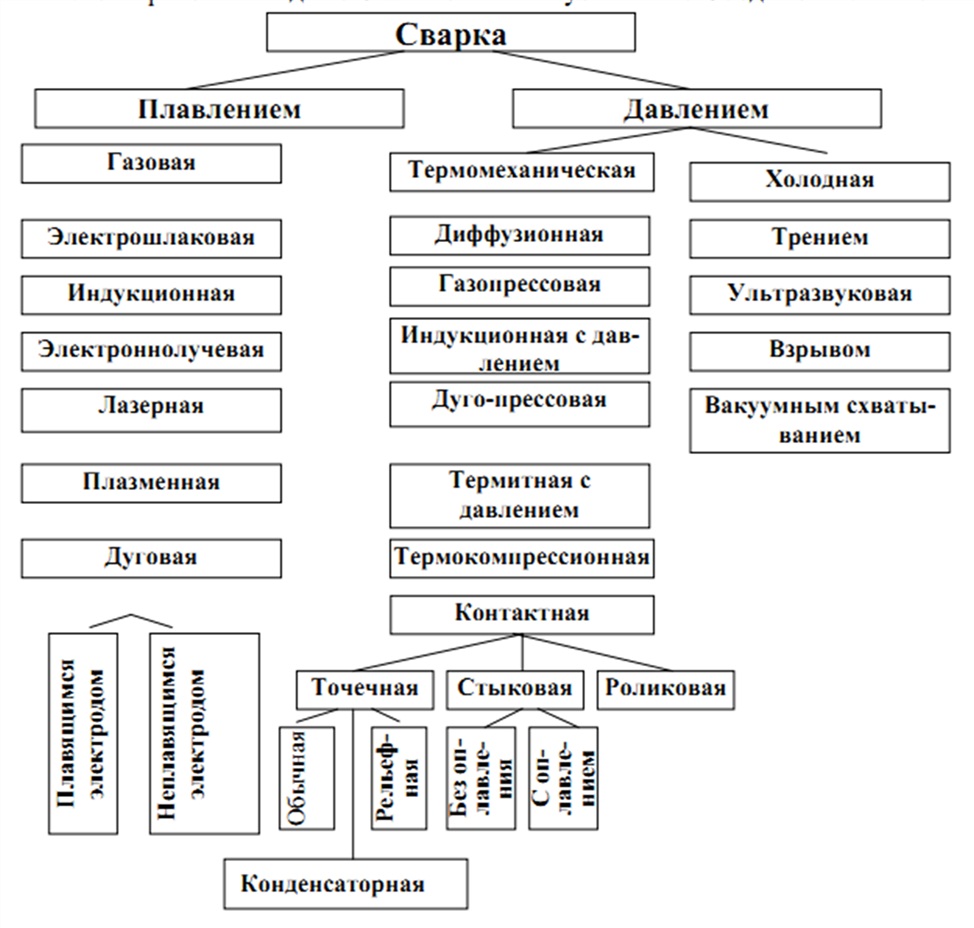 Газ, используемый специалистом в процессе работы, защищает место сварки от окисления воздухом. Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
Газ, используемый специалистом в процессе работы, защищает место сварки от окисления воздухом. Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
При механизированной сварке, которая проводится в защитной среде углекислого газа, подача плавящегося материала и перемещение сварочной дуги относительно металлического изделия выполняется с помощью механизма. Газовая горелка перемещается самим сварщиком. Этот способ удобен для выполнения угловых, тавровых, стыковых швов – таких, при которых ручное управление затруднительно. Механизированный способ эффективнее ручного, когда стоит задача проваривать изделия из толстых металлов или варить крупные партии металла и изделий.
В процессе механической сварки применяется трение свариваемых деталей. Трение обеспечивает высвобождение кинетической энергии, которая превращается в тепло и плавит металл. Детали, которые необходимо сварить, устанавливаются в специализированный механизм. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Детали, которые необходимо сварить, устанавливаются в специализированный механизм. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Автоматизированная сварка проходит без участия человека. Снижается человеческий фактор влияния на процесс сварки, аккуратность сварного шва и другие видимые нюансы, однако автоматизация требует тщательной и внимательной первичной настройки. Автоматическая сварка позволяет повысить производительность крупных промышленных предприятий, где требуется выполнять большой объем сварных работ в ограниченные сроки.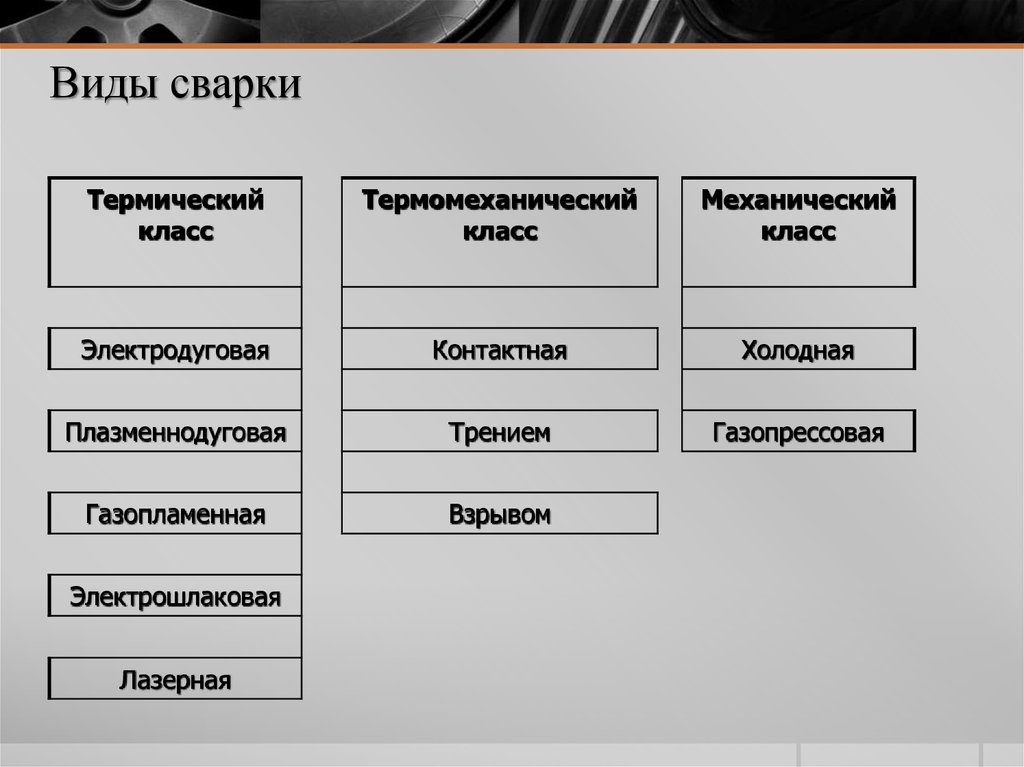 Отличие этого способа сварки от механизированного состоит в том, что при автоматизированной сварке плавящий проволочный электрод непрерывно подается в дугу по мере расходования материала.
Отличие этого способа сварки от механизированного состоит в том, что при автоматизированной сварке плавящий проволочный электрод непрерывно подается в дугу по мере расходования материала.
Исходя из объема работы, её сложности, типа металла и сроков выполнения специалист определяется с тем, какую сварку выбрать, чтобы её результат оказался таким, каким был задуман.
Другие методы сварки: различные виды сварки
Подробнее о других методах сварки
Пайка MIGПайка MIG (или дуговая пайка) появилась в 1990-х годах. Она очень похожа на сварку MIG/MAG. Основными различиями являются использование проволоки из присадочного материала и плавление основного материала — при пайке MIG основной материал не плавится.
Тепловложение при пайке MIG значительно ниже, чем при сварке MIG/MAG, поэтому пайка MIG особенно хорошо подходит для соединения оцинкованных пластин, используемых, например, в автомобилестроении.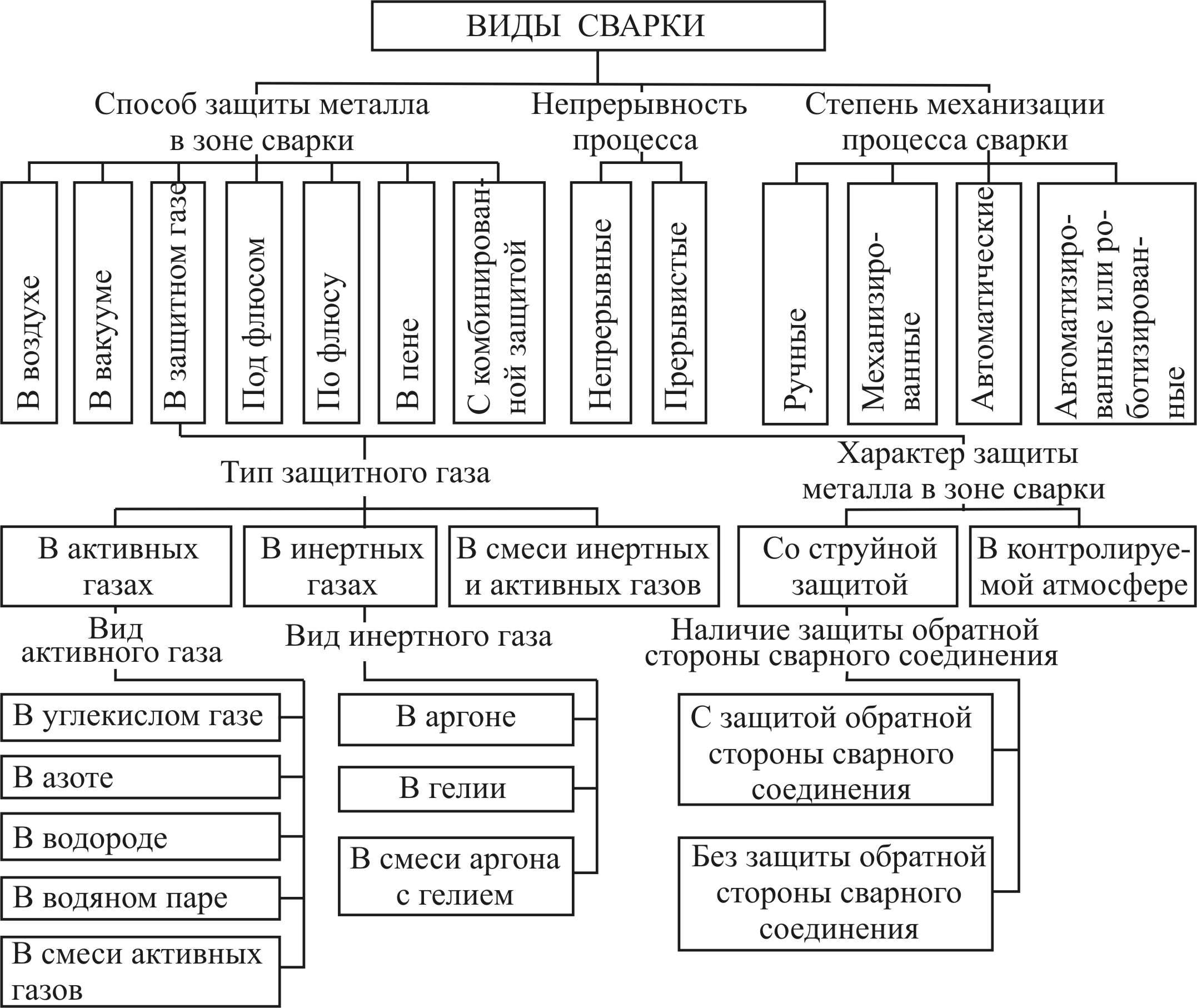 Благодаря низкому тепловложению лист не деформируется и цинковое покрытие не повреждается. Поэтому представители автомобильной промышленности проявляют к пайке MIG большой интерес. Кроме того, пайка MIG широко используется в автомастерских.
Благодаря низкому тепловложению лист не деформируется и цинковое покрытие не повреждается. Поэтому представители автомобильной промышленности проявляют к пайке MIG большой интерес. Кроме того, пайка MIG широко используется в автомастерских.
Принцип лазерной сварки прост: элементы заготовки сваривают с помощью лазерного луча, производимого углекислотным лазером или лазером Nd:YAG. Чтобы предотвратить насыщение свариваемого материала кислородом и защитить оптические элементы сварочного аппарата, используется защитный газ.
Преимуществами лазерной сварки являются высокая скорость, узкий сварной шов и небольшая зона повышенной температуры, что делает ее оптимальной для случаев, требующих низкого теплового воздействия.
Лазерная сварка отличается высокой точностью. Она позволяет получать узкие швы и вызывает минимальные изменения в свариваемых заготовках. С другой стороны, этот метод требует точной подгонки свариваемых деталей и использования зажимных приспособлений, что экономически нецелесообразно при соединении отдельных деталей.
Сварка под флюсом — это метод дуговой сварки, при котором дуга горит под сварочным флюсом. Присадочный материал подводится в виде отдельно подаваемой сварочной проволоки или с помощью механизма подачи проволоки. В процессе сварки порошковый сварочный флюс плавится на поверхности сварного шва, образуя защитный шлаковый слой. Сварочный флюс также может содержать металлический порошок, который во время сварки будет плавиться в сварном шве, выполняя роль присадочного материала.
Сварка под флюсом практически всегда осуществляется (как минимум частично) в механизированной форме, что позволяет достигать высокой производительности при выполнении длинных сварных швов. Сварка под флюсом обычно используется в областях машиностроения с умеренно тяжелыми и тяжелыми условиями, а также на судоремонтных предприятиях.
Плазменная дуговая сваркаПлазменная дуговая сварка представляет собой процесс газовой дуговой сварки. Плазма — это перегретый газ с температурой 15 000–25 000 °C, в котором дуга горит между нерасходуемым вольфрамовым электрод и деталью в окружении защитного газа.
Плазма — это перегретый газ с температурой 15 000–25 000 °C, в котором дуга горит между нерасходуемым вольфрамовым электрод и деталью в окружении защитного газа.
Обычно при плазменной дуговой сварке в расплавленный сварной шов вводится присадочный материал в виде проволоки. При порошковой плазменной дуговой сварке присадочный материал вводится в сварной шов с защитным газом в виде металлического порошка.
Кроме того, плазменная дуговая сварка характеризуется высокой плотностью энергии, что позволяет получить дугу, полностью проникающую в заготовку. Плазменная дуговая сварка особенно подходит для механизированных сварочных процессов и используется, например, при сварке нержавеющей стали.
Точечная сваркаТочечная сварка — это процесс сварки с реостатом, при котором точки свариваемых деталей нагреваются с помощью электричества до температуры плавления, а затем прижимаются друг к другу, что приводит к их свариванию.
Точечная сварка используется при работе с листовым металлом. Листы должны быть прижаты друг к другу без воздушного зазора. Глубина проплавления шва регулируется путем изменения времени точечной сварки и сварочного тока. При точечной сварке используется специально изготовленное газовое сопло, которое прижимается к поверхности листа. Газовое сопло обычно имеет небольшие зазоры для выхода защитного газа.
Листы должны быть прижаты друг к другу без воздушного зазора. Глубина проплавления шва регулируется путем изменения времени точечной сварки и сварочного тока. При точечной сварке используется специально изготовленное газовое сопло, которое прижимается к поверхности листа. Газовое сопло обычно имеет небольшие зазоры для выхода защитного газа.
При этом виде сварки для получения требуемого нагрева используется трение. Соединяемые поверхности зажимаются вместе и вращаются относительно друг друга. После нагрева до размягченного состояния поверхности с силой прижимаются друг к другу, что приводит к их свариванию. Сварка трением используется, например, при соединении осей и стержней.
Сварка взрывомСварка взрывом — это особый метод сварки, позволяющий соединить два разных металла с помощью контролируемого взрыва. Взрыв используется для создания в месте контакта металлических листов высокого давления, которое расплавляет металлы на атомном уровне. Полученная таким образом многосоставная конструкция имеет исключительно высокое качество и однородные металлургические характеристики.
Полученная таким образом многосоставная конструкция имеет исключительно высокое качество и однородные металлургические характеристики.
Сварка взрывом используется в случаях, когда необходимо прочно соединить два разных типа металла.
Виды сварки – Осварке.Нет
сварка покрытыми металическими электродами (MMA)
сварка пламенем горючего газа в кислороде (OAW)
автоматическая свака под флюсом (SWA)
электрическая сварка сопротивлением (ERW)
термическая и другие виды разделительной резки
Сварка в среде защитных газов подробнее »механизированная дуговая сварка плавящимся электродом в среде защитных газов (MIG/MAG)
ручная дуговая сварка неплавящися электродом в среде аргона (TIG/WIG)
ремонт сработанных деталей, нанесение специальных слоев
Классификация видов сварки
Согласно отечественной классификации по ГОСТ 19521-74 «Сварка металлов. Классификация» виды сварки разделяют по основным физическим, техническим и технологическим признакам.
Классификация» виды сварки разделяют по основным физическим, техническим и технологическим признакам.
В зависимости от формы используемой энергии для создания неразъемных соединений способы сварки классифицируют на классы. Также стандартом введена классификация в зависимости от источника энергии используемого для сварки по которой технологические процессы разделяют на виды. Такие ступени классификации и признаки относят к физическим.
К техническим признакам относят: способ защиты зоны сварки, степень механизации способа сварки, непрерывность сварки.
Технологические признаки принято устанавливать для каждого вида сварки отдельно.
Классификация видов сварки по классам
Виды сварки принадлежащие к термическому классу: дуговая, электрошлаковая, электронно-лучевая, ионно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная сварка.
Виды сварки термомеханического класса: контактная, диффузионная, индукционнопрессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная сварка.
К механическому классу относят: холодная, ультразвуковая, магнитоимпульсная, взрывом и сварка трением.
Виды сварки | Строительный справочник | материалы — конструкции
Термический класс сварки
К термическому классу сварки относятся соединения, получаемые местным плавлением поверхностей при помощи тепловой энергии. Тепло для сварки можно получить при помощи электрической дуги (дуговая сварка), от сгорания газовой смеси (газовая сварка), электронным или фотонным лучом (электронно-лучевая или лазерная сварка), сжиганием термитной смеси (термитная сварка), при прохождении электрического тока через расплавленный металл (электрошлаковая сварка) и т.д.
При этом способе тепло для плавления получают от электрической дуги, возникающей в узком разрыве электрической цепи между сварочным электродом и изделием. Электрическое сопротивление этого зазора поднимает температуру до 4500 — 6000°С, в результате чего расплавляется конец электрода и участок детали, подлежащий соединению посредством сварки. После остывания металла получается сварочный шов, по прочности не уступающий основному металлу изделия. Яркий голубой свет и эффектный фонтан искр являются отличительной чертой дуговой сварки. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
После остывания металла получается сварочный шов, по прочности не уступающий основному металлу изделия. Яркий голубой свет и эффектный фонтан искр являются отличительной чертой дуговой сварки. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
При газовой сварке разогрев свариваемой кромки происходит при помощи газопламенной ее обработки. Пламя, полученное при выходе из газовой горелки, создает температуру до 3000°С и позволяет не только проводить сварку металлических кромок отдельных деталей, но и резать металл, нагревать его для гибки и т.д.
Лучевая сваркаТепло в зоне сварки при лучевой сварке получают, бомбардируя сварочную кромку направленным электронным или фотонным потоком. Электронный поток получают при помощи специального прибора — электронной пушки, а фотонный поток создают в лазерных установках.
Термитная сваркаПри термитной сварке используют тепло, полученное в результате сжигания термитной смеси, состоящей из алюминия и оксидов железа.
При электрошлаковой сварке плавление кромок свариваемых деталей получают теплом, возникающим при прохождении электрического тока через расплавленный электропроводный шлак.
Термическая разделительная резкаПод термической разделительной резкой понимают процесс обратный сварке, то есть, когда атомы металла сгорают в струе технически чистого кислорода, а полученные при этом продукты сгорания удаляются из зоны резания.
Термомеханический класс сварки
К термомеханическому классу относят кузнечную, контактную, диффузионную и прессовую сварку, использующую одновременно энергию механического и термического воздействия.
Кузнечная сваркаКромки свариваемых деталей нагревают в специальных печах-горнах до требуемой температуры, а затем при помощи ударного механического воздействия соединяют между собой. Если для соединения деталей используют механические прессы, а для нагрева — все ранее перечисленные способы термического воздействия, то такой вид сварки называют прессовым.
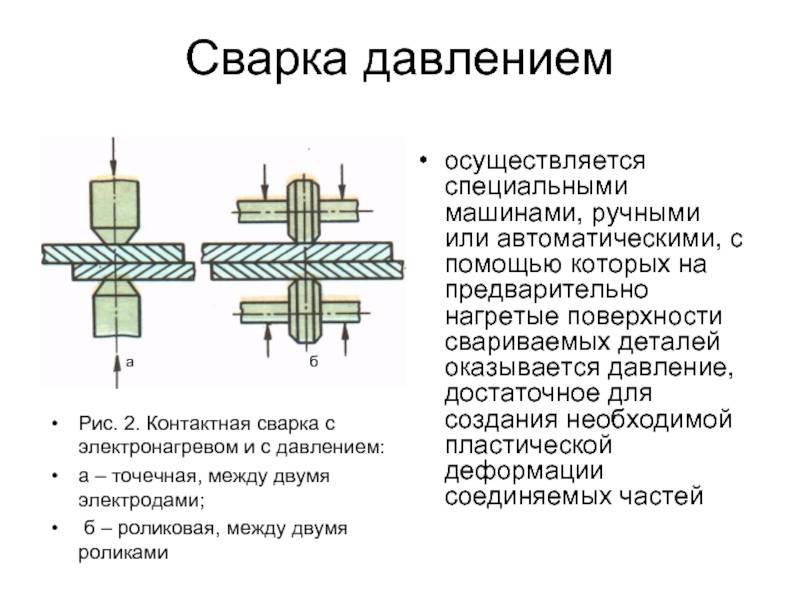
Соединяемые детали сдавливают между собой, а тепло для сварки получают при прохождении электрического тока через контактную часть деталей. В зависимости от размеров контактной части свариваемых деталей различают точечную, стыковую, шовную и рельефную контактную сварку. Этот вид получил одно из ведущих мест в машиностроении, так как является наиболее экономичным и производительным. Контактная сварка легче всего поддается механизации и автоматизации, где механические роботы заменяют человека со сварочным электрододержателем.
Диффузионная сваркаСварку деталей получают за счет диффузии атомов из одной детали в другую, возникающей при относительно небольшом длительном нагреве и пластической деформации, получающейся от механического давления.
Механический класс сварки
В механическом классе сварки соединение поверхностей осуществляется механическим воздействием (давление, трение, взрыв и т. д.) без использования внешнего источника тепла.
д.) без использования внешнего источника тепла.
При сварке трением нагрев свариваемых деталей получают за счет сил трения, возникающих при вращении деталей относительно друг друга при одновременном сдавливании их между собой.
Холодная сваркаПри сильном сдавливании деталей между собой получается пластическая деформация металла, при которой атомы двух деталей настолько близко сближаются, что между ними возникают силы взаимодействия. В результате этого получается достаточно прочное соединение деталей, называемое холодной сваркой.
Сварка взрывомСближение атомов между собой может происходить в результате направленного взрыва, при котором частицы быстро движутся навстречу друг другу и, соударяясь, сближаются между собой настолько, что между ними возникают силы взаимодействия.
Ультразвуковая сваркаСилы взаимодействия между атомами при ультразвуковой сварке возникают в результате колебаний кристаллической решетки металла под действием ультразвуковых колебаний.
Виды сварки кратко | Single-phase.ru
А Вы можете перечислить виды сварки кратко?
Виды сварки кратко.Виды сварки
Сварка плавлением — это процесс, используемый для металлообработки, для соединения или плавки двух металлических кусков металла, заставляя металл достигнуть температуры плавления. Процесс требует использования наполнителя металла, обеспечиваемого электродом или проволокой, и флюсом, который защищает расплавленный металл сварного шва от разрушающего воздействия атмосферы. Существует несколько типов сварки плавлением, которые используются для различных применений. Общими примерами этого процесса сварки являются дуговая сварка, электросварная сварка, кислородно-топливная сварка и термитная сварка.
Дуговая сварка представляет собой форму сварки плавлением, которая использует электричество, подаваемое сварочным источником питания, для создания электрической дуги между электродом и соединяемыми металлическими частями. Дуговая сварка является популярным выбором как в промышленности, так и в домашней мастерской из-за низких начальных затрат и относительно низких затрат на техническое обслуживание. Электрическая дуга дуговой сварки чрезвычайно сфокусирована, что позволяет автоматизировать процесс сварки и использовать ее на многих конвейерных линиях.
Дуговая сварка является популярным выбором как в промышленности, так и в домашней мастерской из-за низких начальных затрат и относительно низких затрат на техническое обслуживание. Электрическая дуга дуговой сварки чрезвычайно сфокусирована, что позволяет автоматизировать процесс сварки и использовать ее на многих конвейерных линиях.
Подобно дуговой сварке, электрическая резистивная сварка использует электричество для создания тепла, необходимого для сварки. В установке электросварной сварки электроды располагаются с обеих сторон свариваемых деталей. Давление прикладывается, чтобы объединить две части и создать электрический контакт. Этот процесс очень ограничен по размеру материала, с которым можно работать, а стоимость оборудования часто является высокой и используется только в промышленных предприятиях.
Сварка кислородным топливом является одной из наиболее известных форм сварки плавлением. Такая форма сварки может включать в себя различные топливные газы, в том числе ацетилен, водород, пропан, природный газ или пропилен, но для этого требуется добавление кислорода, который следует рассматривать как кислородно-топливную сварку.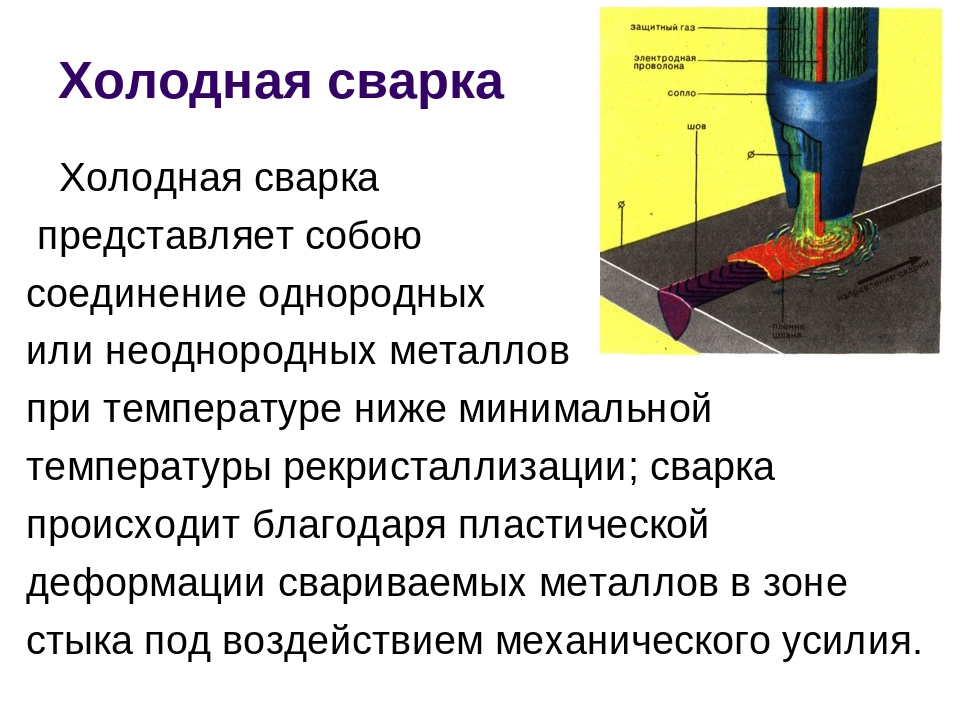 Наиболее распространенным выбором топливного газа является ацетилен. Используя газообразный ацетилен и чистый кислород, оборудование для кислородного сжигания может создавать температуры пламени 6330 градусов по Фаренгейту (3500 градусов Цельсия). Это пламя достаточно горячее, чтобы расплавить большинство промышленных металлов.
Наиболее распространенным выбором топливного газа является ацетилен. Используя газообразный ацетилен и чистый кислород, оборудование для кислородного сжигания может создавать температуры пламени 6330 градусов по Фаренгейту (3500 градусов Цельсия). Это пламя достаточно горячее, чтобы расплавить большинство промышленных металлов.
Термическая сварка — это еще один процесс сварки плавлением, который использует интенсивную теплоту и пламя для направления металла в точку плавления. Используя красный оксид железа и алюминиевый порошок, термитная сварка способна соединяться с железнодорожными рельсами. Эта мощная форма сварки дает сильные сварные швы за короткий промежуток времени. В данном примере соединения железнодорожных рельсов, рассматривается полный ремонт, включая время начала установки и окончания, которое занимает около часа, прежде чем поезд может использовать рельсы для продолжения движения.
Лазерная сварка — это форма сварки плавлением, которая иногда используется при изготовлении автомобилей и других массовых металлических изделий. Создавая очень точный и концентрированный источник тепла, этот процесс сварки может проникать глубоко с очень узкой областью, подверженной воздействию тепла. Хотя эта способность предпочтительна во многих устройствах, непомерно высокие затраты на лазерное оборудование для сварки, оставляют эту форму сварки в значительной степени, применяемой в крупных производствах.
Создавая очень точный и концентрированный источник тепла, этот процесс сварки может проникать глубоко с очень узкой областью, подверженной воздействию тепла. Хотя эта способность предпочтительна во многих устройствах, непомерно высокие затраты на лазерное оборудование для сварки, оставляют эту форму сварки в значительной степени, применяемой в крупных производствах.
Сварка виды сварки — Энциклопедия по машиностроению XXL
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости (или сочетаний нескольких показателей) для каждого конкретного материала. [c.40]Индексы сварки Виды сварки Индексы метода Метод изготовления [c.176]
Термообработка до сварки Вид сварки Термообработка после сварки и механические свойства Покрытие Среднее время до разрушения, сутки [c.134]
Класс сварки Вид сварки [c.
 334]
334]Ультразвуковая (УЗ) сварка — вид сварки механического класса, объединяющий способы (рис. 6.32), при которых посредством инструмента к соединяемым поверхностям подводятся механические колебания У 3-частоты, преобразовываемые в свариваемом материале в теплоту. [c.390]
Лучевая прессовая сварка — вид сварки термомеханического класса, объединяющий способы сварки, при которых для передачи энергии в форме теплоты к соединяемым поверхностям используют электромагнитное излучение видимой или инфракрасной области спектра (диапазон длин волн 0,4-15 мкм), а образование сварного соединения осуществляют с приложением давления. В литературе этот вид сварки чаще называется сваркой излучением. [c.415]
Ручная аргонодуговая сварка — вид сварки, при котором электрическая дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием в среде инертного газа, защищающего также зону плавле. ния основного и присадочного металла (рис. 2).
[c.5]
2).
[c.5]
В удостоверении о качестве монтажа указывают материалы, примененные при монтаже, приводят сведения о сварке (вид сварки, тип и марка электродов, фамилии сварщиков и номера их удостоверений, результаты испытаний контрольных стыков), данные о проверке системы труб пропуском пара и промывке котла, общее заключение о соответствии монтажа проекту, правилам Госгортехнадзора СССР и пригодности котла к эксплуатации. [c.115]
Для регистрации котла администрация предприятия (владелец котла) вместе с письменным заявлением представляет в органы Госгортехнадзора паспорт парового (водогрейного) котла с подшитыми чертежами котла, топочного устройства, котельного помещения (план, продольный и поперечный разрезы) акт об исправности котла лабораторный анализ питательной воды справку о количестве (с характеристикой) питательных устройств удостоверение о качестве монтажа, выданное организацией, производившей монтаж данного котла. В удостоверении указывается наименование монтажной организации, учреждения, предприятия (владельца котла), завода-изготовителя и заводской номер котла сведения с материалах труб, штуцеров, фланцев (если они дополнительно установлены монтажной организацией) к указанным данным в паспорте котла сведения о сварке, вид сварки, марки электродов, применявшихся при сварочных работах на котле заключения о результатах испытания контрольных стыков справка о наличии приборов безопасности. [c.168]
[c.168]
В журнале сварочных работ указываются номер стыка, размер трубы, номер сертификата на трубы, положение во время сварки, дата сварки, атмосферные условия во время сварки, вид сварки (автоматическая, полуавтоматическая, газовая, электродуговая), номера сертификатов на электроды, сварочную проволоку и флюс фамилия, имя и отчество сварщика, клеймо сварщика. Журнал подписывается мастером и производителем работ (или представителем ОТК мастерской монтажных заготовок). [c.728]
Электронно-лучевая сварка — вид сварки плавлением первоначально появилась в тридцатых годах нашего столетия во Франции в СССР впервые в 1958 г. создана для сварки электронным лучом установка модели МВТУ-МЭИ. Промышленность выпускает установки электроннолучевой сварки мощностью, позволяющей сваривать листы толщиной до 50 мм готовится оборудование для сварки стали толщиной 100 мм и более. [c.10]
Диффузионная сварка-вид сварки давлением. Впервые в мире предложена и практически разработана в СССР проф. Н. Ф. Казаковым. Процесс сварки применяется с 1953 г. Сущность процесса диффузионной сварки состоит в том, что детали с полированными поверхностями плотно прижимаются друг к другу и нагреваются в условиях вакуума. Эти условия приводят к взаимной диффузии атомов по контактирующим поверхностям.
[c.12]
Впервые в мире предложена и практически разработана в СССР проф. Н. Ф. Казаковым. Процесс сварки применяется с 1953 г. Сущность процесса диффузионной сварки состоит в том, что детали с полированными поверхностями плотно прижимаются друг к другу и нагреваются в условиях вакуума. Эти условия приводят к взаимной диффузии атомов по контактирующим поверхностям.
[c.12]
Холодная сварка-вид сварки давлением. Она осуществляется без нагрева металла внешним источником тепла, но с нагревом, возникающим от пластической деформации при сварке. Сварке подвергаются в основном пластичные материалы (алюминий, медь, свинец и др.). Пластическая деформация при сварке образуется от большой статической или большой ударной сжимающей силы. [c.14]
Сварка — Виды сварки 213 [c.333]
Технология сварки (вид сварки, сварочные материалы, техника сварки) выбирается в зависимости от основного показателя свариваемости для каждого материала. [c.25]
[c.25]
ВЫБОР ВИДОВ СВАРКИ И СВАРОЧНЫХ МАТЕРИАЛОВ [c.264]
При выборе вида сварки, сварочных материалов и режимов сварки высокохромистых сталей, особенно жаропрочных, необходимо учитывать, что даже небольшие отклонения в химическом составе металла швов (но ряду элементов в пределах десятых долей процента) могут приводить к значительному изменению их служебных свойств. Причиной этому, как правило, является гетерогенность структуры металла (например, наличие зерен структурно-свободного феррита в сорбитной основе отпущенного мартенсита). [c.266]
Более подробные сведения о видах сварки, применяемой аппаратуре и технологии сварки можно получить в специальных курсах. [c.289]
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обоз начения способов сварки. [c.289]
Приведены шифры наиболее распространенных швов только для шести видов сварки (см. соответствующие порядковые номера по перечню стандартов на швы, приведенному в приложении 4). Номера стандартов, соответствующие порядковым номерам 1, 3, 5. 6, 9, 10 следующие ГОСТ 5264-69, ГОСТ 8713-70. ГОСТ 14771-69. ГОСТ 15164-69, ГОСТ 14806 -69, ГОСТ 16037-70,
[c.293]
соответствующие порядковые номера по перечню стандартов на швы, приведенному в приложении 4). Номера стандартов, соответствующие порядковым номерам 1, 3, 5. 6, 9, 10 следующие ГОСТ 5264-69, ГОСТ 8713-70. ГОСТ 14771-69. ГОСТ 15164-69, ГОСТ 14806 -69, ГОСТ 16037-70,
[c.293]
На рис. 227 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из гнутых, плоских и штампованных деталей, выполнен при помощи различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.295]
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обозначения способов сварки. ГОСТом 2.312—72 установлены изображения и обозначения на чертежах различных сварных швов. [c.248]Термины и определения, относящиеся к сварке (процесс сварки, виды сварных соединений, сварные швы и т. д.), установлены Г(ХТ 2601—74. Сваривать можно металлы, стекло, некоторые виды пластмасс и т. д. Применение сварки вместо клепки позволяет экономить материал, облегчать конструкцию, уменьшать трудоемкость производственных процессов, облегчать условия работы и т. д.
[c.194]
д.), установлены Г(ХТ 2601—74. Сваривать можно металлы, стекло, некоторые виды пластмасс и т. д. Применение сварки вместо клепки позволяет экономить материал, облегчать конструкцию, уменьшать трудоемкость производственных процессов, облегчать условия работы и т. д.
[c.194]
В современном производстве применяют два основных вида сварки давлением (горновая сварка, холодная сварка и др.) и плавлением (газовая сварка, дуговая сварка и др.). [c.194]
Подробнее об условных изображениях и обозначениях сварных швов и видов сварки см. в ГОСТ 5264 — 80, 8713 — 79, 11533-75, 11534-75, 14771-76, 14776-79, 14806-80, 15164-78, 16037-80, 16038-80, 16098-80. [c.305]
Какие буквенные обозначения применяются для обозначения различных видов сварки [c.227]
При сварке должно получаться плотное и равнопрочное с остальным изделием соединение. Основной вид сварки — сварка плавлением, при которой наплавляется шов жидкого металла и под действием его температуры нагревается околошов-пая зона. В сварном шве следует различать три зоны (рис. 305) I — шов (литая структура) II — околошовная зона, нагретая в процессе сварки выше критических точек III — околошовная зона, нагретая в процессе сварки ниже критических точек.
[c.397]
Основной вид сварки — сварка плавлением, при которой наплавляется шов жидкого металла и под действием его температуры нагревается околошов-пая зона. В сварном шве следует различать три зоны (рис. 305) I — шов (литая структура) II — околошовная зона, нагретая в процессе сварки выше критических точек III — околошовная зона, нагретая в процессе сварки ниже критических точек.
[c.397]
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса термический, термомеханический и механический. [c.182]
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.). [c.183]
Высокочастотная (ВЧ) сварка — вид сварки электормеханического класса, которая основана на диэлектрическом нагреве с использованием электромагнитной энергии ВЧ-диапазона [39, с.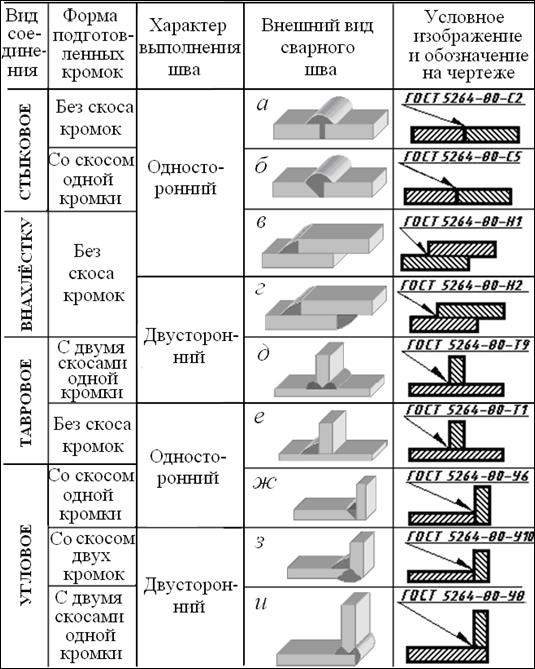 130].
[c.412]
130].
[c.412]Электрошлаковая сварка — вид сварки, при котором расплавление свариваемых кромок и электродной проволоки происходит за счет тепла, выделяемого в электроде (по закону Джоуля Ленца), который подается з щлаковую ванну (рис. 8). Сварка производится преимущественно в вертикальном положении и применяется для соединения элементов толщиной 50… 100 мм щов формируется с помощью охлаждаемых медных ползунов. Возможно появление наружных и внутренних дефектов, связанных с нарушением режима сварки, плохой очисткой сварочной проволоки, недостаточно сухим флюсом. Другие виды сварки применяются при монтажных работах сравнительно редко и рассматриваются в специальных курсах. [c.9]
СВЕТОВАЯ СВАРКА, фотонная сварка —вид сварки плавлением, производится мощным световым лучом дуговой лампы, заполненной ксеноном. Возможна С. с. излучением Солнца (гелиосварка). [c.148]
Термитная сварка — вид сварки плавлением. Местный нагрев производится сгоранием термита — железной окалины в смеси с порошкообразным алюминием. При термитной сварке применяют специальные тигли для сжигания термита. Тер.митная смесь поджигается специальными термитными спичками (магниевый термит). Смесь гори за счет кислорода окалины и не нуждается в кислороде воздуха. Горение протекает равномерно, без взрывов. В тигле от сгорания термита образуются расплавленный металл и шлак. Из отверстия на дне тигля расплавленный металл выливается в заформованное и предварительно нагретое место сварки. Расплавленный металл подогревает кромки металла деталей до расплавления и после охлаждения образует шов. Разъемная форма снимается, а шлак с поверхности стыка срубается и зачищается. Для увеличения количества расплавленного металла в термит добавляют до 50% обсечки, гвоздей или стружки, а для легирования — ферросплавы и графит.
[c.198]
При термитной сварке применяют специальные тигли для сжигания термита. Тер.митная смесь поджигается специальными термитными спичками (магниевый термит). Смесь гори за счет кислорода окалины и не нуждается в кислороде воздуха. Горение протекает равномерно, без взрывов. В тигле от сгорания термита образуются расплавленный металл и шлак. Из отверстия на дне тигля расплавленный металл выливается в заформованное и предварительно нагретое место сварки. Расплавленный металл подогревает кромки металла деталей до расплавления и после охлаждения образует шов. Разъемная форма снимается, а шлак с поверхности стыка срубается и зачищается. Для увеличения количества расплавленного металла в термит добавляют до 50% обсечки, гвоздей или стружки, а для легирования — ферросплавы и графит.
[c.198]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов.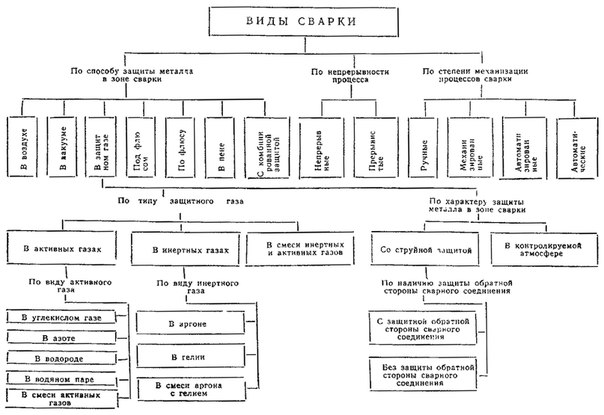 Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Весьма благоприятные металлургические условия при сварке высокохромистых сталей создает сварка в инертных защитных газах, как правило, в аргоне и в некоторых смесях на его основе. Причем в основном используют сварку неплавящимся вольфрамовым электродом, а присадочный материал подбирают аналогичным желаемому составу наплавленного металла. При этом виде сварки в шоп удается вводить почти без потерь такие весьма активные элементы (улучшающие свойства металла шва), как титан и алюминий. Однако по причинам понижения производительности сварки и ее низкой экономичности применение этого метода обычтю ограничивается изготовлением изделий малых толщин и выполнением корневого валика в многослойных швах металла больших толщин, например в изделиях турбостроения. [c.265]
[c.265]
Применение видов сварки, в основном ручной дуговой, обеспечивающих получение иаплавленио-го металла с аустенитно-ферритной [c.270]
К термическому классу относятся виды сварки, осуществляемые илавлеиием с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.). [c.182]
Контактная сварка относится к видам сварки с кратко-BpeMeiiHijiM нагревом места соединения без оилавлення или с оплавлением и осадко11 разогретых заготовок. Характерная особенность этих процессов — пластическая деформация, в ходе которой формируется сварное соединение. [c.211]
Сварку взрывом можно отнести к видам сварки с оплавлением при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления. Однако на других участках температура может быть певысока, и здесь процесс приближается к холодной сварке.
 [c.225]
[c.225]При проектировании сварных заготовок следует учитывать требования к технологичности их изготовления. Под технологичностью понимают выбор такого конструктивного оформления заготовок, которое обеспечивает удобство и простоту изготовления любыми видами сварки и при различных режимах применение высоко-производильных видов сварки автоматизацию и механизацию максимального числа операций технологического процесса низкую себестоимость процесса сварки за счет экономии сварочных материалов, повышения производительности и высокого уровня механизации сведения к минимуму искажений формы, вызываемых тепловым и механическим воздействиями при сварке. [c.245]
Типы сварки • Tri-State Fabricators
Сегодня мы поговорим о сварке и типах сварки. Сварка — это процесс соединения одинаковых и разнородных металлов или других материалов путем нагревания с приложением давления или без него и с добавлением присадочного материала. Используется как неразъемный крепеж. Сварка — важный процесс в любой обрабатывающей промышленности. Фактически, будущее любого нового металла может зависеть от того, насколько он пригоден для изготовления сваркой.Свариваемость определяется как способность свариваться в неразрывные соединения, имеющие определенные свойства, такие как определенная прочность сварного шва и надлежащая структура. Свариваемость любого металла зависит от пяти основных факторов. Это температура плавления, теплопроводность, тепловое расширение, состояние поверхности и изменение микроструктуры.
Сварка — важный процесс в любой обрабатывающей промышленности. Фактически, будущее любого нового металла может зависеть от того, насколько он пригоден для изготовления сваркой.Свариваемость определяется как способность свариваться в неразрывные соединения, имеющие определенные свойства, такие как определенная прочность сварного шва и надлежащая структура. Свариваемость любого металла зависит от пяти основных факторов. Это температура плавления, теплопроводность, тепловое расширение, состояние поверхности и изменение микроструктуры.
Типы сварки:
В основном сварку можно разделить на три типа.
1. Сварка пластика:
В процессе сварки пластика или сварки давлением соединяемые куски металла нагреваются до пластического состояния, а затем сжимаются вместе под действием внешнего давления.Эта сварка также известна как процесс сварки жидким и твердым телом. Эта процедура используется при сварке кузнечными изделиями и контактной сваркой .
2. Сварка плавлением:
При сварке плавлением или без сварки под давлением материал в месте соединения нагревается до расплавленного состояния и дает возможность затвердеть. Эта сварка также известна как сварка в жидком состоянии. Сюда входят газовая сварка, дуговая сварка , термитная сварка и т. Д.
3.Холодная сварка:
В этом процессе сварки соединения производятся без применения тепла, а путем приложения давления, которое приводит к диффузии или межповерхностному молекулярному сплавлению соединяемых деталей. Он также известен как процесс твердотельной сварки . Этот процесс в основном используется для сварки листового металла из цветных металлов, особенно алюминия и его сплавов. Это включает ультразвуковую сварку , сварку трением , сварку взрывом и т. Д.
4 Основные сварочные процессы:
1.Дуговая сварка (сварка плавлением): В этом типе сварочного процесса металл шва плавится с соединяемых кромок и позволяет затвердеть из жидкого состояния и обычно ниже температуры рекристаллизации без какой-либо приложенной деформации. Дуговая сварка — наиболее широко используемый метод соединения металлических деталей плавлением. При этой сварке столб дуги образуется между анодом, который является положительным полюсом источника питания, и катодом, отрицательным полюсом. Когда эти два проводника электрической цепи сводятся вместе и разделяются на небольшое расстояние, так что ток продолжает течь через путь ионизированных частиц, называемый плазмой, образуется электрическая дуга.Столб ионизированного газа действует как проводник с высоким сопротивлением, позволяющий большему количеству ионов проходить от анода к катоду. Когда ионы ударяются о катод, выделяется тепло. Это тепло используется для плавления соединяемого металла или для плавления присадочного металла, который в дальнейшем используется в качестве соединительного материала для сварочного металла. Электрод может быть расходуемым или неплавящимся в зависимости от требований к сварке. Температура в центре дуги составляет от 6000 до 7000 ° C
Дуговая сварка — наиболее широко используемый метод соединения металлических деталей плавлением. При этой сварке столб дуги образуется между анодом, который является положительным полюсом источника питания, и катодом, отрицательным полюсом. Когда эти два проводника электрической цепи сводятся вместе и разделяются на небольшое расстояние, так что ток продолжает течь через путь ионизированных частиц, называемый плазмой, образуется электрическая дуга.Столб ионизированного газа действует как проводник с высоким сопротивлением, позволяющий большему количеству ионов проходить от анода к катоду. Когда ионы ударяются о катод, выделяется тепло. Это тепло используется для плавления соединяемого металла или для плавления присадочного металла, который в дальнейшем используется в качестве соединительного материала для сварочного металла. Электрод может быть расходуемым или неплавящимся в зависимости от требований к сварке. Температура в центре дуги составляет от 6000 до 7000 ° C
 Газовая сварка:
Газовая сварка: Газовая сварка выполняется путем сжигания горючего газа с воздухом или кислородом в концентрированном пламени высокой температуры.Как и в случае с другими методами сварки, пламя используется для нагрева и плавления основного металла и присадочного прутка в стыке. Он может сваривать самые распространенные материалы.
3. Газовая дуговая сварка металла (MIG):Эта сварка также известна как сварка металла в инертном газе. При этом типе сварки металлический стержень используется в качестве одного электрода, а свариваемая деталь — в качестве другого электрода. Это дуговая сварка металла в среде защитных газов, в которой используется высокая температура электрической дуги между непрерывно подаваемой плавящейся электродной проволокой и свариваемым материалом.Через защищенный столб дуги металл подается на работу.
В этом процессе проволока непрерывно подается с катушки через пистолет на постоянную поверхность, через которую на проволоку подается ток. При этой сварке область сварки заполняется газом, который не смешивается с металлом. Скорость потока газа достаточна для того, чтобы кислород воздуха не попадал на поверхность горячего металла во время сварки.
При этой сварке область сварки заполняется газом, который не смешивается с металлом. Скорость потока газа достаточна для того, чтобы кислород воздуха не попадал на поверхность горячего металла во время сварки.
Эта сварка, также известная как сварка вольфрамовым электродом в среде инертного газа, аналогична MIG в том, что для защиты используются газы.Этот процесс дуговой сварки использует интенсивное тепло электрической дуги между неплавящимся вольфрамовым электродом и свариваемым материалом. В этом процессе электрод не расходуется во время процесса сварки, а газ используется для защиты зоны сварки от атмосферного воздуха.
Сегодня мы обсудили сварку и виды сварки. Если у вас есть сомнения или вопросы, оставьте их в поле для комментариев. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт для получения более информативных статей.
Первоисточник
10 типов сварочных процессов [Схема, PDF]
Из этой статьи вы узнаете, что такое сварка? 10 различных типов сварочных процессов с их рабочими , преимуществами , недостатками , приложениями и другими.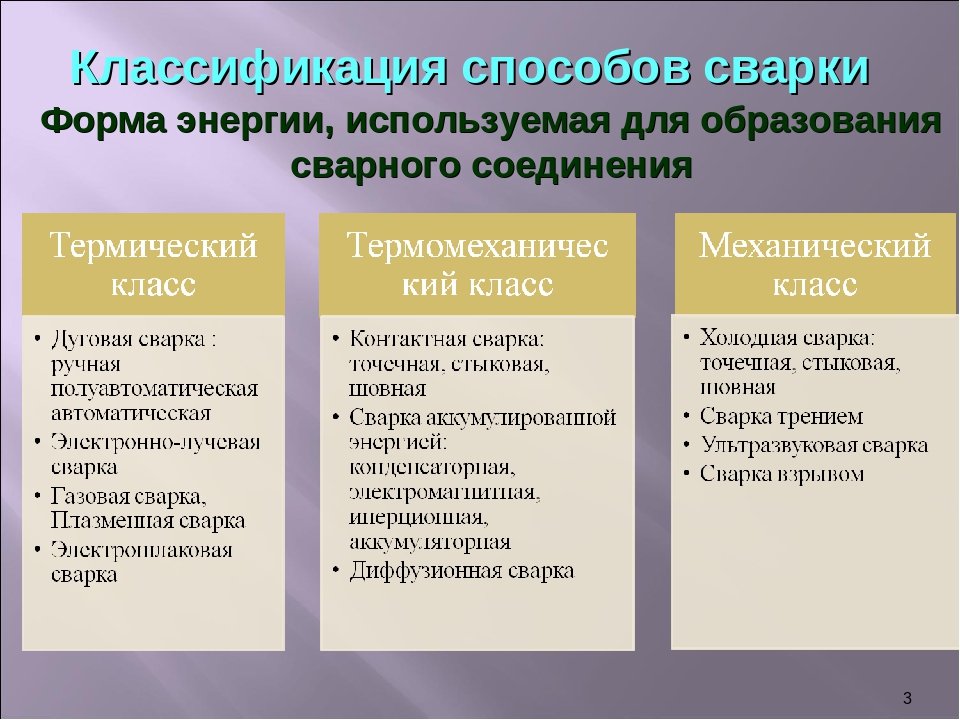
А также вы можете скачать PDF-файл этой статьи в конце.
Что такое сварка?
Сварка — это процесс неразъемного соединения, в котором два металлических куска вместе образуют одно целое за счет нагрева металлов до их точек плавления.Дополнительный металл, также называемый присадочным металлом, добавляется во время процесса нагрева, чтобы помочь склеить две детали вместе.
В общем, это процесс, в котором две одинаковые (или) разные металлические детали могут быть соединены путем нагревания их до температуры, достаточно высокой для плавления металлов с (или) без приложения давления и с (или) без добавка наполнителя.
Сварочный аппарат
Сварочный аппарат используется для нагрева и нанесения присадочного металла.Присадочный металл подается для образования стыка либо от самого электрода (или) с помощью присадочного материала. Температура выделяемого тепла составляет порядка 6000–7000 ° C. Итак, давайте обсудим, какие существуют типы сварочных процессов и как они используются в промышленности?
Читайте также:
Типы сварки ПроцессыНиже приведены типов сварочных процессов в зависимости от способа выделения тепла:
- Сварка МИГ
- Сварка палкой
- Сварка TIG
- Плазма Дуговая сварка
- Электронно-лучевая сварка
- Лазерная сварка
- Газовая сварка
- Дуговая сварка флюсовым кордом
- Автономная водородная сварка
- Электрошлаковая сварка
 youtube.com/embed/TlhGTSDfQxc?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»/>
youtube.com/embed/TlhGTSDfQxc?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»/>
Сварка MIG Держатель для сварки металлов в среде защитного газа. Этот процесс сварки MIG также называется дуговой сваркой металлическим электродом в газе (GMAW), которую также можно назвать сваркой проволокой.
В этом типе сварки тонкая проволока работает как электрод, который подается с катушки, прикрепленной к горелке, через гибкую трубку и выходит из сопла сварочного пистолета или горелки. При нажатии спускового крючка сварочного пистолета проволока подается непрерывно.
2.Дуговая сварка защищенным металлом (SMAW) Это также называется ручной дуговой сваркой металлическим электродом, дуговой сваркой под защитным флюсом или электродной сваркой. В этом типе процесса сварки, при котором дуга возникает между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность как стержня, так и заготовки плавится, образуя сварочную ванну.
В этом типе процесса сварки, при котором дуга возникает между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность как стержня, так и заготовки плавится, образуя сварочную ванну.
Одновременное плавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварное соединение от окружающей среды.Дуговая сварка экранированным металлом — это различные процессы, идеально подходящие для соединения черных и цветных материалов с толщиной материала во всех положениях.
3. Сварка TIGСварка TIG — это дуговая сварка вольфрамовым электродом в среде инертного газа. Американское общество сварщиков называет ее также (GTAW). Этот процесс сварки также называют газовой сваркой.
При сварке TIG используется вольфрамовый электрод, поскольку вольфрам имеет высокую температуру плавления. Когда мы берем электрод для сварки TIG, он нагревается, но не плавится, мы говорим, что это неплавящийся электрод. Неплавящиеся электроды не означают, что они не вечны, это означает, что они не плавятся и не становятся частью сварного шва.
Неплавящиеся электроды не означают, что они не вечны, это означает, что они не плавятся и не становятся частью сварного шва.
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, в котором используется тепло, генерируемое сжатой дугой между вольфрамовым неплавящимся электродом и заготовкой (процесс с переносом дуги) или водой. -охлаждаемое сужающее сопло (процесс непереносимой дуги).
Плазма представляет собой газовую смесь положительных ионов, электронов и молекул нейтрального газа.Процесс перенесенной дуги создает плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, медных сплавов, стали, алюминия, никелевых сплавов и титановых сплавов.
5. Электронно-лучевая сварка (EBW) Электронно-лучевая сварка — это процесс сварки, в котором используется тепло, создаваемое пучком электронов высокой энергии. Электроны ударяются о заготовку, и их кинетическая энергия преобразуется в тепловую энергию, нагревая металл, так что края заготовки могут быть соединены, и после замораживания образуется сварной шов.
Электроны ударяются о заготовку, и их кинетическая энергия преобразуется в тепловую энергию, нагревая металл, так что края заготовки могут быть соединены, и после замораживания образуется сварной шов.
EBM также является процессом сварки в жидком состоянии. В котором соединение металла с металлом выполняется в жидком или расплавленном состоянии. Его также называют сварочным процессом, поскольку он воспринимает кинетическую энергию электронов для соединения двух металлических деталей.
6. Лазерная сварка (LBW)Лазерная сварка (LBW) — это сварочный процесс, при котором тепло формируется высокоэнергетическим лазерным лучом, направленным на заготовку. Луч лазера нагревает и оплавляет концы заготовки, образуя стык.
При лазерной сварке (LBM) соединение формируется как последовательность точечных швов с перекрытием или как непрерывный шов. Лазерная сварка используется в электронике, связи и авиакосмической промышленности для производства медицинского и научного оборудования, состоящего из небольших компонентов.
Газовая сварка выполняется путем плавления соединяемых сторон или поверхностей с помощью газового пламени и обеспечения совместного стекания расплавленного металла, таким образом создавая сплошное непрерывное соединение при охлаждении.
Кислородно-ацетиленовые смеси используются в гораздо большей степени, чем другие, и занимают видное место в сварочной промышленности. Температура оксиацетиленового пламени в самой горячей области составляет около 3200 ° C, в то время как температура, достигаемая в кислородно-водородном пламени, составляет около 1900 ° C.
8. Дуговая сварка порошковой проволокой (FCAW) Этот тип сварки почти аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять дуговую сварку порошковой проволокой. При этой сварке проволока имеет сердечник из флюса, который образует газовый экран вокруг сварного шва.Это снижает потребность во внешнем газоснабжении.
FCAW лучше подходит для грубых тяжелых металлов, поскольку это процесс сварки с высокой температурой нагрева. Для этого обычно используется при ремонте тяжелой техники. Это процесс, при котором не образуется слишком много отходов. Поскольку нет необходимости во внешнем газе, он также стоит меньше.
9. Сварка атомарным водородомСварка атомарным водородом — это высокотемпературная сварка, известная как дуговая атомная сварка.Этот тип сварки требует использования газообразного водорода для защиты двух электродов из вольфрама. Он может достигать температуры выше ацетиленовой горелки и может выполняться с присадочным металлом или без него.
10. Электрошлак Сварка Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких концов двух металлических деталей. Вместо того, чтобы использовать сварной шов с внешней стороны стыка, он будет выполняться между концами двух деталей.
Проволока медного электрода проходит через металлическую направляющую трубку, которая выполняет роль присадочного металла.Когда добавляется мощность, возникает дуга, и сварка начинается ниже шва и медленно продвигается вверх, создавая сварной шов на месте шва.
Типы сварочных позицийНиже приведены четыре основных типа сварочных позиций:
- Плоское положение (1G и 1F)
- Горизонтальное положение (2G и 2F)
- Вертикальное положение (3F и 3G)
- Положение над головой (4G и 4F)
Наиболее очевидным типом выполнения является горизонтальное положение, иногда называемое положением руки вниз.Это предполагает сварку в верхней части стыка. В этом случае расплавленный металл тянется вниз по стыку. Результат — более быстрая и легкая сварка.
В 1G и 1F цифра 1 относится к плоскому положению, тогда как буква G соответствует сварному шву с разделкой кромок, а буква F — угловому шву.
Это более сложное положение, чем горизонтальное положение, и для его исправления требуется больше навыков сварщика.
2G — это положение сварного шва с разделкой кромок, которое включает размещение оси сварного шва в горизонтальной плоскости или почти горизонтально.Лицевая сторона сварного шва должна лежать примерно в вертикальной плоскости.
2F — положение углового шва, при котором сварка выполняется на верхней стороне поверхностей, которые почти горизонтальны, относительно поверхности, которая почти вертикальна. В этом положении резак обычно находится под углом 45 градусов.
3. Вертикальное положение (3F и 3G)В этом положении и деталь, и сварной шов лежат вертикально или почти вертикально. 3F и 3G ведут к положениям вертикального галтеля и вертикального паза.
Когда сварка выполняется вертикально, сила тяжести толкает расплавленный металл вниз и, следовательно, имеет тенденцию складываться друг в друга. Чтобы противодействовать этому, вы можете использовать вертикальное положение вверх или вниз.
Чтобы противодействовать этому, вы можете использовать вертикальное положение вверх или вниз.
Чтобы проверить его в восходящем вертикальном положении, направьте пламя вверх, поместив его под углом 45 градусов к изделию. Таким образом, сварщик будет наносить металл из нижних частей заготовки для сварки навстречу силе тяжести.
4. Положение над головой (4G и 4F)В этом положении сварки сварка выполняется снизу соединения.Это самая сложная и трудная для работы позиция. Позиции 4G и 4F предназначены для сварных швов с разделкой кромок и угловых швов.
В верхнем положении металл, нанесенный на соединение, приводит к отверстию на детали, которое происходит в буртике с более высокой коронкой. Чтобы этого не произошло, держите лужу небольшого размера. Если сварочная лужа становится слишком длинной, выключите на мгновение пламя, чтобы дать расплавленному металлу остыть.
Преимущества сварки Процесс- Хороший сварной шов будет прочнее основного или основного металла.

- Более быстрый процесс по сравнению с клепкой и литьем.
- Полные жесткие соединения могут быть получены с помощью сварочного процесса.
- Применимо ко всем металлам и сплавам.
- Сложные формы можно изготавливать сваркой.
- Сварочное оборудование портативное и простое в обслуживании.
- В процессе сварки не возникает шума, как при клепке.
- Процесс сварки требует меньше рабочего места по сравнению с клепкой.
- Любое пространство стыка может быть легко выполнено.

- Выделяет вредное излучение, пары и пятна (внезапная вспышка искры).
- Сварные соединения более хрупкие и, следовательно, их усталостная прочность меньше, чем у соединяемых элементов.
- Приводит к деформации и вызывает внутренние напряжения.
- Для правильной фиксации металлов требуются определенные приспособления и приспособления.
- Для сварки необходимы квалифицированные рабочие и электричество.
- Проверка сварочных работ сложнее и дороже, чем клепальные работы.

Область применения сварки настолько разнообразна и обширна, что без преувеличения можно сказать, что нет металлургической промышленности или отрасли машиностроения, в которых сварка не использовалась бы в той или иной форме. а именно автомобильная промышленность, судоходство, авиакосмическая промышленность и строительство. Он в основном используется для изготовления.
Вот некоторые из приложений:
- Судостроение
- Железнодорожные вагоны
- Автомобильные шасси и кузовостроение
- Кузова землеройных машин
- Оконные ставни
- Двери, ворота
- Все виды сборочных работ.
Заключение
Как вы теперь знаете, Сварка — это прочный процесс соединения , в котором две части металла вместе образуют одну часть путем нагрева металлов до их точек плавления. Некоторые виды сварки выполняются машинами и требуют дорогостоящего специализированного оборудования. Сварка — это более быстрый метод, связанный с клепкой и литьем.
Некоторые виды сварки выполняются машинами и требуют дорогостоящего специализированного оборудования. Сварка — это более быстрый метод, связанный с клепкой и литьем.
Надеемся, что мы развеяли все ваши сомнения по поводу Welding Process . Если у вас остались сомнения по поводу « Типы сварки Процесс », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество Facebook для вас, ребята, если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Спасибо, что прочитали. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Скачать эту статью в формате PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых сообщениях.
Вы можете прочитать больше в нашем блоге:
Типы сварочного процесса и источники питания
Выберите правильный источник питанияТипы источников сварочного тока определяются тем, как они модулируют электрические токи и что Процесс дуговой сварки лучше всего поддерживается этой модуляцией:
Постоянный ток (DC) Источник постоянного тока — это поток электронов в одном направлении через цепь. При сварке он создает более устойчивую дугу и более плавный выход. Его можно использовать для сварки с отрицательным заземлением, или можно изменить направление потока электронов на положительное заземление с обратной полярностью.
При сварке он создает более устойчивую дугу и более плавный выход. Его можно использовать для сварки с отрицательным заземлением, или можно изменить направление потока электронов на положительное заземление с обратной полярностью.
Источник питания переменного тока — это двунаправленный поток электронов, в котором полярность смещается сто или более раз в секунду с отрицательной земли на положительную. Дуга имеет тенденцию быть менее стабильной, и сварку труднее контролировать. Однако сварка на переменном токе может разрушить образование оксидов и обеспечить более чистую сварку в некоторых процессах.
Импульсный ток Это форма сварки постоянным током, при которой ток переходит от высокого пикового тока к более низкому фоновому току с частотой, определяемой оператором. Это сужает дугу, обеспечивая большее проникновение при одновременном снижении воздействия на окружающие материалы. В результате сварка импульсным током является отличным выбором для сварки тонких металлов или выполнения глубоких сварных швов на более толстых материалах.
Импульсные источники питания GMAW фокусируются на управлении импульсным напряжением и теплом, подаваемым на расходуемый электрод.Управление импульсным напряжением (нагревом) и скоростью подачи проволоки позволяет лучше контролировать процесс плавления проволоки и скорость наплавки. Адаптивный импульсный GMAW тщательно отслеживает обратную связь и автоматически компенсирует дугу, чтобы дуга оставалась стабильной, несмотря на изменения сварщика, а также разницу в высоте и положении стыка.
Дополнительные элементы для рассмотренияПосле того, как вы определились с процессом сварки и выбранным типом источника питания, вы должны рассмотреть еще несколько ключевых моментов для определения размера, включая:
Какова ваша входная мощность? Ваш источник питания должен соответствовать типу доступной входной мощности.Количество электроэнергии, необходимой вашей сварочной системе , в конечном итоге будет зависеть от типа выбранного вами источника питания.
- Однофазный : 115, 200 или 230 В переменного тока
- Трехфазный: 230, 460 или 575 В переменного тока
Проще говоря, чем толще материал, тем больше требуется энергии.
Рабочий циклРабочий цикл — это процент продолжительности включения дуги, который источник сварочного тока может работать в заданный период.Одна из самых распространенных ошибок сварщиков — занижение мощности источника питания. Важно понимать, какую силу тока ваш источник питания может генерировать при любом заданном рабочем цикле, и убедиться, что ее более чем достаточно для удовлетворения ваших требований.
Разобраться в типах сварочных процессов и источниках питания — задача непростая и непростая, но надежный источник питания прослужит вам долгие годы.
О Bancroft EngineeringНаши инженеры могут помочь вам выбрать лучший источник питания для ваших сварочных нужд! Bancroft предлагает индивидуальные сварочные системы и разнообразное стандартизированное полуавтоматическое сварочное оборудование на складе, такое как позиционеры, сварочные аппараты Welda-Round, сварочные аппараты, сварочные станки и многое другое!
Что такое сварка? — Типы сварочных процессов
Сварка — Введение
Сварка — это процесс, с помощью которого можно соединить два куска металла.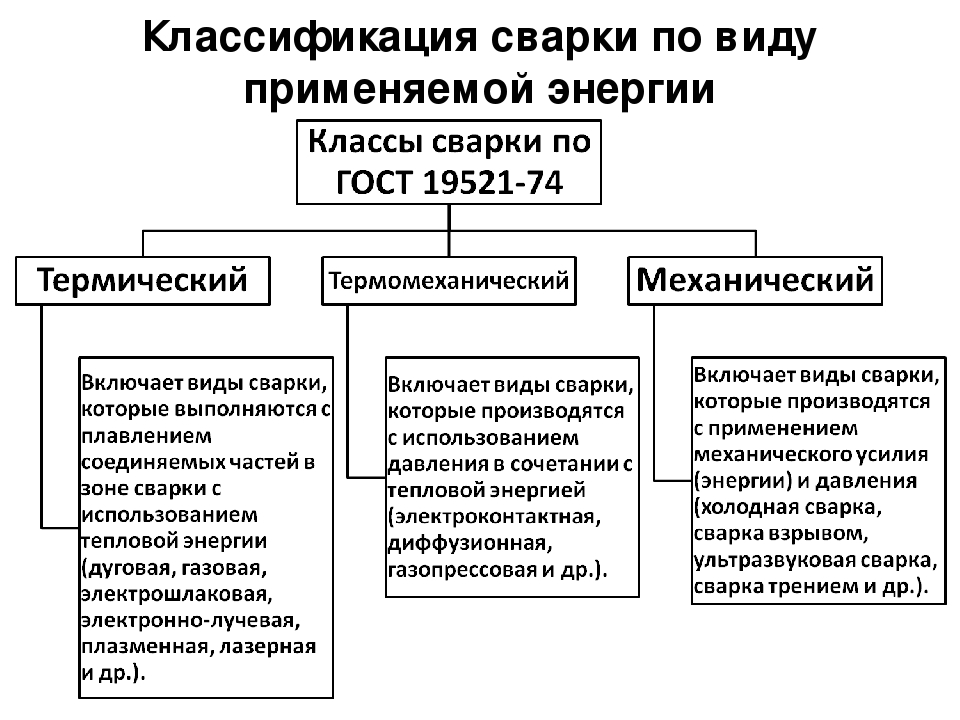 Процесс сварки не просто соединяет две детали вместе, как при пайке и пайке, но за счет использования сильного нагрева и иногда добавления других металлов или газов заставляет металлические конструкции двух деталей соединяться вместе и становиться один. Существует ряд различных методов сварки, в том числе точечная сварка, использование инертного газа для металла (MIG) и инертный газ вольфрама, которые являются формами газовой дуговой сварки металлическим электродом, дуговой сварки и газовой сварки, и это лишь некоторые из них. Сварку можно проводить даже под водой.
Процесс сварки не просто соединяет две детали вместе, как при пайке и пайке, но за счет использования сильного нагрева и иногда добавления других металлов или газов заставляет металлические конструкции двух деталей соединяться вместе и становиться один. Существует ряд различных методов сварки, в том числе точечная сварка, использование инертного газа для металла (MIG) и инертный газ вольфрама, которые являются формами газовой дуговой сварки металлическим электродом, дуговой сварки и газовой сварки, и это лишь некоторые из них. Сварку можно проводить даже под водой.
Сварной шов
Сварной шов должен быть спроектирован таким образом, чтобы выдерживать нагрузки, которым он должен подвергаться в течение срока службы. Это означает, что конструкция соединения определяется типом и величиной нагрузки, которая, как ожидается, будет действовать на сварной шов. Некоторые типы сварных соединений рассчитаны на экстремальные сдвиговые нагрузки, а другие — на экстремальные скручивающие нагрузки. Типы соединений, используемых для сварки: стыковые, нахлесточные, угловые, Т-образные и кромочные.
Типы соединений, используемых для сварки: стыковые, нахлесточные, угловые, Т-образные и кромочные.
Сварочные процессы
Тип создаваемого соединения и тип материала, который будет использоваться, среди прочего, будут определять тип процесса сварки, который будет использоваться для завершения проекта. Все процессы сварки можно разделить на две следующие категории:
Сварка давлением
Сварка давлением — это процесс, в котором для получения сварных соединений применяется внешнее давление либо при температурах ниже точки плавления, а именно сварка в твердом состоянии, или при температуре выше точки плавления, что является сваркой в плавленом состоянии.Атомы перемещаются вместе на расстояние, которое равно или меньше равновесного расстояния между атомами. Этот тип процесса сварки требует, чтобы две соединяемые детали были чрезвычайно чистыми и, в частности, не содержали оксидов и неметаллических пленок, которые необходимо удалить с поверхностей металлов проволочной щеткой, чтобы обеспечить максимально прочное сварное соединение.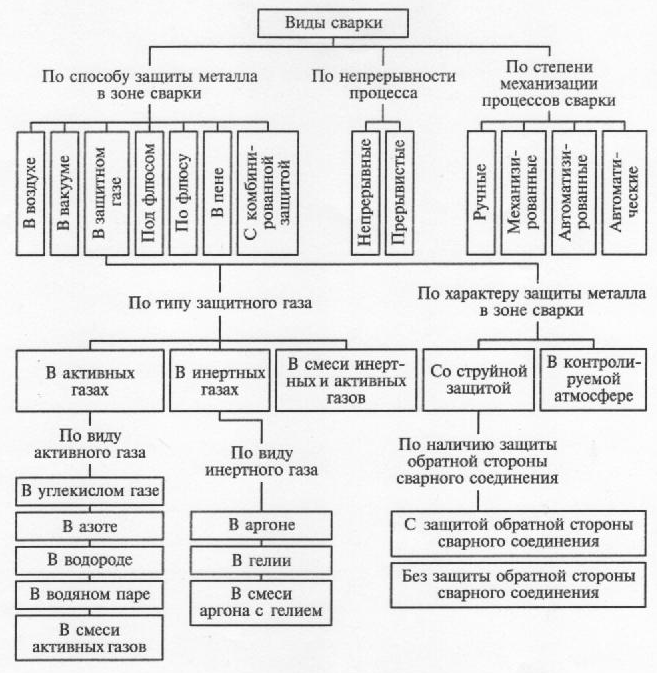 Методы сварки давлением используются в основном для металлов, которые обладают высокой пластичностью или пластичность которых увеличивается с повышением температуры.Типы обычно используемых процессов сварки давлением в промышленности:
Методы сварки давлением используются в основном для металлов, которые обладают высокой пластичностью или пластичность которых увеличивается с повышением температуры.Типы обычно используемых процессов сварки давлением в промышленности:
- Холодная сварка давлением используется для соединения листов, проводов и электрических компонентов.
- Сварка взрывом используется при сварке соединений разнородных металлов.
- Ультразвуковая сварка для соединения тонких листов.
- Ударная сварка применяется для соединения разнородных металлов.
- Сварка трением используется, когда необходимо соединить одинаковые или разнородные металлы.
- Индукционная сварка используется для сварки труб
- Инерционная сварка предназначена для сварки высокопрочных сплавов.
Сварка плавлением
При сварке плавлением сварные соединения получают за счет локального нагрева кромок основных металлов выше их температуры плавления.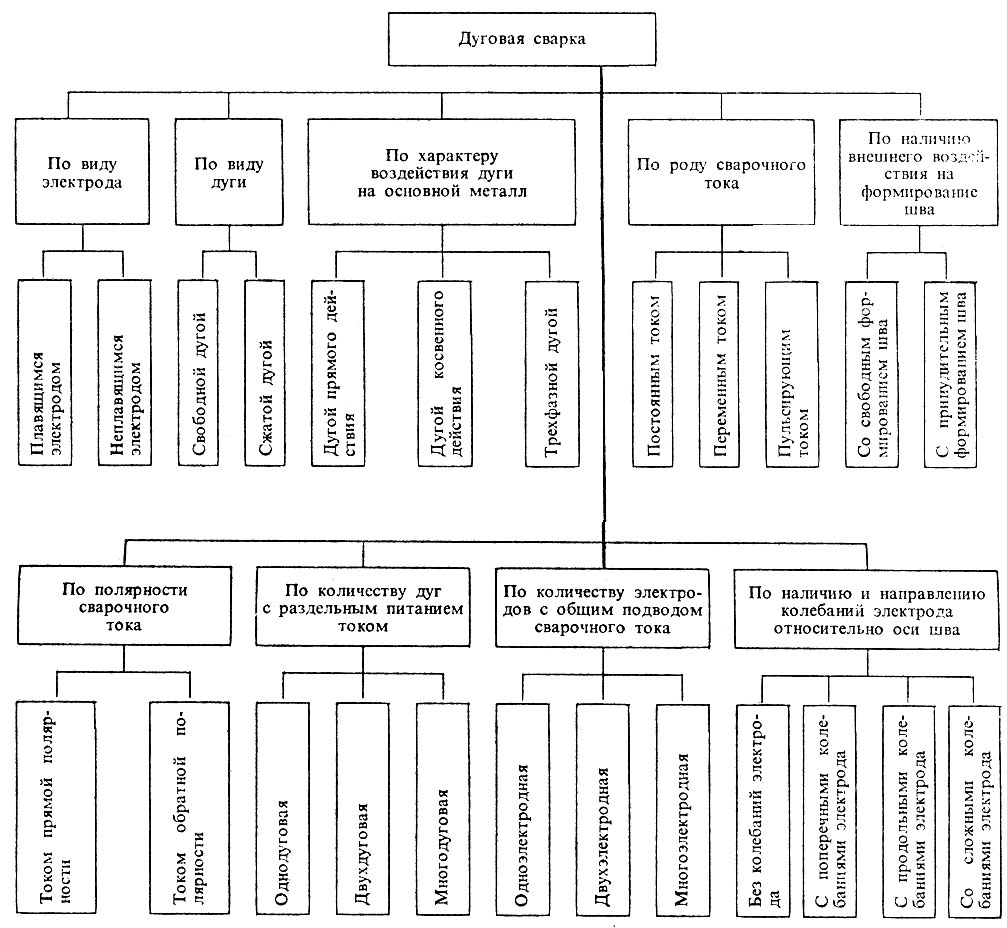 Можно использовать или не использовать присадочный металл, при этом внешнее давление не требуется. Инертные газы могут использоваться или не использоваться для улучшения качества сварного шва. Сварное соединение получается после затвердевания плавленой сварочной ванны.Соединяемые металлы должны обладать некоторой степенью взаимной растворимости в твердом состоянии. Металлы, которые полностью растворимы в твердом состоянии, демонстрируют наивысшую степень свариваемости, а металлы, не растворимые в твердом состоянии, не свариваются, для чего используется промежуточный растворимый металл.
Можно использовать или не использовать присадочный металл, при этом внешнее давление не требуется. Инертные газы могут использоваться или не использоваться для улучшения качества сварного шва. Сварное соединение получается после затвердевания плавленой сварочной ванны.Соединяемые металлы должны обладать некоторой степенью взаимной растворимости в твердом состоянии. Металлы, которые полностью растворимы в твердом состоянии, демонстрируют наивысшую степень свариваемости, а металлы, не растворимые в твердом состоянии, не свариваются, для чего используется промежуточный растворимый металл.
Наиболее часто используемые методы сварки
Большинство видов сварки давлением являются узкоспециализированными и не используются за пределами нескольких отраслей. Однако процессы сварки плавлением, такие как газовая сварка, дуговая сварка и дуговая сварка металлическим электродом в газе, используются во многих отраслях промышленности.Газовая сварка — это процесс, при котором два куска металла локально нагреваются до температуры, превышающей их точку плавления, после чего они фактически становятся одним куском металла. Это можно сделать с помощью стержня из сплава или без него. Сварка металла в среде инертного газа и вольфрама в среде инертного газа являются примерами процессов дуговой сварки металла в среде газа. В дуговой сварке используется металлический сварочный стержень, который расплавляется для формирования сварного соединения. Для всех типов дуговой сварки требуется электричество при относительно высоком напряжении и токе. Типы газовой металлической дуги также используют инертный или активный газ для создания барьера между сварным швом и атмосферой, повышая качество и прочность соединения.
Это можно сделать с помощью стержня из сплава или без него. Сварка металла в среде инертного газа и вольфрама в среде инертного газа являются примерами процессов дуговой сварки металла в среде газа. В дуговой сварке используется металлический сварочный стержень, который расплавляется для формирования сварного соединения. Для всех типов дуговой сварки требуется электричество при относительно высоком напряжении и токе. Типы газовой металлической дуги также используют инертный или активный газ для создания барьера между сварным швом и атмосферой, повышая качество и прочность соединения.
Сварочное оборудование
Безопасность
Все сварщики должны уважать свою работу и используемое оборудование. Ниже приводится список средств защиты и мер предосторожности.
- Надевайте сварочные перчатки
- Надевайте защиту для глаз — для дуговой сварки требуются более темные линзы, чем при газовой сварке.
- Во время сварки держите поблизости подходящий огнетушитель класса ABC.
- Содержите рабочую зону в чистоте, в ней не должно быть легковоспламеняющихся материалов и препятствий.

Сварочное оборудование для обеспечения безопасности
Ссылки
- Фотографии сварочного шлема и перчаток предоставлены автором. Все права защищены.
- Изображение: Wikimedia Commons, Underwater Welding, Spangineer
- Изображение: Wikimedia Commons, Miller Spot Welder-Triddle, Saperaud
- Автор имеет более чем 30-летний опыт использования сварки в различных сферах, от ремонта и восстановления автомобилей до жилых и коммерческое строительство.
- Изображение: Wikimedia Commons, Arc Welding, Jorgebarrios
- Изображение: Wikimedia Commons, SMAW Welding, Spangineer
Различные типы сварочных процессов с диаграммой
Сегодня доступны различные типы сварочных процессов. Сварка — это процесс, при котором два куска металла соединяются вместе, обычно с использованием тепла, а иногда с добавлением присадочных материалов (металла), которые делают соединение прочнее, чем основные металлы. Также можно сказать, что это производственный процесс, который используется для соединения металлических материалов, обычно металлов или термопластов, с использованием высокой температуры для плавления деталей вместе и их плавления при охлаждении.
Также можно сказать, что это производственный процесс, который используется для соединения металлических материалов, обычно металлов или термопластов, с использованием высокой температуры для плавления деталей вместе и их плавления при охлаждении.
Подробнее: Общие сведения о сварочном контроле
Сварочный процесс
Процесс сварки подразделяется на два; методы низко- и высокотемпературного мета-соединения. К низкотемпературным технологиям относятся пайка и пайка. В этом методе основной металл не плавится, и при высокой температуре в соединение обычно добавляют присадочный материал, чтобы увеличить или поддержать потерянную часть основного металла.Присадочные материалы могут быть прочнее основного металла.
При сварке под высоким давлением также необходимо давление для соединения с нагревом и получения хорошего соединения. Кроме того, высокая сварка, применяемый присадочный материал также требовал защиты от окисления.
Подробнее: Принцип работы процесса дуговой сварки
Сварка — опасный процесс, который может легко вызвать ожоги, нарушение зрения, попадание ядовитого газа, поражение электрическим током и воздействие ультрафиолетового излучения. Сварочные работы можно проводить под водой, в открытом космосе и на открытом воздухе.Кроме того, существуют разные типы сварочных процессов с разными источниками энергии.
Виды сварочных процессов
ниже представлены различные типы сварочных процессов:
Виды сварочных процессов дуговой сварки
Ниже перечислены различные типы дуговой сварки:
Дуговая сварка в экранированном металле
Дуговая сварка с использованием экранированных металлов — самая распространенная и наиболее используемая сегодня сварка. Его процесс заключается в зажигании электрической дуги между заготовкой и металлическим электродом.Из-за выделяемого тепла расплавленный металл переносится от электрода к стыковочным поверхностям. Как упоминалось ранее, дуговая сварка может выполняться как на аппаратах постоянного, так и переменного тока.
Дуговая сварка в защитном газе
Эти типы дуговой сварки стали очень полезными с годами, так как они автоматизированы и позволяют оставлять больше материала при высокой эффективности.
Подробнее: разные способы соединения сваркой и пайкой
Дуговая сварка вольфрамом
Для дуговой сварки вольфрамом также используются сварочные аппараты постоянного или переменного тока.Они используют электрод для сварки и присадочный материал, добавляемый к стыку, который делает его прочнее.
Сварка плавящимся электродом в газовой среде с металлической дугой
Эти виды дуговой сварки используются вместе с защитой от углекислого газа, широко применяемой при сварке стали.
Сварка под флюсом
Типы дуговой сварки под флюсом очень похожи на дуговую сварку в среде защитного газа. Основное различие между ними состоит в том, что газовая защита была заменена гранулированным минеральным материалом в качестве флюса.при его работе материалы упаковываются вокруг электрода, что делает дугу невидимой.
Плазменная сварка
При плазменно-дуговой сварке в качестве источника тепла используется горячая плазма. Они также похожи на дуговую сварку вольфрамовым электродом в среде защитного газа с точки зрения большей концентрации энергии, более легкого управления оператором и улучшенной стабильности дуги.
Подробнее: 4 основных типа сварочных позиций
Термохимические виды сварочных процессов
Известно, что процесс термохимической сварки представляет собой газовую сварку и алюмотермическую (термитную) сварку.ниже представлены различные типы процессов термохимической сварки:
Газовая сварка
Процесс газовой сварки используется в равной степени по сравнению с дуговой сваркой металлом. Источником тепла для газовой сварки является смесь ацетилена и кислорода, которая дает регулируемое пламя различной формы. Пламя называют пламенем науглероживания, нейтральным пламенем и пламенем окисления. Нейтральный каркас обычно используется для предотвращения окисления основного металла. Присадочную проволоку добавляют в виде холодного наполнителя. На протяжении многих лет газовая сварка теперь используется специально для изготовления листов.Однако газовая сварка — очень медленный процесс.
Алюминотермическая сварка
Эти типы сварочных процессов представляют собой смесь алюминия и оксида железа. Он воспламеняется с образованием перегретого жидкого металла при температуре около 2800 градусов по Цельсию. Этот тип сварки используется для сварки как черных, так и цветных металлов и подходит для соединения профилей с большим компактным поперечным сечением, таких как прямоугольники и круглые.
Он воспламеняется с образованием перегретого жидкого металла при температуре около 2800 градусов по Цельсию. Этот тип сварки используется для сварки как черных, так и цветных металлов и подходит для соединения профилей с большим компактным поперечным сечением, таких как прямоугольники и круглые.
Подробнее: Различные типы сварочных дефектов и способы их устранения
Сопротивление
СваркаСварочные процессы с сопротивлением известны как шовная, точечная, выступающая, импульсная, высокочастотная и низкочастотная сварка.Эти процессы используются для очень высокой производительности.
Для точечной и шовной сварки требуется тепло для соединения, которое генерируется на границе раздела за счет электрического сопротивления. Точечная сварка подходит и в основном выполняется на листовом металле, который требует перекрытия. Этот процесс сварки достигается за короткое время с использованием напряжения и сильного тока, поскольку нагревание прикладывается к соединению с усилием через два электрода. Прочность соединения определяется размером и количеством сварных швов.Ниже представлены различные типы контактной сварки:
Прочность соединения определяется размером и количеством сварных швов.Ниже представлены различные типы контактной сварки:
Сварка швов:
При шовной сварке к поверхности металла подводится электрический ток, что требует соединения для образования серии перекрывающихся точек или непрерывного шва. Этот процесс сварки используется для сварки конструкций с недостаточным размером пятна и в основном используется для сварки контейнеров.
Подробнее: Что такое газовая сварка, ее преимущества и недостатки?
Проекционная сварка
Рельефная сварка — это обычное дело, когда одна часть свариваемого металла имеет вмятину или спрессованность.Этот процесс позволяет одновременно сваривать несколько точек.
Сварка оплавлением
Процессы оплавления — это виды контактной сварки, которые выполняются путем зажима деталей, требующих соединения. Концы частей медленно сводят вместе, а затем заглушают. Процесс гидроизоляции продолжается до тех пор, пока не нагреется требуемая область стыка, затем детали будут сжиматься вместе и поддерживать давление до тех пор, пока стык не сформируется и не охладится.
Сварка сопротивлением низко- и высокочастотная
Эти типы контактной сварки широко используются при производстве труб.Его соединение является продольным в трубе, созданной из сжатого в форму металла со стыкованными краями. Теплота сварки регулируется током, протекающим во время работы, и скоростью, с которой труба катится в рулонах.
Подробнее: 5 различных типов сварных соединений
Холодная сварка
Холодная сварка выполняется путем соединения материалов без использования тепла, а просто путем сжатия необходимых частей вместе. Область стыка должна быть хорошо подготовлена, а для легкой деформации стыка необходимо давление от 35 до 90 процентов.Давление прикладывают с помощью прокатной клети или пневматической оснастки и пробивных прессов. Для изготовления соединения алюминия требуется давление от 1 400 000 до 2 800 000 кПа. Однако для других металлов требуется более высокое давление.
Сварка трением
Сварка трением — это еще один тип сварки, который выполняется путем соединения заготовок под нагрузкой с быстрым вращением одной детали. На границе раздела создается тепло, пока оно не становится пластичным. Затем вращение прекращается, и нагрузка увеличивается, чтобы образовалось соединение.В результате прочных соединений с помощью процесса пластической деформации можно назвать разновидностью сварки давлением. Процесс сварки регулируется, так как температура в стыке повышается, коэффициент трения уменьшается, что помогает предотвратить перегрев.
На границе раздела создается тепло, пока оно не становится пластичным. Затем вращение прекращается, и нагрузка увеличивается, чтобы образовалось соединение.В результате прочных соединений с помощью процесса пластической деформации можно назвать разновидностью сварки давлением. Процесс сварки регулируется, так как температура в стыке повышается, коэффициент трения уменьшается, что помогает предотвратить перегрев.
Подробнее: Техника безопасности в цехе газовой сварки
Лазерная сварка
Лазерная сварка выполняется путем излучения световой энергии от источника лазера, который помещается на заготовки для их плавления.Лазерные типы сварочных процессов полезны в миниатюрных электрических схемах. Доступность лазеров ограничена, а их использование ограничено в некоторых областях. Его скорость и толщина, которую можно сваривать, регулируются теплопроводностью металла, и предотвращается испарение металла на поверхности. Его можно наносить на очень тонкие материалы толщиной около 0,5 мм.
Диффузионное соединение
Диффузионное связывание осуществляется за счет приложения давления при повышенной температуре в течение определенного периода времени.Ожидается, что давление будет применяться с меньшими скоростями, чтобы вызвать 5% деформации соответствующих чистовых частей машины. Этот процесс сварки широко используется в аэрокосмической промышленности для соединения форм и материалов.
Подробнее: Что такое приварка шпилек, ее применение и преимущества?
Электронно-лучевая сварка
Электронно-лучевая сварка — это такие процессы сварки, при которых на заготовку обрушивается плотный поток высокоскоростных электронов, преобразующих энергию электронов в тепло.Заготовка помещается в вакуумированную камеру, чтобы обеспечить хорошее перемещение электронов, и в этот тип сварки включено устройство фокусировки луча. Создается сильное тепло, которое почти испаряет дыру в стыке. Очень высокое напряжение около 150 киловольт используется для выполнения очень узкого сварного шва с глубоким проплавлением. Автоматическое поперечное устройство помогает точно позиционировать заготовку. Например, материал толщиной 13 мм будет иметь ширину всего 1 мм. Обычно скорость электронно-лучевой сварки составляет от 125 до 250 см в минуту.
Автоматическое поперечное устройство помогает точно позиционировать заготовку. Например, материал толщиной 13 мм будет иметь ширину всего 1 мм. Обычно скорость электронно-лучевой сварки составляет от 125 до 250 см в минуту.
Подробнее: Что такое электрошлаковая сварка и принципы ее работы
Процесс ультразвуковой сварки
Эти типы сварки выполняются путем зажима двух деталей, требующих сварки, на опоре и вибрирующем щупе. Эта вибрация помогает повысить температуру на границе раздела и добиться сварного шва. Сварку можно выполнить за 0,08 секунды для тонкой проволоки и до 1 секунды для материала толщиной 1,3. Процесс ультразвуковой сварки широко используется для соединения интегральных схем, корпусов транзисторов и алюминиевых корпусов.
Подробнее: Что такое сварка трением? и его применение, преимущества и недостатки
Сварка взрывом
Эти типы сварки достигаются путем соударения двух пластин вместе под действием силы взрыва с высокой скоростью. Одна из пластин кладется на прочную поверхность из более тяжелой стальной пластины. Затем вторую пластину осторожно помещают под углом 5 градусов к нижней пластине с листом взрывчатого материала вверху. Тепло получается от шарнира двух пластин, и сварка происходит за счет быстрой пластической деформации материала на границе раздела.Соединение происходит за счет струи металла между пластинами, в результате чего сварной шов имеет волнообразный вид.
Одна из пластин кладется на прочную поверхность из более тяжелой стальной пластины. Затем вторую пластину осторожно помещают под углом 5 градусов к нижней пластине с листом взрывчатого материала вверху. Тепло получается от шарнира двух пластин, и сварка происходит за счет быстрой пластической деформации материала на границе раздела.Соединение происходит за счет струи металла между пластинами, в результате чего сварной шов имеет волнообразный вид.
Подробнее: Что такое плазменная сварка, ее компоненты и области применения
Процесс кузнечной сварки
Эти типы сварочных процессов являются модными технологиями, которые применялись с самого начала использования железа. Процесс осуществляется путем нажатия или ударов горячих кусочков тепла. Сначала он превращает маленькие железки в более крупные полезные, соединяя их.Температура кузнечной сварки перед ковкой или прессованием. Этот процесс сварки используется кузнецами в основном для изготовления таких предметов, как меч и цепь.
Подробнее: разные способы соединения сваркой и пайкой
Вот и все для данной статьи, в которой обсуждаются различные типы сварочных процессов. Я надеюсь, что вы многое почерпнете из чтения, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Для чего они используются и какое лучшее?
Человечество веками сварило металлические детали.Члены нашей семьи склеивают металлические детали вместе с помощью сварочных приспособлений на протяжении тысячелетий. Однако с 19 века было разработано множество различных типов сварки , каждый из которых имеет свои преимущества и недостатки.
Здесь мы рассмотрим, что такое сварка, и обсудим, какие типы сварки наиболее подходят для каких целей.
ЧТО ТАКОЕ СВАРКА?
Сварка — это производственный процесс, при котором две или более детали сливаются с использованием тепла, давления или того и другого для образования соединения при охлаждении компонентов.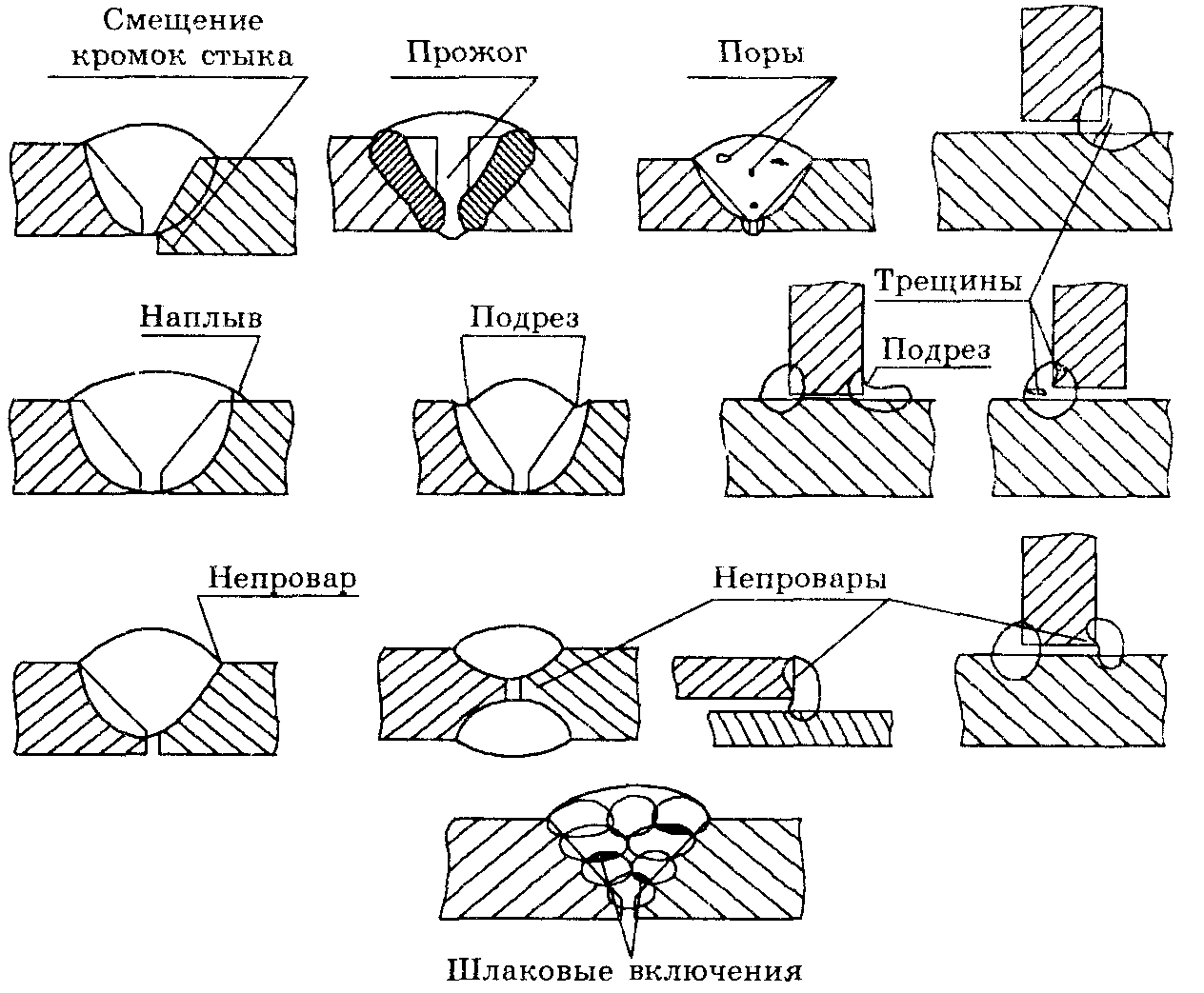 Сварка в основном используется для металлов и термопластов, но ее также можно использовать для дерева. Готовый сварной шов можно назвать сварным швом.
Сварка в основном используется для металлов и термопластов, но ее также можно использовать для дерева. Готовый сварной шов можно назвать сварным швом.
РАЗЛИЧНЫЕ ВИДЫ СВАРКИ
Сварка используется в металлургии тысячи лет. Кузнечная сварка, при которой кузница соединяет железо и сталь посредством нагрева и удара молотком, в течение некоторого времени была единственно возможной техникой. Ситуация изменилась в 19 веке, когда были разработаны более совершенные методы, такие как дуговая сварка и кислородная сварка.
Ниже приведены некоторые основные типы сварки и основные типы сварки.
Сварка МИГMIG — сварка металла в инертном газе или MIG; в этом процессе в качестве электрода используется тонкая проволока. Проволока нагревается при подаче через сварочный аппарат к месту сварки. Для защиты сварного шва от загрязнения воздухом необходимо использовать защитный газ.
Однако обычно он принимает форму углекислого газа, кислорода, аргона или гелия.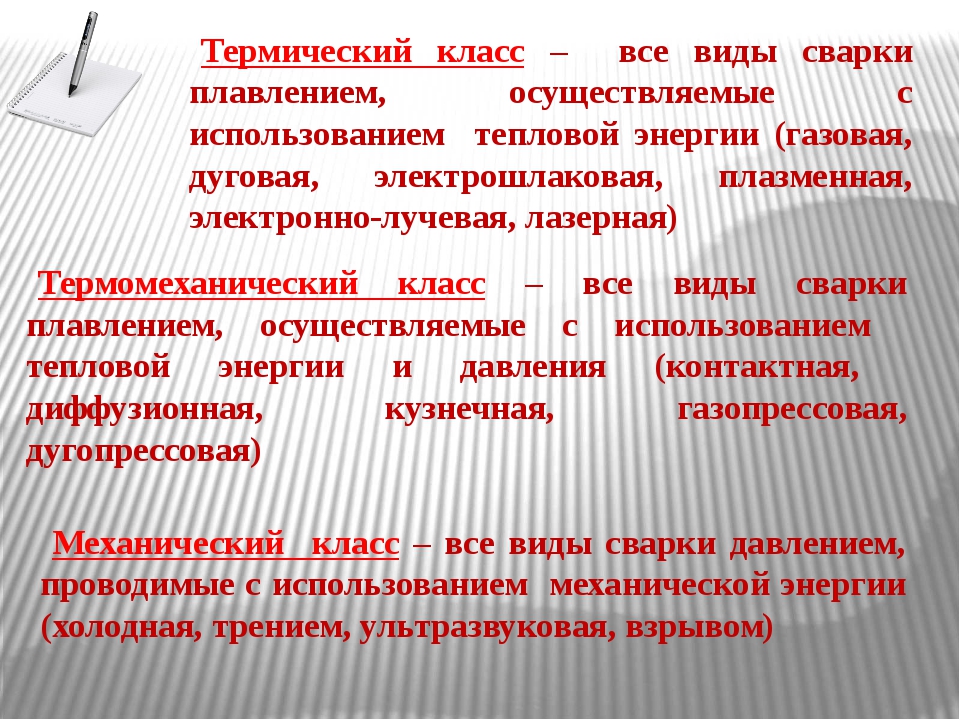 Этот метод широко используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др.Из всех сварочных процессов этот самый популярный в строительной и автомобильной промышленности.
Этот метод широко используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др.Из всех сварочных процессов этот самый популярный в строительной и автомобильной промышленности.
Кроме того, газовая дуговая сварка металлическим электродом считается одной из самых простых в освоении технологий сварки, что делает ее отличным выбором для новичков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Если вам нужна качественная сварочная маска для сварки MIG, вы можете прочитать наше руководство о лучших сварочных масках для MIG в 2021 году.
К сожалению, некоторые недостатки, связанные с этим типом сварочного процесса, включают стоимость получения защитного газа, а также невозможность сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Сварка TIG TIG — один из лучших методов сварки, также известный как сварка вольфрамовым электродом в среде инертного газа или TIG. TIG часто используется для сварки тонких материалов из цветных металлов, таких как алюминий, медь, свинец или никель. Он широко используется при производстве велосипедов или самолетов.
TIG часто используется для сварки тонких материалов из цветных металлов, таких как алюминий, медь, свинец или никель. Он широко используется при производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, сварка TIG использует неплавящийся вольфрамовый электрод для создания сварного шва. Было бы лучше, если бы у вас все еще был внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и позволяет получать сварные швы высочайшего качества.
Если вам нужна качественная сварочная маска для сварки TIG, вы можете прочитать наше руководство о лучших масках для сварки TIG в 2021 году.
Поскольку между дугой и местом сварки остается лишь небольшая площадь, требуется высокий уровень точности и навыков. Известно, что сварные швы, полученные этим методом, очень прочные.
ARC Сварка Дуга — это один из видов сварочного процесса, который включает сварку металла в инертном газе (MIG), электродную сварку, сварку вольфрамовым электродом в среде инертного газа (TIG), а также дуговую сварку вольфрамовым электродом (GTAW), газовую сварку, сварку металла в активном газе (MAG). , дуговая сварка сердечником проволокой (FCAW), газовая дуговая сварка металлическим электродом (GMAW) (SAW), защитная дуговая сварка металлическим электродом (SMAW) и плазменная сварка.
, дуговая сварка сердечником проволокой (FCAW), газовая дуговая сварка металлическим электродом (GMAW) (SAW), защитная дуговая сварка металлическим электродом (SMAW) и плазменная сварка.
Кроме того, в этих технологиях обычно используется присадочный материал, и они в основном используются для соединения металлов, таких как нержавеющая сталь, алюминий, никель и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Если для этого вам нужен сварочный шлем хорошего качества, вы можете прочитать наше руководство о лучших сварочных шлемах в 2021 году.
FCAW СваркаКак и при сварке MIG, в дуговой сварке также используется непрерывная подача проволоки с вращением.Есть два отдельных процесса, связанных с дуговой сваркой сердечника проволокой.
Один предполагает использование защитного газа, а другой — самозащитные агенты, образующиеся при пробое флюса внутри провода.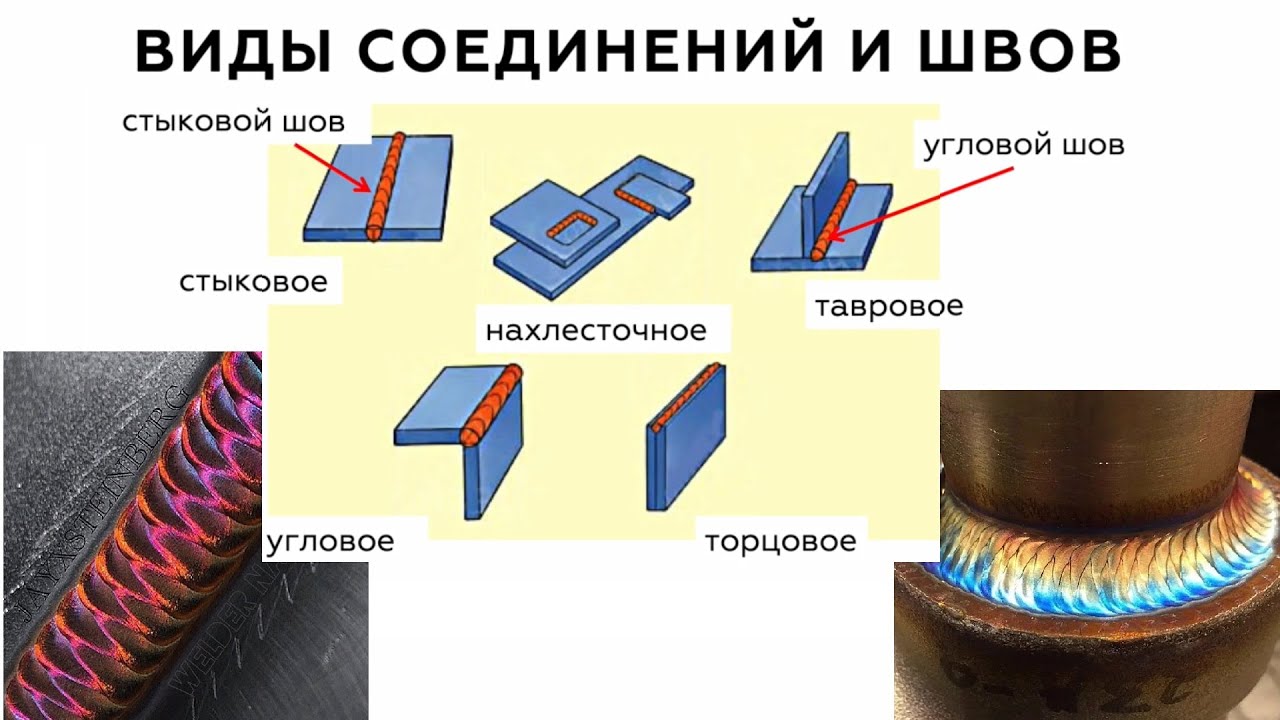 Известно, что этот вид сварки дешев и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Известно, что этот вид сварки дешев и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Если вам нужна бюджетная сварочная маска для сварки FCAW, вы можете прочитать наше руководство о лучших бюджетных сварочных шлемах до 100 долларов в 2021 году.
Тем не менее, он также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не влияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярной техникой для строительных проектов.
Электронно-лучевая сваркаВ процессе соединения сплавом для связывания материалов используется пучок быстрых электронов. Кинетическая энергия электронов преобразуется в тепло, когда они ударяются о заготовки, плавя материалы вместе.
Электронно-лучевая сварка (EBW) выполняется в вакууме (с использованием вакуумной камеры), чтобы предотвратить повреждение лазерного луча.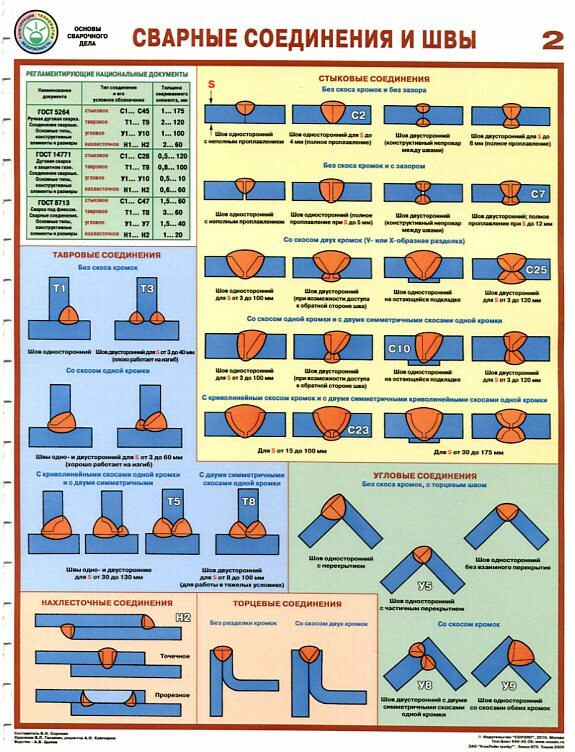
Если вам нужна отличная сварочная маска для электронно-лучевой сварки, вы можете прочитать наше руководство о лучших сварочных шлемах для начинающих в 2021 году.
Более того, существует множество общих приложений для EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно использовать в некоторых отраслях, от авиакосмической до атомной, от автомобильной до железнодорожной.
Лазерная сваркаЭтот процесс используется для соединения термопластов или металлических деталей с использованием лазера для передачи концентрированного тепла, что идеально подходит для тачек, глубоких сварных швов и высоких скоростей соединения.
Кроме того, высокая скорость сварки, с которой может выполняться этот процесс, легко автоматизировать и идеально подходит для приложений с большими объемами, например, в автомобильной промышленности. Сварку с помощью лазерного луча можно выполнять в воздухе, а не в вакуумном электронно-лучевом соединении.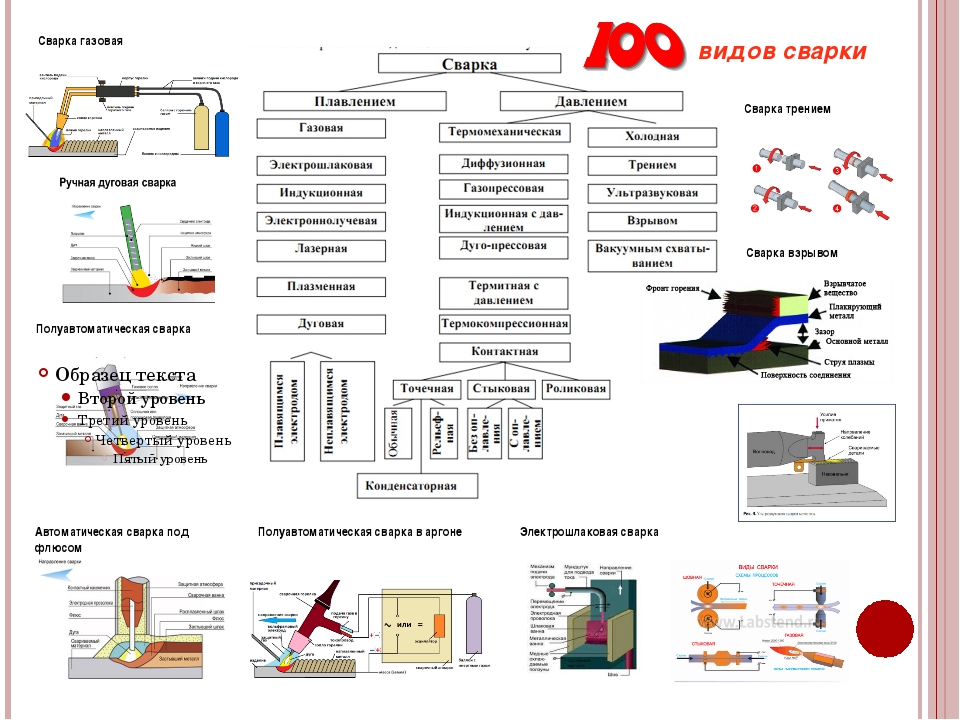
Не менее важно, что плазменная сварка похожа на TIG, но использует меньшую дугу, что повышает точность сварки. Другая горелка также используется для достижения гораздо более высоких температур.Газ сжимается в стержне, создавая плазму. Затем плазма ионизируется, что делает ее электропроводной.
Помимо создания дуги, которая создает невероятно высокие температуры, которые могут расплавить основные металлы, он также позволяет производить плазменную сварку без присадочного материала, что является еще одним сходством со сваркой TIG.
При таком способе сварки сварные швы могут глубоко проникать в плотные сварные швы, в результате чего получаются эстетичные и высокопрочные сварные швы. Также возможны высокие скорости сварки.
ВИДЫ СВАРКИ (FAQ)
Какие бывают 4 типа сварки? Четыре наиболее распространенных типа сварки — это сварка металла в среде инертного газа (MIG) или сварка металла в среде защитного газа, дуговая сварка, лазерная сварка и сварка вольфрамовым электродом в среде инертного газа (TIG).
Процесс сварки путем соединения двух материалов без отдельного связующего материала, в отличие от пайки и пайки.
Как сваривать металл?Сварка использует электрический ток для перегрева и плавления металла, что позволяет соединить два куска металла вместе.Существует много разных способов сварки, но два самых популярных способа сварки в домашних условиях — это дуговая сварка металла газовой сваркой или сварка MIG и дуговая сварка, также называемая сваркой штучной сваркой.
Как работает сварка клеем?Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW). Флюсостойкая дуговая сварка или сварка стержнем — это процесс, при котором дуга зажигается между металлическими стержнями (покрытыми электродным флюсом), и заготовка, вал и поверхность заготовки плавятся. образуют сварочную ванну.
Как работает сварщик? Сначала к материалу подключается заземляющий провод. Затем сварщик прикладывает электродный кабель к рабочему материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, также известную как плазменный разряд, возникающий в результате электрического сбоя газа.
Затем сварщик прикладывает электродный кабель к рабочему материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, также известную как плазменный разряд, возникающий в результате электрического сбоя газа.
Сварочные процессы широко используются в различных отраслях промышленности, включая аэрокосмическую, автомобильную, энергетическую и строительную.Используется для склеивания металлов, термопластов или дерева для различных целей, он также используется для создания произведений искусства растущим сообществом художников.
Для чего используется дуговая сварка?Дуговая сварка — это процесс сварки, при котором металл соединяется с металлом с использованием электричества для выработки тепла, достаточного для плавления металла, а расплавленные в холодном состоянии металлы заставляют металлы соединяться друг с другом.
ЗАКЛЮЧЕНИЕ
Надеюсь, теперь у вас есть базовое представление о различных типах сварных швов. Некоторые классы механически обработаны и требуют дорогостоящего специального оборудования. Другие могут быть выполнены дома любителем, не нарушая при этом денег. Если вы ищете сварочный шлем, обязательно ознакомьтесь с одним из наших руководств по сравнению лучшего сварочного шлема для начинающих.
Некоторые классы механически обработаны и требуют дорогостоящего специального оборудования. Другие могут быть выполнены дома любителем, не нарушая при этом денег. Если вы ищете сварочный шлем, обязательно ознакомьтесь с одним из наших руководств по сравнению лучшего сварочного шлема для начинающих.
Типы сварки и как они используются
Сварка — это процесс соединения двух или более металлических частей вместе с использованием тепла и давления. Поскольку металлические детали могут быть любого размера и формы, это один из самых популярных способов соединения металла.
Четыре наиболее распространенных метода сварки: Сварка MIG (металл в инертном газе) или газовая дуговая сварка металла
- Сварка MIG использует подачу газа извне вместе с непрерывным сплошным проволочным электродом, чтобы защитить металл от реакции на факторы окружающей среды, чтобы сварка была более быстрой и непрерывной.
- В сварке TIG используется стержень из вольфрамового электрода, который создает короткую дугу для сварки более тяжелых металлов в тяжелых производственных условиях. Этот метод требует высококвалифицированного сварщика из-за более сложного процесса, но может использоваться для большинства металлов и для сложных проектов.
 Этот метод требует высококвалифицированного сварщика из-за более сложного процесса, но может использоваться для большинства металлов и для сложных проектов.
Этот метод требует высококвалифицированного сварщика из-за более сложного процесса, но может использоваться для большинства металлов и для сложных проектов.- Сварка палкой использует электродную штангу, которая вырабатывает электрический ток, который при контакте с металлом образует электрическую дугу. Высокая температура дуги сваривает металл.
- При дуговой сварке порошковой проволокой используется процесс сварки, аналогичный MIG.Используемый проволочный электрод содержит сердечник, который производит защитный газ, и вторичный источник газа не требуется. Этот метод более портативен, чем сварка MIG или Stick, но не может использоваться для обработки более тонких металлов.
McAlpin Industries предоставляет множество различных возможностей сварки, чтобы удовлетворить все ваши требования к сварной металлической сборке.