Ручная дуговая сварка покрытыми электродами — Осварке.Нет
Ручная дуговая сварка — дуговая сварка с использованием покрытого металлического электрода, при которой операции подачи электрода, его перемещения вдоль оси шва и поперечные манипуляции выполняется сварщиком вручную. Наиболее старый и универсальный метод сварки, требующий хорошей квалификации и опыта сварщика.
Сущность метода ручной дуговой сварки
Сварка деталей покрытым металлическим электродом возможна благодаря высокой тепловой мощности сварочной дуги, под воздействием которой металлы расплавляются. При сварке покрытым электродом сварная дуга расплавляет основной металл и, в то же время, металлический электрод. Участок расплавленного металла называют сварной ванной. Капли электродного металла расплавляются и переносятся в сварную ванну, увеличивая ее объем, поэтому покрытый электрод является еще присадочным материалом.
Под воздействием сварочной дуги расплавляется покрытие нанесенное на поверхность электрода.
По мере того как сварщик формирует шов, перемещая электрод и дугу вдоль оси сварного соединения, сварная ванна с жидким металлом постепенно кристаллизуется. На поверхности кристаллизованного шва застывает шлак и превращается в шлаковую корку.
После обрыва сварочной дуги необходимо очистить шов от шлаковой корки при помощи специального молотка, кирки и/или щетки. Если были выбраны правильные режимы сварки без ошибок в техники выполнения шва, под шлаковой коркой получим сварной шов необходимой формы, качества и геометрических размеров.
Схема оборудования для сварки покрытым электродом
Ручная дуговая сварки имеет наиболее универсальную и простую схему оборудования необходимого для сварки. В комплект оборудования для сварки покрытым электродом входит источник питания сварочной дуги, комплект кабелей, электрододержатель и электропроводящий зажим подключаемый на кабель массы. Этого оборудования достаточно для выполнения работ. В зависимости от используемого источника питания, вида сварочного поста и технологии сварки может применяться вспомогательной сварочное оборудование.
Сварка покрытым электродом может выполняться от источника питания постоянного и переменного тока. Для сварки переменным током используют сварочные трансформаторы, а для постоянного тока — выпрямители и преобразователи.
В последнее время, с развитием технологий, для сварки используют также инверторе источники питания. Преимуществами сварочных инверторов являются меньшие габариты и вес оборудования, более стабильное горение дуги, простое регулирование силы тока, дополнительный функционал, — анти-залипание, горячий старт, пульсирующий ток. Появление и распространение инверторных источников питания сделало оборудование для дуговой сварки более мобильным.
Появление и распространение инверторных источников питания сделало оборудование для дуговой сварки более мобильным.
Для сварки в местах где отсутствует сеть питания можно использовать сварочные агрегаты. Агрегаты позволяют вырабатывать электрический ток при помощи сварочного генератора и двигателя внутреннего сгорания.
К вторичной обмотке источника питания подключается комплект кабелей. В зависимости от силы тока сечение кабелей можно ориентировочно выбрать используя таблицу ниже.
Эдектрододержатель предназначен фиксирования сварочного электрода, его быстрой замены и подведения к нему тока, а также для комфортного управления дугой сварщику.
Токопроводящий зажим крепится к кабелю массы для подведения тока к изделию, хорошего контакта и крепления его с основным металлом.
Дополнительное оборудование
Дополнительно в электрическую цепь при сварке могут включаться балластный реостат и осциллятор.
С помощью балластного реостата можно ступенчато регулировать силу сварочного тока..jpg) Балластный реостат формирует падающую вольт-амперную характеристику источника питания, а также компенсирует постоянную составляющую тока при сварке от трансформатора.
Балластный реостат формирует падающую вольт-амперную характеристику источника питания, а также компенсирует постоянную составляющую тока при сварке от трансформатора.
Осциллятор предназначен для бесконтактного зажигания и стабилизации горения сварочной дуги.
Покрытые электроды для дуговой сварки
Согласно истории развития сварки, до 1935 года использовались металлические электроды без покрытия или с тонким ионизирующим покрытием. Основными функциям покрытых электродов являются: подведение тока к сварочной дуге; защита дуги, расплавленного металла и зоны сварки от атмосферных газов; дополнительная подача расплавленного металла для заполнения зазора между кромок и наплавки валика шва.
Существует большое количество марок сварочных электродов отличающихся химическим составом металлического стержня, покрытием, предназначением и т.д. Краткую классификацию покрытых электродов можно посмотреть на рисунках ниже.
Классификация покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов для ручной сварки, наплавки и резки
Техника и технология ручной дуговой сварки
По сравнению с другими видами сварки, ручная сварка требует больше навыков и умений от сварщика, так как все операции выполняются вручную.
Условно выполнение сварочного шва можно разделить на три этапа: зажигание дуги, выполнение шва, окончание сварки или заварка кратера.
Существует два способа зажигания сварочной дуги — касанием и чирканьем. По окончанию сварки нельзя сразу обрывать дугу, иначе в месте окончания образуется кратер. Перед тем как оборвать дугу ее сначала перемещают на верхний край сварной ванны, а потом резко обрывают. При окончании сварки можно также использовать технику заварки кратера.
Техника выполнения шва зависит от пространственного положения, типа соединения, толщины сварных деталей, протяжности соединения и доступности шва. Во время сварки покрытым электродом от сварщика требуется одновременно перемещать электрод в трех направлениях.
Ручная дуговая сварка стыковых швов в нижнем положении
Сварка деталей толщиной до 4 мм встык выполняется без разделки кромок. При этом диаметр электрода подбирается равный толщине основного металла.
Стыковые соединения без скоса кромок толщиной до 6 мм выполняются односторонним швом.
Листы без скоса кромок толщиной от 2 до 8 мм можно сваривать двусторонним швом.
Если толщина металла более 8 мм необходимо выполнять разделку кромок.
Чтобы избежать прожогов при выполнении корневого шва или сварке тонких деталей используют съемные медные или стальные подкладки.
Ручная дуговая сварка угловых швов в нижнем положении
Сварка угловых швов в нижнем положении выполняется при сварке угловых, тавровых и нахлесточных соединений. Угловые швы в нижнем положении с катетом шва до 10 мм свариваются за один проход, электродами до 5 мм без колебательных движений концом электрода.
Угловые швы без скоса кромок с катетом более 10 мм выполняют за одни проход с поперечными колебательными движениями электрода треугольником с задержкой конца электрода в корне шва для лучшего провара. При этом дугу зажигают на горизонтальной полке, а не вертикальной, чтобы избежать натекания металла на холодную горизонтальную полку.По возможности угловые швы рекомендуется сваривать в лодочку.
Сварка в симметрическую лодочку, когда между электродом и поверхностью детали образуется угол, примерно, 45 градусов.
В несимметрическую лодочку, когда угол между деталью и электродом по одной из сторон детали равняется, примерно, 30 градусам.
Ручная дуговая сварка в вертикальном положении
При сварке вертикальных швов сварку можно вести снизу вверх (на подъем) и сверху вниз (на спуск). Силу сварочного тока при сварке в вертикальном положении уменьшают на 10% по сравнению из нижним положением, а сварку ведут короткой дугой. Это необходимо для того, чтобы жидкий металл не вытекал из сварочной ванны. Использовать сварочные электроды допускающие сварку в вертикальном положении.
Сварка способом снизу вверх используется чаще всего. Это удобный и производительный метод сварки вертикальных швов, для которого используются электроды диаметром до 4 мм.
Способ сверху вниз при ручной сварке используется редко. Его можно использовать для сварки тонкого металла до 5 мм с разделкой кромок. Не все электроды позволяют вести сварку на спуск, поэтому необходимо смотреть информацию в паспорте на электроды. Дугу возбуждают в верхней части сварного шва. Когда формируются капли жидкого металла необходимо наклонить электрод вниз, чтобы дуга направлялась на жидкий металл.
Ручная сварка горизонтальных швов
Сварка горизонтальных швов выполняется вертикально расположенным электродом. Ток уменьшается на 15-20% по сравнению с нижним положением, а сварку ведут короткой дугой.
 При подготовке кромок делается скос только верхней кромки, скос нижней кромки не требуется. Начинают сварку на нижней кромке, а потом перемещают дугу на верхнюю кромку. Соединения толщиной более 8 мм сваривают многопроходными валиками.
При подготовке кромок делается скос только верхней кромки, скос нижней кромки не требуется. Начинают сварку на нижней кромке, а потом перемещают дугу на верхнюю кромку. Соединения толщиной более 8 мм сваривают многопроходными валиками.Ручная сварка в потолочном положении
При сварке в потолочном положении расплавленный металл пытается вытечь вниз из сварочной ванны, поэтому сварку выполняют только короткой дугой. Силу сварочного тока уменьшают на 15-20% по сравнению с нижним положением. Детали толщиной более 8 мм сваривают многопроходными швами.
Газы, которые выделяются при плавлении электродных покрытий, поднимаются вверх и могут остаться в сварном шве. Чтобы избежать этого используют только хорошо просушенные электроды.
Валики шва накладываются в разделку тремя способами: лесенкой, полумесяцем и обратно-поступательно.
Лесенкой. При сварке потолочных швов лесенкой электрод располагают к плоскости под углом 90-130 градусов, подносят к металлу и возбуждают дугу. После образования небольшой капли металла электрод отводят на 5-10 мм от металла и возвращают. Возвращаясь необходимо перекрыть предыдущую порцию металла на 1/2 или 1/3 ее длины. Такая техника позволяет постепенно кристаллизоваться металлу и избежать стеканию вниз.
После образования небольшой капли металла электрод отводят на 5-10 мм от металла и возвращают. Возвращаясь необходимо перекрыть предыдущую порцию металла на 1/2 или 1/3 ее длины. Такая техника позволяет постепенно кристаллизоваться металлу и избежать стеканию вниз.
Полумесяцем. Сварочный электрод располагают под углом 90-130 градусов, зажигают дугу и выполняют колебательные движения полумесяцем, беспрерывно заводя дугу на отвердевшую часть шва.
Обратно-поступательно. Сварщик возвращает конец электрода назад, на кристаллизовавшуюся часть шва, постоянно удлиняя. валик.
Ручная дуговая сварка толстостенных сварных соединений
Сварку толстостенных конструкций невозможно выполнить однослойным швом за один проход, поэтому сварка металла большей толщины выполняется слоями за один проход или за несколько проходов.
Многослойный шов — шов выполняющийся несколькими слоями, каждый за один проход. Используется чаще для стыковых швов. Однопроходные швы рекомендуется использовать при ширине шва не более 14-16 мм. При таком подходе остаточные деформации наименьшие.
При таком подходе остаточные деформации наименьшие.
Многопроходный шов — шов выполняющийся за несколько проходов. Многопроходный шов является одновременно и многослойным. Подходит больше для угловых и тавровых соединений. При толщине шва более 15 мм не рекомендуется выполнять сварку каждого слоя за проход. Первый слой в металле такой толщине успевает остыть, и в нем возникают трещины.
Способы наложения швов при толщине соединения более 15 мм
Для равномерного нагревания конструкции по всей длине используют несколько техник наложения швов: двойным слоем, каскадом, блоками, горкой и поперечной горкой.
При способе двойного слоя сразу после наложения первого слоя и очистки соединения от шлака накладывают второй. Второй слой необходимо накладывать в обратном направлении на длину 200-400 мм.
Сварка каскадным методом требует предварительно разбить шов на короткие участки по 200 мм. После сварки первого участка его очищают от шлака. Второй слой необходимо начинать на втором участке и вести до полного перекрытия первого. Таким образом выполняется каждый следующий слой, перекрывающий предыдущие и не дающий им остыть.
Таким образом выполняется каждый следующий слой, перекрывающий предыдущие и не дающий им остыть.
Сварка горкой это техника похожая на каскадный метод, но для ее реализации необходимо участие двух сварщиков. В этом случае сварка ведется от середины сварного соединения до краев. В обоих случаях сварка обратно ступенчатая не только по длине, но и по сечению шва, а зона сварки всегда остается горячей.
Сварка блоками прежде всего предназначена для сталей склонных к закалыванию во время сварке. При сварке блоками шов накладывают отдельными ступенями по всей высоте сечения шва.
Преимущества и недостатки ручной дуговой сварки
Преимущества
- Универсальная и сравнительно недорогая схема оборудования для сварки.
- Мобильность оборудования.
- Сварка ручным дуговым методом выполняется во всех пространственных положениях и в местах с ограниченным доступом.
- Благодаря большому количеству различных марок электродов можно сваривать разные стали и металлы, а переход между свариваемыми материалами происходит очень быстро.


Недостатки
- Производительность труда и КПД по сравнению с другими видами сварки очень низкие.
- Качество сварных соединений зависит от квалификации сварщика.
- Дуговая сварка покрытыми электродами оказывает вредное воздействие на организм человека.
Обучающий видео фильм по ручной дуговой сварке.
Качество ручной дуговой сварки
Ручная сварка – это самый распространенный вид дуговой сварки, но у новичков она может вызывать большие проблемы. В отличие от сварки проволокой, когда оператору по сути приходится лишь «прицелиться и нажать на курок», ручная сварка требует более высокого уровня навыков и техники сварки.
В этой статье мы постараемся дать советы, которые помогли бы новичкам повысить качество ручной сварки. Также мы перечислим самые распространенные проблемы и способы их решения.
Также мы перечислим самые распространенные проблемы и способы их решения.
1. Старайтесь использовать распространенные марки стали
Сюда входят стали марок AISI-SAE от 1015 до 1025 с максимальным содержанием кремния 0,1% и серы 0,035%. Они позволяют вести сварку на высокой скорости и с минимальной вероятностью растрескивания, что значительно упрощает работу сварщика.
Низколегированные и углеродистые стали с более «необычным» химическим составом имеют тенденцию растрескиваться во время сварки, что особенно характерно для толстопрофильных материалов и жестких конструкций. Кроме того, стали с высоким содержанием серы и фосфора не рекомендуются для массового производства. Для сварки таких материалов нужно использовать электроды небольшого диаметра с низким содержанием диффузионного водорода в металле наплавления. Также попробуйте снизить скорость сварки, чтобы дольше поддерживать сварочную ванну в жидком состоянии. Это позволит пузырькам газа полностью выкипеть и тем самым повысить качество сварки.
2. Выбирайте типы соединения и электроды с учетом состава основного металла
Качество сварки в большой мере зависит от типа соединения. При сварке листовой стали толщиной 1,3-3,4 мм максимальная скорость сварки достигается при расположении рабочего изделия под углом 45-75° на спуск. Также нельзя допускать наложения швов излишне большого сечения – это может привести к прожиганию материала.
При сварке пластин углеродистой стали толщиной 4,8 мм изделие лучше располагать в нижнем положении, потому что так оператору проще всего работать с электродом. Наконец, высокоуглеродистые и низколегированные стали лучше всего сваривать в горизонтальном положении.
3. Следуйте основным принципам геометрии и подгонки соединений
Скорость и качество сварки зависят от геометрических размеров соединения. Геометрия соединения должна соответствовать ряду простых принципов:
- Соединение должно быть подогнано по всей своей длине. Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала.
- Скосы кромок нужно контролировать для того, чтобы обеспеченить должную форму шва и глубину проплавления. Недостаточный скос не позволит электроду проникнуть вглубь соединения. Слишком большая или маленькая глубина проплавления может вызвать недостаточное сплавление материала и растрескивание.
- Для того, чтобы обеспечить адекватное проплавление, требуется достаточно большой зазор между свариваемыми кромками. В то же время если зазор будет слишком большим, на сварку уйдет больше времени и сварочных материалов. Помните, что зазор между кромками должен соответствовать диаметру электрода.
- Для повышения скорости и качества сварки необходимо провести притупление корня шва или использовать керамические подкладки. Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
- Как правило, для сварных швов на плоских изделиях используются электроды класса AWS E6010 диаметром 4,8 мм и постоянный ток обратной полярности силой 150 ампер. Для сварки стыковых соединений в вертикальном, потолочном и горизонтальном положении пользуйтесь электродами диаметром 3,2 мм и постоянным током обратной полярности силой 90 ампер. При сварке сталей с низким содержанием водорода и сварных швов пользуйтесь электродами класса AWS EXX18 и силой тока 170 ампер.
 Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала.
Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала. Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
4. Избегайте наплавления слшком большого объема металла
Угловые соединения должны иметь одинаковые катеты и практически плоскую поверхность шва. В большинстве случаев тощина наплавки не должна превышать 1,6 мм. Избыточная толщина наплавления мало способствует укреплению шва, повышает риск возникновения деформаций и значительно увеличивает расход сварочных материалов. Например, для удвоения размера углового шва требуется в 4 раза больше металла наплавления. При сварке стыковых соединений с V-образной подготовкой кромок с зазором 3,2 мм и раскрытием корня шва 0,8 мм чрезмерное наплавление толщиной 3,2 мм увеличивает стоимость на 2/3.
Например, для удвоения размера углового шва требуется в 4 раза больше металла наплавления. При сварке стыковых соединений с V-образной подготовкой кромок с зазором 3,2 мм и раскрытием корня шва 0,8 мм чрезмерное наплавление толщиной 3,2 мм увеличивает стоимость на 2/3.
Чтобы избежать возникновения пористости и добиться идеальной скорости сварки, с рабочей поверхности очень важно удалить окалину, ржавчину, влагу, краску, масла и смазку. Если это не представляется возможным, воспользуйтесь электродами классов AWS E6010 (Fleetweld® 5P+) или AWS E6011 (Fleetweld® 35 или Fleetweld® 180), которые способны испарить загрязнение и проникнуть вглубь материала основы. Также Вы можете уменьшить скорость сварки, чтобы дать пузырькам газа время выкипеть из расплавленного металла.
6. Используйте электроды подходящего диаметра
Электроды большого диаметра позволяют вести сварку на высоких токах с большей производительностью наплавки, поэтому всегда старайтесь использовать электроды как можно большего диаметра. Однако максимальный диаметр может быть ограничен, особенно при сварке листового металла и корневых проходов из-за большого риска прожигания. Обычно для сварки в вертикальном и потолочном положении практичнее всего использовать электроды диаметром 4,8 мм, а для сварки сталей с низким содержанием углеродистых сталей – 4.0 мм. Кроме того, максимальный диаметр электрода может быть ограничен размером соединения.
Устранение дефектов сварки
Самые распространенные проблемы ручной дуговой сварки и способы их решения:
Разбрызгивание
Хотя разбрызгивание никак не влияет на прочность шва, оно ухудшает его внешний вид и увеличивает затраты на очистку. Существует несколько методов борьбы с разбрызгиванием. Во-первых, попробуйте снизить силу тока. Проверьте, что она находится в допустимых пределах для электродов данного типа и размера и имеет подходящую полярность. Также разбрызгивание можно снизить, уменьшив длину дуги. Если расплавленный металл стекает перед дугой, измените угол наклона электрода. Наконец, убедитесь в отсутствии отклонения дуги и сухости электродов.
Наконец, убедитесь в отсутствии отклонения дуги и сухости электродов.
Подрезание
Как правило, подрезание влияет только на внешний вид, но когда соединение находится под постоянной нагрузкой или накапливает усталость, оно также может привести к падению прочности. Чтобы избавиться от подрезания, нужно снизить силу тока и скорость сварки или просто уменьшить размер сварочной ванны. После этого попробуйте изменить угол наклона электрода, чтобы давление дуги удерживало металл в углах соединения. Сохраняте постоянную скорость сварки и избегайте слишком широких колебаний электрода.
Влага в электродах
Если полярность и сила тока соответствуют рекомендациям производитедля, но поведение дуги по-прежнему остается нестабильным, возможно, проблема заключается во влажных электродах. Воспользуйтесь сухими электродами из только что открытой упаковки. Если проблема возникает регулярно, храните вскрытые упаковки электродов в обогреваемом шкафу.
Отклонения дуги
В случае сварки на постоянном токе дуга может отклоняться от заданного пути из-за посторонних магнитных полей. Этот эффект усугубляется при сварке соединений сложной формы или на высоких токах. Чтобы решить эту проблему, лучше всего перейти на сварку на переменном токе. Если это не помогает, попробуйте снизить силу сварочного тока, уменьшите длину дуги или воспользуйтесь электродами меньшего диаметра. Кроме того, Вы можете изменить электрический контур, сместив рабочий зажим к противоположному краю изделия или воспользовавшись несколькими зажимами. Также для этого можно вести сварку по направлению к прихваточным швам или используя стальные блоки или небольшие прихваточные пластины в концах швов, чтобы изменить электрический контур внутри рабочего изделия.
Пористость
Обычно пористость никак себя не проявляет. Но так как в тяжелых случаях она может ослабить прочность соединения, Вы должны знать о причинах ее возникновения и уметь с ней бороться. Во-первых, удалите с поверхности окалину, ржавчину, влагу и грязь. Дольше удерживайте сварочную ванну в расплавленном состоянии, чтобы позволить выкипеть из нее пузырькам газа. Если сталь имеет низкое содержание углерода или марганца или высокое содержание серы (например, конструкционная сталь повышенной обрабатываемости) или фосфора, нужно использовать электроды с низким содержанием диффузионного водорода. Иногда содержание серы в конструкционной стали повышенной обрабатываемости может оказаться настолько высоким, что это затруднит сварку. В таком случае Вы можете снизить примешивание основного металла в сварочную ванну за счет меньшей глубины проплавления, т. е. уменьшив силу тока и увеличив скорость сварки. Также попробуйте уменьшить длину дуги. Для сварки электродами с низким содержанием диффузионного водорода рекомендуется техника сварки с небольшим отставанием электрода. Для устранения углублений на поверхности используются такие же методы. Если Вы используете электроды класса AWS E6010 или 11, также нужно убедиться, что они не слишком сухие.
Во-первых, удалите с поверхности окалину, ржавчину, влагу и грязь. Дольше удерживайте сварочную ванну в расплавленном состоянии, чтобы позволить выкипеть из нее пузырькам газа. Если сталь имеет низкое содержание углерода или марганца или высокое содержание серы (например, конструкционная сталь повышенной обрабатываемости) или фосфора, нужно использовать электроды с низким содержанием диффузионного водорода. Иногда содержание серы в конструкционной стали повышенной обрабатываемости может оказаться настолько высоким, что это затруднит сварку. В таком случае Вы можете снизить примешивание основного металла в сварочную ванну за счет меньшей глубины проплавления, т. е. уменьшив силу тока и увеличив скорость сварки. Также попробуйте уменьшить длину дуги. Для сварки электродами с низким содержанием диффузионного водорода рекомендуется техника сварки с небольшим отставанием электрода. Для устранения углублений на поверхности используются такие же методы. Если Вы используете электроды класса AWS E6010 или 11, также нужно убедиться, что они не слишком сухие.
Недостаточное сплавление
Сплавление считается достаточным, когда наплавление оказывается физически соединено с обеими стенками соединения и образует сплошной шов по всей длине соединения. Недостаточное сплавление часто можно определить невооруженным глазом. Его обязательно нужно устранить, чтобы обеспечить необходимую прочность соединения. Чтобы избавиться от недостаточного сплавления, попробуйте увеличить силу сварочного тока или воспользуйтесь техникой прямолинейной сварки. Убедитесь, что края соединения достаточно чистые, или удалите загрязнение с помощью электродов класса AWS E6010 или 11. Если зазор слишком широкий, проведите подгонку или заполните его, применяя технику волнообразной сварки.
Недостаточная глубина проплавления
Глубина проплавления обозначает величину, на которую сварное соединение проникает в основной металл. Обычно ее нельзя определить визуально. Чтобы обеспечить достаточную прочность сварного соединения, необходимо обепечить достаточное сплавление материала по всей глубине соединения. Чтобы решить проблемы с недостаточным проплавлением, попробуйте использовать большую силу тока или меньшую скорость сварки. Для проникновения в глубокие узкие зазоры используйте электроды небольшого диаметра. Не забудьте оставить некоторый зазор в нижней части соединения.
Чтобы решить проблемы с недостаточным проплавлением, попробуйте использовать большую силу тока или меньшую скорость сварки. Для проникновения в глубокие узкие зазоры используйте электроды небольшого диаметра. Не забудьте оставить некоторый зазор в нижней части соединения.
Растрескивание
Растрескивание – это достаточно сложная проблема, потому что существует множество типов трещин, которые могут образовываться в разных точках соединения. Любая трещина представляет собой потенциальную проблему, потому что она может привести к полному разрушению соединения. В большинстве случаев растрескивание бывает вызвано высоким содержанием углерода, серы или легирующих элементов в основном металле.
Бороться с трещинами можно следующими способами:
- Используйте электроды с низким содержанием диффузионного водорода
- При сварке по большим толщинами и жестких соединений проводите предварительный подогрев
- Уменьшите глубину проплавления, снизив силу тока и используя электроды меньшего диаметра. Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
- Проводите заварку каждого кратера
- Во время многопроходной и угловой сварки убедитесь, что первый шов имеет достаточно большой размер и плоскую или выпуклую форму, которая увеличит стойкость к трещинообразованию во время наплавки последующих слоев. Чтобы увеличить размер шва, воспользуйтесь техникой сварки короткой дугой на низкой скорости или сварки под углом 5 градусов на подъем. Во время сварки пластина обязательно должна быть нагрета.
- Жестко зафиксированные детали всегда более склонны к растрескиванию. По возможности ведите сварку по направлению к незафиксированному краю изделия. Оставляйте между пластинами зазор 0,8 мм для усадки во время остывания. Проводите проковку каждого шва, пока он не успел остыть, чтобы уменьшить остаточное напряжение.
 Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
Заключение
Эти рекомендации помогут даже начинающим сварщикам создавать высококачественные сварные швы. Также Вы сможете определять причины тех или иных дефектов и самостоятельно их устранять.
Также Вы сможете определять причины тех или иных дефектов и самостоятельно их устранять.
Ручная дуговая сварка
Сеть профессиональных контактов специалистов сварки
Смотрите Обучающее видео по ручной дуговой сварке на форуме в режиме онлайн.
Ручная дуговая сварка в разделе «Технология»:
1. Видео ручная дуговая сварка. Подборка видео по заданной теме для просмотра онлайн на сайте.
2. Оборудование для ручной дуговой сварки. Классификация источников питания для РДС. Инструмент, принадлежности, спецодежда сварщика.
3. Использование электродов и оборудования в РДС. Контрольный список : что необходимо делать и чего нельзя.
4. Электроды для ручной дуговой сварки. Из конспекта по РДС. Вопросы по классификации и обозначению из ГОСТов.
5. Особенности сварки чугуна. Какими электродами пользоваться (в т.ч биметаллическими), какие особенности технологии, какие трудности возникают при сварке чугуна.
6. Разбрызгивание пpи ручной дуговой сварке покрытыми электродами и способы его снижения. Зависимости разбрызгивания, угара металла электрода от сварочного тока.
Разбрызгивание пpи ручной дуговой сварке покрытыми электродами и способы его снижения. Зависимости разбрызгивания, угара металла электрода от сварочного тока.
7. Видео дуговая сварка. Несколько роликов, в т.ч. обучающих для просмотра на сайте бесплатно любым пользователем.
8. Видео уроки сварки. Несколько обучающих роликов, в т.ч. по РДС.
9. Видео сварка электродом. Несколько видеороликов, в т.ч. обучающих по заданную тему.
10. Дефекты сварных соединений. Последствия неправильного движении электрода, неудовлетворительного качества электродов ( в т.ч. отсыревших и с непостоянной толщиной покрытия электродов, с нарушением сплoшности покрытия электрода), неправильного ведения электрода, чирканья электродом и т.д.
11. Дефекты ручной дуговой сварки. Описание некачественного зажигания дуги, чрезмерно «выпуклых» валиков, наплывов, непроваров, свищей, усадочных раковин, пор.
12. Сварка неповоротных стыков труб при вертикальном расположении.
13. Сварка неповоротных стыков труб электродами при горизонтальном расположении трубы.
Сварка неповоротных стыков труб электродами при горизонтальном расположении трубы.
14. Сварка неповоротных стыков труб электродами при расположении трубы под 45°.
15. Сварка угловых соединений и приварка пластин к трубам.
16. Сварка стыковых соединений в нижнем положении.
17. Сварка потолочных швов.
18. Сварка горизонтальных швов.
19. Сварка вертикальных швов.
20. Режимы ручной дуговой сварки. Параметры режимов.
Ручная дуговая сварка в разделе «Оборудование»:
1. Проверка сварочного оборудования и его техобслуживание (краткий памятный лист). Как проверять состояние сварочных агрегатов, держателей электродов, действия техперсонала по обслуживанию сварочного оборудования и принадлежностей для РДС.
2. Установка сварочного оборудования : для РДС, MIG, TIG. Как правильно расположить оборудоване, проверить заземление, топливные баки, кабели и соединения.
3. Трансформаторы для ручной дуговой сварки. Характеристики сварочных трансформаторов серий ТД, ТДМ, ТДЭ, типов УДС-251У2 и «Разряд».
Характеристики сварочных трансформаторов серий ТД, ТДМ, ТДЭ, типов УДС-251У2 и «Разряд».
4. Блок снижения напряжения холостого хода в аппаратах для РДС.
5. Технические характеристики сварочных аппаратов ВД-161, ВД-201, ВД-253, ВД-315.
6. Инверторный источник ДС 200А.33 (инструкция).
7. Выпрямители для ручной дуговой сварки.
Ручная дуговая сварка в разделе «Сварочные материалы»:
1. Выбор электрода. Как выбрать сварочные электроды исходя из свариваемых материалов и сварочных параметров.
2. Марки электродов. Приведены марки электродов, в т.ч. сварочных. Даны ссылки на страницы с техническими харакетристиками характеристиками каждой марки.
3. Подраздел «Классификация электродов» — страницы с различными типами классификации электродов, разными системами обозначений и кодирования, типами покрытий и т.п.
4. Подраздел Аналоги электродов — сопоставление отечественных и зарубежных марок сварочных электродов.
5. ГОСТ : электроды — подборка ГОСТов, регламентирующих электроды.
Ручная дуговая сварка в разделе «Нормативная база»:
1. ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
2. ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами Типы.
3. ГОСТ 9467-75 Электроды покрытые для ручной дугой сварки конструкционных и теплоустойчивых сталей Типы.
4. ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки Технические условия.
5. ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей.
6. ГОСТ Р ИСО 2560-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей Классификация.
7. ГОСТ Р ИСО 3580-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки жаропрочных сталей Классификация
8. ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами Типы.
9. ГОСТ Р ИСО 3581-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей Классификация.
10. ГОСТ 11534-75 Ручная дуговая сварка Соединения сварные под острыми и тупыми углами Основные типы, конструктивные элементы и размеры.
«Ручная дуговая сварка» в сварочном каталоге:
1. Сварочные аппараты для ручной дуговой сварки.
2. Раздел Сварочные Работы/Услуги с несколькими подразделами.
3. Раздел Электроды.
4. Раздел Источники питания с подразделами.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
VI. Требования охраны труда при выполнении ручной дуговой сварки / КонсультантПлюс
VI. Требования охраны труда
при выполнении ручной дуговой сварки
57. При выполнении ручной дуговой сварки должны соблюдаться следующие требования:
1) ручная дуговая сварка производится на стационарных постах, оборудованных вытяжной вентиляцией.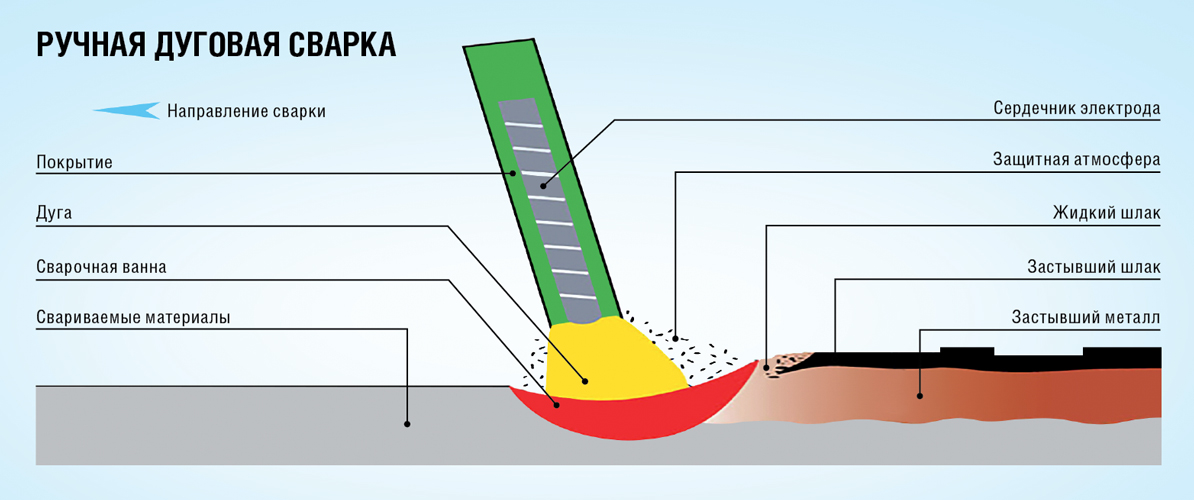 При невозможности выполнения сварочных работ на стационарных постах, обусловленной габаритами и конструктивными особенностями свариваемых изделий, для удаления пыли и газообразных компонентов аэрозоля от сварочной дуги применяются местные отсосы и/или средства индивидуальной защиты органов дыхания;
При невозможности выполнения сварочных работ на стационарных постах, обусловленной габаритами и конструктивными особенностями свариваемых изделий, для удаления пыли и газообразных компонентов аэрозоля от сварочной дуги применяются местные отсосы и/или средства индивидуальной защиты органов дыхания;
2) кабели (провода) электросварочных машин располагаются на расстоянии не менее 0,5 м от трубопроводов кислорода и не менее 1 м от трубопроводов ацетилена и других горючих газов;
3) электросварочные трансформаторы или другие сварочные агрегаты включаются в сеть посредством рубильников или пусковых устройств.
58. При ручной дуговой сварке запрещается:
1) подключать к одному рубильнику более одного сварочного трансформатора или другого потребителя тока;
2) производить ремонт электросварочных установок, находящихся под напряжением;
3) сваривать свежеокрашенные конструкции, аппараты и коммуникации, а также конструкции, аппараты и коммуникации, находящиеся под давлением, электрическим напряжением, заполненные горючими, токсичными материалами, жидкостями, газами, парами;
4) производить сварку и резку емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов (цистерн, баков, бочек, резервуаров) без предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием;
5) использовать провода сети заземления, трубы санитарно-технических сетей (водопровод, газопровод, вентиляция), металлические конструкции зданий и технологическое оборудование в качестве обратного провода электросварки;
6) применять средства индивидуальной защиты из синтетических материалов, которые не обладают защитными свойствами, разрушаются от воздействия сварочной дуги и могут возгораться от искр и брызг расплавленного металла, спекаться при соприкосновении с нагретыми поверхностями;
7) при перерывах в работе и по окончании работы оставлять на рабочем месте электросварочный инструмент, находящийся под электрическим напряжением.
Открыть полный текст документа
Технология ручной дуговой сварки
Среди различных способов сваривания деталей распространена технология ручной дуговой сварки посредством электродов. Эта универсальная технология используется на производствах различного масштаба. Данный способ позволяет без замены оборудования и сварочного инструмента (при условии правильного выбора режима) делать швы разного типа и назначения. Ручная дуговая сварка позволяет соединять детали в любом пространственном положении. Можно организовать сваривание в труднодоступных местах.
Технология ручной дуговой сварки при помощи электрической дуги прямого действия отличается простой интеграцией в любое производство. Устойчивый сварочный процесс обеспечивается благодаря непрерывной подаче конца электродного элемента в область горения дуги. Не происходит значительных отклонений по длине дуги.
Окисление электродного металла и увеличение разбрызгивания усиливаются при длинной дуге. При этом сокращается глубина провара, получается сварное соединение с включением оксидов. Большая часть сварочных операций выполняется при номинале тока 90–350 А, 13–30-вольтовом напряжении.
При этом сокращается глубина провара, получается сварное соединение с включением оксидов. Большая часть сварочных операций выполняется при номинале тока 90–350 А, 13–30-вольтовом напряжении.
Возбуждение дуги происходит в условиях кратковременного замыкания электрической цепи. Сварщик прикасается к металлу концом электрода и отводит его на 2-4-милиметровое расстояние. В результате появляется электрическая дуга. Ее горение поддерживается благодаря поступательному движению электрода.
Возбуждение дуги может производиться скользящим движением части электрода по поверхности металла. После касания необходим быстрый отвод электродного элемента на нужное расстояние. Это позволяет соблюсти технологию и получать качественное соединение.
В ходе сварки электрод перемещается:
- вдоль соединения;
- по направлению к детали по мере плавления;
- поперек соединения с целью получения необходимого сечения и формы шва.
При сваривании покрытым электродом происходит плавление покрытия и стержня. При расплавлении покрытия образуется шлак, выделяются газы. Шлак полностью обволакивает капли металла, которые появляются при плавлении проволоки.
При расплавлении покрытия образуется шлак, выделяются газы. Шлак полностью обволакивает капли металла, которые появляются при плавлении проволоки.
При всплытии на поверхность шлаковой ванны шлак очищает расплавленный металл. Выделяемые газы оттесняют воздушные массы из реакционной области (зоны дуги). Это способствует созданию и поддержанию лучших условий защиты. Специальное покрытие электрода способствует газошлаковой защите материала сварного соединения.
Посредством покрытых электродов сваривают цветные/черные металлы, сплавы различной толщины. Подобные электроды активно применяются при наплавке. Технология ручной дуговой сварки достаточно универсальна. При небольших затратах на ее интеграцию в производственный цикл сокращается период окупаемости сварочного оборудования благодаря увеличению производительности труда, объемов выпуска сварных деталей.
Возврат к списку
ручная дуговая сварка — это… Что такое ручная дуговая сварка?
- ручная дуговая сварка
- manual arc welding
Большой англо-русский и русско-английский словарь. 2001.
2001.
- ручная дуга
- ручная железнодорожная тележка
Смотреть что такое «ручная дуговая сварка» в других словарях:
Ручная дуговая сварка — – дуговая сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка — 16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную Источник: ГОСТ 2601 84: Сварка металлов.
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документацииРучная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва.
Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материаловручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту.
В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материаловСВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
 Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материаловРучная дуговая сварка mma. Технология и оборудование
Ее еще называют — электросваркой. Международное обозначение технологии — MMA (Manual Metal Arc). Сфера ее применения очень широка, начиная от космических кораблей и заканчивая металлическим забором. Ни одна постройка здания, мостов и других важных объектов не проходит без использования дуговой электросварки. На сегодняшний день ― это самый простой и достаточно надежный способ соединения металлических конструкций между собой. Это изобретение человечества дало возможность совершать такие сложные процессы плавки металла для соединения не только в промышленных масштабах, но и в быту.
Ни одна постройка здания, мостов и других важных объектов не проходит без использования дуговой электросварки. На сегодняшний день ― это самый простой и достаточно надежный способ соединения металлических конструкций между собой. Это изобретение человечества дало возможность совершать такие сложные процессы плавки металла для соединения не только в промышленных масштабах, но и в быту.
Итак, как и когда появилась дуговая сварка?
Первым человеком, открывшим электрическую дугу является В.В. Петров. В 1803 году он написал книгу, где указал способ получения электрической дуги и сферы ее применения, одна из которых была сварка металлов.
Однако человеком, применившим ручную дуговую сварку на практике был Н.Г. Славянов. В 1888 году с помощью сварочного аппарата и электрода, очень похожего на сегодняшний, он соединил детали коленчатого вала парового двигателя.
Позднее на основании этого открытия были получены дополнительные способы соединения сваркой, например, под водой, за слоем стекла, а также многие другие.
Принцип действия дуговой сварки
По электрическому кабелю большого сечения (16 мм² и более) подводится выходное напряжения сварочного аппарата к держателю с электродом. К другому кабелю «массе» подключают подготовленные к сварке две металлические детали, которые требуется соединить. В момент соприкосновения торца электрода с деталями, электрическая цепь замыкается, что ведет по сути к короткому замыканию. Так как поверхность металла имеет шероховатости, ток нагревая их, образует электрическую дугу. Чтобы электрод не «залипал» сварщик, в момент соприкосновения разрывая прямой контакт, отводит его от свариваемой поверхности на несколько миллиметров. Если этого не сделать, дуга не образуется, а аппарат будет работать в режиме перегрузки.
Благодаря ионизации газа в точке соприкосновения, при отводе электрода на расстояние от детали, горение дуги не прекращается. Под действием высокой температуры (свыше 5000º C) в поверхности образуется канавка с расплавленным металлом, которая называется «ванночкой». В свою очередь стержень электрода также начинает плавиться и его капли стекая, смешиваются с металлом в канавке, образуя после остывания наполненный шов.
В свою очередь стержень электрода также начинает плавиться и его капли стекая, смешиваются с металлом в канавке, образуя после остывания наполненный шов.
Примеси покрываемые стержень электрода при горении образуют газовую среду в месте сварки. Эта среда защищает термический шов от разрушающего воздействия азота и других газов входящих в состав атмосферы земли.
Еще одним примечательным моментом есть то, что под действием электромагнитного поля и движения образующихся газов, независимо от того, где находится электрод при сварке, вверху (пол) или снизу (потолок), движение расплавленного металла происходит от электрода к детали. Именно этот поток вытесняет жидкий, горячий метал из «ванночки» как бы прожигая канавку в глубину. Это выплескивание металла из «ванночки» можно наблюдать при сварке, когда горячие капли с шипением разбрызгиваются в разные стороны.
Глубина выжигаемой канавки напрямую связана с толщиной применяемого электрода и значением подаваемого тока. Чем толще электрод и больше ток, тем глубже прожигание металла.
Чем толще электрод и больше ток, тем глубже прожигание металла.
Ввиду этого следует правильно подобрать сечение электрода и выходной ток сварочного аппарата. Чтобы не пропалить металл насквозь или наоборот недостаточно прогреть детали для хорошего соединения.
Преимущества ручной дуговой сварки
1) Электродуговая сварка проста в применении, не требует специального дорогостоящего оборудования и расходных материалов.
2) Работает от сети 220 в, 380 в при использовании соответствующего аппарата.
3) Возможно производить сварку конструкций, расположенных под разным углом наклона.
4) Соединение сваркой деталей в труднодоступных местах.
5) При использовании соответствующих электродов есть возможность сваривать разные виды стали.
6) Аппараты небольшого размера, легко транспортируются и подключаются практически везде, где есть электросеть.
Недостатки
1) Вредные для здоровья факторы: выделение газов, высокая температура, яркий свет горения дуги.
2) При отсутствии специальной защиты, возможность поражения электротоком.
3) Необходимость замены электрода при его сгорании, что приводит к образованию кратеров, ухудшающих качество соединения в месте окончания, и начала использования нового электрода.
4) При недостаточной квалификации сварщика, низкое качество соединения.
Способы зажигания дуги
Есть два основных способа как зажечь сварочную дугу. Первый — это быстрое касание торцом электрода свариваемой поверхности и при замыкании электрод медленно отводится вверх на небольшое расстояние, чтобы не потерять дугу. Опытный сварщик по звуку дуги может определять расстояние.
Второй способ — чирканье, считается более практичный, так как ударяя электродом по касательной, происходит одновременная зачистка контакта от ржавчины и окиси, поэтому зажигание происходит гораздо быстрее, чем в первом случае. После поджига, электрод также подымают медленно вверх.
Недостаток второго способа — невозможность использования в труднодоступных местах, так как нет возможности двигать электродом в сторону.
Самый простой сварочный аппарат состоит из трансформатора с двумя обмотками: сетевой и понижающей. Вторичная обмотка имеет достаточно большое сечение провода, что дает ток в 150 и выше ампер, необходимый для образования дуги. Напряжение холостого хода трансформатора на вторичной обмотке выбирается в пределах 50 ― 90 в. В момент сварки оно может значительно падать.
Сваривать можно как переменным, так и постоянным током. Для получения постоянного напряжения используют диодный выпрямительный мост и конденсатор. Преимущество постоянного тока в том, что дуга горит более плавно и шов получается качественнее, чем у переменного. Также постоянкой можно варить нержавеющую сталь. Недостаток использования сварочных выпрямителей — лишний вес и место при транспортировке аппарата. Также есть возможность выхода из строя одного из диодов.
Сейчас существуют инверторные сварочные аппараты, имеющие небольшой вес (около 5 кг) и которые помещаются в небольшом чемоданчике. Выдают инверторы постоянный ток. Хотя они обладают множеством защит, недорогие модели имеют низкую надежность и могут выходить из строя.
Выдают инверторы постоянный ток. Хотя они обладают множеством защит, недорогие модели имеют низкую надежность и могут выходить из строя.
Ручная дуговая сварка действительно улучшила жизнь людей к лучшему. Благодаря ей многое было и будет сделано, и несмотря на рост прогресса, она почти не изменилась и остается такой же востребованной.
Ручная металлическая дуга — обзор
3.2 «Производственные дефекты»
Ручная сварка — это метод, требующий значительных навыков и сноровки. При ручной дуговой сварке металлическим электродом (MMA) (рис. 3.2) дуга зажигается между плавящимся электродом и свариваемой деталью. Электродный стержень плавится на кончике дуги, и капли металла падают в сварочную ванну. Таким образом, по мере сварки сварочный электрод становится короче. Сварщик должен поддерживать постоянную длину дуги между заготовкой и концом электрода по мере того, как электрод перемещается по стыковому шву, при этом компенсируя скорость выгорания электрода.При работе с электродом необходима твердая рука, и необходимо надлежащее обучение сварщиков, чтобы добиться удовлетворительных результатов ручной сварки. Дефекты неплавления могут возникать при ручной сварке, особенно в корне шва, где доступ наиболее ограничен и металл шва затвердевает быстрее всего, но неплавление может также возникать между проходами сварного шва (рис. 3.3). Мастерство сварщика влияет на форму, переход и рябь на поверхности сварного шва, а также на наличие брызг вокруг сварного шва.На поверхности металла шва могут оставаться куски сварочного шлака даже после чистки проволочной щеткой между проходами сварного шва, а затем они могут захватываться в виде включений шлака в стыке, когда более поздние проходы сварки накладываются поверх .
Таким образом, по мере сварки сварочный электрод становится короче. Сварщик должен поддерживать постоянную длину дуги между заготовкой и концом электрода по мере того, как электрод перемещается по стыковому шву, при этом компенсируя скорость выгорания электрода.При работе с электродом необходима твердая рука, и необходимо надлежащее обучение сварщиков, чтобы добиться удовлетворительных результатов ручной сварки. Дефекты неплавления могут возникать при ручной сварке, особенно в корне шва, где доступ наиболее ограничен и металл шва затвердевает быстрее всего, но неплавление может также возникать между проходами сварного шва (рис. 3.3). Мастерство сварщика влияет на форму, переход и рябь на поверхности сварного шва, а также на наличие брызг вокруг сварного шва.На поверхности металла шва могут оставаться куски сварочного шлака даже после чистки проволочной щеткой между проходами сварного шва, а затем они могут захватываться в виде включений шлака в стыке, когда более поздние проходы сварки накладываются поверх .
Рисунок 3.2. Ручная металлическая дуговая сварка стальной панели.
(© TWI)Рисунок 3.3. Отсутствие дефектов плавления и пористости в многопроходном стыковом шве GMAW углеродисто-марганцевой стали.
(© TWI)Есть несколько причин пористости сварных швов, и это особая проблема для алюминиевых сварных швов.В сталях пористость может быть вызвана недостаточной защитой сварного шва инертным газом, позволяющей атмосферным газам или влаге попадать в сварочную ванну. В алюминиевых сплавах пористость вызвана захваченным водородом, который полностью нерастворим в твердом состоянии; поэтому любая смазка или влага в стыке вызывает пористость.
Эти типы дефектов, которые, как правило, являются результатом плохой квалификации сварщика, обычно известны как дефекты «изготовления». Возможно, что дефекты не могут повлиять на структурную целостность готового сварного шва, но обычно существует ограничение на количество разрешенных дефектов изготовления, поскольку они могут указывать на то, что сварщик не имеет достаточных навыков или опыта в этой конкретной области. сварочный процесс.Когда имеется чрезмерная пористость или отсутствие плавления, несущее поперечное сечение сварного шва может быть значительно уменьшено. Чрезмерный выступ в заглушке сварного шва или чрезмерное проплавление корневого прохода может привести к высокой концентрации напряжений на носке сварного шва. Некоторые дефекты неплавления могут быть достаточно острыми, чтобы вызвать хрупкое разрушение чувствительных сталей, поэтому эти дефекты изготовления нельзя сбрасывать со счетов как незначительные. Пределы допустимого размера дефектов, известные как уровни качества сварных швов, указаны в таких стандартах, как BS EN ISO 5817.В качестве альтернативы, их значимость можно оценить с помощью оценки пригодности к эксплуатации, как описано в главе 11.
сварочный процесс.Когда имеется чрезмерная пористость или отсутствие плавления, несущее поперечное сечение сварного шва может быть значительно уменьшено. Чрезмерный выступ в заглушке сварного шва или чрезмерное проплавление корневого прохода может привести к высокой концентрации напряжений на носке сварного шва. Некоторые дефекты неплавления могут быть достаточно острыми, чтобы вызвать хрупкое разрушение чувствительных сталей, поэтому эти дефекты изготовления нельзя сбрасывать со счетов как незначительные. Пределы допустимого размера дефектов, известные как уровни качества сварных швов, указаны в таких стандартах, как BS EN ISO 5817.В качестве альтернативы, их значимость можно оценить с помощью оценки пригодности к эксплуатации, как описано в главе 11.
Механизированные сварочные процессы, основанные на дуговой сварке металлическим газом (сварка GMAW, MIG или MAG), снижает требуемый уровень квалификации сварщика. Электронные органы управления при сварке MAG самостоятельно регулируют длину сварочной дуги, когда горелка перемещается ближе или дальше от заготовки в руке сварщика. Следовательно, размер получаемого сварного шва намного более постоянен, а скорость осаждения расходной проволоки является постоянной, поскольку она постоянно подается из устройства подачи проволоки.Механизированные сварочные швы позволяют достичь более высоких скоростей сварки, и поэтому сегодня они в значительной степени вытеснили сварку стержневым электродом в большинстве промышленных ручных сварочных работ (рис. 3.4).
Следовательно, размер получаемого сварного шва намного более постоянен, а скорость осаждения расходной проволоки является постоянной, поскольку она постоянно подается из устройства подачи проволоки.Механизированные сварочные швы позволяют достичь более высоких скоростей сварки, и поэтому сегодня они в значительной степени вытеснили сварку стержневым электродом в большинстве промышленных ручных сварочных работ (рис. 3.4).
Рисунок 3.4. Механизированная сварка кольцевого шва газопровода с использованием дуговой сварки металлическим газом и системы «жучок на ленте» для обеспечения стабильной сварки.
(© TWI) Полностью автоматизированные сварочные процессы не требуют ручного сварщика для их выполнения, вместо этого оператор управляет машиной или роботом, который выполняет сварку.Наиболее распространенным примером является сварка под флюсом (SAW), но лазерная сварка, сварка трением с перемешиванием и электронно-лучевая сварка также являются автоматизированными сварочными процессами. Автоматическая сварка полностью исключает квалификацию сварщика как фактор качества сварки и позволяет выполнять непрерывную сварку в течение нескольких часов. Даже в этом случае механизированные и автоматизированные сварочные процессы не могут всегда гарантировать бездефектность сварных швов.
Автоматическая сварка полностью исключает квалификацию сварщика как фактор качества сварки и позволяет выполнять непрерывную сварку в течение нескольких часов. Даже в этом случае механизированные и автоматизированные сварочные процессы не могут всегда гарантировать бездефектность сварных швов.
Различия между процессами сварки MMAW и GMAW
Сварка, наряду с креплением, широко применяется для различных промышленных и бытовых сборочных целей.Сварка — это один из видов процесса соединения, с помощью которого два или более твердых компонента могут быть соединены навсегда за счет образования коалесценции с применением или без применения присадочного металла, тепла и давления. С развитием технологии сварки в настоящее время она по большей части вытеснила другие методы неразъемного соединения, включая клепку. Сварка может применяться для эффективного и экономичного соединения металлов, пластмасс, керамики и композитов. При правильном выполнении с оптимальным набором параметров он может создавать прочные и надежные соединения с прочностью, аналогичной прочности основных компонентов. Существует большое количество сварочных процессов, которые в широком смысле можно разделить на сварку плавлением и сварку в твердом состоянии.
Существует большое количество сварочных процессов, которые в широком смысле можно разделить на сварку плавлением и сварку в твердом состоянии.
Процессы сварки плавлением — это процессы, при которых соединяющиеся поверхности основного металла плавятся путем приложения тепла для образования слияния для осуществления соединения; в то время как в процессах твердотельной сварки такие разговоры о плавлении отсутствуют. Все процессы дуговой сварки, газовой сварки, контактной сварки и сварки с интенсивным энергопотреблением в основном являются процессами плавления. При дуговой сварке и электрическая дуга образуется между исходными компонентами и электродом путем создания между ними достаточной разности потенциалов.Эта дуга является основным источником тепла (тепловой энергии) для плавления опорных пластин и наполнителя. Еще раз, есть различные процессы дуговой сварки; например, MMAW или SMAW, GMAW (MIG и MAG), GTAW или TIG, SAW, FCAW, ESW и т. д. Каждый из них предлагает определенные преимущества перед другими.
Ручная дуговая сварка металлическим электродом (MMAW) , также называемая дуговой сваркой в среде защитного металла (SMAW) , представляет собой процесс сварки плавлением, при котором электрическая дуга образуется между электродом и опорными пластинами.Эта сварка в основном выполняется вручную, отсюда и название. Расходуемый электрод покрыт подходящим флюсом, который распадается во время сварки с образованием защитного газа и слоя шлака, которые помогают защитить дугу и ванну расплавленного металла от окисления или загрязнения. Таким образом, не требуется отдельно подавать защитный газ. Газовая дуговая сварка металлическим электродом (GMAW) — это также один из процессов сварки плавлением, при котором дуга образуется между плавящимся электродом и исходными компонентами.Электрод в виде проволоки непрерывно подается в зону сварки с катушки с проволокой с использованием механизированной системы, и в то же время соответствующий защитный газ подается от внешнего источника для защиты дуги и окружающих областей. GMAW — очень быстрый процесс с высокой скоростью осаждения наполнителя. Различные различия между процессами ручной дуговой сварки (MMAW) и газовой дуговой сварки (GMAW) приведены ниже в виде таблицы.
GMAW — очень быстрый процесс с высокой скоростью осаждения наполнителя. Различные различия между процессами ручной дуговой сварки (MMAW) и газовой дуговой сварки (GMAW) приведены ниже в виде таблицы.
| Ручная дуговая сварка металла | Газовая дуговая сварка металла |
|---|---|
| MMAW использует расходуемый электрод в виде короткого стержня малого диаметра.Таким образом, это прерывистый процесс, так как электрод необходимо менять через определенные промежутки времени. | ВGMAW используется расходный электрод, непрерывно питающийся от катушки с проволокой. Таким образом, для замены электрода не требуется прерывистой паузы. |
| MMAW использует электрод с покрытием из флюса, где покрытие распадается с образованием защитного газа. Дополнительный газ в целях защиты не применяется. | При GMAW инертный или активный защитный газ подается в зону сварки. Электрод не содержит флюса для выделения газа. |
| Флюс (покрытие электрода) образует шлак на сварном шве. Этот шлак может привести к дефектам или ухудшить внешний вид. Последующая обработка желательна для удаления шлака. | Никакой поток не связан с этим процессом. Так что отложения шлака не наблюдается. Таким образом устраняется необходимость постобработки. |
| Процесс MMAW очень гибкий и может применяться в большинстве мест, во всех положениях и для большинства материалов. | GMAW требует дополнительных принадлежностей и поэтому не подходит для наружного применения.Это также не может быть выполнено в верхнем положении. |
| Обычно выполняется человеком-оператором. Так что качество стыка зависит от квалификации сварщика. | Может быть автоматизирован, требуя минимального вмешательства оператора. Таким образом, у него меньше склонности к человеческим ошибкам. |
Прерывистый и непрерывный процесс: Пруток малого диаметра (0,5–2,0 мм) длиной 30–50 см, покрытый подходящим флюсом, используется в качестве электрода при ручной дуговой сварке металла. Поскольку этот электрод является расходуемым, его длина сокращается со временем сварки из-за его осаждения на сварном шве. Таким образом, по прошествии определенного интервала (когда закончилась деталь, покрытая флюсом), необходимо заменить электрод на новый для проведения сварки. Таким образом, MMAW требует частой остановки и представляет собой прерывистый процесс. Напротив, плавящийся электрод (в форме проволоки) непрерывно подается из ванны с проволокой при дуговой сварке металлическим газом. В этом пуле проволоки можно хранить проволоку достаточной длины (обычно ее измеряют по весу).Таким образом, GMAW можно проводить в течение более длительного времени без каких-либо пауз для смены электродов.
Поскольку этот электрод является расходуемым, его длина сокращается со временем сварки из-за его осаждения на сварном шве. Таким образом, по прошествии определенного интервала (когда закончилась деталь, покрытая флюсом), необходимо заменить электрод на новый для проведения сварки. Таким образом, MMAW требует частой остановки и представляет собой прерывистый процесс. Напротив, плавящийся электрод (в форме проволоки) непрерывно подается из ванны с проволокой при дуговой сварке металлическим газом. В этом пуле проволоки можно хранить проволоку достаточной длины (обычно ее измеряют по весу).Таким образом, GMAW можно проводить в течение более длительного времени без каких-либо пауз для смены электродов.
Источники защитного газа: Защитный газ незаменим в процессах дуговой сварки для защиты дуги и ванны расплавленного металла от окисления или других загрязнений. Во время дуговой сварки толстый слой защитного газа покрывает всю зону сварки и ограничивает контакт атмосферного воздуха со сварным швом и окружающими горячими участками. В процессе MMAW электрод покрывается флюсом, который распадается под действием тепла сварки и производит достаточно защитного газа, чтобы покрыть нагретые участки.Таким образом, дополнительная подача защитного газа не требуется. Но в GMAW на электроде нет такого флюсового покрытия. Таким образом, защитный газ подается из дополнительных источников (например, газового баллона) через соответствующий трубопровод подачи и сопло.
В процессе MMAW электрод покрывается флюсом, который распадается под действием тепла сварки и производит достаточно защитного газа, чтобы покрыть нагретые участки.Таким образом, дополнительная подача защитного газа не требуется. Но в GMAW на электроде нет такого флюсового покрытия. Таким образом, защитный газ подается из дополнительных источников (например, газового баллона) через соответствующий трубопровод подачи и сопло.
Осаждение шлака и его удаление: MMAW использует электрод с покрытием из флюса, и этот флюс фактически производит заданный защитный газ во время сварки. Флюс также образует шлак, который откладывается на верхней поверхности сварного шва и защищает его от загрязнения.Но этот слой шлака необходимо удалить после окончания сварки, чтобы улучшить внешний вид. Обычно для такого удаления применяют шлифовку. Однако, если шлак остается захваченным в валике сварного шва и не всплывает на поверхность, наблюдаются дефекты, такие как включения шлака. Такие дефекты могут снизить грузоподъемность, прочность соединения и сделать его уязвимым к коррозии — все это в конечном итоге сокращает срок службы. GMAW не содержит шлака, так как электрод с покрытием из флюса не используется. Таким образом устраняются дефекты, связанные со шлаком, а также необходимость дополнительной обработки для удаления шлака.
GMAW не содержит шлака, так как электрод с покрытием из флюса не используется. Таким образом устраняются дефекты, связанные со шлаком, а также необходимость дополнительной обработки для удаления шлака.
Производительность: MMAW невысокая производительность. При многопроходной сварке шлак, осевший на валике сварного шва, необходимо полностью удалять после каждого прохода, чтобы избежать дефектов включения шлака. Кроме того, электрод требуется часто менять. Поэтому он не подходит, если требуется большой объем расплавленного металла для нанесения на сварной шов. Таким образом, он непродуктивен для многопроходной сварки. GMAW не содержит шлака, а также не требует замены электродов. Таким образом, он может нанести большой объем наполнителя за короткий промежуток времени.Таким образом, это идеальный выбор, когда корневой зазор больше, кромка подготовлена в U- или V-образной форме и / или толщина пластины больше. Кроме того, диаметр электрода GMAW меньше, чем у MMAW, что увеличивает плотность тока дуги и, следовательно, скорость осаждения наполнителя.
Гибкость сварки: Гибкость указывает на способность процесса сварки приспосабливать различные формы для соединения различными способами в различных условиях. Косвенно он относится к способности и целесообразности применения определенного процесса в определенных условиях.GMAW требует наличия баллона с защитным газом, трубопроводов и принадлежностей для контролируемой доставки. Поэтому он не подходит для небольших применений на открытом воздухе. MMAW можно применять практически в любом месте во всех положениях в пределах досягаемости электрода; однако его производительность может быть не на одном уровне во всех сценариях. Несмотря на то, что MMAW непродуктивен, он очень гибок и имеет множество приложений.
Качество сварки и зависимость от сварщика: Как следует из названия, ручная дуговая сварка металла в основном выполняется людьми-операторами.Таким образом, качество сварки зависит от навыков и опыта сварщика. Он также подвержен человеческим ошибкам, включая случайные и случайные ошибки. В отличие от этого, GMAW может быть автоматизирован и требует небольшого вмешательства сварщика. Таким образом, при соответствующих параметрах он может обеспечить лучшее качество стыков.
В отличие от этого, GMAW может быть автоматизирован и требует небольшого вмешательства сварщика. Таким образом, при соответствующих параметрах он может обеспечить лучшее качество стыков.
В данной статье представлено научное сравнение процессов ручной дуговой сварки (MMAW) и газовой дуговой сварки (GMAW). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Процессы дуговой сварки от magmaweld.com.
- Дуговая сварка экранированного металла, У. Л. Баллис (2011, Xulon Press).
- Справочник по дуговой сварке металла в газовой среде, автор В. Х. Минник (2007, Goodheart Willcox).
Оборудование и материалы для дуговой сварки экранированных металлов
27 Янв Оборудование и материалы для дуговой сварки экранированных металлов
Отправлено в 12:57 в орбитальной сварке Тони Норелла (стар.) Вы когда-нибудь слышали о дуговой сварке защищенным металлом? Если нет, то, возможно, вы мало знаете о сварочной отрасли или новичок в ней. Дуговая сварка защищенным металлом также известна как ручная дуговая сварка металлическим электродом. Это процесс ручной дуговой сварки, в котором для закрепления сварного шва используется плавящийся электрод, покрытый флюсом. Электрический ток используется для образования электрической дуги между электродом и соединяемыми металлами. Этот электрический ток может быть переменным или постоянным током от источника сварочного тока. Если вы используете этот процесс, тогда существует большая потребность в сварочном оборудовании и расходных материалах. Из-за различных инструментов и продуктов, используемых при дуговой сварке экранированным металлом, количество сварочного оборудования и поставки могут быть разными.
Дуговая сварка защищенным металлом также известна как ручная дуговая сварка металлическим электродом. Это процесс ручной дуговой сварки, в котором для закрепления сварного шва используется плавящийся электрод, покрытый флюсом. Электрический ток используется для образования электрической дуги между электродом и соединяемыми металлами. Этот электрический ток может быть переменным или постоянным током от источника сварочного тока. Если вы используете этот процесс, тогда существует большая потребность в сварочном оборудовании и расходных материалах. Из-за различных инструментов и продуктов, используемых при дуговой сварке экранированным металлом, количество сварочного оборудования и поставки могут быть разными.
Продолжая обсуждение процесса дуговой сварки экранированным металлом, после того, как электрический ток используется для образования электрической дуги, следующий шаг выполняется без какого-либо вмешательства человека. По мере наложения шва флюсовое покрытие электрода разрушается. При этом выделяются пары, которые служат защитным газом и образуют слой шлака, который защищает зону сварки от атмосферного загрязнения. Поскольку процесс дуговой сварки экранированным металлом настолько прост, он является одним из самых популярных в мире.Это один из самых удобных сварочных процессов, который требует чрезвычайно простого оборудования и эксплуатации.
При этом выделяются пары, которые служат защитным газом и образуют слой шлака, который защищает зону сварки от атмосферного загрязнения. Поскольку процесс дуговой сварки экранированным металлом настолько прост, он является одним из самых популярных в мире.Это один из самых удобных сварочных процессов, который требует чрезвычайно простого оборудования и эксплуатации.
Дуговая сварка защитного металла также значительно дешевле с точки зрения обслуживания и ремонта. Несмотря на это, сварка порошковой проволокой становится все более конкурентной. Дуговая сварка в среде защитного металла регулярно используется при строительстве стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки железа и различных сталей. Некоторые из этих сталей включают нержавеющую сталь, никель, медные сплавы, алюминий и другие виды стали.
Как видите, дуговая сварка защитным металлом — чрезвычайно популярный сварочный процесс. Его популярность напрямую связана с простотой использования и отсутствием обслуживания, необходимого для соответствующего оборудования. Для тех, кто работает в строительной отрасли, которая в основном специализируется на строительстве стальных конструкций, этот процесс дуговой сварки защитным металлом сыграл чрезвычайно важную роль в их успехе. Если вы ищете сварочный процесс, не требующий особого ухода, возможно, это именно то, что вам нужно. Поищите в Интернете компанию по производству сварочного оборудования и поставщиков, которая может предоставить вам необходимую продукцию.
Для тех, кто работает в строительной отрасли, которая в основном специализируется на строительстве стальных конструкций, этот процесс дуговой сварки защитным металлом сыграл чрезвычайно важную роль в их успехе. Если вы ищете сварочный процесс, не требующий особого ухода, возможно, это именно то, что вам нужно. Поищите в Интернете компанию по производству сварочного оборудования и поставщиков, которая может предоставить вам необходимую продукцию.
Процесс сварки стержневыми стержнями MMA
Что такое сварка стержневыми электродами?
Аббревиатура MMA (или MMAW) означает ручная дуговая сварка металла. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока к работе. Сварка стержневым электродом обычно известна как сварка стержневым электродом или дуговая сварка.
«Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока к работе. Сварка стержневым электродом обычно известна как сварка стержневым электродом или дуговая сварка.
Процесс MMA включает касание электрода во время работы для зажигания дуги. Электрод удерживается в держателе электрода и должен постоянно заменяться по мере его использования. Электрод состоит из металлического сердечника, который представляет собой присадочный металл, покрытый флюсом, который защищает сварной шов и предотвращает его окисление.Во время сварки флюс образует шлаковую оболочку сварного шва, которая отслаивается после образования шва.
Каковы преимущества сварки стержневыми электродами MMA?
Сварка MMA имеет несколько преимуществ по сравнению с альтернативными сварочными процессами. Прежде всего, он имеет большую производительность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут сваривать электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщин материалов без осложнений, связанных с подачей защитного газа или проволоки.
По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут сваривать электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщин материалов без осложнений, связанных с подачей защитного газа или проволоки.
Благодаря инверторной технологии MMA также является очень портативным процессом, который часто используется на стройплощадках и в полевых условиях.
Кроме того, сварка MMA обычно более щадящая, чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки стержнем MMA?
Сварка тонких материалов без «прорыва» может быть сложной задачей при использовании процесса MMA. Это проще сделать с инверторными сварочными аппаратами, такими как серия Weldforce от Weldclass, потому что дуга очень стабильна, а мощность можно очень точно регулировать.
Сварка MMA / Stick выполняется медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки.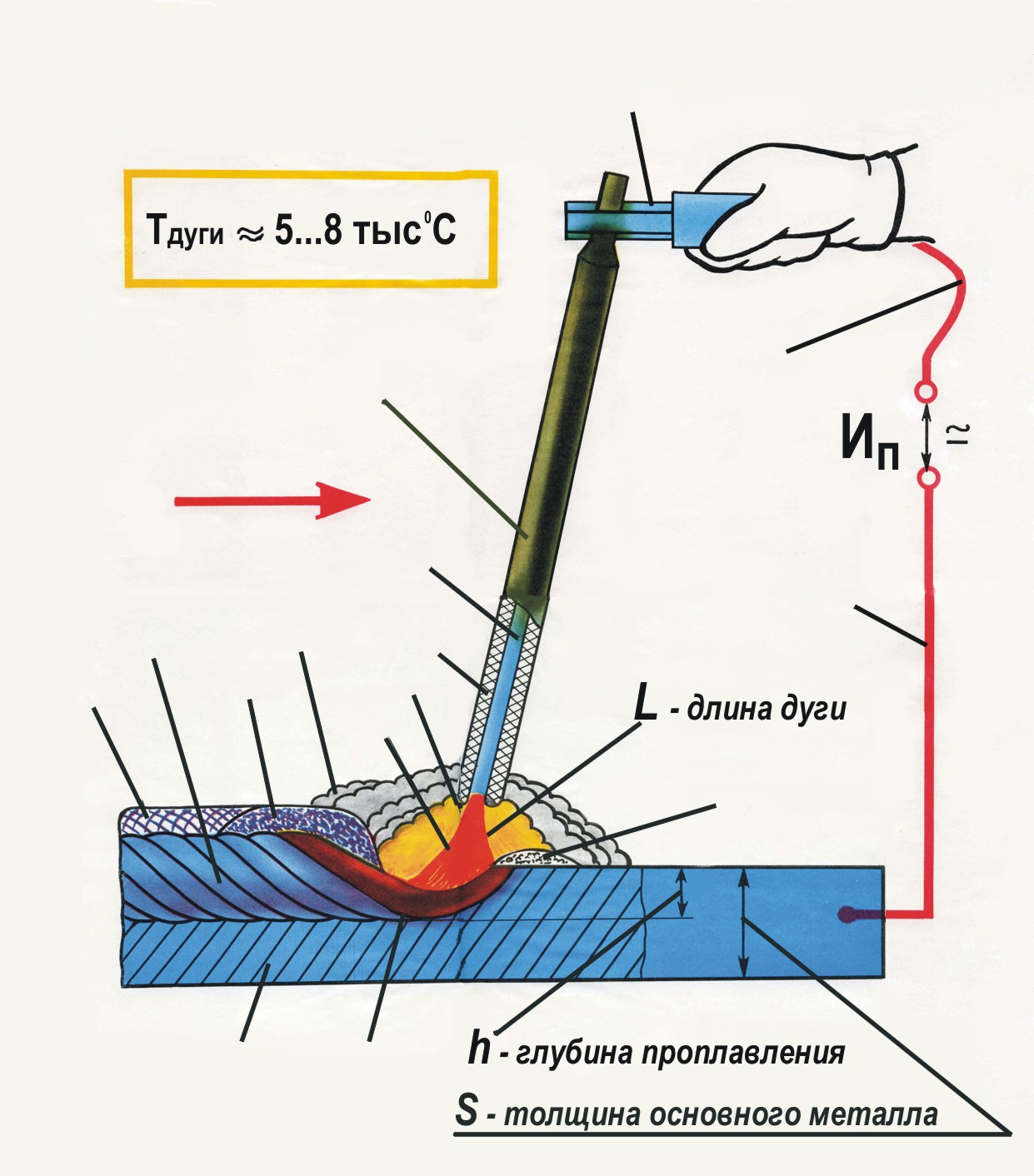 По этой причине MIG — более популярный выбор для производственных работ.
По этой причине MIG — более популярный выбор для производственных работ.
Какая полярность должна быть правильной при сварке стержневыми / стержневыми электродами?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов могут лучше всего работать на полярности постоянного тока +, другие лучше работают на постоянном токе, и многие электроды работают в любом направлении с очень небольшой разницей.Полярность обычно менее важна при сварке штучной сваркой.
DC + (также известный как; DCEP, или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме «тепло» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Заземляющий провод, подключенный к положительной (+) клемме
Это обычно приводит к более высокой скорости осаждения (плавление -выкл), с большим «теплом», направленным на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и применения.
Другие статьи о сварке стержневыми электродами и стержневой сваркой
Что такое горячий пуск, сила дуги и защита от прилипания?
Что такое напряжение холостого хода (OCV)?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям.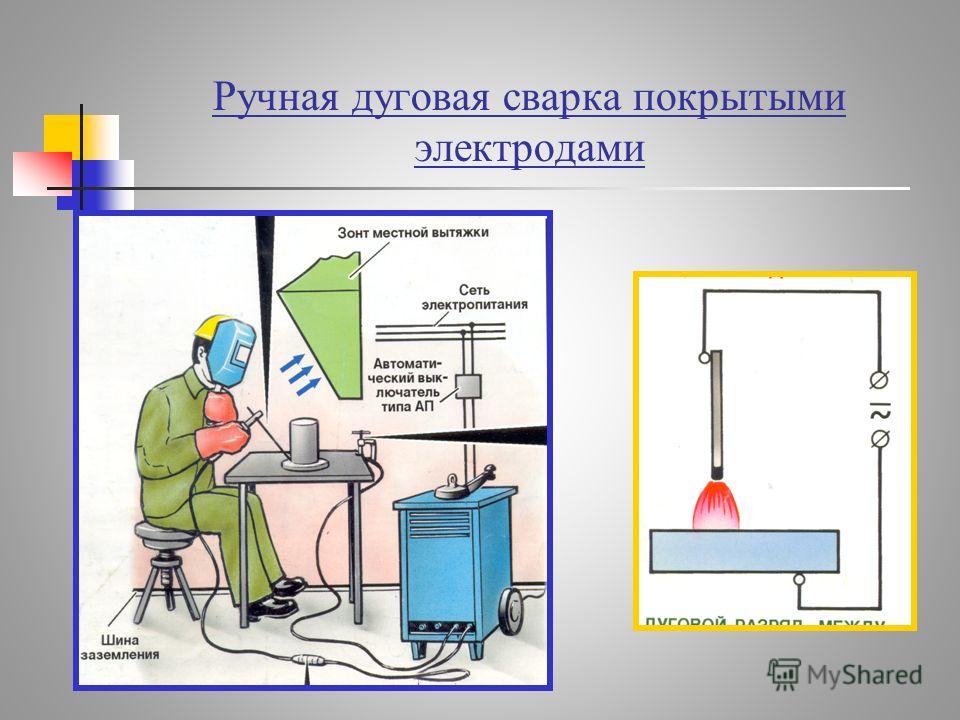 Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Сварка MMAW — Ручная дуговая сварка металла
Ручная дуговая сварка представляет собой основной тип сварки с использованием электрической энергии, при которой мы свариваем с плавлением основного и дополнительного материала и, следовательно, с испусканием электронов от отрицательного к положительному полюс мы создаем ток от катода к аноду, известный как дуга.Ручная дуговая сварка может выполняться в свободной атмосфере или в экранированной среде; мы также можем использовать электроды с покрытием.
Дуговая сварка покрытым электродом — наиболее распространенный метод ручной сварки легированных и нелегированных сталей. В нем используется сварочная проволока с такой же химической структурой, что и в качестве основного материала. В процессе сварки происходит распад покрытия и проволоки, что позволяет:
В процессе сварки происходит распад покрытия и проволоки, что позволяет:
- защита от окисления;
- ионизация и стабилизация горения дуги;
- легирование и раскисление сварочного расплава.
Ручная дуговая сварка может выполняться не только на открытом воздухе или в свободной атмосфере, но и в экранированной среде. Чаще всего выполняется сварка:
- в инертных газах (аргон, гелий), где мы знаем MIG, TIG и плазменную сварку;
- в активном газе (CO2), где мы говорим о сварке MAG.
Ручная дуговая сварка покрытым электродом позволяет вам точно решить, какая сварка наиболее подходит для вашего материала и продукта.Наши специалисты посоветуют вам лучший метод (дуговая сварка на открытом воздухе, в активном или инертном газе), чтобы обеспечить высочайшее качество продукта. Наши специалисты отвечают за оптимизацию процессов и обеспечивают высочайший уровень качества продукции, независимо от того, выполняется ли сварка на нашем заводе или в полевых условиях.
Все наши сварщики сертифицированы в соответствии с EN 287, сварка выполняется в соответствии с утвержденными процедурами сварки WPQR, а качество гарантируется в соответствии с EN ISO 3834-2.Независимо от того, решите ли вы дуговую сварку или другие виды сварки, качество гарантируется, но дополнительно обеспечивается визуальным контролем (VT) сертифицированным персоналом.
У вас есть дополнительные вопросы? Свяжитесь с нашими специалистами, которые более подробно расскажут о ручной дуговой сварке покрытым электродом.
ручная дуговая сварка металлическим электродом Определение
Относится к ручной дуговой сварке металлическим электродом
Устройство блокировки зажигания означает устройство, которое без вмешательства или вмешательства со стороны другого лица могло бы помешать ответчику управлять автомобилем, если у ответчика есть концентрация алкоголя в крови или выдыхаемом воздухе пяти сотых (0.05) или выше; и
Microbrewery означает пивоварню в Соединенных Штатах или
Нож с переключаемым лезвием означает нож, содержащий лезвие или лезвия, которые автоматически открываются при отпускании пружины или аналогичного приспособления.
Дизельное топливо со сверхнизким содержанием серы означает дизельное топливо с содержанием серы не более пятнадцати частей на
Кухня для сборки блюд означает любое коммерческое предприятие, которое предлагает своим клиентам
Временная демонстрация технологии чистого угля Проект означает демонстрационный проект чистой угольной технологии, который осуществляется в течение пяти лет или меньше и который соответствует SIP и другим требованиям, необходимым для достижения и поддержания национальных стандартов качества окружающего воздуха во время проекта и после его завершения.
Ось луча означает линию от источника через центры рентгеновских полей.
Изготовление означает составление данных или результатов и их запись или сообщение.
бизнес-вертикаль означает различимый компонент предприятия, который занимается поставкой отдельных товаров или услуг или группы связанных товаров или услуг, который подвержен рискам и доходам, отличным от таковых для других бизнес-вертикалей.
Изготовитель модульных зданий означает физическое или юридическое лицо, которое владеет или управляет оружием боевых искусств
означает нунчаку, кама, касари-фундо, восьмиугольник сай, тонфа или китайскую звезду.
Природная зона означает территорию сельской или негородской среды, которая находится в нетронутом естественном состоянии или имеет высокую живописную ценность, и включает, помимо прочего, национальные парки, заповедники, заповедники, морские заповедники, районы дикой природы, районы экстенсивного земледелия и живописные районы;
Турбина внутреннего сгорания означает замкнутое устройство, работающее на ископаемом или другом топливе, которое состоит из компрессора, камеры сгорания и турбины, и в котором дымовой газ, образующийся при сгорании топлива в камере сгорания, проходит через турбину. вращая турбину.
Программа управления отдельной муниципальной ливневой канализацией или «Программа MS4» означает программу управления, охватывающую срок действия государственного разрешения на муниципальную отдельную систему ливневой канализации, которая включает в себя комплексный процесс планирования, включающий участие общественности и межправительственную координацию, чтобы сократить сброс загрязняющих веществ в максимально возможной степени для защиты качества воды и удовлетворения соответствующих требований к качеству воды согласно CWA и нормативным актам, а также Закону и сопутствующим нормативным актам, используя методы управления, методы контроля, а также системные, конструкторские и инженерные методы, и другие соответствующие положения.
Демонстрационный проект чистой угольной технологии означает проект, использующий средства, выделенные по разделу «Министерство энергетики — Чистые угольные технологии», на общую сумму до 2 500 000 000 долларов США для коммерческой демонстрации чистой угольной технологии или аналогичные проекты, финансируемые за счет ассигнований на Агентство по охране окружающей среды. Федеральный взнос для квалификационного проекта должен составлять не менее 20 процентов от общей стоимости демонстрационного проекта.
Модульный дом означает модульный дом, как определено в Разделе 15A-1-302.
Стандартные методы исследования воды и сточных вод означает самое последнее издание Стандартных методов исследования воды и сточных вод, опубликованное совместно Американской ассоциацией общественного здравоохранения, Американской ассоциацией гидротехнических сооружений и Федерацией водной среды;
Строительный завод означает все механизмы, приспособления или предметы любого характера, необходимые для выполнения, завершения или обслуживания работ, но не включают материалы или другие предметы, предназначенные для формирования или составляющие часть постоянных работ.
Двухфазный аэрозольный освежитель воздуха означает аэрозольный освежитель воздуха с жидким содержимым в двух или более отдельных фазах, который требует встряхивания контейнера с продуктом перед использованием для смешивания фаз с образованием эмульсии.
Сельскохозяйственное производство означает коммерческое производство пищевых продуктов или волокна.
смола каннабиса означает отделенную смолу, неочищенную или очищенную, полученную из любого растения рода Cannabis;
Клей для строительных, панельных и напольных покрытий означает любой однокомпонентный клей, который предназначен исключительно для установки, реконструкции, технического обслуживания или ремонта:
Искусственные бета-частицы и излучатели фотонов означает, что все излучающие радионуклиды бета-частицы и / или фотоны, перечисленные в Максимально допустимой нагрузке на организм и Максимально допустимой концентрации радионуклидов в воздухе или воде для профессионального облучения, Справочник NBS 69, за исключением дочерних продуктов тория 232, урана 235 и урана 238.
Прибрежная зона означает территорию, которая включает в себя часть территориального моря Вирджинии, а также все ручьи, заливы, заливы и притоки на побережье округа Аккомак, округ Нортгемптон (включая районы к востоку от дамбы от острова Фишерман до материк) и город Вирджиния-Бич (включая федеральные территории и парки штата, выходящие на Атлантический океан, а также к востоку и югу от точки, где береговая граница Территориального моря соединяется с материком на мысе Генри).
Системное проектирование означает подготовку спецификаций, выявление и решение проблем интерфейса, разработку требований к испытаниям, оценку данных испытаний и контроль проектирования.
Клей для обшивки потолка автомобиля означает аэрозольный клей, предназначенный для склеивания слоев обшивки потолка автомобиля.
training.gov.au — MEM05015D — Сварка с использованием ручной дуговой сварки металлическим электродом
MEM05015D — Сварка с использованием процесса ручной дуговой сварки металлическим электродом (Версия 1)
Сводка
Рекомендация по использованию:
Заменено
Релизов:
| 1 1 (этот выпуск) | 01 декабря 2005 г. |
Пакеты обучения, которые включают этот модуль
Квалификации, которые включают этот модуль
Наборы навыков, которые включают этот модуль
Аккредитованные курсы, которые имеют этот модуль в карте завершения
Классификации
История классификации
| Модуль / единица компетенции ASCED Идентификатор области образования | 030711 | Емкости и сварка | 02 / август 2010 г. |
Отображаемый контент был создан третьей стороной, хотя были предприняты все попытки сделать этот контент максимально доступным, это не может быть гарантировано. Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
История изменений
Не применимо
Дескриптор устройства
Дескриптор устройства | Эта единица компетенции охватывает подготовку, размещение, фиксацию и методы ручной сварки, связанные со сваркой общего профессионального уровня с использованием оборудования для ручной дуговой сварки металлическим электродом (MMAW), включая выбор и настройку оборудования, подходящего как для материала, так и для сварного шва. должны выполняться, выполняя MMAW в соответствии с установленными стандартами, а также проверяя и исправляя дефекты в ряде сварных конструкций. |
Применение агрегата
Применение агрегата | Эта единица компетенции применяется к сварным швам, связанным с конструкциями из тяжелых или легких металлов. Этот модуль был в первую очередь разработан для профессионального обучения инженеров — производственного обучения и признания профессиональных навыков в MMAW. Это также может относиться к другим профессиям, требующим навыков сварки MMAW более высокого уровня. Если требуются ручные термические процессы, связанные с подготовкой, предварительным нагревом и / или последующим нагревом, следует рассмотреть возможность выбора MEM05007C для ручного нагрева и термической резки и / или MEM05008C для выполнения расширенной ручной термической резки, строжки и формовки. Группа: A Вес единицы: 4 |
 Сварные швы представляют собой угловые и стыковые швы во всех положениях для ряда черных и цветных материалов, включая углеродистую или нержавеющую сталь. Качество сварного шва должно соответствовать австралийскому стандарту 1554 общего назначения Американского бюро судоходства (ABS) или его эквиваленту.
Сварные швы представляют собой угловые и стыковые швы во всех положениях для ряда черных и цветных материалов, включая углеродистую или нержавеющую сталь. Качество сварного шва должно соответствовать австралийскому стандарту 1554 общего назначения Американского бюро судоходства (ABS) или его эквиваленту.Информация о лицензировании / нормативных требованиях
Не применимо
Предварительные требования
Необходимые единицы | ||
Путь 1 | MEM05012C | Выполнение стандартной ручной дуговой сварки металлическим электродом |
MEM05051A | Выберите сварочные процессы | |
MEM05052A | Применяйте безопасные методы сварки | |
MEM12023A | Выполнение инженерных измерений | |
MEM18001C | Используйте ручной инструмент | |
MEM18002B | Использование электроинструментов / ручных операций | |
Информация о навыках трудоустройства
Навыки трудоустройства | Этот блок содержит навыки трудоустройства. |
Предварительное содержание элементов и критериев эффективности
Элементы описывают основные результаты единицы компетенции. | Критерии эффективности описывают характеристики, необходимые для демонстрации достижения элемента. Если используется текст, выделенный жирным курсивом, дополнительная информация подробно описывается в разделе требуемых навыков и знаний и в заявлении о диапазоне.Оценка эффективности должна соответствовать руководству по доказательствам. |
Элементы и критерии эффективности
ЭЛЕМЕНТ | КРИТЕРИИ ЭФФЕКТИВНОСТИ |
1. Подготовка материалов для ручной дуговой сварки металлическим электродом (MMAW) | 1. 1.2. Правильно подготовлены материалы 1.3. Материалы собраны / приведены в соответствие со спецификацией, где требуется |
2. Выбрать сварочное оборудование и расходные материалы | 2.1. Сварочное оборудование и электроды, соответствующие материалу и сварному шву, идентифицированы и выбраны |
3.Монтаж и наладка сварочного оборудования | 3.1. Смонтировано и налажено сварочное оборудование |
4. Минимизация и устранение искажений | 4.1. Подбираются и применяются соответствующие меры по предотвращению искажений 4.2. Искажение исправлено |
5. | 5.1. Наплавка соответствует спецификации .5.2. Стыки зачищены по ТУ . |
6. Обеспечьте соответствие сварного шва | 6.1. Дефекты устраняются с минимальной потерей добротного металла правильными методами и инструментами 6.2. Визуальный контроль сварных швов на соответствие ТУ . |
7. При необходимости вести записи сварных швов | 7.1. При необходимости записи о сварных швах заполняются правильно |
 1. Требования к сварке указаны в спецификациях и / или чертежах
1. Требования к сварке указаны в спецификациях и / или чертежах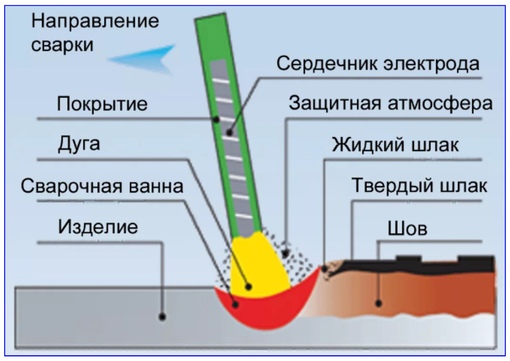 Выполните сварку по спецификации работы с помощью MMAW
Выполните сварку по спецификации работы с помощью MMAWТребуемые навыки и знания
НЕОБХОДИМЫЕ НАВЫКИ И ЗНАНИЯ |
В этом разделе описаны навыки и знания, необходимые для этого модуля. |
Требуемые навыки |
Требуемые навыки включают:
|
Требуемые знания |
Требуемые знания включают:
|

Справочник доказательств
СПРАВОЧНИК | |
Справочник фактических данных содержит советы по оценке, и его необходимо читать вместе с критериями эффективности, необходимыми навыками и знаниями, указанием диапазона и Руководством по оценке для учебного пакета. | |
Обзор оценки | Лицо, демонстрирующее компетентность в этом подразделении, должно уметь подготовить материалы, выбрать и настроить сварочное оборудование, выполнить MMAW, а также проверить и исправить дефекты в ряде сварочных работ, связанных с MMAW. Компетенция в этом подразделении не может быть присвоена, пока не будут выполнены все предварительные условия. |
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом модуле | Эксперты должны быть уверены, что кандидат может компетентно и последовательно применять навыки, охватываемые этим элементом компетенции, в новых и различных рабочих ситуациях и контекстах.Критические аспекты оценки и доказательства включают:
|
Контекст и конкретные ресурсы для оценки | Сварка в соответствии с AS 1554 общего назначения или аналогом требует как теоретических знаний, так и практических навыков высокого уровня.Процесс оценки должен быть разработан таким образом, чтобы определить соответствие характеристик стандарту и спецификациям для ряда материалов и позиций. Оценка также должна определять уровень производительности рабочего места с точки зрения количества дефектов и количества отказов сварных швов. Компетенции, охватываемые этим подразделением, могут быть продемонстрированы отдельным лицом, работающим в одиночку или в составе команды.Среда оценки не должна ставить кандидата в невыгодное положение. |
Метод оценки | Обычно технический специалист — Производители и другие специалисты, занимающиеся сваркой, должны применять навыки и методы MMAW для различных работ и спецификаций. Единичное оценочное мероприятие не подходит.По возможности, оценка на рабочем месте должна быть включена как часть процесса оценки. Если оценка проводится вне работы, при суждении необходимо учитывать доказательства работы кандидата в продуктивной рабочей среде, которая включает в себя достаточный спектр соответствующих задач и материалов, чтобы охватить сферу применения этого подразделения. Эксперты должны собрать ряд доказательств, которые являются действительными, достаточными, актуальными и достоверными. Доказательства можно собирать различными способами, включая прямое наблюдение, отчеты руководителя, работу над проектом, образцы и опрос.Методы опроса не должны требовать языковых навыков, грамотности и навыков счета, помимо тех, которые требуются в этой единице компетенции. Кандидат должен иметь доступ ко всем необходимым инструментам, оборудованию, материалам и документации. Кандидату должно быть разрешено ссылаться на все соответствующие процедуры на рабочем месте, спецификации продукта и производства, кодексы, стандарты, руководства и справочные материалы. |
Рекомендации по оценке | Этот модуль можно оценивать вместе с любыми другими модулями, касающимися безопасности, качества, коммуникации, обработки материалов, регистрации и отчетности, связанных со сваркой с использованием процесса MMAW или других модулей, требующих применения навыков и знаний, охватываемых этим модулем. Эксперты должны быть уверены, что кандидат может компетентно и последовательно выполнять все элементы модуля в соответствии с критериями, включая требуемые знания, и уметь применять компетенцию в новых и различных ситуациях и контекстах. |


 Рекомендуется, чтобы оценка включала демонстрацию компетентности как в мастерских, так и в условиях площадки. Это означает, что идеальная среда для оценки — это либо работа, либо сочетание как на работе, так и вне ее.
Рекомендуется, чтобы оценка включала демонстрацию компетентности как в мастерских, так и в условиях площадки. Это означает, что идеальная среда для оценки — это либо работа, либо сочетание как на работе, так и вне ее.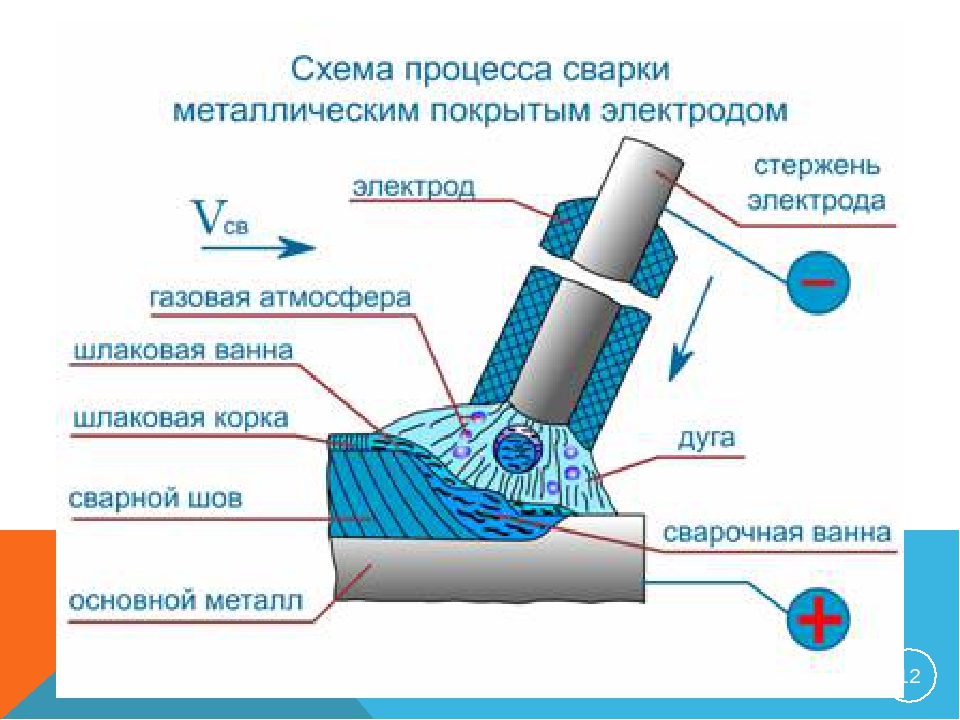

Заявление о диапазоне
ЗАЯВЛЕНИЕ О ДИАПАЗОНЕ | |
Заявление о диапазоне относится к единице компетенции в целом.Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. Текст, выделенный жирным курсивом, если он используется в критериях эффективности, подробно описан ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности объекта, местной промышленности и регионального контекста). | |
Сварные швы | Сварные швы включают угловые и стыковые сварные швы, выполняемые во всех положениях |
Материалы | Материалы могут включать черные металлы, включая углерод или нержавеющую сталь, а также цветные металлы и сплавы, подходящие для сварки стержневыми электродами |
Подготовлено | Подготовка материалов может включать:
|
Оборудование | Оборудование может включать сварочные аппараты переменного или постоянного тока |
Меры по предотвращению искажений | Меры предотвращения деформации могут включать:
|
Ректифицированный | Ректификованный относится к кислородно-ацетиленовому, воздушно-дуговому оборудованию и шлифовальным устройствам |
Дефекты | К дефектам могут относиться:
|

Сектор (ы)
Сопутствующие единицы
Область компетенции
Область компетенции | Изготовление |
