Аргонодуговая сварка, собранная своими руками
Содержание
- 1 Принципы работы аргонодуговой сварки
- 1.1 Некоторые тонкости
- 1.2 Разновидности TIG
- 2 Умелые руки – альтернатива затратам
- 2.1 Техника безопасности
- 2.2 Рабочие моменты
- 2.3 Подведем итоги
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке».
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
Аргонно-дуговая сварка
Сварка – это способ соединения металлических изделий методом плавления. Однако не для всех видов металлов подходит классическая сварка, так как используемые электроды не всегда могут обеспечить нужный уровень прочности шва. С помощью обычной сварки нельзя прочно соединить изделия из цветных металлов, легированной стали и её сплавов. Для того чтобы получить максимальный уровень прочности в работе с вышеперечисленными материалами используется аргонно-дуговая сварка.
Технология
Практически всегда считалось что, для того чтобы сварить что-либо с помощью сварочного аппарата, необходимо обладать специализированными знаниями. Сейчас же современные технологии позволяют использовать сварку в домашних условиях, имея только базовые методы и знания за плечами. Аргонно-дуговая сварка имеет отличительную особенность, которая заключается в её простоте.
Сейчас же современные технологии позволяют использовать сварку в домашних условиях, имея только базовые методы и знания за плечами. Аргонно-дуговая сварка имеет отличительную особенность, которая заключается в её простоте.
Главным отличием данного вида сварки от классики, является то, что в процессе работе используются не электроды, а специальное аргоновое «облако». Причём рабочая температура агрегата может достигать отметки свыше двух тысяч градусов, это позволяет использовать в качестве основного электрода вольфрамовую проволоку, которая не плавится даже при таких высоких значениях температуры.
Особенности сварки аргоном:
- При сваривании металла аргоном расходный материал нужно размещать как можно ближе к металлическому изделию. Это позволит создать нужную температуру, соответственно, положительно повлияет на итоговые физически характеристики шва. Главный принцип аргонно-дуговой сварки заключается в том, что чем дальше расходный материал располагается от места будущего шва, тем ниже будет качество соединения.

- При работе расходный материал необходимо проводить строго вдоль шва. Только использование параллельного положения электрода при сварке создаёт эстетичный шов.

- Процесс аргонно-дуговой сварки заключается в том, что в момент плавления металла создаётся защитное облако из аргона, которое создаёт защитный барьер для шва, ограждая его от воздействия азота и кислорода из атмосферы. При сварке нужно постоянно отслеживать, чтобы рабочая область и электроды всегда находились внутри аргонового облака.
- Расходный материал, в виде проволоки, должен подаваться с равномерной небольшой скоростью. Это делается для того, чтобы предотвратить разбрызгивание жидкого металла. Весь сварочный процесс подразумевает высокий профессионализм сварщика, так как он должен контролировать: скорость подачи электрода, угол подачи проволоки, соблюдение направления процедуры и точные настройки сварочного аппарата.
- При использовании аргонно-дуговой сварки процесс проваривания должен происходить медленно. Помимо контроля скорости, должны учитываться все металлургические особенности.
 Помимо контроля скорости, должны учитываться все металлургические особенности.
Помимо контроля скорости, должны учитываться все металлургические особенности.Значительно большой процент от всего количества нюансов применения аргонно-дуговой сварки, рабочий узнает опытным путём. Также значительно количество полезной информации он может получить из специализированной литературы. Практически все производители в комплекте со сварочным аппаратом предоставляют небольшие буклеты, в которых описываются основные режимы сварки для того или иного материала.
Оборудования для аргонно-дуговой сварки
Работы по свариванию металлов с помощью защитного облака из газов можно выполнять как специализированными приборами, так и модификациями, так называемых универсальных агрегатов. Вне зависимости от типа сварочного аппарата, аргонно-дуговая сварка подразумевает использование специализированного оборудования, в число которого входят:
- Сварочное сопло – с помощью данного механизма обеспечивается работы горелки. Это устройство создаётся из материала, стойкого к воздействию высоких температур, так его рабочая деятельность осуществляется при температуре, значение которой может превышать две тысячи градусов по Цельсию. Множество тестов и исследований показало, что идеальным материалом для создания сопла является керамика. Стоит отметить, что размер используемого сопла варьируется от толщины материала, который будет подвергаться свариванию.
- Горелка, её конструкция может принимать разный вид. Точная форма будет зависеть от типа выполняемой работы. Соединения может создаваться с использованием как плавящихся, так и неплавящихся электродов. Отдельно стоит отметить головку с водяным охлаждением, чаще всего используют именно её. Её популярность обусловлена тем, что активное охлаждение позволяет поддерживать уровень температуры ванны на нужном уровне, а также не допускать перегрев расходного материала.
- Осциллятор – его задачей является обеспечение поджигания сварочной дуги бесконтактным методом. Её использование позволяет поддерживать размер дуги при использовании переменного тока. Сваривание изделий аргоном редко когда обходится без использования осциллятора, так как зачастую данный метод сварки применяют в условиях, когда прикоснуться электродом к материалу невозможно.
- Реостат – данное устройство помогает осуществлять регулировку силы тока. Практически все профессиональные сварочные аппараты имеют встроенный балластный реостат в своей комплектации.
 Множество тестов и исследований показало, что идеальным материалом для создания сопла является керамика. Стоит отметить, что размер используемого сопла варьируется от толщины материала, который будет подвергаться свариванию.
Множество тестов и исследований показало, что идеальным материалом для создания сопла является керамика. Стоит отметить, что размер используемого сопла варьируется от толщины материала, который будет подвергаться свариванию.
- В качестве источника напряжения может использоваться как трансформатор, так и сварочный инвентор. По статистическим данным, сварщиками большее предпочтения отдаётся второму варианту. Именно его применение позволяет создать постоянное равномерное напряжения на сварочной дуге, что положительно сказывается на итоговых характеристиках шва. Инвентор достигает пика своего уровня производительности при использовании в трёхфазных сетях.
- Различные дополнительные устройства для выполнения аргонно-дуговой сварки. Используя данный метод сварки никак нельзя обойтись без использования сварочного поста. Это не что иное, как подходящее рабочее место, которое полностью укомплектовано всеми необходимыми устройствами. Стол может быть как стационарным, так и мобильным.
Аргонно-дуговая сварка в автоматическом режиме
Для того чтобы облегчить рабочую деятельность и увеличить производительность очень часто используется сварка аргоном, которая проходит в автоматическом или полуавтоматическом режиме. Сварочные аргоновые установки принято классифицировать на три различных вида.
Сварочные аргоновые установки принято классифицировать на три различных вида.
- Механика – все действия выполняются человеческими силами за исключением подачи расходного материала.
- Автоматическая сварка происходит без непосредственного участия человека. Им осуществляется только контроль и установка всех параметров. Все движения сварочного аппарата и подача электродом выполняются в автоматическом режиме.
- Роботизированная сварка. В этом случае в процессе работы полностью отсутствует человеческий фактор. Все манипуляции выполняются автоматически, контроль и настройка параметров осуществляется с помощью компьютерной программы.
В нашей стране больше всего распространён механический вид. Поэтому чаще всего качество шва и его итоговые характеристики полностью зависят от профессионализма рабочего.
Какие присадочные материалы используются для сварки аргоном?
Использование присадочных материалов необходимо для заполнения сварочной ванны во время создания аргонового облака. Чаще всего присадочные прутки применяются для сваривания металлов, обладающих особыми характеристиками, которые усложняют процесс проведения работы. Использования электродов является обязательным при работе с чугуном, титаном, другими цветными металлами, а также высоколегированной сталью.
Чаще всего присадочные прутки применяются для сваривания металлов, обладающих особыми характеристиками, которые усложняют процесс проведения работы. Использования электродов является обязательным при работе с чугуном, титаном, другими цветными металлами, а также высоколегированной сталью.
Выбор присадочного материала нужно осуществлять исходя из основного материала. Чаще всего используют электроды, созданные из следующих материалов:
- Материал из нержавеющей стали, данный электрод чаще всего используется при работе с материалом, который оснащён свойством сопротивления коррозии.
- Присадка из алюминия и его сплавов. Шов, созданный с применением этого присадочного материала, способен сохранять все свои характеристики под воздействием высоких температур.
- Шов, созданный с помощью присадки из меди или же её сплавов, получает свойство повышенной вязкости. Он способен проводить электрический ток, что является обязательным при сваривании практически всех цветных металлов.
- Использование никелевой присадки позволяет прочно соединять детали из неоднородных материалов. Также электрод из никеля очень часто используют при сварке чугуна, так как он очень тяжело поддаётся обработке высокими температурами, следовательно, и сварить его гораздо сложнее, нежели чем другие материалы.

Порядок выполнения аргонно-дуговой сварки
Сваривать что-либо методом сварки аргоном достаточно легко. Для того чтобы научится этому необязательно проходить определённые курсы. Простота в применение позволяет базово изучить процесс сварки, используя только специализированную литературу и советы профессионалов. В том случае, когда у вас имеется сварочный аппарат высокого качества, создать сварной шов в домашних условиях не вызовет больших трудностей. Сварка в среде защитных газов требует выполнение нескольких обязательных рекомендаций:
- Сварочный шов должен создаваться исключительно по направлению края свариваемого металла. Если движения сварщика будут не прямыми, качество итогового результата, а именно его уровня прочности значительно снизиться.
- Скорость создания шва должна быть умеренной, так как при слишком высокой скорости выполнения работы, металл проварится не достаточно хорошо, а при небольшой скорости он будет плавиться слишком сильно.
- Для того чтобы получить качественный шов с помощью сварки с применением аргона, нужно обеспечивать постоянную скорость подачи проволоки под сварочную дугу. Также перед началом выполнения работ нужно выставить на агрегате нужный режим работы.

Порядок выполнения работы сварки с аргоном
Перед непосредственным началом работы нужно создать защитное облако из аргона, его необходимо подавать примерно за полминуты до включения сварочного аппарата. Прекращать же подачу аргону нужно не раньше чем через десять секунд после окончания работы. Если не соблюдать данные временные значения, шов получит характеристики прочности не высокого уровня, а также на нем могут появиться трещины.
Нужно подобрать режим, который идеально подойдёт для сваривания материала. Как правило, список, в котором находятся данные о том, какой режим, с чем лучше справляется, имеется в комплекте с любым сварочным агрегатом. Также там можно обнаружить данные о скорости подачи присадочного материала, нужного напряжения и т.д.
Также там можно обнаружить данные о скорости подачи присадочного материала, нужного напряжения и т.д.
Важно знать: при окончании работы ни в коем случае нельзя выключать сварочный аппарат мгновенно, подача тока должна прекращаться постепенно, для осуществления данной процедуры необходимо использовать реостат.
Где применяется аргонно-дуговая сварка?
Технические характеристики и конструкционные особенности сварочного аппарата для проведения работ в среде защитного облака из аргона, позволяет использовать его для создания прочного соединения между практически любыми цветными металлами и материалами, которые трудно подвергаются термической обработке. Стоит отметить, что соединяемые детали могут быть как однородные, так и разнородные. Данный способ сварки без проблем можно использовать как в промышленных, так и домашних условиях.
Аргонно-дуговая сварка регламентируется государственным стандартом. Им рекомендуется следовать не только в промышленности, но и в быту. Основные пункты, которые являются обязательными для выполнения:
Основные пункты, которые являются обязательными для выполнения:
- Запрещается проводить работы рядом с горючими веществами. Рабочее место не должно содержать никаких посторонних предметов.
- Рабочее место и все помещение в целом должно обладать хорошей системой вентиляции.
- Перед тем как приступить к сварке, нужно проверить все оборудование на предмет поломок или дефектов.
- Ни в коем случае нельзя использовать тройники, и похожих устройств, которые будут осуществлять разветвление источников питания.
Преимущества и недостатки данного метода сварки
Любой метод работы имеет как положительные черты, так и отрицательные. Среди недостатков можно отметить большое количество используемого дополнительного оборудования. Также новичку будет достаточно сложно подобрать нужный режим работы агрегата и выбрать более подходящий присадочный материал. Сварку аргоном можно выполнять только в закрытых помещениях, так как воздействие атмосферы, осадком и сильного ветра неблагоприятно влияет на итоговые характеристики шва.
Среди плюсов, самым главным является простота работы и её высокая скорость. Сварка аргоном позволяет соединять любые материалы, обеспечить такой широкий функционал применения способен только этот метод сварки. Стоит отметить небольшой нагрев материала, многие металлы имеют достаточно низкую температурную отметку, при достижении которой происходит плавление. Ну и, конечно же, варить аргоном что-либо можно как в промышленных условиях, так и в быту, потому что для её использования не обязательно обладать дополнительными знаниями и иметь большой опыт работы за плечами, достаточно наличия базовых понятий и определений.
Аргонно дуговая сварка TIG
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно соединять любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сваривании разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые эта сварка была представлена в 1940‑х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиоактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Он накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет ему не сгорать.
Как работает сварка TIG?
Для этого вида сварки требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на аппарат для электродуговой сварки, и такая конструкция будет работать как TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG
Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сваривании толстых металлов для лучшего проникновения шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сваривании толстых металлов для лучшего проникновения шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сваривания стали. Такую форму концу можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.
Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На нём не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Он должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сваривания алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы его наконечник был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
При сварке необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом с дугой и попадать в область действия защитного газа.
Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом с дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Печатать статью
автоматический аппарат для сварки, технология
– выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Содержание
- Общие понятия
- Классификация видов дуговой аргоновой сварки
- Оборудование для работы с аргоном
- Инверторная сварка в аргоне
- Правильная аргоновая горелка
- Горелка с неплавящимся электродом
- Горелка с плавящимся электродом
- Этапы и правила ручной сварки в аргоне
- Режимы сварки в аргоне
- Аргонодуговая сварка в домашних условиях
- Варим в аргоне алюминий
- Варим в аргоне медь
- Преимущества и недостатки аргонодуговой сварки
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода — сварка нержавейки . Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины — роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
 Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Правильная аргоновая горелка
Горелка для аргоновой сварки.Задачи – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом
Процесс сварки горелкой с защитным газом.В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами — алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ.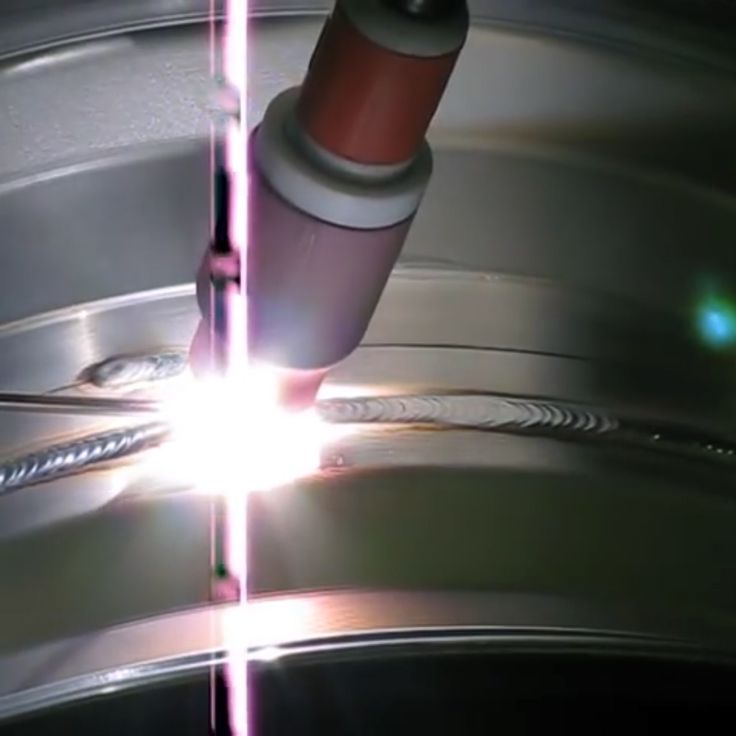 Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с .
Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с .
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
 Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.Режимы сварки в аргоне
Методы сварки — преимущества и недостатки.К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях
Дефекты сварочных швов.При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является . Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне алюминий
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Механизированная и ручная сварка.Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.

Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.
Теперь преимущества:
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Как видно, преимущества и недостатки аргонных методов относятся к разным категориям. Если недостатки – вполне решаемые проблемы организационного характера, то преимуществами являются технологические эксклюзивные свойства, которых нет больше ни в одном другом способе. При таких преимуществах можно считать, что недостатков просто нет.
Желаем стабильного тока, ровной горелки и хороших заказов.
Сварка алюминия аргоном для начинающих
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Настройки аргонодуговой сварки для сварки алюминия
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для подогрева металла перед сваркой и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Газ выполняет только защитную функцию и может быть использован для подогрева металла перед сваркой и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Сварка алюминия своими руками
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий угольный электрод, который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом.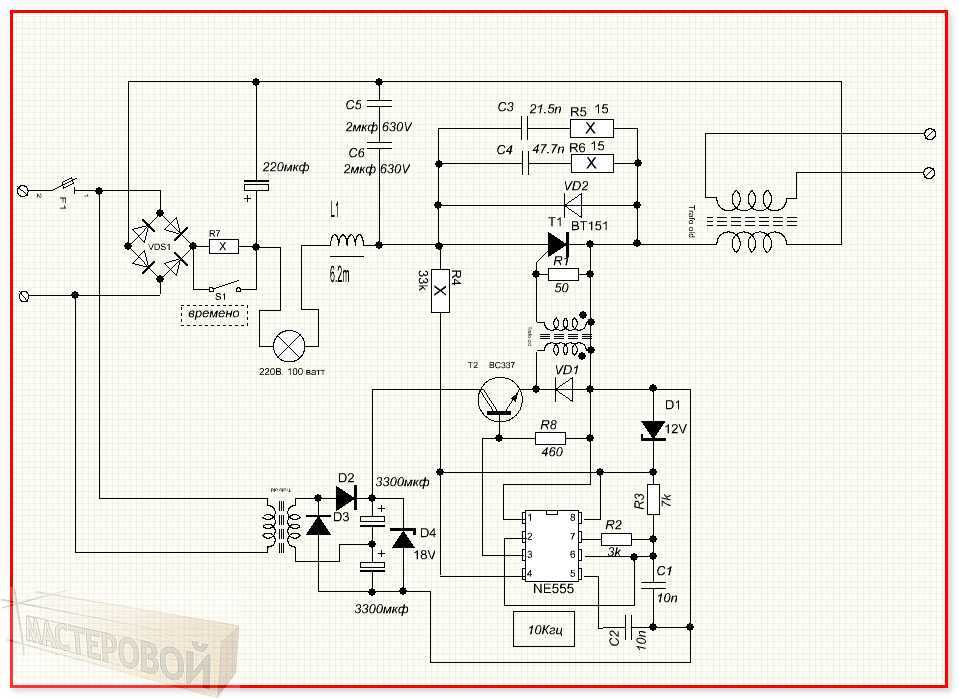 Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Технология сварки алюминия аргоном
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.

Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.

- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый баллон с аргоном – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
 Подбирается согласно составу сплава, с которым ведется работа.
Подбирается согласно составу сплава, с которым ведется работа.Подготовка алюминия к сварке
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.
Подготовка алюминия к сварке
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
«Важно!
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.
 »
»Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
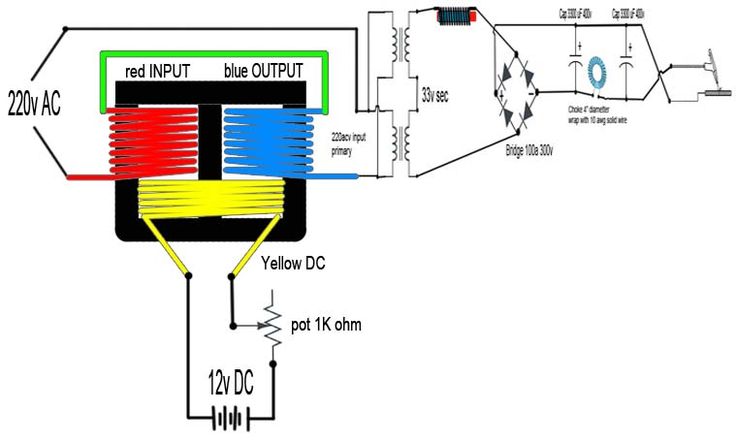
Самодельный осциллятор для аргонной сварки
Трансформатор марки ТС можно взять и другой, просто этот подошел идеально для простого и быстрого изготовления , обязательно с повышенным электромагнитным рассеянием 2х катушечный как раз таким и является, при намотке обмоток на разные катушки. Первичка на одной катушке, а вторичка на другой. При использовании данного трансформатора ТС первичку можно не мотать, а последовательно соединить несколько обмоток уже имеющихся на катушке этого трансформатора, а именно 3 самые большие обмотки номиналы имеются на каркасе трансформатора, это В, 59,5В и 43,5В , итого получится в сумме вольт — это и будет первичка. Соединять нужно конец одной обмотки с началом другой обмотки там обозначены цифрами, меньший номинал это начало, больший — конец. Со второй катушки сматывем всю обмотку запоминаем в какую сторону она была намотана, в туже сторону будем мотать и наши вольт, хотя здесь направление намотки вторичной обмотки не имеет значения, но я всё-таки перестраховался.
Соединять нужно конец одной обмотки с началом другой обмотки там обозначены цифрами, меньший номинал это начало, больший — конец. Со второй катушки сматывем всю обмотку запоминаем в какую сторону она была намотана, в туже сторону будем мотать и наши вольт, хотя здесь направление намотки вторичной обмотки не имеет значения, но я всё-таки перестраховался.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Самодельная сварка аргоном. Осциллятор своими руками
- Осцилятор своими руками
- Как модернизировать инвертор для сварки аргоном
- Как собрать осциллятор для сварки своими руками? Самодельный осциллятор для аргонной сварки
- Самодельная аргоновая сварка
- Аргонная сварка схема
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: эпопея аргон для нищих.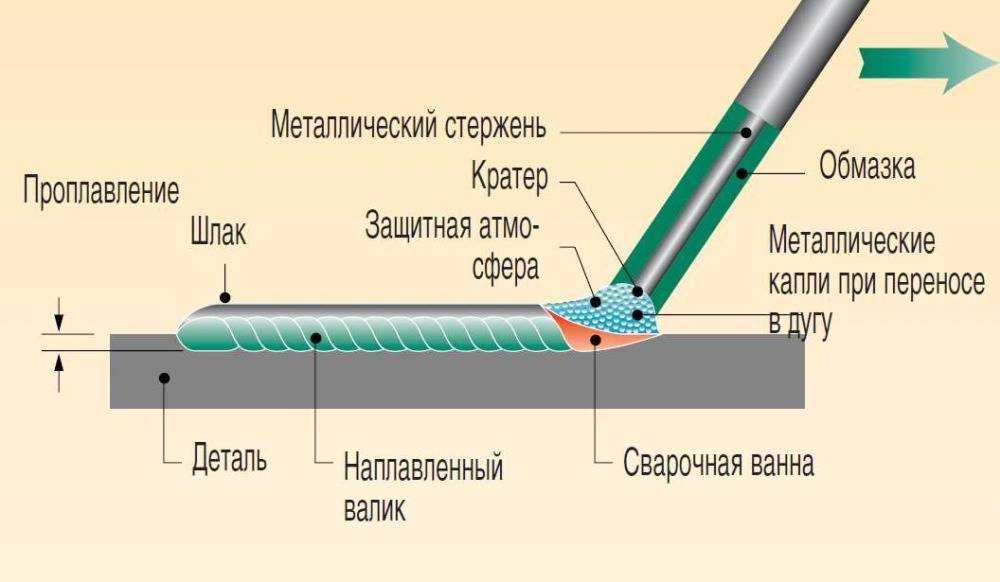 TIG своими руками ч.1
TIG своими руками ч.1
Самодельная сварка аргоном. Осциллятор своими руками
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается.
Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками. Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств. Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон.
Буквально за 1 секунду до розжига дуги в горелку подается аргон.
Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор. Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой. После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме.
Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок. Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки.
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока.
Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока. Инверторы без встроенной функции TIG сварки использовать для этой цели не получится.
Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора , которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус.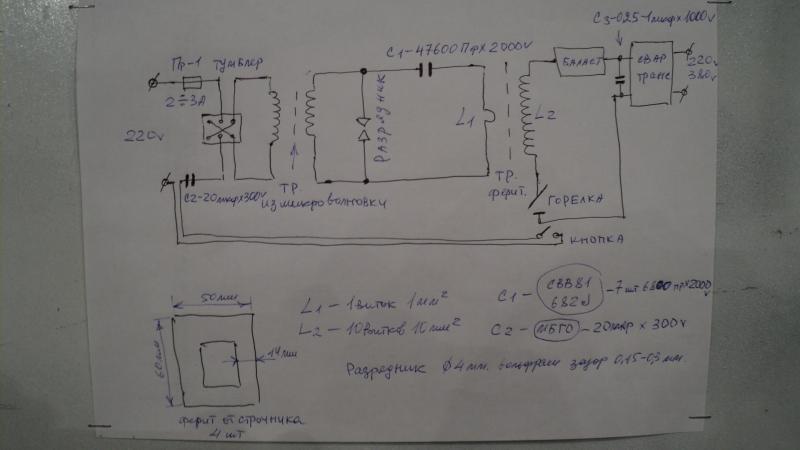 Получится небольшая приставка к инвертору. Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Получится небольшая приставка к инвертору. Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты расположен слева и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео. Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую собранную. В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета с белой полосой либо серого цвета с зеленой полосой и надписью.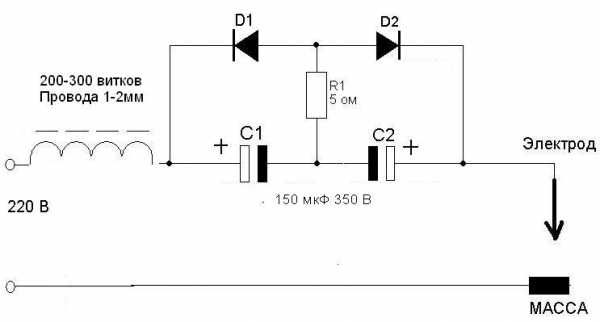 Для TIG сварки применяют очищенный аргон. Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно. Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор.
Для TIG сварки применяют очищенный аргон. Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно. Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор.
Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке. Редуктор должен подбираться строго под определенный газ, то есть в данном случае — под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом. Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг.
К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору если использовать инвертор с возможностью TIG сварки. Готовый рукав для аргоновой сварки можно купить там же, где и горелку. После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить. После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить. После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Рейтинг сварочных инверторов года. Топ лучших по надежности и характеристикам моделей. В обзор вошли профессиональные и бытовые инверторные сварочные аппараты. Сохранить моё имя, email и адрес сайта в этом браузере для последующих моих комментариев. Сервисные центры. Новости техники Калькуляторы Бренды Обзоры Рейтинги. Техника Для ремонта Сварочный аппарат и инвертор Самодельная аргоновая сварка.
Содержание 1 Технология и применение аргонной сварки 2 Элементы для сборки самодельного аппарата 2. Также интересно:. Самодельный сварочный аппарат в домашних условиях. Собираем самодельный плазменный резак. Изготовление споттера своими руками. Новости техники:. Представлен патент на новые контроллеры от производителя Razer. Беспроводная зарядка для новых модей iPhone показала свою несостоятельность. Подписывайтесь, и в вашей ленте ВК будет все самое интересное о технике:.
Подписывайтесь, и в вашей ленте ВК будет все самое интересное о технике:.
Лучшие инверторные сварочные аппараты года. Расчет потребления электроэнергии техникой. Калькулятор расчета мощности обогревателя. Калькулятор расчета мощности кондиционера. Ваш комментарий:. Как пользоваться мультиметром: инструкция для новичков. Прочая техника для ремонта. Виды мультиметров: какой лучше купить. Клеевой пистолет: выбираем идеальный инструмент. Не сработал термодатчик, когда закончилась вода, скорее всего нагревательный элемент на замену, либо термодатчик сгорел и постоянно закрыт У меня всё получилось,оказалось в телевизоре совсем другие настройки были и модуляция не та,потому и не находил цифровые Добрый день!
Подскажите пожалуйста,какие типы насосов используются в роботах-чистильщиках для бассейнов? Хотели бы вы видеть интернет-магазин на сайте Техника. Да Нет. Калькулятор расчета электроэнергии. Контакты Реклама на сайте Конфиденциальность. Копирование материала разрешено только с активной гиперссылкой на Техника.
Осцилятор своими руками
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, кВ.
При сварке постоянным током вольфрамовым электродом Осциллятор — специальный аппарат, который вырабатывает на поиск деталей, сборку и настройку самодельного устройства.
Как модернизировать инвертор для сварки аргоном
Как сделать осциллятор своими руками для сварки? Для начала нужно понять, что это такое. Это такое приспособление, которое выполняет бесконтактное возбуждение электрической дуги, а также стабилизирует горение дуги во время сварочного процесса. В чем заключается принцип работы данного прибора? Когда ток высокого напряжения и высокой частоты накладывается на ток низкого напряжения и нормальной частоты, это облегчает зажигание и повышает устойчивость горения дуги. Он должен поджигать дугу в сварке, не касаясь электродов, создавая высокое напряжение. В основном это приспособление используют для сварки алюминия. Осциллятор для аргоновой сварки можно сконструировать своими руками. На данный момент существует множество схем.
Он должен поджигать дугу в сварке, не касаясь электродов, создавая высокое напряжение. В основном это приспособление используют для сварки алюминия. Осциллятор для аргоновой сварки можно сконструировать своими руками. На данный момент существует множество схем.
Как собрать осциллятор для сварки своими руками? Самодельный осциллятор для аргонной сварки
Сварка алюминия в аргоне. Супер аппарат контактно-точечной сварки своими руками. Machine resistance spot-welding. TIG Сварка алюминия!
Чтобы облегчить задачу выполнения сварочных работ с деталями из цветных металлов и нержавеющей стали, необходимо использовать сварочный осциллятор. Это полезное приспособление, решающее задачи поджога сварочной дуги и ее поддержания в стабильном состоянии, одинаково успешно может использоваться и в производстве, и в быту.
Самодельная аргоновая сварка
Если сварка не является источником доходов, а используется в быту лишь от случая к случаю, есть ли смысл тратить такие деньги? О том, как смонтировать сварочный осциллятор, по какой схеме, что следует учесть при сборке своими руками — эта статья. По сути, осциллятор — это генератор высокочастотного напряжения повышенного номинала. То есть, обеспечивается ее устойчивость. Это особенно важно, если питающее напряжение нестабильно, а сварочный аппарат является не самой совершенной моделью. Работа с первым, например, затруднена его интенсивным окислением, что негативно отражается на адгезии в рабочей зоне и качестве получаемого шва.
По сути, осциллятор — это генератор высокочастотного напряжения повышенного номинала. То есть, обеспечивается ее устойчивость. Это особенно важно, если питающее напряжение нестабильно, а сварочный аппарат является не самой совершенной моделью. Работа с первым, например, затруднена его интенсивным окислением, что негативно отражается на адгезии в рабочей зоне и качестве получаемого шва.
Аргонная сварка схема
Содержание: Разбираемся в конструкции и принципе действия осциллятора Виды сварочных осцилляторов Правила эксплуатации осцилляторов Как своими руками сделать осцилляторное устройство. Чтобы облегчить задачу выполнения сварочных работ с деталями из цветных металлов и нержавеющей стали, необходимо использовать сварочный осциллятор. Это полезное приспособление, решающее задачи поджога сварочной дуги и ее поддержания в стабильном состоянии, одинаково успешно может использоваться и в производстве, и в быту. Сварочный осциллятор марки ВСД, используемый для стабилизации горения дуги. Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока.
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока.
TIG Сварка алюминия! осциллятор самодельный! постоянный ток!(EPN http:// Осциллятор для аргонно-дуговой сварки алюминия.
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания. Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки. Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги.
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор.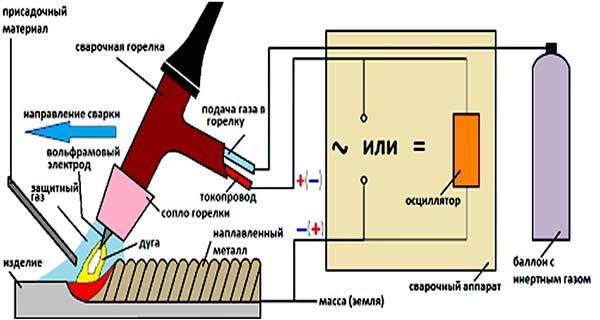 Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки.
Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки.
В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов.
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор. Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги.
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается.
К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается.
Защитный газ для сварки МИГ низкоуглеродистой стали на домашнем сварочном аппарате МИГ
Правильная смесь защитного газа для использования при сварке МИГ низкоуглеродистой стали может сбить с толку домашнего мастера или любителя.
Наилучший выбор зависит от того, какие калибры низкоуглеродистой стали вы свариваете, и вы хотите думать о результатах, которые вы хотите получить от сварки.
Эти две вещи вместе с суммой денег, которую вы должны потратить, могут подтолкнуть вас к использованию различных смесей защитного газа.
Чтобы помочь вам, позвольте мне рассказать вам о распространенных, наиболее часто используемых защитных газах для сварки МИГ низкоуглеродистой стали. И когда лучше выбрать, какой из них использовать.
И когда лучше выбрать, какой из них использовать.
Какой газ вы используете для сварки МИГ мягкой стали?
1. C25 (25 % двуокиси углерода, 75 % аргона)
2. 100 % CO2 (двуокись углерода)
3. Смесь с высоким содержанием аргона (85 % аргона, 15 % двуокиси углерода)
4. Еще более высокое содержание аргона MIx (90 % аргона, 10 % двуокиси углерода)
Роль защитного газа при сварке МИГ малоуглеродистой стали
Покрытие защитным газом для сварного шва имеет основополагающее значение для сварки МИГ (металлический инертный газ). Сварка MIG, также известная как GMAW (дуговая сварка металлическим газом), требует использования защитного газа.
Защитный газ как раз и является защитой от окружающей атмосферы. Защитный газ защищает сварной шов от кислорода, азота и водорода в воздухе.
Если бы воздух имел свободный доступ к вашему сварному шву, жар дуги вызвал бы пористость атмосферы.
Пористость Пример Пористость — это отверстия в сварном шве как на поверхности, так и под поверхностью. Отверстия, из-за которых ваш сварной шов выходит из строя.
Отверстия, из-за которых ваш сварной шов выходит из строя.
Это еще не все, что делает защитный газ
Защитный газ:
- Влияет на стабильность электрической сварочной дуги
- Помогает контролировать глубину провара
- Профиль валика, его форма и форма
- Помогает контролировать разбрызгивание
Это означает, что важно правильно выбрать защитный газ при сварке малоуглеродистой стали методом MIG на домашнем сварочном аппарате.
Рассмотрим каждый из рекомендованных защитных газов для мягкой стали более подробно.
Причины использования защитного газа C25 при сварке малоуглеродистой стали MIG
Наиболее часто используемым защитным газом для сварки MIG в домашних условиях и хобби является C25 (75 % аргона и 25 % углекислого газа).
Это не самая дешевая из газовых смесей, но она очень популярна, потому что она дает вам, сварщику MIG в домашних условиях, хороший баланс между стоимостью и привлекательностью готового сварного шва.
Это газовая смесь, которую можно легко приобрести в местном магазине сварочных материалов. И не только это, он часто доступен в газовых баллонах меньшего размера. Идеально подходит, когда вы делаете случайные или случайные сварные швы вокруг дома или ранчо.
Сварка в домашней мастерской, особенно для начинающих сварщиков, использует сварочные аппараты MIG, работающие от сети 120 вольт.
Эти сварочные аппараты MIG обладают максимальной мощностью сварки, на которую они способны, и обычно они сваривают методом переноса короткого замыкания.
Если вы не уверены, что это значит, позвольте мне объяснить. Это буквально то, как дуга плавит крошечные кусочки присадочного металла и переносит их в сварочную ванну.
Метод переноса проволоки с коротким замыканиемC25 представляет собой хорошую многоцелевую газовую смесь, которая представляет собой желаемый баланс между очень узким профилем сварного шва, получаемым при сварке со 100% аргоном, и летучестью при сварке со 100% углекислым газом.
Аргон является инертным газом, поэтому его реакционная способность намного ниже, чем у углекислого газа. Аргон хорошо работает при более низких напряжениях. Обеспечивает более чистый старт дуги и более плавное вплавление сварочной проволоки в основные металлы.
Это означает, что он лучше подходит для более тонкой низкоуглеродистой стали и низкоуглеродистого металла.
Аргон в газовой смеси C25 стабилизирует углекислый газ и обеспечивает хорошо сбалансированный сварной шов.
Типичный профиль сварного шва C25Профиль поверхности готового сварного шва имеет тенденцию быть более плоским и аккуратным. При правильных настройках сварки C25 образует небольшое количество сварочных брызг. А очистка после сварки мягкой стали или низкоуглеродистой стали минимальна и проста.
Причины для сварки MIG со 100% углекислым газом
Когда стоимость является проблемой, а сварной шов не обязательно должен быть самым красивым, тогда сварка MIG с чистым CO2 является хорошим вариантом.
100% углекислый газ широко доступен и является самым дешевым газом, который можно купить в магазине сварочных материалов.
Еще один плюс при покупке баллона с углекислым газом заключается в том, что вы получаете больший объем газа в баллоне по сравнению со смесью аргона/углекислого газа.
Это связано с тем, что CO2 находится в жидком состоянии в баллоне высокого давления.
Замерзание газового регулятора при переходе углекислого газа в газообразное состояние является жалобой некоторых домашних сварщиков MIG.
Углекислый газ не является инертным газом, как аргон, хотя он обычно используется в качестве защитного газа при сварке MIG. Это более реактивный газ с электрической дугой, и он создает более «горячую» дугу, чем смесь C25.
Электрическая дуга с защитным газом CO2 на мягкой стали
Электрическая дуга при сварке с использованием углекислого газа менее стабильна. Он трещит и хлопает. Звучит так, как будто дуга заикается и запускается.
Наряду с изрядным количеством дыма и дыма во время сварки.В результате образуется больше брызг, что означает необходимость дополнительной очистки готового сварного шва.
Газ будет выполнять сварку в режиме короткого замыкания и шаровом режиме, поэтому он подходит для домашнего использования. Но
Углекислый газ действительно требует более высокой силы тока от сварочного аппарата MIG, чтобы работать хорошо.
При низком токе (самые низкие настройки тока, которые выдает домашний сварочный аппарат MIG) сварочная ванна слишком холодная, и проволока торчит с поверхности сварочной ванны, что приводит к низкому проплавлению металла.
Это действительно не тот газ, который следует выбирать при сварке тонких металлических листов при низком токе.
Выберите для этого C25.
Двуокись углерода лучше использовать с калибром 20 и более толстыми калибрами из мягкой стали.
Отлично подходит для более глубокого проплавления сварного шва.
Типичный профиль шарика CO2Видео на YouTube, сравнивающее результаты сварки газа C25 с CO2
Пол из Weld.
com сравнивает в этом пятиминутном 20-секундном видео профили сварки C25 и углекислого газа. Стоит посмотреть, что опытный сварщик производит из разных газов.Кому на мой взгляд, сварка углекислым газом произвела более толстый и гордый сварной шов профиля по сравнению с газовой смесью C25. Да этого и следовало ожидать.
Сварной шов с углекислым газом действительно выглядел не так уж и плохо. Что вы думаете?
Лучший газ для сварки MIG: C02 по сравнению с C25
Видео: Weld.com смеси защитного газа, тем больше вам придется заплатить за этот баллон с газом.
Но стоит ли оно того?
Это зависит от вашего аппарата для сварки MIG и результатов, которых вы хотите достичь.
Смесь защитного газа с более высоким содержанием 85 % аргона и 15 % CO2 для сварки низкоуглеродистой стали используется, когда:
- Вы хотите сваривать быстро.
- Вам нужен чистый вид сварного шва с минимальной очисткой сварного шва. По сути, вы хотите меньше брызг.
Хотя бак этой газовой смеси будет стоить дороже. Прежде чем пойти и купить, стоит знать, что эта газовая смесь не только используется в методе переноса короткого замыкания, но и может перевести ваш сварочный аппарат MIG в режим переноса распылением.
Что такое спрей-перенос?
В этом режиме, подобно методу короткого замыкания, металл из присадочной проволоки переносится в сварочную ванну под действием электрической дуги.
Металл переносится, как следует из названия, мелкими каплями – распыляется в сварочную ванну.
Способ переноса проволоки с распылениемОт вашего сварочного аппарата MIG требуется достаточно высокое напряжение (близкое к максимальному пределу мощности сварочного аппарата MIG на 140 А, работающего от домашней электрической сети 120 Вольт).
Высокие токи и высокий процент аргона в смеси защитного газа переведут сварочный аппарат MIG с переносом струи в режим переноса струей.
Обеспечивает чистый вид сварки MIG.
Сварка МИГ малоуглеродистой стали с использованием смеси защитного газа с высоким содержанием аргона
Под смесью защитного газа с высоким содержанием аргона я имею в виду 90% аргона и 10% углекислого газа. Покупка этого газа будет более дорогостоящей по сравнению с другими газовыми смесями, обсуждавшимися до сих пор.
Подобно 80% аргону, 20% двуокиси углерода. Причины для использования:
Защитный газ с низким уровнем разбрызгивания
Это газовая смесь с более высоким содержанием аргона и достаточным количеством CO2, обеспечивающая хорошее проникновение в основные металлы.
Подходит для более тяжелой или толстой низкоуглеродистой стали и низкоуглеродистой стали
Более узкий профиль сварного шва по сравнению со сваркой 80 % аргона, 10 % углекислого газа стали и низкоуглеродистых сталей
Это смесь защитного газа для аккуратных сварных швов с низким разбрызгиванием.
Смесь защитного газа, которая работает в режимах короткого замыкания и распыления.
Почему не использовать 100% аргон для сварки мягкой стали?
Вы можете сваривать мягкую сталь чистым аргоном, но большинство людей этого не делает.
Поскольку смесь 100% аргона не дает наилучшего профиля сварного шва на низкоуглеродистой стали.
100% аргон на низкоуглеродистой стали позволяет дуге формировать узкий тонкий профиль сварного шва.
Очень похоже на тонкий палец, приваренный к стыку. Это затрудняет позиционирование сварного шва для обеспечения хорошего плавления и слияния основных металлов из мягкой стали с присадочной проволокой.
Общий результат — низкое проплавление сварного шва и большая часть присадочного металла выступает над сварным швом.
В качестве более дорогой газовой смеси лучше всего зарезервировать чистый аргон для металла, который лучше всего подходит для сварки и рекомендуется для алюминия, где он хорошо работает в качестве защитного газа.
На что следует обратить внимание при выборе Защитный газ для низкоуглеродистой стали
Выбор правильного защитного газа для низкоуглеродистой стали зависит от этих четырех факторов.
1. Как вы хотите, чтобы сварной шов выглядел и выполнялся. Ясно, что вам нужен сильный сварной шов, но если это самый красивый сварной шов, который вы хотите, выберите более высокий Смесь защитного газа с аргоном.
2. Какой объем очистки вы хотите выполнить после завершения сварки низкоуглеродистой стали? Минимальный или нулевой, тогда смесь защитного газа с высоким содержанием аргона для вас.
3. Сколько стоит газ? Если вы чувствительны к цене, то это вполне может подтолкнуть вас к использованию 100% углекислого газа.
Внешний вид сварных швов с CO2 приемлемый, и если вы готовы шлифовать и очищать сварной шов, когда это необходимо, то это может быть идеальным сочетанием для вас.
4. Наличие нужной газовой смеси в резервуаре удобного размера. Ты могут быть ограничены тем, что доступно в вашем регионе.
Порядок важности этих 4 пунктов будет зависеть от того, что для вас наиболее важно.
Last Words
Я надеюсь, что эта статья помогла вам найти правильный защитный газ для мягкой стали для вашего домашнего сварочного аппарата MIG.
Я попытался ответить на вопрос и дать вам несколько ответов о том, почему защитный газ важен.Правильный защитный газ защищает сварной шов и усиливает дугу, придавая вид сварного шва. Защитный газ способствует проплавлению сварного шва, а также потенциально минимизирует очистку сварного шва — в зависимости от выбранной газовой смеси.
Защитный газ, конечно, является лишь одним из компонентов качественной сварки MIG, которая начинается с чистых основных металлов.
Сократите потребление защитного газа и сэкономьте деньги прямо сейчас
Почему защитный газ предлагает огромный потенциал экономии
Клапан открыт, и вот он: защитный газ для сварки. В зависимости от требований сварочного задания давление и количество газа все еще настраиваются с помощью манометра перед запуском. Время перед подачей? Скорее чуть дольше. Береженого Бог бережет. То же самое относится и к времени после истечения. Продлится ли это на несколько секунд дольше или нет, похоже, не имеет большого значения.
Или, может быть, это так? Дело в том, что расход защитного газа обычно слишком высок. С системой управления газом EWR 2 вы можете сэкономить деньги при дуговой сварке в среде защитного газа.Потребление защитного газа – часто недооцениваемый фактор стоимости
Имеются различные отчеты о различных возможностях экономии. Источник сварочного тока, сварочные горелки, изнашиваемые детали, присадочный материал… цена этих продуктов широко известна. И вы обязательно будете регулярно проверять, где можно сэкономить на дальнейших расходах. Знаете ли вы также, сколько вы должны платить каждый год за свою газовую смесь, которую вы в основном используете для дуговой сварки металлическим электродом в среде защитного газа? При расчете на годовой основе у вас может сильно закружиться голова, глядя на потребление газа для дуговой сварки в среде защитного газа. Газ есть всегда. Газ настолько заметен, что быстро отходит на второй план. Но газ также является фактором стоимости, который может быть очень высоким, в зависимости от типа используемого газа.
Существуют даже региональные различия в стоимости защитного газа для сварки.Однако в случае сварки это обычно так: После настройки расхода защитного газа он подается постоянно, пока его снова не отключат. Существует общий риск того, что скорость потока газа слишком высока и что более низкая скорость потока газа фактически обеспечит достаточное покрытие защитным газом. EWR — сокращение от Electronic Welding Regulator, теперь во втором поколении и доступном в системе управления газом ABICOR BINZEL EWR 2 — регулирует расход газа синхронно и в зависимости от сварочного тока.
Оптимальное покрытие газом с помощью EWR 2
В соответствии с требованиями соответствующего сварочного задания EWR 2 может точно рассчитать требуемый расход газа. Это означает, что если вы выполняете сварку с низким сварочным током, расход газа также будет небольшим. Если вы свариваете с более высоким сварочным током, требуется более высокий объемный поток, который всегда оптимально защищает дугу от кислорода.
Такая точно отрегулированная защита от инертного газа никогда не может быть достигнута с помощью ручного регулятора. Это означает: без EWR 2 потребление газа относительно велико. Да и газовая защита не всегда идеальна.Наибольший расход газа достигается, когда электромагнитный клапан в источнике тока или в механизме подачи проволоки открывается сразу после зажигания дуги. Чем короче интервалы сварки, тем выше расход газа. Это особенно важно для прихватки или шовной сварки. Конечно, часто существуют точные спецификации относительно того, какой поток газа должен использоваться для задачи сварки, и их необходимо соблюдать соответствующим образом. В этом случае потенциал экономии расхода газа заключается в начале процесса сварки, в так называемом пусковом наконечнике и в продолжительности постпотока.
Экономия расхода защитного газа
Экономия расхода защитного газа с помощью EWR 2 достигается в три этапа:
- пусковой пик во время розжига Расход газа
- адаптирован к текущему
- время продувки или окончание процесса сварки
Таким образом, потребление газа, например, смешанного газа M21 (аргон с 18 % CO 2 ), может быть снижено до 60 %.
Быстрый и точный электронный клапан предотвращает пусковой пик расхода газа, тогда как в других системах без такого контроля расходуется много газа. Электронный клапан также очень быстро закрывается, а значит, и здесь экономится газ.На следующем графике показано влияние различных фаз процесса сварки.
Хотя газосберегающее устройство EWR 2 в основном используется при роботизированной сварке MIG/MAG, более трети продаваемых в Германии EWR 2 уже используется на станциях ручной сварки. Поскольку существует опасение, что засорение не будет вовремя распознано и что слишком слабый поток газа может привести к образованию пор, поток газа в этот момент часто увеличивают. Это также свидетельствует об огромном потенциале экономии, особенно при ручной сварке. Обычной практикой при трехсменной работе является время сварки от девяти до десяти часов. На примере автоматизации до 870 кг CO 2 можно сэкономить в год, используя классическую газовую смесь с 82 % аргона и 18 % CO 2 с блоком EWR 2.
Подробная информация о потреблении защитного газа для EWR 2 – новое поколение
EWR 2 имеет замкнутый контур управления, поэтому всегда обеспечивается правильный объемный расход. Система надежно работает даже при колебаниях температуры окружающей среды или при установке над головой на виселице и т.п. Эффект дросселирования, вызванный движением кабельных сборок, также компенсируется. Кроме того, поток газа всегда точно соответствует процессу сварки. Конечно, EWR 2 также без проблем можно использовать для сварки TIG.
Краткий обзор потенциала экономии EWR 2:
- постоянно регулирует подачу газа в процессе сварки
- предотвращает «пики» (так называемые пики газа в начале процесса и во время предварительной подачи газа)
- сокращает время продувки газа
- сообщает об утечках или закупорках и может подавать предупредительный сигнал (оптический, акустический и т. д.) через блок реле.
Что делает систему управления газом EWR 2 такой ценной, так это огромный потенциал экономии газа и отсутствие потери качества сварки.
Часто сварной шов выглядит даже лучше.Во многих отраслях промышленности каждый сварочный процесс должен точно соответствовать требованиям. Погрешности скорости потока, объемного расхода газа или давления не искажаются, потому что они непосредственно заметны по внешнему виду и качеству сварного шва. Таким образом, иногда детали сразу утилизируются, если расход защитного газа неправильный. Этого можно легко и безопасно избежать с помощью EWR 2 от ABICOR BINZEL, при этом экономя газ.
Станьте «зеленым заводом» или «голубым заводом»
Если вы работаете со смешанными газами, содержащими CO 2 , снижение расхода защитного газа также снижает выбросы CO 2 ! Таким образом, если вы сократите потребление защитного газа на 50 % с помощью EWR 2, вы напрямую уменьшите загрязнение окружающей среды CO 2 на 50 %. Используя этот электронный сварочный регулятор, вы вносите ценный вклад в нашу голубую планету.
Однако экономится не только расход защитного газа, но и количество пройденных километров, а также расход дизельного топлива грузовиком, регулярно поставляющим газ.
Например, этот грузовик должен ездить в вашу компанию только один раз вместо двух в неделю.Поэтому… не медлите и установите EWR 2 на свое сварочное производство, чтобы протестировать его самостоятельно. Вы будете в таком же восторге от качества сварки, как и от прямой экономии на расходе защитного газа. Чего ты ждешь?
Удачной сварки!
Ищете другие интересные новости о технологиях сварки?
Сварочные газы MIG – выбор и опции для большинства металлов
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Выбор газа для сварки MIG различных металлов
Газ для сварки MIG — это то, что делает сварку MIG возможной.
Газ аргон Инертный газ Об этом нам сообщает название: «Сварка металлов в среде инертного газа». Инертные газы, используемые для сварки MIG, — это аргон и гелий. Термин «инертные» означает, что они не реагируют ни на что, в отличие от неинертных газов, таких как кислород, который вызывает ржавчину металла. Используемые газы защищают сварной шов от воздуха, вызывающего такие дефекты сварки, как пористость.Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или дуговой сваркой металлическим газом.
Углекислый газ Неинертный газТип используемого газа также определяет:
- Насколько глубоко сварной шов проникает в свариваемый металл.
- Характеристики сварочной дуги.
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов.
Настройки таблицы газов для сварки MIG Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Другой вариант — использовать рекомендации производителя сварочной проволоки. Как правило, производитель сварочной проволоки предоставляет несколько вариантов, начиная от наилучшего и заканчивая тем, что обеспечивает минимально приемлемые результаты. Наконец, на внутренней панели некоторых сварочных аппаратов MIG есть рекомендации по сварочным электродам и газам, которые дают вам варианты, как показано на рисунке ниже. В большинстве случаев окончательный выбор типа газа зависит от стоимости.Характеристики газов для сварки MIG
Различные газы обеспечивают разные типы проплавления сварного шва и характеристики дуги. Вот основы:
- Газ аргон имеет неглубокое широкое проникновение и имеет очень плавную текучую среду, похожую на дугу.
- Гелий обеспечивает очень горячую сварку с хорошей производительностью сварки и мягким проплавлением жидкой дугой.
- Двуокись углерода обеспечивает глубокое узкое проплавление с жесткой жесткой дугой, которая хорошо работает при сварке в нерабочем положении.
- Добавление углекислого газа к аргону или гелию углубляет проплавление и делает дугу более жесткой, улучшая качество сварки в нерабочем положении.
- Кислород, добавленный к гелию или аргону в небольших количествах, углубляет провар и делает дугу более жесткой.
- Добавление гелия в любую смесь делает дугу более горячей.
Влияние сварочного газа MIG на тип переноса дуги
Выбор защитного газа также влияет на тип переноса сварки. Вот основные типы переноса, связанные с газами:
- Для передачи короткого замыкания требуется либо чистый углекислый газ, либо высокое процентное содержание углекислого газа.
- Шариковый перенос лучше всего работает с 75% или более аргона в смеси.
- Спрей-перенос в зависимости от материала также содержит 75% аргона вплоть до чистого аргона для таких металлов, как алюминий.
Наиболее распространенные газы, используемые для сварки MIG
Четыре наиболее часто используемых газа:
- Аргон
- CO2/двуокись углерода
- O2/кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из двуокиси углерода и аргона или кислорода. Кислород является причиной большинства дефектов сварки, однако в небольших количествах, смешанных с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, двуокись углерода и гелий или аргон, двуокись углерода и кислород. Я недавно использовал эту последнюю смесь, когда проходил сертификацию сварщика 3G MIG.
Наиболее распространены смеси и газы.
- C2 или 2 % углекислого газа и 98 % аргона
- C25 или 25 % углекислого газа и 95 % аргона
- 100 % углекислого газа
- 100 % аргона
Сварочный газ MIG для сварки углеродистой сталиСварка углеродистой стали может выполняться только с использованием углекислого газа, и он обеспечивает самое глубокое проникновение, наибольшее количество дыма и самый грубый сварной шов.
Сварка углеродистой стали MIG с газом C25. Наиболее широко используемая смесь называется C25 и состоит из 25% углекислого газа и 75% аргона. Существуют и другие смеси, которые хорошо работают в зависимости от типа сварки, которая будет выполняться. Большинство из них спроектировано магазинами и сетями газоснабжения сварочного производства. Обычная смесь представляет собой комбинацию аргона, углекислого газа и кислорода.
Сварочный газ MIG для сварки нержавеющей сталиСварка нержавеющей стали обычно выполняется с использованием C2 или 2% углекислого газа и 98% аргона. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. Опять же, во многих магазинах сварочных материалов есть свои собственные смеси, которые могут улучшить качество сварки и облегчить сварку нержавеющей стали.
Сварка MIG из нержавеющей стали с использованием газа C2.Сварочный газ MIG для сварки алюминия
Сварка алюминия обычно выполняется только с использованием аргона, за одним исключением.
Aluminum MIG Weld, выполненная с помощью аргона газа Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.Argon Gas Сам по себе хорошо работает на большинстве экзотических металлов, таких как:
- Copper
- Медные сплавы
- Magnesium .
- Перед использованием убедитесь, что электрические соединительные провода находятся в хорошем состоянии и затянуты. Они должны быть защищены, чтобы предотвратить случайное повреждение от движения ангара.
- Обеспечьте достаточную вентиляцию. Поскольку в процессе GTAW используются инертные газы, при использовании в закрытом помещении он может вытеснять воздух для дыхания и может быть вредным без надлежащей вентиляции. Кроме того, в процессе сварки образуется озон, который зависит от типа используемого электрода, силы тока и расхода аргона. В плохо проветриваемых помещениях уровень озона может повышаться до опасного уровня. По возможности отводить дым и загрязненный воздух во время сварки.
- Легковоспламеняющиеся материалы нельзя носить в карманах одежды.
- Вокруг всех рабочих мест должны быть установлены защитные шторы, чтобы рабочие не подвергались воздействию сварочной дуги.
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Недорогие домашние дуговые сварочные аппараты: множество применений для домовладельцев
Доступные домашние дуговые сварочные аппараты: множество применений для домовладельцев.
Если вы планируете создавать собственные проекты из металла, простые или сложные предметы, я рекомендуя серьезно подумать о покупке небольшой недорогой сварщик. Эти вещи по разумной цене, и научиться сваривать — это еще не все.
жесткий. Возможно, вы не будете производить профессионально выглядящие сварные швы за час.
практики, но вы сможете исправить все виды вещей и сэкономить много
Деньги; а это много значит……Несколько лет назад я купил маленький 120 вольт-дуговой сварщик для изготовления деталей для моего пикапа Chevy 1936 года выпуска. Несмотря на тот факт, что стоимость была довольно доступной, когда я купил этот сварщик для работы на моем хот-роде, я все еще задавался вопросом, будет ли он действительно быть стоит затрат. У меня никогда не было сварочного аппарата и я не пользовался им, и я был удивлен — какая замечательная идея оказалась! быть!
Конечно, это именно то, что я ожидал в изготовление деталей для моего грузовика, но это также помогло мне починить и отремонтировать десятки вещей по дому. Например, у моей жены была старая вешалка для верхней одежды.
был сделан из дерева и чугуна, железная часть треснула и сломалась. я
отдал его парню, чтобы починить, и он хотел 300 долларов. Я думал, что это безумие
потратить такие деньги, поэтому я купил электрод для дуговой сварки на сумму около 5 долларов.
специально для чугуна сделал баллончик с черной матовой краской и закрепил сам.
От моего лагерного трейлера до ручных инструментов и сломанных вещей для семьи и друзей.
Я использовал свой сварочный аппарат сто раз. Настоящая причина, по которой я это поднимаю
хочу отметить, что я также использовал свой маленький сварочный аппарат для изготовления некоторых
хорошее самодельное оборудование для майнинга, которое сэкономило мне много сотен долларов. А
земснаряд, шлюз и ряд специализированных ручных инструментов для копания есть все
были проекты, связанные с добычей полезных ископаемых, для которых я использовал свой маленький сварочный аппарат на 120 В.
полный. com/design_plans/exptextb.jpg» rowspan=»2″>
com/design_plans/exptextb.jpg» rowspan=»2″> Вот почему я рекомендую свободно. Я легко скопил достаточно денег, чтобы оплатить стоимость моего сварочного аппарата. раз. В доме так много вещей, что мне пришлось бы просто выбрасывать практически как новые. Домашняя мастерская, декоративно-прикладное искусство, ремонт автомобилей (и, конечно, горнодобывающего оборудования) — все это приложения, над которыми я работал с помощью домашнего сварщика. Это просто открыло целый новый мир потенциальные проекты, которые я мог бы завершить.
Различные типы сварочного оборудования доступны, некоторые питаются от сети 220 В, некоторые сварщики имеют свои собственные генератор для создания своей мощности. Различные технологии включают Metal Inert Сварочные аппараты для газовой сварки (MIG), которые подают непрерывную проволоку в сварочный аппарат и используют поток газообразного аргона, чтобы предотвратить слишком быстрое горение или окисление металла.
Сварочные аппараты TIG (вольфрамовый инертный газ) используют неплавящийся вольфрамовый электрод и
голый ручной сварочный пруток без покрытия.Тип сварочного аппарата, который я рекомендую, простой стержневой электрод — установка для дуговой сварки, в которой используется стержень, покрытый флюс для сварки. Испаряющийся флюс защищает металл. дуга очень высокая температуры, и металл практически разбрызгивается с конца стержня. поток на стержне, который не испаряется, плавится в расплавленное стекло, которое защищает металл от окисления при охлаждении.
Выше приведены мои рекомендуемые справочники по сварке для обучения сварке. методы и приемы.
Раньше я сделал мой мой покупка, я всегда думал, что вам нужна мощность 220В или сварочный аппарат с собственный генератор на 220 В для дуговой сварки — поэтому я никогда его не покупал.
Оба эти варианта довольно чертовски
дорого, поэтому я не придал им серьезного значения. 120
V Welder был вариантом, о существовании которого я не знал, и его было много.
доступнее для меня. Я тоже думал, что изучение базовых навыков дуги
сварка оказалась намного сложнее, чем оказалось — потребовалось некоторое
практика, но это не так сложно.Количество скважин известные производители производят сварочное оборудование, в том числе Lincoln, Miller, Century, Кларк и Хобарт. Мой особый маленький сварочный аппарат на 120 В был сделан Кларком, но вероятно, ряд производителей выпускают аналогичные продукты. Иногда это может можно приобрести подержанный полноразмерный сварочный аппарат по выгодной цене, но в целом аппараты на 120 В, которые я рекомендую, дешевле, чем бывшие в употреблении дуговые сварочные аппараты на 220 В, особенно если вам нужно установить 220В в вашем гараже.
Для среднего домовладелец, простой блок на 120 В, вероятно, лучше всего.
Без специальной модификации
обеспечить питание 220 В нужно, да и цена вполне приемлемая (даже
откровенно дешево). Это то, что я купил, и, если честно, потому что это было
доступный, поэтому я смог купить его. Блок 120 В подходит только для сварки.
сталь толщиной примерно до 3/16 дюйма — она предназначена для использования домовладельцами. Если ты
планируете заниматься сваркой в тяжелых условиях и коммерческим промышленным производством, вам нужно
один из тех больших блоков 220V. Однако за 99% от типичного
приложений домовладельца, я считаю, что блока 120 В действительно достаточно, и это
включает мелкомасштабное геологоразведочное и горнодобывающее оборудование, а также
много всего по дому разного ремонта я сделал. Есть
также некоторые недорогие сварочные аппараты MIG (Metal Inert Gas), которые
может по-прежнему работать от типичной домашней сети 115 В, доступной для покупки. Эти
немного больше денег, чем тип палки
аппараты для дуговой сварки, такие как у меня есть, но для MIG нужен еще и баллон со сжатым аргоном
обеспечить инертный газ, и это немного увеличивает цену.Я купил свой сварил через интернет, было легко и доставка через UPS сработала просто отлично для меня. Несомненно, в Интернете есть хорошие сделки, и я уверен, что сэкономил значительные деньги, купив свой сварочный аппарат, который путь. Проведя небольшое исследование в Интернете, вы сможете найти самые выгодные цены. для домашнего сварщика, которого вы ищете. Если хочешь, однако, внизу этой страницы я сделал ссылку на Amazon, известный интернет-магазин продавца, что позволит вам совершать покупки непосредственно у них, так же, как Я сделал. У них также есть основные сварочные материалы, которые можно приобрести на их сайте. сайт тоже.
Если вы похожи на меня, любая покупка понравится это потребует, чтобы вы убедили жену, что это хорошая идея (моя жизнь прожита на конце очень короткого поводка). Дайте ей знать, что вы будет экономить деньги и что будет намного больше типов Honey Do проекты вокруг дома, которые вы сможете завершить.
Вы сэкономите на ремонте
сломанные предметы, которые в противном случае пришлось бы выбросить. Отремонтированное пальто
стеллаж, принадлежавший прабабушке моей жены, был всем, что осталось
необходимо убедить ее, что это была хорошая идея.Обучение сварке занимает немного времени усилия, но это не так сложно, просто нужно немного практики. Там это определенный трюк, чтобы сохранить каплю расплавленного металла и сохранить стержень близко, но недостаточно близко, чтобы прилипнуть к металлу. Мне его описали как щекотание свариваемого объекта стержнем. Опять же, через пару часов практике, у меня не было проблем с самообучением. Есть некоторые опасности это высоковольтная, мощная система (так что вы не хотите быть стоя в бассейне с водой во время сварки). Просто нужно знать и принять необходимые меры предосторожности. Если вы уже не опытный сварщику, я рекомендую приобрести вводный справочник по сварке вместе с вашим сварщик. Ссылку на покупку таких книг можно найти на край этой страницы вправо.
Сварочные принадлежности доступны на месте в большинстве областей. Это магазины, где вы можете приобрести различные типы сварочного стержня (вы можете использовать только стержень малого диаметра с 120В Ед. изм). Различные типы стержней (или проволоки для установок типа МИГ) используются для сварка различных марок стали или утюг. Я также купил модернизированную сварочную маску в местном магазине сварочных материалов. магазин.
Во всяком случае, я считаю свою маленькую домашнюю арку сварочный аппарат одна из лучших покупок, которые я когда-либо делал, и я от всей души порекомендуйте его другим домовладельцам. Я не продавец сварочного оборудования, но мне нравятся мои инструменты и это было хорошее владение, не говоря уже о том, что стоимость была очень доступной. Если вы хотите рассмотреть возможность изготовления самодельного горнодобывающего оборудования или ремонт автомобилей, декоративно-прикладное искусство и другие подобные типы проектов, я действительно думаю, что это почти необходимо покупка.
Я знаю, что не был бы без него.Ниже слева находится ссылка, чтобы купить точный тип недорогого дугового сварочного аппарата, который я использую, как описано в статье выше. Справа также ссылка на сварочный аппарат типа МИГ упомянутое выше.
Мой домашний сварочный аппарат — его видели много раз.
Хотите узнать об этом немного больше сумасшедший разведчик? Ну, вот еще немного обо мне и о том, как я попал в разведка: Крис История геологоразведки
Невада Outback Gems
Найти узнайте больше, проверив все наши ссылки ниже: Вид наши современные ювелирные изделия с бирюзой премиум-класса — носимое произведение искусства! Посмотреть наши уникальные бирюзовые кабошоны драгоценного камня Премиум Ювелирные изделия с драгоценными камнями всех видов Верх Качественные драгоценные камни на россыпи — драгоценные камни всех типов Редкий Необработанные кристаллы и драгоценные камни, все типы, включая бирюзу Проверьте наш EBAY Магазин ювелирных изделий, драгоценных камней и алмазов Как сделать покупку, информация и условия Дополнительная информация о нас — Невада Outback Gems О нас Бирюзовый Невада Свяжитесь с нами — мы хочу помочь Подробнее Информация о бирюзе, прекрасном драгоценном камне Домашняя страница Nevada Outback Gems Возьмите виртуальный тур по нашим бирюзовым рудникам Невады Наш Бесплатная информационная энциклопедия цветных драгоценных камней Крис Приключения в поисках золота, серебра, бирюзы и других драгоценных камней Невада Библиотека и книжный магазин Outback — Узнайте больше! Драгоценные камни глубинки Невады Новости сайта Подробнее о огранке драгоценных камней Металлодетектор MXT Украшения с танзанитом Невада Outback Gems Карта сайта Безопасная покупка на EBay: избегайте мошенничества и мошенничества художники Сварочный аппарат 120В, 115В сварщик, сварочный аппарат 110 В, маленький сварочный аппарат Lincoln, маленький сварочный аппарат Miller, маленький сварочный аппарат Hobart сварочный аппарат, небольшой домашний сварочный аппарат, маленький сварочный аппарат Clarke, маленький Сварщики Century, маленький сварочная проволока, сварочные принадлежности, сварочный шлем, сварочный аппарат 110 вольт, сварочный аппарат 120 вольт, доступный сварщик, недорогой сварщик, сварщик для ремонта дома, ремонт автомобилей сварочный аппарат, недорогой сварочный аппарат, подержанный сварочный аппарат, сварочный аппарат с малой дугой, сварка руководство, малый сварочный аппарат, небольшая цена на сварочный аппарат, малый сварочный аппарат, сварочный пруток E-6013
Газовая вольфрамовая дуговая сварка: Назад к основам
Назад к основам
Джо Эскобар
Сварка используется во многих авиационных устройствах.
Одним из наиболее популярных методов является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). В этой статье мы обсудим базовую теорию GTAW и рассмотрим различные доступные настройки оборудования.Основы теории
При дуговой сварке вольфрамовым электродом в среде защитного газа используется неплавящийся вольфрамовый электрод установить дугу на основной металл. Тепло дуги плавит основной металл и образует сварочную ванну. В отличие от обычной дуговой сварки, при GTAW область сварки защищена инертным газом, чтобы предотвратить загрязнение сварного шва воздухом. Газ предотвращает окисление вольфрамового электрода, расплавленной сварочной ванны и зоны термического влияния, прилегающей к сварному шву.
В типичной установке GTAW сварочный аппарат переменного/постоянного тока используется с потоком защитного газа. Этот защитный газ проходит через регулятор и расходомер и попадает в горелку.
Резак имеет комбинацию цанга/цанга, которая удерживает электрод. Термостойкая чашка или керамическая насадка окружают электрод и контролируют газовую защиту.Защитная одежда
Несмотря на то, что при GTAW не образуются металлические брызги, он по-прежнему создает интенсивные тепло и свет. На самом деле, более чистая атмосфера вокруг дуги GTAW может вызывать вдвое большее количество инфракрасных и ультрафиолетовых лучей по сравнению с обычной дуговой сваркой. Любая открытая кожа будет повреждена, как при сильном солнечном ожоге. Сварщики должны носить сварочную маску. Также следует использовать защитные перчатки и одежду сварщика. Рекомендуются одежда и аксессуары из огнеупорной ткани и кожи. Хлопок не следует использовать, так как он не обеспечивает достаточную защиту и быстро портится под воздействием инфракрасных и ультрафиолетовых лучей, образующихся в процессе сварки. Кроме того, следует использовать темную одежду, чтобы уменьшить отражение света за шлемом.
Другие меры предосторожности
Чтобы защитить себя и своих сотрудников от опасностей, связанных с GTAW, необходимо соблюдать следующие общие меры предосторожности:
Защитный газ
В GTAW инертный газ используется для создания защитного газового экрана вокруг сварочная дуга и горячие металлы во время сварки. Инертный газ — это газ, атомная структура которого не позволяет ему реагировать с металлами или другими газами. В качестве инертного газа используют аргон, гелий или смесь аргона с гелием.
Аргон — относительно тяжелый газ. Он имеет несколько преимуществ при использовании в GTAW. Для данной длины дуги и используемого тока требуется более низкое напряжение дуги, чем для других защитных газов (идеально подходит для сварки тонких металлов). Это обеспечивает более легкий запуск дуги. Его более тяжелый вес по сравнению с гелием обеспечивает хорошую защиту при меньших скоростях потока.
В отличие от аргона гелий является самым легким из инертных газов. Из-за его легкого веса для защиты зоны сварки требуется примерно в два-три раза больше гелия по сравнению с аргоном.
Преимущество гелия перед аргоном заключается в том, что его можно использовать при более высоких напряжениях дуги. Из-за этого предпочтительнее при работе с толстыми металлическими профилями.Еще одним отличием этих двух газов является их очищающая способность. И гелий, и аргон обеспечивают хорошую очистку при использовании постоянного тока. Однако при использовании переменного тока аргон обеспечивает лучшее очищающее действие. Аргон также обеспечивает лучшую стабильность дуги, чем гелий, при использовании переменного тока.
Типы машинКак правило, машины GTAW работают на постоянном или переменном/постоянном токе. Майк Сэммонс из Miller Electric пролил свет на разницу в машинах.
«Ваши машины переменного/постоянного тока будут работать практически с любым свариваемым материалом. что существует. Обычно в аэрокосмической операции используется машина переменного / постоянного тока, потому что она позволяет им атаковать любой материал, представленный им на самолете.
Машины переменного тока обычно используются для алюминия и магния. Однако большая часть сварки, вероятно, выполняется на постоянном токе. Обычно парень собирается купить машину постоянного тока, если он имеет дело с материалами, отличными от алюминия. Машины постоянного тока обычно меньше по размеру, более экономичны, и вы можете получить трехфазное или однофазное питание. Большинство машин постоянного тока на самом деле являются трехфазными, управляемыми SCR, потому что вы получаете лучшую производительность дуги при трехфазном питании, чем при однофазном».0003Сбалансированные и несбалансированные волны
Форма волны переменного тока разбивается на две части: электродно-положительную и электрод-отрицательный. Электрод-позитив удаляет оксид, который очень часто встречается как в алюминии, так и в магнии. Электрод-отрицательная сторона полупериода совершает работу, т.е. плавит материал. Саммонс говорил о волновом балансе. «В состоянии сбалансированной волны у вас одинаковое количество как очистки, так и работы.
Переходя к несбалансированному состоянию, вы фактически манипулируете временем каждого полупериода, больше склоняясь в сторону отрицательного электрода. Таким образом, вы тратите больше времени на сварку или работу, чем на очистку. По большей части мы говорим, что вы не хотите работать в сбалансированном состоянии. Вы хотите, чтобы несбалансированное состояние обеспечивало лучший контроль дуги, нагревание материала или получение большего количества тепла. проделанная работа и меньше времени на очистку. Чем больше времени уходит на цикл очистки, тем больше нагревается вольфрам, а это означает, что шарик на вольфраме становится больше, лужа становится больше и становится более неуправляемой».Электроды
Доступно множество различных типов электродов, включая торированные, лантановые, цериевые и чистые вольфрамовые. При выборе электрода следуйте рекомендациям производителей и выбирайте тот, который подходит именно вам. Некоторыми характеристиками, которые следует учитывать при выборе электрода, являются хорошие свойства воспламенения и повторного воспламенения, постоянная дуга, длительный срок службы и высокая допустимая нагрузка по току.
В качестве примечания по технике безопасности: 2-процентный (торированный) вольфрам содержит торий, радиоактивный элемент. При шлифовке на этих электродах целесообразно использовать какое-либо собирательное устройство в виде вакуума или жидкостной ванны, чтобы шлифовальная пыль не попадала в воздух.
Технологические достиженияСаммонс утверждает, что, вероятно, самым большим достижением в процессе GTAW является технология электропитания. «Внедрение инверторной технологии позволило создать лучший инструмент для сварщика. По сравнению с применением импульсного постоянного тока это было значительным улучшением. Инверторная технология в несколько сотен раз быстрее, чем ваши конструкции SCR, которые позволяют вам генерировать импульсы намного быстрее за гораздо более короткое время. более прямоугольная форма волны, что может повысить стабильность дуги. С точки зрения переменного тока инверторная технология сделала, так сказать, гигантский шаг для человечества.
Преимущество заключается в значительном повышении стабильности дуги».Второе улучшение, на которое указал Саммонс, — это усиление контроля баланса. «В обычном источнике питания SCR на шинах ваш баланс ограничен 68 процентами отрицательного электрода и 32 процентами положительного электрода. Благодаря инверторной технологии это позволило нам перейти к 95 процентам отрицательного электрода с 5 процентами положительного электрода. Таким образом, это позволяет нам тратить больше времени на сварку и меньше времени на очистку, т. е. повышает производительность».
В этой статье были затронуты основы GTAW. Чтобы получить дополнительную информацию или узнать о возможностях обучения, свяжитесь с производителем.
Дополнительные ресурсы
The Lincoln Electric Co.
(216) 481-8100
www.lincolnelectric.comMiller Electric Manufacturing Co.
(920) 734-9821
www. millerwelds.com10 способов уменьшить количество сварочного дыма
Нестор Гула
Системный подход к уменьшению количества сварочного дыма дыма, потому что пары представляют опасность для легких сварщиков.
«Сварочный дым представляет собой сложную смесь мелких конденсированных металлических частиц и других твердых частиц. Хотя сварочный дым не является газом, некоторые газы, такие как озон, NOx и окись углерода, также образуются в процессе сварки», — говорит Кит Дейли, менеджер экологических систем канадской компании Lincoln Electric. «Это важно понимать, когда вы пытаетесь удалить сварочный дым из зоны дыхания сварщика».
Если в цехах имеется достаточный запас подпиточного воздуха на рабочем месте, вы можете следить за тем, чтобы газы не превышали безопасный уровень. «Однако для эффективного удаления сварочного дыма требуется достаточная скорость воздуха. Он не будет полностью рассеиваться сам по себе».
Каждая частица крошечная, часто размером от 0,2 до 1,0 микрона, но ее можно увидеть из-за большого количества частиц.
«Во время сварки часть металла сварного шва испаряется. Большая часть дыма исходит от расходных материалов, и по мере плавления металла часть дыма испаряется. Он не может оставаться паром очень долго, поэтому он конденсируется в твердые частицы. Дым, который вы видите поднимающимся вверх, состоит из крошечных частиц — очень маленьких и очень горячих. Он поднимается примерно на три фута в секунду», — объясняет Дейли. Поскольку дым в основном исходит от электрода, он состоит из сложных оксидов его металлов, сплавов и флюсовых соединений. В стали сварочный дым состоит в основном из оксида железа и оксидов таких соединений, как марганец и другие металлы.
Покупка системы удаления дыма обычно является первым решением, которое приходит на ум при рассмотрении вопроса о сварочном дыме. Хотя это практичное и часто необходимое решение, для эффективного уменьшения сварочного дыма необходимо применять системный подход. «Есть много способов уменьшить воздействие сварочного дыма, — объясняет Дейли.
«Первое, что вы делаете, это смотрите на свой дизайн сварки, а затем смотрите на свой процесс».1 . Позиционирование
Не располагайте голову над сварным швом, чтобы не вдыхать пары напрямую. «Несмотря на предупреждения и инструкции, некоторые люди во время сварки просто суют в нее лицо. Им нравится подходить поближе», — говорит Дейли. «Что вам нужно сделать, так это расположиться так, чтобы сварочный дым не попадал в зону вашего дыхания». Это самый простой способ избежать непосредственного вдыхания сварочного дыма. К сожалению, это обычное явление в некоторых мастерских, особенно у неопытных сварщиков. Лучшие шлемы с большей площадью обзора позволяют сварщикам более четко видеть свариваемый объект, поэтому им не нужно наклоняться над заготовкой.2. Уменьшение образования дыма за счет конструкции
«Для более крупного сварного шва требуется больше сварочного металла, поэтому образуется больше дыма, — говорит Дейли. Сварной шов надлежащего размера приведет к наименьшему количеству сварочного дыма для данного процесса и набора процедур.«Это не обязательно более короткий шов. Если вы сделаете сварной шов в четверть дюйма вместо сварного шва в три восемь дюймов, вы используете только половину количества проволоки, а количество образующегося дыма напрямую связано с количеством расходных материалов, которые вы используете».
Чрезмерная сварка неизменно увеличивает количество сварочного дыма, поскольку увеличивается количество металла сварного шва.
3. Уменьшение образования дыма в процессе
Некоторые сварочные процессы выделяют больше дыма, чем другие. «Самозащитный флюсовый сердечник производит больше дыма, чем палка (SMAW). Это немного менее элегантный процесс», — говорит Дейли, добавляя, что обычно на него уходит больше тепловой энергии. Часть дыма исходит от флюса. И палка создает больше дыма, чем MIG и металлический сердечник, которые примерно одинаковы. TIG и субдуговая сварка приводят к минимальному уровню дыма вблизи зоны дыхания сварщика. «Обычно сварка стержнями приводит к образованию около двух процентов сварочного дыма по весу, в то время как при сварке MIG выделяется около одного процента, а что-то вроде TIG — менее четверти процента. Если вы сделаете тот же сварной шов, вместо того, чтобы использовать килограмм сварного шва, вы используете полфунта, и вы получите гораздо меньше дыма», — объясняет Дейли. «Вы выбираете процесс, чтобы сделать хороший сварной шов. Если вы можете получить такое же качество с менее дымным процессом, тогда вы выбираете менее дымный процесс», — говорит он.Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка ВИГ дает наименьшее количество дыма, поскольку присадочный металл не проводит сварочный ток, а дуга очень стабильна. Однако этот процесс требует квалифицированных операторов, имеет низкую скорость наплавки и, хотя является хорошим выбором для точной сварки, не очень практичен в среде массового производства.
4. Уменьшение образования дыма за счет присадочной проволоки
Поскольку присадочный металл является проводником дуги и плавится первым при сварке порошковой проволокой, сварке MIG и SWAM, количество опасных элементов в этой проволоке имеет решающее значение для снижения сварочный дым. Одним из актуальных вопросов является марганец – допустимые уровни марганца значительно снижены. Большая часть марганца поступает из сварочных материалов. «Мы добавляем меньше марганца в наполнитель, но причина его присутствия в том, что он придает сварному шву определенные желательные свойства, такие как ударная вязкость и устойчивость к растрескиванию, а также есть химические причины для его присутствия», — говорит Дейли. Большинство, если не все, производители постоянно работают над снижением уровня содержания опасных элементов в своей проволоке, в то же время сохраняя или улучшая характеристики и возможности присадочного материала, необходимого для промышленной сварки.5. Уменьшение образования дыма с помощью защитного газа
Защитный газ имеет решающее значение для большинства сварочных работ и влияет на образование дыма. «Уровни энергии, необходимые для диссоциации и ионизации различных газов, относятся к избыточной энергии, доступной для кипения металла с электрода и расплавленной капли. На практике использование 100-процентного CO2 потребует повышения напряжения на 1-2 вольта по сравнению со смесями аргона.«Использование чистого газа CO2 создает больше дыма, чем смесь аргона, потому что дополнительная энергия дуги испаряет больше металла и создает больше дыма», — говорит он.
6. Уменьшение образования дыма за счет искрового контроля
Управление формой волны на современных источниках сварочного тока — еще один способ минимизировать дым. «Если вы переходите на импульсную форму волны, это может уменьшить количество дыма за счет уменьшения разбрызгивания и снижения общего подводимого тепла, и вы не испаряете столько металла», — отмечает Дейли.
«Это более контролируемый и более эффективный шов».7. Удаление покрытий в области сварки
Перед сваркой область сварки должна быть очищена, и это важно не только для обеспечения надлежащего сварного шва, но и потому, что материал с покрытием будет представлять другие опасности для сварочного дыма. Покрытия могут включать жидкости для металлообработки, масла и ингибиторы ржавчины, растворители, грунтовку на основе оксида свинца, кадмирование, пластиковые покрытия и оцинкованную сталь, которая содержит цинк, выделяющий пары оксида цинка.«Если вы работаете с чем-то, на чем есть краска, масло или другие покрытия, вы можете получить дым в дымовом шлейфе, который содержит потенциальные токсины. Более чистый кусок металла даст лучший сварной шов и меньше дыма».
В зависимости от покрытия его следует удалить с помощью какого-либо очищающего состава, так как его шлифовка потенциально может привести к попаданию в окружающую среду токсичной пыли.
8. Дымоудаление – персональный
В большинстве сварочных цехов нет необходимости носить респиратор на полу или во время сварки. Однако в некоторых сварочных ситуациях, например, при сварке в ограниченном пространстве, может потребоваться индивидуальный респиратор. Они могут быть разных стилей в зависимости от приложения. Самым простым является одноразовый респиратор, который можно купить практически в любом хозяйственном магазине. Большинство производителей шлемов выпускают специальные респираторы с фильтрами, которые соответствуют строгим критериям индивидуальной защиты NIOSH и OHSA. В экстремальных сварочных ситуациях потребуются системы с принудительной подачей воздуха, которые будут подавать чистый воздух к сварщику под шлемом. «Применение соответствующих технических средств контроля для обеспечения адекватной вентиляции должно быть первым шагом. Средства индивидуальной защиты должны быть последним, что вы делаете. Не первый только потому, что это легко», — советует Дейли.9. Удаление дыма – у источника
Улавливание дыма у источника, пожалуй, лучший метод контроля дыма. «Если вы можете сохранить сварку в зоне, которую контролируете, это упрощает задачу. Если вы можете взять сварку и разместить ее в отдельном месте, вам не нужно беспокоиться о том, что это повлияет на других рабочих», — предлагает Дейли, добавляя, что существует множество методов локализованного удаления дыма, включая вакуумный шланг, установленный непосредственно на сварке. пистолет, а также переносные и стационарные системы, которые будут иметь шланги от 6 до 9дюймов (160–200 мм) в диаметре, которые являются гибкими и могут быть расположены в любом месте.«Эти вакуумные шланги не повлияют на используемые защитные газы. Шарнирные манипуляторы обычно перемещают воздух со скоростью от 600 до 900 кубических футов (900–1500 м3/ч) в минуту (CFM), но используют низкий уровень вакуума (от 3 до 5 дюймов водяного столба [750–1250 Па]) для минимизации мощности.
- Вы хотите сваривать быстро.



 Наряду с изрядным количеством дыма и дыма во время сварки.
Наряду с изрядным количеством дыма и дыма во время сварки.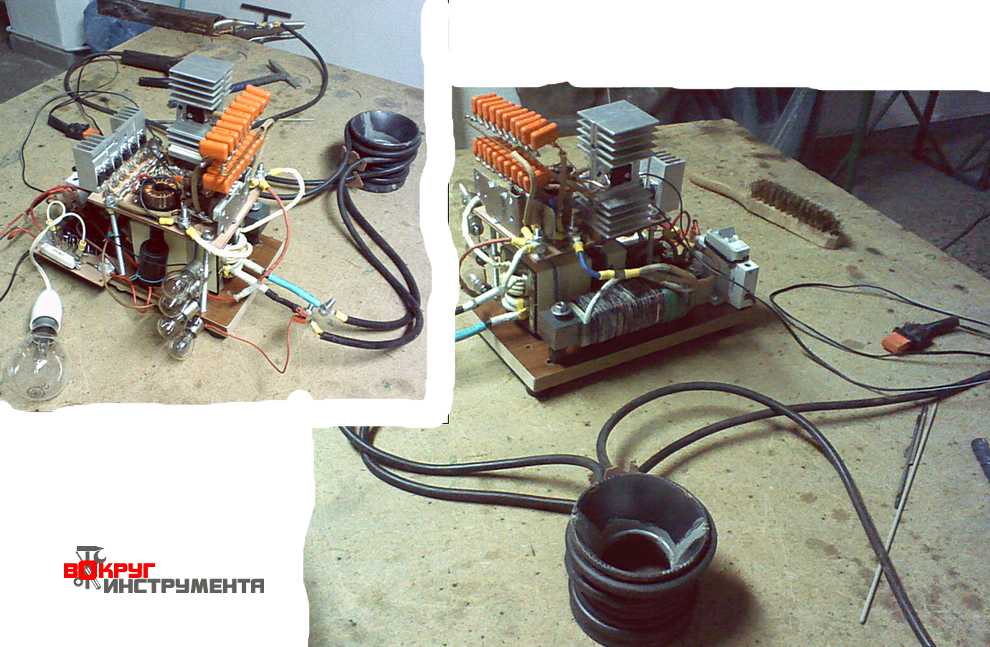 com сравнивает в этом пятиминутном 20-секундном видео профили сварки C25 и углекислого газа. Стоит посмотреть, что опытный сварщик производит из разных газов.
com сравнивает в этом пятиминутном 20-секундном видео профили сварки C25 и углекислого газа. Стоит посмотреть, что опытный сварщик производит из разных газов.



 Я попытался ответить на вопрос и дать вам несколько ответов о том, почему защитный газ важен.
Я попытался ответить на вопрос и дать вам несколько ответов о том, почему защитный газ важен. Или, может быть, это так? Дело в том, что расход защитного газа обычно слишком высок. С системой управления газом EWR 2 вы можете сэкономить деньги при дуговой сварке в среде защитного газа.
Или, может быть, это так? Дело в том, что расход защитного газа обычно слишком высок. С системой управления газом EWR 2 вы можете сэкономить деньги при дуговой сварке в среде защитного газа. Существуют даже региональные различия в стоимости защитного газа для сварки.
Существуют даже региональные различия в стоимости защитного газа для сварки. Такая точно отрегулированная защита от инертного газа никогда не может быть достигнута с помощью ручного регулятора. Это означает: без EWR 2 потребление газа относительно велико. Да и газовая защита не всегда идеальна.
Такая точно отрегулированная защита от инертного газа никогда не может быть достигнута с помощью ручного регулятора. Это означает: без EWR 2 потребление газа относительно велико. Да и газовая защита не всегда идеальна. Быстрый и точный электронный клапан предотвращает пусковой пик расхода газа, тогда как в других системах без такого контроля расходуется много газа. Электронный клапан также очень быстро закрывается, а значит, и здесь экономится газ.
Быстрый и точный электронный клапан предотвращает пусковой пик расхода газа, тогда как в других системах без такого контроля расходуется много газа. Электронный клапан также очень быстро закрывается, а значит, и здесь экономится газ.
 Часто сварной шов выглядит даже лучше.
Часто сварной шов выглядит даже лучше. Например, этот грузовик должен ездить в вашу компанию только один раз вместо двух в неделю.
Например, этот грузовик должен ездить в вашу компанию только один раз вместо двух в неделю. Об этом нам сообщает название: «Сварка металлов в среде инертного газа». Инертные газы, используемые для сварки MIG, — это аргон и гелий. Термин «инертные» означает, что они не реагируют ни на что, в отличие от неинертных газов, таких как кислород, который вызывает ржавчину металла. Используемые газы защищают сварной шов от воздуха, вызывающего такие дефекты сварки, как пористость.
Об этом нам сообщает название: «Сварка металлов в среде инертного газа». Инертные газы, используемые для сварки MIG, — это аргон и гелий. Термин «инертные» означает, что они не реагируют ни на что, в отличие от неинертных газов, таких как кислород, который вызывает ржавчину металла. Используемые газы защищают сварной шов от воздуха, вызывающего такие дефекты сварки, как пористость. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Другой вариант — использовать рекомендации производителя сварочной проволоки. Как правило, производитель сварочной проволоки предоставляет несколько вариантов, начиная от наилучшего и заканчивая тем, что обеспечивает минимально приемлемые результаты. Наконец, на внутренней панели некоторых сварочных аппаратов MIG есть рекомендации по сварочным электродам и газам, которые дают вам варианты, как показано на рисунке ниже. В большинстве случаев окончательный выбор типа газа зависит от стоимости.
Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Другой вариант — использовать рекомендации производителя сварочной проволоки. Как правило, производитель сварочной проволоки предоставляет несколько вариантов, начиная от наилучшего и заканчивая тем, что обеспечивает минимально приемлемые результаты. Наконец, на внутренней панели некоторых сварочных аппаратов MIG есть рекомендации по сварочным электродам и газам, которые дают вам варианты, как показано на рисунке ниже. В большинстве случаев окончательный выбор типа газа зависит от стоимости.

 Наиболее широко используемая смесь называется C25 и состоит из 25% углекислого газа и 75% аргона. Существуют и другие смеси, которые хорошо работают в зависимости от типа сварки, которая будет выполняться. Большинство из них спроектировано магазинами и сетями газоснабжения сварочного производства. Обычная смесь представляет собой комбинацию аргона, углекислого газа и кислорода.
Наиболее широко используемая смесь называется C25 и состоит из 25% углекислого газа и 75% аргона. Существуют и другие смеси, которые хорошо работают в зависимости от типа сварки, которая будет выполняться. Большинство из них спроектировано магазинами и сетями газоснабжения сварочного производства. Обычная смесь представляет собой комбинацию аргона, углекислого газа и кислорода. Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.
Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий. Эти вещи по разумной цене, и научиться сваривать — это еще не все.
жесткий. Возможно, вы не будете производить профессионально выглядящие сварные швы за час.
практики, но вы сможете исправить все виды вещей и сэкономить много
Деньги; а это много значит……
Эти вещи по разумной цене, и научиться сваривать — это еще не все.
жесткий. Возможно, вы не будете производить профессионально выглядящие сварные швы за час.
практики, но вы сможете исправить все виды вещей и сэкономить много
Деньги; а это много значит…… был сделан из дерева и чугуна, железная часть треснула и сломалась. я
отдал его парню, чтобы починить, и он хотел 300 долларов. Я думал, что это безумие
потратить такие деньги, поэтому я купил электрод для дуговой сварки на сумму около 5 долларов.
специально для чугуна сделал баллончик с черной матовой краской и закрепил сам.
От моего лагерного трейлера до ручных инструментов и сломанных вещей для семьи и друзей.
Я использовал свой сварочный аппарат сто раз. Настоящая причина, по которой я это поднимаю
хочу отметить, что я также использовал свой маленький сварочный аппарат для изготовления некоторых
хорошее самодельное оборудование для майнинга, которое сэкономило мне много сотен долларов. А
земснаряд, шлюз и ряд специализированных ручных инструментов для копания есть все
были проекты, связанные с добычей полезных ископаемых, для которых я использовал свой маленький сварочный аппарат на 120 В.
полный.
был сделан из дерева и чугуна, железная часть треснула и сломалась. я
отдал его парню, чтобы починить, и он хотел 300 долларов. Я думал, что это безумие
потратить такие деньги, поэтому я купил электрод для дуговой сварки на сумму около 5 долларов.
специально для чугуна сделал баллончик с черной матовой краской и закрепил сам.
От моего лагерного трейлера до ручных инструментов и сломанных вещей для семьи и друзей.
Я использовал свой сварочный аппарат сто раз. Настоящая причина, по которой я это поднимаю
хочу отметить, что я также использовал свой маленький сварочный аппарат для изготовления некоторых
хорошее самодельное оборудование для майнинга, которое сэкономило мне много сотен долларов. А
земснаряд, шлюз и ряд специализированных ручных инструментов для копания есть все
были проекты, связанные с добычей полезных ископаемых, для которых я использовал свой маленький сварочный аппарат на 120 В.
полный. Сварочные аппараты TIG (вольфрамовый инертный газ) используют неплавящийся вольфрамовый электрод и
голый ручной сварочный пруток без покрытия.
Сварочные аппараты TIG (вольфрамовый инертный газ) используют неплавящийся вольфрамовый электрод и
голый ручной сварочный пруток без покрытия. Оба эти варианта довольно чертовски
дорого, поэтому я не придал им серьезного значения. 120
V Welder был вариантом, о существовании которого я не знал, и его было много.
доступнее для меня. Я тоже думал, что изучение базовых навыков дуги
сварка оказалась намного сложнее, чем оказалось — потребовалось некоторое
практика, но это не так сложно.
Оба эти варианта довольно чертовски
дорого, поэтому я не придал им серьезного значения. 120
V Welder был вариантом, о существовании которого я не знал, и его было много.
доступнее для меня. Я тоже думал, что изучение базовых навыков дуги
сварка оказалась намного сложнее, чем оказалось — потребовалось некоторое
практика, но это не так сложно. Без специальной модификации
обеспечить питание 220 В нужно, да и цена вполне приемлемая (даже
откровенно дешево). Это то, что я купил, и, если честно, потому что это было
доступный, поэтому я смог купить его. Блок 120 В подходит только для сварки.
сталь толщиной примерно до 3/16 дюйма — она предназначена для использования домовладельцами. Если ты
планируете заниматься сваркой в тяжелых условиях и коммерческим промышленным производством, вам нужно
один из тех больших блоков 220V. Однако за 99% от типичного
приложений домовладельца, я считаю, что блока 120 В действительно достаточно, и это
включает мелкомасштабное геологоразведочное и горнодобывающее оборудование, а также
много всего по дому разного ремонта я сделал. Есть
также некоторые недорогие сварочные аппараты MIG (Metal Inert Gas), которые
может по-прежнему работать от типичной домашней сети 115 В, доступной для покупки. Эти
немного больше денег, чем тип палки
аппараты для дуговой сварки, такие как у меня есть, но для MIG нужен еще и баллон со сжатым аргоном
обеспечить инертный газ, и это немного увеличивает цену.
Без специальной модификации
обеспечить питание 220 В нужно, да и цена вполне приемлемая (даже
откровенно дешево). Это то, что я купил, и, если честно, потому что это было
доступный, поэтому я смог купить его. Блок 120 В подходит только для сварки.
сталь толщиной примерно до 3/16 дюйма — она предназначена для использования домовладельцами. Если ты
планируете заниматься сваркой в тяжелых условиях и коммерческим промышленным производством, вам нужно
один из тех больших блоков 220V. Однако за 99% от типичного
приложений домовладельца, я считаю, что блока 120 В действительно достаточно, и это
включает мелкомасштабное геологоразведочное и горнодобывающее оборудование, а также
много всего по дому разного ремонта я сделал. Есть
также некоторые недорогие сварочные аппараты MIG (Metal Inert Gas), которые
может по-прежнему работать от типичной домашней сети 115 В, доступной для покупки. Эти
немного больше денег, чем тип палки
аппараты для дуговой сварки, такие как у меня есть, но для MIG нужен еще и баллон со сжатым аргоном
обеспечить инертный газ, и это немного увеличивает цену.
 Вы сэкономите на ремонте
сломанные предметы, которые в противном случае пришлось бы выбросить. Отремонтированное пальто
стеллаж, принадлежавший прабабушке моей жены, был всем, что осталось
необходимо убедить ее, что это была хорошая идея.
Вы сэкономите на ремонте
сломанные предметы, которые в противном случае пришлось бы выбросить. Отремонтированное пальто
стеллаж, принадлежавший прабабушке моей жены, был всем, что осталось
необходимо убедить ее, что это была хорошая идея.
 Я знаю, что не был бы без него.
Я знаю, что не был бы без него. Одним из наиболее популярных методов является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). В этой статье мы обсудим базовую теорию GTAW и рассмотрим различные доступные настройки оборудования.
Одним из наиболее популярных методов является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). В этой статье мы обсудим базовую теорию GTAW и рассмотрим различные доступные настройки оборудования. Резак имеет комбинацию цанга/цанга, которая удерживает электрод. Термостойкая чашка или керамическая насадка окружают электрод и контролируют газовую защиту.
Резак имеет комбинацию цанга/цанга, которая удерживает электрод. Термостойкая чашка или керамическая насадка окружают электрод и контролируют газовую защиту.

 Преимущество гелия перед аргоном заключается в том, что его можно использовать при более высоких напряжениях дуги. Из-за этого предпочтительнее при работе с толстыми металлическими профилями.
Преимущество гелия перед аргоном заключается в том, что его можно использовать при более высоких напряжениях дуги. Из-за этого предпочтительнее при работе с толстыми металлическими профилями. Машины переменного тока обычно используются для алюминия и магния. Однако большая часть сварки, вероятно, выполняется на постоянном токе. Обычно парень собирается купить машину постоянного тока, если он имеет дело с материалами, отличными от алюминия. Машины постоянного тока обычно меньше по размеру, более экономичны, и вы можете получить трехфазное или однофазное питание. Большинство машин постоянного тока на самом деле являются трехфазными, управляемыми SCR, потому что вы получаете лучшую производительность дуги при трехфазном питании, чем при однофазном».0003
Машины переменного тока обычно используются для алюминия и магния. Однако большая часть сварки, вероятно, выполняется на постоянном токе. Обычно парень собирается купить машину постоянного тока, если он имеет дело с материалами, отличными от алюминия. Машины постоянного тока обычно меньше по размеру, более экономичны, и вы можете получить трехфазное или однофазное питание. Большинство машин постоянного тока на самом деле являются трехфазными, управляемыми SCR, потому что вы получаете лучшую производительность дуги при трехфазном питании, чем при однофазном».0003 Переходя к несбалансированному состоянию, вы фактически манипулируете временем каждого полупериода, больше склоняясь в сторону отрицательного электрода. Таким образом, вы тратите больше времени на сварку или работу, чем на очистку. По большей части мы говорим, что вы не хотите работать в сбалансированном состоянии. Вы хотите, чтобы несбалансированное состояние обеспечивало лучший контроль дуги, нагревание материала или получение большего количества тепла. проделанная работа и меньше времени на очистку. Чем больше времени уходит на цикл очистки, тем больше нагревается вольфрам, а это означает, что шарик на вольфраме становится больше, лужа становится больше и становится более неуправляемой».
Переходя к несбалансированному состоянию, вы фактически манипулируете временем каждого полупериода, больше склоняясь в сторону отрицательного электрода. Таким образом, вы тратите больше времени на сварку или работу, чем на очистку. По большей части мы говорим, что вы не хотите работать в сбалансированном состоянии. Вы хотите, чтобы несбалансированное состояние обеспечивало лучший контроль дуги, нагревание материала или получение большего количества тепла. проделанная работа и меньше времени на очистку. Чем больше времени уходит на цикл очистки, тем больше нагревается вольфрам, а это означает, что шарик на вольфраме становится больше, лужа становится больше и становится более неуправляемой».
 Преимущество заключается в значительном повышении стабильности дуги».
Преимущество заключается в значительном повышении стабильности дуги». millerwelds.com
millerwelds.com
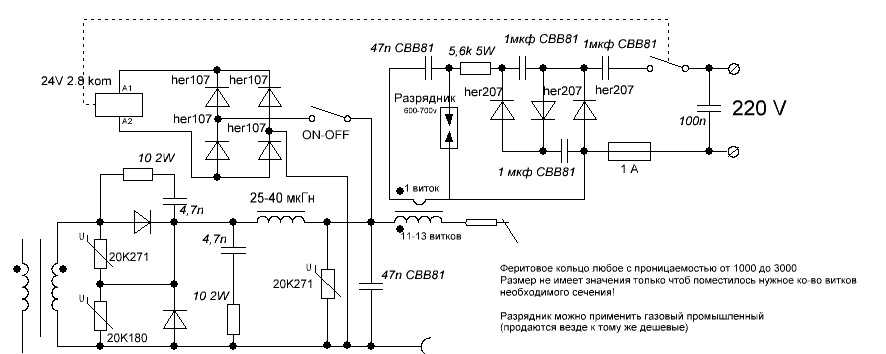 «Первое, что вы делаете, это смотрите на свой дизайн сварки, а затем смотрите на свой процесс».
«Первое, что вы делаете, это смотрите на свой дизайн сварки, а затем смотрите на свой процесс». Сварной шов надлежащего размера приведет к наименьшему количеству сварочного дыма для данного процесса и набора процедур.
Сварной шов надлежащего размера приведет к наименьшему количеству сварочного дыма для данного процесса и набора процедур. TIG и субдуговая сварка приводят к минимальному уровню дыма вблизи зоны дыхания сварщика. «Обычно сварка стержнями приводит к образованию около двух процентов сварочного дыма по весу, в то время как при сварке MIG выделяется около одного процента, а что-то вроде TIG — менее четверти процента. Если вы сделаете тот же сварной шов, вместо того, чтобы использовать килограмм сварного шва, вы используете полфунта, и вы получите гораздо меньше дыма», — объясняет Дейли. «Вы выбираете процесс, чтобы сделать хороший сварной шов. Если вы можете получить такое же качество с менее дымным процессом, тогда вы выбираете менее дымный процесс», — говорит он.
TIG и субдуговая сварка приводят к минимальному уровню дыма вблизи зоны дыхания сварщика. «Обычно сварка стержнями приводит к образованию около двух процентов сварочного дыма по весу, в то время как при сварке MIG выделяется около одного процента, а что-то вроде TIG — менее четверти процента. Если вы сделаете тот же сварной шов, вместо того, чтобы использовать килограмм сварного шва, вы используете полфунта, и вы получите гораздо меньше дыма», — объясняет Дейли. «Вы выбираете процесс, чтобы сделать хороший сварной шов. Если вы можете получить такое же качество с менее дымным процессом, тогда вы выбираете менее дымный процесс», — говорит он.

 «Это более контролируемый и более эффективный шов».
«Это более контролируемый и более эффективный шов».

