Журнал сварочных работ, 48 страниц 🚨 в Сочи
Описание
Графы журнала:
2 страница
Наименование организации, выполняющей работы
Наименование объекта строительства
Должность, фамилия, инициалы и подпись ответственного за сварочные работы и ведение журнала
Организация, разработавшая проектную документацию, чертежи и КМ и КЖ
Шифр проекта
Организация, разработавшая проект производства сварочных работ
Шифр проекта
Предприятие, изготовившее конструкции
Шифр заказа
Заказчик (организация), должность, фамилия, инициалы и подпись руководителя (представителя) технического надзора
3 страница
Фамилия, И.О.
Специальность и образование
Занимаемая должность
Дата начала работы на объекте
Отметка о прохождении аттестации и дата
4 страница
Фамилия, И.
 О.
О. Разряд квалификационный
Номер личного клейма
Удостоверение на право производства сварочных работ:
номер
срок действия
допущен к сварке (швов в пространственном положении)
Отметка о сварке пробных и контрольных образцов
5,6 страница
Дата выполнения работ, смена
Наименование соединяемых элементов, марка стали
Место или № по чертежу или схеме свариваемого элемента
Отметка о сдаче и приемке узла под сварку (должность, Ф. И. О., подпись)
Марка применяемых сварочных материалов (проволока, флюс, электроды), № партии
Атмосферные условия (температура воздуха осадки, скорость ветра)
Фамилия, И.О. сварщика, № удостоверения
Клеймо
Подписи сварщиков, сваривших соединения
Фамилия, И.О. ответственного за производство работ (мастера, производителя работ)
Отметка о приемке сварного соединения
Подпись руководителя сварочных работ
Замечания о контрольной проверке (производителя работ и др.
 )
)Характеристики
| Размер, мм | 210 x 297 мм |
| Вес, г | 90 |
Журнал сварочных работ трубопроводов — Справочник химика 21
Ответственные сварные швы на трубопроводах отмечают клеймом сварщика, выполнившим сварку. Клеймо ставят на расстоянии 30—50 мм от шва на участке, удобном для обозрения. Монтажная организация должна вести журнал сварочных работ по утвержденной форме, [c.195]
Клеймо ставят на расстоянии 30—50 мм от шва на участке, удобном для обозрения. Монтажная организация должна вести журнал сварочных работ по утвержденной форме, [c.195] Трубопроводы освидетельствуют и сдают в эксплуатацию после окончания монтажных и испытательных работ. Внутрицеховые и обвязочные трубопроводы сдают, как правило, вместе со смонтированным оборудованием. Межцеховые, магистральные трубопроводы сдают по участкам. К приемо-сдаточному акту прикладывают следующие документы акты сдачи под монтаж траншей, опорных конструкций, патронов акты проверки внутренней очистки трубопроводов сертификаты на сварочные материалы заключения по проверке качества сварных швов трубопроводов различными методами акты испытаний трубопроводов на прочность и плотность журнал сварочных работ список сварщиков, участвовавших в сварке трубопроводов, а также номера их удостоверений и клейм акты промывок и продувок трубопроводов (если они проводились). На трубопроводы I категории, кроме того, представляют схему линий, на которой показано расположение сварных стыков с клеймами сварщиков, производивших сварку.
К ремонтному журналу прилагают чертежи и эскизы, отражающие все изменения, произошедшие при ремонте акты приемки оборудования после капитального ремонта акт на очистку, ревизию, ремонт, испытание трубопроводов. При выполнении сварочных работ прилагают журнал ведения этих работ и заключение [c.79]
При сварке трубопроводов I категории необходимо вести журнал сварочных работ, в котором указывают на каждый стык условия и режимы сварки, результаты проверки качества, фамилию сварщика и номер его клейма и др. . [c.191]
Техническую документацию и изготовление сосудов Техническую документацию на изготовление и ремонт трубопроводов (акт приемки ведомость ревизии труб, фланцев, крепежа, фасонных деталей ведомость учета труб высокого давления после механической обработки ведомость учета гнутых труб высокого давления журнал сварочных работ протокол механических испытаний сварных образцов журнал проверки качества электродов, сварочной проволоки, флюса, аргона для проведения сварочных работ акт проверки технологических  562]
562]
При просмотре технической документации устанавливают наличие и правильность оформления актов на скрытые работы, журнала сварочных работ для трубопроводов, подведомственных Госгортехнадзору,— наличие всех документов, требуемых правилами Госгортехнадзора, а также документов, подтверждающих качество использования материалов, деталей и арматуры (сертификаты на трубы, электроды, сварочную проволоку, флюс, паспорта на арматуру, детали трубопроводов и др.). [c.278]
При сварке трубопроводов I и II категорий следует вести журнал сварочных работ. При этом сварные соединения должны указываться в исполнительных схемах с указанием их номера. [c.107]
При сварке трубопроводов, работающих под давлением, следует вести журнал сварочных работ, в котором указываются номера сертификатов, номера плавок сваренных труб, условия, в которых проводилась сварка, фамилия сварщика, номер его удостоверения, номер личного клейма, характеристика электродов или сварочной проволоки, отметка о приемке швов по внешнему осмотру.
Перед испытанием на прочность необходимо убедиться в том, что арматура и средства КиА установлены правильно, все сварочные и монтажные работы закончены продувочный газ и промывающая вода удалены временные приспособления сняты и удалены техническая документация на испытываемый трубопровод (журнал сварочных работ, акт проверки внутренней очистки и т. д.) проверена запорная арматура на испытываемой линии открыта, сальники набиты, бобышки и другие закрытые врезки надежно заглушены предупредительные знаки выставлены в местах расположения концевых заглушек испытываемый пневматическим способом трубопровод разбит на участки. [c.29]
На изготовленные и поставляемые в монтаж узлы и секции трубопроводов мастерские монтажных заготовок представляют следующую документацию (в двух экземплярах) копии документов заводов-изготовителей на трубы, детали трубопроводов, металл, крепежные изделия, сварочные и другие материалы и изделия, а также документы на сварку номера удостоверений сварщиков, клейм, результаты контрольных испытаний сварных соединений копии паспортов па арматуру, кованые, литые и другие детали журнал сварочных работ по трубопроводам I и II категорий деталировочные чертежи, по которым изготовлялись узлы (линии) трубопроводов с надписью исполнительный , заверенной подписью ответственного представителя с внесением в яих имевших место изменений.
При сдаче холодильной установки в эксплуатацию предъявляют акты и протоколы испытания арматуры, трубопроводов, проверки качества сварных швов, механических испытаний, проверки чистоты внутренних полостей трубопроводов, сдачи в монтаж опор, каналов, гильз, траншей, схему трубопроводов, журнал сварочных работ. [c.123]
Техническую документацию на изготовление сосудов Техническую документацию на изготовление и ремонт трубопроводов (акт приемки ведомость ревизии труб, фланцев, крепежа, фасонных деталей ведомость учета труб высокого давления после механической обработки ведомость учета гнутых труб высокого давления журнал сварочных работ протокол механических испытаний сварных образцов журнал проверки качества электродов, сварочной проволоки, флюса, аргона для проведения сварочных работ акт проверки технологических свойств электродов журнал режима термообработки сварных швов заключение по неразрушающим методам контроля сварных швов акт гидрав- лического испытания трубопоо-водов высокого давления ведомость проверки гнутых труб высокого давления) Техническую документацию на изготовление детален и запасных частей (акт приемки, паспорт, чертеж)  562]
562]
ГТроверяют наличие всех актов (в том числе на сдачу установки в ремонт, испытание аппаратов и трубопроводов), формуляров на зазоры и натяги в соединениях, журнала сварочных работ, сертификатов, подтверждающих качество использованных при ремонте запасных частей, материалов, а также актов об окончании ремонта и приемке установки в эксплуатацию. [c.172]
При ознакомлении с технической документацией проверяются наличие и полнота оформления актов на скрытые работы (например, состояние постели и величина уклонов при бесканальной прокладке, отметки дна траншей, отметки опор при прокладке трубо-про одрв в каналах и по эстакадам, растяжка компенсаторов и т. п.) журнал сварочных работ (для трубопроводов 1 и II кате- [c.435]
При сдаче технологических трубопроводов на Ру до 10 МПа в эксплуатацию монтажная организация обязана представить следующую исполнительную технологическую документацию опись технической документации сертификаты на сварочные материалы заключения по проверке качества сварных Сю-единений трубопроводов физическими методами контроля и шротоколы механических иопытаний акты испытания трубапроводов на (прочность и плотность списки сварщи ков, участвовавших в сварке трубопроводов с указанием ном еров удостоверений и клейм журналы сварочных работ тольк1о для трубопроводов I и II категорий исполнительные схемы трубопроводов только для трубопроводов I, II и III категорий акты сдачи — приемки под монтаж зданий, сооружений, траншей и опорных конструкций акты проверки внутренней очистки трубопроводов журнал режимов термической обработки сварных соединений акты на предварительную растяжку (сжатие) компенсаторов акт на укладку патронов документы заводов — изготовителей на трубы, арматуру и сварочные материалы. [c.165]
[c.165]
Журнал сварочных работ. Форма № Ф-56: бланк, образец 2021
Утверждено
Распоряжением Росавтодора
от 23 мая 2002 г. N ИС-478-р
Форма Ф-56 Подрядная организация ____________________ __________________________________________ Строительство (реконструкция) ____________ __________________________________________ ЖУРНАЛ N ______ СВАРОЧНЫХ РАБОТ Наименование организации, выполняющей работы _____________________ __________________________________________________________________ Наименование объекта строительства _______________________________ Должность, фамилия, инициалы и подпись ответственного за сварочные работы и ведение журнала _________________________________________ Организация, разработавшая проектную документацию, чертежи и КМ и КЖ _______________________________________________________________ Шифр проекта _____________________________________________________ Организация, разработавшая проект производства сварочных работ ___ __________________________________________________________________ Шифр проекта _____________________________________________________ Предприятие, изготовившее конструкции ____________________________ Шифр заказа ______________________________________________________ Заказчик (организация), должность, фамилия, инициалы и подпись руководителя (представителя) технического надзора ________________ __________________________________________________________________ __________________________________________________________________ Журнал начат "___"____________ 20__ г.Журнал окончен "___"____________ 20__ г. В настоящем журнале прошнуровано и пронумеровано ________ страниц Начальник участка (ст. прораб) ___________________________________ М.П. (фамилия, инициалы, подпись) Начальник производственно- технического отдела ____________________________ (фамилия, инициалы, подпись)
 Журнал окончен "___"____________ 20__ г.
В настоящем журнале прошнуровано
и пронумеровано ________ страниц
Начальник участка
(ст. прораб) ___________________________________ М.П.
(фамилия, инициалы, подпись)
Начальник производственно-
технического отдела ____________________________
(фамилия, инициалы, подпись)
Журнал окончен "___"____________ 20__ г.
В настоящем журнале прошнуровано
и пронумеровано ________ страниц
Начальник участка
(ст. прораб) ___________________________________ М.П.
(фамилия, инициалы, подпись)
Начальник производственно-
технического отдела ____________________________
(фамилия, инициалы, подпись)СПИСОК ИНЖЕНЕРНО-ТЕХНИЧЕСКОГО ПЕРСОНАЛА, ЗАНЯТОГО ВЫПОЛНЕНИЕМ СВАРОЧНЫХ РАБОТ
------------------------------------------------------------------ ¦Фамилия,¦Специаль-¦Занимае-¦Дата на-¦Отметка о про-¦Дата оконча-¦ ¦ и.о. ¦ность и ¦мая ¦чала ра-¦хождении атте-¦ния работы ¦ ¦ ¦образова-¦долж- ¦боты на ¦стации и дата ¦на объекте ¦ ¦ ¦ние ¦ность ¦объекте ¦ ¦ ¦ +--------+---------+--------+--------+--------------+------------+ ¦ 1 ¦ 2 ¦ 3 ¦ 4 ¦ 5 ¦ 6 ¦ ---------+---------+--------+--------+--------------+-------------
СПИСОК СВАРЩИКОВ, ВЫПОЛНЯВШИХ СВАРОЧНЫЕ РАБОТЫ НА ОБЪЕКТЕ
------------------------------------------------------------------ ¦Фамилия,¦Разряд ¦ Номер ¦ Удостоверение на право ¦Отметка о ¦ ¦ и.
 о. ¦квали- ¦личного¦ производства сварочных ¦сварке проб-¦
¦ ¦фикаци-¦клейма ¦ работ ¦ных и кон- ¦
¦ ¦онный ¦ +--------------------------+трольных ¦
¦ ¦ ¦ ¦ номер ¦срок ¦допущен к ¦образцов ¦
¦ ¦ ¦ ¦ ¦дей- ¦сварке (швов¦ ¦
¦ ¦ ¦ ¦ ¦ствия¦в простран- ¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ственном по-¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ложении) ¦ ¦
+--------+-------+-------+-------+-----+------------+------------+
¦ 1 ¦ 2 ¦ 3 ¦ 4 ¦ 5 ¦ 6 ¦ 7 ¦
---------+-------+-------+-------+-----+------------+-------------
------------------------------------------------------------------
¦Дата вы-¦Наимено- ¦Место или¦Отметка о¦Марка приме-¦Атмосферные ¦
¦полнения¦вание со-¦No. по ¦сдаче и ¦няемых сва- ¦условия ¦
¦работ, ¦единяемых¦чертежу ¦приемке ¦рочных мате-¦(температура¦
¦смена ¦элемен- ¦или схеме¦узла под ¦риалов (про-¦воздуха, ¦
¦ ¦тов, мар-¦сваривае-¦сварку ¦волока, ¦осадки, ско-¦
¦ ¦ка стали ¦мого эле-¦(долж- ¦флюс, элек- ¦рость ветра)¦
¦ ¦ ¦мента ¦ность, ¦троды), ¦ ¦
¦ ¦ ¦ ¦Ф.
о. ¦квали- ¦личного¦ производства сварочных ¦сварке проб-¦
¦ ¦фикаци-¦клейма ¦ работ ¦ных и кон- ¦
¦ ¦онный ¦ +--------------------------+трольных ¦
¦ ¦ ¦ ¦ номер ¦срок ¦допущен к ¦образцов ¦
¦ ¦ ¦ ¦ ¦дей- ¦сварке (швов¦ ¦
¦ ¦ ¦ ¦ ¦ствия¦в простран- ¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ственном по-¦ ¦
¦ ¦ ¦ ¦ ¦ ¦ложении) ¦ ¦
+--------+-------+-------+-------+-----+------------+------------+
¦ 1 ¦ 2 ¦ 3 ¦ 4 ¦ 5 ¦ 6 ¦ 7 ¦
---------+-------+-------+-------+-----+------------+-------------
------------------------------------------------------------------
¦Дата вы-¦Наимено- ¦Место или¦Отметка о¦Марка приме-¦Атмосферные ¦
¦полнения¦вание со-¦No. по ¦сдаче и ¦няемых сва- ¦условия ¦
¦работ, ¦единяемых¦чертежу ¦приемке ¦рочных мате-¦(температура¦
¦смена ¦элемен- ¦или схеме¦узла под ¦риалов (про-¦воздуха, ¦
¦ ¦тов, мар-¦сваривае-¦сварку ¦волока, ¦осадки, ско-¦
¦ ¦ка стали ¦мого эле-¦(долж- ¦флюс, элек- ¦рость ветра)¦
¦ ¦ ¦мента ¦ность, ¦троды), ¦ ¦
¦ ¦ ¦ ¦Ф.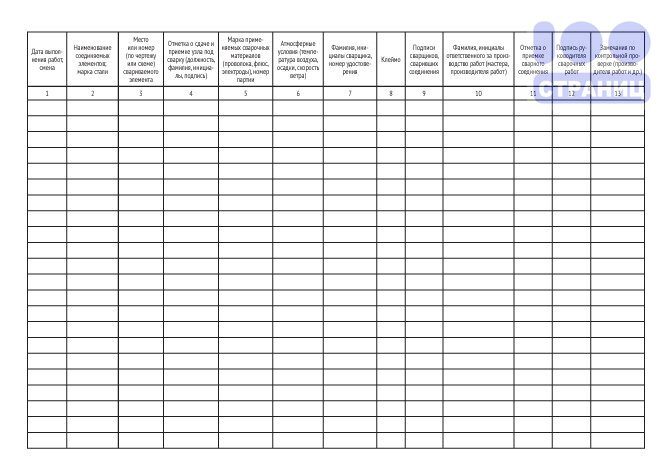 И.О., ¦N партии ¦ ¦
¦ ¦ ¦ ¦подпись) ¦ ¦ ¦
+--------+---------+---------+---------+------------+------------+
¦ 1 ¦ 2 ¦ 3 ¦ 4 ¦ 5 ¦ 6 ¦
---------+---------+---------+---------+------------+-------------
------------------------------------------------------------------
¦Фамилия,¦Клеймо¦Подписи¦Фамилия, и.о.¦Отметка¦Подпись¦Замечания ¦
¦и.о. ¦ ¦сварщи-¦ответственно-¦о при- ¦руково-¦о конт- ¦
¦сварщи- ¦ ¦ков, ¦го за произ- ¦емке ¦дителя ¦рольной ¦
¦ка, N ¦ ¦сварив-¦водство работ¦сварно-¦свароч-¦проверке ¦
¦удосто- ¦ ¦ших со-¦(мастера, ¦го со- ¦ных ра-¦(произво- ¦
¦верения ¦ ¦едине- ¦производителя¦едине- ¦бот ¦дителя ра-¦
¦ ¦ ¦ния ¦работ) ¦ния ¦ ¦бот и др.)¦
+--------+------+-------+-------------+-------+-------+----------+
¦ 7 ¦ 8 ¦ 9 ¦ 10 ¦ 11 ¦ 12 ¦ 13 ¦
---------+------+-------+-------------+-------+-------+-----------
И.О., ¦N партии ¦ ¦
¦ ¦ ¦ ¦подпись) ¦ ¦ ¦
+--------+---------+---------+---------+------------+------------+
¦ 1 ¦ 2 ¦ 3 ¦ 4 ¦ 5 ¦ 6 ¦
---------+---------+---------+---------+------------+-------------
------------------------------------------------------------------
¦Фамилия,¦Клеймо¦Подписи¦Фамилия, и.о.¦Отметка¦Подпись¦Замечания ¦
¦и.о. ¦ ¦сварщи-¦ответственно-¦о при- ¦руково-¦о конт- ¦
¦сварщи- ¦ ¦ков, ¦го за произ- ¦емке ¦дителя ¦рольной ¦
¦ка, N ¦ ¦сварив-¦водство работ¦сварно-¦свароч-¦проверке ¦
¦удосто- ¦ ¦ших со-¦(мастера, ¦го со- ¦ных ра-¦(произво- ¦
¦верения ¦ ¦едине- ¦производителя¦едине- ¦бот ¦дителя ра-¦
¦ ¦ ¦ния ¦работ) ¦ния ¦ ¦бот и др.)¦
+--------+------+-------+-------------+-------+-------+----------+
¦ 7 ¦ 8 ¦ 9 ¦ 10 ¦ 11 ¦ 12 ¦ 13 ¦
---------+------+-------+-------------+-------+-------+-----------Источник — Распоряжение Росавтодора от 23. 05.2002 № ИС-478-р
05.2002 № ИС-478-р
Приложение 2 Обязательное. Оформление обложек и страниц журнала сварочных работ | СНиП 3.03.01-87
Обложка
Журнал сварочных работ (форма)
Титульный лист
Журнал сварочных работ
N _________
Наименование организации, выполняющей работы
_______________
Наименование объекта строительства
_______________
Должность, фамилия, инициалы и подпись ответственного за сварочные
работы и ведение журнала
_______________
Организация, разработавшая проектную документацию, чертежи КМ, КЖ
_______________
Шифр проекта
_______________
Организация, разработавшая проект производства сварочных работ
_______________
Шифр проекта
_______________
Предприятие, изготовившее конструкции
_______________
Шифр заказа
_______________
Заказчик (организация), должность, фамилия, инициалы и подпись
руководителя (представителя) технического надзора
_______________
Журнал начат
«__» _____ 19 ___ г.
Журнал окончен
«____»__________ 19 ____ г.
1-я страница
| Фамилия, имя, отчество | Специальность и образование | Занимаемая должность | Дата начала работы на объекте | Отметка о прохождении аттестации и дата аттестации | Дата окончания работы на объекте |
|---|---|---|---|---|---|
| Фамилия, имя, отчество | Разряд квалификационный | Номер личного клейма | Удостоверение на право производства сварочных работ | Отметка о сварке пробных и контрольных образцов | ||
|---|---|---|---|---|---|---|
| номер | срок действия | допущен к сварке (швов в пространственном положении) | ||||
2-я и последующие страницы
| Дата выполнения работ, смена | Наименование соединяемых элементов; марка стали | Место или номер (по чертежу или схеме) свариваемого элемента | Отметка о сдаче и приемке узла под сварку (должность, фамилия, инициалы, подпись) | Марка применяемых сварочных материалов (проволока, флюс, электроды), номер партии | Атмосферные условия (температура воздуха, осадки, скорость ветра) | Фамилия инициалы, сварщика, номер удостоверения | Клеймо | Подписи сварщиков, сваривших соединения | Фамилия инициалы, ответственного за производство работ (мастера, производителя работ) | Отметка о приемке сварного соединения | Подпись руководителя сварочных работ | Замечания по контрольной проверке (производителя работ и др. ) ) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
3-я страница обложки
В журнале пронумеровано и прошнуровано
________ страниц
«__» ______ 19 __ г.
________________
(должность, фамилия, инициалы и подпись руководителя
организации, выдавшего журнал)
Место печати
Особенности— Журнал сварщиков
Функции и услуги программного обеспечения Welders Log
Cloud Base Solution — Доступ к своим файлам в любое время и в любом месте с любого компьютера, имеющего доступ в Интернет. Кроме того, благодаря тому, что ваша информация хранится в облаке, ваши файлы будут защищены и защищены.
Кроме того, благодаря тому, что ваша информация хранится в облаке, ваши файлы будут защищены и защищены.
Уведомления по электронной почте — Настройте уведомления, чтобы вы могли уведомлять пользователей системы, менеджеров и сварщиков об истекающих или истекающих WQTR.
Технология Smart Forms — Формы журнала сварщиков имеют встроенный интеллект. У нас есть предварительно заполненные раскрывающиеся списки и разделы, которые заполняются автоматически в зависимости от вашего выбора. Это позволяет быстро и легко заполнять формы.
Механизм полнотекстового поиска — Механизм полнотекстового поиска упрощает поиск файлов. Просто введите несколько слов, например имя сварщика или идентификационные номера, и система найдет все документы, содержащие эту информацию.
Повторное использование форм и управление шаблонами — Вы можете использовать существующие формы, которые вы ранее создали, в качестве шаблона для создания любых новых форм. Это сэкономит ваше драгоценное время при создании новой документации по сварке.
Это сэкономит ваше драгоценное время при создании новой документации по сварке.
Журнал сварщика / Журнал непрерывности — Программное обеспечение поставляется с автоматическим встроенным журналом сварщика. По мере заполнения форм и добавления сварщиков журнал сварщика создается автоматически.
Генерация PDF-документов — Все создаваемые нами документы находятся в формате PDF.Это позволяет быстро и легко делиться и распространять вашу сварочную документацию.
Индексы присадочного металла и основного металла — У нас есть как база данных присадочного металла, так и база данных основного металла, которая ускоряет завершение форм. Есть тысячи вариантов, и оба точны и полны.
Файловый шкаф для управления документами — Наш картотечный шкаф прост в использовании и помогает организовать вашу сварочную документацию. Вы можете создавать неограниченное количество папок и легко перетаскивать файлы между папками.
Хранение электронных файлов и отсканированных изображений — CWI Helper также может хранить другие электронные файлы, такие как документ Word, файлы Excel, изображения и многие другие. Также он может взаимодействовать с любым сканером для хранения отсканированных документов.
Обширная библиотека чертежей и сварочные проходы — Каждый код сварки поставляется с обширной библиотекой как конструкций соединений, так и сварочных проходов. Это ускоряет создание документа.
Создание собственных чертежей и сварных швов — Наше программное обеспечение поставляется в комплекте с инструментом для рисования, с помощью которого вы можете создавать свои собственные проекты соединений и сварных швов.Также, если вам нужна помощь в создании ваших дизайнов, не стесняйтесь обращаться к нам.
Что такое нанесение сварных швов?
Как работают вместе карты сварных швов и журналы сварки Карта сварных швов Карта сварных швов — это версия чертежа, используемая для нумерации каждого из сварных швов или соединений, содержащихся в нем. Процесс нумерации или аннотирования местоположения каждого сварного шва — это то, что превращает стандартный чертеж в карту. См. Пример карты сварного шва ниже; этот пример включает девять сварных швов и два сегмента или трубных катушек.Вы можете найти эти девять сварных швов, задокументированные в журнале сварных швов, в примере, приведенном ниже в статье.
Процесс нумерации или аннотирования местоположения каждого сварного шва — это то, что превращает стандартный чертеж в карту. См. Пример карты сварного шва ниже; этот пример включает девять сварных швов и два сегмента или трубных катушек.Вы можете найти эти девять сварных швов, задокументированные в журнале сварных швов, в примере, приведенном ниже в статье.
Карта сварных швов является основополагающим документом для создания журнала сварных швов. Пронумерованные стыки на карте сварных швов соответствуют пронумерованным строкам журнала сварки. Использование обоих документов в тандеме дает наибольшую пользу. Преимущество карты сварного шва состоит в том, что она создает визуальное положение сварного шва на карте. Преимущество журнала сварки заключается в том, что он документирует, кто, что, когда и как выполнял сварку.
В некоторых ограниченных случаях сведения о сварных швах отображаются на карте, и отдельный журнал не создается. В таких ситуациях требования к проекту минимальны и могут потребовать, чтобы со сварным швом было связано только одно или два свойства. В этих случаях может быть небольшая таблица, примененная непосредственно к карте сварного шва, часто в области спецификации материалов. Внедрение журнала на карту может создать запутанную терминологическую ситуацию, но это все еще называется картой сварных швов. Эта ситуация в основном существует в цехах по производству трубных катушек или некоторых строительных цехах.Недостатком такого удобства является возможность эффективно отслеживать процесс сварки и поддерживать чистоту документации, используемой для передачи клиенту. В большинстве случаев многие поля данных должны быть задокументированы, что требует стандартного двухдокументного подхода «карта + журнал».
Стили аннотаций, используемые для нумерации сварных швов, могут различаться в зависимости от компании. В большинстве ситуаций, связанных с ручным отображением, используются общие формы, встречающиеся на трафаретах для рисования, наиболее распространенными являются шестиугольник, круг или квадрат.Стиль аннотации номеров сварных швов должен также учитывать, какие формы уже использовались в чертеже для передачи номеров элементов и других подобных вещей. Желательно следовать стандарту компании, который помогает команде проекта различать номера сварных швов и номера позиций. Сварочные коды не определяют форму аннотации, используемой при картировании сварного шва. В некоторых случаях прошлые практики компании, руководства по качеству или спецификации клиентов могут указывать на то, что используется.
Протокол сваркиПротокол сварки — это документ в виде таблицы, который содержит данные в строках и столбцах, которые используются для документирования сведений о сварных швах.
Ряды журнала сварки соответствуют пронумерованным соединениям на карте сварных швов. Столбцы журнала сварки соответствуют обязательным полям документации сварного шва.
Пример журнала сваркиСтолбцы журнала сварки обычно включают
- Номер сварного шва
- Тип соединения
- Размер или диаметр
- Толщина
- Процедура сварки
- Посадка
- Проверки посадки
- Клейма участвующих сварщиков
- Даты сварки
- Инициалы задействованных инспекторов
- Даты проверок
- Прослеживаемость материалов соединяемых деталей, а также присадочного металла
- В трубопроводах, с каким сегментом или номером катушки связано соединение
Карты сварных швов и журналы сварных швов являются стандартными в тех случаях, когда произведенный продукт будет использоваться там, где существует повышенный уровень риска; по мере увеличения риска возрастают и инспекции, и уровень документации.У каждого сварочного кодекса, клиента и компании будет стандартная практика выполнения требований, применимых к объему вашего проекта.
Эти факторы создают ситуацию, когда нет единого стандарта, используемого для журнала сварки. Многие сварочные журналы будут иметь общие элементы, поскольку существуют существенные совпадения различных норм, клиентов, спецификаций и методов компании. Отсутствие стандартизации в некоторой степени вызывает в отрасли некоторую путаницу в отношении того, что «правильно» или «неправильно» включать в журнал сварки.Что наиболее важно помнить, так это то, что поля, включенные в журнал сварки, удовлетворяют договорным требованиям и могут использоваться в интересах бизнеса.
Кто создает карту сварных швов и журнал сварных швов?Документы должны быть созданы компетентным лицом, которое может выполнить работу организованно и аккуратно. Таким образом, автор может варьироваться в зависимости от размера команды проекта, сочетания талантов сотрудников, индивидуальных обязанностей и организационной структуры поддержки компании.Там, где существует специализация среди более крупных проектных групп, обычно сотрудники отдела качества выполняют создание карт сварных швов и журналов. В небольших бригадах, например в бригаде технического обслуживания, мастер, скорее всего, создаст карту, а в очень ограниченных случаях может создать журнал сварки. В обоих случаях инспектор по-прежнему проводит необходимые проверки.
Стоимость картирования и регистрацииКарты и журналы сварки обеспечивают следующие преимущества
- Отслеживание сварщиков, процедур сварки, инспекторов, инспекций, материалов и присадочных металлов
- Координация рабочего процесса между сварщиками и инспекторами
- Связь точек хранения NDE
- Очистить документооборот для проверки работы клиента или третьей стороны
- Документация о выполненных работах и их соответствии требованиям контракта
- Снижение и контроль рисков ответственности
В зависимости от отрасли, клиента, спецификаций, кодов и программы качества компании, другие формы отображения могут использоваться или требоваться в проекте.Эти различные типы отображения могут включать отображение числа плавок, отображение толщины или отображение спецификации процедуры сварки (WPS).
Термины и определения- Карта сварных швов : Чертеж, на котором пронумерованы сварные швы или соединения для создания визуальной карты
- Карта сварных швов : Процесс нумерации или аннотирования сварных швов на чертеже : документ в виде таблицы, содержащий данные в строках и столбцах.Строки журнала сварки соответствуют пронумерованным соединениям на карте сварных швов. Столбцы журнала сварки соответствуют обязательным полям документации сварного шва.
Fassen Inc. разработала инновационное программное обеспечение для функций регистрации сварных швов, соединения и контроля. Готовая к работе система мгновенно ускорит вашу программу обеспечения качества сварки. Подпишитесь на бесплатную пробную версию на www.fassen.co.
С учетом AWS D1.1 Откажитесь от сертификата по сварке
Это может показаться несправедливым, но если вы будете слишком заняты и просто игнорируете требования AWS D1.1, сварщик может потерять свой сертификат сварки и стоить вашей компании денег.
Мы все знаем, сколько времени и сколько потребуется для прохождения сертификации, и теперь есть программные решения, которые помогут вам быстро отслеживать и создавать документацию, необходимую для того, чтобы на вашей стороне был самый требовательный авторизованный инспектор.
СЕРТИФИКАЦИЯ СВАРКИ ДЕЙСТВИТЕЛЬНА БЕСКОНЕЧНО
Согласно AWS D1 Американского общества сварки.1, пункт 4.2.3.1, квалификация сварщика действует бессрочно, AS-LONG-AS, этот сварщик не может работать более шести месяцев без использования этого процесса. Подобные утверждения содержатся в разделе IX ASME и большинстве других правил сварки.
AWS D1.1 ТРЕБУЕТСЯ ПРОДОЛЖИТЕЛЬНОСТЬТермин «Непрерывность» применяется к каждому сварщику в отношении данного сварочного процесса с даты первоначального квалификационного испытания до настоящей даты без каких-либо перерывов в выполнении конкретного сварочного процесса продолжительностью более шести месяцев.
Каждая компания должна предоставлять документацию, подтверждающую, что сварщик работал с каждым из этих квалифицированных процессов (GMAW, GTAW, FCAW, SAW) не реже одного раза в шесть месяцев. Этот документ обычно называется отчетом о непрерывности или журналом непрерывности.
АВТОМАТИЗАЦИЯ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ПОМОГАЕТ ВАМ ОТКАЗАТЬСЯ ОТ КОНТРОЛЯ СРОК ДЕЙСТВИЯ
Стоимость квалификации дорогая. Есть много способов, по которым может произойти 6-месячный перерыв в выполнении процесса. Владельцам бизнеса неприятно узнать из первых рук, что самый распространенный способ потери сварщиками сертификата сварщика — это просто недосмотр.
Что необходимо, так это простой способ отслеживать и задокументировать, что ваши сварщики соответствуют требованиям AWS D1.1 к непрерывности . Несомненно, что авторизованный инспектор по аудиту потребует это доказательство.
Посмотрите это 60-секундное видео, чтобы увидеть, как программное обеспечение для сварки ProWrite от CEI помогает быстро и экономично задокументировать непрерывность работы сварщика. Вы увидите, насколько просто удовлетворить запросы инспекторов по аудиту и избавиться от затрат и разочарований, связанных с тем, что вы позволите этой легко исправляемой проблеме ускользнуть.
После 30 лет руководства компаниями в борьбе с проблемами соответствия кодам AWS, ProWrite разработала множество возможностей, выходящих за рамки срока действия квалификации сварщика. Если вы хотите начать БЕСПЛАТНУЮ пробную версию или сами убедиться, насколько экономически выгодно программное обеспечение ProWrite, нажмите кнопку ниже.
Подождите! Не пропустите этот бесплатный инструмент!Weld Toolbox — САПР — это БЕСПЛАТНАЯ служебная программа для сварных соединений и символов сварных швов, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида.
Это — отдельная утилита для ПК , которую можно использовать без систем CAD или другого инженерного программного обеспечения.
Протокол сварки — Synchro ERP
Модуль журнала сварки позволяет компаниям отслеживать сварку, выполняемую на отливке (уникальный идентификатор / серийный номер), по номеру задания или номеру детали.Будет записано имя сварщика, положение сварного шва на отливке, тип или используемые сварочные стержни, партия (партии) сварочного стержня, количество (и вес) использованных стержней. Также можно прикрепить карту сварного шва или несколько карт, если они отслеживаются по заданию или детали, чтобы визуально показать, где произошел каждый сварной шов. Сварщик будет иметь доступ к спецификациям сварки, хранящимся рядом с деталью, чтобы убедиться, что сварной шов соответствует одной из спецификаций.
Модуль Интеграция с модулем Сотрудники…
Модуль «И материалы (закупка)»…
Спецификации создаются для каждого продукта и могут включать изображения и видео, которые являются очень полезными и эффективными инструментами коммуникации, устраняющими потенциальные ошибки процесса.
Эта запись основного журнала разделена на 3 раздела:
- Верхний раздел: этот раздел состоит из бесплатных вводимых данных, таких как дата, завод, смена, местоположение и номер партии / номер плавки. Также есть опция «Восстановить завершено», чтобы пометить эту запись как завершенную .
- Средняя секция: Эта секция позволяет выбрать задание / деталь или входящий идентификатор сварки. После выбора пользователь имеет возможность выбрать процесс «Причина», а также процесс «Найдено» (Примечание: эти 2 раскрывающихся списка заполнятся соответствующими данными, как только станут известны подробности о продукте или задании).Также есть возможность выбрать имя сварщика (см. Раздел 3.1)
- Нижний раздел: Этот раздел полностью состоит из запасных полей, ожидающих определения каждой Компанией.
Раздел «Использование материалов» даже позволит вам понизить уровень запасов материалов из того же окна, в котором записывается использование.
Модуль журнала сварки связан с модулем оборудования, что позволяет вести учет использования для каждого завода, выбранного для выполнения сварки / ремонта.
Карты сварных швов могут быть прикреплены к журналу для дальнейшего улучшения записи о качестве.
И, конечно же, полная спецификация, определенная в продукте, видна из каждого журнала.
Наконец, в этом новом модуле также есть наш теперь популярный элемент управления вкладками, дающий каждому бесчисленное количество вкладок.
Запросить детали
Сварщик, Вопросы по сварке дровоколов | Стр. 2
6013 не используется в делителе или каких-либо других конструктивных элементах, это стержень из листового металла с низким проникновением.На вид остаются красивые сварные швы. Я бы выбрал 6010/6011 или 7018 и попытался бы повернуть, чтобы вы всегда сваривали ровно, и оставлял бы позиционную сварку только в случае необходимости.Для справки:
Используйте 6010 для постоянного тока, 6011 для переменного или постоянного тока. 6013 также можно использовать для постоянного или переменного тока, но он имеет меньшее проплавление, чем 6010, и обеспечивает лучший внешний вид сварного шва. Используйте 6013 на более легком листовом металле и используйте стержни с низким содержанием водорода 7018 (low-hy) практически для любого использования. Используйте 7024 для более высоких наплавок в плоском или горизонтальном положении.
Сварочные стержни 6010 проникают глубоко, но имеют большое количество брызг. Они подходят для всех положений, для всех типов стали и практически для любых условий и используют постоянный ток. (Для лучшего проплавления более толстой стали более 3/8 дюйма скосите края и создайте зазор шириной около 1/8 дюйма; используйте 6010 для прихватывания и корневого прохода и сварите оставшиеся проходы и «верхний проход» с помощью 7018 .) Сварочные стержни 6010 необходимо хранить в сухом месте при комнатной температуре в закрытом контейнере. Сварочные стержни
6011 имеют все характеристики 6010, используются во всех положениях с переменным или постоянным током и хорошо работают со всеми типами обычной или мягкой стали.
6013 обладает всеми характеристиками 6010, но может использоваться с переменным или постоянным током; он имеет меньшее проплавление и обеспечивает более красивый сварной шов. Используйте 6013 для легкого листового металла толщиной до 3/16 дюйма.
Используйте 7018 low-hy, малое проникновение во всех положениях, с переменным или постоянным током. Используйте максимальную настройку усилителя, насколько это возможно. «короткая дуга». Низкая влажность этого сварочного прутка снижает химические реакции в самом сварном шве и обеспечивает высочайшее качество сварных швов, безупречных с точки зрения рентгеновского излучения.(Примечание — этот электрод должен быть сухим. Если он подвергается воздействию влажного воздуха или становится влажным, его необходимо просушить в стержневой печи перед использованием. См. Схему хранения сварочных стержней.)
Используйте сварочные стержни 7024 для плоских и горизонтальных положений. . Его «легко» использовать, потому что его толстый флюс автоматически поддерживает правильную длину дуги, что позволяет «тянуть» стержень.
Дуговая сварка 101: Документация сварщика D1.1
Q: У нас есть ребята, сертифицированные для D1.1 на 15 лет. Но в книге D1.1 говорится, что им нужно проводить сварку каждые шесть месяцев, чтобы их квалификация оставалась актуальной. Какую документацию нам нужно сохранить, чтобы показать, что они выполняли сварку? Я не могу найти этого в книге, поэтому я хочу убедиться, что мы освещены на этом этапе.
Pat G.
A: Вы имеете в виду отчет о непрерывности или журнал непрерывности. Согласно AWS D1.1, пункт 4.2.3.1, квалификация сварщика действует бессрочно, если сварщик не использует этот процесс более шести месяцев.Раздел IX ASME и большинство правил сварки содержат аналогичные утверждения.
От нас требуется предоставить документацию, подтверждающую, что сварщик работал со всеми процессами (GMAW, GTAW, FCAW, SAW), в которых он имеет квалификацию, с момента завершения квалификационных испытаний до настоящего времени без перерывов в обслуживании более шести месяцев.
Есть много способов выполнить требование о шестимесячном сроке:
- Сварщик поступает на действительную военную службу, а через девять месяцев возвращается на свою гражданскую работу.
- Сотрудник уволен и перезвонил. Однако производители обычно следят за шестимесячным сроком, чтобы сэкономить на переквалификации сварщика.
- Сварщик устраивается на место начальника, но через год решает вернуться к сварке.
- Сварщик, имеющий квалификацию GMAW, берет на работу SAW в течение семи месяцев, а затем возвращается в GMAW.
- Сварщик в мастерской редко использует один или несколько процессов, на которые он имеет квалификацию.
Все это обычные сценарии, которые подкрадывались ко мне в разное время моей карьеры.Это головная боль, но квалификация сварщика не имеет значения без непрерывного отчета о непрерывности работы. Это то, что вас укусит при аудите.
Я выполнил поиск непрерывности в D1.1 и получил около миллиона обращений для прерывания, но ноль для непрерывности, так что похоже, что вы сами по себе в отношении того, как вы поддерживаете эту документацию.
Я работал в нескольких организациях, и у каждой был свой способ ведения документации. Я вёл базу данных с простым доступом, и каждые пять месяцев я выходил в цех и проверял, использует ли каждый сварщик тот процесс, в котором он был квалифицирован.Затем я зарегистрировал идентификатор сотрудника, процесс и дату.
Я работал с местными профсоюзами (www.pf597.org), которые вели эти записи для своих членов и предоставили мне, подрядчику, копии, чтобы показать четкий след и отсутствие пропусков более шести месяцев.
Сейчас я использую программу, которая формирует список сварщиков по местоположению завода, отделу и руководителю. Я пересылаю эти списки руководителям каждые пять месяцев, и они возвращают их вместе с обновлениями. Я обновляю свою базу данных, подписываю и храню бумажные копии.
Системы автоматической орбитальной сварки повышают эффективность и функциональность
Орбитальная сваркаОрбитальная сварка уже давно является самым популярным и принятым методом соединения труб из нержавеющей стали 316L в биотехнологической и фармацевтической отраслях. Тем не менее, поскольку требования к орбитальной сварке продолжают расширяться, растет и необходимость выбора системы, которая будет приносить дивиденды разными способами. Последние достижения в области небольших портативных инверторных источников питания помогают улучшить стабильность и надежность сварных швов, а также повысить эффективность работы оператора.
Дизайн с открытой платформой Для обеспечения оптимальной эффективности источник питания должен быть спроектирован с открытой платформой, которая обеспечивает интерфейс со стандартными устройствами и возможность расширения по мере развития технологий. Современные источники питания управляют аспектами сварочного процесса, которые раньше выполнялись вручную, такими как скорость перемещения, дуговый зазор и поток газа. Эта автоматизация сводит к минимуму многие переменные, которые могут привести к ошибкам или дефектам, и позволяет сварщикам сосредоточиться на надзоре за процессом и завершении сварных швов.В результате получается более эффективный и оптимизированный процесс, повышающий производительность, стабильность и качество сварных швов. Удобные для пользователя системы предоставляют пошаговые процедуры для создания программ орбитальной сварки для труб различного диаметра, толщины стенок и основных материалов. Выбирая предустановленную программу или создавая ее путем выбора данных из раскрывающихся меню, операторы могут снизить вероятность человеческой ошибки и сократить время запуска. Некоторые новые системы орбитальной сварки имеют встроенные порты USB, которые позволяют операторам подключать клавиатуру или мышь для упрощения ввода данных.Документация по сварным швам является важнейшим требованием стандарта ASME-BPE. Традиционно этот процесс является дорогостоящим и требует много времени, требуя от операторов ведения подробных письменных журналов сварки. Но сегодня аппараты орбитальной сварки могут хранить данные, которые можно передавать в базы данных для анализа и составления отчетов.
Качество сварки Автоматизированный процесс орбитальной сварки строго контролируется, что помогает добиться повторяемости и стабильности сварки. Достижения в области газового контроля помогают обеспечить стабильность сварных швов и эффективность работы оператора.Автоматическая орбитальная сварка обычно использует процесс GTAW, который требует подачи защитного газа через сварочную головку для защиты электрода, расплавленной сварочной ванны и затвердевающего металла шва от атмосферного загрязнения. В более новых конструкциях орбитальных источников питания предусмотрен автоматический контроль защитного газа. Старые системы требуют использования расходомера с ручным управлением, который необходимо настраивать для различных сварных швов, что допускает возможность ошибки человека. Системы с автоматическим регулированием защитного газа исключают возможность негативного влияния на качество сварки из-за неправильной настройки.
Рекомендации по питанию Новые блоки питания с более высокой выходной мощностью позволяют сваривать как небольшие трубки, так и трубки большего диаметра и с более толстыми стенками и / или трубопроводы, сохраняя при этом однородность сварных швов.
Портативность и доступность Небольшие и легкие системы орбитальной сварки можно легко перемещать с одной рабочей площадки на другую. Дистанционное управление, съемные сварочные головки и приспособления позволяют предварительно позиционировать стыки и выполнять орбитальную сварку в труднодоступных местах.Достаточно зазора только для того, чтобы сварочная головка могла совершить полный оборот вокруг трубы на 360 градусов.
Orbital Welding Value Выбор оборудования для орбитальной сварки может сыграть жизненно важную роль в соблюдении стандарта ASME-BPE для требований к сварке, а также может иметь прямое влияние на достижение соответствия наиболее экономичным, эффективным и продуктивным способом. .
Swagelok, Оклахома | Индивидуальные решения в Западном Техасе
— Технические специалисты, сертифицированные ASME Section IX— Документированные квалифицированные процедуры
— Протокол сварки в реальном времени
— Диапазон возможностей от 1/8 дюйма до 4 дюймов
— Катушки детали или полные сборки
Орбитальная сварка неуклонно набирает популярность в течение последних десяти лет, в основном из-за требований полупроводниковой промышленности к более совершенным системам газораспределения.Эти системы охватывают все требования критической системы. Орбитальная сварка не зародилась в полупроводниковой промышленности, но там нашла свое развитие. Пришло время применить технологию орбитальной сварки во многих отраслях промышленности.
Что такое критическая система?
Критическая система — это любая система:
• Если отказ недопустим.
• Подвержен сильной коррозии.
• Там, где есть проблемы с зонами захвата.
• Которые необходимо продувать или очищать между циклами.
• Используется для анализа проб.
• Который работает с жидкостями или газами, которые не должны попадать в окружающую среду.
• Это касается продукта, чувствительного к загрязнению.
Фактически, критическая система — это почти любая система, которая может вам понадобиться или вам будет предложено установить.
Что такое орбитальная сварка?
Орбитальная сварка — это автоматизированный процесс GTAW (газовая дуговая сварка вольфрамом); свариваемый материал остается неподвижным, пока сварочный электрод перемещается по сварному шву.Процесс обычно является автогенным, что означает, что наполнитель не используется. Автогенная сварка ограничивает толщину стенки примерно до 0,16 дюйма или 4 мм.