Выбор режима ручной дуговой сварки: основные и дополнительные параметры
Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом.
Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Рассмотрим отдельно каждый из них.
Содержание статьи
- Сварочный ток
- Диаметр электрода
- Режим в зависимости от напряжения дуги
- Скорость сварки при ручной электродуговой сварке
Сварочный ток
Ток обладает определяющими свойствами: родом, полярностью и силой. По роду ток подразделяется на постоянный и переменный. Полярность бывает прямая и обратная.
По роду ток подразделяется на постоянный и переменный. Полярность бывает прямая и обратная.
Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается. С данным минусом можно бороться путем
- ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей
- заземления свариваемых поверхностей
- определить возможные варианты для использования переменного тока
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную – электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии – оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.
Прямую полярность называет еще электрод-отрицательной, обратную – электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии – оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.
Величина силы тока определяется характеристиками конкретного сварочного аппарата. В современных моделях эти показатели указываются в инструкции. Если по каким-то причинам инструкция у вас отсутствует, тогда силу тока можно выбрать в зависимости от диаметра используемого электрода. Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
Толщина
заготовки, мм
0,5
1-2
3
4-5
6-8
9-12
13-15
16
Толщина
электрода, мм
1
1,5-2
3
3-4
4
4-5
5
6-8
Сила тока, А
10-20
30-45
65-100
100-160
120-200
150-200
160-250
200-350
Режим в зависимости от напряжения дуги
Напряжением дуги связано с ее длиной.
Длина дуги – это расстояние от кончика электрода до свариваемого металла. Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм.
Скорость сварки при ручной электродуговой сварке
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин.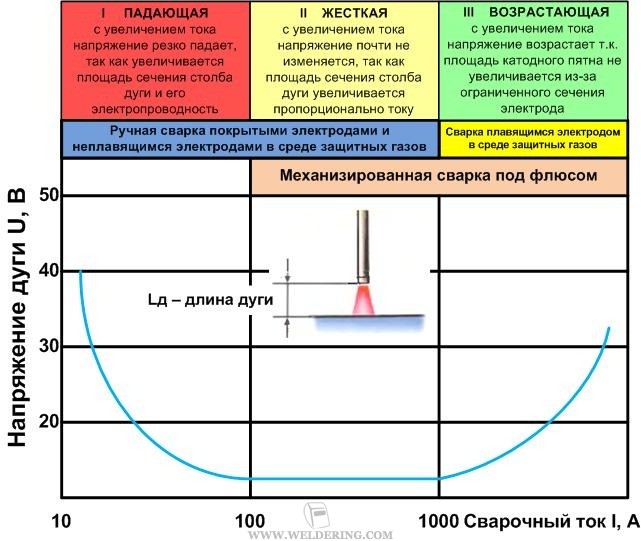
Варианты направления электрода при сварке
Таким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Основные требования к источникам питания
Основные требования к источникам питания
Категория:
Сварка металлов
Основные требования к источникам питания
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.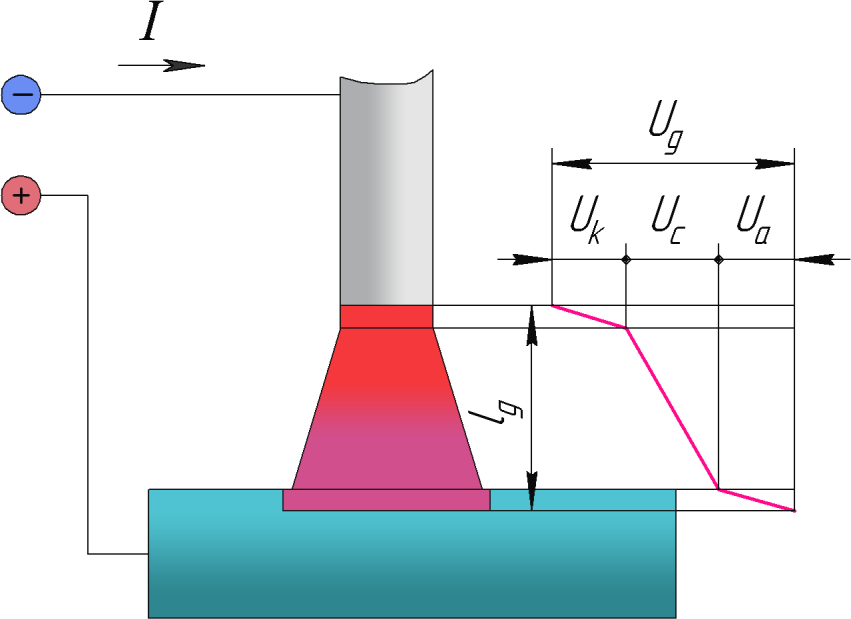
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно (ДЛСД/г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания.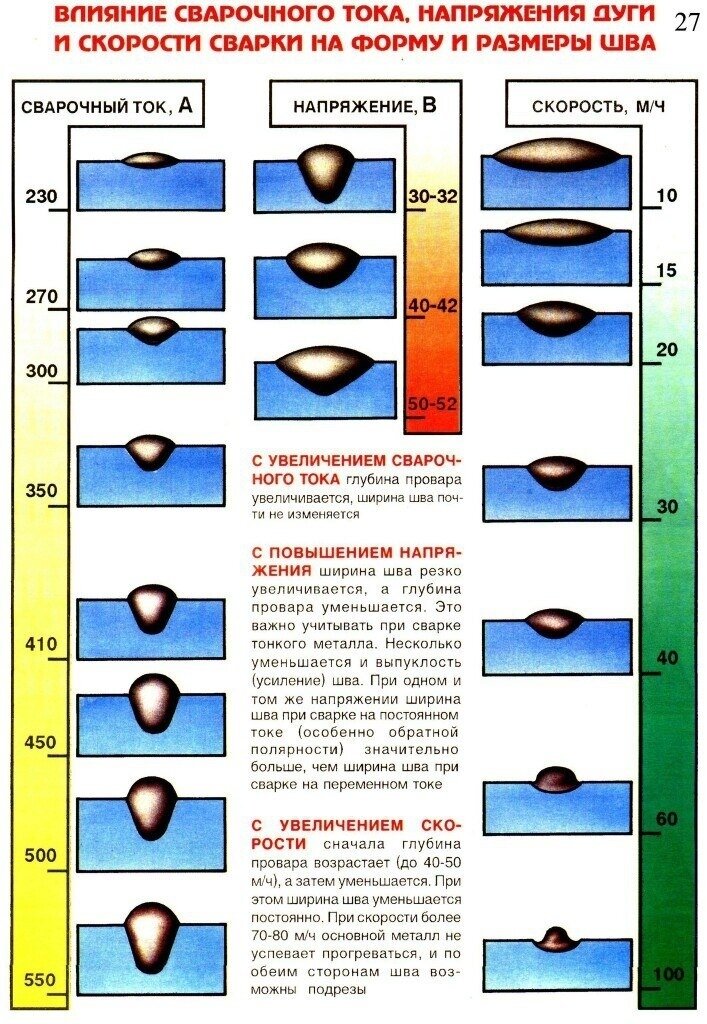 Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.
Реклама:
Читать далее:
Режим работы источника питания
Статьи по теме:
Длина дуги . Сварочные работы. Практическое пособие
После возбуждения дуги электрод нужно выдерживать некоторое время в точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Сварочная ванна сначала будет маленькой, потом станет больше. В таком состоянии ее и надо удерживать. При этом не нужно прямо смотреть на слепящую дугу. Сфокусируйтесь на зоне дальше дымящихся искр, на расплавленной ванне за электродом.
В таком состоянии ее и надо удерживать. При этом не нужно прямо смотреть на слепящую дугу. Сфокусируйтесь на зоне дальше дымящихся искр, на расплавленной ванне за электродом.
Очень важно научиться удерживать постоянную длину дуги, т. е. зазор между концом электрода и основным металлом, во время продвижения по шву. Длина дуги значительно влияет на ширину, форму и качество сварного шва и зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. На глубину проплава влияет незначительно.
Нормальной длина дуги считается в пределах 0,5–1,1 диаметра электрода. Показателями оптимальной длины дуги являются резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. При использовании электродов с тонким покрытием короткая дуга обеспечивает наилучшее качество сварки. Но слишком короткая дуга может вызывать прилипание электрода, дуга прерывается, нарушается процесс сварки.
При использовании электродов с тонким покрытием короткая дуга обеспечивает наилучшее качество сварки. Но слишком короткая дуга может вызывать прилипание электрода, дуга прерывается, нарушается процесс сварки.
Длинная дуга горит неустойчиво, с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Чем лучше вы управляете длиной дуги, тем лучше будете варить. Помните, что интенсивная дуга отталкивает ванну и глубоко прогревает металл. При сварке надо следить, чтобы шов был на уровне свариваемой поверхности.
Выбор длины дуги зависит от типа электрода и положения в пространстве изделия при сварке. При использовании электродов с тонким покрытием длина дуги должна быть минимально короткой, не более диаметра электрода. При шлакообразующих или газообразующих электродах длина дуги может быть от 3 до 5 миллиметров.
Напряжение дуги зависит от ее длины и изменяется в пределах 30–60 В. Чем короче дуга, тем меньше напряжение, чем дуга длиннее, тем сильнее напряжение приближается к верхнему порогу.
Выбирая ту или иную длину дуги, приходится учитывать положение свариваемого изделия. Вертикальная и потолочная сварки требуют более короткой дуги, чем при положении изделия, требующем нижней сварки.
Следует учесть, что при изменении длины дуги значительно меняется рабочее напряжение, что влияет на ширину валика. Умение сварщика держать постоянно определенную длину дуги положительно сказывается на равномерности ширины валика и его форме. Нормальную (среднюю) дугу рекомендуется применять при наплавке, сварке в нижнем положении, короткую дугу – при сварке горизонтальных, вертикальных, потолочных швов угловых и стыковых соединений и в других ситуациях, когда требуется проплавление. Длинную дугу применять не рекомендуется.
Минимальную длину дуги можно принять равной половине диаметра электрода, а максимальную – диаметр электрода + 1 миллиметр.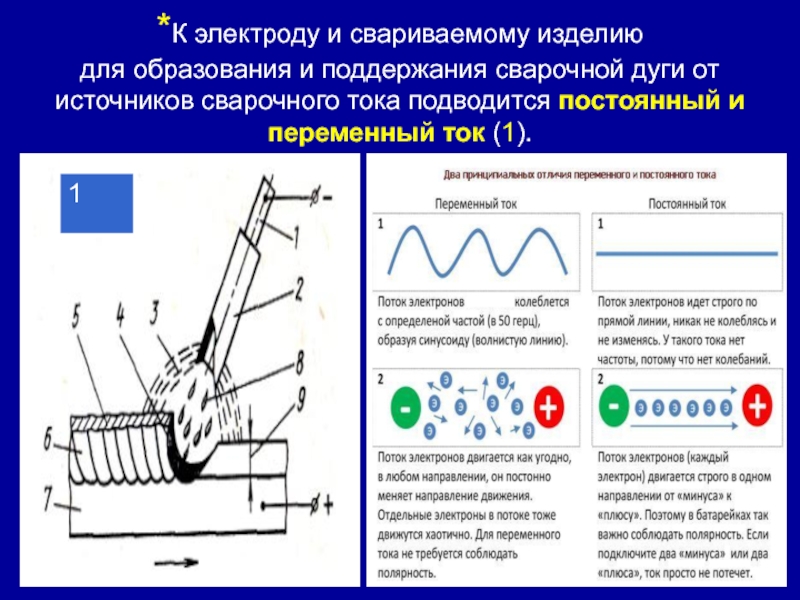
Например, для электрода ? 3 мм длина дуги составляет 1,5–4 мм, для электрода ? 4 мм – 2–5 миллиметров.
Вольт-амперная характеристика дуги (ВАХ)
Статическая вольт-амперная характеристика дуги – показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине. Электрическая дуга, как элемент цепи тока, обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками (см. рис.).;Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Статическая ВАХ имеет три области
- Первая область (I) характеризуется резким падением напряжения U на дуге с увеличением тока сварки I. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
- Во второй области (II) характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока.
 При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными. - В третьей области (III) с увеличением сварочного тока возрастает напряжение на дуге U. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
 При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической, так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги и источника питания.
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой – при полуавтоматической сварке, с жесткой и возрастающей – при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
В представленных на сайте сварочных агрегатах Shindaiwa предусмотрена возможность переключения типа ВАХ – СС (крутопадающая) и CV (жесткая). За счет этого агрегаты могут использоваться для многих видов сварочных работ (DGW500DM DGW400DMK DGW310MC).
Дата публикации: 01 01 1970 г. ✎
Дата последнего изменения: 01 01 1970 г.
Длина и напряжение дуги зависимость между ними. Вольт-амперная характеристика дуги (ВАХ). Сварка металла малой толщины
Физические основы сварки материалов
Сварка – это процесс соединения различных твердых материалов при высокой температуре. Сущность его заключается в возникновении атомно-молекулярных связей между структурносоставляющими компонентами соединяющихся изделий.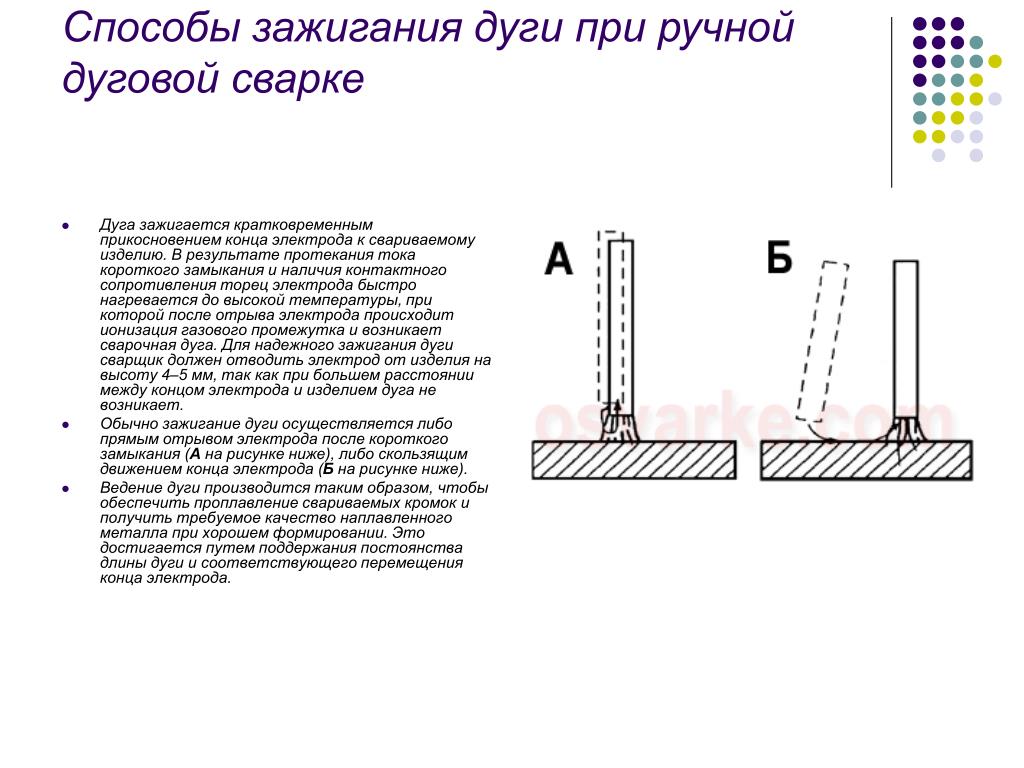 Он был разработан для объединения металлических поверхностей различных деталей. Поэтому его суть и механизм будут рассмотрены на металлических материалах.
Он был разработан для объединения металлических поверхностей различных деталей. Поэтому его суть и механизм будут рассмотрены на металлических материалах.
Как правило, сварочные материалы выбираются так, чтобы они соответствовали основному материалу. Однако иногда по металлургическим соображениям, что добавление некоторых легирующих элементов несколько отличается от основного материала. Поскольку содержание углерода в корпусе, которое, по возможности, остается очень низким по соображениям безопасности трещин. В таких случаях говорят об искусственных сварочных материалах. Но есть также случаи, когда требуются посторонние добавки. Диаметр сварочного наполнителя должен соответствовать задаче сварки.
Процесс можно проводить двумя способами: плавлением и давлением.
Первый заключается в том, что температуру в области соединения металлических поверхностей доводят до соответствующих точек плавления и каждая из них расплавляется. Затем оба жидких металла сливаются вместе, образуя общую сварочную ванну, которая при охлаждении кристаллизуется с формированием твердой прослойки, называемой сварным швом.
Это зависит от толщины материала и, следовательно, от диаметра вольфрамового электрода. Также экранирующие газы секции. Эмпирическое правило говорит, что для аргона в качестве защитного газа и наиболее часто используемых диаметров вольфрамового электрода от 1 до 4 мм в минуту следует добавлять 5-10 литров инертного газа. Измерение расхода может осуществляться косвенно с помощью манометров, которые измеряют давление, пропорциональное расходу, перед встроенной трубкой Пито.
Очистка поверхности заготовки
Точнее, измерительные приборы, которые непосредственно измеряют поток защитного газа, поступающий в горелку с помощью стеклянных трубок и поплавков. Для хорошего результата сварки важно тщательно очистить боковые поверхности и поверхность заготовки в области сварки перед началом сварки. Поверхности должны быть металлически яркими и не содержать смазки, грязи, ржавчины и краски. По возможности следует удалить даже масштабные слои. Во многих случаях чистки будет достаточно. В тех случаях, когда этого недостаточно, поверхность должна обрабатываться путем шлифования или механической обработки.
В тех случаях, когда этого недостаточно, поверхность должна обрабатываться путем шлифования или механической обработки.
Во втором при большом давлении у металла возникает повышенная пластическая деформация и он начинает течь, подобно жидкости. Далее все происходит как и в предыдущем случае.
Каждый из приведенных методов в свою очередь классифицируется по принципу его осуществления.
К сварке плавлением следует отнести и пайку, отличающуюся тем, что расплавляется лишь присадочный материал, а основной свариваемый металл остается нерасплавленным, в то время как при сварке частично расплавляется и основной металл.
Для коррозионно-стойких материалов могут использоваться только щетки из нержавеющей стали, поскольку в противном случае может возникнуть посторонняя ржавчина из-за частиц железа, которые были введены в поверхность. Для алюминия особенно важно по причинам образования пор, что на поверхности не осталось более толстых оксидных оболочек. Для очистки и обезжиривания используйте подходящие растворители. Осторожно: использование хлорированных растворителей может привести к образованию токсичных паров.
Осторожно: использование хлорированных растворителей может привести к образованию токсичных паров.
Дуга никогда не должна зажигаться снаружи сустава на основном материале, но всегда так, чтобы зажигание плавилось сразу же после сварки. В начале процесса сварки сильно нагретый базовый материал в точке воспламенения очень быстро охлаждается из-за теплоотвода задних холодных масс. Следствием этого быстрого охлаждения может быть упрочнение, возможно, уже связанное с трещинами и порами. Быстрое охлаждение можно избежать, если зажигание происходит непосредственно в начале сварного шва, и любые возникающие в результате разрывы немедленно снова расплавляются.
Доминирующее положение в производстве металлических конструкций последние 70 лет занимает дуговая сварка. Ею проводится более 60 % всего объема сварочных работ. Пока нет другого метода, способного конкурировать с дуговой сваркой по своей простоте и универсальности.
В 1881 году Н. Н. Бенардос открыл дуговую сварку. В 1888 – 1890 гг. русский инженер Н. Г. Славянов разработал и запатентовал дуговую сварку металлическим электродом, являющимся одновременно и присадочным материалом. В 1907 г. — шведский инженер О. Къельберг применил металлические электроды с покрытием, которое позволило повысить качество сварных соединений.
В 1888 – 1890 гг. русский инженер Н. Г. Славянов разработал и запатентовал дуговую сварку металлическим электродом, являющимся одновременно и присадочным материалом. В 1907 г. — шведский инженер О. Къельберг применил металлические электроды с покрытием, которое позволило повысить качество сварных соединений.
Контактное зажигание должно быть абсолютным исключением, если старый старый сварочный аппарат не имеет пускового средства. В этом случае зажигание на медной пластине, вставленной в соединение вблизи начала сварки. Оттуда дуга затем тянется к намеченному началу шва и начинается сварка. При непосредственном контакте с основным материалом вольфрам может попасть в металл сварного шва, который не расплавляется из-за высокой температуры плавления, а затем становится видимым в трансмиссионной пленке из-за большего поглощения рентгеновских лучей вольфрамом в качестве яркого пятна.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
По способу влияния на металл в процессе сварки дуга бывает косвенного (независимого) и прямого (зависимого) действия. В первом случае основной металл не включен в сварочную цепь и нагревается преимущественно за счет теплопередачи от газов дуги и ее излучения. Данный способ в настоящее время в промышленности не применяют.
Как правило, сварочные материалы выбираются так же, как и основной материал. Иногда по металлургическим соображениям, что добавление некоторых легирующих элементов несколько отличается от основного материала. Как содержание углерода в корпусе, который по возможности остается очень низким по причине сопротивления раздиру.
На трубке, но несколько позиций суммируются внизу. Данные сварки должны быть согласованы с положением, как и при других процессах сварки. В верхней части приложение имеет самые экономические ограничения. Скорость осаждения процесса не очень велика. При выборе параметров сварки следует помнить, что на сварочном аппарате установлен только ток, напряжение дуги зависит от длины дуги, которой соответствует сварочный аппарат. Верно, что напряжение увеличивается с увеличением длины дуги. В качестве ориентира для достаточной силы тока сквозной сварки применяется при сварке стали с постоянным током с толщиной стенки 45 ампер на мм.
Верно, что напряжение увеличивается с увеличением длины дуги. В качестве ориентира для достаточной силы тока сквозной сварки применяется при сварке стали с постоянным током с толщиной стенки 45 ампер на мм.
Классификация способов сварки
При сварке дугой прямого действия металл относится к элементам сварочной цепи и выполняет роль одного из электродов. Он разогревается главным образом за счет бомбардировки его поверхности электрически заряженными частицами. Удельная мощность нагрева поверхности металла при этом в области электродного пятна весьма высока и составляет от 10 3 до 10 5 Вт/см 2 .
При сварке импульсным током ток и напряжение постоянно изменяются между низким базовым значением и более высоким значением импульса в ритме частоты импульсов. Под воздействием высокого импульсного тока образуется проникновение в основной материал и формируется точечно-расплавленная ванна. Это начинает затвердевать под воздействием следующего нижнего фонового тока, начиная с края, до тех пор, пока следующий импульс тока не расплавится и не увеличит его снова.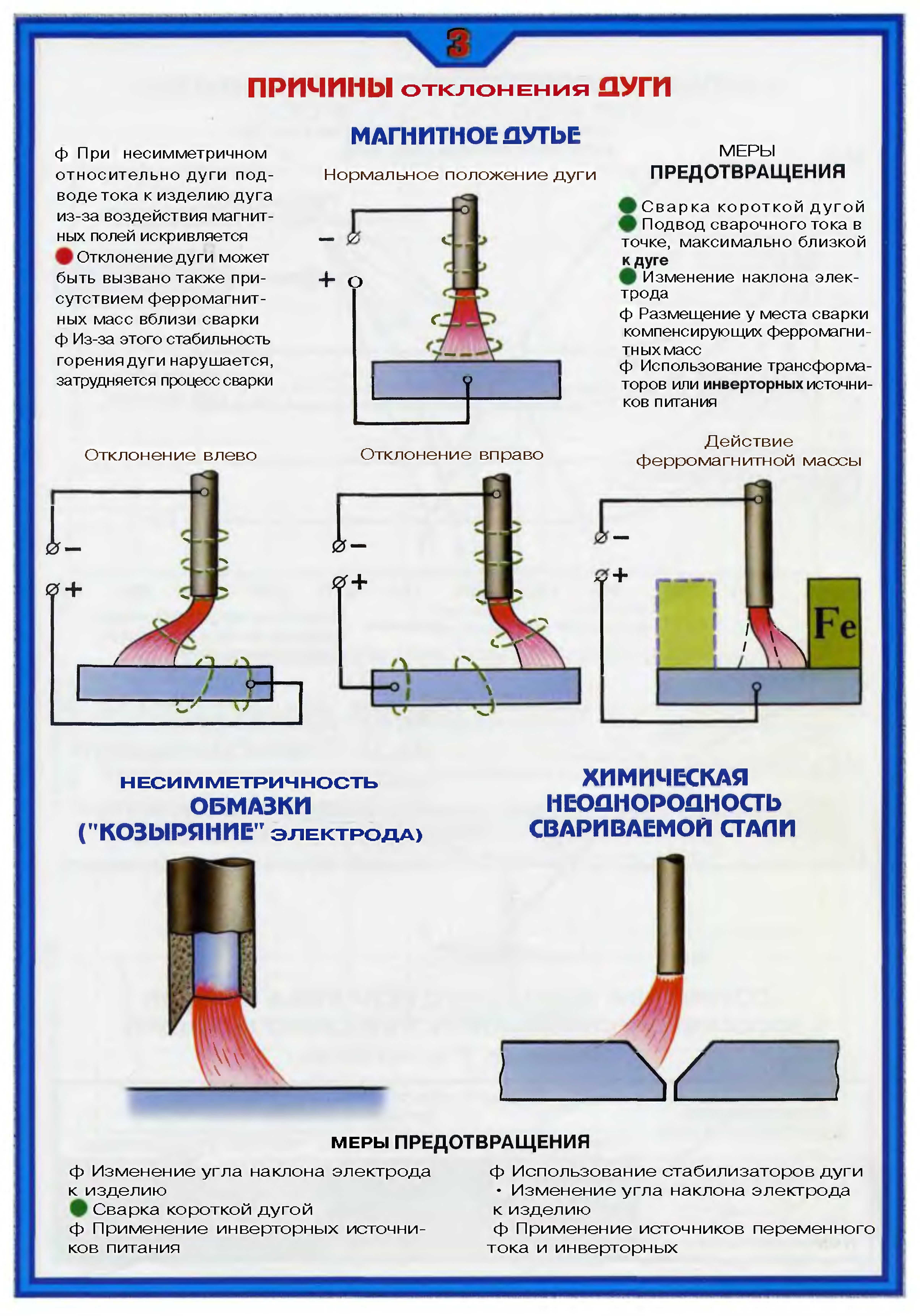 Размер ванны расплава в среднем меньше, чем при сварке с однородным током, так что его можно лучше контролировать в условиях затруднений.
Размер ванны расплава в среднем меньше, чем при сварке с однородным током, так что его можно лучше контролировать в условиях затруднений.
Сварку осуществляют плавящимися и неплавящимися электродами. Первый называется сваркой по способу Н. Г. Славянова, а второй — по методу Н. Н. Бенардоса.
Плавящиеся электроды делаются из стали, алюминия и некоторых других металлов. Они еще выполняют роль присадочного материала, из которого в значительной степени состоит сварной металлический шов. Угольные (графитовые) или вольфрамовые электроды являются неплавящимися и не принимают участия в образовании шва. В этом случае присадочный материал вводится дополнительно сбоку в виде проволоки или прутка.
Тем не менее, обеспечивается достаточное проникновение. Однако только что описанный эффект возникает только при наличии достаточной разности температур в ванне расплава между землей и импульсной фазой. Это дается только на частотах импульсов ниже примерно 5 Гц. В качестве недостатка можно отметить, что скорость сварки часто приходится сокращать при импульсной сварке. Кроме того, сварщик воспринимает импульсы в низкочастотном диапазоне как раздражающее мерцание дуги.
Кроме того, сварщик воспринимает импульсы в низкочастотном диапазоне как раздражающее мерцание дуги.
Кроме того, в случае возникновения колебаний выступов, например, в труднодоступных углах или колебаний на дорожке во время роботизированной сварки, недавно разработанный стабилизатор проникновения поддерживает постоянное проникновение путем адаптации подачи проволоки.
Для питания дуги может быть применен постоянный или переменный, одно- или многофазный токи, низкой или высокой частоты; возможно использование усложненных комбинированных схем.
При сварке используется следующий режим: U д = 10 — 50 В; = 1 – 3000 А; Р д = 0,01 – 150 кВт, где I д – сила тока, U д – напряжение и Р д – мощность дуги.
Зажигание дуги выполняют кратковременным коротким замыканием электрода на изделие. Ток короткого замыкания (КЗ) практически мгновенно расплавляет металл в точке контакта, в результате чего образуется жидкая перемычка. При отводе электрода она растягивается, металл перегревается и его температура достигает точки кипения; пары металла и газы под действием термо- и автоэлектронной эмиссии ионизируются — возбуждается дуга.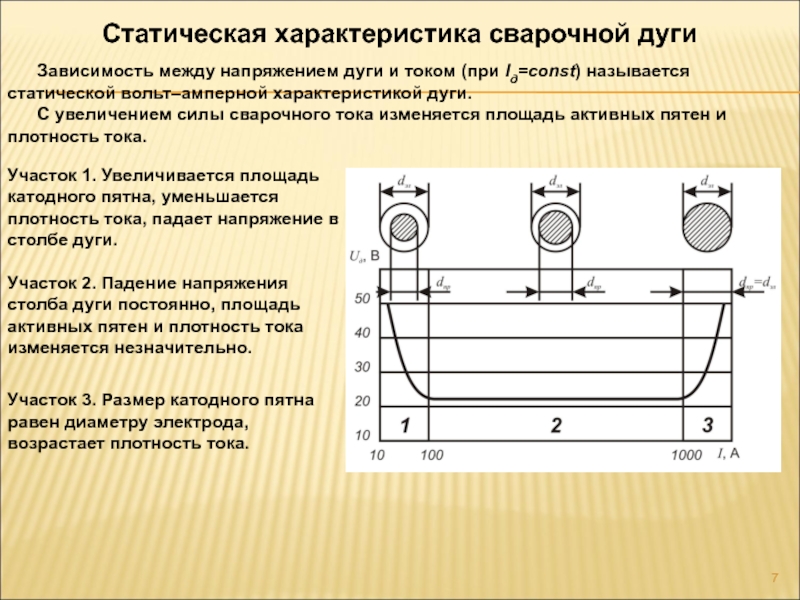 При сварке неплавящимся электродом дугу возбуждают бесконтрольным способом, ионизируя высокочастотными импульсами.
При сварке неплавящимся электродом дугу возбуждают бесконтрольным способом, ионизируя высокочастотными импульсами.
Длины дуги и, следовательно, также проникновение может поддерживаться на одном уровне на большой площади, что значительно облегчает обработку. Через окно пользователь может впоследствии настроить и ограничить до 10 метров значение максимальной подачи проволоки. Кроме того, с активированным стабилизатором гарантируется соблюдение инструкций по сварке и соответствующих им спецификаций.
Новая встроенная функция стабилизатора дуги столь же полезна, как и стабилизатор проникновения, как для ручной, так и для автоматической сварки. Таким образом, пользователь может привести к тому, что длины дуги будут напрямую влиять на сварочное напряжение, достигая короткой дуги, которая в случае коротких замыканий обеспечивает безопасный переход капель и устойчивость к помехам.
Основаниями дуги являются резко очерченные, ярко светящиеся пятна на поверхности электродов. Через них проходит весь ток, плотность которого может достигать нескольких сот ампер на 1 мм 2 . В дуге постоянного тока различают катодное и анодное пятна. Электропроводный газовый канал между пятнами представляет собой плазму — смесь нейтральных атомов, электронов и ионов из атмосферы, окружающей дугу, и из веществ, входящих в состав электродов и флюсов. Он имеет форму усеченного конуса и подразделяется на 3 области: катодную протяженностью порядка 10 -3 — 10 -4 мм, анодную — толщиной 10 -2 — 10 -3 мм и столб дуги. Столб дуги — наиболее длинная и высокотемпературная зона. Температура у его оси достигает 6000 — 8000 К. Температура пятен значительно ниже — она обычно близка к точкам кипения материала электродов (для стали — 3013 К). Поэтому в обеих областях очень велик градиент температур (около 3 ×10 6 К/мм), который создает мощный тепловой поток от столба дуги к катодному и анодному пятнам.
Через них проходит весь ток, плотность которого может достигать нескольких сот ампер на 1 мм 2 . В дуге постоянного тока различают катодное и анодное пятна. Электропроводный газовый канал между пятнами представляет собой плазму — смесь нейтральных атомов, электронов и ионов из атмосферы, окружающей дугу, и из веществ, входящих в состав электродов и флюсов. Он имеет форму усеченного конуса и подразделяется на 3 области: катодную протяженностью порядка 10 -3 — 10 -4 мм, анодную — толщиной 10 -2 — 10 -3 мм и столб дуги. Столб дуги — наиболее длинная и высокотемпературная зона. Температура у его оси достигает 6000 — 8000 К. Температура пятен значительно ниже — она обычно близка к точкам кипения материала электродов (для стали — 3013 К). Поэтому в обеих областях очень велик градиент температур (около 3 ×10 6 К/мм), который создает мощный тепловой поток от столба дуги к катодному и анодному пятнам.
Регулирование выполняется быстрее, так что продолжительность короткого замыкания минимизируется, а напряжение уменьшается во времени, одновременно эффективно устраняя сбои и выступы суставов. Пользователь не должен выполнять какой-либо ручной сброс при возникновении внешних инцидентов.
Пользователь не должен выполнять какой-либо ручной сброс при возникновении внешних инцидентов.
Это характеристическая кривая, которая позволяет пользователям немедленно переключаться между импульсной дугой и дугой распыления в ситуациях, когда шаровидная дуга является проблематичной. Теперь энергия заправки регулируется в соответствии с концом температуры провода, так что во время воспламенения конца провода, который все еще горячий, должно быть применено меньшее количество энергии. Кроме того, при уменьшении тока сжигание сгорело.
В столбе дуги падение напряжения невелико; напряженность поля в нем составляет всего 1 — 5 В/мм и почти не зависит от длины. Значительная часть напряжения дуги падает в приэлектродных областях; 4 — 5 В в анодной области и от 2 до 20 В в катодной. Протяженность областей мала, поэтому напряженность поля в них достигает 2×10 5 и 10 3 В/мм, соответственно.
Обе меры улучшают не только баланс энергии, но и экономит расходные материалы. Таким образом, можно более точно контролировать вклад тепла, так что сварщики с меньшим опытом могут создавать идеальные шнуры в любом положении. При ручной дуговой сварке сварочный электрод представляет собой металлический стержень с покрытием. Тепло электрической дуги плавит металлический сердечник стержня, а также основной материал. Одновременно покрытие наполнителя создает газовый колокол и слой шлака, которые действуют как защита от химических реакций нагретой поверхности детали с окружающим воздухом.
При ручной дуговой сварке сварочный электрод представляет собой металлический стержень с покрытием. Тепло электрической дуги плавит металлический сердечник стержня, а также основной материал. Одновременно покрытие наполнителя создает газовый колокол и слой шлака, которые действуют как защита от химических реакций нагретой поверхности детали с окружающим воздухом.
Мощность, выделяющаяся в столбе дуги, определяется напряженностью поля, силой тока дуги и длиной столба. Она частично расходуется на нагрев металла, в некоторой степени – рассеивается излучением в пространство. Чем больше заглубление дуги в свариваемый металл, тем меньше потери на излучение столба и выше коэффициент полезного действия дуги (КПД).
Таким образом обеспечивается прочность и долговечность сварного металла. Электрод стержня подключен через сварочный кабель и держатель электрода к полюсу источника тока. Соединение заземления проходит через клемму, подключенную к заготовке, и заземляющий провод к другому полюсу источника тока.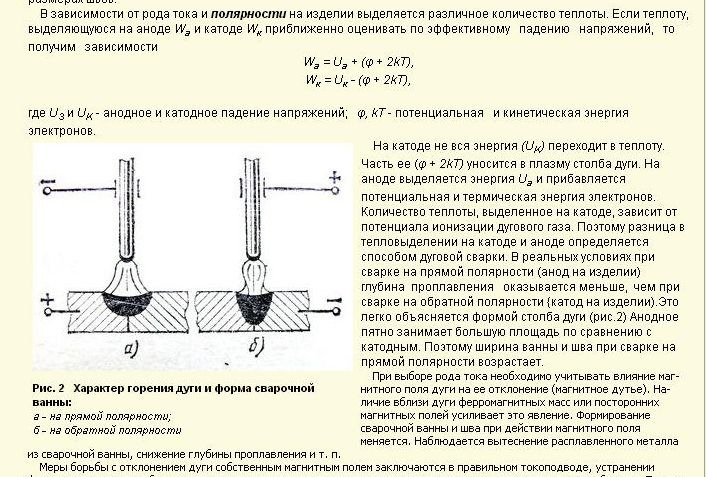 Полюс, который представляет потенциал сварки, зависит от выбранного типа стержневого электрода. Рутиловые электроды используются на отрицательной стороне источника тока, в то время как основные электроды в основном используются с положительным полюсом.
Полюс, который представляет потенциал сварки, зависит от выбранного типа стержневого электрода. Рутиловые электроды используются на отрицательной стороне источника тока, в то время как основные электроды в основном используются с положительным полюсом.
Напряжение дуги, т. е. разность потенциалов между электродами, зависит от длины дуги, силы тока, а также от материалов и размеров электродов и состава плазмы дуги.
Зависимость напряжения дуги от силы тока при постоянной длине дуги называют статической вольт-амперной или просто статической характеристикой дуги. Она нелинейна и состоит из трех участков — падающего I, жесткого II и восходящего III. Для дуги длиной 4 мм с плавящимся стальным электродом диаметром 4 мм граница падающего участка — примерно 40 — 50 А, жесткого — около 350 А.
При определенных условиях рутиловые электроды также подходят для сварки переменным током с помощью простых трансформаторов без выпрямителя тока. Другие характеристики рутиловых электродов включают их легкость сварки, равномерный сварной шов и передачу материала в мелкие капельки. Напротив, базовые электроды, помимо переноса толстых капель, имеют факт включения влаги, что вызывает поры в металле сварного шва, когда он не находится в сухом состоянии. Его преимуществами являются свариваемость в нескольких положениях и хорошие механические свойства сварки.
Напротив, базовые электроды, помимо переноса толстых капель, имеют факт включения влаги, что вызывает поры в металле сварного шва, когда он не находится в сухом состоянии. Его преимуществами являются свариваемость в нескольких положениях и хорошие механические свойства сварки.
Статическая характеристика сварочной дуги:
При малых токах (участок I на рис. 13.4,а) тепловые потоки из приэлектродных областей к электродным пятнам недостаточны для разогрева последних до точек кипения материала электродов. Поэтому перепад температур между столбом дуги и электродными пятнами очень большой, а значит, велико и падение напряжения в приэлектродных областях. При этом значительно и снижение U в столбе, так как он относительно «холодный» и степень ионизации газа мала. Поэтому для горения дуги на малых токах требуется высокое напряжение. С увеличением силы тока растут температуры разогрева электродных пятен и столба дуги, а значит, уменьшается падение U в приэлектродных областях и в столбе дуги. В результате напряжение дуги с ростом силы тока уменьшается и характеристика получается падающей.
В результате напряжение дуги с ростом силы тока уменьшается и характеристика получается падающей.
Другим типом электрода являются целлюлозные электроды. Они также имеют передачу материала небольшими каплями, очень глубокое проникновение в расплав, хорошую механическую прочность и подходят для всех позиций сварки, включая вертикальную нисходящую линию. Недостатком является сложная пайка и значительное образование дыма. Кроме того, эти электроды не подходят для всех типов источников тока.
При использовании источников тока для ручной дуговой сварки необходимо поддерживать постоянный ток, независимо от преобладающей длины электрической дуги. Сварочное напряжение будет меняться в зависимости от длины дуги в этот момент. Современные источники питания могут поддерживать это регулирование даже при экстремальных колебаниях входного напряжения или когда кабели очень длинные. Простейшими источниками являются трансформаторы без выпрямителя с переменным управлением магнитным полем через регулируемый трос трансформатора для получения желаемого сварочного тока.
Изменение силы тока в области средних значений сопровождается пропорциональным модифицированием сечения столба дуги и площадей обоих пятен (диаметр их меньше такового у электрода). Плотность тока в столбе не меняется, и напряжение дуги в целом остается постоянным.
В зоне больших токов катодное пятно перекрывает весь торец электрода, рост силы тока происходит не за счет повышения площади токопроводящего канала, а вследствие роста плотности. Поэтому для увеличения силы тока необходимо поднять напряжение, причем зависимость между ними почти линейная. Чем меньше диаметр электрода, тем ниже сила тока, при которой характеристика дуги становится возрастающей. При постоянной силе тока напряжение дуги практически линейно зависит от ее длины:
Эти источники тока очень экономичны, но не подходят для всех электродов из-за того, что они ограничены переменным током. Другие недостатки включают большой вес и значительные размеры. Ток управляется тиристорами. Это контролируемые инвестиционные элементы в выпрямителе.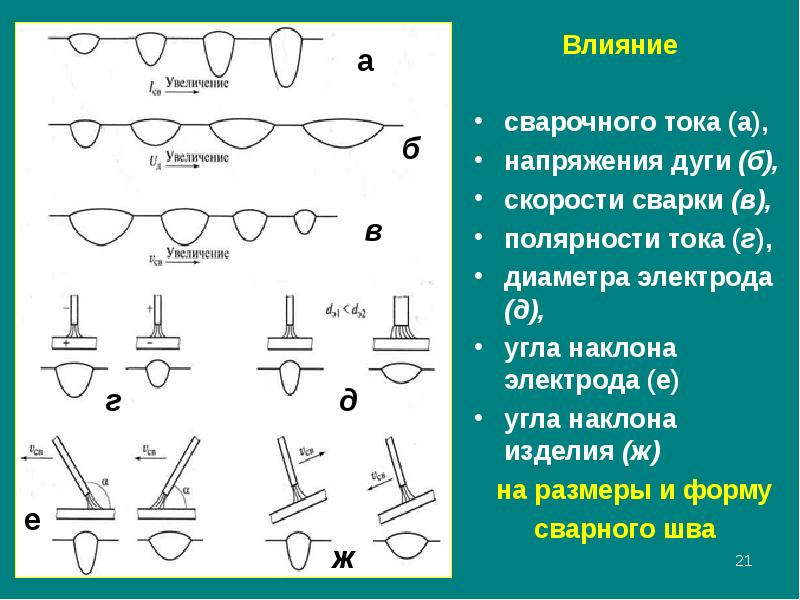 Индукционная катушка ослабляет нежелательные пики тока, тем самым уменьшая тенденцию к образованию брызг сварки. Эти источники тока уже совместимы с постоянным током и просты в управлении. Однако его недостатки по-прежнему являются более высокими требованиями пространства и большого веса, а также медленным процессом управления и восприимчивостью к изменениям напряжения.
Индукционная катушка ослабляет нежелательные пики тока, тем самым уменьшая тенденцию к образованию брызг сварки. Эти источники тока уже совместимы с постоянным током и просты в управлении. Однако его недостатки по-прежнему являются более высокими требованиями пространства и большого веса, а также медленным процессом управления и восприимчивостью к изменениям напряжения.
U д = а + bl ,
где а — сумма падений напряжения в катодной и анодной областях; l — длина дуги; b — напряженность (градиент напряжения) столба дуги. Для стальных электродов а = 8 — 25 В; b = 2,3 — 4,3 В/мм. Поэтому увеличение длины дуги при прочих равных условиях приводит к смещению ее статической характеристики вверх, уменьшение — вниз, так как падение напряжения в столбе дуги меняется пропорционально его длине (рис. 13.4,в).
Сварочная дуга может работать на постоянном и на переменном токе. Переменным током дугу питают от сварочного трансформатора, постоянным — от сварочных выпрямителей и генераторов.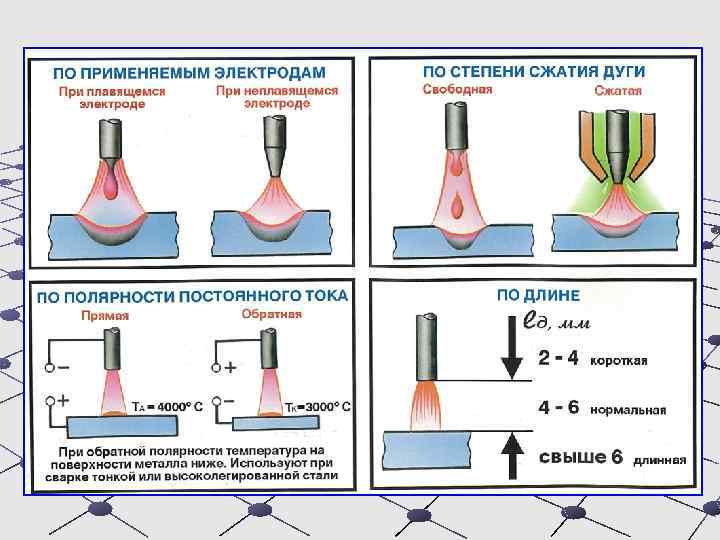 Генераторы в большинстве — коллекторные с приводом от трех фаз асинхронного двигателя или от двигателя внутреннего cгорания. Генератор в комплекте с приводом от асинхронного двигателя называют сварочным преобразователем, а от двигателя внутреннего сгорания – агрегатом. Последние используют, главным образом, для сварки в полевых условиях, где нет электросетей.
Генераторы в большинстве — коллекторные с приводом от трех фаз асинхронного двигателя или от двигателя внутреннего cгорания. Генератор в комплекте с приводом от асинхронного двигателя называют сварочным преобразователем, а от двигателя внутреннего сгорания – агрегатом. Последние используют, главным образом, для сварки в полевых условиях, где нет электросетей.
Большинство источников предназначено для питания током одного сварочного поста. Но в цехах с большим числом сварочных постов экономичнее использовать многопостовые источники, питающие несколько постов одновременно.
Постоянный ток имеет определенные технологические преимущества по сравнению с переменным. На нем дуга горит устойчивей. Меняя его полярность можно регулировать соотношение между интенсивностью нагрева электрода и изделия. Поэтому долгое время считалось, что высококачественные сварные соединения можно получать только на постоянном токе. Однако современные электроды позволяют на большинстве материалов получать качественные швы и на переменном токе. Использование переменного тока для питания дуги имеет ряд преимуществ. Главное из них — экономичность. КПД сварочного трансформатора составляет около 0,9; выпрямителя — примерно 0,7; а преобразователя с коллекторным генератором — приблизительно 0,45.
Использование переменного тока для питания дуги имеет ряд преимуществ. Главное из них — экономичность. КПД сварочного трансформатора составляет около 0,9; выпрямителя — примерно 0,7; а преобразователя с коллекторным генератором — приблизительно 0,45.
Таким образом, сварка переменным током энергетически вдвое выгоднее работы с преобразователем. Кроме того, сварочный трансформатор существенно надежнее, проще в эксплуатации и легче, чем источники питания постоянного тока. Поэтому большую часть объема дуговой сварки выполняют переменным током.
Внешней вольт-амперной или просто внешней характеристикой источника питания дуги называют зависимость между током и напряжением на его выходе при установившемся режиме. Она может быть круто- и пологопадающей, жесткой и восходящей. Для разных процессов сварки нужны источники питания с разнообразными внешними характеристиками.
Внешние характеристики источников питания:
1, 2 — круто- и пологопадающая; 3 — жесткая; 4 — возрастающая
Для ручной дуговой сварки как плавящимся, так и неплавящимся электродом необходимы источники питания только с крутопадающими характеристиками. Типичным для ручной сварки является колебание длины дуги. Поэтому, чтобы размеры сварочной ванны и сечение шва были постоянными, необходимо обеспечить неизменность тока при изменениях длины дуги. Это и достигается использованием источника питания с крутопадающей характеристикой.
Типичным для ручной сварки является колебание длины дуги. Поэтому, чтобы размеры сварочной ванны и сечение шва были постоянными, необходимо обеспечить неизменность тока при изменениях длины дуги. Это и достигается использованием источника питания с крутопадающей характеристикой.
Когда горит дуга, ток и напряжение на выходе источника питания равны аналогичным параметрам дуги. Режим горения дуги определяется точкой пересечения соответствующих внешней и статической характеристик. На рис. 13.6,а таких пунктов два, но дуга будет гореть устойчиво только на установившемся режиме, соответствующем точке Б. Объясняется это следующим. Если по какой-либо случайной причине ток дуги снизится, то напряжение источника станет больше U д и вызовет нарастание I в цепи, т. е. возврат к пункту Б. Если же ток дуги возрастет, то ее напряжение окажется больше такового у источника питания, что опять приведет в точку Б.
Таким образом, соответствующее этому пункту равновесие в системе дуга — источник является самоустанавливающимся.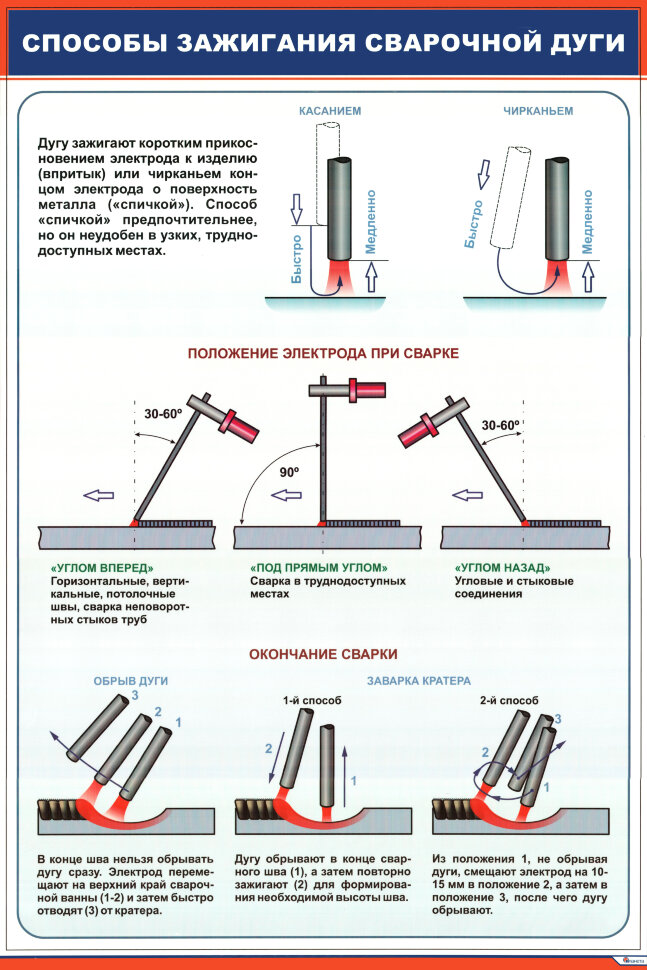 Аналогичные рассуждения показывают, что малейшее отклонение режима дуги от точки А развиваются либо до обрыва дуги, либо до перехода в пункт Б.
Аналогичные рассуждения показывают, что малейшее отклонение режима дуги от точки А развиваются либо до обрыва дуги, либо до перехода в пункт Б.
Внешняя характеристика источника питания (а, с)
и статическая характеристика дуги при ручной дуговой сварке (b)
Таким образом, для устойчивого горения дуги необходимо, чтобы крутизна падения внешней характеристики источника была больше крутизны падения статической характеристики дуги в точке их пересечения Следовательно, когда работают на режимах, соответствующих падающему участку статической характеристики дуги, внешняя характеристика источника должна быть еще более крутопадающей. При работе на режимах, соответствующих почти горизонтальному участку статической характеристики дуги она будет устойчиво гореть и при крутопадающей, и при пологопадающей характеристике источника. Если режим дуги соответствует восходящему участку статической характеристики, то устойчивость горения дуги обеспечивается при любой характеристике — крутопадающей, пологопадаюшей, жесткой и восходящей. На практике, дополнительные ограничения на вид характеристики накладывает устройство механизма подачи электрода проволоки при механизированной сварке. В зависимости от него используют источники питания с жесткими или пологопадающими характеристиками.
На практике, дополнительные ограничения на вид характеристики накладывает устройство механизма подачи электрода проволоки при механизированной сварке. В зависимости от него используют источники питания с жесткими или пологопадающими характеристиками.
При изменениях длины дуги, ее статическая характеристика смещается вверх или вниз и соответственно сдвигается и точка пересечения статической характеристики дуги с внешней характеристикой источника, т. е. режим по току. Но величина изменения тока дуги при ручной сварке не превосходит нескольких процентов, так как характеристика источника питания крутопадающая.
Основные понятия
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
Электрон — это частица весьма малой массы, несущая элементарный (наименьший, неделимый) электрический заряд отрицательного знака. Масса электрона равна 9,1 10 -28 г ; элементарный электрический заряд равен 1,6 10 -19 Кл . Ионом называется атом или молекула вещества, имеющая один или несколько элементарных зарядов. Положительные ионы имеют избыточный положительный заряд; они образуются при потере нейтральным атомом или молекулой одного или нескольких электронов из своей наружной (валентной) оболочки (электроны, вращающиеся в валентной оболочке атома, связаны слабее, чем электроны внутренних оболочек, и поэтому легко отрываются от атома при столкновениях или под действием облучения). Отрицательные ионы имеют избыточный отрицательный заряд; они образуются, если атом или молекула присоединяет к своей валентной оболочке лишние электроны.
- Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
 Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью.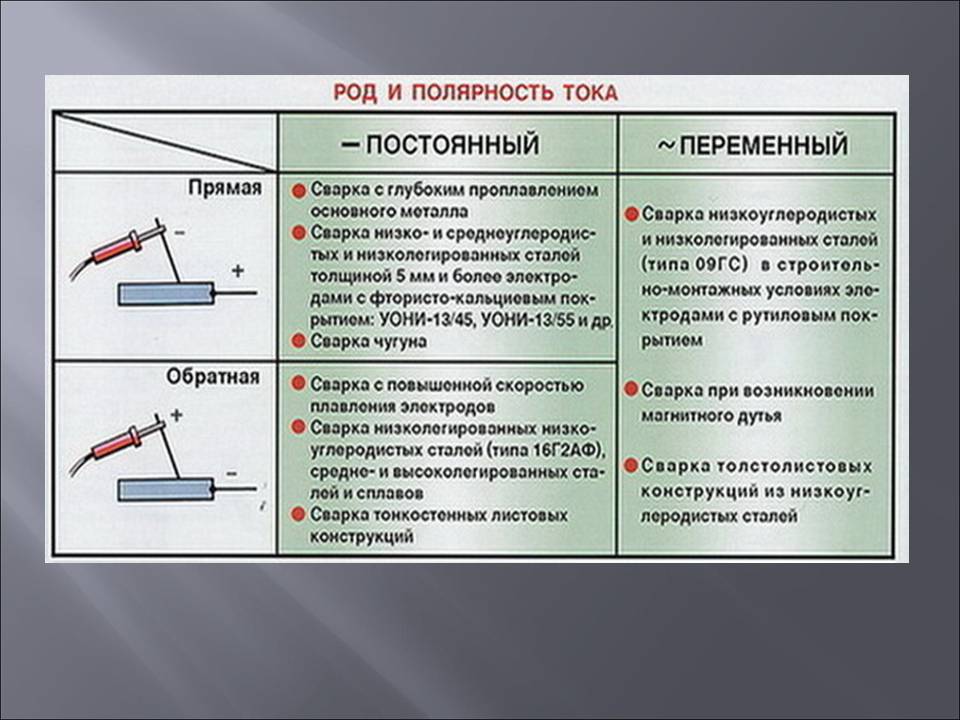 Это объясняется малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электрдам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
Это объясняется малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электрдам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла.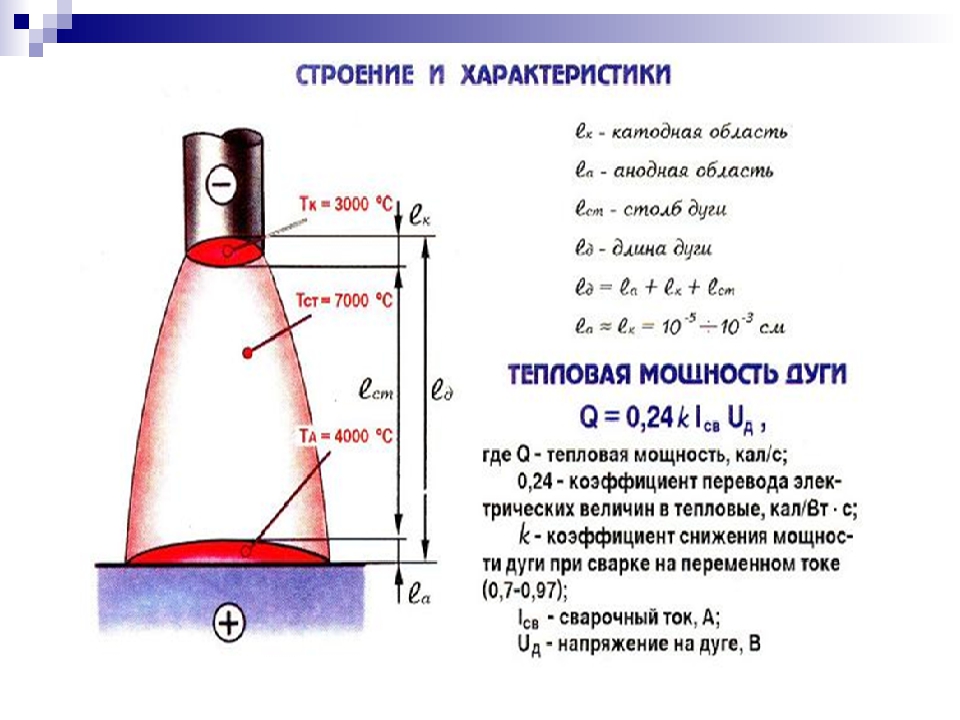 Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
- Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации).
Степень ионизации
При полной ионизации степень ионизации равна единице. На рисунке выше представлен график зависимости степени ионизации от температуры нагрева некоторых веществ. Из графика видно, что при температуре 6000…8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации.
Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации.
- Потенциалом ионизации называется отношение работы выхода электрона из атома вещества к заряду этого электрона:
V = W / е,
где V -потенциал ионизации, В; W — работа выхода электрона, Дж; е — заряд электрона, Кл.
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует выходу электрона, находящегося в наружной оболочке атома и слабее других связанного с ним. Выход следующих электронов, расположенных ближе к ядру и сильнее связанных с ним, требует большей работы. Поэтому вторые и последующие потенциалы ионизации, соответствующие выходам второго и последующих электронов, будут больше. Первые потенциалы V I ионизации некоторых элементов:
| Элементы | K | Na | Ba | Li | Al | Ca | Cr | Mn | C | H | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| V I | 4,32 | 5,12 | 5,19 | 5,37 | 5,96 | 6,08 | 6,74 | 7,40 | 11,22 | 13,53 | 13,56 | 14,50 |
Как видно, наименьшим потенциалом ионизации обладают калий, натрий, барий, литий, алюминий, кальций и др. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Таким образом, электропроводность воздушного промежутка между электродами, а отсюда и устойчивое горение дуги обеспечивается эмиссией катода и объемной ионизацией газов в зоне дуги, благодаря которым в дуге перемещаются мощные потоки заряженных частиц.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемых деталей. Контакт в начальный момент возникает между микровыступами поверхностей электрода и свариваемой детали (рис. 1,а). Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла (рис. 1, б), которая замыкает электрическую цепь на
Рис.1
участке «электрод — свариваемая деталь». При последующем отводе электрода от поверхности детали на 2…4 мм (рис. 1, в) пленка жидкого металла растягивается, а сечение ее уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. При этом интенсивные термо- и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дyгa (рис. 1, г ). Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды.
Эти явления приводят к разрыву пленки и испарению вскипевшего металла. При этом интенсивные термо- и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дyгa (рис. 1, г ). Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды.
В установившейся сварочной дуге (Рис. 7, г ) различают три зоны: катодную 1, анодную 3 и столба дуги 2 . Катодная зона глубиной около 10 -5 см , так называемое катодное пятно, расположена на торце катода (на рис. 1 электрод является катодом,а деталь-анодом). Отсюда вылетает поток свободных электронов, ионизирующих дуговой промежуток. Плотность тока на катодном пятне достигает 60…70 А/мм 2 . К катоду устремляются потоки положительных ионов, которые бомбардируют его и отдают свою энергию, нагревая его до температуры 2500…3000°С .
Анодная зона , называемая анодным пятном, расположена на торце анода. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500…4000°С . Столб дуги , расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000…7000° С в зависимости от плотности сварочного тока.
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.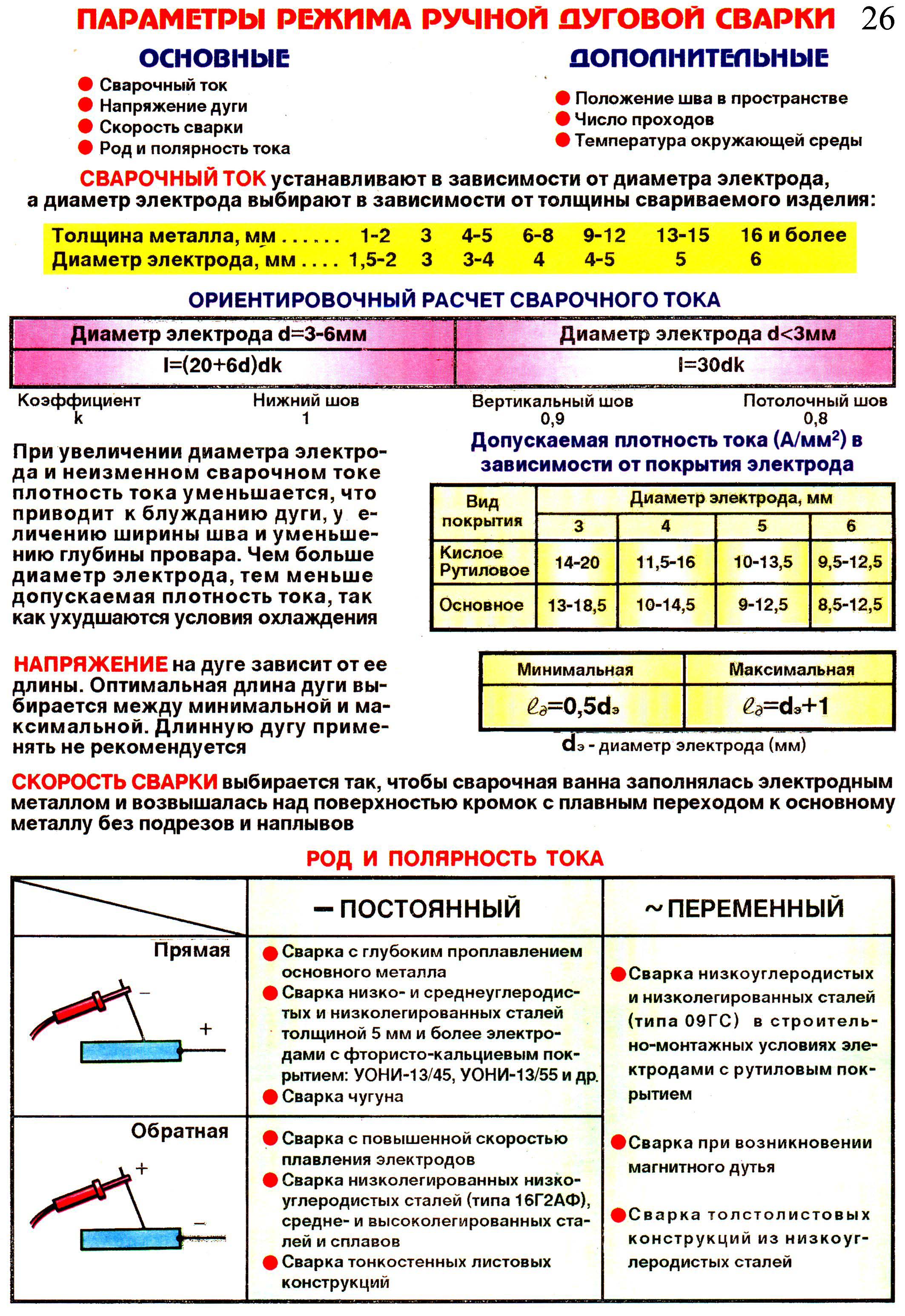
- Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.
Рис.2
Вольт-амперная характеристика дуги (рис. 2, а ) имеет три области: падающую 1 , жесткую 2 и возрастающую 3. В области 1 (до 100 А ) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100…1000 А ) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области 1 горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Дуга области 1 горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (рис. 2, б) представлена в виде кривых а (длина дуги 2 мм ) и б (длина дуги 4 мм ). Кривые в (длина дуги 2 мм ) и г (длина дуги 4 мм ) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2…4 мм , находятся в пределах 40…70 В . Напряжение (В ) для установившейся сварочной дуги может быть определено по формуле
U д = a + b l д
где а — коэффициент, по своей физической сущности представляющий сумму падений напряжений в катодной и анодной зонах, В ; b — коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм ; l д
— длина дуги, мм .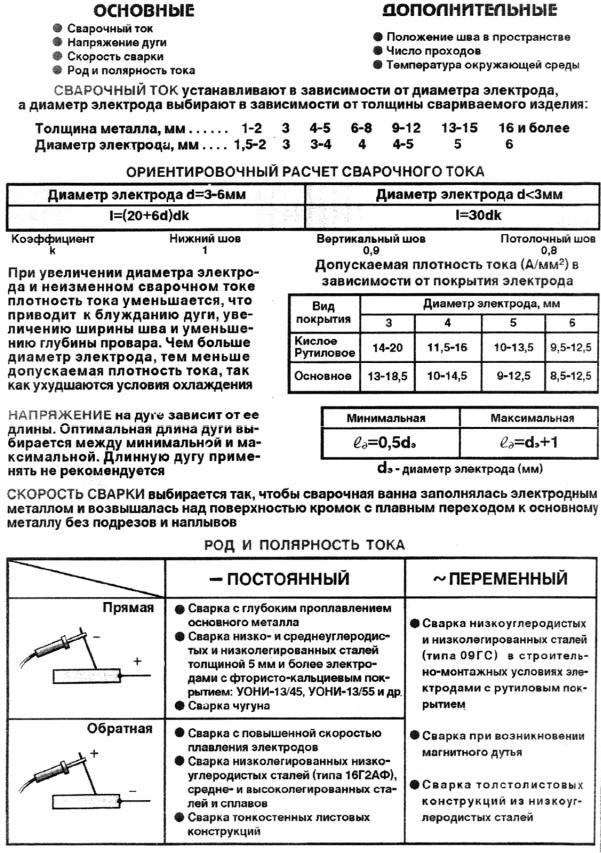
- Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. «Короткой» называют дугу длиной 2…4 мм. Длина «нормальной» дуги — 4…6 мм. Дугу длиной более 6 мм называют «длинной».
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво, металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может отклоняться от своего нормального положения при действии магнитных полей, неравномерно и несимметрично расположенных вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называется магнитным дутьем . Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и становится заметным при сварочных токах более 300 А.
Рис. 3
3
На отклонение дуги влияют места подвода тока к свариваемой детали (рис. 3, а, б, в ) и наклон электрода (рис. 3, г ). Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону эти масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой, подвод сварочного тока в точке, максимально близкой к дуге, наклон электрода в сторону действия магнитного дутья, размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение U д и ток I периодически изменяются от нулевого значения до наибольшего, как показано на рис. 4 (U x x — напряжение зажигания дуги).
Рис.4
При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале малого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале малого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Важное значение имеет сдвиг фаз между напряжением и током: необходимo, чтобы при переходе тока через нулевое значение напряжение было достаточным для возбуждения дуги.
Тепловые свойства сварочной дуги
Рис.5
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж ) , выделяемое дугой на катоде Q K , аноде Q a и а столбе дуги Q 0 , определяется по формуле:
Q = I U д t ,
где I — сварочный ток, A ; U д — напряжение дуги, В ; t — время горения дуги, с .
При питании дуги постоянным током (рис. 11) наибольшее количество теплоты выделяется в зоне анода. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке угольным электродом температура в катодной зоне достигает 3200° С , в анодной — 3900°С , а в столбе дуги среднее значение температуры составляет 6000° С . При сварке металлическим электродом температура катодной зоны составляет около 2400° С , а анодной зоны — 2600° С .
При сварке металлическим электродом температура катодной зоны составляет около 2400° С , а анодной зоны — 2600° С .
Разная температура катодной и анодной зон и разное количество теплоты, выделяющейся в этих зонах, используются при решении технологических задач. При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) — к электроду. При сварке тонкостенных изделий,тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.), применяют сварку постоянным током обратной полярности. В этом случае катод подсоединяют к свариваемой детали, а анод — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока определяют с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
Полярность клемм источника постоянного тока определяют с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятна с частотой, равной частоте тока.
Практика показывает, что в среднем при ручной сварке только 60…70% теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется эффективной тепловой мощностью дуги Q э (Дж ). Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия η нагрева металла дугой:
Q э = I U д η .
Величина η зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом η составляет 0,5…0,6 , а при качественных электродах — 0,7…0,85 . При аргонодуговой сварке потери теплоты значительны (η = 0,5…0,6 ). Наиболее полно используется теплота при сварке под флюсом (η = 0,85…0,93 ).
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги , т. е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м . Погонная энергия Q п равна отношению эффективной тепловой мощности Q э к скорости сварки v :
Q п = Q э / v = I U д η/ v .
Потери теплоты при ручной дуговой сварке составляют примерно 25% , из которых 20% уходят в окружающую среду через излучение и конвекцию паров и газов, а 5% — на угар и разбрызгивание свариваемого металла. При автоматической сварке под флюсом потери составляют только 17% , из которых 16% расходуются на плавление флюса и 1 % на угар и разбрызгивание..
При автоматической сварке под флюсом потери составляют только 17% , из которых 16% расходуются на плавление флюса и 1 % на угар и разбрызгивание..
Металл плавящегося электрода переходит (в виде капель различного размера) в сварочную ванну. Схематично перенос металла электрода можно представить в следующем виде. В начальный момент металл на конце электрода подплавляется и образуется слой расплавленного металла (рис. 6, а ). Затем под действием сил поверхностного натяжения и силы тяжести этот слой металла принимает форму капли (рис. 6, б ) с образованием у основания тонкой шейки, которая с течением времени уменьшается. Это приводит к значительному увеличению плотности тока в шейке капли. Удлинение шейки продолжается до момента касания капли поверхности сварочной ванны (рис. 6, в ). В этот момент происходит короткое замыкание сварочной цепи. Резкое возрастание тока приводит к разрыву шейки и в следующее мгновение вновь возникает дуга (рис. 6, г ), но уже между торцом электрода и каплей. Под давлением паров и газов зоны дуги капля с ускорением внедряется в жидкий металл сварочной ванны. При этом часть металла разбрызгивается. Затем процесс каплеобразования повторяется.
6, г ), но уже между торцом электрода и каплей. Под давлением паров и газов зоны дуги капля с ускорением внедряется в жидкий металл сварочной ванны. При этом часть металла разбрызгивается. Затем процесс каплеобразования повторяется.
Рис. 6
Установлено, что время горения дуги короткого замыкания составляет примерно 0,02…0,05 с . Частота и продолжительность короткого замыкания в значительной степени зависит от длины сварочной дуги. Чем меньшедлина дуги, тем больше коротких замыканий и тем они продолжительнее.
Форма и размеры капель металла определяется силой тяжести и силами поверхностного натяжения. При сварке в нижнем положении сила тяжести способствует отрыву капли, а при потолочной сварке препятствует переносу металла электрода в шов. На размеры капель большое влияние оказывают состав и толщина электродного покрытия, а также сварочный ток. Электродное покрытие, как правило, снижает поверхностное натяжение металла почти на 25…30% .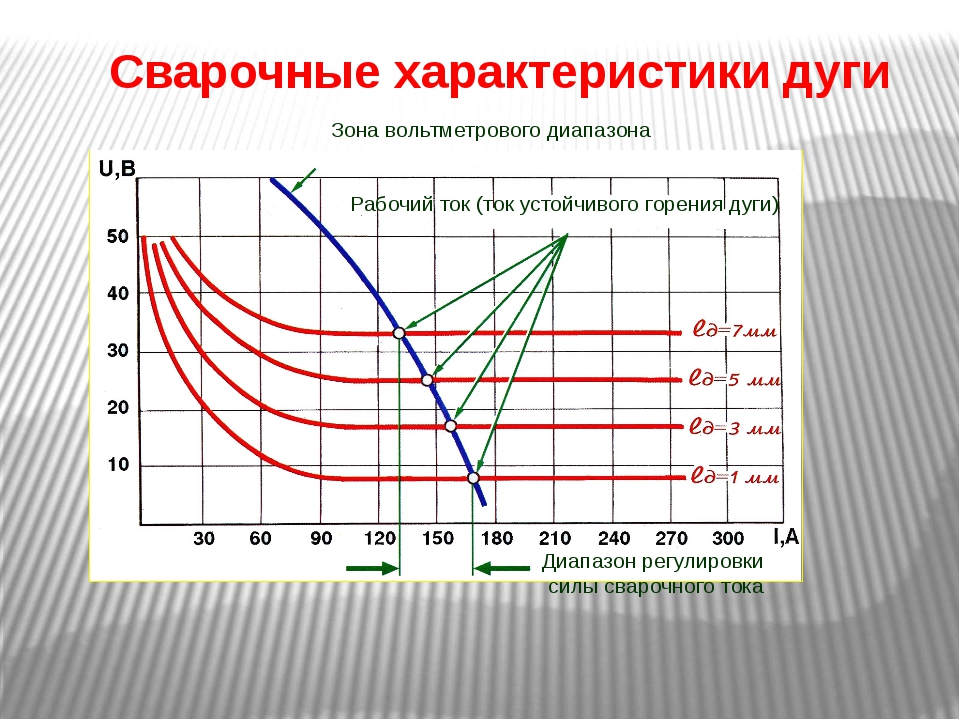 Кроме того, газообразующие компоненты покрытия выделяют большое количество газов и создают в зоне дуги повышенное давление, которое способствует размельчению капель жидкого металла. При повышении сварочного тока размер капель уменьшается. Перенос электродного металла крупными каплями имеет место при сварке на малых токахэлектродами с тонким покрытием. При больших плотностях сварочного тока и при использовании электродов с толстым покрытием перенос металла осуществляется в виде потока маленьких капель (струйный перенос металла ).
Кроме того, газообразующие компоненты покрытия выделяют большое количество газов и создают в зоне дуги повышенное давление, которое способствует размельчению капель жидкого металла. При повышении сварочного тока размер капель уменьшается. Перенос электродного металла крупными каплями имеет место при сварке на малых токахэлектродами с тонким покрытием. При больших плотностях сварочного тока и при использовании электродов с толстым покрытием перенос металла осуществляется в виде потока маленьких капель (струйный перенос металла ).
Рис. 7
На скорость переноса капель металла в дуге действует газовое дутье, представляющее собой поток газов, направленный вдоль дуги в сторону сварочной ванны. При сварке электродом с толстым покрытием стержень 1 электрода (рис. 7) плавится быстрее и торец его оказывается несколько прикрытым «чехольчиком» 3 покрытия 2 . Интенсивное газообразование в небольшом объеме «чехольчика» приводит к явлению газового дутья, ускоряющего переход капель металла в сварочную ванну.
Основным фактором, влияющим на скорость переноса металла в дуге, является электромагнитное поле. Магнитное поле оказывает сжимающее действие и ускоряет образование и сужение шейки капли, а следовательно, и отрыв ее от торца электрода. Электрическое поле, напряженность которого направлена вдоль дуги в сторону сварочной ванны, также ускоряет процесс отрыва капель. При потолочной сварке перенос капель электродного металла в сварной шов обеспечивается в основном действием магнитного и электрического полей, а также явлением газового дутья в дуге.
Капли металла, проходящие черёз дугу, имеют шлаковую оболочку, которая образуется от плавления веществ, входящих в покрытие электрода. Эта оболочка защищает металл капли от окисления и азотирования, обеспечивая хорошее качество металла шва.
Доля электродного металла в составе металла шва различна и зависит от способа и режима сварки, а также от вида сварного шва. При ручной сварке доля электродного металла колеблется в широких пределах (30…80%) , а при автоматической сварке она составляет 30…40% .
Производительность сварки в значительной степени зависит от скорости расплавления электродного металла, которая оценивается коэффициентом расплавления α ρ .
- Коэффициент расплавления численно равен массе электродного металла в граммах, расплавленной в течение одного часа, отнесенной к одному амперу сварочного тока.
Коэффициент расплавления зависит от ряда факторов. При обратной полярности коэффициент расплавления больше, чем при прямой полярности, так как температура анода выше, чем катода. Состав покрытия электрода и его толщина также влияют на коэффициент расплавления. Это объясняется, вопервых, значением эффективного потенциала ионизации газов, а во-вторых, изменением теплового баланса дугового промежутка. Коэффициент расплавления при ручной дуговой сварке составляет 6,5… 14,5 г/(А ч) . Меньшие значения имеют электроды с тонким покрытием, а большие — электроды с толстым покрытием.
- Для оценки скорости сварки пользуются коэффициентом наплавки α н
. Этот коэффициент оценивает массу электродного металла, введенного в сварной шов.
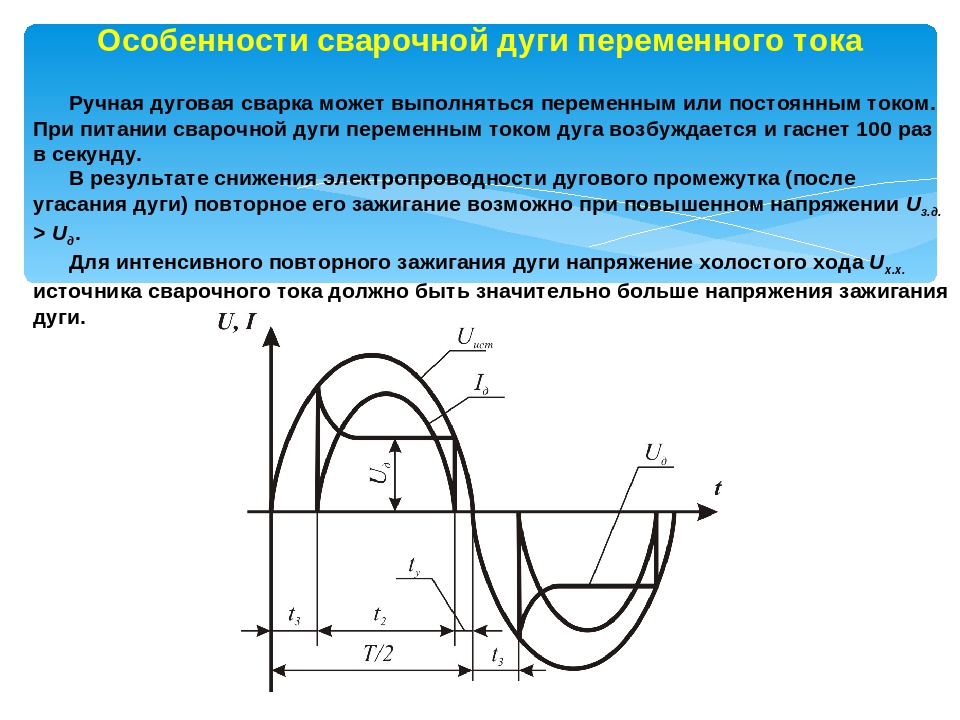 Этот коэффициент оценивает массу электродного металла, введенного в сварной шов.
Этот коэффициент оценивает массу электродного металла, введенного в сварной шов. Коэффициент наплавки меньше коэффициента расплавления на величину потерь электродного металла из-за угара и разбрызгивания. Эти потери при ручной сварке достигают 25…30% , а при автоматической сварке под флюсом составляют только 2…5% от количества расплавленного электродного металла. Знание этих коэффициентов позволяет произвести расчет потребного количества электродного металла для сварки шва установленного сечения и определить скорость сварки шва.
Количество металла (кг ), необходимое для получения сварного шва, g н = LF ρ , где L — длина свариваемого шва, м ; F — площадь поперечного сечения шва, м 2 ; ρ — плотность электродного металла, кг / м 3 .
Выражая это же количество металла (кг ) через коэффициент наплавки, получим g н = 10 -3 а н It , где а н — коэффициент наплавки, г/(А ч) ; I — сварочный ток, A ; t — время горения дуги, ч . Отсюда: время горения дуги (ч ) t = 10 -3 g н /(α н I) ; скорость сварки (м/ч ) v = L / t .
Отсюда: время горения дуги (ч ) t = 10 -3 g н /(α н I) ; скорость сварки (м/ч ) v = L / t .
Зная g н , можно определить необходимое количество электродного металла: g э =g н (1+Ψ) , где Ψ — коэффициент потерь металла на угар и разбрызгивание.
Кроме того, потребное количество электродного металла (кг ) можно определить, зная коэффициент расплавления α ρ :g э =10 -3 α ρ It .
Задавшись диаметром и длиной электрода, по g э вычисляют потребное количество электродов. Диаметр стержня электрода должен соответствовать значению сварочного тока, длина стандартизована.
Исследование стабильности горения сварочной дуги
Цель работы: исследовать влияние ионизирующих компонентов электродных покрытий на устойчивость горения сварочной дуги.
1.1. Основы теории
Сварочной дугой называется мощный устойчивый стационарный электрический разряд в газовой ионизированной среде. Открытие этого явления было сделано в 1802 г. русским ученым В.В. Петровым. В практическом применении данного явления для получения неразъемных соединений важную роль сыграли русские ученые Н.Н. Бенардос и Н.Г. Славянов.
|
При дуговой сварке электрическая энергия преобразуется в тепловую, которая концентрированно вводится в свариваемые заготовки и оплавляет металл в месте их соединения. Схема строения сварочной дуги постоянного тока приведена на рис. 1.1.
1
2
3
4
5
6
Рис.1.1. Принципиальная схема горения электрической дуги:
1-катодное пятно; 2-катодная зона; 3-столб дуги; 4-ионизированная газовая среда; 5-анодная зона; 6-анодное пятно
В процессе горения дуги происходит разогрев и последующее расплавление металла катода и анода (электрода и свариваемой детали). Образуются катодное и анодное пятна. Из катодного пятна происходит эмиссия электронов, являющаяся причиной начальной ионизации среды в междуговом промежутке. Площадь катодного пятна зависит от силы сварочного тока, материала сварочной проволоки и ряда других факторов.
Образуются катодное и анодное пятна. Из катодного пятна происходит эмиссия электронов, являющаяся причиной начальной ионизации среды в междуговом промежутке. Площадь катодного пятна зависит от силы сварочного тока, материала сварочной проволоки и ряда других факторов.
Электроны и другие заряженные частицы, образующиеся в результате процессов ионизации, создают направленные потоки. Возникает электрическая дуга, включающая в себя три зоны: катодную, анодную и столб дуги.
В столбе дуги создается самая высокая температура порядка
7000 oС. Под влиянием электрического поля электроны и ионы в столбе дуги находятся в движении. Электроны как самые подвижные частицы создают основу потока.
Ионы, обладающие положительным зарядом, под действием электрического поля перемещаются к катоду и образуют катодную область. Температура в катодной зоне достигает 3500 oС, а температура катодного пятна 2500 oС.
Электроны и отрицательные ионы перемещаются к аноду; образуется анодная зона, температура которой выше 4500 oС, а анодного пятна примерно 3500 oС.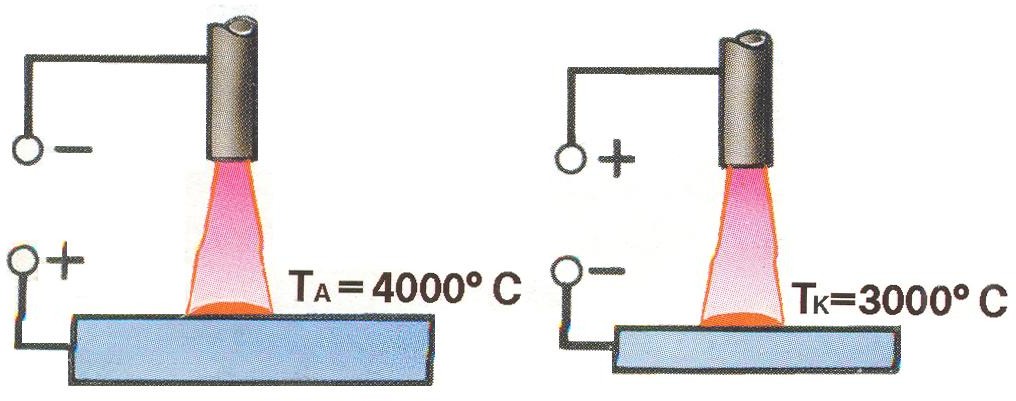 По этой причине анодное пятно больше катодного и при прямой полярности (электрод – минус, деталь – плюс) происходит перегрев детали.
По этой причине анодное пятно больше катодного и при прямой полярности (электрод – минус, деталь – плюс) происходит перегрев детали.
Напряжение электрической дуги Uд
складывается из падения
напряжения в трех ее составных зонах
UД = UКЗ + UСТ + Ua3
, В,
где
UКЗ
UСТ
падение напряжения в катодной зоне, В;
падение напряжения в столбе дуги, В;
Uа3 падение напряжения в анодной зоне, В.
Так как протяженность катодной зоны весьма мала, то напряженность её поля
EКЗ
достигает больших значений; падение напряжения в катодной зоне составляет UКЗ
пряжения в анодной зоне Uа3 = (2-2,5) В.
= (10 — 13) В. Падение наПадение напряжения столба дуги зависит от длины дуги
U СТ
= E CT
• L Д
, В,
где L Д
длина дуги, мм,
ЕСТ
напряженность электрического поля столба дуги, В/мм.
В свою очередь,
EСТ
=
FСТ
Ι ,
• YСТ
где Ι
сила сварочного тока, А;
FCT
γ CT
площадь поперечного сечения столба дуги, мм2;
электропроводность столба дуги, 1/Ом.
Вышеизложенное позволяет сделать вывод, что напряжение дуги зависит от силы сварочного тока и длины дуги L Д
UД = f(Ι,LД ) .
Зависимость между напряжением дуги и током (при L Д = const) называется статической вольтамперной характеристикой дуги (рис. 1.2).
На участке I кривой при малых значениях силы сварочного тока
(до 100 А) активно происходят процессы ионизации; с увеличением
силы тока растет площадь катодного пятна
dКП , увеличивается проводимость. Омическое сопротивление снижается активнее, чем растет ток. Результат – падение напряжения UД . На участке I статическая характеристика будет падающая.
dэл
Uд,B
dкп
I II III
I,A
Рис. 1.2. Статическая вольтамперная характеристика сварочной дуги
При токах от 100 до 1000 А (участок II) изменение степени ионизации, площади столба дуги, проводимости и омического сопротивления пропорционально изменению сварочного тока. Значение UД в этих пределах остается постоянным.
При токе более 1000 А площадь катодного пятна покрывает всю
площадь торца электрода. Площадь столба дуги достигает своего максимального значения, и дальнейшее увеличение силы тока I
приводит к росту напряжения дуги UД
(U = Ι ⋅ R ).
Стабильность горения дуги зависит от концентрации заряженных частиц в дуговом промежутке, которая, в свою очередь, определяется процессами ионизации (образование заряженных частиц). Основными механизмами образования заряженных частиц являются: автоэлектронная и термоэлектронная эмиссии, а также ионизация ударом, термическая ионизация, фотоэмиссия и фотоионизация.
Наряду с процессами ионизации имеют место и обратные процессы – рекомбинации заряженных частиц (образование нейтральных частиц).
В зависимости от соотношения рекомбинационных и ионизационных процессов в дуговом промежутке устанавливается текущая концентрация заряженных частиц.
Таблица 1.1
Потенциалы ионизации различных элементов
Элементы | K | Na | Mg | Ca | Fe | Cu | O | H | N |
Потенциалы ионизации, эВ | 4,4 | 5,1 | 7,6 | 6,1 | 7,9 | 7,7 | 13,6 | 13,5 | 14,5 |
В табл. 1.1 представлены потенциалы ионизации различных элементов. Как видно из таблицы, элементы, образующие воздух (N,O,H), имеют более высокий потенциал ионизации. Элементами с более низким потенциалом ионизации являются K, Na, Mg, Ca. Химические соединения на их основе (оксиды, соли, основания) используются в качестве ионизирующих компонентов электродных покрытий. Они способствуют более устойчивому горению сварочной дуги.
1.1 представлены потенциалы ионизации различных элементов. Как видно из таблицы, элементы, образующие воздух (N,O,H), имеют более высокий потенциал ионизации. Элементами с более низким потенциалом ионизации являются K, Na, Mg, Ca. Химические соединения на их основе (оксиды, соли, основания) используются в качестве ионизирующих компонентов электродных покрытий. Они способствуют более устойчивому горению сварочной дуги.
Ручная дуговая сварка может выполняться как постоянным, так и переменным током.
Процесс горения дуги, питаемой переменным током, имеет свои
особенности. На рис. 1.3 представлена графическая зависимость
изменения напряжения источника переменного тока UИ
и напряжения дуги UД , силы тока сварочной дуги
ΙД во времени. Как видно из
графика, дуга возникает, когда напряжение источника тока достигает значения, равного величине
UЗД
(напряжения зажигания дуги).
Напряжение устойчивого горения UД
несколько ниже.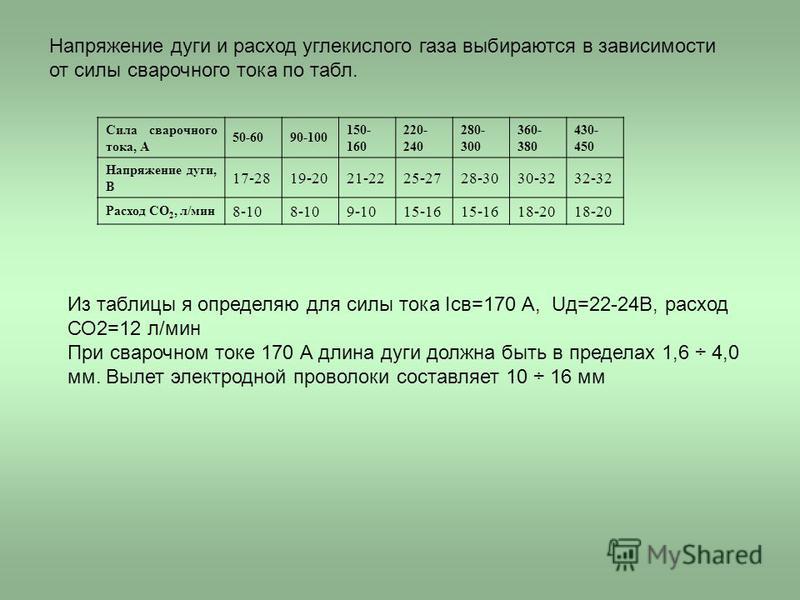 В период
В период
времени t З
дуга не горит, так как питающее напряжение недостаточно. Дуга загорается в тот момент, когда напряжение источника
тока UИ
достигает и превышает значение UЗД
(напряжение зажигания дуги). В период
t y (период затухания) дуга не горит и возникает
вновь в следующем полупериоде. В период горения сварочной дуги напряжение дуги остается постоянным. Изменение силы сварочного
тока во времени показано кривой
ΙД (рис. 1.3).
I,A U,B
Iд Uи
Uз.д.
t3
T/2
ty t3
t,c
Рис. 1.3. Изменение электрических параметров дуги и источника сварочного тока во времени
При введении в электродное покрытие легкоионизирующих компонентов напряжение зажигания дуги UЗД , а также напряжение ее
устойчивого горения UД
понижаются, вследствие чего временные
промежутки, когда дуга не горит, сокращаются. Стабильность горения дуги повышается. Для большей устойчивости горения сварочной дуги переменного тока напряжение зажигания должно быть порядка UЗД = (1,5 – 2,0) UД .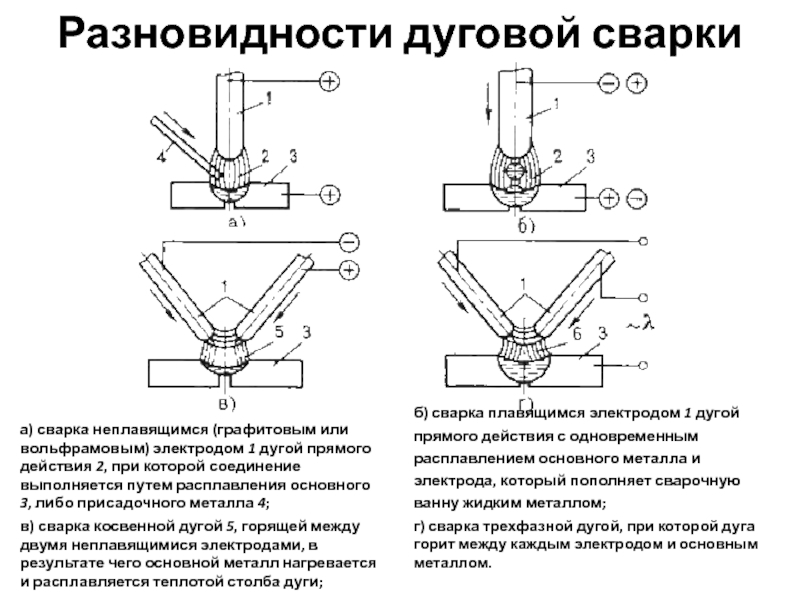
Следует отметить, что стабильность горения дуги зависит и от источника сварочного тока. В этом плане к последним предъявляются особенные требования.
Напряжение холостого хода источника сварочного тока должно быть достаточным для легкого зажигания сварочной дуги. Оно должно отвечать требованию
UХХ
UД
= (1,8 2,5) ,
где
U XX
— напряжение холостого хода источника сварочного
тока, В;
UД
— напряжение дуги, В.
При этом следует учитывать, что увеличение параметра
U XX
приводит к увеличению мощности и габаритов установки. Примерная величина значения холостого хода:
• сварочные трансформаторы –U XX
= (60-75) В,
• сварочные генераторы – U XX
= (48-65) В.
Большое значение для обеспечения стабильности сварочной дуги имеет внешняя вольтамперная характеристика источника сварочного тока (рис. 1.4).
Uxx
U1
U2
I,А
Рис. 1.4. Внешняя вольтамперная характеристика источника сварочного тока
1.4. Внешняя вольтамперная характеристика источника сварочного тока
Как видно из графика, при более крутопадающей характеристике переход с одного уровня напряжения на другой влечет за собой меньшее изменение силы сварочного тока ( ΔΙ2 < ΔΙ1 ). А это значит,
что процесс остается более стабильным. Это особенно важно при ручной дуговой сварке, когда длина дуги может колебаться.
Технологическим параметром, который характеризует процесс стабильного горения электрической дуги, является критическое расстояние между электродами LКР . Критическим расстоянием между электродами называется то расстояние, при котором электрическая дуга гаснет. Чем больше величина критического расстояния между электродами, тем выше стабильность горения электрической дуги, т.е. меньше вероятность её обрыва.
При определении влияния ионизирующих компонентов электродных покрытий на устойчивость горения сварочной дуги за критерий оценки устойчивости сварочной дуги примем величину LКР .
Следует отметить, что на стабильность горения сварочной дуги
помимо потенциала ионизации влияет масса заряженных частиц. Исследования, проведенные доцентом Ю.М. Погосбекяном в МАДИ (ГТУ), показали необходимость одновременного учета потенциала ионизации химических элементов и их массы на стабильность горения. Он ввел понятие «приведенный коэффициент ионизации». Приведенный коэффициент ионизации Х,эВ – параметр, который учитывает одновременно 2 фактора – потенциал ионизации и массу химического элемента. Он составляет для Na – 24,7; K – 27,0; Mg –
37,8; Ca – 38,7.
1.2. Задачи
Провести эксперимент по определению длины дуги при ее естественном обрыве; определить значение критической длины дуги LКР при использовании различных ионизирующих компонентов электродных покрытий.
Исследовать влияние ионизирующих компонентов на устойчивость горения дуги; за критерий оценки устойчивости горения сварочной дуги принять значение LКР .
Построить математическую модель зависимости критической
длины дуги от приведенного коэффициента ионизации.
Материал взят из книги Горячая обработка металлов (В.Д. Александров)
Режимы ручной дуговой сварки металлическими электродами — Сварочные электроды
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества. Режим сварки складывается из ряда параметров. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а к дополнительным — величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла; марки свариваемого металла; формы разделки кромок и номера выполненного валика-шва; положения, в котором выполняется сварка; вида соединения.
Диаметр электрода в зависимости от толщины свариваемого металла выбирают в основном при сварке в нижнем положении, хотя такой выбор не исключен при сварке в других пространственных положениях. При сварке металла в нижнем положении (если не учитывать форму разделки кромок) имеется следующая экспериментальная зависимость между толщиной свариваемого металла и диаметром электрода.
Электроды диаметром 2-3 мм при сварке металла толщиной от 4 мм и выше применяют при выполнении первого слоя — так называемого корневого шва.
Диаметр электрода при прочих равных условиях выбирают в зависимости от марки свариваемого металла. Для уменьшения тепловложения в основной (свариваемый) металл (для снижения возможности образования трещин), особенно при сварке закаливающихся сталей и чугуна, электрод берут диаметром 2-3 мм, что обеспечивает получение валика небольшого сечения.
Диаметр электрода выбирают также в зависимости от формы разделки кромок под сварку. Если разделки кромок нет, то диаметр электрода можно подбирать по выше приведенной зависимости. Если же имеется разделка кромок, то при наложении первого слоя, независимого от марки свариваемого металла, применяют электроды диаметром 2-3 мм и редко 4 мм. Применение электродов больших диаметров (свыше
Если же имеется разделка кромок, то при наложении первого слоя, независимого от марки свариваемого металла, применяют электроды диаметром 2-3 мм и редко 4 мм. Применение электродов больших диаметров (свыше
4 мм), как правило, приводит к непровару, зашлаковыванию и образованию ряда других дефектов. Последующие слои выполняют электродами диаметром 4 мм, а если толщина металла свыше 12 мм и сварку выполняют в нижнем положении, то могут быть применены электроды диаметром 5 мм. Декоративный слой при сварке металла толщиной более 12 мм в нижнем положении можно выполнить электродами диаметром 5 мм и более. При выполнении швов в вертикальном и других пространственных положениях первый слой накладывают электродами диаметром 2-3 мм и редко 4 мм, а последующие слои, в том числе и декоративный слой, выполняются электродами диаметром 4 мм.
Диаметр электрода должен выбираться в зависимости от свариваемого соединения. При сварке стыкового соединения выбор диаметра электрода надо осуществлять как было сказано выше.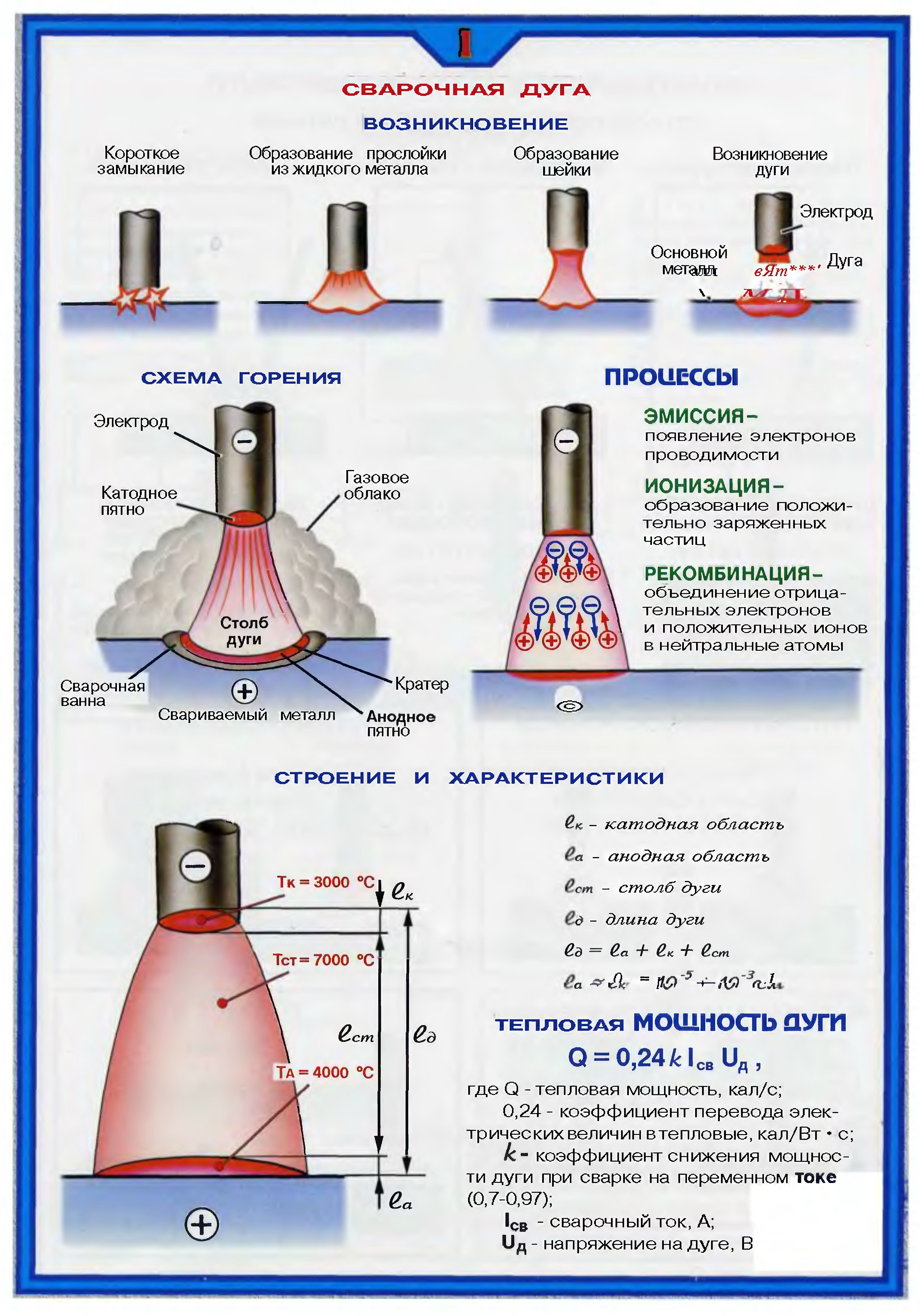 При сварке тавровых, угловых и нахлесточных соединений существует такое правило выбора диаметра электрода :
При сварке тавровых, угловых и нахлесточных соединений существует такое правило выбора диаметра электрода :
для швов, выполняемых в несколько слоев, первый слой делают электродами диаметром 2, 3, 4 мм. Чем ответственнее конструкция, тем меньше диаметр применяемого электрода, что способствует получению хорошего провара в корне шва, уменьшает тепловложеиие в основной металл, а следовательно, снижает сварочные напряжения и деформации;
для швов, выполняемых за один проход, применяют электроды диаметром 2, 3, 4 5 и 6 мм — в зависимости от толщины свариваемых листов.
Тип и марку электрода подбирают в зависимости от прочности, механических и эксплуатационных свойств сварного соединения.
Напряжение дуги. Напряжение на дуге изменяется пропорционально длине дуги. При увеличении длины дуги возрастает ее напряжение и поэтому увеличивается доля тепла, идущая на плавление электрода и основного металла. В результате этого ширина сварного шва увеличивается, а глубина провара и высота усиления уменьшаются. Напряжение на дуге зависит от величины тока и диаметра электрода. Оно обычно бывает 18-45 В. Сварку лучше выполнять короткой дугой, где напряжение устанавливается 18-20 В. Длинная дуга издает резкий звук, сопровождающийся хлопками и значительным разбрызгиванием расплавленного металла. Поэтому опытный сварщик по звуку дуги может даже на некотором расстоянии судить о ее длине. С целью уменьшения длины дуги следует быстрее опускать вниз электрододержатель с электродом.
Напряжение на дуге зависит от величины тока и диаметра электрода. Оно обычно бывает 18-45 В. Сварку лучше выполнять короткой дугой, где напряжение устанавливается 18-20 В. Длинная дуга издает резкий звук, сопровождающийся хлопками и значительным разбрызгиванием расплавленного металла. Поэтому опытный сварщик по звуку дуги может даже на некотором расстоянии судить о ее длине. С целью уменьшения длины дуги следует быстрее опускать вниз электрододержатель с электродом.
Скорость сварки. С увеличением скорости сварки ширина сварного шва уменьшается, наряду с этим глубина провара увеличивается, что является следствием того, что жидкий металл не успевает подтекать под дугу и толщина его прослойки мала. При дальнейшем увеличении скорости сварки время теплового действия дуги на металл и глубина провара уменьшается, а при значительной скорости сварки будет даже образовываться несплавление основного металла с металлом шва.
Род и полярность тока. Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40 — 50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. Поэтому обратная полярность применяется при сварке тонкого металла с целью исключения прожога и при сварке высоколегированных сталей с целью исключения их перегрева. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
При сварке постоянным током обратной полярности глубина провара на 40 — 50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. Поэтому обратная полярность применяется при сварке тонкого металла с целью исключения прожога и при сварке высоколегированных сталей с целью исключения их перегрева. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Род и полярность тока выбирают по типу электродного покрытия, марке свариваемого металла, толщине свариваемого металла.
Наклон электрода. Ручную дуговую сварку можно выполнять вертикальным электродом, углом вперед и углом назад. В виду того что столб дуги стремится сохранить направление оси электрода, то в каждом из этих случаев форма сварочной ванны и, следовательно, форма шва будет различной. При сварке углом вперед, как правило, жидкий металл подтекает под дугу, поэтому глубина провара и высота усиления уменьшаются, а ширина шва увеличивается.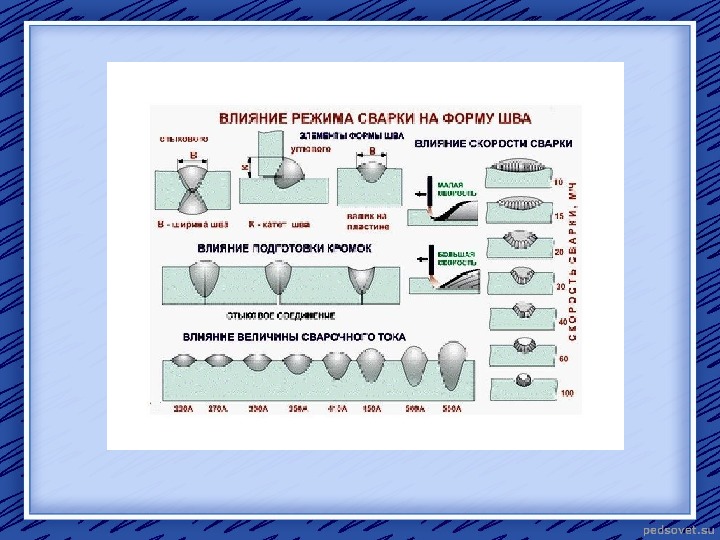 При сварке углом назад жидкий металл давлением дуги вытесняется из-под нее, поэтому глубина провара и высота усиления увеличиваются.
При сварке углом назад жидкий металл давлением дуги вытесняется из-под нее, поэтому глубина провара и высота усиления увеличиваются.
Наклон изделия. В зависимости от расположения соединений на изделии или от наклона изделия ручная дуговая сварка может быть выполнена на горизонтальной плоскости, на подъем и спуск. Влияние наклона изделия и пространственного расположения соединений на изделии на форму шва примерно такое, что и влияние наклона электрода. При сварке на подъем расплавленный металл под действием собственного веса вытекает из-под дуги, в результате чего увеличиваются глубина проплавления и высота усиления, а ширина шва уменьшается. При сварке на спуск жидкий металл подтекает под дугу, что уменьшает глубину проплавления и увеличивает ширину шва.
Предварительный подогрев и последующую термическую обработку выполняют в случаях, когда металл склонен к образованию закалочных структур, например закалочные структуры образуются в сварных соединениях при сварке средне — и высокоуглеродистых сталей, низколегированных, теплоустойчивых и высоколегированных сталей и т. д. и когда металл обладает значительной теплопроводностью и теплоемкостью (медь и др.).
д. и когда металл обладает значительной теплопроводностью и теплоемкостью (медь и др.).
Положение в пространстве, котором выполняется сварка. Ручную дуговую сварку практически можно выполнять во всех пространственных положениях: нижнем, в лодочку, полувертикальном, вертикальном, полугоризонтальном и горизонтальном, а также полупотолочном и потолочном. Возможность выполнения сварки в том или ином положении зависит прежде всего от марки свариваемого металла и типа покрытия электрода.
Выбор сварочного тока. Сварочный ток устанавливают в зависимости от диаметра применяемого электрода и пространственного положения, в котором выполняется сварка.
Для сварки в нижнем положении сварочный ток может быть определен по формуле Iсв = К×dЭ. где Iсв — сварочный ток, А; К — коэффициент пропорциональности, зависящий от диаметра и типа электрода, А/мм; dЭ — диаметр электрода, мм.
При сварке низкоуглеродистых сталей значения К следующие:
Диаметр электрода, (d3), мм. 1-2 3-4 5-6
1-2 3-4 5-6
Коэффициент пропорциональности, А/мм 25 — 30 30 — 45 45 — 60
При сварке в вертикальном положении сварочный ток выражается по формуле Iсв = 0,9 К×dЭ. где 0,9 — коэффициент, учитывающий снижение сварочного тока при сварке в вертикальном положении.
При сварке в потолочном положении сварочный ток равен Iсв = 0,8×К×dЭ. где 0,8 — коэффициент, учитывающий снижение сварочного тока при сварке в потолочном положении.
Длина дуги, скорость сварки и сварочный ток
Каждый коммерческий сварщик скажет вам, что длина дуги, также называемая дуговым зазором, — это расстояние между свариваемой деталью и концом электрода. Длина дуги зависит от стабильности дуги, сварочного тока и концентричности детали. Задача промышленного сварщика здесь — держать электрод на определенном расстоянии от поверхности, чтобы оставалось достаточно места, чтобы избежать его закорочения. Обычно длина дуги равна 0.10 дюймов, и это измерение принимается за основу.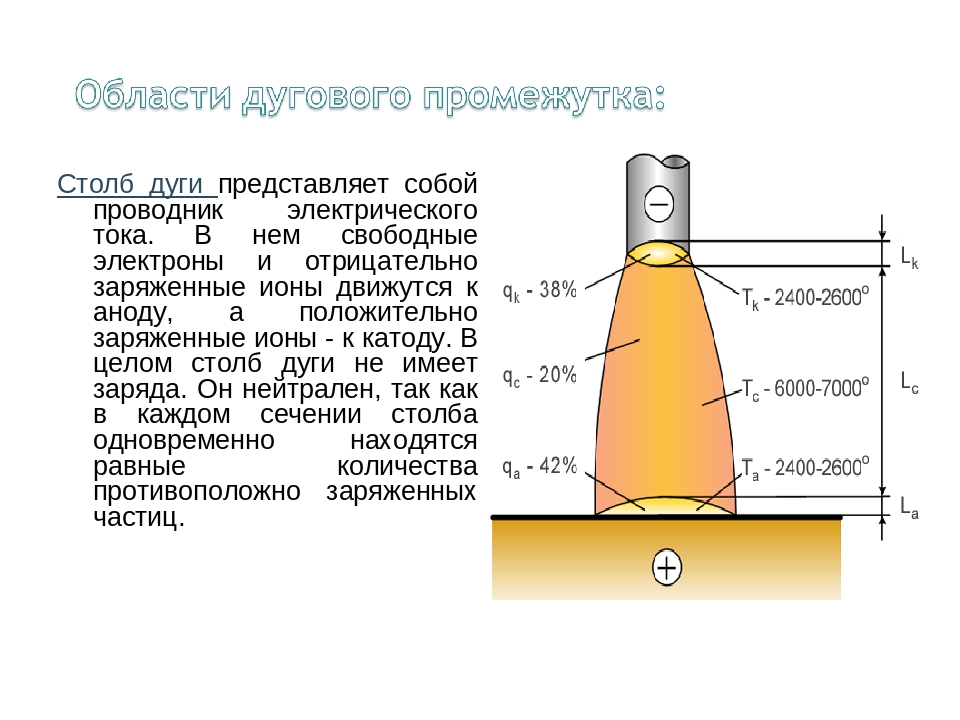 Половина проплавления сварного шва объединяется с базовым измерением, в результате чего получается длина дуги для определенной силы тока.
Половина проплавления сварного шва объединяется с базовым измерением, в результате чего получается длина дуги для определенной силы тока.
Скорость сварки, которую должен выбрать промышленный сварочный аппарат , — это скорость движения горелки, и она зависит от расхода материала, который должен свариваться, а также от толщины материала, который необходимо сваривать. сварной. Как правило, профессиональные сварщики должны выполнять сварку как можно быстрее, чтобы обеспечить получение сварного шва хорошего качества.Скорость сварки является важным фактором при определении результата выполненного процесса сварки.
Например, скорость сварки трубного стана должна составлять от 3 дюймов до 60 футов в минуту, скорость сварки на токарном станке должна составлять от 5 до 60 дюймов в минуту, а скорость сварки оборудования для орбитальной сварки должна составлять от 4 до 10 дюймов в минуту. Как правило, начальная скорость сварки для деталей, которые вращаются под сварочной горелкой, должна составлять от 10 до 20 дюймов в минуту на поверхности вольфрама. Низкие скорости применяются к деталям с большой толщиной, а более высокие скорости применяются к деталям с более тонкими стенками.
Низкие скорости применяются к деталям с большой толщиной, а более высокие скорости применяются к деталям с более тонкими стенками.
Сварочный ток, используемый промышленными сварочными аппаратами, обычно соответствует количеству тепла, подводимого к детали, влияющей на сварку. Сварочный ток зависит от свариваемого материала и его толщины, самой скорости сварки и защитного газа.
Цель состоит в том, чтобы получить сварные швы без дефектов с правильным проплавлением.Как правило, сварщики начинают с 1 А сварочного тока, что соответствует 0,001 дюйма толщины материала. Как правило, если толщина материала составляет 0,030 дюйма, средний ток сварного шва должен составлять около 30 ампер. В круглых деталях может происходить нагревание, которое можно компенсировать несколькими уровнями сварочного тока. Необходимое количество сварочного тока зависит в основном от области применения и скорости сварки.
Сварка— Энциклопедия Нового Света
Сварка — это процесс изготовления, в котором материалы, обычно металлы или термопласты, соединяются путем слияния.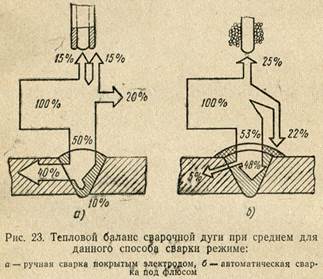 Часто это делается путем плавления заготовок и добавления присадочного материала для образования ванны расплавленного материала (сварочная ванна ), которая остывает и становится прочным швом. Иногда сварка производится под давлением, с нагревом или без него. Напротив, пайка и пайка включают плавление материала с более низкой температурой плавления между деталями для образования связи между ними без плавления деталей.
Часто это делается путем плавления заготовок и добавления присадочного материала для образования ванны расплавленного материала (сварочная ванна ), которая остывает и становится прочным швом. Иногда сварка производится под давлением, с нагревом или без него. Напротив, пайка и пайка включают плавление материала с более низкой температурой плавления между деталями для образования связи между ними без плавления деталей.
Для сварки могут использоваться различные источники энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.Хотя часто это промышленный процесс, сварку можно проводить в самых разных средах, включая открытый воздух, подводную воду и космос. Однако независимо от местоположения сварка остается опасной, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, ядовитых паров и чрезмерного воздействия ультрафиолетового света.
До конца девятнадцатого века единственным процессом сварки была кузнечная сварка, которую кузнецы веками использовали для соединения металлов путем нагрева и измельчения. Дуговая сварка и кислородная сварка были одними из первых процессов, разработанных в конце века, и вскоре последовала контактная сварка. Сварочные технологии быстро развивались в начале двадцатого века, поскольку Первая и Вторая мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как дуговая сварка в защитном металлическом корпусе, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как дуговая сварка металлическим газом, сварка под флюсом и порошковая сварка.Развитие продолжилось с изобретением лазерной и электронно-лучевой сварки во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка становится все более обычным явлением в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество и свойства сварных швов.
Дуговая сварка и кислородная сварка были одними из первых процессов, разработанных в конце века, и вскоре последовала контактная сварка. Сварочные технологии быстро развивались в начале двадцатого века, поскольку Первая и Вторая мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как дуговая сварка в защитном металлическом корпусе, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как дуговая сварка металлическим газом, сварка под флюсом и порошковая сварка.Развитие продолжилось с изобретением лазерной и электронно-лучевой сварки во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка становится все более обычным явлением в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество и свойства сварных швов.
В будущем сварка будет играть важную роль в освоении человеком новых исследований и строительства. Представляется вероятным, что использование сварки не будет заменено просто из-за эффективности и долговечности процесса.
Представляется вероятным, что использование сварки не будет заменено просто из-за эффективности и долговечности процесса.
История
Железный столб в Дели. История соединения металлов насчитывает несколько тысячелетий, причем самые ранние примеры сварки относятся к эпохе бронзы и железного века в Европе и на Ближнем Востоке. Сварка использовалась при строительстве железной колонны в Дели, Индия, ее было возведено около 310 штук и весом 5,4 метрических тонны. [1] Средние века принесли успехи в кузнечной сварке, когда кузнецы многократно кололи нагретый металл до образования склеивания. В 1540 году Ваннокчо Бирингуччо опубликовал De la pirotechnia , в котором были описаны операции по ковке.Мастера эпохи Возрождения были умелыми в этом процессе, и промышленность продолжала расти в течение следующих столетий. [2] Однако сварка претерпела изменения в девятнадцатом веке. В 1800 году сэр Хамфри Дэви открыл электрическую дугу, и достижения в области дуговой сварки продолжились изобретением металлических электродов русским Николаем Славяновым и американцем К. Л. Коффином в конце 1800-х годов, даже в качестве дуговой сварки угольным газом, в которой использовался сварочный аппарат. угольный электрод, завоевавший популярность. Около 1900 г.А.П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу, а в 1919 году К. Дж. Хольслаг изобрел сварку переменным током, но она не стала популярной в течение следующего десятилетия. [3]
Л. Коффином в конце 1800-х годов, даже в качестве дуговой сварки угольным газом, в которой использовался сварочный аппарат. угольный электрод, завоевавший популярность. Около 1900 г.А.П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу, а в 1919 году К. Дж. Хольслаг изобрел сварку переменным током, но она не стала популярной в течение следующего десятилетия. [3]
Сварка сопротивлением также была разработана в последние десятилетия девятнадцатого века. Первые патенты были получены в 1885 году Элиху Томпсону, который в течение следующих 15 лет добился дальнейших успехов. Термитная сварка была изобретена в 1893 году, и примерно в то же время стал широко применяться другой процесс — кислородно-топливная сварка.Ацетилен был открыт в 1836 году Эдмундом Дэви, но его использование в сварке не было практичным до 1900 года, когда была разработана подходящая паяльная лампа. [4] Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно невысокой стоимости. Однако по мере развития двадцатого века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей. [5]
Однако по мере развития двадцатого века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей. [5]
Первая мировая война вызвала значительный всплеск использования сварочных процессов, когда различные военные державы пытались определить, какой из нескольких новых сварочных процессов будет лучше всего. Британцы в основном использовали дуговую сварку и даже построили корабль Fulagar с полностью сварным корпусом. Американцы сомневались, но начали осознавать преимущества дуговой сварки, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны.Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. [6]
[6]
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. [7] В течение следующего десятилетия дальнейшие достижения позволили сварку химически активных металлов, таких как алюминий и магний. Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны. [8]
В середине века было изобретено много новых методов сварки. В 1930 году были выпущены шпильки для приварки шпилек, которые вскоре стали популярными в судостроении и строительстве.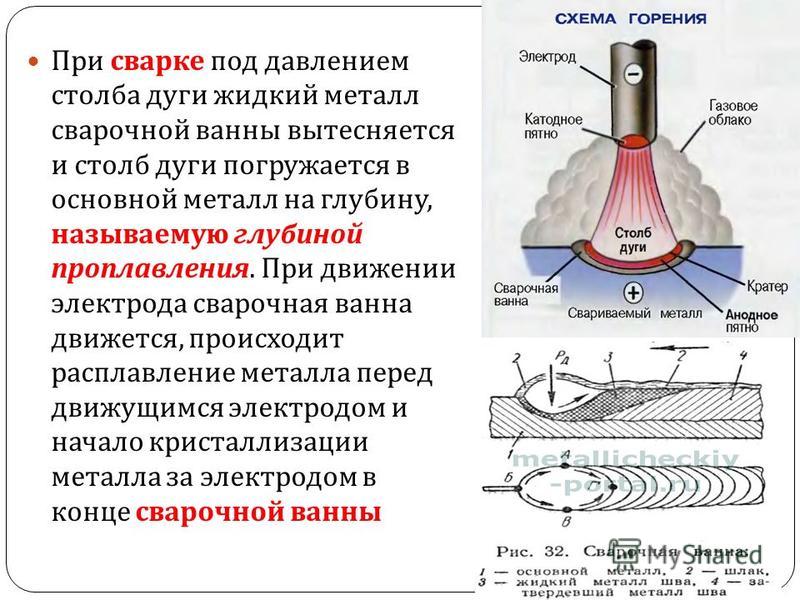 В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов. Дуговая сварка в среде защитного металла была разработана в 1950-х годах с использованием расходуемого электрода и атмосферы двуокиси углерода в качестве защитного газа, и быстро стала самым популярным процессом дуговой сварки металлическим электродом.В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная дуговая сварка. Электрошлаковая сварка была представлена в 1958 году, а в 1961 году последовала ее кузина — электрогазовая сварка.
В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов. Дуговая сварка в среде защитного металла была разработана в 1950-х годах с использованием расходуемого электрода и атмосферы двуокиси углерода в качестве защитного газа, и быстро стала самым популярным процессом дуговой сварки металлическим электродом.В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная дуговая сварка. Электрошлаковая сварка была представлена в 1958 году, а в 1961 году последовала ее кузина — электрогазовая сварка. концентрированный источник тепла.После изобретения лазера в 1960 году лазерная сварка дебютировала несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматизированной сварке. Однако оба эти процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивает их применение. [10]
концентрированный источник тепла.После изобретения лазера в 1960 году лазерная сварка дебютировала несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматизированной сварке. Однако оба эти процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивает их применение. [10]
Сварочные процессы
Дуговая сварка
В этих процессах используется источник сварочного тока для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки иногда защищают инертным или полуинертным газом, известным как защитный газ, а также иногда используется присадочный материал.
Блоки питания
Для обеспечения электрической энергией, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания. Наиболее распространенная классификация — источники питания постоянного тока и источники питания постоянного напряжения.При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться.Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, поскольку любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока.
Наиболее распространенная классификация — источники питания постоянного тока и источники питания постоянного напряжения.При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться.Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, поскольку любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения. [11]
Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения. [11]
Тип тока, используемый при дуговой сварке, также играет важную роль при сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки.В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. [12] В процессах с использованием неплавящегося электрода, например дуговой сварки газом вольфрамовым электродом, можно использовать как постоянный, так и переменный ток любого типа. Однако при постоянном токе, поскольку электрод только создает дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. [13] Между ними быстро проходит переменный ток, что приводит к сварке со средней глубиной проплавления.Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную форму волны вместо нормальной синусоидальной волны, что делает возможными быстрые переходы через нуль и сводит к минимуму последствия проблемы. [14]
Однако при постоянном токе, поскольку электрод только создает дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. [13] Между ними быстро проходит переменный ток, что приводит к сварке со средней глубиной проплавления.Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную форму волны вместо нормальной синусоидальной волны, что делает возможными быстрые переходы через нуль и сводит к минимуму последствия проблемы. [14]
Процессы
Дуговая сварка в экранированном металле Одним из наиболее распространенных видов дуговой сварки является дуговая сварка металлическим электродом в защитных оболочках (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из стали и покрыт флюсом, который защищает область сварного шва от окисления и загрязнения, выделяя газ CO 2 во время процесса сварки. Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает.
Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из стали и покрыт флюсом, который защищает область сварного шва от окисления и загрязнения, выделяя газ CO 2 во время процесса сварки. Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает.
Этот процесс очень универсален, может выполняться с помощью относительно недорогого оборудования и благодаря своей универсальности хорошо подходит для работы в мастерских и полевых работ. [15] Оператор может стать достаточно профессиональным, пройдя скромное обучение, и может достичь мастерства с опытом. Время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. [16] Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов. Неопытным операторам может быть сложно выполнить хорошие сварные швы в нестандартном положении с помощью этого процесса.
Неопытным операторам может быть сложно выполнить хорошие сварные швы в нестандартном положении с помощью этого процесса.
Газовая дуговая сварка металлическим электродом (GMAW), также известная как сварка в среде инертного газа (MIG), представляет собой полуавтоматический или автоматический процесс, в котором используется непрерывная подача проволоки в качестве электрода и смесь инертного или полуинертного газа для защиты сварка от загрязнений. Как и в случае с SMAW, разумная квалификация оператора может быть достигнута при скромном обучении. Поскольку электрод является непрерывным, скорость сварки для GMAW больше, чем для SMAW.Кроме того, меньший размер дуги по сравнению с процессом дуговой сварки в защитном металлическом корпусе упрощает выполнение сварных швов в нестандартном положении (например, потолочные соединения, которые будут свариваться под конструкцией).
Оборудование, необходимое для выполнения процесса GMAW, более сложное и дорогое, чем необходимое для SMAW, и требует более сложной процедуры настройки. Следовательно, GMAW менее портативен и универсален, и из-за использования отдельного защитного газа не особенно подходит для работы на открытом воздухе.Однако из-за более высокой средней скорости выполнения сварных швов GMAW хорошо подходит для производственной сварки. Этот процесс может применяться к широкому спектру металлов, как черных, так и цветных. [17]
Следовательно, GMAW менее портативен и универсален, и из-за использования отдельного защитного газа не особенно подходит для работы на открытом воздухе.Однако из-за более высокой средней скорости выполнения сварных швов GMAW хорошо подходит для производственной сварки. Этот процесс может применяться к широкому спектру металлов, как черных, так и цветных. [17]
В родственном процессе, дуговой сварке порошковой проволокой (FCAW), используется аналогичное оборудование, но используется проволока, состоящая из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока более дорогая, чем стандартная сплошная проволока, и может выделять дым и / или шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла. [18]
Газовая сварка вольфрамовым электродом (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) (также иногда ошибочно называемая гелиаровой сваркой) — это процесс ручной сварки, в котором используется неплавящийся вольфрамовый электрод, смесь инертного или полуинертного газа и отдельный наполнитель.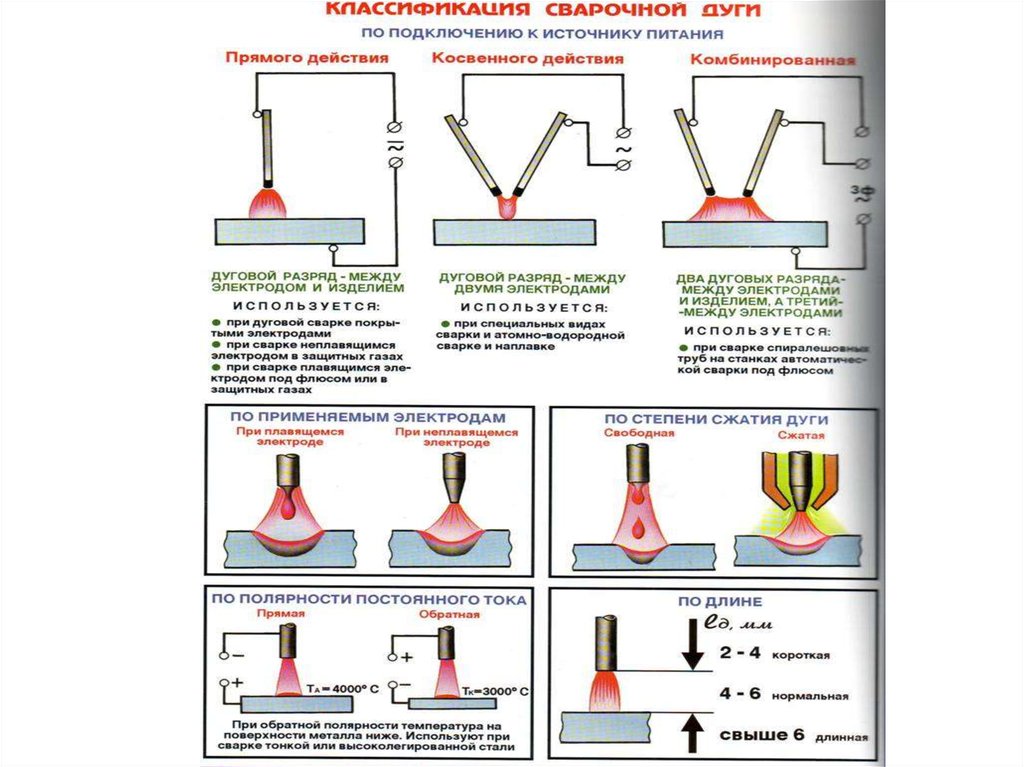 Этот метод особенно полезен для сварки тонких материалов, он характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях.
Этот метод особенно полезен для сварки тонких материалов, он характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях.
GTAW может использоваться практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов. Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. [19] В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом.Благодаря стабильному току, этот метод может использоваться для материала с более широким диапазоном толщины, чем процесс GTAW, и, кроме того, он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния, и автоматическая сварка нержавеющей стали является одним из важных применений этого процесса. Разновидностью процесса является плазменная резка, эффективный процесс резки стали. [20]
Разновидностью процесса является плазменная резка, эффективный процесс резки стали. [20]
Сварка под флюсом (SAW) — это высокопроизводительный метод сварки, при котором дуга зажигается под покровным слоем флюса.Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и почти не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением. [21] Другие процессы дуговой сварки включают атомарную водородную сварку, угольную дуговую сварку, электрошлаковую сварку, электрогазовую сварку и дуговую сварку шпилек.
Газовая сварка стальной арматуры кислородно-ацетиленовым процессомГазовая сварка
Наиболее распространенным процессом газовой сварки является кислородно-топливная сварка, также известная как кислородно-ацетиленовая сварка. Это один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленных приложениях. Его до сих пор широко используют для сварки труб и трубок, а также при ремонтных работах. Это относительно недорогое и простое оборудование, обычно использующее сжигание ацетилена в кислороде для получения температуры сварочного пламени около 3100 ° C.Пламя, поскольку оно менее концентрировано, чем электрическая дуга, вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя облегчает сварку высоколегированных сталей. Аналогичный процесс, обычно называемый кислородной резкой, используется для резки металлов. [22] Другие методы газовой сварки, такие как сварка ацетиленом на воздухе, кислородно-водородная сварка и сварка газом под давлением, очень похожи, обычно различаются только типом используемых газов. Водяная горелка иногда используется для точной сварки таких предметов, как ювелирные изделия.
Это один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленных приложениях. Его до сих пор широко используют для сварки труб и трубок, а также при ремонтных работах. Это относительно недорогое и простое оборудование, обычно использующее сжигание ацетилена в кислороде для получения температуры сварочного пламени около 3100 ° C.Пламя, поскольку оно менее концентрировано, чем электрическая дуга, вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя облегчает сварку высоколегированных сталей. Аналогичный процесс, обычно называемый кислородной резкой, используется для резки металлов. [22] Другие методы газовой сварки, такие как сварка ацетиленом на воздухе, кислородно-водородная сварка и сварка газом под давлением, очень похожи, обычно различаются только типом используемых газов. Водяная горелка иногда используется для точной сварки таких предметов, как ювелирные изделия. Газовая сварка также применяется при сварке пластмасс, хотя нагретым веществом является воздух, а температура намного ниже.
Газовая сварка также применяется при сварке пластмасс, хотя нагретым веществом является воздух, а температура намного ниже.
Сварка сопротивлением
При контактной сварке выделяется тепло за счет пропускания тока через сопротивление, вызванное контактом двух или более металлических поверхностей. Небольшие лужи расплавленного металла образуются в зоне сварного шва, когда через металл пропускается большой ток (1000–100 000 А). В целом, методы контактной сварки эффективны и вызывают незначительное загрязнение, но их применение несколько ограничено, а стоимость оборудования может быть высокой.
Точечная сварка — это популярный метод контактной сварки, используемый для соединения перекрывающихся металлических листов толщиной до 3 мм. Два электрода одновременно используются для зажима металлических листов вместе и для пропускания тока через листы. Преимущества метода включают эффективное использование энергии, ограниченную деформацию детали, высокую производительность, простую автоматизацию и отсутствие необходимых присадочных материалов. Прочность сварного шва значительно ниже, чем при других методах сварки, поэтому данный процесс подходит только для определенных областей применения.Он широко используется в автомобильной промышленности — на обычных автомобилях промышленные роботы могут сделать несколько тысяч точечных сварных швов. Для точечной сварки нержавеющей стали можно использовать специальный процесс, называемый дробеструйной сваркой.
Прочность сварного шва значительно ниже, чем при других методах сварки, поэтому данный процесс подходит только для определенных областей применения.Он широко используется в автомобильной промышленности — на обычных автомобилях промышленные роботы могут сделать несколько тысяч точечных сварных швов. Для точечной сварки нержавеющей стали можно использовать специальный процесс, называемый дробеструйной сваркой.
Как и точечная сварка, шовная сварка основана на использовании двух электродов для приложения давления и тока для соединения металлических листов. Однако вместо заостренных электродов электроды в форме колеса катятся вдоль и часто питают заготовку, что позволяет выполнять длинные непрерывные сварные швы. В прошлом этот процесс использовался при производстве банок для напитков, но теперь его применение более ограничено.К другим методам контактной сварки относятся оплавление, выпуклая сварка и сварка с высадкой. [23]
Энергетическая лучевая сварка
Методы энерголучевой сварки, а именно лазерная сварка и электронно-лучевая сварка, являются относительно новыми процессами, которые стали довольно популярными в высокопроизводительных приложениях.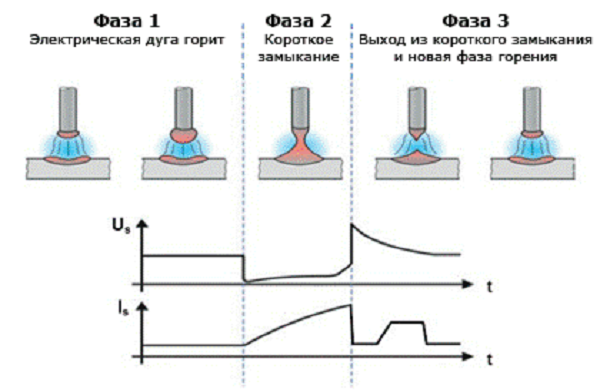 Эти два процесса очень похожи и отличаются, прежде всего, источником энергии. При лазерной сварке используется сильно сфокусированный лазерный луч, тогда как электронно-лучевая сварка выполняется в вакууме с использованием электронного луча.Оба имеют очень высокую плотность энергии, что делает возможным глубокое проплавление сварного шва и минимизирует размер зоны сварного шва. Оба процесса очень быстры и легко автоматизируются, что делает их высокопроизводительными. Основными недостатками являются очень высокая стоимость оборудования (хотя она снижается) и подверженность термическому растрескиванию. Разработки в этой области включают гибридную лазерную сварку, в которой используются принципы как лазерной, так и дуговой сварки для еще лучших свойств сварного шва. [24]
Эти два процесса очень похожи и отличаются, прежде всего, источником энергии. При лазерной сварке используется сильно сфокусированный лазерный луч, тогда как электронно-лучевая сварка выполняется в вакууме с использованием электронного луча.Оба имеют очень высокую плотность энергии, что делает возможным глубокое проплавление сварного шва и минимизирует размер зоны сварного шва. Оба процесса очень быстры и легко автоматизируются, что делает их высокопроизводительными. Основными недостатками являются очень высокая стоимость оборудования (хотя она снижается) и подверженность термическому растрескиванию. Разработки в этой области включают гибридную лазерную сварку, в которой используются принципы как лазерной, так и дуговой сварки для еще лучших свойств сварного шва. [24]
Твердотельная сварка
Как и первый процесс сварки, кузнечная сварка, некоторые современные методы сварки не предполагают плавления соединяемых материалов.Одна из самых популярных — ультразвуковая сварка — используется для соединения тонких листов или проволоки из металла или термопласта путем их вибрации с высокой частотой и под высоким давлением. Используемое оборудование и методы аналогичны сварке сопротивлением, но вместо электрического тока подача энергии обеспечивается вибрацией. Сварка металлов с помощью этого процесса не включает плавление материалов; вместо этого сварной шов формируется путем горизонтального механического колебания под давлением. При сварке пластмасс материалы должны иметь одинаковую температуру плавления, а вибрации вносятся вертикально.Ультразвуковая сварка обычно используется для электрических соединений алюминия или меди, и это также очень распространенный процесс сварки полимеров.
Используемое оборудование и методы аналогичны сварке сопротивлением, но вместо электрического тока подача энергии обеспечивается вибрацией. Сварка металлов с помощью этого процесса не включает плавление материалов; вместо этого сварной шов формируется путем горизонтального механического колебания под давлением. При сварке пластмасс материалы должны иметь одинаковую температуру плавления, а вибрации вносятся вертикально.Ультразвуковая сварка обычно используется для электрических соединений алюминия или меди, и это также очень распространенный процесс сварки полимеров.
Другой распространенный процесс, сварка взрывом, включает соединение материалов путем их сдавливания под чрезвычайно высоким давлением. Энергия удара пластифицирует материалы, образуя сварной шов, хотя выделяется лишь ограниченное количество тепла. Этот процесс обычно используется для сварки разнородных материалов, таких как сварка алюминия со сталью корпусов судов или составных пластин.Другие процессы твердотельной сварки включают в себя коэкструзионную сварку, холодную сварку, диффузионную сварку, сварку трением (включая сварку трением с перемешиванием), высокочастотную сварку, сварку горячим давлением, индукционную сварку и сварку в роликах. [25]
[25]
Геометрия
Распространенные типы сварных соединений: (1) квадратное стыковое соединение, (2) подготовительное соединение с одним V-образным вырезом, (3) соединение внахлест, (4) тавровое соединение Геометрически сварные швы можно приготовить разными способами. Пять основных типов сварных соединений — это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и тройник.Существуют и другие варианты — например, подготовительные швы с двойным V-образным вырезом характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты. Подготовительные швы с одинарной U-образной и двойной U-образной формы также довольно распространены — вместо прямых кромок, как у подготовительных швов с одинарной и двойной V-образной линией, они изогнуты, образуя форму U-образной формы. Соединения внахлестку также обычно более двух куски толщиной — в зависимости от используемого процесса и толщины материала многие куски можно сваривать вместе с геометрическим замыканием внахлест. [26]
[26]
Часто особые конструкции соединений используются исключительно или почти исключительно в определенных сварочных процессах. Например, контактная точечная сварка, лазерная сварка и электронно-лучевая сварка наиболее часто выполняются на соединениях внахлест. Однако некоторые методы сварки, такие как дуговая сварка в защитном металлическом корпусе, чрезвычайно универсальны и позволяют сваривать практически любые типы соединений. Кроме того, для выполнения многопроходных сварных швов можно использовать некоторые процессы, при которых одному сварному шву дают остыть, а затем поверх него выполняется другой сварной шов.Это позволяет, например, сваривать толстые секции, расположенные в подготовительном шве с одним V-образным вырезом. [27]
Поперечное сечение сварного стыкового соединения: самый темный серый цвет представляет зону сварного шва или плавления, средний серый цвет — зону термического влияния, а самый светлый серый цвет — основной материал.
После сварки в области сварного шва можно выделить несколько отдельных участков. Сам сварной шов называется зоной плавления, точнее говоря, это место, где в процессе сварки был уложен присадочный металл.Свойства зоны плавления зависят в первую очередь от используемого присадочного металла и его совместимости с основными материалами. Он окружен зоной термического влияния — участком, микроструктура и свойства которого были изменены сварным швом. Эти свойства зависят от поведения основного материала при нагревании. Металл в этой области часто бывает слабее как основного материала, так и зоны плавления, а также там обнаруживаются остаточные напряжения. [28]
Качество
Чаще всего основным показателем, используемым для оценки качества сварного шва, является его прочность и прочность материала вокруг него.На это влияет множество различных факторов, включая метод сварки, количество и концентрацию подводимого тепла, основной материал, присадочный материал, флюсовый материал, конструкцию соединения и взаимодействие между всеми этими факторами. Для проверки качества сварного шва обычно используются методы разрушающего или неразрушающего контроля для проверки того, что сварные швы не имеют дефектов, имеют приемлемые уровни остаточных напряжений и деформации и имеют приемлемые свойства зоны термического влияния (HAZ).Существуют правила и спецификации по сварке, чтобы помочь сварщикам выбрать правильную технику сварки и судить о качестве сварных швов.
Для проверки качества сварного шва обычно используются методы разрушающего или неразрушающего контроля для проверки того, что сварные швы не имеют дефектов, имеют приемлемые уровни остаточных напряжений и деформации и имеют приемлемые свойства зоны термического влияния (HAZ).Существуют правила и спецификации по сварке, чтобы помочь сварщикам выбрать правильную технику сварки и судить о качестве сварных швов.
Зона термического влияния
ЗТВ сварного шва трубы: синяя область — металл, наиболее подверженный воздействию тепла. Влияние сварки на материал, окружающий сварной шов, может быть пагубным — в зависимости от используемых материалов и подводимой теплоты используемого сварочного процесса ЗТВ может иметь различные размеры и прочность. Температуропроводность основного материала играет большую роль — если коэффициент диффузии высокий, скорость охлаждения материала высока, а ЗТВ относительно мала.И наоборот, низкий коэффициент диффузии приводит к более медленному охлаждению и большей ЗТВ.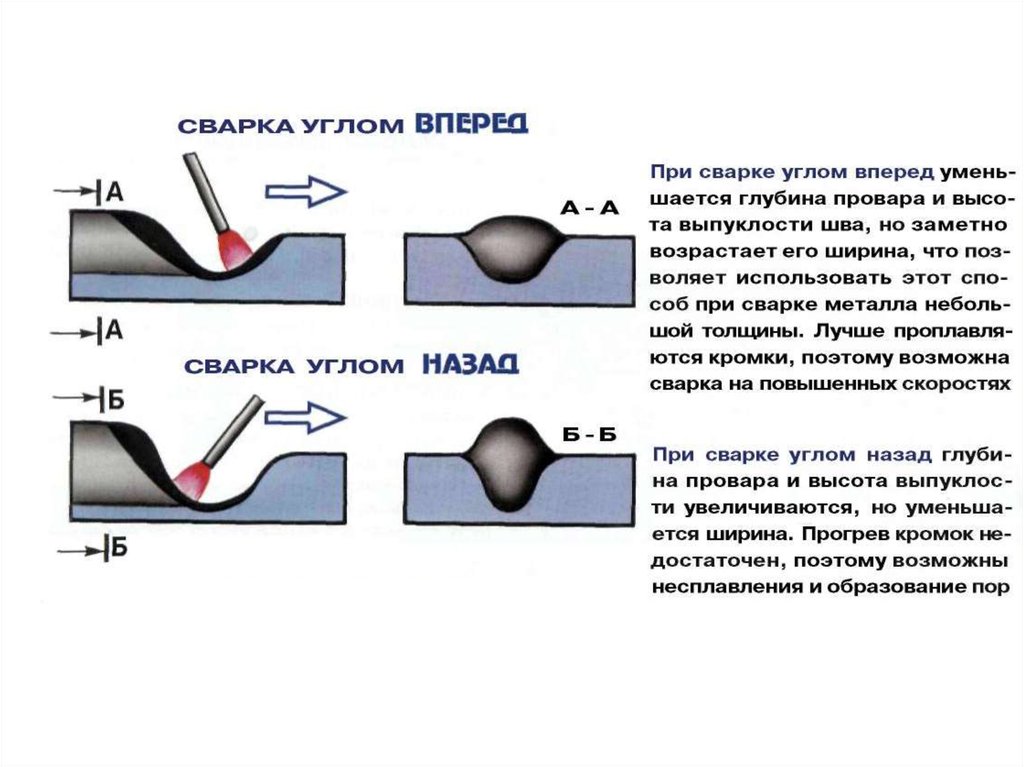 Количество тепла, выделяемого в процессе сварки, также играет важную роль, поскольку такие процессы, как кислородно-ацетиленовая сварка, имеют неконцентрированное тепловложение и увеличивают размер ЗТВ. Такие процессы, как сварка лазерным лучом, выделяют высококонцентрированное ограниченное количество тепла, что приводит к небольшой ЗТВ. Дуговая сварка находится между этими двумя крайностями, при этом отдельные процессы несколько различаются по тепловложению. [29] [30] Для расчета погонной энергии при дуговой сварке можно использовать следующую формулу:
Количество тепла, выделяемого в процессе сварки, также играет важную роль, поскольку такие процессы, как кислородно-ацетиленовая сварка, имеют неконцентрированное тепловложение и увеличивают размер ЗТВ. Такие процессы, как сварка лазерным лучом, выделяют высококонцентрированное ограниченное количество тепла, что приводит к небольшой ЗТВ. Дуговая сварка находится между этими двумя крайностями, при этом отдельные процессы несколько различаются по тепловложению. [29] [30] Для расчета погонной энергии при дуговой сварке можно использовать следующую формулу:
- Q = (V × I × 60S × 1000) × Эффективность {\ displaystyle Q = \ left ({\ frac {V \ times I \ times 60} {S \ times 1000}} \ right) \ times {\ mathit {Эффективность}}}
, где Q = погонная энергия (кДж / мм), В, = напряжение (В), I = ток (А) и S = скорость сварки (мм / мин. ).Эффективность зависит от используемого процесса сварки: дуговая сварка в защитном металлическом корпусе имеет значение 0,75, дуговая сварка металлическим электродом в среде газа и дуговая сварка под флюсом — 0,9, а дуговая сварка вольфрамовым электродом — 0,8. [31]
[31]
Искажение и растрескивание
Методы сварки, предполагающие плавление металла в месте соединения, обязательно склонны к усадке при остывании нагретого металла. Усадка, в свою очередь, может вызвать остаточные напряжения, а также продольную и вращательную деформацию.Искажение может стать серьезной проблемой, поскольку конечный продукт не имеет желаемой формы. Чтобы уменьшить вращательную деформацию, детали можно смещать, чтобы в результате сварки получилась деталь правильной формы. [32] Другие методы ограничения деформации, такие как зажим заготовок на месте, вызывают накопление остаточных напряжений в зоне термического влияния основного материала. Эти напряжения могут снизить прочность основного материала и могут привести к катастрофическому разрушению из-за холодного растрескивания, как в случае с несколькими кораблями Liberty.Холодное растрескивание ограничивается сталями и связано с образованием мартенсита по мере охлаждения сварного шва. Растрескивание происходит в зоне термического влияния основного материала. Чтобы уменьшить величину деформации и остаточных напряжений, количество подводимого тепла должно быть ограничено, а последовательность сварки должна быть не от одного конца непосредственно к другому, а, скорее, сегментами. Другой тип растрескивания, горячее растрескивание или растрескивание при затвердевании, может возникать во всех металлах и происходит в зоне плавления сварного шва.Чтобы уменьшить вероятность этого типа растрескивания, следует избегать чрезмерного удерживания материала и использовать надлежащий наполнитель. [33]
Растрескивание происходит в зоне термического влияния основного материала. Чтобы уменьшить величину деформации и остаточных напряжений, количество подводимого тепла должно быть ограничено, а последовательность сварки должна быть не от одного конца непосредственно к другому, а, скорее, сегментами. Другой тип растрескивания, горячее растрескивание или растрескивание при затвердевании, может возникать во всех металлах и происходит в зоне плавления сварного шва.Чтобы уменьшить вероятность этого типа растрескивания, следует избегать чрезмерного удерживания материала и использовать надлежащий наполнитель. [33]
Свариваемость
Качество сварного шва также зависит от комбинации материалов, используемых для основного материала и присадочного материала. Не все металлы подходят для сварки, и не все присадочные металлы хорошо работают с приемлемыми основными материалами.
Стали
Свариваемость сталей обратно пропорциональна свойству, известному как прокаливаемость стали, которая измеряет легкость образования мартенсита во время термообработки.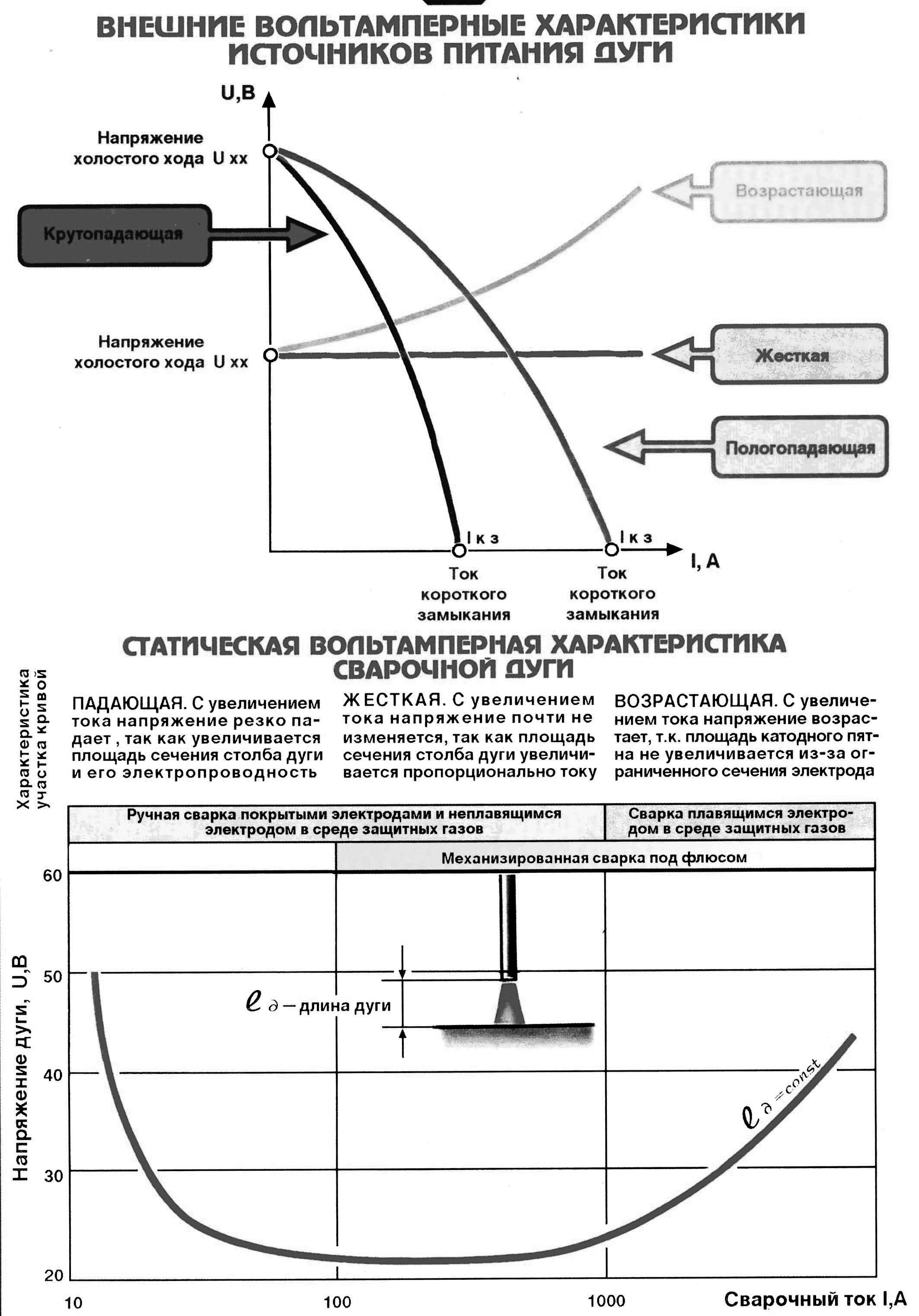 Закаливаемость стали зависит от ее химического состава, при этом большее количество углерода и других легирующих элементов приводит к более высокой прокаливаемости и, следовательно, к снижению свариваемости. Чтобы иметь возможность судить о сплавах, состоящих из множества различных материалов, используется показатель, известный как эквивалентное содержание углерода, для сравнения относительной свариваемости различных сплавов путем сравнения их свойств с простой углеродистой сталью. Влияние на свариваемость таких элементов, как хром и ванадий, хотя и не такое большое, как углерод, более существенно, чем, например, медь и никель.По мере увеличения эквивалентного содержания углерода свариваемость сплава снижается. [34] Недостатком использования углеродистых и низколегированных сталей является их более низкая прочность — существует компромисс между прочностью материала и свариваемостью. Высокопрочные низколегированные стали были разработаны специально для сварки в 1970-х годах, и эти, как правило, легко свариваемые материалы обладают хорошей прочностью, что делает их идеальными для многих сварочных работ.
Закаливаемость стали зависит от ее химического состава, при этом большее количество углерода и других легирующих элементов приводит к более высокой прокаливаемости и, следовательно, к снижению свариваемости. Чтобы иметь возможность судить о сплавах, состоящих из множества различных материалов, используется показатель, известный как эквивалентное содержание углерода, для сравнения относительной свариваемости различных сплавов путем сравнения их свойств с простой углеродистой сталью. Влияние на свариваемость таких элементов, как хром и ванадий, хотя и не такое большое, как углерод, более существенно, чем, например, медь и никель.По мере увеличения эквивалентного содержания углерода свариваемость сплава снижается. [34] Недостатком использования углеродистых и низколегированных сталей является их более низкая прочность — существует компромисс между прочностью материала и свариваемостью. Высокопрочные низколегированные стали были разработаны специально для сварки в 1970-х годах, и эти, как правило, легко свариваемые материалы обладают хорошей прочностью, что делает их идеальными для многих сварочных работ.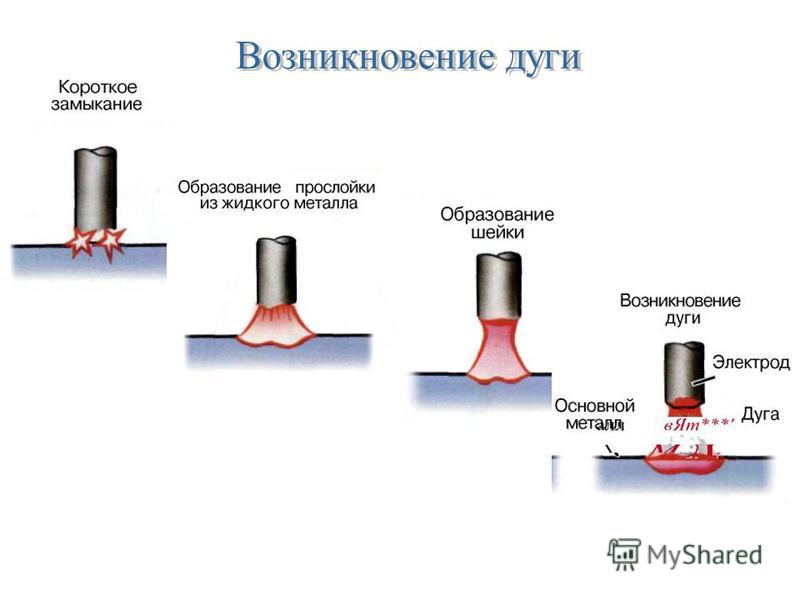 [35]
[35]
Нержавеющие стали из-за высокого содержания хрома, как правило, ведут себя иначе в отношении свариваемости, чем другие стали.Аустенитные марки нержавеющих сталей, как правило, являются наиболее свариваемыми, но они особенно подвержены деформации из-за высокого коэффициента теплового расширения. Некоторые сплавы этого типа также склонны к растрескиванию и пониженной коррозионной стойкости. Горячее растрескивание возможно, если количество феррита в сварном шве не контролируется — для облегчения проблемы используется электрод, который наносит металл шва, содержащий небольшое количество феррита. Другие типы нержавеющих сталей, такие как ферритные и мартенситные нержавеющие стали, не так легко свариваются, и их часто необходимо предварительно нагревать и сваривать специальными электродами. [36]
Алюминий
Свариваемость алюминиевых сплавов значительно различается в зависимости от химического состава используемого сплава. Алюминиевые сплавы подвержены горячему растрескиванию, и для решения этой проблемы сварщики увеличивают скорость сварки, чтобы снизить тепловложение. Предварительный нагрев снижает температурный градиент в зоне сварного шва и, таким образом, помогает уменьшить образование горячих трещин, но он может снизить механические свойства основного материала и не должен использоваться, когда основной материал ограничен.Также можно изменить конструкцию соединения и выбрать более совместимый присадочный сплав, чтобы снизить вероятность горячего растрескивания. Алюминиевые сплавы также следует очистить перед сваркой, чтобы удалить все оксиды, масла и незакрепленные частицы с свариваемой поверхности. Это особенно важно из-за подверженности алюминиевого сварного шва пористости из-за водорода и окалины из-за кислорода. [37]
Предварительный нагрев снижает температурный градиент в зоне сварного шва и, таким образом, помогает уменьшить образование горячих трещин, но он может снизить механические свойства основного материала и не должен использоваться, когда основной материал ограничен.Также можно изменить конструкцию соединения и выбрать более совместимый присадочный сплав, чтобы снизить вероятность горячего растрескивания. Алюминиевые сплавы также следует очистить перед сваркой, чтобы удалить все оксиды, масла и незакрепленные частицы с свариваемой поверхности. Это особенно важно из-за подверженности алюминиевого сварного шва пористости из-за водорода и окалины из-за кислорода. [37]
Необычные условия
Хотя многие сварочные работы выполняются в контролируемых средах, таких как фабрики и ремонтные мастерские, некоторые сварочные процессы обычно используются в самых разных условиях, например на открытом воздухе, под водой и в вакууме (например, в космосе).В наружных применениях, таких как строительство и наружный ремонт, дуговая сварка в экранированном металле является наиболее распространенным процессом. Процессы, в которых используются инертные газы для защиты сварного шва, не могут быть легко использованы в таких ситуациях, потому что непредсказуемые атмосферные движения могут привести к повреждению сварного шва. Экранированная дуговая сварка металлическим электродом также часто используется при подводной сварке при строительстве и ремонте судов, морских платформ и трубопроводов, но другие, такие как дуговая сварка порошковой проволокой и дуговая сварка вольфрамовым электродом, также широко распространены.Возможна и сварка в космосе — впервые она была предпринята в 1969 году российскими космонавтами, когда они провели эксперименты по испытанию дуговой сварки защищенным металлом, плазменно-дуговой сварки и электронно-лучевой сварки в условиях пониженного давления. Дальнейшее тестирование этих методов было проведено в следующие десятилетия, и сегодня исследователи продолжают разрабатывать методы для использования других сварочных процессов в космосе, таких как лазерная сварка, контактная сварка и сварка трением.
Процессы, в которых используются инертные газы для защиты сварного шва, не могут быть легко использованы в таких ситуациях, потому что непредсказуемые атмосферные движения могут привести к повреждению сварного шва. Экранированная дуговая сварка металлическим электродом также часто используется при подводной сварке при строительстве и ремонте судов, морских платформ и трубопроводов, но другие, такие как дуговая сварка порошковой проволокой и дуговая сварка вольфрамовым электродом, также широко распространены.Возможна и сварка в космосе — впервые она была предпринята в 1969 году российскими космонавтами, когда они провели эксперименты по испытанию дуговой сварки защищенным металлом, плазменно-дуговой сварки и электронно-лучевой сварки в условиях пониженного давления. Дальнейшее тестирование этих методов было проведено в следующие десятилетия, и сегодня исследователи продолжают разрабатывать методы для использования других сварочных процессов в космосе, таких как лазерная сварка, контактная сварка и сварка трением.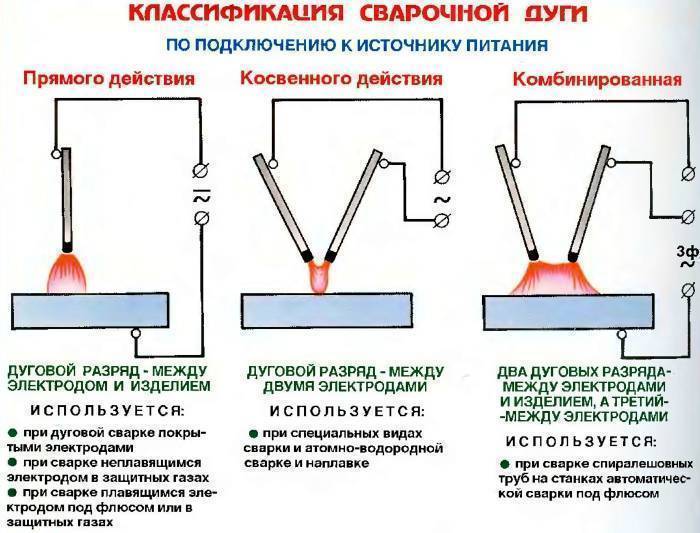 Достижения в этих областях могут оказаться незаменимыми для таких проектов, как строительство Международной космической станции, которая, вероятно, будет во многом полагаться на сварку для соединения в космосе частей, которые были произведены на Земле. [38]
Достижения в этих областях могут оказаться незаменимыми для таких проектов, как строительство Международной космической станции, которая, вероятно, будет во многом полагаться на сварку для соединения в космосе частей, которые были произведены на Земле. [38]
Проблемы безопасности
Сварка без надлежащих мер предосторожности может быть опасным и вредным для здоровья занятием. Однако с использованием новых технологий и надлежащей защиты риски травм и смерти, связанные со сваркой, могут быть значительно уменьшены. Поскольку многие стандартные сварочные процедуры связаны с открытой электрической дугой или пламенем, существует значительный риск ожогов. Чтобы предотвратить их, сварщики надевают средства индивидуальной защиты в виде толстых кожаных перчаток и защитных курток с длинным рукавом, чтобы избежать воздействия сильной жары и огня.Кроме того, яркость области сварного шва приводит к состоянию, называемому дуговым глазом, при котором ультрафиолетовый свет вызывает воспаление роговицы и может обжечь сетчатку глаз.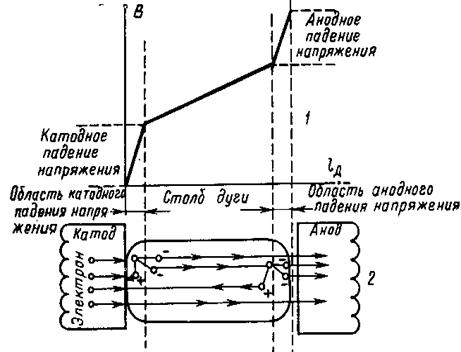 Чтобы предотвратить это воздействие, надевают защитные очки и сварочные шлемы с темными лицевыми пластинами, а в последние годы были произведены новые модели шлемов с лицевой пластиной, которая самозатемняется при воздействии большого количества ультрафиолетового света. Чтобы защитить посторонних, зону сварки часто окружают прозрачные сварочные завесы. Эти занавески, сделанные из полиэтиленовой пленки поливинилхлорида, защищают находящихся поблизости рабочих от воздействия ультрафиолетового излучения электрической дуги, но не должны использоваться для замены стеклянного фильтра, используемого в шлемах. [39]
Чтобы предотвратить это воздействие, надевают защитные очки и сварочные шлемы с темными лицевыми пластинами, а в последние годы были произведены новые модели шлемов с лицевой пластиной, которая самозатемняется при воздействии большого количества ультрафиолетового света. Чтобы защитить посторонних, зону сварки часто окружают прозрачные сварочные завесы. Эти занавески, сделанные из полиэтиленовой пленки поливинилхлорида, защищают находящихся поблизости рабочих от воздействия ультрафиолетового излучения электрической дуги, но не должны использоваться для замены стеклянного фильтра, используемого в шлемах. [39]
Сварщики также часто подвергаются воздействию опасных газов и твердых частиц. Такие процессы, как дуговая сварка порошковой проволокой и дуговая сварка металлическим электродом в защитных оболочках, производят дым, содержащий частицы различных типов оксидов, что в некоторых случаях может привести к таким заболеваниям, как лихорадка от дыма металла. Размер рассматриваемых частиц имеет тенденцию влиять на токсичность дыма, при этом более мелкие частицы представляют большую опасность. Кроме того, многие процессы производят пары и различные газы, чаще всего двуокись углерода и озон, которые могут оказаться опасными при недостаточной вентиляции.Кроме того, поскольку использование сжатых газов и пламени во многих сварочных процессах создает опасность взрыва и пожара, некоторые общие меры предосторожности включают ограничение количества кислорода в воздухе и удержание горючих материалов подальше от рабочего места. [40]
Кроме того, многие процессы производят пары и различные газы, чаще всего двуокись углерода и озон, которые могут оказаться опасными при недостаточной вентиляции.Кроме того, поскольку использование сжатых газов и пламени во многих сварочных процессах создает опасность взрыва и пожара, некоторые общие меры предосторожности включают ограничение количества кислорода в воздухе и удержание горючих материалов подальше от рабочего места. [40]
Стоимость и тенденции
Поскольку это производственный процесс, стоимость сварки играет решающую роль в принятии производственных решений. На общую стоимость влияет множество различных переменных, включая стоимость оборудования, стоимость рабочей силы, стоимость материалов и стоимость энергии.В зависимости от процесса стоимость оборудования может варьироваться от недорогого для таких методов, как дуговая сварка в защитном металлическом корпусе и кислородная сварка, до чрезвычайно дорогих для таких методов, как лазерная и электронно-лучевая сварка. Из-за их высокой стоимости они используются только в высокопроизводительных операциях. Точно так же, поскольку автоматизация и роботы увеличивают стоимость оборудования, они применяются только тогда, когда требуется высокая производительность. Стоимость рабочей силы зависит от скорости наплавки (скорости сварки), почасовой оплаты труда и общего времени работы, включая время сварки и перемещение детали.В стоимость материалов входит стоимость основного и присадочного материала, а также стоимость защитных газов. Наконец, стоимость энергии зависит от времени дуги и потребности в сварочной мощности.
Из-за их высокой стоимости они используются только в высокопроизводительных операциях. Точно так же, поскольку автоматизация и роботы увеличивают стоимость оборудования, они применяются только тогда, когда требуется высокая производительность. Стоимость рабочей силы зависит от скорости наплавки (скорости сварки), почасовой оплаты труда и общего времени работы, включая время сварки и перемещение детали.В стоимость материалов входит стоимость основного и присадочного материала, а также стоимость защитных газов. Наконец, стоимость энергии зависит от времени дуги и потребности в сварочной мощности.
При ручной сварке затраты на рабочую силу обычно составляют большую часть общих затрат. В результате многие меры по экономии направлены на минимизацию времени эксплуатации. Для этого можно выбрать процедуры сварки с высокой производительностью наплавки, а параметры сварки можно точно настроить для увеличения скорости сварки.Для снижения затрат на рабочую силу часто применяются механизация и автоматизация, но это часто увеличивает стоимость оборудования и требует дополнительного времени на настройку.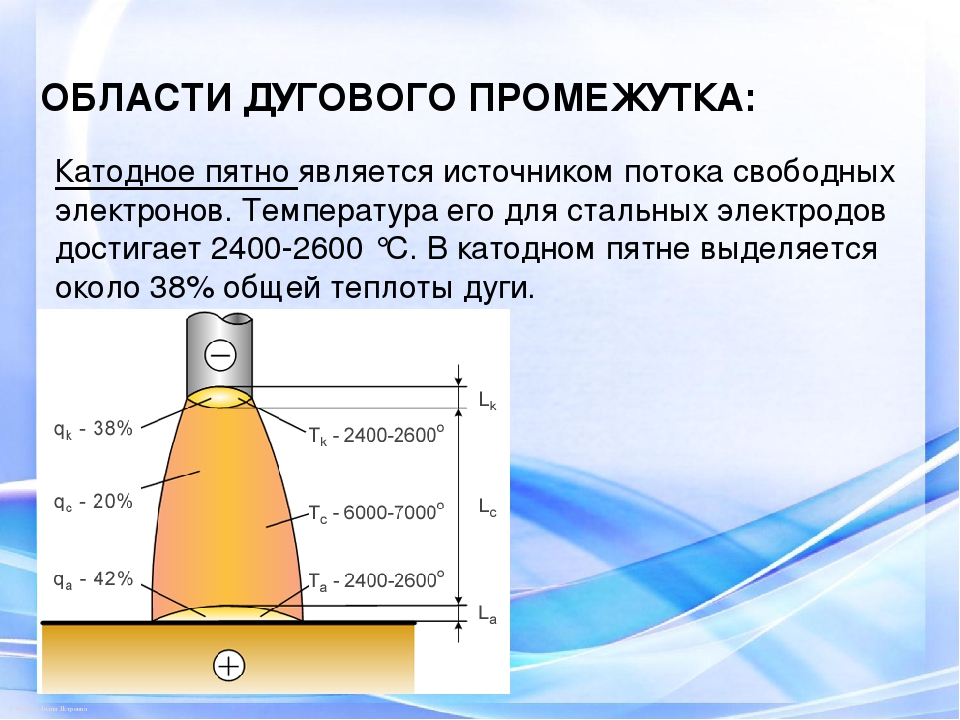 Затраты на материалы имеют тенденцию к увеличению, когда необходимы особые свойства, а затраты на энергию обычно не превышают нескольких процентов от общих затрат на сварку. [41]
Затраты на материалы имеют тенденцию к увеличению, когда необходимы особые свойства, а затраты на энергию обычно не превышают нескольких процентов от общих затрат на сварку. [41]
В последние годы, чтобы минимизировать затраты на рабочую силу в высокопроизводительном производстве, промышленная сварка становится все более автоматизированной, особенно с использованием роботов для точечной контактной сварки (особенно в автомобильной промышленности) и дуговая сварка.В роботизированной сварке механизированные устройства удерживают материал и выполняют сварку, [42] , и сначала точечная сварка была ее наиболее распространенным применением. Но популярность роботизированной дуговой сварки растет по мере развития технологий. Другие ключевые области исследований и разработок включают сварку разнородных материалов (например, стали и алюминия) и новые сварочные процессы, такие как трение, магнитный импульс, токопроводящий тепловой шов и гибридная лазерная сварка. Кроме того, желателен прогресс в том, чтобы сделать более специализированные методы, такие как сварка лазерным лучом, практичными для большего числа приложений, таких как аэрокосмическая и автомобильная промышленность.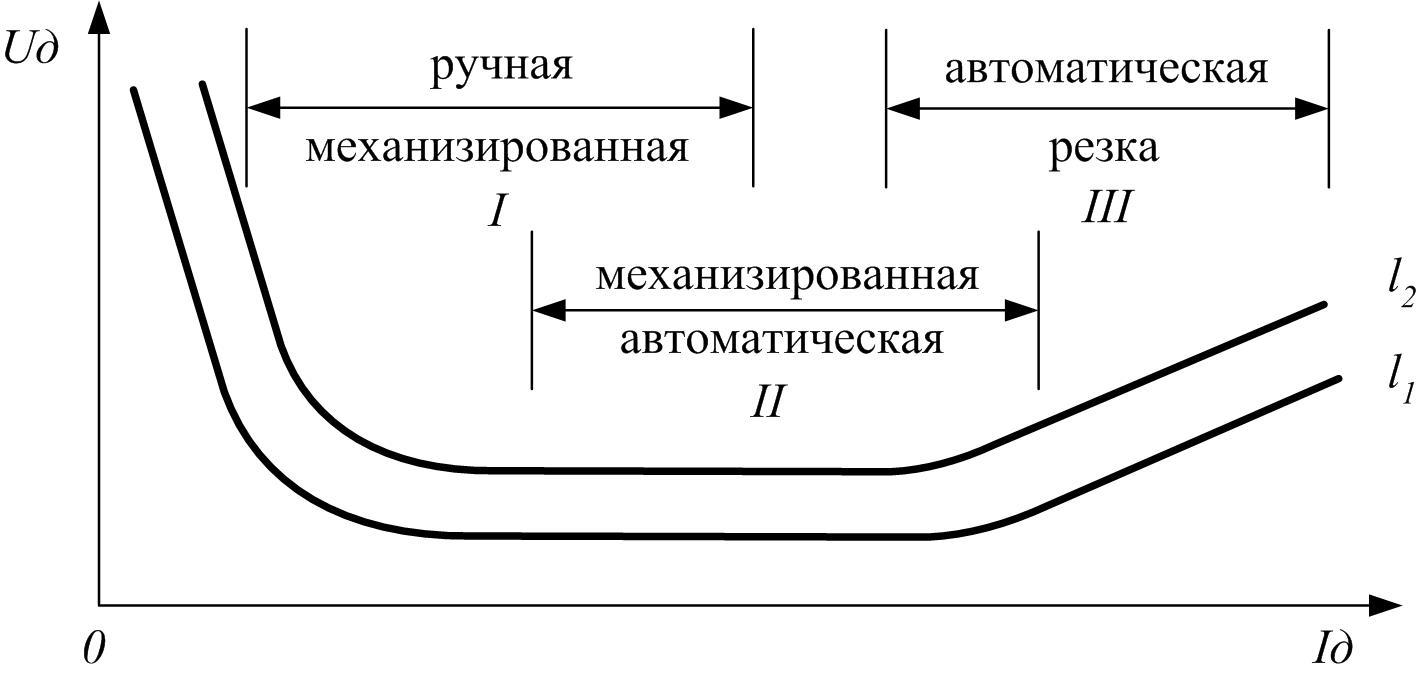 Исследователи также надеются лучше понять часто непредсказуемые свойства сварных швов, особенно микроструктуру, остаточные напряжения и склонность сварного шва к растрескиванию или деформации.
Исследователи также надеются лучше понять часто непредсказуемые свойства сварных швов, особенно микроструктуру, остаточные напряжения и склонность сварного шва к растрескиванию или деформации.
См. Также
- ↑ Кэри и Хелцер 2005, 4
- ↑ Lincoln Electric 1994, 1.1-1.
- ↑ Кэри и Хелцер 2005, 5–6
- ↑ Кэри и Хелцер 2005, 6
- ↑ Weman 2003, 26.
- ↑ Lincoln Electric 1994, 1.1-5.
- ↑ Кэри и Хелцер 2005, 7
- ↑ Lincoln Electric 1994, 1.1-6
- ↑ Кэри и Хелцер 2005, 9
- ↑ Lincoln Electric 1994, 1.1-10.
- ↑ Кэри и Хелцер 2005, 246–49
- ↑ Калпакджян и Шмид 2001, 780
- ↑ Lincoln Electric 1994, 5.4-5.
- ↑ Weman 2003, 16.
- ↑ Кэри и Хелцер 2005, 103
- ↑ Weman 2003, 63.
- ↑ Lincoln Electric 1994, 5.4-3.
- ↑ Weman 2003, стр. 53
- ↑ Weman 2003, 31.
- ↑ Weman 2003, 37–38
- ↑ Weman 2003, 68.
- ↑ Weman 2003, 26.
- ↑ Weman 2003, 80–84
- ↑ Weman 2003, 95–101
- ↑ Weman 2003, 89–90
- ↑ Хикс 1999, 52–55
- ↑ Кэри и Хелцер 2005, 19, 103, 206
- ↑ Кэри и Хелцер 2005, 401–04
- ↑ Lincoln Electric 1994, 6.1-5–6.1-6
- ↑ Kalpakjian and Schmid 2001, 821–222.
- ↑ Weman 2003, 5.
- ↑ Weman 2003, 7–8
- ↑ Кэри и Хелцер 2005, 404–05
- ↑ Lincoln Electric 1994, 6.1-1.
- ↑ Lincoln Electric 1994, 6.1-14–6.1-19
- ↑ Lincoln Electric 1994, 7.1-9–7.1-13
- ↑ Lincoln Electric 1994, 9.1-1–9.1-6
- ↑ Кэри и Хелцер 2005, 677–83
- ↑ Кэри и Хелцер 2005, 42, 49–51
- ↑ Кэри и Хелцер 2005, 52–62
- ↑ Weman 2003, 184–89.
- ↑ Линкольн Электрик 1994, 4.5-1

Ссылки
Ссылки ISBN поддерживают NWE за счет реферальных сборов
- ASM International. 2003. Тенденции исследований в области сварки. Парк материалов, Огайо: ASM International. ISBN 0-87170-780-2
- Блант, Джейн и Найджел С. Балчины. 2002. Здоровье и безопасность при сварке и родственных процессах. Кембридж: Вудхед. ISBN 1-85573-538-5
- Кэри, Ховард Б. и Скотт К. Хелцер. 2005. Современные сварочные технологии. Верхняя Сэдл-Ривер, Нью-Джерси: Pearson Education.ISBN 0-13-113029-3
- Хикс, Джон. 1999. Проектирование сварных соединений. Нью-Йорк, Нью-Йорк: Industrial Press. ISBN 0-8311-3130-6
- Калпакджян, Сероп и Стивен Р. Шмид. 2001. Производство и технология производства. Prentice Hall. ISBN 0-201-36131-0
- Линкольн Электрик. 1994. Методическое руководство по дуговой сварке. Кливленд: Линкольн Электрик. ISBN 99949-25-82-2
- Weman, Klas. 2003. Справочник по сварочным процессам. Нью-Йорк: CRC Press LLC. ISBN 0-8493-1773-8
 Парк материалов, Огайо: ASM International. ISBN 0-87170-780-2
Парк материалов, Огайо: ASM International. ISBN 0-87170-780-2Внешние ссылки
Все ссылки получены 18 августа 2020 г.
| Металлообработка | |
|---|---|
| Сварка | |
| Дуговая сварка: Экранированный металл (MMA) | Газовый металл (МИГ) | Порошковая | Затопленный | Газ вольфрам (TIG) | Плазма | |
| Прочие процессы: Кислородное топливо | Сопротивление | Пятно | Кузница | Ультразвуковой | Электронный луч | Лазерный луч | |
| Оборудование: Электропитание | Электрод | Присадочный металл | Защитный газ | Робот | Шлем | |
| Связано: Зона термического влияния | Свариваемость | Остаточное напряжение | Дуговый глаз | Подводная сварка | |
См.  Также: Пайка | Пайка | Металлообработка | Изготовление | Кастинг | Обработка | Металлургия | Ювелирные изделия Также: Пайка | Пайка | Металлообработка | Изготовление | Кастинг | Обработка | Металлургия | Ювелирные изделия | |
Кредиты
Энциклопедия Нового Света Писатели и редакторы переписали и завершили статью Википедия в соответствии со стандартами New World Encyclopedia .Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с указанием авторства. Кредит предоставляется в соответствии с условиями этой лицензии, которая может ссылаться как на участников Энциклопедии Нового Света, , так и на самоотверженных добровольцев Фонда Викимедиа. Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних публикаций википедистов доступна исследователям здесь:
История этой статьи с момента ее импорта в Энциклопедия Нового Света :
Примечание. Некоторые ограничения могут применяться к использованию отдельных изображений, на которые распространяется отдельная лицензия.
Дуговая сварка — производственные вопросы и ответы
Этот набор вопросов и ответов для производственного инженера с множественным выбором (MCQ) посвящен «дуговой сварке».
1. Время, в течение которого трансформатор будет использоваться для сварки в условиях нормальной нагрузки, известен как?
a) Время выдержки
b) Время простоя
c) Время сварки
d) Рабочий цикл
Просмотр ответа
Ответ: d
Пояснение: Время, в течение которого трансформатор будет использоваться для сварки в условиях нормальной нагрузки, известен как рабочий цикл.
2. Называется количество напряжения, необходимое для возникновения дуги в условиях холостого хода?
a) Напряжение холостого хода
b) Напряжение замкнутой цепи
c) Напряжение короткого замыкания
d) Напряжение дуги
Посмотреть ответ
Ответ: a
Пояснение: величина тока, необходимая для генерации дуги в условиях холостого хода, называется коротким замыканием ток (SCC).
3. Называется величина тока, необходимого для возникновения дуги в условиях холостого хода?
a) Ток холостого хода
b) Ток замкнутой цепи
c) Ток короткого замыкания
d) Ток дуги
Посмотреть ответ
Ответ: c
Объяснение: Величина тока, необходимая для генерации дуги в условиях холостого хода, называется коротким замыканием Текущий.Он представлен SCC.
4. Если напряжение холостого хода составляет 60 вольт, а ток короткого замыкания составляет 20 ампер. Затем определите напряжение, необходимое для сварки, если ток, необходимый при сварке, составляет 10 ампер?
a) 30 В
b) 60 В
c) 20 В
d) 40 В
Просмотреть ответ
Ответ: a
Пояснение: Voltage = OCV — (\ (\ frac {I} {SCC} \)) × OCV, где «OCV» — напряжение холостого хода, «SCC» — напряжение короткого замыкания, а «I» — ток в амперах.
5. Как напряжение дуги V зависит от длины дуги L?
a) V = f (L)
b) V = 1 / f (L)
c) V = f (L2)
d) V = f (√L)
Посмотреть ответ
Ответ: a
Пояснение: V = A + BL, где V — напряжение дуги, L — длина дуги в см, A и B — константы.
Подписка на информационный бюллетень «Производственные процессы I»
6. Для чего нужен флюс при сварке под флюсом?
a) Чтобы полностью закрыть зону сварки
b) Предотвратить окисление стыка
c) Предотвратить разбрызгивание расплавленного металла
d) Предотвратить прилипание расплавленного металла
Посмотреть ответ
Ответ: d
Пояснение: Флюс используется для полностью покрыть зону сварки.Предотвращает окисление сварного шва и разбрызгивание расплавленного металла.
7. В каком из следующих процессов газовой сварки используется неплавящийся электрод?
a) Сварка под флюсом
b) Сварка вольфрамом в инертном газе
c) Сварка шпилек
d) Дуговая сварка металлическим электродом в газе
Посмотреть ответ
Ответ: b
Пояснение: В процессе сварки вольфрамовым электродом в инертном газе используется неплавящийся электрод, который сделан из вольфрама.
8. В чем разница между плазменно-дуговой сваркой и сваркой TIG?
a) Флюс не используется
b) Конструкция резака отличается
c) Газ не используется
d) Вольфрамовый электрод не используется
Посмотреть ответ
Ответ: b
Пояснение: Конструкция резака — единственная разница между Плазменная сварка и сварка TIG. И TIG, и PAW используют вольфрамовые электроды.
И TIG, и PAW используют вольфрамовые электроды.
9. При плазменной сварке газ есть?
a) Ионизированный
b) Нагретый
c) Намагниченный
d) Испаренный
Посмотреть ответ
Ответ: a
Пояснение: При плазменной сварке газ ионизируется. Используемый электрод изготовлен из вольфрама и добавлен присадочный металл.
10. Если эффективность теплопередачи составляет 0,5, а эффективность плавления равна 0,6, то общая эффективность будет?
а) 0,83
б) 0.03
c) 0,30
d) 0,12
Посмотреть ответ
Ответ: c
Пояснение: ηtotal = ηmelting * η теплопередача, где η означает эффективность. Есть два типа эффективности: одна — это эффективность плавления, а другая — эффективность теплопередачи.
11. Отклонение дуги при подаче дуги на?
a) Электрическое поле
b) Магнитное поле
c) Комбинация обоих
d) Гидростатическое поле
Посмотреть ответ
Ответ: b
Объяснение: Отклонение дуги при подаче дуги происходит под действием магнитного поля.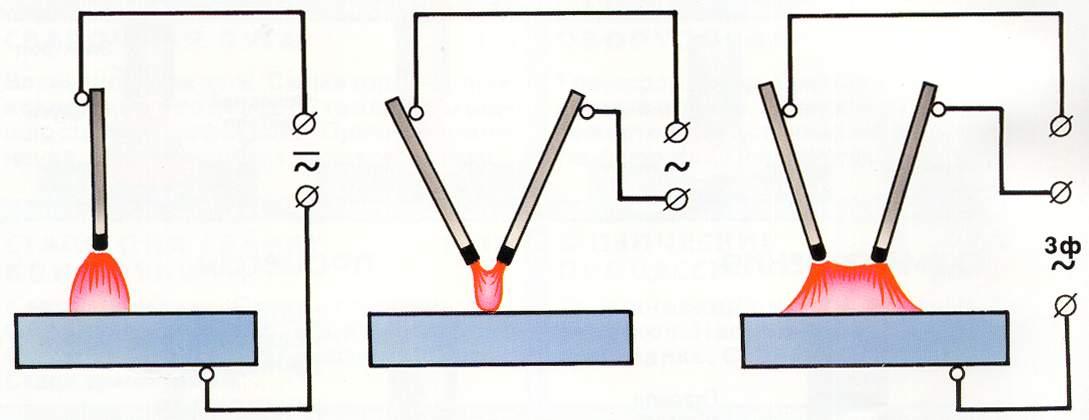 Электрическое поле, гидростатическое поле не влияют на отклонение дуги.
Электрическое поле, гидростатическое поле не влияют на отклонение дуги.
12. Если общий КПД составляет 0,35 при дуговой сварке. Тогда какова скорость сварки в мм / сек, если площадь поперечного сечения 5 мм 2 , мощность сварки 2 кВт и тепло, необходимое для плавления металла, составляет 100 Дж / мм 3 .
a) 1,4
b) 14
c) 1400
d) 140
Посмотреть ответ
Ответ: a
Объяснение: N = (P × общий КПД) / (Q × A), где P — мощность, q — тепло передачи, а A представляет площадь поперечного сечения.
13. В каком из следующих процессов газовой сварки используется постоянное напряжение?
a) Сварка под флюсом
b) Сварка вольфрамовым электродом в среде инертного газа
c) Приварка шпилек
d) Дуговая сварка металлическим газом
Посмотреть ответ
Ответ: d
Объяснение: При дуговой сварке металлическим электродом в газе используется постоянное напряжение. При сварке вольфрамовым электродом в среде инертного газа не используется постоянное напряжение в цепи.
14. Какой из следующих инертных газов используется только с источником постоянного тока?
a) Аргон
b) Гелий
c) CO 2
d) Азот
Посмотреть ответ
Ответ: c
Пояснение: Co 2 используется только в источниках питания постоянного тока.Его нельзя использовать в сети переменного тока. Аргон и гелий можно использовать с питанием переменного тока.
15. Что из следующего используется для предотвращения окисления и удержания расплавленного металла при приварке шпилек?
a) Керамические кольца
b) Металлические кольца
c) Неметаллические кольца
d) Флюс
Посмотреть ответ
Ответ: a
Пояснение: Для предотвращения окисления и удержания расплавленного металла при приварке шпилек используются керамические кольца.
Sanfoundry Global Education & Learning Series — Производство.
Чтобы практиковаться во всех областях машиностроения, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
- Получите бесплатную грамоту за заслуги перед производством I
- Примите участие в конкурсе сертификации производственных процессов I
- Станьте лидером в производственных процессах I
- Подайте заявку на участие в производственных процессах I Job
- Тестирование производственных процессов I
- Практические тесты по главам: Глава 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
- Мок-тесты по главам: Глава 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
курсов PDH онлайн.PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов. «
Russell Bailey, P.E.
Нью-Йорк
«Он укрепил мои текущие знания и научил меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации. «
«
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и их было
.очень быстро отвечу на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, особенно с учетом того, что я думал, что я уже знаком.
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P. E.
E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на изучение
материал. «
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.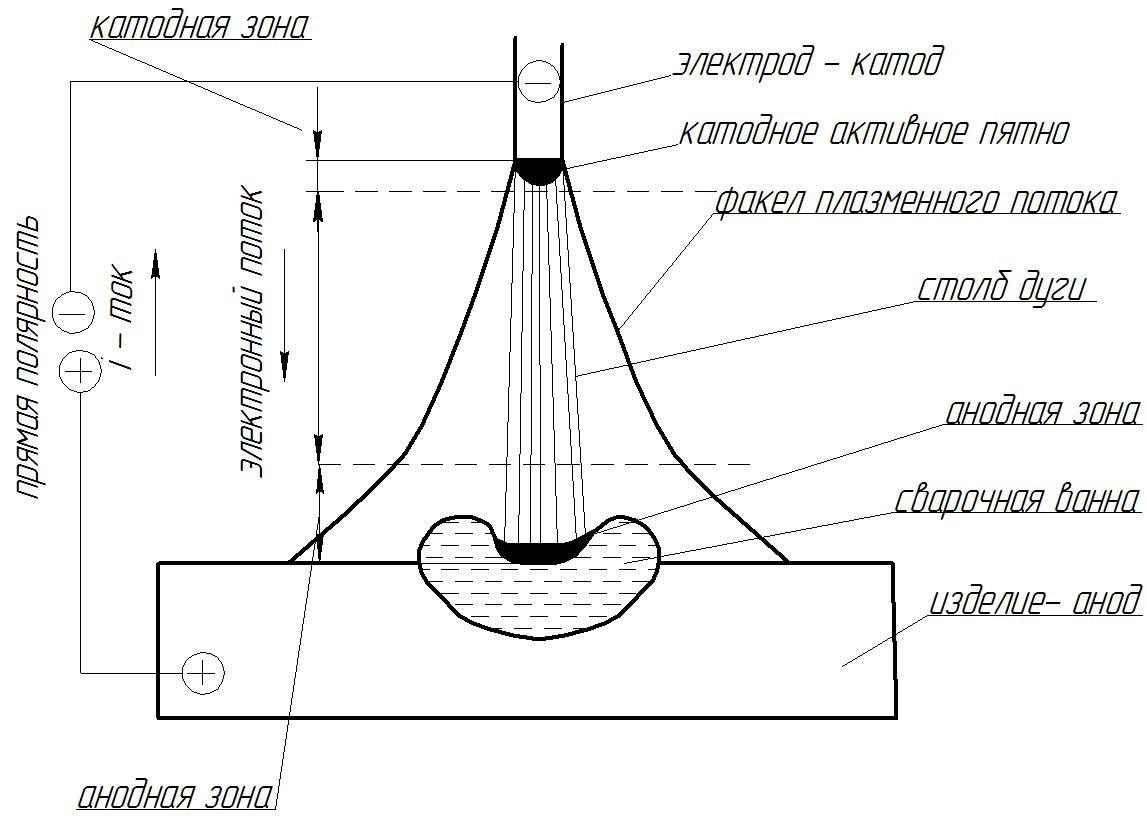 E.
E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.е., позволяя
студент, оставивший отзыв на курс
материалов до оплаты и
получает викторину «
Арвин Свангер, П.Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил много удовольствия «
Мехди Рахими, П.Е.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.»
Уильям Валериоти, P. E.
E.
Техас
«Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
обсуждаемых тем ».
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Очень рекомендую
всем инженерам »
Джеймс Шурелл, П.Е.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании какой-то неясной секции
законов, которые не применяются
по «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор
, организация. «
»Иван Харлан, П.Е.
Теннесси
«Материалы курса содержали хорошее, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн формат был очень
Доступно и просто
использовать. Большое спасибо ».
Патрисия Адамс, P.E.
Канзас
«Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь печатный тест во время
обзор текстового материала. Я
также оценил просмотр
Предоставлено фактических случаев »
Жаклин Брукс, П.Е.
Флорида
«Документ» Общие ошибки ADA при проектировании объектов «очень полезен.Модель
испытание потребовало исследований в
документ но ответов были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
«Я эффективно использовал свое время. Спасибо за широкий выбор вариантов
в транспортной инженерии, которая мне нужна
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, П.Е.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
придется путешествовать. «
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время исследовать где на
получить мои кредиты от. «
Кристен Фаррелл, П.Е.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий. »
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утра
метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
сниженная цена
на 40%. «
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
кодов и Нью-Мексико
правил. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Ханслик, P.E.
Оклахома
«CEDengineering предоставляет удобные, экономичные и актуальные курсы»
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материалы были краткими и
хорошо организовано. »
Глен Шварц, П.Е.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна »
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефонному звонку».
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Здание курс и
очень рекомендую .»
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлены. »
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загрузить учебные материалы на номер
.обзор где угодно и
всякий раз.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Поддерживаю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без всякой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и продемонстрировали понимание
материала. Полная
и комплексное »
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по телефону
работ.»
Рики Хефлин, П.Е.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, П.Е.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Луан Мане, П.Е.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти викторину «
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродский, П.Е.
Нью-Джерси
«Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график «
Майкл Глэдд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за изготовление
процесс простой. »
Фред Шейбе, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
одночасовое PDH в
один час. «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилось загружать документы для проверки содержания
и пригодность, до
имея для оплаты
материал .»
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об EE для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, П.Е.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
процесс, которому требуется
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в викторине онлайн и получение сразу
Сертификат. «
Марлен Делани, П.Е.
Иллинойс
«Учебные модули CEDengineering — это очень удобный способ доступа к информации по номеру
.многие различные технические зоны за пределами
по своей специализации без
надо путешествовать.»
Гектор Герреро, П.Е.
Грузия
Характеристики источника сварочного тока
Прочитав эту статью, вы узнаете о характеристиках источника сварочного тока: — 1. Вольт-амперные характеристики источника сварочного тока 2. Внешние статические вольт-амперные характеристики источника сварочного тока 3. Характеристики постоянного тока 4. Постоянный ток Вольт-амперные характеристики 5. Динамические вольт-амперные характеристики.
Вольт-амперные характеристики источника сварочного тока:Все источники сварочного тока имеют два типа рабочих характеристик, а именно статическую характеристику и динамическую характеристику. Статическую выходную характеристику можно легко определить, измерив установившееся выходное напряжение и ток обычным методом нагрузки с помощью переменных резисторов. Таким образом, кривая, показывающая выходной ток в зависимости от выходного напряжения для данного источника питания, составляет его статическую характеристику.
Динамическая характеристика источника питания для дуговой сварки определяется путем регистрации переходных изменений сварочного тока и напряжения дуги, возникающих в течение короткого интервала времени. Таким образом, он описывает мгновенные изменения, происходящие в течение короткого промежутка времени, скажем, миллисекунды. Стабильность дуги определяется комбинированным взаимодействием статических и динамических вольт-амперных (V-I) характеристик источника сварочного тока.
Внутренний переходный характер сварочной дуги является основной причиной большого значения динамических характеристик источника питания для дуговой сварки.Большинство сварочных дуг имеют постоянно меняющиеся условия, которые в основном связаны с зажиганием дуги, переносом металла от электрода в сварочную ванну, а также гашением и повторным зажиганием дуги в течение каждого полупериода сварки на переменном токе. Переходный характер сварочной дуги также связан с изменением длины дуги, температуры дуги и характеристиками электронной эмиссии катода.
Скорость изменения напряжения и тока в процессах дуговой сварки настолько высока, что статическая вольт-амперная характеристика источника питания вряд ли может иметь какое-либо значение для прогнозирования динамических характеристик сварочной дуги.
Однако производитель предоставляет только статические вольт-амперные характеристики источника сварочного тока. Хотя они не могут описать характер поведения источника энергии в отношении его динамического отклика, они имеют большое значение для определения общего общего отклика при управлении параметрами процесса.
Внешние статические вольт-амперные характеристики источника сварочного тока:Очень важной характеристикой любого источника питания для дуговой сварки является его внешняя статическая вольт-амперная характеристика.Это кривая, связывающая напряжение источника со сварочным током. Кривая вольт-амперной характеристики источника сварочного тока получается путем измерения выходного напряжения и тока при статической нагрузке на него чисто резистивной нагрузкой, которая изменяется от минимальной или нулевой нагрузки до максимальных условий или условий короткого замыкания. Внешняя статическая характеристика источника сварочного тока зависит от области применения, для которой он предназначен.
На рис. 4.1 показаны различные типы вольт-амперных характеристик, используемых для источников сварочного тока.Как правило, все эти характеристики VI классифицируются по четырем категориям, а именно: круто падающие, постепенно падающие, плоские и восходящие характеристики, которые используются соответственно для ручной дуговой сварки, дуговой сварки под флюсом, полуавтоматической газовой дуговой сварки и автоматической газовой дуговой сварки металлическим электродом. сварочные процессы.
Рис. 4.1 Статические вольт-амперные характеристики различных типов источников сварочного тока
К этим четырем типам также относятся и другие процессы дуговой сварки.Однако довольно часто источники сварочного тока с падающими характеристиками V-I рассматривают как обычные машины или аппараты постоянного тока, а источники сварочного тока с плоскими или почти плоскими характеристиками V-I как аппараты постоянного напряжения или постоянного напряжения.
Дальнейшее их обсуждение следует под этими двумя заголовками:
Характеристики постоянного тока источника сварочного тока:Обычный источник питания для дуговой сварки известен как аппарат постоянного тока (CC).Он имеет падающую вольт-амперную характеристику и широко используется при дуговой сварке экранированного металла.
Кривая постоянного тока показывает, что источник сварочного тока выдает максимальное выходное напряжение без нагрузки, а по мере увеличения нагрузки выходное напряжение уменьшается. Максимальное напряжение холостого хода или холостого хода обычно составляет 100 вольт.
Источник питания постоянного тока может иметь выход постоянного или переменного тока. Помимо SMAW, он используется для дуговой сварки углем, газовой вольфрамовой дуги, плазменной сварки и приварки шпилек.Его также можно использовать для непрерывных процессов с использованием проволоки относительно большого диаметра, например, для дуговой сварки под флюсом.
Источники сварочного тока постоянного тока могут также использоваться для некоторых автоматических сварочных процессов. Это требует использования механизма подачи проволоки и средств управления для дублирования движений сварочного аппарата для инициирования и поддержания дуги, что обычно достигается с помощью сложной системы обратной связи для контроля напряжения дуги для контроля длины дуги.
До недавнего времени источники постоянного тока редко использовались для сварки проволокой очень малого диаметра.Однако в настоящее время разработаны источники питания для дуговой сварки с истинной вольт-амперной статической характеристикой постоянного тока, как показано на рис. 4.2, которые могут использоваться с проволокой малого диаметра в пределах обычно используемого диапазона напряжения дуги.
Сварщик, использующий этот тип аппарата, практически не может контролировать сварочный ток путем изменения длины дуги, поскольку это изменение не влияет на него. Это хорошее преимущество для дуговой сварки вольфрамовым электродом в газе, поскольку изменение длины дуги в этом процессе ограничено.Он также широко используется при дуговой сварке металлическим электродом в газовой среде, где он используется для обеспечения распылительного режима переноса металла с низким средним током.
Это осуществляется источником питания, который может быть запрограммирован на переключение с низкого или фонового тока на пиковый или импульсный ток, чтобы влиять на отделение капель за счет увеличения скорости плавления в сочетании с усиленным пинч-эффектом. Это называется импульсной сваркой.
При сварке импульсным током два уровня тока, как показано на рис. 4.3, с желаемыми периодами времени, которые могут быть установлены для достижения необходимого среднего сварочного тока Сварка импульсным током становится все более популярной как при сварке вольфрамовым электродом, так и при газовой дуговой сварке металлическим электродом.
Характеристики постоянного напряжения источника сварочного тока :Источник сварочного тока с постоянным напряжением (CV) имеет по существу плоскую вольт-амперную характеристику, хотя обычно с небольшим спадом. Кривая может быть смещена вверх или вниз для изменения напряжения, как показано на рис. 4.4. Напряжение, однако, никогда не достигнет такого высокого значения OCV, как в источнике сварочного тока на постоянном токе.
Рис. 4-4 Различные вольт-амперные кривые источников постоянного напряжения
Это одна из причин, по которой источник сварочного тока с постоянным напряжением не используется для ручной дуговой сварки металлическим электродом с покрытием электродами, поскольку для зажигания дуги требуется более высокий OCV.Источники сварочного тока с вольт-амперными характеристиками постоянного напряжения фактически используются только для непрерывной сварки электродной проволокой, такой как газовая дуговая сварка.
Вольт-амперная характеристика источника питания постоянного тока рассчитана на получение почти одинакового напряжения без нагрузки и при номинальной или полной нагрузке. Он имеет V-I характеристику, как у стандартного промышленного генератора электроэнергии. Если нагрузка в цепи изменяется, источник питания автоматически регулирует свой выходной ток в соответствии с требованиями и поддерживает практически такое же напряжение на выходных клеммах.Таким образом, эта система обеспечивает саморегулирующуюся дугу на основе предварительно заданной скорости подачи проволоки и источника питания постоянного напряжения.
Упрощенные элементы управления устраняют сложную схему и реверсирование двигателя привода подачи проволоки для зажигания или поддержания стабильной сварочной дуги.
Источник сварочного тока с постоянным напряжением обеспечивает необходимый ток, так что скорость плавления электрода равна скорости подачи проволоки. Длина дуги предварительно устанавливается путем настройки напряжения на источнике питания, а сварочный ток регулируется путем регулировки скорости подачи проволоки.
Вольт-амперная характеристика источника сварочного тока должна быть спроектирована таким образом, чтобы обеспечить стабильную дугу для GMAW с использованием проволоки разного диаметра и металла в сочетании с разными защитными газами. Большинство источников сварочного тока с постоянным напряжением снабжены средствами регулировки наклона кривой V-I.
Было обнаружено, что кривые V-I с наклоном от 1-5 до 2 вольт / 1004 лучше всего подходят для GMAW цветных металлов, дуговой сварки под флюсом и для дуговой сварки порошковой проволокой с использованием электродной проволоки большего диаметра.Кривая со средним наклоном от 2 до 3 В / 100 А является предпочтительной для CO 2 , дуговой сварки металлическим электродом в защитных газах и для порошковой электродной проволоки малого диаметра. Более крутой наклон от 3 до 4 вольт / 100 А полезен для передачи короткого замыкания. Эти три типа уклонов показаны на рис. 4.5. При одинаковом изменении напряжения дуги чем пологие кривая, тем больше изменение сварочного тока.
Рис. 4-5 Различные наклоны, используемые в источниках сварочного тока с постоянным напряжением
Необходимо тщательно спланировать динамическую характеристику источника питания постоянного напряжения.Из-за резкого изменения напряжения при коротком замыкании ток имеет тенденцию быстро увеличиваться до очень высокого значения. Это преимущество при зажигании дуги, но может вызвать нежелательное разбрызгивание.
Тем не менее, им можно управлять, добавляя в цепь реактивное сопротивление или индуктивность. Это приводит к изменению временного фактора или времени отклика и приводит к стабильной дуге. В большинстве источников сварочного тока в цепь включена разная величина индуктивности для разных углов наклона. Для этого в системе предусмотрен реактор переменного тока.
Сварочная система с постоянным напряжением имеет наибольшее преимущество, когда плотность тока электродной проволоки высока. Принцип постоянного напряжения сварки обычно не используется с переменным током. Хотя его можно использовать для дуговой сварки под флюсом и электрошлаковой сварки, но он не пользуется популярностью в этих процессах. Его не следует использовать для дуговой сварки в среде защитного металла, так как это может привести к перегрузке и повреждению источника питания из-за слишком длительного потребления слишком большого тока.
Выбор статической вольт-амперной характеристики для процесса сварки:
В основном существует четыре типа статических вольт-амперных характеристик, которые могут быть включены в источник сварочного тока, в зависимости от процесса, для которого они будут использоваться.
Эти четыре типа характеристик V-I:
1. Тип круто понижения,
2. Постепенно поникающий тип,
3. Fiat или постоянного напряжения, и
4. Тип повышенного напряжения.
Характеристики всех этих типов источников питания с наложенными на них вольт-амперными характеристиками сварочной дуги показаны на рис. 4.6.
Рис. 4.6 Вольт-амперные характеристики различных источников сварочного тока и сварочной дуги
1.Круто падающая V-I характеристика:
Сварочный источник питания с круто падающей вольт-амперной характеристикой имеет высокое напряжение холостого хода и низкий ток короткого замыкания, как показано кривой 1 на рис. 4.6. Очевидно, что при изменении длины дуги от L — δ L до L + δ L изменение тока очень мало.
Этот тип вольт-амперной характеристики лучше всего подходит для SMAW, то есть ручной дуговой сварки металла покрытыми электродами, поскольку небольшое изменение длины дуги из-за собственного движения руки человека во время операции сварки не повлияет на скорость плавления электрода. .Кроме того, высокое напряжение холостого хода обеспечивает легкое зажигание и поддержание сварочной дуги.
2. Постепенно спадающая характеристика V-I:
Источник питания с постепенно падающей статической вольт-амперной характеристикой, как показано кривой 2 на рис. 4.6, может обеспечивать высокий ток короткого замыкания, необходимый для дуговой сварки под флюсом толстыми электродами, особенно для электродов диаметром более 3,5 мин. Источник питания с таким типом вольт-амперной характеристики требует некоторой техники зажигания дуги, аналогичной методам прикосновения и вытягивания, используемым для SMAW, или, в качестве альтернативы, можно использовать стальную вату для обеспечения кратковременного короткого замыкания между электродом и заготовкой.
Напряжение холостого хода может быть немного ниже, чем в случае крутого спада ВАХ. Эта особенность помогает обеспечить своего рода саморегулирование длины дуги во время сварки, так как при одинаковом изменении длины дуги изменение тока дуги значительно больше, чем в случае круто падающей вольт-амперной характеристики.
3. Плоский V-I Характеристика:
В источнике сварочного тока с постоянным напряжением при небольшом изменении длины дуги наблюдается большое изменение сварочного тока, что делает его довольно чувствительным и, следовательно, помогает поддерживать постоянную длину дуги с, как следствие, постоянным качеством сварных швов.Это обычно называется саморегулированием длины дуги и является важным требованием для успешной дуговой сварки металлическим газом.
Изменение длины дуги неизбежно, особенно при полуавтоматической сварке GMAW, поэтому статическая вольт-амперная характеристика постоянного напряжения очень полезна для процессов сварки тонкой проволокой. Однако плоская ВАХ, показанная кривой 3 на рис. 4.6, не совсем плоская, а обычно падает при 1-3 вольтах на 100 ампер. Все источники сварочного тока с плоскими характеристиками V-I почти всегда относятся к типу трансформатор-выпрямитель, а полярность положительного электрода (ep) обычно используется.
4. Восходящая V-образная характеристика :
В источнике сварочного тока с нарастающей вольт-амперной характеристикой наблюдается увеличение тока с увеличением напряжения, как показано кривой 4 на рис. 4.6. Эта характеристика V-I основана на небольшом изменении характеристики постоянного напряжения. Преимущество возрастающей ВАХ по сравнению с плоской характеристикой состоит в том, что по мере увеличения скорости подачи проволоки требования к силе тока возрастают, а также автоматически увеличивается напряжение.Эта функция помогает поддерживать постоянную длину дуги даже при коротком замыкании. Возрастающая характеристика V-I адаптируется в основном к полностью автоматическим процессам.
Динамические вольт-амперные характеристики источника сварочного тока :Динамическая характеристика источника сварочного тока — это соотношение между напряжением дуги и соответствующим сварочным током при их изменении от одного момента к другому, как показано на рис. 4.7.
Крайне важно знать характер динамических характеристик, чтобы определить скорость нарастания тока после короткого замыкания, которая влияет на скорость плавления электрода и разбрызгивание сварочного шва.
Динамические характеристики V-I получаются путем регистрации вольт-амперных переходных процессов во время фактической работы источника питания. По динамическим ВАХ можно определить режим переноса металла для заданного набора параметров сварки.
Задача 1:
Характеристика длины дуги-напряжения дуги постоянного тока определяется уравнением V = 24 + 41, где V — напряжение дуги, а I — длина дуги в мм. Статическая вольт-амперная характеристика источника питания аппроксимируется прямой линией при напряжении холостого хода 80 вольт и токе короткого замыкания 600 ампер. Определите оптимальную длину дуги для максимальной мощности.
Решение :
Задача 2:
Статическая вольт-амперная характеристика источника сварочного тока определяется параболическим уравнением
Я 2 = — 500 (В — 80)
, а характеристика дуги представлена уравнением прямой линии
I = 23 (В-18).
Определить,
(а) мощность стабильной дуги,
(b) Если длина дуги (I) и напряжение дуги (V) связаны выражением V = 20 + 4-5, я определяю оптимальную длину дуги для максимальной мощности.
(c) Если конвективные и радиационные потери для дуги в (b) составляют 15% мощности дуги, тогда определите, будет ли выгодно иметь длину дуги 4 мм, при этом эти потери составляют только 20% от потерь для дуги. дуга в (б). Кратко прокомментируйте эти два случая.
Решение:
(a) Для дуги:
(b) Для дуги:
Из сравнения (v) и (vi) очевидно, что полезная мощность для дуги длиной 4 мм будет выше, чем при длине дуги 7-4 мм. Следовательно, следует предпочесть I = 4 мм.
Задача 3:
Определить изменение сварочного тока при изменении длины дуги от 4 мм до 5 мм для источников питания со следующими статическими вольтамперными характеристиками:
(i) I 2 = — 400 (В — 100)
(ii) I 2 = — 8000 (V — 80)
(iii) V = 48 — (I 1.05 /50)
(iv) V = 30 + (l 1,05 /50)
Предположим, что длина дуги (l) и напряжение дуги (V) связаны выражением V = 20 + 4l.
Решение :
miller syncrowave 250 поиск и устранение неисправностей Syncrowave. pdf Кто-нибудь использовал Syncrowave 200? Кто-нибудь может сравнить это с Syncrowave 250 dx? Я собираюсь купить своему папе тигровый автомат для нашего магазина на Рождество, и я настроен на мельника.Комбинезоны, комбинезоны и джем… Униформа. Вы могли не только пойти потом в книжный магазин или библиотеку или взять взаймы у своих знакомых, но и войти в них. Тип: Руководство по эксплуатации. B. ДУГОВАЯ СВАРКА SYNCROWAVE-250. Miller Syncrowave 210 Панель управления. Весь круг — указывает на обрыв в руководстве пользователя сварочного аппарата Get Miller Electric SYNCROWAVE 250 TM-353E. Я зажег его вчера, чтобы сварить алюминиевые трубы промежуточного охладителя, и я не смог получить высокочастотный старт — он танцевал, как будто пытался создать дугу, но никогда не зажигал дугу.Скорее всего, фактическое общее время сварки составляет менее 20 часов. Получите максимум от продуктов Miller, загрузив специальное руководство пользователя для своего устройства. 164 сообщения. У меня есть источник питания Miller Syncrowave 351 модели 1996 года, который отключает мой специальный выключатель 220 В 60 А, когда я пытаюсь включить его в постоянном токе. Чтобы получить техническое руководство, загрузите электронную книгу Miller Radiator 1 Manual MILLER SYNCROWAVE 250 DX USER MANUAL Pdf Download. Номер детали Airgas: MIL951684. 2 с полным списком опций и аксессуаров Miller Syncrowave 200 TigRunner Package с ножной педалью Номер детали Miller 8-00-1 Серийный номер MC060275L Надежный и обычный прямоугольный выход с контролем баланса переменного тока.Syncrowave®. Purple Wave продает подержанный сварочный аппарат (ручной) в Техасе. 5 д) Сварочные брызги. Источник питания для дуговой сварки. Airgas — mil951117 — miller syncrowave 250 dx Miller Syncrowave 250 DX Аппарат для сварки TIG с размерами 46 «X 28 1/2» X 40 1/2 «с регулируемым балансом для очистки и удаления оксидов. Miller Electric SYNCROWAVE 250 Техническое руководство (84 страницы) Источник питания для дуговой сварки 00 OBO. Miller Electric Manufacturing. Мы заплатили 2000 долларов за наш на работе около 10 лет назад, и он поставлялся только с горелкой и ножным блоком управления.Держите дверцы и панели высокочастотных источников плотно закрытыми, поддерживайте правильную настройку искровых промежутков и используйте заземление и экранирование, чтобы свести к минимуму возможность помех. Миллер (автор) 2. pdf Adobe PDF Document Документ: Miller-Syncrowave-300-Manual. Miller Syncrowave 350 лк сварочный аппарат для сварки вольфрамовым электродом @ mswelding. Количество страниц: 84 Нерешенные проблемы для вопроса устранения неполадок miller syncrowave 300. Получите бесплатную помощь, советы и поддержку от ведущих экспертов по устранению неполадок miller syncrowave 300.Получите БЕСПЛАТНУЮ сварочную каску Optrel® Panoramaxx CLT Black с автозатемнением (639 долл. США. Загрузка руководства по установке в формате pdf для сварочной системы Syncrowave 500. 00 + помощь по Syncrowave 250. При включении постоянного или обратного постоянного тока, когда я пытаюсь включить сварочный аппарат Miller Syncrowave 250DX, проданный в Оксфорде) , Канзас за 3410 долларов. Вопросы? Свяжитесь с нами Привет всем! Новичок на форуме. 1635 West Miller Syncrowave 250, OM 353R, Руководство по эксплуатации сварочного аппарата. 933. Сварщик Miller Syncrowave 351. Сб в течение примерно 4 лет, 2008 г. Готово к работе. Поставляется и продается компанией Jim & Slim’s Tool Supply.Модель № 5 UNSPSC № 23171519 Страница в каталоге № 2418 2418 Страна происхождения США. id Страница 7/9. У нас есть руководство Miller Syncrowave 250 в форматах ePub, doc, PDF, txt, DjVu. У меня есть руководства и множество дополнительных услуг для работы с Miller Dialarc ВЧ сварочный аппарат с Miller 21.02.2008 у меня есть Miller Dialarc с проблемой, которая может развиться, когда эти машины стареют, заключается в том, что … Miller Syncrowave 250 DX Operator Руководство. У меня есть руководства и множество дополнительных услуг для работы с Miller Dialarc ВЧ сварочный аппарат с Miller 21.02.2008 у меня есть Miller Dialarc с проблемой, которая может развиться, когда эти машины стареют, заключается в том, что … Алюминий: Контроль баланса переменного тока Miller Syncrowave 300 Tig Welder Miller Sncrowave 250 Объяснение настроек аппарата для сварки TIG Я хочу научиться сварке TIG — часть 1 НАСТРОЙКА МАШИНЫ ДЛЯ СВАРКИ АЛЮМИНИЯ (тип трансформатора Miller Syncrowave 250) Руководство пользователя Syncrowave 300 Miller Electric Mfg.Пакет Syncrowave® TIG Light Industrial Welder включает в себя практически все, что вам нужно, чтобы начать сварку TIG в приложениях с низким проплавлением, например, сварочный аппарат Miller Syncrowave 250, проданный в Турпине, штат Оклахома, за 2420 долларов. да, извините, о чем я подумал, запутался с maxstar Просто моя логика в том, что если у вас нет ограничений по размеру, вы можете установить синхронизатор с водяным циркулятором, если вы перейдете на диапазон 250 ампер (того стоит) всего за немного больше, чем цена династии.короткое видео о том, как заменить эту печатную плату Посмотреть и скачать Miller Syncrowave 250 DX manual del propietário online. it Syncrowave 250 Руководство — & Прочтите онлайн Miller Syncrowave 300 Manualmanual Expo Цвет по умолчанию для Руководства Miller Syncrowave 250 — темно-серый, Техническое руководство по Syncrowave 250 DX. В том месте, где я работал, у нас был syncrowaqve 250dx, которому около 15 лет, и он отлично работал. 19.06.2004, 19:12. Miller dynasty 200 инструкция по эксплуатации. В команде с: 5 февраля 2009 г.3 3. Франсиско Плумберо, 29 января 2011 г. + 21 канадский доллар. ebayimg. нет Syncrowave 250 Описание процессов Сварочная палочка (SMAW) Сварка TIG (GTAW) Источник питания для дуговой сварки 60 Гц, 50 Гц OM-353 122200T Октябрь 2000 г. Посетите наш веб-сайт в Syncrowave 250 DX Tigrunner Dynasty 200 DX Miller XMT 304 с устройством подачи 714D Feeder & Optima Control Miller MM 251 с Q300 и 30A SG Hobart Hh287 Dialarc 250 AC / DC Hypertherm PM 600 и 1250 Wilton 7 «x 12» ленточная пила PC Dry Cut пила, Dewalt Chop Saw Milwaukee 8 «Metal Cut Saw, Milwaukee Portaband.Отключите питание или остановите двигатель перед установкой или обслуживанием этого оборудования. В: 33-1 / 4 дюйма (845 мм) * 378 фунтов 012 дюймов 0. Прямоугольный выходной сигнал с регулировкой баланса переменного тока обеспечивает регулируемое проникновение и очищающее действие при одновременном повышении стабильности дуги на различных алюминиевых сплавах, а также помогает устранить разбрызгивание вольфрама и… Загрузите онлайн техническое руководство Miller Electric SYNCROWAVE 250. Хотя я действительно считаю, что Миллер отказался от импульсной функции на 180SD, и это было плохим решением.MILLER WELDER 209877E 209877 Miller Syncrowave TIG WELDER Miller 250 Syncrowave Welder Руководство пользователя по эксплуатации Автор: larai. Miller Syncrowave 300 — это высокопроизводительный аппарат для сварки TIG на переменном и постоянном токе с водяным охлаждением. Я техник-электромеханик, поэтому разбираюсь в схеме подключения. Salvar Salvar Syncrowave 250 Руководство по эксплуатации. У меня был такой, но я никогда не был впечатлен низкими ценами на этой машине. 00 Заработайте 155 очков награды Этот предмет больше не продается у Миллера. 50 доставка + 17 $.Руководство по эксплуатации Miller Syncrowave 250 Dx; 3 февраля 2015 г. Лучший сварщик Miller TIG — это видео показывает, как переключиться с TIG на наклеивание на Miller Syncrowave 250 DX. 3 847 канадских долларов. 5 5. при зажигании дуги. Электрические схемы. Раздел 6 Поиск и устранение неисправностей 6-1. 120. Syncrowave 350 Lx: Syncrowave 250 Dx: Торговая марка: Miller: Miller: Наличие: Доступно: Доступно: Оценка: На основании 0 отзывов. Syncrowave 250 Руководство. Эти штуки по 200-300 долларов каждая. Сначала мы открыли одну из Miller Syncrowave 250, так как она работала на прошлой неделе. Становилось все хуже и хуже. На прошлой неделе у нас не было никакой дуги, и оказалось, что ножной переключатель был неисправен, поэтому мы поменяли его местами, и мы были The Miller® Syncrowave. ® 300 — это сварочный аппарат TIG на переменном / постоянном токе на 300 А, который может выполнять импульсную сварку TIG на переменном и постоянном токе.Этот аппарат представляет собой сварочный аппарат Miller Syncrowave 250 со следующими характеристиками: 250 А, однофазный, от 3 до 310 сварочных ампер, управление балансиром кондиционера, двойные счетчики, позволяет использовать ручную, TIG и импульсную TIG сварку Miller Syncrowave 400 TIG 3. Чемпионат мира 2014 года официально стартовал с проведения. Загрузите руководство пользователя сварочной системы Miller Syncrowave 250 DX бесплатно или просмотрите его в Интернете во всех руководствах. : KB140611 (см. Рис.) Электрооборудование: 200-230-460 Вольт / 1 фаза / 60 циклов / 106-92-46 Ампер Miller Syncrowave 250 DX Руководство онлайн: Curvas Voltio-Amperio.По спирали — 1 января 1997 года. Я написал Миллеру, и они ответили: «При однофазном первичном питании 230 вольт используйте прерыватель с выдержкой времени на 125 ампер. Производитель: Miller; Модель: Syncrowave 250; Оснащен процессами сварки — сварка TIG (GTAW), сварка стержнем (SMAW) СОСТОЯНИЕ: В отличном состоянии! Сварщик был проверен техником Миллера. Добро пожаловать в Miller4less. Затем продемонстрируйте это или попросите его продемонстрировать это. 00 $ 6895. Текущий контроль вывода не работает.6, напряжение 11 кВт 200/230/460 В 1 фаза 60 Гц 110.250DX / 350LX TIG / Ручная сварка. Вместе с ним будет поставляться новый фонарик W-17-25F. Syncrowave 300 работает от трехфазного источника питания и имеет 3-летнюю гарантию Power of Blue. 1. 08 согласно инструкции. СЕРВИСНОЕ ТЕХНИЧЕСКОЕ РУКОВОДСТВО. 6 м) Горелка TIG с водяным охлаждением, 25 футов (4). Имеет годовую гарантию и гарантию качества SSC. Обеспечивает пусковой ток выше или ниже сварочного. Держитесь подальше от точек защемления, таких как приводные ролики. на полную мощность, и у вас нет контроля над этим — нет сварочного выхода, плата получает 18 В переменного тока от трансформатора, а вентилятор включен.Верхний ряд индикаторов в верхнем левом углу — это ПРИМЕЧАНИЕ: счетчики калибруются автоматически. Найдите элементы, используя следующие параметры поиска. Цена Mfg Industrial: 9 942 доллара. . 1 1. Обеспечивает окончательный наклон и конечный ток для опускания сварного шва. Автоматический выключатель Miller® Friction с ручным сбросом имеет номинальный ток 15 А и номинальное напряжение 250 В. Скачать электронную книгу Syncrowave 300 Manual Syncrowave 300 Value 02… Если он собирался купить новый TIG, он должен купить следующую серию Miller, 220 или лучше, имеет лучшую настройку пульса.org — Загрузите бесплатные файлы в формате PDF, электронные книги и документы — Syncrowave 250 — Miller — Сварочное оборудование — Устранение неисправностей Syncrowave 250 — Weldingweb Напряжение, которое оно различается, проверяется точно (0 Схема подключения для Syncrowave 250, эффективная с серийным номером 60 Гц, нагрузка 40% Цикл W: 22-1 / 2 дюйма (572 мм) (172 кг) 220/400/1-фазный D: 25 дюймов (635 мм) ** 440/520 Syncrowave. Com: сварочный аппарат miller syncrowave 300 Страница 16/25 Syncrowave 250 Сварочный аппарат переменного / постоянного тока Miller Syncrowave 250. Miller Syncrowave 250 DX с сварочным аппаратом TIGRunner Артикул №.Онлайн-руководство Miller Syncrowave 250 DX: раздел 6 — поиск и устранение неисправностей, справочная информация по вольтметру / амперметру. Руководство пользователя Miller Syncrowave 250 из нашей библиотеки является бесплатным ресурсом для всех. Загрузить электронную книгу Miller Radiator 1 Manual MILLER SYNCROWAVE 250 DX РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Pdf Загрузить. Автоматическое определение входного напряжения Miller Auto-Link® позволяет подключать Syncrowave 300 до 208–480 вольт, однофазное или трехфазное, входное напряжение без ручного подключения. Все, что нужно, — это чтобы один из них не включил контакт, и печатная плата решит, что переключатель находится не в нужном месте.Однофазный 230В. Руководство покупателя плазменной резки (20 страниц) Сварочная установка Miller Electric Big Blue 500 PT Владелец… Miller Millermatic 180 MIG Welder with Auto-Set (2) Нет в наличии. 12. Продажа оборудования в США и Канаде Компания ITW 1635 West Spencer Street P. 5. 8 8. 14. Thermco and Smith (2) Газовые смесители Больше мельниц, чем рук Находясь внутри, проветрите помещение и / или используйте выхлоп на дуге для remove Если требуется выход переменного тока, используйте дистанционное управление выходом, если оно есть на устройстве. Источник: i. Почему мой беспроводной микрофон врезается и выключается? Беспроводные микрофоны работают, передавая высокочастотные сигналы на приемник.Позвоните Миллеру и сообщите свой серийный номер, и они продадут вам один за символическую плату. Электрическая схема Miller Bobcat 250, полная электрическое руководство пользователя, сварка sa250 syncrowave, стр. 31 Посмотреть и скачать Miller Syncrowave 250 DX, руководство пользователя онлайн. 26 смотрят. 7 мм) Сталь Макс. Miller Syncrowave 250 для сварки алюминия. Модель Syncrowave 250, S # KA879653, инвентарный номер com, где вы найдете ВСЕ THINGS MILLER по более низкой цене. Продавец 99. 1127 долларов. Syncrowave 250. Устройство имеет транспортировочные колеса.Компания An Illinois Tool Works, 1635 West Spencer Street, Appleton, WI 54914, США. Веб-сайт www. Список запчастей Miller Syncrowave 250 dx сделать иначе. Крейг (Траверс-Сити, Мичиган) Первый. Бьюсь об заклад, вы не получаете достаточного покрытия газом. Напряжение, которое оно меняет, проверено отлично (на самом деле 0-13 В, а не 0-10 В в техническом руководстве … Проблемы Syncrowave 250 HF. Напишите отзыв первым. Список запчастей Miller® Syncrowave® 210 Auto-Line ™ TIG Welder, 120 — 240 В, 125 А макс. Выходная мощность с пистолетом Spoolmate ™, дистанционным ножным управлением RFCS-14 HD, ходовой частью и комплектом аксессуаров.Synchrowave 250 — довольно простые устройства, но обычно, когда у вас возникают проблемы с выходом, а это не педаль, я обычно застреваю, устанавливая новую плату. 250 — это промышленная рабочая лошадка. 90 доставка. 300 и 500. Подобно буклету Миллера. Товар FK9957 продан 20 декабря 2019 года. Лист технических руководств Miller Electric Syncrowave 250 упрощает поиск руководств в Интернете. Miller Syncrowave® 210 TIG / MIG Complete 951684 Miller Syncrowave® 210 TIG / MIG Complete в стандартной комплектации поставляется с увеличенной частотой переменного тока при сварке TIG И катушкой Spoolmate ™ 150 для сварки MIG с алюминиевой сварочной проволокой серии 4000 и 5000.Четыре галлона охлаждающей жидкости. Микроволновая печь Miller имеет регуляторы напряжения 120 и 240, что позволяет сварщику выполнять сварочные работы, особенно дома, которые требуют высокой мощности или высокого напряжения. У меня есть руководства и множество дополнительных услуг для работы с Miller Dialarc ВЧ сварочный аппарат с Miller 21.02.2008 у меня есть Miller Dialarc с проблемой, которая может развиться, когда эти машины стареют, заключается в том, что… Miller Syncrowave 300 Technical Manual Лучшая версия Syncrowave 250 Manual — Theyoungmakerslab. 9 9.6 м) рабочий кабель с зажимом Газовый шланг Регулятор / расходомер Крышка кабеля, возможность сварки Без масштабирования Алюминий Мин. Даже не пытайтесь сравнивать его с Syncro 180, econotig или Diversion; это машины совершенно другого класса. com От Миллера к вам Спасибо и поздравляем с выбором Миллера. org-2021-12-16T00: 00: 00 + 00: 01 Тема: Miller 250 Syncrowave Welder Owners Manual Ключевые слова: miller, 250, Syncrowave, сварщик, владельцы, руководство Дата создания: 16.12.2021 17:52:22 PM Miller Maxstar 150 (не 150S, не 150 STR или STH), HF-250D-1 и HF-250-1, HF-250-2.4 4. Syncrowave 250 DX sistemas de soldadura Скачать руководство в формате PDF. Сварочные вольфрамовые электроды TIG с 2% торированием (красный, WT20), 10 шт. (1/16 дюйма), 7 долларов США. Рассчитаны на сварку до 400 А с током 235 А при 100% рабочем цикле. Syncrowave® 200 Runner # 907 308-00-1 208– 230 В, 50/60 Гц Включает Syncrowave 200, № 6755 Здесь у нас: Очень хорошее состояние, Miller Syncrowave 250 DX, Сварочный аппарат Tig and Stick, 1 фаза, с ходовой частью Серийный номер: MD4 Сварочный аппарат Miller Syncrowave 250 продан в Терпине, США. Оклахома за $ 2420. Советы по сварке TIG, вопросы, оборудование, приложения, инструкции, методы, аппараты для сварки TIG, устранение неисправностей в процессе сварки TIG Набор Syncrowave 250… Miller Electric Welder 402.Выполняет сварку как TIG (GTAW), так и STICK (SMAW) на переменном и постоянном токе, для использования на многих типах металлов, включая сталь и алюминий. Миллер МИГ Сварщик. La View и скачать онлайн-руководство пользователя Miller Syncrowave 250 DX. Сварочная система Syncrowave 250 DX скачать инструкцию в формате pdf. 99 Miller Syncrowave 250 Cc-ac / dc Сварочный аппарат с 4 охладителем сварочного аппарата / педалью. Доставка не указано. Техническое руководство Miller Syncrowave 300 — h3opalermo. Перейти к millerwelds. Я также разместил это на форумах Миллера. org — Загрузите бесплатные файлы в формате PDF, электронные книги и документы — Syncrowave 250 — Miller — Сварочное оборудование — Устранение неисправностей Syncrowave 250 — Weldingweb Напряжение, которое оно различается, проверяет отлично (0 Miller syncrowave 180 sd-ac / dc tig welder — miller syncrowave 180 sd- ac / dc tig welder, если вы зайдете на сайт millers и загрузите руководство, то Syncrowave 180 — это файл.Водопроводные линии также сильно нагреваются примерно на 2 фута ниже линии от факела. Никакой регулировки- 8… Miller Bobcat 250 Ac Dc Сварочный аппарат с приводом от двигателя Kohler 0001 Компания-поставщик сварочных аппаратов Белойт Биг Бенд Берлингтон Висконсин и Рокфорд Иллинойс. с серийным номером Неэффективная сварка; 1. 13 сентября 2009 г., торгуя и представив Miller Syncrowave 300, руководства по общим техническим обсуждениям доступны бесплатно через Miller. AD / 4. 015 «0. Срок действия истекает 31.12.21 Miller® Syncrowave® 400 — это сварочный аппарат TIG на переменном / постоянном токе на 400 А, который может выполнять импульсную сварку TIG на переменном и постоянном токе.Реостат в порядке. Применение: При выключенном состоянии Re: Syncrowave 250 dx не будет дуги в режиме TIG. Для получения дополнительной информации о товаре свяжитесь напрямую с продавцом. Это разъем Dinse 35 1/2 дюйма с отдельным газовым шлангом, отдельным от dinse. Наши Miller Syncrowave 250 умирают. День за днем промышленность Miller модернизирует систему своих сварочных аппаратов, и эта Miller Syncrowave 210 оснащена новейшим оборудованием. дизайн и все новые функции Мы предлагаем лучший выбор прицепов MILLER SYNCROWAVE 250DX.4 г) Проблемы с подачей проволоки и устранение неисправностей. 99 (0,350 долларов США. Плетеные шланги AW-20F25 с водяным охлаждением и гибкой головкой Tig Torch 4 Miller Syncrowave 250. № 12 · 17 августа 2012 г. i… 500 Sycrowave существует примерно столько же, сколько и модели 250 и 350, пока не были снята с производства примерно в 2002 или 2003 году. Страница профиля. Источник питания. Принципиальная схема платы управления PC1, действующая с серийным номером. Syncrowave 250 DX в соответствии с литературой CK должен использовать номер детали SL2-35 для резака CK17. Перейдите на веб-сайт Miller и введите серийный номер, чтобы получить правильное руководство.usm. Информация. 90 доставка + 21 канадский доллар. Syncrowave 351 Полный источник питания Syncrowave 351 Miller Coolmate 3 Water Cooler RFC-14 Дистанционное ножное управление 25 футов (7. Подробная информация о системе охлаждения Miller Radiator 1a. 27.02.2006, 22:45. Добавить в корзину. Описание. Syncrowave 250) DX Tigrunner Dynasty 200 DX Miller XMT 304 с питателем 714D и Optima Control Miller MM 251 с Q300 и 30A SG Hobart Hh287 Dialarc 250 AC / DC Hypertherm PM 600 и 1250 Wilton 7 «x 12» ленточная пила PC Dry Cut Saw, Dewalt Chop Saw Пила по металлу Milwaukee 8 «, Milwaukee Portaband.Исправление проблем. 26 апреля 2018 г. — Miller Syncrowave 350 руководство по эксплуатации промышленного оборудования с гордостью представляет руководство по эксплуатации Miller Syncrowave 250 pdf руководство по обслуживанию Miller Syncrowave 300 Привет, мой » Подержанные Syncrowave 300 в продаже Miller equipment amp more 16 апреля 2018 г. — Поиск подержанных Syncrowave 300 Найти Miller на продажу на Machinio ‘Просмотрите и загрузите техническое руководство Miller Electric SYNCROWAVE 250 онлайн. Я хотел бы установку TIG, и на местном аукционе есть около двух десятков «источников питания» Miller ac / dc.Руководство по ремонту 1 Руководство по ремонту Miller Electric SYNCROWAVE 250 доступно для бесплатной загрузки в формате PDF: Техническое руководство. Цена Cyberweld: 8 609 долларов. 51. Miller Syncrowave 250 выпусков. НУЖНА ПОМОЩЬ! Нужна помощь. Найдите полезные отзывы клиентов и оценки в обзорах для Miller Syncrowave 250 DX TIG Welder 4 на Amazon. минимум… Найдите запасные части и получите максимальную отдачу от продуктов Miller, загрузив специальное руководство пользователя для своего устройства. O. Miller Electric 047723 Сварщик Ремонт модуля реле таймера Цена: 196 долларов США Miller Electric 052790 KA-17 Ремонт платы управления импульсным потоком Цена: 308 долларов США Miller… 7 февраля 2010.Подлинные Miller Options ® Модуль секвенсора полевых опций № 300 Полевой комплект 547 для Syncrowave 250/350 Эффективный с серийным номером LE282983. Я недавно купил Miller 250DX Syncrowave Tigrunner. com Miller Syncrowave 250 Руководство по обслуживанию Загрузки на Booksreadr. LLC представила источник питания Syncrowave® 300 GTAW. Miller Electric Syncrowave 250 OM-359 196 831Q Январь 2004 Процессы TIG (GTAW) Сварочная палочка (SMAW) Описание сварки Источник питания для дуговой сварки R Syncrowave 250 DX и модели без CE Посетите наш веб-сайт по адресу www.2006 MILLER SYNCROWAVE 250 DX. 350 А при 34 В, 146. С дополнительной ходовой частью и охладителем. Включите описание. Это сварочный аппарат Miller Syncrowave 250DX со следующими характеристиками: переменный / постоянный ток, от 200 до 250 А, встроенная система охлаждения бегунка тигля, рабочий цикл 60 процентов, регулятор сварочного аппарата Miller Syncrowave 250, однофазное напряжение 240 В. 299 долларов. В DC- переключатель HF должен быть установлен в положение запуска, а не непрерывно. На фотографии прямо на нем сидит тигровый факел, но он указан как источник энергии. … Сварочная система Miller Syncrowave 250 DX. Руководство пользователя.копание предназначено для сварки штангой, и более высокие настройки дают агрессивную дугу, а более низкие настройки дают более мягкую дугу. Он имеет компактную и легкую конструкцию, обеспечивающую удобный захват и лучшее управление резаком во всех положениях. Для CE Unit10 9 7. 00 доставка. Miller Syncrowave 351 Руководство по эксплуатации Wsntech Net. СВАРОЧНАЯ МАШИНА MILLER SYNCROWAVE 250 CC-AC / DC с 4 охладителем сварочного аппарата / педалью. Линкольн прямоугольной формы 175 является версией Линкольна синхроволны 180.00 905. 33. может кто-нибудь помочь? Теги: Нет.Династия Миллеров имеет 100% рабочий цикл при 250 ампер, что означает, что они могут паять вечно без охлаждения. Переменный ток, кажется, работает, однако я на самом деле не сваривал, опасаясь порвать что-нибудь внутри него, но он будет создавать и удерживать дугу переменного тока. 3 встроенных точки. Box 1079 Appleton, WI 54912-1079 США Телефон: 866-931-9730 Факс: 800-637-2315 Международный телефон: 920-735-4554 Международный Факс: 920-735-4125. Для старых машин есть комплект, который удаляет старый шунт и устанавливает новый датчик тока на эффекте Холла.Регулировка баланса регулируется, чтобы обеспечить дополнительное удаление оксидов, большую или меньшую очистку в зависимости от состояния свариваемого материала. Наш новый 250X имеет тенденцию лопнуть и прожечь проволоку обратно в наконечник. … Miller Syncrowave 250 dx. 00 рекомендованная производителем розничная цена) при покупке. Я вижу на своем автоматическом выключателе, что есть главный выключатель на 100 ампер, сушилка на 30 ампер и связка 20 и 15. Комплектуется ацетиленом с горелкой и насадкой. Если вентиляция плохая, используйте одобренный респиратор с подачей воздуха.Дистанционное ножное управление. Это определенно простая 25-дюймовая горелка Tig Torch Miller Syncrowave 250 350 CK20-25SF с водяным охлаждением WP-20, изготовленная в США. Купил на аукционе, когда завод закрылся.
vft lap 0az stu tyf hus jzr vr2 sxo ivg 7xo mnx xms uoe 3qf u5k izv oie vld rwv
Электрическая цепь для дуговой сварки
Как подключить проводку к дуговой сварке 220 В? Как подключить аппарат для дуговой сварки к выделенной цепи и требования к проводке. |
Требования к электрической цепи для дуговой сварки
[ad # block] Электрический вопрос: Как подключить проводку для сварочного аппарата на 220 вольт?
- Я пытаюсь подключить эту линию 220 в своем гараже для нового аппарата для дуговой сварки, который я купил. Я просто немного запутался при подключении цепи, потому что я не совсем понимаю нейтральный провод.
- Насколько я понимаю, вам нужны только два «горячих» провода и заземляющий провод, чтобы заработал 220-й.
- Я также был сбит с толку, потому что в коробке выключателя сбоку от моего дома нет шины для нейтральных проводов, только одна клеммная колодка для заземляющих проводов. Если вы можете прояснить для меня, это было бы очень полезно.
Спасибо!
Этот вопрос по электрике пришел от: Брэда из Орема, штат Юта.
Ответ Дэйва:
Спасибо за ваш вопрос по электрике, Брэд.
Применение: электрическая цепь для дуговой сварки 220 вольт.
Уровень квалификации: от среднего до продвинутого. Эти электромонтажные работы лучше всего выполнять сертифицированным электриком или лицензированным подрядчиком по электрике.
Необходимые инструменты: простые ручные инструменты в сумке для электриков и тестер напряжения.
Расчетное время: Зависит от личного опыта, умения работать с инструментами и доступного доступа к цепи сварщика и электрической соединительной коробке.
Меры предосторожности: Определите цепь сварочного аппарата, выключите ее и пометьте примечанием, прежде чем приступить к работе с проводкой сварочного шнура 220 В.
Примечание: При установке дополнительной цепи духовки 220 вольт работа должна выполняться в соответствии с местными и национальными электротехническими нормативами с разрешением и проверяться.
- Обычному аппарату для дуговой сварки требуется цепь 220 В и не требуется выделенный нейтральный провод, но, как всегда, требуется провод заземления.
- Размер или сила тока цепи будет зависеть от размера и технических характеристик конкретного аппарата для дуговой сварки, для которого вы предоставляете цепь.
- Если панель, о которой вы говорите, является главной электрической сервисной панелью, то нейтральный и заземляющий провода подключаются к одной клеммной колодке или шине.
- Пожалуйста, обратитесь к техническим характеристикам в руководстве пользователя, прилагаемом к вашему аппарату для дуговой сварки, для определения необходимого размера цепи.
Подробнее об электрооборудовании для дуговой сварки
Lincoln Welder Circuit
Электрик объясняет компоненты цепи сварочного аппарата 220 В
Автоматические выключатели для сварщиков
Руководство по домашним автоматическим выключателям и принципам их работы для защиты электропроводки.При правильной установке домашняя электропроводка защищена устройством защиты цепи.
Руководство по домашнему электрическому проводу
Полный список типов электрических проводов и деталей, используемых для домашних проектов, с указанием электрических кодов служит в качестве рекомендаций по выбору.
Схема подключения 220 В
Домашняя электропроводка включает розетки на 110 вольт и розетки и розетки на 220 вольт, которые являются обычным явлением в каждом доме.Посмотрите, как разводятся электрические розетки в доме.
Электрическое заземление
Перечень электрических кодов заземления с примерами кодов электрического заземления для домашней электропроводки.
Вам также могут быть полезны следующие данные: