Подходят для выполнения сварочных швов. Сварочное дело. Сварочные швы и соединения. Технология выполнения сварочных швов. Разновидности вертикальных сварочных швов при сварке полуавтоматом
Отметим, что сварочные полуавтоматы целесообразнее использовать на производстве, а не для работы в домашних условиях, поскольку работа на них требует определенных навыков и умений. Самое широкое распространение сварочные полуавтоматы нашли в работе автосервисов, так как сварочный шов полуавтоматом наиболее пригоден для сварки тонкого металла, используемого сейчас в автомобилестроении.
В последние несколько лет многие производители снова осознали преимущества использования систем слежения за швами. Для того, чтобы компании оставались конкурентоспособными на современном рынке, производственные мощности должны становиться скудными и эффективными. Системы тактического слежения за швами помогают производителям достичь этой цели при относительно небольших капиталовложениях. Компании в странах, которые исторически добавили больше труда к конкретному сварочному проекту, в надежде на достижение требуемых производственных показателей, также осознали преимущества тактильных систем слежения за швами.
Компании в странах, которые исторически добавили больше труда к конкретному сварочному проекту, в надежде на достижение требуемых производственных показателей, также осознали преимущества тактильных систем слежения за швами.
Такие швы при сварке полуавтоматом получаются более качественными благодаря автоматической системе подачи проволоки и меньшему нагреву металла. Это позволяет избежать деформации металлической поверхности и получить качественный шов, который не трескается в течение долгого времени.
Особенно подходит сварочный полуавтомат для точечной сварки, когда требуется наложить металлическую «заплатку» благодаря тому, что он имеет специальное сопло. Также оправдано применение сварочных полуавтоматов на стройках, когда ежедневно ведутся большие объемы сварочных работ.
Шаг 1 — Требование к загрузке: определите вес, который будет переноситься системой, и выберите соответствующий поперечный слайд. Обязательно выберите модель с рейтингом выше вашего требования. Различия в ценах между моделями обычно невелики, поэтому, если ваши требования близки к рейтингу одного из перекрестных слайдов, перейдите к следующей модели, чтобы обеспечить гораздо более длительный срок службы и меньшее обслуживание.
Первое число представляет собой горизонтальную длину хода, а вторая — вертикальную длину хода. Пользовательские длины хода доступны с шагом 5 дюймов до 60 дюймов для моделей 250 и 450. Шаг 3 — Уровень автоматизации: выберите уровень автоматизации — полностью автоматический или полуавтоматический. Для выбора полностью автоматического использования потребуется использовать усовершенствованную модель, которая может в полной мере использовать удаленные входы и выходы. Стандартная модель будет соответствовать полуавтоматическому выбору, обеспечивая базовое отслеживание шва, но при этом оператор должен вручную запустить и остановить процесс сварки.
При работе с листами нержавеющей стали и алюминия в качестве защитного газа для избегания разбрызгивания металла используют аргон, гелий, углекислый газ, или их смеси.
Способы сварных соединений.
Сварка встык применяется в авторемонтных работах при проведении работ по частичной замене детали и наружных кузовных работ. Такая сварка требует точной подгонки деталей, однако при этом снимать фаски с краев свариваемых листов нет необходимости. Если края свариваемых деталей имеют слишком большой зазор, то вместо сварного соединения есть риск получить «дыру».
Такая сварка требует точной подгонки деталей, однако при этом снимать фаски с краев свариваемых листов нет необходимости. Если края свариваемых деталей имеют слишком большой зазор, то вместо сварного соединения есть риск получить «дыру».
Шаг 4 — Выбор сенсора: выбор подходящего наконечника прост, в первую очередь, с учетом соответствия размера наконечника типу шва и толщины материала. Как вы заметите в этой таблице, стандартные системы слежения за швами являются наиболее доступными. Доход от инвестиций может быть коротким, как 5-6 месяцев, в зависимости от текущих производственных показателей и доработки на вашем предприятии. В таблице 2 перечислены особенности и возможности каждой модели систем слежения за швами. Как упоминалось ранее, стандартные системы предлагают основные функции отслеживания швов.
Сварка встык позволяет достичь высокого качества ремонтных работ, например, если крыло автомобиля нуждается не в полной замене, а достаточно произвести замену отдельного фрагмента.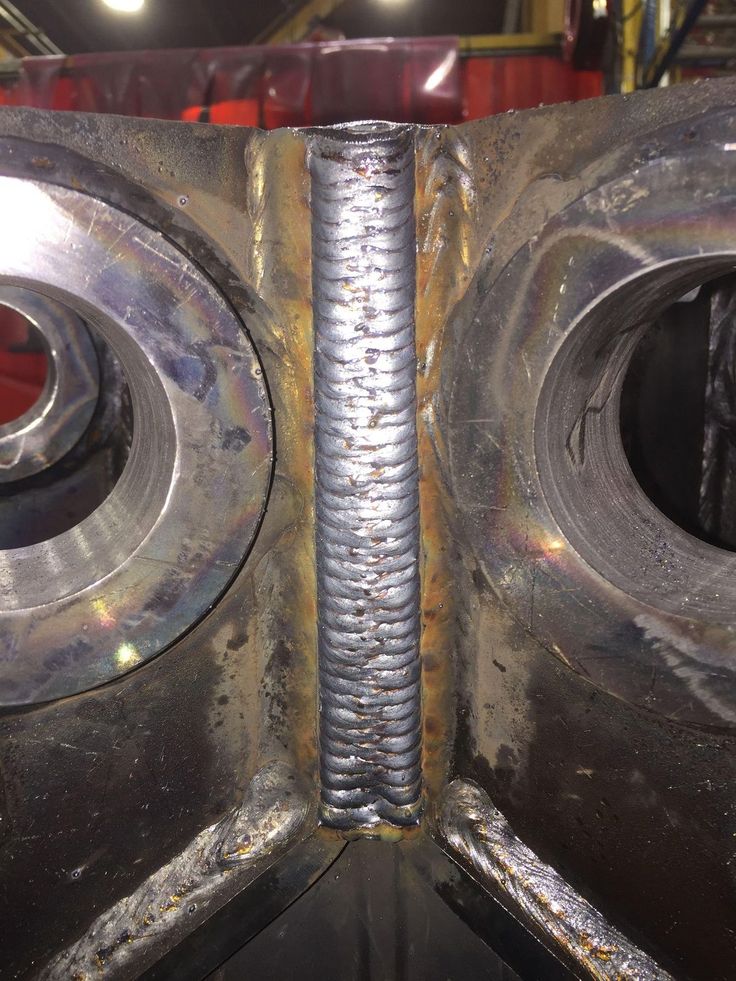 Вырезается нужный по величине лист металла и приваривается на место ремонта методом сварки встык путем наложения сплошного точечного шва. Если в процессе сварки выбран правильный режим, то зачистив и отрихтовав полученный шов, можно даже отдельно это место не шпатлевать. Особая квалификация от сварщика требуется для сваривания металла менее 2 мм по толщине, гораздо проще выполнять швы на толстом металле, поскольку там требуется не такая точная подгонка.
Вырезается нужный по величине лист металла и приваривается на место ремонта методом сварки встык путем наложения сплошного точечного шва. Если в процессе сварки выбран правильный режим, то зачистив и отрихтовав полученный шов, можно даже отдельно это место не шпатлевать. Особая квалификация от сварщика требуется для сваривания металла менее 2 мм по толщине, гораздо проще выполнять швы на толстом металле, поскольку там требуется не такая точная подгонка.
Эта стандартная модель будет искать шов, двигаясь прямо вниз, пока датчик не контактирует с заготовкой. В этом случае система будет двигаться вниз под углом 45 градусов, пока датчик не контактирует с заготовкой и не будет остановлен горизонтально по краю шва. Стандартная система слежения за швом идеально подходит для простых применений, чтобы получить качество, надежность и производительность без дополнительных затрат на полную автоматизацию сварочной станции.
Другим применением, которое может создать препятствие, является многопроходная сварка. Многопроходная сварка была проблемой для систем слежения за швами, потому что шов не был четко определен после первого прохода. При отслеживании шва таким образом, многопроходные сварные швы не влияют на способность системы отслеживать шов. В современных системах датчик может отслеживать первый проход, как правило, самый важный, без проблем. Последующие горячие и заполняющие проходы можно отследить с помощью смещения влево или вправо, чтобы пошатнуть шарики при прохождении проходов.
Многопроходная сварка была проблемой для систем слежения за швами, потому что шов не был четко определен после первого прохода. При отслеживании шва таким образом, многопроходные сварные швы не влияют на способность системы отслеживать шов. В современных системах датчик может отслеживать первый проход, как правило, самый важный, без проблем. Последующие горячие и заполняющие проходы можно отследить с помощью смещения влево или вправо, чтобы пошатнуть шарики при прохождении проходов.
Сварка внахлест является самым простым, а поэтому и самым распространенным способом сваривания двух листов металла. Обычно швы внахлест применяются для сварки металлов там, где имеются повышенные нагрузки: при ремонте лонжеронов, порогов, усилителей.
Одной из разновидностей сварки внахлест является сварка через отверстие, или, так называемая, электрозаклепка. Такая технология частично напоминает точечную сварку, которая применяется в заводских условиях для сборки кузова, а также часто применяется при ремонте автомобиля.
Разновидности вертикальных сварочных швов при сварке полуавтоматом
Но при прохождении крышек система должна быть заблокирована горизонтально, чтобы предотвратить автоматическое движение горелки от датчика, потому что уже нет четко определенного шва, чтобы удерживать наконечник сенсора. Используется вход, называемый горизонтальным автоматическим отключением, и, когда он включен, блокирует способность датчика перемещать факел влево или вправо, сохраняя при этом вертикальное перемещение и поддерживая постоянную высоту горелки. Включение этой функции позволяет оператору вручную позиционировать факел влево или вправо для прохода крышки с помощью джойстика.
Находит, правда, полуавтомат применение и в домашних условиях. Например, при помощи полуавтоматической сварки можно сварить кузов для автомобильного прицепа из мебельного профиля.
Используя этот метод, критические проходы отслеживаются надежно, а качество значительно улучшается за счет позиционирования каждого сварочного пасса вручную. Таблица 4Контакты системы слежения за швами выгодны для вашего применения в сварке? Пройдите эту короткую викторину, чтобы определить, подходит ли отслеживание швов для вашего приложения.
Таблица 4Контакты системы слежения за швами выгодны для вашего применения в сварке? Пройдите эту короткую викторину, чтобы определить, подходит ли отслеживание швов для вашего приложения.
Способы сварных соединений
Является ли ваше приложение для сварки повторяющимся по своей природе — многие из той же части свариваются до того, как сварочная станция переоснащена для другого типа детали? Вы хотите сварить оба конца за один раз? Хотели бы вы одновременно сваривать обе стороны луча? Является ли ваша подготовка хорошей, но существует какая-то вариация, которая предотвращает надежную сварку соединения вручную?
Виды сварных швов, выполняемых с помощью полуавтомата.
Независимо от того, каким способом соединяется металл в процессе сварки, различается всего три вида сварного шва — это точечный, сплошной и сплошной прерывистый.
Сварные точки, нанесенные с интервалом в несколько миллиметров или сантиметров, называются точечным швом.
Рамы свариваются вручную, и сварной шов обрабатывают в четыре этапа. На первом этапе стержни соединены точечной сваркой. На втором этапе сварщик применяет сварку вдоль соответствующей секции полюса. Другой шаг — выливание металла шва. После завершения сварочного процесса сварочный шов измельчается вручную, что устраняет поверхностное натяжение и достигается очень компактный внешний вид.
На первом этапе стержни соединены точечной сваркой. На втором этапе сварщик применяет сварку вдоль соответствующей секции полюса. Другой шаг — выливание металла шва. После завершения сварочного процесса сварочный шов измельчается вручную, что устраняет поверхностное натяжение и достигается очень компактный внешний вид.
Техническая информация для любознательных людей. В отличие от других методов дуговой сварки, нет постоянной подачи материала, так что сварщик может лучше контролировать сварочный бассейн, а значит и свойства сварного соединения. Задний материал поставляется сварщиком в ванную комнату по мере необходимости. В результате влияние тепла на основной материал фокусируется на гораздо более узкой области вокруг сварного шва и достигается большая глубина расплавленного слоя. Помимо всего прочего, это оказывает положительное влияние на тепловую деформацию.
Сплошной ряд сварных точек, нанесенный полуавтоматом на металл, расположенный вплотную к перекрытию, составляет сплошной точечный шов. Этот вид шва применяется для сварки как тонкого металла, так и толстого. В автосервисах обычно такой шов непопулярен, поскольку кузов обязан иметь определенную «эластичность», чтобы уменьшить вероятность проявления усталости металла, а сплошной шов имеет повышенную жесткость. Сплошной сварной шов используется при сварке баков, необходимых в хозяйстве, или для сваривания стальных металлоконструкций.
Этот вид шва применяется для сварки как тонкого металла, так и толстого. В автосервисах обычно такой шов непопулярен, поскольку кузов обязан иметь определенную «эластичность», чтобы уменьшить вероятность проявления усталости металла, а сплошной шов имеет повышенную жесткость. Сплошной сварной шов используется при сварке баков, необходимых в хозяйстве, или для сваривания стальных металлоконструкций.
Кроме того, можно эффективно управлять вводом тепла в сварной шов. Интересна также возможность сварки очень тонкого материала. В крайних случаях даже металлические фольги могут быть сварены с использованием специальных источников и горелок с током ниже одного ампера.
Благодаря использованию роботов мы можем достичь высокого качества и приемлемых цен на нашу продукцию, соблюдая все требования к экологически безопасной эксплуатации и отвечая всем требованиям клиентов. Прежде всего, это четыре робота, оснащенных роботами для производства контейнеров. Для точного разделения материала мы используем технологию плазменной резки, которая дает нам необходимую точность в производстве отдельных деталей и полуфабрикатов.
Сплошным прерывистым швом, как правило, соединяют в кузове силовые элементы, где применяется более толстый металл.
Разновидности вертикальных сварочных швов при сварке полуавтоматом.
На деталях, по-разному расположенных в пространстве, используют горизонтальные швы — «на полу» или «на потолке» и вертикальные — «на стене».
Мы свариваем наши контейнеры из деталей из листовой стали различной толщины, балок и профилей. Сварка металлов с использованием роботов гораздо надежнее и точнее, чем ручная сварка. Роботизированная сварка снижает вероятность дефектов и повышает качество сварных швов. Оптимально настраивая параметры, вводимое тепло минимизируется, тем самым ускоряя сварочные швы. В результате устранения поглощения теплоемкости нет чрезмерной девальвации механических свойств основного материала продукта. Сварка металлов с помощью роботизированной вставки практически не вызывает деформации плоскости и размеров.
Самое высокое качество сварки получается, когда сварочный шов полуавтоматом выполняется в горизонтальной плоскости «на полу». Когда вертикальные швы свариваются в положении на «стене» и особенно на «потолке», лучше придерживаться определенных рекомендаций, так как расплавленный металл пытается вытечь из сварочной ванны, что ухудшает качество шва.
Из-за постоянно равного количества вводимого тепла любые деформации всегда полностью идентичны, поэтому почти на 100% повторяемость сварного шва обеспечивается как по размеру, так и по форме. Благодаря сварке с помощью роботизированной вставки вы можете делать длинные сварные швы без перерыва. Свариваемый таким образом контейнер является 100% водонепроницаемым и 100% -ным качеством.
Сварка швов с помощью роликов: технология
Сварочная шовная сварка является одной из процедур сварки резиной. Сварка сварочным швом производится непосредственно из точечной сварки. Он используется для обработки тонких листов. Куски соединяются с использованием электрического тока и давления. Технология работает следующим образом: в процессе сварки роликовым швом робот перемещает два медных ролика, расположенных один поверх другого вдоль компонента. Ток, протекающий через эти медные ролики, контактирует с компонентом в концентрированной форме.
Сварка вертикальных швов полуавтоматом ведется короткой дугой с выставлением среднего показателя рабочего тока. Электрод располагают практически перпендикулярно к шву (80°…90°).
Обязательным при сварке вертикального шва является манипулирование электродным стержнем с амплитудой от 2 до 4 диаметров электрода по всей ширине формируемого валика.
Автоматическая сварка швов с роликами
В то же время отдельные части прижимаются друг к другу. Мы разработали многочисленные автоматизированные станции, а также гибкие зажимные устройства. Наш каталог также включает в себя комплектные сварочные линии. Идеальное взаимодействие между роботом, шовными зажимами с роликами, устройством и блоком управления является решающим для высококачественного производства. Мы разрабатываем идеальную концепцию для каждой производственной системы.
Сварка швов с роликами: преимущества
Сварка швов с роликами основана на том же принципе процесса, что и точечная сварка. Разница с этой технологией дает два основных преимущества.
- Для многих продуктов этот плотный шов является фундаментальным.
- Также возможно добиться более быстрого цикла, чем при точечной сварке.
Требование облегчить вес становится все более требовательным, поэтому производители автомобилей экспериментируют с точечной сваркой комбинированных материалов.
Под сваркой понимают процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластического) состояния (без применения или с применением механического усилия).
Самым распространенным способом сварки металлов является электродуговая сварка, при которой для местного расплавления свариваемых изделий используется тепловой эффект вольтовой дуги.
Этому решению пришлось преодолеть такие проблемы, как разность температур 900 ° С между сталью и алюминием, поверхностные оксиды, которые влияют на целостность сварного шва и тенденцию к «кристаллическому» слою, который образуется между обоими материалами, что вызывает хрупкий шов.
Компания также планирует использовать этот процесс для присоединения арматурного стального компонента для защиты пешеходов к внутренней панели алюминиевого капота того же автомобиля. Существует явный потенциал снижения веса с помощью комбинированных сборок материалов. Например, сварка алюминиевой крыши с алюминиевым корпусом может снизить вес на 50% по сравнению с существующими конструкциями.
Газовая сварка применяется в основном для соединения тонколистового материала, тонкостенных труб, а также в ремонтном деле.
Сварными соединениями называют совокупность деталей, соединенных сварным швом. Они разделяются на следующие виды (рис. 11.1):
а) стыковые; б) угловые; в) тавровые; г) внахлестку.
Разработка следующего прорыва Поставщики технологий конкурируют за разработку следующего «прорыва» в точечной сварке. Патент охватывает способ составления композитного измерения движения приводного механизма и дефлекторных звеньев устройства в оборудовании для сварки сопротивлением, что обеспечивает более точное измерение того, что можно получить отдельно.
Это привело к внедрению нового процесса, который обеспечивает практический метод оснащения существующих и новых сварочных аппаратов для обеспечения информации в реальном времени, необходимой для оценки и контроля качества каждого сварного шва при его создании. В течение последних 30 лет технология компании применялась регулярно в прессовых и рокер-резисторных сварных швах для контроля теплового отклика сварки, одного из параметров, необходимых для оценки роста сварного шва и адаптации процесс сварки.
Рис. 11.1. Виды сварных соединений
СВАРНЫЕ ШВЫ
Сварным швом называют затвердевший после расплавления металл, соединяющий сварные детали. Они разделяются по протяженности шва, положению в пространстве, внешней форме шва, числу проходов, характеру выполненного шва, форме подготовленных кромок.
Они разделяются по протяженности шва, положению в пространстве, внешней форме шва, числу проходов, характеру выполненного шва, форме подготовленных кромок.
Рис. 11.2 Виды сварных швов
По протяженности сварные швы могут быть непрерывными (рис. 11.2) и прерывистыми (рис. 11.3). Прерывистые швы подразделяются на: а) тавровые; б) внахлестку; в) односторонние; г) цепные; д) шахматные. Длина провариваемого участка прерывистого шва 20-60 мм (или определяется расчетом). Расстояние, или шаг прерывистого шва, выбирают из соответствующего ГОСТа или рассчитывают.
Рис. 11.3. Виды сварных швов
По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные (рис. 11.4). Нижние швы выполняют на горизонтальных поверхностях, горизонтальные и вертикальные — на вертикальных (по горизонтали и вертикали), потолочные — под изделием.
Рис. 11.4. Пространственное положение сварных швов.
По внешней форме сварные швы разделяют на швы выпуклые и вогнутые.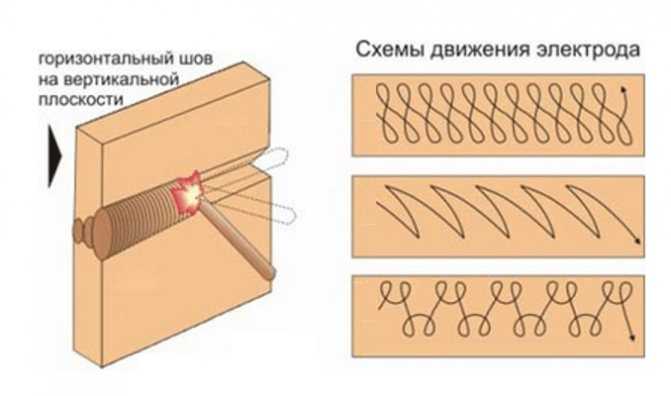 Выпуклый шов, имеющий увеличенную высоту по сравнению с расчетной, называется усиленным, а вогнутый — облегченным (рис. 11.5).
Выпуклый шов, имеющий увеличенную высоту по сравнению с расчетной, называется усиленным, а вогнутый — облегченным (рис. 11.5).
Для швов угловых и тавровых соединений, а также соединений внахлестку характерным размером является размер катета поперечного сечения шва, обозначенный на рис. 11.5 буквой К.
По числу проходов сварные швы разделяются на однопроходные или многопроходные в зависимости от количества проходов сварочной дуги (рис. 11.6).
Характер шва зависит от толщины свариваемых деталей, технических условий сварки и может быть односторонним или двусторонним. Форма подготовки кромок зависит от толщины свариваемых деталей, положения шва в пространстве и других данных. Для обеспечения провара при ручной сварке и для формирования шва при автоматической сварке выполняют скос кромок. Угол скоса кромки определяется по соответствующему стандарту.
Сварка вертикальных швов
Поделиться:
Сварка вертикальных швов
03. 08.2020
08.2020
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник: wikimetall.ru
Как правильно варить вертикальные швы полуавтоматом
Полуавтоматическая сварка вертикальных швов
Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов. При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Подготовка аппарата к работе
Полуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей диаметру присадочной проволоки.
- Химический состав основного металла и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.

- Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
- Силу тока.

Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
- Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя. Благодаря этому детали будут неподвижны во время работы.
- Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
- При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.

струбцины
Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке. Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет. Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого. В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей. Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки. Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва. Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом.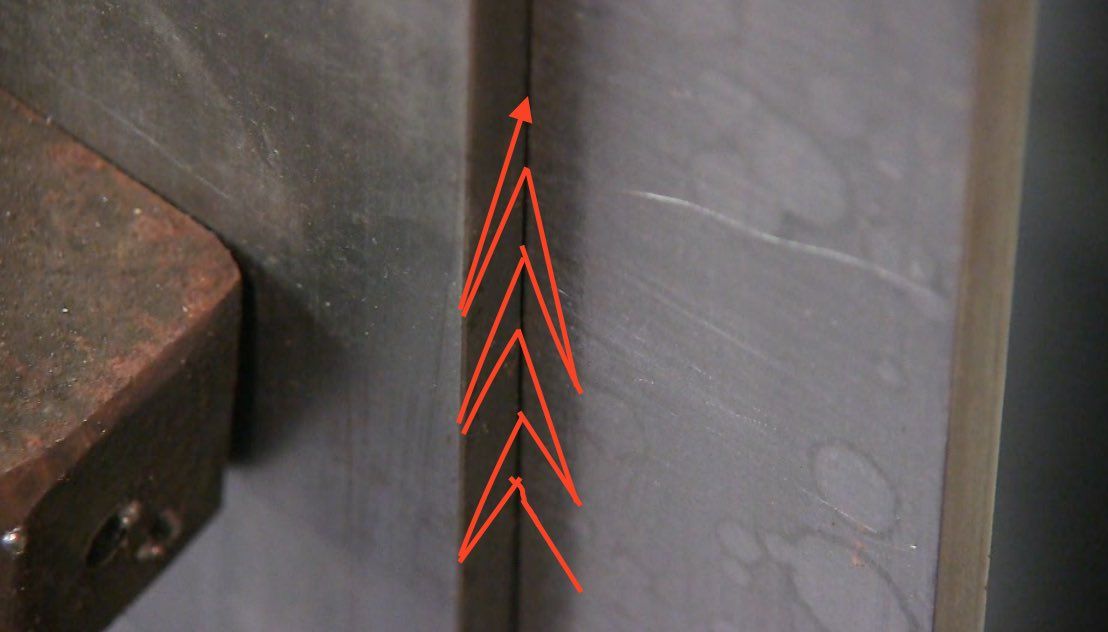 Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
- Необходимо выдержать угол между ним и вертикальным швом.
- Зафиксированный в держателе конец должен находиться ниже плавящегося.
- Плавление электрода должно происходить медленнее, чем сварочная ванна будет кристаллизироваться.
- Сварка производится колебательными движениями. При этом источник тепла не задерживается долго в одной точке, и можно избежать растекания металла и прожогов.
вертикальный шов снизу вверх с проваром корня
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
- Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.
- Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
- Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т. к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Способы сварки вертикальных швов
Сварные швы классифицируют по множеству параметров. Главными характеризующими признаками являются тип соединения и положение в пространстве. По типу соединения их делят на стыковые и угловые.
Располагаться в пространстве они могут строго горизонтально (нижние), вертикально или под углом к горизонту. Сварка нижнего шва самая простая. В этом режиме легче всего контролировать состояние сварочной ванны, а значит и качество соединения.
При выполнении прочих швов, в том числе вертикальных, требуется определенный навык и необходимо знать методы сваривания металлов и их сплавов в том или ином положении.
Электрошлаковый метод
Электрошлаковой сваркой можно варить детали практически любой толщины. Соединение происходит за один проход, независимо от толщины металла. Это ее функциональная особенность.
Причем сварка вертикальных швов при этом способе получается лучше всего опять-таки из-за принципа используемого метода. Благодаря однопроходной сварке происходит экономия электроэнергии и расходных материалов, производительность увеличивается на порядок. Сварка вертикальных стыков резервуаров получается высокого качества.
При электрошлаковой сварке, в области между кромками стыков заготовок и медными пластинами, возникает ванна из жидкого шлака. Процесс сваривания можно описать так:
- после погружения в шлаковую ванну электрода, сварочный ток проходит через нее и нагревает до такой температуры, что начинают плавиться кромки деталей и сам электрод;
- расплав образует сварочную ванну, после остывания которой происходит кристаллизация и образование сварного соединения;
- по мере остывания шва электрод с медными пластинами, образующими замкнутую область сварочной ванны, поднимается.
Так, за один проход производят вертикальную сварку швов любой толщины. Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Электродуговой метод
Перед началом любой сварки необходимо подготовить соединяемые области. В зависимости от толщины металла, типа соединения, производится его подготовка, разделываются кромки деталей в соответствии с требованиями стандартов.
Затем с помощью специальных фиксаторов или других приспособлений их закрепляют. Для предотвращения температурных деформаций, детали через определенное расстояние приваривают друг к другу поперечными швами, так называемыми прихватками.
Они обеспечивают надежную фиксацию изделий относительно друг друга.
При сваривании дуговой электросваркой вертикальных стыков изделий, расплавленный металл под действием гравитации перемещается вниз. Переход жидкого сплава электрода в сварочную ванну происходит капельным путем.
Чтобы капли не отрывались, а перетекали плавно, применяют короткую электрическую дугу. Иногда, удается даже касаться концом электрода свариваемого изделия, чтобы предотвратить его прилипание к заготовке.
Вертикальный шов варится двумя способами: сверху-вниз или снизу-вверх.
Снизу-вверх
При технологии «снизу-вверх» первоначально сварочная ванна находится внизу. Расплавленный металл поступает в нее сверху. Чтобы жидкий металл не проливался, сварочный электрод устанавливается под углом к плоскости вертикального сварного шва.
Его плавящийся конец находится выше другого конца, закрепленного в держателе. Таким образом, он как бы поддерживает сварочную ванну, не дает расплескаться металлу.
Нижние слои будут кристаллизироваться, и становиться своеобразной подставкой для новой ванны. Так осуществляется ручной дуговой способ создания вертикального шва.
При любом способе необходимо поддерживать сварочный ток таким, чтобы кристаллизация ванны происходила быстрее, чем плавление электрода и кромок. Это достигается за счет короткой дуги и образования малых капель жидкого металла.
Сверху вниз
При сваривании вертикальных стыков методом сверху вниз электрод так же располагается концом вверх. Край сварочной ванны поддерживается электрической дугой и электродом.
Задача заключается в опережающем расплавлении нижнего края ванны с одновременным ее удержанием. Верхний край должен успевать кристаллизоваться из-за отсутствия поступления теплоты от расплавленного электрода.
Если расплескивание все же происходит, то нужно увеличить сварочный ток и увеличить скорость перемещения электрода вниз. Желательно также увеличить ширину шва.
Вертикальный сварочный шов инвертором получается лучше, чем при использовании обычного аппарата. Это связано с более стабильной сварочной дугой.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Технология сварки вертикальных швов. Поэтому существует два важных принципа сварки вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10-15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а) угол наклона берется в пределах 15-20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45-50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры — это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4-6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
Режимы сварки стыковых соединений без скоса кромок:
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок:
Дополнение. Значения величины тока уточняются по данным паспорта электродов.
Горизонтальные, вертикальные и потолочные швы.
Выполнение указанных швов потребует определенных навыков. Существует очень большая вероятность вытекания расплав ленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее — применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикальные) швов берутся электроды с диаметром 5 мм.
Потолочный шов. Самый сложный. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся, металл удерживает находящийся выше (у электрода) расплавленный металл. При данном способе удобно проваривать корень шва и кромок. Объясняется это тем, что расплавленный металл с электрода будет стекать в сварочную ванну. Единственный недостаток данного способа — поверхность шва будет покрыта грубой чешуей.
Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов более сложен в исполнении, чем вертикальный. Причина — отекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Рис. 1 Угол наклона электрода при сварке:
А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Сегодня практически у каждого домашнего мастера в хозяйстве имеется сварочный инвертор. Но сварка — сложный процесс, требующий от исполнителя определенного опыта и знаний.
Так, к изготовлению ответственных металлоконструкций на производствах допускаются лишь обученные специалисты, которые регулярно проходят аттестацию и повышают квалификацию. А для работ в домашних условиях наличие профессиональных навыков необязательно. Чтобы получить прочное и надежное соединение, достаточно знать основы процесса и научиться управлять сварочной ванной.
Помимо классификации соединений по расположению свариваемых деталей относительно друг друга (стыковое, угловое, тавровое и внахлест) швы разделяют по положению в пространстве. В зависимости от этого они бывают:
- нижние;
- вертикальные;
- потолочные;
- горизонтальные.
Самым удобным является нижнее положение. Но довольно часто приходится варить и вертикальные швы инвертором. Процесс этот несложный, если понять технологию, учитывать особенности свариваемых деталей и соблюдать некоторые правила.
Сварку деталей в вертикальной плоскости можно выполнить 2-мя способами:
- Снизу-вверх.
- Сверху-вниз.
Удобнее вести электрод снизу-вверх. Расплавленный металл стекает вниз под воздействием силы притяжения, а дуга в этом случае будет толкать его вверх, что препятствует сползанию.
- Сварка ведется только на короткой дуге — можно вообще опереть электрод на деталь, если он не залипает.
- Электрод по отношению к вертикальной плоскости наклонен в пределах 80-90°.
- Манипулирование лучше выполнять методом «дугой вперед» или «лестница», начинающим сварщикам рекомендова способ «полумесяц» — ширина валика при этом должна быть не менее 2-4 диаметров электрода.
Неопытным исполнителям будет легче выполнять сварку вертикальных швов инвертором с отрывом дуги. В период отрыва (1-2 секунды) металл будет остывать, что предотвратит его вытекание из сварочной ванны. Также этот способ применяется при сварке тонколистового металлопроката — исключается сквозное проплавление материала.
Варить вертикальный шов инвертором сверху-вниз — хлопотный процесс, требующий повышенного контроля над сварочной ванной и немалого опыта от сварщика. Поэтому новичкам в этом деле рекомендовано направление снизу-вверх.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
Техника газовой сварки
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений. В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.
Перемещение горелки при сварке
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.
На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 — при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
Основные способы газовой сварки
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.
Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав
Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан — бутан-кислородным пламенем. Сварка ведется при повышенном содержании кислорода в смеси
с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 — 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука
Вопрос 1. Понятие свариваемости металла. Классификация сталей по свариваемости.
Под свариваемостью понимается способность стали данного химического состава давать при сварке тем или иным способом высококачественное сварное соединение без трещин, пор и прочих дефектов.
На свариваемость стали влияет содержание в ней углерода и легирующих элементов.
С повышением содержания углерода в стали в ней возрастают прочностные свойства, но в то же время возрастает хрупкость и склонность к образованию трещин при сварке.
Различают физическую и технологическую свариваемость.
Физической свариваемостью обладают практически все металлы и их сплавы, т. е. способностью образовывать монолитное неразъемное соединение с установлением в нем химических связей.
Под технологической свариваемостью понимается реакция металла на воздействие конкретных условий сварки и при этом возможность образовывать соединение с требуемыми свойствами.
Для предварительного суждения о свариваемости стали известного химического состава можно подсчитывать эквивалентное содержание углерода, пользуясь формулой:
С экв =С+Mn/20+Ni/15+(Cr+Mo+V)/10
В целом, по признаку свариваемости все стали можно условно разделить на четыре группы (приложение 2).
Вопрос 2. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на 10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 5 мм.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1). Затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис. 30, б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 31, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 39, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 39, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
Рис. 31. Выполнение сварных горизонтальных швов:
а — стыковое соединение со скосом одной кромки; б — нахлесточное соединение; в – стыковое соединение со скосом двух кромок
Сварка в потолочном положении.
Сварка в потолочном положении (рис. 32) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.
Рис. 32. Сварка потолочных швов
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
3. Задача. Из предложенных марок сталей выберите, которые свариваются хорошо, удовлетворительно, ограниченно, плохо. Обоснуйте свой выбор: БСт1кп; сталь 10; сталь 35; ВСт5пс; сталь 65; У7.
Свариваемость углеродистых сталей определяется процентным содержанием углерода в ней. С повышением содержания углерода свариваемость сталей ухудшается, т. е. возникает склонность к образованию трещин в шве.
БСт1кп и сталь 10 — хорошо свариваются, так как относятся к низкоуглеродистой стали (содержание углерода до 0,25%).
Сталь 35 удовлетворительно сваривается, так как относится к среднеуглеродистой (содержание углерода 0,35%).
ВСт5пс — ограниченно сваривается, так как относится к среднеуглеродистой (содержание углерода практически 0,45%).
Сталь 65 и У7 — плохо сваривается, так как содержание углерода 0,65%, т. е. высокоуглеродистая; сталь У7 — относится к инструментальной стали, углерода 0,7%. Эти стали практически не свариваются.
Уважаемый посетитель, Вы прочитали статью «Билет № 11», которая опубликована в категории «Итоговая аттестация». Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Заработайте на своих знаниях . Отвечайте на вопросы и получайте за это деньги!
15 декабря 2011 | Просмотров: 20767 |
Вертикальные работы (например, горизонтальный шов в вертикальной стене) Патенты и заявки на патенты (класс 219/126)
Вертикальные работы (например, горизонтальный шов в вертикальной стене) Патенты (класс 219/126)
Инспекционный робот с вертикально распределенной полезной нагрузкой и горизонтально распределенными сенсорными салазками
Номер патента: 10534365
Реферат: Система включает в себя инспекционного робота с установленными салазками и ряд датчиков, каждый из которых установлен на салазках.
Камера для контактной жидкости расположена внутри, по меньшей мере, двух салазок, причем каждая камера для контактной жидкости расположена между преобразователем датчика и поверхностью контроля. Каждая камера для контактной жидкости включает конус, причем конус имеет коническую часть на конце поверхности контроля и конец для установки датчика, противоположный конической части. Вход контактной жидкости для каждой камеры контактной жидкости находится на вертикально верхней стороне конуса в предполагаемой ориентации инспекционного робота на инспекционной поверхности.Тип: Грант
Подано: 5 июня 2018 г.
Дата патента: 14 января 2020 г.
Правопреемник: Gecko Robotics, Inc.
Изобретатели: Марк Лусарарян, Джошуа Мур, Ичжу Гу, Кевин Лоу, Эдвард Брайнер, Логан Маккензи, Ян Миллер, Элвин Чоу, Тодд Джослин
Метод горизонтальной угловой сварки, система горизонтальной угловой сварки и программа
Номер патента: 10406620
Реферат: Сварочная система, использующая соединение, в котором опорная пластина и нижняя пластина встречаются в качестве линии сварки, создает переплетение электрода с центром на линии сварки и, таким образом, сваривает вдоль сварочная линия.
В этой системе сварки управление осуществляется таким образом, чтобы напряжение дуги на ткацкой кромке со стороны стоячей пластины было равно или меньше напряжения дуги в центральной позиции сварочной линии, так что напряжение дуги на нижней пластине- боковая кромка плетения становится равной или больше, чем напряжение дуги в центральной позиции линии сварки, и таким образом, что напряжение дуги на кромке ткачества со стороны стоячей пластины становится ниже, чем напряжение дуги на кромке со стороны нижней пластины . Система может подавлять появление плохого внешнего вида валика и дефектов сварки при горизонтальной угловой сварке.Тип: Грант
Подано: 22 апреля 2016 г.
Дата патента: 10 сентября 2019 г.
Правопреемник: Kobe Steel, Ltd.
Изобретатели: Кацуюки Цудзи, Масаюки Шигеёси, Ацуши Фукунага
Автоматическое устройство для установки подпруг и удаления прокладок
Номер патента: 10107002
Реферат: Варианты осуществления автоматической системы установки распорки используют устройство или устройства для автоматизации выравнивания горизонтальных сварных швов как в заводских, так и в полевых резервуарах или сосудах. Устройство или устройства автоматизированной системы также могут быть использованы для удаления прокладок, которые используются для зазора горизонтальных сварных швов и обеспечения выравнивания пластин перед подгонкой или сваркой этих швов.
Тип: Грант
Подано: 14 декабря 2017 г.
Дата патента: 23 октября 2018 г.
Правопреемник: НьюКон, ООО
Изобретатель: Джон Ньюмайстер
Система и метод определения истинной скорости электрода
Номер патента: 9962785
Реферат: Изобретение, описанное в данном документе, в целом относится к системе и способу, относящимся к обнаружению изменения высоты во время операции сварки и регулировке одного или нескольких параметров сварки на основе такого обнаруженного изменения высоты.
В частности, изменение высоты может быть связано с двумя или более оборотами заготовки, при этом изменение связано с осаждением материала на заготовку в результате операции сварки. Поскольку материал, нанесенный на заготовку, изменяет высоту электрода относительно заготовки, для компенсации можно отрегулировать один или несколько параметров сварки. В частности, скорость электрода может регулироваться для компенсации изменения высоты, при этом скорость электрода представляет собой скорость, с которой электрод перемещается рядом с заготовкой.Тип: Грант
Подано: 17 октября 2014 г.
Дата патента: 8 мая 2018 г.
Правопреемник: LINCOLN GLOBAL, INC.
Изобретатель: Стивен Р.
КоулСварочная горелка с верхней и нижней подачей защитного газа и способ сварки с использованием сварочной горелки для горизонтальной сварки
Номер патента: 9844829
Реферат: Сварочная горелка (1) включает в себя цилиндрическое сопло (2), через отверстие (3b) в которое подается защитный газ, и электрод (4), представляющий собой стержень. фигурное тело, выступающее из отверстия (3b). Защитный газ включает верхний защитный газ, протекающий в верхней области (3u) на верхней стороне центральной оси (C2) электрода (4), и нижний защитный газ, протекающий в нижней области (3d) на нижней стороне центральная ось (С2) электрода (4). Атмосферное давление нижнего защитного газа выше атмосферного давления верхнего защитного газа.
Также определен способ горизонтальной сварки этим типом сварочной горелки.Тип: Грант
Подано: 9 апреля 2014 г.
Дата патента: 19 декабря 2017 г.
Правопреемник: Toyota Jidosha Kabushiki Kaisha
Изобретатель: Юго Ямадзи
Метод сварки
Номер патента: 9623508
Реферат: Способ сварки, при котором перед началом сварки измеряется смещение отверстия корневого зазора, а сварочный материал имеет соотношение Mn/S и соотношение Mn/Si, совместимое с измеренным корневым зазором.
смещение отверстия выбирают из материалов для дуговой сварки в среде защитных газов. Затем выполняется дуговая сварка в среде защитных газов с использованием выбранного сварочного материала.Тип: Грант
Подано: 3 апреля 2013 г.
Дата патента: 18 апреля 2017 г.
Правопреемники: IHI Infrastructure Systems Co., Ltd., IHI Corporation
Изобретатели: Сэйдзи Окада, Казуя Уэда, Акихиро Яманучи, Котаро Иносэ
Способ подачи порошка в оболочку
Номер патента: 9623514
Реферат: В способе подачи порошка при наплавке выходное давление со стороны коаксиального сопла подводящей трубы, соединяющей питатель с коаксиальным соплом, устанавливается в заданном диапазоне, и порошок подается от питателя к коаксиальному соплу.
Тип: Грант
Подано: 28 апреля 2015 г.
Дата патента: 18 апреля 2017 г.
Правопреемник: TOYOTA JIDOSHA KABUSHIKI KAISHA
Изобретатели: Шинго Иватани, Акио Сато, Ёсинори Исикава, Кенджи Кидера
Электрошлаковая сварка с переменными электродными параметрами шва
Номер патента:
82Способ сварки двух сторон шва одновременно
Номер патента:
18
Реферат: Раскрыта система для дуговой сварки двух сторон соединения одновременно. Настраивая формы сварочных сигналов и расстояние между двумя или более электродами, сварочные токи можно спроектировать для передачи тока на один или несколько электродов и через него в дополнение к току, который традиционно подавался только на общий узел.
Тип: Грант
Файл: 4 января 2008 г.
Дата патента: 2 июня 2015 г.
Правопреемник: Lincoln Global, Inc.
Изобретатели: Тимоти М. О’Доннелл, Майкл С. Флэгг
Контроль сварки
Номер патента:
09
Реферат: Сварочное устройство наносит сварочный материал между двумя заготовками таким образом, что заготовки механически соединяются друг с другом.
Сварочное устройство включает в себя сварочную головку и центральный элемент. Сварочная головка выполняет сварочное действие во время ее транспортировки вдоль рабочего направления между заготовками. Два первичных сенсорных элемента расположены на центральном элементе перед сварочной головкой относительно рабочего направления. Элементы датчика регистрируют геометрические свойства промежутка между заготовками, в котором наносится наплавляемый материал. Каждый сенсорный элемент выполнен с возможностью поддерживать контакт с соответствующей стенкой двух заготовок, примыкающих к промежутку, при этом допуская изменение боковых расстояний между центральным элементом и примыкающей стенкой. Это достигается за счет того, что сенсорные элементы шарнирно прикреплены к центральному элементу посредством, по меньшей мере, одной оси поворота, ориентированной по существу перпендикулярно рабочему направлению.Тип: Грант
Подано: 9 октября 2009 г.
Дата патента: 21 апреля 2015 г.
Правопреемник: ESAB AB
Изобретатели: Бо Мелин, Пер Остергрен, Хокан Ларссон, Бо Янссон, Ларс Э. Янссон
Устройство и способ обеспечения концентрического наплавления материала на внутреннюю поверхность трубы
Номер патента: 8328076
Реферат: Сварочный кондуктор для обеспечения концентричности внутренней поверхности трубы с круглой внешней периферией болтового фланца на ней, содержащий (i) элемент рамы; (ii) два разнесенных ролика, расположенных на одном конце указанного элемента рамы, каждый из которых предназначен для того, чтобы оставаться в контактном зацеплении во время сварки с указанной круглой внешней периферией указанного болтового фланца; и (iii) охлаждающий блок, имеющий выпукло-изогнутую наружную поверхность кривизны, соответствующую требуемому внутреннему диаметру указанной трубы, приспособленный для размещения рядом с указанной внутренней поверхностью указанной трубы.
Ролики обеспечивают возможность поступательного перемещения охлаждающего блока вокруг центральной точки указанного фланца трубы, когда сварочное приспособление размещено на фланце трубы, чтобы обеспечить равномерное диаметральное нанесение сварочного материала на указанный внутренний диаметр указанного фланца трубы. Далее раскрыт и заявлен способ изготовления трубы.Тип: Грант
Подано: 17 января 2012 г.
Дата патента: 11 декабря 2012 г.
Правопреемник: Indutech Canada Ltd.
Изобретатель: Дерек Дж. Вольстенхолм
Аппарат для изготовления конструкций со сплошной боковой стенкой
Номер патента: 8127418
Реферат: Устройство для изготовления конструкций со сплошной боковой стенкой включает стационарное внутреннее рабочее место, имеющее не менее одного рабочего уровня, и стационарное внешнее рабочее место, имеющее не менее одного рабочего уровня.
Внешняя рабочая станция окружает внутреннюю рабочую станцию. Вал расположен между внутренней рабочей станцией и внешней работой. Подъемник или подъемник предназначен для подъема и опускания обрабатываемой детали в шахте по ходу работы.Тип: Грант
Подано: 14 сентября 2007 г.
Дата патента: 6 марта 2012 г.
Изобретатели: Ларри Бертелсен, Алан Кингсли, Ричард А. Роэн
Способ сварки в горизонтальном положении и сварочный аппарат для него
Номер патента: 6023043
Реферат: Задачей данного изобретения является предотвращение возникновения дефектов сварки, таких как подрезы, нахлесты и неправильные углы сплавления, а также повышение эффективности сварки в горизонтальном положении.
Вспомогательные провода 5а и 5b вставляют в ванну расплава 12, и между ними пропускают однонаправленный ток. Магнитное поле 9индуцируется приблизительно ортогонально поверхности исходного материала, чтобы создать направленную вверх силу Лоренца (противоположную силе тяжести) в ванне расплава 12. Эта сила поддерживает расплавленный металл и предотвращает его капание, что приводит к лучшему фигурный бисер.Тип: Грант
Подано: 12 января 1998 г.
Дата патента: 8 февраля 2000 г.
Правопреемник: Mitsubishi Heavy Industries, Ltd.
Изобретатели: Юкио Манабэ, Сатору Зенитани, Ёсинори Хиромото
Способ сварки в потолочном и вертикальном положениях
Номер патента: 51
Реферат: Целью настоящего изобретения является предотвращение дефекта, возникающего при потолочной или вертикальной сварке, когда под действием силы тяжести расплавленный металл стекает вниз, так что верхняя часть зазора имеет подрез и валик имеет выпуклость вдоль линии сварки (т.
е. создается выпуклый валик). Во время потолочной или вертикальной сварки однонаправленный ток течет в ванне расплава в направлении линии сварки. Когда вышеупомянутый ток течет в сочетании с магнитным полем, в ванне расплава действует сила Лоренца в направлении вверх к верхней верхней стороне канавки. Это предотвращает стекание расплавленного металла вниз и улучшает форму валика.Тип: Грант
Подано: 24 сентября 1997 г.
Дата патента: 3 августа 1999 г.
Правопреемник: Mitsubishi Heavy Industries, Ltd.
Изобретатели: Юкио Манабэ, Сатору Зенитани, Ёсинори Хиромото, Ясуюки Кобаяши
Система надземных огнестойких резервуаров и способ изготовления
Номер патента: 5723842
Реферат: Усовершенствованный огнеупорный надземный резервуар для легковоспламеняющихся и горючих материалов изготавливается из стальных листов толщиной не менее примерно 0,15% углерода и максимум примерно 0,8% марганца, и стальные пластины, сваренные особым образом, в результате чего получается бак, способный выдерживать температуру 2000°С.
F. окружающей среды в течение как минимум двух часов.Тип: Грант
Подано: 17 января 1996 г.
Дата патента: 3 марта 1998 г.
Правопреемник: U-Fuel, Inc.
Изобретатель: Р. Майкл Уэбб
Сварочный аппарат
Номер патента: 5579983
Реферат: Предусмотрен сварочный аппарат, который включает рельсовый элемент 5, установленный вдоль боковой и угловой части стальной рамной стойки, шестерню 46, прикрепленную к горизонтально перемещаемому перемещающемуся элементу 50, такому как что даже на угловой части стойки 1 стальной рамы шестерня 46 постоянно удерживается в зацеплении с зубчатой рейкой 6, расположенной сбоку от рельсового элемента 5, и удерживающим роликом 57 положения для направления перемещающего элемента 50 по горизонтали.
направлении, чтобы расстояние между рейкой 6 и шестерней 46 оставалось постоянным. Во время движения каретки расстояние между зубчатой рейкой и шестерней поддерживается постоянным, чтобы можно было последовательно выполнять сварочные операции в отношении боковых и угловых частей стойки стальной рамы. Следовательно, после того, как операция сварки лицом к лицу на одной стороне завершена, такая операция сварки на другой стороне может быть выполнена без необходимости снятия каретки с элемента рельса.Тип: Грант
Подано: 8 августа 1995 г.
Дата патента: 3 декабря 1996 г.
Правопреемник: Hitachi Zosen Corporation
Изобретатель: Шигео Моги
Метод сварки
Номер патента: 5441196
Реферат: Способ сварки двух листов вместе вдоль по существу вертикальной линии сварки между двумя листами включает использование опорного устройства сварочной ванны, имеющего внутренние каналы, по которым течет жидкий хладагент, который поддерживается значительно ниже температуры окружающей среды.
Тип: Грант
Подано: 14 февраля 1994 г.
Дата патента: 15 августа 1995 г.
Правопреемник: Kvaerner Masa-Yards Oy
Изобретатели: Матти Хейнакари, Исмо Илола, Киости Кауконен, Яри Ниеминен
Аппарат для выполнения сварки МИГ на трехмерной криволинейной поверхности и фрезерный аппарат для автоматического формирования разделки под сварку
Номер патента: 5307979
Реферат: Раскрыты автоматический сварочный аппарат и автоматический фрезерный аппарат для обработки сварочных канавок для сварки трехмерной поверхности, такой как шаровой резервуар или тому подобное.
Катушка сварочной проволоки размещена в корпусе и крышке для предотвращения окисления сварочной проволоки и загрязнения посторонними материалами. Автоматический фрезерный аппарат устанавливается для формирования сварочных разделок с обеих сторон свариваемых объектов в случае, когда сварка выполняется на объемной криволинейной поверхности. Направляющий ролик, имеющий рукоятку, устанавливается для контроля глубины обработки канавок, а нейлоновый направляющий ролик холостого хода устанавливается в тесном контакте с валом фрезы, тем самым регулируя расстояние между рельсом и канавкой, и регулируя отклонения глубины канавок, которые вызваны неточностями обработки из-за отклонений трехмерной кривизны.Тип: Грант
Подано: 20 ноября 1992 г.
Дата патента: 3 мая 1994 г.
Правопреемник: Hyundai Heavy Industries Co.
, Ltd.Изобретатель: Чон Хи Ким
Источник питания Mobil для создания сварочного тока для автоматической, полуавтоматической и ручной сварки
Номер патента: 4952774
Реферат: Портативный источник электроэнергии для передвижного сварочного оборудования, используемого для строительства резервуаров для хранения и т.п., содержит платформу; двигатель, установленный на платформе; электрогенератор переменного тока, установленный на платформе и приводимый в действие двигателем; сварочный аппарат, установленный на платформе, включающий инвертор электрического тока и средства трансформатора, с помощью которых переменный электрический ток от генератора преобразуется в постоянный сварочный ток; и средство передачи тока для передачи сварочного тока от сварочного аппарата к сварочной головке соответствующего сварочного оборудования.
Сварочное оборудование и источник питания установлены на тележках, которые соединены друг с другом таким образом, чтобы двигаться синхронно по мере выполнения операции сварки.Тип: Грант
Подано: 14 марта 1989 г.
Дата патента: 28 августа 1990 г.
Правопреемник: Chicago Bridge & Iron Technical Service Company
Изобретатели: Ацуши Сугимото, Джек С. Марвин
Способ и устройство для сварки вертикальных полос с плакированием
Номер патента: 4850524
Реферат: Способ и устройство для вертикальной наплавки плакированных полос.
Способ включает согласование вертикального перемещения специального сварочного башмака с соответствующим количеством расплавленного полосового электрода, необходимым для поддержания заданного уровня расплавленной ванны в желобе резервуара, образованном башмаком. Сварочный башмак содержит медную форму с водяным охлаждением для формирования сварного шва и керамическую вставку, соединенную с формой для образования желоба резервуара. Раскрыто устройство для корреляции скорости вертикального перемещения башмака с расплавлением ленточного электрода. Также раскрыто устройство для нанесения множества последовательных сварных швов на вертикальную стенку сосуда.Тип: Грант
Подано: 2 марта 1988 г.
Дата патента: 25 июля 1989 г.
Правопреемник: Юго-Западный научно-исследовательский институт
Изобретатель: Уилбур Р.
ШикПроцесс газовой дуговой сварки нисходящим потоком
Номер патента: 4843210
Реферат: В процессе дуговой сварки металлическим электродом с использованием плавящегося проволочного электрода, продвигаемого в осевом направлении, и защитной смеси из четырех газов формируется сварочный валик вдоль вертикального направления вниз. По мере формирования валика электрод перемещается вертикально вниз, совмещаясь с центральной осью валика, при этом кончик электрода находится в зазоре от наплавленного материала, образующего валик. На электрод подается относительно высокое электрическое напряжение и плотность тока, чтобы создать стабильное поле горячей плазмы конической формы. Поле концентрично оси электрода и простирается поперек зазора.
Плазменное поле расположено таким образом, чтобы оно перекрывалось поперек и по существу совпадало с полной шириной шарика. Капли расплавленного металла перемещаются свободным полетом вдоль оси поля от кончика электрода через зазор к наплавленному металлу, растекаются в поперечном направлении и прилипают к наплавленному металлу, образуя валик.Тип: Грант
Подано: 10 июня 1988 г.
Дата патента: 27 июня 1989 г.
Изобретатель: Джон Г. Черч
Машина для электродуговой сварки и строжки воздушной угольной дугой на вертикальных криволинейных или прямых стенах
Номер патента: 4540870
Реферат: Раскрыта портативная машина для электродуговой сварки и воздушно-дуговой строжки на вертикальных поверхностях стен.
Установленный на столе кронштейн каретки, несущий узел вертикального позиционирования сварочных сопел или горелки для строжки, приводится в движение горизонтально вокруг вертикальной оси вращения, а направляющие колеса на кронштейне каретки пересекают поверхность стены или перемещаются по гибкой направляющей, прикрепленной к столу станка через система опорных рычагов при работе с шероховатой поверхностью стены. Рычаг каретки податливо смещается к поверхности стены во время его горизонтального перемещения, а узел вертикального позиционирования автоматически настраивается по своей вертикальной оси для обеспечения надлежащего совмещения сварочного сопла и горелки для строжки с ремонтируемой поверхностью стены. Поддерживается постоянная скорость движения сварочных сопел или горелки для строжки по поверхности стены. Сварочные сопла или горелка для строжки приводятся в движение вертикально на блоке позиционирования.Тип: Грант
Подано: 4 июня 1984 г.
Дата патента: 10 сентября 1985 г.
Правопреемник: Teledyne Industries, Inc.
Изобретатель: Уильям А. Кауфманн
Соединение параллельных граней толстостенных конструкций дуговой сваркой
Номер патента: 4539464
Реферат: Параллельные грани толстостенных конструкций, подлежащих соединению дуговой сваркой, снабжены электропроводящей металлической опорой вдоль и вверх по дну зазора между параллельными стенками для начального проход дуги.
Металлическая опора впоследствии выдалбливается из зазора, и соединение параллельных граней завершается заполнением выдолбленного пространства сварочным материалом.Тип: Грант
Подано: 29 августа 1983 г.
Дата патента: 3 сентября 1985 г.
Правопреемник: Combustion Engineering, Inc.
Изобретатель: Аллен В. Синдел
Способ наплавки вертикальных стен
Номер патента: 4539460
Реферат: Способ наплавки вертикальных стенок включает наращивание слоя наложенных друг на друга частично перекрывающихся горизонтально проходящих наплавленных валиков путем наплавки валиков в процессе дуговой сварки под флюсом с использованием относительно тонкой сварочной проволоки и сварочного порошка.
который подается поверх сварочной проволоки. Сварочному порошку дают накапливаться, чтобы обеспечить поддержку для дополнительного порошка по мере того, как сварка продвигается вертикально.Тип: Грант
Подано: 6 июля 1983 г.
Дата патента: 3 сентября 1985 г.
Правопреемник: ЧЕЛОВЕК. Maschinenfabrik Augsburg-Nurnberg Aktiengesellschaft
Изобретатели: Бодо Херрманн, Пол Бастел, Селахаттин Бас
Сварочный автомат, обеспечивающий равномерную сварку заготовки при ее вертикальном перемещении
Номер патента: 4523076
Реферат: Раскрыта автоматическая сварочная машина для дуговой сварки пластин сердечника статора.
Станок перевозит единичные или множественные заготовки, закрепленные на вертикальной направляющей. Суппорт перемещается мимо относительно стационарных сварочных пистолетов, которые независимо регулируются и активируются для процесса сварки. Заготовки можно индексировать для желаемого расстояния между сварными швами. В одном варианте индексирование может быть ручным или приводиться в действие силой. В другом варианте исполнения горелки могут изменяться по радиальному положению при перемещении заготовки для сварки деталей с непостоянным поперечным сечением.Тип: Грант
Подано: 21 марта 1983 г.
Дата патента: 11 июня 1985 г.
Правопреемник: Welco Industries, Inc.
Изобретатель: Чарльз Р.
ЛеймонМногопозиционная сварка пластин с использованием модифицированного двойного J-образного соединения
Номер патента: 4481402
Реферат: Предложен многопозиционный способ дуговой сварки в газовой среде толстых листов алюминиевого сплава за один сварочный проход на каждой поверхности листов. Первая кромка пластины снабжена язычковой частью, имеющей (1) рабочую поверхность, примыкающую к участку второй кромки пластины, и (2) две дугообразные J-образные боковые поверхности, каждая из которых прилегает к рабочей поверхности противоположными концами, и каждая примыкает к соответствующей боковой поверхности первой пластины под углом, приблизительно равным 90°. J-образные боковые поверхности и вторая кромочная поверхность пластины взаимодействуют друг с другом, образуя модифицированный сварной паз в виде двойной J.
Пластины сваривают друг с другом за один проход с каждой стороны, сначала наплавляя сварной валик в модифицированную J-образную канавку на одной стороне пластин, а затем, после того, как этот валик достаточно затвердеет, за один проход наплавляют второй сварной валик. в модифицированной двойной J-образной канавке на другой стороне пластин.Тип: Грант
Файл: 27 сентября 1982 г.
Дата патента: 6 ноября 1984 г.
Правопреемник: Алюминиевая компания Америки
Изобретатели: Малкольм Г. Хой, Майкл М. Болл
Процесс сварки вертикально вниз с помощью гравитационной дуговой сварки и сварочного аппарата для него
Номер патента: 4436981
Реферат: Процесс сварки в вертикальном направлении вниз гравитационной дуговой сваркой, при котором направляющая 5а расположена наклонно вверх под углом наклона θ1, равным 40°.
до 60°С к вертикальной линии 3 сварки, и, в то время как держатель 6 сварочного стержня 4 опускают вдоль направляющей 5а, сварочный стержень 4 перемещают вниз по вертикальной линии 3 сварки для сварки. Сварочный аппарат для использования с этой вертикальной Процесс сварки вниз устроен так, что наклоненная вверх направляющая 5а имеет угол наклона 1, равный 40°. до 60°, направляющий рельс 5а состоит из основного рельса 5с и вспомогательного рельса 5b; и держатель 6 сварочного стержня 4 опускают с подрельса 5b на почтовый рельс 5с.Тип: Грант
Подано: 29 января 1982 г.
Дата патента: 13 марта 1984 г.
Правопреемник: Kawasaki Steel Corporation
Изобретатели: Нобору Сакамото, Итару Ямасита, Сатоши Вада, Кеничи Яно, Суэхиро Ода
Сварочный аппарат
Номер патента: 4420676
Реферат: Устройство для ограждения сварочной ванны при механизированной сварке в стесненном положении, например вертикальном, содержит ползуны, прижатые к поверхностям свариваемых деталей и подающие сварочный ток и сварочный электрод и движутся со скоростью сварки.
Выдвижные блоки содержат два сегмента, тесно примыкающих друг к другу в перпендикулярной центральной плоскости сварочного зазора между заготовками и взаимно подвижных. Сегменты скользящего блока податливо прижимаются к поверхности каждой обрабатываемой детали и могут перемещаться по отдельности и независимо друг от друга.Тип: Грант
Подано: 28 апреля 1981 г.
Дата патента: 13 декабря 1983 г.
Правопреемник: Фридрих Эйххорн
Изобретатели: Питер Хирш, Бернхард Вуббельс, Ивар Томсон
Способ и устройство для изготовления электрошлаковых тройников, где требуются галтели
Номер патента: 4420672
Реферат: Способ и устройство для изготовления электрошлаковых Т-образных соединений, где требуются галтели, обеспечиваются использованием водоохлаждаемого медного башмака с вырезом для удаления шлака, расположенным вдоль сварных соединений для обеспечения плотина для филейного материала; расположение шлакоразгрузочной выемки в башмаках различного радиуса определяют по точной формуле, обеспечивающей требуемые результаты.
Тип: Грант
Подано: 4 мая 1981 г.
Дата патента: 13 декабря 1983 г.
Правопреемник: Allis-Chalmers Corporation
Изобретатель: Джеймс Р. Нолт-младший, 9 лет0003
Флюсовая заслонка для дуговой сварки под флюсом
Номер патента: 4348574
Реферат: Плотина или барьерная конструкция перемещается вдоль края или угла заготовки для контроля пределов течения расплавленного материала при дуговой сварке.
Структура перемычки обеспечивает стабильную по размеру канавку на краю поверхности заготовки, в которую помещается гранулированный флюс, и размещает тело флюса вдоль края или угла поверхности заготовки, чтобы функционировать как форма для расплавленного материала, и , тем самым предотвратить падение стекающего материала с поверхности. Структура перемычки имеет специфическую форму непрерывного протектора сегментов, который продвигается вокруг параллельных роликов, чтобы преобразовать удерживающую структуру канавки, противоположную дуговому действию на поверхности заготовки.Тип: Грант
Подано: 13 июня 1980 г.
Дата патента: 7 сентября 1982 г.
Правопреемник: Combustion Engineering, Inc.
Изобретатели: Джон Дж. Баргер, Джеймс Р. Андервуд
Сварка вертикальных пластин с двойным скосом
Номер патента: 42
Реферат: Предложен способ вертикальной газовой дуговой двусторонней сварки толстолистового металла за один сварочный проход на каждой поверхности листа. Способ включает создание первой канавки под сварку на одной поверхности пластины, в которую за один проход наплавляется валик сварного шва. После этого на противоположной поверхности пластин формируют вторую канавку под сварку путем удаления материала базовой пластины вдоль линии соединения на глубину, доходящую, по меньшей мере, до первого валика сварного шва, проникающего из сварочного прохода в первую канавку под сварку.
Пластины далее соединяются вместе путем наплавления валика сварного шва за один проход вдоль второй разделки под сварку. Сварку обеспечивают подачей постоянного электрического тока от 29от 0 до 420 ампер между электродом и пластинами, экранированными в основном газом аргоном. Также предусмотрены металлическое изделие и сварное соединение.Тип: Грант
Подано: 17 января 1980 г.
Дата патента: 29 сентября 1981 г.
Правопреемник: Алюминиевая компания Америки
Изобретатели: Малкольм Г. Хой, Уолтер Р. Райхельт
Вертикально расположенная флюсовая плотина с подводной дугой
Номер патента: 4247750
Реферат: Относится к флюсовой заслонке для сварки под флюсом в вертикальном положении.
Перемычка состоит из листа неметаллического материала, устойчивого к воздействию высоких температур, постоянного магнита, совмещенного с его первым полюсом, по существу, на первой поверхности листа для магнитного крепления листа к вертикальной заготовке, обычно параллельной и расположенной на расстоянии друг от друга по толщине листа. обрабатываемой детали от, как правило, горизонтальной зоны сварки вертикальной обрабатываемой детали к примыкающей горизонтальной обрабатываемой детали, при этом магнит проходит, как правило, ко второй поверхности листа, при этом магнит закреплен в вышеупомянутом направлении. Также относится к усовершенствованию способа сварки с использованием указанной перемычки.Тип: Грант
Подано: 2 июня 1977 г.
Дата патента: 27 января 1981 г.
Правопреемник: Caterpillar Tractor Co.
Изобретатель: Роберт Ф. Хьюп
Способ и устройство регулирования параметров термических циклов при электрошлаковой сварке
Номер патента: 4200782
Реферат: Способ регулирования параметров термических циклов при электрошлаковой сварке, при котором охлаждается вся площадь зоны воздействия нагрева. Область ограничена изотермами максимальных температур нагрева в интервале от температур, близких к температуре плавления, до температуры А 1 . Охлаждение производят таким образом, чтобы скорость охлаждения возрастала в направлении движения от области, нагретой до температуры плавления, к области, нагретой до температуры А 1 .
Устройство для реализации способа регулирования параметров термоциклов имеет форсунки, закрепленные на боковой и нижней гранях ползуна, с выходными распылительными соплами для форсунок, расположенными так, чтобы охлаждающая среда, вытекающая из этих форсунок, охлаждала всю поверхность. поверхности металла шва и зоны, подверженной нагревательному воздействию, ограничены изотермами максимальных температур нагрева в интервале от точки плавления до температуры А 1 .Тип: Грант
Подано: 30 сентября 1977 г.
Дата патента: 29 апреля 1980 г.
Правопреемник: Московский институт нефтехимической и газовой промышленности имени И.М.Губкина
Изобретатели: Кузьмак Евсей М.
, Кошелев Н.Н., Хакимов Анас Н., Яшунская Тамара В., Ефименко Любовь А., Скудицкий М.С., Зандберг-Бергер С.А., Бублки Г.И., Бронштейн Лев М.Система облицовки угловыми лентами
Номер патента: 4149060
Реферат: Способ и устройство для наплавки полосы в угол при магнитном перемешивании наплавленного металла. Плакированная полоса отклонена от угла в плоскости электродной полосы, и предусмотрены средства для использования образующего угол препятствия в качестве полюсного наконечника для электромагнита. Таким образом, сварочную головку можно расположить так, чтобы она входила в угол без помех со стороны мешающего полюсного наконечника или самой сварочной головки.
Тип: Грант
Подано: 25 июля 1977 г.
Дата патента: 10 апреля 1979 г.
Правопреемник: Combustion Engineering, Inc.
Изобретатель: Джон Дж. Баргер
Способ сварки труб
Номер патента: 4142085
Реферат: Способ сварки встык пары вертикально расположенных трубчатых элементов с толщиной стенки более 12 мм встык многопроходной дуговой сваркой в среде защитного газа с расходуемый электрод, включающий этапы подготовки противолежащих кромок трубчатых элементов путем формирования притупленной поверхности, ширина которой находится в диапазоне от 0,5 мм до 3,0 мм, и скашивания кромок, прилегающих к притупленной поверхности, до угла скоса в диапазоне 40°С до 50°, коаксиально выравнивая указанные трубчатые элементы таким образом, чтобы зазор между поверхностями притупления не превышал 1,5 мм, выполняя корневой проход путем непрерывной подачи электрода диаметром не более примерно 1,9 мм.
0003Тип: Грант
Подано: 27 января 1977 г.
Дата патента: 27 февраля 1979 г.
Правопреемник: Elektriska Svetsningsaktiebolaget
Изобретатели: Карл-Эрик Книпстрем, Андерс Л. Мальм, Брор Х. Андерссон
Сварочный аппарат
Номер патента: 4131783
Реферат: Сварочный аппарат, в котором самоходная тележка на колесиках поддерживает разъемно сварочную горелку или горелку ручного типа, имеющую сварочный наконечник и орган управления подачей сварочной проволоки к сварочный наконечник, в котором каретка направляется вдоль свариваемого стыка с заданной надлежащей скоростью сварки, при этом сварочная горелка с возможностью регулировки поддерживается на шарнирно установленной люльке, которая приводится в действие механическим приводом для обеспечения контролируемых колебаний сварочной горелки и связанного с ней наконечника в поперечном направлении шарнира со скоростью, пропорциональной скорости движения каретки, при этом амплитуда колебаний выборочно регулируется от нуля до заданного максимума.
Сменные приводные колесные блоки позволяют использовать их при сварке плоских и наклонных поверхностей.Тип: Грант
Подано: 31 января 1977 г.
Дата патента: 26 декабря 1978 г.
Изобретатели: Майло М. Кенсрю, Дональд Л. Мартин
Вертикальный метод сварки
Номер патента: 4125758
Реферат: Настоящее изобретение относится к способу дуговой сварки вертикально вверх для вертикальных и наклонных соединений.
Более конкретно, изобретение относится к способу вертикально восходящей дуговой сварки, который включает стадию подачи ленточного электрода в направлении, в котором плоскость, включая направление ширины ленточного электрода, пересекает линию сварки, создавая дугу от ленточного электрода к расплавленную ванну и/или верхний основной металл, расположенный над поверхностью расплавленной ванны, плавя верхний основной металл, расположенный над скользящим опорным башмаком на стороне передней поверхности канавки, и выполняя сварку путем расширения канавки и одновременного опускания расплавленный металл в нижнюю ванну расплава и осаждение его в нем.Тип: Грант
Подано: 18 марта 1976 г.
Дата патента: 14 ноября 1978 г.
Правопреемник: Kobe Steel, Ltd.
Изобретатели: Минору Оиси, Кейитиро Хиракосо, Кацуро Иио, Ясухиро Нагаи, Тетсуро Нариаи
Вертикальная сварка толстых алюминиевых элементов
Номер патента: 4038514
Реферат: Предлагается устройство и способ сварки алюминиевых элементов по существу в вертикальном положении, при этом поверхность, определяющая канавку, формируется на каждом из элементов, и такие элементы располагаются рядом друг с другом с канавкой. — определяющие поверхности, взаимодействующие для образования, по существу, вертикально проходящей канавки. Газометаллическая дуговая горелка, имеющая расходуемый электрод и средства подачи вокруг него защитного газа, помещается электродом в канавку, после чего генерируется сварочная дуга, и горелка перемещается по существу вертикально вдоль канавки, удерживая горелку сзади.
угол горелки. Расходуемый электрод и защитный газ подаются с заданной скоростью, при этом горелка и сварочная дуга перемещаются по существу вертикально вдоль канавки для получения металла шва в канавке, имеющего наружную оксидную опорную оболочку, а оксидная опорная оболочка является единственной опорой, необходимой для сварного шва. металла при его затвердевании.Тип: Грант
Подано: 3 февраля 1975 г.
Дата патента: 26 июля 1977 г.
Правопреемник: Reynolds Metals Company
Изобретатель: Ричард Ф. Эштон
Процесс сварки алюминия и алюминиевых сплавов в горизонтальном положении сварки
Номер патента: 4037078
Реферат: Алюминий и алюминиевые сплавы сваривают в горизонтальном положении сварки, при котором основные металлы, подлежащие сварке, располагаются вертикально встык с открытой вбок сварочной канавкой за счет колебательного движения кончика сварочного шва.
сварка электродом в направлении ширины стыкуемых основных металлов и сварка основных металлов при поддержании угла, образованного поверхностью ванны расплава и электродом на ее продвигающейся стороне, более 90°. Поверхность расплавленной ванны, используемая здесь, определяется как поверхность, параллельная поверхности кратера сварного шва, образующегося после прекращения сварки гашением сварочной дуги.Тип: Грант
Подано: 31 декабря 1974 г.
Дата патента: 19 июля 1977 г.
Правопреемник: Kobe Steel Ltd.
Изобретатели: Минору Оиси, Наоки Окуда, Макото Томита, Тошисада Касимура, Сёзи Кога
Метод сварки с узкой разделкой и сварочное оборудование для его применения
Номер патента: 4035605
Реферат: Передняя и задняя поверхности листов, подлежащих стыковой сварке, удерживаются с возможностью скольжения передним и задним подкладными башмаками соответственно для определения сварочного пространства в узкой канавке, образованной кромками.
пластин, а кромки плавятся плазменной дуговой горелкой, в то время как множество расходуемых электродов, подаваемых в сварочное пространство, расплавляются за счет дуги, генерируемой между ними. Опорные башмаки, горелка и расходуемые электроды перемещаются вдоль канавки для получения высококачественного стыкового шва с высокой эффективностью. Кроме того, электрод горелки имеет удлиненную форму в сечении на своем концевом участке, а его ограничивающее сопло, окружающее электрод, имеет отверстие сопла, которое также имеет удлиненную конфигурацию, соответствующую концевому участку электрода. Продольные оси этих конфигураций выровнены друг с другом для эффективного использования энергии плазменной дуги, генерируемой горелкой.Тип: Грант
Подано: 19 августа 1975 г.
Дата патента: 12 июля 1977 г.
Правопреемник: Denyo Kabushiki Kaisha
Изобретатели: Ясуо Танигути, Шиничи Кониси
Способ вертикальной сварки алюминия и алюминиевых сплавов
Номер патента: 4029933
Реферат: Способ вертикальной сварки алюминия и алюминиевых сплавов, включающий сварку алюминия или алюминиевого сплава с колебанием в сварочной канавке электрода по замкнутой схеме, соответствующей, по существу, форме канавки, при этом сварка проводится с использованием сварочного тока на 10-150 А выше основного сварочного тока, по крайней мере, во время колебаний электрода вдоль поверхности разделки одного из свариваемых материалов, когда электрод совершает колебания вдоль обеих сторон канавки свариваемых материалов.
Тип: Грант
Подано: 10 февраля 1975 г.
Дата патента: 14 июня 1977 г.
Правопреемник: Kobe Steel Ltd.
Изобретатели: Минору Оиси, Наоки Окуда, Макото Томита, Нобумаса Окубо, Кадзуо Когане, Кадзуо Йонезава
Порошковые проволоки для электрогазовой сварки
Номер патента: 4021637
Реферат: В электродах с порошковой проволокой для вертикальной автоматической сварки снизу вверх имеется электрическая дуга под газовой защитой, проволоки диаметром от 1 до 4 мм и в целом фасонные внутри в любой конфигурации, такой как трубчатая, сердцевидная и составная, характеризующаяся оболочкой из стальной ленты, и порошкообразным засыпным флюсом, наиболее предпочтительно включающим следующие ингредиенты в качественном и количественном составе по массе порошка: калий (K 2 SiF 6 ) 4 % Криолит (Na 3 AlF 6 ) 2 % Никелевый порошок 3 % Ферромолибден (при 65 до 75 %) 0,8 % Ферромарганец рафинированный ( 85 до 90 %) 9,9 % Ферросилиций (45 %) 1 % Ферротитан (30 %) 0,5 % Слюдяной оксид железа 1 % Мелкий кремнезем 4 % Силикокальций (SiCa) 0,8 % 100,0 % массы порошка на 100 грамм ленты.
Тип: Грант
Подано: 29 августа 1975 г.
Дата патента: 3, 19 мая77
Правопреемник: La Soudure Electrique Autogene, Procedes Arcos
Изобретатель: Роберт Дж. ДеХек
Аппарат дуговой сварки
Номер патента: 4017709
Реферат: Машина для дуговой сварки, имеющая ленту, скользящую для продвижения вперед с продвижением положения сварки, в которой электрический проводник расположен на ленте в положении, не обращенном к сварочной канавке с электрическим проводник изолируют от перемычки, и к электрическому проводнику подают электрический ток в то время, когда он охлаждается водой, чтобы таким образом контролировать направление дуги.
Тип: Грант
Подано: 13 февраля 1975 г.
Дата патента: 12 апреля 1977 г.
Правопреемник: Kobe Steel Ltd.
Изобретатели: Тосихико Ватанабэ, Токудзи Маруяма
Способ сварки в вертикальном положении и устройство для отработки способа
Номер патента: 3975615
Реферат: В вертикальном положении метод сварки и устройство для отработки этого метода передние и задние опорные башмаки с водяным охлаждением скользят по передней и задней поверхностям металлических пластин, подлежащих сварке.
сварены встык, соответственно, с образованием сварочного пространства в канавке, образованной соседними кромками металлических пластин. Плавящийся электрод непрерывно подается в сварочное пространство, в то время как плазменная дуговая горелка, закрепленная на опорном башмаке и контактирующая с передней поверхностью изделия, создает плазменную дугу для плавления смежных кромок свариваемых металлических пластин, и опорные башмаки и горелка перемещаются вверх с одинаковой скоростью, чтобы перемещать сварочное пространство в соответствии со скоростью плавления рабочего и расходуемого электрода, таким образом обеспечивая сварку металлической пластины в вертикальном положении. Кроме того, горелка наклонена для облегчения плавления металлических пластин.Тип: Грант
Подано: 19 августа 1975 г.
Дата патента: 17 августа 1976 г.
Правопреемник: Denyo Kabushiki Kaisha
Изобретатель: Шиничи Кониши
Регулировка скорости электрошлаковой сварки
Номер патента: 3975614
Реферат: Усовершенствованная система вертикальной электрошлаковой сварки, в которой приводной двигатель, приводящий в движение формовочные башмаки, управляется путем изменения его скорости в зависимости от тока электрода, тем самым обеспечивая расплавленную ванну, которая при любой заданной скорости не подниматься над стенкой полости или становиться слишком жидким.
Двигатель управляется дистанционно, поэтому сварочный ток напрямую не связан с цепью управления.Тип: Грант
Подано: 2 января 1975 г.
Дата патента: 17 августа 1976 г.
Правопреемник: Union Carbide Corporation
Изобретатели: Тибор Эндре Тот, Стивен Финн Хардвик
Магнитная гусеничная тележка для паяльного оборудования
Номер патента: 3973711
Реферат: Магнитное устройство слежения за швом, предназначенное для ориентации подачи или поступательного движения паяльного инструмента вдоль кромок металлических листов, расположенных головкой к головке, и подвергаемых пайке.
Устройство содержит тележку или тележку В, способную удерживать паяльный инструмент А, при этом указанная тележка или тележка снабжена гусеничными цепями (30), шарнирные элементы которых имеют постоянные магниты (40-42), которые взаимодействуют с металлическими листами ( D1) и (D2) для пайки.Тип: Грант
Подано: 6 марта 1974 г.
Дата патента: 10 августа 1976 г.
Правопреемник: Compagnia Italiana Montaggi Industriali
Изобретатель: Эмилио Перего
Аппарат для автоматической и вертикальной угловой сварки
Номер патента: 3958098
Реферат: Изобретение относится к устройствам для автоматической угловой сварки.
Аппарат имеет подвижную каретку с моторным приводом, на которой установлен многоступенчатый телескопический узел, на котором установлен блок боковых салазок, на котором, в свою очередь, установлены продольные салазки. Сварочная головка с тремя сварочными горелками, установленными на конце продольной направляющей через узел механизма точной регулировки сложного типа. Телескопический узел управляется контуром гидравлического насоса, который, в свою очередь, управляется посредством автоматического электрического контура. ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ Настоящее изобретение относится к новому устройству для выполнения автоматической вертикальной высокоскоростной угловой сварки. сварка, как правило, проводилась восходящим способом без использования защитного газа. Однако в редких случаях предлагалась, по крайней мере теоретически, автоматическая вертикальная угловая сварка, основанная на методе подачи вниз с использованием углекислого газа в качестве защитного или атмосферного газа.Тип: Грант
Подано: 3 сентября 1974 г.
Дата патента: 18 мая 1976 г.
Правопреемник: Sumitomo Shipbuilding & Machinery Co., Ltd.
Изобретатели: Шимпей Иидзука, Кейити Исимото, Кацуми Ишимото
Устройство для сварки стыка двух близко расположенных вертикальных элементов.
Номер патента: 34
Реферат: Направляющая трубка плавящегося электрода соединена с держателем, расположенным в верхней части длинного вертикального свариваемого стыка. Питание замыкается накоротко от держателя к точке посередине трубы до тех пор, пока не будет сварена нижняя половина соединения, после чего короткое замыкание удаляется, а верхняя половина соединения сваривается обычным способом.
Тип: Грант
Подано: 7 октября 1974 г.
Дата патента: 17 февраля 1976 г.
Правопреемник: Bethlehem Steel Corporation
Изобретатель: Венделл В. Макдауэлл
Система надземных огнестойких резервуаров и способ изготовления
Номер патента: RE37144
Реферат: Усовершенствованный огнеупорный наземный резервуар для легковоспламеняющихся и горючих материалов изготовлен из стальных листов толщиной не менее примерно 0,15% углерода и максимум примерно 0,8% марганца, а стальные пластины сварены особым образом, в результате чего получается бак, способный выдерживать температуру 2000°F в течение как минимум двух часов.
Тип: Грант
Подано: 24 января 2000 г.
Дата патента: 24 апреля 2001 г.
Изобретатель: Р. Майкл Уэбб
Реферат: Технологии электрошлаковой сварки в общем раскрыты.
Тип: Грант
Файл: 16 ноября 2010 г.
Дата патента: 9 июня 2015 г.
Изобретатели: Дэниел Р. Дэнкс, Роберт Б. Терпин
Изготовление резервуаров вертикально
Станция IMCAR № 1 для производства корпусов резервуаров и сосудов является первым этапом вертикального производственного процесса. Изображение предоставлено Fabrication Solutions and Technologies (FST)
Идти в ногу с современными технологиями производства — это и страсть, и карьера Джереми Уикли. Будучи президентом компании Fabrication Solutions and Technologies (FST) в Лонгвью, штат Техас, Уикли должен не только понимать динамичный характер отрасли, но и помогать клиентам понимать и представлять себе методы производства, несколько нестандартные по североамериканским стандартам. .
FST предлагает системы для производства резервуаров и резервуаров в таких отраслях, как производство продуктов питания и напитков, молочной, фармацевтической, возобновляемой энергетики, нефти и газа и аэрокосмической промышленности. Его варианты «под ключ» обеспечивают все компоненты, необходимые для производства резервуаров и сосудов. Чтобы продавать клиентам технологически прогрессивные методы производства и оборудование, требуются обширные знания процесса, а также партнеры по оборудованию, которые могут устранить неопределенность, связанную с новым процессом, с помощью обучения и опыта.
Другой способ производства резервуаров
Уикли имеет обширный опыт в области производства оборудования для производства стали. Он прошел путь от начального уровня в компании, которая продавала импортное оборудование для производства стали, до руководства продажами, маркетингом, логистикой и заказом запасов. Оттуда он присоединился к начинающей компании, которая производила резервуары API и кодовые сосуды в Пермском бассейне Техаса, а затем перешел в другую компанию, которая производила спроектированные на заказ сосуды высокого давления для природного газа, в основном для среднего потока.
«Я смог провести почти пять лет в сфере производства и узнать все, что, как мне казалось, я знал о производстве за годы продажи оборудования и решений. Я должен был видеть вещи глазами клиента и быть гораздо более вовлеченным в производственную деятельность, что заложило для меня хорошую основу в FST, когда мы запускали», — сказал Уикли.
Weekley также имел опыт представления оборудования, производимого компанией IMCAR Bending & Welding Technologies, производителем систем для производства резервуаров в Италии. Поэтому, когда IMCAR обратилась к нему с предложением начать бизнес по представлению своего оборудования на постоянной основе в штатах, это показалось ему подходящим вариантом.
«IMCAR знала, что для захвата рынка Северной Америки ей нужен более прямой подход к продажам и обслуживанию, поскольку они находятся в Европе. Они спросили меня, заинтересован ли я в том, чтобы возглавить такой бизнес с ними в штатах, и пять лет спустя мы здесь», — объяснил Уикли.
У FST есть стандартные линии производственного оборудования, но Уикли сказал, что специализируется на линиях оборудования премиум-класса, которые предлагают технологические преимущества, которые недоступны у североамериканских производителей.
«IMCAR является производителем этих систем производства резервуаров, с которыми мы стали синонимами. Мы установили множество таких систем для производства продуктов питания и напитков, резервуаров API, а также у нас есть клиенты, занимающиеся частными космическими исследованиями. Мы обнаружили, что он может построить действительно хорошую ракету».
Изготовление горизонтальных и вертикальных резервуаров
Здесь, в США, изготовление резервуаров в горизонтальном положении является нормой. Однако оборудование, которое производит IMCAR, предназначено для вертикального изготовления резервуаров. Со временем некоторые компании осознали преимущества эффективности вертикального производства, но в целом из-за типичной высоты объектов все больше предприятий здесь используют изготовление горизонтальных резервуаров.
«Определенным недостатком, когда вы находитесь на рынке, который традиционно производит резервуары в горизонтальном положении, является общая высота крюка, которая будет вашей высотой под краном. Если бы ваше здание было построено для производства резервуаров горизонтально, здание было бы длинным и не таким высоким. Когда вы изготавливаете резервуар вертикально, вам не нужно длинное здание, но вам нужно высокое. Поэтому иногда самым большим недостатком производства вертикальных резервуаров является существующая инфраструктура. Однако, если у вас есть здание для этого, преимущества производства вертикальных резервуаров многочисленны и намного перевешивают горизонтальное производство», — сказал Уикли.
Станция 2 использует плазменную систему TIG Fronius, которая быстро производит чистые сварные швы. Изображение предоставлено Fronius
Во-первых, для изготовления вертикальных резервуаров не требуется столько места в цеху, как для изготовления горизонтальных. Во-вторых, корпус резервуара не требует опорных колец для удержания формы. С другой стороны, когда он находится в горизонтальном положении, необходимо принять меры для устранения яйцевидной формы и бочкообразного эффекта, который может привести к образованию сосудов неправильной формы.
«Эти меры включают персонал, который должен войти внутрь резервуара для шлифовки или сварки шва, полировки или обратной сварки. Когда вы строите его вертикально с помощью правильного метода сварки, вам не нужно заходить внутрь или поддерживать эту секцию резервуара», — сказал Уикли.
Последнее и самое важное. Уикли сказал, что изготовление резервуара в вертикальном положении обеспечивает эффективность сварки в дюймах в минуту более чем 5 к 1 и даже больше, если вы включаете возможность шлифовки и полировки сварных швов.
Выбор партнера по сварке
При создании сплошного сварного шва учитывается множество переменных. FST с самого начала знала, что это вызов, который необходимо решить, чтобы добиться успеха в выбранной нише.
«Мы знали, что если мы не выберем партнера по сварке, у которого есть опыт, технология, поддержка и обучение, в которых нуждаются наши клиенты, это будет катастрофой. На самом деле, это было сделано ранее на рынке в определенной степени. И каждый раз, почти в обязательном порядке, это было источником раздора и проблем. Мы решили решить эту проблему, и мы сделали это благодаря сотрудничеству с Fronius», — сказал Уикли.
Решив сотрудничать исключительно с Fronius в области сварки, команда FST время от времени сталкивается с сопротивлением со стороны тех компаний, которые не знакомы с брендом. Большая часть сварочной отрасли обязана узнаваемости имени, и естественно скептически относиться к неизвестному продукту.
Когда его спросили, как они преодолевают это препятствие, Уикли сказал: «Обычно мы можем довольно быстро уменьшить это нежелание с помощью демонстраций. Увидев технологию Fronius в действии, эти опасения развеются».
Для сварки углеродистой стали компания FST использует систему двойной сварки MIG Fronius для одновременной внутренней и внешней сварки.
«Мы делаем это не потому, что это необходимо для достижения полного провара, мы делаем это потому, что это позволяет менее квалифицированному оператору выполнять сварку и при этом получать высококачественные результаты при оптимальной скорости», — сказал Уикли.
Для сварки нержавеющей стали компания FST объединила свои вертикальные системы с комплектом плазменной сварки Fronius. Несмотря на то, что процесс плазменной сварки TIG здесь не так широко известен и широко используется, как в Европе, он обеспечивает быструю и чистую сварку. Незнакомство многих производителей с плазменной сваркой может затруднить продажу.
«Во многих случаях клиенты более знакомы с выполнением корня MIG с крышкой TIG. Но когда мы объясняем, что они могут выполнять сварку с полным проплавлением с приемлемой скоростью и безупречным качеством, которое легко очистить, кажется, что это продается, когда мы демонстрируем это. Мы обнаружили, что это не так сложно, как людям хотелось бы верить; все дело в том, как мы оснащаем клиента, и с этой точки зрения мы работаем как одна команда с Fronius, чтобы наши клиенты были хорошо обучены».
Во время установки присутствуют не только представители FST для обучения клиентов настройке и эксплуатации систем, но и представитель Fronius, который также отвечает на любые вопросы по сварке.
«Наши ребята также прошли обучение в Fronius, так что все участники имеют определенный уровень знакомства, который приносит пользу клиенту. Как только они увидят, на что способна плазменная сварка, они откроют глаза на многое».
Более быстрые результаты
Основываясь на средних значениях, сообщаемых клиентами FST, при использовании метода изготовления горизонтальных резервуаров (до FST) клиенты ожидали производительности резервуара в диапазоне от 0,41 до 1,01 дюймов в минуту, в зависимости от используемого метода. После того, как эти клиенты установили вертикальную систему FST, производительность подскочила до диапазона от 3,8 до 4,01 дюймов в минуту. Это почти в четыре-пять раз быстрее, чем горизонтальное производство. Некоторые клиенты сообщили об увеличении более чем в 8 раз быстрее, чем их предыдущий метод.
«На самом деле мы позволяем нашим клиентам работать с рулонами или пластинами. Когда вы работаете с рулона, вы можете производить, в зависимости от ваших диаметров, много-много секций резервуара из одного рулона, в отличие от въезжающего грузовика с толстолистовой сталью. Два сотрудника тратят полдня на разгрузку этого грузовика только для того, чтобы собрать поднимите его, поместите в рулон пластин, сверните его, поддержите, а затем переместите вниз по линии, чтобы подогнать. Вы должны держать его в круглой форме и избегать ситуации в форме яйца.
«Значит, у вас должны быть опорные кольца. Все это устраняем. Наши люди с рулоном стали могут прокатывать, резать и плазменно сваривать вертикальный шов и демонтировать готовую секцию резервуара менее чем за 30 минут. И традиционно у вас были бы парни, работающие больше часа, чтобы получить ту же самую оболочку. Кроме того, наша оболочка гораздо более точна, когда она имеет круглую форму, у нее нет изогнутых прямых, которые возникают при традиционной прокатке листа. Итак, что происходит, когда вы начинаете с лучшей оболочки танка, очевидно, что остальная часть вашего процесса пойдет более гладко. Таким образом, когда мы накладываем эти секции друг на друга, их намного легче выровнять, сварка намного лучше, и у нас также есть дополнительное преимущество, заключающееся в том, что мы можем шлифовать или полировать этот шов с помощью нашей системы вместо человека, идущего внутри. горизонтальная секция резервуара для выполнения той же работы».
Но все это не имело бы значения без надежной, быстрой и эффективной сварочной системы.
«Все зависит от сварки. В нашем мире 80 % проекта — это наше оборудование, но если те 20 %, которые включают сварку, не работают, это все, что имеет значение».
Сотрудничая с тщательно отобранными компаниями и работая с опытными консультантами по всей отрасли, небольшая команда FST может предложить варианты, о которых клиенты могут даже не знать. Это основное направление, в котором, по словам Уикли, движется компания.
«Будущее FST более ориентировано на клиента и гарантирует, что мы остаемся на переднем крае технологий. Сейчас у нас есть несколько возможностей поработать с некоторыми клиентами, чтобы поэкспериментировать с новыми методами и технологиями полной автоматизации их объектов. Мы в восторге от этого направления. Я считаю, что в будущем команды FST будут в центре внимания, потому что технология развивается очень быстро».
Электрогазосварочный аппарат — ООО «Сварка резервуаров»
Электрогазосварочный аппарат EGW-V и EGW-P являются электрогазосварочными аппаратами Листовка EGW-V 27.10.2021
EGW-V: (Электрогазосварщик) установка электрогазовой (дуговой) сварки вверх, для традиционной сварки резервуаров; который также известен как автоматический сварочный аппарат (AVW). Листовка ЭГВ-В 27.10.2021
ЭГВ-В/Д: (Электрогазосварщик) установка электрогазовой (дуговой) сварки обратной установки, для поддомкрачивания конструкции накопительной емкости; который также известен как автоматический сварочный аппарат (AVW).
EGW-P: (Электрогазовая сварка) легкая беспилотная электрогазовая (дуговая) сварочная машина, в основном для производства электроэнергии и сварки ветряных башен; который также известен как автоматический сварочный аппарат (AVW).
VUP: Вертикальный сварочный аппарат с высокой тепловложением с использованием самозащитной проволоки Lincoln NR431 для внутреннего экрана.
AVW-Multi pass: многопроходная машина для дуговой сварки с низким тепловложением (FCAW / двойной экран), специально разработанная для полевых работ в строительстве из специальных марок стали (таких как низкотемпературная сталь и нержавеющая сталь). Листовка AVW 22.10.2021
EGW (электрогазовые (дуговые) сварочные аппараты), также известные как (AVW) автоматы вертикальной сварки, представляют собой высокоэффективное автоматическое сварочное оборудование, обеспечивающее замкнутый контур управления подъемом тележки посредством обратной связи по току; Толщина сварного шва при одноступенчатой формовке составляет 50 мм, в основном используется для однопроходной сварки вертикальных швов толстолистового проката в нефтяной, химической, доменной и судостроительной промышленности.
Однопроходный вертикальный сварочный аппарат EGW представляет собой высокопроизводительный автоматический вертикальный сварочный аппарат, в котором используется замкнутый контур контроля сварочной дуги в режиме реального времени для точного определения местоположения, управления и регулировки сварочной головки в сварном соединении с помощью обратной связи по току дуги и автоматического перемещения каретки. . Он используется для выполнения однопроходных сварных швов в материалах толщиной от 9 до 36 мм, но также может использоваться для выполнения сварных швов более толстых листов толщиной до 70 мм при сварке с обеих сторон соединения. Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Стандартный электрогазосварочный аппарат EGW-V может иметь одно- или двухстороннюю раму (рекомендуется) для размещения всех необходимых компонентов вместе с операторами для вертикальной сварки с высоким качеством наплавки в любой части резервуара.
Характеристики вертикальных сварочных аппаратов
- Использует процесс EGW (электрогазовая сварка) для высокоскоростной вертикальной сварки углеродистой стали с FCAW (дуговая сварка порошковой проволокой) Вариант процесса для вертикальной сварки легированной стали
- Легкая передвижная тележка, самоходная, защищенная от непогоды, с полностью изолированной кабиной оператора, которая обеспечивает безопасный доступ к сварному шву и простую настройку и установку
- Легкая алюминиевая гусеница, быстросъемные электромагниты, простая сборка и разборка;
- Мониторинг дуги в режиме реального времени и автоматический контроль уровня сварочной ванны, положения сварочной горелки и автоматическая регулировка электрического вылета;
- Последовательное управление в «автоматическом режиме», позволяющее запускать одной кнопкой.
- Бортовая автономная система непрерывного водяного охлаждения
- Полная интеграция с электросварочными системами LINCOLN в стандартной комплектации (другие сварочные системы по запросу клиента)
- Система привода SEW для надежного и плавного хода
- Различные стандартные конфигурации для резервуаров для хранения, устанавливаемых снизу вверх и сверху вниз, или цилиндрических конструкций с толстыми стенками (например, башен, доменных печей).
Характеристики:
- Сварочный шов с принудительным водяным охлаждением, одноступенчатая формовка
- Автоматический контроль уровня жидкости в сварочной ванне, автоматическая регулировка длины удлинения сварочной проволоки
- Алюминиевая направляющая, магнитная адсорбция, простота сборки и разборки
- Небольшой объем тележки, малый вес, модульная конструкция
Технические параметры:
- Электрогазовая (дуговая) сварка: сплошная проволока с газовой защитой или проволока с внутренним экраном
- Применимый диаметр резервуара: ≥4,5 м
- Применимая ширина плиты: 1,6–3,2 м (установка вверх) 1,8–2,6 м (установка обратным краем, подъем резервуара)
- Применимая толщина листа: 8-50 мм
- Скорость автоматической сварки: 0-250 мм/мин
- Максимальная скорость движения автомобиля: 550 мм/мин
Перейдите по ссылке ниже, чтобы получить представление о том, как наша система EGW выполняет сварку 1-дюймового листа длиной 108 дюймов на месте в Австралии.
- https://www.youtube.com/watch?v=lwSXkONvMU4
Предлагаемая нами модель вертикального сварочного аппарата EGW-V, EGW-P, EGW-Jack-UP, EGW=электрогазосварочный аппарат, который также известен как аппарат для вертикальной сварки вверх (VUP), является однопроходным аппаратом для вертикальной сварки вверх (VUP) , AVW-многопроходный, AVW-Jack-UP, AVW автоматический вертикальный сварочный аппарат.
Электрогазосварщик | EGW – P – это однопроходные автоматические вертикальные сварочные аппараты
EGW (электрогазовые (дуговые) сварочные аппараты) (Electrogas Welder), которые также известны как (AVW) автоматические вертикальные сварочные аппараты, представляют собой высокоэффективное автоматическое сварочное оборудование, обеспечивающее замкнутый контур управления подъем каретки с обратной связью по току; Толщина сварного шва при одноэтапной формовке составляет 50 мм, в основном используется для однопроходной сварки толстолистового металла в нефтяной, химической, доменной и судостроительной промышленности.
Компактный вертикальный сварочный аппарат без оператора, работающий на обечайке для максимальной гибкости
Устраняет ограничения по ширине листа для обычных вертикальных сварочных аппаратов кожухи, дымоходы и т. д.) и вертикальные панели
Экономичный, но достаточно прочный для сварки в тяжелых условиях.
Специальные модели для сварки на наклонной поверхности (например, крыша резервуара, наклонные сваи)
Однопроходный вертикальный сварочный аппарат EGW представляет собой высокопроизводительный автоматический вертикальный сварочный аппарат, в котором используется замкнутый контур контроля сварочной дуги в режиме реального времени для точного определения местоположения, управления и регулировки сварочной головки в сварном соединении с помощью обратной связи по току дуги и автоматического перемещения каретки. . Он используется для выполнения однопроходных сварных швов в материалах толщиной от 9 до 36 мм, но также может использоваться для выполнения сварных швов более толстых листов толщиной до 70 мм при сварке с обеих сторон соединения. Эта машина используется для сварки вертикальных пластин в резервуаре для хранения и во многих других областях.
Характеристики вертикальных сварочных аппаратов
- Использует процесс EGW (электрогазовая сварка) для высокоскоростной вертикальной сварки углеродистой стали с FCAW (дуговой сваркой с флюсовой проволокой) Вариант процесса для вертикальной сварки легированной стали
- Легкая передвижная тележка, самоходная, защищенная от непогоды, с полностью изолированной кабиной оператора, которая обеспечивает безопасный доступ к сварному шву и простую настройку и установку
- Легкая алюминиевая гусеница, быстросъемные электромагниты, простая сборка и разборка;
- Мониторинг дуги в режиме реального времени и автоматический контроль уровня сварочной ванны, положения сварочной горелки и автоматическая регулировка электрического вылета;
- Последовательное управление в «автоматическом режиме», позволяющее запускать одной кнопкой.
- Бортовая автономная система непрерывного водяного охлаждения
- Полная интеграция с электросварочными системами LINCOLN в стандартной комплектации (другие сварочные системы по запросу клиента)
- Система привода SEW для надежного и плавного хода
- Различные стандартные конфигурации для резервуаров для хранения, устанавливаемых снизу вверх и сверху вниз, или цилиндрических конструкций с толстыми стенками (например, башен, доменных печей).
Области применения:
- Автоматическая стойка, небольшой объем, легкая конструкция, удобная сборка и разборка, гибкое использование.
- Используется в небольших и узких местах, в основном используется в петрификации, угольных шахтах и электроэнергетике.
Аппарат вертикальной сварки вверх, VUP, электрогазовый сварочный аппарат колонного типа для сварки резервуаров для хранения из углеродистой стали в теплом климате, автоматический аппарат вертикальной сварки AVW
Разработан для однопроходного процесса Lincoln Mechanical Vertishield, в котором обычно используется проволока Lincoln NR431 Innershield . All Time VUP работает по тому же принципу электрогазовой сварки, что и All Time EGW, но имеет конструкцию колонны и седла, а не полностью закрытую конструкцию рамы. Сварочный аппарат All Time VUP, не требующий газовой защиты, является простым и надежным вариантом для вертикальной сварки резервуаров с высоким наплавлением для толщины стенок более 15 мм.
Этот аппарат для вертикальной сварки вверх VUP A.K.A (автоматический аппарат для вертикальной сварки AVW) представляет собой открытую конструкцию колонны для использования с самозащитной проволокой внутреннего экрана Lincoln NR431 для системы сварки с высоким подводом тепла в теплом климате.
VUP Вертикальный сварочный аппарат Tank Welding LLC. Ваш полный поставщик автоматических сварочных аппаратов для резервуаров. Мы специализируемся на изготовлении на заказ автоматических сварочных аппаратов для резервуаров СПГ и резервуаров с плоским дном. У нас есть несколько стандартных проверенных конструкций автоматических сварочных аппаратов (AGW) / 3-часовых сварочных аппаратов. Однопроходная газовая защита EGW (электрогазовая сварка), однопроходная самозащитная установка VUP / вертикальная сварка UP и AVW / многопроходная автоматическая вертикальная сварка, автоматическая вертикальная тележка, ракельная тележка, оборудование для подъема резервуаров и комплексные системы подъема резервуаров, автоматические сварочные аппараты для сварки изогнутых листов под давлением сварка сосуда/сферы/варочного котла. Эта линия оборудования построена с использованием сварочных систем Lincoln или Miller американского производства. AGW Travel приводится в движение первоклассными двойными приводными двигателями с инверторным управлением, разработанными в Германии.
Познакомьтесь со всеми нашими товарами и свяжитесь с нами по телефону или электронной почте. https://tankwelding.com/about-us/
Для механизированной сварки г o ф вертикальных швов и н т […] Будут использоваться электроды с флюсовой сердцевиной и газовая смесь аргон/CO2. steffen-schweisstechnik.de steffen-schweisstechnik.de | Zum mec ha nisie rte n Schweien v on Steigenhten im B eh lterbau [. wird Flldraht und Argon / CO2 Gemisch verwendet. steffen-schweisstechnik.de steffen-schweisstechnik.de |
Применяем сварку под флюсом в районе днища резервуара и для сварки […] кольцевые швы, а так же используем порошковую дугу […] сварка под сварку т х е вертикальные швы o ф бак. steffen-schweisstechnik.de steffen-schweisstechnik.de | Wir setzen auf das Unterpulverschweiverfahren im Bereich des Bodens und der […] Rundnh te , sowie a uf Flldrahtschwei en der Stehnhte . steffen-schweisstechnik.de steffen-schweisstechnik.de |
Обратите внимание, что f o r вертикальный t h ro w расстояние между1885 t h e сварной шов a n d диффузор. schako.de schako.de | Bei einer Ausblasrichtung na ch oben, i st zu beachten, d a zwi sche n Schweinaht u nd A usla ein Steg von mindestens […] 100 мм сетка mu. schako.de schako.de |
Гидравлический амортизатор со штоком поршня, который колеблясь входит и выходит из трубы амортизатора (4), при этом шток поршня направляется и герметизируется по отношению к трубе амортизатора с помощью уплотнения и направляющий узел из листового металла, отличающийся тем, что уплотнительно-направляющий узел состоит из опорной части (1) с направляющим кольцом, на которое может быть установлена направляющая втулка (5), и армированного листовым металлом уплотнения (6) и при этом опорная часть (1) и/или армирующий металлический лист (7) уплотнения (6) состоит из одной или нескольких частей, при этом по меньшей мере одна часть опорной части (1) соединена по меньшей мере с одной частью усиливающий металлический лист (7), отличающийся тем, что соединение между опорной частью (1) и усиливающим металлическим листом (7) выполнено в виде сварного соединения, которое [. выпускается […] снаружи, а в том, что корень t h e сварной шов i s s море […] с помощью монтажной детали. v3.espacenet.com v3.espacenet.com | Hydraulischer Stodmpfer mit einer in ein Stodmpferrohr (4) oszillierend ein- und ausfahrenden Kolbenstange, bei dem die Kolbenstange mittels einer aus Blech hergestellten Dichtungs- und Fhrungseinheit gegenber dem Stodmpferrohr abgedichtet und gefhrt wird, wobei die Dichtungs- und Fhrungseinheit aus einem Tragteil ( 1) mit einem Fhrungskragen, der eine Fhrungsbuchse (5) aufnehmen kann und einer blechverstrkten Dichtung (6) besteht und wobei das Tragteil (1) und/oder das Verstrkungsblech (7) der Dichtung (6) einoder mehrteilig ausgebildet ist, wobei wenigstens ein Teil des Tragteils (1) mit wenigstens einem Teil des Verstrkungsbleches (7) verbunden ist, daurch gekennzeichnet, dass die Verbindung des Tragteils (1) mit dem Verstrkungsblech (7) als Schweiung ausgebildet ist, die von [. auen erfolgt, und dass […] die Wu rzel der Schweinaht zum Inne nr aum des Stodmpfers hin mittels eines Einba ut eils abgedichtet ist . v3.espacenet.com v3.espacenet.com |
Основными особенностями являются все преимущества PFAFF 8312 CS, мировой премьеры: сварочный аппарат с настоящим кромкообрезным швом и одновременным швом, опорные колеса различной формы, обеспечивающие оптимальное качество шва, тот факт, что […] давление обоих колес регулируется отдельно и расстояние […] t h e сварной шов i s a zkg-online.info zkg-online.info | Merkmale dieser Serie sind alle Vorteile der PFAFF 8312 CS, eine Weltneuheit — Schweimaschine mit echter Kantenbeschneidung und gleichzeitiger Versiegelung-, unterschiedlich geformte Ambossrder die der optimalen Nahtqualitt dienen, der fre die zwei Rder [. unabhngig voneinander einstellbare Anpressdruck sowie dass der Abstand de r […] Schweinahtkant e z ur Schweinaht im mer zu 1 00 ? zkg-online.info zkg-online.info |
Эффективность строительства трубопроводов с годами постоянно повышалась, […] начиная с […] development of spe ci a l vertical — d ow n weld e l ec trodes right through to automated Процессы GMA с ada pt e d шов р р эп раций. abicor.de abicor.de | Die Effektivitt, mit der Rohrleitungen gefertigt werden, wurde im Laufe der Zeit stetig erhht, [. angefangen mit der […] Entwicklung spezielle r Fallnahtelektroden b в автоматическом исполнении MSG-Prozessen mit ange pa ssten Nahtvorbereitungen . abicor.de abicor.de |
Во время работы ввод […] влаги — например через ou g h сварной шов f a ul […] или внешнее повреждение можно измерить, […] сигнализируется и располагается не только в районе стыка, но и непрерывно по всей длине трубы. pipesystems.com pipesystems.com | Im Betrieb kann ein […]
Feuchtigkeitseintritt d urch z.B . Schweissnahtfehler, и ichte Muf fe nverbindungen [. oder Beschdigung von Aussen, […] nicht nur im Muffenbereich, sondern kontinuierlich auf der gesamten Rohrlnge gemessen, gemeldet und geortet werden. pipesystems.com pipesystems.com |
Технические данные/причина(ы) отказа/повреждения […] образец / комментарии d = 355 мм, s = 6,35 […] мм; р = 55,5 ба г ; шов сварной ф а ул т в продольном […] сварной шов, для увеличения пропускной способности, […] давление было повышено, следовательно разрыв; воспламенение: через 8-10 мин после утечки; разветвление трубопровода длиной около 15 м; нет огненного шара, длина пламени 38 м; урон от теплового излучения: с 74 до 108 м; здания, поврежденные избыточным давлением: от 47 до 91 м; 13 разрушенных домов на расстоянии от 7 до 75 м, 9 В, № T bam. bam.de | Technische Daten / Ursache(n) des Versagens […] /Schadensbild / Bemerkungen d=355 мм, s=6,35 […] мм; р=5 5, 5 ба р; Schweinahtfehler in ein er Lngsschweinaht, […] zur Durchsatzerhhung wurde […] Druck erhht, dadurch Bruch; Zndung: 8-10 минут в течение часа; Трубопровод около 15 м Lnge aufgerissen; kein Feuerball, Flammenlnge 38 м; Schden durch Strahlungswrme: от 74 до 108 м; Gebudeschden durch berdruck: von 47 bis 91 m;13 Huser zerstrt in 7 bis 75 m Entfernung, 9V, keine T bam.de bam.de |
Плотно вставьте отлив в место изменения угла и продолжайте движение против […]
стойка напротив t h e вертикальный шов . fbpe.be fbpe.be | Arbeiten Sie die Abdichtung fest in der Kehle ein und weiter auf die […] Аттика ge genb er dem vertikalen Sto . fbpe.be fbpe.be |
Усовершенствованные методы ультразвукового контроля […] методы для […] толстостенный аустен it i c сварные швы h a ve re a l сварной шов w i th реалистичный […] дефект материала. grs.de grs.de | Die weiterentwickelten Methoden der […] Ultraschall-Prfverfahren франц. [. Fehler qualifiziert und verifiziert. grs.de grs.de |
Welding seam a r ea s with stress direc ti o n vertical t o t листовой металл […] Поверхность должна быть испытана в соотв. с AD-Merkblatt B5 и/или ASME-Code Sec. ebusiness.linde-le.com ebusiness.linde-le.com | Schweinahtbereiche mit Bean sp ruchun gs rich tung senkrecht zur Blec ho berflche […] sind entsprechend AD-Merkblatt B5 bzw. ebusiness.linde-le.com ebusiness.linde-le.com |
Однако необходимо принять меры с […] уплотнитель […] function of t h e weld seam c a n be demonstrated — without infringing the cask’s global integrity — at random and at appropriate intervals during the storage period (e. g. преднамеренный отбор атмосферы над контейнером, эксплуатационный контроль т ч е сварной шов , е ха […] тестовых купонов для контроля работы). rskonline.de rskonline.de | Es sind jedoch Manahmen festzulegen, mit denen — ohne die allseitige […] Integritt des Behlters [. rskonline.de rskonline.de |
l0 из холоднокатаного листа, при необходимости термически обработанного, […] за исключением t h e сварной шов t h e поверхность […] протравленный или термообработанный брайт […] отжиг, холодная штамповка, более гладкая, чем с «d1 до d3» arca-plus. arca-plus.ru | l0 aus kaltgewalztem Blech, gegebenenfalls […] wrmebehandelt, b is au f d ie Schweinaht is t d ie Ob 86 86 […] gebeizt oder zunderfrei wrmebehandelt, […] kaltgeformt glatter als bei»d1 bis d3 arca-plus.ru arca-plus.ru |
Различная микроструктура, газовая пористость, […] t h e сварной шов g r eatly влияют на качество сварного шва 918. rheinfelden-alloys.eu rheinfelden-alloys.eu | Die unterschiedliche Gefgeausbildung, […] Gasporositt, Mikrolunker и […]
Gusshau t im Schweinahtbereich ha t entscheidenden Einfluss auf die Gte der Schweiverbindung. rheinfelden-alloys.eu rheinfelden-alloys.eu |
Положение 1 или 1′ в точке P или положения 1 и 1′ в точке P/2 с использованием угла луча, […] воздействие на т ч e weld e d ge shall normally b e a s vertical a s p ossible. kta-gs.de kta-gs.de | Position 1 oder 1′ in Poder Positionen 1 и 1′ in P/2 mit einem […] Айншаллвинкель, де r mglich st senkrecht au f die Nahtflanke a uftreffen soll. kta-gs.de kta-gs.de |
Сварочная горелка перемещалась с помощью механического держателя, а [. джойстика. kuka-robotics.com kuka-robotics.com | Der Schweibrenner wurde von einem […] mechanischen Trger bewegt, wobei de r Werker die Hhen — un d Seitenkorrekturen der Schweipistole […] ber einen Джойстик установлен. kuka-robotics.com kuka-robotics.com |
A ne a t weld a l lo ws t h e vertical t a Ил и фюзеляж стали одним целым. atlantics.de atlantics.de | Durch e ine s aub ere Schweinaht ver sch milzt d a s Seitenleitwerk d ann […] с Flugzeugrumpf. atlantics.de atlantics.de |
Две части […] скользить друг в друга, форма нг a вертикальный шов j o в т. rincoultrasonics.com rincoultrasonics.com | Mit dem Ineinandergleiten beider […] Teile en tsteh t e ine vertikal ver laufend e 81885 Schweissna. rincoultrasonics.de rincoultrasonics.de |
39 бар; Несколько трещин вблизи продольного в A L Weld Sew , S 9185 PO S 9185 PO S 9185 PO S 9185 PO S 9188 PO S 9188 PO . bam.de bam.de | 39 бар; mehrere Risse in der Nhe de r Lngsschweinaht , Korrosionsstellen, Risse waren z.T. «zusammengewachsen» и haben eine grere Bruchnaht gebildet, Riss в 3-Uhr-позиции; Entlang der Lngsschweinaht, auf eine Lnge von ca. 4 м, war die Isolierung ausgebeult, es hat den Anschein, dass das Band nicht fest genug aufgewickelt worden war; die Fehlstelle lag an einem Krmmer, der einst mit einem 3-Versatz verlegt wurde. bam.de bam.de |
Less failures in the splice area according to the ove rl a p weld w i th additi on a l vertical c o nt действ. behabelt.com behabelt.com | Weniger Brc he an der Schweinaht auf grun d berlappschweiung mit zus tzl ich em vertikalen An pre ssd Рак . behabelt.com behabelt.com |
При обшивке более высоких бортов мембрана EPDM обрезается на […] углы так а вертикальный шов с а н производить изменение угла. fbpe.be fbpe.be | Wenn hhere Attiken eingedichtet […] werden, wird die EPDM-Dachbahn an den Ecken so […]
einge sc hnit ten, dass e ine vertikale Nah t i n der K ehle hergestellt [. Верден Канн. fbpe.be fbpe.be |
Анализ начинается, в частности, с вопроса о целесообразности выбора источника тепла для термомеханического […] Расчетзависит от существующих доменов процесса или может быть […] исключительно из геометрической формы t h e сварного шва . ilt.fraunhofer.de ilt.fraunhofer.de | Insbesondere wird die Analyze der Fragestellung begonnen, ob die geeignete Wahl einer Wrmequelle fr die thermomechanische Berechnung […] von der vorliegenden Prozessdomne abhngt oder aus der […] геометрия ch en F orm de r Schweinaht a lein abg eles en . ilt.fraunhofer. ilt.fraunhofer.de |
На первом итеративном этапе, направленном на […] улучшение конструкции […] компонент, дополнение к a l сварной шов w a s выполнен в наружной […] область между вилкой и трубкой. тиссенкрупп.ком тиссенкрупп.ком | Эйн Эрстер Iterationsschritt zur […] Verbesserung der Bauteilstruktur bestand in dem Einbringen […] einer z ust zlic he n Schweinaht i m Aue nber ei ch zwischen […] Габель и Рор. тиссенкрупп.ком тиссенкрупп.ком |
Необходимо оставить достаточное количество материала для отбора образцов, чтобы помимо наборов образцов, которые должны быть выбраны в соответствии с 4. […] после облучения достаточно […] материал не менее 1 .5 м сварной шов л е нг […] для взятия дополнительных наборов образцов или для дополнительных испытаний. kta-gs.de kta-gs.de | Fr die Probenentnahme ist eine ausreichende Menge Werkstoff vorzusehen, so dass, auer zum Nachweis der mechanisch-technologischen Eigenschaften vor und nach der Bestrahlung der nach Abschnitt 4.4 zu whlenden […] Anzahl von Probenstzen, eine gengende […] Menge We rksto ff von mindestens ein er Schwe i 918htngel […] фон 1,5 м zur Entnahme von weiteren [. Probenstzen oder fr ergnzende Untersuchungen vorhanden ist. kta-gs.de kta-gs.de |
Были предприняты усилия по улучшению различных методов анализа […] t h e сварной шов , s в ce это […] здесь наиболее вероятно механическое повреждение. media.basf.com media.basf.com | Das Versagen des Ansaugrohrs meist an der Fgestelle auftritt, konzentrieren sich die verschiedenen […] Berechnungsmethod en auf die Schweinaht . media.basf.com media.basf.com |
Seam-Quad LTB
Реализация Seam-Quad LTB предназначена для выполнения тавровых, нахлесточных и стыковых сварных швов. одновременно.
Этот тип сварки определяется автоматически на основе ориентации ссылок на
друг друга.
Размеры и свойства, присвоенные всем зонам термического влияния (ЗТВ), могут быть определяется отдельно. Направления нормалей четырехэлементных сварных швов и элементов ЗТВ могут быть изменены. контролируемый. Для Т-образных и стыковых сварных швов может быть определена обработка кромок для перемещения край на точном расстоянии от противоположного звена.
Ограничение: Доступно в OptiStruct, Abaqus, LS-DYNA, Radioss и интерфейсы решателя Nastran и могут быть выбраны и определены в редакторе объектов соединителя.
Рисунок 1. Seam-Quad LTB
Общая информация
- Тип сварки
- Определяет погоду для настройки конфигурации исключительно для T, L или B
подключение или автоматическая настройка конфигурации для каждого подключения
исходя из угла.
- В любом случае тип соединения зависит от:
- Классификационный угол B/L
- Классификационный угол L/T
Рис. 2. Т-соединениег.
Рис. 3. L-соединение
Рис. 4. Соединение B - Допуск
- Определяет расстояние от соединителя.
- Только объекты в пределах этого допуска могут учитываться для окончательная реализация. Допуск используется для проверки адекватности связи. кандидаты доступны для подключения относительно количества слои.
Форма сварного шва
- Т-образный сварной шов
- Определяет, как создается Т-образный сварной шов.
Рис. 5. Вертикальный Т-образный шов
Рис. 6. Угловой Т-образный сварной шов
Рис. 7. Вертикальный и наклонный Т-образный шов - L Форма сварного шва
- Определяет способ создания L-образного сварного шва.
Рис. 8. Вертикальный Г-образный шов
Рис. 9. Г-образный угловой сварной шов
Рис. 10. Вертикальный и угловой L-образный шов - B Форма сварного шва Сварные швы
- B всегда выполняются прямолинейно.
Рис. 11. Прямой сварной шов B - С крышками
- При включении швы закрываются тройным элементом.
- Параметры заглавных букв определяют, как создаются заглавные буквы.
Рисунок 12. Элемент Tria для T-образного сварного шва
Рис. 13. Заглушка Tria для L-образного сварного шва
Детали реализации
Настройки сведений о реализации располагают отмеченные желтым цветом узлы на рис. 14, рис. 15 и рис. 16.
| Рис. 14. Размеры T | Рис. 15. Размеры L |
| Рис. 16. Размеры B |
Размер сварных швов зависит от настроек формы сварного шва.
- Схема размеров
- Определяет схему размеров Т-образного сварного шва, L
сварка, и B сварные соединения.
- ввод
- Вручную определить дискретные значения размеров сварного шва, показаны черным цветом на Рисунке 14, Рисунке 15 и Рисунке 16, за исключением толщина. Горизонтальные размеры можно определить с помощью длина или угол.
- в зависимости от толщины
- Выберите формулу для определения размеров сварного шва, показанных на
черный на рис. 14, рис. 15 и рис. 16, за исключением
толщина. Приведенные формулы зависят от
толщины t1 и t2. Формулу можно подобрать индивидуально
для каждого вертикального V и горизонтального H расстояния, или же
формулу можно использовать для T, L и B.
- зависит от размера шва
- Вручную определить дискретные значения размеров сварного шва, показаны красным на Рисунке 14, Рисунке 15 и Рисунке 16. Вертикальные V и расстояния по горизонталиH определяются формулами, отражающими размеры сварного шва и толщины t1 и t2.
- DIM T (Размер T)
Вход Зависит от толщины Зависит от размера сварного шва Горизонтальные длины LTH - по углу
- по длине
- (t1+t2)/2
- 3*(t1+t2)/2
- т1+т2
t1/2+бел/2 (фикс. )Длина по вертикали LTV - по длине
- по краю
- (t1+t2)/2
- 3*(t1+t2)/2
- т1+т2
- по краю
- т2/2+вв/2
- по краю
- РАЗМЕР L (размер L)
Вход Зависит от толщины Зависит от размера сварного шва Горизонтальные длины LTH - по длине
- по углу
- (t1+t2)/2
- 3*(t1+t2)/2
- т1+т2
бел/2 (фикс. )- РАЗМЕР B (Размер B)
Вход В зависимости от толщины Зависит от размера сварного шва Длина LB - по длине
- по углу
- (t1+t2)/2
- 3*(t1+t2)/2
- т1+т2
- по краю
- бб
- по краям
- Обработка кромок (T/B)
- Когда запрашиваются дискретные длины для T- и B-соединений,
иногда необходимо сдвинуть края.
- Обработка кромок не требуется, если размер другой длины настройки установлены на краю.
- Если этот параметр включен, ребра могут перемещаться. Дополнительные сведения см. в разделе Варианты обработки кромок. Информация.
- Максимальное значение длины
- Определяет максимальное значение длины.
- Этот параметр полезен, когда длина рассчитывается на основе толщины. Если длина больше значения максимальной длины, то значение максимальной длины Вместо этого будет использоваться значение.
- Крышки
- Определяет, как создаются заглавные буквы.
Рис. 17. Угол крышки и угол стока
Рис. 18. Острый угол включен
Рис. 19. Острый угол отключен
Сведения об элементе
Настройки Element Details управляют нормальными направлениями сварного шва, а также элементы ЗТВ.
Нормальный вертикальный элемент, Нормальный угловой элемент и Нормальный элемент HAZ могут быть установлены на либо:
- К сварщику
- Показывает нормальное направление
- Вдали от сварщика
- Показывает прямо противоположное.
| Рисунок 20. В сторону сварочного аппарата | Рис. 21. Вдали от сварочного аппарата |
Информация о подключении
- выходные данные (по умолчанию)
- Создает квадратные сварные элементы и сшивает их с обеими звеньями, регулируя их сетка. Выполнены все необходимые ЗТВ. 9компонент conn_imprint и может позже использоваться для ручного отпечатка после того, как они были обработаны для пользователям нужно.
- оттиск/нет HAZ
- Создает квадратные сварные элементы и сшивает их с обеими звеньями, регулируя их сетка. Модификации сетки максимально минимальны, и нет ЗТВ выполняются.
- нет
- Создает только квадратные сварные элементы. Счетверенные сварные элементы не будут прикреплены к ссылкам. Соединение потребует дополнительного внимания.
Эта опция может быть полезна при работе с большим количеством
сложные области, где стандартная функциональность отпечатка не работает, для
Например, конфликтующие коннекторы.Информация HAZ
Настройки HAZ Info определяют длину различных зон термического влияния (HAZ),
которые зависят от длин ЗТВ для T, L и B (определены в деталях реализации). Настройки длины ЗТВ различаются в зависимости от определенного сварного шва.
формы (вертикальные, угловые, вертикально-угловые, колпачки).
- ЗТВ Схема
- Выберите схему размеров для длин ЗТВ T, L и B.
- ввод
- Позволяет решить, следует ли определять длину ЗТВ. индивидуально, или если все длины ЗТВ определены с помощью тот же подход (такой же, как у всех).
- зависит от размера шва
- Доступно, только если для Схема размеров тоже.
- Длина HAZ
- как у всех
- Присваивает одинаковую длину всем длинам ЗТВ.
- индивидуальный
- Назначайте длины ЗТВ индивидуально.
- Длина ЗТВ (различная)
- Следующие опции доступны в различных
Настройки длины ЗТВ.
- ввод
- Требуется указать дискретное значение длины.
- средний размер ячейки
- Длина зависит от среднего размера ячейки в локальном область, где выполняется отпечаток.
- по толщине
- Устанавливает для длины то же значение, что и для толщины
ссылка на получение ЗТВ.
- ЛТ
- Горизонтальная длина для Т-образных соединений, т. е. длина между опорными точками вертикальной и угловой частей шов.
- ЛЛХ
- Горизонтальная длина для Г-образных соединений, т. е. длина между опорными точками вертикальной и угловой частей шов.
- фунт
- Длина стыкового шва.
- скип ЗТВ
- Пропускает отдельные HAZ, которые не требуются.
- то же, что и положительная сторона
- Присваивает отрицательной стороне ту же длину, что и положительная сторона. сторона.
- белый или белый/2
- Длина зависит от размера горизонтального сварного шва. Только доступно, когда для схемы ЗТВ установлено значение, зависящее от размера сварного шва.
- wv или wv/2
- Длина зависит от размера вертикального сварного шва. Только
доступно, когда для схемы ЗТВ установлено значение, зависящее от размера сварного шва.
- шб или бб/2
- Длина зависит от размера стыкового сварного шва. Доступно только когда для схемы ЗТВ установлено значение, зависящее от размера сварного шва.
- LTVedge
Выберите между пропуском HAZ и LTVedge. Доступно только для ЗТ тведж длина.
- Коэффициент длины HAZ (средний размер ячейки/толщина)
- Коэффициент, увеличивающий или уменьшающий длину ЗТВ,
определяется с использованием среднего размера сетки или параметров длины толщины.
- Максимальная длина ЗТВ
- Максимальная длина для всех длин ЗТВ. Если длина ЗТВ больше это значение, то используется максимальная длина HAZ.
Размеры и зоны термического влияния (ЗТВ):
- Размеры T
-
Рис. 22. Размеры T
Рис. 23. Вертикальный Т-образный шов HAZ
Рис. 24. Угловой Т-образный сварной шов ЗТВ
Рис. 25. Вертикальный и наклонный Т-образный сварной шов HAZ - Размеры L
-
Рис. 26. Размеры L
Рис. 27. Вертикальный Г-образный сварной шов HAZ
Рис. 28. Угловой сварной шов HAZг.
Рис. 29. Вертикальный и угловой сварной шов HAZ - Размеры B
-
Рис. 30. Размеры B
Рис. 31. Прямой сварной шов B HAZ
Информация о свойствах и материалах
Параметры Property и Material Info определяют свойства и материалы сварные швы и зоны термического влияния (ЗТВ).
- Схема организации HAZ
- Выберите схему организации HAZ:
- наследовать собственность
- Наследует элементы ЗТВ от ссылок, в которых
Элементы ЗТВ вдавлены.
- общее имущество
- Назначает одно и то же свойство HAZ для одной ссылки или по всем ссылкам.
- Используйте последующие параметры, чтобы определить, как свойства определенный.
- индивидуальная собственность
- Назначает индивидуальные свойства для каждой HAZ.
- Опция компонента HAZ
- остаться в оригинале
- Сохраняет элементы ЗТВ в компоненте, на котором они были напечатаны
в. Дополнительные свойства не создаются.
- новый компонент вместо оригинального
- Создает новый компонент для каждого компонента, который получает HAZ отпечатанный. Параметр прямого назначения свойства игнорируется когда выбран этот параметр.
- Свойство HAZ Опция
- Доступные параметры зависят от схемы организации HAZ.
выбрано.
- присвоить исходное свойство
- Назначает то же свойство, которое было назначено исходному
компонентов к новым компонентам.
- присвоить повторяющееся свойство
- Дублирует исходные свойства и назначает их новым составные части.
- выберите
- Выберите свойство из текущей модели с помощью кнопки Выбрать Свойство Для варианта HAZ. За исключением случаев прямой передачи имущества активирован, компонент с именем ltb_seam_quad_haz_ с создается идентификатор свойства в виде постфикса.
- такой же, как оригинальный
- Присваивает элементам HAZ то же свойство, что и исходное. Нет
создаются дополнительные свойства. Элементы ЗТВ организованы
в компоненты с именем ltb_seam_quad_haz_ со свойством
ID как постфикс.
- масштабированная исходная толщина
- Создает новое свойство и компонент для каждой ссылки, которая отпечатан ЗТВ.
- Свойство является копией оригинала. Свойства названы
как ltb_seam_quad_haz_
_<масштабированная толщина>, и компоненты называются так же, как и свойства. - Кроме того, можно определить следующее:
- Коэффициент толщины ЗТВ
- Позволяет ввести коэффициент для масштабирования
толщина.
- Группа свойств HAZ
- Группирует свойства, чтобы уменьшить количество
созданных свойств.
- Не группировать
- Предотвращает группировку.
- группа одинаковой толщины
- Группирует элементы ЗТВ одинаковой толщины
в одно свойство и компонент. элементы ЗТВ
Сварные швы T, L и B также группируются вместе, если
они имеют одинаковую толщину.
- Свойства названы ltb_seam_quad_haz_<масштабированная толщина> или ltb_seam_quad_haz_<идентификатор свойства> и компоненты используйте то же имя, что и свойства.
- группа одинаковой толщины в пределах T, L и B
- Группирует все элементы ЗТВ с одинаковыми толщина в одно свойство и компонент, если так как они имеют одинаковый тип сварки T, L, B.
- Свойства названы ltb_seam_quad_
_<толщина>, и компоненты используют одинаковые имя как свойства.
- входная толщина
- Создает новое свойство и компонент для каждой ссылки, которая отпечатан ЗТВ.
- Свойство является копией оригинала. Свойства названы
ltb_seam_quad_haz_
_<масштабированная толщина> и компоненты называются так же, как свойства. - Кроме того, можно определить следующее:
- Толщина ЗТВ
- Позволяет задать коэффициент толщины. поступил.
- Группа свойств HAZ
- Группирует свойства, чтобы уменьшить количество
созданных свойств.
- не группировать
- Предотвращает группировку.
- группа одинаковой толщины
- Группирует все элементы ЗТВ с одинаковыми
толщина в одно свойство и компонент. ЗТВ
элементы сварных швов T, L и B также сгруппированы
вместе, если они имеют одинаковую толщину.
- Свойства названы как ltb_seam_quad_haz_<масштабированная толщина> или ltb_seam_quad_haz_<идентификатор свойства> и компоненты используйте то же имя, что и свойства.
- группа одинаковой толщины
- В группах T, L и B все элементы ЗТВ с одинаковой толщиной в одно свойство и компонент, если они имеют один и тот же тип сварки Т, Л, Б.
- Свойства названы как ltb_seam_quad_
_<толщина>, а компоненты используют то же имя, что и свойства.
- то же, что и положительная сторона
- Гарантирует ЗТВ на положительной и отрицательной стороне Т-образному или L-сварному шву присваивается одно и то же свойство.
- такой же, как и другой размер
- Гарантирует, что ЗТВ с обеих сторон сварного шва B назначены одно и то же свойство.
- Свойство сварки
- Определите, как толщина различных частей сварного шва
определенный. Создаются соответствующие свойства PSHELL.
- Вариант свойства для вертикальных четырехъядерных моделей
- выбрать
- : Выберите свойство из текущей модели с помощью кнопки Выбрать Свойство для поля «Вертикальный квадрат». Если не прямое имущество присвоение активировано, компонент с именем ltb_seam_quad_weld_ и идентификатор свойства в виде постфикса созданный.
- лев/кв.м(2)
- Определяет толщину сварных швов.
- 0,5*л/кв. м(2)
- Варианты зависят от типа сварного шва (T, L, B) и выбранные формы шва (вертикальный, угловой, вертикальный и угловой).
- (Лев./кв.(2)+Ур./кв.(2))/4
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и компоненты называются так же, как свойства и хост сварные элементы.
- Lh является надмножеством LLH и LTH (см. размеры выше). Ур. является надмножеством LLV и LTV (см. размеры выше).
- то же, что и край
- Наследует свойство ссылки со свободным краем для
вертикальный шов. Если прямая передача собственности не
активирован компонент с именем ltb_seam_quad_weld_
с идентификатором свойства в качестве постфикса.
- входная толщина
- Создает свойства с необходимой толщиной для каждого сочетание звеньев и форма шва (вертикальный, угловой, прямой).
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и соответствующие компоненты называются так же, как свойства и размещение элементов сварки.
- Вариант свойства для угловых четырехугольников
- выбрать
- Выберите свойство из текущей модели с помощью кнопки Выбрать
Свойство для поля «Вертикальный квадрат». Если не прямое имущество
присвоение активировано, компонент с именем
ltb_seam_quad_weld_ и идентификатор свойства в виде постфикса
созданный.
- Лев/кв.(2)
- Определяет толщину сварных швов.
- 0,5*л/кв.м(2)
- Варианты зависят от типа сварного шва (T, L, B) и выбранные формы шва (вертикальный, угловой, вертикальный и угловой).
- (Лев./кв.(2)+Ур./кв. (2))/4
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и компоненты называются так же, как свойства и хост сварные элементы.
- (t1+t2)/2
- Lh является надмножеством LLH и LTH (см. размеры выше). Ур. является надмножеством LLV и LTV (см. размеры выше).
- входная толщина
- Создает свойства с необходимой толщиной для каждого
сочетание звеньев и форма шва (вертикальный, угловой,
прямой).
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и соответствующие компоненты называются так же, как свойства и размещение элементов сварки.
- Вариант свойства для закрытых четырехъядерных устройств
- выбрать
- Выберите свойство из текущей модели с помощью кнопки Выбрать
Свойство для поля «Вертикальный квадрат». Если не прямое имущество
присвоение активировано, компонент с именем
ltb_seam_quad_weld_ и идентификатор свойства в виде постфикса
созданный.
- Лев/кв.(2)
- Определяет толщину сварных швов.
- 0,5*л/кв.м(2)
- Варианты зависят от типа сварного шва (T, L, B) и выбранные формы шва (вертикальный, угловой, вертикальный и угловой).
- (t1+t2)/2
- Свойства названы
ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>,
и компоненты называются так же, как свойства и хост
сварные элементы.
- Lh является надмножеством LLH и LTH (см. размеры выше). Ур. является надмножеством LLV и LTV (см. размеры выше).
- входная толщина
- Создает свойства с необходимой толщиной для каждого сочетание звеньев и форма шва (вертикальный, угловой, прямой).
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и соответствующие компоненты называются так же, как свойства и размещение элементов сварки.
9Вариант свойства 3619 для прямых четырехугольников- (t1+t2)/2
- Определяет толщину сварных швов.
- Варианты зависят от типа сварного шва (T, L, B) и выбранные формы шва (вертикальный, угловой, вертикальный и угловой).
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и компоненты называются так же, как свойства и хост сварные элементы.
- Lh является надмножеством LLH и LTH (см. размеры выше). Ур. является надмножеством LLV и LTV (см. размеры выше).
- входная толщина
- Создает свойства с необходимой толщиной для каждого
сочетание звеньев и форма шва (вертикальный, угловой,
прямой).
- Свойства названы ltb_seam_quad_weld_<форма сварного шва>_<ссылка1>_<ссылка2>_<толщина>, и соответствующие компоненты называются так же, как свойства и размещение элементов сварки.
- Группировка свойств сварки
- Уменьшите количество создаваемых свойств путем их группировки, за исключением случаев, когда
используя параметры выбора и такие же, как параметры края.
- не группировать
- Группировка не производится. Свойства создаются как описано в предыдущих вариантах.
- группа одинаковой толщины
- Объединяет все сварные элементы одинаковой толщины в один. свойство и один связанный компонент. Вертикальные, угловые и
прямые сварные элементы одинаковой толщины также
сгруппированы вместе.
- Свойства называются ltb_seam_quad_weld_<толщина> и связанные с ними компоненты называются так же, как имущество. Группа
- одинаковой толщины по вертикали, под углом + с крышкой и прямые четверные
- Группирует все сварные элементы одинаковой толщины и сварного шва.
форма (вертикальная, угловая + с крышкой, прямая) в одну
свойство и один связанный компонент.
- Свойства названы ltb_seam_quad_
_<толщина>, и их связанные компоненты называются так же, как имущество.
- Прямая передача собственности
- Останавливает создание дополнительных компонентов и напрямую назначает созданные или выбранные свойства отдельных сварных швов или элементов ЗТВ.
Поведение
- Классификационный уголок B/L
- Угол, определяемый автоматически для каждого отдельного шва
соединитель, независимо от того, следует ли считать его сваркой встык или внахлестку. По умолчанию установлено значение 10,0°.
- Если угол двух звеньев меньше, чем классификация B/L угол, то будет считаться сварка встык и внахлестку; дальше check определяет, перекрываются ли ссылки. Если ссылки не пересекаются, выполняется стыковой шов.
- Классификационный угол L/T
- Угол, определяемый автоматически для каждого отдельного шва соединитель, независимо от того, следует ли считать его сварным швом внахлестку или Т-образным сварным швом. По умолчанию установлено значение 10,0°.
- Угол Направление
- Определяет, с какой стороны создаются угловые сварные элементы.
- сторона разъема
- Угловые сварные элементы создаются на той стороне, где разъем находится, если разъем не идеально на свободный край.
- Если разъем находится на свободном крае, кромка квадратная нормальная. опция будет использоваться автоматически.
- положительная сторона/отрицательная сторона
- Положительную и отрицательную стороны можно определить, если
звенья не идеально перпендикулярны друг другу.
Рисунок 32. . Обзор положительных и отрицательных сторон определенный. Когда звенья идеально перпендикулярны,
опция edge quad normal автоматически
использовал. - край квадратный нормальный
- Рисунок 33. . Обзор стороны углового сварного шва
определенный. Если нормальные направления меняются местами,
сторона углового сварного шва меняется.
- Привязка к краю
- Для точного позиционирования соединителей можно использовать автоматическую привязку к краям. Сначала соединитель привязывается, например, к ближайшему свободному краю, затем
начинается проекция и создание КЭ.
- Расстояние привязки можно определить отдельно для T, L и B соединения.
- Вы можете выбрать, следует ли выполнять привязку к:
- максимум 1 элементная строка
- максимум 2 строки элементов
- нет (разъем не защелкивается)
Рисунок 34. Исходная модель до реализации. Исходная ситуация с одной строкой элемента, отмеченной для сварной шов внахлестку и два ряда элементов для t сварка.
Рис. 35. Привязка к краям включена
Рис. 36. Привязка к краям отключена - Обработка кромок (T/B)
- Попытки создать определенные длины по вертикали для Т-образных соединений LTV и специальные длины для соединения B LB.
- Активируется только в том случае, если параметр «Обработка краев» включен из
Настройки сведений о реализации.
Рисунок 37. Исходная модель до реализации
Рис. 38. Реализация с использованием обработки краев. Свободные края были сужены или расширены. - Варианты обработки кромок
- Выберите, следует ли:
- расширение и сокращение
- расширение
- сокращение
- Предел обработки кромок
- Обработка краев — это чистое движение узла; поэтому максимальное движение
необходимо ограничить, чтобы элементы на краю не были
уничтожен. Движение ограничено максимум в 0,5 раза больше элемента
размер по краю. 0,5 — максимально допустимое значение по умолчанию.
ценность.
- Консервная шайба
- Управляет сохранением шайб во время отпечатка шва.
реализация.
Рис. 39. Исходный режим с идеальной сеткой Шайбы
Рис. 40. Консервация шайб не включена. Стиральные машины вскрыты.
Рис. 41. Сохранение шайбы и повторное создание сетки включены. Шайбы все еще целы, но засев сетки изменился.
был изменен.
Рис. 42. Сохранение шайбы и отсутствие повторной сетки включены. Шайбы полностью сохранились. - Не делиться элементами зоны
- Отпечаток шва позволяет объединить зоны термического влияния (ЗТВ) в тесном области. В этой ситуации один элемент может касаться элементов сварки из два разных разъема. Не разделять элементы зоны запрещает использование зоны элементы от совместного использования.
- Четырехместный угловой
- Управляет созданием одинарного или двойного элемента в углах
четырехшовные соединители с определенной вершиной.
- Угол должен быть определен для одного четырехугольника. Если угол угла
больше заданного угла, создается двойной четырехугольный угол.
Рисунок 43. Четырехугольник в углу. Справа показан двойной четырехугольный угол, а одиночный четырехугольный угол показан слева. - Quad Control
- Контролирует максимальное отклонение от идеального квадратного элемента для зона термического влияния (ЗТВ). Его можно контролировать, если размер элемента или перекос элемента важнее сохранить.
- Максимальное четырехкратное уменьшение в % / максимальное четырехкратное смещение в градусах
Рис. 44. Уменьшение размера Max Quad: 80,0 / Max Quad Skew:
5.0
Рис. 45. Уменьшение размера Max Quad: 5,0 / Max Quad Skew: 45,0- Серебряные элементы
- Элементы Sliver — это небольшие элементы, которые вам могут не понадобиться в вашей модели.
На изображениях ниже идеальная перпендикулярная проекция привела к
щепочные элементы. Параметр Sliver Elements можно использовать для управления
осколочные элементы в вашей модели. На изображениях ниже красные элементы
представляют собой элементы ЗТВ.
Рисунок 46. Разрешить
Рис. 47. Предотвращение путем перемещения точек проекции
Рис. 48. Предотвращение с помощью движущегося края
Рис. 49. Удаление ленточных элементов - Длина элемента<
- Эта длина определяет, какие элементы следует рассматривать как узкие элементы.
- Характеристика Угол
- Определяет важные функции, которые необходимо сохранить во время печати. Функции которые пересекают ЗТВ, а также близлежащие элементы не могут быть сохранены.
- Выравнивание контрольной точки шва
- Глобальный параметр. Если стыки швов расположены близко, активировав «Шов Test Points Alignment» в редакторе объектов коннектора, тестовая точка выравнивание основано на близости других разъемов, чтобы улучшить сетчатый поток. Это также гарантирует, что перекрестный разъем должен иметь общий контрольная точка, чтобы были созданы уникальные узлы.
- Свободные концы швов
- Локальный набор опций для отдельных разъемов. Включение «Шовных контрольных точек
Выравнивание» также активирует эту опцию, которая позволяет
начальных и конечных точек соединителей швов, а также выравнивание других
контрольные точки.
- Фиксированный шов
- Локальный набор опций для отдельных разъемов. Включение «Исправленного шва» вариант считает все контрольные точки стыковочных соединителей фиксированными и не будет беспокоить.
- Шов, учитывающий особенности и границы
- Локальный набор опций для отдельных разъемов. Включение функции «Учитывать швы»
Опция Feature and Boundaries» настраивает контрольные точки таким образом,
проекции падают на особенности/границы везде, где это возможно.