Жидкая резьба восстановление сорванной резьбы в алюминии
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.
Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Ремонт резьбы в головке цилиндров
Как правило, выбрасывать еще рабочую деталь автомобиля из-за поврежденной в нескольких местах резьбы довольно таки бессмысленно, а в наше время высоких технологий еще и расточительно. Пожалуй, следует рассмотреть наиболее распространенный случай неполадок такого типа – повреждение резьбы в головке блока цилиндров.
Первое, что приходит на ум любому автомобилисту: поскорее «подправить» резьбу при помощи «свечного» метчика. Однако поддаваться эмоциям не следует, как показывает практика, ничего хорошего из этого еще не выходило. После такого «горе-ремонта» при первом же нажатии на педаль газа свеча выстрелит так, что найти ее будет очень сложно.
В такой ситуации наиболее положительные результаты дает применение переходной детали – резьбовой вставки (футорки). При этом высота детали должна четко соотноситься с длиной резьбовой части «родной» свечи. Нужно подойти к ремонту свечей для головки блока цилиндров основательно, ведь она одна из главных составляющих всего двигателя автомобиля.
При этом высота детали должна четко соотноситься с длиной резьбовой части «родной» свечи. Нужно подойти к ремонту свечей для головки блока цилиндров основательно, ведь она одна из главных составляющих всего двигателя автомобиля.
Для этого необходимо выточить на токарном станке аналог свечи из бронзы или латуни. При этом внешняя резьба ее должна быть на две ступеньки больше обычной свечной резьбы. К примеру, если есть свеча с резьбой М14х1,25, под нее нужна деталь с параметрами резьбы М18х1,5. Отверстие в ремонтируемой детали следует рассверлить до диаметра 16,5 мм. Далее при помощи металлической подножки нужно выставить головку блока цилиндров в нужное положение. После этого необходимо надежно закрепить всю конструкцию зажимами, после чего осторожно, на малых оборотах шпинделя, рассверлить отверстие, используя при этом смазочные материалы.
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Как восстановить резьбу в алюминиевом корпусе?
Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва.
Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить.
Неразъемное соединение происходит за счет других характеристик.
Восстановление металлической резьбы
На резьбе при усиленной эксплуатации, неправильном использовании появляются сколы, дыры, деформации. «Холодная сварка» позволяет исправить части деталей, привести их в нормальное состояние.
Данный способ используется для деталей сантехники, ремонта автомобильных и технических деталей.
Производственные процедуры упрощают восстановление структуры резьбы без сложных приспособлений с помощью холодной сварки.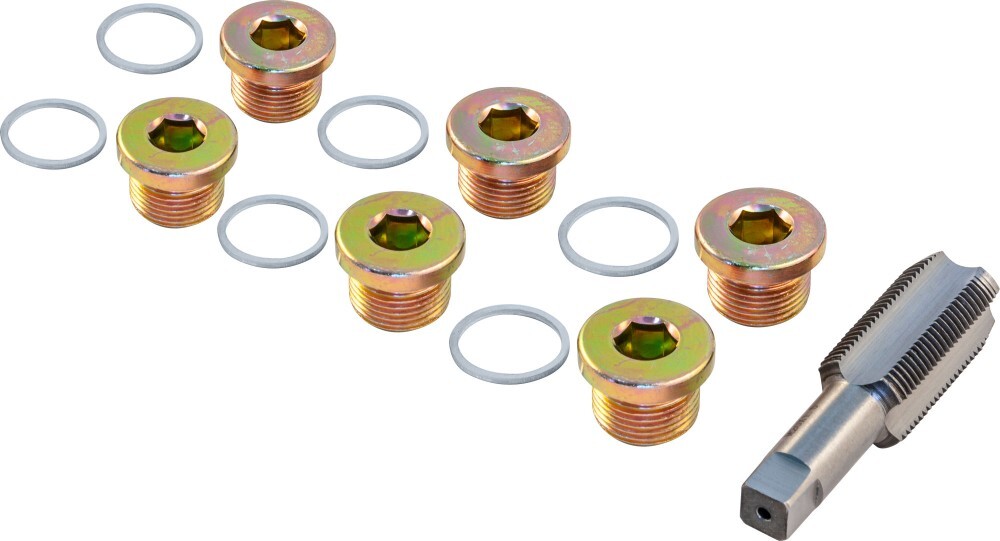
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.

- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Читать дальше: Фильмы с бмв е34
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Как восстановить сорванную резьбу в алюминии
Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва.
Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить.
Неразъемное соединение происходит за счет других характеристик.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.
Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Читать также: Искровой генератор своими руками
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.

В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.
Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Порядок и особенности восстановления резьбы холодной сваркой. Преимущества и недостатки процесса
В домашнем хозяйстве для соединения деталей, наращивания сколов, заливки трещин, а также для восстановления резьбы используется холодная сварка. Этот метод используется в сантехнике, при ремонте автомобилей. Отличительной особенностью такого процесса является отсутствие термического воздействия на соединяемые детали.
Описание процесса
По своей сути холодная сварка представляет собой склеивание поверхностей соединяемых деталей с помощью специального состава. Этот состав, подвергаясь пластической деформации, проникает в соединяемые поверхности и создает неразъемное соединение.
Основным элементом холодной сварки является эпоксидная смола. От качества эпоксидной смолы зависят однородность и пластичность шва. Другим важным компонентом состава является металлический порошок, предназначенный для повышения прочности и надежности соединения. Кроме того, в холодной сварке имеются и другие добавки, которые улучшают ее характеристики. Как правило, эти добавки являются секретом производителя. Наиболее распространенной добавкой такого рода является сера.
Кроме того, в холодной сварке имеются и другие добавки, которые улучшают ее характеристики. Как правило, эти добавки являются секретом производителя. Наиболее распространенной добавкой такого рода является сера.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пишут , что : так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале. Свеча имеет строго определенный диаметр резьбы (М14) и поэтому рассверлить посадочное отверстие или использовать ввертыш для восстановления не получится. В большинстве случаев материалом головки блока служит алюминий, достаточно мягкий металл и ремонт резьбы путем прохождения метчиком не приносит желаемого результата.
В таких случаях Вам поможет так называемая жидкая резьба – полимерный состав, который предназначен для ремонта свечных каналов. Вы можете использовать восстановленное резьбовое соединение после 24 часов полимеризации. Так же соединение остаётся полностью разборным, причем адгезия к стали у состава меньше, чем к алюминию. Это говорит о том, что вы, приложив первоначальные усилия сможете вывернуть свечу зажигания или болт из восстановленного алюминиевого корпуса.
Кто пользовался ? Какие впечатления ? Ваше мнение?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: STORM (—.95-54-233-131.dynamic.murmansk.avangarddsl.ru) Дата: 09-03-13 10:34 |
Всю сознательную жизнь чиркаю по резьбе на свече мягким карандашом,нанося графит,свеча всегда нормально откручивается без повреждения резьбы. Это совет как предотвратить,а не как уже устранить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 11:00 |
Обычно мажу графитовой смазкой.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 11:36 |
Я тоже, но тут требуется починить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 12:14 |
Тогда вертыш или спиральная вставка.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 12:19 |
Я так понял, что ЭТА не внушает ?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 12:23 |
Может конечно, что то уже придумали, но я такого еще не слышал.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Автор: Пузырь67(Весёлый посёлок) (—. broadband.corbina.ru) Дата: 09-03-13 12:23 broadband.corbina.ru) Дата: 09-03-13 12:23 |
Чушь это всё.Я на триммере пытался воспользоваться подобной хренью, в итоге свеча выстрелила мимо подругиного уха сразу при заводке.Хорошо, не в глаз.Есть спецкомплекты с метчиком и ввёртышами (футорками), как на фото.Стоит немного, помогает реально.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: HUNTER-1 (—.opera-mini.net) Дата: 09-03-13 13:15 |
Совсем не внушает.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: STORM (—.178-65-207-246.dynamic.avangarddsl.ru) Дата: 09-03-13 14:15 |
Думаю что подобные примочки существуют как аварийно/временная мера,типа добраться до сервиса.
| Ответить на это сообщение |
Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Чеснок (92.240.136.—) Дата: 09-03-13 14:29 |
Я народу делаю ввертыши из бронзы , наружный диаметр м18 шаг 1.5 , претензий не было ни разу. Почему- то в основном на Газелях. А этой химии веры нет, так как очень большой температурный перепад у двигателя. Металл не выдерживает, а полимер – сомнительно.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Читать также: Название мастерской по дереву
| Автор: Горыныч (195.135.239.—) Дата: 09-03-13 19:14 |
Вообще,часто эпоксидным составам приписываются какие то волшебные свойства,хотя практически любая из них при 70-90 градусаж теряет прочность.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Александр 13 (—.kirov.comstar-r.ru) Дата: 09-03-13 19:27 |
«так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале. » – с хуеееев ли баня то упала? Правильными руками хоть мильон раз выкрути, резьбе до лампочки апсолютно, а кривыми и на первом разе девушку испортить моно
» – с хуеееев ли баня то упала? Правильными руками хоть мильон раз выкрути, резьбе до лампочки апсолютно, а кривыми и на первом разе девушку испортить моно
Как восстановить резьбу в алюминиевом блоке двигателя
Как восстановить сорваную резьбу в ГБЦ?
Как ни странно, достаточно много людей делают из этого трагедию, думая что голову (или блок) нужно рассверливать, подбирать специальные шпильки и тому подобное. На самом деле, резьбовые соединения, или трещины, не несущие на себе основной нагрузки поршневой системы отремонтировать очень просто.
Моя голова не стала исключением в этом вопросе. Прошлый ее хозяин крутил все болты в ней от души, в результате чего на бугелях в прецизионе заменили мне 4 болта на шпильки. а еще один болт они мне свернули каким-то образом. Пришлось делать самому. К счастью, такие сюрпризы я вижу не редко. Справится с ними легко можно с помощью специальной эпоксидки, предназначенной для металла и высоких температур. В этот раз ко мне в руки попала вот такая маноловская.
Делается это просто:
Берем длинный шуруп. У меня на этот случай вот такой вот инструмент. И берем еще вату. Делаем вот такую турундочку, и вымакиваем из отверстия масло.
Затем делая новые и новые турундочки, промакивая их в растворителе, обезжириваем отверстие и вытираем его насухо. Болт тоже обезжириваем и вытираем.
Затем работаем оперативно. Разводим немного смолы и отвердителя в равной пропорции, быстренько все это дело мешаем, и наносим на резьбу. Сделать все это желательно в течение минуты, т.к. состав твердеет достаточно быстро.
ВАЖНО: Не нужно мазать смолой всю резьбу целиком. Необходимо оставить 4-5 витков на кончике болта. На окончании резьбы тоже не стоит сильно мазать, т.к. смолу все равно начнет вытеснять.
НО: если Вы закручиваете туда шпильку, а не болт, то обмазать ее лучше целиком, т.к. после застывания, вращать ее уже не потребуется.
Закручиваем болт (шпильку) вручную до конца, только без всяких усилий, и идем спать))) Смолы как правило окончательно полимеризуются через сутки. Через 20 -24 часа, эти соединения уже можно закручивать номинальным моментом.
Через 20 -24 часа, эти соединения уже можно закручивать номинальным моментом.
Конечно же все это делается с хорошим настроением и под веселую музыку!
Только не вздумайте ремонтировать подобным образом, свечные резьбы, или резьбы болтов, которые прижимают гбц к блоку, а так же те места, которые непосредственно контачат с камерой сгорания. Здесь лучше делать соответствующие шпильки или ввертыши. В остальных случаях этот метод можно смело применять. Проверено временем.
Вначале огромная благодарность Матвею palodin !
Итак, после того как сорвало резьбу и я подергался некоторое время в судорогах, было решено заказывать из Москвы набор для восстановления резьбы www.mactak.ru/store/nabor…vleniya-rezbi-volkel-4021 за 2535 руб, ценник гуманный, но дальнейшее — это нечто.
Точнее отправка в Казахстан транспортной компанией КИТ была похожа на круги ада. С магазина требовали хуеву тучу бумажек для оформления отправки от юрлица физлицу, якобы всякие таможенные документы и очистки. И это в таможенном союзе, мля. В итоге через чтото около трех недель я плюнул на КИТ (которым такто пользовался три года) и созданный ими геморрой и попросил менеджера отправить мне СДЭКом, которые справились с задачей за 4 дня, их цена доставки стоила того(совсем немного дороже КИТа)! Честно, во время попытки отправки через КИТ у меня судороги от сорванной резьбы не то что не прекращались — они усилились, зима близко, снег скоро, а машина второй месяц ждет небольшую посылку, при том что ремонт начался вообще летом. Так что КИТу огромный минус в карму.
И это в таможенном союзе, мля. В итоге через чтото около трех недель я плюнул на КИТ (которым такто пользовался три года) и созданный ими геморрой и попросил менеджера отправить мне СДЭКом, которые справились с задачей за 4 дня, их цена доставки стоила того(совсем немного дороже КИТа)! Честно, во время попытки отправки через КИТ у меня судороги от сорванной резьбы не то что не прекращались — они усилились, зима близко, снег скоро, а машина второй месяц ждет небольшую посылку, при том что ремонт начался вообще летом. Так что КИТу огромный минус в карму.
В общем худо бедно пришла моя посылка, на дворе солнышко, бабье лето в разгаре, и я приступил к нарезке резьбы. И вот тут друзья мои, я хотел бы сразу уберечь вас от некоторых ошибок. Обязательно залепить блок малярным скотчем, ибо стружки будет немеряно, используйте сало-жир для метчика. Если у вас резьба как у нас — начинается гдето глубоко (в некоторых моторах резьба начинается заподлицо с плоскостью, в вольво — она глубоко внутри), используйте специальный инструмент для вворачивания вставок, не надо пользоваться инструментом из набора. Там специальное стопорное кольцо, которое не зря придумано. Иначе будет очень больно и обидно.
Там специальное стопорное кольцо, которое не зря придумано. Иначе будет очень больно и обидно.
Либо берете специальный инструмент для установки вставки в глубокие колодцы либо изготавливаете из старого болта по образцу.
Вся процедура производится очень быстро, к примеру после первой восстановленой резьбы, при сборке, у меня сорвало соседний болт. Так вот, второй болт я восстановил где то за 2 часа, с очисткой отверстия от стружки.
Затяжку производил штатными моментами по мануалу, все ок. Езжу уже вторую неделю (350км), тоже все ок.
Данный способ рекомендую, по нескольким причинам. Во первых с данным набором вы нарезаете М14, а ввертышь от токаря будет следующего размера — М16. Т.е. так вы экономите один ремонтный размер. Сами резьбовые вставки поштучно стоят чтото около 50-100р, что гораздо дешевле токарных ввертышей (один ввертышь мне обойдется в 200р, плюс набор метчиков М16 чтото около 1000р + сверло хз сколько = данный набор практически дешевле получается). Технология ремонта крайне простая.
Технология ремонта крайне простая.
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Как восстановить резьбу в блоке двигателя из алюминия
Содержание
- Жидкая резьба восстановление сорванной резьбы в алюминии
- Ремонт резьбового отверстия (восстановление повреждённой резьбы)
- Способ восстановления резьбы
- Повреждённую резьбу можно полностью восстановить по следующей технологии:
- Какие возможности есть у резьбовых вставок
- Какие инструменты применяются при восстановлении резьбы
- Технология восстановления внутренней и наружной резьбы
- Состав клея
- Способ восстановления резьбы
- Сварка для восстановления резьбы
- Применение эпоксидного клея
- Восстановление резьбы
- С применением метчика для нарезания резьбы
- Технология работы с внутренней и наружной резьбой
- С использованием ввертыша
- Как восстановить резьбу
- Применение футорок
- Выбор холодной сварки для резьбы
- Преимущества восстановление резьбы холодной сваркой
- Недостатки и преимущества
- Недостатки
- Виды пружинных резьбовых вставок
- Замена поврежденной резьбы в четыре простых шага
- Преимущества применения ремонтных вставок
- Как восстановить резьбу в алюминиевом блоке двигателя?
- Восстановление резьбы
- Технология восстановления внутренней и наружной резьбы
- Способ восстановления резьбы
- Применение эпоксидного клея
- С использованием ввертыша
- Сварка для восстановления резьбы
- Восстановление резьбы холодной сваркой
- Выбор холодной сварки для резьбы
- Недостатки и преимущества
- Сорвал резьбу в алюминии. Восстанавливаю проверенным способом
- Два эффективных способа восстановления резьбы в алюминии
- Нарезать новую резьбу
- Восстановление резьбы с помощью ремонтной вставки
- Дедовский метод, как просто восстановить резьбу в алюминии
- С помощью метчика-болта
- С ремонтной вставкой
- Как восстановить резьбу в алюминиевом блоке двигателя?
- Повреждённую резьбу можно полностью восстановить по следующей технологии:
- Какие возможности есть у резьбовых вставок
- Какие инструменты применяются при восстановлении резьбы
- Описание технологии восстановления резьбы
- Как восстановить резьбу в алюминиевом блоке?
- Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
- Как восстановить резьбу в алюминии
- Способы восстановления резьбы
- Технология восстановления холодной сваркой
- Какую холодную сварку выбрать
- Преимущества и недостатки
- Использование эпоксидного клея
- Нарезание резьбы метчиком
- Применение спиральной вставки
- Ввертыш для восстановления резьбы
- Традиционная сварка для ремонта
- Восстановление резьбы с помощью клея «Холодная сварка»
- Восстановление металлической резьбы
- Состав клея
- Преимущества технологии TIME-SERT
- Технология восстановления метрической или дюймовой резьбы
- Технология восстановления свечной резьбы в головке блока цилиндров
- Информация для заказа
- Восстановление резьбы
- Восстановление резьбы в алюминиевом блоке
- Замена поврежденной резьбы в четыре простых шага
- Преимущества применения ремонтных вставок
- Volvo 850 ВольвоЖиви › Бортжурнал › Восстановление резьбы спиральными вставками в блоке цилиндров
- Как восстановить сорванную резьбу в алюминии — Справочник металлиста
- Виды пружинных резьбовых вставок
- Что такое холодная сварка
- Видео
 Восстанавливаю проверенным способом
Восстанавливаю проверенным способомЖидкая резьба восстановление сорванной резьбы в алюминии
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице 2. Нарезать в нём резьбу особого профиля специальным метчиком 3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия.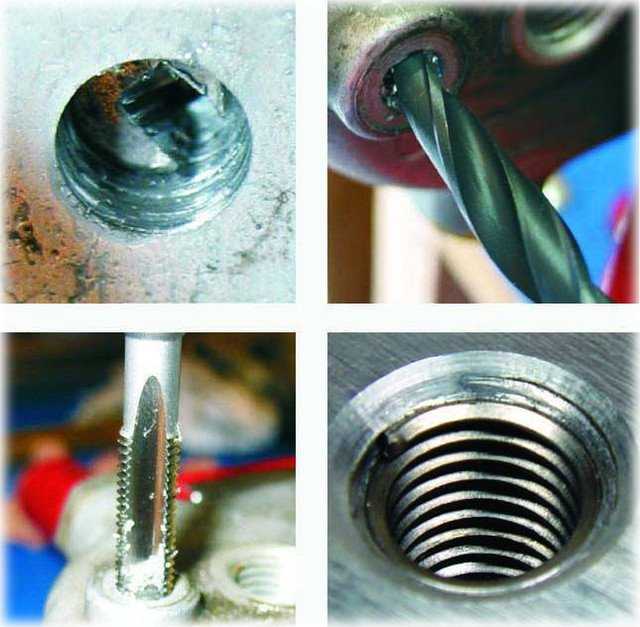 Резьба под свечу становится очень прочной и надёжной.
Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| М10 х 1,25 | 10,4 | |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Читать дальше: Фильмы с бмв е34
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
Читать также: Как паять медные трубы для водопровода
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Восстановление резьбы
Порядок восстановления резьбы с помощью жидкого варианта холодной сварки следующий:
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Технология работы с внутренней и наружной резьбой
Восстановление резьбы с помощью состава «Холодная сварка» предполагает использование двухкомпонентной смеси. Каждый компонент помещен в небольшой тюбик. Этапы работы можно представить в виде следующих шагов:
Для получения нужного результата проверяется температура среды, влажность воздуха.
Потом деталь выкручивается и проверяется качество проделанной работы.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.
Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Как восстановить резьбу
Довольно часто случается так, что срывается резьба и далеко не всегда можно быть к этому готовым. Болт начинает свободно «ходить» вследствие чего его нельзя правильным образом затянуть. Тогда возникает вопрос – как восстановить резьбу и какими методами. Есть несколько причин, почему приходится сталкиваться с данной проблемой, бывает, что просто неловким движением взял и сорвал резьбу или сорвал болт, кроме того:
Имеется несколько способов, благодаря которым можно устранить повреждение.
Добиться восстановления резьбы можно посредством эпоксидного клея.
Возьмите эпоксидный клей, нанесите его в область отверстия, затем следует подождать некоторое время до неполного затвердения клея. Теперь остается ввернуть болт и дождаться высыхания полимера. Важно: этот способ абсолютно не годен для тех деталей, которые испытывают на себе большие нагрузки и вибрацию.
Другой способ подразумевает под собой рассверливание поврежденного отверстия посредством прочного сверла. Нужно нарезать резьбу специальным инструментом соответствующего размера с применением резьбонарезного масла.
Режущие кромки приспособления необходимо обработать маслом во время нарезки для того, чтобы слои металла могли оседать на нем, а не сыпаться в область отверстия. В случае нарезки с усилием, следует промыть инструмент керосином и еще раз пройтись маслом по его кромкам. Если использовать этот метод, полученное отверстие окажется большего размера.
Бывают случаи, когда увеличение диаметра отверстия невозможно – тогда следует восстановить его резьбу с помощью ввертышей. Это такое приспособление цилиндрической формы и полого типа, которое имеет как с внутренней, так и с внешней стороны нарезанную резьбу необходимого размера.
Это такое приспособление цилиндрической формы и полого типа, которое имеет как с внутренней, так и с внешней стороны нарезанную резьбу необходимого размера.
Что необходимо сделать если производить ремонт резьбы таким образом: 6 с
Если все манипуляции были совершены правильно, для укрепления результата резьба в отверстии должна быть заплавлена при помощи сварки. Кроме того, учитывая особенности конструкции, новое отверстие можно расположить рядом со старым.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Преимущества восстановление резьбы холодной сваркой
Восстановление резьбы с помощью холодной сварки, а также другие процедуры с ее участием сейчас весьма востребованы. Ведь пользователи получают следующий ряд преимуществ:
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Не обошлось и без негативных моментов, так как полностью заменить настоящую сварку, так и не получается. Поэтому, здесь и проводятся только такие процедуры как ремонт резьбы холодной сваркой и прочие.
Виды пружинных резьбовых вставок
Проволочные вставки для ремонта резьбовых отверстий имеют форму упругой спирали, витки которой формируют с внутренней стороны высокоточный ромбический профиль, который аналогичен профилю резьбы. Большинство продаваемых ввертышей имеют поводковый язычок, служащий для их ввинчивания в подготовленную приемную резьбу. После монтажа он легко отделяется по надрезу при помощи специального обламывателя.
Большинство продаваемых ввертышей имеют поводковый язычок, служащий для их ввинчивания в подготовленную приемную резьбу. После монтажа он легко отделяется по надрезу при помощи специального обламывателя.
Пружинные футорки имеют разное количество витков и соответственно разную длину, которая обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали. Выпускаются также специальные виды вставок, например, для свечной резьбы или кислородных датчиков. На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая, что позволяет получить надежную резьбу, устойчивую к износу, деформации и коррозии.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Источник
Как восстановить резьбу в алюминиевом блоке двигателя?
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
Эпоксидный клейВосстановление резьбы эпоксидным клеем
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.
В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.
Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.

В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Сорвал резьбу в алюминии. Восстанавливаю проверенным способом
Сорвать резьбу в алюминии проще простого! Достаточно немного переборщить при закручивании болта и резьбы как и небыло.
Но в алюминии так же просто можно восстановить резьбу. Расскажу два проверенных и эффективных способа в статье.
Здравствуйте уважаемые читатели!
Большинство автовладельцев, занимающихся ремонтом автомобилей, знают не по наслышке на сколько просто провернуть резьбу в алюминии.
Чаще всего срывают резьбу болтов, которые крепят клапанную крышку. Как раз такая неприятность случилась с нашим клиентом.
Беда в том, что в данные отверстия крепится спец оборудование для регулировки хода насос форсунок, поэтому у меня небыло другого варианта, кроме как восстановить резьбу.
Два эффективных способа восстановления резьбы в алюминии
Нарезаем новую резьбу в алюминии
Нарезать новую резьбу
В алюминии проще всего нарезать резьбу большего диаметра, нежели восстанавливать старую.
Используем ремонтную шпильку
Нарезаем новую резьбу и закручиваем болт большего диаметра, либо используем ремонтную шпильку (на фотографии выше).
Но в моем случае этот вариант не подходит.
Восстановление резьбы с помощью ремонтной вставки
Футорки для ремонта резьбы
Простой и проверенный способ восстановить резьбу — использовать ремонтную вставку (футорку).
Нарезаем резьбу по наружному диаметру футорки и вкручиваем ее.
Для надёжности я использую фиксатор резьбы.
Затем в футорку спокойно закручиваем болт. Несколько раз видел, что на форумах данный способ считают неэффективным.
По своему опыту могу сказать, что болт в футорке держится отлично. За несколько лет работы ни разу не было случая, чтобы болт в футорке провернулся или выпал вместе с ней.
Полезные материалы, а так же мануалы по ремонту автомобилей вы найдете в моей группе ВК. Вступить в группу можно по ссылке
Дедовский метод, как просто восстановить резьбу в алюминии
В ситуации, когда сорвана резьба в основании из алюминия, оказаться может каждый. Но это не является поводом для паники, ведь есть 2 проверенных способа, позволяющих исправить неприятность своими руками в домашних условиях. О каждом из них поговорим далее.
Но это не является поводом для паники, ведь есть 2 проверенных способа, позволяющих исправить неприятность своими руками в домашних условиях. О каждом из них поговорим далее.
С помощью метчика-болта
Вариант, когда размер нового болта не имеет принципиального значения, позволяет воспользоваться самым простым способом восстановления резьбового соединения.
Все, что понадобится сделать в случае обнаружения проблемы, – это:
Все, что останется сделать для получения новой резьбы, – это зажать головку болта пассатижами, гаечным или накидным рожковым ключом и осторожно, но с некоторым нажимом, ввернуть самодельный метчик в отверстие.
Все движения должны быть плавными. Стружку, которая будет вытесняться при изготовлении внутренних колец, нужно удалять при помощи мягкой кисти.
Самые полезные предметы ухода за машиной: тестируем покупки
С ремонтной вставкой
В случае, когда вышеописанный способ не подходит, выручит ремонтная вставка, или футорка.
Это приспособление позволяет использовать болт того же диаметра, что использовался до порчи.
Порядок работы следующий:
Если соблюсти все тонкости установки вставки с двусторонней резьбой, то надежность такого способа ремонта будет наивысшей. Единственным минусом такого вида ремонта является необходимость иметь в запасе много вставок нужного диаметра и метчик.
Причин для порчи резьбы на алюминиевых деталях достаточно много. Одно неосторожное движение или сила, которой оказалось слишком много для затягивания, становится началом новой проблемы. Но она очень легко решается, если знать и правильно применять способы ремонта, которыми пользуются опытные автолюбители и профессиональные автослесари.
Как восстановить резьбу в алюминиевом блоке двигателя?
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки), сверла, метчики, наборы для восстановления резьбы.
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
– как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3.Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием.
Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.3. Промыть полученную резьбу керосином.
Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки), сверла, метчики, наборы для восстановления резьбы.
Как восстановить резьбу в алюминиевом блоке?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Как восстановить резьбу в алюминии
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Ремонт резьбы выполняют в следующей последовательности:
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Восстановление резьбы с помощью клея «Холодная сварка»
Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва. Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить. Неразъемное соединение происходит за счет других характеристик.
Восстановление металлической резьбы
На резьбе при усиленной эксплуатации, неправильном использовании появляются сколы, дыры, деформации. «Холодная сварка» позволяет исправить части деталей, привести их в нормальное состояние. Данный способ используется для деталей сантехники, ремонта автомобильных и технических деталей. Производственные процедуры упрощают восстановление структуры резьбы без сложных приспособлений с помощью холодной сварки.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Преимущества технологии TIME-SERT
Втулка TIME-SERT изготовлена из цельного куска материала по специальной технологии, которая обеспечивает очень малую толщину стенок. Последние витки резьбы на внутренней поверхности втулки прорезаны частично, их окончательное формирование происходит в момент установки втулки в отверстие при помощи специального инструмента. Благодаря этому втулка запрессовывается в заготовку, обеспечивая устойчивость к высоким постоянным нагрузкам, а также частому ввинчиванию и вывинчиванию винта.
Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.
Втулка TIME-SERT отличается тонкими стенками, образованными синхронно проходящими витками внешней и внутренней резьбы. Благодаря этому TIME-SERT может использоваться в отверстиях, расположенных близко к краю детали.
При установке втулка TIME-SERT запрессовывается в отверстии, что предотвращает ее самопроизвольное вывинчивание. Обычные резьбовые вставки могут самопроизвольно вывинчиваться вместе с винтом, доставляя неудобства при работе.
Втулка TIME-SERT имеет буртик, который обеспечивает точное позиционирование в детали и предотвращает самопроизвольное вывинчивание втулки при установке винта в сквозное отверстие.
В отличие от обычных резьбовых вставок технология TIME-SERT может применяться даже в тонкостенных материалах (например, при восстановлении резьбы в отверстии для слива машинного масла). Для надежной установки втулки достаточно всего нескольких витков резьбы.
Определенные размеры втулок TIME-SERT доступны в исполнении из нержавеющей стали. Это позволяет использовать их при ремонте оборудования для пищевой промышленности, в том числе узлов и агрегатов, работающих при высоких нагрузках.
Технология TIME-SERT одобрена для применения ведущими изготовителями автомобилей:
Технология восстановления метрической или дюймовой резьбы
Для восстановления резьбы понадобится втулка TIME-SERT соответствующего размера и четыре специальных инструмента:
(A) Сверло HSS (B) Фреза для снятия фасок (C) Метчик
(D) Развальцовочник для установки втулки
Для восстановления метрической или дюймовой резьбы выполните следующие шаги:
1 Рассверлите поврежденную резьбу сверлом (А) из быстрорежущей стали повышенной прочности
2 Раззенкуйте отверстие фрезой (B) до глубины, заданной ограничителем на фрезе
3 Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92. 20), либо спрея для продувки арт. 0893.62. Метчиком (C) нарежьте резьбу для втулки TIME-SERT на всю глубину отверстия
4 Повторно очистите отверстие от стружки и вручную завинтите втулку TIME-SERT в отверстие на несколько оборотов. Продолжайте завинчивание развальцовочником (D), предварительно смазав его маслом арт. 0893.050.004
5 После того, как бурт втулки окажется заподлицо с поверхностью, развальцовочник (D) начнет прорезать последние витки резьбы на втулке. При этом заметно возрастает сопротивление вращению
6 При формировании последних витков резьбы на втулке развальцовочник (D) вдавливает ее в заготовку, запрессовывая втулку TIME-SERT в деталь. Когда сопротивление вращению спадет, можно вывернуть инструмент из отверстия. Ремонт завершен
Технология восстановления свечной резьбы в головке блока цилиндров
Для восстановления свечной резьбы также понадобится втулка TIME-SERT соответствующего размера, однако набор используемых инструментов будет другим:
(A) Ступенчатый метчик (B) Фреза для снятия фасок (C) Развальцовочник для установки втулки
(D) T-образная рукоятка
Последовательность действий при восстановлении свечной резьбы приведена ниже. Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров!
1 Вручную завинтите ступенчатый метчик (A) в отверстие с поврежденной резьбой
2Установите Т-образную рукоятку (D) на метчик (A). Поворачивайте рукоятку до тех пор, пока внешний конец метчика не выйдет из отверстия примерно на 5 мм. Таким образом, новая резьба нарезается поверх старой всего лишь за одну операцию
3 Снимите T-образную рукоятку (D) и, не вытаскивая метчик (A), установите на него фрезу для снятия фасок (B). Поворачивая фрезу с помощью рукоятки (D), добейтесь полной зачистки краев отверстия. Поверхность после зачистки должна блестеть
4 Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Вручную или при помощи развальцовочника (C) завинтите втулку TIME-SERT на несколько оборотов.
5 Смажьте развальцовочник (C) маслом арт. 0893.050.004 и, вращая его при помощи рукоятки (D), завинтите втулку TIME-SERT в отверстие. В момент формирования последних витков резьбы на втулке сопротивление вращению заметно возрастет. Продолжайте поворачивать рукоятку до тех пор, пока сопротивление не ослабнет
6 Выверните развальцовочник (D) из отверстия. Ремонт завершен
Информация для заказа
Технология восстановления резьбы TIME-SERT представлена в нашем электронном каталоге в разделе «Ремонт резьбы TIME-SERT».
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.
Восстановление резьбы в алюминиевом блоке
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех.
В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка.
Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках.
Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии.
Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Полезные советы 19.03.2018 11:03:39
Volvo 850 ВольвоЖиви › Бортжурнал › Восстановление резьбы спиральными вставками в блоке цилиндров
Вначале огромная благодарность Матвею palodin!
Итак, после того как сорвало резьбу и я подергался некоторое время в судорогах, было решено заказывать из Москвы набор для восстановления резьбы www. mactak.ru/store/nabor…vleniya-rezbi-volkel-4021 за 2535 руб, ценник гуманный, но дальнейшее — это нечто.
Картинка из магазина
Точнее отправка в Казахстан транспортной компанией КИТ была похожа на круги ада. С магазина требовали хуеву тучу бумажек для оформления отправки от юрлица физлицу, якобы всякие таможенные документы и очистки. И это в таможенном союзе, мля.
В итоге через чтото около трех недель я плюнул на КИТ (которым такто пользовался три года) и созданный ими геморрой и попросил менеджера отправить мне СДЭКом, которые справились с задачей за 4 дня, их цена доставки стоила того(совсем немного дороже КИТа)! Честно, во время попытки отправки через КИТ у меня судороги от сорванной резьбы не то что не прекращались — они усилились, зима близко, снег скоро, а машина второй месяц ждет небольшую посылку, при том что ремонт начался вообще летом. Так что КИТу огромный минус в карму.
Как восстановить сорванную резьбу в алюминии — Справочник металлиста
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Виды пружинных резьбовых вставок
Проволочные вставки для ремонта резьбовых отверстий имеют форму упругой спирали, витки которой формируют с внутренней стороны высокоточный ромбический профиль, который аналогичен профилю резьбы. Большинство продаваемых ввертышей имеют поводковый язычок, служащий для их ввинчивания в подготовленную приемную резьбу. После монтажа он легко отделяется по надрезу при помощи специального обламывателя.
Пружинные футорки имеют разное количество витков и соответственно разную длину, которая обозначается 1d, 1. 5d, 2d и т.д., где d – диаметр спирали. Выпускаются также специальные виды вставок, например, для свечной резьбы или кислородных датчиков. На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая, что позволяет получить надежную резьбу, устойчивую к износу, деформации и коррозии.
Что такое холодная сварка
Она представляет собой способ наращивания и объединения металлических элементов, без влияния высоких температур. В данном случае поверхности не свариваются, а склеиваются. Масса для холодной сварки начинает деформироваться, затем проникает в детали, используемые для работ. Здесь отсутствует обоюдное проникновение веществ друг в друга, появление межатомных связей, но возникает плотное соединение. При этом данный способ помогает произвести восстановление свечной резьбы, воссоздать потерянные элементы и заделать повреждения.
Источник
Видео
Восстановление резьбы в блоке
Восстановление резьбы для болтов ГБЦ в блоке по технологии HELICOIL
Ford Escort восстановление резьбы в блоке
Сорвана резьба в алюминии что делать. Сорвана резьба что делать.Сорвана резьба на автомобиле
Восстановление резьбы в алюминии резьбовыми втулками
Как восстановить любую резьбу за 5 минут
Восстановление резьбы в блоке цилиндров 2AZ FE Toyota Ipsum.
Сорвал резьбу в блоке Д-240, что делать? нарезка резьбы под ремонт. анекдот
Восстановление резьбы в алюминиевом блоке цилиндров. Restoration of threads in the aluminum.
Как восстановить потянутые резьбы крепления ГБЦ в блоке цилиндров Тойота Камри Авенсис Toyota Camry
Восстановление резьбы: внутренней и наружной
Описание технологии
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях
- Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
- Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий. Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
- Промыть полученную резьбу керосином.
- Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок.
Ремонт закончен.
Примечание:
При использовании ступенчатого метчика пункт 1 исключается.
Тест. Дубль 2
Вторая шпилька, диаметром 12 мм с шагом резьбы 1,5 мм, уже повреждена и готова к эксперименту. Берем соответствующую плашку и устанавливаем на шпильку. Напомним, что маркировка на половинках должны быть направлены в одну сторону. Надеваем оправку. Ничего не получается. Плашка не входит в оправку!
Мы попытались установить причину фиаско и проверили шаг резьбы на плашке. Оказалось, он меньше, чем заявленные производителем 1,5 мм. Интересно, что при этом характеристики плашек диаметром 12 мм с шагом 1,25 мм и 14 мм с шагом 1,5 соответствуют действительности.
***
Наш тест показал, что у создателей комплекта для правки резьбы была отличная идея, которую они не сумели грамотно воплотить. А это значит, что восстановить поврежденную резьбу на шпильке с помощью данного набора не получится. Отчаиваться не стоит: другие варианты есть. Можно нарезать новую резьбу с помощью отдельной — лучше цельной — плашки или, в конце концов, заменить шпильки (смекалка и молоток потяжелее в помощь!).
- Как избавиться от вибраций при движении, вызванных ненужным зазором между колесом и ступицей, смотрите тут.
- В каких случаях необходимо повторно отбалансировать колеса, читайте в этой публикации.
- Как разбортировать колесо, мы рассказывали в этом выпуске «Техсреды».
Все вопросы и предложения по серии выпусков «Техническая среда» присылайте на .
Другие выпуски «Технической среды» доступны в нашем спецпроекте, а также на нашем канале в YouTube.
Пока не отлетело колесо: две попытки восстановления резьбы
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы
В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы
Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Восстановление резьбы с помощью клея «Холодная сварка»
Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва. Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить. Неразъемное соединение происходит за счет других характеристик.
Восстановление металлической резьбы
На резьбе при усиленной эксплуатации, неправильном использовании появляются сколы, дыры, деформации. «Холодная сварка» позволяет исправить части деталей, привести их в нормальное состояние. Данный способ используется для деталей сантехники, ремонта автомобильных и технических деталей. Производственные процедуры упрощают восстановление структуры резьбы без сложных приспособлений с помощью холодной сварки.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Преимущества работ с клеевой массой
Восстановление сколов и трещин на резьбе металлических деталей с помощью состава «Холодная сварка» имеет ряд преимуществ.
- Доступность товара. Клей можно приобрести по приемлемой для конкретного покупателя цене, необходимой емкости и выбранной марки;
- Разнообразие и широкий выбор товара. Имеется большое количество марок и производителей состава;
- Не требуется проводить демонтаж конструкций до начала работ;
- Не подвергается коррозии поверхности;
- Легкость применения. Подготовка к эксплуатации клея не предполагает длительности процедуры, не нужны многочисленные дополнительные приспособления;
- Не требуется проходить обучение. Опыт работы с клеем клиент получает самостоятельно, внимательно соблюдая инструкцию;
- Нет необходимости в термической обработке металлических изделий, поэтому не меняются свойства деталей. Особенно удобен способ для небольших сколов, дыр или трещин. Также им преимущественно пользуются, если толщина резьбы небольшая;
- Низкая цена.
Минусы холодной сварки
Стержень «Холодная сварка» не может заменить настоящую стандартную процедуру сваривания. Поэтому для использования состава выбираются те работы, которые он способен выполнить. Недостатки заключаются в следующем:
- Относительно невысокое качество крепости;
- Разные металлы на заготовках и элементах, восстановленных сваркой;
- Не рекомендуется на участках с повышенной зоной ответственности;
- Подвергается температурным перепадам и негативным изменениям окружающей среды.
Варианты выбора товара
Разнообразный товарный ряд представлен из предложений российских и зарубежных производителей. Среди всех видов состав делят на две группы:
- Жидкие. Состоят из двух разных по консистенции жидкостей: масса для затвердения и основное клеящее вещество;
- Пластилинообразные. Похожи по форме на пластилиновый брусок из детского набора для творчества. Они могут быть одно- или двух слойные. Перед применением их смешивают до получения плотной массы.
Ситуации из жизни
В ежедневной работе случаи восстановления резьбы далеко не редкость. Взять к примеру отработанную до автоматизма процедуру замены ремня ГРМ на Додж Джорни/Додж Калибр. Приехал как-то раз дизельный Джорни, пригнанный из Америки на замену всего комплекта ГРМ. Диагностика показала основательно скрученный пробег, а разбор – следы вмешательства: неоригинальные запчасти, резьба под шпильку ролика натяжителя в алюминиевом блоке слизана почти в ноль. Место узкое, неудобное толком подлезть нет возможности, пришлось зажимать сверло в цангу от старого станка и аккуратно подготавливать отверстие.
Сверло из установочного набора в цанговом зажиме
Привычными движениями нарезаем резьбу, уделяя особое внимание центрированию метчика: в тонком механизме ГРМ с его нагрузками несоблюдение соосности грозит Сталинградом под капотом. Проходим метчиком резьбу ролика натяжителя ГРМ
Проходим метчиком резьбу ролика натяжителя ГРМ
Резьба готова, шпилька на месте, можно всё собирать, не беспокоясь о судьбе автомобиля.
Шпилька на месте, можно смело ставить ролик натяжителя
Не единичны случаи у Додж Калибр, когда сильный фронтальный удар при ДТП доставал до двигателя, в результат чего кронштейн задней опоры ДВС обламывал болты прямо в корпусе вариатора.Кроштейн крепления задней опоры ДВС на одном болтеПришлось работать в несколько этапов: аккуратно высверливать остатки старых болтов, а потом уже работать по приведённому выше алгоритму, причём всё это осложнялось крайне неудобным доступом к кронштейну даже со снятым приводом.Из трёх болтов два сломаны внутри корпуса вариатораПрименять вставки приходится по многим поводам, но при работе с Додж Калибр и Додж Джорни они чаще всего необходимы для восстановления резьб поддонов: при замене масла в вариаторе и при снятии-установке поддона ДВС.
Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
- Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается.
- В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Выбор материала для восстановления резьбы
Как было отмечено выше, на рынке представлен широкий ассортимент материала для холодной сварки производимого различными компаниями.
Наличествующие в продаже марки материала подразделяются на две основные разновидности – жидкие и пластичные.
- Жидкие содержат в себе отвердитель и основную массу, обеспечивающую склеивание материалов.
- Пластичные внешне напоминают пластилин. Однослойный или двухслойный брусок необходимо тщательно размять и перемешать непосредственно перед использованием.
Выбор продукции для восстановления внутренней резьбы требует серьезного подхода
Важно обратить внимание на параметры прочности и пластичности. Достаточная пластичность позволит придать материалу максимально точную форму, даже в случае с мельчайшими деталями. Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью
Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью
Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью
Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью
Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью.
Наибольшей популярностью в настоящее время пользуется продукция, выпускаемая под марками Алмаз, ABRO, Hi-Gear и Полимет.
Восстановление наружной и внутренней резьбы холодной сваркой – пошаговая инструкция
Оптимальным вариантом для восстановления резьбы является двухкомпонентный материал, продающийся в двух отдельных тюбиках.
Восстановление резьбы осуществляется следующим образом:
- после распаковки материала, веществом, содержащимся в первом тюбике, необходимо тщательно очистить и обезжирить восстанавливаемую поверхность резьбы. К этой процедуре следует подойти ответственно, так как наличие частиц металлической стружки или налета может повлиять на качество соединения;
- поверхность резьбового элемента обработать антиадгезионным веществом из второго тюбика;
- выдавить из тюбиков одинаковое количество содержимого из обоих тюбиков на неметаллическую поверхность и тщательно перемешать поставляемым в комплекте шпателем;
- нанести полученную смесь на восстанавливаемый участок резьбового элемента и ввернуть его в отверстие соответствующего диаметра;
- по прошествии времени, указанного в инструкции, деталь можно вывернуть – при соблюдении всех условий технологии, резьба будет восстановлена.
Важным условием качественного ремонта резьбы является тщательное перемешивание компонентов холодной сварки до получения однородной консистенции.
Смесь необходимо наносить на ремонтируемую деталь в таком количестве, чтобы ее излишки при выворачивании резьбы под давлением выходили наружу, что обеспечивает оптимальное формирование шага и формы витков.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Читать дальше: Как разобрать переднюю панель на калине
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).
Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:
- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.
Монтажный инструмент для установки ввертыша
Вкручивание футорки
Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии
Обратите внимание на то место, где нить начинает входить в отверстие
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.
Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
Как восстановить резьбу при помощи метчика и без него
2018-07-04 Как восстановить резьбу при помощи метчика и без него
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
- Рассверлите отверстие.
- Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
- Рассверливайте отверстие строго под прямым углом
- Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
- При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
- Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
- Не забывайте использовать смазку и регулярно удалять стружку.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
- Удаление старой резьбы путем рассверливания.
- Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
- При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
- В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Сверление.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы
В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
- Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
- Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
- Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
- На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Восстановление резьбы холодной сваркой и другими способами
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Состав холодной сварки лучше выбрать с высокой пластичностью
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
Состав клея
Компоненты, входящие в клеевую массу, направлены на создание однородной смеси. Свойства пластичности создаются за счет эпоксидной смолы. Она улучшает состав и делает более мягкой и удобной для использования. Для получения единого твердого компонента с металлом, добавляются металлические вещества. В ходе процесса заливки и восстановления скола полимерная масса сварки заполняет детали, получившие дефект.
Качество массы для сварки предполагает уникальные свойства. Они делают холодную сварку распространенным и привлекательным для потребителя с разными профессиональными и строительными потребностями. Шов, получаемый при холодной сварке, будет уступать по каким-то характеристикам от стандартного способа, а по скорости работ, условиям и простоте процедуры даст преимущества.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Вырвало свечу . Как доехать до гаража или СТО
Представим себе такую ситуацию, что вы не дома, пользуетесь автомобилем и вдруг тыщ. что то под капотом, после чего двигатель начинает работать не стабильно (начинает троить), на малых оборотах так и хочет заглохнуть, вы останавливаетесь и заглядываете под капотом, а там свеча висит на бронепроводе. Хотя у современных двигателей использующих катушку на каждую свечу, вы собственно ничего не увидите, то по звуку двигателя все равно можно догадаться, что один из цилиндров не работает. В общем не суть, может быть такая ситуация , а может вам друг менял свечи и излишне переусердствовал сорвал резьбу в колодце свечи.
И так, у вас есть автомобиль и не вкручиваемая свеча и при этом вам нужно ехать. Есть пара способов:
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Комплект для восстановления резьбы с помощью спиральной вставки
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Как восстановить резьбу на алюминиевой детали с помощью втулки быстро и почти бесплатно?
Гайки с болтами есть на каждом транспортном средстве, включая велосипед, а то и гужевую повозку. Резьбовые соединения во всем хороши, пока вы не сорвете резьбу, слишком сильно закручивая крепеж. И тогда возникает вопрос, а что делать, если сорвал резьбу на картере двигателя или еще на каком-то месте, где просто так ничего не заменишь. Болт или гайку можно выбросить, взяв новую деталь взамен.
Итак, вам нужно узнать, как восстановить сорванную резьбу на блоке двигателя или в просто в алюминии. Есть вариант со стальной втулкой, у которой снаружи и внутри есть резьба. Для примера берем алюминиевую крышку, где пострадала резьба изнутри. Вот сюда мы и будем ставить нашу втулочку, для чего потребуется нехитрый инструмент. Его можно приобрести, но я расскажу, как сделать его своими руками.
Собираем приспособление и надеваем на него втулку. То есть, накручиваем.
Собирать наше приспособление будем из длинного болта и пары гаек – стандартной и высокой. Последняя делает этакий небольшой поясок, держащий втулку на своем месте, в результате чего она будет ввернута заподлицо. Чтобы установить резьбовую втулку, нужно подготовить саму деталь, рассверлив пострадавшее резьбовое отверстие до подходящего диаметра. Наша втулка обладает следующими размерами резьбы: внутренняя – 10х1,5, наружная – 14х1,5. Учитывая последний параметр, делаем отверстие 13,25 в диаметре.
Чтобы втулка установилась без особых проблем, обработайте отверстие в крышке качественной проникающей смазкой!
А теперь ставим на верстак подходящие тиски (я привык работать на верстаке, а не на коленке, пусть и нечасто что-то ремонтирую). Далее, собственно, начинается применение достопочтенного ремонтного приспособления из болта и пары разных гаек. На инструмент полагается накручивать втулку, глядя при этом, чтобы кромка ее сравнялась с уровнем краешка болта. Все, теперь надо втулку подпереть высокой гайкой и приступить к фиксации, затягивая «обычную» гайку.
Центрирование втулки – самый ответственный этап нашей с вами операции. Ошибиться тут нельзя, иначе все труды отправятся коту под хвост. Малейшего перекоса хватит, чтобы втулка пошла криво. Деталь в итоге может повредиться, а то и вовсе прийти в негодность. Втулка в нашем случае работает как метчик: она режет резьбу, за счет которой и будет потом удерживаться в детали. Втулка в крышку из алюминия войдет легко, но в стальной детали придется хотя бы несколько витков делать метчиком.
Работая метчиком, мы дадим втулке правильное направление. Если она пошла пошла криво, тотчас же вытаскиваем ее, выравниваем и начинаем работу заново. Вкручивать втулку надлежит до того момента, когда высокая гайка почти упрется в торец элемента. Но всё же втулка может пойти слегка криво, невзирая на наши с вами усилия. Что поделаешь, придется доводить мероприятие до конца.
В завершение ослабляем гайки нашего самодельного инструмента, после чего спокойно выворачиваем болт из втулки. Убеждаемся, что втулка прочно сидит на месте, вкручиваем в нее штатный болт и проверяем, насколько все исправно.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Комплект для ремонта резьбы при помощи резьбовой вставки
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Самодельный инструмент
Ввернуть втулку в отверстие на алюминиевой крышке нам поможет приспособление, которое мы собрали из длинного болта и двух гаек. Одна из них стандартная, другая высокая. Последняя нужна для того, чтобы сделать небольшой «поясок», фиксирующий втулку на нужном месте. Благодаря этому мы ввернем ее в деталь заподлицо.
Для установки резьбовой втулки отверстие в детали необходимо предварительно рассверлить до нужного диаметра. У нашей втулки размер внутренней резьбы, которая заменит прежнюю, — 10х1,5, а наружной — 14х1,5. С учетом размера последней нам нужно просверлить отверстие диаметром 13,25, что мы и делаем. После этого зажимаем крышку в тиски. Берем наше приспособление из болта и двух гаек и накручиваем на него втулку. Следим, чтобы ее кромка оказалась на уровне краешка болта. Подпираем втулку высокой гайкой и фиксируем их, затягивая вторую гайку.
Чтобы было легче установить втулку, обрабатываем отверстие в крышке проникающей смазкой. Самое главное — центрировать втулку. Из-за небольшого перекоса втулка пойдет криво, что может повредить деталь и даже привести ее в негодность. Втулка одновременно выполняет функцию метчика, она нарезает резьбу, за счет которой и держится в детали. Если, как в нашем случае, крышка из алюминиевого сплава, то втулка входит легко. Если деталь, например, стальная, то желательно сначала нарезать несколько витков обычным метчиком, задав втулке правильное направление. Если заметили, что втулка с самого начала пошла криво, можно вынуть ее, выровнять и начать все заново.
Вкручиваем нашу втулку в крышку до тех пор, пока высокая гайка не упрется практически в торец крышки. Мы видим, что, несмотря на наши старания, втулка пошла чуть неровно. Ничего не поделать, придется завернуть ее до конца. Ослабляем гайки устройства и выкручиваем болт. Втулка на месте. Заворачиваем в нее штатный болт и убеждаемся, что все получилось.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Преимущества и недостатки
Основные преимущества использования холодной сварки:
- доступность и разнообразие рынка;
- шов не подвергается воздействию коррозии;
- при ремонте нет необходимости в демонтаже свариваемых деталей;
- при использовании не требуется дополнительных приспособлений и обучения персонала;
- отсутствие термического воздействия, благодаря чему не меняются физические свойства обрабатываемых деталей.
Недостатки метода:
- относительно невысокая прочность;
- разнородность металлов основных и восстановленных элементов конструкции;
- подверженность влиянию температуры и других факторов окружающей среды;
- ограниченность использования на ответственных объектах.
М54 резьба в блоке
Автомобиль бмв 528i .
Кроме проблем с износом рабочей поверхности стенок цилиндра, у блоков из алюминиевого сплава проблемными являются резьбовые отверстия под болты крепления головки блока. При повторных установках головки на блок существует большая вероятность того, что при обтяжке, болты крепления головки разрушат резьбу в блоке.
Восстановление резьбы в алюминиевом блоке
| Восстановление резьбы в блоке цилиндров бмв с практическим применением резьбовых вставок. | |
| При установке гбц и затяжке болтов головки блока сорвали резьбу. В таком виде витки резьбы выходят из блока цилиндров при перегреве или при срыве резьбы в блоке, когда пренебрегают моментом затяжки болтов крепления гбц. |
Нарезка резьбы в алюминиевом блоке цилиндров.
Резьбовая вставка helicoil для ремонта резьбы.
Сорванная резьба в блоке цилиндров бмв восстановлена под родные болты крепления гбц без снятия двигателя с автомобиля.
Ремонт блока цилиндров бмв под родные болты крепления выполнен. После восстановления резьбы в блоке цилиндров необходимо соблюдать требуемый заводом изготовителем момент затяжки.
Снять корпус воздушного фильтра вместе с расходомером воздуха.
Вывернуть все свечи зажигания.
Заменить уплотнительное кольцо пробки сливного отверстия.
Если отсоединить трубопровод системы охлаждения не представляется возможным:
Вывернуть пустотелый болт (1) и отсоединить напорный маслопровод исполнительного узла системы газораспределения VANOS.
Заменить уплотнительное кольцо круглого сечения трубопровода системы охлаждения.
При необходимости заменить уплотнительные кольца пустотелого болта (1).
Снятие головки блока цилиндров описывается отдельно от установки.
| Вывернуть болты и снять направляющую цепи. |
| Вывернуть болты крепления головки блока цилиндров от краев к середине в последовательности 14 — 1. |
Снять головку блока цилиндров.
| Установка |
Установка головки блока цилиндров описывается отдельно от снятия.
Очистить уплотняемую поверхность головки и блока цилиндров, при необходимости удалить остатки уплотнения шабером из твердой древесины. При этом следить за тем, чтобы остатки уплотнения не попали в каналы подачи масла и охлаждающей жидкости.
В резьбовых отверстиях блока цилиндров и крышки ГРМ не должно быть масла.
Опасность появления трещин и неправильных моментов затяжки:
| Проверить центрирующие втулки на отсутствие повреждений и правильность установки. |
На стыки с крышкой ГРМ нанести сохраняющую эластичность уплотняющую массу Drei Bond 1209 (см. материалы Службы поставки запчастей BMW ).
Заменить уплотнительную прокладку головки блока цилиндров.
Для головок блока цилиндров с обработанной уплотняемой поверхностью имеется более толстая (на 0,3 мм) уплотнительная прокладка.
| Установить головку блока цилиндров. |
Вставить новые болты крепления головки блока цилиндров.
Слегка смазать маслом поверхность прилегания шайб и резьбу новых болтов крепления головки блока цилиндров.
Затянуть болты крепления головки блока цилиндров в последовательности 1 — 14.
Слабонервным и впечатлительным лучше не читать).
Начал снимать ГБЦ, для того чтобы уточнить, отчего же антифриз погнало в выхлоп.
При откручивании болтов ГБЦ меня ждал сюрприз. Два болта были совсем откручены. Но ведь недавно при сборке затягивал по ТИСу, все было четко.
Снял ГБЦ, увидел прогоревшую прокладку между 5 и 6 цилиндром.
А еще увидел, что ослабленные болты ГБЦ вылезли вместе с резьбой… А мотор-то был раньше перегрет, я менял гбц, которая была вся лопнутая. Видимо последствия вылезают.
Промерил кривизну гбц, оказалась ровная абсолютно. А вот блок в месте прогара прокладки имел кривизну 0,03мм. Ну да ладно, это легко исправляется.
Внимательно посмотрев остальные резьбы, начал поиск решения проблемы.
Сразу же захотел поставить шпильки. Оказалось не так просто, и долго. ARP шпильки есть под штатную резьбу м10, но она у меня уже тю-тю.
Был вариант самому изготовить шпильки, но это поиск материала, время и последующая термообработка. Да и риск немалый).
Еще предложили вот такую штуку. Но мне показалась полной хренью, отказался.
Выбрал самый простой способ:
1. Срезаем оставшуюся резьбу сверлом 10мм.
2. Берем метчик м12*1,75 №1 и №2 и нарезаем новую резьбу.
3. Заказываем болты Elring 819875 от VW Transporter T4 2.5tdi двигатель ACV.
4. Обрезаем от новых болтов от края 3мм.
5. Сверлим ГБЦ под новые болты, сверлом 12мм.
LS Двигатель со снятой алюминиевой резьбой
WiseAutoTools.com © Резюме: На изображении выше показаны сменные болты с головкой ES72220, доступные в O’Reilly Auto Parts, у нас есть лучшие комплекты для ремонта резьбы. Если в вашем двигателе Chevy используются болты этого размера, мы продаем комплекты для ремонта резьбы для фиксации резьбы в блоке M11x2,0 3700 (или 3700BS) и M8x1,25 1812CORE-PLATE. Для M12x1,75 у нас есть комплект для ремонта резьбы болта с головкой 42385-50. Подробнее об этом ниже.
Двигатели LS с сорванной резьбой можно отремонтировать с помощью комплектов Time Sert для наилучшего ремонта. Многие скажут, что можно просто использовать Heli Coil, но я бы предостерег от этого. Смотрите видео ниже для получения дополнительной информации о некоторых различиях между Time Sert и Helicoil.
У нас есть комплекты для ремонта резьбы болта с головкой, предназначенные для фиксации резьбы без необходимости снимать блок или модифицировать инструменты. Один из наиболее частых обращений по поводу ремонта резьбы болта головки блока цилиндров касается размера болта головки цилиндра M11x2,0, который использовался на многих двигателях LS примерно с 2004 по 2009 год. . Мы предпочитаем Time Sert 3700 для первого ремонта Avalanche, Colorado, Express, Corvette, Suburban, Silverado, Tahoe, Trailblazer. Для этих моделей примерно с 2004 по 2009 год двигатели включают многие из двигателей 4,8, 5,3 и 6,0. Если вы выполняете ремонт во второй раз после того, как комплект временного типа Helicoil не смог увеличить отверстие, используйте 3700BS. Инженеры Time Sert и инженеры GM совместно разработали комплекты для ремонта резьбы, которые сохранят работоспособность болтов с головкой TTY. Остерегайтесь использования любого комплекта, который меняет расположение резьбы, что может привести к непреднамеренным последствиям. См. нашу статью о болтах TTY для получения дополнительной информации об этом.
Советы по работе с болтами TTY .
1. Очистите отверстия/резьбу под болты, чтобы получить правильный начальный крутящий момент. Любая ржавчина или грубая резьба могут повлиять на начальный крутящий момент, что может повлиять на затяжку болтов на последнем этапе.
2. Если не указано иное в руководстве по обслуживанию – НЕ ИСПОЛЬЗУЙТЕ противозадирную смазку или герметик (многие новые болты TTY поставляются с уже нанесенным герметиком) – противозадирная смазка или масло также могут вызвать неправильный начальный крутящий момент. Обратите внимание, что если болт входит в водяную рубашку, может потребоваться герметик (см. руководство по обслуживанию).
3. Повторное использование болтов с пределом текучести может привести к поломке. Замените болты с головкой TTY, чтобы гарантировать качество ремонта. Как и в любом правиле, могут применяться исключения — проверьте руководство по обслуживанию. Избегайте использования ремонта резьбы, который устанавливает вставку на поверхности (когда исходная резьба начинается в отверстии), которая изменяет положение исходной резьбы. Болты TTY предназначены для расширения при различных температурах, чтобы поддерживать правильное усилие зажима на головке во время ее расширения и сжатия из-за колебаний температуры; изменение конструкции может привести к преждевременному выходу из строя. Time Sert сохраняет исходное расположение резьбы, в отличие от NS300 и некоторых других, которые используют универсальный метод, игнорируя исходный дизайн и функции, задуманные инженерами.
4. При снятии болтов TTY может быть полезно сначала резко ударить молотком и пробойником по верхней части болта. Многие технические специалисты годами использовали вариации этого совета при работе с заклинившими или чрезмерно затянутыми болтами. GM фактически рекомендует это в Бюллетене технического обслуживания (TSB) специально для предотвращения поломки при снятии болтов TTY. GM также говорит, что ручные инструменты кажутся лучшим способом предотвратить поломку (хотя это может быть оспорено).
Перед заказом комплекта или ремонтом лучше всего убедиться в размере болта головки. Когда я сомневаюсь в том, какой размер используется в автомобиле, я ищу болты с головкой на веб-сайте O’Reilly Auto Parts, потому что (в то время, когда я пишу это) они единственные, которые включают размер болтов. Теперь на этих двигателях также есть размер болта с головкой под размер M8x1,25. Они выходят из строя реже, чем болты с головкой M11x2,0 большего размера; для них также есть ремонтный комплект, это 1812CORE-PLATE. Этот комплект также можно использовать для ремонта резьбы коренных подшипников.
Примерно в 2014 году двигатели LS, начиная с размера болта с головкой M12x1,75, используют комплект для ремонта резьбы болта с головкой J-42385-50.
Многие Corvettes, Tahoe, Silverado, Yukon и Suburban используют этот болт с головкой большего размера.
Приведенные выше болты M8x1,25 для коромысел, болты продаются в магазинах запчастей, комплект для ремонта резьбы, который мы продаем, — это 1812CORE и 1812COREBS.
Недавно к нам поступали клиенты по поводу двигателей LS с неисправной резьбой для болтов коромысел M8x1,25. 1812CORE изначально предназначался для более старых двигателей GM 3.1 и 3.4 V6, однако в последнее время они использовались для двигателей 4. 8, 5.3 и 6.0.
Выше приведены наиболее распространенные проблемы с ремонтом резьбы Chevy. У нас также есть некоторые из менее распространенных комплектов для ремонта резьбы для Chevrolet, в том числе ремонт резьбы масляного поддона для сливных пробок и ремонт резьбы свечей зажигания.
Мы продаем специальные инструменты и комплекты для ремонта резьбы с 2005 года. Позвоните, чтобы получить помощь в поиске лучшего набора для ремонта резьбы свечи зажигания, ремонта резьбы болта головки блока цилиндров, сливной пробки или другого универсального набора для ремонта резьбы для вашего применения по телефону 800-734-8665 x251 или предоставьте свои данные, используя нашу контактную форму.
13 марта 2022 г. DennisB
Обработка алюминиевых блоков цилиндров — журнал производителей двигателей
Алюминиевые блоки цилиндров используются уже много лет как для серийных, так и для высокопроизводительных работ. Алюминий имеет ряд преимуществ перед чугуном, наиболее очевидным из которых является вес. Алюминиевый блок V8 вторичного рынка обычно весит от 80 до 100 фунтов. меньше, чем у сопоставимого заводского чугунного блока аналогичного рабочего объема. Добавьте пару алюминиевых головок цилиндров, и вы, вероятно, сможете избавиться еще от 30-40 фунтов. мертвого веса.
Нажмите здесь, чтобы узнать больше
Алюминий имеет и другие преимущества. Во-первых, он проводит тепло намного быстрее, чем чугун (примерно в три раза быстрее). Это означает, что алюминиевый блок (или головки) может отводить тепло от камеры сгорания при резком ускорении двигателя, снижая риск детонации, вызывающей повреждение двигателя. Превосходное охлаждение, обеспечиваемое алюминиевым блоком и головками, означает, что вы часто можете использовать немного более высокую степень статического сжатия для повышения теплового КПД и мощности и / или увеличить угол опережения зажигания еще на несколько градусов, чтобы топливовоздушная смесь начала гореть немного раньше. цикл горения.
Алюминий относительно легко поддается сварке по сравнению с чугуном. Если блок трескается, трещину можно зашлифовать и заполнить сварочным аппаратом TIG. Сварка часто может спасти блок, который в противном случае был бы предназначен для свалки. Если в железном блоке образуется трещина в цилиндре, ее часто можно спасти с помощью рукава, а трещины в других частях блока иногда можно устранить с помощью сварки в печи. Но это не так просто, как сварка алюминия методом TIG.
Для проверки размеров можно использовать простой нутромер, но он не может дать точное представление об общей геометрии отверстия. Для действительно точной работы такой датчик PAT может генерировать подробную трехмерную карту геометрии отверстия (любезно предоставлено Sunnen).
Однако у алюминия есть и недостатки. Помимо более высокой стоимости, алюминий мягче чугуна. Это означает, что цилиндры должны быть снабжены влажными или сухими гильзами или покрыты плазменным напылением какого-либо износостойкого никель-хромового покрытия, такого как Alusil или аналогичный материал. Многие поздние модели Ford, GM, Chrysler и импортные блоки имеют литые чугунные гильзы, но некоторые европейские производители имеют покрытия цилиндров с плазменным напылением. Что касается алюминиевых блоков вторичного рынка, то это в основном чугунные, ковкие или стальные втулки с прессовой посадкой.
Различия в обработке
Это подводит нас к теме данной статьи, а именно к тому, чем обработка алюминиевых блоков отличается от обработки чугунных блоков. Хотя вы можете купить готовые алюминиевые блоки, готовые к сборке, у OEM-производителей и поставщиков послепродажного обслуживания, многие из вас предпочитают выполнять отделочные работы самостоятельно. Это включает в себя размер и чистовую обработку основных отверстий и отверстий кулачков, хонингование гильз цилиндров (или отверстий, если вы устанавливаете свои собственные прессовые сухие втулки) и механическую обработку поверхностей деки.
Поскольку алюминий мягче чугуна, расточные и фрезерные насадки служат дольше при обработке алюминия. Карбид хорошо работает как с чугуном, так и с алюминием, но если вы используете суперабразивные материалы, лучшим выбором для алюминия будет PCD.
Проблема с CBN заключается в том, что алюминиевая стружка имеет тенденцию прилипать к инструменту, что может увеличить риск смазывания или образования полос на поверхности деки при фрезеровании блока. Один из способов снизить риск этого при обработке алюминия с помощью CBN — это слегка смазать поверхность металла WD-40, оливковым маслом или даже полиролью для мебели — или переключить инструмент на PCD.
Различные сплавы
Большинство литых алюминиевых блоков цилиндров изготавливаются из одного из трех сплавов: 319, A356 или A357. Сплав 319 содержит от 85,8% до 91,5% алюминия, от 5,5% до 6,5% кремния, от 3% до 4% меди, 0,35% никеля, 0,25% титана, 0,5% марганца, 1% железа, 1% цинка и 0,1% магния. Сплав подвергается термообработке Т5 для упрочнения и упрочнения металла, прежде чем блок будет обработан до окончательных размеров.
Для высокопроизводительных применений чаще всего используются сплавы A356 и A357. Эти сплавы имеют более высокий процент алюминия (9от 1,1% до 93,3%), больше кремния (от 6,5% до 7,5%), немного больше магния (от 0,25% до 0,45%), но меньше меди (0,2%), меньше железа (0,2%) и меньше цинка (0,1%). Сплав относительно мягкий, как литой, но становится намного прочнее после термообработки Т6.
Алюминиевые блоки цилиндров изготавливаются из другого «аэрокосмического» сплава 6061, который более пластичен, чем A356 или A357, и обладает высокой устойчивостью к растрескиванию под экстремальным давлением. Сплав 6061 в кованых блоках заготовок часто подвергают обработке давлением для уменьшения пористости и увеличения плотности. Это дает заготовке 6061 прочность на растяжение от 60 000 до 70 000 фунтов на квадратный дюйм по сравнению с 13 000 до 14 000 фунтов на квадратный дюйм для литого алюминия A356. Вот почему самые требовательные гоночные машины, такие как драгстеры Top Fuel, используют алюминиевые блоки из заготовки 6061.
Лучшим режущим абразивом для сверления и обработки алюминиевых блоков является PCD, хотя CBN также можно использовать со смазкой (любезно предоставлено Rottler Mfg.).
Внутренние зазоры
Хотя каждый из распространенных алюминиевых сплавов имеет несколько разные физические свойства, все они имеют коэффициент теплового расширения, более чем в два раза превышающий коэффициент теплового расширения чугуна. Следовательно, когда алюминиевый блок переходит от комнатной температуры к рабочей температуре, его рост во всех направлениях примерно в два раза больше, чем у чугунного блока.
Изменения размеров, вызванные нагревом, могут повлиять на зазоры между поршнем и цилиндром и зазоры между подшипником и отверстием, хотя, по словам опрошенных нами поставщиков поршней и подшипников, в целом этого не достаточно, при условии, что двигатель не перегревается. Любой двигатель, который перегревается, подвергается риску задиров на поршнях и истирании штоков клапанов.
Степень расширения блока при нагревании зависит от его конструкции и толщины металла в критических зонах блока. Из-за этого некоторые допуски могут меняться больше или меньше, чем другие, в зависимости от блока и температур, которым он подвергается.
Большинство поставщиков запчастей не рекомендуют различные диаметры цилиндров или зазоры основных отверстий для алюминиевых и чугунных блоков. Алюминиевые и триметаллические подшипники со стальной основой обычно обеспечивают более чем достаточную плотную посадку (от 0,002 до 0,004 дюйма), чтобы предотвратить их ослабление при нагревании блока. Тем не менее, некоторые производители двигателей немного уменьшают зазоры основного отверстия при создании высокопроизводительного двигателя для дополнительной защиты от возможности прокручивания подшипника.
Линия хонингования всегда рекомендуется для всех алюминиевых блоков с высокими эксплуатационными характеристиками. Многие незавершенные блоки послепродажного обслуживания оставляют несколько тысяч в сети, чтобы их можно было отточить. Используйте более мягкие камни для алюминия. Некоторые производители двигателей рекомендуют хонинговать магистрали со стальными крышками, располагая блок двигателя правой стороной вверх, а крышки — внизу. Хонингование в этом положении перенесет вес хона на колпачки, выравнивая количество удаляемого материала. Хонингование с перевернутым блоком и колпачками вверх увеличивает риск того, что вы удалите больше алюминия из блока, чем стали из колпачков.
Лучший совет по выбору размера основного отверстия в алюминиевом блоке, по мнению одного поставщика подшипников, — стремиться к наименьшему размеру, указанному в диапазоне допустимых допусков. Например, диапазон размеров основных отверстий в Ford 460 составляет от 3,1922 до 3,193 дюйма. Следуя этому совету, вы должны выбрать минимальный размер отверстий или 3,1922″.
Что касается зазоров между поршнем и цилиндром, повышенная скорость теплового расширения алюминия несколько компенсируется повышенным охлаждением, которое он обеспечивает, поэтому общего изменения зазора обычно недостаточно, чтобы на что-либо повлиять — если только это не экстремальное применение, такое как Top Fuel. где ничто не длится очень долго. Сплав поршня (литой, заэвтектический или кованый) обычно оказывает гораздо большее влияние на рост и изменение зазоров между поршнем и цилиндром, чем тип металла в блоке.
Если вас беспокоят задиры на поршнях, нанесите антифрикционное покрытие на юбки поршней и/или немного увеличьте зазор.
Изменения высоты платформы также будут происходить в большей степени в алюминиевом блоке, чем в чугунном. Хотя изменения невелики, может быть небольшое увеличение высоты деки, что могло бы увеличить зазор между поршнем и головкой, уменьшить компрессию и ослабить клапанный зазор в двигателе с толкателем. Любое из этих изменений может оказать неблагоприятное воздействие на мощность, если изменение достаточно велико. Однако большинство людей, с которыми мы говорили на эту тему, сказали, что любые изменения, которые действительно происходят, обычно настолько малы, что не вызывают заметных проблем.
Однако, если вы строите двигатель (алюминиевый или чугунный) с алюминиевыми шатунами, тепловое расширение может оказать значительное влияние на зазоры между поршнем и головкой. Алюминиевые стержни будут расти в длину намного больше, чем стальные стержни, когда они нагреваются. Большинство поставщиков алюминиевых стержней рекомендуют минимальный зазор между поршнем и головкой 0,060 дюйма для компенсации теплового расширения. По этой причине некоторые алюминиевые стержни также делают на 0,010 дюйма короче.
Втулки
Алюминиевые блоки могут быть обработаны для установки влажных или сухих втулок, но сухие втулки используются чаще всего. Существуют разные мнения относительно того, как следует обрабатывать поверхность деки, чтобы обеспечить надлежащее уплотнение прокладки головки блока цилиндров. Многие производители двигателей старой школы оставляют втулки слегка выступающими из блока, чтобы обеспечить герметичность прокладки из-за увеличения блока. Это могло быть проблемой с некоторыми алюминиевыми блоками из-за их конструкции и сплава, но во многих случаях проблема проскальзывания гильз под поверхность деки вызвана размещением гильз, а не ростом блока.
Довольно распространенной практикой при изготовлении посадочных втулок является забивание их с помощью 2×4 и большого молотка. Забивание гильз в их отверстия не гарантирует, что гильза не отскочит назад и не оставит зазор под гильзой. Наилучший подход — отшлифовать блок с установленными втулками с помощью динамометрической пластины. Это поможет посадить втулки в блок, чтобы они не двигались вверх или вниз. Затем блок может быть декорирован и обработан обычным способом для прокладки головки блока цилиндров, которая будет использоваться в двигателе.
Рекомендуемая прессовая посадка для установки втулок несколько различается от блока к блоку, а также в зависимости от области применения.
Алюминиевые блоки дороже чугунных, но весят от 80 до 100 фунтов. зажигалка (любезно предоставлено Bill Mitchell Performance).
Чтобы обеспечить правильную посадку и фиксацию втулки, вот несколько советов, которые вы можете использовать:
1. После рассверливания исходного алюминия и железа, при подготовке к установке втулки, отхонингуйте алюминий основного отверстия блока. Этот процесс обеспечивает лучшую прессовую посадку сплава и поверхности втулки с натягом. Хонингование алюминия эффективно выравнивает или сбивает микроскопические пики и впадины, вызванные расточной фрезой. Это обеспечивает лучшую поверхность сопряжения с более эффективной передачей тепла от втулки к алюминию. Это также означает, что вам не нужно использовать какой-либо Loctite или герметик для втулок, если вы оттачиваете алюминий основного отверстия блока. Если вы решили не хонинговать отверстия перед установкой втулок, используйте Loctite или герметик для втулок, чтобы облегчить установку и теплопередачу.
2. Рекомендуемая средняя прессовая посадка составляет 0,0015 дюйма. Минимальная посадка составляет 0,0005 дюйма. Максимальный натяг составляет 0,002 дюйма.
3. Нет необходимости в прессовой посадке с натягом на наружном диаметре фланцевой втулки относительно внешней области водяной рубашки.
4. Для облегчения установки нагрейте блок от 200 до 275 градусов по Фаренгейту. Поместите рукава в морозильник или охладите их сухим льдом или жидким азотом. Втулки встанут на место без сопротивления. Если вы используете жидкий азот для замораживания рукавов, нагревание блока не требуется.
5. После установки всех втулок удерживайте их под гидравлическим прессом. Используя стальную пластину или динамометрическую пластину с давлением примерно в тонну, удерживайте втулки внизу, пока блок охлаждается и вдавливает втулки на место. Как только блок остынет до комнатной температуры, снова нагрейте его примерно до 180 градусов и снова запрессуйте рукава с помощью гидравлического пресса. Это должно предотвратить медленное сползание гильз после установки.
6. Вы сами решаете, настилать ли верхнюю часть рукавов после установки. Это не критично, но рекомендуется. В зависимости от уровня вашей уверенности можно использовать два варианта настила. Вариант № 1 — настилать алюминий перед установкой втулки. Затем установите втулки так, чтобы втулка выступала не более чем на 0,002 дюйма над поверхностью прокладки. Это обеспечит небольшой зажим для лучшего уплотнения прокладки. Вариант № 2 заключается в установке втулок и настиле как алюминия, так и верхней части втулок по всей длине настила, при этом втулки не должны выступать над поверхностью настила. Любой метод будет работать при условии, что втулки полностью опустились на посадочную поверхность.
Хонингование алюминиевых блоков
Прежде чем приступить к цилиндрическому хонингованию алюминиевого блока, вы должны получить от поставщика футеровки как можно больше информации о материале футеровки и его твердости. Почему? Потому что твердость лайнеров влияет на процесс хонингования и давление, необходимое для достижения желаемого результата.
Если вы восстанавливаете алюминиевый блок и повторно используете оригинальные втулки (или блок имеет литые втулки, такие как Chevy LS или модульный V8 Ford), использование тестера твердости для проверки вкладышей может помочь вам достичь лучших результатов. . Бывшие в употреблении втулки обычно несколько тверже новых из-за нагартовки металла.
Стальные поршневые кольца низкого напряжения требуют очень точной геометрии отверстия для хорошего уплотнения. Чем круглее отверстие, тем лучше. Проверка концентричности и геометрии отверстия на самом деле намного сложнее, чем кажется. Простой нутромер может сказать вам, близко ли отверстие к спецификации, но он не может создать точную трехмерную карту геометрии отверстия, как это может сделать дорогостоящий прибор P.A.T. Они недоступны для большинства магазинов, но используются OEM-производителями и некоторыми компаниями, производящими хонинговальное оборудование, для проверки точности размеров отверстия.
Для большинства высокопроизводительных применений вам следует нанести на втулки какой-либо вид плато, используя трех- или четырехэтапный процесс финишной обработки (грубое шлифование для создания желаемой поперечной штриховки для удержания масла, а затем один или два более мелких бруска, чтобы выбить пики с поверхности, а затем щеткой, чтобы убрать любой остаточный мусор).
Угол штриховки имеет решающее значение, поскольку слишком большой угол приведет к слишком быстрому вращению колец, а слишком маленький может не обеспечить достаточную смазку колец. В большинстве случаев угол включения от 30 до 45 градусов лучше всего подходит для мощного двигателя. Для стокового уличного использования обычно рекомендуется 45 градусов.
Нарезка резьбы: восстановление наружной или внутренней резьбы крепежных изделий | 2014-12-17
Всякий раз, когда вы сталкиваетесь с грязной или слегка зазубренной внутренней резьбой (резьбовые отверстия головки блока цилиндров в блоке, отверстия для свечей зажигания в головке и т. д.), у вас может возникнуть соблазн взять метчик соответствующего размера. чтобы почистить темы. Правильный выбор — использовать метчик «охотник». Режущий метчик предназначен для создания новой резьбы, тогда как нарезной метчик предназначен для очистки, изменения формы и восстановления существующей резьбы.
Нарезание заусенцев на внутренней резьбе
Если вы хотите очистить существующую внутреннюю резьбу (возможно, на резьбовом отверстии есть заусенцы, небольшая коррозия и т. д.), лучше использовать насадку или толкатель вместо обычного режущий метчик. Нарезной метчик предназначен для повторного формирования резьбы, в отличие от режущего метчика, который прорезает себе путь, возможно, удаляя слишком много материала резьбы. Это особенно важно при работе с резьбовыми отверстиями с критической нагрузкой по крутящему моменту, такими как отверстия под болты головки цилиндров в палубе блока цилиндров. Эти метчики, предназначенные специально для очистки резьбы блока цилиндров, также называются метчиками для очистки блока цилиндров. Другие специальные метчики для восстановления включают те, которые сделаны специально для восстановления резьбы свечей зажигания в головках цилиндров. Восстановление отверстий под болты в головках блоков цилиндров и отверстий для свечей зажигания в головках, вероятно, являются двумя наиболее распространенными применениями.
Метчики Chaser специально разработаны для восстановления и очистки существующей резьбы. Спирали на нарезном метчике сконструированы таким образом, чтобы следовать существующей спиральной траектории витка без удаления материала. Хотя вы можете выполнить эту задачу, используя стандартный метчик, вы рискуете ослабить существующую резьбу.
Метчики Chaser (метчики с наружной резьбой для очистки внутренней резьбы) доступны практически во всех дробных и метрических размерах, но легко доступны только самые распространенные размеры. Примеры дробных дюймов включают 1/4×20, 5/16×18, 3/8×16, 7/16×14 и 1/2×20. Кроме того, нам нужно попытаться найти поставщиков у узкоспециализированных производителей инструментов.
Нарезка наружной резьбы
В дополнение к очистке и восстановлению внутренней резьбы доступны нарезчики резьбы для обработки наружной резьбы. Общие примеры включают резьбу шпинделя, которая была повреждена или деформирована в результате снятия шпинделя со ступицы и шпильки ступицы колеса.
Для этих целей доступны различные нарезные инструменты, начиная от цельных нарезных гребенок, разъемных гребенок и регулируемых гребенок с набором зубьев для нарезки резьбы, которые регулируются в зависимости от диаметра резьбы. В зависимости от конструкции инструмента для нарезки, восстановление наружной резьбы часто требует начинать с основания и продвигаться наружу к кончику.
Чтобы облегчить очистку наружной резьбы, перед использованием нарезной матрицы внимательно осмотрите кончик хвостовика. Если кончик зазубренный или очень острый, может быть целесообразно сначала немного закруглить кончик (с помощью напильника или мини-ленточной шлифовальной машины). Создание слегка скошенного кончика может облегчить последующую установку гайки, помогая избежать первоначального поперечного нарезания резьбы во время сборки.
[PAGEBREAK]
Общие советы
Прежде чем использовать нарезной метчик или плашку, сначала очистите существующую резьбу, удалив всю грязь, ржавчину, жир или другие загрязнители, насколько это возможно, используя растворитель, щетка из щетины и сжатый воздух. Довольно часто эти специальные инструменты для восстановления формы могут сохранить существующую резьбу, избегая потенциальной замены компонентов.
Если внутренняя резьба сорвана, а материала резьбы недостаточно для процесса риформинга, альтернатива очевидна: либо заменить компонент (например, головку блока цилиндров), либо установить качественную резьбовую вставку.
Резьбовые вставки доступны в нескольких исполнениях, включая спирально навитые вставки из нержавеющей стали и цельные вставки, которые фиксируются на месте с помощью колей или с использованием анаэробного фиксирующего герметика. Независимо от типа вставки существующее поврежденное отверстие необходимо просверлить до определенного диаметра и нарезать резьбу, создав новую резьбу, которая примет вставку. Имейте в виду, что для большинства вставок требуется специальный размер метчика, который будет соответствовать наружной резьбе вставки. Если у вас еще нет инструментов для установки резьбовых вставок определенной марки, лучше приобрести комплект вставок, который будет включать не только необходимые вставки, но и все инструменты для установки (и инструкции).
Нарезные метчики по сравнению с режущими метчиками
Метчики и плашки позволяют нарезать резьбу. Метчики — это охватываемые режущие инструменты, которые создают резьбу в охватывающем отверстии. Матрицы — это режущие инструменты с внутренней резьбой, которые нарезают резьбу на штоке или хвостовике.
ПРИМЕЧАНИЕ. Подавляющее большинство метчиков предназначены для создания мест с внутренней резьбой. По своей природе эти инструменты разрезают основной металл для создания резьбы. Когда вам нужно «восстановить» или очистить «заболоченную» резьбу в критически важном компоненте двигателя, например, в резьбовых отверстиях головки блока цилиндров в блоке цилиндров, избегайте использования обычного метчика. Вместо этого используйте «формовочный» или «нарезной» метчик, специально предназначенный для нарезания и повторного формирования существующей резьбы, а не для срезания материала резьбы.
Используя обычный метчик в отверстиях под болты головки блока цилиндров, вы можете легко удалить слишком много резьбового материала, ослабив резьбу и, возможно, приведя к выходу из строя прокладки головки цилиндров в процессе эксплуатации (вместе с деформированной головкой, перекрестное загрязнение и др.).
Метчики для нарезки обычно имеют очень большие канавки (открытые канавки, пересекающие резьбу нарезки), которые способствуют очистке резьбы во время вставки.
Несколько правил нарезания и ремонта резьбы
- Если резьба болта или шпильки сорвана, поцарапана или иным образом искривлена, замените болт или шпильку. Если болт или шпилька не имеют достаточного количества материала для обеспечения полной глубины резьбы, вы потратите свое время впустую.
- Никогда не спешите при работе с метчиком или штампом. Нарезание резьбы — это точный процесс. Спешка с работой вызовет только проблемы.
- Никогда не угадывайте и не оценивайте на глаз размер сверла, необходимого для создания резьбового отверстия. Найдите время, чтобы посмотреть на справочную таблицу, чтобы определить правильный размер сверла для данного отверстия.
- Если вы имеете дело с неглубоким глухим отверстием, вы должны использовать донный метчик, чтобы создать резьбу как можно ближе к дну. Тем не менее, начинайте нарезку резьбы метчиком со скошенной кромкой, а затем метчиком снизу.
- Аккуратно обращайтесь с метчиками и плашками и храните их. Всегда очищайте их, когда закончите, и храните их вдали от влаги. Перед использованием метчика или матрицы проверьте и очистите резьбу.
- Помните, что обычные метчики и плашки предназначены для нарезания и нарезания резьбы. Когда это возможно, используйте метчик или штамп для очистки или ремонта существующей резьбы, чтобы удалить как можно меньше металла с существующей резьбы.
Дешевая альтернатива
Если вы попали в затруднительное положение и у вас нет подходящего метчика под рукой, и вы столкнулись с алюминиевыми или стальными резьбовыми отверстиями, которые лишь слегка повреждены (заусенцы и т. д.), вы можете можно очистить и восстановить эту резьбу, слегка смазав высококачественный (твердый) болт (класса 8 или 9) маслом для режущего крана и несколько раз запустив болт в отверстие и из отверстия, обязательно очистив отверстие и болт весь мусор каждый раз при снятии болта. Металл болта будет тверже основного материала и часто восстанавливает поврежденную резьбу. Это позволяет избежать использования метчика, когда с резьбы может быть удалено слишком много металла.
Для ясности: я не рекомендую эту процедуру. Я просто указываю, что в чрезвычайной ситуации этого может быть достаточно для выполнения работы, хотя это, безусловно, неправильный метод.
[PAGEBREAK]
Отверстия для свечей зажигания
Кроме того, для ремонта резьбы отверстий для свечей зажигания доступен специальный резьбонарезной инструмент, который очищает и формирует существующую резьбу отверстий для свечей зажигания без обрезки (поэтому металлическая стружка не бросить внутрь цилиндра). Примером может служить 14-миллиметровая резьбонарезная насадка для свечи зажигания, предлагаемая Goodson Shop Supplies как P/N SPB-14. Некоторые дешевые, недорогие приспособления для свечей зажигания могут быть не чем иным, как прославленными метчиками, которые могут удалить слишком много материала резьбы.
Типы метчиков
Хотя в этой статье основное внимание уделяется нарезанию резьбы, а не нарезке, имейте в виду, что доступны несколько видов метчиков, не все из которых можно будет приобрести в местном скобяном магазине или магазине строительных материалов со скидкой.
Метчики со спиральным наконечником также называются метчиками пистолета из-за угловатого наконечника, который срезает и выбрасывает стружку перед метчиком. Это сводит к минимуму вероятность засорения канавок стружкой, что, в свою очередь, снижает вероятность поломки метчика. Этот тип крана может работать быстрее, с меньшей потребляемой мощностью. Используется только для сквозных отверстий или отверстий, глубина которых не менее чем на два диаметра превышает требуемую длину резьбы. Например, если вы используете метчик диаметром 1/2 дюйма (нарезка резьбы, скажем, 1/2×20), если отверстие глухое, вам потребуется по крайней мере 1 дюйм дополнительной глубины там, где резьба не требуется.
Ручные метчики с прямыми канавками. Ручные метчики можно использовать как вручную, так и на станке (например, на токарном станке).
Метчики со спиральными канавками имеют спиральные канавки (также называемые винтовыми канавками) и лучше всего подходят для обработки мягких материалов, таких как алюминий, латунь, медь или магний. Спиральная канавка обеспечивает подъемное действие, которое удаляет волокнистую стружку, образующуюся при нарезании резьбы по мягким металлам. Подходит для глубоких отверстий, глухих отверстий и отверстий со шпоночным пазом или зазором.
Трубные метчики, как следует из названия, предназначены для создания определенного диаметра и шага, необходимых для трубной резьбы. Обратите внимание, что не все метчики имеют коническую форму.
Типы фасок метчиков
Доступны три основных стиля наконечников метчиков в зависимости от фаски наконечника. К ним относятся коническая фаска, фаска пробки и фаска дна. Метчики с конической фаской имеют заметную конусность или фаску на кончике, имеющую от семи до 10 витков резьбы в этой сужающейся области. Это облегчает ввод и выравнивание касанием. Метчики с фаской на пробке имеют всего от трех до пяти витков резьбы со скошенной кромкой в области наконечника. Для обработки сквозных отверстий можно использовать как конические метчики, так и метчики с заглушками.
Метчики для фаски снизу позволяют нарезать резьбу в глухом отверстии (создавая резьбу как можно ближе к дну отверстия). Нижние метчики с фаской имеют от одной до двух скошенных резьб (небольшая фаска обеспечивает начальный вход в отверстие).
Обратите внимание на тип фаски метчика. При нарезании резьбы в сквозном отверстии подойдет любой из этих типов. Однако при врезке в глухое отверстие, если крайне важно использовать все отверстие, вам понадобится донный метчик. И если вам нужно нажать до самого низа, лучше всего использовать все три типа последовательно. Начните с метчика для снятия фаски с конусом, затем метчика для снятия фаски с пробки и закончите метчиком для нижней кромки. ●
Как исправить отверстие с поперечной резьбой или зачищенное отверстие в алюминии
Перейти к основному содержанию- НазадРазное Навыки
- Редактировать
- Полный экран
- Опции
- История
- Скачать PDF
- Перевести
- Встроить это руководство
Автор: Кевин Тремейн (и 5 других участников)
- Избранное: 8
- Завершений: 4
Сложность
Умеренная
Шаги
4
Требуемое время
5 — 15 минут
Секции
1
- Как исправить отверстие с поперечной резьбой или зачищенное отверстие в алюминии 4 шага
Флаги
1
- НазадРазное Навыки
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
Введение
Как повторно нарезать резьбу в алюминиевом отверстии со снятой или неправильно нарезанной резьбой.
Отрезной метчик
Продается с другого сайта
Купить
Ручка крана
Продается с другого сайта
Купить
Детали не указаны.
Определите, в каком отверстии находятся винты с перекрестной резьбой или винты со снятой головкой.
Определить размер текущего потока. Резьбы называются по внешнему диаметру, тире, а затем счету резьбы. Например, показан метчик размером 1/4–20 дюймов.
Внешний диаметр отверстия можно определить, измерив ширину винта или болта, входящего в отверстие.
Количество витков резьбы можно определить путем подсчета количества витков резьбы на один дюйм длины винта.
Выберите подходящий размер метчика.
Метчики острые. Не трогайте зубы.
org/HowToDirection»>
Установите кран в ручку крана (см. фото).
Совместите метчик, прикрепленный к рукоятке метчика, с отверстием с поперечной резьбой или зачищенным отверстием.
Для винтов с правым вращением вставьте метчик в отверстие для метчика, медленно поворачивая рукоятку метчика по часовой стрелке.
99 процентов отверстий, винтов и болтов являются правыми винтами. Если вы знаете, что ваше отверстие имеет левую резьбу, вращайте его против часовой стрелки, а не по часовой стрелке.
Редактировать
Поверните ручку крана по часовой стрелке на два полных оборота, затем на 1/4 оборота против часовой стрелки.
Редактировать
Повторяйте третий шаг до тех пор, пока не сможете легко поворачивать ручку крана по часовой стрелке.
Поворачивайте ручку метчика против часовой стрелки, пока метчик не выйдет из детали.
Редактировать
Редактировать
Почти готово!
После повторного нарезания резьбы убедитесь, что резьба работает, ввернув болт или винт, для которого предназначено отверстие в болте или винте отверстие рассчитано на
Отменить: я не завершил это руководство.
4 других человека завершили это руководство.
Автор
с 5 другими участниками
Значки: 8
+5 еще значков
Команда
Просмотр статистики:
За последние 24 часа: 10
За последние 7 дней: 74
За последние 30 дней: 409
За все время: 121,496
Можно ли повторно нарезать литой алюминий? — Форум банкоматов, оптики и DIY
#1 Джейшойерле
Размещено 10 августа 2006 г. — 08:16
В моем проекте реставрации используется длинный винт размером от 8-32 до 10-32. До сих пор все в этом прицеле было английским, а не метрическим. 8-32 покачивается и вытаскивается. 10-32 не подходит. Он входит в литое алюминиевое отверстие. Могу ли я выстучать его до 10-32 или есть способ лучше?
Спасибо! — дж
- Наверх
#2 Арт Бьянкони
Размещено 10 августа 2006 г. — 08:36
Если ранее в нем была нарезана резьба для 8 x 32 (размер сверла № 29 0,1360 дюйма), вероятно, вам потребуется открыть отверстие сверлом № 21 (0,1590 дюйма), если вы хотите нарезать резьбу. это для 10х32.
Домашние центры иногда продают комплекты метчиков, которые включают в себя как сверло с соответствующим номером, так и метчик. Ни один из них не имеет пронумерованных размеров сверла, только дробные.
Вы можете попытаться заполнить поврежденное отверстие эпоксидной смолой Devcon, армированной алюминием («Пластиковый алюминий»), и снова нарезать резьбу в существующем отверстии.
Не зная, какие нагрузки выдержит это отверстие, трудно давать рекомендации.
Искусство
======================
размер следующего сверла для метчика большего размера недостаточно для удаления старой резьбы.
- Наверх
#3 рбое
Размещено 10 августа 2006 г. — 08:55
Вы также можете подумать о спиральной катушке. Мотоциклетные магазины должны быть в состоянии сделать эту работу за вас или в автомастерской.
Если вы не знакомы с геликоидами, то для всего мира они выглядят как тугая стальная пружина. Вы покупаете правильную спиральную спираль для своего винта, но просверливаете и нарезаете отверстие для спиральной катушки. Резьба в спиральной катушке, винт ввинчивается в спиральную катушку. Очень прочный, и ваш винт вклинивается в стальную спиральную катушку, а не в мягкий литой металл.
Метод эпоксидной смолы, упомянутый в Art, вероятно, является наименее дорогим.
- Наверх
#4 Джейшойерле
Размещено 10 августа 2006 г. — 09:02
Это странная, слабая часть, и прицел будет работать и без нее, но это часть исходного воплощения, поэтому я хотел бы включить ее. Он используется при размещении крепления бугеля поверх ножек штатива. Ножки скрепляются сверху простым 1,5-дюймовым кольцом. Идея состоит в том, что вы кладете крепление поверх них, а затем вкручиваете этот 7-дюймовый винт с накатанной головкой с шайбой между ножками и в нижнюю часть крепления. Это просто удерживает крепление на месте, так что вы можете отрегулировать его ориентацию. Затем, затянув ручку натяжения на стержнях, соединяющих нижнюю часть штатива, верхние части штатива расправляются и фиксируются в креплении для надежной устойчивости.
Похоже, это был 8-32, но я бы предпочел 10-32, так как он мощнее и у меня был бы больший выбор ручек для торца с накатанной головкой.
Я просто не знал, можно ли лить литой алюминий. — дж
Прикрепленные миниатюры
- Наверх
#5 микробы
Размещено 10 августа 2006 г. — 09:08
Я просто не знал, можно ли нарезать метчик ЛИТОЙ алюминий
Я постоянно делаю это на лодочных моторах. Как было предложено выше, если вы хотите/нужно вернуться к резьбе исходного размера, используйте спиральную спираль. Если более крупная резьба не вызывает проблем (или предпочтительнее), просто просверлите и нарежьте резьбу.
- Наверх
#6 Рвидеррих
Размещено 10 августа 2006 г. — 11:18
Я просто не знал, можно ли лить литой алюминий. — j
Конечно.
Вы же не хотите, чтобы для крепления чего-либо использовались ослабленные болты или болты с поперечной резьбой.
Просто просверлите имеющееся отверстие до нужного размера, снова нарежьте резьбу и вкрутите новый стопорный болт. Дело сделано.
Я пересверливаю/нарезаю резьбу во всех видах материалов, от металлического горшка до тефлона, литого алюминия и даже дерева.
Хитрость заключается в том, чтобы нажимать медленно, отступить, когда почувствуете сильное сопротивление, а затем продолжить.
Роб
- Наверх
#7 Ахернар
Размещено 10 августа 2006 г. — 13:31
Я использовал винтовые катушки на верфи, чтобы закрепить отверстия под болты на фланцах крышек топливных баков на борту корабля. Иногда они работают, иногда нет. Если металл действительно в плохом состоянии, единственной альтернативой может быть заварка отверстия, затем его повторное сверление и нарезание резьбы. Если металл достаточно толстый, это можно сделать и избежать замены детали.
Тарас
- Наверх
#8 Джейшойерле
Размещено 10 августа 2006 г. — 13:39
Я собираюсь проверить расстояние между ножками и изменить его на 10-32, 10-24 или 0,25″-20, в зависимости от ручки, которую я выберу.
Спасибо за информацию! — Дж
- Наверх
#9ММИКЕЛЬС
Размещено 10 августа 2006 г. — 19:12
Джей, вы можете купить наборы винтовых спиралей, в которые входят кран, установщик и несколько спиральных спиралей. Спиральные катушки изготовлены из нержавеющей стали и будут изнашиваться лучше, чем алюминиевые отливки.
- Наверх
#10 Гость_**НЕ УДАЛИТЬ**_*
Размещено 10 августа 2006 г. — 20:03
Вы упомянули, что деталь была слабой. Я хотел бы предупредить, что увеличение размера винта может еще больше ослабить деталь.
Я говорю это, конечно, не зная, как выглядит деталь, но я все же думаю, что увеличение до ¼x20 может ослабить вещи.
- Наверх
#11 пьедестал
Размещено 10 августа 2006 г. — 20:26
Обязательно используйте жидкость для разливки алюминия (в худшем случае используйте керосин). Это не должно иметь большого значения.
- Наверх
#12 Джейшойерле
Размещено 15 августа 2006 г. — 19:30
Хорошо, отверстие должно быть 8-32. Я думаю, что я сначала попробую эпоксидную смолу, а затем снова постучу по ней. Если это не сработает, я попробую helicoil.
- Наверх
№13 поездсктг
Размещено 15 августа 2006 г. — 19:44
Я пересверливаю/нарезаю резьбу во всех видах материалов, от металлического горшка до тефлона, литого алюминия и даже дерева.
Как насчет зубного камня?
Кит
- Наверх
№14 Арт Бьянкони
Размещено 15 августа 2006 г. — 19:47
Обстукивание вручную может быть проблемой. Нужно толкать, крутить и поддерживать выравнивание одним и тем же движением руки. Даже у опытного машиниста с этим возникают проблемы.
Я предлагаю, если это возможно, поместить деталь на сверлильный станок и отцентрировать ее под патроном, чтобы отверстие правильно совпадало с метчиком, который помещается в патрон, как сверло.
, затем одной рукой втяните рычаг зажимного патрона в отверстие, одновременно вращая зажимной патрон другой рукой. Продолжайте поворачивать патрон, пока отверстие не станет достаточно глубоким. Периодически по пути вниз поворачивайте патрон в другую сторону, чтобы удалить стружку или мусор.
Когда закончите, осторожно поверните патрон в другом направлении, вывернув метчик. НЕ ОСТАНАВЛИВАЙТЕСЬ, ПОКА РАБОТА НЕ ОСТАНАВЛИВАЕТСЯ! Если вы это сделаете, вы рискуете, что сверлильный станок выдернет деталь и сорвет новую резьбу.
Не помешает сначала потренироваться на куске металлолома.
Арт.
=============================
- Наверх
№15 ММИКЕЛЬС
Размещено 15 августа 2006 г. — 20:26
Джей метод, описанный Артом, сработает. Я бы посоветовал не использовать эпоксидную смолу и перейти сразу к спиральной катушке. Спираль будет работать, и она прослужит долго. Если вам нужен совет по установке, просто дайте мне знать.
- Наверх
№16 Рвидеррих
Размещено 15 августа 2006 г. — 23:04
Я пересверливаю/нарезаю резьбу во всех видах материалов, от металлического горшка до тефлона, литого алюминия и даже дерева.
Как насчет зубного камня?Кит
На самом деле я бросал камень, чтобы быть болтом, но никогда не постукивал по нему.
Слишком хрупкий, я уверен.
Роб (вы хотите постучать по камню)
- Наверх
# 17 Гость_**НЕ УДАЛИТЬ**_*
Размещено 16 августа 2006 г. — 00:07
Я согласен с Марком. Спиральная спираль имеет более длинную наружную резьбу, которая лучше подходит для мягких квасцов. и нити стального предмета будут длиться вечно.
- Наверх
# 18 Джейшойерле
Размещено 16 августа 2006 г. — 08:34
С винтовой спиралью, как это остается на месте? Этот болт будет полностью входить и выходить после каждого сеанса просмотра. Что мешает ему выйти вместе с болтом?
Они продают эти вещи в Home Depot, или я буду платить 5 долларов за доставку за 30 центов?
Быстрый поиск в Интернете не выявил ни одного с внутренней резьбой 8-32. Ссылки кто-нибудь?
- Наверх
# 19 Арт Бьянкони
Размещено 16 августа 2006 г. — 08:50
Крайне маловероятно, что вы когда-либо найдете спиральные вставки в Home Depot или пронумерованные сверла, если уж на то пошло.
Скорее всего, в автомагазинах есть, но не в том маленьком размере, который вам нужен.
Вам необходимо найти местную компанию по поставке винтовых катушек 8 x 32. Вам понадобится кран большого размера. подходящее сверло и инструмент для вставки Helicoil.
В McMaster’s наверняка есть все это, но вам лучше присесть, когда вы увидите, сколько будет стоить. Они не продадут вам только одну вставку.
В большинстве случаев спиральная спираль имеет небольшой хвостовик, который зажимается инструментом для вставки при ввинчивании его в резьбовое отверстие. После этого этот выступ отщелкивается, фиксируя вставку на месте.
Это становится довольно сложным набором инструкций для такого простого ремонта. Вы уверены, что не можете расширить это отверстие до 10 х 32?
Конечно, это было бы намного быстрее, намного проще и намного дешевле.
Искусство
- Наверх
#20 Рвидеррих
Размещено 16 августа 2006 — 09:20:00
С винтовой спиралью, как это остается на месте? Этот болт будет полностью входить и выходить после каждого сеанса просмотра. Что мешает ему выйти вместе с болтом?
Они продают эти вещи в Home Depot, или я буду платить 5 долларов за доставку за 30 центов?
Быстрый поиск в Интернете не выявил ни одного с внутренней резьбой 8-32. Ссылки кто-нибудь?
Просто просверлите отверстие вместе с соответствующим отверстием для болта и нарежьте новое отверстие. Затем установите крепежный болт. Подойдет все, что немного больше существующего болта.
Это намного проще и дешевле, чем другая идея.
Было бы неплохо, если бы вы могли сфотографировать область/рабочее место/дыру, которую нужно перерезать. Таким образом, мы можем сделать лучшее определение.
Роб
- Наверх
# 21 Джейшойерле
Размещено 16 августа 2006 г. — 09:25
Это становится довольно сложным набором инструкций для такого простого ремонта. Вы уверены, что не можете расширить это отверстие до 10 х 32?
Конечно, это было бы намного быстрее, намного проще и намного дешевле.
Арт.
Тьфу… Ты не шутишь..
Ноги довольно плотно сближены. Этот винт имеет длину 7 дюймов и проходит через центр. Я не смог протолкнуть 10-32. Может быть, я сточу ножки настолько, чтобы они подходили.
- Наверх
# 22 Рвидеррих
Размещено 16 августа 2006 г. — 09:29
Это становится довольно сложным набором инструкций для такого простого ремонта. Вы уверены, что не можете расширить это отверстие до 10 х 32?
Конечно, это было бы намного быстрее, намного проще и намного дешевле.
Артикул
Тьфу… Ты не шутишь..Ноги довольно плотно сближены. Этот винт имеет длину 7 дюймов и проходит через центр. Я не смог протолкнуть 10-32. Может быть, я сточу ножки настолько, чтобы они подходили.
СТАРАТЬ НОГИ? Просто срежьте болт.
Роб
- Наверх
# 23 Джейшойерле
Размещено 16 августа 2006 г. — 10:44
Я понимаю, что это сложно представить!
Прикрепленные миниатюры
- Наверх
# 24 Рвидеррих
Размещено 16 августа 2006 г. — 15:43
Я понимаю, что это сложно представить!
Я вижу сейчас.
Болт, крепящий секцию ножек, проходит между ножками в этом очень плотном соединении, и болт, предназначенный для удержания всего, вырывается.
Болт должен иметь очень длинный *стержень* с резьбой на конце, чтобы зацепить оранжевую часть с резьбой, иначе как его затянуть, если нет?
Я вижу это таким, какое оно есть? Если да, то найти планку стандартного размера, нарезать на нее резьбу с помощью резака с внутренней резьбой, а затем снова нарезать резьбу после повторного сверления отверстия несложно. Это позволит вам иметь новый болт с резьбой, соответствующий вашему отверстию с повторной резьбой. В конце вы можете просверлить скользящее отверстие и установить скользящую рукоятку в новый болт, который вы только что сделали.
Насколько я понимаю, вы не можете просто использовать болт с резьбой, потому что вам все равно нужно затянуть узел ноги.
Вы понимаете, что я пытаюсь сказать?
Роб (Я говорю по-марсиански?)
- Наверх
# 25 ММИКЕЛЬС
Размещено 16 августа 2006 г. — 17:49
Винтовая спираль
- Наверх
Ремонт продольного рычага
Испытание на прочность продольного рычага
Хорошо… так что это не совсем так
испытание реального продольного рычага (TA), но больше
моделирование с использованием 1/2-дюймового блока из алюминиевой заготовки 6061
и болты класса 5. Идея здесь заключалась в том, чтобы получить
индикация того, в какой момент болт сорвется с
алюминий. В идеале было бы неплохо иметь старый
ТА использовать, так как состав литого алюминия вполне
отличается от штампованного алюминия. Просто тот факт, что
литой алюминий пористый, вы поверите, что
болты снимаются легче, чем болты в заготовке
алюминий. Но все относительно, и мы знаем, что
заводские рекомендации по крутящему моменту для 5/16″-24 TA
шпильки 14-16 фунтов. Вот пара отраслевых стандартов
диаграммы, касающиеся пределов крутящего момента и сдвига.
В этой таблице показано
точка среза болтов а |
Вот как я полностью проведен ненаучный тест:
Как видно из
изображение ниже, блок толщиной 1/2 дюйма из 6061, заготовленный
алюминий был просверлен и/или нарезан резьбой в нескольких разных местах. размеры.
- 3/8-24 для людей думаю об обновлении размера шпильки, чтобы получить больше ветка в ТА.
- 5/16-24 это сток размер резьбы, который завод оценивает в 14-16 фунтов крутящий момент.
- «X» — размер отверстия рекомендуется для крана 7/16-14, который используют KeenSerts.
- «X» с резьбой @ 16-14 июля готов к размеру KeenSert, используемому с TA Комплект для ремонта.
- «У» промышленность рекомендуемый размер отверстия для метчика 7/16-14. Это немного меньший размер отверстия, который должен дать более глубокая нарезка резьбы по сравнению с тем, что рекомендует KeenSerts.
- «U» с резьбой @ 7/16-14 чтобы увидеть, будут ли KeenSerts работать с этим размером отверстие.
Шесть вариантов выбрать из |
Итак, теперь я зажал
алюминиевый блок в моих тисках, схватил мой динамометрический ключ пошел
работать.
Для 3/8 и
5/16, для установки
глубина |
Болт с резьбой на полном 1/2″ во всех испытаниях |
Вот как первые три испытания прошли с использованием болтов класса 5:
- Болт 3/8-24 содрал алюминиевую резьбу на 55 фунтов
- Болт 5/16-24 снял алюминиевую резьбу на 45 фунтов
- Болт 5/16-24 в резьбовое отверстие KeenSerts «X» имело защелку головки болта от 60 фунтов. Нити KeenSert не были повреждены
Далее я попытался накрутить
Вставьте KeenSert в U-образное резьбовое отверстие. Мы сделали размер «U»
отверстие, потому что это рекомендуемый в отрасли размер отверстия
для размера метчика 7/16-14……..хорошо. …..
KeenSert знает, что делает, когда указывает
большее сверло «X» ………… вы не можете нарезать KeenSert
в U-образное отверстие с резьбой 7/16-14. Это просто
не подойдет.
Последний тест должен был попробовать и вырвите KeenSert из алюминия. Для этого теста Я использовал гнездо большего диаметра, чем диаметр KeenSert, поэтому Я мог бы втянуть его в розетку. я сдвинул болт через стиралку класса 8 в розетку и начал затягивание с шагом в 5 фунтов. Когда я набрал 60 фунтов крутящий момент, единственное, чего я добился, это сосать шайбу в головку гнезда так, чтобы У меня осталось очень мало головки болта. План 2 связано с использованием кусков алюминия, которые Рик послал меня.
Это использовалось в место розетки. Много места для рисования KeenSert в |
| Затем я использовал некоторые
1/4-дюймовая пластина в качестве крышки. Оглядываясь назад,
надо было поставить Шайба класса 8 под головку болта т.к……… |
| При весе 60 фунтов
голова достаточно глубоко впилась в тарелку
что Мне не за что было зацепиться |
| После получения болт, вот что верхняя часть пластины выглядел как |
| и тарелка дно выглядело одинаково плохо. |
Теперь я получаю галочку так как я действительно хотел посмотреть, смогу ли я разрушить KeenSert. Следующим шагом было зажать его в тиски и посмотреть, что получится. берет, чтобы вытеснить его.
Вот это в моем
тиски, где я зажал его вручную и
затем начал бить |