Сварочные швы и соединения — виды сварочных швов
Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Виды сварочных швов различаются в зависимости от характера сопряжения и формы сечения.
Сварочный шов является участком закристаллизовавшего металла, образующегося при расплавлении в процессе сварки. Сварочным соединением называется участок конструкции, который содержит от одного до нескольких швов. Рассмотрим основные сварочные швы и соединения, а также их обозначения.
Виды сварных швов
- В зависимости от отношения к действующим нагрузкам сварные швы разделяются на:
- Фланковые.
- Косые.
- Лобовые.
- Комбинированные.
- По положению в пространстве существуют определенные виды сварочных швов:
- Потолочное исполнение.
 Самый сложный вид сварки.
Самый сложный вид сварки. - Нижнее исполнение. Является самым простым и популярным видом сварки.
- Горизонтальное исполнение. Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.
- Вертикальное исполнение. По сложности процесса сварки аналогичны горизонтальному исполнению.
- В зависимости от количества наплавленного металла также различают определенные виды сварочных швов:
- Ослабленные.
- Нормальные.
- Усиленные.
Виды сварных соединений
Сварные соединения представляют собой две или несколько деталей, которые соединены между собой при помощи швов.
- Внахлест. Данный вид соединений чаще всего используется при дуговой сварке конструкций, толщина металла которых составляет от 10 до 12 мм. Использование такого соединения позволяет менее тщательно подгонять стыки. Для качественного соединения требуется сваривать металл с двух сторон.
- Стыковое соединение. Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
- Тавровые соединения. Чаще всего используются для сваривания различных балок, стоек, колонн и других видов строительных конструкций.
- Угловые соединения. Используются в том случае, если необходимо соединить детали под определенным углом друг к другу.
- Прорезные соединения. Данный тип сварных соединений используется в том случае, если длины шва внахлест недостаточно для обеспечения надежности и прочности конструкции.
- Торцевые соединения. При таком типе сварочных соединений листы металла соединяются по торцам.
- Соединения при помощи электрозаклепок. Выполняются отверстия в верхнем листе, после чего листы завариваются так, чтобы нижний лист соединился с верхним. Такой вид соединения очень прочный, однако, имеет небольшую плотность.
 Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, типа сварки.
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва.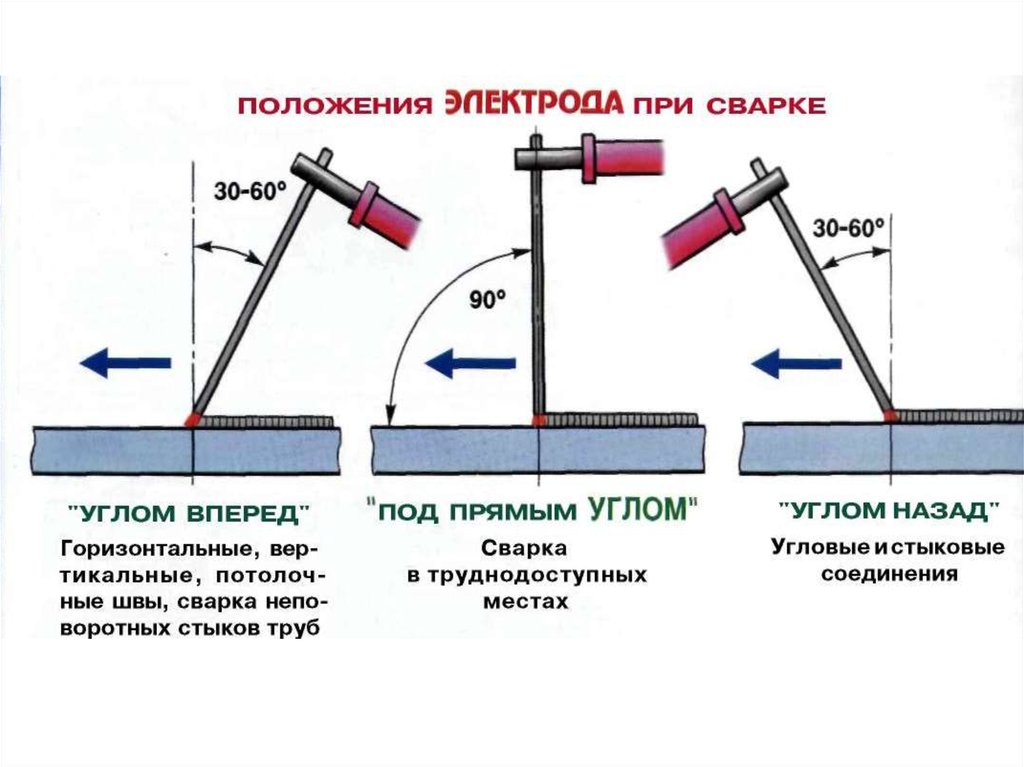 Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения видимого и невидимого сварного шва используется подпись внизу для невидимого и сверху для видимого. Также для обозначения шва могут использоваться штриховые линии, которые расположены перпендикулярно к линии шва.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Способы исправление дефектов (ошибок) сварочного шва: как правильно устранить проблему
Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
Содержание статьиПоказать
- Разновидности сварочных ошибок
- Наружные изъяны
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Внутренние дефекты
- Горячие либо холодные трещины
- Поры
- Варианты исправлений
- Заключение
Разновидности сварочных ошибок
 youtube.com/embed/sCsa_mHMtVM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/sCsa_mHMtVM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
Непровары
Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы
Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы
Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры
Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений
Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Иногда есть возможность прогрева дефекта до исправления. Тогда поверхность шва и место обработки будут близки по температурам, а с концов трещины уйдет напряжение. Так можно исправить наружный тип трещин.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.
Применяется прессовая правка, точечные удары молота или домкрат.
Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Чтобы исправить деформирование термическим путем деталь нагревают до состояния пластичности, и позволяют ей снова остыть. Обратное напряжение, которое при этом возникает, нейтрализует деформацию.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки.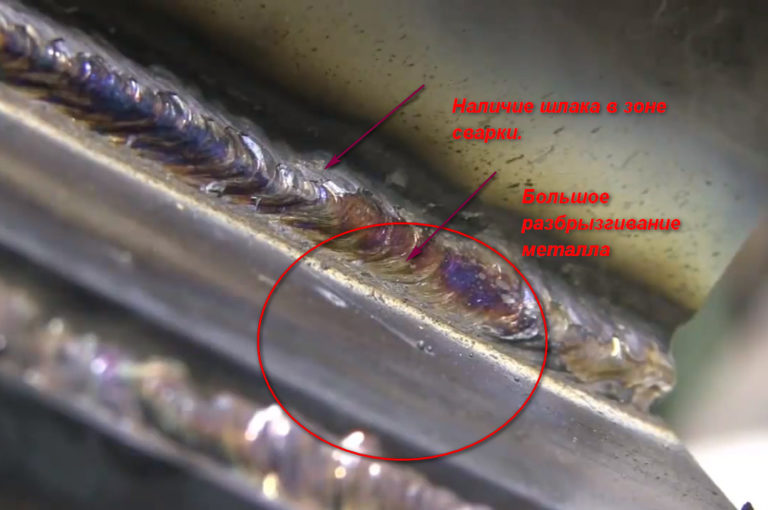 Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Дефекты сварных швов и соединений, виды, причины образования и способы устранения
Содержание
- Трещина сварного шва
- Возникновение пор
- Подрезы
- Непровары
- Несплавление
- Шлаковые включения
- Брызги
- Заключение
Трещина сварного шва
Самым серьезным видом сварочного дефекта считается трещина сварного шва, которая не принимается почти всеми отраслевыми стандартами. Она может появиться на поверхности, в металле сварного шва или в зоне воздействия сильного тепла. В зависимости от температуры, при которой они возникают, существуют разные типы трещин:
- Горячие трещины. Они появляются в процессе сварки или в процессе кристаллизации сварного соединения. Температура в этот момент может подняться выше 10 000 °C.
- Холодные трещины. Эти трещины появляются после завершения сварки и снижения температуры металла. Они могут образоваться спустя несколько часов или даже дней после проведения сварочных работ. Чаще всего это происходит при сварке стали. Причиной этого дефекта обычно являются деформация структуры стали.
- Кратеры. Обычно они образуются ближе к концу сварного шва. Когда сварочная ванна охлаждается и затвердевает, ей необходимо иметь достаточный объем, чтобы преодолеть усадку металла шва. В противном случае образуется кратерная трещина.

Причины появления трещин:
- Повышенное содержание углерода и серы в основном металле
- Повышенная жесткость свариваемой конструкции
- Загрязнение основного металла
- Высокая скорость сварки, но низкий ток
- Неправильная форма шва из-за несоблюдения режима сварки
- Резкое охлаждение конструкции
Способы предупреждения:
- Правильно выбирайте основной металл и сварочные материалы
- Выбирайте оптимальный режим сварки
- Обеспечьте надлежащее охлаждение зоны сварки
- Используйте правильную геометрию швов
- Удалите загрязнения со свариваемого металла
- Используйте подходящий металл
- Убедитесь, что свариваете достаточную площадь сечения
- Используйте правильную скорость сварки и силу тока
- Чтобы предотвратить появление кратерных трещин, убедитесь, что кратер заполнен должным образом
Способы устранения:
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить.
Образовавшуюся полость заварить.
Возникновение пор
Причиной возникновения пор может стать сварка сырыми (непросушенными) электродами или же сварка по грязному металлу (наличие ржавчины, масла, краски). Захваченные газы создают заполненный пузырьками сварной шов, который становится слабым и может со временем разрушиться.
Причины пористости:
- Недостаточная прокалка электрода перед началом работы
- Сварка длинной дугой
- Плохая газовая защита сварочной ванны
- Неправильная обработка поверхности перед началом работы
- Работа по загрязненной поверхности
- Наличие ржавчины, краски, жира или масла на металле
Способы предупреждения:
- Перед сваркой очистите поверхность свариваемого металла
- Прокалите электроды
- Проверьте расходомер газа и убедитесь, что он оптимизирован в соответствии с требованиями с соответствующими настройками давления и расхода
- Снизьте скорость движения дуги, чтобы газы улетучились
- Используйте правильную технику сварки
Дефектный участок вырубают или вычищают и вновь заваривают.
Подрезы
Этот дефект сварки представляет собой образование бороздок на протяжении всего сварного шва, уменьшающее толщину поперечного сечения основного металла. В результате получается ослабленный сварной шов.
Причины возникновения подрезов:
- Слишком высокий сварочный ток
- Слишком высокая скорость сварки
- Неудобное пространственное положение, из-за которого к свободным краям будет направлено больше тепла
- Неточное ведение электрода по оси стыка
- Неправильный присадочный металл
- Плохая техника сварки
Способы предупреждения:
- Ведите электрод под правильным углом
- Проводите сварку короткой дугой
- Выберите оптимальный режим сварки
- Выберите защитный газ, состав которого соответствует типу материала, который вы будете сваривать
- Использование электродов под правильным углом, при этом большее количество тепла направляйте на более толстые компоненты
- Регулируйте силу тока, уменьшая его при приближении к более тонким участкам и свободным краям
Способы устранения:
Место подреза зачищают и заваривают шов заново.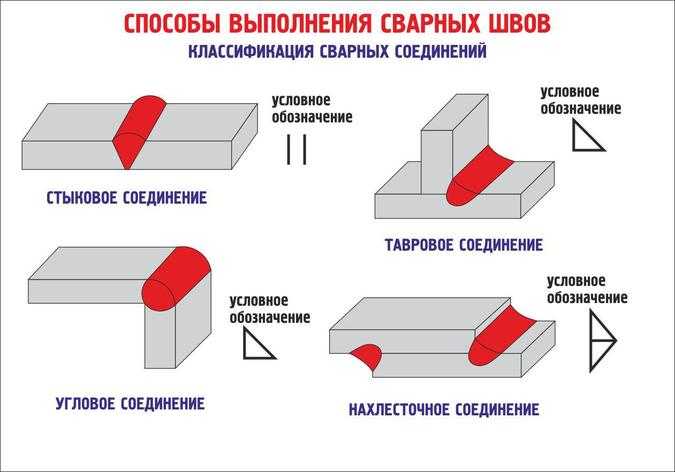
Непровары
Этот тип сварочного дефекта возникает при отсутствии надлежащего сплавления основного металла и металла шва. Непровар также может появиться между прилегающими сварными швами. Это создает зазор в стыке, который не заполняется расплавленным металлом.
Причины непровара:
- Недостаточная сила тока
- Плохая зачистка свариваемых поверхностей
- Неправильный угол электрода
- Диаметр электрода не соответствует толщине свариваемого материала
- Высокая скорость сварки
Способы предупреждения:
- Соблюдайте режимы сварки
- Перед тем как приступить к сварке, зачистите металл
- Ведите сварку короткой дугой
Способы устранения:
Если непровар доступен для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Несплавление
Несплавление происходит, когда канавка металла заполнена не полностью, то есть металл сварного шва не заполнил толщину соединения.
Причины несплавления:
- Между свариваемым металлом было слишком много места
- Вы производите сварку при низких настройках силы тока, которого недостаточно, чтобы должным образом расплавить металл
- Используете электроды большого диаметра
Способы предупреждения:
- Используйте правильную геометрию шва
- Используйте электрод подходящего размера
- Снизьте скорость дуги
- Выберите подходящий сварочный ток
- Проверьте правильность центровки
Способы устранения:
Если несплавление доступно для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
Шлаковые включения
Включение шлака – один из дефектов сварки, который обычно хорошо заметен в сварном шве. Шлак – это стекловидный материал, образующийся как побочный продукт при сварке электродом, дуговой сварке порошковой проволокой и дуговой сварке под флюсом. Это может произойти, когда флюс, который является твердым защитным материалом, используемым при сварке, плавится в сварном шве или на поверхности зоны сварного шва.
Причины возникновения шлаковых включений:
- Плохая зачистка свариваемых поверхностей
- Высокая скорость сварки
- Неправильное положение сварки
- Сварочная ванна остывает слишком быстро
- Малый сварочный ток
Способы предупреждения:
- Не использовать электроды с тонким покрытием
- Отрегулируйте положение электрода во время сварочных работ
- Удалите остатки шлака с предыдущего валика
- Отрегулируйте скорость сварки
Способы устранения:
Дефектный участок удалить с помощью шлифовального инструмента и заварить вновь.
Брызги
Брызги возникают, когда мелкие частицы сварочного шва оседают на поверхности. Как ни старайся, полностью избавиться от брызг невозможно. Однако есть несколько способов свести его к минимуму.
Причины разбрызгивания:
- Высокий сварочный ток
- Слишком низкое напряжение
- Рабочий угол электрода слишком большой
- Плохая зачистка свариваемых поверхностей
- Сварка длинной дугой
- Неправильная полярность
Способы предупреждения:
- Очистите поверхности перед сваркой
- Уменьшите длину дуги
- Отрегулируйте сварочный ток
- Увеличьте угол электрода
- Соблюдайте полярность
Способы устранения:
Зачистить шлифовальным инструментом поверхность сварного соединения от брызг металла.
Заключение
Итак, мы перечислили 7 наиболее распространенных дефектов сварочных швов и соединений, причины возникновения и способы устранения. При обнаружении важно исправить дефект, чтобы предотвратить потерю свойств и прочности материала. А здесь можно почитать о том как выбрать электроды и какие электроды для сварки инвертором лучше.
Непровар сварного шва: причины дефекта, методы устранения
По классификации непровары попадают в группу наружных дефектов и, по определению, могут быть выявлены визуально. И хотя выявление таких дефектов не представляет особого труда, устранение их весьма трудоемко, а значит не дешево. Во избежание подобных явлений необходимо четко знать причины их возникновения и методы устранения.
1 / 1
В практике сварки металлических деталей имеет место несплавление шва. Самый распространенный случай непровара возникает при односторонней сварке встык, если сварочный ток имеет недостаточную величину и листы металла свариваются не на всю толщину. При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
При сварке с двух сторон может случиться, что сварные швы не будут перекрывать друг друга. В тавровых соединениях непровар проявляется как поверхностный дефект, без достаточного проплавления вглубь металла.
Причины непровара
Самой частой причиной непровара считается неправильный режим сварки. Это может быть либо недостаточный сварочный ток, либо повышенная скорость сварки. Понятно, что и в том, и другом случае имеет место недостаток энергии для качественного расплавления кромок. Такие условия, чаще всего, способствуют не полному проплавлению корня шва.
В случаях, когда электрод смещается с центральной линии стыка, возникает недостаточное сплавление кромки шва. Шов доходит до корня, но одна из кромок не касается его. Случаи непровара между слоями имеют место при недостаточно тщательной очистке каждого слоя. Непровару может способствовать неправильная разделка кромок соединяемых деталей: малый зазор, малый угол скоса, большое притупление.
Пористость сварного шва
Не нужно быть глубоким теоретиком, чтобы понять вредное влияние пористости на механическую прочность сварного соединения. Некоторые изделия кроме механической прочности имеют повышенные требования к непроницаемости. Это всевозможные сосуды, технологические ванны, корпуса судов. Для таких изделий особый подход начинается еще при хранении металла на складах. Там всячески стараются избегать случаев загрязнения или коррозии как листов металла, так и сварочной проволоки. Повлиять на возникновение пористости сварного соединения может качество электродов и наличие сварочных шлаков.
Для исключения влияния электродов на пористость шва их рекомендуется прокаливать перед сваркой. Такая процедура снижает количество влаги в обмазке и способствует обугливанию органики. Качественные электроды должны обладать следующими качествами:
· изготовлены в строгом соблюдении рецептуры;
· изготовлены без нарушения требований технической документации по отношению к составляющим компонентам;
· прокалены перед использованием.
Электроды, имеющие покрытие основного вида, прокаливаются при температуре 380 – 420 С0. Варить ими рекомендуется через 2 – 3 дня после прокаливания. Выдержка необходима для стабилизации влажности обмазки. Сварка ведется короткой дугой, что обеспечивает достаточную защиту от кислорода воздуха.
Чаще всего пористость провоцируется наличием в металле водорода, оксида углерода и азота. Развитию пористости способствует увеличение растворенного в металле газа, по мере роста температуры расплава. Если количество газа в металле превосходит его количество в равновесном состоянии, то он начнет выделяться в атмосферу. Газовые пузыри из нижних слоев металла не успевают выделиться в атмосферу до затвердевания и остаются в металле шва.
Предупреждение и устранение непровара
Из возможных причин возникновения такого дефекта, как непровар сварного шва, выделяют пять наиболее весомых причин:
· недостаток тепла;
· наличие тугоплавких оксидов;
· неправильное положение электрода;
· некачественная разделка кромок;
· несоблюдение поочередности следования технологии сварки.
Для предупреждения таких дефектов необходимо устранить условия, создающие предпосылки для возникновения непровара шва. Рассмотрим их подробнее.
Недостаток тепла
Слабая сеть, допускающая сильные колебания электрического напряжения, может стать причиной плохого провара. В такой сети электрическое напряжение до начала сварки и после, сильно разнится. Напряжение до начала сварки будет выше, и ток, соответствующий этому напряжению, тоже будет выше. Сварщик выбирает этот ток в соответствии с режимом сварки. Но, после начала сварки напряжение в сети падает и уменьшается сварочный ток.
В результате процесс проходит не в соответствии с режимом. В зону сварки доставляется меньшее количество энергии, отчего возникает непровар. Такой же результат может быть получен при правильно подобранном сварочном токе, но повышенной скорости ведения сварки. Случаи разные, а результат один: недостаток подводимой энергии. В первом случае из-за малого тока, во втором случае из-за малого промежутка времени на прогрев.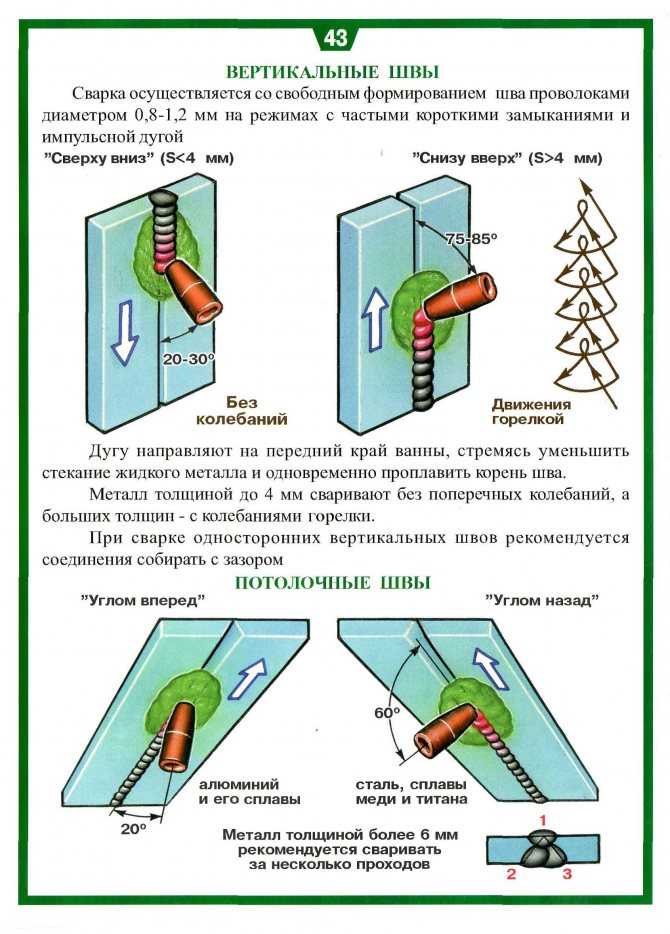
Тугоплавкие оксиды
Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость.
Этим дефектом особенно грешат легированные стали.
Неправильное положение электрода
Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок.
При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода.
При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов.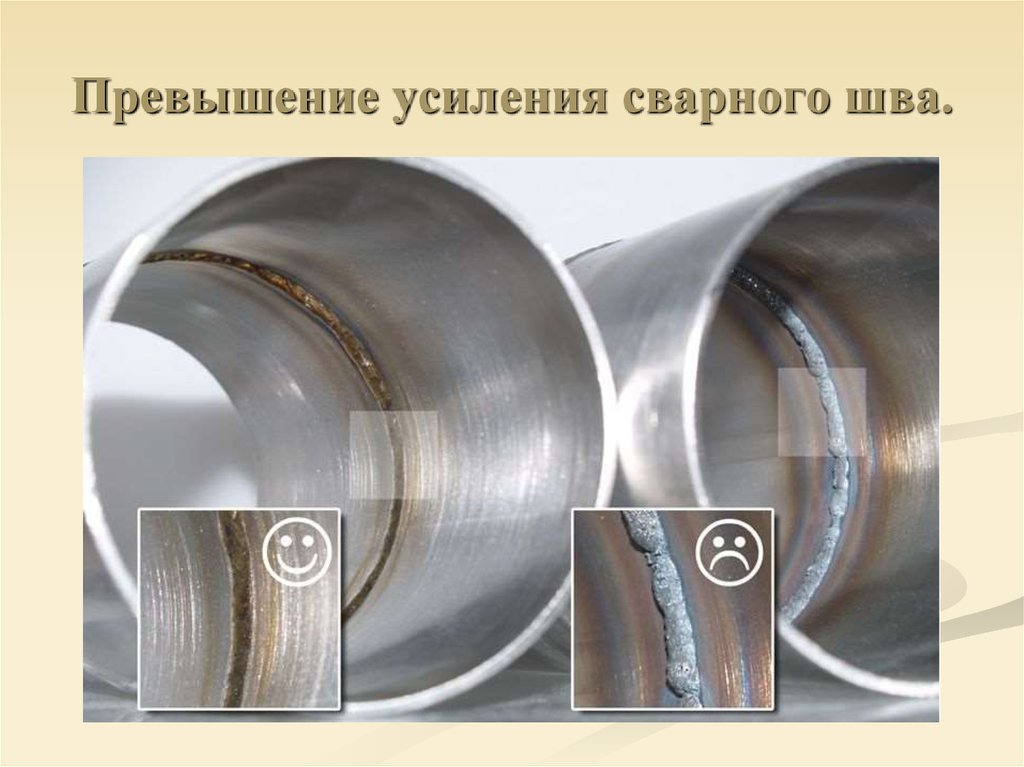 Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками.
Некачественная разделка кромок
Под качественной разделкой следует понимать тщательное соблюдение геометрии разделки кромок с последующей зачисткой от ржавчины и грязи. Если плоскости соединения не будут параллельными, то это гарантированно станет причиной непровара. К таким же последствиям приведет перекос или смещение кромок.
Поочередное следование технологии сварки
В процессе сварки иногда приходится менять режимы. Так в большинстве
случаев корень шва начинает вариться на одном режиме, а заканчивается процесс
на другом режиме. Начало и окончание шва могут требовать некоторых
корректировок режима по силе тока или скорости ведения сварки. Часто приходится
начинать следующий слой сварного шва на измененном режиме. Во всех подобных
случаях необходимо строго придерживаться технологических рекомендаций и вовремя
корректировать режимы сварки.
Часто приходится
начинать следующий слой сварного шва на измененном режиме. Во всех подобных
случаях необходимо строго придерживаться технологических рекомендаций и вовремя
корректировать режимы сварки.
Контроль качества сварных швов и соединений
21.11.2016
Контроль сварных швов условно можно разделить на 2 этапа – до проведения сварочных работ (предупреждающий образование дефектов) и в процессе эксплуатации металлоконструкций (выявляющий уже имеющиеся дефекты).
Попробуем рассмотреть более детально каждый из этих этапов.
Контроль, предупреждающий образование дефектов сварки.
В нем учитываются и контролируются следующие параметры:
Подготовка сварки, контролируются:
- Состояние и свойства рабочей поверхности
- Сварочное оборудование и расходные материалы (электроды, флюсы, присадки и пр. )
- Квалификация специалистов
- Качество и свойства свариваемых и сварочных материалов
- Порядок наложения швов и дальнейшая зачистка швов
 )
)Все сварочные работы регламентируются НД. Сборку под сварку и разделку швов осуществляют по стандартам и техническим условиям.
После проведения всех работ и начала использования металлоконструкций появляется необходимость в выявлении дефектов, возникающих в процессе эксплуатации.
И тут мы переходим к тому, каким образом стоит контролировать и выявлять имеющиеся дефекты.
Способы контроля качества сварных швов и соединений
Внешний контроль
Самый простой, наименее затратный, но при этом позволяющий обнаружить только самые значительные дефекты способ – внешний. Внешний контроль швов включает в себя не только визуальный осмотр, но также обмер сварных швов, замеры кромок и прочие процедуры.
Внешний осмотр и обмеры швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все швы независимо от того, как они будут испытаны в дальнейшем.
Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Всякий контроль сварных соединений начинается с внешнего осмотра, с помощью которого можно выявить не только наружные дефекты, но и некоторые внутренние. Например, разная высота и ширина шва и неравномерность складок свидетельствуют о частых обрывах дуги, следствием которых являются непровары.
Перед осмотром швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва (промывкой спиртом и травлением 10%-ным раствором азотной кислоты) придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры.
Обмеры швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более достоверными способами.
После проведения визуального контроля швы могут контролироваться металлографическими исследованиями, химическим анализом, механическими испытаниями, просвечиванием рентгеновскими и гамма-лучами, магнитными методами и с помощью ультразвука.
Металлографические исследования (разрушающий контроль)
Заключаются в следующем: высверливается отверстие, проходящее через шов и основной металл. Поверхность отверстия протравливают 10%-ным водным раствором двойной соли хлорной меди и аммония в течение 1-3 мин. Осадок меди удаляют водой. Протравленную поверхность осматривают невооруженным глазом или с помощью лупы. При этом выявляют качество провара и наличие внутренних дефектов. Для ответственных сварных конструкций производят более полные металлографические исследования макро — и микрошлифов из специально сваренных контрольных пластин или из пластин, вырезанных из сварных соединений.
Химическим анализом определяют состав основного и наплавленного металлов и электродов, а также их соответствие установленным техническим условиям на изготовление сварного изделия. Методы отбора проб для химического и спектрального анализов описаны в ГОСТ 7122—81.
Механические испытания проводят либо на специально сваренных контрольных образцах, либо на образцах, вырезанных из сварного соединения. С их помощью определяют предел прочности на растяжение, ударную вязкость, твердость и угол загиба.
С их помощью определяют предел прочности на растяжение, ударную вязкость, твердость и угол загиба.
Радиографический контроль
После того как визуальный осмотр завершен, следует его просвечивание. Эта процедура требует использования рентгена или гамма-лучей.
При проверке рентгеном аппарат устанавливают с внутренней стороны металлоконструкции. С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений. С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений. С помощью подобного метода происходит выявление трещин в металлоконструкции, непроваров, шлаковых включений и других деформаций, незаметных при внешнем осмотре.
Рентгенографическим способом можно контролировать металлические соединения толщиной не более 6 см.
Контроль непроницаемости сварных швов и соединений
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т. п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Магнитографический способ проверки качества необходим, чтобы обнаружить поле рассеивания, образующееся там, где есть дефекты. Способ заключается в намагничивании поверхности детали, после чего область полей появляется сверху магнитной ленты, которую прижимают на поверхность швов. Весь процесс проверки металлоконструкции фиксируется с помощью дефектоскопа, а после информация считывается и, таким образом, устанавливается, есть ли на швах дефекты. Подобный метод позволяет выявлять наличие трещин, пор, непроваров, шлаковых включений и других дефектов, возникающих в процессе сварки. Также с помощью магнитографического метода можно определить наличие на поверхности швов поперечных трещин, широких непроваров или округлых пор, однако с поиском дефектов подобного рода данный метод справляется несколько хуже. Использовать его можно только для металлических заготовок, толщина которых не превышает 1. 2 см. Ультразвуковой способ проверки качества часто используется для оценки на соответствие ГОСТ стали и изделий из цветного металла.
2 см. Ультразвуковой способ проверки качества часто используется для оценки на соответствие ГОСТ стали и изделий из цветного металла.
Ультразвуковой способ заключается в направлении звукового колебаний на поверхность металла и последующего отражения, чтобы выявить возможные дефекты. Для получения ультразвуковой волны используют несколько пьезоэлектрических кварцевых пластин, которые фиксируются в щупе. После колебания ультразвуковой волны, которые отражаются от металла, улавливаются специальным устройством – искателем, который преобразует ультразвуковой луч в заряженный электричеством импульс, переходящий к усилителю, а затем воспроизводящийся с помощью индикатора. Для того чтобы ультразвуковой способ был эффективен, перед тем, как ультразвуковой луч направляют на металл, его поверхность предварительно покрывают автолом или компрессорным маслом.
Химический метод контроля на соответствие ГОСТ заключается в обработке поверхности швов фенолфталеиновым раствором, перед этим поверхность необходимо тщательно зачистить, удалив все шлаки и загрязнения. После нанесения раствора место обработки накрывается тканью, которая пропитывается азотнокислым серебром (раствор 5%). Этот метод позволяет выявить наличие локальных течей: на этих местах серебро приобретет серебристо-черный вид, а фенолфталеин – красный.
После нанесения раствора место обработки накрывается тканью, которая пропитывается азотнокислым серебром (раствор 5%). Этот метод позволяет выявить наличие локальных течей: на этих местах серебро приобретет серебристо-черный вид, а фенолфталеин – красный.
Для того чтобы определить, насколько плотность сварного шва соответствует ГОСТ, применяют метод пробы керосином. Благодаря ему можно найти самые маленькие дефекты, размер которых может быть около 0.1 мм. Для выявления дефектов качества швы покрываются каолином или мелом с одной стороны, и смачивается керосином с другой. При наличии проницания в шве, на поверхности каолина или мела появятся жирные пятна желтого цвета. Появляются они не сразу, поэтому проверка на ГОСТ этим методом проводится не менее 4 часов.
Капиллярный контроль
Основан на капиллярной активности жидкостей — их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости. С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости. С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
переведите Ваши сварочные работы в цифровой формат
МЫ РАБОТАЕМ!
8 (499) 110-45-53
Бесплатный для регионов
8 (800) 555-29-72
Обратный звонок
Напишите нам
Главная
/
Сервис
/
Технологии
/ SWAN — переведите Ваши сварочные работы в цифровой формат
13 Октября 2017
Концепция, процессы, средства, поставщики, время, производство, стандарты, соответствие и учет: так много слов, описывающих Ваши ежедневные задачи:
- Сохраняется ли квалификация сварщика?
- Какие появились изменения в новых стандартах?
- Мой клиент запрашивает запротоколированный отчет режимов сварки: как это сделать?
- Кто был поставщиком моего последнего заказа сплошной сварочной проволоки?
- Почему последние выполненные сварочные швы проекта не соответствуют требованиям?
Ответьте на эти вопросы и многие другие в несколько «кликов»! Вы сможете наладить ваше производство, сэкономить время на скрупулёзные задачи, уменьшить производственные задержки, определить слабые стороны процессов, улучшить свою производительность и конкурентоспособность.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА
- Гарантирует стандарты качества
- Всегда соблюдает нормы сварки (ASME & EN)
- Сводит к минимуму работу с документацией «вручную»
- Объединенная платформа
- «Все-в-одном» (не требуется докупать опции или дополнительные модули)
- Все Ваши документы хранятся в одном месте
Решения SWAN были представлены и разработаны талантливой командой инженеров и лучшими специалистами по сварке и резке, в целях удовлетворения ваших сложных бизнес-задач.
Основные функции | SWAN | SWAN CLOUD | SWAN CLOUD PREMIUM |
| Рабочий режим | Программное обеспечение Offline | Cloud | Cloud + power source |
| Передача данных | USB, LAN, WIFI | LAN, WIFI | LAN, WIFI |
| Лицензия | Разовая лицензия | Годовая | Годовая |
| Сварной шов | |||
| ✓ | ||
| ✓ | ✓ | |
 Вы можете узнать, было ли все выполнено или Вы задерживаетесь с выполнением производственного плана. Вы можете узнать, было ли все выполнено или Вы задерживаетесь с выполнением производственного плана. | ✓ | Вручную | Автоматически |
В то же время вы можете посмотреть дату получения разряда сварщика, чтобы при необходимости запланировать обучение сотрудника. | ✓ | ✓ | |
Отслеживание производственного цикла | |||
| ✓ | ✓ | |
| ✓ | ✓ | |
| ✓ | ||
 Это нужно для управления и укрепления отношений с поставщиками. Это нужно для управления и укрепления отношений с поставщиками. | ✓ | ✓ | |
Каждый сотрудник может напрямую управлять действиями, которые они должны выполнять: сварной шов выполняет сварщик, несоответствующие сварные швы выявляют ответственные на производстве … | ✓ | ✓ | |
Отслеживание ошибок | |||
| ✓ | ✓ | |
| ✓ | ✓ | |
| ✓ | ✓ | |
Документация | |||
 | ✓ | ✓ | |
| ✓ | ✓ | |
| ✓ | ✓ | |
| ✓ | ✓ | |
Подключение к источникам питания | |||
SWAN CLOUD можно подключить к источнику питания (DIGIWAVE III или STARMATIC 1200i) и использовать все данные сварки. Вы можете отправить задание на выполнение сварочных шов, тем самымсоздав список работ, Вы можете получить от источника питания точное наблюдение за ее выполнением. Вы также можете добавить контроль выполнения, чтобы убедиться, что все сварные швы выполнены правильно. Вы можете отправить задание на выполнение сварочных шов, тем самымсоздав список работ, Вы можете получить от источника питания точное наблюдение за ее выполнением. Вы также можете добавить контроль выполнения, чтобы убедиться, что все сварные швы выполнены правильно. | ✓ | ||
| Перемещение базы данных | Проконсультируйтесь с нами | Проконсультируйтесь с нами | |
Какие бы задачи не стояли перед Вами, SWAN – Ваше решение
Выясните, как Вы можете использовать решения SWAN в зависимости от Вашей деятельности.
ВАША СПЕЦИАЛЬНОСТЬ… | …SWAN предлагает Вам |
| |
| |
| |
| |
|
SWAN CLOUD Premium focus
Где бы Вы не находились, управляйте своими сварочными работами и получайте продукцию, отслеживая работу по интернету.
Инженер-сварщик имеет все данные в одной системе. Поэтому он может управлять и анализировать все соответствующие процессы сварки с компьютера:
|
|
| ||
Основы сварки MIG: методы и советы для достижения успеха
Обновлено: Опубликовано:
От использования безопасной эргономики до использования правильного угла горелки MIG и скорости перемещения сварки и т. д. Хорошие методы сварки MIG обеспечивают хорошие результаты. Вот несколько советов.
Правильная эргономика Комфортный сварщик – безопаснее. Надлежащая эргономика должна быть одной из первых основ процесса MIG (наряду с надлежащими средствами индивидуальной защиты, конечно). Комфортный сварщик — безопасный. Надлежащая эргономика должна быть одной из первых основ процесса сварки MIG (наряду с надлежащими средствами индивидуальной защиты, конечно). Эргономику можно определить просто как «изучение того, как можно расположить оборудование, чтобы люди могли выполнять работу или другие виды деятельности более эффективно и комфортно». 1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда или задача на рабочем месте, которая заставляет сварщика постоянно тянуться, двигаться, хвататься или поворачиваться неестественным образом и даже оставаться в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с последствиями на всю жизнь.
1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда или задача на рабочем месте, которая заставляет сварщика постоянно тянуться, двигаться, хвататься или поворачиваться неестественным образом и даже оставаться в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с последствиями на всю жизнь.
Надлежащая эргономика может защитить сварщиков от травм, а также повысить производительность и рентабельность сварочных работ за счет сокращения отсутствия сотрудников.
Некоторые эргономические решения, которые могут повысить безопасность и производительность, включают:
1. Использование сварочной горелки MIG с фиксирующим спусковым крючком для предотвращения «спускового крючка». Это вызвано приложением давления на спусковой крючок в течение длительного периода времени.
2. Использование горелки MIG с вращающейся шейкой, чтобы облегчить сварщику движение, чтобы добраться до соединения с меньшей нагрузкой на тело.
3. Держите руки на уровне локтя или чуть ниже во время сварки.
4. Позиционирование сварщика между талией и плечами сварщика, чтобы сварка выполнялась в максимально нейтральном положении.
5. Уменьшение нагрузки от повторяющихся движений за счет использования горелок MIG с задними вертлюгами на силовом кабеле.
6. Использование различных комбинаций углов рукоятки, углов шейки и длины шейки, чтобы запястье сварщика оставалось в нейтральном положении.
Правильный рабочий угол, угол перемещения и перемещение Правильный сварочный пистолет или рабочий угол, угол перемещения и метод сварки MIG зависит от толщины основного металла и положения сварки. Рабочий угол — это «отношение оси электрода к заготовке сварщика». Угол перемещения относится к использованию либо угла толкания (направленного в направлении движения), либо угла сопротивления, когда электрод направлен в сторону, противоположную направлению движения. (Руководство по сварке AWS 9th Edition Vol 2 Page 184) 2 .
При сварке стыкового соединения (соединение под углом 180 градусов) сварщик должен держать сварочную горелку MIG под рабочим углом 90 градусов (по отношению к заготовке). В зависимости от толщины основного материала нажимайте на пистолет под углом от 5 до 15 градусов. Если соединение требует нескольких проходов, легкое движение из стороны в сторону, удерживая края сварного шва, может помочь заполнить соединение и свести к минимуму риск подреза.
Для Т-образных соединений держите пистолет под рабочим углом 45 градусов, а для соединений внахлест рабочий угол составляет около 60 градусов (на 15 градусов вместо 45 градусов).
Горизонтальное положение В горизонтальном положении сварки хорошо работает рабочий угол от 30 до 60 градусов, в зависимости от типа и размера соединения. Цель состоит в том, чтобы предотвратить провисание или перекатывание присадочного металла на нижней стороне сварного соединения.
Для Т-образного соединения оператор сварки должен использовать рабочий угол чуть больше 90 градусов по отношению к соединению. Обратите внимание, что при сварке в вертикальном положении существует два метода: сварка в направлении вверх или вниз.
Направление вверх используется для более толстого материала, когда требуется большее проникновение. Хороший метод для Т-образного соединения называется перевернутым V. Этот метод гарантирует, что сварщик поддерживает постоянство и проплавление в корне сварного шва, где встречаются две детали. Эта область является наиболее важной частью сварного шва. Другой метод — сварка под наклоном. Это популярно в трубной промышленности для сварки с открытым корнем и при сварке тонколистовых материалов.
Целью сварки MIG над головой является удержание расплавленного металла сварного шва в соединении. Это требует более высоких скоростей перемещения, а рабочие углы будут определяться расположением сустава. Поддерживайте угол хода от 5 до 15 градусов. Любая техника плетения должна быть сведена к минимуму, чтобы бисер был маленьким. Для достижения наибольшего успеха оператор сварки должен находиться в удобном положении как по отношению к рабочему углу, так и по направлению движения.
Вылет проволоки и расстояние от контактного наконечника до изделия Вылет проволоки изменяется в зависимости от процесса сварки. При сварке коротким замыканием рекомендуется поддерживать выступ проволоки от 1/4 до 3/8 дюйма, чтобы уменьшить разбрызгивание. Более длинный выступ увеличит электрическое сопротивление, снизит ток и приведет к разбрызгиванию. При использовании переноса дуги распыления вылет должен составлять около 3/4 дюйма.
Надлежащее расстояние от контактного наконечника до изделия (CTWD) также важно для достижения хороших сварочных характеристик. Используемый CTWD зависит от процесса сварки. Например, при использовании режима переноса распылением, если CTWD слишком короткий, это может вызвать обратное прожигание. Если он слишком длинный, это может привести к разрыву сварного шва из-за отсутствия надлежащего покрытия защитным газом. Для сварки струйным переносом подходит 3/4-дюймовый CTWD, а от 3/8 до 1/2 дюйма подойдет для сварки с коротким замыканием.
Скорость перемещения при сваркеСкорость перемещения в значительной степени влияет на форму и качество сварного шва. Сварщики должны будут определить правильную скорость перемещения сварки, оценивая размер сварочной ванны по отношению к толщине шва.
При слишком высокой скорости перемещения сварщики получат узкий выпуклый валик с неадекватной врезкой на концах сварного шва. Недостаточное проплавление, деформация и неравномерный валик сварного шва вызваны слишком быстрым перемещением. Слишком медленное перемещение может привести к слишком сильному нагреву сварного шва, что приведет к чрезмерно широкому валику сварного шва. На более тонком материале это также может привести к прожогу.
Слишком медленное перемещение может привести к слишком сильному нагреву сварного шва, что приведет к чрезмерно широкому валику сварного шва. На более тонком материале это также может привести к прожогу.
Заключительные мысли
Когда дело доходит до повышения безопасности и производительности, опытный сварщик-ветеран так же, как и новичок, должен установить и соблюдать правильную технику MIG. Это помогает избежать потенциальных травм и ненужных простоев для доработки сварных швов низкого качества. Имейте в виду, что операторам сварки никогда не помешает освежить свои знания о сварке MIG, и в их интересах и интересах компании продолжать следовать передовым методам.
1. Словарь Коллинза, «эргономика», , collinsdictionary.com/dictionary/english/ergonomics.
2. Справочник по сварке , 9-е изд., Том. 2, Сварочные процессы, часть 1. Американское общество сварщиков: Майами, Флорида, с. 184.
Чтобы посмотреть это видео, примите настройки, статистику и маркетинговые файлы cookie.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Видео
Статьи по теме
Дополнительные ресурсы
7 Переменные, влияющие на провар
Получение более глубокого проплавления или, по крайней мере, адекватного проплавления очень важно при сварке. Есть несколько приложений, в которых мы хотим минимизировать проникновение, но в целом нам всегда нужно хорошее проникновение. Есть много переменных, которые влияют на проникновение, некоторые больше, чем другие. Важно знать, как каждая отдельная переменная влияет на наплавленный металл шва. На эту тему можно разработать обширный курс, а пока мы просто рассмотрим проникновение.
Сварка — очень сложный промышленный процесс. Мы всегда должны учитывать все переменные, а не только одну. Но для простоты мы покажем, как каждая из переменных ниже влияет на проникновение независимо друг от друга. Другими словами, мы оставим все остальные переменные прежними.
Сила тока – Сила тока является определяющим фактором, когда речь идет о проникновении. Это очень просто, чем выше сила тока, тем глубже проникновение. При сварке mi мы увеличиваем силу тока за счет увеличения скорости подачи проволоки. Имейте в виду, что при увеличении скорости подачи проволоки необходимо увеличить скорость перемещения, чтобы сохранить сварной шов того же размера. Если вы будете двигаться на замедленной скорости и врезаться в лужу, вы потеряете проникновение. Также обратите внимание, что вы не можете увеличивать скорость подачи проволоки (ток) сверх определенных пределов, иначе вы столкнетесь с проблемами. Как указано в «Справочнике по процедурам дуговой сварки», «увеличение силы тока увеличивает проплавление… но чрезмерно высокий ток приведет к нестабильной дуге».
Наибольшее влияние на проникающую способность оказывает сила тока. На изображении выше показано протравленное сечение сварного шва, выполненного проволокой .045 ER70S-6 при 289 ампер (слева), и сварного шва, выполненного той же проволокой при 205 ампер (справа).
Напряжение – Напряжение, установленное в правильном диапазоне, мало влияет на проникновение. В этом диапазоне чем выше напряжение, тем ниже проникновение. Да, вы прочитали это правильно. Более высокое напряжение снижает проникновение. Тем не менее, мы часто слышим, что для более глубокого проплавления нужно сваривать «горячее», а это обычно означает более высокое напряжение. Более высокое напряжение расширяет дугу и наплавляет более широкий валик. По мере увеличения напряжения наблюдается меньшая плотность энергии, поэтому проникновение падает. Имейте в виду, что если напряжение слишком низкое, и вы получите неустойчивую дугу, вы начнете терять проплавление.
CTTWD – Расстояние от контактного наконечника до рабочего места очень важно для определения провара и должно быть включено в каждую спецификацию сварочных процедур. По мере увеличения CTTWD проникновение уменьшается. И наоборот, по мере уменьшения CTTWD проникновение увеличивается. Это связано с тем, что по мере увеличения CTTWD создается большее сопротивление, и сила тока падает. Вот почему вы можете на самом деле перекрыть зазор 1/8 дюйма с помощью провода ER70S-6 диаметром 0,045 дюйма при скорости 500 дюймов в минуту — запустите 2-дюймовый CTTWD, и вы снизите силу тока, достаточную для преодоления разрыва. Однако, если вы пойдете по этому пути, вы получите много пористости и брызг. Просто помните, чем выше CTTWD, тем мельче проникновение.
Защитный газ – Защитные газы влияют на профиль валика и профиль проникновения, что также влияет на глубину проникновения. Газ не должен быть первым, что вы меняете, чтобы увеличить или уменьшить проникновение, но оно оказывает влияние на проникновение. Для получения дополнительной информации о влиянии защитных газов на сварку MIG читайте: Влияние защитных газов на GMAW.
Угол перемещения – Толкание или вытягивание влияет на проникновение. Проталкивание при сварке MIG дает более плоскую поверхность сварного шва и немного более мелкое проплавление, чем протягивание. Вытягивание обеспечивает более глубокое проплавление и более выпуклую поверхность сварного шва. Существует множество догадок, что лучше, тянуть или толкать. Реальность такова, что и то, и другое прекрасно, если вы можете получить желаемые результаты. Главное оставаться в пределах 10-20 градусов от перпендикуляра. Таким образом, толчок от 10 до 20 градусов или тяга от 10 до 20 градусов могут дать приемлемые результаты. Когда вы начнете подниматься выше 20 градусов, тянете ли вы или толкаете, ваше проникновение начнет уменьшаться, и вы начнете получать больше брызг. Таким образом, реальная переменная здесь не в том, что тянет или тянет что до какой степени.
Скорость перемещения — Чем выше скорость перемещения, тем меньше проникновение, так как снижается общее тепловложение. Проникновение увеличивается, если мы замедляемся. Опять же, это предполагает, что мы остаемся в допустимом диапазоне. Если вы замедлитесь слишком сильно, лужа опередит вас, и вы потеряете проникновение.
Техника (стингеры или переплетения) – Использование стрингеров обеспечивает более глубокое и последовательное проникновение, чем переплетение. Когда вы плететесь, вы время от времени влипаете в лужу, когда колеблетесь. Когда вы переходите лужу, вы теряете проникновение. Вы можете получить удовлетворительные сварные швы с помощью любого метода, но в целом рекомендуется использовать стрингерный валик, чтобы обеспечить проплавление до корня по всему стыку.
Существует множество других переменных, влияющих на проникновение. Среди этих других переменных: тип основного материала, толщина основного материала, состояние поверхности основного материала (наличие масла, ржавчины, прокатной окалины), использование предварительного нагрева и диаметр электрода (при заданной силе тока меньший электрод будет иметь более глубокое проникновение).
Ресурс: Разработка процедуры сварки для инженеров, не занимающихся сваркой
Вышеприведенная информация касается того, как ключевые переменные влияют на проникновение. Все эти переменные должны быть включены в письменную спецификацию процедуры сварки (WPS) и предоставлены всем сварщикам. Некоторые производители должны следовать определенным кодам, таким как AWS D1.1, AWS D1.2, API 1104 или раздел IX ASME, для квалификации сварочных процедур и сварщиков. Хотя они немного отличаются, все они требуют процедур сварки, которые были разработаны и проверены путем испытаний.
Вам нужна дополнительная информация о том, как вы можете выполнить свою собственную квалификацию?
«Квалификационные процедуры сварки, сварщики и операторы сварки» — это руководство, разработанное, чтобы помочь вам пройти собственную квалификацию в полном соответствии с Кодексом сварки конструкций AWS D1.1.
Опубликовано
Категории: Процесс GMAW, Процессы, Теория и образование
Раскрытие существенной связи: некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Как сваривать чугун
Эффективная сварка чугунных деталей на месте может сэкономить время и деньги, но есть проблемы. Нарушение сварки часто может привести к растрескиванию или другим повреждениям. Если задействованы критические детали, может быть целесообразно обратиться за помощью к сварочному оборудованию с опытными сварщиками, чтобы обеспечить успешный результат.
Если сварка выполняется собственными силами, крайне важно изучить этапы, необходимые для эффективного производства сварной детали. Прежде чем приступить к работе, необходимо сделать четыре ключевых шага:
- Определите сплав
- Тщательно очистить отливку
- Выберите температуру предварительного нагрева
- Выберите подходящий метод сварки
Определите сплав
Чугун — это семейство железоуглеродистых сплавов. Высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым железом. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугуны не растягиваются и не деформируются при нагревании или напряжении — вместо этого они трескаются, что делает их чрезвычайно трудными для сварки. Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна свариваются легче, чем другие:
- Серый чугун
Серый чугун является наиболее распространенной формой чугуна. Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун
Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий Чугун
Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, белое у вас железо или серое, — проверить оригинальную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун имеет серый цвет вдоль точки излома из-за графита в его микроструктуре. Белый чугун белее вдоль излома из-за цементита. К сожалению, испытание на излом полезно только в том случае, если сварщик знает, что материал либо серый, либо белый. Это более старые, более традиционные формы чугуна. Они также более распространены в определенных классах товаров. Однако ковкий чугун, относительный новичок, также довольно белый на изломе и гораздо лучше поддается сварке.
Искровой тест также может быть использован опытным металлургом для определения типа железа.
Очистка отливки
Независимо от сплава все отливки должны быть надлежащим образом подготовлены перед сваркой. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварного шва — при наличии каких-либо примесей он будет пористым. Этот проход можно стачивать, и процесс повторяется несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Для сварки чугуна требуется три этапа:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению — HZ удерживается более холодным металлом вокруг него. Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением. К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре. Когда адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла — выбор низкотемпературного процесса сварки и сварочных стержней или проволоки с низкой температурой плавления.
Скорость охлаждения — еще один фактор, оказывающий непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под нагрузкой, но это может быть предотвращается предварительным подогревом. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Техника сварки
Техника сварки должна выбираться на основе ее пригодности для свариваемого чугунного сплава. Наиболее распространенными способами сварки являются дуговая, кислородно-ацетиленовая и пайка.
Сварка электродом
Сварка электродом, также известная как дуговая сварка защищенным металлом или MMA, использует плавящийся электрод, покрытый флюсом. В зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки, могут использоваться различные типы электродов.
Существует три основных типа присадок, которые хорошо подходят для электродуговой сварки чугуна:
- Чугунные покрытые электроды
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава наиболее популярны для сварки чугуна. По данным New Hampshire Materials Laboratory Inc. , сварной шов из никеля и железа прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки расплавляет металлы и вызывает их плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разжижение. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы свести к минимуму тепловую нагрузку. Предварительно нагрейте детали до температуры не менее 250°F перед сваркой чугунными или медными электродами. Никелевые электроды можно использовать без предварительного нагрева.
При сварке стержнем используются различные типы электродов в зависимости от применения, соответствия цвета и объема механической обработки, необходимой после сварки.Сварка кислородно-ацетиленовым электродом
При сварке кислородно-ацетиленовым электродом также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время ацетиленовой сварки, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
Сварка пайкой
Сварка пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим деталям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Чистовая обработка
Растрескивание обычно происходит на этапе термического сжатия — растягивающее напряжение накапливается по мере того, как сварной шов остывает и сжимается. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, применяя сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения. Сварщики используют технику, называемую проковкой (умеренные удары молотком с шариковым бойком) по деформируемому валику сварного шва, пока сварной шов еще мягкий. Проклевка снижает риск образования трещин в сварном шве и ГП, но ее следует применять только при работе с относительно пластичным металлом шва.
Завершающим этапом сварки является контроль охлаждения. В этом процессе используются изоляционные материалы для максимального замедления охлаждения или применяется периодическое нагревание сварного шва для замедления естественного процесса охлаждения.
Сварка на месте
В то время как сварка чугуна по договору с профессионалом может гарантировать качественный сварной шов, можно выполнить ремонт сварки на месте с тщательной подготовкой. Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящего метода сварки.
Источники
- Общая Материя. «Сварка чугуна и других чугунов».
- Лаборатория материалов Нью-Гэмпшира. «Советы по сварке чугуна».
- Институт сварки. «Свариваемость материалов: чугуны».
Толкать или тянуть при сварке электродом? | Какой правильный?
Как начинающему сварщику может быть трудно понять, следует ли вам толкать или тянуть сварочную ванну. Может быть трудно отслеживать, какие типы сварки требуют той или иной стратегии. При использовании электродуговой сварки следует толкать или тянуть? Почему это вообще имеет значение?
Толкать или тянуть при сварке электродом? Вы хотите вытащить сварочный аппарат. Это делается для того, чтобы избежать попадания шлака в сварочную ванну и его застревания. Если шлак попадет в сварочную ванну, это ослабит прочность и целостность окончательного сварного шва. Вы хотите сваривать таким образом, чтобы шлак оставался позади, чтобы его можно было удалить позже.
Может показаться сложным запомнить, каким способом нужно сваривать при разных технологиях сварки. Однако это проще, чем может показаться на первый взгляд. Давайте рассмотрим некоторые способы, которыми вы можете сохранить это прямо, и в чем разница в любом случае.
Содержание
Сварка стержнем с проталкиванием или втягиванием?
Общее правило, которое следует помнить: «Если есть шлак, нужно тащить». Любой сварочный процесс, при котором остается шлак, потребует от вас тяги.
Сварка стержнем, дуговая сварка с флюсовой проволокой, электрошлаковая сварка, дуговая сварка с защитным металлом и дуговая сварка под флюсом — все они производят шлак и поэтому требуют, чтобы сварной шов вытягивался, а не толкался.
Шлак — неметаллический побочный продукт сварочного процесса . Флюс на внешней стороне электрода, используемого для создания дуги, испаряется в газ при возникновении дуги.
Этот газ является побочным продуктом, преднамеренно используемым для защиты сварного шва от поглощения загрязняющих элементов из воздуха. По мере остывания сварного шва газ затвердевает в твердый слой, и это шлак, который удаляется в конце процесса сварки.
Шлак откалывается после завершения сварки и охлаждения. Продавливание сварного шва, образующего шлак, приведет к тому, что шлак попадет в сварочную ванну, где он застрянет, и снизит прочность ваших сварных швов.
Все, кроме металла, добавленного в сварочную ванну, снижает прочность и целостность окончательного сварного шва. Это называется пористостью, которая относится к поглощению неметаллических веществ металлом сварного шва. Эти добавки делают сварной шов пористым и хрупким.
Следите за тем, чтобы сварные швы не имели дефектов и дефектов, используя соответствующую технику.
Сварка MIG и сварка TIG являются популярными формами сварки, при которых не образуется шлаковый слой. В результате в этих процессах сварщики могут либо толкать, либо тянуть.
Имейте в виду, что любой совет, который вы можете услышать, просто делать то, что наиболее удобно, не относится к таким процессам, как сварка электродом, при которой образуется шлак. Это не вопрос предпочтений; Вы должны тянуть сварные швы при сварке стержнем.
В чем разница между Push и Pull?
Если вы не очень опытный сварщик, вам может быть интересно, в чем разница между толканием и вытягиванием сварного шва. Различие простое и имеет прямое отношение к тому, с какой стороны сварочной ванны вы работаете.
Во всех сварочных процессах вы будете создавать так называемую сварочную ванну или небольшую лужу расплавленного металла, которую вы будете перемещать по свариваемой поверхности, чтобы соединить две детали вместе.
При проталкивании сварного шва вы выполняете сварку из-за сварочной ванны и толкаете всю ванну вперед во время сварки. При протягивании сварного шва вы выполняете сварку перед сварочной ванной и позволяете затылку заполняться позади вас во время сварки.
Большинство сварщиков толкают шов справа налево и тянут шов слева направо. Измените это, если вы левша.
Преимущества проталкивания/вытягивания
Несмотря на то, что проталкивание и вытягивание сварных швов дают одинаковые результаты, есть некоторые небольшие преимущества для одного или другого. Давайте взглянем на них
Преимущества сварки с нажимом
- Ваша сварочная ванна будет более плоской и широкой , что позволит соединить больше основного металла.
- Может выглядеть более эстетично, чем , поскольку сварной шов более плоский. Однако, в зависимости от вашего уровня мастерства в каждом стиле, может быть трудно заметить разницу.
- При сварке в среде инертного газа сварка проталкиванием может помочь вам лучше понять, что вы делаете, и обеспечить защиту сварочной ванны.
Преимущества сварки с вытягиванием
- Сварной шов глубже проникает в основной металл.
- Сварка прочнее , и прочнее скрепляет куски основного металла.
Как выполнять сварку электродом
Сварка электродом требует большего мастерства, чем некоторые другие процессы. Тем не менее, дуговая сварка остается популярной из-за низкой стоимости входа. Ручные сварочные аппараты значительно дешевле, чем большинство других типов сварочных аппаратов.
Связанное чтение: Сколько времени нужно, чтобы научиться сварке?
Ручные сварочные аппараты также обладают высокой степенью универсальности, что позволяет сварщикам работать в полевых условиях и на открытом воздухе. Процесс газовой вставки не допускает ветра во время работы.
Ручная сварка позволяет сварщикам работать на месте. Сварка стержнем — один из немногих процессов, который может создать прочную связь со ржавчиной y или грязным металлом, что делает его еще более удобным для полевых работ.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Сварочные аппараты для сварки электродом представляют собой относительно небольшие портативные устройства, которым не требуется отдельный газовый баллон, поскольку они производят собственный защитный газ во время сварки. Сварка стержнем обычно используется в ряде отраслей, но особенно там, где требуется сварка или ремонт в полевых условиях или на ходу.
Вытягивание сварного шва является важной частью сварки электродом, но это еще не все. Есть много вещей, которые влияют на правильную сварку. Вот краткий обзор того, как подойти к процессу.
1. Прикрепите зажим заземления – Прикрепите заземление к любой неокрашенной металлической поверхности. Это позволит сварщику замкнуть цепь и создать сварочную дугу.
2. Выберите правильный стержень – Существует множество различных стержней для электродуговой сварки. Что правильно для вашего проекта, будет зависеть от того, какой металл вы свариваете, и от толщины металла. После того, как вы выбрали правильный стержень, поместите электрод в жало и убедитесь, что соединительные концы соприкасаются друг с другом.
3. Наденьте защитное снаряжение – Вы должны быть покрыты с головы до ног защитным снаряжением. Убедитесь, что у вас есть подходящая маска, перчатки, обувь и пальто. Сварочные процессы, которые производят шлак, как правило, поднимают большее количество брызг. Будь осторожен.
4. Включите сварочный аппарат – Нажмите на выключатель и включите аппарат.
5. Сварной шов – Держите жало в доминирующей руке в нескольких дюймах от сварного шва. Постучите наконечником по металлу, а затем мгновенно потяните назад, чтобы создать сварочную дугу.
Начните с левой стороны и медленно продвигайтесь вправо. Сварка стержнем требует, чтобы вы двигали рукой с постоянной скоростью, чтобы получить хороший сварной шов.
Во время сварки жало необходимо держать под углом от 15° до 30° к вертикали.
6. Очистите сварной шов – Если вы все сделали правильно, весь шлак должен быть снаружи сварного шва. Отколите большие куски, а затем используйте металлическую щетку, чтобы закончить сварку.
Компоненты системы дуговой сварки Сварочный аппаратВсе системы дуговой сварки требуют электричества для обеспечения мощности, необходимой для создания и поддержания сварочной дуги. Сварочные аппараты подают энергию к электрододержателю в виде переменного тока (AC) или постоянного тока (DC).
Они также регулируют подачу энергии, чтобы сварщик мог работать безопасно и без перерывов.
Сила тока — важная переменная в уравнении мощности (другими словами, чем выше сила тока, тем горячее дуга), и ее можно регулировать с помощью сварочного аппарата.
Это важная функция, поскольку в зависимости от толщины металлических деталей и типа свариваемого металла потребуются различные температуры сварки.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Держатель электродаЭто ручное устройство, которое сварщик использует для направления и управления электродом (следовательно, дугой) во время сварки. Провод, выходящий из конца электрододержателя, подключается либо к отрицательной (-), либо к положительной (+) клемме сварочного аппарата.
Как правило, на рабочем конце электрододержателя имеется прочный зажим, надежно удерживающий электрод.
В зависимости от полярности электрический ток течет либо в направлении электрода к заготовке (прямая полярность), либо от заготовки к электроду (обратная полярность).
Держатели электродов в сварочном деле обычно называют жалами.
ЭлектродЭто «палка» при сварке электродом. Электрод представляет собой длинный тонкий стержень, состоящий из двух частей:
- Сердечник представляет собой самую внутреннюю часть электрода и обычно представляет собой тонкую проволоку, изготовленную из углеродистой стали, нержавеющей стали или, в некоторых случаях, алюминия. Электродная проволока является расходуемой, а это означает, что, создавая и поддерживая дугу между собой и основным металлом, она также плавится и соединяется с расплавленной ванной, созданной дугой.
В этом смысле электродная проволока служит присадочным металлом, который добавляется в сварочную ванну (это называется наплавкой). Когда эта ванна (также называемая лужей) остывает и затвердевает, получается законченный сварной шов. Поскольку электроды являются расходными материалами, электроды необходимо заменять, когда их длина становится слишком короткой.
- Флюс (также известный как покрытие электрода) представляет собой твердое покрытие, покрывающее сердцевину электрода. Материалы покрытия будут варьироваться в зависимости от конкретного применения сварки, но общие элементы включают железный порошок и различные формы натрия и калия.
Покрытия электродов служат двум жизненно важным целям, первая из которых заключается в создании небольшого экрана из бескислородного газа непосредственно вокруг дуги и сварочной ванны. Этот газовый экран предотвращает окисление расплавленного металла при его охлаждении, что очень важно, поскольку окисление является формой коррозии, которая ослабляет металл.
Другой целью покрытия является образование шлака, представляющего собой слой расплавленного флюса, который затвердевает над вновь выполненным сварным швом. Пока сварной шов остывает, шлак служит защитным экраном, предотвращая окисление, а также поглощая любые внутренние загрязнения из расплавленной сварочной ванны. Шлак должен быть удален механическим путем, либо с помощью отвертки или молотка, либо с помощью проволочной щетки.
Связанные чтения: Имеют ли сварочные электроды срок годности?| Срок годности электродов
Заземляющий зажимКлючом к дуговой сварке является создание и управление мощной электрической дугой. Заземляющий зажим крепится к заготовке, а его подводящий провод подключается к сварочному аппарату. Это замыкает электрическую цепь и позволяет поддерживать дугу между электродной проволокой и основным металлом.
Как узнать, используете ли вы Flux?
Чтобы узнать, используете ли вы флюс, вам нужно немного больше узнать о процессах сварки. Сварка требует сильного нагрева, чтобы расплавить металл и соединить детали. Сильный нагрев делает металл более химически активным. Расплавленный металл в сварочной ванне будет реагировать с кислородом и азотом в воздухе, вызывая коррозию и ослабляя сварной шов. Решением этой проблемы является временное экранирование горячего валика сварного шва от воздуха.
В каждом процессе сварки используется свой метод защиты сварного шва. При сварке TIG и MIG используются защитные газы — постоянный поток нереакционноспособного газа над сварочным валиком. Защитный газ удерживает кислород и азот вдали от сварного шва в течение нескольких решающих секунд, пока валик горячий.
Дуговая сварка, также называемая сваркой стержнем, использует другой процесс. Сварочный пруток состоит из двух веществ: присадочного металла, который вплавляется в сварной шов и образует валик, и флюса.
Флюс реагирует на тепло с образованием защитного газа и шлака. Газ и шлак, оставшиеся на сварном шве, защищают сварной шов от окисления до тех пор, пока он не остынет.
Здесь вступает в действие тяга. Шлак, выбрасываемый дугой из наполнительного стержня, выталкивается обратно на уже уложенный валик. Шлак затвердевает над валиком и защищает его до тех пор, пока вы не закончите сварку и не удалите шлак.
Если толкнуть стержень, шлак будет выбрасываться в сварочную ванну, вызывая загрязнение и делая сустав хрупким и слабым.
Сначала подумай
Сварка становится наиболее комфортной, если вы думаете о сварном шве до того, как наложите валик. Частью получения красивого, ровного валика является поддержание постоянной длины дуги и угла стержня. Подумайте о положении вашего электрода и о том, как оно будет меняться при перемещении по суставу.
Убедитесь, что вы видите электрод и валик при перемещении по стыку. Хорошее эмпирическое правило заключается в том, что сварной шов должен двигаться на к вашей руке сварщика , в то время как сварка проталкиванием должна отодвигать от руки сварщика .
То есть сварщик-правша должен тянуть слева направо и толкать справа налево.
Вы даже можете отрепетировать сварку перед тем, как разжечь дугу. Держите электрододержатель и палку и перемещайте их вдоль сустава при выключенном питании.
Убедитесь, что вы можете дотянуться до всех частей сустава, и вы не попадете в странное положение, когда закончите соединение. Если вы не можете сделать это без электричества, вы, вероятно, испортите сварной шов, когда будете делать это по-настоящему.
Растрескивание дуги без прилипания
Сварщики шутят, что дуговая сварка называется сваркой стержнем из-за того, насколько вероятно, что стержень прилипнет к детали, которую вы свариваете. Вытягивание электрода при размыкании дуги может уменьшить прилипание.
Когда вы проводите кончиком электрода по рабочей поверхности, потянув за стержень, вы поднимите его с поверхности, чтобы образовалась дуга. Проталкивание электрода может привести к его вдавливанию в основной металл, что повышает вероятность прилипания.
Лучший способ зажечь дугу с нуля — слегка протащить электрод по поверхности и немного потянуть вверх по мере его движения. Держите удочку чуть отклонённой от вертикали – достаточно десяти-пятнадцати градусов. Это поможет вам создать электрическую цепь, установить дугу и начать сварку без прилипания .
Трудно представить десять-пятнадцать градусов — большинство из нас также не ходит с транспортиром в кармане для измерения. Вот простой способ получить правильный угол. Помните, что угол между вертикалью и горизонталью равен 90 градусов – это ваша точка отсчета. Вот шаги:
- Держите стержень вертикально вверх и вниз над плоским столом. Это 90 градусов.
- Держите наконечник на месте, но наклоните верхнюю часть посередине между вертикальным и горизонтальным положением. Это 45 градусов.
- Пройдите половину пути между 45 и 90 градусами — теперь вы находитесь на 22,5 градусах
- Еще раз половину угла. Средняя точка между 22,5 и вертикалью дает 11,25 градуса – идеально подходит для сварки. Держите палку там, включите сварочный аппарат и поцарапайте дугу.
Вы, вероятно, не попадете точно в одиннадцать с четвертью градусов этим методом, но вы будете достаточно близко. Этот метод ставит вас достаточно близко, чтобы зажечь дугу и начать сварку. Вы можете исправить это оттуда, как вы работаете.
Знайте, когда прекратить тянуть
Есть несколько особых ситуаций, когда вам будет лучше толкнуть удочку, а не тянуть ее. Они появляются нечасто, но полезно знать о них до того, как вы столкнетесь с одним из них. . Вы можете изменить свою технику и получить хороший сварной шов.
Сварка в гору
Когда сварной шов вертикальный, а направление работы идет снизу вверх, вам необходимо попрактиковаться в том, что сварщики называют сваркой в гору . Это тот случай, когда вы должны толкать, а не тянуть палку.
Если вы перетащите стержень по сварному шву вверх, сила тяжести будет работать с флюсом, чтобы втянуть шлак в валик сварного шва. Чтобы предотвратить это, вы наклоняете палку вверх и толкаете бусинку вместо того, чтобы тянуть ее.
Для сварки вверх по склону начните с основания сварного шва и слегка наклоните палку вниз. Сломайте дугу и медленно продвигайтесь вверх по суставу. Скорость движения становится особенно важной при сварке в гору. Двигайтесь слишком быстро, и вы получите слабый сварной шов.
Если едешь слишком медленно, твоя лужа скатится обратно в косяк и создаст беспорядок. Дуговая сварка вверх по склону — сложный навык, требующий большой практики. Вам придется сделать много уродливых суставов, прежде чем вы сможете сделать это правильно.
Глубокое проплавление
Если вам нужно сваривать металл толще, чем рассчитано на вашу машину, может помочь изменение угла стержня. Держите удочку вертикально, а не под углом, это поможет вам добиться большего проникновения.
Это не дает вам большого ускорения, но если вам нужно пробить бусину на лишнюю шестнадцатую дюйма или около того, вам может помочь вертикальный стержень. Кроме того, вы можете сделать несколько проходов, чтобы убедиться, что сварной шов полностью проникает в соединение.
Сварка MIG PUSH против PULL >> Посмотрите видео ниже
Сварите что-нибудь
Есть три уровня обучения сварке. Во-первых, это техническая информация, включая настройки сварочного аппарата, выбор электродов и подробное описание технологии. Вы должны знать, что правильный способ дуговой сварки заключается в том, чтобы тянуть стержень, удерживая его под углом от десяти до пятнадцати градусов от вертикали.
Второй слой — это упрощенные поговорки, которые используют сварщики. Они сводят технические вещи к вещам, которые вы можете вспомнить, когда оденетесь, в магазине стоит сто градусов, и вы думаете, что можете расплавиться. Если есть шлак, нужно перетащить. Это достаточно просто запомнить в магазине.
Третий слой — ощущение сварки. В какой-то момент вы перестанете пытаться запоминать вещи и просто сваритесь. Технические детали будут выгравированы в вашем мозгу, ваше тело почувствует правильную дугу, и вы сможете накладывать красивые бусы, не задумываясь.
Единственный способ добраться до этого слоя — много сваривать. Составьте проект, отправляйтесь в свой магазин и взломайте дугу. Это единственный способ стать сварщиком.
Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Что делать, если ваш сварочный аппарат не дает искры? 4 простых шага
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Нажмите здесь, чтобы просмотреть наши сварочные печи и перейти к Arc Blow дуга
ходить везде, где вы НЕ хотите, чтобы это идти. Это происходит только в DC, бывает
много сваривается в угол и, как полагают, каким-то образом вызвано магнетизмом. Дуга Резка может выполняться стержнем 6010 или 6011 на повернутой машине до «деформации 10». (очень жарко) Можно использовать и другие стержни, но эти два самый лучший. Это место, где вы прорезаете сталь, используя силу дуги. Это не самый красивый разрез, но сойдет в крайнем случае, когда у вас нет факела. Дуга Строжка — это резка стали или металла дугой из углеродистой стали. электрод. Электрод представляет собой твердый углерод, обернутый в медь для обеспечения проводимости. Стингер имеет сжатый воздух, и при нажатии кнопки он выбрасывает воздух на расплавленный режется металл. Машина повернута на «деформацию 10», что означает, что вы используют МНОГО ампер (тепло). Например, когда мы пошли в
работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти каждый сварной шов
завалил рентген. Мы выдолбили сварной шов снаружи, а затем приварили их заново. Толстый нержавеющая сталь не может быть разрезана факелом, и даже если бы это было возможно, жара заставила бы его деформация. Дуговая строжка концентрирует тепло в месте разреза. Сплав элемент, добавляемый к металлу. Примером может служить мягкая сталь с хромом (сопротивление ржавчина) и никель (делает его менее восприимчивым к окислению, то есть ржавчине), который делает форму из нержавеющей стали (наиболее распространенная нержавеющая сталь 304) Чередование Ток меняет направление с положительного на отрицательное по синусоиде. волна. Это приводит к нестабильности дуги в большинстве сварочных процессов, поэтому постоянный ток является предпочтительным. Сила тока измеряет ток и то же самое, что ток, который является вашим теплом. Дуга это то, что между
конец электрода и основной металл. Сопротивление вызывает нагрев. Автоматический Сварка — это сварка, выполняемая с помощью такого оборудования, как роботы. Резервное копирование Полоса представляет собой полосу или отрезок стали, соединенные встык до открытого зазора между два куска стали. Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но 7018 не может и требует подложки для обеспечения поверхности для электрода. приварить к. Некоторые резервные полосы отрезаются, а некоторые остаются на месте. Бусина — осажденный присадочный металл на рабочей поверхности и в ней, когда проволока или электрод расплавляется и вплавляется в сталь. Стрингерная бусина представляет собой узкую бусину, имеющую только тянущее движение или легкое колебание, в то время как бусина плетения шире и больше колебание. Фаска — угол, срезанный или отшлифованный на краю заготовки чтобы обеспечить большее проникновение для более прочного сварного шва. Взорванный — что ты
будет, если сварить или порезать емкости с дымом. Щетка — сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или дисковая щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т.п. со стальных поверхностей. Чистота имеет первостепенное значение на обрабатываемую деталь, чтобы убедиться в отсутствии дефектов сварки. Важно использовать нержавеющую стальная щетка и щетка из мягкой стали правильно. Наплавка — здание
поверхность стальной детали, такой как зубья звездочки, поверхность
направляющее колесо (удерживает гусеницу на месте на гусеничных транспортных средствах, таких как бульдозеры
или краны), или ковш на фронтальный погрузчик. Разоренный Out — непрохождение испытания сварных швов из-за дефектов сварных швов. «Он разорил на своих тестовых пластинах и не был принят на работу.» Стык — как раз то, что он sez’две части впритык друг к другу. Только верх и Нижняя поверхность может быть сварена. Без хорошего проплавления этот шов не имеет прочность многопроходного углового шва или скошенного шва. Крышка — последний валик разделочного шва, он может быть выполнен с переплетением движений вперед и назад, или со стрингерами, связанными друг с другом. И что тебе нужно надеть
на голову при вертикальной сварке МиГ или любом другом процессе над головой, чтобы не допустить появления горячих искр
с головы. Кардинальный грех сварки — см. подрезку. Коалесценция — ах, это когда из металла или стали сплавляется (соединяется) кузнечик. С покрытием
Электрод — это флюс на присадочном металле сварочного прутка. Они использовали
использовать голые стержни только в горизонтальном положении. Кто-то заметил, что ржавый
стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными
покрытия на разных стержнях. Они обнаружили, что некоторые покрытия производят экранирование. Вогнутость — Это когда валик углового сварного шва провисает внутрь от поверхности корня к основанию. Угловое соединение — одно из пяти основных сварных соединений. Это
это когда края двух тарелок соприкасаются друг с другом под углом 9угол 0 градусов. Это
обычно обеспечивает канавку для заполнения, обеспечивающую хорошее проникновение. Защитное стекло или накладка — линзы из прозрачного стекла или пластика в капюшоне или защитных очках предохраняющий линзу №5 (для резки) или №10,11,12 (для сварки) от попадания брызгать на них. Хватает, черт возьми, я должен, когда студент забывает вставить это когда они меняют объектив. Затем они свариваются с ним, и брызги разрушают # стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают вид, когда они забрызганы или поцарапаны. Трещина — Где сварной шов трескается или распадается. Хорошим примером может служить сварка чугуна. Если он не подвергается правильному предварительному и последующему нагреву или если используется неправильный электрод, это треснет БОЛЬШОЕ ВРЕМЯ. Иногда трещина проходит прямо перед сварным швом. бассейны во время сварки. Вы должны предварительно нагреть, нагреть и запустить чугунный стержень,
который имеет содержание никеля. Уловка, чтобы предотвратить распространение трещины, состоит в том, чтобы сверлить
отверстие до и после трещины, которую вы собираетесь сварить. Кратер — В конце сварного шва вы прожигаете сталь без нанесения наполнителя. металла, который оставляет углубление в основном металле. Выполняя перезагрузку, вы хотите чтобы начать в конце трещины, приварите обратно к тому месту, где сварной шов остановился, а затем двигайтесь в том же направлении, в котором вы сваривали. Это предварительно нагревает и дает хорошую врезку в шарик, который вы только что положили. Критическая температура — Это когда основной металл переходит из солидуса в ликвидус, когда вы нагреваете его во время процесс сварки. Именно в тот момент, когда он превращается из сплошной массы, таять и становиться жидким. Это отличный термин для обсуждения на коктейле. вечеринка, чтобы вы выглядели умнее, ОСОБЕННО, если ваша аудитория мало что знает о сварка! Ток — В электрической цепи протекает ток
электричества. То, что вы свариваете, сопротивляется потоку и образует тепло. Цилиндр р — В чем мы храним кислород и ацетилен для резки и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG. Они бывают разных размеров, и вы хотите исследовать перед покупкой. Если вы получите слишком мало одного, вы очень устанете пополнять это все время. Дефект — Что-то не так со сваркой. Основными дефектами являются продольные трещины, пористость, шлаковые включения и «кардинальные трещины». Грех» сваркиПодрез. Глубина проплавления — Насколько глубоко присадочный металл проникает в металл с поверхности. Постоянный ток — Сварка постоянным током — это самая гладкая сварка, дающая наименьшее количество брызг.
ток течет в одну сторону, от минуса к плюсу. (от катода к аноду) Электрод постоянного тока отрицательный — электричество вытекающий из сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 на заготовке. Это то, что вы хотите использовать для тонких металлов. Прямой Токовый электрод положительный — электричество, протекающее В сварочный стержень или проволоку и, следовательно, больше нагревается на конце стержня или проволоки. Это дает вам 2/3 тепла на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла. Пластичность — Металл гнется и остается согнутым, не ломаясь. Рабочий цикл — Это то, как долго машина может работать за десятиминутный период времени, прежде чем
он перегревается.
Для
машина на фабрике или строительной площадке, вам нужен 100% рабочий цикл. Даже в самых загруженных Фабрика через десять минут будет нерабочее время. Если вы свариваете электроды, вы можете бежать чуть больше минуты. Тогда ты поднимешь капюшон, проверь что делают все остальные, подумай о том, что ты собираешься делать этой ночью, сколоть шлак, почистить сварной шов, проверить который час, поменять стержни и НАКОНЕЦ вернуться к сварке. Краевое соединение — Внешний край двух пластин встык на 90 градусов параллельно друг другу. Подготовка кромок — До
при сварке кромки листа или трубы необходимо обеспечить прочный сварной шов. Это
может быть вырезан факелом или скошен, обработан шлифовальным станком, напильником или всеми тремя способами. Электрод — Электроды бывают либо покрытые флюсом, либо просто голые провода. В поле Электрод называется «стержень» при электродуговой сварке и «проволока» при Дуговая сварка MIG и порошковой проволокой. Существует МНОГО различных типов электродов. В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко втыкать эти стержни, и я могу только представить, как это должно быть неприятно приходилось ими пользоваться. Однажды парень заметил, что ржавый прут, который он подобрал, приварился. лучше новых. Эксперименты с различными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера. Держатель электрода — Ручной зажим для сварки
стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА,
или в стержень в ПОЛОЖИТЕЛЬНОМ ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА. Лицо — На пластине или сварки труб есть КОРНЕВОЙ ПРОХОД, ГОРЯЧИЙ ПРОХОД, ЗАПОЛНИТЕЛЬНЫЙ ПРОХОД и ЗАКРЫТИЕ. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварка, которая является лицом. Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы работают постоянно, в то время как другие работают «по требованию», что означает, что при необходимости и отключается, когда не требуется. (Хорошо бы продуть выключайте сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это держит пыли от скопления пыли и возможного нарушения работы внутренних электрических систем. Все машины имеют вентиляционные отверстия, и каждое отверстие необходимо продуть.) Черные
Металл . Железо получают из руды, добываемой на Земле. Смотри как
Сталь сделана. Черный означает, что металл представляет собой железо или железо со сплавами. Наполнитель Металл — это металл, добавляемый в сварочную ванну. Сварку можно делать как с присадочный металл. Тонкий металл иногда сваривают, расплавляя два основных металла. вместе. Вспышка ожога — Это ожог от производимого излучения от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может сжечь кожу подобно к солнечным ожогам и даже к волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда тебе кажется, что кто-то трет тебе в глаза горячий песок. Два моих студенты слишком близко прижались друг к другу, и я сказал им двигаться, но они сказали, что у них все в порядке. Да что я знаю? Я только делал это 30 чертовски лет по сравнению с их тремя-четырьмя месяцами! Хорошо, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и хорошее отделение неотложной помощи за 300 долларов законопроект. Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без
защитные линзы, даже если они находятся сбоку от ваших глаз. Угловой сварной шов — лучший сварной шов, потому что он используется во многих приложениях, в основном используется на тройниках. . (См. СОЕДИНЕНИЯ.) Два куски металла, соединенные встык под углом 90 градусов, валик проходит наполовину каждый кусок. В зависимости от толщины может понадобиться одна бусинка или несколько бусинок. ПРИВЯЗАННЫЕ друг к другу. Поверхность углового сварного шва — Поверхность или верхняя часть сварка. Угловой сварной шов — От пересечения стыка до конец сварки. Для каждой тарелки будет ножка. Угловой сварной шов Toe — это конец сварного шва на конце ноги. Опять будет один за каждую тарелку. Корень углового сварного шва — Место начала сварного шва на пересечении соединяемых плит. Угловой сварной шов — Расстояние от
корень к лицу. Приведенные выше определения УГЛОВОЙ СВАРКИ см. в Miller’s Tig.
Сварочная страница для хорошей иллюстрации Поток Измеритель — Давление в баллоне с ЗАЩИТНЫМ ГАЗОМ может достигать 2400 фунтов. за дюйм. Расходомер снижает его до рабочего давления, обычно от 20 до 25 кубов в час. Флюс : Дуговая сварка порошковой проволокой (FCAW) — Длинная тонкая плоская полоса проходит через серию штампов, пока не начнет скручиваться. По сторонам. Затем добавляется FLUX, и он проходит через штампы, пока не будет свернутый в трубчатую проволоку. Аналогичен СТАЛЬНОЙ ПРОВОЛОКЕ, свернутый и
используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПОСТОЯННОГО ТОКА. Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать в местах со сквозняком или даже на ветру, в отличие от его двоюродного брата МИГ. Испытание на свободный изгиб — Также называется управляемым изгибом тест, это разрушительный тест. Купон вырезается из контрольной пластины, сварной шов шлифуется, затем купон (обычно шириной 1 ½ дюйма и длиной 7 дюймов) сгибается в ДЖИГ. Затем производится ВИЗУАЛЬНЫЙ ОСМОТР на наличие трещин и дефектов. Критически требовательные рабочие места требуют квалификации РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ, которые являются неразрушающими, но показывают все! Дым — Являетесь ли вы опытным МАСТЕРОМ или НОВИЧКОМ,
вы всегда должны быть осторожны с парами при резке и сварке. Из ОЦИНКОВАННЫХ пары цинка, вызывающие тошноту, до более опасного газа фосгена, который может выделяться от УФ-ЛУЧЕЙ вокруг некоторых чистящих растворов ДЫМ может быть опасным! Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях! Предохранитель — Если вы покупаете сварочный аппарат для использования дома, убедитесь, что у вас есть предохранитель, чтобы все не сгорело. В старых домах убедитесь, что проводка были обновлены, иначе вы можете вызвать пожар, если они перегреются. Фьюжн — Как сказано в СЛИЯНИИ, слияние — это плавление и становление единым с основой. металл или ОСНОВНОЙ МЕТАЛЛ вы свариваете кузнечика. Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал с трех рассказы. Хочет взять кусок моей бедренной кости и присоединить к лодыжке. Беда то есть бедро заживает дольше, чем чертова лодыжка! Так что немного операции не будет. Черт, мне все равно больно, только когда я не сплю! Оцинкованный — Электрохимический процесс, при котором низкоуглеродистая сталь погружается в жидкий цинк для
сделать его антикоррозийным. Газометаллическая дуга Сварка (GMAW) — см. «MIG» Газовая вольфрамовая дуговая сварка — см. «TIG» Сварка разделкой — Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе в высотном здании, важно чтобы получить максимальное проникновение и сплавление. Это делается путем разрезания фаски, чтобы что вы можете сваривать твердое тело от КОРНЯ до ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА. Тепло
Зона поражения — Что-то многие сварщики не учитывают, а должны. В любой момент
вы свариваете металл или сталь, вы нагреваете область рядом со сварным швом. Инвертор — Относительно новый, я впервые услышал о них около 13 лет назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов машины используют, а значит, гораздо меньшие единицы. Когда я впервые начал заниматься сваркой
тридцать лет назад в магазине черного железа я использовал сварочный аппарат, похожий на большой
атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута
в глубину и около метра в высоту. Сегодня у них есть машины, которые могут все
что можно было бы, плюс некоторые, и они размером с небольшой чемодан, что намного
удобнее для магазина и поля. Железные рабочие — Там здесь несколько значений. Первый — это союз, в котором я тоже принадлежу, Международный Ассоциация мостовых, строительных, декоративных и арматурных рабочих. В качестве Название предполагает, что мы работаем над конструкциями, от высотных офисных башен до к плотинам, электростанциям и т. д. После 3-летнего обучения я стал структурным сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up. Банда и Разная банда. Хотя я работал над ними всеми, я потратил большую часть мое время в различных сварочных бригадах, поскольку сварка — моя настоящая любовь! Это
это также термин для машины, как ОГРОМНОЙ, так и достаточно маленькой, чтобы быть портативной
на рабочих местах. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать
минимум около пары тысяч для модели меньшего размера. Прерывистая сварка: Очень распространенный ошибка при сварке — сварка слишком много! Многие сварщики, особенно новичок в торговле, полагаю, что «чем больше сварной шов, тем лучше он будет держаться». ЭТО НЕ ПРАВДА! Много раз один или два дюйма сварного шва каждые пару дюймов будет держаться так же хорошо, как сплошной шов. На большинстве работ, будь то в магазине или поле, сварные швы будут на чертеже, так что вы будете знать, что именно сделать. Инженеры определяют, какой тип сварки лучше всего подходит для данного соединения. Существует два типа прерывистых сварных швов. приведу пример из завод по производству черного чугуна, на котором я когда-то работал: 1) «Цепь» На
ширина в двадцать футов, мы бы нашли центр, скажем, в десяти футах. Мы бы отметили два
дюймов, по одному дюйму с каждой стороны от центра. Затем от центра этого сварного шва
мы делали отметку в двенадцати дюймах. На этой отметке мы измерили бы один дюйм на каждом
сторона. На другой стороне луч, мы бы отразили метки первой стороны. Очевидно, концы луч не будет выходить в правильной последовательности, поэтому было важно убедиться, что и поместите два дюйма на каждый конец, даже если он был рядом с другими двумя дюймами отметки, которые мы сделали. 2) «Стаггард» После нанесения меток на одном стороны луча, мы бы поместили другую сторону между метками на первом сторона. Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их слишком сложно. эти суставы прочные. Когда слишком усердные сварщики переваривают сварку, они несколькими способами
приспособление — приспособление удерживайте металл или сталь, над которой вы работаете, на месте во время изготовления. Они может быть стальным, зажатым тисками или С-образным зажимом, болтами, приваренными к столу, или очень сложные рамки. Позиционеры в крупных производственных цехах удерживают заготовку, вращают, вращаться или вращаться, чтобы можно было выполнять сварку в плоском или горизонтальном положении. Соединение — Пересечение, где встречаются две разные секции ОСНОВНОГО МЕТАЛЛА. Быть в списке под СВАРОЧНЫМИ СОЕДИНЕНИЯМИ. На электростанции они спрашивали, сколько соединений мы сварили каждый день. Было много разных типов, таких как балка к балке, балка к колонне, х скобы и т. д. Хотя это не был точный счет, он дал мастеру представление о том, что делается. Отличная глава о СУСТАВАХ принадлежит Миллеру.
Tighandbook… Замочная скважина — При сварке открытых стыковых швов или швов с открытым разделочным швом с помощью STICK, MIG или TIG,
откроется «замочная скважина». Замочная скважина не должна быть слишком большой, иначе СВАРОЧНАЯ БАССЕЙН водопад из задней части сустава. Если замочная скважина становится слишком большой, остановите сварки немедленно, дайте пластине остыть и выполните надлежащую регулировку, чтобы исправить проблема. (Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже. может быть причиной.) Профсоюзы — хороший сайт со списком профсоюзов.
http://www.trcp.org/unions.aspx. Котельщики Железо Рабочие Трубомонтажники Трубопроводчики Листовой металл
Рабочие Лиды — Это линии от машины к чему
вы свариваете те, которые несут ток. Они представляют собой множество медных проводов, вплетенных в
один для проведения электричества, затем покрытый непроводящей резиной или пластиком
сворачивать. Важно убедиться, что на проводах нет разрывов или разрывов. обнажение оголенного провода, который может вызвать искрение на заземленной поверхности. Помимо шока или опасность возгорания, было бы особенно плохо, если бы он вошел в контакт с находящимся под давлением газовый баллон! Liquidis — Слово, которое заставляет вас казаться умным, когда вы означает самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Угадайте, что такое «твердое» называется? (См. SMART TALK) Машинная сварка — Оборудование работает сварной шов, пока человек наблюдает, чтобы убедиться, что он работает правильно. Они также будут визуальный осмотр завершенного сварного шва. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто действительно занимался сваркой в полевых условиях, потому что они «чувствовать» это. Сварщики-подмастерья действительно могут почувствовать
приварить TIE-IN к стали. Руководство Сварка — Сварку выполняет человек. В SMAW (палке) держат ЖАЛО и манипулирование СВАРОЧНЫМ ЭЛЕКТРОДОМ для управления СВАРОЧНОЙ БАССЕЙНОМ. В MIG они используют провод подачи пушки Mig, чтобы сделать то же самое. В TIG они используют горелку и ручную подачу присадочной проволоки. Скорость плавления — Сколько стержня (электрода), проволоки или стержня TIG расплавляется за определенное время. Точка плавления — Аааа кузнечик, вот куда уходит металл
от SOLIDUS к LIQUIDUS. См. УМНЫЙ РАЗГОВОР. MIG (GMAW или газовый металл Дуговая сварка) — Технически это может называться GMAW, но в цеху и в полевых условиях все, что я когда-либо слышал, было Mig. Для сварки MIG используется сплошная стальная проволока, свернутая в рулон.
на катушке и пропускается через сварочный провод с вкладышем в нем. Используется несколько различные смеси, но чаще всего я использовал чистый углекислый газ, или смесь инертного газа аргона и СО2 (обычно 75/25. 75% аргона, 25% СО2) для защиты сварочной лужи от атмосферы. Страница 2 — Основные условия сварки
|
Руководство по сварке для начинающих
Сваривание двух металлических частей образует прочную связь, при которой металлы нагреваются до точки плавления, смешиваются вместе и затем охлаждаются, создавая единый объект. Этот тип связи прочнее, чем другие связи, такие как пайка, которая может быть обращена.
Существует четыре основных типа сварки: MIG, TIG, порошковая проволока и электроды. Используемые процессы и методы сварки зависят от области применения, типов свариваемого металла, навыков и опыта сварщика.
Ознакомьтесь с нашим выбором металлов для вашего следующего сварочного проекта!
Сварка МИГ
Новые сварщики, которые только учатся сварке, должны начать со сварки в среде инертного газа (MIG), также известной как дуговая сварка в среде защитного газа (GMAW). MIG — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод.
Когда сварочная проволока касается металлического предмета, цепь замыкается. Затем провод оттягивается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются в один, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере того, как сварочное действие продолжается вдоль шва, проволока плавится, и с наконечника сварочной горелки непрерывно подается новая проволока. В то же время из горелки выбрасывается газ, распространяющийся вокруг дуги, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует больше навыков и занимает больше времени, чем сварка MIG, но обеспечивает большую точность. TIG, также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), может использоваться для сварки алюминия и сплавов, таких как хромомолибденовый сплав 4130.
Сварка ВИГ аналогична сварке МИГ, но вместо расходуемой проволоки используется электрод в виде вольфрамового металлического стержня внутри сварочной горелки. Сварщик держит пистолет в одной руке, а другой рукой подает присадочный стержень. Когда дуга создает ванну расплава из двух заготовок, тепло ванны плавит присадочный стержень, так что все три вместе смешиваются в ванне. Подобно сварке MIG, сварочные горелки TIG распыляют защитный газ для защиты нового сварного шва.
Сварочный аппарат TIG также оснащен ножной педалью для регулировки тока, протекающего через электрическую цепь между металлическими предметами и вольфрамовым электродом. Это можно использовать для медленного увеличения или уменьшения нагрева металла, что может помочь предотвратить хрупкость, вызванную тепловым ударом.
Сварка порошковой проволокой
Третий тип сварки, называемый дуговой сваркой с флюсовой проволокой (FCAW), использует электродную трубку с непрерывной подачей вместо проволоки, используемой для сварки MIG. Трубка металлическая снаружи, с флюсом в сердцевине. Когда флюс плавится во время сварки, он образует жидкий шлак и газ, которые защищают сварной шов от загрязнений. Это обеспечивает лучшую защиту сварного шва, чем защитный газ, используемый при сварке MIG, особенно там, где сильный ветер может рассеивать газ, но это также приводит к большему количеству брызг, которые впоследствии необходимо убирать.
Ручная сварка
Также известная как электродуговая сварка в среде защитного газа (SMAW), электродуговая сварка представляет собой двуручный метод, такой как TIG. При сварке стержнем используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
Сварочное оборудование
После того, как метод сварки определен, следующим шагом является выбор подходящего сварочного оборудования. Сварщики могут выбрать аппарат для сварки MIG или аппарат для многофункциональной сварки MIG/Stick/TIG, который можно использовать для всех четырех основных типов дуговой сварки.
Наряду с соответствующим аппаратом, следующим важным элементом необходимого оборудования является сварочная маска для защиты лица и особенно глаз от сильного тепла и яркого света, создаваемого электрической дугой. Новейшие технологии сделали возможным автоматическое затемнение шлемов с обзорными экранами, которые мгновенно адаптируются к уровню освещенности, чтобы сварщик имел постоянный визуальный ввод.
Сварщикам также необходимы прочные кожаные перчатки и обувь, а также кепки, хлопчатобумажные рубашки с длинными рукавами, нагрудники, комбинезоны и/или фартуки для защиты кожи от искр.
Сварочные материалы
Сварочные материалы
Материалы, необходимые для сварки, включают расходные материалы, такие как проволока MIG и порошковая проволока различных диаметров и материалов, сварочные наконечники, электродные стержни или трубки, флюс и стержни для сварки TIG или газовой пайки.
Другое полезное оборудование включает магниты и зажимы для удерживания металлических предметов во время сварки, регулируемые сварочные столы и рабочие места, а также сварочные одеяла из стекловолокна для предотвращения распространения искр.
Привариваемые лапки различных размеров и форм используются для создания фланцев, отверстий, ручек и других механических деталей при приваривании к трубе или другому металлическому объекту.
Методы сварки
Каждый сварщик разрабатывает свои предпочтительные методы сварки. Один из наиболее часто используемых способов называется «складывание десятицентовиков», которое в конечном итоге выглядит как цепочка круглых монет, перекрывающихся по длине сварного шва.
Когда сварочная дуга расплавляет небольшую ванну металла, сварщик толкает ванну расплава вперед электродом, используя плавное движение, подобное написанию буквы «е» курсивом. Альтернативные движения можно описать как «восьмерку» или «полумесяц». Ключом к каждому типу движения является обеспечение того, чтобы электрод проталкивал ванну расплава вперед и назад равномерно между двумя заготовками, чтобы они были полностью сварены.
Некоторые сварщики предпочитают тянуть, а не толкать ванну расплава, в зависимости от руки (правой или левой) и положения детали. При сварке MIG выбор зависит от личных предпочтений.
При сварке TIG сварщик проталкивает сварочную ванну вдоль шва, двигаясь вперед и назад, при этом другой рукой погружая конец стержня в ванну и вынимая ее из нее.
Однако сварка электродами и порошковой проволокой требует тянущего движения, чтобы избежать сварки по расплавленному флюсовому шлаку, который создает пористость и «червоточины» в готовом сварном шве.
Различия материалов
Сварка различных видов металла различается в зависимости от различных физических характеристик каждого из них. Например, нержавеющая сталь не так хорошо передает тепло, как другие металлы, поэтому в зоне сварки легко накапливается слишком много тепла, что приводит к деформации стали и снижению ее коррозионной стойкости. Чтобы контролировать нагрев, уменьшите силу тока на сварочном аппарате и увеличьте скорость движения горелки.
По сравнению со всеми видами стали алюминий имеет гораздо более высокую теплопроводность, а также более низкую температуру плавления. Он также сильно реагирует на воздух, создавая на поверхности твердый окислительный слой. Поскольку этот слой окисления плавится при гораздо более высокой температуре, чем алюминий под ним, перед началом сварки его необходимо удалить проволочной щеткой или химическим растворителем.
Алюминий можно сваривать как методом TIG, так и методом MIG, но алюминиевая присадочная проволока довольно мягкая и может легко запутаться в механизме подачи проволоки горелки MIG. Чтобы предотвратить это, используйте тефлоновый или пластиковый вкладыш в механизме подачи проволоки и направляющих трубках, чтобы поддерживать проволоку от механизма подачи к горелке.
Для сварки алюминия требуется сварочный аппарат с большей силой тока и более высокая скорость сварки, чем для стали, чтобы избежать «прожигания» основного металла, проплавления отверстия слишком большим количеством тепла. Алюминиевые сварные швы также должны быть хорошо защищены от окисления защитным инертным газом, например аргоном.