Сварные швы на чертежах | Tekla User Assistance
- Главная
- Tekla Structures
- Create drawings
- Edit drawings
- Building objects in drawings
- Сварные швы на чертежах
Tekla Structures
2021
Tekla Structures
Tekla Structures отображает добавленные в модель сварные швы в виде собственно швов и меток сварных швов на чертежах. На чертежи можно вручную добавлять и метки сварных швов модели, и метки сварных швов чертежа. Метки сварных швов модели относятся к сварным швам, которые были созданы в модели. Метки сварного шва чертежа не имеют связанных с ними физических сварных швов в модели.
Tekla Structures отображает добавленные в модель сварные швы в виде собственно швов и меток сварных швов на чертежах. Метки сварных швов также можно вручную добавлять на открытые чертежи.
Метки сварных швов также можно вручную добавлять на открытые чертежи.
Понятия, связанные со сварными швами
Сварные швы модели отображаются на чертежах в виде меток сварных швов или сварных швов. Сварными швами и метками сварных швов можно управлять отдельно. Например, можно отобразить сварные швы на одном виде чертежа, а метки сварных швов — на другом.
Сварные 3D-швы модели являются представлениями сварных швов на практике.Твердотельные элементы сварных швов на чертежах — это представления сварных швов в моделях. Сварной стык — это часть сварного шва, где вычерчивается твердотельный элемент. Сварной шов может состоять из нескольких сварных стыков.
Твердотельные элементы сварных швов отображаются на чертежах в следующих случаях.
Твердотельные элементы сварных швов отображаются на чертежах для тех типов сварных швов, для которых имеются соответствующие твердотельные объекты.
Если у сварного шва нет соответствующего твердотельного объекта, в модели он будет показан в виде шестиугольного местозаполнителя и изображаться на чертежах в виде твердотельного элемента он не будет.
Сварные швы с пользовательскими поперечными сечениями также поддерживаются.

Твердотельные элементы сварных швов могут отображаться в виде контуров или кривых со скрытыми линиями или без них.
В первом примере сварные швы справа и посредине изображены с контурами и собственными скрытыми линиями. Сварной шов слева изображен в виде траектории сварки со скрытыми линиями:
Второй пример — поперечное сечение конструкции. Сварные швы слева и посредине изображены с контурами, а сварной шов справа изображен в виде траектории. Размеры сварных швов добавлены вручную.
Символы сварки внутри меток сварных швов указывают на свойства, заданные для сварного шва в модели или для метки сварного шва на чертеже.
Помимо символов сварки, метка сварного шва также содержит опорную линию и стрелку. Стрелка соединяет опорную линию со стороной соединения со стрелкой. Сварные швы на стороне стрелки и на другой стороне детали могут иметь разные свойства сварки.
Размещение сварных швов
При сваривании деталей сварные швы можно размещать:
только на сторонах стрелок;
только на других сторонах;
на сторонах стрелок и на других сторонах.
На приведенных ниже рисунках описываются основные принципы размещения сварных швов.
(1) Над линией
(2) Под линией
(3) Сторона стрелки сварного шва
(4) Другая сторона сварного шва
По умолчанию Tekla Structures помещает сварные швы над линией в соответствии со стандартом ISO.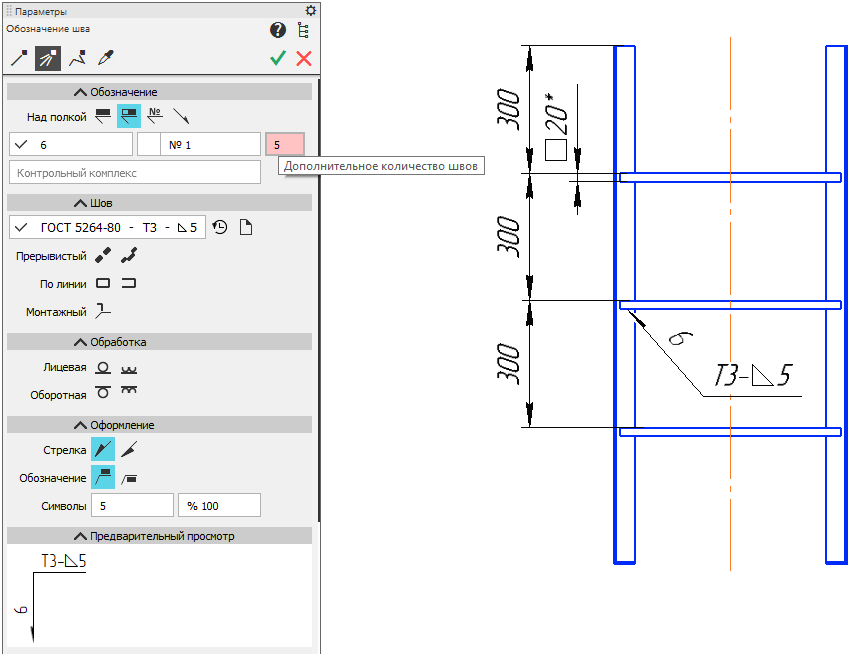 Изменить эту настройку и размещать стрелки под линией в соответствии со стандартом AISC можно с помощью расширенного параметра
Изменить эту настройку и размещать стрелки под линией в соответствии со стандартом AISC можно с помощью расширенного параметра XS_AISC_WELD_MARK.
Свойства сварных швов модели
Для изменения свойств сварных швов модели необходимо изменить сварной шов в модели. При обновлении модели объекты и метки сварных швов обновляются на чертеже в соответствии с изменениями модели. На чертежах можно изменить содержимое и внешний вид меток сварных швов, созданных в модели, а также видимость, представление и внешний вид объектов сварки, созданных в модели.
Твердотельные элементы сварных швов можно отображать на чертежах отдельных деталей, сборок и чертежах общего вида. На чертежах общего вида можно изменять представление сварочных швов только на уровне вида и объекта, но не на уровне чертежа.
Добавленные вручную метки сварных швов
Чтобы добавить метки сварных швов на открытом чертеже:
Выберите сварные швы и добавьте метку сварного шва, созданного в модели, с помощью команды Добавить метку сварного шва в контекстном меню.
Добавьте метку сварного шва, созданного на чертеже, с помощью команды Метка сварного шва на вкладке Аннотации.

На открытый чертеж можно вручную добавить метки сварных швов. Tekla Structures создает метки сварных швов, используя текущие свойства в диалоговом окне Свойства метки сварного шва.
- Удерживая клавишу SHIFT на вкладке Аннотации нажмите Метка сварного шва, чтобы открыть свойства метки сварного шва.
- Введите или измените содержимое и внешний вид метки сварного шва.
- Чтобы поместить метку сварного шва точно в указанное место и зафиксировать ее там, нажмите кнопку Поместить… и выберите фиксированная в списке Размещение.
- Нажмите кнопку Применить или ОК, чтобы сохранить свойства.
- Укажите местоположение метки сварного шва.
Созданную метку сварного шва чертежа можно свободно перетащить в более подходящее место за ручку базовой точки выноски.
На первом рисунке ниже в этом примере показано диалоговое окно Свойства метки сварного шва на чертеже. Свойства метки сварного шва в диалоговом окне пронумерованы. На втором рисунке показано, как свойства метки сварного шва отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне. Под рисунками приведены описания обозначенных номерами свойств.
(1) Префикс сварного шва
(2) Размер сварного шва
(3) Тип сварки
(4) Угол сварки
(5) Значок контура сварного шва
(6) Значок обработки сварного шва
(7) Эффективная толщина
(8) Зазор между кромками
(9) Кромка/периметр; в данном случае обозначение сварки по периметру
(10)
Заводской/монтажный; в данном случае обозначение монтажного сварного шваК созданным в модели сварным швам можно добавить метки на открытом чертеже. Tekla Structures создает метки сварных швов модели, используя свойства, заданные для сварного шва в модели. Вы можете откорректировать настройки видимости и внешнего вида метки сварного шва на чертеже.
Tekla Structures создает метки сварных швов модели, используя свойства, заданные для сварного шва в модели. Вы можете откорректировать настройки видимости и внешнего вида метки сварного шва на чертеже.
- Откройте чертеж, содержащий сварные швы, созданные в модели.
- Выполните одно из следующих действий:
- Щелкните правой кнопкой мыши и выберите Добавить метку сварного шва.
- Чтобы изменить видимость и внешний вид метки сварного шва модели:
Сварные швы модели — это сварные швы, созданные в модели. На чертежах они изображаются в виде собственно швов и меток сварных швов.
Пример 1
В этом примере на первом рисунке ниже показан пример свойств сварного шва в модели. Сварные швы добавляются в модель с помощью команд сварки на вкладке Металл на ленте. Некоторые из свойств сварки на рисунке пронумерованы; на втором рисунке показано, как эти свойства отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне.
Некоторые из свойств сварки на рисунке пронумерованы; на втором рисунке показано, как эти свойства отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне.
(1) Кромка/периметр; в данном случае обозначение сварки по периметру
(2) Заводской/монтажный; в данном случае обозначение монтажного сварного шва
(3) Префикс сварного шва
(4) Тип сварки
(5) Размер сварного шва
(6) Угол сварки
(7) Значок контура сварного шва
(8) Значок обработки сварного шва
(9) Эффективная толщина
(10) Зазор между кромками
Пример 2
В примере ниже показан шахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100.
(1) Шахматный прерывистый шов
(2) Длина сегмента сварного шва
(3) Шаг (расстояние между центрами) сегментов сварного шва
Пример 3
В примере ниже показан нешахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100. Шаг указывается в метке сварного шва, если величина шага больше 0.0.
Пример 4
Ниже приведен пример непрерывного сварного шва.
Пример 5
В этом примере выбран шахматный прерывистый шов, а расширенный параметр XS_AISC_WELD_MARK установлен в значение FALSE для создания метки сварного шва по стандарту ISO.
Пример 6
В этом примере выбран шахматный прерывистый шов, как в предыдущем примере, однако расширенный параметр, XS_AISC_WELD_MARK установлен в значение TRUE для создания метки сварного шва по стандарту AISC.
Совет:
Инструкции по настройке символов сварки см. в разделе «Пользовательская настройка символов типа сварки» ниже в этой статье справки.
Свойства сварного шва задаются в модели. Выбрать свойства сварки, которые должны отображаться в метках сварных швов модели на чертежах, и откорректировать внешний вид этих меток можно в свойствах объекта Метка сварного шва.
Чтобы выбрать, какие свойства сварных швов модели должны отображаться, и изменить свойства меток сварных швов на уровне вида чертежа:
- На открытом чертеже дважды щелкните рамку вида, чтобы открыть диалоговое окно Свойства вида.
- Выберите Метка сварного шва, чтобы перейти к свойствам метки сварного шва.
- В поле Номер сварного шва выберите, должен ли отображаться номер сварного шва (Нет/Да).
- В области Видимость:
- В областях Над линией, Под линией и Прочее снимите флажки в столбце Отображается рядом со свойствами, которые вы хотите скрыть из меток сварных швов.
Обратите внимание, что если скрыть свойство Размер, будет также скрыто свойство Префикс, а если скрыть свойство Длина, будет также скрыто свойство Шаг.
- Чтобы откорректировать свойства размещения, нажмите кнопку Поместить….
- Нажмите кнопку Изменить.
- Перейдите на вкладку Внешний вид и откорректируйте внешний вид текста и линий меток сварных швов.
- Нажмите кнопку Изменить.

Пример
В первом примере показана метка сварного шва, в которой отображается целый ряд свойств:
Во втором примере все свойства в метке сварного шва скрыты, за исключением свойства Тип из областей Над линией и Под линией, а также свойства Примечание из области Прочее.
Совет:
Также можно исключить сварные швы из чертежей по типу сварного шва; это делается с помощью расширенного параметра XS_OMITTED_WELD_TYPE. В этом случае сначала необходимо задать значение свойства Предельный размер сварного шва.
Также можно откорректировать некоторые типы символов сварки.
Представление и внешний вид объектов «сварной шов модели» можно изменять вручную на уровне объекта.
- На открытом чертеже дважды щелкните сварной шов модели.
Выбрать сварной шов модели будет легче, если активировать только переключатель выбора Выбрать чертежные сварные швы .
- На вкладке Содержимое выберите желаемое Представление. Возможные варианты — Путь и Контур.
- Укажите, требуется ли отображать Скрытые линии и Собственные скрытые линии.
- На вкладке Внешний вид измените цвет и тип линий в областях Видимые линии и Скрытые линии.
- Нажмите кнопку Изменить.
Примеры
В первом примере ниже сварные швы справа и посредине изображены с контурами и скрытыми линиями. Сварной шов слева отображается как траектория со скрытыми линиями.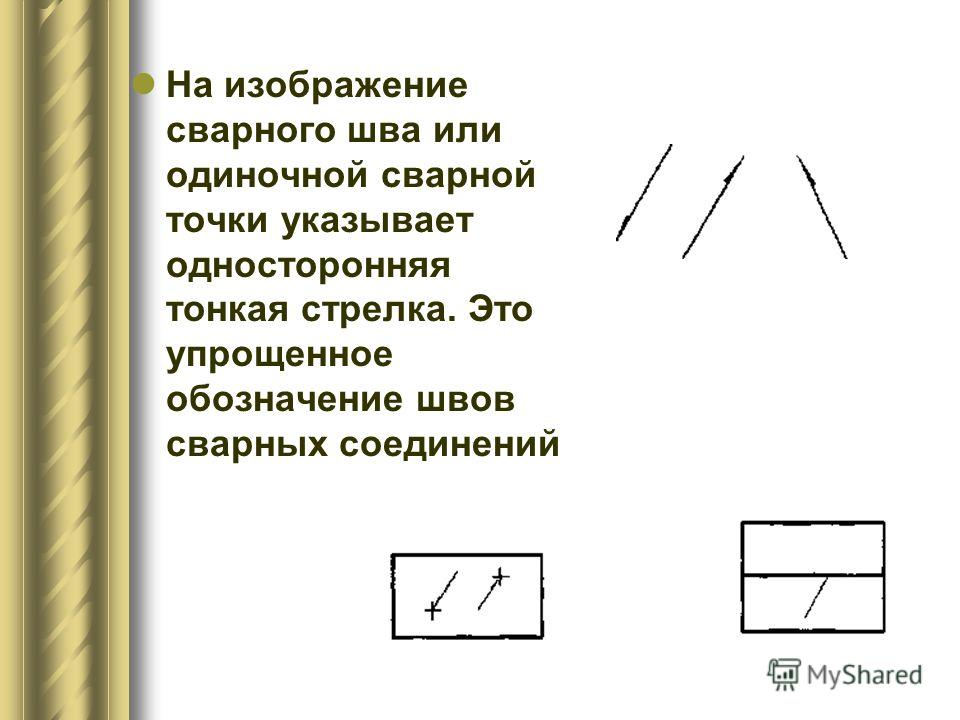
Второй пример — поперечное сечение конструкции. Сварные швы слева и посредине изображены с контурами, а сварной шов справа изображен в виде траектории. Сварные швы справа и слева огибают угол детали. Размеры сварных швов проставлены вручную.
Совет:
Перед созданием чертежа можно задать автоматические свойства сварных швов для сварных швов модели. Также можно изменить свойства сварного шва на уровне вида на открытом чертеже. Для этого дважды щелкните рамку вида чертежа, содержащего объекты — сварные швы, и выберите Сварной шов в дереве параметров. На уровне чертежа и на уровне вида можно также изменить настройки видимости.
Сварные швы модели можно перетаскивать вдоль шва за базовую точку линии выноски метки сварного шва. Это позволяет оптимально располагать метки сварных швов для повышения читаемости чертежей. Метки сварных швов, добавленные на чертеж вручную и не связанные со сварными швами модели, можно перетаскивать произвольно.
Совет:
Если установить флажок Перетаскивание на чертежах (менюФайл > Настройки), выбрать базовую точку линии выноски и перетаскивать ее будет гораздо легче.
Ограничение. Перетащить базовую точку линии выноски на заднюю сторону двустороннего сварного шва нельзя.
- Щелкните метку сварного шва рядом с базовой точкой линии выноски.
Если флажки Интеллектуальный выбор и Перетаскивание на чертежах установлены, щелкать линию выноски не нужно, достаточно навести на нее указатель.
- Удерживая левую кнопку мыши, перетащите базовую точку в новое место за ручку базовой точки линии выноски, которая находится на острие стрелки.
Пример
На первом рисунке ниже показаны сварные швы в модели.
На втором рисунке показаны метки сварного шва модели на чертеже. Темно-зеленым цветом обозначена область, в пределах которой можно перетаскивать базовую точку линии выноски меток сварных швов.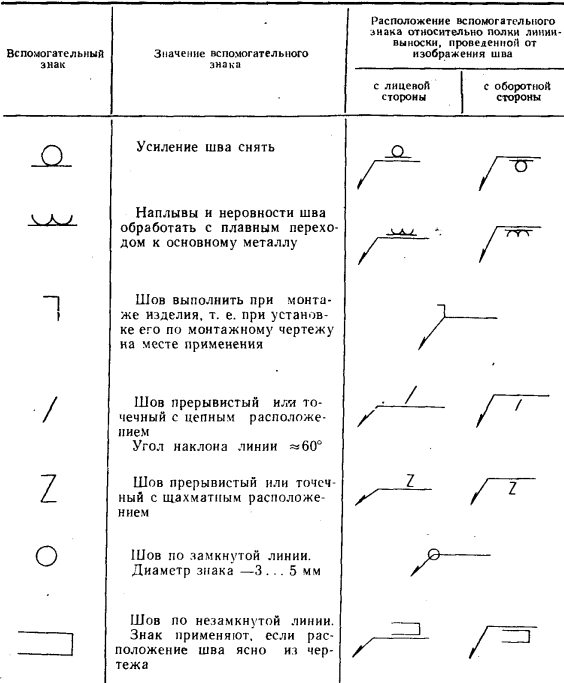
Чтобы на чертеже Tekla Structures для одинаковых сварных швов использовалась одна и та же метка и символ, можно объединить метки сварных швов.
- Откройте чертеж.
- Удерживая клавишу Ctrl, выберите метки сварных швов для объединения.
- Щелкните правой кнопкой мыши и выберите Объединить в контекстном меню.
Tekla Structures объединяет метки.
- При необходимости объединенные метки сварных швов можно разделить, щелкнув метку правой кнопкой мыши и выбрав Разделить в контекстном меню.
Описание | Пример |
|---|---|
Исходный чертеж | |
После объединения меток сварных швов |
Большинство символов типа сварки жестко закодированы, однако некоторые из них можно редактировать в редакторе символов.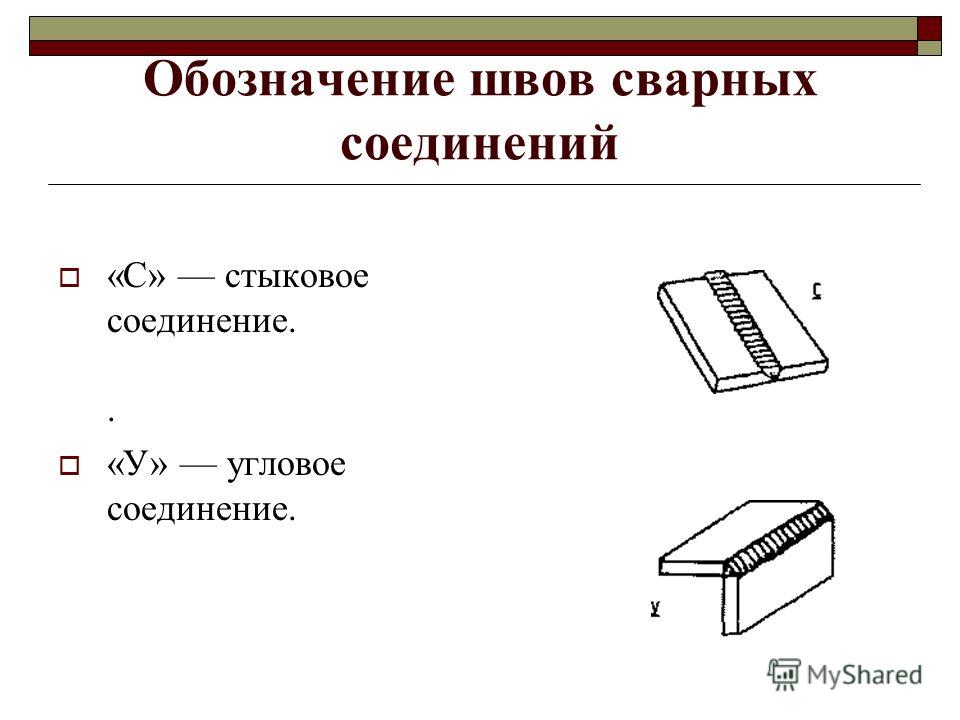
Последние семь символов в списке Тип в свойствах объекта Сварной шов в модели и в диалоговом окне Свойства метки сварного шва на чертеже (см. рисунок ниже) берутся из файла TS_Welds.sym. Любой из этих семи символов можно отредактировать в редакторе символов, чтобы создать пользовательский символ сварки. Остальные символы сварки жестко закодированы. Обратите внимание, что символ в списке Тип в диалоговом окне при обновлении символа не изменяется.
- Откройте редактор символов от имени администратора.
- Выберите Файл > Открыть и перейдите к папке, в которой находится файл TS_Welds.sym.
- Выберите файл и нажмите ОК.
- Измените требуемый символ.
При изменении символа необходимо, чтобы символ оставался в том же масштабе, что и другие символы. Если символ слишком велик и не помещается в поле, он может выходить за его границы:
- Сохраните символ, выбрав Файл > Сохранить.
Дополнительные сведения о редакторе символов см.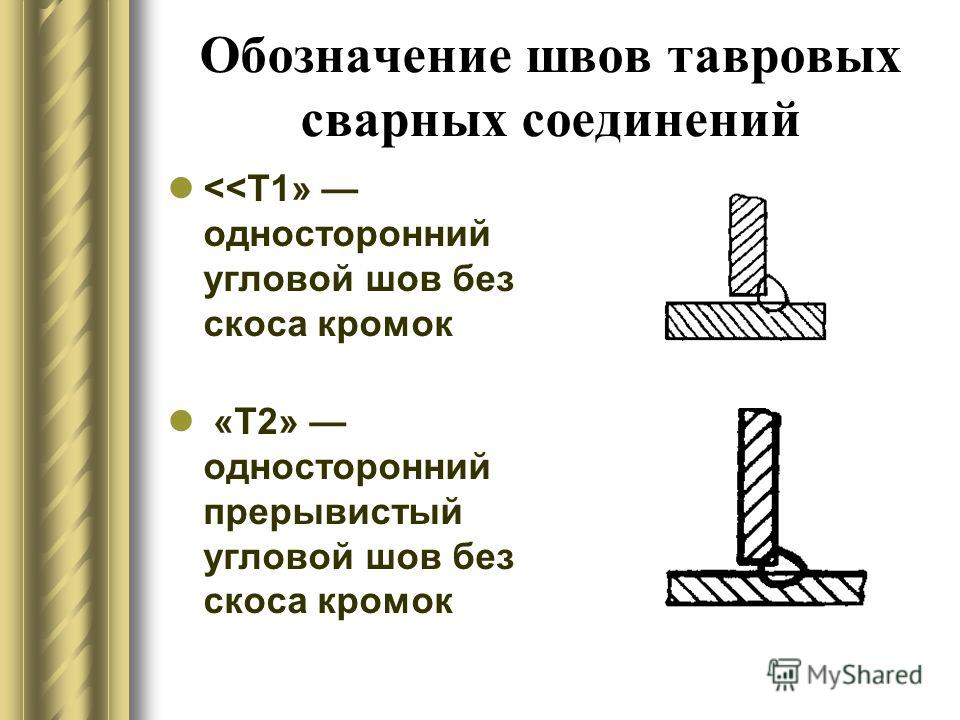 в документе Symbol Editor User’s Guide.
в документе Symbol Editor User’s Guide.
What is missing?
Назад ДалееОбозначение сварных швов на чертежах
СВАРКА И РЕЗКА МЕТАЛЛОВ
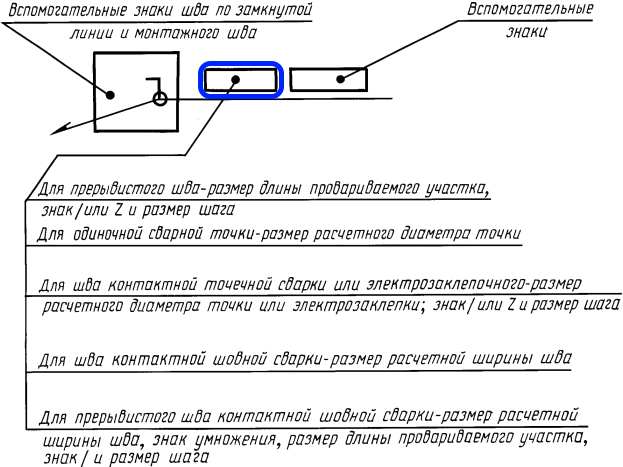
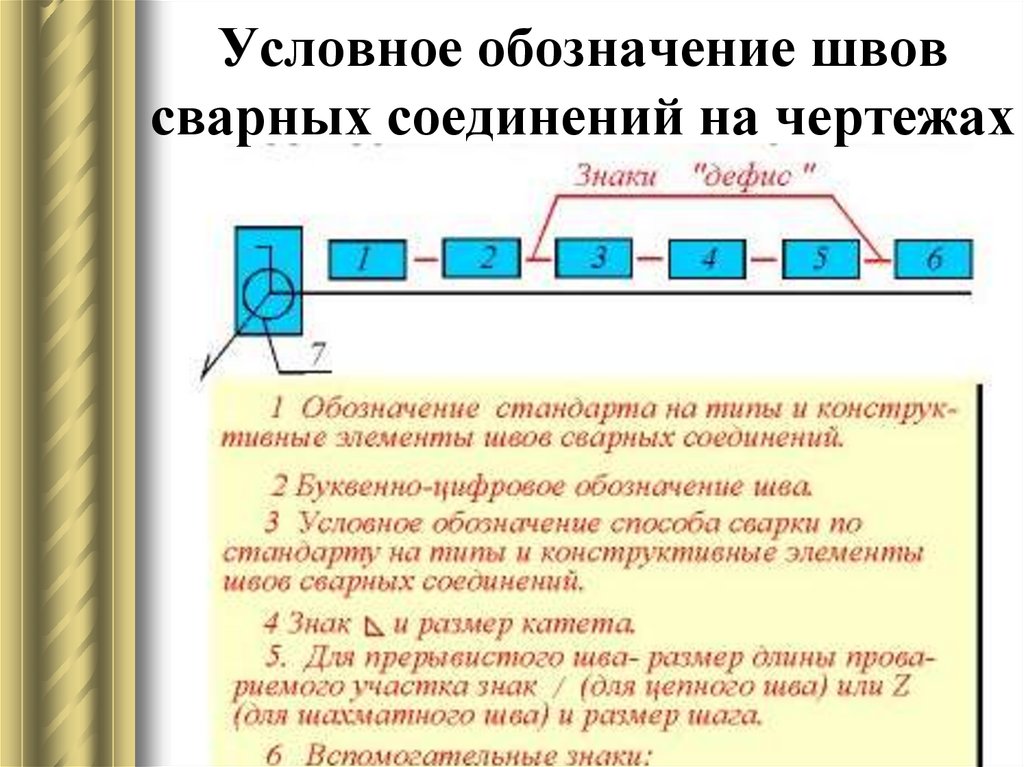
Сварные швы на чертежах указываются с помощью графических условных обозначений. Согласно ГОСТ 5263—56 графическое обозначение шва состоит из следующих элементов: индекса вида сварки, условного графического знака типа шва, дополнительных знаков и размеров элементов шва.
В качестве индексов для обозначения видов сварки применяются следующие буквы: Э — электродуговая, Г — газовая, 3 — в среде защитных газов и Кт — контактная.
На чертеже сварной шов указывается наклонной выносной линией с горизонтальным участком. Выносная линия заканчивается односторонней стрелкой (рис. 15). Графическое обозначение видимого шва сварного соединения проставляется над горизонтальным участком, а невидимого — под горизонтальным участком выносной линии.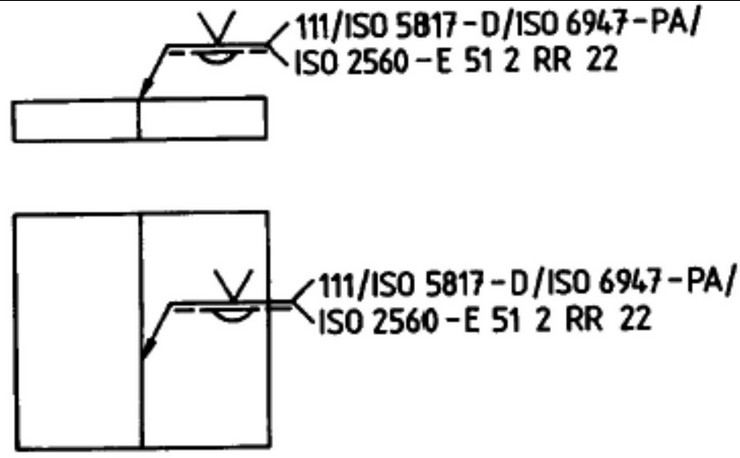 Если стрелка обозначает шов, не предусмотренный ГОСТ
Если стрелка обозначает шов, не предусмотренный ГОСТ
У
Нт £15202
Рис. 15. Стрелки, обозначающие различные швы:
t, 2 — одинарные стрелки, 3 — двойная стрелка, 4 — стрелка с ломаной выносной линией, S— стрелка, отмечающая особый шов, 6 — стрелка, отмечающая монтажный шов, 7 — V-образный односторонний шов с подкладкой и скосом двух кромок, выполненный дуговой сваркой, 8 — односторонний шов без скоса кромок с катетом 5 мм, выполненный по периметру газовой сваркой, 9—шахматный шов без скоса кромок с катетом 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, выполненный дуговой сваркой. Ю— односторонний шов, выполненный автоматической сваркой проплавлением при ширине проплавления 15 мм, Ц — двухрядный односторонний точечный шов при Диаметре точки 5 мм и шаге 20 мм, выполненный контактной сваркой
5263—56, то перед обозначением шва ставится буква О (особый). Монтажные швы обозначаются буквой М, проставляемой над наклонным участком выносной линии.
Монтажные швы обозначаются буквой М, проставляемой над наклонным участком выносной линии.
В табл. 1 приведены принятые в ГОСТ 5263—56 условные знаки и примеры изображений на чертежах некоторых сварных шзов.
Примеры условных обозначений некоторых швов сварных соединений
(по ГОСТ 5263 — 56)
Графическое обозначение швов на чертежах
9Я єрхгє |
Вид сварного шва в разрезе при толщине изображения детали на чертеже свыше 5 мм |
Типы ШВОВ |
Вид сварного шва в плане и разрезе при толщине изображения детали на чертеже до 5 мм |
невидимые |
3L | 1Г | ||
s— | ‘0 | ||
Стыковые без скоса кромок, двухсторонние
То же, односторош не
То же, V-образные со скосом двух кромок, двухсторонние
V | (Vі | 1 | /ъГ | |
U | * |
Графическое обозначение ш^ов на чертежах
Внд сварного шва в разрезе прн толщине изображения детали на чертеже свыше 5 мм |
Типы швов |
видимые |
Вид сварного шва в плане и разрезе при толщине изображения детали на чертеже до 5 мм |
невидимые |
То же, Х-образные, симметричные со скосом двух кромок, двухсторонние
В нахлестку без скоса кромок, двухсторонние |
Угловые без скоса, односторонние |
Тавровые без скоса, двухсторонние, шахматные |
Примечание Под толщиной изображений детали донимается фактическая ее толщина, вычерченная на чертеже независимо от масштаба. Швы в плане при толщине изображения детали свыше 5 мм показываюіся так же, как при толщине изображения детали до 5 мм На чертежах в выносных узлах швы сварных соединений изображаются с указанием размеров конструктивных элементов. Швы в сечениях или разрезах штрихуются или заливаются тушью. Швы в боковых проекциях показываются и обозначаются аналогично разрезам илн сечениям, но без штриховки и залнвьи.
Швы в плане при толщине изображения детали свыше 5 мм показываюіся так же, как при толщине изображения детали до 5 мм На чертежах в выносных узлах швы сварных соединений изображаются с указанием размеров конструктивных элементов. Швы в сечениях или разрезах штрихуются или заливаются тушью. Швы в боковых проекциях показываются и обозначаются аналогично разрезам илн сечениям, но без штриховки и залнвьи.
Аппарат для сварки: какой выбрать
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Расходные материалы, необходимые для сварки
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Критерии выбора сварочных аппаратов
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования.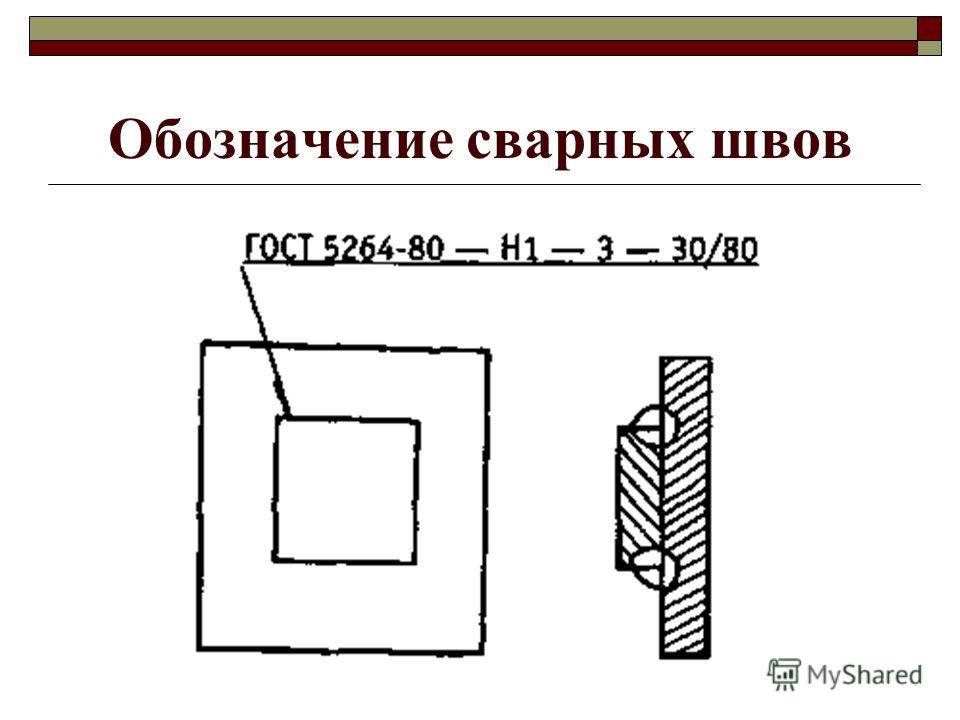 Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Оснащения врачебно-сестринской бригады. Основы обеспечения единства измерений: Обеспечение единства измерений — деятельность метрологических служб, направленная на достижение… Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре… Интересное: Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны… Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является. Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 2 из 11Следующая ⇒ В соответствии с ГОСТ 2. На линию шва указывает односторонняя стрелка. Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают следующие типы сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»): · стыковое – «С» · торцевое – «С» · нахлесточное – «Н»; · тавровое – «Т»; · угловое – «У». В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам. Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки. Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога. В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга. Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой. Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам. Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
В соответствии с ГОСТ 147771-76 катетом сварного шва К является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При катете шва до 5 мм допуск составляет +1,0 -0,5 мм; при катете шва 5-8 мм допуск составляет +2,0 мм -1,0 мм.
Вспомогательные знаки.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки. Условные обозначения некоторых способов сварки представлены ниже, например: · А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва; · Аф – автоматическая сварка под флюсом на флюсовой подушке; · ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла; · ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом; · ИП – сварка в инертных газах плавящимся электродом; · УП – сварка в углекислом газе плавящимся электродом. Примеры обозначения сварных швов. Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия ( ). Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533-75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533-75) по замкнутой линии. Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80). Пример 4. Шов таврового соединения без скоса кромок, двусторонний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6), длина провариваемого участка 50 мм, шаг 100 мм (Z). Tш — длина провариваемого участка шва Пример 5. Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии ( ). Катет шва 5 мм (Δ5). Пример 6. Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии ( круговой шов). Катет шва 5 мм (Δ5). ⇐ Предыдущая12345678910Следующая ⇒ Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… |
||
 ..
..
 312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый и штриховая, если шов невидимый.
312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый и штриховая, если шов невидимый.
 При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве — меньший.
При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве — меньший.
 Усиление снято с обеих сторон ( ). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон ( ). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.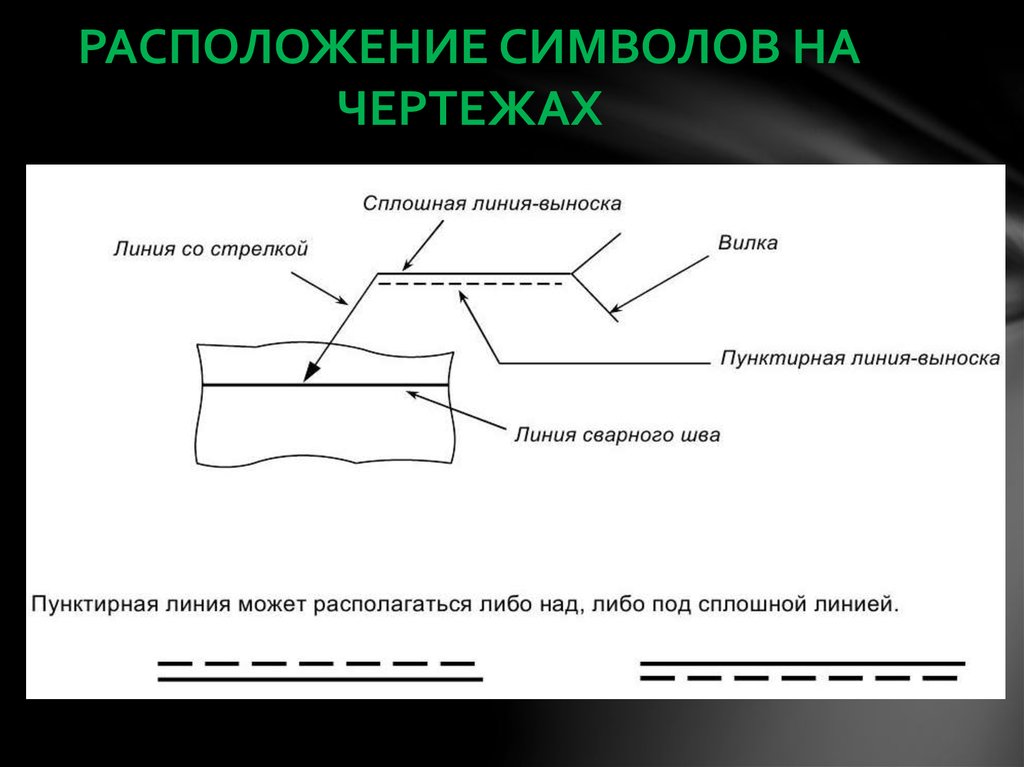
Условное обозначение сварных швов на чертежах
Главная » Разное » Условное обозначение сварных швов на чертежах
Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.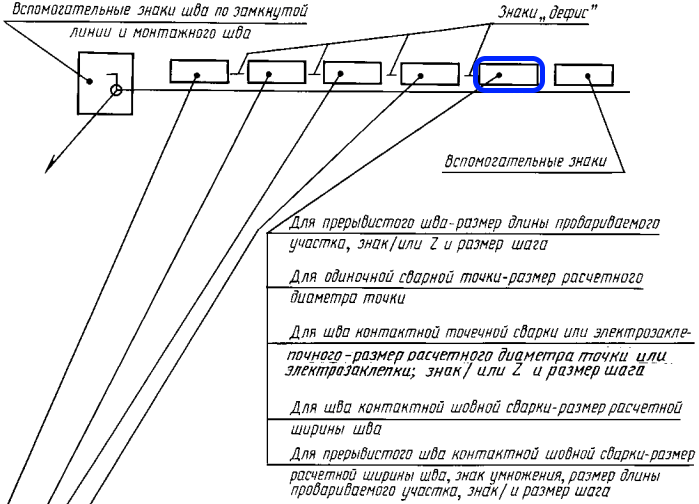 Термины и определения основных понятий ГОСТ 2601-84
Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа —
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F.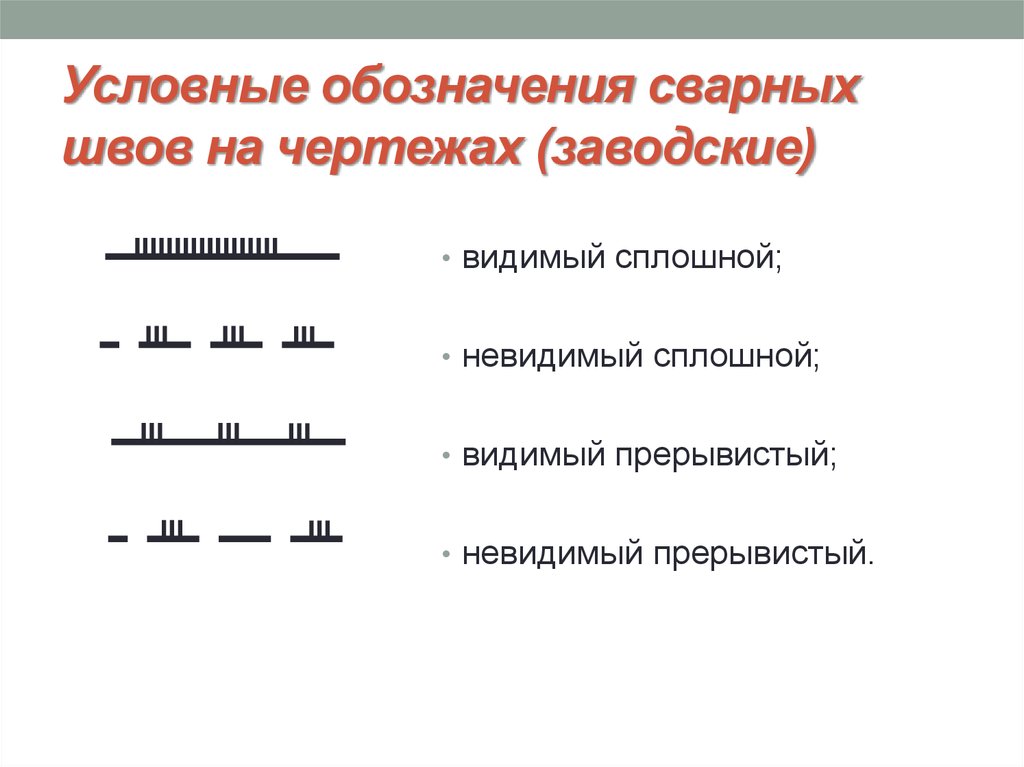 Ensemble soudé; Assemblage soude.
Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D.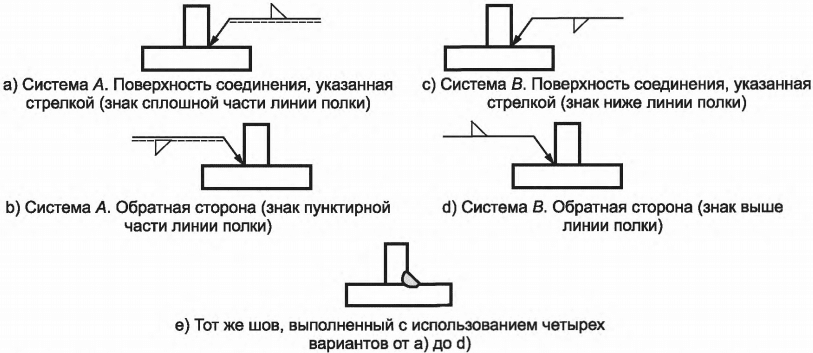 Unterbrochene versetzte Naht
Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е .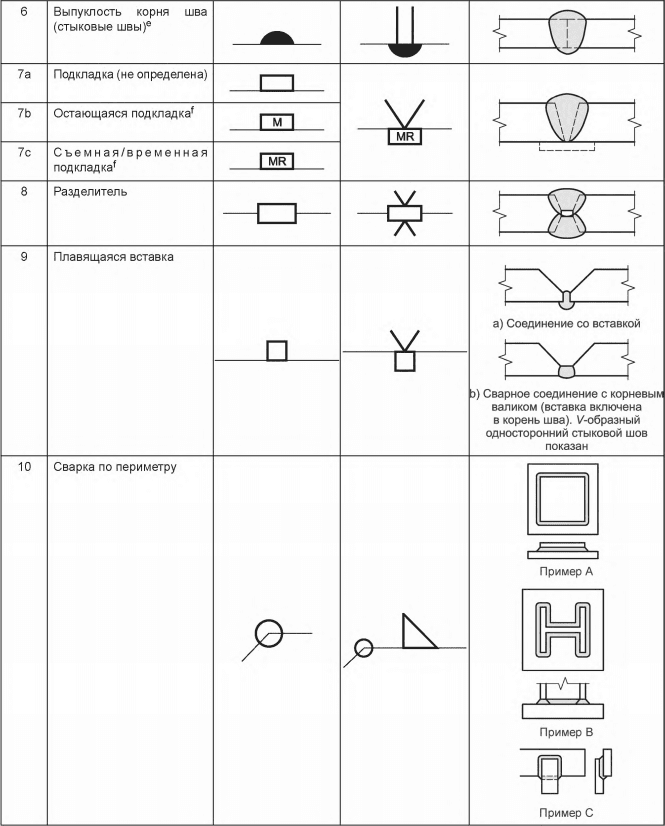 Fillet weld leg
Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D.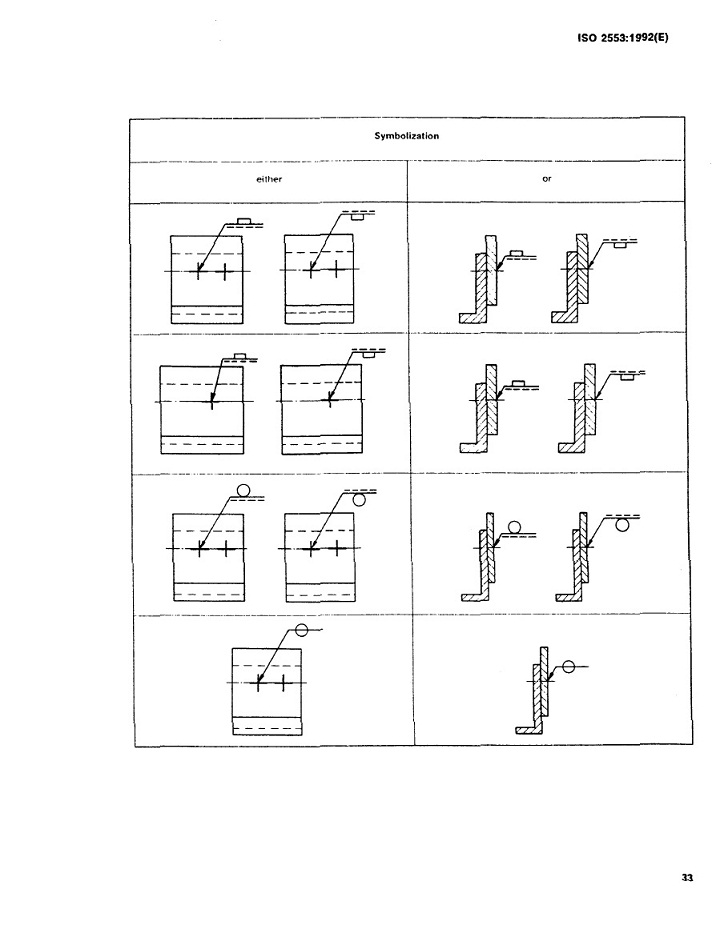 Weiche Zwischenlage
Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D.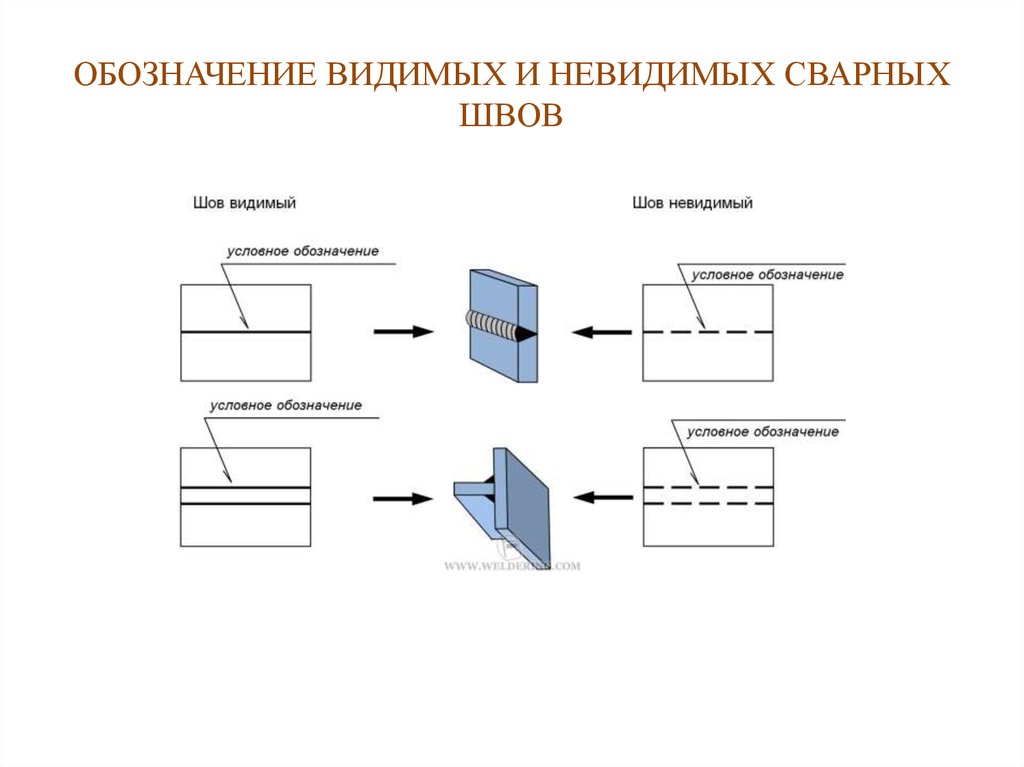 Schweissgang
Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law. ..gosts/gost/851/
..gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами.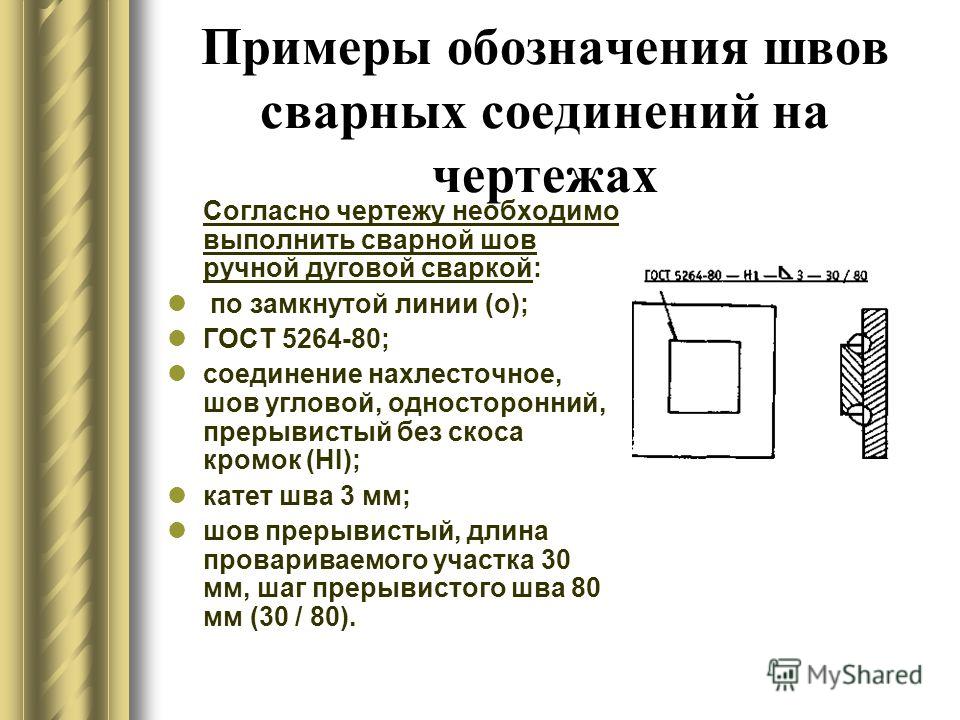 Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Условные обозначения сварных швов на чертежах
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ
[c.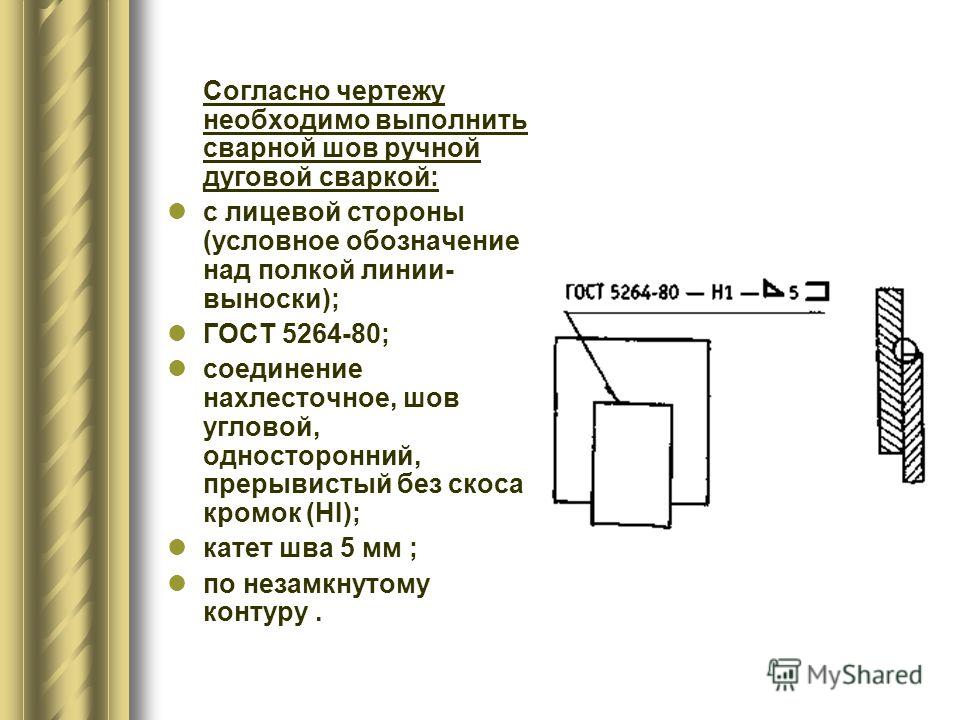 166]
166]
Условные обозначения сварных швов на чертежах [c.167]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Условное обозначение сварных швов на чертежах [c.19]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Обозначение сварных швов на чертежах (приложения 1, 2) выполняется по ГОСТ 2.312—72, который устанавливает единую систему условных изображений и обозначений швов сварных соединений на чертежах, конструкторских и технологических документах для всех отраслей промышленности и строительства.
[c.123]
Существуют различные способы разогревания поверхностей свариваемых деталей при помощи сварки газовой, электроконтактной, электродуговой, термитной, ультразвуковой и др. Наи( лее широкое применение получила электросварка. Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением. сварных швов на чертежах. Чаще всего приходится сваривать листовой матери . В зависимости от взаимного расположения свариваемых листов различают соединения стыковые, угловые, тавровые. [c.217]
Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением сварных швов на чертежах. В зависимости от взаимного расположения свариваемых деталей различают следующие виды сварных соединений стыковые, угловые, тавровые, внахлестку (рис. 340). Швы сварных со-
[c. 248]
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263—58. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним. [c.126]
Условные обозначения сварных соединений. На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах. [c.88]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9.
[c.166]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку. [c.171]
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними. Односторонняя стрелка применяется для выноски условных обозначений сварных швов и их поперечных сечений (ГОСТ 2.312—68). Величина размерных стрелок зависит от толщины линий обводки данного чертежа и должна быть по возможности одинаковой. Стрелки, указывающие направление взгляда прн проекти-
[c.116]
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации. [c.43]
На чертеже и в карте технологического процесса проставляются условные обозначения сварных швов, соединяющих детали узла между собой. Технологический процесс (или кратко техпроцесс) сборки и сварки узла разрабатывается по чертежу на сварное изделие и оформляется в виде карты техпроцесса (технологической карты). В карте техпроцесса приводятся все основные сведения, необходимые для изготовления узла сваркой, а именно 1) последовательность переходов и операций, которая должна соблюдаться рабочим 2) содержание контрольных операций 3) применяемые оборудование, оснастка, и инструмент 4) сварочные материалы 5) положение сварных
[c. 97]
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят над или под полкой линии-выноски, проводимой от изображения шва. Условное обозначение лицевых швов наносят над полкой линии-вы-носки. Условное обозначение лицевых швов наносят над полкой линии-выноски. Условное обозначение оборотных швов наносят под полкой линии-выноски. Это обозначение по ГОСТ 2.312—72 (см. рис. 235) имеет следующую структуру (рис. 236, а) [c.160]
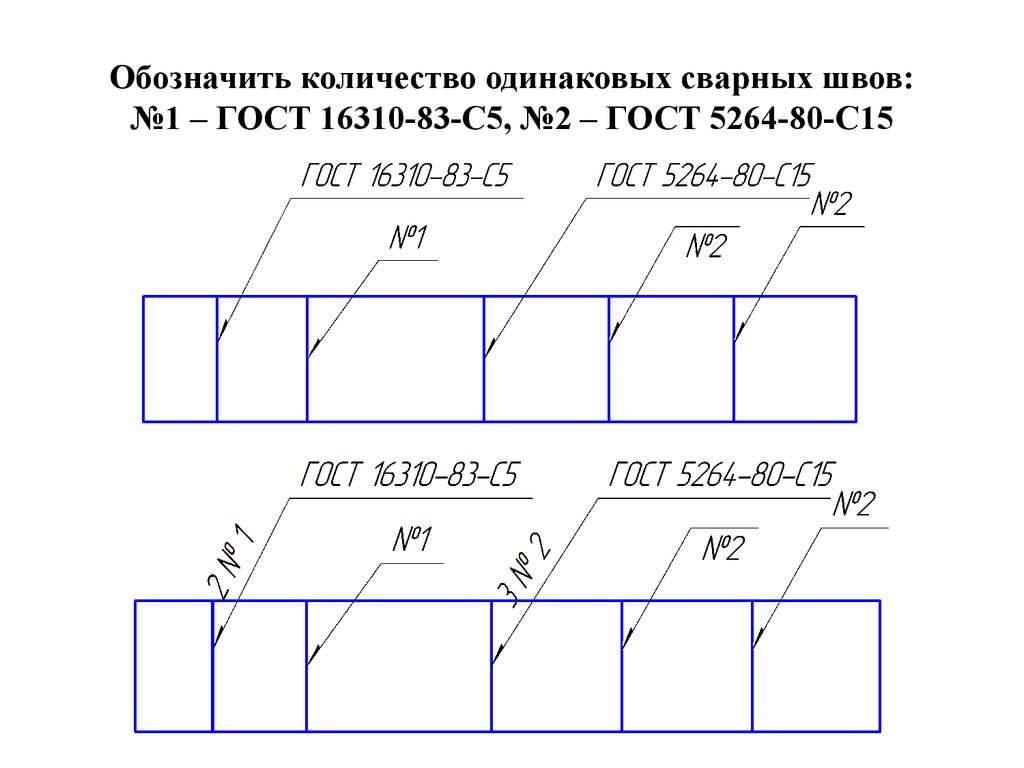
На чертежах сварных соединений часто встречаются одинаковые швы, т. е. швы одного и того же типа с один ковыми размерами конструктивных элементов в поперечном сечении, имеющие одинаковое условное обозначение. В этом случае у одного из изображенных швов проставляют условное обозначение, а от изображений остальных швов проводят линии-выноски с небольшими полками. Всем одинаковым швам присваивается один и тот же номер, который проставляют на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 357, а). На всех остальных одинаковых швах на полке проставляют только номер шва (рис. 357, б). Допускается указывать количество швов, например запись 20 № Ь (рнс. 357, а) говорит о том, что подобных одинаковых швов на чертеже имеется двадцать.
[c.312]
Общепринята следующая последовательность простановки на выносных линиях чертежей условных обозначений характеристик швов сварных соединений [c.48]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
[c.484]
Знаки в основных условных обозначениях швов сварных соединений на чертежах проставляются в следующем порядке. [c.274]
Условные обозначения шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. VI,53). Обозначение шероховатости механически обработанной поверхности шва наносят после условного обозначения шва (см. рис. У1.53), указывают в таблице швов на чертеже или приводят в технических требованиях чертежа. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской.
[c.174]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1.1). Все элементы условного обозначения располагают в указанной последовательности и отделяют один от другого дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П — механизированная дуговая сварка А — автоматическая дуговая У — дуговая в углекислом газе и др. Можно не указывать на полке линии-выноски обозначения стандарта, если все швы в изделии выполняют по одному стандарту. В этом случае следует 2 сделать соответствующее
[c.20]
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312—72. [c.642]
ГОСТ 2.312—72 регламентирует условные изображения и обозначения сварных соединений в технической документации. Независимо от способа сварки видимый шов на чертеже изображают сплошной линией, а невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, если изображен видимый шов, и под полкой, если шов невидимый. Стандартом определены вспомогательные знаки для обозначения сварных швов, наиболее часто используемые из них приведены в табл. 3. В табл. 4 даны примеры условных обозначений стандартных швов сварных соединений. [c.19]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций.
[c.12]
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать. [c.17]
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
[c.414]
Условные изображения и обозначения швов сварных соединений на чертежах изделий всех отраслей промышленности выполняются в соответствии с ЕСКД ГОСТ 2.312—68.
[c. 260]
Условные изображения и обозначения швов сварных соединенпй на чертежах выполняют в соответствии с ГОСТ 2.312—72. [c.60]
Условные изображения и обозначения швов сварных соединений в технической документации регламентированы ГОСТ 2-312—72, а для строительных чертежей—еще и некоторыми положениями ГОСТ 11692—66 (табл. 111.10). Независидмо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый—штриховой. Видимая сварная точка обозначается знаком + , невидп.мая ие указывается. От изображения шва или точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносится над полкой линии-выноски, если изображен шов с лицевой стороны, и под полкой, если шов — с оборотной стороны. ГОСТ 2.312—72 регламентирует отдельные моменты применения различных обозначений, их упрощения и т п. Стандартом определены вспомогательные знаки для обозначения сварных швов, приведенные в табл. 111.11.
[c. 45]
Согласно Единой системе конструкторской документации (ЕСКД) изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2312—72 Изображение швов сварных соединений . Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией, а невидимый — штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой. Характеристики шва проставляют над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 1.13. Далее указаны номера некоторых стандартов на виды и конструктивные элементы швов сварных соединений для различных видов сварки [c.18]
ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений на чертежах изделий вссх отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
[c.179]
Как правильно обозначаются сварные швы согласно ISO 2553:2013 «Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..»
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
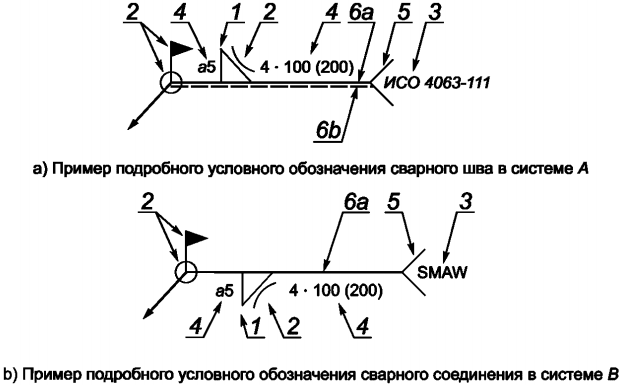
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Типы сварных швов. Обозначение сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Условное обозначение шва сварного соединения
Фиг.39.Формы стрелок и расположение надписей при расположении швов на чертежах
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним.
Таблица 51.Вспомогательные знаки обозначения швов
Основное условное обозначение шва сварного соединения содержит:
1. Буквенное обозначение вида сварки: Э — электродуговая, Г —газовая, Кт—контактная, 3 —сварка в среде защитных газов. Обозначение электродуговой сварки — Э можно не проставлять. В необходимых случаях перед буквенным обозначением вида сварки проставляется буквенное обозначение способа выполнения сварки: ручной — Р, полуавтоматический — П и автоматический — А.
При выполнении всех швов, указанных на чертеже, одним и тем же видом сварки буквенное обозначение вида сварки в обозначении каждого шва не проставляется. В этом случае вид сварки оговаривается в технических требованиях на чертеже или в технических условиях.
2. Условный графический знак типа шва (в соответствии с таблицами 39 и 44).
3. Размер швов в сечении (катеты швов — к и к1).
4. Длину участка шва / (в прерывистом шве) и L (в непрерывном шве).
5. Вспомогательные знаки, характеризующие взаимное расположение участков шва в соответствии с табл. 51.
6. Шаг прерывистого или точечного шва t.
7. Вспомогательные знаки, характеризующие расположение шва в соответствии с табл. 51.
Монтажные швы дополнительно обозначаются буквой М, проставляемой на наклонном участке выноски. Здесь же при необходимости проставляется знак чистоты поверхности обработанных швов.
Обозначение сварочных швов на чертежах – Осварке.Нет
Согласно отечественной документации сварочные швы на чертежах обозначаются цельными линиями — видимые швы, и штрихованными — невидимые. Обозначают сварочные шва ломаной линией, которая состоит из косой части и полочки. Косая часть заканчивается односторонней стрелкой, указывающей положение шва (см. рис. 1).
Описание характеристик шва делается над полочкой, если шов видимый (цельная линия) и, наоборот, под полочкой — если шов невидимый (штриховая линия). У двустороннего шва лицевой считается любая из сторон.
Все части условного обозначения шва указывают в определенной последовательности и отделяются между собой дефисом (кроме вспомогательных знаков). Если для изготовление конструкции с чертежа требуется использовать несколько видов сварки, то используют сокращенные названия:
- Р — ручная дуговая сварка;
- П — полуавтоматическая сварка;
- А — автоматическая сварка;
- У — сварка в среде углекислого газа;
- Г — газовая сварка;
- Аф — автоматическая сварка под флюсом;
- Кс — контактная сварка;
- Ш — электро-шлаковая сварка;
- ИН — сварка неплавящимся электродом в инертном газе.
Если все швы выполняют согласно одному стандарту, в условном обозначении не ставят номер стандарта, но указывают его в примечаниях к чертежу.
Свойства шва на обозначении и их очередность
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Обозначение способа сварки (иногда не указывается).
- Для угловых, тавровых и нахлесточных соединений указывается знак катета шва и его размер в миллиметрах.
- Знак цепного или шахматного шва с обозначением длины свариваемого участка и шага (длины не свариваемого участка).
- Вспомогательные знаки (таблица 1).
- Обозначение шероховатости механически обработанной поверхности.
Когда на чертеже есть швы обозначения которых совпадают, то их помечают одним номером, который ставят на линии полочке, а условное обозначение описывают только на одном из швов. Если стандарт указан в примечании чертежа, то возможно упрощенное буквенно-цифровое обозначение шва, которое указывает на вид соединения и условный номер шва по стандарту.
Для обозначения типа соединения используют буквы: С — стыковое; У — угловое; Т — тавровое; Н— нахлесточное.
Определение объемной шероховатости на 2D-чертеже в Autodesk Inventor
Пользовательская маркировка объемной шероховатости на 2D-чертеже в Autodesk Inventor
В этой статье описывается обходной путь для решения проблемы Autodek Inventor, который поможет многим проектировщикам в 2D-документации своих компонентов. Речь идет о соответствии маркировки шероховатости стандарту PN-EN ISO 1302:2002, в котором сказано, что: «Если на большинстве поверхностей объекта требуется одинаковая геометрическая структура поверхности, рекомендуется наносить маркировку требование к этому геометрическому строению поверхности на чертеже, рядом с чертежом плиты.За этим собирательным графическим обозначением, соответствующим данной геометрической структуре поверхности, следует следующее, написанное в скобках: основное обозначение, без других дополнительных обозначений или особых отступлений относительно требований или требований к геометрической структуре поверхности, данное для обозначения требования, которые отличаются от собирательных требований к поверхности геометрической структуры».
Этот стандарт является обязательным стандартом в Autodesk Inventor, но пользователи ограничены функциональностью самого определения шероховатости, так как в диалоговом окне есть только один вариант ввода значений под одним символом текстуры поверхности.Редактировать такое обозначение в аннотациях (а точнее в тексте строки выноски) также нельзя из-за ограниченного количества вводимых атрибутов.
Однако пригодится опция «Определить/Вставить эскизный символ», т.е. что-то вроде блока, который нужно вручную разработать и сохранить в библиотеке, затем вызвать и ввести соответствующие атрибуты.
В общем случае следует вставить подготовленный таким образом символ в библиотеку, которая будет содержать эскиз этих символов, т.е. маркировку шероховатости и скобки, и значения в виде свойств, введенных по запросу в окне подсказки.
Используемый вариант можно успешно использовать, например, для обозначения сварных швов или других шаблонов часто вводимых заметок. Этот вариант позволит систематизировать работу с чертежами плоской документации.
Следующие шаги показаны в следующем коротком обучающем видео.
Вы заинтересованы в предложении программного обеспечения или услуг, или, возможно, консультациях или обучении?
Свяжитесь с нашим механическим отделом.
Збигнев Алейстер
696-988-660
Збигнев[email protected]
Эвелина Старшевска
503-191-662
[email protected]
Хотите узнать больше?
Я новатор. Внедрение Autodesk Vault — руководство по загрузке
Новые возможности Autodesk Vault 2021
Make Factory Grow — технологический блог
Вебинары по требованию
Цифровой двойник
Возможности для Индустрии 4. 0 в новом десятилетии
Новый Autodesk Inventor 2021
Создание и публикация параметрических деталей в Библиотеке компонентов в Autodesk Inventor
Изменение номера детали в спецификации
Переход от 2D к 3D: что выбрать: Inventor или Fusion 360?
Быстрая параметризация рамной конструкции в Autodesk Inventor с использованием iLogic
Основные операции в Autodesk Inventor на примере модели колеса
Изучите 7 приемов, которые сделают интерфейс Inventor более удобным для пользователя
.
Сварочные маркировки сварных швов — как ими пользоваться и как производить замеры?
Сварка – один из основных способов соединения металлических деталей. Этот процесс требует точного определения параметров. В технических чертежах используются строго определенные названия и графические изображения. Как использовать маркировку сварных швов?
Какая маркировка сварки? Контрактная маркировка сварки должна содержать элементарную маркировку. Для уточнения описания следует использовать дополнительную маркировку, дополнительные маркировки и размеры. Польская промышленность подразделяется на три основные категории сварных швов: стыковые швы, угловые швы и другие, внутри которых имеется ряд подкатегорий.
Соединения характерным образом описаны на чертежах. Их тип определяется по 8 баллам. Часто встречается и усеченный вариант, в котором 4-5 точек.Какая информация содержится в маркировке сварных швов?
1. Элементарный знак
Символы, используемые на технических чертежах, определены в стандарте PN-EN 22553: 1997.
2. Сечение (толщина)
3. Продольный разрез (длина)
4. Дополнительные знаки — это может быть, например, наименование стыка
5. Дополнительные маркировки — например, сделанные на замкнутом контуре
6. Дополнительные метки — например, приварены к колодке
.
7.Размеры кромки (расстояние между элементами, угол наклона и т.д.) 9000 3
8. Символы, показывающие, например, номер сварного шва, инструкции по сварке
РазмерыКак уже упоминалось, знаки, используемые в маркировке сварных швов, определены в стандарте. Это основа для их написания или чтения. Как быть с габаритами? Рекомендуемый способ — использовать профессиональные измерительные инструменты. Шовные калибры идеально подходят для определения точных размеров.Эти устройства отличаются небольшими размерами и простотой использования. Они позволяют получить точную информацию, например, о высоте подступенка, величине смещения, толщине угловых швов, размере подреза и угле скоса листов. В предложении измерительных приборов Matiw вы найдете удобные калибры для сварки.
Как видите, маркировка сварных швов написана согласно схеме. Ключевым моментом при их чтении (или подготовке) является знание стандарта и выполнение соответствующих измерений. Хороший измерительный инструмент – важный элемент точной и комфортной работы. Стоит вооружиться таким решением.
.
Сварка ММА — EWM AG
Общая информация
Сварка ММА
(номер процесса 111) — это один из методов сварки, а точнее метод дуговой сварки плавящимся электродом. ISO 857-1 (издание 1998 г.) объясняет процессы сварки для этой группы с использованием английского перевода следующим образом:
Дуговая сварка плавящимся электродом: Электродуговая сварка отработанным электродом.Дуговая сварка плавящимся электродом без защиты газа: процесс дуговой сварки плавящимся электродом без внешнего защитного газа и ручной дуговой сварки плавящимся электродом: ручная дуговая сварка плавящимся электродом с использованием экранированного электрода.
В Германии последний способ называют ручной дуговой сваркой или, сокращенно, сваркой покрытыми электродами (в просторечии электродной сваркой). В англоязычном регионе этот метод известен как MMA или MMAW (ручная дуговая сварка металлом). Этот метод характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Внешней защиты нет, электрод образует экран от атмосферы. Электрод является носителем дуги и сварочной добавкой. Экран изготовлен из шлака и/или защитного газа, который в т.ч. они защищают проходящую каплю и сварочную ванну от притока атмосферных газов, т.е. кислорода, азота и водорода.
Тип тока
В принципе, для ручной электродуговой сварки можно использовать как постоянный, так и переменный ток, но не все типы электродных оболочек можно сваривать синусоидальным переменным током, напр.не просто основные электроды. При сварке постоянным током большинство типов электродов соединяют отрицательный полюс с электродом, а положительный полюс с заготовкой. Основные электроды также являются исключением. Тогда сварка на положительном полюсе будет проще. То же самое относится и к некоторым целлюлозным электродам. Подробнее об этом можно прочитать в разделе о типах электродов. Электрод – это рабочий инструмент сварщика. Он направляет зажженную на него дугу в сварочный зазор и оплавляет кромки сварного шва, как показано на рисунке 2.Требуются разные значения тока в зависимости от типа сварного шва и толщины основного материала. Поскольку пропускная способность электродов по току ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, определенные в DIN EN 759. По мере увеличения диаметра стержня можно использовать более высокие сварочные токи.
Типы электродов
Стержневые электроды
доступны с различным составом оболочки.Структура экрана определяет характер плавкости электрода, его сварочные свойства и качество металла шва (дополнительную информацию см. в разделе «Выбор электрода для применения». Согласно DIN EN 499, различные типы указанные экраны используются в стержневых электродах для сварки нелегированных сталей.различают основные и смешанные типы.Буквы, используемые в обозначении, произошли от английских терминов: Буква C = целлюлоза, A = кислота, R = рутил и B = основной . В Германии доминирующую роль играет тип рутила. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. В случае электродов с рутиловым покрытием, которые используются для покрытия всех трех толщин, электроды с толстым покрытием маркируются буквами RR для лучшей дифференциации. У легированных и высоколегированных стержневых электродов такого разнообразия типов покрытия не существует. В случае стержневых электродов для сварки нержавеющих сталей, которые определены в DIN EN 1600, различают, например,только рутиловые электроды и основные типы, аналогичные жаропрочным сталям (DIN EN 1599), но и здесь в случае рутиловых электродов выделяют смешанные рутилово-основные типы, без четкого определения состава. Это относится, например, к электродам, имеющим лучшие сварочные свойства в принудительных положениях. Стержневые электроды для сварки высокотвердых сталей (DIN EN 757) доступны только с основным покрытием.
Свойства типа крышки
Состав и толщина покрытия оказывают большое влияние на сварочные свойства. Это касается как стабильности дуги и переноса материала при сварке, так и вязкости окалины и сварочной ванны. Размер капель, проходящих через дугу, имеет особое значение.
На рисунке схематично показан переход капли для четырех основных типов отставания: целлюлозного (а), рутилового (б), кислотного (в), основного (г).
Отставание состоит в основном из органических материалов, которые сгорают в дуге и выделяют газ, покрывающий зону сварки.Так как футеровка содержит лишь небольшое количество материалов, стабилизирующих дугу, в дополнение к целлюлозе и другим органическим веществам, гангрена образуется очень мало. Электроды с целлюлозным покрытием особенно хорошо подходят для сварки сверху вниз, так как не нужно беспокоиться об образовании слоя гангрены перед сварным швом.
Кислотный тип (А), покрытие которого состоит преимущественно из железных и марганцевых руд, обеспечивает атмосферу вокруг дуги большим количеством кислорода.Он поглощается свариваемым материалом и снижает его поверхностное натяжение. Благодаря этому материал проходит в виде мелких капель, а свариваемый материал сильно псевдоожижается. Поэтому этот тип электрода не подходит для сварки в положительном положении. Дуга также очень «горячая» и, допуская высокие скорости сварки, имеет тенденцию к подрезу. Из-за вышеописанных недостатков электродные стержни только с кислотным покрытием в Германии применяются очень редко.
Вместо них чаще используются электроды с рутиловой кислотой (RA)
, представляющие собой смесь кислотных и рутиловых электродов. Электрод также обладает подходящими сварочными свойствами. Покрытие рутилового электрода (R/RR) состоит в основном из диоксида титана в виде минерала рутила (TiO2) или ильментита (TiO2). FeO) или искусственный диоксид титана. Электроды этого типа характеризуются прохождением материала в виде мелких или средних капель, плавным плавлением без разбрызгивания, очень точным определением валиков, легким удалением гангрены и легким повторным возгоранием. Последнее свойство можно наблюдать только в случае рутиловых электродов с высокой долей TiO2 в покрытии. Это означает, что в случае электрода, который уже однажды расплавился, его можно повторно зажечь, не удаляя кратер. Слой гангрены, образовавшийся в кратере, при достаточном содержании TiO2 имеет почти такую же проводимость, как и полупроводник, так что при приближении электрода к краю кратера дуга зажигается, не касаясь элемента с сердечником стержень. Это самопроизвольное повторное возгорание имеет важное значение всякий раз, когда сварочный процесс часто прерывается, например, прив случае коротких сварных швов.
Помимо электродов с чистым рутилом, в этой группе электродов имеется также несколько смешанных типов. Это может быть, например, тип рутил-целлюлозы (RC), в котором часть рутила заменена целлюлозой. Так как при сварке целлюлоза сгорает, образуется меньше окалины. Поэтому этот тип также можно использовать для сварки сверху вниз (положение PG). Тем не менее, он также имеет хорошие свойства в большинстве других предметов.
Другим смешанным типом является тип на основе рутила (RB).Этот тип электрода имеет немного более тонкое покрытие, чем тип RR. Эта особенность, а также особые характеристики гангрены делают их особенно подходящими для сварки вниз-вверх (PF). Основной тип (B) остается. Покрытие этого типа электродов состоит в основном из основных оксидов кальция (CaO) и магния (MgO), к которым добавлен плавиковый шпат (CaF2) для разжижения гангрены. Более высокие уровни флюорита ухудшают свариваемость переменным током. Таким образом, чисто основные электроды не подходят для сварки переменным током с синусоидальной характеристикой, однако существуют также смешанные типы с более низким содержанием плавикового шпата в покрытии, которые можно использовать с этой характеристикой тока.Перенос материала основных электродов происходит в виде капель от среднего до толстого размера, а сварочная ванна плотная. Электрод хорошо сваривается во всех положениях. Однако полученные стежки несколько более выпуклые из-за большей вязкости свариваемого материала и имеют более толстые ребра. Свариваемый материал очень плотный.
Основные покрытия гигроскопичны. Поэтому убедитесь, что они хранятся в чистом и сухом месте. Смоченные электроды следует высушить.Однако свариваемый материал имеет очень низкое содержание водорода, если электроды свариваются всухую. Помимо стержневых электродов с нормальным КПД (160%). более экономичны, чем обычные электроды, однако их применение обычно ограничивается горизонтальным положением ПА или ПБ.
Надлежащая сварка MMA
Сварщик должен иметь высокую квалификацию не только с точки зрения ручных навыков, но и иметь соответствующий опыт, чтобы избежать ошибок. Учебные руководства DVS (Немецкой ассоциации сварщиков) по сварке и связанным с ней процедурам признаны во всем мире, а также были приняты Международной ассоциацией сварщиков (IIW). Перед началом сварки свариваемые детали необходимо соединить прихватками.Прихваточные швы должны быть настолько длинными и толстыми, чтобы элементы не могли чрезмерно деформироваться относительно друг друга во время сварки и чтобы точки прихватки не отрывались.
- Заготовка
- Сварка
- Шлак
- Арка
- Стержневой электрод
- Держатель электрода
- Источник сварочного тока
Зажигание дуги
Сварочный процесс при сварке ММА может быть инициирован контактным зажиганием.Чтобы замкнуть электрическую цепь, сначала замкните накоротко электрод и свариваемый объект, а затем слегка приподнимите электрод, чтобы зажглась дуга. Поэтому процесс воспламенения никогда не должен происходить вне сварного шва, а обычно только в тех точках, которые расплавятся сразу после зажигания дуги. Там, где воспламенение невозможно, существует риск растрескивания из-за внезапного нагрева в случае очень чувствительных материалов. В случае основных электродов с тенденцией к образованию пор в начале сварного шва зажигание должно происходить еще дольше до фактического начала сварки.Затем дуга отводится в начальную точку сварного шва, и по мере продолжения сварки первые капли, в основном пористые, снова плавятся.
Направляющая электрода
Электрод располагается вертикально или немного по диагонали на поверхности листа. Он слегка наклонен в сторону сварки. Видимая длина дуги, т. е. расстояние между краем кратера и поверхностью заготовки, должна примерно соответствовать диаметру стержневого стержня.Основные электроды необходимо приваривать очень короткой дугой (зазор = 0,5 x диаметр стержня). Для этого их необходимо направлять более вертикально, чем рутиловые электроды. Пунктирные стежки сварены в большинстве положений или имеют место небольшое колебание с расширением ширины паза вверх. Маятниковые стежки проводятся только в положении PF по всей ширине паза. Как правило, происходит замыкающая сварка, только в положении ПФ электрод протыкается.
- Сварной зазор
- Стержневой электрод
- Жидкий наплавленный металл
- Жидкий шлак
- Отвержденный шлак
Влияние электромагнитного отклонения дуги
Эффект электромагнитного отклонения дуги представляет собой удлинение дуги в результате ее отклонения от ее центральной линии, при котором слышен шипящий звук. Такое отклонение может привести к нарушению сварного шва. Провар также может быть недостаточным, а при сварке, которая сопровождается гангреной, гангрена может появиться в шве в результате гангрены, предшествующей месту сварки. Отклонение дуги происходит из-за наличия магнитного поля. Как и любой проводник, по которому течет ток, электрод и дуга окружены электромагнитным полем в виде цилиндра, отклоняющегося в зоне дуги в месте перехода к основному материалу.В результате силовые линии электромагнитного поля располагаются более плотно внутри и реже снаружи. Дуга изгибается в сторону более слабого электромагнитного поля. В результате она удлиняется и издает шипящий шум из-за возрастающего напряжения дуги. Таким образом, противоположный полюс обладает дугоотталкивающим эффектом. Изменение магнитной силы связано с тем, что электромагнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому дуга притягивается к большим металлическим массам.Оно проявляется, в том числе, в еще и в том, что при сварке ферромагнитного материала дуга отклоняется внутрь на концах пластины. Отклонению дуги можно противодействовать, расположив электрод под правильным углом. Поскольку отклонение дуги при сварке постоянным током особенно велико, по возможности следует выполнять сварку переменным током, чтобы компенсировать или, по крайней мере, значительно уменьшить этот эффект. Прогиб дуги может быть особенно большим из-за воздействия соседних металлических масс при сварке корневых слоев.Здесь полезно, если переходу магнитного поля способствует выполнение плотных, не слишком коротких прихваточных швов.
Параметр сварки
Во время сварки ММА можно установить только силу тока. Напряжение дуги зависит от длины дуги, поддерживаемой сварщиком. При установке тока учитывайте пропускную способность по току для диаметра используемого электрода. Правило состоит в том, что нижние предельные значения относятся к сварке корневых проходов или позиций PF, а верхние предельные значения относятся к остальным позициям, а также к присадочному или верхнему слою.Скорость наплавки и соответствующая скорость сварки уменьшаются с увеличением силы тока. Проникновение также увеличивается с увеличением тока. Указанные токи действительны только для нелегированных и низколегированных сталей. В случае высоколегированных сталей и материалов на основе никеля следует устанавливать более низкие значения из-за более высокого электрического сопротивления сердечника стержня.
Сила тока в зависимости от диаметра электрода
При расчете отдельных ампер в A необходимо учитывать следующие правила:
20-40 x Ø 90 110
- При диаметре 2,0 мм ток должен составлять от 40 до 80 А
- При диаметре 2,5 мм ток должен составлять от 50 до 100 А
30-50 x Ø 90 110
- При диаметре 3,2 мм сила тока должна составлять от 90 до 150 А
- При диаметре 4,0 мм сила тока должна составлять от 120 до 200 А
- При диаметре 5,0 мм сила тока должна составлять от 180 до 270 А
35-60 x Ø 90 110
- При диаметре 6,0 мм сила тока должна составлять от 220 до 360 А
Для успешной сварки ММА требуется следующее оборудование:
Дополнительную информацию о сварке MMA можно найти в нашем Кодексе сварки.
.Технический чертеж
символов — Страница бесплатной печати и раскраски
Символы Технический рисунок — Бесплатные раскраски для малышей и дошкольников
Есть много разных вариантов Символы Технический рисунок для младенцев и малышей. найти лучшие символы технического рисунка может быть сложно. Я создал эту короткую статью, чтобы помочь мамам, папам, бабушкам и дедушкам принять правильное решение с книжками для рисования для малышей, а также для детского сада.или обсудите 4 основных вида цвета страницы.
Первая сортировка по цвету страницы — это расцветка сайта. Существует несколько различных типов раскрашивания страниц, каждый из которых имеет свой мотив или тему. Вы можете получить детскую публикацию на сайте-раскраске или зарегистрироваться для публикации на сайте-раскраске. Есть также онлайн-купоны членства для страницы раскраски. Все эти страницы предлагают раскраски для младенцев, а также малышей.
Приятные символы Технический рисунок для детей
вторая альтернатива — ColoringPage со стандартными изображениями, а также простыми инструкциями.
Эти технические символы рисования — забавный метод для работы с базовой зрительно-моторной координацией, создания распознавания оттенков и решения проблем. Некоторые из самых выдающихся подростковых книг и веб-записей рисунков: Counting the ABCs, Feast BASE, Shadow Your Globe, Learn Spanish Shadow, Think Pictures, а также Wall Street Squares. Вы также можете купить цветные веб-сайты во многих магазинах или спросить их в Интернете.
Примечание: Технический чертеж символов
Некоторые из наиболее популярных молодежных публикаций, а также символы технического рисования включают в себя: ABC Counting, Party ABCS, Shadow Your Globe, Learn a Shadow, Look at Photos и Squares.Вы также можете получить цвет с веб-сайтов в различных магазинах или спросить их в Интернете.
Лучшие технические символы для рисования — Скачать сейчас!
Допуски в форме направления положения биения и формы обозначенной поверхности или. Вставить несколько включает отключает возможность многократной вставки символа в.
Kateforest Я сделаю минимальный дизайн логотипа для 80 на Fiverr Com Геометрический дизайн логотипа Геометрический логотип Графический дизайн Логотип
На техническом чертеже угловые размеры даны в градусах, минутах и секундах и отмечены символами и соответственно.
Символы Технический чертеж . Технический рисунок Однозначный язык общения технических специалистов различных отраслей Графическая запись конструкции, содержащая необходимую и достаточную информацию 3 правила. Развитие умения читать и рисовать электрические схемы. Универсальный способ письма позволяет понять замысел автора даже с другого конца света.
Технический рисунок Лекция №. Геометрические допуски делятся на 5 основных групп. Решения, которые вы принимаете, будут.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ИСПОЛЬЗУЕМЫЕ В ЭЛЕКТРИЧЕСКОМ ЧЕРТЕЖЕ НА ПРИМЕРЕ БЫТОВОЙ ЭЛЕКТРОУСТАНОВКИ 3 ступень обучения, I класс Образовательные цели. Используя символы геометрических допусков, мы в основном контролируем 3 упомянутых функции. Символ Φ вставляется, когда деталь вращается. Размер 6 длины резьбы правильный, но M8 в этом месте неправильный, он должен быть на месте размера 7.
Ориентация и положение формы. Начиная с собеседования и заканчивая вашей повседневной работой, ваше знание маркировки допусков будет проверяться на каждом этапе.Измерение 2 подвешено в воздухе и измеряет его от некоторого основания.
Я даже осмелюсь сказать, что это гораздо лучший способ общения, чем любой другой язык. Если номинальный размер указан буквой, то символ допуска отделяется от номинального размера горизонтальной чертой б. Вместо этого используйте половинный вид — полусечение.
Технический рисунок — это своего рода язык инженеров. Представление геометрических особенностей детали, исполнительного чертежа или элементов в сборке, сборочном чертеже с помощью прямоугольной проекции или .Маркировка строительно-монтажных устройств 3. 9000 5
Обозначения графические на архитектурно-строительных чертежах Обозначения графические подразделяются на. Этот список содержит аббревиатуры, общие для лексики, используемой людьми, работающими с техническими чертежами при изготовлении и контроле деталей и сборок. Маркировка элементов подвижного оборудования строительных объектов 5. 9000 5
Читает электрические символы, объясняет функции основных компонентов установки. Однозначность непротиворечивости и полноты.Размер стрелки определяет масштаб эталонной стрелки.
Согласно стандарту PN-B-010252004 Строительный чертеж. I степень точности маркировки упрощена в прошлом. Графические обозначения строительных материалов 6. 9000 5
Символ без скобок. Рисунок оправки и втулки от руки Мой блог о слесарном деле httpnaprawatokarekpl Точность II класса точности.
Технический чертеж Обозначения геометрических допусков How — Download Технический чертеж Основные вопросы Techtutor Pl — Download Данная шероховатость, но без определения масштаба Rough Rz Ra — Download.Технический чертеж, размеры Символ Φ ставится при вращении детали Размер 6 длины резьбы правильный, а М8 в этом месте неверный, он должен быть на месте размера 7. Технический чертеж — некоторые практические замечания httpswmw-architekcipl.
Вы используете неправильную толщину линии для обозначения резьбы. Символический допуск используется, когда планируется проверка размеров. Этот термин встречается очень часто и, несомненно, прекрасно отражает действительность.
С другой стороны, характерные размеры продольного сечения сварных швов и сварных швов проставляют после условного знака сварного шва с правой его стороны, в месте, обозначенном цифрой 3.Вы неправильно используете толщину линии для обозначения резьбы. Если есть необходимость указать размерность в другой единице, то ее обозначение следует давать после числа.
Специально для вас, пятый выпуск сериала МИГМАГ ОТ ОСНОВ.Терпение не терпите, скоро сварку начнем, но п. Каждый Инженер должен уметь читать технический чертеж. Измерение 2 подвешено в воздухе и измеряет его от некоторого основания.
24012017 Обозначения на чертежах Приложение № 1 Приложение к дополнению к лекции.После номинального размера дается буквенное обозначение, которое соответствует отклонениям, выбранным для данного размера а) Вставить один сегмент — рисует одно- или многосегментную ссылку.
26 июня 2018 г. Инженерные навыки Артур. Характерные размеры поперечного сечения помещают перед условным знаком сварного шва с его левой стороны в месте, отмеченном цифрой 2. В технических стандартах приведены словари сокращений акронимов и символов, которые можно найти на .
Обозначения для встроенной мебели 4.Это не беспокоит. Стрелка — символ, помещаемый в начальную точку ссылки, например,
.
Дорогие мои уроды. Аббревиатуры и символы технических чертежей используются для передачи и детализации особенностей технического чертежа. Технический рисунок символов геометрических допусков.
Gd T Справочное руководство по символам От Sigmetrix Mechanical Design Engineering Design Machine Engineering Design
Tietgen Kollegiet Как планировать дизайн писем
Gd T Символы Инженерные символы Машиностроение Проектирование Механическое проектирование
Технический чертеж Символы геометрических допусков Как читать Образование
Катафальк Гроб и Скелет Это то, чего вы не видите Глаза Лайка Дидимус Бдение Inclinaverat Chart Line Chart
Электрические вывески Поиск в Google Математика Математика Уравнения Интерьерное вдохновение
Раковина Alveus Niagara 20 Black Бесплатная доставка Планы этажей
1945 Пила для мяса и костей Патентный постер с рисунком от Никрама К Displate Pride Paintings Sale Artwork Fine Art Плакаты
Результаты поиска в Google Graphics для Http Aqua Tek Eu Files Lower Dimension Jpg In 2020 Letters Symbols
Технический чертеж Специальная схема прокладки Art
Символ окна в техническом чертеже Поиск Google Планы этажей Символы Диаграмма
Мембранный клапан Производственный корпус клапана
Мембранный клапан Производственный корпус клапана
Механические символы большого эксцентрика
Технический чертеж Диаграмма крышки
Технический чертеж Специальная схема прокладки Art
Технический чертеж Специальная схема прокладки Art
Эргономика на кухне Искать в Google Электрическая планировка Роскошная кухня Дизайн Электрическая схема
Рулевое управление Тип 180 Стойка из нержавеющей стали Символ мира Символы мира
Теги: ЧертежТехническиеСимволы
.
ZWCAD Механический
- Детали
Новая программа САПР для механиков.
Вот некоторые ключевые особенности ZWCAD Mechanical
Поддержка местных и международных стандартов, включая стандарты ISO, ANSI, DIN, JIS и Великобритании. Инструмент синхронизации стандартов обеспечивает согласованность и актуальность данных.
В рамках этого инструмента вы также можете создавать свои собственные (например, внутренние) наборы стандартов. Синхронизация стандартов между позициями происходит через внутреннюю сеть.
Множество встроенных механических инструментов для создания профессионально выглядящих механических чертежей, таких как набор вспомогательных линий, оси, генератор линий шаблона, символы и маркировка.
Создание набора собственных таблиц и форм с помощью мастера.
Инструменты для проверки размеров на наличие перекрывающихся размеров и для ручного редактирования.
Автоматическое создание спецификации на основе соответствующих обозначений.
База данных механических символов, например, шероховатости, перекосов, сварных швов.
Встроенный инструмент для создания деталей, например валов, шестерен, шестерен.
Создавайте линии сечения, символы направления и подробные виды всего несколькими щелчками мыши.
«Суперредактирование» позволяет легко редактировать или модифицировать все объекты.
Инновационные инструменты, библиотека слов, калькулятор позволяют повысить эффективность и качество работы.
.
| Основные инструменты | ||||
Инструменты рисования (Линия, Ломаная, Дуга, Окружность, Эллипс, Таблица, Штриховка, Облако, Блок…) | ||||
Инструменты модификации (перемещение, копирование, поворот, массив, масштабирование, обрезка, фаска, разделение. | ||||
Слой, блок, группа, печать | ||||
Чертежные стандарты и шаблоны | ||||
Редактировать полилинию | ||||
Слой штриховки | ||||
Отбросить повторяющиеся элементы | ||||
Масштабируемые значки SVG для дисплеев высокой четкости | ||||
Возможность печати тонких (волос) линий | ||||
Предварительный просмотр слоев | ||||
Переопределить базовую точку для блока | ||||
| Инструменты для повышения производительности | ||||
| Набор инструментов с элементами механической конструкции (спецификация, таблица изменений, оборудование, отверстия, символы сварки/поверхности/отделки). ..) | ||||
| Библиотека ресурсов дизайна | ||||
| Серийная печать | ||||
| Сравните чертежи | ||||
| Автоматическое определение размеров | ||||
| Система автоматического определения размеров | ||||
| Автоматическая обрезка выносных линий | ||||
| Маховик на палитре размеров | ||||
| Выберите стрелки, щелкнув правой кнопкой мыши | ||||
| Разделить размер | ||||
| Расчет массовых свойств | ||||
| Команды автозаполнения | ||||
| Методы быстрого ввода | ||||
| Портативный файл | ||||
| Публикация в DWF | ||||
| Темный режим | ||||
| Усовершенствования сплайнов | ||||
| Ассоциативные массивы | ||||
| Импорт файлов PDF | ||||
| Инструменты премиум-класса | ||||
| 3D-инструменты | ||||
| Перекрестные ссылки 2D | ||||
| Инструменты для проверки соответствия | ||||
| Просмотр динамических блоков AutoCAD с полной настройкой | ||||
| Полностью настраиваемое редактирование динамических блоков AutoCAD | ||||
| Автоматизация LISP (AutoLISP, поддержка Visual LISP) | ||||
| Интеграция 3DExperience | ||||
| Интеграция с 3DExperience Marketplace | ||||
| HomeByMe | интеграция||||
| Интеграция 3D Content Central | ||||
| SOLIDWORKS PDM, электрические разъемы | ||||
| Диспетчер комплектов листов | ||||
| Корпоративные опции и поддержка | ||||
| Вариант сетевой лицензии | ||||
| Техническая поддержка | ||||
| Поддержка на форуме сообщества | ||||
| Текущая стоимость годовой подписки | 90 016 $ 199 90 018 499 долларов США** | ** | ||
| ** Пожалуйста, свяжитесь с вашим деловым партнером для получения предложения. От 399 долларов США в год | ||||
.
Шероховатость поверхности — Блог об инструментах
Шероховатость поверхности – это несоответствие или отклонение от профиля, принятого на чертеже. В отличие от волнистости поверхности, шероховатость поверхности измеряется на небольших участках. Он описывается двумя основными параметрами: Ra и Rz.
- Ra — это среднее арифметическое отклонение от средней линии. Это привилегированный параметр в Польше, и мы чаще всего можем найти его на технических чертежах.
Рекомендуемая длина измерительных участков для параметра Ra
| Ra [мкм] | Длина [мм] |
| 0,08 | |
| (0,025; 0,4) | 0,25 |
| (0,4; 3,2) | 0,8 |
| (3.2; 12.5) | 2,5 |
| (12,5; 100) | 8 |
| > 100 | 25 |
2. Rz — это самая высокая высота шероховатости по. измерено 10 лучших профилей. Привилегированный параметр в такой стране, как Германия.
Где:
Rt — общая высота профиля,
Rz1 max — максимальная высота шероховатости — параметр, который используется особенно в вопросах герметичности,
лр — начальная секция,
ln — измерительный участок.
Rz выражается формулой:
Существует зависимость между Ra и Rz, которую можно выразить формулой
Rz≈4 * RaПравило 16%
Это правило указывает, что если менее 16% измеренных значений превышают желаемое значение, поверхность считается соответствующей.Это правило действует при отсутствии максимальной маркировки качества поверхности.
Rm — максимальная высота шероховатости
3. Определение качества поверхности
Для согласования инженерами качества изготавливаемых элементов в технический чертеж вводятся унифицированные знаки, определяющие величину допускаемой шероховатости поверхности и способ обработки.
Обозначение на чертеже, качество поверхности согласно PN-EN ISO 1302: 2004).Все значения даны в мкм (10 90 113 -6 90 114 м)
Где:
— а — шероховатость поверхности,
— б — другие требования к поверхности,
— c — особые требования к поверхности
— д — направление обработки,
— e — припуск на обработку в [мм],
— x — вводится при ограничении места,
— d- символы и направления обработки
| Основной символ | |
| Символ удаления материала | |
| Символ, запрещающий удаление материала | |
| Символ применим ко всем поверхностям |
В зависимости от выбранного нами типа обработки мы можем получить различное качество поверхности.Хорошо знать, какую поверхность мы можем получить в соответствии с высочайшим качеством. индивидуальные методы обработки.
| Класс шероховатости | Ra [мкм] | Rz [мкм] | Тип обработки |
| 1 | 90 019 80 90 024320 | черновая обработка | |
| 2 | 40 | 160 | черновая обработка |
| 3 | 20 | 90 019 80 90 024чистовая обработка | |
| 4 | 10 | 40 | чистовая обработка |
| 5 | 5 | 20 | чистовая обработка |
| 6 | 2,5 | 10 | чистовая обработка |
| 7 | 1,25 | 6,3 | грубое шлифование |
| 8 | 0,63 | 3,2 | тонкое шлифование |
| 9 | 0,32 | 1,6 | отделка |
| 10 | 0,16 | 0,8 | работает в |
| 11 | 0,08 | 0,4 | притирка алмазной пастой |
| 12 | 0,04 | 0,2 | хонингование |
| 13 | 0,02 | 0,1 | полировка |
| 14 | 0,01 | 0,05 | полировка |
4. Измерение шероховатости поверхности
Происходит с помощью специально разработанных портативных или стационарных устройств. Крупнейшим производителем таких устройств является японская компания Mitutoyo.
Это происходит, когда прибор помещается на измеряемую поверхность, измерительный наконечник выдвигается и, медленно продвигаясь внутрь, измеряет амплитуду высоты. Показания отображаются на дисплее устройства.
Последнее изменение шероховатости поверхности
: 14 января 2020 г., автор Tomek
.
СВАРНЫЕ И ПАЯНЫЕ ШВЫ Условное обозначение на чертежах Издание официальное Москва Стандартинформ 2018 Предисловие 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы» 3 Приказом Федерального агентства по техническому регулированию и метрологии от № стандарт ГОСТ Р ИСО 201 введен в действие в качестве национального стандарта Российской Федерации с 4 Настоящий стандарт идентичен международному стандарту ISO 2553:2013 «Сварные и паяные швы. Условные обозначения на чертежах» («Welding and allied processes — Symbolic representation on drawings — Welded joints», IDT). Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 «Сварка и родственные процессы», подкомитетом SC 7. При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации или межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты» (по состоянию на 1 января текущего года), а текст изменений и поправок – в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
4.1 Общие положения 4.2 Основное обозначение сварки 4.3 Системы обозначений сварки 4.4 Элементарные знаки 4.5 Вспомогательные знаки 4.6 Стрелка 4.7 Линия полки и место сварки 4.8 «Хвостовая» часть
5.1 Общие положения 5.2 Размеры поперечных сечений 5.3 Размеры по длине 5.4 Стыковые швы 5.5 Угловые швы 5.6 Пробочные швы в круглых отверстиях 5.7 Пробочные швы в прорезях 5.8 Точечные швы 5.9 Роликовые швы 5.10 Торцевые швы 5.11 Приваренные шпильки 5.12 Наплавленный слой
6.1 Общие положения 6.2 Зазор в вершине разделки 6. 6.4 Радиусы и притупление корня разделки сварного шва. U- и J-образные стыковые соединения 6.5 Глубина разделки кромок 6.6 Угол раскрытия кромок для пробочных и прорезных швов
7.1 Общие положения 7.2 Пример Приложение А (справочное) Примеры использования графического обозначения сварки Приложение В (справочное) Допуски и точки перехода для сварных швов[9] Приложение С (справочное) Альтернативные методы обозначения прерывистых и угловых сварных швов Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации и межгосударственным стандартам Библиография НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ СВАРНЫЕ И ПАЯНЫЕ ШВЫ Условное обозначение на чертежах Welding and allied processes —
Настоящий стандарт устанавливает правила обозначения сварных соединений на технических чертежах. Существуют два способа обозначения на чертежах: указаннием стрелкой стороны шва и обратной стороны. В настоящем стандарте: — разделы, таблицы и рисунки с буквой «A» применимы только к системе условного обозначения, основанной на двойной линии полки; — разделы, таблицы и рисунки с буквой «B» применимы только к системе условного обозначения, основанной на одинарной линии полки; — разделы, таблицы и рисунки, которые не имеют буквы «A» или «B» применимы к обеим системам. Обозначения, показанные в настоящем стандарте, можно комбинировать с другими обозначениями, используемыми на технических чертежах, например, чтобы показать требования к обработке поверхности. Представлен также альтернативный метод условного обозначения, который можно использовать для обозначения сварных соединений на Издание официальное Примечание — Приведенные в настоящем стандарте примеры, включая размеры, являются поясняющими и предназначены для демонстрации правильного применения положений стандарта. Эти примеры не демонстрируют передовой опыт в проектировании и не заменяют требований кодов или технических условий.
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения): ISO 128 (all parts), Technical drawings — General principles of presentation (Технические чертежи. Основные положения (все (части)) ISO 129-1 Technical drawings — Indication of dimensions and tolerances — Part 1: General principles (Технические чертежи. ISO 1302 Geometrical Product Specifications (GPS) — Indication of surface texture in technical product documentation (Технические требования к размерам изделий (GPS). Обозначение шероховатости поверхности в технической документации на изделия) ISO 3098-2 Technical product documentation — Lettering — Part 2: Latin alphabet, numerals and marks (Техническая документация на продукцию. Обозначения. Часть 2. Латинский алфавит, цифры и символы) ISO 4063 Welding and allied processes — Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) ISO/TR 25901:2007 Welding and related processes — Vocabulary (Сварка и родственные процессы. Словарь). В настоящем стандарте применены термины в соответствии с ISO/TR 25901, а также следующие термины и определения: 3.1 условное обозначение сварки (welding symbol): Обозначение, состоящее из линии-выноски со стрелкой и полкой, которое может включать элементарные и вспомогательные знаки, размеры и/или «хвост» полки, применяемые на технических чертежах для указания типа, расположения и подготовки сварного соединения Примечание 1 — См. 3.2 основное условное обозначение сварки (basic welding symbol): Обозначение, состоящее из линии-выноски со стрелкой и полкой, и «хвоста» полки, применяется, когда соединение не определено и для обозначения того, что сварное соединение должно быть выполнено Примечание 1 — См. 4.2. 3.3 стрелка (arrow line): Выносная линия, применяемая для указания соединения, которое должно быть выполнено, обычно вычерчивается под углом 135° к линии полки Примечание — См. 4.6. 3.4 линия полки (reference line): Часть условного обозначения сварки, представляющая линию на которой располагаются элементарные знаки, обычно чертится параллельно нижнему краю чертежа Примечание 1 — См. 4.7. 3.5 «хвост» полки (tail): Элемент в форме «V», добавляемый в конце линии полки Примечание 1 — См 4.8. 3.6 поверхность соединения, указанная стрелкой (arrow side): Поверхность соединения на которую указывает стрелка Примечание 1 — См 4. 3.7 обратная сторона (other side): Поверхность, противоположная поверхности соединения, на которую указывает стрелка Примечание 1 — См 4.7.2.1. 3.8 элементарные знаки (elementary symbol): Знаки, образующие часть условного обозначения сварки и расположенные на линии полки для указания типа сварного шва и подготовки соединения Примечание 1 — См 4.4. 3.9 вспомогательные знаки (supplementary symbol): Знаки, использующиеся совместно с элементарными знаками, для указания дополнительных сведений о соединении Примечание 1 — См 4.5. 3.10 дополнительная информация (complementary information): Информация, не содержащая знаки, относящаяся к выполняемым сварным швам, которая может быть включена в «хвост» условного обозначения сварки Примечание 1 — См 4.8. 3.11 прерывистый сварной шов (intermittent weld): Серия элементов сварного шва, выполненных с интервалом вдоль соединения [ISO/TR 25901:2007] Примечание 1 — См 5. 3.11.1 цепной прерывистый сварной шов (chain intermittent weld): Двусторонний прерывистый сварной шов (обычно угловые швы в Т-образном и нахлесточном соединении), у которого сварные швы расположены один напротив другого по обеим сторонам соединения Примечание 1 — См 5.3.2.2. 3.11.2 шахматный прерывистый сварной шов (staggered intermittent weld): Двусторонний прерывистый сварной шов (обычно угловые швы в Т-образном и нахлесточном соединении), у которого сварные швы чередуются со свободными участками на одной стороне соединения и лежат напротив свободных участков другой стороны соединения Примечание 1 — См 5.3.2.3. 3.12 смещение (offset): Расстояние между началом сварки на одной стороне шахматного прерывистого шва, выполненного с обеих сторон соединения и началом сварки на другой стороне соединения Примечание 1 — См 5.3.2.3, таблицу 3 и таблицу 5, № 2.6. 3.13 подварка (back run): Окончательный проход для наплавки корня шва, получаемого при сварке плавлением 3. 3.15 номинальная длина сварного шва (nominal weld length): Расчетная длина сварного шва 3.15.1 номинальная длина элементов сварного шва (nominal length of weld elements): В прерывистых швах, расчетная длина элементов сварного шва 3.16 номинальная толщина сварного шва, а (nominal throat thickness): Расчетное значение высоты наибольшего равнобедренного треугольника, который можно вписать в сечение углового шва Примечание 1 — Можно использовать другие расчетные толщины, но они должны быть заданы. 3.17 размер катета, z (leg length): Расстояние от фактического или предполагаемого пересечения поверхностей сплавления одной до границы углового шва, измеренное по свариваемой кромке 3.18 глубина провара (penetration depth): Толщина металла сварного шва, исключая выпуклость шва (стыковые швы) 3. 3.20 сварной шов между закругленным и плоским элементами (flare-bevel weld): Стыковой шов между элементом соединения с закругленной поверхностью и элементом с плоской поверхностью Примечание 1 — См. таблицу 5. 3.21 сварной шов между закругленными элементами (flare-V weld): Стыковой шов между двумя элементами соединения с закругленной поверхностью Примечание 1 – См. таблицу 5. 3.22 монтажный шов (field weld): Сварной шов, выполненный вне цеха, обычно на месте монтажа. Линия полки и стрелка являются обязательными элементами. Дополнительные элементы могут быть включены для передачи специальной информации. Условное обозначение сварки рекомендуется располагать на той же стороне соединения, что и шов, т. Толщина линии стрелки, линии полки, элементарных знаков и надписей должна соответствовать ISO 128 и ISO 3098-2. Чтобы не перегружать чертежи, следует давать ссылки в примечаниях к чертежу или в другой проектной документации. Если детали соединения не установлены и единственным требованием является то, что соединение должно быть сварным, применяют основное обозначение, показанное на рисунке 1. В данном случае, для системы A (см. 4.6.1 а) не требуется двойной линии полки, поскольку характеристики сварного шва не указываются. Основное обозначение сварки должно включать стрелку, линию полки и «хвост». 1 – стрелка, 2 — линия полки, 3 — хвостовая часть Примечание — Это обозначение часто используется для обозначения расположения прихваток. Рисунок 1 — Основное обозначение сварки (характеристики соединения и тип не указаны) Настоящий стандарт устанавливает две разные системы, A и B, для обозначения на чертеже поверхности соединения, указанной стрелкой и обратной стороны. Система A основана на двойной линии полки, состоящей из непрерывной линии и пунктирной линии (см. 4.7). Система B основана на одной линии полки (см. 4.7). Разделы, таблицы и рисунки с индексом «A» или «B» применяются только к системе A или системе B соответственно. Разделы, таблицы и рисунки без индекса применимы к обеим системам. Системы A и B не следует смешивать и на чертежах должно быть четко указано, какая система используется, включая единицы измерения в соответствии с ISO 129-1. Примеры полных обозначений сварки, показывающих местоположение элементов, приведены на рисунке A.1. | ||||||
образец исполнительной для соединений расположения швов – Сертификация и обучение на Svarka.guru
При строительстве электростанций, нефтехимических заводов, магистральных газопроводов и других объектов со сварными соединениями трубопроводов стандарты требуют оформления рабочей документации. Это делается для всеохватывающего контроля над качеством работ и над соответствием возведенного объекта проектным требованиям.
Важный инструмент такого контроля — схема сварных стыков. На ней в схематическом виде представлены трубопроводы объекта, оборудование, запорная и регулирующая арматура и соединяющие сварные швы. Рядом с каждым соединением указана относящаяся к нему информация.
Содержание
- 1 Что это такое?
- 2 Оформление
- 3 Подпись
- 4 Сводная таблица
- 5 Правила оформления
- 6 Обозначения стыков на схеме
- 7 Образец формуляра
Что это такое?
Исполнительная схема — неотъемлемый элемент проектной и рабочей документации водопровода, теплоснабжения, транспортных трубопроводов и технологических установок с жидким или газообразными средами. Выполняется вне масштаба и дает лишь общее представление о взаимном расположении сварных швов в пространстве. Чертеж в обязательном порядке привязывается к геодезическим координатам или к объекту с известными координатами.
При формировании документа соблюдают порядок следования швов на том или ином участке трубопровода. Документ является руководством по выполнению сварочных работ, средством планирования и контроля. Он выпускается вместе со сводной таблицей стыков, обобщающей в табличной форме данные о соединениях. Кроме технических параметров швов, приводятся личные данные сварщиков и номер их персонального клейма.
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика или непосредственно от проектанта, если это предусмотрено договором.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Одновременно с составлением схемы готовятся и другие сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного комплекта документов объект не может быть принят в эксплуатацию
Подпись
Схема расположения сварных стыков трубопровода должна быть заверена подписями следующих должностных лиц:
- прораб, непосредственно отвечающий за выполнение сварочных работ на объекте;
- начальник производственно- технического отдела;
- главный инженер;
- сварщики, выполнившие работы, с указанием номера их личного клейма.
[stextbox id=’warning’]Заполненный и заверенный документ должен быть согласован с организацией-проектантом.[/stextbox]
С ней также необходимо согласовывать все встретившиеся в результате контроля отклонения от проектных параметров, таких, как размеры и уклоны. Заверенная запись об отсутствии отклонений либо о согласовании их делается на формуляре. Если отклонений много, возможно согласование их отдельным актом. Тогда на документе приводится ссылка на номер и дату этого документа
Сводная таблица
Документ оформляется по унифицированной форме П27. 4, утвержденной Приказом министерства энергетики № 197. Он должен содержать полный список швов, заваренных на объекте.
Сводная таблица содержит сведения о всех соединениях объекта в форме, удобной для контроля, обобщения и анализа.
Для каждого соединения приводятся следующие данные:
- порядковый номер,
- название узла, к которому он относится;
- сорт стального сплава, из которого изготовлены трубы;
- их диаметр и толщина стенок;
- количество;
- номер, соответствующий обозначению на Схеме.
Если на участке заваривались дополнительные швы, их число и номер приводятся в графе дополнений. Такая таблица позволяет определить общее количество стыков, сгруппировать их по диаметрам, толщинам стенок, необходимости неразрушающего контроля. Это облегчает планирование трудоемкости, потребности в расходных материалах, а также в инструментальном контроле качества соединений.
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
[stextbox id=’info’]Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).[/stextbox]
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
[stextbox id=’alert’]Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ. [/stextbox]
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
Обозначения стыков на схеме
Стыки на схеме обозначаются в соответствии с государственным стандартом ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений», сплошной основной линией.
На выносе делается следующая надпись в виде дроби:
- числитель- номер стыка;
- знаменатель- номер личного клейма сварщика.
Личное клеймо оформляется на каждого сварщика отдельно. В ходе аттестации он заваривает тестовый шов, совпадающий по материалу, диаметру и толщине труб с реальными соединениями на объекте. Такие испытания проводятся в специальных аттестационных центрах, номер личного клейма утверждается приказом по монтажному предприятию.
Образец формуляра
Все формуляры заполняются в соответствии с требованиями стандарта. Ниже приведен сварочный формуляр на трубопровод (образец).
Документ на завершающем этапе формирования. Содержит необходимые данные о стыках, угловой штамп и дополнительную информацию. Над штампом видна сводная таблица.
Схема сварных стыков — важный документ, описывающий взаимное расположение соединений и их важнейшие параметры. Она оформляется на любой объект, имеющий трубопроводы со сварными швами. Схема и оформленная вместе с ней сводная таблица служат средством планирования монтажных работ, учета исполнения и контроля качества.
ресурсов — SnapNrack
Используйте фильтры ниже, чтобы найти необходимые ресурсы
Ресурсы не найдены.
Видео
200 Установка наземного хомута
200 Система наземного монтажа
Видео по установке экрана Array Edge
Ультрарельс UR-40 Рельс
Ультрарельс UR-60 Рельс
RL Универсальная система крепления на крышу
Направляющая для инструмента для резки рельсов
Ультрарельс UR-40 Рельс
Ультра Рейл UR-60 Рельс
RL Универсальная система крепления на крышу
RL Универсальная система крепления на крышу
Комплект крепления к раме SnapNrack MLPE
RL Универсальная система крепления на крышу
Универсальные стратегии управления проводами SnapNrack RL
RL Универсальная система крепления на крышу
Технология SnapNrack SpeedSeal™ для Ultra Rail
Ультрарельс UR-40 Рельс
Ультрарельс UR-60 Рельс
SnapNrack Ultra Rail — Абсолютная ценность в Rooftop Solar
Ультрарельс UR-40 Рельс
Ультра Рейл UR-60 Рельс
Система SnapNrack Ultra Rail — введение и обзор
Ультрарельс UR-40 Рельс
Ультрарельс UR-60 Рельс
Вебинар SnapNrack — Безопасная установка солнечной энергии в условиях Covid 19
Ультрарельс UR-40 Рельс
Ультра Рейл UR-60 Рельс
RL Универсальная система крепления на крышу
Технология SpeedSeal™ с технологией SpeedSeal™ Foot Video
Ультрарельс UR-40 Рельс
Ультра Рейл UR-60 Рельс
ВидеообзорUltra Rail SpeedSeal™ DeckFoot
Ультрарельс UR-40 Рельс
Ультрарельс UR-60 Рельс
Ultra Rail Umbrella Seal Technology Видео
Ультрарельс UR-60 Рельс
Ультрарельс UR-40 Рельс
Руководство по установке универсального концевого зажима
Ультрарельс UR-40 Рельс
Ультрарельс UR-60 Рельс
Патент США на систему крепления Патент (Патент № 8,065,838 выдан 29 ноября, 2011)
ССЫЛКА НА ПРЕДШЕСТВУЮЩУЮ ЗАЯВКУ
Настоящая заявка испрашивает преимущество даты подачи предварительной заявки на патент № 60/700,344 заявителя, поданной 19 июля 2005 г. , и является частичным продолжением заявки. сер. № 11/487,588, поданной 17 июля 2006 г., а теперь патент США № 11/487,588. № 7 549 253.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изобретение относится к непроникающей системе крепления других устройств (например, аксессуаров) и противоснежным тормозным системам для металлических крыш с выступающими металлическими фальцами.
Крепление приспособлений и систем защиты от снега к металлическим крышам всегда создавало проблемы либо из-за способа крепления, либо из-за функции конечного применения. Следующая система преодолевает многие проблемы и может быть установлена в бесконечном разнообразии конфигураций.
Настоящее изобретение обеспечивает способ крепления монтажных блоков особой формы к выступающему металлическому шву без проникновения в указанный шов, обеспечивая при этом адаптируемую форму для ряда различных функций.
В одном аспекте настоящего изобретения используется усовершенствованная система крепления и крепления, которую можно легко установить. В настоящем изобретении используется усовершенствованная система крепления и крепления, с помощью которой можно легко установить непрерывный снежный рельс для защиты от снега над стыком, а также прикрепить нижние элементы или снежные флажки, которые падают между стыками, чтобы предотвратить сползание снега ниже высоты стыка. Эта система устраняет необходимость сверления отверстий и резьбовых отверстий в монтажном блоке, что экономит время и деньги на производство. Монтажный блок сконфигурирован таким образом, что имеется прорезь, которая проходит через монтажный блок для установки над выступающим швом. Эта щель может иметь параллельные стенки или может иметь форму, соответствующую форме определенного шва. Этот блок также будет иметь прорези или линейные углубления по бокам блока в направлениях, перпендикулярных и параллельных прорези для шва. Эти прорези или углубления могут быть любой формы и не ограничиваются конструкциями, показанными на чертежах, при условии, что они проходят по длине блока. Вторая часть сборки представляет собой направляющую, достаточно длинную, чтобы соединить вместе два или более стыковых блоков. Нижняя часть второй детали имеет канавку с обеих сторон, которая совпадет с канавкой в монтажном блоке, что позволяет скользить по монтажному блоку и в то же время выравнивать блоки и прикреплять их к монтажным блокам без застежки. Форма верхнего рельса может иметь приподнятую часть, которая будет действовать как снежный рельс или снежный брус. Эта система исключает болты и отверстия, обычно связанные со сборкой этого типа системы. В другом аспекте изобретения используется паз, в котором рельс крепится к монтажным блокам для установки секций защиты от снега (например, снежных флажков) между выступающими металлическими швами под верхним рельсом. Эти секции можно установить, вставив их между фальцевыми монтажными блоками во время монтажа. Эта конструкция обеспечивает гибкость при проектировании и установке системы противоскольжения, а также позволяет устанавливать рельсы других форм на блоки крепления для различных целей. Этот непрерывный рельс увеличивает прочность системы, закрывает область между швами и легко устанавливается, что дает ему много преимуществ по сравнению с предшествующим уровнем техники.
Согласно одному варианту осуществления настоящее изобретение может быть использовано для крепления солнечных панелей к крыше, содержащей стоячие фальцы или другие элементы.
Кроме того, в соответствии с другим вариантом осуществления настоящего изобретения используется монтажный блок, который включает в себя опорные средства, такие как плоское основание, предназначенное для крепления к поверхности крыши или другой опорной части здания или как.
Специалистам в данной области техники будут очевидны и другие преимущества.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ РИС. 1 представляет собой вид в перспективе монтажного блока, показанного на фальце фальшпола, показывающий ориентацию стыка относительно прорезей или линейных углублений в монтажном блоке аксессуаров.
РИС. 2 представляет собой перспективный чертеж монтажного блока, показывающий монтажные пазы или канавки и отверстия для установочных винтов для крепления к выступающему шву.
РИС. 3 представляет собой перспективный чертеж монтажного блока, показывающий вариант стыкового монтажного паза. Монтажный паз может иметь различную форму для различных профилей фальца крыши.
РИС. 4 представляет собой чертеж верхнего рельса или противоскольжения, который содержит линейные углубления, которые соответствуют форме прорезей монтажного блока и скользят вместе, прикрепляя верхний рельс к двум или более монтажным блокам.
РИС. 5 представляет собой чертеж нижней перекладины или снежного флажка, показывающий проходящую вниз непрерывную часть флажка, которая проходит между выступающими швами и под ними, при установке с фланцами или выступами на верхней поверхности, которые входят в нижнюю часть удерживающих его пазов верхней перекладины. твердо.
РИС. 6 — монтажный блок, снежный флаг и верхний снежный рельс или снежный брус в разобранном виде.
РИС. 7 представляет собой перспективный вид в разобранном виде, показывающий сборку монтажного блока в соответствии с одним аспектом изобретения.
РИС. 8 представляет собой чертеж верхней направляющей согласно другому варианту осуществления изобретения.
РИС. 9 показан нижний рельс с отверстиями.
РИС. 10 — чертеж варианта осуществления монтажного блока с опорными средствами для крепления к поверхности, не имеющей выступающих швов.
ПОДРОБНОЕ ОПИСАНИЕ
Обратимся теперь к фиг. 1 представлен вид в перспективе монтажного блока 1 в установленном положении с прорезью 3 , установленного поверх фальцевого фальца металлической кровли 5 . Как показано на фиг. 6, система состоит из трех основных компонентов: монтажного блока 1 , верхней направляющей 8 и нижней направляющей или снежного флага 9 . Монтажный блок 1 содержит прорези или линейные углубления 6 по длине монтажного блока 1 перпендикулярно выступающему шву 5 и монтажным пазам 3 и 4 .
Монтажные пазы 3 и 4 могут быть выполнены в различных линейных формах, чтобы они подходили и функционировали на различных металлических шовных профилях. Два резьбовых отверстия 10 могут располагаться на одной стороне монтажного блока 1 или напротив друг друга на обеих сторонах монтажного блока 1 9009.4 в зависимости от применения шва. Резьбовые отверстия для крепежа 10 обычно используются с такими крепежными элементами, как установочные винты из нержавеющей стали, и затягиваются с помощью шестигранного или шестигранного крепежного элемента для крепления монтажного блока 1 к выступающему фальцу 5 . Шурупы могут быть встречными, иметь углубления для шурупов, в которые вдавливается шовный материал, или иметь носики любой формы.
РИС. 2 и 3 показаны возможные формы прорези 3 и 4 . Так как существует множество различных форм рельефного фальца, форма паза 3 и 4 будет определяться формой профиля, к которому он будет крепиться. ФИГ. 2 и 3 практически одинаковы во всем, за исключением монтажных пазов 3 и 4 . Отверстия для крепежных винтов 10 и верхний паз для крепления противоскольжения остаются одинаковыми по размеру.
РИС. 4 показан верхний противоскольжение 9009.3 8 с прорезью 7 для крепления над прорезью 6 в монтажном блоке 1 . Верхняя направляющая для снега 8 соединяет два или любое количество монтажных блоков 1 , прикрепленных к любому количеству параллельных приподнятых швов. При установке верхняя часть противоскольжения 8 проходит горизонтально через крышу перпендикулярно выступающим швам.
РИС. 5 представляет собой перспективный чертеж нижней перекладины или снежного флага 9 . Снежный флаг 9 выполняет ряд функций при установке с верхней противоскольжения 8 . Он предназначен для установки ниже и между выступающими фальцами 5 металлической кровли. Многие конструкции предшествующего уровня техники не проходят ниже высоты шва 5 из-за конструкции крепления. Изображенная нижняя направляющая может иметь различные формы и может включать в себя отверстия и резьбовые отверстия и т.п. для крепления других устройств (например, опорного кронштейна для солнечной панели).
Снежный флаг 9 имеет горизонтальную поверхность по всей длине детали, а внешние края 11 имеют одинаковую толщину с каждой стороны. Толщина и размеры снежного флага 9 предназначены для установки в канавку 7 верхнего противоскольжения 8 .
В то время как верхний противоскольжение 8 может быть сплошным, перекрывая таким образом более одного фальца 5 , нижний снежный флаг 9 предназначен для установки в секциях между фальцами 5 , обеспечивая тем самым защиту от снега ниже фальцев 5 . Снежный флаг 9 при установке вместе с верхней противоснежной балкой 8 добавит системе прочности. После установки верхние фланцы 11 противоснежного флага 9 войдут в канавки 7 , расположенные в верхней направляющей 8 . Это закрепит нижний снежный флаг 9 и добавит прочности всей сборке. Это придаст дополнительную прочность верхнему противоскольжению 9. 0093 8 для дополнительной защиты от снега или использования в качестве монтажной пластины для других приспособлений для крыши (например, вывесок, антенн, строительных лесов, солнечных батарей). ИНЖИР. 9 показана нижняя направляющая с отверстиями для крепления других устройств (например, кронштейнов, солнечных панелей).
Как лучше всего видно на РИС. 6, монтажный блок снабжен пазами 6 на его торцевых поверхностях. Пазы 6 образуют Т-образное поперечное сечение над самой верхней частью приемной канавки 3 9009.4 . Кроме того, как видно на фиг. 6, верхняя противоскольжения 8 определяет продольный паз 7 , который имеет С-образное поперечное сечение, которое можно скользить по Т-образному поперечному сечению монтажного блока и верхнему Т-образному поперечному сечению Элемент снежного флага 9 .
Как лучше всего видно на РИС. 7, монтажный блок снабжен пазами 6 на его торцевых поверхностях и пазами 66 на его боковых поверхностях. Пазы 6 и 66 показаны компланарными друг другу и параллельными верхней поверхности монтажного блока. Использование пазов 66 образует Т-образное поперечное сечение над самой верхней частью приемного паза 3 . Кроме того, как показано на фиг. 7, верхняя направляющая 8 определяет продольные канавки 7 , 7 , каждая из которых имеет С-образное поперечное сечение, которое можно скользить по Т-образному поперечному сечению монтажного блока. При желании два смежных монтажных блока на стыке могут образовывать опору для перпендикулярных верхних перекладин. Кроме того, угловые монтажные блоки могут быть выполнены в виде цельной конструкции, имеющей Г-образный вид сверху.
РИС. 8 показана верхняя направляющая 8 с прорезью 7 . Верхняя направляющая 8 может иметь любую форму, если паз 7 соответствует монтажному блоку. Верхняя перекладина 8 может быть установлена перпендикулярно фальцевым выступам или параллельно им. Верхняя направляющая 8 может состоять из одной или нескольких секций, которые собираются для монтажа с использованием сквозных или резьбовых отверстий, выполненных в верхней направляющей. Как показано на фиг. 8, верхняя направляющая 8 может иметь съемное удерживающее средство, прикрепленное болтами к верхнему краю направляющей, которое используется для закрепления края другого устройства, такого как солнечная панель S.
РИС. 10 показана система, в которой монтажный блок имеет опорное основание , 88, для крепления монтажного блока к опорной конструкции, такой как панель крыши. Основание 88 имеет отверстия, позволяющие вбивать крепежные детали (не показаны) в опорную конструкцию. Как показано на фиг. 10, верхняя направляющая может быть снабжена установочным винтом и резьбовым отверстием 12 , чтобы верхняя рейка могла надежно удерживаться на месте на верхней части блока нижним концом установочного винта.
Из вышеприведенного описания и различных вариантов осуществления можно понять, что могут быть сделаны многочисленные изменения или модификации без отклонения от сущности или объема изобретения, как определено следующей формулой изобретения. Хотя некоторые предпочтительные варианты осуществления представлены с целью описания настоящего изобретения, другие виды или отклонения от конкретных вариантов осуществления изобретения должны рассматриваться в рамках объема изобретения.
Металлические кровельные панели — Термическая и влагозащита — Скачать бесплатно чертежи САПР, блоки AutoCad и чертежи САПР
ВсеВсе ▾CADBIMSpecsSpecwizardsКаталогиВидеоСертификация
X
ДЕТАЛИ CAD > Термическая и влагозащита > 07 41 13 — Металлические кровельные панели
Бесплатные архитектурные чертежи и блоки САПР для загрузки в формате dwg или pdf
форматы для использования с AutoCAD и другим программным обеспечением для 2D- и 3D-дизайна.
Загружая и используя любые чертежи ARCAT CAD, вы соглашаетесь с следующее лицензионное соглашение.
LP-12 — Подробное руководство по 3D-изометрии промышленных панелей
скачать: DWG Посмотреть: PDF
LP-12 — Панель лайнера
скачать: DWG Посмотреть: PDF
СЕКЦИИ ПРОГОН IP3 — ОКОНЧАТЕЛЬНЫЙ R1
скачать: DWG Посмотреть: PDF
IP SNAP 3 ПРОФИЛЬ
скачать: DWG Посмотреть: PDF
ВЫСОКИЙ ПРОФИЛЬ
скачать: DWG Посмотреть: PDF
IP ШВ 3 ПРОФИЛЬ
скачать: DWG Посмотреть: PDF
. 5 ГОФРИРОВАННЫЙ
скачать: DWG Посмотреть: PDF
78 Гофрокартон Blue Book
скачать: DWG Посмотреть: PDF
Deep Rib IV Section View Details
скачать: DWG Посмотреть: PDF
Deep Rib 4
скачать: DWG Посмотреть: PDF
Гофрированный профиль 7-8 дюймов
скачать: DWG Посмотреть: PDF
78 Гофрокартон Blue Book 2
скачать: DWG Посмотреть: PDF
Подробное руководство по промышленным панелям 2D-сечения
скачать: DWG Посмотреть: PDF
Подробное руководство по 3D-изометрии промышленных панелей
скачать: DWG Посмотреть: PDF
Decor Flush Подробная информация
Загрузка: DWG Посмотреть: PDF
Заподлицо с декоративной секцией Посмотреть подробности
Загрузить: DWG Посмотреть: PDF
2. 5 SSR ПРОФИЛЬ
скачать: DWG Посмотреть: PDF
2.5 Панель SSR — Подробные страницы с вентилируемым выступом
Загрузка: DWG Посмотреть: PDF
Ребристые профили Hefti
скачать: DWG Посмотреть: PDF
Hefti Rib Final
скачать: DWG Посмотреть: PDF
Профиль Deep Rib II
Скачать: DWG Посмотреть: PDF
Промышленные панели Подробное руководство 3D Isometrics 2
скачать: DWG Посмотреть: PDF
Промышленные панели Подробное руководство 2D Разделы 2
скачать: DWG Посмотреть: PDF
V-образная балка — подробное руководство по промышленным панелям, 2D-разделы
скачать: DWG Посмотреть: PDF
V Beam — Подробное руководство по промышленным панелям 3D Isometrics
скачать: DWG Посмотреть: PDF
V-образный профиль
скачать: DWG Посмотреть: PDF
Ребристый профиль Ultra
скачать: DWG Посмотреть: PDF
Twin Fold
Загрузка: DWG Посмотреть: PDF
Изометрическая деревянная дека Twin Fold
Загрузка: DWG Посмотреть: PDF
Изометрический деревянный настил с тонким швом
скачать: DWG Посмотреть: PDF
Thin Seam STL Deck Isometric
скачать: DWG Посмотреть: PDF
Тонкий шов — 16 дюймов с бусинами карандашом
скачать: DWG Посмотреть: PDF
Thin Seam STL Deck ISO Sections
скачать: DWG Посмотреть: PDF
Тонкий шов — 16 дюймов с теневыми линиями
Загрузка: DWG Посмотреть: PDF
Тонкий фальцевый профиль с рейкой
скачать: DWG Посмотреть: PDF
Тонкий шов
скачать: DWG Посмотреть: PDF
Т-образный профиль
скачать: DWG Посмотреть: PDF
Т-образное ребро
скачать: DWG Посмотреть: PDF
Стойка с N-образным швом
скачать: DWG Посмотреть: PDF
Stand’N Seam STL Палуба изометрическая
скачать: DWG Посмотреть: PDF
Stand’N Seam STL Deck ISO Sections
скачать: DWG Посмотреть: PDF
Snap-On-Seam High Profile
скачать: DWG Посмотреть: PDF
Профиль Snap-On-Seam
скачать: DWG Посмотреть: PDF
Snap-On-Seam с теневыми линиями
скачать: DWG Посмотреть: PDF
Деревянные секции настила Snap-On-Seam
скачать: DWG Посмотреть: PDF
Snap-On-Seam с установкой крышки
скачать: DWG Посмотреть: PDF
Slim Seam 12 дюймов
Загрузка: DWG Посмотреть: PDF
Изометрическая деревянная палуба Slim Seam
Скачать: DWG Посмотреть: PDF
Slim Seam Profile
скачать: DWG Посмотреть: PDF
Power Seam 18 in flat
скачать: DWG Посмотреть: PDF
Power Seam Profile
скачать: DWG Посмотреть: PDF
Power Seam STL Deck ISO Sections
скачать: DWG Посмотреть: PDF
Power Seam STL Палуба изометрическая
скачать: DWG Посмотреть: PDF
Power Seam 18 дюймов с жесткими ребрами жесткости
Загрузка: DWG Посмотреть: PDF
Power Seam Wood Deck Изометрический
Скачать: DWG Посмотреть: PDF
Posi Lock
скачать: DWG Посмотреть: PDF
Софит Posi-Lock
скачать: DWG Посмотреть: PDF
Mighti Rib
скачать: DWG Посмотреть: PDF
Mighti Rib (график крепления WF)
скачать: DWG Посмотреть: PDF
Mighti Rib и Ultra Rib
скачать: DWG Посмотреть: PDF
Mighti Rib PBR (катушка 42,75 дюйма)
Загрузка: DWG Посмотреть: PDF
Mighti Rib I
скачать: DWG Посмотреть: PDF
Mighti RIb (R панель)
скачать: DWG Посмотреть: PDF
LP-25 — Подробное руководство по 3D-изометрии промышленных панелей
скачать: DWG Посмотреть: PDF
LP-25 — Панель лайнера
скачать: DWG Посмотреть: PDF
LP-15 — Подробное руководство по промышленным панелям 3D-изометрия
скачать: DWG Посмотреть: PDF
LP-15 Liner Panel
скачать: DWG Посмотреть: PDF
Детали серии ASL
скачать: DWG Посмотреть: PDF
Подробная информация о серии панелей DL
Загрузить: DWG Посмотреть: PDF
Детали серии NS
скачать: DWG Посмотреть: PDF
Детали серии SSL
скачать: DWG Посмотреть: PDF
© 2022 ARCAT, Inc. Все права защищены.
Условия использования и Политика конфиденциальности применимы к вам.
Подробный подкаст ARCAT
Ресурсы AEC
Об ARCAT
Перечислите свои продукты
Узнать больше
Зарабатывайте больше ставок
Приложения
Подкасты
Об ARCAT
Перечислите свои продукты
Узнать больше
Зарабатывайте больше ставок
© 2021 ARCAT, Inc. Все права защищены.
К вам применимы Условия использования и Политика конфиденциальности.
Металлическая кровельная система со стоячим фальцем 138T и 238T
138T и 238T К преимуществам относятся:
- Простота монтажа
- Возможность замены отдельных панелей
- Водонепроницаемая шовная конструкция
- Цельные панели длиной до 250 футов
- Отсутствие условий круга = улучшенная водонепроницаемость 907:40
- Непревзойденные решения для восстановления
- Восстановление металла по металлу с помощью 238T
- Восстановление металлической черепицы с помощью 138T
Информация о кривых
- Панели 138T можно изогнуть (только ширина 16 дюймов, 18 дюймов)
- Панели 238T можно изогнуть (только для ширины 16 дюймов, 18 дюймов)
- 138T, 238T и многопролетные зажимы изгибаются на месте техническими специалистами McElroy по изгибу
- Минимальный радиус:
138T Steel — радиус 10 футов
138T Квасцы — радиус 10 футов
238T Сталь — радиус 24 фута
238T Квасцы — радиус 14 футов - Многопролетные зажимы — радиус 35 футов
- Максимальная длина зажимов Multi-Span составляет 30 футов
- Плоские панели 138T будут естественным образом изгибаться по радиусу 150 футов или более
- Плоские панели 238T будут естественным образом изгибаться по радиусу 225 футов или более
- Панели 138T/238T могут быть изогнуты для применения с радиусом Convex или Candy Cane
- Оборудование для изготовления панелей в стиле Curving & Candy Cane находится в Хьюстоне, штат Техас, но мобильно для производства на строительной площадке 907:40
Другие изогнутые панели со стоячим фальцем смотрите здесь.
Изогнутые фотографии
Настенные системы 138T и 238T
Нужна настенная панель со скрытым креплением, отличающаяся гибкостью дизайна и привлекательностью на протяжении десятилетий? Мы обеспечим вас нашим профилем 138T и 238T.
При ширине панелей от 16 до 24 дюймов, герметике для швов и нескольких различных условиях сковороды эта система может использоваться для создания потрясающих приложений, таких как отмеченный наградами проект Champions Hall в Университете Арканзаса.
Дополнительные преимущества:
- Система с механическим швом значительно снижает инфильтрацию воздуха
- Симметричная панель позволяет легко заменить панель при необходимости модификации/ремонта здания
Свяжитесь с представителем McElroy для получения дополнительной информации о настенных креплениях 138T и 238T.
Дополнительная информация
Технические характеристики и детали
| 2:12 |
| 1/2:12 1/4:12 рассматривается по предварительному согласованию |
| — 138T должен быть установлен над сплошным настилом — 238T может быть установлен над сплошным настилом или открытой рамой |
| — Панели могут быть изготовлены на заводе или на стройплощадке — Фабричная формовка в Клинтоне, Иллинойс; Пичтри-Сити, Джорджия; Аделанто, Калифорния; Хьюстон, Техас; |
| 138T и 238T представляют собой профили с механическим швом |
| Масляные банки — это естественное явление в металлических панелях, которое не является причиной брака панелей | .
| — Испытание на подъем: UL 580, класс 90; ASTM E 1592 — Класс огнестойкости: UL, класс A — Ударопрочность: UL, класс 4 |
| — Подъем: FM4471 — Инфильтрация воздуха: ASTM E1680 — Инфильтрация воды: ASTM E1646 — Статическая вода: FM 4471 Приложение G, ASTM E2140 — Департамент страхования Техаса: RC-270 — Разрешение штата Флорида: FBC № 16606.1; № 16606.2; № 16606.3 — Сертификат Майами-Дейд: NOA № 20-1215.09 — Сертификат ICC-ES: ESL-1082 — Класс FM: 1-SH |
| Для получения доступных тестовых данных, свойств сечения или таблиц нагрузки посетите наш раздел загрузок. |
| 138T: 1 3/8″ x 12″, 16″, 18″ 238T: 2 3/8″ x 16″, 18″, 24″ 238T: 24″ Панель формируется только на месте |
| — 138T (16 дюймов и 18 дюймов): плоские, полосатые, планка и тонкие ребра, планка, мелкие ребра (рекомендуется планка и тонкие ребра) 138T (12 дюймов): плоские, полосатые, мелкие ребра, планка (рекомендуется доска) — 238T: плоские (только 16 и 18 дюймов), полосатые, планка и тонкие ребра, планки, небольшие ребра (рекомендуется планка и тонкие ребра) |
| Кынар 500 ® (ПВДФ) |
| — стандарт 24 GA Galvalume ® — дополнительно 22 GA Galvalume — дополнительно алюминий . 032 и .040 — дополнительно 16 унций и 20 унций меди (только завод в Хьюстоне) |
Связанные файлы
Технические характеристики
Чертежи CAD
Чертежи PDF
Брошюры
Отделка и гарантии подложки
Металлические панели уход и обслуживание
Weathertight Garranties (Select Standing Seam Panels)
. & Recover Systems
Отчет об утверждении продукта / Разрешения ICC-ES
Технические бюллетени / Разрешения
Технические бюллетени / Строительные номера UL 580
Технические бюллетени / ASTM E1592 Испытания подъема
Технические бюллетени / Таблицы нагрузки на панель со свойствами сечения
Технические бюллетени / Таблицы нагрузки на панель со свойствами сечения
Технические бюллетени / Прочие испытания 907
Технические бюллетени / Разная информация
Получить пакет документов
138T — 12 дюймов
138T — 16 дюймов
138T — 18″
238T — 16″
238T — 18″
238T — 24″
Запрос
Образцы и таблицы цветов
Запрос физических образцов и таблиц цветов. Все товары будут отправлены через UPS Ground, если не указано иное.
Часто задаваемые вопросы
- Металлическая крыша может стать последней покупкой, которую вам когда-либо придется покупать.
В отличие от битумной черепицы, которую необходимо заменять каждые 12-20 лет, металлическая кровля может прослужить до 60 лет при минимальном уходе. Для многих домовладельцев металлическая кровля — это действительно готовое решение, о замене которого им не придется беспокоиться в будущем.
Учить больше
- Металлические крыши притягивают тепло и увеличивают затраты на энергию?
Металлическая кровля на самом деле отражает большую часть солнечного тепла и энергии. В то время как обычная черепица поглощает большую часть солнечного тепла, металлическая кровля может фактически снизить затраты на энергию охлаждения на целых 20%.
Это связано с тем, что покрытие, используемое на современных металлических кровельных панелях, включает в себя специальные пигменты, которые отражают солнечную энергию и выделяют тепло, которое поглощается в течение дня.
- Привлекает ли металлическая кровля удары молнии?
Вероятность удара молнии в металлическую крышу такая же, как и в любую другую крышу, независимо от материала. Однако в случае удара молнии металлическая кровля не воспламенится и не загорится, поскольку она не горючая.
Читать далее
- Металлическая кровля более подвержена повреждению градом?
Совсем нет. Исследования, проведенные Страховым институтом безопасности бизнеса и дома (IBHS), показали, что металлическая кровля с гораздо меньшей вероятностью будет проколота градом, чем обычная битумная черепица, выдерживая даже град размером с мяч для гольфа только с косметическими повреждениями.
- Насколько металлическая кровля выдерживает неблагоприятные погодные условия?
Металлическая кровля неизменно превосходит черепицу, когда речь идет о сопротивлении суровым условиям. Металлические крыши не только устойчивы к огню и граду, но и эффективны против сильных ветров. Многие страховые компании признают долговечность металлической кровли, предлагая скидки на строения с металлической кровлей.
- Что такое крыша четвертого класса?
Крыша класса 4 является ударопрочной и выдерживает воздействие града.
Учить больше
- Как измерить крышу для металлической кровли?
Получите наши лучшие советы и рекомендации о том, как измерить крышу для металлической кровли.
Учить больше
- Являются ли металлические крыши энергоэффективными?
- Металлическая кровля
— это энергоэффективный, экологически чистый кровельный материал, обеспечивающий экономию средств и долгий срок службы.
Учить больше
- Можно ли ходить по металлической крыше? Как?
По металлической крыше безопасно ходить. Получите ответы на самые распространенные вопросы о том, как ходить по металлочерепице.
Учить больше
- Металлические крыши экологичны?
Да! Получите четыре причины, почему они есть.
Учить больше
- Какая подложка лучше всего подходит для металлической кровли?
Пропитанный битумом, рубероид или синтетический материал?
Учить больше
- Можно ли прикрепить солнечные панели к металлической крыше?
Да! Солнечные панели и металлическая кровля — отличное сочетание!
Учить больше
- Что такое масленка металлической кровли?
Масляные банки — это то, что вы видите, когда металлическая панель кажется волнистой или искаженной.
Учить больше
- Можно ли установить металлическую кровлю поверх существующей черепицы?
Да! Установка металлической кровли поверх существующей черепицы часто является отличным способом для владельцев зданий не только получить долговечную высокоэффективную крышу, но и сэкономить на расходах на демонтаж крыши. Однако иногда срыв существующей крыши является необходимым шагом. Пожалуйста, нажмите на ссылку ниже для получения дополнительной информации.
Учить больше
- Как выбрать надежного подрядчика по кровельным работам
- Читать далее
Крепления солнечных модулей для металлических крыш со стоячим фальцем
Как премиальный партнер S-5! ® мы опираемся на более чем 25-летний опыт работы с S-5! ® на 1,9 миллионах крыш по всему миру. Продукты S-5!® используются на многих крышах, например, в обсерватории Gemini и в штаб-квартирах IBM, Apple и НАТО. С-5! ® уже получил более 50 патентов на инновационные технологии.
Его типичная конструкция состоит из зажима для стоячего фальца, уголка, а также монтажной рейки (альтернатива базовой рейки Renusol TS+). Это автоматически настраивается в PV Configurator 3.0, просто попробуйте!
Inquire about a project
KALZIP STANDING SEAM CLAMP TYPE FS
400362
| 38x60x42 mm 0.144 kg Set is pre-assembled Material: Stainless steel | Подходит для: Листовой металл Кровельное покрытие: Стоячий фальц — закругленный фальц Привод: Ширина под ключ 13 |
Click graphic to enlarge
STANDING SEAM CLAMP KL+
400602
| 80x89x46 mm 0. 199 kg Set is pre-assembled Material: Aluminium | Подходит для: Листовой металл Кровельное покрытие: Klip Lok Привод: Размер под ключ 13 |
Нажмите на картинку, чтобы увеличить
RIB-ROOF STANDING SEAM CLAMP 465
400257
| 80x42x62 mm 0.21 kg Set is pre-assembled Material: Aluminium | Подходит для: Листовой металл Кровельное покрытие: Фальцевая сторона R-465 Привод: Ширина между гранями 13 Регулировка по горизонтали: 50,0 мм |
Click graphic to enlarge
RIB-ROOF STANDING SEAM CLAMP 500
400258
| 80x50x72 mm 0. 239 kg Set is pre-assembled Материал: Алюминий | Подходит для: Листовой металл Кровельное покрытие: Фальцевая сторона R-500 Привод: Размер под ключ 13 Регулировка по горизонтали: 50,0 мм |
Нажмите на картинку, чтобы увеличить
S-5! ® STANDING SEAM CLAMP E‑MINI
420254
| 30x25x38 mm 0.065 kg Set is NOT pre-assembled Material: Aluminium | Подходит для: Листовой металл Кровельное покрытие: Двойной фальц Привод: Межквартирная ширина 13 |
Нажмите на картинку, чтобы увеличить
S-5! ® STANDING SEAM CLAMP Z‑MINI
420255
| 45x38x30 mm 0. 151 kg Set is NOT pre-assembled Материал: Алюминий | Подходит для: Листовой металл Кровельное покрытие: Стоячий фальц — закругленный фальц Привод: Ширина под ключ 13 |
Нажмите на картинку, чтобы увеличить
S-5! ® Стоящий зажим для швов S -Mini
420259