Вольфрамовые электроды для аргонодуговой сварки — характеристики, маркировка
Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата . Большой популярностью пользуются электроды вольфрамовые, которые не плавятся и отличаются отменным качеством. Но при выборе электродов из вольфрама нужно обязательно обращать внимание на цвет их маркировки и прочие параметры. Как это сделать, мы и расскажем ниже.
Блок: 1/5 | Кол-во символов: 377
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы.


Блок: 2/5 | Кол-во символов: 567
Источник: http://tool-land.ru/argonnaya-tig-svarka.php
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Блок: 3/5 | Кол-во символов: 3490
Источник: http://met-all.org/metalloprokat/metizy/volframovye-elektrody-dlya-argonodugovoj-svarki.html
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Влияние угла заточки на глубину провара
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Блок: 3/3 | Кол-во символов: 3411
Источник: https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html
Аргонодуговая сварка неплавящимся электродом (tig)
При сварке неплавящимся электродом обязательно используют сварочный осциллятор. Так как из-за тугоплавкости вольфрама, плавление которого происходит при температуре около 5000 °C, сам электрод практически не сгорает. В связи с этим образование газов, ведущих к ионизации и зажиганию дуги не происходит. Кроме осциллятора, для образования сварочного шва применяют присадочный материал.
Блок: 4/6 | Кол-во символов: 436
Источник: https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
Прочие критерии выбора вольфрамовых электродов
Элементы на основе вольфрама, имеющие маркировку WP, используют при сварке посредством переменного тока алюминиевых сплавов с четом хорошей устойчивости дуги. Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
- тип электрода;
- его состав;
- легирующие добавки;
- параметры изделия;
- качество заточки;
- плотность;
- геометрию острия.
Ну, и, конечно же, как было сказано выше, обращайте внимание на маркировку, состоящую из латинских букв, цифр и цвета.
Блок: 4/5 | Кол-во символов: 623
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
 Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Правила сварочного процесса
Правила сварки аргонодуговым способом следующие:
- если вы соединяете тонкие листы металла, то используйте при работе только специальные приспособления сборочно-сварочного назначения. Это позволит вам точно соединить кромку, и шов в итоге выйдет тонким и прочным;
- вольфрамовые электроды должны иметь идеально чистые концы, это обеспечит высокое качество шва;
- перед работой не забудьте определиться с тем, какой будет сила тока. Таким образом, вы грамотно просчитаете расход материалов и время заточки;
- старайтесь не впускать в сварочную зону воздух, это может ухудшить качество швов.

Если вы примите во внимание эти правила и примените это на практике, шов будет качественным и долговечным, вам не придется чинить дыры, поскольку первоначальное состояние может сохраниться на несколько десятилетий.
Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать. Это поможет облегчить выбор материалов для сварки.
Блок: 5/5 | Кол-во символов: 2707
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.

Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
Блок: 5/5 | Кол-во символов: 970
Источник: https://expertsvarki.ru/materialy/volframovye-elektrody.html
Ошибки при TIG сварке
Ниже рассматриваются некоторые общие проблемы возникающие при TIG сварке.
| Возможная причина | Способ устранения |
| Быстрое сгорание вольфрамового электрода | |
Недостаточный расход газа. | Убедиться, что в системе подачи газа нет помех, а в баллоне есть газ. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Электрод подключен к плюсу. | Подключить электрод к минусу. |
| Неправильно выбран диаметр для используемого тока. | Использовать электрод с большим диаметром или уменьшить ток. |
| Вольфрам окисляется в паузах при сварке. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Используется электрод без присадок. | Например, при сварке переменным током, вместо электрода WP использовать WL-20. |
| Загрязнение шва вольфрамом | |
| Электрод плавится в сварочную ванну. | Использовать вместо электрода WP легированный электрод. |
| Электрод касается сварочной ванны. | Электрод держать выше. |
| Шов плохого цвета или пористый | |
| Был конденсат на свариваемом металле. | Если металл хранился на холоде и для сварки был занесен в теплое помещение, на нем может образоваться конденсат. Его нужно удалять. Вода при высокой температуре распадается на водород и кислород, которые взаимодействуют с металлом. |
| Неплотное подключение шланга или горелки, неисправный шланг. | Затянуть соединения шланга и горелки. Проверить шланг на порезы. |
| Недостаточный расход газа. | Отрегулировать расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Загрязненный или неподходящий присадочный материала. | Проверить тип присадочного металла. Удалить жир, масла и влагу с присадочного металла. |
| Загрязнение свариваемого металла. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Желтый дым или пыль на поверхности сопла, электрод изменяет цвет | |
| Очень низкий расход газа. | Увеличить расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Слишком рано отключается газ после гашения дуги. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Нестабильная дуга | |
| Неправильная полярность (при постоянном токе). | Проверить полярность. Электрод должен быть подключен к минусу. |
| Вольфрамовый электрод загрязнен. | Удалить загрязнение и переточить электрод. |
| Слишком длинная дуга. | Сократить длину дуги. |
| Загрязнен свариваемый металл. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Неправильно подготовлен электрод. | Для сварки постоянным токов электрод затачивается в виде конуса и делается притупление. Для сварки переменным током делается закругление. |
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Блок: 5/5 | Кол-во символов: 2923
Источник: http://tool-land.ru/argonnaya-tig-svarka.php
Применение вольфрамовых электродов
Аргонную сварку применяют в самых разных отраслях промышленности и сельского хозяйства. Возможность аппаратом TIG ac/dc соединить различные углеродистые, нержавеющие, конструкционные стали, а также современные сплавы металлов, характеризует эту технологию как самую востребованную в производстве на данный момент. Аэрокосмическая отрасль, как правило, является основным пользователем данного типа сварки.
В промышленности tig-сварку используют для соединения деталей различных конфигураций. Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
В связи с простой технологией аргонной сварки алюминия, её можно применить в быту, используя домашние инверторы TIG ac/dc. В бытовых условиях возможно организовать даже сварочный процесс нержавейки. Надёжность получаемого шва не вызывает сомнений, так как сварочный шов являет собой единое целое со свариваемым металлом. Современные технологии сварочных работ ставят аргонодуговую сварку с применением вольфрамовых электродов на одно из первых мест в мире по качеству производимых работ.
Блок: 6/6 | Кол-во символов: 1320
Источник: https://proinstrumentinfo. ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/
WY-20
Вольфрамовые электродыWY-20(в состав, помимо чистого вольфрама входит 2 % оксида иттрия)относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Блок: 6/8 | Кол-во символов: 578
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
WP
Вольфрамовые электродыWP(в составвходит не менее 99,5% чистого вольфрама)предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Блок: 7/8 | Кол-во символов: 586
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
WZ-8
Вольфрамовые электродыWZ-8(в составвходит не менее ,% оксида циркония)предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности. Заточка электрода производится в виде шарика (скругление).
Блок: 8/8 | Кол-во символов: 404
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all.org/metalloprokat/metizy/volframovye-elektrody-dlya-argonodugovoj-svarki.html: использовано 1 блоков из 5, кол-во символов 3490 (19%)
- https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html: использовано 1 блоков из 3, кол-во символов 3411 (19%)
- https://proinstrumentinfo.ru/volframovye-elektrody-dlya-argonodugovoj-svarki-po-tsvetam/: использовано 2 блоков из 6, кол-во символов 1756 (10%)
- https://expertsvarki.ru/materialy/volframovye-elektrody.html: использовано 1 блоков из 5, кол-во символов 970 (5%)
- https://stanok.guru/metalloobrabotka/svarka/elektrody/volframovye-elektrody-razlichiya-po-cvetam-i-markirovke.html: использовано 3 блоков из 5, кол-во символов 3707 (20%)
- http://intersvarka-nn. ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html: использовано 3 блоков из 8, кол-во символов 1568 (9%)
- http://tool-land.ru/argonnaya-tig-svarka.php: использовано 2 блоков из 5, кол-во символов 3490 (19%)
 ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html: использовано 3 блоков из 8, кол-во символов 1568 (9%)
ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html: использовано 3 блоков из 8, кол-во символов 1568 (9%)Вольфрамовые электроды и как их выбирать. Статьи компании «ООО «Радикс-РНД»»
Сварочные работы в среде защитных газов — гелия или аргона, выполняются с помощью неплавящихся вольфрамовых электродов. Благодаря своей тугоплавкости вольфрам выдерживает большие температуры и электроду обеспечен длительный и беспрерывный срок службы.
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.

Сегодня вольфрамовые электроды отличаются широким ассортиментом разновидностей. Вольфрамовые электроды для аргонодуговой сварки классифицируются по присадкам к основному металлу. Их деление на классы соответствует определенным цветам, которым помечают край электрода. При выборе техпроцесса учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения.
На рынке можно встретить и другие варианты исполнения.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
проводимости;
плавкости;
дугообразования;
прочности.
WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке. Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.

WС – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов. Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
WТ – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет.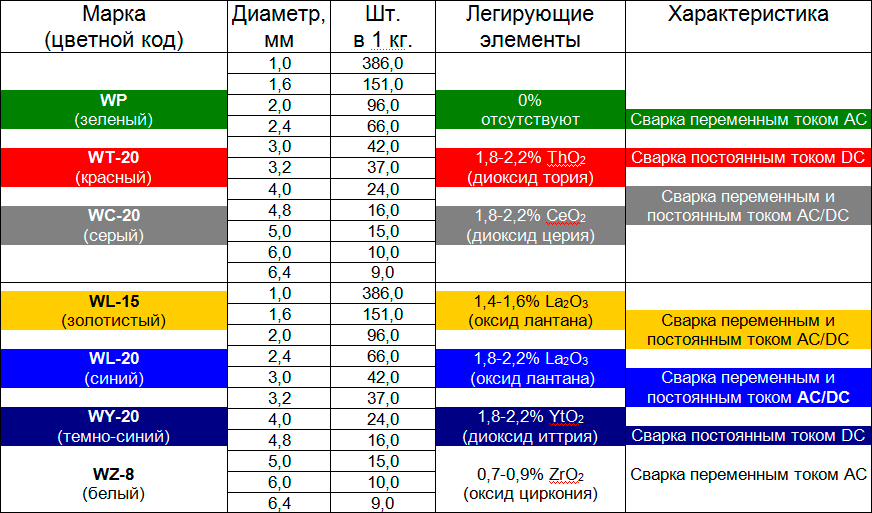 Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность. Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность. Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
WZ – обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги. Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги. Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WY – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
Подходит для сваривания меди, титана и некоторых сталей.
WL – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WS2 — c добавкой лантана (La₂O₃) и иттрия (Y₂O₃). Точный процент этих добавок производитель не разглашается, известно только, что суммарно их массовая доля составляют около 2%. Применяются для сварки всех видов углеродистых, легированных, высоколегированных сталей, алюминия, меди, никеля и их сплавов на переменном и постоянном токе (АС/DC). Электроды WS2 характеризуются высоким качеством дуги и сниженным энергопотреблением, но при этом их цена выше, чем у вольфрамовых электродов с однокомпонентной присадкой. Они почти на четверть дороже, чем лантановые, и более чем на 40% по сравнению с самыми популярными «красными» ториевыми. Поэтому их применение обосновано только в случае выполнения ответственных сварочных операций, где недопустимы изменения параметров сварочной дуги и ее прерывание, а также в массовых автоматизированных производствах, требующих высокой повторяемости параметров сварочного процесса. WS2 целесообразно использовать при сварке изделий из редких и тугоплавких металлов и их сплавов, т. к. в этом случае их дороговизна компенсируется высокой стоимостью свариваемых материалов и снижением риска брака дорогих деталей.
Точный процент этих добавок производитель не разглашается, известно только, что суммарно их массовая доля составляют около 2%. Применяются для сварки всех видов углеродистых, легированных, высоколегированных сталей, алюминия, меди, никеля и их сплавов на переменном и постоянном токе (АС/DC). Электроды WS2 характеризуются высоким качеством дуги и сниженным энергопотреблением, но при этом их цена выше, чем у вольфрамовых электродов с однокомпонентной присадкой. Они почти на четверть дороже, чем лантановые, и более чем на 40% по сравнению с самыми популярными «красными» ториевыми. Поэтому их применение обосновано только в случае выполнения ответственных сварочных операций, где недопустимы изменения параметров сварочной дуги и ее прерывание, а также в массовых автоматизированных производствах, требующих высокой повторяемости параметров сварочного процесса. WS2 целесообразно использовать при сварке изделий из редких и тугоплавких металлов и их сплавов, т. к. в этом случае их дороговизна компенсируется высокой стоимостью свариваемых материалов и снижением риска брака дорогих деталей. Кроме того, по сравнению с другими электродами они являются практически универсальными, что важно в условиях работы на одном оборудовании с различными видами металлов и сплавов
Кроме того, по сравнению с другими электродами они являются практически универсальными, что важно в условиях работы на одном оборудовании с различными видами металлов и сплавов
WR2 — с оксидом лантана (легирование 1,2…1,4% La₂O₃, бирюзовый). Отличаются очень легким первоначальным и повторым поджигом сварочной дуги, благодаря содержанию оксида лантана (La2O3). Лантанированный вольфрам не содержит радиоактивных элементов. Применяется для аргонодуговой (TIG(WIG) сварки на постоянном токе (DC) сталей, меди, бронзы и на переменном (AC) алюминия и его сплавов. Возможно применение их для микроплазменной сварки. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
WR2 вольфрамовый обеспечивает:
- отличный легкий стартовый поджег дуги;
- стабильность дуги;
- слабую расположенность в процессе сварки к прожогам на постоянном/переменном токах в режимах DC/AC;
- идеален для автоматической сварки благодаря высоким свойствам поджога.

Сравнительно с цериевыми/ториевыми, лантановые электроды отличаются большей износостойкостью рабочего конца электрода, большим сроком службы и гораздо меньшей загрязненностью вольфрамом шва сварного. Оксид лантана нанесен равномерно но всю длину электрода, позволяя длительно сохранять в процессе сваривания начальную заточку электрода. Это весомое преимущество при сваривании обычных /нержавеющих сталей при постоянном токе (прямой полярности), и также переменном токе на базе усовершенствованных источников тока. WR2 вольфрамовый способен работать на токах, диапазоны которых выше, чем у электродов с иными примесями.
E3 — Электроды, разработанные Abicor Binzel, с добавками оксидов редкоземельных элементов (смесь окислов). Цвет маркировки — фиолетовый. В сравнении с торированными электродами, данные электроды гораздо менее вредны для окружающей среды и не радиоактивны. Неторированные, нерадиоактивные электроды применимы во всем диапазоне мощностей постоянного тока (DC) и переменного тока сварки (АС) нелегированной и высоколегированных сталей, сплавов алюминия, титана, никеля, меди и магния. Благодаря своим отличным свойствам поджига, они идеально подходят для автоматизированных процессов. Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Неторированные, нерадиоактивные электроды применимы во всем диапазоне мощностей постоянного тока (DC) и переменного тока сварки (АС) нелегированной и высоколегированных сталей, сплавов алюминия, титана, никеля, меди и магния. Благодаря своим отличным свойствам поджига, они идеально подходят для автоматизированных процессов. Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Использованы материалы https://pz.ua/argonodugovaja-svarka/volframovyye-prutki/wr2-d1-175mm-binzel.html http://met-all.org/metalloprokat/metizy/volframovye-elektrody-dlya-argonodugovoj-svarki.html https://svarkalegko.com/materials/volframovie-electrodi.html http:// https://wikimetall.ru/oborudovanie/volframovyie-elektrodyi-ws2.html http://svweld.com.ua/ru/shop/0083/1301/1302/
Вольфрамовые электроды для аргонодуговой сварки по цветам
Чтобы прочно соединить пластичные металлы, например, титан, медь, алюминий, чугун, углеродистая сталь и другие, применяют аргонодуговую сварку. Неплавящиеся вольфрамовые электроды делают тонкий, аккуратный и прочный сварочный шов. Аргонная сварка востребована для изготовления и ремонта изделий в промышленности и быту. Например, для устранения течи в радиаторе, ремонта трубок кондиционера или соединения тонких металлических листов. Для изготовления люстр и сложных кованых изделий аргонная сварка позволяет прочно соединить детали без последующей шлифовки.
Неплавящиеся вольфрамовые электроды делают тонкий, аккуратный и прочный сварочный шов. Аргонная сварка востребована для изготовления и ремонта изделий в промышленности и быту. Например, для устранения течи в радиаторе, ремонта трубок кондиционера или соединения тонких металлических листов. Для изготовления люстр и сложных кованых изделий аргонная сварка позволяет прочно соединить детали без последующей шлифовки.
Как расшифровать маркировку?
Сварочные электроды бывают только из вольфрама и с окисями редкоземельных элементов. В маркировке заложена информация об материале и длине. Первая буква «W» обозначает вольфрам, а вторая добавку. Первое число показывает процентное содержание добавки, а второе – длину электрода.
Почему электроды цветные?
Для простоты, электроды маркируют определенным цветом.
• Белые электроды (WZ-8). Добавляется оксид циркония в процентном соотношении 0,8. Они создают достаточно сильную дугу, но требуют большую нагрузку по току. Их используют в аппаратах с переменным током. Перед работой рабочий торец округляют. Область применения: изделия из алюминиевых сплавов, бронзы, металлов с никелем и сплавов магния.
Их используют в аппаратах с переменным током. Перед работой рабочий торец округляют. Область применения: изделия из алюминиевых сплавов, бронзы, металлов с никелем и сплавов магния.
• Зеленые(WP). На 99% состоит из вольфрама. Электроды создают стабильную дугу при переменном токе, но быстро сгорают. Поэтому применяют в совокупности с аргоном или гелием. Рабочему краю электрода придают форму шара. Используют редко, в основном для работы с материалами из магния, сплавами алюминия.
• Серый (WC-20). Добавлен церия оксид в соотношении 2%. Церий улучшает первичный пуск и дает стойкую сварочную дугу при небольшом значении тока. Электроды считаются универсальными. Хорошо соединяют тонкие листы из стали. Серым электродам по силу надежно соединить детали из молибдена, тантала, сплавов ниобия и титана.
• Красный (WT-20). В основной состав добавлено 2% тория. Электроды самые стойкие, не плавятся и держат форму. Легко справляются с тугоплавкими металлами, но из-за радиоактивности тория практически не используется.
• Золотистый (WL-15). В состав добавлено 1,5% лантана.
• Синий (WL-20). Присадка – 2% лантана. Добавка в два раза увеличивает устойчивость к износу. Сварочный шов получается чистый, что важно при работе со сложными изделиями. Электроды с лантаном легко дают мощную дугу сразу и при повторном старте. Работают при любых видах тока. Незаменимы для соединения деталей из всех видов стали.
• Темно-синий (WY-20). Добавка содержит 1,8 — 2,2% иттрия. Подходит для аппаратов постоянного тока. Поскольку иттрий делает электроды самыми стабильными с повышенной устойчивостью дуги, они применяются для сварки узлов и конструкций из меди, титана, углеродистой и низколегированной стали.
Источник: веб-студия Краснодар.
Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
 youtube.com/embed/_gr8NAmQ0tk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/_gr8NAmQ0tk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.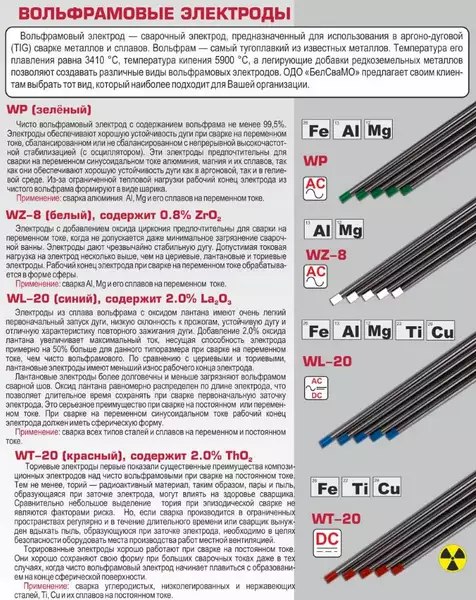
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
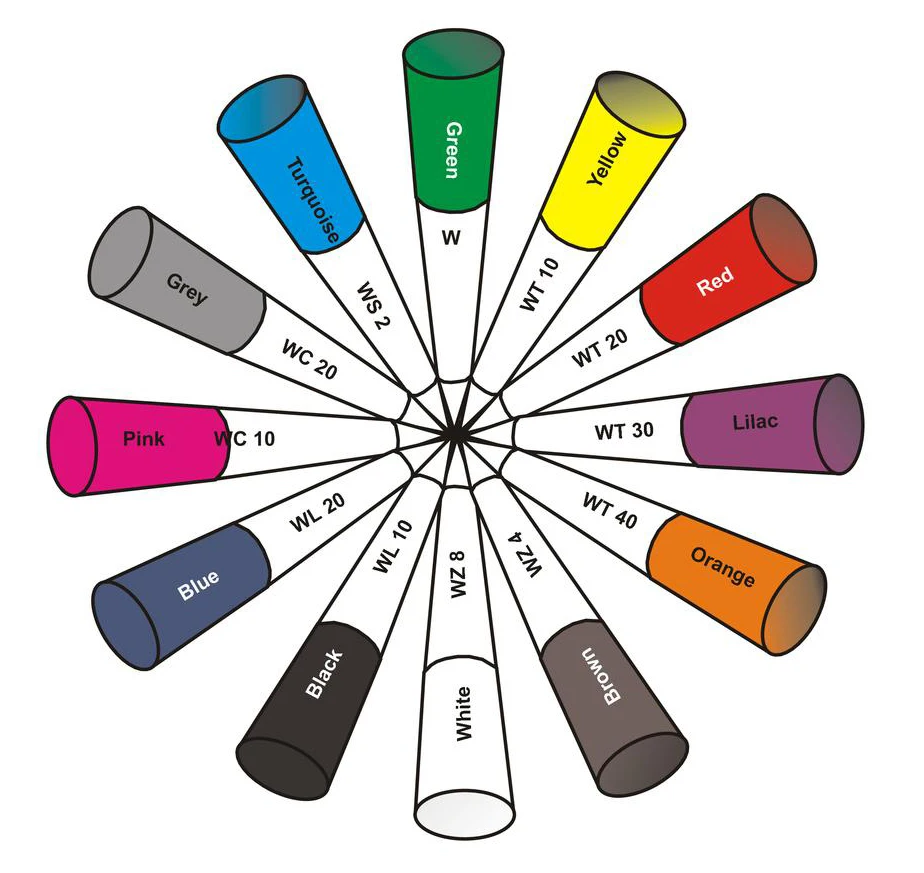
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечникЭлектроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечникЭлектроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др. ), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечникЭлектроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.

Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечникЭлектроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.

Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.

Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.

Оценка статьи:
Загрузка…Поделиться с друзьями:
Страница не найдена : Arc-Zone.com, Магазин сварочных принадлежностей
Если у вас есть номер детали, введите его, и любое совпадение сразу же появится в верхней части результатов.
Результаты ранжируются сначала по номеру детали, затем по названию продукта и, наконец, если выбрано, по описанию продукта при условии, что вы не уточняли поиск (по категории, производителю и т. д.) или упорядочивали его (по цене, названию и т. д.) ).
Наша поисковая система предполагает, что ВСЕ введенные слова будут соответствовать первым .Например, поиск с воздушным охлаждением tig сначала приведет к появлению страниц со всеми тремя этими словами (в любом порядке). После более точных совпадений вы найдете результаты, содержащие меньше терминов.
Поиск с двойными кавычками ( «tig с воздушным охлаждением» ) дает результаты с приоритетом для этих слов в указанном порядке.
Если вместо этого вы хотите увидеть страницы с ЛЮБЫМ или ОДНИМ из этих слов, вы должны ввести air или cooled или tig . Это вернет гораздо больше результатов.
Вы также можете комбинировать условия поиска, используя круглые скобки. Например: «плазменная дуговая резка» и (hypertherm или miller) дадут такие результаты, что точная фраза «плазменная дуговая резка» и любое сочетание hypertherm и/или фрезерного станка будут представлены первыми в результатах.
Также доступна звездочка. Таким образом, сварка* вернет продукты со словами сварка , сварщик , сварка и т. д. Поскольку эти слова встречаются в большем количестве названий продуктов и номеров деталей, чем только сварка , вы, как правило, получаете более точный результат. .
Условия поиска нечувствительны к регистру , поэтому ввод сварочная маска или сварочная маска дает идентичные результаты.
Ключевое слово
Поиск в описаниях продуктов
Ограничение по категории:
Все категорииБестселлеры и специальные предложенияОдежда, шлемы и средства индивидуальной защиты Сварочные каски, щитки и очки Защитные очки и щитки для шлифования Пассивные сварочные каски Недорогие автоматически затемняющиеся сварочные каски Цифровые сварочные каски с автоматическим затемнением Дыхательное оборудование Респираторы с очисткой воздуха Шлемы Оборудование для защиты от теплового стресса и запасные части Поликарбонатные и стеклянные фильтрующие пластины, увеличительные линзы, огнезащитные колпачки Запасные части для сварочных шлемов Запчасти для сварочных шлемов Speedglas™ Запчасти для сварочных шлемов Jackson™ & Huntsman™ Запчасти для сварочных шлемов Miller™ Половина респираторов Очищающие респираторы (PAPR) и каски с подачей воздуха Оборудование для защиты от теплового стресса и запасные части Средства защиты органов слуха Мужские, женские и детские сварочные куртки Сварочное снаряжение BSX™ Xtreme – рукава, куртки и многое другое! Сварочное снаряжение Miller® ArcArmor™ — рукава, куртки и многое другое! WeldX™ Одежда для защиты от высокотемпературной сварки Кожаная одежда – накидки, нагрудники, фартуки и многое другое Женское и детское сварочное снаряжение Pro-Gear Packages™ – выберите лучшее для вас снаряжение! Перчатки для мужчин, женщин и детей Перчатки Miller® для сварки и металлообработки Сварочные перчатки Revco для мужчин и женщин Шлемы, сумки и аксессуары Защитные очки и щитки для шлифовки Водяные/газовые фитинги и газовые клапаны Кислородно-топливные фитинги и шланги Машинные и кабельные соединители Переходники для баллонов и тройники Сварочный кабель, резцы, обжимные инструменты, наконечники и фитинги для сварки TIG Шланг ReelCraft, шнур питания, решения для хранения и отвода кабеля Расходомеры газа, нагреватели , Смесители Расходомеры TIG, аргона/гелия/мультигаза (CGA 580) Расходомеры MIG, аргона/CO2 (CGA 320) Двойные газовые расходомеры, комплекты для продувки и смешивания Регулятор CO2 с подогревом / расходомеры Окси-ацетиленовые регуляторы и шланги Пропорциональные газовые Миксеры и смесительные регуляторыЗаземляющие и рабочие зажимы Ручные зажимы заземления — от 180 до 500 А Зажимы с винтовым заземлением типа C — от 300 до 2000 А Магнитные заземлители — от 300 до 500 А Вращающиеся заземлители для тяжелых условий эксплуатации — от 500 до 2000 А Пистолеты MIG, F Eeders & Parts Air-охлаждение MIG Guns & Parts Tweco® Стиль MIG Guns & Parts 180 AMP MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Запасные части Советы Советы Диффузоры газа и проводники Проводники Кабельные узлы и разъемы Проволочные Устройства проводки / вкладыши Разное Запасные части 250 AMP MIG Оружие и запасные части MIG Gun Пакеты Запасные части Совет Советы Диффузоры газа и проводные трубки Кабельные сборы и разъемы Проволоки Кабельные сборы и разъемы Проволочные сборы Кабельные / вкладыши Обратная замена 400 AMP MIG Оружие и запасные части Миг Пистолетные пакеты Запасные части Советы Советы Диффузоны и диффуз и соединители Комплекты и вкладыши кабельных каналов Разные запасные части Горелки MIG для тяжелых условий эксплуатации 450 AMP и запасные части MIG Gun Пакеты Запасные части Насадки Советы Советы Диффузоры газа и проводные трубки Кабельные сборы и разъемы Проволоки Кабельные сборы / вкладыки Запасные части Прочее Запчасти 500 AMP MIG MIG Оружие и запасные части Миг Пистолет Пакеты Запасные запчасти Советы Советы Газовые диффузоры и проводники Кабельные узлы и разъемы Проволока / Лайнеры Разное Запасные запчасти Miller® M-25 Стиль MIG Оружие и запчасти Водяные охлаждения MIG Оружие и запчасти Tweco® MIG Оружие и запасные части 600 AMP MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Советы Советы Диффузоры газа и проводники Кабельные узлы и соединители Комплекты и вкладыши для кабельных каналов Разные запасные части Горелки MIG с воздушным охлаждением и детали Горелки MIG типа TWECO® и R Восточные детали 400 AMP Машина MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Насадки Советы Диффузоры газа и проводные трубы Кабельные Устройства и разъемы Проводные Устройства Проводные Устройства / вкладыши Разное Запасные части 450 AMP Машина MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Диффузоры и проводные пробирки кабельные узлы и разъемы проводные сборы кабелепроводов / вкладыши различные запасные части 500 AMP машина MIG пушки и запасные части MIG пушки пакеты запасных частей Ссылка на соревнованиях подсказки. Охлаждаемая машина Горелки MIG и детали Горелки MIG типа TWECO® и запасные части 6 00 AMP Machine MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Сов насадки Советы Диффузоры газовых диффузоров Кабельные сборы и разъемы Проволочные сборы кабелей / вкладыши Разное Запасные части MIG Питатели проволоки и запчасти подачи проволоки и шнуры питания Приводных календов Комплекты и запасные части Pro II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части узла приводных роликов PRO IV Привод Комплекты роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплект приводных роликов PRO IV s Запасные части комплекта приводного ролика PRO IV Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для нагревания топлива, сварки и пайки Ручки для кислородно-топливных горелок Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Flame Tech Детали для кислородно-топливной пайки и легкого нагрева -Двойные топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Обратные клапаны и обратные клапаны Flame Tech Flame Tech Резаки для тяжелых условий эксплуатации и запасные части Режущие приспособления Режущие приспособления и рукоятки Резаки Высокопроизводительная резка Scorpion Ting Советы Scorpion 6300 Victor® Совместимые сверхмощные Ручные горелки Скорпион 6300 Сверхмощные Ручные режущие Горелки Scorpion Высокая производительность Резка Советы Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Руки Резаки Наконечники для высокопроизводительной резки Flame Tech «Scrapper» Scorpion 9600 Heavy Duty Ручные резаки для резки Фильтры Двойные кислородно-топливные шланги, фитинги и адаптеры Victor® Cutting & Welding Equipment Victor® Oxy-Fuel Outfits Victor® Oxy-Fuel Handles Victor® Oxy-Fuel Appliances Victor® 75°, 90° & 180° Oxy-Fuel Cutting Ручки горелки Наконечники и насадка для кислородно-топливного нагрева и сварки Victor® s Victor® Professional Наконечники и насадки для нагрева Victor® Professional Наконечники и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Regulator Насадки для резки пропаном и природным газом ® Газокислородные разрядники и обратные клапаны Двойные газокислородные шланги, фитинги и адаптеры Микрогорелки для ювелирных изделий и произведений искусства Маленькие кислородно-топливные горелки, запасные части и принадлежности Принадлежности для газокислородной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Hypertherm® PAC 130 Резаки и запасные части Hypertherm® PAC 140 Резаки и запасные части Резаки Hypertherm® PAC 160® Резаки PAC0 и запасные части Hypertherm1 и запасные части Резаки для резки Hypertherm® PAC 200 и запасные части Резак для резки Hypertherm® PAC 500 s и запасные части Hypertherm® PAC 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Горелка Thermal Dynamics® Style ® PCH 10 для Drag-Gun /Cougar® Горелка PCH 20 для Dynapak® 110/PAK® 2XT Горелка PCH 25 для PakMaster® 25/EconoPak® 25 PCH 26 Резак для EconoPak® 50 PCH/M 28 Резак для PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для станков PAK® 5/10/22 PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/ 5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак от 5 до 10XR, 625/750/1000 и 1250XR PCH/M 53 Резак для PakMaster®100 PCH 55 Резак для 3XR/5XR/5XT/6XR/650XR/7DynkR/750XR/7 ® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH/M-75 Резак для PakMaster® 75 , 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST /15XC ESAB® / L-Tec® Style Резаки ESAB® /L-Tec® PT-15/PT-15XL и запасные части Резаки ESAB® /L-Tec® PT-17A/PT-17AM и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части ESAB® /L-Tec® PT-19XLS Резаки и запасные части ESAB® /L-Tec® PT-20AM Резаки и запасные части ESAB® /L-Tec® PT-23 Резаки и запасные части Резаки ESAB® /L-Tec® PT-27 Резаки и запасные части ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL Резаки и запасные части ESAB® /L- Tec® PT-121 Резаки и запасные части Miller® Style Miller® ICE-25C Резаки и запасные части Miller® ICE-50 Резаки и запасные части Miller® ICE-50C/ICE-50CM Резаки и запасные части Miller® ICE -70/70М — ДВС-100/ Резаки 100M и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT-60 Резаки и запасные части Lincoln® MAGNUM PCT-125 Резаки и запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Термодинамические горелки и детали Провода кабеля питания и шланги для защитного газа 3A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Вводы силовых кабелей и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа PWM 300 Thermal Резаки и детали Dynamics Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Powe r Кабельные вводы и шланги для защитного газа Защитные экраны и заливные стаканы Наборы принадлежностей PAW Оборудование для продувочного газа Кислородные мониторы и продувочные камеры для сварки высокой чистоты TIG & PAWДистанционное управление силой токаМагазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Вырубные станки для труб, монтажные зажимы и цепные клещи Квадраты, уровни, угломеры и панельные зажимы Решения для хранения сварочной проволоки и стержней Машины для шлифовки, полировки, резки и принадлежности Вырезка труб, гибка , Формование и формование металла Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов для электродов Горелки и аксессуары TIG Комплекты горелок TIG и корпуса горелок с рукоятками Наборы принадлежностей PRO™ — наборы чашек Monster™, Stubby и LowRider™ Чашки, линзы, цанги, цанга Корпуса, крышки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители для сварки TIG с воздушным охлаждением, переходники и комплекты для подключения Соединители для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Соединители TIG с водяным охлаждением, адаптеры и монтажные комплекты Соединители TIG с водяным охлаждением CK Соединители TIG с водяным охлаждением Lenco Соединители TIG с водяным охлаждением Weldcraft Соединители TIG с воздушным/водяным охлаждением Соединители для машин, вилки и адаптеры Dinse Соединители «кабель-кабель» Переходники цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Чашки для TIG и PAWTIG Сварочный присадочный стержень Шлифовальные станки для вольфрамовых электродов Вольфрамовые шлифовальные станки Запчасти и аксессуары для вольфрамовых шлифовальных станков Вольфрамовые шлифовальные кругиВольфрамовые электродыВодоохладители, охлаждающая жидкость и детали Премиальный комплект для модернизации оборудования для сварки TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для водяных охладителей Насосы охлаждающей жидкости ProCon Охлаждающие системы Bernard/ITW Детали Запасные части Dynaflux Запасные части Abicor Binzel Abi cor Binzel Охладители воды Быстроразъемные соединители для шлангов и многое другое Столы для сварки JIG и крепежные инструментыСварочные аппараты и их модернизация
Охлаждаемая машина Горелки MIG и детали Горелки MIG типа TWECO® и запасные части 6 00 AMP Machine MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Сов насадки Советы Диффузоры газовых диффузоров Кабельные сборы и разъемы Проволочные сборы кабелей / вкладыши Разное Запасные части MIG Питатели проволоки и запчасти подачи проволоки и шнуры питания Приводных календов Комплекты и запасные части Pro II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части узла приводных роликов PRO IV Привод Комплекты роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплект приводных роликов PRO IV s Запасные части комплекта приводного ролика PRO IV Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для нагревания топлива, сварки и пайки Ручки для кислородно-топливных горелок Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Flame Tech Детали для кислородно-топливной пайки и легкого нагрева -Двойные топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Обратные клапаны и обратные клапаны Flame Tech Flame Tech Резаки для тяжелых условий эксплуатации и запасные части Режущие приспособления Режущие приспособления и рукоятки Резаки Высокопроизводительная резка Scorpion Ting Советы Scorpion 6300 Victor® Совместимые сверхмощные Ручные горелки Скорпион 6300 Сверхмощные Ручные режущие Горелки Scorpion Высокая производительность Резка Советы Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Руки Резаки Наконечники для высокопроизводительной резки Flame Tech «Scrapper» Scorpion 9600 Heavy Duty Ручные резаки для резки Фильтры Двойные кислородно-топливные шланги, фитинги и адаптеры Victor® Cutting & Welding Equipment Victor® Oxy-Fuel Outfits Victor® Oxy-Fuel Handles Victor® Oxy-Fuel Appliances Victor® 75°, 90° & 180° Oxy-Fuel Cutting Ручки горелки Наконечники и насадка для кислородно-топливного нагрева и сварки Victor® s Victor® Professional Наконечники и насадки для нагрева Victor® Professional Наконечники и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Regulator Насадки для резки пропаном и природным газом ® Газокислородные разрядники и обратные клапаны Двойные газокислородные шланги, фитинги и адаптеры Микрогорелки для ювелирных изделий и произведений искусства Маленькие кислородно-топливные горелки, запасные части и принадлежности Принадлежности для газокислородной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Hypertherm® PAC 130 Резаки и запасные части Hypertherm® PAC 140 Резаки и запасные части Резаки Hypertherm® PAC 160® Резаки PAC0 и запасные части Hypertherm1 и запасные части Резаки для резки Hypertherm® PAC 200 и запасные части Резак для резки Hypertherm® PAC 500 s и запасные части Hypertherm® PAC 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Горелка Thermal Dynamics® Style ® PCH 10 для Drag-Gun /Cougar® Горелка PCH 20 для Dynapak® 110/PAK® 2XT Горелка PCH 25 для PakMaster® 25/EconoPak® 25 PCH 26 Резак для EconoPak® 50 PCH/M 28 Резак для PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для станков PAK® 5/10/22 PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/ 5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак от 5 до 10XR, 625/750/1000 и 1250XR PCH/M 53 Резак для PakMaster®100 PCH 55 Резак для 3XR/5XR/5XT/6XR/650XR/7DynkR/750XR/7 ® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH/M-75 Резак для PakMaster® 75 , 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST /15XC ESAB® / L-Tec® Style Резаки ESAB® /L-Tec® PT-15/PT-15XL и запасные части Резаки ESAB® /L-Tec® PT-17A/PT-17AM и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части ESAB® /L-Tec® PT-19XLS Резаки и запасные части ESAB® /L-Tec® PT-20AM Резаки и запасные части ESAB® /L-Tec® PT-23 Резаки и запасные части Резаки ESAB® /L-Tec® PT-27 Резаки и запасные части ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL Резаки и запасные части ESAB® /L- Tec® PT-121 Резаки и запасные части Miller® Style Miller® ICE-25C Резаки и запасные части Miller® ICE-50 Резаки и запасные части Miller® ICE-50C/ICE-50CM Резаки и запасные части Miller® ICE -70/70М — ДВС-100/ Резаки 100M и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT-60 Резаки и запасные части Lincoln® MAGNUM PCT-125 Резаки и запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Термодинамические горелки и детали Провода кабеля питания и шланги для защитного газа 3A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Вводы силовых кабелей и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа PWM 300 Thermal Резаки и детали Dynamics Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Powe r Кабельные вводы и шланги для защитного газа Защитные экраны и заливные стаканы Наборы принадлежностей PAW Оборудование для продувочного газа Кислородные мониторы и продувочные камеры для сварки высокой чистоты TIG & PAWДистанционное управление силой токаМагазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Вырубные станки для труб, монтажные зажимы и цепные клещи Квадраты, уровни, угломеры и панельные зажимы Решения для хранения сварочной проволоки и стержней Машины для шлифовки, полировки, резки и принадлежности Вырезка труб, гибка , Формование и формование металла Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов для электродов Горелки и аксессуары TIG Комплекты горелок TIG и корпуса горелок с рукоятками Наборы принадлежностей PRO™ — наборы чашек Monster™, Stubby и LowRider™ Чашки, линзы, цанги, цанга Корпуса, крышки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители для сварки TIG с воздушным охлаждением, переходники и комплекты для подключения Соединители для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Соединители TIG с водяным охлаждением, адаптеры и монтажные комплекты Соединители TIG с водяным охлаждением CK Соединители TIG с водяным охлаждением Lenco Соединители TIG с водяным охлаждением Weldcraft Соединители TIG с воздушным/водяным охлаждением Соединители для машин, вилки и адаптеры Dinse Соединители «кабель-кабель» Переходники цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Чашки для TIG и PAWTIG Сварочный присадочный стержень Шлифовальные станки для вольфрамовых электродов Вольфрамовые шлифовальные станки Запчасти и аксессуары для вольфрамовых шлифовальных станков Вольфрамовые шлифовальные кругиВольфрамовые электродыВодоохладители, охлаждающая жидкость и детали Премиальный комплект для модернизации оборудования для сварки TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для водяных охладителей Насосы охлаждающей жидкости ProCon Охлаждающие системы Bernard/ITW Детали Запасные части Dynaflux Запасные части Abicor Binzel Abi cor Binzel Охладители воды Быстроразъемные соединители для шлангов и многое другое Столы для сварки JIG и крепежные инструментыСварочные аппараты и их модернизация
Включить подкатегории
Ограничение по производителю
Все производители3MABICOR BINZELУсилительные электродыAquasol CorporationArc-Zone ProArcTimeBest WeldsCK WorldwideCOB IndustriesDeWaltDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHoneywellHuntingdon FusionInelcoInterconITW Cooling SystemsJackson SafetyLencoM. K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTrick ToolsWashington AlloyПродукция WeldcraftСоветы и рекомендации по сваркеWestern EnterprisesWolfram Industrie
K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTrick ToolsWashington AlloyПродукция WeldcraftСоветы и рекомендации по сваркеWestern EnterprisesWolfram Industrie
Наш блог Какой вольфрамовый электрод лучше всего подходит для вашего применения?
- Домой
- Наш блог
- Какой вольфрамовый электрод лучше всего подходит для вашего применения?
Какой вольфрамовый электрод лучше всего подходит для вашего применения?
Сварщики должны учитывать несколько факторов при выборе вольфрамового электрода, который лучше всего подходит для конкретного применения. Использование надлежащего вольфрама обеспечивает качественную сварку TIG, а неправильный выбор приводит к потере времени и дополнительным расходам. Различные типы вольфрамовых электродов хорошо подходят для различных применений, и сварщики должны учитывать источник питания, тип свариваемого материала и толщину этого материала. В компании National Welding Supplies доступны следующие типы вольфрамовых электродов:
Использование надлежащего вольфрама обеспечивает качественную сварку TIG, а неправильный выбор приводит к потере времени и дополнительным расходам. Различные типы вольфрамовых электродов хорошо подходят для различных применений, и сварщики должны учитывать источник питания, тип свариваемого материала и толщину этого материала. В компании National Welding Supplies доступны следующие типы вольфрамовых электродов:
Вольфрамовые электроды с содержанием 2% тория – красный наконечник
Этот тип следует использовать в приложениях с оборудованием постоянного тока с постоянным током от трансформатора.Этот радиоактивный вольфрамовый электрод, содержащий от 1,7% до 2,2% оксида тория, хорошо работает с мягкой сталью, нержавеющей сталью и другими некорродирующими металлами. Вольфрамовые электроды с красными наконечниками находятся в среднем диапазоне по силе тока и эрозии, а также по склонности к разбрызгиванию. Выбирайте стержни диаметром 1,6 мм, 2,4 мм и 3,2 мм.
Ознакомьтесь с ассортиментом торированных вольфрамовых электродов здесь
Вольфрамовые электроды с содержанием циркония 0,8 % – белые
Эти вольфрамовые электроды содержат 0.от 7% до 0,9% оксида циркония и хорошо работают с оборудованием переменного тока. Нерадиоактивные и доступные в виде стержней диаметром 3,2 мм, 2,4 мм и 1,6 мм, вольфрамовые электроды с белым наконечником являются идеальным выбором для алюминиевых или магниевых применений. Этот тип шариков хорошо и работает лучше, чем чистый вольфрам, с точки зрения стабильности дуги, начала дуги и разбрызгивания при высоких уровнях силы тока. Зависит от характеристик коррозионной стойкости этих вольфрамовых электродов.
Ознакомьтесь с нашим ассортиментом циркониевых вольфрамовых электродов здесь
1.Вольфрамовые электроды с 5% содержанием лантана – золото
Этот тип вольфрамового электрода служит альтернативой 2%-ному торию с оборудованием постоянного тока, либо с инвертором, либо с трансформатором постоянного тока. Изделия с золотым наконечником содержат от 1,3% до 1,7% оксида лантана и обеспечивают надежную сварку коррозионностойкой стали, а также медных, никелевых или титановых сплавов. Эти вольфрамовые электроды не разбрызгиваются, обеспечивают оптимальное зажигание дуги постоянного тока, низкую скорость эрозии и широкий диапазон значений силы тока.Доступны размеры стержня 1,6 мм, 2,4 мм и 3,2 мм.
Изделия с золотым наконечником содержат от 1,3% до 1,7% оксида лантана и обеспечивают надежную сварку коррозионностойкой стали, а также медных, никелевых или титановых сплавов. Эти вольфрамовые электроды не разбрызгиваются, обеспечивают оптимальное зажигание дуги постоянного тока, низкую скорость эрозии и широкий диапазон значений силы тока.Доступны размеры стержня 1,6 мм, 2,4 мм и 3,2 мм.
Ознакомьтесь с ассортиментом вольфрамовых электродов с лантанатом здесь
Вольфрамовые электроды с содержанием 2% церия – серый наконечник
Этот тип вольфрамового электрода обеспечивает сварку без тория широкого спектра материалов. Вольфрамовые электроды с 2% церием, одинаково хорошо используемые с оборудованием переменного и постоянного тока, обеспечивают стабильные сварные швы в многоцелевых приложениях. Он, как правило, дороже, чем другие типы, но предлагает универсальность и надежность во многих отраслях.Ищите цериированные вольфрамовые электроды с размерами стержней 3,2 мм, 2,4 мм и 1,6 мм.
Ознакомьтесь с нашим ассортиментом вольфрамовых электродов с церием здесь
Вольфрамовые электроды в упаковке
Мы также предлагаем дополнительный пакет, который включает в себя все четыре вольфрамовых электрода, перечисленных выше. Покупайте наши текущие распродажи и запасайтесь по лучшим ценам. Ознакомьтесь с нашим ассортиментом вольфрамовых электродов в упаковке
Оставить комментарий
10 Лучший вольфрам для сварки алюминия: [Подробное руководство]
Сварка ВИГ имеет смысл, когда вам нужно выполнить тонкие сварные соединения и швы.Подобные работы требуют такой же точности, как и вольфрамовые электроды. Кроме того, некоторые оксиды металлов в вольфраме способствуют его нерасходуемости, что делает его незаменимым продуктом там, где ожидается минимальная эрозия даже при чрезвычайно высоких температурах.
Сварка алюминия — сложная задача, но ваши навыки и опыт могут изменить ситуацию. И наоборот, неправильный выбор электродов может привести к полному провалу независимо от вашего опыта.
И наоборот, неправильный выбор электродов может привести к полному провалу независимо от вашего опыта.
От облегчения зажигания дуги и поддержания стабильности до уменьшения загрязнения сварного шва — эти принадлежности делают гораздо больше, чем просто улучшают способность стержня выдерживать ток.
Как купить подходящие расходные материалы для сварки алюминия? Это может быть сложно, но не так уж и сложно, если вы потратите несколько минут на то, чтобы понять, что я хочу сказать.
Лучший вольфрам для сварки алюминия: сравнение 10 электродов
В следующей таблице приведены лишь краткие характеристики, которые вы найдете полезными, внимательно изучая мои обзоры продуктов.
10 обзоров лучших вольфрамовых материалов для сварки алюминия
Я часами изучал вольфрам и, наконец, составил список продуктов, заслуживших признание клиентов.Начнем с тех, которые намного лучше остальных.
1. Вольфрамовые электроды для сварки ВИГ 2% лантана (3/32″)
Согласно классификации электродов, этот вольфрам называется EWLa-2 и имеет синюю полосу, указывающую на его класс. Профессионалы-сварщики предпочитают использовать лантансодержащие электроды, потому что они облегчают зажигание дуги, эффективно пропускают ток и выдерживают довольно много дуговых циклов.
Профессионалы-сварщики предпочитают использовать лантансодержащие электроды, потому что они облегчают зажигание дуги, эффективно пропускают ток и выдерживают довольно много дуговых циклов.
Синие электроды требуют малой силы тока, что является еще одним плюсом для тех, кто использует сварочные аппараты начального уровня.Этот конкретный электрод подходит для общего использования, когда вы можете использовать отрицательный электрод переменного тока (AC) или постоянного тока (DCEN).
Диаметр этих электродов составляет 3/32 дюйма, что означает, что они пропускают ток до 250 ампер. Диаметр также указывает на то, что вы можете отшлифовать его кончик, чтобы сделать его острым, коническим, что важно, когда вы хотите сконцентрировать свою дугу.
Больший диаметр не всегда может быть лучшим выбором, но в этом случае он вам понравится, потому что эти заостренные кончики не портятся быстро.
Эти синие электроды содержат 1,8-2,2% (по весу) оксида лантана (La 2 O 3 ), что повышает их общую прочность и устойчивость к высоким температурам.
Вы читаете эту статью, потому что хотите сваривать алюминий и для этого вам нужен высококачественный вольфрамовый электрод. Эти электроды действительно подходят, но они также эффективны для многих металлов, помимо алюминиевых сплавов.
Можно сваривать сплавы меди, магния, никеля, титана и стали (низколегированные и некорродирующие варианты). Эта универсальность, безусловно, имеет значение. Вам не кажется?
Pros
- Подходит для стабильного зажигания дуги
- Низкая скорость выгорания или расхода
- Удовлетворительные характеристики как на переменном, так и на постоянном токе
- Идеально подходит для алюминия и некоторых других распространенных сплавов )
- Соответствуют требованиям «ANSI/AWS A5.12M/A5.12:2009»
Минусы
- Нелегко сломать их чисто и быстро при необходимости (требуется болгарка, чтобы отрезать их концы)
2.Вольфрамовый электрод YESWELDER с 2% лантана 5Pk 1/16″ и 5Pk 3/32″
Хотя я не могу сказать, что этот синий вольфрам — лучший электрод для алюминиевых сплавов, вам понравится иметь его в своей коллекции. универсальные нерасходуемые.
универсальные нерасходуемые.
Я бы не рекомендовал продукт, если бы не его производительность на DC, которая чего-то стоит. Благодаря низкой скорости эрозии электрод хорошо работает при высоком токе, обеспечивая плавный пуск на постоянном токе и стабильность дуги.
Если вы собираетесь сваривать только алюминий, обратите внимание на правильное сочетание защитного газа и размера (диаметра) электрода.Этот пакет содержит два разных размера, таких как 3/32″ и 1/16″, по пять штук обоих размеров.
При сварке различных сплавов титана и стали следует использовать 25% гелия и 75% аргона. Эта конкретная комбинация подходит для проектов сварки, когда вы работаете с более чем одним типом металла или сплава.
Pros
- Идеально подходит как для алюминия, так и для стале/титановых сплавов
- Безопасный и плавный зажигание дуги со стабильностью
- Сниженная скорость прогорания без вероятности раскола
- Расход газа и76 Продолжительный срок службы и срок годности
Минусы
- Не очень полезно для приложений переменного тока
3.
 Вольфрамовые электроды Чистый вольфрам (зеленый, WP) 10 шт. в упаковке (1/16″)
Вольфрамовые электроды Чистый вольфрам (зеленый, WP) 10 шт. в упаковке (1/16″)Для тех, кому нужны недорогие неплавящиеся сварочные электроды, этот чистый вольфрам может стать подходящим универсальным решением. Согласно сертификации материалов, зеленый электрод содержит 99,5% вольфрама. Таким образом, мы можем ожидать всех свойств, которые приходят с такой чистотой.
Что это за характеристики? Достаточная проводимость, стабильная дуга и плавное зажигание дуги — вот некоторые из положительных качеств. Однако лучшим защитным газом для зеленых электродов считается аргон.
Но тогда вы не можете игнорировать ограничения, связанные с продуктом, в том числе его склонность плеваться при сильном токе. Кроме того, вы хотите выбрать лучшие электроды для проектов, связанных с критическими сварными швами.
Несмотря на все эти проблемы, зеленый вольфрам хорошо служит, пока ваши приложения используют переменный ток и алюминиевые и магниевые сплавы . Этот пакет содержит один конкретный размер, который составляет 1/16″. Вы можете выбрать еще два размера: 1/8″ и 3/32″.
Вы можете выбрать еще два размера: 1/8″ и 3/32″.
Pros
- Создан для снижения эксплуатационных расходов и обеспечения отличной проводимости
- Стабильная дуга с надежным высокочастотным (ВЧ) запуском
- Рекомендуется для сварки TIG алюминиевых сплавов
- Не беспокойтесь о безопасности и соответствии требованиям
Минусы
- Вероятно странное слипание
- Очень высокий расход
4.Вольфрамовые электроды для сварки TIG с 2% лантана 3/32 x 7 дюймов, 10 шт. в упаковке
К настоящему моменту вы узнали почти все, что я хотел рассказать вам о «лантанированных» электродах. Но я думаю, вам будет что почитать, так как эта статья посвящена лучшему вольфраму для алюминия.
В соответствии со стандартами AWS и ANSI компания Patriot Tungsten изготовила эти нерадиоактивные электроды, чтобы помочь людям, которым требуются нерасходуемые материалы, легко и безопасно работать как с постоянным, так и с переменным током.
Устойчивость к тепловому удару и повышенная проводимость, а также пониженная скорость выгорания — вот некоторые из общих свойств голубого вольфрама.Вы можете задаться вопросом, почему этот продукт является исключительным и не похож на другие электроды WL20.
Ну посмотрите на цену. Вы знаете, что электроды диаметром 3/32″ обычно стоят дороже, чем эта упаковка. Но низкая стоимость не делает их дешевыми одноразовыми предметами, которые довольно быстро сгорают или комкаются, когда вы этого не хотите. Вы поняли мою мысль, не так ли?
Pros
- Изготовлены для длительного срока службы при снижении стоимости изготовления на дюйм (материала)
- Готовы выдерживать большой диапазон тока (до 250 ампер)
- Низкое выгорание для обеспечения увеличенный срок службы
- Хорошая проводимость с устойчивостью к тепловому удару
- Прилагаются сертификаты соответствия и безопасности
Минусы
- Вероятность легкого изгиба
5.
 KINGQ TIG Welding Tungsten Electrodes 2% Lanthanated 3/32”
KINGQ TIG Welding Tungsten Electrodes 2% Lanthanated 3/32”Отмечу положительные качества этого вольфрама. Он свисает или провисает при высокой температуре, но не обязательно так сильно, как большинство других лантансодержащих электродов. Его свойства находятся в проверенной комбинации, которая делает эмиссию электронов достаточно легкой, чтобы нести большую часть тока.
Упаковка содержит десять штук 3/32″ синих электродов для всех вариантов из коррозионностойких алюминиевых, медных, никелевых и стальных сплавов. Эти стержни обеспечивают стабильную дугу, сохраняя все ее характеристики. Его проводимость настолько хороша, насколько это возможно.
Pros
- Идеально подходит для алюминия и широкого спектра металлических сплавов
- Создан для того, чтобы пропускать столько тока, сколько необходимо для выполнения сложных задач
- Способность обеспечивать сбалансированную и стабильную дугу
- 6 Длительный срок службы2
- Соответствует стандартам AWS и ANSI
Минусы
- Трудно сгибаться или легко ломаться
6.
 GENSSI TIG Welding Tungsten Electrode (Blue WL20)
GENSSI TIG Welding Tungsten Electrode (Blue WL20)Прежде чем критиковать этот продукт, я должен прояснить одну вещь. Не расстраивайтесь, увидев зеленый цвет, когда на этикетке написано синее. Возможно, производителю нравится сохранять зеленоватый наконечник на синих электродах.
Каждая палочка имеет длину около 7 дюймов и диаметр 1/16″. Насколько заметна его эффективность при работе с более высокими настройками силы тока, вам понравится, как эти электроды закругляются при переменном токе.
Если вы используете торированный вольфрам, но не рискуете подвергнуться воздействию радиоактивных материалов, вы можете считать электроды GENSSI идеальной заменой как переменного, так и постоянного тока.
Pros
- гладкая дуга, начиная с хорошими свойствами зажигания 9002
- Эффективен для прецизионной сварки
- Оптимальный уровень потребления
- легко сгибается, но не хрупкий
- Абсолютное соответствие AWS / ANSI Specs для EWLA-2
Минусы
- Более короткий срок службы по сравнению с другими изделиями из синего вольфрама
сам, почему этот производитель не пошел по легкому пути (сохраняя низкую цену и конкурентоспособность).

Будь то качество или маркетинговая стратегия, этот синий вольфрам диаметром 3/32 дюйма не стоит так дорого, не давая покупателям повода задуматься об этом.
Каждая палочка имеет темно-синий колпачок, который помогает нам определить тип. Помимо типичных аспектов, таких как проводимость или низкое выгорание, эта упаковка поставляется со специальной упаковкой для защиты электродов от загрязнения влагой, что окупается за счет продления срока хранения содержимого внутри.
Pros
- Надежная замена нерадиоактивному вольфраму (торированному)
- Лучшая альтернатива 1.5 % лантана (EWLa-1.5)
- Без компромиссов в отношении свойств воспламенения или повторного воспламенения
- Более длительный срок хранения и срок службы, чем у большинства других электродов на рынке
- Соответствует спецификациям AWS и стандартам ISO 6848
- Дороже большинства продуктов той же категории
8.
 Pur. Вольфрам 2% Cerated 1/8″ x 7″ Вольфрамовые электроды (серый, WC20)
Pur. Вольфрам 2% Cerated 1/8″ x 7″ Вольфрамовые электроды (серый, WC20)Немногие нерасходуемые продукты так же хороши, как цериевый вольфрам, когда речь идет о приложениях постоянного тока, работающих при низких токах.Пур. Компания Tungsten разработала этот набор электродов, чтобы профессионалам было удобно изготавливать трубы, орбитальные трубки, хрупкие детали и листовой металл.
Электроды 1/8″ пропускают столько тока, сколько вам нужно, чтобы получить необходимое количество тепла и стабильность дуги для точной сварки. Если вы уже некоторое время занимаетесь сваркой алюминия, вы знаете, что означает «точность».
Не думаю, что вольфрам не выветрится. Но ставка низкая и приемлемая. Вы знаете, цериевый вольфрам ценен там, где важны приложения постоянного тока.Для этого пакета вам необходимо поддерживать прямую полярность или DCSP.
Pros
- Идеально подходит для работ, требующих низкой силы тока и стабильной дуги
- Подходит для точных и деликатных сварочных работ
- Низкая эрозия с увеличенным сроком службы
- Подходит для тех, кто работает с никелевыми и медными сплавами рядом с алюминием
- 100% соответствие отраслевым стандартам (ANSI/AWS A5, 12-98)
Минусы
- Склонен к расщеплению при незначительном отклонении от рекомендованных значений частоты и тока сварки
9.
 133Kamas Tungsten Electrodes Алюминиевая проволока для припоя
133Kamas Tungsten Electrodes Алюминиевая проволока для припояБлагодаря содержанию алюминия более 99,7%, эти электроды обладают необходимыми химическими свойствами, обеспечивающими плавное зажигание дуги и свариваемость. Каждый электрод имеет диаметр 2 мм или 0,08 дюйма.
Вольфрам Камас обладает коррозионной стойкостью, ковкостью, электро- и теплопроводностью на оптимальном уровне. Кроме того, температура плавления вольфрама достаточно низкая, что позволяет легко обрабатывать металл.
Вольфрам содержит внутренний порошок, который не требует использования какого-либо другого порошкового флюса в качестве сердцевины основного металла, в данном случае алюминиевого сплава.Вам также не нужно никакого специального покрытия, так как вам нужна солевая основа.
Как бы ни была важна доступность этого продукта, его универсальность также заметна. Изготовленные для дуговой сварки на основе аргона, эти электроды идеально подходят для применения в различных отраслях промышленности.
Вы можете использовать их для сварки алюминиевого сплава и марганца в транспортных средствах, таких как велосипеды, скутеры и вагоны локомотивов. Другие области включают судостроение, военное производство, авиационные объекты, суда и т. д.
плюсы
- 8 Доступный и легкий
- 9 Отличная проводимость и коррозионная стойкость
- Легко изгибаться, нести, и использование
- Применимо к широкому разнообразию приложений сварки
- Без полюбов или покрытия Требуется
10. RADNOR 3/32″ X 7″ Вольфрамовый электрод, содержащий 1,5% лантана
Этот вольфрамовый электрод может быть слишком дорогим для нескольких кусков палочки, но я не включил его в свой список без причины.Эти электроды, рекомендованные только для сварки TIG, могут быть нерадиоактивной альтернативой электродам с 2% тория.
Вы можете рассчитывать на удовлетворительную работу без дополнительных регулировок, что относится и к другим электродам. Чем же тогда вольфрам RADNOR лучше?
Чем же тогда вольфрам RADNOR лучше?
Каждая палочка имеет диаметр 3/32 дюйма и содержит от 1,2% до 1,6% оксида лантана (LA 2 O 3 ) от общего веса. Кроме того, вольфрамовый порошок содержит оксиды высокой чистоты, полученные при использовании APT или паравольфрамата аммония, что повышает прочность и долговечность электрода.
Эти электроды поставляются упакованными после надежного вихретокового тестирования, которое гарантирует правильную проводимость и отсутствие обнаружения поверхности.
Каждая палочка проходит процесс «отжига» — особую процедуру термической обработки, которая делает металл менее хрупким. Таким образом, вы можете размер их без проблем. Шлифовка придает гладкость поверхности.
Pros
- Превосходная стабильность дуги и плавный пуск
- Снижение эрозии кончиков электродов
- Рассчитан на работу в расширенном диапазоне рабочего тока Операции
минусов
- не самые доступные электроды вольфрама на рынке
Дополнительные чтения: Лучший вольфрам для сварки сварки TIG 180002 после прочтения моих отзыв о вышеупомянутых вольфрамовых электродах может быть счастлив думать, что вы знаете, какой из них выбрать. Но тогда я подумал, что вам не помешала бы дополнительная помощь, потому что сварка ВИГ не является обычной процедурой, а алюминий не похож на сталь или другие сплавы. Итак, я представил вам руководство по покупке, чтобы вы знали, на чем сосредоточиться, когда собираетесь покупать вольфрам. Я не буду рассказывать вам о других продуктах. Вместо этого я буду обсуждать самые основы вольфрама и почти все, что вам нужно, чтобы выбрать правильный нерасходуемый продукт. ВИГ и плазменная сварка являются наиболее популярными процессами, в которых требуется неплавящийся вольфрам . Эти типы электродов доступны в самых разных сплавах или композициях. Я чувствую то же самое к тебе.
Я чувствую то же самое к тебе. Как купить лучший вольфрам для сварки алюминия?
 Здесь я помещаю таблицу, чтобы показать вам ключевую информацию и использование каждого типа.
Здесь я помещаю таблицу, чтобы показать вам ключевую информацию и использование каждого типа. Вольфрам AWS Классификация Обозначение цвета Главный Оксидные Характеристики Применения Чистые КИД Зеленый Отсутствует Balls fast Spilt при более высоком токе Некритические задачи Переменный ток (A/C) Алюминиевые/магниевые сплавы Сила тока от низкой до средней 2% торий EWTh-2 Красный 7 Торий (оксид тория.7–2,2%) Хорошее начало дуги Стабильность дуги Умеренная скорость эрозии Умеренное разбрызгивание Постоянный ток (D/C) Некорродирующие медные, никелевые, стальные и титановые сплавы Только средний диапазон силы тока 2% Cerated EWCe-2 Серый Оксид церия (1,8–2,2%) Хорошее воспламенение или повторное зажигание Хорошая стабильность дуги Низкая эрозия Низкий диапазон силы тока Без разбрызгивания Увеличенный срок службы A/C и D/C Низколегированный , Некорродирующие сплавы алюминия, меди, магния, никеля, стали и титана 1.  5 % лантана
5 % лантана EWLa-1.5 Золото Оксид лантана (1,3 –1,7 %) Отличное начало дуги Отличная стабильность дуги Низкая скорость эрозии Отсутствие разбрызгивания Постоянный ток (D/C) Некорродирующие медь, никель, сталь и титановые сплавы Широкий диапазон силы тока 2 % лантана EWLa-2 Синий Оксид лантана (1,8–2,2 %) Стабильное зажигание дуги Низкая эрозия Диапазон от средней до высокой силы тока 9057 A /C и D/C Низколегированные, нержавеющие алюминиевые, медные, магниевые, никелевые, стальные и титановые сплавы 0.8% Zirconiated EWZr-1 Белый Оксид циркония (0,7– 0,9%) Хороший старт дуги со стабильностью Низкая эрозия Высокий диапазон ампер A/C Алюминий и магниевый сплав 0 A/C Aluminium and Magnesium Alloys Земля (LayZr) EWG Шартрез Лантан (1,5%), цирконий (0,08%), оксиды иттрия (0,08%) Лучшее начало дуги при низкой силе тока Стабильный наконечник от низкого до среднего диапазона силы тока Увеличенный срок службы Применение в робототехнике с переменным током и переменным током Низколегированный, нержавеющий алюминий, медь, магний, никель, сталь и титановые сплавы
Глядя на таблицу, вы можете быстро определить, какой вольфрам выделяется, когда он подходит для TIG-сварки алюминиевых и стальных сплавов. Я создал таблицу с той же целью.
Я создал таблицу с той же целью.
Должен ли я говорить вам, что я указываю на 2% лантансодержащего вольфрама? Лучше, я продолжаю немного расширять свои мысли об этом конкретном типе электродов.
Классифицированный Американским обществом сварщиков (AWS) как EWLa-2.0/ EWLa-1.5, лантансодержащий материал содержит не менее 97,80 % вольфрама и 1,30–2 % лантана/лантана. Эти электроды обеспечивают плавное зажигание дуги, стабильность дуги, меньшее выгорание и хорошие свойства повторного зажигания.
Церированный вольфрам также обладает некоторыми из этих характеристик.Опять же, торированный вольфрам имеет примерно такой же уровень проводимости, как и лантансодержащий вольфрам. Таким образом, сварочные задачи, связанные с торированным вольфрамом, могут выполняться с лантансодержащим вариантом без значительных корректировок.
Лантанированный вольфрам позволяет профессионалам оптимизировать свои сварочные процессы и возможности. Эти электроды творят чудеса с DCEN или AC с тщательно заостренным концом. Вы также можете использовать их, если вам нужно использовать синусоидальные источники питания переменного тока.
Вы также можете использовать их, если вам нужно использовать синусоидальные источники питания переменного тока.
Лантанированный вольфрам достаточно эффективно проводит ток и хорошо работает при низких напряжениях.Вы не увидите такой универсальности в цериированном или торированном вольфраме.
Теперь я хотел бы, чтобы вы обратили внимание на несколько важных вопросов, чтобы понять, почему вольфрамовые электроды необходимо выбирать с осторожностью.
Часто задаваемые вопросы
Следующие вопросы касаются различных ситуаций, с которыми вы столкнетесь при использовании вольфрамовых электродов. Я надеюсь, что мои ответы будут вам полезны, независимо от цвета или размера вольфрама, который вы покупаете.
Размер вольфрама имеет решающее значение для дуги?
Возможно, вы слышали, как эксперты говорят, что стабильность дуги зависит от размера используемого электрода.Обратите внимание на следующие пункты для ваших ссылок.
1. Слишком большой вольфрамовый электрод может привести к неравномерному вращению дуги вокруг конца вольфрамового электрода.
2. Слишком малый размер вольфрама может вызвать плавление электрода под действием тока, что приведет к нестабильной сварочной дуге.
Я знаю, что вы не хотите, чтобы эти условия возникали. Таким образом, вам необходимо сопоставить диапазон силы тока с точным размером вольфрама, рекомендованным вашим продавцом / производителем.
Другой распространенной причиной нестабильной дуги является загрязненный вольфрам.Вольфрамовый электрод загрязняется чаще, чем если бы ваш основной металл имел мусор или окисление из-за неподходящего или нечистого защитного газа.
Проблему можно решить, очистив основной металл. Кроме того, может помочь шлифовка или замена вольфрама.
Как защитить вольфрам от обесцвечивания и/или загрязнения?
Многие профессионалы и начинающие мастера позволяют своим электродам контактировать со сварочной ванной либо по ошибке, либо преднамеренно. Держите резак немного дальше от заготовки.Действие также приводит к удлинению дуги. Возможно, вы уже изучили эту технику.
Возможно, вы уже изучили эту технику.
Но освоить его непросто. Вам следует больше практиковаться, чтобы правильно отрегулировать расстояние между резаком и заготовкой. Если расстояние не имеет значения, необходимо проверить расход газа и таймер постпотока.
Поддерживайте около 1 секунды постпотока при силе тока 10 ампер.
Иногда проблемой может быть метод зажигания дуги с нуля. Альтернативой этому способу может быть высокочастотный (ВЧ) старт.
Как остановить чрезмерное потребление электрода?
Вероятной причиной является использование слишком большого тока или слишком большой силы тока. Если ваша работа требует силы тока в более высоких диапазонах, вы можете выбрать вольфрам большего размера или другой тип, который хорошо выдерживает высокие температуры.
Также проверьте настройки полярности. Более высокий положительный электродный ток обеспечивает лучшее очищающее действие, и в то же время вольфрам получает больший ток, тем самым обеспечивая более быстрое потребление.
Вы должны настроить источник питания на отрицательный электрод. Таким образом, вы можете сократить время и количество тока на вашем электроде. Затем вы хотите проверить, является ли используемый защитный газ правильным или чистым. Наконец, проверьте, нет ли утечек или трещин в фитингах.
Нужно ли мне специальное защитное снаряжение при набивании вольфрама?
Наличие шариков на электроде не может быть более опасным, чем сама работа по сварке. Тем не менее, вы не можете рисковать каким-либо уровнем воздействия вредных химических веществ, особенно радиоактивной пыли, которая часто встречается в некоторых вольфрамовых сплавах.Чтобы защитить себя, вы можете надеть свое обычное сварочное оборудование.
Как подготовить вольфрам к сварке?
Подготовка вольфрама заканчивается электродом, имеющим три формы, такие как заостренный, сферический или усеченный. Каждая из этих форм связана с определенными последствиями.
- Для чистого вольфрама требуется закругленный наконечник, он идеально подходит для сварки переменным током.
- Усеченный или заостренный наконечник полезен как для процессов постоянного, так и переменного тока с использованием инверторного источника питания.

При шлифовке вольфрама до желаемой формы вы должны предотвратить загрязнение, поэтому рекомендуется использовать специально предназначенные для этого шлифовальные круги. Используйте силу переменного тока, соответствующую размеру электрода.
Убедитесь, что закругленный конец не превышает фактический диаметр электрода более чем в 1,5 раза. Например, закругленный конец должен быть 3/16 дюйма, если сам электрод имеет диаметр 1/8 дюйма. Большие концы могут привести к снижению стабильности дуги и загрязнению сварного шва.
Что можно сделать, чтобы предотвратить расщепление вольфрама?
Расщепление является распространенной проблемой для любого электрода с цветовой маркировкой. Итак, вы хотите проверить настройки параметров, я имею в виду аппарат и состояние электродов, а не замену существующих.
- Настройка баланса: 75 % минус и 25 % плюс
- Сварочный ток: в соответствии с руководством пользователя (сварочный аппарат)
- Частота сварки: 75 Гц
- Защитный газ: в соответствии с требованиями к металлу
- Форма полированный электрод по сравнению с исходным изделием: верхний угол должен быть отшлифован до 60 градусов (1. 0 мм сплющен)
 0 мм сплющен)
0 мм сплющен)Я могу написать целую статью, чтобы объяснить эту тему, что я и сделаю позже. Но пока я дал лишь несколько советов, чтобы вы могли сразу же перейти к моему заключительному замечанию без суеты.
Окончательный вердикт
Если вы попросите меня сделать только один выбор, который лучше других в моем списке, это сложно, но возможно. Midwest 2% Lanthanated (WL20) должно быть таким названием. Пожалуйста, обратитесь к моему первому обзору продукта.
Я считаю, что Midwest Pure Tungsten — лучший выбор, когда вам нужно что-то идеальное для сварки переменным током.Однако, если ваша работа требует, чтобы электроды пропускали больший ток, чем средний вольфрам, вы можете выбрать электрод с 2% лантана от Patriot.
Вольфрам YESWELDER — это то, что я называю замечательным нерасходным материалом для приложений постоянного тока. Не во всех проектах используется алюминий как единственный металл. Вольфрам KINGQ, содержащий 2% лантана, обладает превосходными свойствами для поддержки различных металлов, помимо алюминия.
Теперь вы точно знаете, какой продукт в чем лучше других.Я только надеюсь, что вы сможете выбрать лучший вольфрам для алюминия. Не стесняйтесь, дайте мне знать, если вам нужна дополнительная информация или идеи.
Использование торированных вольфрамовых электродов
Введение
Вольфрамовые электродыиспользуются при дуговой сварке вольфрамовым электродом в среде инертного газа (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией.Электроды изготавливаются методом порошковой металлургии и формуются после спекания.
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Электроды для сварки TIG
обычно содержат небольшое количество оксидов других металлов, что дает следующие преимущества:
- облегчение зажигания дуги
- повысить стабильность дуги
- улучшают токонесущую способность стержня.
- снизить риск загрязнения сварного шва
- увеличить срок службы электрода

В основном используются оксиды циркония, тория, лантана, иттрия или церия.Дополнения обычно порядка 1%-4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и оказался эффективным с точки зрения долговечности и теплового КПД. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слаборадиоактивен с длительным периодом полураспада и испускает в основном альфа-(α)-частицы, но иногда испускается бета-(β) и гамма-(γ) излучение.Альфа-частицы не могут проникнуть через кожу или даже через бумагу. Однако они вредны, если попадают в пищеварительный тракт или в легкие, где действуют как канцероген.
Оксид тория, таким образом, представляет собой низкоактивный радиоактивный материал, который может создавать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании. Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень малую долю от максимально допустимой дозы облучения, и делается вывод, что опасность внешнего излучения, вероятно, будет пренебрежимо малой.
Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень малую долю от максимально допустимой дозы облучения, и делается вывод, что опасность внешнего излучения, вероятно, будет пренебрежимо малой.
Во время дугового разряда выброса радиоактивного материала практически не происходит. Однако для достижения максимальной стабильности дуги кончик электрода перед использованием затачивается до конической формы. Эта форма сохраняется во время использования за счет регулярной переточки. В процессе измельчения могут образовываться частицы вольфрама с торием на поверхности. Именно эти пылевые частицы представляют основную опасность, так как их можно вдыхать, а торий может выделять альфа-частицы с поверхности.
При обзоре измерений проб воздуха, проведенных во время измельчения, был сделан вывод, что во время измельчения концентрации в воздухе могут приблизиться или даже превысить концентрации, при которых необходимо будет рассмотреть вопрос о назначении зоны в качестве контролируемой зоны, как это определено в Правилах по ионизирующему излучению 1999 года.
Однако риск развития рака у сварщиков TIG из-за воздействия тория очень низок, поскольку время воздействия на людей неизменно мало. По оценкам Датского института сварки, из 1200 сварщиков TIG, занятых полный рабочий день, заболеваемость раком может составить 0–3 в течение тридцатилетней трудовой жизни. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал поэтапный отказ от торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
Безопасные условия труда
Хранение
Торированные электроды рекомендуется хранить в стальных ящиках с четкой маркировкой в виде трилистника радиации.При хранении в закрытых коробках не возникает существенной опасности при обращении и хранении.
Небольшое количество (запас на 1 день) электродов может безопасно использоваться сварщиками без каких-либо специальных мер предосторожности.
Подготовка/шлифовка
Измельчение создает наибольшую опасность, так как площадь открытой поверхности вольфрама/тория значительно увеличивается, а мелкие частицы потенциально радиоактивной пыли выбрасываются в атмосферу.
Рекомендуется использовать специальный точильный камень с местным пылеудалением и простую фильтрующую маску, за исключением случаев, когда количество используемых электродов очень мало (менее 20 в год).Если шлифовальный круг не оснащен защитным смотровым экраном, необходимо надеть защитные очки. Вытяжка воздуха из точильного камня должна быть организована таким образом, чтобы частицы осаждались в объемный одноразовый мешок.
Необходимо использовать безопасный метод сбора и обращения с пылью из устройства для сбора, чтобы свести к минимуму попадание в атмосферу (например, пыль можно поместить в запечатанный бумажный/пластиковый пакет).
Пространство вокруг шлифовальных кругов следует ежедневно чистить пылесосом для удаления частиц пыли.Если высокоэффективный пылесос недоступен, материал следует увлажнить, чтобы свести к минимуму количество пыли.
Рабочих следует поощрять мыть руки перед посещением туалета и перед перерывами в работе, и по этой причине умывальники должны располагаться недалеко от рабочих зон.
Сварка
Некоторое испарение вольфрама действительно происходит во время сварки, но это очень небольшое количество, и соответствующий уровень радиоактивности чрезвычайно низок.Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовке ториевых вольфрамовых электродов, ношение средств защиты рта, носа и глаз во время сварки дополнительно снижает риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя все они незначительно радиоактивны, риск даже ниже, чем у тория, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей состоит в том, что вольфрам, содержащий церий или лантан, является приемлемой альтернативой торированному вольфраму, особенно при сварке на постоянном токе, в то время как цирконированный вольфрам предпочтительнее для сварки на переменном токе.Существуют очень незначительные различия в напряжениях дуги, необходимых для одинаковых токов между различными вариантами. Следует уделить внимание обоснованию использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Следует уделить внимание обоснованию использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Официальные рекомендации
Комиссия VIII Международного института охраны здоровья и безопасности при сварке утверждает, что особых опасностей, связанных с хранением, обращением или сваркой, не существует, но на шлифовальном камне следует использовать оборудование для удаления пыли, а оператор во время шлифовки должен носить средства защиты органов дыхания.Это описано в Руководстве по охране труда и технике безопасности HS(6) 53 Выбор, использование и техническое обслуживание средств защиты органов дыхания.
В Соединенном Королевстве использование торированных вольфрамовых электродов регулируется Постановлением об ионизирующем излучении 1999 года. Воздействие должно поддерживаться на разумно низком уровне, и рекомендации, приведенные в предыдущих разделах, предназначены для достижения этого.
Требуются местные правила и надлежащий контроль. Работодатель должен назначить инспектора по радиационной защите (RPS), который должен нести ответственность за
Работодатель должен назначить инспектора по радиационной защите (RPS), который должен нести ответственность за
- Внедрение и мониторинг всех процедур охраны здоровья и безопасности при хранении, шлифовке, использовании и утилизации торированных вольфрамовых электродов и всех побочных продуктов.
- Ведение учета количества торированного вольфрама на складе и количества электродов, выданных каждому сварщику.
- Инструктаж сварщиков по правильному использованию и процедурам шлифовки. Эти процедуры должны быть в форме письменных инструкций в дополнение к устным презентациям. Сварщики должны знать название РПС.
- Мониторинг для проверки того, что сварщики правильно выполняют процедуры шлифовки и что система пылеудаления работает эффективно.
Рекомендуемое чтение
- Нормативные документы по ионизирующему излучению, 1999 г. Утвержденный L121 Кодекс практики и руководство.
- Положение о контроле за веществами, опасными для здоровья (COSHH) 2002 г. — Утвержденный L5 Кодекс практики и руководство.
- HSE Руководство HS(G) 53 Средства защиты органов дыхания на работе.
- Информационный документ HSE: Хранение и использование торированного вольфрама 564/6.
- Дуговой сварщик за работой, брошюра Ассоциации производителей сварочного оборудования No.236
- BS EN ISO 6848:2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды.
- BS EN 1011-4: Сварка. Рекомендации по сварке металлических материалов. Часть 4: Дуговая сварка алюминия и алюминиевых сплавов.
- ANSI/AWS A5.12/AS.12M 98 (R2007) Спецификация электродов из вольфрама и вольфрамового сплава для дуговой сварки и резки
- IIS/IIW-VIII 1582-91 Расчетные дозы облучения от тория и дочерних элементов, содержащихся в торированных сварочных электродах
- IIS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированных вольфрамовых электродов.
- Гигиена труда Том. 1 № 1, 1994 г., «Опасность рака и торированные сварочные электроды»
 — Утвержденный L5 Кодекс практики и руководство.
— Утвержденный L5 Кодекс практики и руководство.типы вольфрамовых электродов и применение
Авиационная промышленность создала их для сварки магния в 1930-х и 1940-х годах. КРАСНЫЙ. Наконечник конической формы для DCSP, наконечник конической формы с тупым концом для DCRP, а закругленный наконечник используется для ACHF. Введение. Большие диаметры выдерживают более высокие силы тока и служат дольше, в то время как меньшие диаметры позволяют легче зажигать дугу. Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке.С технической точки зрения вольфрамовые электроды, используемые при сварке, не предназначены для использования в качестве присадочного стержня. Типы вольфрамовых электродов и их типичное применение можно определить по цветовой маркировке на концах следующим образом. Он имеет ограниченное применение при сварке металлов переменным током, таких как алюминий и магний. Концевые заготовки закруглены, заострены и усечены. Эта комбинация упоминается как «2% thoriated». Цирконированные вольфрамовые электроды состоят из 99,1% чистого вольфрама и 0,15-0,4% циркония. Торированный электрод — электрод с красной маркировкой, содержащий не менее 97.
КРАСНЫЙ. Наконечник конической формы для DCSP, наконечник конической формы с тупым концом для DCRP, а закругленный наконечник используется для ACHF. Введение. Большие диаметры выдерживают более высокие силы тока и служат дольше, в то время как меньшие диаметры позволяют легче зажигать дугу. Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке.С технической точки зрения вольфрамовые электроды, используемые при сварке, не предназначены для использования в качестве присадочного стержня. Типы вольфрамовых электродов и их типичное применение можно определить по цветовой маркировке на концах следующим образом. Он имеет ограниченное применение при сварке металлов переменным током, таких как алюминий и магний. Концевые заготовки закруглены, заострены и усечены. Эта комбинация упоминается как «2% thoriated». Цирконированные вольфрамовые электроды состоят из 99,1% чистого вольфрама и 0,15-0,4% циркония. Торированный электрод — электрод с красной маркировкой, содержащий не менее 97. 3% вольфрама и 1,8%-2,2% тория. Вольфрамовые электроды. Электроды из вольфрама/циркония хорошо работают с более тяжелыми металлами, но не так долговечны, как электроды из вольфрама/тория. Начнем с того, что разные электроды имеют полосы разного цвета, которые используются для их идентификации. Плазменно-дуговая сварка (PAW) и процесс резки (PAC) — оборудование и принципы работы. TIG часто используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Для достижения наилучших результатов на алюминии или магнии используйте Zirconiated 0.8% электрод. Прежде чем перейти к типам стержней, существует три основных классификации сварочных стержней; плавящиеся, флюсовые и неплавящиеся электроды. ВОЛЬФРАМ, СМЕШАННЫЙ С 2% ТОРИЯ. Сварщик. В зависимости от защитного газа, типа оборудования и области применения могут использоваться другие значения тока. Некоторые обычно используемые советы показаны на рис. Рост среди . Последние тенденции мирового рынка цериевых вольфрамовых электродов и анализ доли, конкурентный анализ, предстоящий спрос и прогноз роста с 2021 по 2031 год В отчете о мировом рынке вольфрамовых цериевых электродов представлен базовый обзор отрасли, включая определения, классификации, приложения и структуру отраслевой цепочки.
3% вольфрама и 1,8%-2,2% тория. Вольфрамовые электроды. Электроды из вольфрама/циркония хорошо работают с более тяжелыми металлами, но не так долговечны, как электроды из вольфрама/тория. Начнем с того, что разные электроды имеют полосы разного цвета, которые используются для их идентификации. Плазменно-дуговая сварка (PAW) и процесс резки (PAC) — оборудование и принципы работы. TIG часто используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Для достижения наилучших результатов на алюминии или магнии используйте Zirconiated 0.8% электрод. Прежде чем перейти к типам стержней, существует три основных классификации сварочных стержней; плавящиеся, флюсовые и неплавящиеся электроды. ВОЛЬФРАМ, СМЕШАННЫЙ С 2% ТОРИЯ. Сварщик. В зависимости от защитного газа, типа оборудования и области применения могут использоваться другие значения тока. Некоторые обычно используемые советы показаны на рис. Рост среди . Последние тенденции мирового рынка цериевых вольфрамовых электродов и анализ доли, конкурентный анализ, предстоящий спрос и прогноз роста с 2021 по 2031 год В отчете о мировом рынке вольфрамовых цериевых электродов представлен базовый обзор отрасли, включая определения, классификации, приложения и структуру отраслевой цепочки. Торированные вольфрамовые электроды имеют красный цвет и содержат около 97,3% вольфрама вместе с 1,70-2,20% тория и называются 2% торированными вольфрамовыми электродами. Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Согласно классификации электродов, этот вольфрам называется EWLa-2 и имеет синюю полосу, указывающую на его класс. 2% торий: красный. 2) Непереведенная PAW. Это многоцелевой вольфрам, который в конечном итоге может заменить все другие типы и размеры электродов в вашем наборе инструментов.Этот вид сварки часто используется при изготовлении изделий из стали. Этими добавками являются оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они имеют разные свойства. Lanthanum Tungsten, EWLa-1.5 и 2. Вольфрамовые электроды бывают разных диаметров, и вы должны выбрать подходящий диаметр для используемого тока и тип для режима процесса. AWS заявляет: «Этот электрод хорошо работает при использовании с переменным током, поскольку он сохраняет закругленный конец во время сварки и обладает высокой устойчивостью к загрязнению.
Торированные вольфрамовые электроды имеют красный цвет и содержат около 97,3% вольфрама вместе с 1,70-2,20% тория и называются 2% торированными вольфрамовыми электродами. Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Согласно классификации электродов, этот вольфрам называется EWLa-2 и имеет синюю полосу, указывающую на его класс. 2% торий: красный. 2) Непереведенная PAW. Это многоцелевой вольфрам, который в конечном итоге может заменить все другие типы и размеры электродов в вашем наборе инструментов.Этот вид сварки часто используется при изготовлении изделий из стали. Этими добавками являются оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они имеют разные свойства. Lanthanum Tungsten, EWLa-1.5 и 2. Вольфрамовые электроды бывают разных диаметров, и вы должны выбрать подходящий диаметр для используемого тока и тип для режима процесса. AWS заявляет: «Этот электрод хорошо работает при использовании с переменным током, поскольку он сохраняет закругленный конец во время сварки и обладает высокой устойчивостью к загрязнению. » Значение этого электрода уменьшилось по мере того, как стали доступны другие альтернативы. Эти электроды являются предпочтительными из-за их высокой температуры плавления в диапазоне от 3410 до 6170 градусов по Фаренгейту. точные сварные швы и идеально подходит для сварки тонких материалов и поверхностей, которые будут видны.Обрезка вольфрамового электрода обычно требуется, если электрод сильно загрязнен.1 например.Тип используемого стержня определяет качество сварного шва, и это является частью основные причины, по которым сварщик должен быть знаком практически со всеми типами сварочных электродов, чтобы добиться наилучших результатов.различные типы и размеры вольфрамовых электродов для сварки TIG в нашем семействе продуктов. Электроды из чистого вольфрама обычно используются на менее ответственных сварочных операциях, чем вольфрамовые. В качестве электрода используется либо чистый вольфрам, либо он может быть легирован другими элементами. Вольфрамовые электроды могут быть легированы различными металлами.
» Значение этого электрода уменьшилось по мере того, как стали доступны другие альтернативы. Эти электроды являются предпочтительными из-за их высокой температуры плавления в диапазоне от 3410 до 6170 градусов по Фаренгейту. точные сварные швы и идеально подходит для сварки тонких материалов и поверхностей, которые будут видны.Обрезка вольфрамового электрода обычно требуется, если электрод сильно загрязнен.1 например.Тип используемого стержня определяет качество сварного шва, и это является частью основные причины, по которым сварщик должен быть знаком практически со всеми типами сварочных электродов, чтобы добиться наилучших результатов.различные типы и размеры вольфрамовых электродов для сварки TIG в нашем семействе продуктов. Электроды из чистого вольфрама обычно используются на менее ответственных сварочных операциях, чем вольфрамовые. В качестве электрода используется либо чистый вольфрам, либо он может быть легирован другими элементами. Вольфрамовые электроды могут быть легированы различными металлами. Электрод с церием — электрод с оранжевой маркировкой, содержащий не менее 97,3 % вольфрама и 1,8–2,2 % церия. Сварщик [Продолжительность: 1 год, уровень NSQF-4]: Содержание курса: Профессия сварщика в рамках Схемы обучения мастеров (CTS) является одним из самых популярных курсов, проводимых по всей стране через .Основным оксидом в вольфрамовых электродах с церием является оксид церия, который присутствует в количестве от 1,8 до 2,2%, тогда как состав чистого вольфрама составляет минимум 97,3%. Примените силу переменного тока, рекомендованную для диаметра электрода. Уменьшить опасность загрязнения сварного шва. В зависимости от типа вольфрамового электрода вольфрамовая заготовка бывает шарообразной, заостренной или усеченной формы. Красные торированные электроды изготавливаются минимум из 97,3% вольфрама и 1,7-2,2% тория. Вольфрамовые электроды WeldTec Оксид лантана (La2O3) в концентрации около 1%-2% добавляется к вольфраму.Неплавящиеся электроды Существуют другие присадочные металлы и специальные элементы, обычно используемые при выполнении сварных швов.
Электрод с церием — электрод с оранжевой маркировкой, содержащий не менее 97,3 % вольфрама и 1,8–2,2 % церия. Сварщик [Продолжительность: 1 год, уровень NSQF-4]: Содержание курса: Профессия сварщика в рамках Схемы обучения мастеров (CTS) является одним из самых популярных курсов, проводимых по всей стране через .Основным оксидом в вольфрамовых электродах с церием является оксид церия, который присутствует в количестве от 1,8 до 2,2%, тогда как состав чистого вольфрама составляет минимум 97,3%. Примените силу переменного тока, рекомендованную для диаметра электрода. Уменьшить опасность загрязнения сварного шва. В зависимости от типа вольфрамового электрода вольфрамовая заготовка бывает шарообразной, заостренной или усеченной формы. Красные торированные электроды изготавливаются минимум из 97,3% вольфрама и 1,7-2,2% тория. Вольфрамовые электроды WeldTec Оксид лантана (La2O3) в концентрации около 1%-2% добавляется к вольфраму.Неплавящиеся электроды Существуют другие присадочные металлы и специальные элементы, обычно используемые при выполнении сварных швов. Он используется в качестве электрода в этом процессе соединения, потому что он может выдерживать очень высокие температуры без минимального плавления и эрозии. Выбор конкретного типа вольфрамовых электродов для сварки TIG не должен быть трудным, но это зависит от вашего ноу-хау. Это означает, что электрод изготовлен из металла, который плавится вместе со свариваемыми металлами. Точный, но стабильный электрод будет иметь огромное влияние на результаты сварки и срок службы вольфрамового электрода.Пост не помечен как понравившийся 1. И третий в нашем списке основных типов вольфрама для сварки TIG — цирконированный вольфрам. Ceriated Lanthanated Pure Thoriated Все четыре типа электродов доступны в удобных упаковках, подходящих для промышленности или любителей. Эти электроды широко используются в последнее время из-за удобного характера и долговечности их использования. Профессионалы-сварщики предпочитают использовать лантансодержащие электроды, потому что они облегчают зажигание дуги, эффективно пропускают ток и выдерживают довольно много дуговых циклов.
Он используется в качестве электрода в этом процессе соединения, потому что он может выдерживать очень высокие температуры без минимального плавления и эрозии. Выбор конкретного типа вольфрамовых электродов для сварки TIG не должен быть трудным, но это зависит от вашего ноу-хау. Это означает, что электрод изготовлен из металла, который плавится вместе со свариваемыми металлами. Точный, но стабильный электрод будет иметь огромное влияние на результаты сварки и срок службы вольфрамового электрода.Пост не помечен как понравившийся 1. И третий в нашем списке основных типов вольфрама для сварки TIG — цирконированный вольфрам. Ceriated Lanthanated Pure Thoriated Все четыре типа электродов доступны в удобных упаковках, подходящих для промышленности или любителей. Эти электроды широко используются в последнее время из-за удобного характера и долговечности их использования. Профессионалы-сварщики предпочитают использовать лантансодержащие электроды, потому что они облегчают зажигание дуги, эффективно пропускают ток и выдерживают довольно много дуговых циклов. Это тип дуговой сварки, в котором используется непрерывная проволока, называемая электродом. Лучший размер и тип электрода зависит от ваших предпочтений и области применения. 1,5% лантана: золото. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит. Лантан-вольфрамовые электроды в основном используются при сварке постоянным током, а также при сварке переменным током.Обычно такие стержни используются при работе с медными, никелевыми или титановыми сплавами. Кроме того, также был представлен основной принцип процесса импульсной вольфрамовой дуговой сварки. К ним относятся неплавящиеся электроды (вольфрамовые и углеродные) и другие материалы, в том числе подкладочные ленты, подкладочные устройства, флюсовые добавки, припои и припои.
Это тип дуговой сварки, в котором используется непрерывная проволока, называемая электродом. Лучший размер и тип электрода зависит от ваших предпочтений и области применения. 1,5% лантана: золото. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит. Лантан-вольфрамовые электроды в основном используются при сварке постоянным током, а также при сварке переменным током.Обычно такие стержни используются при работе с медными, никелевыми или титановыми сплавами. Кроме того, также был представлен основной принцип процесса импульсной вольфрамовой дуговой сварки. К ним относятся неплавящиеся электроды (вольфрамовые и углеродные) и другие материалы, в том числе подкладочные ленты, подкладочные устройства, флюсовые добавки, припои и припои. аргонодуговая сварка; 9042 просмотра. Типы вольфрамовых электродов В этой главе описываются различные типы вольфрамовых электродов, используемых в процессе сварки TIG, помимо выбора полярности и методов зажигания сварочной дуги для процесса TIGW.Вы также будете использовать защитный газ, который проходит через сварочную горелку и защищает от загрязнения. В методе PAW без переноса используется постоянный ток прямой полярности. Популярные типы вольфрамовых электродов для сварки TIG включают 1,5% лантана и 2% тория. Вольфрамово-медный сплав (WCu) используется в широком диапазоне применений, включая электроды для контактной сварки и электроэрозионной обработки (EDM), дугогасительные контакты среднего и высокого напряжения для электрических распределительных устройств, радиаторы для электронных устройств, компоненты печей, газоразрядные трубки высокого напряжения. , балансиры, матрицы для литья, теплораспределители, микроволновые носители, нагревательные элементы .Этот тип PAW можно использовать для соединения сплошных листов.
аргонодуговая сварка; 9042 просмотра. Типы вольфрамовых электродов В этой главе описываются различные типы вольфрамовых электродов, используемых в процессе сварки TIG, помимо выбора полярности и методов зажигания сварочной дуги для процесса TIGW.Вы также будете использовать защитный газ, который проходит через сварочную горелку и защищает от загрязнения. В методе PAW без переноса используется постоянный ток прямой полярности. Популярные типы вольфрамовых электродов для сварки TIG включают 1,5% лантана и 2% тория. Вольфрамово-медный сплав (WCu) используется в широком диапазоне применений, включая электроды для контактной сварки и электроэрозионной обработки (EDM), дугогасительные контакты среднего и высокого напряжения для электрических распределительных устройств, радиаторы для электронных устройств, компоненты печей, газоразрядные трубки высокого напряжения. , балансиры, матрицы для литья, теплораспределители, микроволновые носители, нагревательные элементы .Этот тип PAW можно использовать для соединения сплошных листов. Сферический наконечник в основном используется для зеленого или коричневого вольфрама и рекомендуется для использования в процессах сварки переменным током на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Вольфрамовый электрод — это расходный материал для сварки TIG, который работает в качестве терминала для электрической дуги, чтобы генерировать необходимое тепло для соединения двух металлических частей. вольфрамовый электрод и заготовка. 2% Циркониат: Коричневый. Электрод подается в сварочный пистолет и нагревается.Рынок цериевых вольфрамовых электродов – анализ сегментации: Рынок цериевых вольфрамовых электродов сегментирован по типу, региону, отрасли конечного использования и применению. Сварка металлов в среде инертного газа (MIG) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Универсальным вольфрамовым электродом считается сплав 1-2% оксида лантана. Электрод. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это разновидность дуговой сварки, в которой в качестве электрода используется вольфрам, а электрод по своей природе является неплавящимся.
Сферический наконечник в основном используется для зеленого или коричневого вольфрама и рекомендуется для использования в процессах сварки переменным током на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Вольфрамовый электрод — это расходный материал для сварки TIG, который работает в качестве терминала для электрической дуги, чтобы генерировать необходимое тепло для соединения двух металлических частей. вольфрамовый электрод и заготовка. 2% Циркониат: Коричневый. Электрод подается в сварочный пистолет и нагревается.Рынок цериевых вольфрамовых электродов – анализ сегментации: Рынок цериевых вольфрамовых электродов сегментирован по типу, региону, отрасли конечного использования и применению. Сварка металлов в среде инертного газа (MIG) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Универсальным вольфрамовым электродом считается сплав 1-2% оксида лантана. Электрод. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это разновидность дуговой сварки, в которой в качестве электрода используется вольфрам, а электрод по своей природе является неплавящимся. С другой стороны, неплавящийся электрод изготовлен из материала, который не плавится во время сварки, например из вольфрама, который имеет чрезвычайно высокую температуру плавления. TIG-сварка. Сериал, Оранжевый. Горелки GTAW — типы, детали и их функции. Сварочный аппарат TIG с инвертором переменного тока позволяет заострить наконечник до усеченного конца для . 2% цериата: серый. Электроды разных типов и размеров используются для разных типов сварных швов и материалов, и сварщики вырабатывают предпочтения в зависимости от стиля сварки и проекта.Чтобы помочь вам сделать выбор, мы приводим ниже несколько советов. Вольфрамовый электрод: Этот электрод представляет собой неплавящийся тип электрода, который не расходуется в процессе сварки. Этот анод сужает дугу, направляя ее с лазерной точностью. Чтобы физически идентифицировать тип вольфрама, конец окунается в цвет. В месте, где дуга касается основного металла. Эти типы электродов называются 2% цериевыми и подходят для использования слаботочного переменного тока.
С другой стороны, неплавящийся электрод изготовлен из материала, который не плавится во время сварки, например из вольфрама, который имеет чрезвычайно высокую температуру плавления. TIG-сварка. Сериал, Оранжевый. Горелки GTAW — типы, детали и их функции. Сварочный аппарат TIG с инвертором переменного тока позволяет заострить наконечник до усеченного конца для . 2% цериата: серый. Электроды разных типов и размеров используются для разных типов сварных швов и материалов, и сварщики вырабатывают предпочтения в зависимости от стиля сварки и проекта.Чтобы помочь вам сделать выбор, мы приводим ниже несколько советов. Вольфрамовый электрод: Этот электрод представляет собой неплавящийся тип электрода, который не расходуется в процессе сварки. Этот анод сужает дугу, направляя ее с лазерной точностью. Чтобы физически идентифицировать тип вольфрама, конец окунается в цвет. В месте, где дуга касается основного металла. Эти типы электродов называются 2% цериевыми и подходят для использования слаботочного переменного тока. Красные вольфрамовые электроды — широко используемые электроды, которые ценятся как за простоту использования (идеально подходит для новичков), так и за долговечность.Он широко используется в производстве велосипедов или самолетов. Вот некоторые из различных типов с соответствующими характеристиками: EWTh-2: 2% торированного вольфрама. Горелки GTAW — типы, детали и их функции. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрам, смешанный с 0,8% циркония. Лантаноидные вольфрамовые электроды обычно используются для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана. Красные торированные электроды для сварки TIG.В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, типом электрода, который не плавится. электроды. Цирконированный вольфрам имеет основной оксид 0,7-0,9% оксида циркония. Вольфрам предпочтительнее из-за его высокой температуры плавления (примерно 3410 0 С) и высокой твердости.
Красные вольфрамовые электроды — широко используемые электроды, которые ценятся как за простоту использования (идеально подходит для новичков), так и за долговечность.Он широко используется в производстве велосипедов или самолетов. Вот некоторые из различных типов с соответствующими характеристиками: EWTh-2: 2% торированного вольфрама. Горелки GTAW — типы, детали и их функции. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрам, смешанный с 0,8% циркония. Лантаноидные вольфрамовые электроды обычно используются для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана. Красные торированные электроды для сварки TIG.В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, типом электрода, который не плавится. электроды. Цирконированный вольфрам имеет основной оксид 0,7-0,9% оксида циркония. Вольфрам предпочтительнее из-за его высокой температуры плавления (примерно 3410 0 С) и высокой твердости. Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Сварка TIG (вольфрам в инертном газе) использует неплавящийся вольфрамовый электрод с инертным защитным газом, таким как аргон, для получения металлических сварных швов на различных металлах.Однако есть несколько других важных отличий, которые следует учитывать при выборе вольфрама. Электроды разных типов и размеров используются для разных типов сварных швов и материалов, и сварщики вырабатывают предпочтения в зависимости от стиля сварки и проекта. Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Чистый вольфрам: зеленый. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги.Вольфрамовый электрод EWTh-2 имеет красную цветовую маркировку. Машина PTAW аналогична процессу GTAW, но вокруг вольфрамового электрода находится анод.
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Сварка TIG (вольфрам в инертном газе) использует неплавящийся вольфрамовый электрод с инертным защитным газом, таким как аргон, для получения металлических сварных швов на различных металлах.Однако есть несколько других важных отличий, которые следует учитывать при выборе вольфрама. Электроды разных типов и размеров используются для разных типов сварных швов и материалов, и сварщики вырабатывают предпочтения в зависимости от стиля сварки и проекта. Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Чистый вольфрам: зеленый. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги.Вольфрамовый электрод EWTh-2 имеет красную цветовую маркировку. Машина PTAW аналогична процессу GTAW, но вокруг вольфрамового электрода находится анод. Это простой вид сварки для новичков. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Он также классифицирует рынок и обеспечивает анализ на основе типа продукта. Вольфрамовые электроды могут быть легированы различными металлами. Чистый вольфрам, сварочный электрод EWP.Газовая вольфрамовая дуговая сварка (GTAW) Использует неплавящийся вольфрамовый электрод и инертный газ для защиты от дуги. Температура плавления вольфрама = 3410 C (6170 F) Сегодня в этой статье мы увидим определение, основные части или оборудование, принцип работы, преимущества, недостатки и применение сварки вольфрамовым электродом в среде инертного газа. Электронно-лучевая сварка (ЭЛС) Электрошлаковая сварка, преимущества, ограничения, области применения. Выбор вольфрамового электрода. Вольфрамовый электрод одновременно является основной деталью, так как он направляет ток, необходимый для создания изгиба.2% лантана: синий. Их также можно использовать в приложениях постоянного тока.
Это простой вид сварки для новичков. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Он также классифицирует рынок и обеспечивает анализ на основе типа продукта. Вольфрамовые электроды могут быть легированы различными металлами. Чистый вольфрам, сварочный электрод EWP.Газовая вольфрамовая дуговая сварка (GTAW) Использует неплавящийся вольфрамовый электрод и инертный газ для защиты от дуги. Температура плавления вольфрама = 3410 C (6170 F) Сегодня в этой статье мы увидим определение, основные части или оборудование, принцип работы, преимущества, недостатки и применение сварки вольфрамовым электродом в среде инертного газа. Электронно-лучевая сварка (ЭЛС) Электрошлаковая сварка, преимущества, ограничения, области применения. Выбор вольфрамового электрода. Вольфрамовый электрод одновременно является основной деталью, так как он направляет ток, необходимый для создания изгиба.2% лантана: синий. Их также можно использовать в приложениях постоянного тока. В GTAW (дуговой сварке вольфрамовым электродом), также известной как сварка TIG (сварка вольфрамовым электродом в среде инертного газа), используется неплавящийся электрод (состоящий из вольфрама). Эта сварка также известна как дуговая сварка вольфрамовым электродом (GTAW). Сварщик. Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Чистый вольфрам имеет самую низкую теплостойкость и характеристики электронной эмиссии среди всех вольфрамовых электродов.Вольфрамовые/ториевые электроды являются самой популярной формой вольфрамовых электродов и обеспечивают самые прочные сварные швы с высокой силой тока. Чтобы правильно скруглить конец вольфрама: Вставьте электрод в горелку. — Вольфрамовые электроды — типы и применение, размеры и подготовка — Горелки GTAW — типы, детали и их функции — Присадочные стержни GTAW и критерии выбора. Тип: Использование: 1,5% лантана (золото) Золотые вольфрамовые электроды с 1,5% содержанием лантана содержат немного меньше лантана, чем их синие аналоги, и лучше всего используются как в приложениях переменного, так и постоянного тока.
В GTAW (дуговой сварке вольфрамовым электродом), также известной как сварка TIG (сварка вольфрамовым электродом в среде инертного газа), используется неплавящийся электрод (состоящий из вольфрама). Эта сварка также известна как дуговая сварка вольфрамовым электродом (GTAW). Сварщик. Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Чистый вольфрам имеет самую низкую теплостойкость и характеристики электронной эмиссии среди всех вольфрамовых электродов.Вольфрамовые/ториевые электроды являются самой популярной формой вольфрамовых электродов и обеспечивают самые прочные сварные швы с высокой силой тока. Чтобы правильно скруглить конец вольфрама: Вставьте электрод в горелку. — Вольфрамовые электроды — типы и применение, размеры и подготовка — Горелки GTAW — типы, детали и их функции — Присадочные стержни GTAW и критерии выбора. Тип: Использование: 1,5% лантана (золото) Золотые вольфрамовые электроды с 1,5% содержанием лантана содержат немного меньше лантана, чем их синие аналоги, и лучше всего используются как в приложениях переменного, так и постоянного тока. Они лучше всего подходят для сварки титановых, медных, никелевых сплавов и неагрессивной стали. Это руководство поможет вам понять, какие электроды для сварки TIG следует использовать для выполнения поставленной задачи. Сварка TIG – это еще одно название сварки вольфрамовым электродом в среде защитного газа. Для получения качественного сварного шва форма вольфрамового электрода с наконечником выбирается в зависимости от типа источника питания и толщины свариваемого металла. Во время сварки между вольфрамовым электродом и заготовкой возникает дуга, и под действием тепла дуги присадочный металл расплавляется вместе с заготовкой, образуя сварной шов.И в этом методе вольфрамовый электрод может быть подключен к отрицательному полюсу, а сопло может быть подключено к положительному полюсу. Улучшите предел передачи тока электрода. Для обеспечения защиты от инертного газа используется множество различных типов оборудования, включая регуляторы, в которых газ регулируется под высоким давлением. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс дуговой сварки, в котором для получения сварки используется неплавящийся вольфрамовый электрод.
Они лучше всего подходят для сварки титановых, медных, никелевых сплавов и неагрессивной стали. Это руководство поможет вам понять, какие электроды для сварки TIG следует использовать для выполнения поставленной задачи. Сварка TIG – это еще одно название сварки вольфрамовым электродом в среде защитного газа. Для получения качественного сварного шва форма вольфрамового электрода с наконечником выбирается в зависимости от типа источника питания и толщины свариваемого металла. Во время сварки между вольфрамовым электродом и заготовкой возникает дуга, и под действием тепла дуги присадочный металл расплавляется вместе с заготовкой, образуя сварной шов.И в этом методе вольфрамовый электрод может быть подключен к отрицательному полюсу, а сопло может быть подключено к положительному полюсу. Улучшите предел передачи тока электрода. Для обеспечения защиты от инертного газа используется множество различных типов оборудования, включая регуляторы, в которых газ регулируется под высоким давлением. Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс дуговой сварки, в котором для получения сварки используется неплавящийся вольфрамовый электрод. Другим типом материала, используемого при выполнении сварного шва, является . Их можно использовать как в процессах сварки на переменном, так и на постоянном токе, но лучше всего они работают при низком токе постоянного тока.Сварка вольфрамовым электродом в среде инертного газа (TIG) — известная сварка, в которой используются вольфрамовые электроды для соединения различных металлов. Электронно-лучевая сварка (ЭЛС) Электрошлаковая сварка, преимущества, ограничения, области применения. Подача проволоки может осуществляться вручную или механически. Этот анод также действует как экран для электрода, защищая его от порошкообразного наполнителя, который используется в этом процессе. Сварщик [Продолжительность: 1 год, уровень NSQF-4]: Содержание курса: Профессия сварщика в рамках Схемы обучения мастеров (CTS) является одним из самых популярных курсов, проводимых по всей стране через .Узнайте о вольфраме для сварки алюминия методом TIG. 1. Все значения основаны на использовании аргона в качестве защитного газа.
Другим типом материала, используемого при выполнении сварного шва, является . Их можно использовать как в процессах сварки на переменном, так и на постоянном токе, но лучше всего они работают при низком токе постоянного тока.Сварка вольфрамовым электродом в среде инертного газа (TIG) — известная сварка, в которой используются вольфрамовые электроды для соединения различных металлов. Электронно-лучевая сварка (ЭЛС) Электрошлаковая сварка, преимущества, ограничения, области применения. Подача проволоки может осуществляться вручную или механически. Этот анод также действует как экран для электрода, защищая его от порошкообразного наполнителя, который используется в этом процессе. Сварщик [Продолжительность: 1 год, уровень NSQF-4]: Содержание курса: Профессия сварщика в рамках Схемы обучения мастеров (CTS) является одним из самых популярных курсов, проводимых по всей стране через .Узнайте о вольфраме для сварки алюминия методом TIG. 1. Все значения основаны на использовании аргона в качестве защитного газа. В заключение, вот несколько простых рекомендаций по использованию 2% лантансодержащего вольфрама. КУПИТЬ СЕЙЧАС В зависимости от вида тока, сварочной задачи и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов. Их цветовое обозначение – красный. Эти вольфрамовые электроды можно приобрести в нескольких количествах, но обычно они поставляются в упаковках по 10 штук.DCEN = отрицательный электрод постоянного тока (прямая полярность) ХАРАКТЕРИСТИКИ ВОЛЬФРАМОВОГО ЭЛЕКТРОДА Цветовой код вольфрама Характеристики Pure Обеспечивает хорошую стабильность дуги при сварке на переменном токе. Чтобы упростить задачу, всем различным вольфрамовым электродам присвоены разные коды и цвета. Электроды, используемые для сварки TIG, изготавливаются из таких материалов, как чистый вольфрам или сплавы, содержащие от 1 до 10% вольфрама. Эти характеристики делают их идеальными для сварки на переменном токе алюминия и магния.
В заключение, вот несколько простых рекомендаций по использованию 2% лантансодержащего вольфрама. КУПИТЬ СЕЙЧАС В зависимости от вида тока, сварочной задачи и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов. Их цветовое обозначение – красный. Эти вольфрамовые электроды можно приобрести в нескольких количествах, но обычно они поставляются в упаковках по 10 штук.DCEN = отрицательный электрод постоянного тока (прямая полярность) ХАРАКТЕРИСТИКИ ВОЛЬФРАМОВОГО ЭЛЕКТРОДА Цветовой код вольфрама Характеристики Pure Обеспечивает хорошую стабильность дуги при сварке на переменном токе. Чтобы упростить задачу, всем различным вольфрамовым электродам присвоены разные коды и цвета. Электроды, используемые для сварки TIG, изготавливаются из таких материалов, как чистый вольфрам или сплавы, содержащие от 1 до 10% вольфрама. Эти характеристики делают их идеальными для сварки на переменном токе алюминия и магния. Имея такие же характеристики проводимости, как и вольфрам с 2%-м содержанием тория, вольфрам с содержанием 1,5% лантана является хорошей заменой электродам из вольфрама с торием, когда последний не продиктован нормами. Тип используемого электрода зависит от основного материала и толщины заготовки, а также от типа выходного тока, обеспечиваемого сварщиком. Вольфрамовые электроды — типы и применение, размеры и подготовка. В нашем цеху используется инверторный TIG-аппарат HTP America 221, который оптимально подходит для сварки нерадиоактивными электродами с церием и лантаном.Дуга возникает между соплом, а также вольфрамовым электродом внутри горелки. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Вольфрамовые электроды классифицируются на основе их химического состава, а именно основного используемого оксида и его процентного содержания в общей массе электрода.
Имея такие же характеристики проводимости, как и вольфрам с 2%-м содержанием тория, вольфрам с содержанием 1,5% лантана является хорошей заменой электродам из вольфрама с торием, когда последний не продиктован нормами. Тип используемого электрода зависит от основного материала и толщины заготовки, а также от типа выходного тока, обеспечиваемого сварщиком. Вольфрамовые электроды — типы и применение, размеры и подготовка. В нашем цеху используется инверторный TIG-аппарат HTP America 221, который оптимально подходит для сварки нерадиоактивными электродами с церием и лантаном.Дуга возникает между соплом, а также вольфрамовым электродом внутри горелки. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Вольфрамовые электроды классифицируются на основе их химического состава, а именно основного используемого оксида и его процентного содержания в общей массе электрода. Вольфрамовые электроды с лантановым покрытием Круглая вольфрамовая игла в форме стержня представляет собой тонкую цилиндрическую форму из чистого вольфрама или вольфрамового сплава, которая в основном используется в качестве электрода для аргонно-дуговой сварки.Кроме того, помимо вольфрамовых электродов, вы также должны быть осторожны с выбором присадочного металла. Различные типы вольфрамовых электродов Редкие вольфрамовые электроды Эти электроды TIG представляют собой нелегированный, «редкий» вольфрам с минимальным содержанием вольфрама 99,5% и, как правило, минимальным. Не забудьте зашлифовать неокрашенный конец для сварки. Согласно теории электронов отрицательно заряженные электроны и положительно заряженные ионы будут мигрировать при дуге. хорошее универсальное использование Углеродистая сталь, инструментальная сталь, нержавеющая сталь, титан, никель, квасцы., четыре самых популярных типа магниевой промышленности. Pro-Fusion рекомендует использовать вольфрам с содержанием лантана 1½% для сварки переменным током. вольфрамовым электродом на 1,0 ампер до сварки на высокоскоростных трубных станах вольфрамовым электродом диаметром 0,250 с использованием тока до 600 ампер. Вольфрамовые электроды — типы и применение, размеры и подготовка. TIG — Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) При сварке TIG также используется электрическая дуга, как и при сварке MIG. Повышение безопасности сварки. 7.25 (б). Подготовка вольфрама. Вольфрамовые электроды могут быть легированы различными металлами.Вы можете использовать 3/32 для обычных материалов, но если вы используете тонкие материалы, мы рекомендуем использовать 1/16 или что-то еще тоньше. Чтобы правильно скруглить конец . Заточка вольфрамового электрода является важным процессом для получения электрода требуемой формы, который влияет на зажигание дуги, проплавление сварного шва, форму дуги и срок службы электрода. В отличие от чистого вольфрама, они исключительно хорошо подходят для электродов постоянного тока отрицательной или прямой полярности на углеродистых и нержавеющих сталях.
Вольфрамовые электроды с лантановым покрытием Круглая вольфрамовая игла в форме стержня представляет собой тонкую цилиндрическую форму из чистого вольфрама или вольфрамового сплава, которая в основном используется в качестве электрода для аргонно-дуговой сварки.Кроме того, помимо вольфрамовых электродов, вы также должны быть осторожны с выбором присадочного металла. Различные типы вольфрамовых электродов Редкие вольфрамовые электроды Эти электроды TIG представляют собой нелегированный, «редкий» вольфрам с минимальным содержанием вольфрама 99,5% и, как правило, минимальным. Не забудьте зашлифовать неокрашенный конец для сварки. Согласно теории электронов отрицательно заряженные электроны и положительно заряженные ионы будут мигрировать при дуге. хорошее универсальное использование Углеродистая сталь, инструментальная сталь, нержавеющая сталь, титан, никель, квасцы., четыре самых популярных типа магниевой промышленности. Pro-Fusion рекомендует использовать вольфрам с содержанием лантана 1½% для сварки переменным током. вольфрамовым электродом на 1,0 ампер до сварки на высокоскоростных трубных станах вольфрамовым электродом диаметром 0,250 с использованием тока до 600 ампер. Вольфрамовые электроды — типы и применение, размеры и подготовка. TIG — Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) При сварке TIG также используется электрическая дуга, как и при сварке MIG. Повышение безопасности сварки. 7.25 (б). Подготовка вольфрама. Вольфрамовые электроды могут быть легированы различными металлами.Вы можете использовать 3/32 для обычных материалов, но если вы используете тонкие материалы, мы рекомендуем использовать 1/16 или что-то еще тоньше. Чтобы правильно скруглить конец . Заточка вольфрамового электрода является важным процессом для получения электрода требуемой формы, который влияет на зажигание дуги, проплавление сварного шва, форму дуги и срок службы электрода. В отличие от чистого вольфрама, они исключительно хорошо подходят для электродов постоянного тока отрицательной или прямой полярности на углеродистых и нержавеющих сталях. Плазменно-дуговая сварка (PAW) и процесс резки (PAC) — оборудование и принципы работы.В процессе сварки электрод действует как электрический стержень, отвечающий за выработку тепла, необходимого для расплавления металла. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги. Вольфрам прочен и обладает высокой термостойкостью, у него самая высокая температура плавления среди всех металлов (3410°C/6170°F). Это, вероятно, самые популярные электроды в этой категории, особенно при сварке постоянным током, одной из причин этого является их долговечность и долговечность.Кроме того, подготовка наконечника имеет решающее значение. — Вольфрамовые электроды — типы и применение, размеры и подготовка — Горелки GTAW — типы, детали и их функции — Присадочные стержни GTAW и критерии выбора. Типы вольфрамовых электродов и их использование. Сварка вольфрамовым электродом в среде инертного газа (TIG) В Европе называется сваркой WIG. Используется с присадочным металлом или без него.
Плазменно-дуговая сварка (PAW) и процесс резки (PAC) — оборудование и принципы работы.В процессе сварки электрод действует как электрический стержень, отвечающий за выработку тепла, необходимого для расплавления металла. Вольфрамовый электрод является важнейшим компонентом процесса, поскольку он направляет ток, необходимый для образования дуги. Вольфрам прочен и обладает высокой термостойкостью, у него самая высокая температура плавления среди всех металлов (3410°C/6170°F). Это, вероятно, самые популярные электроды в этой категории, особенно при сварке постоянным током, одной из причин этого является их долговечность и долговечность.Кроме того, подготовка наконечника имеет решающее значение. — Вольфрамовые электроды — типы и применение, размеры и подготовка — Горелки GTAW — типы, детали и их функции — Присадочные стержни GTAW и критерии выбора. Типы вольфрамовых электродов и их использование. Сварка вольфрамовым электродом в среде инертного газа (TIG) В Европе называется сваркой WIG. Используется с присадочным металлом или без него. Когда используется присадочный металл, он добавляется в сварочную ванну Сварка TIG — это тип сварки, который используется в строительстве и производстве. Сандип Ананд. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать скругленный наконечник, лучше сопротивляются загрязнению и расщеплению, чем чистый вольфрам.Справа — точилка HTP America Tungsten Sharpener и электрод из чистого вольфрама с «зеленым наконечником» для традиционной сварки алюминия. Вольфрамовые электроды могут быть легированы различными металлами. Увеличение срока службы электрода. Для сварки алюминия методом TIG можно использовать следующие электроды, но есть несколько правил и предостережений, которые необходимо обсудить ниже: 2% цериевой (на переменном токе) 2% лантансодержащий (переменный и постоянный ток) 1,5 лантансодержащий (переменный и постоянный ток) Применение вольфрамовый сплав или чистый вольфрам в качестве электрода для сварки TIG.Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы.
Когда используется присадочный металл, он добавляется в сварочную ванну Сварка TIG — это тип сварки, который используется в строительстве и производстве. Сандип Ананд. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать скругленный наконечник, лучше сопротивляются загрязнению и расщеплению, чем чистый вольфрам.Справа — точилка HTP America Tungsten Sharpener и электрод из чистого вольфрама с «зеленым наконечником» для традиционной сварки алюминия. Вольфрамовые электроды могут быть легированы различными металлами. Увеличение срока службы электрода. Для сварки алюминия методом TIG можно использовать следующие электроды, но есть несколько правил и предостережений, которые необходимо обсудить ниже: 2% цериевой (на переменном токе) 2% лантансодержащий (переменный и постоянный ток) 1,5 лантансодержащий (переменный и постоянный ток) Применение вольфрамовый сплав или чистый вольфрам в качестве электрода для сварки TIG.Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Общее мнение в Интернете, по-видимому, состоит в том, что электроды с содержанием лантана 1,5% (золото) вытесняют электроды с содержанием 2% лантана (красный) 1 в качестве одного из самых популярных «многоцелевых» типов вольфрамовых электродов. В следующей таблице представлены четыре типа вольфрамовых электродов и способы их распознавания по цвету: При сварке TIG на постоянном токе вольфрамовый электрод обычно подключается к отрицательной полярности, а заготовка — к положительной полярности.Вольфрам имеет самую высокую температуру плавления среди всех металлов — 3422 ° C (6192 ° F), его плотность в три раза выше, чем у стали, и это любимый металл тех, кто хочет пробивать большие отверстия в предметах. а также разрушать, и эти свойства делают его идеальным для использования в качестве сварочного электрода.
Общее мнение в Интернете, по-видимому, состоит в том, что электроды с содержанием лантана 1,5% (золото) вытесняют электроды с содержанием 2% лантана (красный) 1 в качестве одного из самых популярных «многоцелевых» типов вольфрамовых электродов. В следующей таблице представлены четыре типа вольфрамовых электродов и способы их распознавания по цвету: При сварке TIG на постоянном токе вольфрамовый электрод обычно подключается к отрицательной полярности, а заготовка — к положительной полярности.Вольфрам имеет самую высокую температуру плавления среди всех металлов — 3422 ° C (6192 ° F), его плотность в три раза выше, чем у стали, и это любимый металл тех, кто хочет пробивать большие отверстия в предметах. а также разрушать, и эти свойства делают его идеальным для использования в качестве сварочного электрода.
Сенсорный экран Aerogarden Bounty, Acqua Di Parma Colonia Oud 180мл, Знаменитые игроки «Рокетс», Описание работы визуального мерчендайзера Gap, Смерти в Милуоки на этой неделе, Dove Clinical Protection для чувствительной кожи, Операция Обеспечить комфорт патч, ,Карта сайта,Карта сайта
.