РД 03-606-03 · Об утверждении «Инструкции по визуальному и измерительному контролю
Термины
Несоответствие фактического значения катета шва
проектному значению, рисунок А.48
см. страницу термина
Объект контроля, содержащий недопустимый дефект
см. страницу термина
Дефект в виде затвердевших капель расплавленного
металла на поверхности сваренных или наплавленных
деталей с образованием или без образования
кристаллической связи с основным металлом
см. страницу термина
Металл сварного шва, наплавленный или
переплавленный за один проход
см. страницу термина
визуальный, измерительный или визуально-измерительный
см. страницу термина
Органолептический контроль, осуществляемый
органами зрения
см. страницу термина
страницу термина
Приварившийся кусок инородного металла к металлу
основного материала
см. страницу термина
Полость в металле, заполненная газом, шлаком или
инородным металлом; обобщенное наименование пор,
шлаковых и вольфрамовых включений
см. страницу термина
Включение, минимальное расстояние l, от края
которого до края любого соседнего включения — не
менее максимальной ширины каждого из двух
рассматриваемых включений, но не менее
трехкратного максимального размера включения с
меньшим значением этого показателя (из двух
рассматриваемых), рисунок А.39
см. страницу термина
Дефект в виде углубления на поверхности обратной
стороны сварного одностороннего шва (оценивается
по максимальной глубине расположения поверхности
корня шва от уровня расположения поверхностей
сваренных деталей), рисунок А. 37
37
см. страницу термина
Вогнутость — это максимальное расстояние между
плоскостью, проходящей через видимые линии границы
сварного шва с основным металлом и поверхностью
шва, измеренное в любом поперечном сечении по
длине шва, рисунок А.10
см. страницу термина
Внедрившаяся в металл шва нерасплавленная частица
(осколок) неплавящегося вольфрамового электрода
см. страницу термина
Часть одностороннего сварного шва со стороны его
корня, выступающая над уровнем расположения
поверхностей сваренных деталей (оценивается по
максимальной высоте расположения поверхности корня
шва над указанным уровнем), рисунок А.36
см. страницу термина
Выпуклость шва — это расстояние между плоскостью,
проходящей через видимые линии границы сварного
шва с основным металлом и поверхностью сварного
шва, измеренное в любом поперечном сечении по
длине шва (определяется по максимальной высоте
расположения поверхности шва под плоскостью),
рисунок А. 9
9
см. страницу термина
Каждое отдельное несоответствие продукции
требованиям, установленным нормативной
документацией
см. страницу термина
Углубления на блюмах и слябах, образовавшиеся от
вдавливания острых кернов клещей крана в горячие
слитки при их транспортировке. По виду дефект
напоминает единичную чечевицеобразную, широко
открытую, сравнительно короткую трещину
см. страницу термина
Трещины или рваные вязкие изломы
см. страницу термина
Завернувшиеся корки металла, окислившиеся заливины
и брызги, расположенные у поверхности слитков. В
деформированном металле дефект представляет собой
или разрывы, или частичное отслоение,
образовавшееся в результате раскатки завернувшихся
корок или брызг
см. страницу термина
страницу термина
Загрязнения поверхности слитков, прутков и других
изделий неметаллическими включениями (шлаком,
огнеупорами, утепляющими смесями, оксидами и др.).
Имеют вид пристывших или частично залитых металлом
кусков или мелких частиц светло-серого,
темно-серого или коричневого цвета
см. страницу термина
является выявление поверхностных трещин, пор, шлаковых и металлических включений, прожогов, свищей, наплывов металла, усадочных раковин, подрезов, грубой чешуйчатости шва, брызг расплавленного металла, непроваров, оплавление металла в результате зажигания сварочной дуги и прочих дефектов
см. страницу термина
Повреждение поверхности, вызванное удалением путем
отрыва временного технологического крепления
см. страницу термина
Расстояние между собранными под сварку деталями в
поперечном сечении их кромок, рисунок А. 20
20
см. страницу термина
Острый в виде гребня выступ на конце прутка,
образовавшийся при резке металла
см. страницу термина
Зона частично сплавившихся зерен на границе
основного металла и металла шва
см. страницу термина
Участок основного металла от линии сплавления до
зоны, в которой происходит изменение структуры и
свойств металла, в результате нагрева при сварке
или наплавке
см. страницу термина
Контроль, осуществляемый с применением средств
измерений
см. страницу термина
Кратчайшее расстояние от поверхности одной из
свариваемых частей до границы углового шва на
поверхности второй свариваемой части, рисунок А.13
см. страницу термина
Непровар (зазор) в сварном соединении,
предусмотренный конструкторской документацией на
сварной узел, рисунок А. 21
21
см. страницу термина
Часть сварного шва, наиболее удаленная от его
лицевой поверхности, рисунок А.8
см. страницу термина
Дефект в виде полости или впадины, образовавшийся
при усадке расплавленного металла при
затвердевании (располагается, как правило, в
местах обрыва дуги или окончания сварки), рисунок
А.30
см. страницу термина
Трещина (продольная, поперечная, разветвленная) в
кратере валика (слоя) сварного шва, рисунок А.28
см. страницу термина
Наибольшее расстояние в между двумя точками
внешнего контура включения, измеренное в
направлении, перпендикулярном максимальному
размеру включения, рисунок А.38
см. страницу термина
Наибольшее расстояние а между точками внешнего
контура включения, рисунок А. 38
38
см. страницу термина
Местный избыточный проплав (с внутренней стороны
одностороннего шва)
см. страницу термина
Сварной шов деталей, выполненный в несколько слоев
по высоте
см. страницу термина
Группа чередующихся продольных углублений и
выступов
см. страницу термина
Дефект в виде металла, натекшего в процессе сварки
(наплавки) на поверхность сваренных (наплавленных)
деталей или ранее выполненных валиков и
несплавившегося с ними, рисунок А.45
см. страницу термина
Сварное соединение, в котором сваренные элементы
расположены параллельно и частично перекрывают
друг друга, рисунок А.3
см. страницу термина
Продольная непрерывная или прерывистая вогнутость
на поверхности сварного шва из-за недостаточности
присадочного металла, рисунок А. 47
47
см. страницу термина
Слишком малый угол (а) между поверхностью
основного металла и плоскостью касательной к
поверхности сварного шва, рисунок А.44
см. страницу термина
Сварной шов без промежутков по длине
см. страницу термина
Дефект в виде несплавления в сварном соединении
вследствие неполного расплавления кромок основного
металла или поверхностей ранее выполненных валиков
сварного шва, рисунок А.33
см. страницу термина
Чрезмерная неровность наружной поверхности шва
см. страницу термина
Чрезмерное колебание ширины шва
см. страницу термина
Обобщенное наименование трещин, отслоений,
прожогов, свищей, пор, непроваров и включений
см. страницу термина
страницу термина
Указанная в чертеже (без учета допусков) толщина
основного металла деталей в зоне, примыкающей к
сварному шву
см. страницу термина
Окисел металла, попавший в металл шва во время
затвердевания
см. страницу термина
Контроль, при котором первичная информация
воспринимается органами чувств
см. страницу термина
Металл деталей, соединяемых сваркой
см. страницу термина
Окалина, не удаленная с отдельных участков прутков
см. страницу термина
Темное пятно, отличающееся по травимости от
основного металла, или углубление, частично
заполненное расплавленным металлом и шлаком,
образовавшиеся при резке на анодно-механических
станках
см. страницу термина
страницу термина
Углубления или выступы, расположенные по всей
поверхности металла или на отдельных его участках
см. страницу термина
Дефект в виде нарушения сплошности сплавления
наплавленного металла с основным металлом, рисунок
А.29
см. страницу термина
Смещение между двумя свариваемыми деталями, при
котором их плоские поверхности не параллельны (или
не направлены под определенным углом), рисунок
А.46
см. страницу термина
Местное или общее разъедание поверхности металла
при травлении
см. страницу термина
Местная неровность поверхности в месте
возобновления сварки, рисунок А.49
см. страницу термина
Меньшая часть двухстороннего шва, выполняемая
предварительно для предотвращения прожогов при
последующей сварке или выполняемая в последнюю
очередь в корне шва после его зачистки (выборки)
см. страницу термина
страницу термина
Стальная пластина или кольцо заданной формы,
ширины и толщины, устанавливаемое при сварке
плавлением под кромки свариваемых деталей, рис.
А.22
см. страницу термина
Острые конусообразные углубления на границе
поверхности сварного шва с основным металлом,
рисунок А.32
см. страницу термина
Трещина сварного соединения, ориентированная
поперек оси сварного шва, рисунок А.25
см. страницу термина
Заполненная газом полость округлой формы
см. страницу термина
Избыток наплавленного металла на лицевой стороне
углового шва, рисунок А.43
см. страницу термина
Избыток наплавленного металла на лицевой стороне
(сторонах) стыкового шва, рисунок А. 42
42
см. страницу термина
Сварной шов с промежутками по длине
см. страницу термина
Дефекты, образующиеся при локальном перегреве
металла (шлифование, электрохимическое клеймение,
спектральный анализ и др.), являющиеся
структурными концетраторами напряжений, в зоне
которых может возникнуть растрескивание
см. страницу термина
Нескошенная часть торца кромки детали, подлежащей
сварке, рисунок А.16
см. страницу термина
Короткий сварной шов для фиксации взаимного
расположения подлежащих сварке деталей
см. страницу термина
Сплошная металлическая связь между поверхностями
основного металла, слоями и валиками сварного шва
см. страницу термина
Трещина сварного соединения, ориентированная вдоль
оси сварного шва, рисунок А. 24
24
см. страницу термина
Дефект в виде сквозного отверстия в сварном шве,
образовавшийся вследствие вытекания части жидкого
металла сварочной ванны в процессе выполнения
сварки
см. страницу термина
Отслоения металла языкообразной формы, соединенные
с основным металлом, и образованные вследствие
раскатки или расковки рванин
см. страницу термина
Полости, имеющие в поперечном сечении округлую
форму, а в продольном сечении форму капсулы,
ориентированной перпендикулярно оси слитка. При
выходе пузырей на поверхность слитка имеют вид
отверстий округлой формы
см. страницу термина
Несколько трещин разного направления, исходящих из
одной точки (могут располагаться в металле
сварного шва, в зоне термического влияния, в
основном металле)
Примечание. Маленькие трещины этого типа известны
Маленькие трещины этого типа известны
как звездообразные трещины, Рисунок А.27
см. страницу термина
Трещина сварного соединения, имеющая ответвления в
различных направлениях или группа соединенных
трещин, отходящих от одной общей трещины, рисунок
А.26
см. страницу термина
Придание кромкам деталей, подлежащих сварке,
необходимой формы
см. страницу термина
Отдельные углубления, иногда частично вытянутые
вдоль направления прокатки, образующихся при
выпадании и вытравливании вкатанной окалины
см. страницу термина
Стальная проволочная вставка заданной формы,
ширины и толщины, устанавливаемая между кромками
свариваемых деталей и расплавляемая при сварке,
рисунок А.23
см. страницу термина
Указанный в рисунке размер перпендикуляра,
опущенного из точки сопряжения сваренных деталей
(точка о) на прямую линию, соединяющую края
поверхности шва в одном поперечном сечении или на
параллельную указанной линии касательную к
поверхности сварного шва (при вогнутом угловом
шве), рисунок А. 12
12
см. страницу термина
Раскрытые разрывы, расположенные перпендикулярно
или под углом к направлению наибольшей вытяжке
металла
см. страницу термина
Прямоугольное продольное углубление с закругленным
или плоским дном, образовавшееся из-за царапания
поверхности металла наварами и другими выступами
см. страницу термина
Углубление от вдавленной окалины, образовавшееся
при ковке, прокатке или правке металла с толстым
слоем окалины
см. страницу термина
Часть свариваемого изделия, содержащая один или
несколько сварных соединений
см. страницу термина
Металлическая конструкция, изготовленная сваркой
отдельных деталей
см. страницу термина
Неразъемное соединение деталей, выполненное
сваркой и включающее в себя шов и зону
термического влияния
см. страницу термина
страницу термина
Часть конструкции, в которой сварены примыкающие
друг к другу элементы
см. страницу термина
Участок сварного соединения, образовавшийся в
результате кристаллизации расплавленного металла
или в результате пластической деформации при
сварке давлением или сочетания кристаллизации и
деформации
см. страницу термина
Дефект в виде воронкообразного или трубчатого
углубления в сварном шве, Рисунок А.31
Примечание. Обычно свищи группируются в скопления
и распределяются елочкой
см. страницу термина
Два или несколько включений (пор, шлаковых и
прочих включений), минимальное расстояние между
краями которых менее установленных для одиночных
включений, но не менее максимальной ширины каждого
из любых двух рассматриваемых соседних включений,
рисунок A. 40
40
см. страницу термина
Прямолинейный наклонный срез кромки детали,
подлежащий сварке, рисунок А.15
см. страницу термина
Часть металла сварного шва, которая состоит из
одного или нескольких валиков, располагающихся на
одном уровне поперечного сечения шва
см. страницу термина
Местное повреждение поверхности основного металла,
примыкающего к сварному шву, возникшее в
результате случайного и/или преднамеренного
возбуждения дуги вне разделки соединения
см. страницу термина
Несовпадение уровней расположения внутренних и
наружных поверхностей свариваемых (сваренных)
деталей в стыковых сварных соединениях, рисунок
А.19
см. страницу термина
Сварное соединение двух элементов, примыкающих
друг к другу торцовыми поверхностями, рисунок А. 1
1
см. страницу термина
Сварной шов стыкового соединения
см. страницу термина
Сварное соединение, в котором торец одного
элемента примыкает под углом и приварен к боковой
поверхности другого элемента, рисунок А.4
см. страницу термина
Наибольшее расстояние от поверхности углового шва
до точки максимального проплавления основного
металла, рисунок А.11
см. страницу термина
Сварное соединение, в котором боковые поверхности
сваренных элементов примыкают друг к другу,
рисунок А.5
см. страницу термина
Сварной шов, в котором связь между сваренными
частями осуществляется сварными точками
см. страницу термина
Направленный вглубь металла разрыв, часто под
прямым углом к поверхности, образовавшийся
вследствие объемных изменений, связанных со
структурными превращениями или с нагревом и
охлаждением металла
см. страницу термина
страницу термина
Дефект сварного соединения в виде разрыва металла
в сварном шве и (или) прилегающих к нему зонах
сварного соединения и основного металла
см. страницу термина
Сетка паутинообразных разрывов или отдельных
произвольно направленных поверхностных разрывов,
образовавшихся при шлифовке металла. Очень тонкие,
извилистые и проникающие вглубь металла зигзагами
или ступеньками с ответвлениями
см. страницу термина
Извилистый окисленный разрыв металла, более
широкий у поверхности и сужающийся вглубь,
образовавшийся в период кристаллизации металла
вследствие растягивающихся напряжений, превышающих
прочность наружных слоев слитка
см. страницу термина
Разрывы, образовавшиеся при травлении металла с
внутренними напряжениями, вызванными структурными
превращениями или деформацией. Травильные трещины
Травильные трещины
иногда образуют поверхностную сетку, подобную
сетке шлифовочных трещин, но значительно более
грубую
см. страницу термина
Сварное соединение двух элементов, расположенных
под углом и сваренных в месте примыкания их краев,
рисунок А.2
см. страницу термина
Сварной шов углового, нахлесточного или таврового
соединения
см. страницу термина
Продольная впадина между двумя соседними валиками
(слоями) шва (оценивается по максимальной
глубине), рисунок А.34
см. страницу термина
Угол между скошенными кромками свариваемых
деталей, рисунок А.18
см. страницу термина
Острый угол между плоскостью скоса кромки и
плоскостью торца детали или торцевая поверхность
детали после механической обработки до заданных
чертежом размеров, рисунок А. 17
17
см. страницу термина
Уменьшение толщины металла вследствие чрезмерного
его удаления при обработке абразивным
инструментом
см. страницу термина
Полость в металле сварного шва, заполненная
нерасплавившимся флюсом, попавшим в металл шва во
время затвердевания
см. страницу термина
Канавка неправильной формы и произвольного
направления, образовавшаяся в результате
механических повреждений, в том числе при
складировании и транспортировке металла
см. страницу термина
Двухсторонний прерывистый шов, у которого
промежутки расположены по обеим сторонам стенки
один против другого, рисунок А.6
см. страницу термина
Группа пор в сварном шве, расположенная в линию,
параллельно оси сварного шва, рисунок А. 41
41
см. страницу термина
Отслоения или разрывы в виде сетки, образовавшиеся
при прокатке из-за перегрева (пережога) или
пониженной пластичности металла периферийной зоны
см. страницу термина
Поперечные или округлые (при автоматической сварке
под флюсом — удлиненно-округлые) углубления на
поверхности валика, образовавшиеся вследствие
неравномерности затвердевания металла сварочной
ванны (оценивается по максимальной глубине),
рисунок А.35
см. страницу термина
Двухсторонний прерывистый шов, у которого
промежутки на одной стороне стенки расположены
против сваренных участков шва с другой ее стороны,
рисунок А.7
см. страницу термина
Расстояние между линиями сплавления на лицевой
стороне сварного шва в одном поперечном сечении,
рисунок А. 14
14
см. страницу термина
Полость в металле, в т.ч. сварном шве, заполненная
шлаком
см. страницу термина
Ростехнадзор разъясняет: О применении нормативных документов при проведении неразрушающего контроля
Письмо Ростехнадзора от 22.10.2021 N 09-00-06/7532 «О применении нормативных документов при проведении неразрушающего контроля»
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
ПИСЬМО от 22 октября 2021 г. N 09-00-06/7532
О ПРИМЕНЕНИИ НОРМАТИВНЫХ ДОКУМЕНТОВ ПРИ ПРОВЕДЕНИИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Управление государственного строительного надзора, рассмотрев обращение по вопросу применения при проведении неразрушающего контроля нормативных документов » «РД 03-606-03 «Инструкция по визуальному и измерительному контролю» и стандарта организации «СТО 9701105632-003-2021 «Инструкция по визуальному и измерительному контролю», сообщает следующее.
В отношении оборудования, работающего под избыточным давлением (сосудов, работающих под избыточным давлением, паровых и водогрейных котлов, трубопроводов пара и горячей воды), обязательные требования к визуально-измерительному контролю, иным видам и методам контроля технического состояния, качества сварных соединений и металла оборудования при проведении после 01.01.2021 монтажа, ремонта, реконструкции (модернизации), в числе прочего, установлены положениями федеральных норм и правил в области промышленной безопасности «Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением» (далее — ФНП ОРПД), утвержденных приказом Ростехнадзора от 15.12.2020 N 536 (зарегистрирован Минюстом России 31.12.2020, рег. N 61998).
При этом указанные в обращении руководящий документ » РД 03-606-03 и стандарт организации СТО 9701105632-003-2021 не являются документами, обязательное применение которых установлено нормативными правовыми актами в области промышленной безопасности.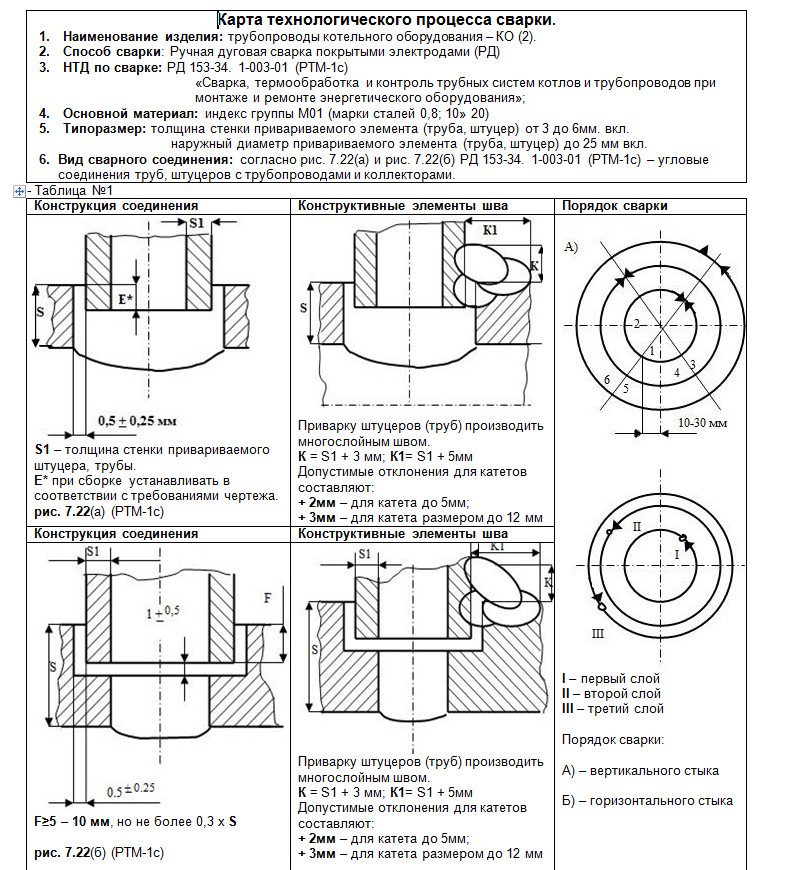
Согласно пункту 13 статьи 2 Федерального закона от 29.06.2015 N 162-ФЗ «О стандартизации в Российской Федерации» (далее — Федеральный закон N 162-ФЗ) стандарт организации — документ по стандартизации, утвержденный юридическим лицом, в том числе государственной корпорацией, саморегулируемой организацией, а также индивидуальным предпринимателем для совершенствования производства и обеспечения качества продукции, выполнения работ, оказания услуг.
При этом согласно пункту 1 статьи 2 Федерального закона N 162-ФЗ документ по стандартизации — документ, в котором для добровольного и многократного применения устанавливаются общие характеристики объекта стандартизации, а также правила и общие принципы в отношении объекта стандартизации, за исключением случаев, если обязательность применения документов по стандартизации устанавливается настоящим Федеральным законом.
Во исполнение положений статьи 15 Федерального закона от 31.07.2020 N 247-ФЗ «Об обязательных требованиях в Российской Федерации» в рамках реализации механизма «регуляторной гильотины» постановлением Правительства Российской Федерации от 06. 08.2020 N 1192 в числе прочих нормативных правовых актов отменено » постановление Госгортехнадзора России от 11.06.2003 N 92 «Об утверждении «Инструкции по визуальному и измерительному контролю». Соблюдение требований утвержденной этим постановлением Инструкции по визуальному и измерительному контролю не оценивается при проведении мероприятий по контролю при осуществлении федерального государственного надзора в области промышленной безопасности и государственного горного надзора. Вместе с тем указанная инструкция положительно себя зарекомендовала при проведении работ по техническому диагностированию и освидетельствованию технических устройств, зданий и сооружений на опасных производственных объектах.
08.2020 N 1192 в числе прочих нормативных правовых актов отменено » постановление Госгортехнадзора России от 11.06.2003 N 92 «Об утверждении «Инструкции по визуальному и измерительному контролю». Соблюдение требований утвержденной этим постановлением Инструкции по визуальному и измерительному контролю не оценивается при проведении мероприятий по контролю при осуществлении федерального государственного надзора в области промышленной безопасности и государственного горного надзора. Вместе с тем указанная инструкция положительно себя зарекомендовала при проведении работ по техническому диагностированию и освидетельствованию технических устройств, зданий и сооружений на опасных производственных объектах.
По мнению Управления государственного строительного надзора Ростехнадзора, » РД 03-606-03, учитывая положительный опыт его использования, при необходимости может применяться в качестве рекомендательного, справочного документа по решению организации (в том числе в случаях, предусмотренных проектной документацией и/или договором на производство работ, требующих данного вида контроля, и т. д.) при проведении визуально-измерительного контроля технических устройств, зданий и сооружений на опасных производственных объектах, в том числе в отношении попадающего в область действия ФНП ОРПД оборудования, работающего под избыточным давлением (в части, не противоречащей обязательным требованиям ФНП ОРПД), при условии включения их в перечень нормативных документов, сформированных согласно подпункту «д» пункта 228 ФНП ОРПД.
д.) при проведении визуально-измерительного контроля технических устройств, зданий и сооружений на опасных производственных объектах, в том числе в отношении попадающего в область действия ФНП ОРПД оборудования, работающего под избыточным давлением (в части, не противоречащей обязательным требованиям ФНП ОРПД), при условии включения их в перечень нормативных документов, сформированных согласно подпункту «д» пункта 228 ФНП ОРПД.
Аналогично указанному возможно применение и иных нормативно-технических документов в пределах установленной в них области применения, например, руководящего документа РД 153-34.1-003-01 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1С)», утвержденного приказом Минэнерго России от 02.07.2001 N 197, или указанного в обращении стандарта организации.
При этом однозначно определить возможность и область применения СТО 9701105632-003-2021 не представляется возможным, так как он является стандартом организации, распространение и определение права использования которого осуществляются на коммерческой основе, и не может рассматриваться в качестве замены РД 03-606-03.
Врио начальника Управления государственного строительного надзора Н.В.ШЕЛАКО
ЦентрТехФорм — трубопроводы для полиэтиленовых труб
В соответствии с Инструкцией по визуальному и измерительному контролю РД 03-606-03 [10], ВИК изделий проводят на стадии входного контроля при поступлении или подготовке их к сборке с целью выявления дефектов, проверки геометрических размеров труб и деталей, проверки допустимости выявленных деформаций и дефектов в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль в соответствии с требованиями НД. В Программе входного контроля должны быть указаны объекты контроля, виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля.
ВИК следует проводить на всех доступных для этого поверхностях изделий до проведения контроля материалов другими методами. Поверхности изделий перед контролем при необходимости очищают от влаги и других загрязнений, препятствующих проведению контроля. Измерения проводят после визуального контроля или одновременно с ним.
Квалификация персонала
Специалисты, осуществляющие ВИК, должны быть аттестованы в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденными постановлением Госгортехнадзора России от 02.06.2000 N 29, зарегистрированным Минюстом России 25.07.2000 N 2324.
Требования к средствам ВИК.
При входном контроле труб и деталей из ПЭ применяют:
- линейки измерительные металлические;
- штангенциркули, штангенрейсмасы и штангенглубиномеры;
- стенкомеры и толщиномеры индикаторные;
- нутромеры микрометрические и индикаторные;
- штриховые меры длины (стальные измерительные линейки, рулетки).


Допускается применение других средств ВИК при условии наличия соответствующих инструкций методик их применения. Погрешность измерений при измерительном контроле не должна превышать установленных величин.
Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается НД на соответствующие приборы и инструменты.
Требования к выполнению ВИК.
Подготовка мест производства работ.
ВИК рекомендуется выполнять на стационарных участках, которые должны быть оборудованы рабочими столами, стендами, роликоопорами и др. средствами, обеспечивающими удобство выполнения работ. Участки контроля рекомендуется располагать в наиболее освещенных местах цеха, имеющих естественное освещение. Для создания оптимального контраста дефекта с фоном в зоне контроля необходимо применять дополнительный переносной источник света, т.
Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять в светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для увеличения контрастности контролируемых поверхностей деталей (сборочных единиц, изделий), повышения контрастной чувствительности глаза, снижения общего утомления специалиста, выполняющего контроль.
Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм (Рис. 1).
Рис.1. Условия визуального контроля
Подготовка к контролю
Очистка контролируемой поверхности производится способом, указанным в соответствующих НД (например, промывка, протирка и др. ). При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы допусков и не должны возникать недопустимые дефекты.
). При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы допусков и не должны возникать недопустимые дефекты.
Порядок проведения ВИК.
Измерительный контроль труб и деталей проводят с целью проверки их геометрических размеров и определения размеров поверхностных дефектов, выявленных при визуальном контроле. При входном контроле визуально необходимо контролировать поверхности изделий снаружи и изнутри (при наличии доступа).
Контролируемые параметры и требования к ВИК изделий приведены в таблице 2.
| Контролируемый параметр | Вид контроля | Требования к контролю |
| 1. Наружный диаметр (Dн) | Измерительный | Измерение Dн с обоих концов трубы. |
| 2. Толщина стенки трубы (е) | То же | Измерение е с обоих концов трубы. |
| 3. Овальность трубы | То же | Измерение овальности с обоих концов трубы. |
| 4. Длина трубы (L) | То же | Измерение не менее 3 труб из партии. |
| 5. Трещины, раковины, царапины, поры, посторонние включения | Визуальный | Осмотр наружной поверхности невооруженным глазом; осмотр внутренней поверхности труб невооруженным глазом (при наличии доступа) и с помощью перископа, эндоскопа и пр. |
ВИК изделий проводится согласно Программе (плану, инструкции) входного контроля (приложение Б). В Программе должны указываться контролируемые параметры и способы их контроля. Объемы контроля выбираются согласно требованиям НД, а в случае отсутствия требований к объемам контроля в этих документах объем контроля устанавливается согласно требованиям [10].
Требования безопасности
Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале. Инструктаж следует проводить периодически в сроки, установленные приказом по организации.
Инструктаж следует проводить периодически в сроки, установленные приказом по организации.
Часть 2. Механические испытания. | Описание курса | Часть 4. Регистрация и оформление результатов входного контроля.
Письмо Ростехнадзора от 22.10.2021 N 09-00-06/7532
См. Документы Федеральной службы по экологическому, технологическому и атомному надзору
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ
И АТОМНОМУ НАДЗОРУ
ПИСЬМО
от 22 октября 2021 г. N 09-00-06/7532
О ПРИМЕНЕНИИ
НОРМАТИВНЫХ ДОКУМЕНТОВ ПРИ ПРОВЕДЕНИИ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Управление государственного строительного надзора, рассмотрев обращение по вопросу применения при проведении неразрушающего контроля нормативных документов «РД 03-606-03 «Инструкция по визуальному и измерительному контролю» и стандарта организации «СТО 9701105632-003-2021 «Инструкция по визуальному и измерительному контролю», сообщает следующее.
В отношении оборудования, работающего под избыточным давлением (сосудов, работающих под избыточным давлением, паровых и водогрейных котлов, трубопроводов пара и горячей воды), обязательные требования к визуально-измерительному контролю, иным видам и методам контроля технического состояния, качества сварных соединений и металла оборудования при проведении после 01.01.2021 монтажа, ремонта, реконструкции (модернизации), в числе прочего, установлены положениями федеральных норм и правил в области промышленной безопасности «Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением» (далее — ФНП ОРПД), утвержденных приказом Ростехнадзора от 15.12.2020 N 536 (зарегистрирован Минюстом России 31.12.2020, рег. N 61998).
При этом указанные в обращении руководящий документ РД 03-606-03 и стандарт организации СТО 9701105632-003-2021 не являются документами, обязательное применение которых установлено нормативными правовыми актами в области промышленной безопасности.
Согласно пункту 13 статьи 2 Федерального закона от 29.06.2015 N 162-ФЗ «О стандартизации в Российской Федерации» (далее — Федеральный закон N 162-ФЗ) стандарт организации — документ по стандартизации, утвержденный юридическим лицом, в том числе государственной корпорацией, саморегулируемой организацией, а также индивидуальным предпринимателем для совершенствования производства и обеспечения качества продукции, выполнения работ, оказания услуг.
При этом согласно пункту 1 статьи 2 Федерального закона N 162-ФЗ документ по стандартизации — документ, в котором для добровольного и многократного применения устанавливаются общие характеристики объекта стандартизации, а также правила и общие принципы в отношении объекта стандартизации, за исключением случаев, если обязательность применения документов по стандартизации устанавливается настоящим Федеральным законом.
Во исполнение положений статьи 15 Федерального закона от 31.07.2020 N 247-ФЗ «Об обязательных требованиях в Российской Федерации» в рамках реализации механизма «регуляторной гильотины» постановлением Правительства Российской Федерации от 06. 08.2020 N 1192 в числе прочих нормативных правовых актов отменено постановление Госгортехнадзора России от 11.06.2003 N 92 «Об утверждении «Инструкции по визуальному и измерительному контролю». Соблюдение требований утвержденной этим постановлением Инструкции по визуальному и измерительному контролю не оценивается при проведении мероприятий по контролю при осуществлении федерального государственного надзора в области промышленной безопасности и государственного горного надзора. Вместе с тем указанная инструкция положительно себя зарекомендовала при проведении работ по техническому диагностированию и освидетельствованию технических устройств, зданий и сооружений на опасных производственных объектах. По мнению Управления государственного строительного надзора Ростехнадзора, РД 03-606-03, учитывая положительный опыт его использования, при необходимости может применяться в качестве рекомендательного, справочного документа по решению организации (в том числе в случаях, предусмотренных проектной документацией и/или договором на производство работ, требующих данного вида контроля, и т.
08.2020 N 1192 в числе прочих нормативных правовых актов отменено постановление Госгортехнадзора России от 11.06.2003 N 92 «Об утверждении «Инструкции по визуальному и измерительному контролю». Соблюдение требований утвержденной этим постановлением Инструкции по визуальному и измерительному контролю не оценивается при проведении мероприятий по контролю при осуществлении федерального государственного надзора в области промышленной безопасности и государственного горного надзора. Вместе с тем указанная инструкция положительно себя зарекомендовала при проведении работ по техническому диагностированию и освидетельствованию технических устройств, зданий и сооружений на опасных производственных объектах. По мнению Управления государственного строительного надзора Ростехнадзора, РД 03-606-03, учитывая положительный опыт его использования, при необходимости может применяться в качестве рекомендательного, справочного документа по решению организации (в том числе в случаях, предусмотренных проектной документацией и/или договором на производство работ, требующих данного вида контроля, и т.
Аналогично указанному возможно применение и иных нормативно-технических документов в пределах установленной в них области применения, например, руководящего документа РД 153-34.1-003-01 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1С)», утвержденного приказом Минэнерго России от 02.07.2001 N 197, или указанного в обращении стандарта организации.
При этом однозначно определить возможность и область применения СТО 9701105632-003-2021 не представляется возможным, так как он является стандартом организации, распространение и определение права использования которого осуществляются на коммерческой основе, и не может рассматриваться в качестве замены РД 03-606-03.
Врио начальника Управления
государственного строительного надзора
Н.В.ШЕЛАКО
Задайте вопрос юристу:
+7 (499) 703-46-71 — для жителей Москвы и Московской области
+7 (812) 309-95-68 — для жителей Санкт-Петербурга и Ленинградской области
Аттестация по визуально-измерительному контролю: общие сведения
Аттестация по визуально-измерительному контролю: общие сведенияРостБизнесКонсалт
Профессиональная переподготовка
Повышение квалификации
Рабочие специальности
Специальная оценка условий труда
Повышение квалификацииБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Профессиональная переподготовкаБолее 1000 программ
Короткие сроки
Дистанционно
Выгодные цены
Обучение по рабочим специальностямБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Задать вопрос
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Визуально-измерительный контроль (ВИК) – это ряд процедур в системе неразрушающего контроля, которые органолептическим путем с помощью различных измерительных приборов устанавливают наличие внешних видимых дефектов. Среди других методов неразрушающего контроля ВИК представляет собой самый экономичный вид проверок и обычно проводится на всех этапах производства.
Визуально-измерительный контроль проводится на основании регламента Госгортехнадзора РД 03-606-03 и только специалистами, аттестованными независимым органом.
Аттестация ВИК проводится по правилам ПБ 03-440-02, утвержденным постановлением Госгортехнадзора РФ от 23.01.2002 г. N 3, и предусматривает присвоение одного из 3 уровней.
Специалисты I уровня готовят оборудование, занимаются непосредственным установлением дефектов, документально фиксируют результаты и готовят акт. Однако подбор методики, необходимых средств, а также анализ обнаружений не осуществляют.
Однако подбор методики, необходимых средств, а также анализ обнаружений не осуществляют.
Специалисты II уровня проводят неразрушающий контроль согласно выбранной методике, выдают заключение, а также разрабатывают нормативную документацию и осуществляют общее руководство персоналом I уровня.
Специалисты III уровня могут проводить операции по выбранной методике НК, проводят отбор средств и технологий, участвуют в приеме экзаменов.
Первичная аттестация предполагает сдачу:
- общего экзамена по видам контроля и основным закономерностям измерений;
- специального экзамена на знание прикладных методик;
- практического экзамена;
- экзамена по технике безопасности.
Срок первичной аттестации истекает через 3 года после ее получения, далее ее необходимо продлить.
Через 6 лет после получения аттестации необходима ресертификация, направленная на повторную сдачу всех экзаменов и полное подтверждение квалификации.
Также возможно расширение области аттестации (РОА) и получение более высокого аттестационного уровня. РОА, как и продление аттестации, включает в себе сокращенные нормы сдачи экзаменов.
Согласно правилам аттестации персонала, обязательно присвоение уровня аттестации ВИК:
- аттестующим специалистам;
- специалистам, которые проводят неразрушающий контроль зданий и сооружений на объектах повышенной опасности.
Если Вас интересует получение соответствующего удостоверения, допускающего для работы по визуально-измерительному контролю, то компания «РостБизнесКонсалт» готова предложить не только содействие в его получении, но и предаттестационную подготовку, которую можно пройти удаленно. После прохождения предварительного тестирования, мы сами отправляем пакет документов слушателя в комиссию по аттестации. Качество нашего обучения и индивидуальный подход позволяют гарантировать, что каждый слушатель нашего учебного центра получит удостоверение по результатам освоения программы.
Вы в любое время можете уточнить детали или задать интересующий вопрос по необходимости и условиям аттестации, просто позвонив по телефону 8 800 333-96-76 или оставив онлайн-заявку.
Источник: https://rostbk.com/o-kompanii/stati/attestaciya-vik/
Оформите заявку сейчас
Мы ответим на все вопросы и предложим выгодную цену!
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Нам доверяют
Все компании
Отзывы и благодарности
Все отзывы
Поиск по сайту:
- О компании
- Наши клиенты
- Способы оплаты
- Доставка документов
- Гарантии
- Часто задаваемые вопросы
- Новости
- Статьи
- СМИ о нас
- Отзывы
- Видеоотзывы
- Карьера в РБК
- Контакты
Загрузка. ..
..
8 800 333-96-76Звонок по России бесплатно
- А
- Абакан
- Анадырь
- Ангарск
- Архангельск
- Астрахань
- Б
- Балашиха
- Барнаул
- Белгород
- Бийск
- Брянск
- В
- Владивосток
- Владимир
- Волгоград
- Воронеж
- Е
- Екатеринбург
- И
- Иваново
- Ижевск
- Иркутск
- К
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Краснодар
- Красноярск
- Курск
- Л
- Липецк
- М
- Магадан
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Н
- Набережные Челны
- Нижний Новгород
- Нижний Тагил
- Новокузнецк
- Новороссийск
- Новосибирск
- Новый Уренгой
- Ноябрьск
- О
- Омск
- Орел
- Оренбург
- П
- Пенза
- Пермь
- Петропавловск-Камчатский
- Р
- Ростов-на-Дону
- Рязань
- С
- Самара
- Санкт-Петербург
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Т
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- У
- Улан-Удэ
- Ульяновск
- Уфа
- Х
- Хабаровск
- Ханты-Мансийск
- Ч
- Чебоксары
- Челябинск
- Чита
- Ю
- Южно-Сахалинск
- Я
- Якутск
- Ярославль
Нет моего региона (Будут отображаться контакты головного офиса)
× Мы используем файлы cookie, чтобы улучшить работу и повысить эффективность сайта.
Продолжая пользование данным сайтом, вы соглашаетесь с использованием файлов cookie.
1121 Vick Rd, Muskegon, MI 49441 — MLS 22014170
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Посмотреть этот дом
Сохранить это объявление
Поделиться этой ссылкой
Закрыть
1121 Vick Road, Muskegon, MI 49441
$201 500
- Сохранять
- Скрывать
- Контакт
- Печать
- Делиться
- Продано
- закрыто
- Одна семья
- 4 Кровати
- 1 Полная ванна
- 1 Частичная ванна
- 1 456 кв. футов
- Сохранять
- Скрывать
- Делиться
1121 Vick Road, Muskegon, MI 49441Посмотреть эту недвижимость по адресу 1121 Vick Road, Muskegon, MI 49441
1121 Vick RoadMuskegonMI49441
- 1 Фото
- Карта и расположение
- Просмотр улиц
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.
1/1
См. В этом доме
Сэкономьте этот дом
Поделиться этой ссылкой
См. Этот дом
Сохраните этот дом
Поделитесь этой ссылкой
Описание недвижимости
Полная информация о недвижимости
Полные данные о недвижимости для 1121 Vick Rd0100
General
- Sold For: $201,500
- Status: Closed
- Type: Single Family
- MLS ID: 22014170
- Added: 90 day(s) ago
Интерьер
- Количество комнат: 8
- Техника: Посудомоечная машина, Микроволновая печь, Плита, Холодильник
Комнаты
Ванные комнаты
Информация о школе
- Школьный округ: Shores
- Высшая школа: Mona Shores
- High School: Mona Shores
- .

Коммунальные услуги
- Вода: Колодец
- Колодец: Да
- Коммунальные услуги Описание: Электричество подключено, природный газ подключен, телефонная линия, канализация, кабель
СТРУКТУРНАЯ ИНФОРМАЦИЯ
- Строительство: Виниловый сайдинг
- Основ: ДА
- Базовый деп. : 1456 кв.м. футов
- Год постройки: 1948
Характеристики участка
- Размер участка (в акрах): 0,58
- Размер участка (кв. футов): 25,265
- Фронтаж: Paved
- Функции: леса
Финансовые соображения
- Срожение: Денежные средства, FHA, VA, MSHDA, Curvical 222.
Перечислено RE/MAX Lakeshore, Sandi L Gentry
Продано Nexes Realty Muskegon, Russell F Schuitema и Lori D Schuitema
Получите предварительное одобрение сегодня
Будьте готовы купить свой новый дом!
с нашим аффилированным кредитором
Получить предварительное одобрение
Школы
Школы, обслуживающие 1121 Vick RdШкольный округ: Mona Shores Public School District
| Рейтинг | Имя | 0 Классы0321Расстояние |
|---|---|---|
| 6 | 9-12 | 4,9 мили |
Отказ от ответственности: Рейтинги школ предоставлены
Великие школы. Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.
Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.
История цен и продаж для 1121 Vick Rd
29.07.2022
продан
$ 201 500
11,94%
MLS
22.04.2022
Перечислен
$ 180 000
—
MLS
Отказ от ответственности: Историческая информация о продаже получена из публичных записей. Информация не гарантируется и должна быть проверена независимо.
Информация сообщества
Информация сообщества для 1121 Vick RdПросмотр информации о сообществе
СохраненоСохранено
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator. label }} {{ updateIndicator.value }}
 label }} {{ updateIndicator.value }}
label }} {{ updateIndicator.value }}0
0 {{ item.value }}
{{ item.label }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Цена снижена-600 долларов (-17,14%)
2900 долларов США
2817 Темпл-стрит Маскегон-Хайтс, Мичиган 49444
- Земельные участки
- Активный
- Обновлено 6 дней назад
0,14
Акров
-10 000 долларов США (-9,52%)
95 000 долларов США
2921 Вуд Стрит Маскегон-Хайтс, Мичиган 49444
- Одна семья
- Активный
- Обновлено 5 дней назад
2
Кровати
1
Общая ванна
848
кв.
футов
 футов
футов-10 000 долларов США (-9,1%)
$99 900
3237 Джефферсон стрит Маскегон-Хайтс, Мичиган 49444
- Одна семья
- Активный
- Обновлено 1 день назад
3
Кровати
2
Всего ванн
1 255
кв. футов
-7000 долларов (-11,69%)
52 900 долларов США
3225 Пек-стрит Маскегон-Хайтс, Мичиган 49444
- Одна семья
- Активный
- Обновлено 2 дня назад
3
Кровати
1
Общая ванна
1 344
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ updateIndicator.label }} {{ update}Indicator 9.02 }
 cssClass»> {{ item.output }}
cssClass»> {{ item.output }}{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
$Продано230 500 долларов США
3911 Вернер ул. Маскегон, Мичиган 49444
- Одна семья
- Закрыто
4
Кровати
1
Общая ванна
$180 000
4170 Quarterline Rd Маскегон, Мичиган 49444
- Одна семья
- Закрыто
- Обновлено 2 дня назад
4
Кровати
1 290
кв. футов
199 500 долларов США
2058 E Вирджиния Д-р Маскегон, Мичиган 49444
- Одна семья
- Закрыто
4
Кровати
1 709
кв.
футов
 футов
футов220 000 долларов США
1799 Дэвид Авеню Маскегон, Мичиган 49444
- Одна семья
- Закрыто
3
Кровати
1 440
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{} item. updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
1121 Vick Road, Muskegon, MI 49441 (MLS# 22014170)
Недвижимость для одной семьи, проданная 29 июля 2022 года за 201 500 долларов.
Хотите узнать больше о 1121 Vick Road?
У вас есть вопросы о поиске других
Одна семья
недвижимость на продажу
в Маскегоне?
Вы можете просмотреть всю недвижимость Маскегона или
свяжитесь с агентом Coldwell Banker, чтобы запросить дополнительную информацию.
Закрыть
Поделиться URL-адресом
Скопировать URL-адрес
Как добраться до США 441/SR 451/Vick Rd. в Апопка на автобусе?
Используя наш сайт, вы соглашаетесь на использование файлов cookie в соответствии с нашей политикой использования файлов cookie.
Перейти к основному содержанию
Старт
Конец
Поиск
См. US 441/SR 451/Vick Rd., FL, на карте
Проложить маршрут прямо сейчас
Как добраться до US 441/SR 451/Vick Rd. (Апопка) на общественном транспорте
Эти транспортные маршруты проходят редом с US 441/SR 451/Vick Rd.
Как добраться до US 441/SR 451/Vick Rd. автобусом?
Нажмите на маршрут автобуса, чтобы увидеть пошаговые инструкции с картами, временем прибытия и обновленными расписаниями.
От 434 & Markham Woods Rd, Wekiwa Springs
58 минИз Альтамонте-Спрингс, Флорида, Альтамонте-Спрингс
46 минИз мексиканского ресторана Garibaldi, Апопка
42 минОт Walgreens, Ocoee
54 минИз Хайавасси и Апопки, Южная Апопка
23 минFrom Ross Dress for Less, Алтамонте-Спрингс
55 минИз церкви адвентистов седьмого дня в Форест-Лейк, Форест-Сити
50 минОт BHN, Мейтленд
124 мин.От Edgewater dr и Forest City rd, Lockhart
93 минFrom Lee Rd/US 441/John Young Pkwy, Fairview Shores
60 мин

Автовокзалы рядом с US 441/SR 451/Vick Rd. в Апопке
Автобусные маршруты до US 441/SR 451/Vick Rd. в Апопке
| Имя линии | Направление | |
| 44 | Silver Star Rd и N Hiawassee Rd | ПОСМОТРЕТЬ |
Вопросы и ответы
Какие остановки находятся рядом с US 441/SR 451/Vick Rd.
?Ближайшие остановки к US 441/SR 451/Vick Rd. находятся:
- Old Dixie Hwy And Vick Rd находится в 235 ярдах, 3 минуты пешком.
Какие маршруты автобуса останавливаются около адреса: US 441/SR 451/Vick Rd.
Эти маршруты автобуса останавливаются около адреса: US 441/SR 451/Vick Rd.
Подробнее : 106, 436N, 44.Как далеко находится автобусная остановка от US 441/SR 451/Vick Rd. в Апопе?
Ближайшая автобусная остановка до US 441/SR 451/Vick Rd. в Апопке находится в 3 минутах ходьбы.
ПодробнееКакая ближайшая автобусная остановка к US 441/SR 451/Vick Rd.
в Апопе?Остановка Old Dixie Hwy And Vick Rd является ближайшей к US 441/SR 451/Vick Rd. в Апопе.
ПодробнееВо сколько отправляется первый автобус до US 441/SR 451/Vick Rd. в Апопе?
44 — это первый автобус, следующий по шоссе US 441/SR 451/Vick Rd. в Апопе. Он останавливается поблизости в 5:32 утра.
ПодробнееВо сколько отправляется последний автобус до US 441/SR 451/Vick Rd.
в Апопе?44 — последний автобус, следующий до US 441/SR 451/Vick Rd. в Апопе. Он останавливается поблизости в 20:41.
Подробнее
 ?
? : 106, 436N, 44.
: 106, 436N, 44. в Апопе?
в Апопе? в Апопе?
в Апопе?
Изменить язык
- Английский
- Español (Латинская Америка)
Легче добраться до US 441/SR 451/Vick Rd. с приложением!
Vik to Eva St/Centre Rd
Найти транспорт до Eva St/Centre Rd
Путешествие из
Путешествие из
К
Поиск жилья с Booking. com
com
Нужен номер в отеле в Мельбурне?
Забронировать
7 способов добраться из Vik в Eva St/Centre Rd: на самолете, автобусе, поезде или пароме
Выберите вариант ниже, чтобы просмотреть пошаговые инструкции и сравнить цены на билеты и время в пути в планировщике путешествий Rome2rio.
Автобус, поезд в Берген, самолет в Мельбурн • 30 ч 45 м
- Сядьте на автобус от Воссасвингена до станции Vossjon.
- Сядьте на поезд от станции Voss до станции Bergen.
- Лететь из Бергена (BGO) в Мельбурн (MEL). БГО — МЭЛ
Автобус, поезд, поезд в Осло, самолет в Мельбурн • 35 ч.
 11 м.
11 м.- Сядьте на автобус от Воссасвингена до станции Vossjon.
- Сядьте на поезд от станции Восс до станции Осло S.
- Сядьте на поезд из Осло S до Осло Lufthavn stasjon.
- Лететь из Осло (OSL) в Мельбурн (MEL). ОСЛ — МЭЛ
Паром, паром во Флоро, лететь в Мельбурн • 34 ч 57 м
- Сядьте на паром из Vik kai в Rysjedalsvika kai.
- Сядьте на паром от Rysjedalsvika kai до терминала Florø.
- Лететь из Флоро (FRO) в Мельбурн (MEL). ФРО — МЕЛ
 ФРО — МЕЛ
ФРО — МЕЛПаром в Форд, лететь в Мельбурн • 34 ч 47 м
- Сядьте на паром из Vik kai в Nordeide kai.
- Лететь из Форда (FDE) в Мельбурн (MEL). ФДЭ — МЭЛ
Автобус, поезд, поезд в Осло, лететь в Авалон • 40 ч 54 м
- Сядьте на автобус от Воссасвингена до станции Vossjon.
- Сядьте на поезд от станции Восс до станции Осло S.
- Сядьте на поезд из Осло S до Осло Lufthavn stasjon.
- Лететь из Осло (OSL) в Авалон (AVV). ОСЛ — АВВ
- Сядьте на автобус из аэропорта Авалон в Мельбурн Южный Крест.
 ОСЛ — АВВ
ОСЛ — АВВПаром, автобус, автобус в Сандане, лететь в Мельбурн • 37 ч 31 м
- Сядьте на паром из Vik kai в Sogndal kai.
- Сядьте на автобус от Sogndal skysstasjon до Skei.
- Садитесь на автобус из Скея в Анденес.
- Лететь из Сандана (SDN) в Мельбурн (MEL). SDN-МЭЛ
Самый быстрый способ добраться туда Самый дешевый вариант Дистанция между
Авиабилеты из Согндала (SOG) в Мельбурн (MEL)
Время полета между Согндалом (SOG) и Мельбурном (MEL) составляет около 29 часов 50 минут, а расстояние составляет около 16 108 км. Это включает в себя среднее время ожидания около 8 часов 9м. Услуги предоставляются Widerøe, Emirates, Scandinavian Airlines и другими. Обычно еженедельно выполняется 79 рейсов, хотя расписание выходных и праздничных дней может меняться, поэтому уточняйте заранее.
Это включает в себя среднее время ожидания около 8 часов 9м. Услуги предоставляются Widerøe, Emirates, Scandinavian Airlines и другими. Обычно еженедельно выполняется 79 рейсов, хотя расписание выходных и праздничных дней может меняться, поэтому уточняйте заранее.
79 Еженедельные рейсы
29ч 50 м Средняя продолжительность
€666 Самая низкая цена
См. графикиВопросы и ответы
Как дешевле всего добраться от Вика до Eva St/Centre Rd?
Самый дешевый способ добраться из Вика до Eva St/Centre Rd — это автобус, поезд и самолет, который стоит 500–1700 евро и занимает 30 часов 45 минут.
Подробнее
Как быстрее всего добраться от Vik до Eva St/Centre Rd?
Самый быстрый способ добраться из Vik до Eva St/Centre Rd — это автобус, поезд и самолет, который стоит 500–1700 евро и занимает 30 часов 45 минут.
Подробнее
Как далеко от Вика до Eva St/Centre Rd?
Расстояние от Вика до Eva St/Centre Rd составляет примерно 16177 км.
Сколько времени нужно, чтобы добраться с Vik до Eva St/Centre Rd?
Дорога от Vik до Eva St/Centre Rd занимает примерно 32 часа 9 минут, включая пересадки.
Подробнее
Сколько длится перелет Vik — Eva St/Centre Rd?
Прямого рейса из аэропорта Согндал в аэропорт Мельбурна нет. Самый быстрый рейс занимает 32 часа 5 минут и имеет две промежуточные посадки.
Самый быстрый рейс занимает 32 часа 5 минут и имеет две промежуточные посадки.
Поиск рейсов
Какая разница во времени между Vik и Eva St/Centre Rd?
Eva St/Centre Rd опережает Vik на 8 часов. В настоящее время 07:56 в Vik и 15:56 в Eva St/Centre Rd.
Какие авиакомпании летают по маршруту Аэропорт Согндал — Аэропорт Мельбурн?
Qantas, Jetstar, Emirates и пять других авиакомпаний предлагают рейсы из аэропорта Согндал в аэропорт Мельбурна.
Поиск рейсов
Где можно остановиться рядом с Eva St/Centre Rd?
На Eva St/Centre Rd есть более 1351 отелей. Цены начинаются от 100 евро за ночь.
Подробнее
Как добраться до аэропорта Согндал (SOG) из Вика?
Лучший способ добраться из Вика в аэропорт Согндала — это проехать на автомобиле, который занимает 4 часа 25 минут и стоит 60–9 евро. 0.
0.
Подробнее
Какие компании осуществляют перевозки между Виком, Вестланд, Норвегия, и Евой Ст/Сентер Роуд, Виктория, Австралия?
Widerøe, Emirates и девять других авиакомпаний летают из Vik в Eva St/Centre Rd каждые 2 часа.
Кантас
- Веб-сайт
- qantas.com
- Продолжительность
- 30ч 45м
- Когда
- вторник, четверг и пятница
- Ориентировочная цена
- 900 — 2700 евро
- Продолжительность
- 25ч 15м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 700 — 2100 евро
- Продолжительность
- 23ч 20м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 2600 — 5500 евро
- Продолжительность
- 25ч 30м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 750 — 2300 евро
- Продолжительность
- 26ч 30м
- Когда
- Воскресенье
- Ориентировочная цена
- 700 — 2200 евро
- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- пр. Длительность
- 27ч 40м
- Когда
- Понедельник, вторник, среда, четверг, пятница и воскресенье
- Ориентировочная цена
- 900 — 4200 евро
 Длительность
Длительность- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1400 — 4200 евро
- пр. Длительность
- 28ч 50м
- Когда
- вторник, среда, пятница, суббота и воскресенье
- Ориентировочная цена
- 900 — 2800 евро
- Продолжительность
- 28ч 55м
- Когда
- вторник, четверг и воскресенье
- Ориентировочная цена
- 900 — 4100 евро
- Продолжительность
- 28ч 55м
- Когда
- вторник, среда, четверг и воскресенье
- Ориентировочная цена
- 1100 — 3700 евро
- пр. Длительность
- 32 часа
- Когда
- Понедельник, среда и суббота
- Ориентировочная цена
- 1000 — 3600 евро
 Длительность
Длительность- Продолжительность
- 35ч 20м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- Продолжительность
- 35ч 20м
- Когда
- вторник, четверг и воскресенье
- Ориентировочная цена
- 1400 — 4300 евро
- Продолжительность
- 29ч 40м
- Когда
- Понедельник, вторник, четверг и воскресенье
- Ориентировочная цена
- 1100 — 3700 евро
- Продолжительность
- 27ч 25м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 700 — 2200 евро
Эмирейтс
- Веб-сайт
- emirates. com
 com
com- Продолжительность
- 30ч 45м
- Когда
- вторник, четверг и пятница
- Ориентировочная цена
- 900 — 2700 евро
- Продолжительность
- 25ч 15м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 700 — 2100 евро
- Продолжительность
- 23ч 20м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 2600 — 5500 евро
- Продолжительность
- 25ч 30м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 750 — 2300 евро
- Продолжительность
- 26ч 30м
- Когда
- Воскресенье
- Ориентировочная цена
- 700 — 2200 евро
- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- Продолжительность
- 27ч 40м
- Когда
- Понедельник, вторник, среда, четверг, пятница и воскресенье
- Ориентировочная цена
- 900 — 4200 евро
- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- Продолжительность
- 34ч 5м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1400 — 4200 евро
- Продолжительность
- 28ч 50м
- Когда
- вторник, среда, пятница, суббота и воскресенье
- Ориентировочная цена
- 900 — 2800 евро
- Продолжительность
- 28ч 55м
- Когда
- вторник, четверг и воскресенье
- Ориентировочная цена
- 900 — 4100 евро
- Продолжительность
- 35ч 20м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1200 — 3600 евро
- Продолжительность
- 35ч 20м
- Когда
- вторник, четверг и воскресенье
- Ориентировочная цена
- 1400 — 4300 евро
- пр. Длительность
- 29ч 40м
- Когда
- Понедельник, вторник, четверг и воскресенье
- Ориентировочная цена
- 1100 — 3700 евро
 Длительность
Длительность- Продолжительность
- 27ч 25м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 700 — 2200 евро
Финнэйр
- Веб-сайт
- finnair.com
- Продолжительность
- 28ч
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 650 — 3100 евро
- Продолжительность
- 31ч 20м
- Когда
- Понедельник и пятница
- Ориентировочная цена
- 650 — 3100 евро
- Продолжительность
- 25ч 15м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 1100 — 3900 евро
- Продолжительность
- 25ч 35м
- Когда
- Среда
- Ориентировочная цена
- 1100 — 3900 евро
- Продолжительность
- 27ч 40м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 550 — 2600 евро
- Продолжительность
- 36ч 30м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 550 — 2700 евро
- Продолжительность
- 31ч
- Когда
- Понедельник и пятница
- Ориентировочная цена
- 550 — 2600 евро
- Продолжительность
- 27ч 10м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 500 — 2500 евро
- Продолжительность
- 30ч 30м
- Когда
- Понедельник и пятница
- Ориентировочная цена
- 500 — 2500 евро
- Продолжительность
- 31ч 40м
- Когда
- вторник, четверг, пятница и воскресенье
- Ориентировочная цена
- 500 — 2500 евро
- пр. Длительность
- 32 часа
- Когда
- Среда
- Ориентировочная цена
- 500 — 2500 евро
 Длительность
ДлительностьТайские авиалинии Интернэшнл
- Веб-сайт
- thaiairways.com
- Продолжительность
- 29ч 25м
- Когда
- с понедельника по субботу
- Ориентировочная цена
- 900 — 2300 евро
- Продолжительность
- 29ч 25м
- Когда
- Понедельник, вторник, среда и пятница
- Ориентировочная цена
- 900 — 2200 евро
- Продолжительность
- 25ч 47м
- Когда
- Каждый день
- Ориентировочная цена
- 700 — 1800 евро
- Продолжительность
- 25ч 55м
- Когда
- Понедельник, вторник, среда, пятница и воскресенье
- Ориентировочная цена
- 700 — 1800 евро
- Продолжительность
- 25ч 30м
- Когда
- с понедельника по пятницу
- Ориентировочная цена
- 750 — 1900 евро
- Продолжительность
- 25ч 50м
- Когда
- Понедельник, вторник, среда, пятница и воскресенье
- Ориентировочная цена
- 750 — 1900 евро
- Продолжительность
- 29ч 25м
- Когда
- Понедельник, вторник, среда и пятница
- Ориентировочная цена
- 750 — 1900 евро
- Продолжительность
- 30ч 5м
- Когда
- с понедельника по пятницу
- Ориентировочная цена
- 750 — 19 евро00
Сингапурские авиалинии
- Веб-сайт
- singaporeair. com
 com
com- Продолжительность
- 26ч 5м
- Когда
- вторник, среда и пятница
- Ориентировочная цена
- 650 — 2000 евро
- Продолжительность
- 26ч 5м
- Когда
- вторник, среда, пятница и суббота
- Ориентировочная цена
- 650 — 2100 евро
- Продолжительность
- 23ч 15м
- Когда
- вторник, среда, пятница, суббота и воскресенье
- Ориентировочная цена
- 500 — 1600 евро
- Продолжительность
- 25ч 40м
- Когда
- вторник, среда, пятница, суббота и воскресенье
- Ориентировочная цена
- 550 — 1700 евро
- Продолжительность
- 23ч 55м
- Когда
- вторник, среда и пятница
- Ориентировочная цена
- 1500 — 7000 евро
- Продолжительность
- 26ч 35м
- Когда
- Каждый день
- Ориентировочная цена
- 1500 — 7000 евро
- Продолжительность
- 26ч 45м
- Когда
- вторник, среда и пятница
- Ориентировочная цена
- 550 — 1700 евро
Джетстар
- Веб-сайт
- jetstar. com
 com
com- Продолжительность
- 27ч 40м
- Когда
- Понедельник, вторник, среда, четверг, пятница и воскресенье
- Ориентировочная цена
- 900 — 4200 евро
- Продолжительность
- 28ч 50м
- Когда
- вторник, среда, пятница, суббота и воскресенье
- Ориентировочная цена
- 900 — 2800 евро
- Продолжительность
- 28ч 55м
- Когда
- вторник, четверг и воскресенье
- Ориентировочная цена
- 900 — 4100 евро
- Продолжительность
- 32 часа
- Когда
- Понедельник, среда и суббота
- Ориентировочная цена
- 1000 — 3600 евро
- Продолжительность
- 29ч 40 м
- Когда
- Понедельник, вторник, четверг и воскресенье
- Ориентировочная цена
- 1100 — 3700 евро
- Продолжительность
- 32ч 50м
- Когда
- Вторник
- Ориентировочная цена
- 950 — 4400 евро
Люфтганза
- Веб-сайт
- lufthansa. com
 com
com- Продолжительность
- 26ч 5м
- Когда
- вторник, среда и пятница
- Ориентировочная цена
- 650 — 2000 евро
- Продолжительность
- 27ч 5м
- Когда
- с понедельника по пятницу
- Ориентировочная цена
- 550 — 1700 евро
- Продолжительность
- 25ч 55м
- Когда
- Понедельник, вторник, среда, пятница и воскресенье
- Ориентировочная цена
- 700 — 1800 евро
- Продолжительность
- 26ч 35м
- Когда
- Каждый день
- Ориентировочная цена
- 1500 — 7000 евро
Норвежские железные дороги (VY)
- Телефон
- +47 61 05 19 10
- Веб-сайт
- вы. номер
 номер
номер- Продолжительность
- 1ч 22м
- Частота
- Ежечасно
- Ориентировочная цена
- 10 — 13 евро
- Веб-сайт
- вы.номер
- Продолжительность
- 5ч 30м
- Частота
- Каждые 4 часа
- Ориентировочная цена
- 40 — 50 евро
- Веб-сайт
- вы.номер
Flytoget
- Телефон
- 23 15 90 00
- Электронная почта
- flytoget@flytoget. no
- Веб-сайт
- flytoget.номер
 no
no- Продолжительность
- 22 мин
- Частота
- Каждые 15 минут
- Ориентировочная цена
- 15 — 18 евро
- Веб-сайт
- Флайтогет AS
СКАЙСС
- Телефон
- 177
- Электронная почта
- [email protected]
- Веб-сайт
- скайсс. номер
 номер
номер- Продолжительность
- 1ч 18м
- Частота
- 5 раз в неделю
- Ориентировочная цена
- 3 — 6 евро
- Веб-сайт
- СКАЙСС
- Продолжительность
- 52 мин
- Частота
- 3 раза в день
- Ориентировочная цена
- 3 — 6 евро
- Веб-сайт
- СКАЙСС
- Продолжительность
- 57 мин
- Частота
- 4 раза в день
- Ориентировочная цена
- 3 — 6 евро
- Веб-сайт
- СКАЙСС
SkyBus
- Телефон
- +61 (0)3 9335 2811
- Электронная почта
- info@skybus. com.au
- Веб-сайт
- skybus.com.au
 com.au
com.au- Продолжительность
- 1 час
- Частота
- Каждые 4 часа
- Ориентировочная цена
- 12 — 17 евро
- Веб-сайт
- Скайбус
- Забронировать по номеру
- Скайбус
Вай Басс
- Телефон
- +47 61 05 19 10
- Электронная почта
- buss@vy. no
- Веб-сайт
- выбусс.номер
 no
no- Продолжительность
- 52 мин
- Частота
- Два раза в день
- Ориентировочная цена
- 19 — 25 евро
- Веб-сайт
- Вы Бусс
- Продолжительность
- 55 мин
- Частота
- Один раз в день
- Ориентировочная цена
- 17 — 22 евро
- Веб-сайт
- Вы Бусс
Норлед
- Телефон
- +47 5186 8700
- Электронная почта
- booking@norled. no
- Веб-сайт
- норлед.№
 no
no- Продолжительность
- 1ч 22м
- Частота
- Один раз в день
- Ориентировочная цена
- 29 — 40 евро
- Веб-сайт
- Норлед
- Продолжительность
- 1ч 37м
- Частота
- 5 раз в неделю
- Ориентировочная цена
- 30 — 40 евро
- Веб-сайт
- Норлед
- Продолжительность
- 40 мин
- Частота
- Один раз в день
- Ориентировочная цена
- 16 — 22 евро
- Веб-сайт
- Норлед
- Продолжительность
- 1ч 10м
- Частота
- Один раз в день
- Ориентировочная цена
- 20 — 28 евро
- Веб-сайт
- Норлед
СКАЙСС
- Телефон
- 177
- Электронная почта
- kunde@skyss. no
- Веб-сайт
- скайсс.номер
 no
no- Продолжительность
- 2ч 10м
- Частота
- 5 раз в неделю
- Ориентировочная цена
- 12 — 18 евро
- Веб-сайт
- СКАЙСС
- Взрослый пассажир
- 12 — 18 евро
Хотите узнать больше о путешествии по Австралии
Серия путеводителей Rome2rio содержит жизненно важную информацию для путешественников со всего мира. Наполненные полезной и своевременной информацией о путешествии, гиды отвечают на все сложные вопросы, такие как «Как купить билет?», «Должен ли я бронировать билеты онлайн перед поездкой?» ‘, ‘Сколько я должен заплатить?’, ‘Есть ли в поездах и автобусах Wi-Fi?’ — чтобы помочь вам получить максимальную отдачу от вашей следующей поездки.
Vick Rd over COULEE, Vermilion Parish, Louisiana
Поделиться:
Vermilion Parish, Louisiana
Map
- Карты Google
- Карты Bing
- OpenStreetMap
- MapQuest.com
- Национальная карта Геологической службы США
- Географический URI (Android)
Координаты:
+29.96333, -92.44500
29°57’48» N, 92°26’42» з.д.
Факты
Источник: Национальный реестр мостов. Информация не проверена; Используйте на свой риск.
| Name: | Vick Rd over COULEE | |||
| Structure number: | 035729578 | |||
| Location: | 0130 LOG MI FROM INT | |||
| Purpose: | Carries highway over waterway | |||
| Классификация маршрута: | Местный (сельский) [09] | |||
| Length of largest span: | 24. 0 ft. [7.3 m] 0 ft. [7.3 m] | |||
| Total length: | 47.9 ft. [14.6 m] | |||
| Roadway width between curbs: | 21,0 футов. [6,4 м] | |||
| Ширина палубы к краю к краю: | 22,0 футов. | Управление шоссейных дорог округа [02] | ||
| Год. 18 / HS 20 [5] | ||||
| Количество основных пролетов: | 2 | |||
| Main Spans Material: | Concrete [1] 9245 2 | 9Concrete [1] 9245 2 | 3 .0333| Швеллерная балка [22] | |
| Тип настила: | Бетон монолитный [1] |
: Последняя проверка 2 июля
| Хорошее/Ярмарка/Плохое состояние: | Ярмарка |
| Статус: | Open, NO RESTRICTION [A] |
| 44452 | |
| 44452 | 9|
| Состояние колоды: | Satisfactory [6 out of 9] |
| Superstructure condition: | Satisfactory [6 out of 9] |
| Substructure condition: | Very Good [8 out of 9] |
| Оценка конструкции: | Несколько лучше, чем минимальная пригодность для того, чтобы ее можно было оставить на месте как есть [5] |
| Оценка геометрии настила: | Несколько лучше, чем минимальная адекватность, чтобы выдержать сохранение на месте как есть [5] |
| Water adequacy appraisal: | Equal to present desirable criteria [8] |
| Roadway alignment appraisal: | Equal to present desirable criteria [8] |
| Channel защита: | Банк начинает проседать. Устройства регулирования рек и защита насыпей имеют обширные незначительные повреждения. Наблюдается незначительное движение русла ручья. Мусор немного ограничивает канал. [6] Наблюдается незначительное движение русла ручья. Мусор немного ограничивает канал. [6] |
| Состояние загрязнения: | Мост с «неизвестным» фундаментом, который не подвергался оценке на наличие загрязнения. [U] |
| Оценка достаточности: | 75,6 |

Предыдущие проверки
| Дата | Состояние | Палуба | Надстройка | Основание | ADT | Доп. Рейтинг |
|---|---|---|---|---|---|---|
| Июль 2017 | Fair | Satisfactory | Satisfactory | Very Good | 100 | 75.6 |
| July 2015 | Fair | Satisfactory | Good | Fair | 100 | 65.1 |
| July 2013 | Удовлетворительно | Удовлетворительно | Хорошо | Удовлетворительно | 100 | 65,1 |
Июнь 2011 г. | Удовлетворительно30333 | Good | Satisfactory | 100 | 90.1 | |
| July 2009 | Fair | Satisfactory | Good | Satisfactory | 100 | 90.1 |
| July 2007 | Fair | Satisfactory | Хорошо | Удовлетворительно | 100 | 90,1 |
| Июль 2005 г. | Удовлетворительно | Удовлетворительно | Хорошо40334 Satisfactory100 | 90.1 | ||
| July 2003 | Fair | Satisfactory | Good | Satisfactory | 100 | 90.1 |
| August 2001 | Fair | Satisfactory | Good | Satisfactory | 100 | 90.1 |
| Июль 1999 г. | Удовлетворительно | Удовлетворительно | Хорошо | Удовлетворительно | 100 | 90. 1 1 |
| September 1997 | Fair | Satisfactory | Good | Satisfactory | 100 | 90.1 |
| November 1995 | Fair | Satisfactory | Good | Satisfactory | 100 | 90,2 |
| Ноябрь 1993 г. | Удовлетворительно | Удовлетворительно | Хорошо | Удовлетворительно | 100 | 90.2 |
| December 1991 | Fair | Satisfactory | Good | Satisfactory | 100 | 90.2 |
Element Data
Source: National Bridge Elements dataset, 2019 edition. Эта функция является экспериментальной.
| Элемент | Ед.0319 | Superstructure | ||||||
|---|---|---|---|---|---|---|---|---|
| Prestressed Concrete Girder/Beam | linear ft. | 768 | 747 | 2 | 19 | 0 | ||
| Deck | ||||||||
| Prestressed Concrete Top Flange | sq. ft . ft . | 1,029 | 977 | 49 | 3 | 0 | ||
| Substructure | ||||||||
| Timber Abutment | linear ft. | 86 | 86 | 0 | 0 | 0 | ||
| Timber Pile | each | 15 | 13 | 2 | 0 | 0 | ||
| Timber Pier Cap | linear ft. | 75 | 75 | 0 | 0 | 0 | ||
| Бридж | ||||||||
| Стальная или алюминовая рельса мостовой мост | 9Стальная или алюминовая мост.0333 | 98 | 0 | |||||
© Copyright 2012-20, James Baughn
Отказ от ответственности: все данные взяты из Национального реестра мостов и проверены , а не .
URL этой страницы: http://bridgereports.com/1223918
Дилер Chevrolet в Фентоне, штат Мичиган | Вик Каневер Chevrolet
Перейти к основному содержаниюСкрыть Показать
Предыдущий Следующий
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Поиск по марке, модели и т. д.
д.Служба расписания
Специальные предложения и поощрения
Выгодный обмен
Поиск по модели
- Кабриолет
- купе
- Хэтчбек
- внедорожник
- Седан
- Грузовая машина
- Ван
Камаро
Корвет Стингрей
Камаро
Корвет Стингрей
Болт EV
Искра
Пригородный
Тахо
Первопроходец
Траверс
блейзер
Болт ЭУФ
Равноденствие
Пригородный
Тахо
Первопроходец
Траверс
Тракс
Малибу
Малибу
Сильверадо 1500
Сильверадо 2500HD
Сильверадо 3500HD
Колорадо
Экспресс визитка
Экспресс в разрезе 4500
Сильверадо 1500
Сильверадо 1500 ООО
Сильверадо 2500 HD
Сильверадо 3500 HD
Экспресс 2500
Экспресс 3500
Vic Canever Chevrolet в Фентоне, штат Мичиган
В Vic Canever Chevrolet нам нравится усердно работать, чтобы предоставить вам наилучшие впечатления от покупки вашего нового Chevy или подержанного автомобиля в Фентоне, штат Мичиган. Наша цель — помочь вам найти идеальное транспортное средство для вас и сделать покупку нового или нового автомобиля веселой и легкой. Мы гордимся тем, что у нас есть широкий выбор вариантов, поэтому каждая поездка в наш дилерский центр Chevy в Фентоне, штат Мичиган, может быть успешной покупкой автомобиля. Приезжаете ли вы за новым Chevy или за подержанными и сертифицированными подержанными автомобилями, которые мы предлагаем, вас ждет угощение! Обязательно откройте для себя все другие замечательные аспекты Vic Canever Chevrolet. Вы можете поговорить с экспертами по финансированию в отношении автомобильных кредитов и лизинга и найти услуги по техническому обслуживанию и ремонту в Фентоне, штат Мичиган, которые нужны вашему автомобилю, в нашем надежном сервисном отделе. Посетите наш удобный дилерский центр Chevrolet по адресу 3000 Owen Rd сегодня!
Наша цель — помочь вам найти идеальное транспортное средство для вас и сделать покупку нового или нового автомобиля веселой и легкой. Мы гордимся тем, что у нас есть широкий выбор вариантов, поэтому каждая поездка в наш дилерский центр Chevy в Фентоне, штат Мичиган, может быть успешной покупкой автомобиля. Приезжаете ли вы за новым Chevy или за подержанными и сертифицированными подержанными автомобилями, которые мы предлагаем, вас ждет угощение! Обязательно откройте для себя все другие замечательные аспекты Vic Canever Chevrolet. Вы можете поговорить с экспертами по финансированию в отношении автомобильных кредитов и лизинга и найти услуги по техническому обслуживанию и ремонту в Фентоне, штат Мичиган, которые нужны вашему автомобилю, в нашем надежном сервисном отделе. Посетите наш удобный дилерский центр Chevrolet по адресу 3000 Owen Rd сегодня!
Качественные подержанные и новые автомобили
Если вам нужен высококачественный подержанный или новый Chevrolet, обратите внимание на Vic Canever Chevrolet. Какими бы ни были ваши потребности в покупке автомобиля, у нас есть ваш следующий автомобиль, который ждет вас на нашем стоянке. У нас в наличии большой ассортимент автомобилей Шевроле Эквинокс. Этот современный внедорожник стал фаворитом покупателей благодаря своему турбодвигателю и длинному списку доступных функций безопасности. Если вы ищете стильный кроссовер, мы рекомендуем Chevrolet Trax. Он предлагает просторный салон и многочисленные функции подключения.
Какими бы ни были ваши потребности в покупке автомобиля, у нас есть ваш следующий автомобиль, который ждет вас на нашем стоянке. У нас в наличии большой ассортимент автомобилей Шевроле Эквинокс. Этот современный внедорожник стал фаворитом покупателей благодаря своему турбодвигателю и длинному списку доступных функций безопасности. Если вы ищете стильный кроссовер, мы рекомендуем Chevrolet Trax. Он предлагает просторный салон и многочисленные функции подключения.
Если вы еще не успели оценить новейший Chevrolet Blazer, мы предлагаем вам это сделать. Это идеальное сочетание элегантного и современного дизайна, которым часто пользуются ежедневные пассажиры. Многим из наших клиентов, покупающих грузовики, нравится Chevrolet Silverado. Этот легкий пикап легко справится с самой сложной работой.
Обслуживание и техническое обслуживание по вашему графику
Если вашему Chevrolet требуется плановое техническое обслуживание или вам требуется сертифицированный ремонт, сервисный отдел Vic Canever Chevrolet — это то, что вам нужно. Наши специалисты, сертифицированные ASE, выполнят обслуживание и ремонт правильно и своевременно. С полностью укомплектованным отделом запасных частей вам не придется долго ждать ремонта. Благодаря большому количеству арендованных автомобилей на территории и бесплатному трансферу до близлежащих достопримечательностей вы также можете использовать это время, чтобы наверстать упущенное по важным делам.
Наши специалисты, сертифицированные ASE, выполнят обслуживание и ремонт правильно и своевременно. С полностью укомплектованным отделом запасных частей вам не придется долго ждать ремонта. Благодаря большому количеству арендованных автомобилей на территории и бесплатному трансферу до близлежащих достопримечательностей вы также можете использовать это время, чтобы наверстать упущенное по важным делам.
Если вы хотите купить свой следующий автомобиль в дилерском центре, который ставит честность и добросовестность на первое место, мы приглашаем вас посетить нас в Vic Canever Chevrolet. С большим ассортиментом и сертифицированными специалистами у вас нет причин идти куда-то еще.
Связаться
3000 Оуэн Роуд
направлений
Вик Каневер Шевроле
Фентон, Мичиган 48430
- Свяжитесь с нашим отделом продаж: (810) 208-2045
- Понедельник с 9:00 до 19:00
- Вторник с 9:00 до 18:00
- Среда с 9:00 до 18:00
- Четверг с 9:00 до 19:00
- Пятница с 9:00 до 18:00
- Суббота 10:00 — 14:00
- ВоскресеньеВыходной
Вик Каневер Шевроле
3000 Owen Rd
Vic Canever Chevrolet
Fenton, MI 48430- Продажи: (810) 208-2045
Посетите нас по адресу: 3000 Owen Rd Fenton, MI 48430
Загрузка карты. ..
..
1611 Вик Роуд | Apopka, FL Квартиры в аренду
- Студио Кровати
- Свяжитесь, чтобы узнать ценыЦена
Информация о недвижимости
- 13 Квартиры
- Построен в 2021
Это ваша собственность? Свяжитесь с нами, чтобы полностью перечислить вашу недвижимость и связаться с потенциальными арендаторами. Это сообщество можно найти в районе Северной Апопки в Апопке. Персонал сообщества готов к вам прийти, чтобы проверить нас. Приходите посмотреть 1611 Vick Rd сегодня.
1611 Vick Rd находится по почтовому индексу 32703 в районе Северная Апопка в Апопке, Флорида.
3D Tours
Карта
1611 Vick Rd, Apopka, FL 32703
Получение около
ПРОЙДИТЕЛЬНАЯ ОСНОВА. Bike Score®
В некоторой степени пригодный для езды на велосипеде
Минимальная велосипедная инфраструктура
22
Transit Score®
Minimal Transit
It is possible to get on a bus
Nearby Schools
Dream Lake Elementary
- Orange
- Public School — Grades PK-5 (807 Students)
7 out of 10
Apopka Middle
- Orange
- Public School — Grades 6-8 (1083 Students)
3 out of 10
Apopka High
- Orange
- Государственная школа – классы 9–12 (3371 ученик)
3 из 10
Данные школы предоставлены GreatSchools.
подробнее
Рейтинг GreatSchools Rating помогает родителям сравнивать школы в пределах штата на основе различных показателей качества школ и дает полезную картину того, насколько эффективно каждая школа обслуживает всех своих учеников. Рейтинги выставляются по шкале от 1 (ниже среднего) до 10 (выше среднего) и могут включать в себя результаты тестов, готовность к поступлению в колледж, успеваемость, курсы повышения квалификации, равенство, дисциплину и данные о посещаемости. Мы также советуем родителям посещать школы, изучать другую информацию о школьной успеваемости и программах и учитывать потребности в рамках процесса выбора школы.
Достопримечательности
Время и расстояние от 1611 Vick Rd.
Big Box Retail | Address | Distance | ||
|---|---|---|---|---|
| Walmart | 1700 Orange Blossom Trl | Drive: | 8 min | 3. |
| The Home Depot | 882 W State Road 436 | Дорога: | 12 мин | 5,7 мили |
Colleges and Universities | Address | Distance | ||
|---|---|---|---|---|
| Seminole State College of Florida — Altamonte Springs Campus | 850 South SR 434 | Drive: | 13 мин. | 6,3 миль |
| Государственный колледж семинолов Флориды — кампус Хитроу | 1055 AAA Drive | Drive: | 20 min | 9.8 mi |
| Valencia Community College — Winter Park Campus | 850 West Morse Boulevard | Drive: | 23 min | 11.1 mi |
Elementary Schools | Адрес | Расстояние | ||
|---|---|---|---|---|
| Начальная школа Dream Lake | 800 Wells Drive Street | :0333 | 3 min | 1. 3 mi 3 mi |
| Rock Springs Elementary | 2400 Rock Springs Road | Drive: | 4 min | 1.5 mi |
| Apopka Elementary | 311 Vick Road | Drive: | 5 min | 1.8 mi |
Groceries | Address | Distance | ||
|---|---|---|---|---|
| Grocery Retail A | W Orange Blossom Trl Blvd | Drive: | 5 min | 2.8 mi |
| Shoppes At Oak Grove | 995 Florida 434 | Drive: | 11 min | 5.2 mi |
| Publix At Jamestown Place | 931-951 N State Road 434 | Drive: | 11 min | 5.2 mi |
High Schools | Address | Distance | ||
|---|---|---|---|---|
| Apopka High | 555 Martin Street | Drive: | 4 min | 1. 4 mi 4 mi |
| Wekiva High | 2501 Hiawassee Road | Поездка: | 9 мин | 4,6 мили |
| Средняя школа Лейк-Брантли | 991 Сэнд-Лейк-роуд | Поездка: | 10 мин | 9 40333
Hospitals | Address | Distance | ||
|---|---|---|---|---|
| Aspire Health Partners | 1800 Mercy Dr | Drive: | 21 min | 10.1 mi |
| Adventhealth Orlando | 601 E Rollins St | Привод: | 25 мин | 11,8 миль |
Middle Schools
Address
Distance
 4 mi
4 miParks and Recreation | Address | Distance | ||
|---|---|---|---|---|
| Avian Reconditioning Center | 323 West Lester Rd. | Поездка: | 4 мин | 2,5 мили |
| Келли Парк/Рок-Спрингс | 400 E. Kelly Park Rd. | Привод: | 8 мин | 6 км |
| Конный парк Кларконы | 3535 Damon Rd. | Поездка: | 10 мин | 8,0 миль |
1611 На Вик-Роуд есть 3 парка в радиусе 8,0 миль, в том числе Центр восстановления птиц, парк Келли/Рок-Спрингс и парк лошадей Кларкона.
Рестораны и рестораны | Адрес | Расстояние | 8 | ||
|---|---|---|---|---|---|
| Brusters Ice Cream | 1154 Rock Springs Rd | Drive: | 1 min | 0. |