Вольфрамовый электрод для аргонной сварки: классификация, маркировка, заточка
Наиболее тугоплавким металлом из всех существующих в мире является вольфрам. Его применяют при сварке множества видов конструкций, даже трубчатой формы. Вольфрамовые электроды для аргонной сварки широко используются не только для соединения элементов, но и незаменимы во время плазменной резки, в процессе напыления и проплавки швов. Работа в газовой среде аргона ограждает металл от окисления и азотирования.
Маркировка вольфрамовых электродов
Вольфрам способен переносить крайне высокие температуры с медленным плавлением, поэтому использование таких электродов для аргонодуговой сварки оправдано. Современные производители выпускают вольфрамовые металлические стержни стандартной длиной 17,5 см, диаметры при этом разнятся: от 1 до 4 мм. Каждый из параметров подходит определенной величине сварочного тока:

Характеристики различных марок вольфрамовых электродов
- диаметр 0,1 см оптимален при силе тока не более 50 A;
- 0,16 см — менее 100 A;
- 0,2 и 0,24 см — до 200 A;
- 0,32 см используют при показателе не менее 300 A;
- 0,4 см — самый большой диаметр, подходящий величине от 300 A и более.
Для повышения уровня стабильности дуги при сварке и качества выполняемых работ вольфрамовые электроды изготавливаются не только из чистого сырья, но также с определенными добавками и примесями.
В зависимости от степени их содержания, электрические проводники делят на три категории:
- Электроды, требующие работы на переменном токе.
- Проводники постоянного тока.
- Универсальные.

Таблица сравнения вольфрамовых электродов
Вид тока, диаметр используемого стержня, тип сварочных работ и ряд других показателей влияют на количественный расход металлических прутков.
Цветовые коды
Каждый из вольфрамовых электродов имеет определенную цветную маркировку на наконечнике прутка, которая дает возможность определить состав и специфику применения:
| Маркировка | Цвет | Добавки | Особенности применения |
| WC | Серый | Оксид церия | Универсальный тип, подходящий для сварки на любом виде тока. Способен удерживать стабильную дугу даже при малой силе. |
| WZ | Белый | Оксид циркония | Идеальны при работах с бронзой, алюминием, никелем, а также их сплавами. Используются только при переменном токе. Дуга от таких стержней очень мощная и стабильная. Выдерживают большие нагрузки. |
| WL | Золотистый | Оксид лантана | Наиболее долговечные. Почти не загрязняют сварочную ванну, образуемую в процессе расплавления металла, обеспечивают высокую устойчивость дуги и беспрепятственный розжиг. |
| WY | Темно-синий | Иттрий | Самые надежные проводники, используемые при сварке на постоянном токе. Оптимальны для низколегированных, углеродистых, нержавеющих сталей и титана. |
| WT | Красный | Оксид тория | Торий — низкорадиоактивный металл, поэтому требует соблюдения мер безопасности. Такие прутки применяют при сварке элементов из молибдена, тантала, нержавеющей стали. |
| WP | Зеленый | Без примесей | Чистые вольфрамовые электроды, работа с которыми возможна только на переменном типе тока. Подходит для алюминия, магния и их сплавов. |
Нюансы заточки вольфрамовых стержней
На давление образуемой дуги, особенности распределения энергии, глубину, ширину сварочного шва и размеры участка проплавленного металла влияет форма заточки выбранного проводника. Это важный параметр, требующий соблюдения правил. Для каждого типа электрода из вольфрама применяется определенный метод.

Рекомендации по заточке электродов
Сферическая заточка рабочего конца необходима для марок WP, WL 15, WL 10, WL 20. На эти изделия осуществляется незначительная нагрузка. А WT 20 требует лишь небольшой выпуклости на конце. Угол, направление и ширину заточки конуса необходимо корректировать так, чтобы кончик вольфрамового стержня стал острым. Важно учитывать: тупой угол обеспечивает узкий шов, высокую токовую нагрузку, большой срок службы, острый угол — широкий шов, низкую нагрузку, короткий срок эксплуатации.
Заострение неплавящихся проводников производится автоматизированным станком, точильным настольным станком, а также специальной машинкой для вольфрамовых электродов и химическими средствами. Способ подбирается в зависимости от типа прутка.
Последствия неправильной заточки
От того, насколько правильно будет выполнена заточка, зависит качество шва. Любые ошибки приводят к грубым нарушениям:
Правила заточки вольфрамовых электродов
- чрезмерная или недостаточная ширина заточки конуса сказывается на форме проплавления;
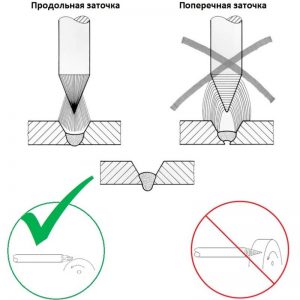
- риски должны быть расположены вдоль оси стержня, иначе сварочная дуга не будет стабильной;
- слишком острый угол чреват уменьшением срока службы;
- слишком тупой угол уменьшает глубину проплавления;
- неравномерная заточка приводит к отклонению дуги.
После окончания манипуляции рекомендуется полировка вольфрамового электрода, так сглаживается величина рисок, что влияет на стабильность дуги при сварке.
Особенности сварочного процесса
Сварка вольфрамовым электродом требует определенных навыков и опыта. Важно не только придерживаться правильной техники работы, но и точно выбирать стержни, ориентируясь на такие параметры:

Сварка вольфрамовым электродом
- химический состав, цвет наконечника прутка, указывающий на наличие легирующих примесей;
- диаметр, отвечающий за ширину шва;
- специфику заточки, которая определяет качество проплавления.
Во время сварки неплавящимся вольфрамовым стержнем используют специальный прибор осциллятор. Вольфрам плавится при 5 тыс. °C, поэтому прутки во время работы не сгорают. Кроме осциллятора, также используется материал для присадки.
Видео по теме: Вольфрамовые электроды WR2 ABICOR BINZEL
Вольфрамовые электроды для аргонодуговой сварки по цветам
В последнее время сварочные работы получили достаточно большое распространение, что связано с высоким качеством получаемого шва и многими другими моментами. Проводить сварку можно с использованием специального оборудования, а также расходного материала – электродов. Вольфрамовые электроды для аргонодуговой сварки на сегодняшний день весьма распространены. Они представляют собой неплавящийся подводник, который предназначен для работы в защитной среде. В качестве защитной среды могут применяться газ аргона или гелия.
 Вольфрамовые электроды для аргонодуговой сварки
Вольфрамовые электроды для аргонодуговой сваркиПри применении специального электрода для рельефной сварки стоит учитывать, что он предназначен для образования дуги и ее удерживания, не выступает в качестве припоя. Для использования вольфрамовых электродов требуются специальные сварочные аппараты. Классификацияимеет огромное количество особенностей, к примеру, применяются различные цвета для обозначения химического состава.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.

Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.

Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Особенности сварки вольфрамовым электродом
Правильно выбрав электроды для сварки, можно лишь обеспечить условия для проведения качественной работы. Каждый сварщик должен знать все особенности сварки в аргоновой среде, когда применяются неплавящиеся электроды из вольфрама. Среди особенностей отметим следующие моменты:
- При соединении нержавеющей стали или других материалов наконечник выступает в качестве проводника тока. Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
- За счет правильной заточки формируется стабильная дуга. Если допустить ошибку при заточке, образующаяся дуга будет нестабильной, что не позволит получить качественный шов.
- При применении вольфрамовых электродов учитывается их химический состав и многие другие моменты.

Сварка вольфрамовым электродом
В некоторых случаях без подобных электродов просто не обойтись, но при обычной сварке их применять не рекомендуется.
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.
Длина определяется при помощи специальной формулы, а вот выдержать требуемый угол заточки довольно сложно.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.
Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.

Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.
Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
Заточка вольфрамовых электродов для tig сварки
Tig сварка расшифровывается как сварка вольфрамовыми электродами в среде инертных газов. Металл подается в сварочную ванну в виде прутка с помощью свободной руки. В качестве инертного газа используется газ аргон, который защищает металл, разогретый до высокой температуры, а также от газов, находящихся в воздухе: кислород, азот и водяной пар.
Инертный газ должен непрерывно подаваться в зону горения сварочной дуги, чтобы постоянно защищать сварочную ванну от воздействия факторов окружающей среды. В некоторых случаях для сварки используется гелий. Стоит учитывать, что при использовании гелия сварочная дуга выделяет в 1,5 – 2 раза больше энергии, чем при использовании аргона. При сваривании тугоплавких металлов предпочтение стоит отдать гелию, потому что его использование будет способствовать высокому качеству сварочных швов. Смесь аргона с гелием воплощает в себе преимущества обоих газов, что позволяет обеспечивать стабильное горение дуги и высокую степень проплавления. При этом смесь включает в себя 35 – 40% аргона и 60 – 65% гелия.
Tig сваривание имеет много преимуществ перед другими видами сварки:
— Данный вид сварки отличается аккуратным, точным и чистым сварочным швом;
— Tig сваркой можно сваривать больше металлов, чем любым другим способом сваривания. С помощью этого способа можно быстро сварить коррозионностойкие стали, магний, медь, алюминий, бронзу и другие металлы.
— Tig сваривание позволяет хорошо контролировать сварочную ванну и весь сварочный процесс. Благодаря этому можно делать аккуратные и точные сварочные швы. При сваривании нет брызг металла, правда, в случае, если Вы все будете делать правильно. Присадочный материал подается в сварочную ванну без избытка, благодаря чему на шве нет шлаков, а воздух возле сварщика не задымляется, в отличие от сваривания покрытыми электродами. Длина заточки неплавящегося вольфрамового электрода должна быть равна 2 диаметрам электрода. Заточку шлифуют только вдоль оси сварочного электрода.
Если сделать по-другому, то могут образовываться подрезы.
Для успешной заточки сварочных электродов нужно знать несколько простых правил:
— Если сваривание производится на маленьком токе, то угол заточки должен составлять 10 – 20 градусов;
— Если сваривание производится на среднем токе, то угол заточки должен составлять 20 – 30 градусов;
— Если сваривание производится на большом токе, то угол заточки должен составлять 60 – 120 градусов;
Если угол заточки сварочного электрода менее 20 градусов, то появляется возможность снижения ресурса работы электрода, а если угол заточки превышает 90 градусов, то возможно неустойчивое горение сварочной дуги из-за блуждания катодного пятна по торцевой поверхности сварочного электрода. Вольфрамовые электроды делаются из вольфрама и в зависимости от условий имеют очень высокую температуру проплавления, а также считаются неплавящимися электродами, противостоя высокой температуре дуги.
Вольфрамовые электроды – заточка, сварка, маркировка :: SYL.ru
Вольфрамовые электроды – безопасное, высокоэффективное и по-настоящему качественное приспособление для выполнения сварочных работ. В настоящее время специалистами активно применяются изделия различной маркировки. Выбор конкретного варианта зависит от характера работ и типа сварочного аппарата, который будет использован в качестве инструмента для реализации поставленных задач.
Свойства материала
 Давайте рассмотрим характеристики, которыми отличаются вольфрамовые электроды. Сразу же стоит отметить, что применяются такие изделия при необходимости выполнения так называемой аргонодуговой сварки, другими словами — в ходе работ, где стержень разогревается в среде защитного газа аргон.
Давайте рассмотрим характеристики, которыми отличаются вольфрамовые электроды. Сразу же стоит отметить, что применяются такие изделия при необходимости выполнения так называемой аргонодуговой сварки, другими словами — в ходе работ, где стержень разогревается в среде защитного газа аргон.Температура плавления материала составляет порядка 3400 оС, а температура кипения – около 5900 оС. Вольфрам выступает наиболее тугоплавким металлом, который применяется для изготовления электродов. Как видно, материал способен сохранять изначальную структуру при воздействии наиболее высоких температур.
Чтобы улучшить качество вольфрамовых электродов, например, повысить стабильность горения дуги, при их производстве в качестве добавок применяются всевозможные окислы редкоземельных металлов. В зависимости от того или иного состава данных элементов выделяют изделия различных марок.
Вольфрамовые электроды – маркировка
 Согласно стандартам, изделия данной категории должны обладать специальной маркировкой, которая указывает на их состав и тип. Первым в списке всегда идет обозначение «W», то есть вольфрам. Последующие значения указывают на оксид, что применяется как легирующая добавка.
Согласно стандартам, изделия данной категории должны обладать специальной маркировкой, которая указывает на их состав и тип. Первым в списке всегда идет обозначение «W», то есть вольфрам. Последующие значения указывают на оксид, что применяется как легирующая добавка.Как подобрать подходящие вольфрамовые электроды? Маркировка дает возможность ускорить выбор изделий, которые позволят наиболее эффективно справиться с поставленными задачами:
- «W» (зеленые) – электроды, изготовленные с применением чистого вольфрама. Отдавать предпочтение такому решению рекомендуется при обработке алюминиевых сплавов на переменном токе.
- «WTh» (красные) – торированные вольфрамовые электроды. Применимы для сварки меди, коррозийно-устойчивой стали, титана под воздействием постоянного тока.
- «WZr» (белые) – цирконированные вольфрамовые электроды. Изделия данного плана могут быть использованы как для сварки на постоянном, так и переменном токе. Применяются для обработки легких металлов (магний, алюминий).
- «WLa» (черные) – лантанированный вольфрам для обработки тяжелых металлов при переменном и постоянном токе.
- «WCe» (серые) – церированные электроды, что используются в качестве альтернативы торированным изделиям.
Заточка вольфрамовых электродов
 Чтобы получить высококачественные повторяющиеся сварные соединения, достаточно уделить должное внимание характеру заточки изделий из вольфрама. Форма дуги при выполнении работ во многом зависит от угла, под которым заточен электрод. Чем он больше, тем меньше глубина проплавления и шире пятно.
Чтобы получить высококачественные повторяющиеся сварные соединения, достаточно уделить должное внимание характеру заточки изделий из вольфрама. Форма дуги при выполнении работ во многом зависит от угла, под которым заточен электрод. Чем он больше, тем меньше глубина проплавления и шире пятно.На сроке жизни вольфрамового изделия существенно отражается его притупление. То, насколько плоским будет окончание электрода, зависит от его диаметра, толщины металла и величины сварочного тока.
Технология сварки
 При обработке металла толщиной не более десяти мм сварка вольфрамовым электродом производится в направлении справа налево. В ходе обработки более плотных материалов действуют противоположным образом.
При обработке металла толщиной не более десяти мм сварка вольфрамовым электродом производится в направлении справа налево. В ходе обработки более плотных материалов действуют противоположным образом.При ручном способе сварки тонколистового металла электрод вводят несколько сбоку, не в столб дуги. Металл большей толщины обрабатывают поперечно-поступательными движениями.
Полуавтоматическая и автоматическая сварка предполагает размещение электрода перпендикулярно обрабатываемой площади. Зачастую направление движения выбирают таким образом, чтобы присадка находилась впереди дуги.
Советы по выбору
При подборе тугоплавкого вольфрамового изделия стоит обращать внимание на следующие критерии:
- Параметры электрода, маркировку, состав, характер легирующих добавок.
- Диаметр (в зависимости от необходимой толщины рабочего шва).
- Плотность материала изготовления.
- Качество заточки.
- Специфическую геометрию острия.
Естественно, при подборе электродов для выполнения конкретных задач наиболее просто ориентироваться согласно маркировке, что наносится на поверхность изделий производителями. Последняя укажет на возможные сферы применения, состав, условия эксплуатации.
В заключение
Вольфрамовые электроды – одно из лучших решений для выполнения сварочных работ. Продукция данной категории отличается высоким качеством и эффективностью. Однако при выборе приходится уделять внимание целой массе важных характеристик, что может поставить в тупик неподготовленных мастеров. Чтобы облегчить задачу, стоит обратиться к вышеуказанным рекомендациям.
Заточка электрода при TIG сварке
Заточка электродов при TIG сварке — ответственный процесс. От геометрии заточки зависит множество параметров: ресурс электрода, легкость поджига дуги, глубина проплавления, форма дуги и т.д.
Ниже приведена таблица с рекомендуемыми параметрами заточки электрода в зависимости от диаметра при TIG сварке на постоянном токе прямой полярности (DCEN).

Диаметр электрода, мм | Диаметр притупления, мм | Угол заточки, град. | Ток при сварке на прямой полярности (DCEN), А | Ток при сварке в импульсном режиме на прямой полярности (DCEN Pulsed), А |
1,0 | 0,125 | 12 | 2-15 | 2-25 |
1,0 | 0,25 | 20 | 5-30 | 5-60 |
1,6 | 0,5 | 25 | 8-50 | 8-100 |
1,6 | 0,8 | 30 | 10-70 | 10-140 |
2,4 | 0,8 | 35 | 12-90 | 12-180 |
2,4 | 1,1 | 45 | 15-150 | 15-250 |
3,2 | 1,1 | 60 | 20-200 | 20-300 |
3,2 | 1,5 | 90 | 25-250 | 25-350 |
Диаметр электрода: Электроды с большим диаметром позволяют вести сварку на больших токах, электроды с меньшим диаметром обеспечивают более легкий поджиг и стабильное горение дуги. Тем не менее, применение электродов малого диаметра на больших токах может вызвать вырыв материала электрода и попадание в сварочную ванну, что приведет к недопустимым дефектам (вольфрамовые включения).
Диаметр притупления: Большой диаметр притупления продляет ресурс электрода, но затрудняет поджиг. Малый диаметр притупления или его отсутствие обеспечивает легкий поджиг дуги, но может привести к скалыванию кончика электрода и попаданию в сварочную ванну (недопустимые вольфрамовые включения). Также, малый диаметр притупления может привести к нестабильному горению дуги и снижению ресурса электрода.
Угол заточки: Различные углы заточки обеспечивают различные формы сварочной дуги и, как следствие, различное проплавление.

Малые углы заточки дают следующие преимущества:
- Широкая дуга
- Стабильное горение
- Малая глубина проплавления
Большие углы заточки дают следующие преимущества:
- Повышенный ресурс электрода
- Большая глубина проплавления
- Концентрированная дуга
- Работа на больших токах без эрозии (разрушения) электрода
ВАЖНО!!! Заточку электрода необходимо производить в плоскости диска против направления вращения.


Шероховатость поверхности заточки: Оптимальная шероховатость поверхности при заточке электродов — 20RMS (видны продольные линии заточки). Полировка электродов до 6-8RMS (зеркальная поверхность) приводит к плохому поджигу. Грубая заточка до 30-40RMS и выше приводит к нестабильной дуге.
Кто чем затачивает вольфрам — Aргонодуговая сварка — TIG
Попробовал заточить электрод с шуруповертом. В результате электрод рассыпался, или вернее расслоился вдоль.
Расслоился он у Вас, то того что вы его наверно не аккуратно отломили, после макания.
ingener40 пишет: «Вот, и я обратил внимание, как затачивать в шуруповерте и при этом получать продольные риски?»
Я вот точу с применением шуруповёрта. УШМ крутит диск, примерно 80 метров в секунду, шуруповёрт при малом нажиме крутит примерно 2 оборота в секунду. То есть примерно 1 см в секунду.
При таком раскладе, получить поперечные риски — надо постараться.
Не айс конечно, но для большенства работ хватает. Хотя для мелочёвки затачиваю отдельно и тщательно , когда токи меньше 20 ампер.
ПыСы. Вопрос знатокам: Чем болеют электроды? 😉
ПыСы2. Кстати, храню их в пластиковых прозрачных футлярах от ДВД, стоят как книжки, подписаны с торца — очень удобно для колхоза 😉
Изменено пользователем AbuKamilКак выбрать газ, проволоку и вольфрамовые электроды для tig сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием

Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
Сварочный газ – аргон или смеси?

Выбор электрода для TIG варки

Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.

Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Таблица. Вольфрамовые электроды – состав и свойства
|
Электрод |
Цвет / Состав |
Свойства |
|
WP (зеленый) |
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси. |
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
|
WL-20 (голубой) WL-15 (золотой) |
Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 |
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
|
WZ-8 (белый) |
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 |
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
|
WC (серый) |
Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 |
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
|
WY-20* (темно-синий) |
Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 |
Используются для сварки особо ответственных соединений. |
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.

|
ВИД ТОКА |
Толщина металла, мм |
Диаметр электрода, мм |
|
ПОСТОЯННЫЙ |
0,8 – 1,5 |
1 — 1,6 |
|
2 — 3 |
2 |
|
|
4 — 6 |
3 – 3,2 |
|
|
7 — 10 |
4 |
|
|
ПЕРЕМЕННЫЙ |
2 |
1,6 — 2,4 |
|
3 — 5 |
3 — 3,2 |
|
|
6 — 10 |
4 |
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).

Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Что важно знать о присадочном прудке – состав и диаметр

По химическому составу наиболее часто встречаются такие сочетания:
|
Вид присадочного прутка |
Химический состав свариваемых деталей |
|
Углеродистые ER 70S-6 |
Углеродистые и низколегированные стали |
|
Алюминиевые ER 4043 |
Алюминий-кремниевые сплавы |
|
Алюминиевые ER 5356 |
Алюминий-магниевые сплавы |
|
Нержавеющие ER 308LSI |
Нержавеющие стали |
|
Нержавеющие ER 316LSI |
Нержавеющие более легированные стали |
Диаметр стоит выбирать, пользуясь следующей таблицей:
|
Диаметр присадочного прутка, мм |
Толщина свариваемого металла, мм |
|
1 мм |
1 – 1,5 мм |
|
1,6 мм |
2-3 мм |
|
2 мм |
4-5 мм |
|
3 мм |
5 и более мм |
После того, как вы разобрались с расходными материалами, вы можете переходить к настройке аппарата и самой горелки, о чем мы обязательно расскажем в следующих материалах. А сейчас советуем ознакомиться с подробным видео по данной теме: