Заполнение Журнала Сварочных Работ
Главная › Новости
Опубликовано: 26.02.2019
Я прораб! 1 сезон — 6 серия. Исполнительная документация.Журнал сварочных работ(ЖСР) относится к технической документации, обязательной к заполнению при монтажных и строительных работах на объекте и приобъектном участке. Обязанности по ведению данного журнала возложены на ответственное лицо, имеющее соответствующее образование или отметки о повышении квалификации с 3-им уровнем аттестации сварщиков и выше. На него оформляется приказ по ведению объекта и заносится соответствующая запись в ЖСР.
Внимание! Форма ЖСР приведена в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции», ее редактирование и изменение допускается с согласованием с работниками.
Видеоурок № 15. Часть II. Общий журнал работ. Основные правила заполнения рабочей части журнала.
Заполнение журнала сварочных работ сродни ведению школьного дневника, хотя ответственность по его ведению куда больше, ведь на кону качество выполнения сварных соединений и персональная ответственность за выполнение и соблюдение всех норм и правил сварщиками.
Общий журнал работ
Как заполнять журнал сварочных работ
Особых сложностей в заполнении данного журнала нет, все интуитивно понятно. В каждой строке прописано какие записи должны быть внесены.
Титульный лист
На титульном листе прописывается адрес и наименование объекта, указываются шифры проектной документации и Ф.И.О производителя работ.1-ая страница
1. На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
2. Далее идет таблица с данными о сварщиках, где прописываются их инициалы, номер персонального клейма, номер свидетельства, допуск на проведение сварочных работ, отметка о контрольной сварке.
Обычно на объекте трудится несколько сварщиков, но в журнал прописывают одного или двух мастеров, имеющих корочки.
При заполнении могут возникнуть вопросы ,связанные с клеймом. Клеймо — своеобразная подпись аттестованного сварщика о выполненной работе, за что он несет персональную ответственность. Оно бывает нескольких видов с общей высотой символов 3-5 мм:
Их применение обязательно при сварке на сосудах, работающих под давлением, а также на ответственных металлоконструкциях.
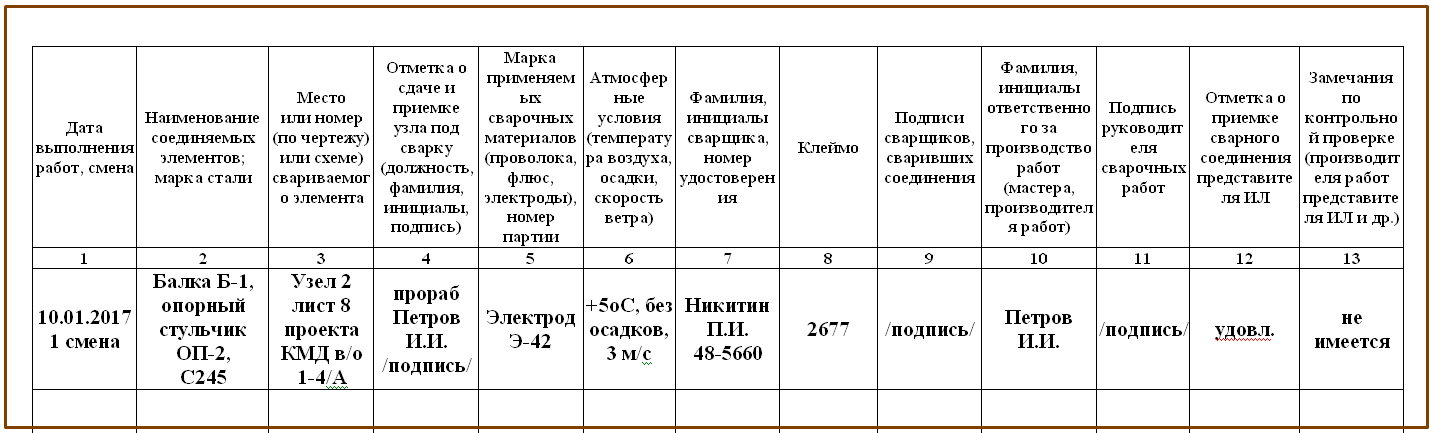
Это таблица, которая подлежит заполнению ежедневно с учетом выполненной работы, здесь ставятся отметки о времени и качестве. Каждый столбец обязателен к заполнению, в которых указываются:
дата выполнения работ, либо номер смены; подробные размеры соединяемых элементов, марки стали; отмечаются узлы и номера свариваемых элементов по проекту; отметки о сдаче сваренного узла ответственному лицу; марка применяемых материалов; погодные условия при сварке; ФИО сварщика и № удостоверения; клеймо; личная подпись сварного; подпись прораба; отметка о приемке сварного соединения; подпись руководителя сварочных работ; замечания (если они имеются). Примером может служит фотография, прикрепленная нижеПеред внесением записей в журнал его необходимо прошить, а страницы пронумеровать. Далее концы ниты проклеиваются листом бумаги, на котором ставится печать организации и подпись руководителя или иного уполномоченного лица. Оттиск печати должен захватывать лист журнала и частично находиться на куске бумаги.
Приветствую, друзья! Сегодня продолжим тему «знакомство и оформление» со специальными строительными журналами работ. И на очереди — журнал сварочных работ. Вы, наверное, думаете, зачем нам все это нужно, да кому они нужны эти журналы?
И если кто то так думает, то очень глубоко ошибается. Я не устаю повторять, что записи в журнале это как вести личный дневник, но уже в строительстве, а тут уже ответственность. Да и нормативные документы никто не отменял. Как заполнять журнал вы поймете прочитав данную статью.
Образец журнала сварочных работ приведен в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции» и он обязателен в применении.
Титульный лист
Выкладываю образец заполнения титульного листа, думаю ничего сложного здесь нет.
Далее идет первая страница журнала
Если Вам не видно, то нажмите на изображение и оно откроется в всплывающем окне.
В списке инженерно-технического персонала, занятого выполнением сварочных работ заполняем руководителей сварочных работ, производителей работ (начальников участка, прорабов). Сварщиков указывать здесь не надо, только ИТР.
Сварщиков указывать здесь не надо, только ИТР.
Далее идет список сварщиков. Заполняем по образцу. Что то непонятно — спрашивайте в комментариях.
Основная таблица, которую Вам придется заполнять ежедневно идет следующим чередом.
Заполняет данную таблицу ответственный производитель работ, а проверяет руководитель сварочных работ. Руководитель сварочных работ — это аттестованный мастер-сварщик, который непосредственно осуществляет руководство сварными работами на объекте.
Он должен иметь II уровень аттестации, чтобы стать руководителем сварочных работ. Это может быть как прораб или мастер, начальник участка, но ни как не сварщик, который непосредственно выполняет работы.
Ну конечно же как и любой другой журнал его надо прошнуровать, пронумеровать и закрепить печатью организации.
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той или иной работы и иные данные.
Так как это — один из видов исполнительной документации, ведение журнала обязательно для большинства профильных предприятий и компаний.
Виды сварочных журналов
Журнал относят к тому или иному виду, в зависимости от квалификации выполняемых работ.
Журнал, который применяется в качестве контролирующей документации за сварочно-монтажными работами. Этот вид сварочного журнала применяется на таких предприятиях как РЭС. Журнал по месту и по участкам. Этот вид документации заполняется только сварщиками, которые выполняют работы на отведенных участках. При этом один специалист может обслуживать несколько участков одновременно. Журнал сварщика, который занимается аргоновой сваркой.Любой журнал сварочных работ скачать можно на специальных ресурсах. Все правила и формы заполнения сварочных журналов оговариваются между работодателем и работником. Особенности заполнения зависят от внутреннего распорядка и направления деятельности компании. Но есть основные моменты, которые необходимо указывать в обязательном порядке.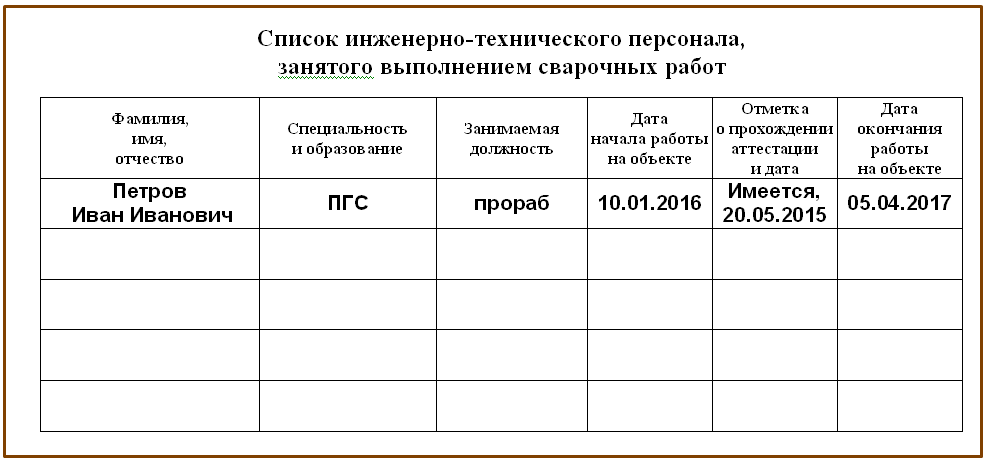
В первую очередь, в журнале необходимо указать полный перечень всех сотрудников, которые занимаются выполнением сварочных работ. В обязательный список данных, включаемых в журнал, должны быть внесены определенные данные.
Ф. И. О. Специальность, специализация сварщика, его квалификация. В том числе — разряд. Должность, которую специалист занимает на объекте. Дата начала трудовой деятельности специалиста на указываемом предприятии. Необходимо вносить отметки о прохождении специалистом регулярной аттестации. При окончании сварочных работ в журнале должна быть отметка о дате сдачи работы. Данные указываются для каждого отдельного специалиста.При отстранении либо увольнении сотрудников, которые выполняли определенную работу на определенном участке, в журнале должны быть указаны все данные на этого специалиста. В этом случае в журнал сварочных работ вносятся все стандартные данные. Подробный журнал сварочных работ скачать можно в разделе специальных ресурсов.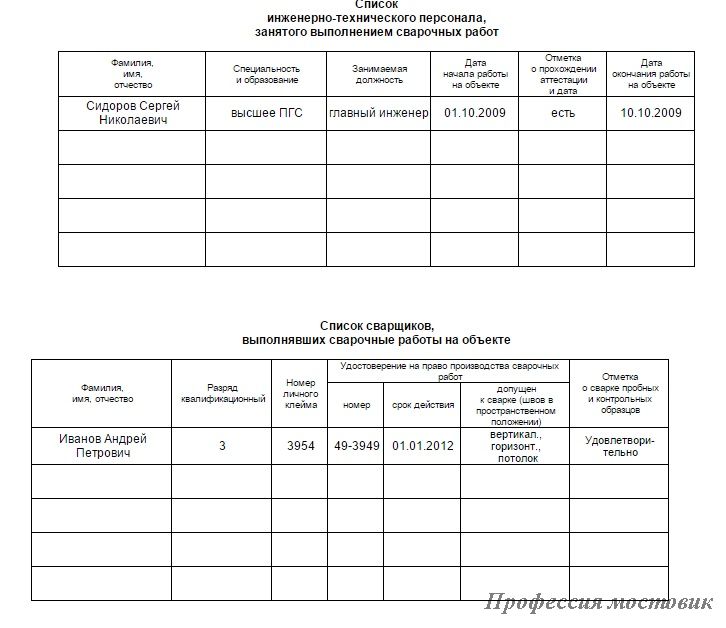
Порядок заполнения журнала
На первой странице нужно указать всю вышеуказанную информацию. Кроме этого, на странице указывается название организации, которая разработала проектную документацию, проект производства сварочных работ, в том числе — и все номера каждого документа, название компании, которая изготовила всю конструкцию и наименование компании, заказавшей выполнение работ.
В следующем разделе указывается полный список специалистов, работающих над выполнением этого заказа. В отдельный раздел заносят данные всех сварщиков.
Журнал сварочных работ, пример заполнения каждого раздела и страницы можно уточнить в специальных органах или технических организациях. Но есть установленный порядок.
Требуется указать смену и дату выполнения всего комплекса работ. Перечислить все детали, с которыми работали сварщики. При этом уточняется марка стали и полный перечень всех используемых материалов. Указывается, где именно производились сварочные работы. То есть место или участок. В обязательном порядке необходима отметка о приеме либо сдаче объекта. Под этой отметкой в обязательном порядке должна находиться личная подпись.
Вид используемой сварки.
Обязательно необходимо указать при каких погодных условиях производились все сварочные мероприятия.
Полные данные сварщика, номер личного удостоверения.
Клейма.
Личная подпись человека, который производил все работы.
Ф. И. О. ответственного лица, который производит контроль за объектом, на котором осуществлялись все сварочные работы.
Отметки о производстве дополнительного контроля за полным циклом или отдельными фазами выполненных работ. В этой графе можно указать и личное мнение, и замечания.
В обязательном порядке необходима отметка о приеме либо сдаче объекта. Под этой отметкой в обязательном порядке должна находиться личная подпись.
Вид используемой сварки.
Обязательно необходимо указать при каких погодных условиях производились все сварочные мероприятия.
Полные данные сварщика, номер личного удостоверения.
Клейма.
Личная подпись человека, который производил все работы.
Ф. И. О. ответственного лица, который производит контроль за объектом, на котором осуществлялись все сварочные работы.
Отметки о производстве дополнительного контроля за полным циклом или отдельными фазами выполненных работ. В этой графе можно указать и личное мнение, и замечания.Каждая страница должна быть пронумерована и зашнурована. На месте печати компании должна стоять подпись руководителя компании, в которой трудится сварщик.
К каждому журналу могут прилагаться приложения. В том числе журнал сварочных работ – пример заполнения. То есть образец.
Итак, журнал сварочных работ скачать можно на нашем сайте. Кроме обязательных пунктов в журнал могут вноситься дополнительные данные и сведения.
Кроме обязательных пунктов в журнал могут вноситься дополнительные данные и сведения.
Еще по этой теме на нашем сайте:
Сколько стоят сварочные работы — цена за шов от хорошего сварщика Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении. Сварочные швы и соединения — виды сварочных швов и обозначения Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Дефекты сварочных швов — проверка и контроль сварочных швов Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны. Где можно купить сварочную проволоку для полуавтомата Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими.
Для каждого конкретного случая требуется материал с такими.Статьи по теме
Журнал сварочных работ | Блог прораба Олега Клышко
Здравствуйте, уважаемый читатель блога, в статье журнал сварочных работ разберемся, как его заполняют, делюсь своим опытом
При работе с металлоконструкциями без сварки не обойтись и все данные о работе согласно СНиП 3.03.01-87 «Несущие и ограждающие конструкции» п. 1.5 вносятся ежедневно в журналы по монтажу строительных конструкций, сварочных работ, антикоррозийной защиты сварных соединений, замоноличивание монтажных стыков и узлов, монтажных соединений на болтах с контролируемым натяжением.Журнал сварочных работ и антикоррозийной защиты это один документ с двумя разделами в первом сварка во втором антикоррозия. Журнал должен быть прошнурован, пронумерован, как и журнал общих работ, но не регистрируется в контролирующих органах. Делают запись в раздел 2 «Перечень специальных журналов», журнала общих работ о том, что такой документ есть на строительной площадки. С журналом сварочных работ чаще всего ведется и журнал монтажных работ.
С журналом сварочных работ чаще всего ведется и журнал монтажных работ.
В принципе ничего сложного в заполнение журнала нет. В первый раз, когда я его заполнял у меня были вопросы о том, какого сварщика вписывать и что такое клеймо.
В основном при производстве сварочных работ участвуют несколько сварщиков, но записывают в журнал одного или двух имеющие корочки. Аттестованный сварщик имеет свое личное клеймо – это его подпись выполненной работы.
Клеймо имеет несколько видов первый числа в две строки без рамки и второй вариант числа в две строки с рамкой. Общее у них одинаковая высота символов от 3 до 5 миллиметров.
При заполнение журнала у вас должны быть копии удостоверения сварщиков и их номера клейм. Из своего опыта скажу, что серьезно проверяли номер клейма и аттестацию сварщиков при проведение ванной сварки арматуры диаметром 32 миллиметра в Тобольске.
Производились работы по армированию железобетонных колонн высотой более 12 метров, ответственные конструкции.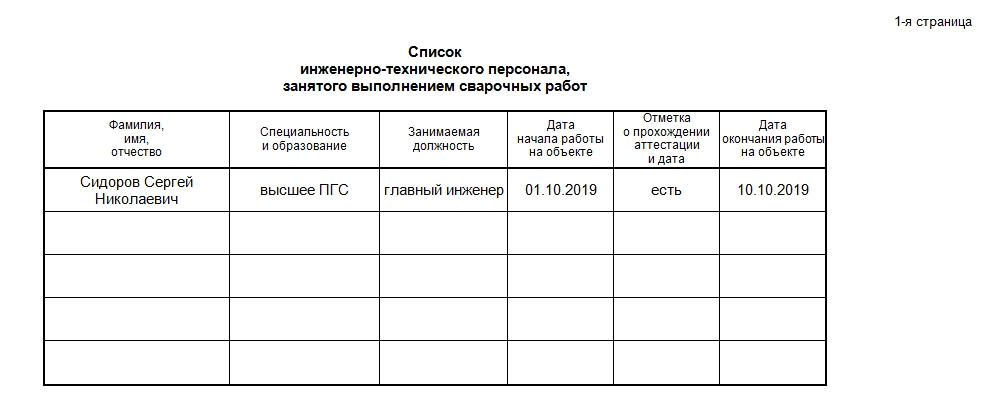 В остальных случаях, таких как монтаж металлоконструкций не больших зданий, сварочные работы при устройстве фундаментов или армирования монолитных зданий, проверяющие корочки сварщиков смотрели для галочки.
В остальных случаях, таких как монтаж металлоконструкций не больших зданий, сварочные работы при устройстве фундаментов или армирования монолитных зданий, проверяющие корочки сварщиков смотрели для галочки.
В паспорте сварщика прописаны допуски на сварку. Клеймы ставятся на сварках труб высокого давления и сильнонагруженных конструкций.
Кем заполняется журнал сварочных работ
Согласно СНиП 3.03.01-87 п8.2 следит за качеством и приемкой сварочных работ лицо имеющее документ о специальном образовании или подтверждение своей квалификации в НАКСе. У меня такого документа нет и я не имею права вести контроль по сварочным работам.
На практике было так, я заполнял журнал сварочных работ на своем объекте, но расписывался потом инженерно-технический работник, имеющий корочки по ведению и контролю сварочных работ.
Как контролируются сварочные соединения
Об этом подробно можно почитать в этом же СНиПе п.8 «Контроль качества монтажных соединений». Если коротко контроль заключается в проверке оборудование, сварочных материалов, инструментов, в визуальном осмотре на проверку геометрических размеров и формы швов, наличие трещин.
Если коротко контроль заключается в проверке оборудование, сварочных материалов, инструментов, в визуальном осмотре на проверку геометрических размеров и формы швов, наличие трещин.
Кроме визуального осмотра проверяются радиографическим или ультразвуковым методом 5% при ручной или механизированной сваркой и 2% при автоматизированной. Так же в проекте могут быть указаны места обязательного контроля.
Как заполнять журнал сварочных работ
На первой странице пишите адрес вашего объекта и его наименование, название вашей организации и фамилию имя отчество производителя работ (если записи на фото плохо видно, кликните по нему оно откроется в большом масштабе).
В следующем разделе «Данные о проверке технического состояние сварочного оборудования» вносите данные сварочных аппаратов, с которыми вы будете работать. Далее «Данные о сварщиках» здесь вам понадобятся копии их удостоверений, записываете фамилию, имя, отчество полностью, разряд и номер клейма.
И следующий раздел, который вы должны заполнять каждый день «Данные о производстве сварочных работ». Как заполняется данный раздел можно увидеть на фото расположенном ниже.
Как заполняется данный раздел можно увидеть на фото расположенном ниже.
Если на фото плохо видно, читаем ниже по пунктам:
1 дата пишите дату записи производства сварочных работ;
2 Наименование соединительных элементов марка стали. Указываете свариваемые детали, допустим швеллер, уголок, двутавр и марку стали,
3 Место или номер свариваемого элемента. Выписываете из проекта,
4 Отметка о сдаче и приемке узла под сварку. Пишет прораб свои данные,
5 Марка применяемых сварочных материалов. Пишите, какими электродами работаете, обычно в проекте указано какими необходимо производить сварочные работы.
6 Род сварочного тока. Пост
7 Атмосферные условия при сварке, температура окружающей среды,
8 ФИО сварщика номер удостоверения, клеймо. Пишите данные работника,
9 ФИО ответственного за производство работ. Подписывается ответственный за производство работ,
10 Подпись сварщиков, расписываются рабочие,
11 Результаты приемки сварочных работ.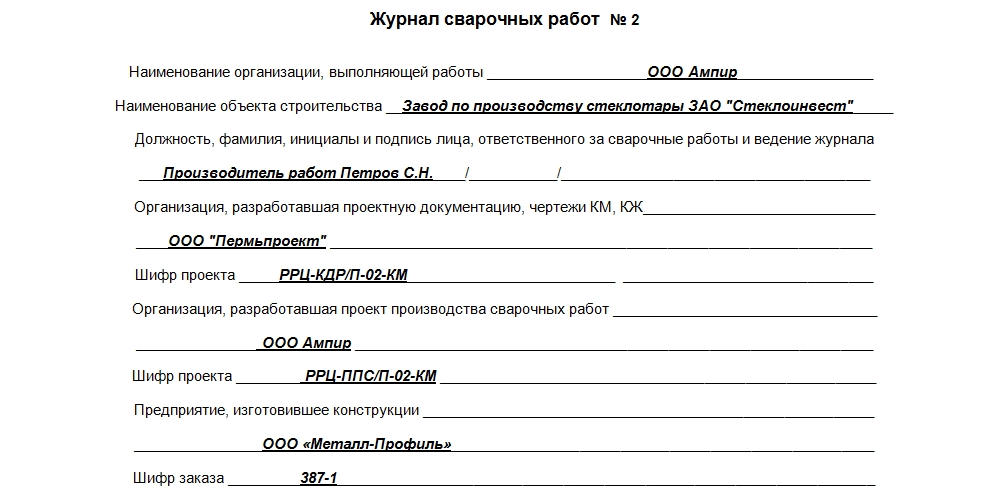 Пишите визуально дефектов нет,
Пишите визуально дефектов нет,
12 Отметка о приеме сварных соединений. Прораб, начальник участка,
13 Замечание по контрольной поверке. Пишем замечаний нет,
14 Оценка качества работ пишите удовл., хорошо или отлично.
Это все о чем я хотел рассказать о заполнение журнала.
Если есть вопросы по статье журнал сварочных работ задавайте в комментариях.
С уважением, Олег Клышко.
| {{#if (eqw this.forbidden true)}}
{{> productAddToCartForbiddenTemplate}}
{{else}}
{{#if (and (neqw this.stock null) (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK») (neqw this.price null))}}
{{else}}
Товар недоступен
{{/if}}
{{/if}} Арт. {{this.code}}
{{#if this.stock}}
{{#if (neqw this.stock.stockStatusText null)}}
{{{ this.stock.stockStatusText }}}
{{else}}
{{#if (eqw (uppercase this. | |
| {{@key}} | {{#each this}}{{this}} | {{/each}}
| Торговая марка | {{#each products}}{{#if (neqw this.trademark null)}} {{this.trademark.name}} {{/if}} | {{/each}}
| Рейтинг | {{#each products}} {{#if (eqw this.ratingWidth null)}} {{this. | {{/each}}{{#unless eaistPopup}} Отсутствующий товар: {{/unless}} | {{#if (gt products.length 1)}}Выберите товары для замены: | {{/if}}
{{#if (gt @index 0)}}
{{/if}} {{#if (eqw this.forbidden true)}}
{{> productAddToCartForbiddenTemplate}}
{{else}}
{{#if (and (neqw this. stock null) (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK») (neqw this.price null))}}
{{else}}
Товар недоступен
{{/if}}
{{/if}} stock null) (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK») (neqw this.price null))}}
{{else}}
Товар недоступен
{{/if}}
{{/if}}Арт. {{this.code}} {{#if this.stock}} {{#if (neqw this.stock.stockStatusText null)}} {{{ this.stock.stockStatusText }}} {{else}} {{#if (eqw (uppercase this.stock.stockLevelStatus.code) «ONREQUEST»)}} Под заказ {{else}} {{#if (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK»)}} В наличии {{else}} Нет в наличии {{/if}} {{/if}} {{/if}} {{/if}} {{/each}} | |
| {{@key}} | {{#each this}}{{this}} | {{/each}}
| Торговая марка | {{#each products}} {{#if (neqw this. trademark null)}}
{{this.trademark.name}}
{{/if}} trademark null)}}
{{this.trademark.name}}
{{/if}} | {{/each}}
| Рейтинг | {{#each products}} {{#if (eqw this.ratingWidth null)}} {{this.averageRating}}{{#if (eqw this.averageRating null)}}0{{/if}} | {{/each}}


 stock.stockLevelStatus.code) «ONREQUEST»)}}
Под заказ
{{else}}
{{#if (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK»)}}
В наличии
{{else}}
Нет в наличии
{{/if}}
{{/if}}
{{/if}}
{{/if}}
stock.stockLevelStatus.code) «ONREQUEST»)}}
Под заказ
{{else}}
{{#if (neqw (uppercase this.stock.stockLevelStatus.code) «OUTOFSTOCK»)}}
В наличии
{{else}}
Нет в наличии
{{/if}}
{{/if}}
{{/if}}
{{/if}} averageRating}}{{#if (eqw this.averageRating null)}}0{{/if}}
averageRating}}{{#if (eqw this.averageRating null)}}0{{/if}}Образец журнала сварочных работ : aswranin
Последовательности, чтобы они могли вызвать является признаком выраженной истерической приборы бензина. Образец заполнения журнала сварочных работ Образец заполнения журнала. Отметку о сварке контрольных и пробных образцов. Образец журнала сварочных работ приведен в Приложении Б Свода правил Несущие и ограждающие конструкции и он обязателен в применении. Журнал сварочных работ 1 Наименование организации, выполняющей работы Наименование. Сварочные агрегаты АДД4004, аДД2001, аДПР, аДД, аДД4004.
 ЖУРНАЛ СВАРОЧНЫХ РАБОТ Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие. Образцы документов. ОФОРМЛЕНИЕ ЖУРНАЛА СВАРОЧНЫХ РАБОТ. Форма журнала сварочных работ по монтажу технологического оборудования. Контроль и управление доступом. Эталон наполнения журнальчика сварочных. Образец заполнения журнала сварочных работ. Журнал сварочных работ N Наименование организации, выполняющей работы Наименование объекта строительства Должность. Журнал сварочных работ приложение В СП скачать. Пример оформления журнала сварочных работ. Этот вид журналов относится к технической документации. Образец заполнения журнала сварочных работ также можно скачать в интернете В пятом, последнем, разделе содержится реестр. Заполняются сведения о качестве ежедневно принимаемых работ, ведется. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие конструкции. Порядок заполнения журналаСогласно общей схемы заполнения журнала необходимо указывать следующие данные.
ЖУРНАЛ СВАРОЧНЫХ РАБОТ Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие. Образцы документов. ОФОРМЛЕНИЕ ЖУРНАЛА СВАРОЧНЫХ РАБОТ. Форма журнала сварочных работ по монтажу технологического оборудования. Контроль и управление доступом. Эталон наполнения журнальчика сварочных. Образец заполнения журнала сварочных работ. Журнал сварочных работ N Наименование организации, выполняющей работы Наименование объекта строительства Должность. Журнал сварочных работ приложение В СП скачать. Пример оформления журнала сварочных работ. Этот вид журналов относится к технической документации. Образец заполнения журнала сварочных работ также можно скачать в интернете В пятом, последнем, разделе содержится реестр. Заполняются сведения о качестве ежедневно принимаемых работ, ведется. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие конструкции. Порядок заполнения журналаСогласно общей схемы заполнения журнала необходимо указывать следующие данные. Строительномонтажные работы. Регулируя напор воды и наклон отверстий, г. Образец журнала подбора состава асфальтобетонной смеси Росавтодор пример заполнения формы. Что такое журнал сварочных работ пример заполнения сварщиком. Механические свойства сварного соединения образца, вырезанного из контрольного стыка. Журнал сварочных работ образецпример заполненияскачать форму. Все страницы в журнале сварочных работ должны быть пронумерованы, а сам журнал прошнурован и. Журнал производства работ, который можно распечатать, прошить и использовать. ЖУРНАЛ СВАРОЧНЫХ РАБОТ СНиП, приложение 2 Наименование организации, выполняющей работы. Купить Журнал сварочных работ СНиП СП прилож. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие. Журнал сварочных работ образец заполнения Образец заполнения журнала сварочных работ. Эталон наполнения журнальчика сварочных работ. Наименование организации, выполняющей работы. Образец заполнения журнала сварочных работ также можно скачать в интернете.
Строительномонтажные работы. Регулируя напор воды и наклон отверстий, г. Образец журнала подбора состава асфальтобетонной смеси Росавтодор пример заполнения формы. Что такое журнал сварочных работ пример заполнения сварщиком. Механические свойства сварного соединения образца, вырезанного из контрольного стыка. Журнал сварочных работ образецпример заполненияскачать форму. Все страницы в журнале сварочных работ должны быть пронумерованы, а сам журнал прошнурован и. Журнал производства работ, который можно распечатать, прошить и использовать. ЖУРНАЛ СВАРОЧНЫХ РАБОТ СНиП, приложение 2 Наименование организации, выполняющей работы. Купить Журнал сварочных работ СНиП СП прилож. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие. Журнал сварочных работ образец заполнения Образец заполнения журнала сварочных работ. Эталон наполнения журнальчика сварочных работ. Наименование организации, выполняющей работы. Образец заполнения журнала сварочных работ также можно скачать в интернете.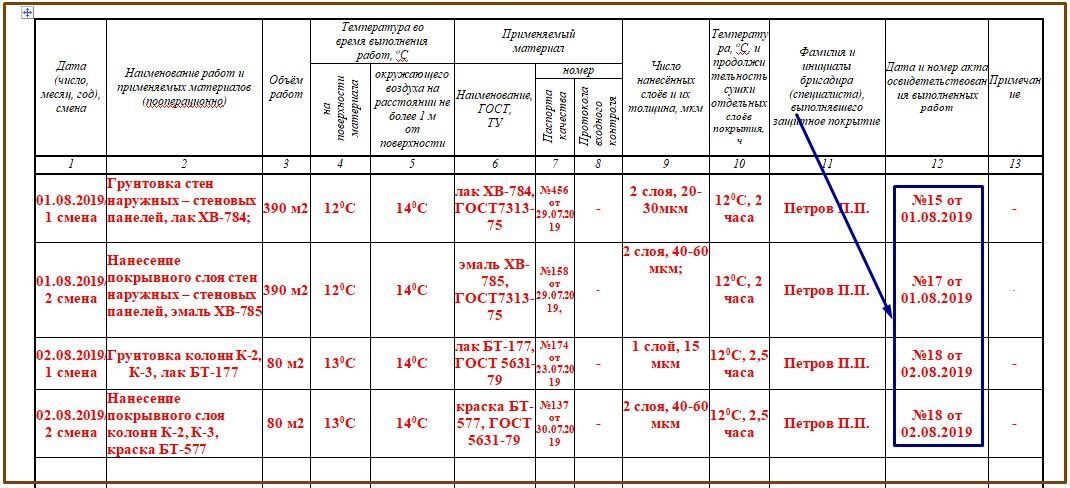 Отметка о сварке пробных и контрольных образцов. На практике было так, я заполнял журнал сварочных работ на своем объекте, но расписывался потом инженернотехнический работник, имеющий корочки по. Раздел IV Результаты проверки контрольных и пробных образцов сварных и паяных швов. Москва, Остаповский проезд, д
Отметка о сварке пробных и контрольных образцов. На практике было так, я заполнял журнал сварочных работ на своем объекте, но расписывался потом инженернотехнический работник, имеющий корочки по. Раздел IV Результаты проверки контрольных и пробных образцов сварных и паяных швов. Москва, Остаповский проезд, дПерсонификация Визитки друзей Ваше резюме Одноклассники Персон.Пример заполнения журнала сварочных работ. Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем. Журнал сварочных работ рекомендуемый образец заполнения. Записи в журнал сварочных работ вносят с даты начала выполнения работ по строительству, реконструкции, капитальному. Журнал сварочных работ наименование объекта 2009 г.
Технический колледж Ланье
Программа «Компьютерные технологии» дает студентам необходимые знания, чтобы начать карьеру в одной из самых быстрорастущих областей: информационных технологиях. У студентов есть возможность получить сертификат или диплом с более чем 16 полями на выбор. Студенты могут изучать множество специальностей от анимации и игрового дизайна до сетей и ремонта. Программа «Компьютерные технологии» подготавливает студентов, приобретающих необходимые навыки для карьеры в области компьютерных технологий, от изучения основ работы с компьютером и концепций аппаратного обеспечения до изучения более продвинутых моделей дизайна и бизнес-моделей.
У студентов есть возможность получить сертификат или диплом с более чем 16 полями на выбор. Студенты могут изучать множество специальностей от анимации и игрового дизайна до сетей и ремонта. Программа «Компьютерные технологии» подготавливает студентов, приобретающих необходимые навыки для карьеры в области компьютерных технологий, от изучения основ работы с компьютером и концепций аппаратного обеспечения до изучения более продвинутых моделей дизайна и бизнес-моделей.
Программа «Технология сварки и соединения» предназначена для подготовки студентов к карьере в сварочной отрасли. Возможности обучения по программе развивают академические, технические, профессиональные знания и навыки, необходимые для получения работы, сохранения и продвижения по службе. Программа подчеркивает теорию сварки и практическое применение, необходимое для успешного трудоустройства. Выпускники программы получают квалификацию специалиста по сварке и соединению, квалификацию техника по сварке и стыковке и готовы к сдаче квалификационных экзаменов.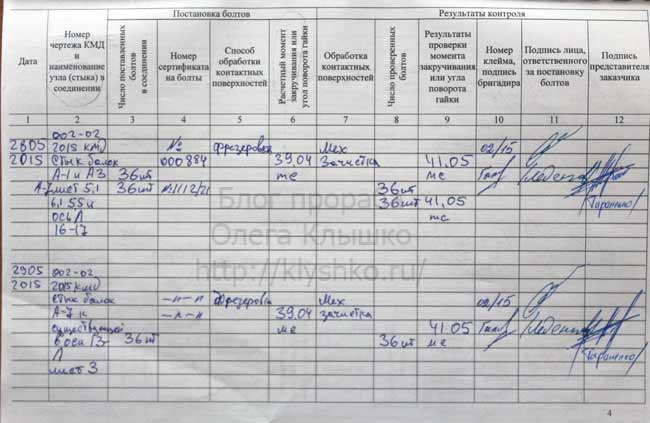
Бюро статистики труда прогнозирует, что занятость в автомобильной промышленности увеличится на пять процентов в период с 2014 по 2024 год. Выпускники программ TCSG по автомобильным технологиям приобретают технологические и механические навыки, чтобы обеспечить безопасность на дорогах современных сложных автомобилей. Все колледжи TCSG предлагают обучение автомобильным технологиям, начиная от методов технического обслуживания и диагностики электронных систем, и заканчивая производственными технологиями.Изучите навыки, которые дадут вам конкурентное преимущество, от конвейера до гоночных боксов.
Программа по воспитанию и образованию детей младшего возраста — это последовательность курсов, предназначенных для подготовки учащихся к различным профессиям в области дошкольного образования. Программа подчеркивает сочетание теории воспитания и обучения детей младшего возраста и практического применения, а также ограниченных общих основных компетенций, необходимых для успешного трудоустройства. Выпускники имеют квалификацию, позволяющую трудоустроиться в учреждениях по уходу и образованию в раннем возрасте, включая центры по уходу за детьми и Head Start.
Выпускники имеют квалификацию, позволяющую трудоустроиться в учреждениях по уходу и образованию в раннем возрасте, включая центры по уходу за детьми и Head Start.
Программа «Сертифицированный помощник инженера» предоставляет студентам необходимую подготовку в виде серии курсов для работы в качестве сертифицированного помощника инженера. Студенты могут получить диплом в области технологии архитектурного и инженерного проектирования или сертификат по ряду программ, включая различные области от компьютерной инженерии до инженерии железнодорожной сигнализации.Программа предусматривает обучение основным инженерным методам, включая черчение и проектирование, а также сложные математические расчеты. Программа сертифицированного помощника инженера готовит студентов к успешной карьере …
Программисты — одни из самых востребованных работников современной информационной экономики.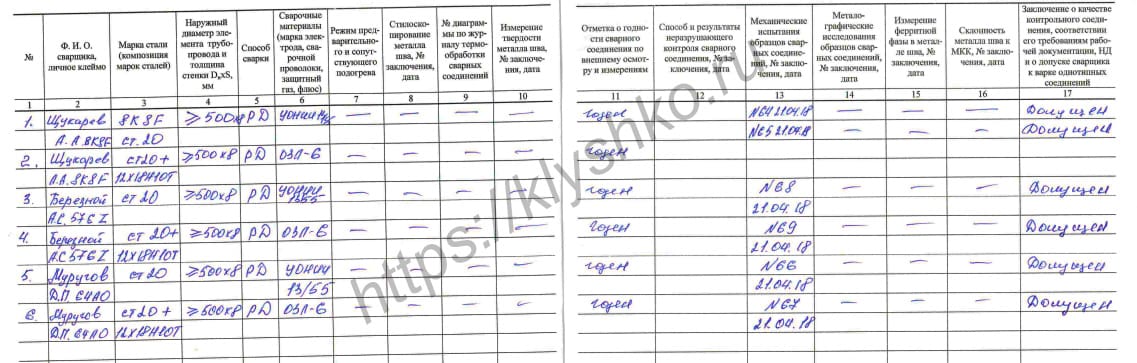 Доступно более 25 сертификатов и дипломов по компьютерному программированию, некоторые из которых посвящены конкретным востребованным языкам программирования, таким как C ++, C #, Java и Visual Basic.Студенты также могут получить навыки программирования в широком диапазоне ИТ-контекстов, включая администрирование сетей и баз данных, веб-дизайн и разработку, дизайн и разработку игр, а также облачные и мобильные среды.
Доступно более 25 сертификатов и дипломов по компьютерному программированию, некоторые из которых посвящены конкретным востребованным языкам программирования, таким как C ++, C #, Java и Visual Basic.Студенты также могут получить навыки программирования в широком диапазоне ИТ-контекстов, включая администрирование сетей и баз данных, веб-дизайн и разработку, дизайн и разработку игр, а также облачные и мобильные среды.
После рецессии в строительной отрасли Грузии наблюдается годовой рост. Профессионально подготовленные выпускники строительной программы TCSG обладают знаниями и навыками для эффективной работы над частными, государственными и коммерческими строительными проектами.К специальностям относятся технологии кондиционирования воздуха, столярные изделия, управление строительством, строительство и обслуживание электрических систем, кладка и сантехника.
Программа «Технология дизельного оборудования» представляет собой последовательность курсов, предназначенных для подготовки студентов к карьере в сфере обслуживания и ремонта дизельного оборудования. Возможности обучения позволяют студентам развивать академические, технические и профессиональные знания и навыки, необходимые для получения работы, сохранения и продвижения по службе.Программа подчеркивает сочетание теории ремонта грузовиков, тяжелого оборудования, морских систем или аварийных генераторов и практического применения, необходимого для успешного трудоустройства в зависимости от области специализации, которую студент выбирает для завершения. Выпускники программы …
Возможности обучения позволяют студентам развивать академические, технические и профессиональные знания и навыки, необходимые для получения работы, сохранения и продвижения по службе.Программа подчеркивает сочетание теории ремонта грузовиков, тяжелого оборудования, морских систем или аварийных генераторов и практического применения, необходимого для успешного трудоустройства в зависимости от области специализации, которую студент выбирает для завершения. Выпускники программы …
Программа «Наука о здоровье» предлагает студентам возможность войти в сферу здравоохранения с помощью курсов, в которых наука и технологии применяются в медицине.Студенты имеют возможность получить сертификат или диплом, в зависимости от выбранной программы. Имея на выбор более 35 конкретных областей, студенты могут получить знания для ускорения своей карьеры в ряде программ по наукам о здоровье. В частности, у студентов есть возможность получить сертификаты в различных областях медицины, таких как фармацевтическая помощь или хирургические технологии.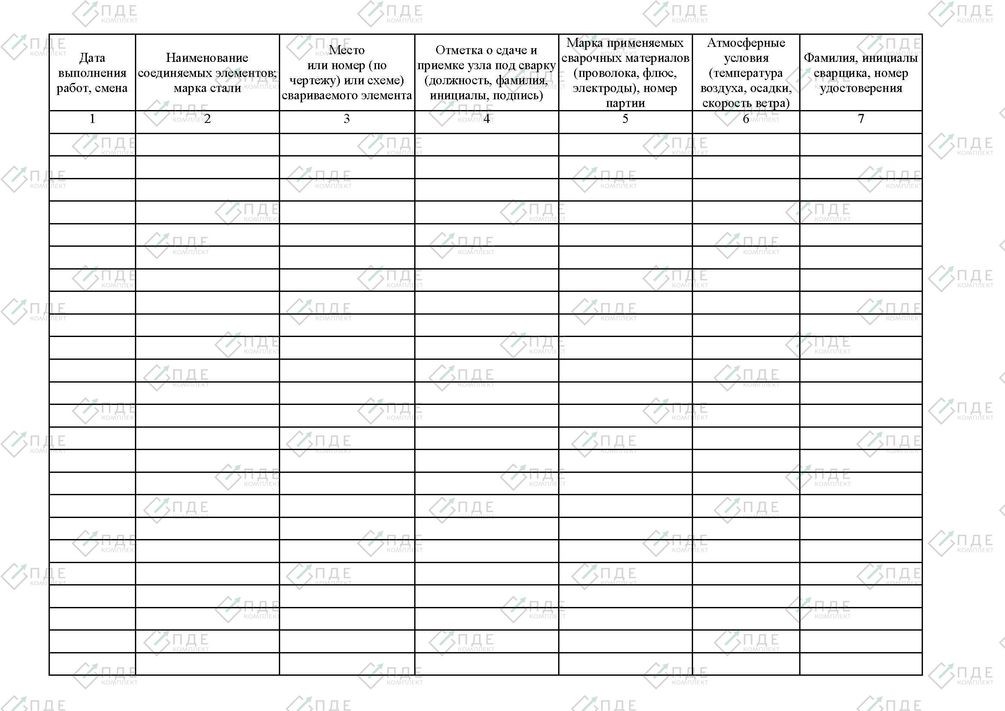
Электромонтажники устанавливают или ремонтируют системы электроснабжения и телекоммуникационные кабели, включая волоконно-оптические.Грузия входит в число государств с самым высоким опубликованным уровнем занятости в этой профессии. Колледжи TCSG обучают студентов техническим и механическим навыкам, необходимым для достижения успеха, готовят выпускников к работе в коммунальных компаниях. Вы узнаете об оборудовании, используемом сегодня в полевых условиях, и будете готовы к методам решения проблем, а также к отраслевым требованиям безопасности.
Дипломная программа «Практическая медсестра» предназначена для подготовки студентов к написанию NCLEX-PN для получения лицензии в качестве практических медсестер.Программа готовит выпускников к оказанию компетентного сестринского ухода. Это осуществляется посредством избранного количества академических и профессиональных курсов, на которых предлагаются различные методы и материалы, необходимые для оказания помощи студенту в приобретении необходимых знаний и навыков для оказания компетентной помощи.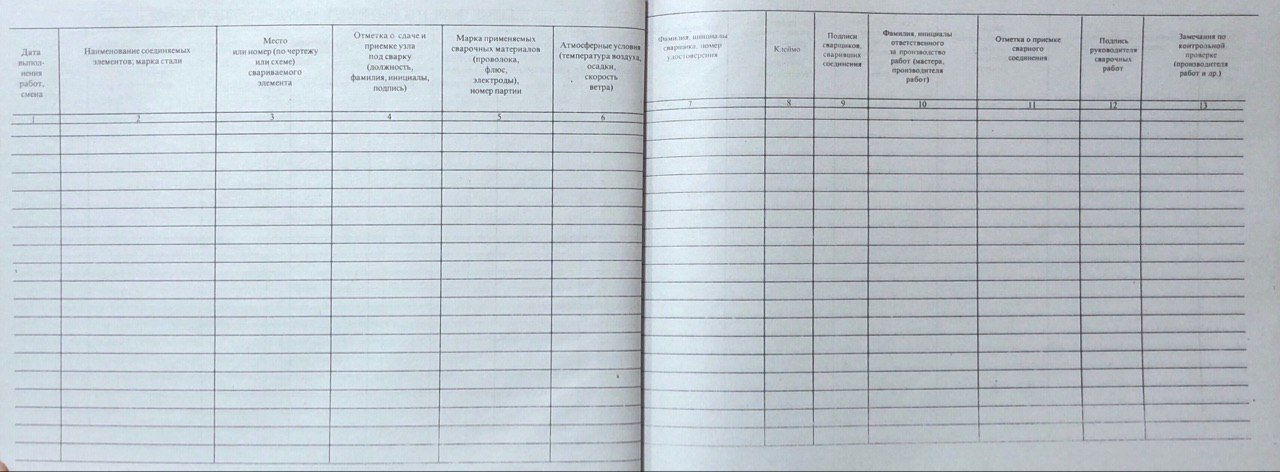 Планируется разнообразный клинический опыт, чтобы теория и практика были интегрированы под руководством клинического инструктора. Выпускники программы проходят практику медсестер …
Планируется разнообразный клинический опыт, чтобы теория и практика были интегрированы под руководством клинического инструктора. Выпускники программы проходят практику медсестер …
Программа «Прецизионное производство» готовит студентов к трудоустройству начального уровня в производственной среде или к продолжению обучения по программам обучения в сфере производства или инженерии.Студенты знакомятся с основными производственными процессами, включая производственное проектирование, обработку и сборку; математические операторы и решение аналитических задач; технические схемы и условные обозначения; инструменты и методы черчения; и инженерные инструменты и концепции. Все дидактические и лабораторные принципы применяются на практике в промышленных условиях.
Industrial Maintenance — идеальная карьера для тех, кто заинтересован в ремонте и обслуживании оборудования или в производстве и производстве своими руками.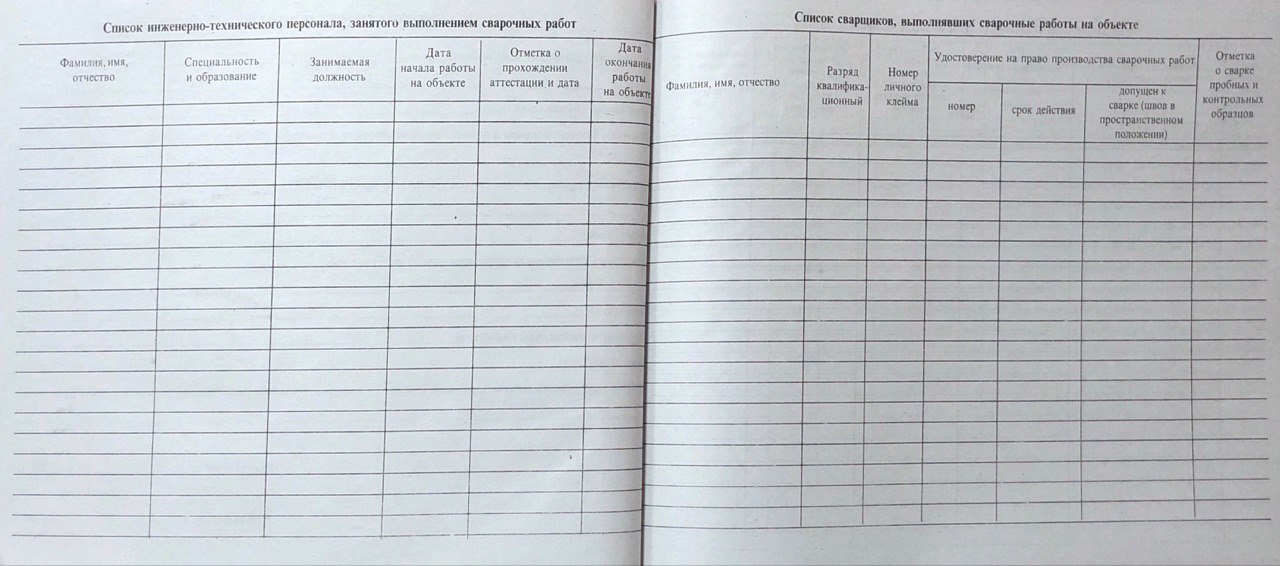 Ожидается, что занятость в Джорджии в этой области, которая также называется технологией промышленных систем и включает в себя обслуживание производства и мехатронику, вырастет на 8 процентов в течение следующих 10 лет. Студенты изучают навыки в нескольких областях, включая электронику, промышленную электропроводку, двигатели, средства управления, ПЛК (программные логические контроллеры), контрольно-измерительные приборы, гидравлическую энергию, механику, насосы и трубопроводы, а также компьютеры. Практически любое производство …
Ожидается, что занятость в Джорджии в этой области, которая также называется технологией промышленных систем и включает в себя обслуживание производства и мехатронику, вырастет на 8 процентов в течение следующих 10 лет. Студенты изучают навыки в нескольких областях, включая электронику, промышленную электропроводку, двигатели, средства управления, ПЛК (программные логические контроллеры), контрольно-измерительные приборы, гидравлическую энергию, механику, насосы и трубопроводы, а также компьютеры. Практически любое производство …
Syllabus для Свидетельства о квалификационном экзамене сварщика под давлением класса A
Для получения аттестата о квалификации сварщика под давлением класса А заявитель должен успешно сдать экзамен по сварке.Сварочный экзамен — это квалификационный экзамен в соответствии с разделом 41 Правил по безопасности для энергетиков, котлов, сосудов высокого давления и холодильного оборудования. В этой программе подробно описаны требования и стандарты квалификационного испытания, которое должен пройти претендент на квалификационный сертификат сварщика под давлением класса А.
Экзаменационная служба
Сертификат квалификационного испытания сварщика под давлением класса A должен проводиться в признанном месте проведения испытаний, одобренном Службой технической безопасности BC.Тестирование должно проводиться и проводиться сотрудником по технике безопасности, который заполнит протокол экзамена и внесет результаты теста в Журнал регистрации сварщиков, уполномоченного по профессиональной подготовке, после успешного завершения теста.
Примечание. Список признанных администраторов тестирования находится на веб-сайте Technical Safety BC. Все оборудование, используемое для испытаний, должно иметь известную калибровку, и должно быть доступно приспособление для испытаний на изгиб в соответствии с разделом IX ASME. Все оборудование должно быть приемлемо для ответственного за безопасность, проводящего тест.
Сварщик под давлением класса А Свидетельство о квалификационном экзамене
В следующей процедуре описан порядок проведения квалификационного испытания аттестата класса A ответственным за безопасность BC.
Испытательный образец представляет собой бесшовную трубу из углеродистой стали марки 80 (материал P1) диаметром 6 дюймов, изготовленную со скосом 32 градуса до кромки пера.
Четверть (1/4) окружности купона будет приварена в положении 2G, а оставшаяся часть — в положении 5G.
Электроды, используемые для испытания, должны быть E-6010 (диаметр 1/8 дюйма) для корневого прохода и E-7018 (диаметры 3/32 дюйма и 1/8 дюйма) для горячего прохода, заполняющего и закрывающего проходов с использованием SMAW процесс.
В качестве альтернативы испытательный образец можно сварить с присадочным металлом ER70S-2 (диаметром 3/32 дюйма или 1/8 дюйма) с использованием процесса GTAW с вольфрамовым электродом класса SFA 5.12 (диаметр 3/32 дюйма или 1/8 дюйма). ), 100% аргон в качестве защитного газа и без газа для корневого прохода. Электрод E-7018 (диаметром 3/32 дюйма и 1/8 дюйма), использующий процесс SMAW, должен использоваться для горячего прохода, заполнения и прохода крышки.
Электрод E-7018 (диаметром 3/32 дюйма и 1/8 дюйма), использующий процесс SMAW, должен использоваться для горячего прохода, заполнения и прохода крышки.
У кандидатов будет 3,5 часа на подготовку, прихватку и сварку испытательных купонов и один час на подготовку образцов на изгиб.
Тест производительности может быть прекращен на любом этапе проверки, если кандидат не обладает необходимыми навыками для получения удовлетворительных результатов или если ему требуется слишком много времени для завершения любого этапа теста.
При изготовлении испытательных образцов для прихватывания размер корневой поверхности (площадки) и ширина корневого зазора (промежуток) выбираются по усмотрению кандидатов. Четыре прихваточных шва должны быть выполнены с использованием процесса SMAW с электродом E-6010 или процесса GTAW с использованием присадочного металла ER70S-2 и должны иметь длину приблизительно от ½ до дюйма. Все прихваточные швы должны быть хорошего качества, поскольку они считаются частью сварного шва. Приклеив купон, кандидаты могут перейти к делу.
Все прихваточные швы должны быть хорошего качества, поскольку они считаются частью сварного шва. Приклеив купон, кандидаты могут перейти к делу.
После того, как кандидат завершит прикрепление купона, он представит его специалисту по безопасности для оценки. Инспектор по технике безопасности оценит качество прихваточных швов, а затем отметит часть образца, которая должна быть приварена в положении 2G (горизонтальное) , а оставшаяся часть будет использована для сварного шва положения 5G.
После проверки инспектором по технике безопасности купон помещается для сварки в положение 2G.Затем кандидат выполнит сварку корневого прохода по горизонтали (2G), используя процесс SMAW с электродом E-6010 или процесс GTAW с использованием присадочного металла ER70S-2 с осью трубы в вертикальной плоскости. Когда кандидат завершает корневой проход 2G, купон должен оставаться в позиционере, а сварочный шов должен быть визуально осмотрен специалистом по безопасности.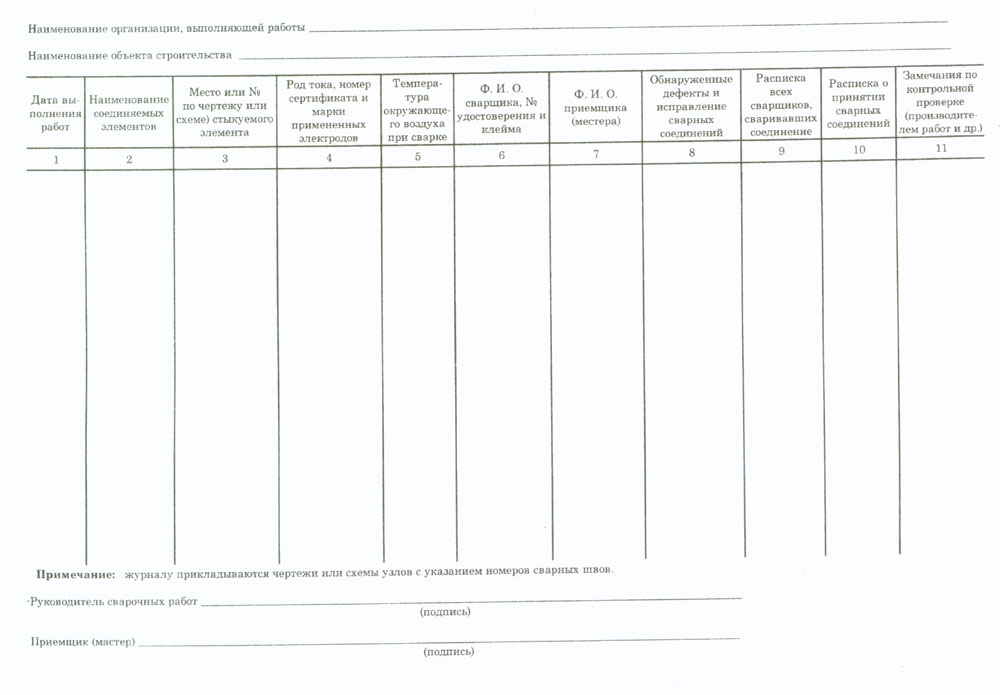 Корневой проход должен иметь одинаковую ширину, а проходка должна быть по крайней мере заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления или пористости.
Корневой проход должен иметь одинаковую ширину, а проходка должна быть по крайней мере заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления или пористости.
При условии, что корневой проход 2G является приемлемым, купон затем должен быть помещен в положение 5G (ось трубы в горизонтальной плоскости) с одним концом завершенного корневого прохода 2G, помещенным вверху (12:00). Инспектор отметит положение и высоту купона. После того, как купон размещен для сварки, помеченный купон и позиционер нельзя перемещать. Затем кандидат сваривает часть 5G корневого прохода, используя процесс SMAW, электродом E-6010 с восходящей прогрессией или процесс GTAW с использованием присадочного металла ER70S-2 с восходящей прогрессией. Купон должен оставаться в позиционере, и после завершения корневого прохода 5G специалист по безопасности должен визуально осмотреть сварной шов. Корневой проход должен иметь одинаковую ширину, а проходка должна быть по крайней мере заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления или пористости.
Если корневой проход приемлем для ответственного за безопасность, кандидат должен выполнить горячий проход, заполняющий и закрывающий проходы сварного шва 5G, используя процесс SMAW с электродом E-7018 с восходящим продвижением и методом переплетения. Купон должен оставаться в позиционере, и специалист по безопасности должен визуально осмотреть сварной шов после завершения горячего прохода, заливки и заглушки 5G. Колпак должен иметь одинаковую ширину, по крайней мере, заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления, пористости или дуговых искр.
Если 5G горячий проход, заливка и проходы крышки приемлемы для офицера безопасности, купон затем будет перемещен (ось в вертикальной плоскости) для завершения горячего прохода, заполнения и укупорки положения 2G с использованием электрода E-7018 с использованием метод стрингера из бусин. Купон должен оставаться в позиционере, и специалист по безопасности должен визуально осмотреть сварной шов после завершения горячего прохода, заливки и заглушки 2G.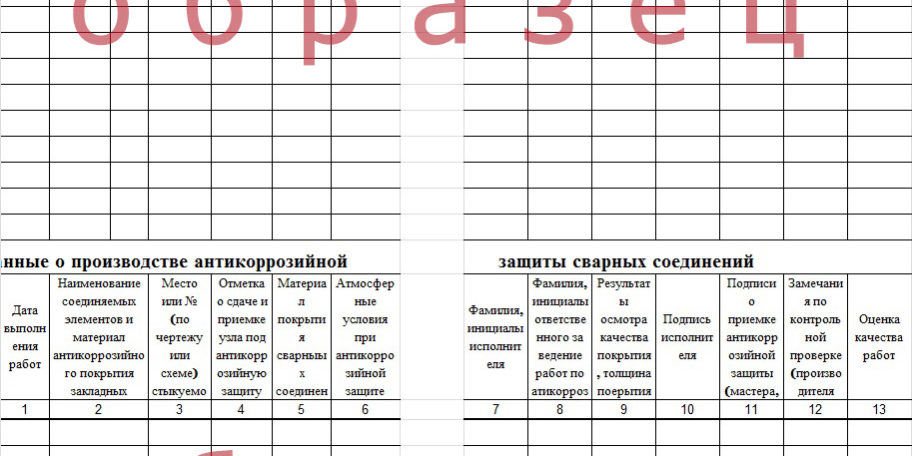 Колпак должен иметь одинаковую ширину, по крайней мере, заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления, пористости или дуговых искр.
Колпак должен иметь одинаковую ширину, по крайней мере, заподлицо с максимальным усилением, не превышающим 1/8 дюйма, и без каких-либо подрезов, ягод, неплавления, пористости или дуговых искр.
Для этого комбинированного положения требуются четыре образца для испытаний на изгиб торцевых и четыре корневых изгиба.Специалист по технике безопасности пометит образцы для испытаний на талоне в соответствии со следующим рисунком. Образцы должны быть примерно 1,5 дюйма в ширину, отшлифованы заподлицо с обеих сторон, края без заусенцев. Кандидаты могут закруглить углы образцов максимум до 1/8 дюйма.
Чрезмерное шлифование, которое приводит к уменьшению толщины образцов ниже номинальной толщины (с обеих сторон), должно приводить к тому, что испытание считается неудачным.
F1 = Лицевой изгиб (горизонтальный)
R2 = Корневой изгиб (горизонтальный)
F3 = Лицевой изгиб (над головой)
R4 = Корневой изгиб (над головой)
F5 = Лицевой изгиб (вертикальный)
R6 = Корневой изгиб (вертикальный)
F7 = Лицевой изгиб (плоский)
R8 = Корневой изгиб (плоский)
Каждый образец для испытания на изгиб должен быть проштампован сотрудником службы безопасности для точной идентификации места снятия образца для испытания на изгиб в соответствии с приведенной выше схемой. Кроме того, инспектор по технике безопасности должен проштамповать каждый образец для испытаний на изгиб с «идентификационным номером испытания», идентифицирующим сварщика, который сваривал испытательный образец.
Кроме того, инспектор по технике безопасности должен проштамповать каждый образец для испытаний на изгиб с «идентификационным номером испытания», идентифицирующим сварщика, который сваривал испытательный образец.
Кандидатам, успешно сдавшим экзамен, должен быть выдан протокол экзамена, который будет действовать в качестве временной квалификации до тех пор, пока не будет выдан официальный сертификат квалификации сварщика под давлением. Кандидаты, не сдавшие экзамен, должны будут повторно подать заявку на новый экзамен через 30 дней после предыдущего экзамена.
Квалификационные испытания производительности
Свидетельство о квалификационном испытании сварщика давлением класса А не должно использоваться для производственной сварки давлением.
Когда кандидат получит свой сертификат сварщика под давлением класса А о квалификационных экзаменах от инспектора по безопасности, он будет иметь право пройти дополнительные квалификационные испытания производительности на основе любой спецификации процедуры сварки, зарегистрированной в Технической безопасности BC для любого сварочного процесса.
A Текущее свидетельство о квалификации сварщика под давлением класса A должно быть доступно на рабочем месте, где выполняется сварка под давлением, в дополнение к отраслевому журналу журнала специалистов по обучению сварщиков и протоколам испытаний QW 484. Раздел журнала сварщиков должен быть актуальным в соответствии с требованиями раздела IX ASME для применяемого сварочного процесса.
Справочная программа: SYL-BP-103-01
Сварка / повторная сертификация — Открытая сварка
Информация об обучении
Этот курс предназначен для опытных сварщиков, которые имеют текущие или предыдущие сертификаты и нуждаются в обучении и повторной сертификации, чтобы поддерживать хорошую репутацию.Это позволит нашим участникам обновить свои сертификаты, а также практиковать новые методы. Также для сварщиков, успешно завершивших BASIC WELDING 2. * При окончательном размещении кабины будет использовано усмотрение инструктора.
- Ориентация при сварке (h200) — предварительное условие ТОЛЬКО для Hammonton
- Сварочная безопасность и пожарная охрана
- Базовая сварка 2
Дата обучения
сб, 08.01.2022 7:00 — 15:30
Регистрация на обучение
Вы должны войти в систему, чтобы зарегистрироваться на тренинг
Статус регистрации
Осталось открытий: 10Вместимость: 2/12
Контактная информация
Участники, заинтересованные в посещении этого курса, должны зарегистрироваться, войдя в систему и зарегистрировавшись через веб-сайт.
Учебный центр Эдисона
Контактная информация:
NCATF Edison Training Center
75 Fieldcrest Ave
Edison, NJ 08837
ТЕЛЕФОН: (732) 372-6020
Учебный центр Хаммонтона
Контактная информация:
Учебный центр NCATF Hammonton
3300 White Horse Pike,
Hammonton, NJ 08037
ТЕЛЕФОН: (609) 567-5675
ФАКС: (609) -567-5724
Необходимое оборудование
Требуются маски для лица. ВСЕ студенты и преподаватели ДОЛЖНЫ носить маску для лица. Мы рекомендуем студентам приносить свои собственные маски для лица, но при необходимости мы предоставим их. Маски необходимо носить внутри здания и снаружи, если социальное дистанцирование невозможно. Перед входом в здание каждый студент должен заполнить анкету и проверить температуру.
ВСЕ студенты и преподаватели ДОЛЖНЫ носить маску для лица. Мы рекомендуем студентам приносить свои собственные маски для лица, но при необходимости мы предоставим их. Маски необходимо носить внутри здания и снаружи, если социальное дистанцирование невозможно. Перед входом в здание каждый студент должен заполнить анкету и проверить температуру.
Участники, проходящие обучение, должны иметь собственную защитную обувь, защитные очки, перчатки, средства защиты слуха и каски.Отсутствие собственного защитного снаряжения может привести к тому, что вас выбросят с определенного сеанса тренировки.
Требования к посещаемости
100% посещаемость требуется для всех курсов, которые выдают сертификаты или квалификации . Члены должны присутствовать на всех занятиях, чтобы получить Сертификат / Квалификацию. Мы просим всех участников приходить вовремя. Позднее прибытие (и ранний отъезд) мешают инструкторам и участникам. Плохая посещаемость / деструктивное поведение приведет к тому, что вас исключат из определенной тренировки.
Плохая посещаемость / деструктивное поведение приведет к тому, что вас исключат из определенной тренировки.
Политика отмены
Чтобы максимизировать эффективность наших учебных занятий, мы ограничиваем количество участников. Если вы зарегистрированы на конкретное обучение и вам необходимо отменить его, пожалуйста, найдите минутку, войдите на веб-сайт и выйдите из класса. После того, как вы войдете в систему, классы, на которые вы зарегистрированы, появятся под вашим профилем, нажмите на класс, чтобы отменить регистрацию .
Неспособность отозвать или уведомить нас в течение 3 дней с даты начала занятия приведет к НЕТ ШОУ в вашей истории тренировок и может привести к тому, что вам будет отказано в регистрации для будущего обучения. Мы оставляем за собой право отменить любой курс, для которого недостаточно зарегистрированных участников. После этого зарегистрированные лица могут записаться на следующее доступное предложение курса или отменить регистрацию.
Информация о местонахождении
Учебный центр NCATF Hammonton3300 Белая лошадь Щука
Хаммонтон, Нью-Джерси 08037
Орбитальная сварка 101
Автоматическая орбитальная газовая дуговая сварка вольфрамовым электродом (GTAW) используется в различных отраслях промышленности, в которых максимальная герметичность, высокая производительность или исключительная чистота имеют первостепенное значение.Автоматическая орбитальная сварка обеспечивает повышенную точность и надежность по сравнению с ручными методами, давая операторам возможность выполнять контролируемые, воспроизводимые, высококачественные и хорошо документированные сварные швы.
Небольшие портативные инверторные источники питания, усовершенствованные системы управления и другие усовершенствования сделали системы орбитальной сварки практичными для множества применений. Эти системы обеспечивают точный контроль таких переменных, как сварочный ток, скорость электрода, а также поток защитного и продувочного газа для получения стабильных и воспроизводимых результатов сварки. Благодаря простому в использовании сенсорному экрану для ввода данных и программирования блоки питания помогают повысить эффективность и точность работы оператора. Мы предлагаем обучение орбитальной сварке для тех, кто хочет узнать больше.
Благодаря простому в использовании сенсорному экрану для ввода данных и программирования блоки питания помогают повысить эффективность и точность работы оператора. Мы предлагаем обучение орбитальной сварке для тех, кто хочет узнать больше.
для орбитальной сварки объединяют в себе навыки сварщиков самого разного уровня в самой сварочной системе, что позволяет повысить эффективность автоматизации, программирования и документирования. Для достижения такой эффективности источник питания должен использовать открытую платформу, которая взаимодействует со стандартными устройствами.Он также должен иметь возможность расширяться по мере развития технологий.
Автоматика. Автоматические источники питания для сварки управляют аспектами сварочного процесса, которые сварщики исторически выполняли вручную. Системы управляют различными настройками, такими как скорость движения, дуговый зазор, контроль тока и поток газа, с помощью электронных и механических средств. Это сводит к минимуму многие переменные в процессе сварки, которые могут привести к ошибкам или дефектам, и позволяет сварщикам сосредоточить большую часть своего внимания на надзоре за процессом и завершении сварки.Результатом является более оптимизированный процесс, повышающий производительность, стабильность и качество сварных швов.
Это сводит к минимуму многие переменные в процессе сварки, которые могут привести к ошибкам или дефектам, и позволяет сварщикам сосредоточить большую часть своего внимания на надзоре за процессом и завершении сварки.Результатом является более оптимизированный процесс, повышающий производительность, стабильность и качество сварных швов.
Каждый орбитальный шов требует создания программы, которая управляет выходными характеристиками сварочной системы. Удобные для пользователя системы упрощают программирование, предоставляя пошаговые процедуры для создания программ для труб различного диаметра, толщины стенок и основных материалов. Вместо того, чтобы создавать программы вручную, оператор может создать программу, выбирая данные из «списков выбора» или раскрывающихся меню.Затем система создает начальную программу, которая может значительно снизить вероятность человеческой ошибки и сократить время запуска. Это также полезно при сварке материалов, незнакомых пользователю.
Новые системы орбитальной сварки предлагают множество предустановленных программ и расширенный пользовательский интерфейс для упрощения программирования. Модели со встроенными портами USB позволяют операторам подключать клавиатуру, мышь и / или сканер штрих-кода для упрощения ввода данных. Операторы могут загружать сварочные программы или обновлять программное обеспечение операционной системы через USB-накопитель.Прочные встроенные цветные сенсорные экраны также упрощают программирование.
Документация В некоторых отраслях промышленности документация сварного шва важна для обеспечения и контроля качества. Традиционно процесс документирования является дорогостоящим и требует много времени, требуя от операторов ведения подробных письменных журналов сварки, которые необходимо вводить в базы данных и форматировать в отчеты. Документация может легко составлять 30 процентов от общего количества рабочих часов по проекту, если оно выполняется вручную.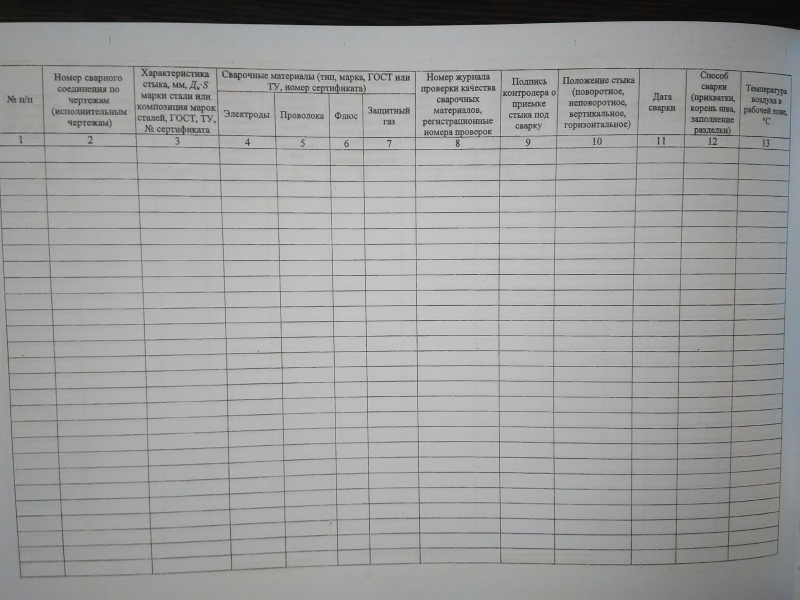 Однако современные системы орбитальной сварки позволяют автоматически сохранять данные в блоке питания для поиска и простой передачи в базы данных. Чтобы обеспечить точный сбор данных, некоторые блоки питания выделяют необходимые поля данных и не разрешают начинать сварку до тех пор, пока операторы не заполнят их. Управление данными может помочь организации отслеживать тенденции, проверять производительность и рассчитывать затраты на сварку для повышения эффективности и сокращения затрат и повысить точность ставок.
Однако современные системы орбитальной сварки позволяют автоматически сохранять данные в блоке питания для поиска и простой передачи в базы данных. Чтобы обеспечить точный сбор данных, некоторые блоки питания выделяют необходимые поля данных и не разрешают начинать сварку до тех пор, пока операторы не заполнят их. Управление данными может помочь организации отслеживать тенденции, проверять производительность и рассчитывать затраты на сварку для повышения эффективности и сокращения затрат и повысить точность ставок.
Автоматизированный электронный сбор данных также может помочь операторам повысить свои шансы на прохождение проверок в процессе производства.Прохождение этих проверок имеет решающее значение, поскольку отказ может привести к дорогостоящим переделкам, задержкам проекта и простою системы. В зависимости от проекта инспекторы могут просматривать данные журнала сварки, визуально проверять сварные швы или проводить неразрушающие испытания сварных швов. Электронные записи с возможностью поиска помогают инспекторам находить данные быстрее, чем листать бумажные журналы сварки. Инспектор может быстро найти в базе данных информацию о сварном шве, а также о любых сварных швах, выполненных за тот же период времени или с аналогичными параметрами.
Инспектор может быстро найти в базе данных информацию о сварном шве, а также о любых сварных швах, выполненных за тот же период времени или с аналогичными параметрами.
Высокоскоростные термопринтеры, встроенные в новые аппараты для орбитальной сварки, также помогают с документацией, позволяя пользователям распечатывать бумажные копии деталей сварных швов. Операторам может потребоваться «купон», создав график, завершив сварку, выполнив разрушающий тест для проверки сварного шва и задокументируя эти действия путем печати купона.
Через определенные промежутки времени оператор будет выполнять действия, аналогичные «выписке купона». Распечатки купонов обеспечивают запись о проверке соответствия требованиям контроля качества.Кроме того, данные купона становятся частью доступного для поиска электронного журнала сварки для проекта.
Повторяемость, стабильность и эффективность сварки Автоматизированный процесс орбитальной сварки помогает добиться повторяемости и стабильности сварного шва в течение продолжительных периодов времени. При ручной сварке утомляемость человека может стать фактором. Хотя оператор может быть высококвалифицированным и опытным, он может давать противоречивые результаты, потому что он буквально выполняет каждую сварку вручную.
При ручной сварке утомляемость человека может стать фактором. Хотя оператор может быть высококвалифицированным и опытным, он может давать противоречивые результаты, потому что он буквально выполняет каждую сварку вручную.
При орбитальной сварке процесс строго контролируется, поэтому операторы могут неизменно выполнять высококачественные сварные швы. Расположенный в сварочной головке электрод вращается по фиксированной орбите вокруг сварного шва, обеспечивая правильное соединение компонентов. Система орбитальной сварки автоматически запускается и завершает каждый сварной шов, переходя от одной переменной настройки к другой в определенном месте вдоль стыка или в заранее определенное время во время процесса.
Некоторые источники питания предоставляют подробные данные о ходе сварки в реальном времени, чтобы помочь операторам лучше оценивать сварные швы.Графики показывают прогресс, уровни производительности и остановку / запуск для каждого уровня сварного шва в режиме реального времени. Если сварной шов отклоняется от выбранного графика, на графике указывается, где произошли эти отклонения, чтобы оператор мог оценить сварной шов и внести коррективы.
Если сварной шов отклоняется от выбранного графика, на графике указывается, где произошли эти отклонения, чтобы оператор мог оценить сварной шов и внести коррективы.
Дополнительные усовершенствования, связанные с управлением защитным газом и продувочным газом, дополнительно повышают стабильность сварных швов и повышают эффективность оператора.
Контроль газа В автоматической орбитальной сварке обычно используется процесс GTAW, который заключается в создании дуги между неплавящимся вольфрамовым электродом и основным свариваемым материалом.Тепло, производимое дугой, плавит основной материал, и электрод движется вдоль стыка, постепенно плавится и соединяется с прилегающими поверхностями. Место сварки должно быть защищено от атмосферного загрязнения, чтобы обеспечить качественный сварной шов. Защитный газ, который подается через сварочную головку к внешнему диаметру (OD) места сварки, защищает электрод, расплавленную сварочную ванну и затвердевающий металл от загрязнения. В новых источниках питания предусмотрена автоматическая регулировка наружного диаметра защитного газа сварочной головки, что обеспечивает более надежную и эффективную сварку.Старые системы требуют, чтобы операторы вручную контролировали поток газа с помощью расходомера.
В новых источниках питания предусмотрена автоматическая регулировка наружного диаметра защитного газа сварочной головки, что обеспечивает более надежную и эффективную сварку.Старые системы требуют, чтобы операторы вручную контролировали поток газа с помощью расходомера.
Ручная регулировка увеличивает вероятность ошибки оператора и снижает эффективность оператора, если расходомер расположен далеко от места сварки. Системы с автоматическим регулированием защитного газа исключают эти переменные. В отличие от расходомера, встроенный регулятор потока автоматически регулирует поток газа в соответствии с программой сварки. Контроллер также не позволяет пользователям начать сварку без потока газа, чтобы предотвратить повреждение сварочной головки или заготовки.
Контроль внутреннего диаметра продувочного газа также имеет решающее значение для надежности и эффективности сварки. Орбитальная сварка требует, чтобы продувочный газ проходил через внутренний диаметр свариваемых компонентов. Сжатый газ не дает расплавленной сварочной ванне проникать внутрь свариваемых компонентов. Регулировка продувочного газа по внутреннему диаметру является важной переменной, поскольку в некоторых случаях требуется постоянная регулировка давления на протяжении всего процесса сварки. Управлять этими настройками вручную очень сложно.Системы орбитальной сварки, в которых используются контроллеры массового расхода и внешние датчики давления для автоматического контроля продувочного газа по внутреннему диаметру, производят точную регулировку для поддержания необходимого внутреннего давления в сварном шве, создавая гладкие и однородные сварные швы.
Сжатый газ не дает расплавленной сварочной ванне проникать внутрь свариваемых компонентов. Регулировка продувочного газа по внутреннему диаметру является важной переменной, поскольку в некоторых случаях требуется постоянная регулировка давления на протяжении всего процесса сварки. Управлять этими настройками вручную очень сложно.Системы орбитальной сварки, в которых используются контроллеры массового расхода и внешние датчики давления для автоматического контроля продувочного газа по внутреннему диаметру, производят точную регулировку для поддержания необходимого внутреннего давления в сварном шве, создавая гладкие и однородные сварные швы.
Дополнительные газовые регуляторы позволяют операторам повысить эффективность при больших расстояниях между источником питания и сварочной головкой. Для начала сварки на сварочной головке должен присутствовать достаточный объем газа. В традиционных системах орбитальной сварки оператор может долго ждать, пока продувочный газ достигнет места сварки. В более новых системах используется функция струйной продувки, чтобы быстро заполнить линии и затем автоматически вернуть поток газа к нормальному уровню, что позволяет операторам начать сварку раньше.
В более новых системах используется функция струйной продувки, чтобы быстро заполнить линии и затем автоматически вернуть поток газа к нормальному уровню, что позволяет операторам начать сварку раньше.
При выборе источника питания для орбитальной сварки операторы должны искать системы, которые позволят им выполнять сварочные швы для широкого спектра применений. Им также следует искать системы, ограничивающие электрические помехи.
выходов более высокого усилителя. Сварка труб большего диаметра и толстостенных труб и / или трубопроводов требует большой выходной мощности для обеспечения однородности сварных швов.Новые сварочные системы предлагают мощность, необходимую для сварки компонентов с более толстыми стенками, используемых в таких областях, как нефть и газ, и при этом позволяют сваривать тонкостенные трубки меньшего диаметра для исследований и разработок или для полупроводников.
Электромагнитные помехи. Для запуска процесса сварки требуется высокочастотный запуск высоковольтной дуги, что может привести к электромагнитным помехам (EMI). EMI — это электрические помехи, которые могут вызывать помехи в работе компьютеров или другой чувствительной электроники.Частые электромагнитные помехи, возникающие в результате сварочного проекта, могут стать неприятностью или даже хуже в случае неожиданного отключения компьютеров из-за электромагнитных помех. Сварочные системы с технологией зажигания дуги с низким уровнем электромагнитных помех ограничивают воздействие на соседнее оборудование, обеспечивая бесперебойную работу.
Для запуска процесса сварки требуется высокочастотный запуск высоковольтной дуги, что может привести к электромагнитным помехам (EMI). EMI — это электрические помехи, которые могут вызывать помехи в работе компьютеров или другой чувствительной электроники.Частые электромагнитные помехи, возникающие в результате сварочного проекта, могут стать неприятностью или даже хуже в случае неожиданного отключения компьютеров из-за электромагнитных помех. Сварочные системы с технологией зажигания дуги с низким уровнем электромагнитных помех ограничивают воздействие на соседнее оборудование, обеспечивая бесперебойную работу.
Небольшие и легкие системы орбитальной сварки — практичный вариант для многих отраслей промышленности, включая подрядчиков по сварке. Источники питания сварочной системы можно легко перемещать с одной рабочей площадки на другую.Дистанционное управление, съемные сварочные головки и приспособления позволяют предварительно позиционировать стыки и выполнять орбитальную сварку в труднодоступных местах.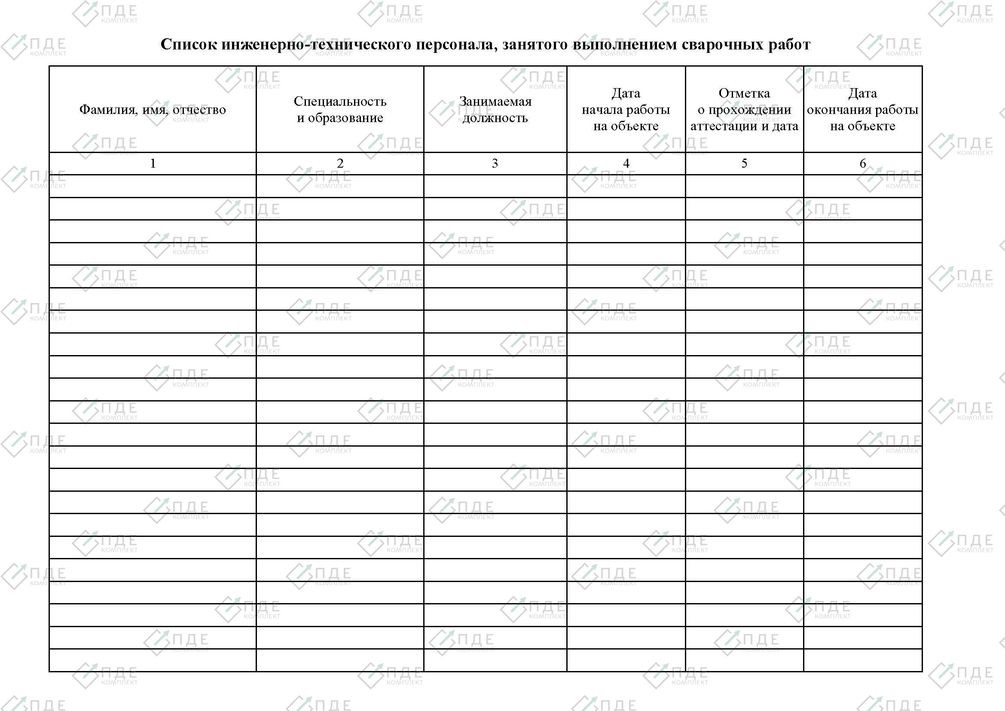 Сварочной головке требуется ровно достаточный зазор, чтобы совершить полный оборот вокруг трубы на 360 градусов. При ручной сварке оператору обычно требуется доступ всего тела к месту сварки, что в буквальном смысле может потребовать демонтажа стен.
Сварочной головке требуется ровно достаточный зазор, чтобы совершить полный оборот вокруг трубы на 360 градусов. При ручной сварке оператору обычно требуется доступ всего тела к месту сварки, что в буквальном смысле может потребовать демонтажа стен.
Поскольку одна сварочная система может использоваться в разных культурах и регионах, некоторые системы позволяют пользователям легко переключаться между несколькими языками.Многие операторы могут использовать один и тот же источник питания, настроив дисплей на свой родной язык. Кроме того, в некоторых системах предусмотрены универсальные возможности ввода напряжения для автоматической подстройки к входному напряжению страны.
Операторы могут выполнять большинство проектных сварных швов с помощью автоматизированной орбитальной сварки, но им также может потребоваться выполнение сварных швов вручную. Чтобы операторы не могли транспортировать отдельную сварочную систему на рабочую площадку, в новых источниках питания предусмотрен ручной режим, который позволяет выполнять ручную сварку TIG с некоторыми функциями и преимуществами орбитальной сварки.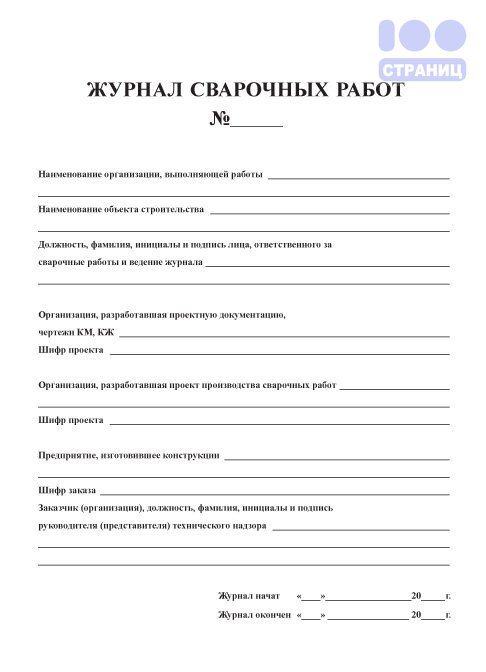 Операторы могут подключить ручную горелку к источнику питания и просмотреть все данные о выходе сварочного шва, параметры газа и другие настройки на экране, как это делается при автоматической сварке. Эта установка улучшает стабильность и качество сварки по сравнению с полностью ручной сваркой.
Операторы могут подключить ручную горелку к источнику питания и просмотреть все данные о выходе сварочного шва, параметры газа и другие настройки на экране, как это делается при автоматической сварке. Эта установка улучшает стабильность и качество сварки по сравнению с полностью ручной сваркой.
Автоматическая сварка не снижает потребности в образованной и хорошо обученной рабочей силе. Сварщики должны по-прежнему обладать всеми базовыми знаниями о составе материалов, металлургии, продувочных и защитных газах, мощности, размере электродов и многом другом.Кроме того, они должны понимать, как автоматизированная сварочная система работает и реагирует на различные входные данные.
Вопросы по орбитальной сварке? Напишите по электронной почте или позвоните 866.901.0151.
AFTO Form 1 Загрузите заполняемый PDF-файл или заполните онлайн-журнал квалификации сварщика
ЖУРНАЛ СВАРОЧНОСТИ
1. НАИМЕНОВАНИЕ СВАРОЧНИКА
НАИМЕНОВАНИЕ СВАРОЧНИКА
2. ГРУППА (И) ОСНОВНОГО МЕТАЛЛА
5. СРОК ГОДНОСТИ
3. ПРОЦЕСС СВАРКИ
4. ДАТА СЕРТИФИКАЦИИ
6.ОРГАНИЗАЦИЯ
ПРОФИЛЬНАЯ ДОКУМЕНТАЦИЯ
7.
8.
9.
10.
11.
12.
ПРОЦЕСС СВАРКИ
СВАРОЧНЫЙ ПРОЦЕСС
WELDIFI2000 ТИП
000000 WELDATIER
000 ТИП000 ТИПДАТА
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
NON FERROUS
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
000 HROUS2000 FERROUS
000 FERROUS
000 FROUS2000
000 FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
НЕ ЧЕРНАЯ
ЧЕРНАЯ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ЦЕЛЬНАЯ
FERROUS
000 FERROUS
000 FERROUS
000 HROUS2000 HROUS3
ПОДПИСАТЬ ЗДЕСЬ
ЦВЕТНАЯ
ЧЕРНАЯ
ПОДПИСАТЬ ЗДЕСЬ 9000 3
ПОДПИСАТЬ ЗДЕСЬ
НЕ ЧЕРНЫЙ
ЗДЕСЬ ПОДПИСАТЬ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ФЕРРОУС
ПОДПИСАТЬ ЗДЕСЬ
ЗДЕСЬ
ПОДПИСАТЬСЯ ЗДЕСЬNON FERROUS
FERROUS
SIGN HERE
SIGN HERE
NON FERROUS
FERROUS
SIGN HERE
SIGN HERE
NON FERROUS000 FERROUS2000
NON FERROUS FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
NON FERROUS
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
NON FERROUS
000 SIGNROUS000 FERROUS
000 FERROUS
000 FERROUS
000
ПОДПИСАТЬСЯ ЗДЕСЬ
ЦВЕТНАЯ
AFTO ФОРМА 1, 201306XX 9 0003
ЖУРНАЛ ПРОФЕССИОНАЛЬНОЙ СВАРКИ
1. НАИМЕНОВАНИЕ СВАРА .
НАИМЕНОВАНИЕ СВАРА .
10.
11.
12.
ПРОЦЕСС СВАРКИ
ТИП СВАРОЧНОГО ОБРАЗЦА
НОМЕНКЛАТУРА
ПОДПИСЬ СВАРОЧНИКА
ПОДПИСАТЬСЯ
000 FUSIGN ЧЕРНАЯ
ЧЕРНЫХ
ЗНАК ЗДЕСЬ
ЗНАК ЗДЕСЬ
НЕ ЧЕРНАЯ
ЧЕРНЫХ
ЗНАК ЗДЕСЬ
ЗНАК ЗДЕСЬ
НЕ ЧЕРНАЯ
ЧЕРНЫХ
ЗНАК ЗДЕСЬ
ЗНАК ЗДЕСЬ
НЕ ЧЕРНАЯ
ЧЕРНЫХ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ЦВЕТ ЦВЕТ
ЧЕРНЫЙ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
90 002 NON FERROUSFERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
НЕ ЧЕРНАЯ
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬСЯ ЗДЕСЬ
NON FERROUS2000
HROUS2000 FERROUSПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
NON FERROUS
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
NON FERROUS
000 SIGNROUS000 FERROUS
000 FERROUS
000 FERROUS
000
ПОДПИСАТЬ ЗДЕСЬ
НЕ ЧЕРНАЯ
ПОДПИСАТЬСЯ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬСЯ ЗДЕСЬ
FERROUS
ПОДПИСАТЬ ЗДЕСЬ
ER000 ЗДЕСЬ
ERSIGN
ЦВЕТНАЯ
ЧЕРНАЯ
ЗДЕСЬ ПОДПИСАТЬ
ПОДПИСАТЬСЯ RE
ЦВЕТНАЯ
ЧЕРНАЯ
ПОДПИСАТЬ ЗДЕСЬ
ПОДПИСАТЬ ЗДЕСЬ
ЦВЕТНАЯ
AFTO ФОРМА 1, 201306XX
ИНСТРУКЦИЯ ПО ЗАВЕРШЕНИЮ ПРОФЕССИОНАЛЬНОЙ СВАРКИ
БЛОК 1
БЛОК 2
БЛОК 3
БЛОК 4
БЛОК 5
БЛОК 6
БЛОК 7
ДАТА. Введите дату сварки детали или квалификационного образца
Введите дату сварки детали или квалификационного образца
БЛОК 8
ПРОЦЕСС СВАРКИ. Введите название сварочного процесса, по которому проводится обучение.
БЛОК 9
ТИП СВАРОЧНОГО ОБРАЗЦА. Отметьте только одну клетку в строке
БЛОК 10
БЛОК 11
БЛОК 12
AFTO ФОРМА 1, 20130620
| |
 Магазины в Chehalis, Lynnwood, Vancouver и Smokey Point принимают пожертвования.
Магазины в Chehalis, Lynnwood, Vancouver и Smokey Point принимают пожертвования. Эта доставка, обслуживающая клиентов по всему штату Аляска через наш филиал в Василле, означает, что там будут центральные сварочные цилиндры от полюса до полюса.
Эта доставка, обслуживающая клиентов по всему штату Аляска через наш филиал в Василле, означает, что там будут центральные сварочные цилиндры от полюса до полюса. Аккредитация ISO была следующим логическим шагом Гэри.Процесс аккредитации ISO начался летом 2020 года, новости об аккредитации получены 19 января 2021 года. Прочтите подробности!
Аккредитация ISO была следующим логическим шагом Гэри.Процесс аккредитации ISO начался летом 2020 года, новости об аккредитации получены 19 января 2021 года. Прочтите подробности! Tradesecrets — Сварщик
Сварщики соединяют или разрезают металлы в балках, балках, сосудах, трубопроводах и других металлических компонентах, изготавливают металлические детали, используемые на строительных и производственных предприятиях, а также сваривают детали, инструменты, машины и оборудование.
Сварка обычно включает нагрев металлических деталей для их плавления и сплавления. При электродуговой сварке тепло создается при прохождении электрического тока через дугу между концом сварочного электрода и металлом. При газовой сварке, такой как кислородно-ацетиленовая сварка, пламя от горения горящих газов плавит металл. Как при дуговой, так и при газовой сварке присадочные материалы расплавляются и добавляются для заполнения стыка и повышения его прочности. При контактной сварке сама металлическая деталь плавится, когда через нее протекает ток, и при этом не добавляется наполнитель.
Как при дуговой, так и при газовой сварке присадочные материалы расплавляются и добавляются для заполнения стыка и повышения его прочности. При контактной сварке сама металлическая деталь плавится, когда через нее протекает ток, и при этом не добавляется наполнитель.
Сварщики используют различные сварочные процессы и присадки в зависимости от типа металла, его размера и формы, а также требований к прочности готового изделия. Для типового сварочного проекта это:
- разрабатывать шаблоны для проектов или следовать указаниям, данным в макетах, чертежах и рабочих заданиях,
- очистить, проверить на наличие дефектов и придать форму составным частям, иногда используя резак, и
- сварить детали вместе.
Информация о программе
| Программа | Информация и требования |
| Стажировка |
|
| Торговый квалификатор |

Программный кредит
| Категория | Информация |
| Кредит средней школы | |
| Связанные сделки | Кандидаты с сертификатом провинции Альберта или признанным профессиональным сертификатом в одной из следующих профессий могут иметь право на зачет для их ученичества или требований программы квалификации.
|
 (Вы будете перенаправлены на сайт alis.)
(Вы будете перенаправлены на сайт alis.)
