Деформационные швы АКВАСТОП тип ДША.Т (НОВИНКА)
Деформационные швы АКВАСТОП тип ДША.Т (НОВИНКА)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Т–0-УГЛ/140
Т–0-УГЛ/140 Т–50, ДША.Т–50–УГЛ, ДША.Т–50–УГЛ.2
Т–50, ДША.Т–50–УГЛ, ДША.Т–50–УГЛ.2 Т–70/055
Т–70/055 Т–85-УГЛ.2/070
Т–85-УГЛ.2/070Сварной шов т1 гост — lestnica-irk.
 ru
ruСкачать сварной шов т1 гост fb2
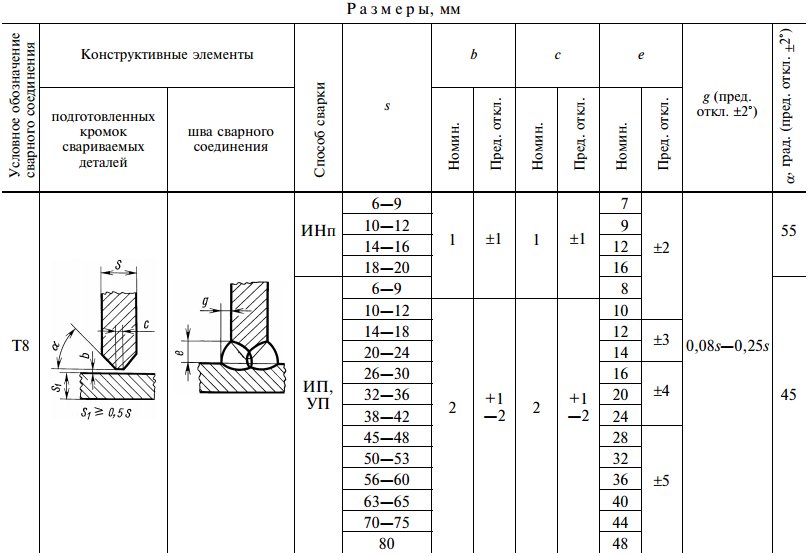
Основные типы, конструктивные элементы и размеры. Main type s, design elements and dimensions. Срок действия с 0 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы и их размеры должны соответствовать указанным в табл.
С двумя симметричными криволинейными скосами одной кромки. Условное обозначение сварного соединения. Условное обозначение сварного элемента.
Условное обозначение свариваемого соединения. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва черт. При разности в толщине свариваемых деталей свыше значений, указанных в табл. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
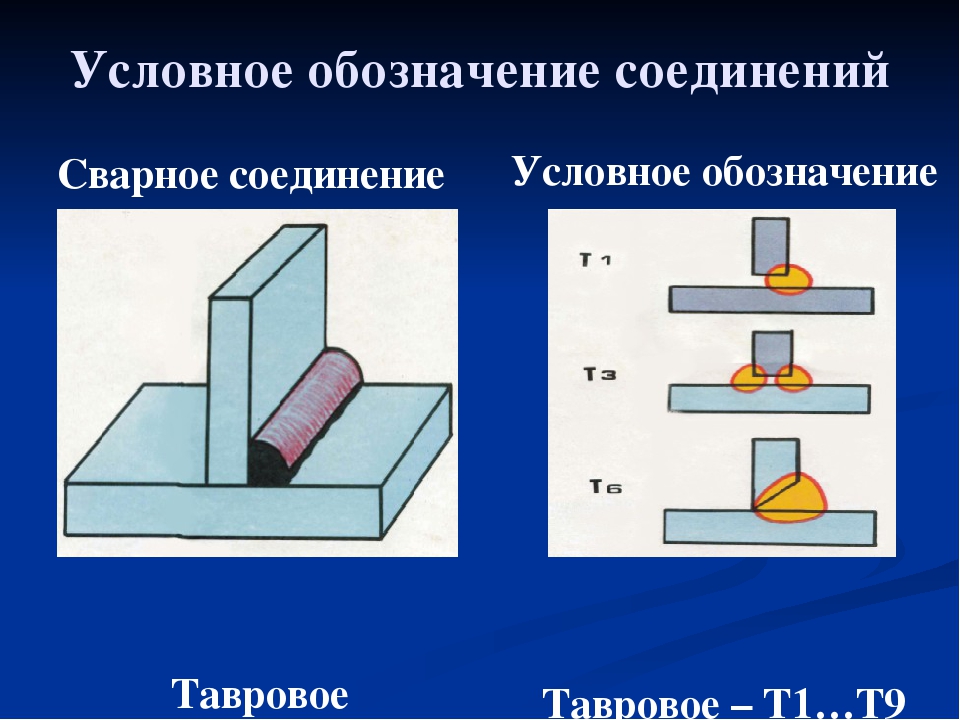
Для каждого конкретного случая создания сварного шва подбирается свой тип соединения, учитывающий необходимые параметры прочности и конструктивные особенности изделия. Тавровое сварное соединение активно используется при создании металлоконструкций, где комплектующие должны соприкасаться под прямым углом.
Площадь такого соприкосновения, как правило, становится не очень большой, поэтому приходится конструктивно усиливать изделия и обваривать соединение с нескольких сторон. Тавровые соединения сварных швов обладают хорошей прочностью, но если на этот участок планируется высокий уровень нагрузки, то следует сделать так, чтобы второй конец детали, отходящей по перпендикуляру от основной части, также был приварен к основе. Это поможет зафиксировать все и избежать деформации.
Это поможет зафиксировать все и избежать деформации.
Похожее:
VARIANT T1 (Вариант Т1) | GreenVillage
Автомат для сварки внахлест горячим воздухом тентовых и баннерных тканей, гомогенных и многослойных гидроизолирующих покрытий. Используется при производстве автомобильных тентов, павильонов, шатров, промышленных завес, рекламных баннерных конструкций, укрывных пленок для строительства и т.д. Цифровое управление. Скорость – до 18 м/мин. Исполнение на шов 20 мм. и 40 мм.
Отличительные особенности:
- Очень высокая скорость сварки до 18,0 м/мин;
- Отличный обзор сварного шва позволяет постоянно контролировать процесс сварки;
- Оригинальное эффективное подъемное устройство для точного позиционирования;
- Прочный и надежный – для профессионального использования;
- Простое управление благодаря концепции “e-Drive” от LEISTER;
- Поворотная рукоятка;
- Возможность переоборудования под ширину шва 20 мм.
Характеристики
Исполнение: шов 40 мм, 230 В. – Артикул № 141.891
| Напряжение, В | 230 |
| Артикул | 141.891 |
| Ширина сварного шва, мм | 40 |
| Мощность, Вт | 3680 |
| Частота, Гц | 50/60 |
| Температура воздуха, oС | 20-620, плавная регулировка |
| Расход воздуха, л/мин | макс. 500, плавная регулировка 40 – 100% 500, плавная регулировка 40 – 100% |
| Скорость сварки, м/мин | 1,5 – 18,0, плавная регулировка |
| Размеры, мм | 420 х 270 х 1900 |
| Вес, кг | 22,0 без кабеля 1,5 м |
| Напряжение, В | 230 |
Исполнение: шов 40 мм, 400 В. – Артикул № 141.893
| Напряжение, В | 400 |
| Артикул | 141.893 |
| Ширина сварного шва, мм | 40 |
| Мощность, Вт | 5700 |
| Частота, Гц | 50/60 |
| Температура воздуха, oС | 20-620, плавная регулировка |
| Расход воздуха, л/мин | макс. 500, плавная регулировка 40 – 100% |
| Скорость сварки, м/мин | 1,5 – 18,0, плавная регулировка |
| Размеры, мм | 420 х 270 х 1900 |
| Вес, кг | 22,0 без кабеля 1,5 м |
| Напряжение, В | 400 |
VARIANT T1 (Вариант Т1) — Афалина ГК
Автомат для сварки внахлест горячим воздухом тентовых и баннерных тканей, гомогенных и многослойных гидроизолирующих покрытий. Используется при производстве автомобильных тентов, павильонов, шатров, промышленных завес, рекламных баннерных конструкций, укрывных пленок для строительства и т.д. Цифровое управление. Скорость — до 18 м/мин. Исполнение на шов 20 мм. и 40 мм.
Отличительные особенности
- Очень высокая скорость сварки до 18,0 м/мин;
- Отличный обзор сварного шва позволяет постоянно контролировать процесс сварки;
- Оригинальное эффективное подъемное устройство для точного позиционирования;
- Прочный и надежный — для профессионального использования;
- Простое управление благодаря концепции «e-Drive» от LEISTER;
- Поворотная рукоятка;
- Возможность переоборудования под ширину шва 20 мм.

Используется
- для квалифицированной сварки внахлестгорячим воздухом тентовой и баннерной ПВХ-ткани при производстве автотентов, павильонов, рекламных баннеров, навесов, бассейнов, надувных судов, укрывных пленок для сельского хозяйства и строительства, промышленных завес и т.д., а также гомогенных и многослойных гидроизолирующих покрытий из ПВХ, ПЭ, ХСПЭ, ПВДФ и ЭСБ.
Исполнение
- шов 40 мм, 230 В. – Артикул № 141.891
- Шов 20 мм, 230 В. – Артикул № 141.892
- Шов 40 мм, 400 В. – Артикул № 141.893
- Шов 20 мм, 400 В. – Артикул № 141.894
Технические характеристики
| Напряжение, В | 230 |
|
Артикул |
141.891 |
| Ширина сварного шва, мм | 40 |
|
Мощность, Вт |
3680 |
|
Частота, Гц |
50/60 |
|
Температура воздуха, oС |
20-620, плавная регулировка |
| Расход воздуха, л/мин | макс. 500, плавная регулировка 40 — 100% |
| Скорость сварки, м/мин | 1,5 — 18,0, плавная регулировка |
|
Размеры, мм |
420 х 270 х 1900 |
|
Вес, кг |
22,0 без кабеля 1,5 м |
Другая информация из этого раздела:
Накладной деформационный шов АКВАСТОП ДША.Т–0/140 (А.Т1–130).
Дилатационное устройство АКВАСТОП ДША.Т–0/140 с компенсатором А.Т1–130 используется для обрамления деформационных швов в конструкциях пола при строительстве торговых комплексов, складских помещений, грузовых площадок, многоярусных парковок и других конструкций с возможной нагрузкой на область деформационного шва 1 МПа.
КУПИТЬ
Описание:
- Рассчитан на восприятие нагрузки от от погрузчиков с пневматическими шинами.
- Выполняет защитные и декоративные функции.
- Простота монтажа, повышенная износостойкость, т.к. используется алюминиевый компенсатор.
- Конструкция препятствует попаданию внутрь шва влаги и грязи, обеспечивает устойчивость к износу и не требует проведения профилактических работ.
КРЕПЕЖ
Анкер для бетона с потайной головой 8х75
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
| Материал | Анодированный алюминий | ||
| Компенсатор | А.Т1–130 | ||
| Сжатие, мм | >•< | 20 | |
| Растяжение, мм | <•> | 20 | |
| Сдвиг поперечный, мм | ⇅ | 20 | |
| Нагрузка, МПа | 1,0 | ||
| Ширина профиля, мм | 310 | ||
| Вес, кг/м.п. | 3,9 | ||
Товар продается кратно 3 м.пог.
T1-11 Фанерный сайдинг ⋆ 🌲 ThePlywood.com
Все дома имеют тот или иной сайдинг. Этот сайдинг может быть кирпичом, камнем или саманом, даже если мы не считаем эти материалы сайдингом. Но чаще всего, когда мы говорим о сайдинге, мы говорим о деревянных изделиях, алюминии или виниле. В последних двух случаях, алюминиевых и виниловых, они часто устанавливаются поверх оригинального сайдинга, когда дом нуждается в косметическом ремонте.
Древесный сайдинг в США восходит к самым первым лесопильным заводам.Еще в 1700-х годах вместо бревен использовали вагонку, деревянные плиты, вырезанные из дерева. Но в начале 1800-х годов вагонка была изобретена заново, что дало нам ту вагонку, которую мы знаем сегодня.
Алюминиевый и виниловый сайдинг были изобретены как недорогая альтернатива вагонному сайдингу; но вагонка не была самым дешевым строительным материалом для покрытия дома. Это обозначение принадлежало сайдингу T1-11 (иногда обозначаемому как T-111), фанерному продукту, который широко использовался в 1960-1980-х годах.
Что такое фанерный сайдинг Т1-11? Стоит использовать для дома или хозяйственной постройки? Этот древесный сайдинг уже не так популярен, как раньше, но все же имеет немало хороших применений. Если вы хотите построить флигель для своего дома и не хотите тратить много денег, вам определенно нужно рассмотреть сайдинг T1-11 как возможный вариант.
T1-11 Основы сайдинга
Вы, наверное, видели, как Т1-11 переходил на второй план в своей жизни; возможно, даже не глядя на это.Этот практичный продукт из дерева был очень популярен в 1960-х, 70-х и 80-х годах, но потерял популярность, когда популярность приобрели алюминиевый, виниловый и композитный сайдинг. К счастью, производители до сих пор выпускают сайдинг Т1-11 хорошего качества. Возможно, это не ваш первый выбор для строительства дома, но он может быть идеальным для отделки сарая, курятника или другой хозяйственной постройки недорогим, но привлекательным способом.
Существует две марки сайдинга из фанеры Т1-11: OSB и фанера из хвойных пород. Версия OSB обычно немного дешевле, чем фанера, но имеет присущий недостаток: OSB обычно не служит так долго, ее легче повредить, и ее нельзя отделать так же, как сайдинг фанеры T1-11.
В первоначальном варианте сайдинг Т1-11 был изготовлен из фанеры хвойных пород. Добавление OSB было сделано в качестве меры по сокращению затрат. Но лучший сайдинг Т1-11 по-прежнему изготавливается из фанеры хвойных пород.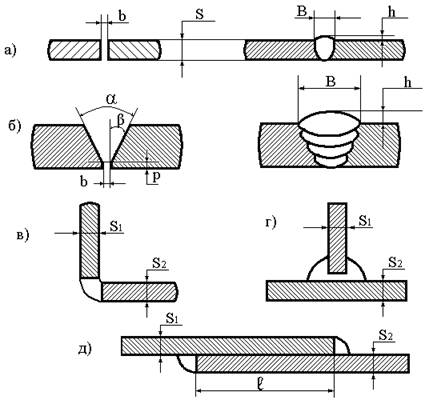 OSB намного более восприимчива к воде и разбуханию листа, особенно по краям. Это связано с большим количеством слоев, включенных в среднюю панель.
OSB намного более восприимчива к воде и разбуханию листа, особенно по краям. Это связано с большим количеством слоев, включенных в среднюю панель.
Лучший Т1-11 — сайдинг из фанеры Т-1-11, обработанной давлением. В процессе обработки под давлением в древесные волокна под давлением впрыскивается канифоль и другие химические вещества, что делает его практически водонепроницаемым.Он дороже, чем другие варианты сайдинга, но прослужит значительно дольше, даже без покраски и окрашивания.
Прочие проекты фанерного сайдинга
Хотя сайдинг Т1-11 является наиболее распространенным фанерным сайдингом, это не единственный вид фанерного сайдинга. Вы также можете найти панели с V-образным пазом и бисером. Хотя они, скорее всего, будут использоваться внутри помещений, особенно панели с бортиком, их можно использовать так же, как панели T1-11.
Одна из конфигураций платы Hardi визуально практически идентична сайдингу T1-11.Несмотря на то, что при изготовлении плит Hardi используются древесные волокна, обычно они не считаются деревянным продуктом. Комбинация цементных волокон с песчаной водой и целлюлозой из дерева делает продукт очень плотным и прочным. Он поставляется предварительно загрунтованным, с инструкциями о том, что финишную окраску необходимо окрасить в течение 180 дней. Однако его нельзя окрасить.
T1-11 Характеристики фанерного сайдинга
Большинство продуктов сайдинга T1-11 выпускается в листах размером 48 × 96 дюймов, хотя можно найти его в листах размером 48 × 120 дюймов.Как и фанера, сайдинг Т1-11 бывает разной толщины. Наиболее распространенная толщина листов сайдинга T1-11 составляет 11/32 дюйма и 19/32 дюйма. Для большинства применений вам нужны только более тонкие версии, поскольку вам не понадобится структурная прочность, которую придает сайдинг ¾ ”.
Канавки в сайдинге T1-11 могут находиться на расстоянии четырех или восьми дюймов друг от друга, в зависимости от фрезерного станка, который его сделал.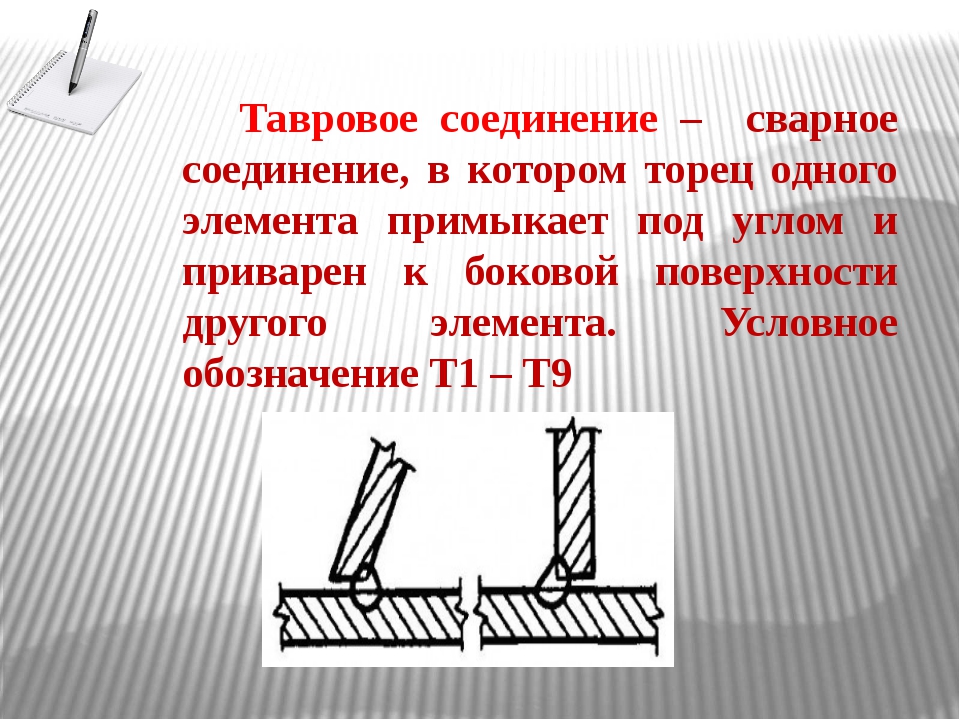 Некоторые компании также предлагают приятный дизайн реверса и реек. Здесь нет структурной разницы; главный фактор — это эстетика, и это решение — дело личных предпочтений.
Некоторые компании также предлагают приятный дизайн реверса и реек. Здесь нет структурной разницы; главный фактор — это эстетика, и это решение — дело личных предпочтений.
В зависимости от производителя и поставщика, вы можете найти сайдинг T1-11 с гладкой отделкой или с грубой, более рустикальной отделкой. Оба типа приемлемы, поскольку шероховатая шероховатая поверхность придает более деревенский и естественный вид.
Сайдинг из фанеры Т1-11 можно окрашивать наружными морилками на масляной основе, а также грунтовать и красить. Выбор за вами. Однако, если вы выберете сайдинг OSB T1-11, вам необходимо загрунтовать и покрасить его непрозрачной отделкой, например краской для наружных работ.Окрашивание не вариант, потому что пряди OSB просвечивают через поверхность.
Как установить T1-11
Прежде чем приступить к установке сайдинга Т1-11, обратите внимание, что этот тип сайдинга никогда не следует устанавливать в контакте с землей. Всегда устанавливайте его достаточно высоко над землей, чтобы стоячая вода не доходила до края. Края панелей обладают высокой впитывающей способностью, и контакт с влагой приведет к разбуханию и / или разделению листов.Когда это происходит, сайдинг T1-11 становится восприимчивым к плесени, а это означает, что его необходимо будет заменить задолго до того, как истечет его ожидаемый срок службы.
Одна тележка, которую вы можете использовать, если вы планируете покрасить сайдинг T1-11, — это заделать края конопаткой перед установкой. Стандартный малярный герметик, втиранный в край пальцем, герметизирует торцевое волокно намного лучше, чем краска, помогая предотвратить впитывание воды. Сделайте это перед началом установки сайдинга, давая время герметизации высохнуть, перед установкой, так что вы можете повторно нанести, если края не полностью загерметизированы.
Все типы сайдинга T1-11 имеют внешние края с кромками шириной 3/8 дюйма на длинных сторонах, предназначенные для перекрытия части, которая была установлена ранее. Это не соединение «шпунт в паз», а соединение внахлест. Панели всегда устанавливаются с пазами, идущими вертикально.
Это не соединение «шпунт в паз», а соединение внахлест. Панели всегда устанавливаются с пазами, идущими вертикально.
При установке края следует расположить над шпилькой и прибить вместе гвоздями, при этом один должен перекрывать другой, а не прибивать отдельно. Секрет кроется в следующем порядке:
- Отрежьте первую деталь, которая должна быть прикреплена к одному концу стены.Если вам нужно обрезать его по ширине, чтобы край попал в центр стойки, отрежьте лишний материал с угловой стороны листа, а не со стороны, которая будет соединяться со следующим листом. Обратите внимание, что этот лист должен быть установлен так, чтобы нижняя сторона нахлеста была стороной соединения.
- Установите первую деталь, прибив ее сначала к углу здания, затем к верхней части, затем к центральным шпилькам и, наконец, к нижней части, оставив соединительную сторону свободной. Дважды проверьте во время работы, чтобы убедиться, что лист ровно и правильно выровнен с прилегающей стойкой.
- Отрежьте следующий кусок (при необходимости) и выровняйте его с первым, перекрывая стык и сначала прибивая эту сторону листа, чтобы он не соскользнул. Затем следуйте той же схеме прибивания гвоздей, что и для первого листа, оставляя соединение внахлестку свободным для крепления следующего листа.
- Продолжайте таким же образом, всегда оставляя соединение внахлестку для прибивания при прикреплении соседнего листа.
- Добавьте угол и любую другую отделку. Обычно наверху добавляют обрезную доску размером 1 x 2 дюйма, где лист стыкуется с потолком или торцом фронтона.
Как всегда, правило — дважды отмерить и один раз отрезать. Если вы сделаете ошибку и удалите один или два гвоздя, вы, скорее всего, повредите сайдинг. Используйте циркулярную пилу, чтобы разрезать сайдинг, чтобы он подходил к окнам и дверям. Оставьте в этих местах расширительный зазор ½ дюйма. Но не волнуйтесь, он будет скрыт отделкой.
В зависимости от строительных норм в вашем регионе и типа проекта, над которым вы работаете, вы можете использовать сайдинг T1-11 отдельно, без какой-либо другой обшивки под ним. Это очень экономичный способ строительства сараев и других хозяйственных построек, но имейте в виду, что ваше здание будет прочнее, если вы будете использовать фанерную обшивку по углам. Как правило, это оболочка размером 1/2 дюйма, а оболочка из пенополистирола используется по всей остальной части конструкции.
Это очень экономичный способ строительства сараев и других хозяйственных построек, но имейте в виду, что ваше здание будет прочнее, если вы будете использовать фанерную обшивку по углам. Как правило, это оболочка размером 1/2 дюйма, а оболочка из пенополистирола используется по всей остальной части конструкции.
Добавление обшивки под сайдинг T1-11 также дает вам возможность покрыть конструкцию оберткой для дома Tyvek или битумной бумагой (рубероидом). Это создает барьер для влаги под сайдингом, так что конструкция будет защищена от дождя, даже если сайдинг будет поврежден.Это можно сделать и без оболочки, прикрепив гидроизоляцию непосредственно к стойкам, но есть большая вероятность того, что со временем он будет поврежден.
T1-11, Carl BengtsonКак и в любом другом проекте, вы захотите применить обрезки пиломатериалов размером 1 x 4 дюйма к углам, на стыке между сайдингом и потолком, а также вокруг любых окон. Вы также можете нанести Z-образную планку на любые верхние стыки, чтобы вода не просачивалась под верхние края ваших листов.
После укладки отделайте сайдинг T1-11 внешней морилкой по вашему выбору или используйте комбинацию грунтовки и краски, которая соответствует вашему бюджету и вкусу.Обязательно хорошо прокрашивайте канавки или морилку, так как там легко пропустить пятна, оставив место для проникновения влаги в древесину. Обратите внимание, что важно время от времени перекрашивать или реставрировать, чтобы защитить древесину от влаги.
Если вы используете сайдинг T1-11, обработанный под давлением, вам нужно подождать, прежде чем красить или окрашивать его. Окрашивание изделий из дерева, подвергнутых обработке под давлением, обычно не рекомендуется, поскольку в конечном итоге покрытие получается неряшливым. Перед покраской вы должны подождать шесть месяцев, чтобы химические вещества в древесине полностью высохли.Если не подождать это время, краска отслоится.
Стоит отметить, что сайдинг Т1-11 довольно прост в установке. Многие гиды рекомендуют нанять профессионала, который сделает это за вас, но, учитывая, что часть привлекательности этого продукта заключается в его недорогой цене, вы можете потратить некоторое время на тщательное планирование своего проекта, а затем самостоятельно повесить сайдинг. Это довольно щадящий продукт — вам просто нужно следить за рекомендациями по перекрытию краев, тщательно измерять и следить за тем, чтобы все ваши линии были прямыми.
Многие гиды рекомендуют нанять профессионала, который сделает это за вас, но, учитывая, что часть привлекательности этого продукта заключается в его недорогой цене, вы можете потратить некоторое время на тщательное планирование своего проекта, а затем самостоятельно повесить сайдинг. Это довольно щадящий продукт — вам просто нужно следить за рекомендациями по перекрытию краев, тщательно измерять и следить за тем, чтобы все ваши линии были прямыми.
Как обслуживать сайдинг T1-11
Существует распространенное заблуждение, что сайдинг T1-11 всегда терпит неудачу… рано или поздно. Это не должно быть правдой. Как и другие продукты лесного хозяйства, T1-11 имеет большое количество TLC. Защитные покрытия имеют большое значение. Как и любой другой деревянный сайдинг, T1-11 требует нового слоя морилки каждые три-пять лет. Не экономьте на отделке и подумайте о том, чтобы нанести новую морилку до того, как дерево начнет выглядеть так, как будто оно изношено.
Если вы покрасили сайдинг T1-11, вы обнаружите, что внешний вид менее естественный, но уход за ним немного более снисходительный.В общем, окрашенный сайдинг T1-11 необходимо обновлять каждые десять-пятнадцать лет или около того, в зависимости от таких факторов, как погодные условия и тип краски, которая использовалась в первоначальном проекте.
Стоит ли сайдинг Т1-11?
Если вы ищете довольно привлекательный продукт, который можно установить самостоятельно по более низкой цене, чем многие другие популярные типы сайдинга, тогда сделайте это. У сайдинга Т1-11 есть плюсы и минусы, как и у любого другого строительного материала. При правильной установке и обслуживании он имеет привлекательный внешний вид и обеспечивает защиту вашего здания от непогоды.
Femme — De Soto Sport
Home › Интегрированные прокладки Femme Femmenin ™ Integrated Pad No Seam Pad, Femme Float 4mm Pad, Femme Float 6mm Pad и Femme 14mm 400-Mile ™ Pad — Эти прокладки растягиваются во всех направлениях и двигаются вместе с вашим телом. Все прокладки обладают антибактериальными свойствами, которые не смываются. Вы могли заметить, что колодки для триатлона и шоссейных велосипедов имеют разную форму.Это сделано для того, чтобы приспособить положение таза с поворотом вперед при использовании велосипеда с более крутым углом наклона сиденья (триатлон) по сравнению с более традиционным положением шоссейного велосипеда. Все наши подушечки сделаны из запатентованной пены, которая всплывает при намокании. Волокно впитывает очень мало влаги, что делает его быстросохнущим. Мы советуем сушить все наши триатлонные и велосипедные шорты в подвешенном состоянии. Все прокладки из пеноматериала созданы по одной и той же технологии, но имеют специальный крой для пола, чтобы обеспечить наилучшую посадку.
Все прокладки обладают антибактериальными свойствами, которые не смываются. Вы могли заметить, что колодки для триатлона и шоссейных велосипедов имеют разную форму.Это сделано для того, чтобы приспособить положение таза с поворотом вперед при использовании велосипеда с более крутым углом наклона сиденья (триатлон) по сравнению с более традиционным положением шоссейного велосипеда. Все наши подушечки сделаны из запатентованной пены, которая всплывает при намокании. Волокно впитывает очень мало влаги, что делает его быстросохнущим. Мы советуем сушить все наши триатлонные и велосипедные шорты в подвешенном состоянии. Все прокладки из пеноматериала созданы по одной и той же технологии, но имеют специальный крой для пола, чтобы обеспечить наилучшую посадку.
- Интегрированная Femmenin ™ Прокладка без шва 4 мм Прокладка
- Femme Float ™ 4 мм Подушечка
- Femme Float ™ 6 мм Подушечка
- Подушечки Femme 14 мм 400-Mile ™
| Высота | Масса | Талия | Сундук | Бедра | |
| X-маленький | <5'6 дюймов / <168 см | 135 фунтов / 61 кг | 56-61 см / 22–24 дюйма | <37 дюймов / <94 см | |
| Малый | 168–173 см / 5’6–5’8 дюймов | 66 кг / 145 фунтов | 61-69 см / 24–27 дюймов | 94-99 см / 37–39 дюймов | <34 дюймов / <86 см |
| Средний | 175–180 см / 5’9 дюймов | 75 кг / 165 фунтов | 69-81 см / 27–32 дюйма | 39–42 дюйма / 99–107 см | 86-96 см / 34-38 дюймов |
| Большой | 6’0 дюймов / 183–188 см | 195 фунтов / 88 кг | 81-89 см / 32–35 дюймов | 107-114 см / 42–45 дюймов | 96-106 см / 38–42 дюйма |
| Очень большой | 6 футов 2 дюйма / 191–196 см | 215 фунтов / 98 кг | 89-104 см / 35–41 дюймов | 114-122 см / 45–48 дюймов | 106-119 см / 42–47 дюймов |
| XX большой | 6’5 дюймов / 197 см + | 235 фунтов / 107 кг | 42 дюйма + / 105 см + | 49 дюймов + / 123 см + | 48 дюймов + / 121 см + |
Таблица размеров выше должна служить общим руководством.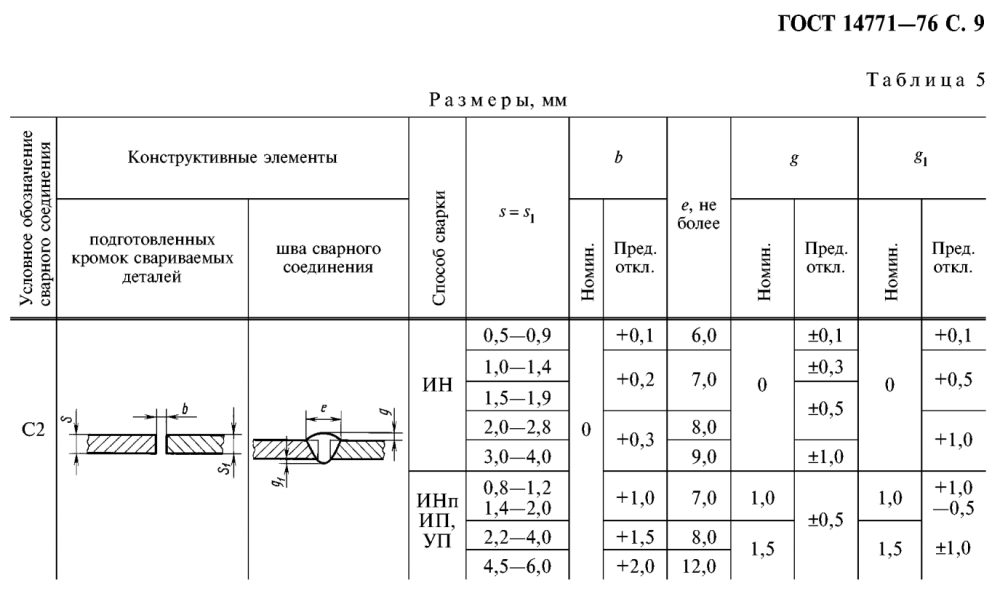 Если вам нужна помощь в определении подходящего размера, отправьте следующую информацию по адресу [email protected].
Если вам нужна помощь в определении подходящего размера, отправьте следующую информацию по адресу [email protected].
ВЕС — Точность помогает нам подобрать для вас более точный размер.
ГРУДЬ — Самая полная часть груди, измеряется как наибольшая часть окружности прямо над грудной мышцей.
ТАЛИЯ — Измерение окружности по линии пупка — это НЕ то же самое, что размер талии ваших брюк.
HIPS — Обхват измеряется в самом широком месте, а НЕ на бедрах, где может идти ремень.Обычно это всего на несколько дюймов ниже тазобедренных костей и вокруг большей части ягодиц.
Если у вас нет рулетки и вам нужно что-то для измерения, используйте ремень или шнур питания смартфона и линейку.
(PDF) Влияние типов стежков на прочность шва для одежды из смесового хлопка и полиэстера
J. of Progress in Engineering and Technology Volume 4 / Issue 2 ISSN: 2348-2931
Результаты из таблицы 3.12 показан анализ эффективности шва
ткани ID F в направлении заполнения.
Комментарии: с помощью одностороннего дисперсионного анализа мы обнаружили, что тип потока
T2 и T3 имеет значение значимости (P-значение :): 0,184 и
0,088, которые больше, чем значение альфа (0,05), таким образом, null
гипотеза принимается.
Для типов резьбы T1 и T4 значение значимости (значение P-
): 0,032 и 0,024, что меньше альфа (.05) значение
, нулевая гипотеза отклоняется.
Решение: нулевая гипотеза принята для нитей Т2 и Т3
, что означает отсутствие существенной разницы между нитками
типов Т2 и Т3 с эффективностью шва класса 400 для ткани
F.
Нулевая гипотеза отклонено для ниток T1 и T4, что означает, что
существует значительная разница между типом нитки T1 и T4
с эффективностью шва класса 400 для ткани F.
ЗАКЛЮЧЕНИЕ
В этом исследовании наблюдался один тип деформации, а именно разрыв линии сшивания
(разрыв швейной нити) как для
,, так и для направления заполнения. В целом, все стежки имеют более высокую прочность шва
В целом, все стежки имеют более высокую прочность шва
и эффективность шва в направлении основы по сравнению с
в направлении заполнения. Среди четырех типов швейных ниток ниже
наблюдаются результаты:
1) Нить Т4 показывает лучшую прочность шва и эффективность шва для
все четыре типа стежков, которые сделаны из нити
, обернутой полиэстером, с нитью сердцевины из полиэфирной нити.
2) Нитки T3 имеют низкую прочность и эффективность шва для четырех типов стежков
, которые сделаны из 100% хлопка.
4) Нити T1 показывают среднюю прочность и эффективность шва для
Все четыре типа стежка для трех тканей, которые сделаны из 100% полиэстера
.
Среди двух классов швов наблюдаются ниже находки.
1) Тип стежка 301 показывает лучшую прочность и эффективность по сравнению с стежком
и стежком 304 типа для смесовой ткани ПК.
2) Тип стежка 401 показывает лучшую прочность и эффективность по сравнению с типом стежка
и стежком 406 для смесовой ткани ПК.
Статистический анализ подтвердил существенное влияние типов стежков
на прочность шва на значительном уровне для одежды из смесовой поликарбоната
. Он различается для разных типов ниток и разных классов стежков
. Результатом данного исследования являются следующие
основных заключения. Прочность и эффективность шва могут зависеть от типа нити
и типов стежка для различных хлопчатобумажных и смесовых тканей из хлопка
.Это очевидно в данном исследовании, где
выполняла нить, обернутую полиэфиром, с нитью из полиэфирной нити
с сердечником. Примечательно, что прочность и эффективность
, полученная с помощью нити, обернутой полиэстером с нитью из полиэфирной нити
, может быть лучшей производительностью швов при использовании в шитье
с определенной плотностью стежка в одежде. В этом исследовании
также оценивается поведение швов в различных стежках и
ниток смесовой ткани из полиэстера и хлопка. Ранее в
Ранее в
во многих ссылках говорилось, что типы стежков, тип ткани и тип нити
влияют на качество швов одежды. Подводя итог
, он предоставил информацию о том, что различные типы резьбы на рынке
дают разные характеристики шва. Наконец, это исследование
представляет собой документ о взаимосвязи типов стежков и типов ниток
на общую производительность швов в одежде.
ССЫЛКИ
1.Стампер А.А., Шарп С.Х. и Доннелл Л.Б. (1986).
Оценка качества одежды. Нью-Йорк: Фэирчайлд.
2. Бхарани М., Р.В. MahendraGowda
«Определение прочности и проскальзывания швов
ткани из смесового поликарбоната с гладкотканой структурой и отделкой
», автор:. Исследовательский журнал последних наук, Vol.
1 (12), 7-14 декабря (2012 г.) International Science
Congress Association.
3.Сузайни Абдул Гани и Хью Гонг, (2010), «Качество пласта
: экспериментальные и модельные работы с использованием методологии структурных уравнений
», Научные исследования
Journal, Vol. 7, № 1: 13-36. (ISSN1675-7009).
4. Доркин, C.M.C. and Chamberlain, N.H. 1966. Шов
сморщивает причину и предотвращение. Институт одежды
Технологический отчет (№ 10): стр.1-37.
5. Доши, Г. (2006). Необходимы для повышения прочности шва.
из http://ezinearticle.com/?Essentials-for-Enhanced-
прочность шва & id = 349820
6. Мухопадхьяй А., Сикка М. и Кармакер А. К.
(2004). Влияние стирки на растяжение шва
свойства костюмной ткани (Электронная версия
). International Journal of Clothing Science and
Technology, 16, 394-403.
7. Йонайтене В. и Станис С. (2005). Анализ характеристик прочности шва
для текстовых швейных ниток PES-PTFE air-jet-
(Электронная версия).
International Journal of Clothing Science и
Technology, 17, 264-271
8. Карр, Х. и Латам, Б. 2000.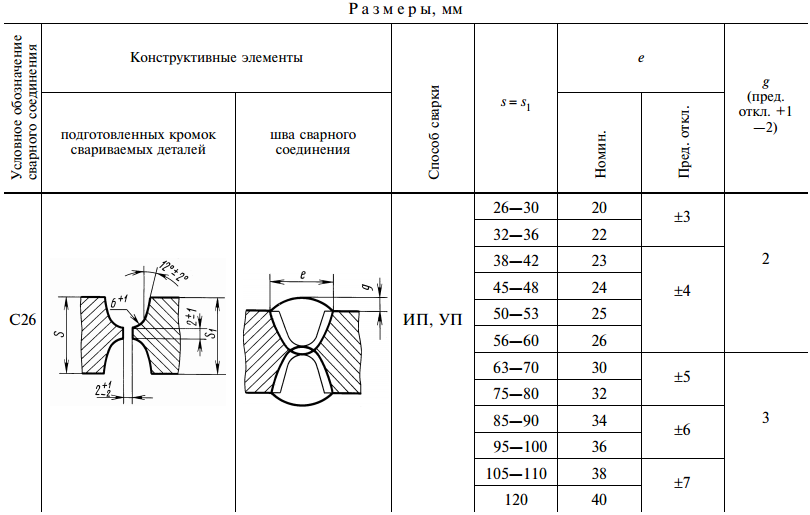 Technology of Clothing
Technology of Clothing
Manufacture, Blackwell Science.
9. Danquah, 2010 «Влияние типа нити, плотности стежка
и стирки на качество шва гананской настоящей ткани
с воском и хлопком»
(http://ir.ucc.edu.gh/dspace / bitstream / 123456789/1217/
1 / DANQUAH% 202010.pdf), 2010.
10. Германова-Крастева, Д., и Петров, Х. (2007).
Исследование качества шва при пошиве легких тканей
(Электронная версия). International Journal of
Clothing Science and Technology, 20, 57-64.
11. Грибаа С., Амар С.Б. и Догуи А. (2006). Влияние параметров шитья
на характеристики растяжения ткани
в сборе (электронная версия). Международный журнал
Наука и технологии в области одежды, 18, 235-246.
Образец цитирования: Md. Mazedul Islam et al. (2016). Влияние типов стежков на прочность шва для одежды из смесового хлопка и полиэстера
. J. по развитию техники и технологий, V4I2. DOI: 10.15297 / JAET.V4I2.02.
Авторские права: © 2016 Мазедул Ислам. Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons
Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе, при условии, что оригинальный автор и исходный код
указаны
T1 — Официальный интернет-магазин SERAC®
ВНУТРЕННИЙ ПАСПОРТНЫЙ КАРМАН НА МОЛНИИ YKK®
АРТИКУЛИРОВАННОЕ И КОНУСНОЕ ОРУЖИЕ
КОНСТРУКЦИЯ
DEM ™, РАЗРАБОТАННАЯ ДЛЯ ПОВЫШЕНИЯ МОБИЛЬНОСТИ
ИЗОЛЯЦИЯ ИЗ ЗОЛОТОЙ СМЕСИ Primaloft®
BRITISH MILLERAIN 3L Вощеный хлопок.
 СТИРАЕМЫЙ, ВЕТРОВОЙ И ВОДОНЕПРОНИЦАЕМЫЙ
СТИРАЕМЫЙ, ВЕТРОВОЙ И ВОДОНЕПРОНИЦАЕМЫЙICS ™ | СМЕННАЯ СИСТЕМА ОШЕЙНИКА
CF 2-СТОРОННЯЯ МОЛНИЯ YKK METALLUX
РЕГУЛИРОВКА НИЖНЕЙ РУКАВА YKK® МОЛНИИ
Нижний карман
КАРМАНЫ ДЛЯ РУК С УНИКАЛЬНЫМ ЗАКРЫТИЕМ И УНИКАЛЬНЫМ ДИЗАЙНОМ
Полностью проклеенные швы
Уникальный идентификационный номер
Внутренний штормовой клапан на кнопках
Внутренний карман для IPAD на кнопке
БОЛЬШОЙ НАРЯДНЫЙ БЛОК В БОКОВОМ ШВАЕ С ЗАКРЫТИЕМ МОЛНИИ YKK®
T1-11 Сайдинг | Фанерный сайдинг
Сайдинг T1-11 — это материал для сайдинга из дерева или древесины, который достиг пика популярности в 60-х, 70-х и начале 80-х годов, когда в моде был более естественный вид с древесной текстурой.Его широкое использование сократилось, поскольку рынок захватили другие сайдинговые материалы, в том числе сталь, алюминий, композит и виниловый сайдинг. Однако он все еще производится, и если вы ищете более натуральный продукт, T1-11 может быть именно тем, что вы искали.
Фанера против OSB
СайдингT1-11 бывает двух основных сортов: фанера и OSB (или ориентированная подставка). Продукт из фанеры немного дороже, но намного превосходит разновидность OSB из-за большей прочности и расширенных возможностей отделки.Фанеру Т1-11, также известную как фанерный сайдинг, можно окрасить, если вы хотите, чтобы она выглядела как натуральное дерево, или же ее можно загрунтовать и покрасить. Кроме того, фанерный сайдинг можно приобрести в шлифованном или грубо обтесанном виде, хотя выбор между этими двумя поверхностями является чисто эстетическим выбором.
Производительность
По функциональности ни один из них не лучше другого. Продукты OSB, с другой стороны, сделаны из древесных хлопьев, прядей и обработаны водой связующей смолой, а затем скреплены вместе с помощью давления и тепла.Хотя этот продукт является относительно прочным, недорогим и широко используется в жилищном строительстве — производство сайдинга OSB доминировало на рынке T1-11 с момента его появления в конце 1970-х годов, — он уступает своим фанерным аналогам. Это в первую очередь связано с тем, что из-за производственного процесса OSB со временем подвержены повреждению водой, вызывая расширение, гниение и общий износ.
Персонализация
Еще одним недостатком OSB T1-11 является то, что этот сайдинг не испачкается.Его необходимо загрунтовать и покрасить, что устраняет одну из основных причин, по которой домовладельцы выбирают именно этот сайдинг. Это не означает, что вам следует автоматически избегать разновидностей OSB, поскольку это, безусловно, проверенное и экономичное решение для сайдинга. Однако, по сравнению с его кузеном из фанеры, можно с уверенностью сказать, что вы получаете то, за что платите.
Общее техобслуживание и уход
Как и в случае с любым деревянным сайдингом, уловка для поддержания сайдинга T1-11 в хорошем состоянии заключается в тщательном и регулярном уходе.Если вы решите окрашивать сайдинг, это означает повторное нанесение слоя защитной морилки каждые три-пять лет, чтобы защитить его от непогоды. Если вместо этого вы решите покрасить, вам не придется заниматься сайдингом так часто, вероятно, каждые 10-15 лет. Если вы все же выберете вариант покраски, рекомендуется покрасить края и стыки перед установкой, так как это может помочь продлить срок службы сайдинга и предотвратить повреждение водой. Ремонт сайдинга в среднем стоит от 670 до 1050 долларов в зависимости от того, какая часть требует улучшения.
Если вместо этого вы решите покрасить, вам не придется заниматься сайдингом так часто, вероятно, каждые 10-15 лет. Если вы все же выберете вариант покраски, рекомендуется покрасить края и стыки перед установкой, так как это может помочь продлить срок службы сайдинга и предотвратить повреждение водой. Ремонт сайдинга в среднем стоит от 670 до 1050 долларов в зависимости от того, какая часть требует улучшения.
Лучшее, чтобы нанять профессионала
Поскольку правильная установка имеет решающее значение для обеспечения максимального срока службы сайдинга T1-11, попросите опытного подрядчика по сайдингу выполнить установку за вас. Опять же, поскольку T1-11 со временем подвержен повреждениям от воды, лучшая защита, которую вы можете обеспечить, — это в первую очередь убедиться, что он правильно помещен в ваш дом. Таким образом, вы можете отдыхать спокойно, зная, что сайдинг T1-11 будет защищать ваш дом на долгие годы.
Готовы начать строительство сайдинга T1-11?
Найди профессионаловМашины и оборудование для гибки листового металла
Оборудование высочайшего качества Сделано в Америке и технологически продвинуто
Будучи лидером в отрасли листового металла, RAMS Sheet Metal Equipment использует последние достижения отрасли, чтобы обеспечить доступ к лучшему оборудованию по разумным ценам.Наши объемы наращивания позволяют удерживать цены на низком уровне! Постоянно стремясь оставаться на вершине отрасли, мы создаем инновационные продукты, которые задают стандарты индустрии листового металла. Благодаря множеству опций, подходящих для многих областей применения, мы упрощаем поиск идеального решения для ваших нужд. Компания RAMS, считающаяся лидером в производстве оборудования для обработки листового металла, готова помочь вам найти лучшее решение для ваших промышленных нужд.
Инвентаризация RAMS включает такие продукты, как:
- Вырубной нож
- Ручной фланжер
- Силовой роторный станок
- Бобинорезка
- Клещи для обжима
- Питтсбургская машина
- Машина с кнопочным замком
- Power Flanger
- Шипы или щёкогибы
- и многое другое
Позвольте нам помочь вам найти наиболее удобный способ получить доступ к последним достижениям в индустрии листового металла. Наш онлайн-выставочный зал доступен 24/7, что позволяет легко найти идеальный способ обеспечить бесперебойную работу вашего бизнеса.
Наш онлайн-выставочный зал доступен 24/7, что позволяет легко найти идеальный способ обеспечить бесперебойную работу вашего бизнеса.
Квалифицированный персонал по продажам и высокое качество производства
RAMS Оборудование соответствует высочайшим производственным стандартам, что гарантирует его надежность и эффективность. Используя только материалы американского производства, мы создаем лучшие продукты в отрасли. RAMS также внесен в список Green Visibility Directory, что доказывает нашу приверженность делу защиты окружающей среды.Если вам нужен доступ к оборудованию, от которого вы можете чувствовать себя комфортно, RAMS упрощает это. Найдите здесь высококачественное оборудование, такое как вырубной станок для шипов, ручной отбортовщик, станок для продольной резки листового металла, кромкообрезной станок, Pittsburghs и многие другие машины прямо здесь. технологии для вашего бизнеса, чтобы вы могли повысить эффективность. Компания RAMS стремится к тому, чтобы вы были довольны от начала до конца, поэтому мы всегда готовы помочь в процессе выбора.
Заявление о миссии, в которое можно поверить
В RAMS приверженность качеству распространяется на весь процесс использования нашего оборудования, полностью сделанного в Америке.С нашей 2-летней гарантией вы найдете обслуживание лучших моделей в отрасли, чтобы обеспечить бесперебойную работу вашего бизнеса. Все наши модели позволяют вам воспользоваться преимуществами последних достижений в области технологий, чтобы вы могли быть лидером в своей области. Если вам нужен зуборезный станок, отбортовка, станок для продольной резки листового металла, кромкообрезной станок или любой другой профилегибочный станок, мы сделаем это просто. Благодаря разнообразному набору опций, которые олицетворяют экологичный дизайн и высококачественные материалы, RAMS здесь, чтобы помочь вам во всех сферах повышения эффективности вашего бизнеса.
Когда вы будете готовы подобрать идеальное оборудование для своих нужд, просмотрите наш ассортимент продукции в Интернете или свяжитесь с нашим отделом продаж для получения дополнительной информации.
 Мы упростим поиск продуктов, идеально подходящих для вашего бизнеса. Свяжитесь с нами сегодня для получения дополнительной информации. о нашем инвентаре. Не стесняйтесь звонить нам по телефону 262.925.8920 или [email protected] для получения дополнительной информации о нашем ассортименте продукции. Лучшее оборудование для листового металла американского производства находится на расстоянии одного телефонного звонка!
Мы упростим поиск продуктов, идеально подходящих для вашего бизнеса. Свяжитесь с нами сегодня для получения дополнительной информации. о нашем инвентаре. Не стесняйтесь звонить нам по телефону 262.925.8920 или [email protected] для получения дополнительной информации о нашем ассортименте продукции. Лучшее оборудование для листового металла американского производства находится на расстоянии одного телефонного звонка!% PDF-1.6 % 1 0 obj > / Метаданные 2 0 R / Контуры 3 0 R / PageLayout / OneColumn / Страницы 4 0 R / StructTreeRoot 5 0 R / Тип / Каталог >> эндобдж 6 0 obj > эндобдж 2 0 obj > транслировать 2019-12-19T11: 08: 31Z2019-12-19T11: 08: 23Z2019-12-19T11: 08: 31ZAcrobat PDFMaker 19 для Worduuid: 5dac75ca-9f93-4563-b16e-cc1edef4205euuid: 2516546b-ef90-43dae9476