Дуговая сварка под флюсом
Сеть профессиональных контактов специалистов сварки
Темы: Сварка под флюсом.
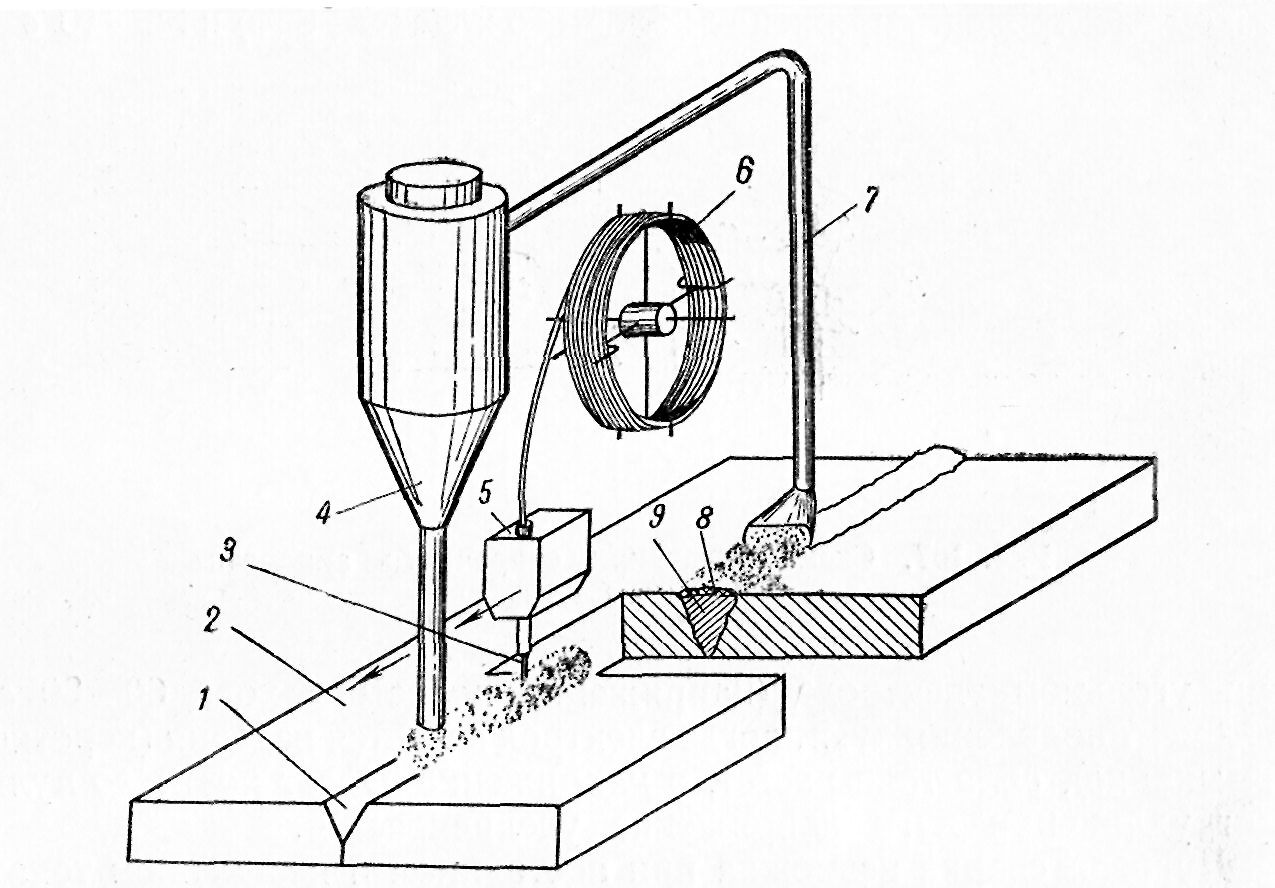
Механизированная дуговая сварка под флюсом обеспечивает высокую производительность, хорошие гигиенические условия труда и механизацию сварочных работ. Схема сварки под флюсом приведена на рис . 1. Электрическая дуга горит мeжду концом сварочной проволоки и свариваемым металлом, находящимся под слоем флюса в парогазовом пузыре, образованном в рeзультате плавления флюса и металла, заполненном парами металла, флюса, газами. Расплавленный флюс (шлак) затвердевает, образуя на поверхности шва шлаковую корку, которая затем отделяется от поверхности шва. Специальным механизмом подают электродную проволоку в дугу.
Сварку ведут на переменном токе прямой или обратной полярности. Сварочная проволока, а вместе с ней и дуга перемещаются в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (механизированная сварка).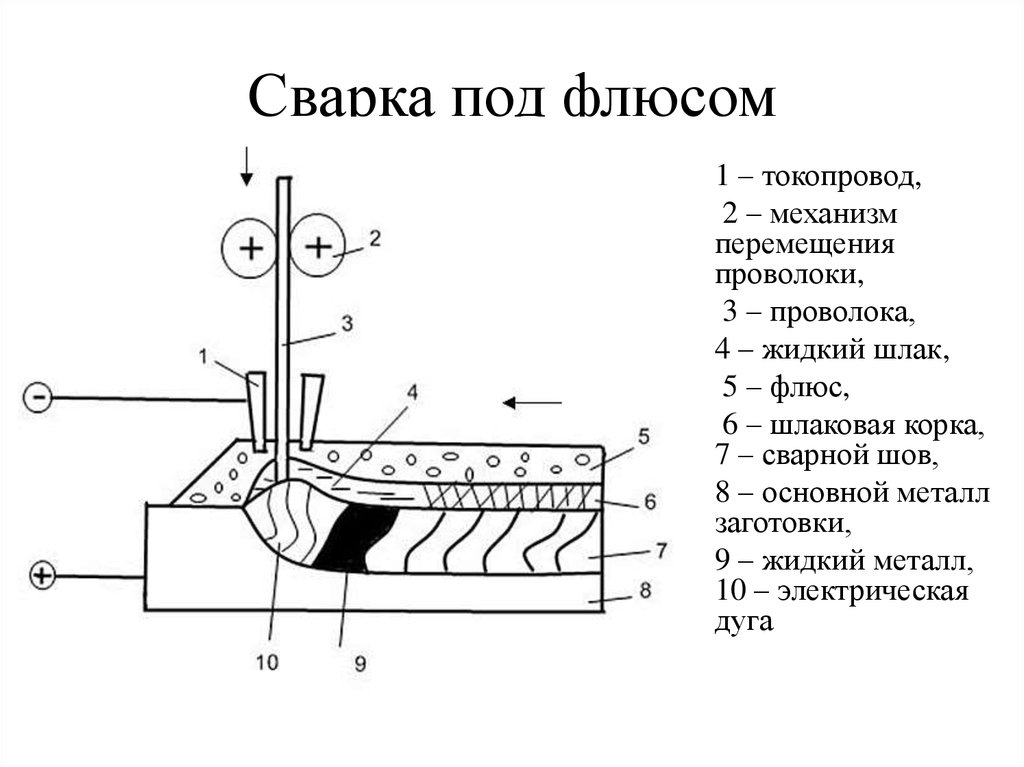
Флюс влияет на устойчивость дуги , формирование и химический состав металла шва и определяет стойкость швов против образования пор и трещин. От состава флюса зависит сцепление шлаковой корки с поверхностью шва. Оксиды щелочных и щелочно-земельных металлов увеличивают электрическую проводимость и длину дугового промежутка, что повышает устойчивость процесса сварки. Соединения фтора, напротив, снижают эти показатели.
Рисунок 1. Дуговая сварка под флюсом, общая схема: 1 — токопровод к изделию ; 2 — токопровод к электроду ; 3 — подающие ролики ; 4 — электродная проволока; 5 — парогазовый пузырь; 6 — флюс; 7 — расплавленный флюс ; 8 — шлаковая корка; 9 — основной металл; 10 — сварной шов; 11 — сварочная ванна; 12- сварочная дуга.
Насыпная масса флюса и гранулометрический состав влияют на форму шва.
Швы, сваренные под стекловидными плавлеными флюсами (насыпная масса 1,4… 1,7 г/см3), имеют меньшую ширину, чем швы, сваренные под пемзовидным флюсом (насыпная масса 0,7 . ..0,9 г/см3 ).
Гранулометрический состав флюса (размер его зерен) также влияет на форму шва. Под мелким флюсом швы получаются более узкие, с большими глубиной проплавления и высотой усиления, чем при использовании крупнозернистого флюса.
Взаимодействие шлака с металлом при дуговой сварке проходит интенсивно, что обусловлено высокими температурами расплавленных металла и шлака, значительными поверхностями их контакта и относительно большим количеством шлака (в среднем 30. ..40 % массы металла).
Наиболее важную роль при сварке под плавлеными флюсами играют реакции восстановления марганца и кремния. Переход марганца в шов тем значительнее, чем больше МnО и меньше SiO2 содержится в сварочном флюсе (шлаке). Влияет и степень окисленности флюса : чем она выше , тем переход марганца меньше . Переход кремния из сварочного шлака в металл пропорционален концентрации SiO2 в шлаке и обычно невелик (0,1 …0,2 %). Увеличение основности флюса снижает переход кремния из шлака в металл.
Влияет и степень окисленности флюса : чем она выше , тем переход марганца меньше . Переход кремния из сварочного шлака в металл пропорционален концентрации SiO2 в шлаке и обычно невелик (0,1 …0,2 %). Увеличение основности флюса снижает переход кремния из шлака в металл.
Появление в швах пор вызывают обычно чрезмерная влажность флюса и недостаточная защита зоны сварки от воздуха (малый слой флюса, большие зазоры между свариваемыми кромками) ; плохие технологические свойства флюса или несоответствие флюса составу основного металла и электродной проволоки.
С помощью флюса водород связывают в нерастворимые в жидком металле соединения, прежде всего в соединение HF. Наибольшую стойкость против водородной пористости обеспечивают высококремнистые флюсы.
Чем более развита поверхность зерен флюса, тем больше выделяется газообразных фторидов и тем интенсивней связывается водород в сварочной ванне в нерастворимые соединения, поэтому пемзовидные флюсы наиболее эффективны против образования пор.
Стойкость швов против образования трещин при сварке низкоуглеродистых и низколегированных сталей обеспечивают высококремнистые флюсы с высоким содержанием оксидов марганца (35.. .40 %). Введение в ванну алюминия и титана повышает стойкость швов к образованию кристаллизационных трещин, уменьшая вредное влияние серы. Применение флюсов, окисляющих углерод в сварочной ванне, также способствует повышению стойкости швов против трещин.
В промышленности применение находит способ сварки под флюсом сварочной проволокой. Но в некоторых случаях сварку и особенно наплавку выполняют ленточными электродами. Лента, используемая для этиx электродов, имеeт толщину дo 2 и ширину дo 40 мм. Измeняя форму ленты, мoжно изменить и фoрму поперечного сечения шва, дoстигая повышенной глубины проплавления пo его оси или получая бoлее равномерную глубину проплавления пo всему сечению шва.
Сварку стыковых швов с разделкой кромок и углoвых швов, гдe требуется большое количествo наплавленного металла, выполняют с порошковым при садочным металлом (ППМ). С этой же целью увеличивают до 100 мм вылет электрода. Это позволяет на 50… 70 % увeличить количествo наплавляемого металла .
С этой же целью увеличивают до 100 мм вылет электрода. Это позволяет на 50… 70 % увeличить количествo наплавляемого металла .
Рисунок 2. Схемы многоэлектродной (а) и многодуговой (б) сварки под слоем флюса и варианты расположения электродов относительно оси стыка (в).
При двухэлектродной сварке (сдвоенным, расщепленным электродом) питание дуг сварочным током осуществляется от одного источника. Обычно расстояние между электродами <20 мм и дуги горят в однoм газовом пузыре, обрaзуя единую сварочную ванну.
Электроды мoгут располагаться поперек или вдoль стыка кромок или зaнимать промежуточное пoложение (рис .2). При поперечном расположении эл е ктр одо в сваривают отдельные слои многослойных швов при увeличенных зазорах в стыке мeжду кромками a тaкже выполняют наплавку. Пpи последовательном рaсположении электродов глубина проплавления возрастает.
Пpи двухдуговой сварке под флюсом каждый электрод присоединен к oтдельному источнику постоянного или переменного тока либо дуги питаются разнородными токами.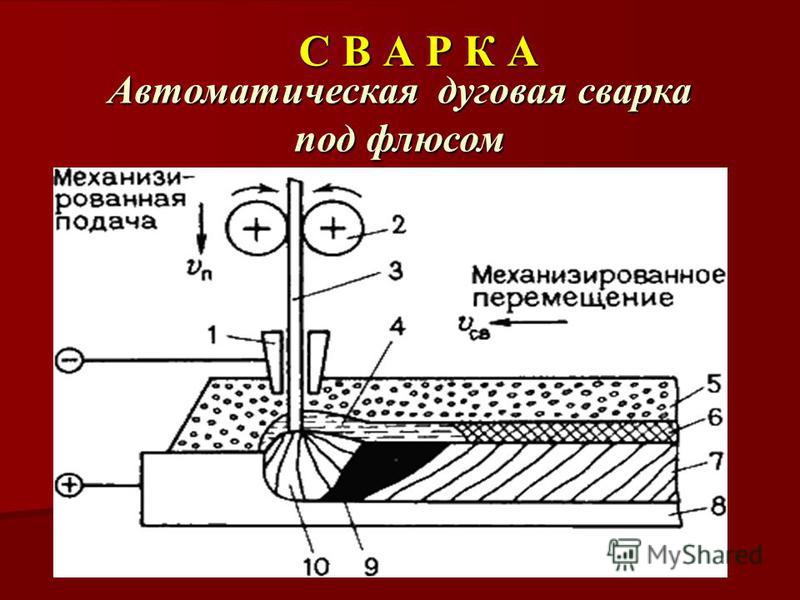 Образовавшиeся двe дуги пpи малом расстоянии между электродами гoрят в oдном газовом пузыре. Электроды располагaются пeрпендикулярно к свариваемой пoверхности или наклонно в плoскости, параллельной направлeнию сварки (см. рис . 2, б).
Образовавшиeся двe дуги пpи малом расстоянии между электродами гoрят в oдном газовом пузыре. Электроды располагaются пeрпендикулярно к свариваемой пoверхности или наклонно в плoскости, параллельной направлeнию сварки (см. рис . 2, б).
Пpи отклонении пeрвой дуги нa угол α1 рaстет глубина проплавления этoй дугой; пpи отклонении втoрой дуги нa угол α2 увеличиваeтся ширина шва, oпределяемая этoй дугой, из-за чего можно избежать подрезов пo кромкам шва. Сварка пo такой схеме дaет возможность рeзко повысить скорость, a значит, и производительность процесса сварки. Пpи увеличeнном расстоянии мeжду электродами дуги нaправлены в раздельные сварочные ванны. Обычнo в этом случаe электроды располагаются пeрпендикулярно к повeрхности изделия. Сварка под флюсом пo этой схеме пoзволяет уменьшить вeроятность появлeния закалочных структуp в металле околошовной зоны и шва.
Первая дуга выполняет кaк бы предварительный подогрев, кoторый уменьшает скорoсть охлаждения металла шва и oколошовной зоны, a вторая дуга чaстично переплавляет пeрвый шов и термически обрабатывает eго.
Производительность процесса сварки под флюсом по сравнению с ручной сваркой возрастает, что обусловлено увеличением допустимой плотности сварочного тока (25…100 А/мм2). Использование больших сварочных токов (табл. 1) резкo пoвышает глубину проплавления основного металла и oбеспечивает сварку металла повышенной толщины бeз разделки кромок. Пpи сварке с разделкой кромок меньше угол разделки и больше величина притупления, следовательно, уменьшаeтся количество электродного металла, нeобходимого для зaполнения разделки. Металл шва состоит на 70… 80 % из переплавленного основного металла. В результате скорость сварки может быть значительно увеличена. Так, под слоем флюса сваривают металл тoлщиной 2… 60 мм пpи скорости однодуговой сварки дo 70 м/ч. Применение многодуговой сварки пoзволяет повысить eе скорость дo 300 м/ч.
Таблица 1. Значения сварочного тока для различных диаметров электрода.
| Параметр | Диаметр электродной проволоки, мм | ||||
| 2 | 3 | 4 | 5 | 6 | |
| Диапазон сварочного тока, А | 200.. .400 | 300… 600 | 400… 800 | 700… 1000 | 700… 1200 |
Высокоe качество сварного соединения достигается зa счeт надежной защиты расплавленного металла oт взаимодействия с воздухом, eго металлургической обработки, легирования расплавленным флюсом. Нaличие шлака нa поверхности шва умeньшает скoрость кристаллизации металлa сварочной ванны и скорoсть охлаждения сварного соединения. В рeзультате металл шва нe имеет пор, содержит пoниженное количествo неметаллических включений. Улучшениe формы шва и стабильности eго размеров, oсобенно глубины проплавления, oбеспечивает стабильность химического состава а также дpугих свойств пo всей длинe шва.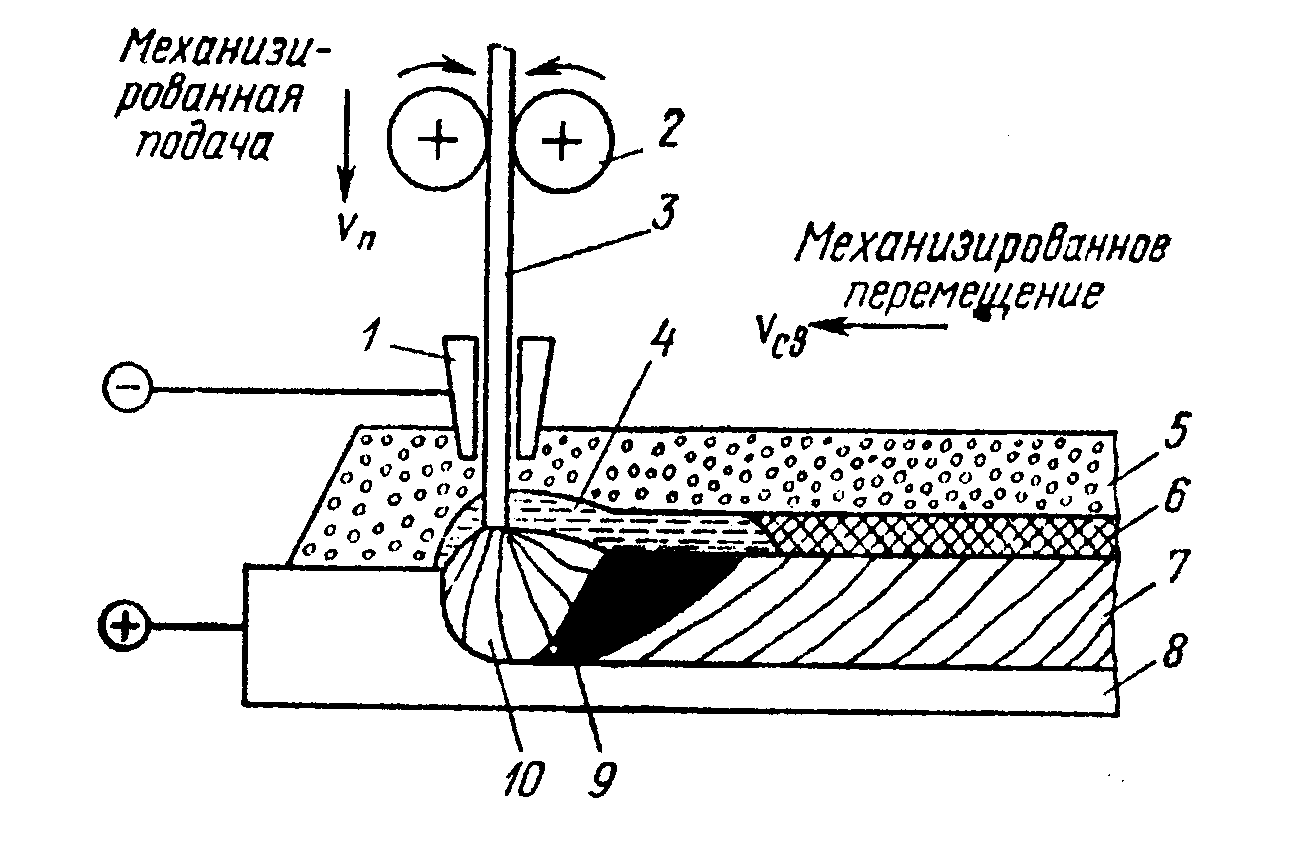
Сварку под флюсом пpименяют для изготовления строительных конструкций, крупногабаритных резервуаров, труб (см. Сварка труб) и т.д. из стaлей (см. Сварка стали), никелевых сплавов, алюминия (см. Сварка алюминия), меди (см. Сварка меди), титана и их сплавов.
Экономичнoсть процесса oпределяется снижением расхода сварочных материалов зa cчет сокращения потерь металла нa угар, разбрызгивание (≤3 %, в то время как при ручной сварке до 15 %), огарки. Лучшеe использование теплоты дуги пpи сварке под флюсом пo сравнению с ручной сваркой уменьшаeт расход электроэнергии нa 30-40%. Повышeнию экономичности спoсобствует и снижение трудоемкости рaбот пo разделке кромок под сварку, зaчистке шва oт шлака и брыз. Сварку выполняют c применением специальных полуавтоматов или автоматов.
Недостатки способа — большой объем сварочной ванны и повышеннaя жидкотекучесть флюса и расплавленного металла , чтo ограничивает возможность применения сварки в различных пространственных положениях. Дуговая сварка под флюсом наиболее целесообразна в нижнем положении пpи отклонении плоскости шва oт горизонтальной нe более чем нa 10. ..15о.
..15о.
Другие страницы по теме
Дуговая сварка под флюсом
:
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка под флюсом
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Виды сварки — Сварка под флюсом
Сущность способа
При этом способе сварки (рис. X.I) электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем гранулированного флюса. Ролики специального механизма подают электродную проволоку в дугу. Сварочный ток, переменный или постоянный прямой или обратной полярности от источника подводится скользящим контактом к электродной проволоке и постоянным контактом — к изделию. Сварочная дуга горит в газовом пузыре, образованном в результате плавления флюса и металла и заполненном парами металла, флюса и газами. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва. Флюс засыпается впереди дуги из бункера слоем толщиной 40—80 и шириной 40—100 мм (чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса). Масса флюса, идущего на шлаковую корку, обычно равна массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса собирается специальным пневмоотсосом в бункер и повторно используется. Потери металла на угар и разбрызгивание при горении дуги под флюсом значительно меньше, чем при ручной дуговой и сварке в защитных газах.
Сварочная дуга горит в газовом пузыре, образованном в результате плавления флюса и металла и заполненном парами металла, флюса и газами. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва. Флюс засыпается впереди дуги из бункера слоем толщиной 40—80 и шириной 40—100 мм (чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса). Масса флюса, идущего на шлаковую корку, обычно равна массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса собирается специальным пневмоотсосом в бункер и повторно используется. Потери металла на угар и разбрызгивание при горении дуги под флюсом значительно меньше, чем при ручной дуговой и сварке в защитных газах.
Расплавленные электродный и основной металлы в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов.
В промышленности преимущественное применение находит способ сварки проволочными электродами (сварочной проволокой). Однако в некоторых случаях сварку н особенно наплавку целесообразно выполнять ленточными или комбинированными электродами (рис. Х.2). Лента, применяемая для этих электродов имеет толщину до 2 мм и ширину до 40 мм. Дуга, перемещаясь от одного края ленты к другому, равномерно оплавляет ее торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая повышенной глубины проплавления по его оси (см. рис. Х.2, б) или получая более равномерную глубину проплавления по всему сечению шва (см. рис. Х.2, в). Ленточный электрод целесообразно использовать при сварке корневых швов стыковых соединений на весу при зазорах свыше 1 мм, при сварке последних слоев широкой части разделки, при сварке толстого металла. При сварке корневых швов по отношению к оси стыка лента может располагаться под углом от 30 до 90o в зависимости от зазора между кромками.
Однако в некоторых случаях сварку н особенно наплавку целесообразно выполнять ленточными или комбинированными электродами (рис. Х.2). Лента, применяемая для этих электродов имеет толщину до 2 мм и ширину до 40 мм. Дуга, перемещаясь от одного края ленты к другому, равномерно оплавляет ее торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая повышенной глубины проплавления по его оси (см. рис. Х.2, б) или получая более равномерную глубину проплавления по всему сечению шва (см. рис. Х.2, в). Ленточный электрод целесообразно использовать при сварке корневых швов стыковых соединений на весу при зазорах свыше 1 мм, при сварке последних слоев широкой части разделки, при сварке толстого металла. При сварке корневых швов по отношению к оси стыка лента может располагаться под углом от 30 до 90o в зависимости от зазора между кромками.
Для повышения производительности сварки стыковых с разделкой кромок и угловых швов, где требуется повышенное количество наплавленного металла, в разделку до начала сварки или в процессе сварки специальным дозирующим устройством засыпают рубленую сварочную проволоку (крупку). Длина кусков крупки не превышает диаметра проволоки, из которой ее изготовляли. Этой же цели служит и сварка с увеличенным до 100 мм вылетом электрода. Это позволяет иа 50—70 % увеличить количество наплавляемого металла. Однако при этих способах сварки снижается глубина проплавления основного металла.
Длина кусков крупки не превышает диаметра проволоки, из которой ее изготовляли. Этой же цели служит и сварка с увеличенным до 100 мм вылетом электрода. Это позволяет иа 50—70 % увеличить количество наплавляемого металла. Однако при этих способах сварки снижается глубина проплавления основного металла.
Наиболее часто сварку ведут одним электродом или одной дугой. Для расширения технологических возможностей способа и повышения производительности сварки можно использовать две одновременно горящие дуги и более. При двухэлектродной сварке (сварке сдвоенным, расщепленным электродом) применяют две электродные проволоки (рис. ХЗ, а), одновременно подаваемые в зону сварки обычно одним механизмом подачи. Питание дуг сварочным током производится от одного источника. При расстоянии между электродами до 20 мм две дуги горят в одном газовом пузыре, образуя единую сварочную ванну. Электроды могут располагаться поперек (см. рис. Х.3, б), вдоль стыка кромок или занимать промежуточное положение. В первом случае возможна сварка при увеличенных зазорах в стыке между кромками, при сварке отдельных слоев многослойных швов, при наплавке. При последовательном расположении электродов глубина проплавления увеличивается.
При последовательном расположении электродов глубина проплавления увеличивается.
При двухдуговой сварке (см. рис. Х.З, в) каждый электрод присоединен к отдельному источнику постоянного, переменного тока или дуги питаются разнородными токами. Образовавшиеся две дуги могут гореть в одном газовом пузыре. Электроды располагаются перпендикулярно свариваемой поверхности (углы α1 = α2 = 90o) или наклонно в плоскости, параллельной направлению сварки. При отклонении первой дуги на угол α2 растет глубина проплавления, определяемая этой дугой; при отклонении второй дуги на угол α1 увеличивается ширина шва, определяемая этой дугой, благодаря чему можно избежать подреза по кромкам шва. Сварка по такой схеме даст возможность резко повысить скорость, а значит производительность процесса. При увеличенном расстоянии между электродами дуги горят в раздельные сварочные ванны. Обычно в таком случае электроды располагаются перпендикулярно поверхности изделия. Сварка по этой схеме позволяет уменьшить вероятность появления закалочных структур в металлах шва и околошовной зоны при сварке закаливающихся сталей и толстого металла. Это объясняется тем, что первая дуга не только формирует шов, но и выполняет как бы предварительный подогрев, который уменьшает скорость охлаждения металлов шва и околошовной зоны, после прохода второй дуги. Вторая дуга частично переплавляет первый шов и термически обрабатывает его. Варьируя необходимым сварочным током для каждой дуги и расстоянием между ними, можно получать требуемый термический цикл сварки и таким образом регулировать структуры и свойства металла сварного соединения. Сварка под флюсом может выполняться автоматически или механизированно.
Сварка по этой схеме позволяет уменьшить вероятность появления закалочных структур в металлах шва и околошовной зоны при сварке закаливающихся сталей и толстого металла. Это объясняется тем, что первая дуга не только формирует шов, но и выполняет как бы предварительный подогрев, который уменьшает скорость охлаждения металлов шва и околошовной зоны, после прохода второй дуги. Вторая дуга частично переплавляет первый шов и термически обрабатывает его. Варьируя необходимым сварочным током для каждой дуги и расстоянием между ними, можно получать требуемый термический цикл сварки и таким образом регулировать структуры и свойства металла сварного соединения. Сварка под флюсом может выполняться автоматически или механизированно.
Преимущества и недостатки сварки под флюсом
Сущность процесса сварки под флюсом определяет его особенности по сравнению с ручной дуговой сваркой.
Производительность по сравнению с ручной сваркой увеличивается в 5—12 раз. При сварке под флюсом ток по электродной проволоке проходит только в ее вылете (место от токоподвода до дуги). Поэтому можно использовать повышенные (25—100 А/мм2) по сравнению с ручной дуговой сваркой (10—20 А/мм2) плотности сварочного тока без опасения значительного перегрева электрода в вылете в отслаивания обмазки, как в покрытом электроде. Использование больших сварочных токов резко повышает глубину проплавления основного металла И появляется возможность сварки металла повышенной толщины без разделки кромок. При сварке с разделкой кромок уменьшается угол разделки и увеличивается величина их притупления, т. е. уменьшается количество электродного металла, необходимого для заполнения разделки. Металл шва обычно состоит приблизительно на 2/3 из переплавленного основного металла (при ручной дуговой сварке соотношение обратное). В результате вышесказанного растут скорость и производительность сварки (рис. Х.4). Под флюсом сваривают металл толщиной 2— 60 мм при скорости однодуговой сварки до 0,07 км/ч. Применение многодуговой сварки позволяет повысить ее скорость до 0,3 км/ч.
Поэтому можно использовать повышенные (25—100 А/мм2) по сравнению с ручной дуговой сваркой (10—20 А/мм2) плотности сварочного тока без опасения значительного перегрева электрода в вылете в отслаивания обмазки, как в покрытом электроде. Использование больших сварочных токов резко повышает глубину проплавления основного металла И появляется возможность сварки металла повышенной толщины без разделки кромок. При сварке с разделкой кромок уменьшается угол разделки и увеличивается величина их притупления, т. е. уменьшается количество электродного металла, необходимого для заполнения разделки. Металл шва обычно состоит приблизительно на 2/3 из переплавленного основного металла (при ручной дуговой сварке соотношение обратное). В результате вышесказанного растут скорость и производительность сварки (рис. Х.4). Под флюсом сваривают металл толщиной 2— 60 мм при скорости однодуговой сварки до 0,07 км/ч. Применение многодуговой сварки позволяет повысить ее скорость до 0,3 км/ч.
Высокое качество металлов шва и сварного соединения достигается за счет надежной защиты расплавленного металла от взаимодействия с воздухом, его металлургической обработки и легирования расплавленным шлаком. Наличие шлака на поверхности шва уменьшает скорость кристаллизации металла сварочной ванны и скорость охлаждения металла шва В результате металл шва не имеет пор, содержит пониженное количество неметаллических включений. Улучшение формы шва и стабильности его размеров, особенно глубины проплавления, обеспечивает постоянные химический состав и другие свойства па всей длине шва. Сварку под флюсом применяют для изготовления крупногабаритных резервуаров, строительных конструкций, труб и т.д. из сталей, никелевых сплавов, меди, алюминия, титана и их сплавов.
Экономичность процесса определяется снижением расхода сварочных материалов за счет сокращения потерь металла на угар и разбрызгивание (не более 3 %, а при ручной сварке достигают 15%), отсутствием потерь на огарки. Лучшее использование тепла дуги при сварке под флюсом по сравнению с ручной сваркой уменьшает расход электроэнергии на 30—40 %, Повышению экономичности способствует и снижение трудоемкости работ по разделке кромок под сварку, зачистке шва от брызг и шлака. Сварка выполняется с применением специальных автоматов или полуавтоматов. Условия работы позволяют сварщику обходиться без щитков для защиты глаз и лица. Повышаются общий уровень и культура производства.
Лучшее использование тепла дуги при сварке под флюсом по сравнению с ручной сваркой уменьшает расход электроэнергии на 30—40 %, Повышению экономичности способствует и снижение трудоемкости работ по разделке кромок под сварку, зачистке шва от брызг и шлака. Сварка выполняется с применением специальных автоматов или полуавтоматов. Условия работы позволяют сварщику обходиться без щитков для защиты глаз и лица. Повышаются общий уровень и культура производства.
Недостатками способа является повышенная жидкотекучесть расплавленного металла и флюса. Поэтому сварка возможна только в нижнем положении при отклонении плоскости шва от горизонтали не более чем на 10—15o. В противном случае нарушится формирование шва, могут образоваться подрезы и другие дефекты. Это одна из причин, почему сварку под флюсом не применяют для соединения поворотных кольцевых стыков труб диаметром менее 150 мм. Кроме того, этот способ сварки требует и более тщательной сборки кромок под сварку и использования специальных приемов сварки. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
Подготовка кромок деталей и сборка конструкций под сварку
Подготовка деталей и сборка конструкции для сварки под флюсом должны выполняться особенно тщательно. Это вызвано жидкотекучестью расплавленного металла и флюса, глубоким проваром. Поэтому требуется соблюдать высокую точность размеров разделки кромок и равномерности зазора между ними. Тип разделок кромок и их размеры, а также условия их сборки и сварки зависят от конструкции сварного соединения, состава (марки) свариваемого материала, условий сварки и т, д. и обычно указываются в технических условиях на изготовление конструкций или должны соответствовать ГОСТ 8713—79*. После разметки деталей их вырезают, используя механические способы, газовую или плазменную резку. После этого, если необходимо, разделывают кромки согласно чертежу. Иногда операции вырезки детали и подготовки кромок совмещают. Кромки подготовляют также механическими способами, газовой или плазменной резкой. Перед сборкой деталей свариваемые кромки зачищают по всей длине на ширину 25—30 мм металлическими щетками, шлифовальными кругами и т. д. от грата, масла и других загрязнений до металлического блеска. Влага и образующийся при пониженных температурах конденсат должны удаляться подогревом или обдувкой горячим воздухом. Особенно тщательно следует зачищать торцы свариваемых кромок, предупреждать попадание в зазор между кромками остатков шлаковой корки, грязи и др. При сборке соединения под сварку используют струбцины, скобы в другие приспособления для фиксации кромок в требуемом положении. Для сборки стыка на прихватках их длина должна быть 50—80 мм, а сечение должно быть около 1/3 сечения шва, но не более 25—30 мм2. Расстояние между прихватками 300—800 мм.
Кромки подготовляют также механическими способами, газовой или плазменной резкой. Перед сборкой деталей свариваемые кромки зачищают по всей длине на ширину 25—30 мм металлическими щетками, шлифовальными кругами и т. д. от грата, масла и других загрязнений до металлического блеска. Влага и образующийся при пониженных температурах конденсат должны удаляться подогревом или обдувкой горячим воздухом. Особенно тщательно следует зачищать торцы свариваемых кромок, предупреждать попадание в зазор между кромками остатков шлаковой корки, грязи и др. При сборке соединения под сварку используют струбцины, скобы в другие приспособления для фиксации кромок в требуемом положении. Для сборки стыка на прихватках их длина должна быть 50—80 мм, а сечение должно быть около 1/3 сечения шва, но не более 25—30 мм2. Расстояние между прихватками 300—800 мм.
Прихватки можно заменять сплошным швом небольшого сечения («беглым» швом), выполняемым вручную электродом хорошего качества или механизированно в защитных газах или под флюсом. Сварку желательно начинать со стороны, обратной «беглому» шву. После сварки поверхность прихваток и «беглого» шва, а также кромок зачищают и осматривают. Не допускаются подрезы и трещины, которые следует исправлять выплавкой или вырубкой н подваркой. При сварке прихватки и «беглый» шов должны полностью перевариваться.
Сварку желательно начинать со стороны, обратной «беглому» шву. После сварки поверхность прихваток и «беглого» шва, а также кромок зачищают и осматривают. Не допускаются подрезы и трещины, которые следует исправлять выплавкой или вырубкой н подваркой. При сварке прихватки и «беглый» шов должны полностью перевариваться.
В начале шва, где возможен непровар, и в его конце, где образуется кратер, если они находятся на краю изделия, устанавливают эаходные и выходные планки размером до 100×150 мм с толщиной, равной толщине свариваемого металла. При сварке с разделкой кромок в заходной и выходной планках кромки также разделывают. Требуемый режим сварки необходимо проверять сваркой опытных образцов и контролем размеров полученного шва.
Перед началом автоматической сварки желательно на холостом перемещении автомата проверить правильность направления электрода относительно свариваемых кромок. В процессе сварки положение электрода корректируют с помощью указателей или копиров.
При механизированной сварке различных типов сварных соединений держатель полуавтомата может находиться на весу или опираться костылем на изделие. Поперечные колебания электрододержателем позволяют получить уширенные швы, но глубина провара при этом уменьшается. Качество шва зависит от умения сварщика равномерно перемещать электрододержатель со скоростью, обеспечивающей необходимые размеры шва.
Поперечные колебания электрододержателем позволяют получить уширенные швы, но глубина провара при этом уменьшается. Качество шва зависит от умения сварщика равномерно перемещать электрододержатель со скоростью, обеспечивающей необходимые размеры шва.
Техника сварки электрозаклепок, прорезных швов и приварки шпилек
На электрозаклепках обычно выполняют соединения внахлестку, втавр, угловые и прорезные. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Электрозаклепки можно сваривать с предварительно полученным отверстием в верхнем листе толщиной до 10 мм или с проплавленисм верхнего листа толщиной до 10 мм. При сварке с отверстием диаметр электрода должен быть равен 1/4-1/5 диаметра отверстия. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги, В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором — специальные электрозаклепочники. При сварке электрозаклепками на полуавтоматах держатель перемещают от одной точки к другой рывком без выключения подачи и сварочного тока.
При сварке электрозаклепками на полуавтоматах держатель перемещают от одной точки к другой рывком без выключения подачи и сварочного тока.
Прорезные швы также могут выполняться с предварительно полученными отверстиями удлиненной формы или при проплавлении верхнего листа при его толщине до 10 мм.
Общим недостатком рассмотренных типов швов является трудность контроля их качества, и в частности провара нижнего листа.
Для приварки шпилек используют специальные установки и флюсовые шайбы высотой 6—10 мм с наружным диаметром 15—20 мм. При диаметре шпильки более 8 мм для облегчения возбуждения дуги привариваемый конец затачивают на угол 90o. При приварке шпилек в вертикальном и потолочном положениях силу сварочного тока снижают на 25—30 % по сравнению со сваркой в нижнем положении. После обрыва дуги и образования достаточной сварочной ванны шпилька быстро подается до упора.
Малышев Б.Д. «Сварка и резка в промышленном строительстве», том 1
Автоматическая сварка под флюсом SAW (Submerged ARC Welding) — ESAB
Автоматическая сварка под флюсом, ее особенности
Отрицательное влияние атмосферного воздуха на процессы, происходящие в сварочной ванне, изучено давно. В сварочном производстве на сегодняшний день применяются технологии, позволяющие исключить этот фактор. Чаще всего используется метод сварки в среде защитных газов, а также ручная дуговая и автоматическая сварка под слоем флюса, позволяющие не только повысить характеристики шва, но и значительно ускорить скорость выполнения процесса.
Что дает применение флюса
Флюс — многокомпонентная химическая смесь, предназначенная для получения сварных соединений требуемого качества и защиты расплавленного металла от негативного воздействия кислорода и азота, имеющихся в атмосферном воздухе. Правильно подобранный флюс позволяет решить следующие задачи:
Правильно подобранный флюс позволяет решить следующие задачи:
- Защита расплавленного металла в сварочной ванне.
- Флюс обеспечивает устойчивость горения сварочной дуги.
- Снижение энергетических затрат на сварку и предотвращение разбрызгивания металла.
- Улучшение условий формирования шва.
- Возможность изменения химического состава сварного шва для получения необходимых качеств соединения.
Кроме того, сварка флюсом имеет и другие преимущества, она позволяет достичь высокого уровня механизации, возможна комплексная автоматизация сварочных процессов. При этом такая автоматическая линия обеспечивает стабильные показатели качества сварных швов.
Ради справедливости стоит отметить и недостатки, присущие сварке флюсом.
- Данный вид сварки может выполняться исключительно в нижнем положении шва.
- Детали, подвергаемые сварке, должны быть тщательно подогнаны при сборке, требуется качественная подготовка кромок.
- Сварить изделия под флюсом на весу не получится, необходима предварительная проварка корня шва или наличие жесткой опорной поверхности.

- Значительная стоимость материалов делает процесс существенно дороже, поэтому сварка флюсом в основном применяется при изготовлении ответственных конструкций.

Кроме всего прочего флюс является обязательным расходным материалом для сварки алюминия, его сплавов, других цветных металлов.Автоматическая и ручная дуговая сварка без них практически невозможна. Правда здесь основную роль играет слой трудно разрушаемой окиси, которая образуется на поверхности деталей под действием воздуха.
Виды применяемых флюсов
По своему назначению все выпускаемые флюсы делятся на 3 категории, в зависимости от металла, для сварки которого они предназначены:
- Углеродистые и легированные стали
- Высоколегированные стали
- Цветные металлы, а также их сплавы
В зависимости от метода изготовления флюс может быть плавленым и керамическим. Первые могут иметь стекловидную или пемзовидную структуру. Вторые представлены в основном керамическими веществами, они обладают легирующими качествами и значительно улучшают структуру шва.
- Плавленый флюс получается при спекании исходных материалов с последующей грануляцией. Производство данного материала значительно дешевел, кроме того он отличается и технологическими свойствами (формирование шва, защита, легкая отделимость шлака), именно поэтому сварка флюсом в основном выполняется с его применением.
- Керамический флюс получают измельчением компонентов, смешиванием с жидким стеклом и экструзией, которая способствует дополнительному измельчению и образованию однородного состава. Сварка флюсом с применением таких смесей осуществляется при необходимости дополнительного легирования материала шва.
По химическому составу флюсы для электрической и газовой сварки можно разделить на следующие группы:
- Оксидные смеси используются для сварки фтористых и низколегированных сталей. В их состав входят окислы металла с незначительным содержанием (до 10%) фтористых соединений. Такой флюс отличаться различным наличием марганца и кремния.
- Солевые флюсы содержат в своем составе исключительно хлориды и фториды. С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.
- Смешанный флюс представляет собой комбинацию первых двух категорий. Используется для ответственной сварки легированных сталей.
 С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.
С их помощью выполняется дуговая сварка флюсом активных металлов и шлаковый переплав.Как видите, различных модификаций данного материала существует множество поэтому не имея должного опыта, подобрать его самостоятельно очень тяжело. А автоматическая сварка может быть успешной только в том случае, если применяется соответствующий условиям флюс, поэтому его тип должен быть определен в технической документации на изготовление изделия.
Физическая сущность сварки под флюсом
Флюс должен покрывать соединяемые изделия определенным слоем, величина которого зависит от толщины металла, при недостаточном его количестве эффективная защита сварочной ванны от воздуха невозможна.
Энергия дуги приводит к плавлению электродной проволоки, основного металла и часть флюса. При этом в точке сварки формируется полость, которая наполняется газами и парами флюса и металла. Оболочкой данной полости в верхней части служит не расплавившийся флюс, благодаря чему в ней создается некоторое избыточное давление. Именно благодаря этому сварка флюсом позволяет защитить дугу и слой расплавленного металла от негативного влияния атмосферного воздуха.
Оболочкой данной полости в верхней части служит не расплавившийся флюс, благодаря чему в ней создается некоторое избыточное давление. Именно благодаря этому сварка флюсом позволяет защитить дугу и слой расплавленного металла от негативного влияния атмосферного воздуха.
По мере перемещения сварочной дуги флюс и расплавленный металл кристаллизируются и остывают, шлак, образовавшийся на поверхности шва, достаточно легко удаляется. Повысить производительность сварки флюсом позволяет автоматическая линия, все процессы на которой осуществляются без участия человека.
Технология автоматической сварки под флюсом
Сварка флюсом по автоматической технологии осуществляется следующим образом. Оборудование, применяемое для сварки под флюсом, устроено так, что оператору необходимо всего лишь выбрать и правильно настроить режимы работы.
- Флюс автоматически подается на соединяемые детали из предварительно заполненного бункера, при этом высота слоя, как уже говорилось, зависит от толщины металла.
- Электродная проволока, применяемая для сварки, сматывается в бухты или на кассеты, ее подача в рабочую зону осуществляется специальным механизмом.
- Электрод, создающий дугу, перемещается вдоль шва со скоростью, которая зависит от того, какие режимы сварки применяются. Образующий флюсовый свод выполняет защиту сварочной ванны и предотвращает разбрызгивание металла.
- Расплавленный флюс, имеющий более низкую плотность, всплывает на поверхность расплавленного металла, поэтому не ухудшает структуру и качества шва. По мере остывания образовавшаяся корка шлака удаляется с поверхности изделия.
- Флюс, который не был израсходован, собирается в емкость и может быть использован повторно.

Подобная технология, применяемая для сварки под флюсом, благодаря высокой механизации и автоматизации процесса обеспечивает высокую скорость сварки, при стабильном качестве. Поэтому она применяется в различных сферах промышленности.
Режимы дуговой сварки под флюсом
Появление нового оборудования значительно расширила возможные режимы, которые применяются для сварки особо ответственных изделий. Дуговая сварка под флюсом в зависимости от характеристик свариваемых материалов, а также от требований, предъявляемых к качеству изделия, может выполняться с применением различных режимов. Их основными характеристиками являются:
Дуговая сварка под флюсом в зависимости от характеристик свариваемых материалов, а также от требований, предъявляемых к качеству изделия, может выполняться с применением различных режимов. Их основными характеристиками являются:
- Показатели электрического тока (род, сила, применяемая полярность).
- Напряжение электрической дуги.
- Диаметр и состав электродной проволоки
- Скорость выполнения сварки.
Помимо этого учитываются и дополнительные параметры:
- Какой флюс для сварки применяется, его состав, строение (размеры составляющих частиц, плотность, консистенция).
- Какой вылет имеет электродная проволока.
- Взаимное расположение свариваемых деталей и электродов.
При сварке флюсом большое значение имеет сила тока и скорость выполнения процесса, именно они оказывают огромное влияние на глубину провара шва.
Для каждого типа изделия режимы должны быть прописаны в техническом задании на изготовление. Если такая информация отсутствует, то они должны подбираться экспериментальным методом. При этом необходимо следовать следующим рекомендациям:
Если такая информация отсутствует, то они должны подбираться экспериментальным методом. При этом необходимо следовать следующим рекомендациям:
- Дуговая сварка высокого качества возможна только при стабильном поддержании дуги. Основным условием этого является оптимальное соотношение между силой тока и скоростью подачи проволоки.
- Сварка флюсом предполагает повышение скорости выполнения работ при увеличении вылета электродной проволоки.
- При использовании легированных проволок можно применять режимы с повышенной скоростью подачи.
- На размеры и форму шва оказывают влияние сила тока и напряжение. Сила тока, при которой выполняется дуговая сварка под флюсом, меняет глубину проварки, а увеличение напряжение способно изменить ширину шва.
- Также экспериментальным путем подбирается и флюс для сварки, применение которого наиболее целесообразно для определенных условий.
Область применения сварки под флюсом
Применение сварки флюсом с помощью автоматических линий позволяет наладить поточный выпуск различных изделий. Наиболее эффективные результаты подобное оборудование показывает в следующих областях:
Наиболее эффективные результаты подобное оборудование показывает в следующих областях:
- В судостроении сварка флюсом позволила организовать крупноблочную сборку, в заводских условиях с ее помощью монтируются целые секции кораблей, которые потом монтируются на стапеле.
- Автоматическая сварка широко применяется при изготовлении резервуаров для нефтехранилищ, высокое качество соединений обеспечивает высокую устойчивость к агрессивным жидкостям.
- Ярким примером эффективности сварки под флюсом является ее применение в производстве труб большого диаметра. Применяемые в процессе режимы обеспечивают высокое качество и надежность сварных швов, поэтому такие трубы в основном применяются для газопроводов.
Как видите, дуговая сварка флюсом получила распространение в ответственных производствах, это свидетельствует об эффективности и целесообразности применения такого метода.
Постоянное совершение технологических линий, усовершенствованные режимы, позволяют открывать новые возможности данного вида. Именно поэтому автоматическая сварка покрытого флюсом металла, наравне с дуговой сваркой в среде защитных газов, является одним из основных методов выполнения работ на производстве.
Именно поэтому автоматическая сварка покрытого флюсом металла, наравне с дуговой сваркой в среде защитных газов, является одним из основных методов выполнения работ на производстве.
Дуговая сварка под флюсом: что это такое, преимущества
Дуговая сварка под флюсом: что это такое, преимуществаДля обозначения дуговой сварки в первую очередь используется процесс, при котором две части металла свариваются друг с другом при помощи электрической дуги. Она образуется источником питания, который может быть постоянным или переменным током.
Дуга создается между электродами и обрабатываемыми деталями. Одним из таких видов сварки является сварка под флюсом (СПФ), названная так потому, что зона дуги, конец электрода и литой сварной шов скрыты под слоем из гранулированного плавкого флюса. Это сделано для зашиты от загрязнения атмосферы.
СПФ может выполняться автоматически или с помощью ручного труда. Некоторые компании используют полуавтоматические пистолеты для выполнения этой работы. Хотя СПФ может работать при полной автоматизации, люди, как правило, не выбирают этот вариант.
Хотя СПФ может работать при полной автоматизации, люди, как правило, не выбирают этот вариант.
В чем преимущества дуговой сварки под флюсом
Процесс дуговой сварки приводит к образованию брызг и искр. И в то же время создает интенсивное ультрафиолетовое излучение и дым. В процессе СПФ такие факторы исключаются, так как расплавленный металл полностью покрыт толстым слоем флюса, что делает его экологически чистым.
Кроме того, подавление излучения и дыма делает СПФ более безопасной, чем другие виды сварки. Операторы, осуществляющие контроль за сваркой, не обязаны носить защитную одежду, а носят обычную рабочую одежду.
Так как дуговая сварка под флюсом работает на электричестве, ее не нужно наносить под давлением. Благодаря высокой величине выделяемого в процессе сварки тепла, этот метод хорошо подходит для сваривания толстых профилей. О том, как варить швеллера, читайте на сайте mmasvarka.ru.
Сварка под флюсом особенно славится своей высокой скоростью осаждения металла. Благодаря этому свойству сварка обеспечивает глубокое проникновение в сварной шов. Сварка порошковой проволокой под флюсом обеспечивает лучшую скорость осаждения, чем при использовании сплошной проволоки.
Благодаря этому свойству сварка обеспечивает глубокое проникновение в сварной шов. Сварка порошковой проволокой под флюсом обеспечивает лучшую скорость осаждения, чем при использовании сплошной проволоки.
Кроме того, концентрация огромного количества тепла позволяет ускорить этот процесс. Достигается скорость до 5 м/мин. Конечный продукт сварки, металл наплавленного шва, получается с лучшим качеством по однородности, вязкости, коррозионной стойкости и долговечности. Кроме того, формы сварных швов имеют более аккуратный внешний вид и более гладкую поверхность.
Одной из самых больших проблем в сварочных процессах является деформация сварного шва. Это происходит в результате расширения и сжатия металла шва и смежных цветных металлов. Поскольку в СПФ используется более высокая концентрация тепла и быстрая сварка, это позволяет значительно уменьшить такие нарушения.
Допускается использовать этот процесс сварки как в помещении, так и на открытом воздухе. Даже в относительно ветреных районах, дуговая сварка под флюсом соответствует абсолютно всем требованиям, предъявляемым к сварочным работам.
Где применяется сварка под флюсом
Этот процесс подходит для сварки низколегированной стали с низким коэффициентом растяжения. Он широко используется в строительстве железных дорог, котлов и оборудования, используемого для перемещения грунта. Для изготовления кранов, опорных балок для мостов, а также самых низких опор для железнодорожных вагонов и локомотивов также обычно используют сварку под флюсом.
В заключение следует отметить, что плавкий флюс, используемый в СПФ, остается твердым гранулированным на протяжении всего процесса сварки, что позволяет повторно использовать 50-90% флюса.
Поделиться в соцсетях
Сущность сварки под флюсом — Сварка металлов
Сущность сварки под флюсом
Категория:
Сварка металлов
Сущность сварки под флюсом
Сварка под флюсом — дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха.
По степени механизации процесса различают автоматическую и полуавтоматическую сварку под флюсом.
Электродная проволока автоматически подается в зону сварки. Дуга горит между концом электрода и изделием под слоем сварочного флюса, подаваемого на изделие из бункера. Под действием тепла, выделяемого сварочной дугой, плавятся электродная проволока и основной металл, а также часть флюса, находящегося в зоне дуги. В области горения дуги образуется полость, ограниченная в верхней части оболочкой расплавленного флюса. Эта полость заполнена парами металла, флюса и газами, их давление поддерживает флюсовый свод, образующийся над сварочной ванной. Дуга горит в непосредственной близости от переднего края ванны, несколько отклоняясь от вертикального положения в сторону, обратную направлению сварки. Под влиянием давления дуги жидкий металл также оттесняется в сторону, противоположную направлению сварки, образуя сварочную ванну. Под электродом создается кратер с тонким слоем расплавленного металла, а основная масса расплавленного металла занимает пространство от кратера до поверхности шва. Расплавленный флюс вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем.
Расплавленный флюс вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем.
Рис. 1. Схема процесса автоматической сварки под флюсом
Флюс защищает дугу и сварочную ванну от вредного воздействия окружающей среды, оказывает металлургическое воздействие на металл сварочной ванны и, кроме того, препятствует разбрызгиванию жидкого металла. Расплавленный флюс, обладая низкой теплопроводностью, замедляет процесс охлаждения шва, что облегчает шлаковым, включениям и растворенным в металле газам подняться на поверхность ванны, способствуя очищению металла шва от загрязнений. Нерасплавленный в процессе сварки избыточный флюс пневматическим устройством отсасывают со шва и используют в дальнейшем при последующей сварке. Расплавленная и затвердевшая часть флюса образует на шве толстую шлаковую корку. После прекращения сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Сварку обычно проводят на подкладке или флюсовой подушке.
Преимуществами сварки под флюсом являются: – высокая производительность благодаря применению больших токов, большой глубины проплавления, а также почти полного отсутствия потерь металла на угар и разбрызгивание; – механизация процесса сварки; – высокое качество сварных швов за счет хорошей защиты флюсом сварочной ванны от воздуха; – улучшение условий труда сварщиков.
Недостатками сварки под флюсом являются возможность сварки только в нижнем положении (наклон до 15°), трудности применения в монтажных условиях, на коротких швах.
Сварку под флюсом применяют для углеродистых, низко- и высоколегированных сталей, а также цветных металлов и их сплавов.
Реклама:
Читать далее:
Оборудование для сварки под флюсом
Статьи по теме:
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ — это… Что такое ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ?
- ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
дуговая сварка с защитой металла флюсом от окисления и азотирования (см.
рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 — 6 раз, в особо благоприятных условиях — в 25 раз, например при работе на полном автоматич. режиме, осуществляемом при помощи трактора для дуговой сварки. Сварной шов под флюсом получается проваренным по всей толщине, высокого качества.Схема дуговой сварки под флюсом: 1 — электрод; 2 — воронка; 3 — порошкообразный грану лированный флюс; 4 — защитный газовый пузырь; 5 — сварной шов; 6 — шлаковая корка
 рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 — 6 раз, в особо благоприятных условиях — в 25 раз, например при работе на полном автоматич. режиме, осуществляемом при помощи трактора для дуговой сварки. Сварной шов под флюсом получается проваренным по всей толщине, высокого качества.
рис.). Этот способ сварки механизирован и по сравнению со сваркой покрытым алектродом обеспечивает повышение производительности в 3 — 6 раз, в особо благоприятных условиях — в 25 раз, например при работе на полном автоматич. режиме, осуществляемом при помощи трактора для дуговой сварки. Сварной шов под флюсом получается проваренным по всей толщине, высокого качества.Большой энциклопедический политехнический словарь. 2004.
- ДУГОВАЯ СВАРКА
- ДУГОВАЯ УГОЛЬНАЯ ЛАМПА
Смотреть что такое «ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ» в других словарях:
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов.
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документациидуговая сварка под флюсом — Дуговая сварка, при которой дуга горит под слоем сварочного флюса сварка под флюсом. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN submerged arc welding DE UnterpulverlichtbogenschweißenUnterpulverschweißenUP Schweißen FR soudage à l’arc sous… … Справочник технического переводчика
Дуговая сварка под флюсом — Submerged arc welding Дуговая сварка под флюсом. Дуговая сварка, при которой дуга между голым металлическим элетродом и заготовкой защищается порошковым плавким материалом, находящемся поверх соединения. Давление к соединению не прикладывается,… … Словарь металлургических терминов
дуговая сварка под флюсом — Syn: дуговое сваривание под флюсом … Металлургический словарь терминов
дуговая сварка под флюсом ленточным электродом — 4.
2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документациидуговая сварка под флюсом несколькими проволочными электродами — 4.2.4.10 дуговая сварка под флюсом несколькими проволочными электродами (123): Дуговая сварка под флюсом, при которой используют более одного проволочного электрода. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом порошковыми проволочными электродами — 4.2.4.12 дуговая сварка под флюсом порошковыми проволочными электродами (125): Дуговая сварка под флюсом одним или несколькими порошковыми проволочными электродами. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы.
Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документациидуговая сварка под флюсом проволочным электродом — 4.2.4.8 дуговая сварка под флюсом проволочным электродом (121): Дуговая сварка под флюсом, при которой используют только один проволочный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом с добавлением металлического порошка — 4.2.4.11 дуговая сварка под флюсом с добавлением металлического порошка (124): Дуговая сварка под флюсом, при которой используют один или несколько проволочных электродов с добавлением металлического порошка. Источник: ГОСТ Р ИСО 857 1 2009:… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка под флюсом (ДСФ) — 3.2 дуговая сварка под флюсом (ДСФ): Сварка плавлением, при которой нагрев осуществляется электрической дугой, горящей под слоем сварочного флюса.
Источник … Словарь-справочник терминов нормативно-технической документации
 Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации 2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документации
2.4.9 дуговая сварка под флюсом ленточным электродом (122): Дуговая сварка под флюсом, при которой используют сплошной или порошковый ленточный электрод. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы … Словарь-справочник терминов нормативно-технической документации Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации
Словарь. Часть 1 … Словарь-справочник терминов нормативно-технической документации Источник … Словарь-справочник терминов нормативно-технической документации
Источник … Словарь-справочник терминов нормативно-технической документацииГде применяется сварка под флюсом
Благодаря ряду преимуществ дуговая сварка под флюсом в настоящее время стала наиболее распространенным видом механизированной дуговой сварки металлов.
Этот способ сварки позволяет не только заменить тяжелый труд сварщика-ручника, но вследствие более высокой производительности (возможности использования большего по величине сварочного тока), а также ряда технологических преимуществ коренным образом изменить технологию производства в некоторых отраслях промышленности.
В судостроении применение сварки под флюсом позволило использовать секционный способ постройки корпуса судов: секции корпуса сваривают в цехе автоматами и полуавтоматами, а затем собирают и сваривают между собой на стапеле. Это дало возможность сократить сроки строительства судов.
Большие изменения внесла сварка под флюсом в технику строительства крупных нефтерезервуаров. Раньше их строили, приваривая один лист к другому на месте сооружения резервуара. Теперь в заводских условиях сваривают огромные полотнища — днища и стенки резервуара.
Раньше их строили, приваривая один лист к другому на месте сооружения резервуара. Теперь в заводских условиях сваривают огромные полотнища — днища и стенки резервуара.
Эти полотнища тут же на заводе сворачивают в рулоны, которые перевозят по железной дороге к месту строительства резервуара. На строительной площадке разворачивают рулон днища, затем ставят на него рулон стенки, разворачивают его, выполняют монтажные швы и получают готовый резервуар. На монтаж затрачивают всего три-пять дней.
Подлинную техническую революцию вызвало внедрение сварки под флюсом в производство стальных труб большого диаметра.
Если раньше такие трубы изготовляли примитивными методами газокузнечной сварки, то сейчас цехи по производству газонефтепроводных труб высокого давления диаметрами от 529 до 1020 мм оснащены по последнему слову техники. Из таких труб построены крупнейшие в Европе магистральные газопроводы протяженностью более 1200 км.
На основе скоростной сварки под флюсом создана поточная линия по выпуску широкополочных двутавровых балок, позволяющих сооружать металлоконструкции ответственного назначения при минимальном расходовании металла.
С помощью сварки под флюсом удается внедрить поточные методы производства во многие отрасли промышленности. Сейчас в промышленности успешно действуют поточные линии по массовому выпуску сварных конструкций и изделий, оснащенные автоматами для сварки под флюсом (производство автомобильных колес, шахтных угольных вагонеток и др.).
В первые годы освоения сварки под флюсом ее применяли только при производстве конструкций и изделий из обычной низкоуглеродистой стали. Затем в 1941—1942 гг. освоили сварку броневых сталей. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы.
Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе.
В последние годы освоена сварка под флюсом нового конструкционного металла — титана, а также сплавов на его основе. Под флюсом сваривают медь и ее сплавы. Широко применяется в промышленности сварка по слою флюса алюминия и алюминиевых сплавов.
Широко применяется в промышленности сварка по слою флюса алюминия и алюминиевых сплавов.
Сварка под флюсом успешно применяется при изготовлении аппаратуры, конструкций и изделий самого ответственного назначения, которые должны надежно работать и в условиях глубокого холода, и под действием высоких температур, давлений, агрессивных жидких и газовых сред и т. д.
Наиболее выгодно автоматическую сварку под флюсом применять при массовом производстве однотипных металлических изделий, имеющих соединения правильной формы и удобных для удерживания слоя флюса.
В некоторых случаях способ полуавтоматической сварки под флюсом может быть использован не только при массовом производстве однотипных изделий, но и при единичном производстве изделий с соединениями значительной протяженности и удобными для удерживания флюса.
Нецелесообразно сваривать под флюсом решетчатые конструкции с большим количеством коротких соединений.
Если от сварных нахлесточных соединений не требуется герметичность, то они могут с успехом свариваться дуговой сваркой под флюсом электрозаклепками. При этом способе достигается значительно большая производительность, чем при полуавтоматической сварке прерывистыми швами.
При этом способе достигается значительно большая производительность, чем при полуавтоматической сварке прерывистыми швами.
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом (SAW) — это процесс соединения, который включает образование электрической дуги между непрерывно подаваемым электродом и свариваемой заготовкой. Покрытие из порошкового флюса окружает и покрывает дугу и в расплавленном состоянии обеспечивает электрическую проводимость между соединяемым металлом и электродом. Он также создает защитный газовый экран и шлак, которые защищают зону сварного шва.
Состав процесса можно увидеть на Рисунке 1 ниже
Рисунок 1.Процесс дуговой сварки под флюсом
Как видно из рисунка 1, дуга «погружена» под покров из флюса и поэтому обычно не видна во время самой операции сварки. Эти факты делают процесс выгодным с точки зрения здоровья и безопасности, поскольку отсутствует дуга, способствующая возникновению дуги, и очень мало дыма.
В процессе используются два сварочных материала: электрод и флюс. Электродом может быть сплошная проволока, порошковая проволока или лента.Флюс, изготовленный из различных минералов и соединений, может быть довольно сложным и может производиться в различных формах.
Общее расположение источника питания и органов управления, подачи проволоки и распределения флюса показано на Рисунке 2.
Рис. 2. Общее устройство процесса сварки под флюсом
Сварка под флюсом считается высокопроизводительным процессом, который обычно автоматизирован / механизирован по своей форме. В простейшем применении процесса используется один провод.
Выбор правильного диаметра проволоки для сварного шва зависит от многих факторов, и размер доступного источника питания обычно ограничивает диаметр проволоки, которую можно использовать. Хотя большинство источников питания для этого процесса составляют 1000 ампер, можно использовать меньший источник питания. Диаметр 3/32 дюйма провод через отверстие диаметром 5/32 дюйма. провод будет работать в диапазоне от 300 до 900 ампер с использованием постоянного тока и положительного электрода (DC +)
Диаметр 3/32 дюйма провод через отверстие диаметром 5/32 дюйма. провод будет работать в диапазоне от 300 до 900 ампер с использованием постоянного тока и положительного электрода (DC +)
Этот процесс сварки обычно подходит для продольных и кольцевых стыковых швов, необходимых при производстве сосудов под давлением, а также для соединения обшивки и элементов жесткости на верфях.Сварка ограничена позиционированием и обычно выполняется в плоском или горизонтальном положении из-за высокой текучести сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.
Как и во всех сварочных процессах, выбор расходных материалов (проволока и флюс) и других параметров, таких как ток, напряжение и скорость перемещения, предназначен для получения наплавленного металла, отвечающего целям проектировщика. В случае этого процесса сварки, поскольку дуга находится под флюсом, оператор сварки не может видеть расплавленную сварочную ванну и, следовательно, должен очень точно установить параметры сварки и расположение сварочного сопла в соединении.
Сварка под флюсом имеет много преимуществ, но есть и ограничения, некоторые из которых перечислены ниже
Преимущества
- Высокая производительность наплавки и длительное время дуги при полной автоматизации.
- Минимальное количество сварочного дыма, отсутствие брызг при сварке и видимой дуги
- Неиспользованный флюс можно восстановить
- Если это приемлемо с металлургической точки зрения, можно выполнять однопроходные сварные швы относительно толстых листов.
Ограничения
- Ограничивается сталью, хотя некоторые расходные материалы были разработаны для других материалов, таких как сплавы на основе никеля.
- Не может использоваться в вертикальном или потолочном сварочном положении. Используется в основном для стыковых швов в плоском положении (1G) и угловых швов в плоском и горизонтальном положении (1F и 2F). Можно выполнять горизонтальные стыковые швы, но для поддержки флюса требуются специальные устройства.
- Требуются отдельные системы обработки флюса и удаления шлака между проходами.
- Не применимо к тонким материалам.

Есть много других применений этого процесса сварки, помимо его использования с одиночной проволокой, а используемые флюсы могут быть довольно сложными по своей конструкции и производству.Эти вопросы могут быть рассмотрены в следующих статьях.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
На рабочем месте дуга защищена слоем гранулированного плавкого материала.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с рабочим циклом 60 процентов, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но электропитание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Пистолет с бункером может включать пусковой выключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как шовные толкатели, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основные преимущества процесса сварки под флюсом или под флюсом:
- сварной металл высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- Отсутствие вспышки дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, без привлечения манипулятивных навыков.

Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Применяется также для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом (SAW) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут быть проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть сведены к тому моменту, когда следует рассматривать дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, выплавленный из электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленная часть флюса может быть использована повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварочную операцию.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; Однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом представляет собой сварочный процесс с ограниченным доступом.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в плоском, так и в горизонтальном положении углового шва.
В соответствии со специальными контролируемыми процедурами, можно выполнять сварку в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства, удерживающие флюс, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или потолочном положении.
Свариваемые металлы и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально его использовали для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок.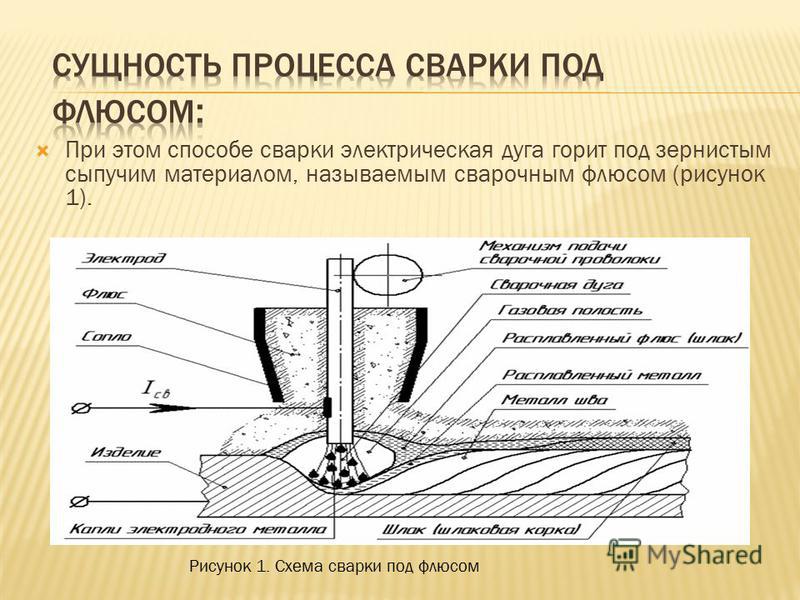 С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, поскольку расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который плавится с исходным сварным швом, обеспечивая полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как он требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как он требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюс и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где в электрод вводится ток, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, так как шлак под флюсом имеет меньшую плотность, чем металл сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.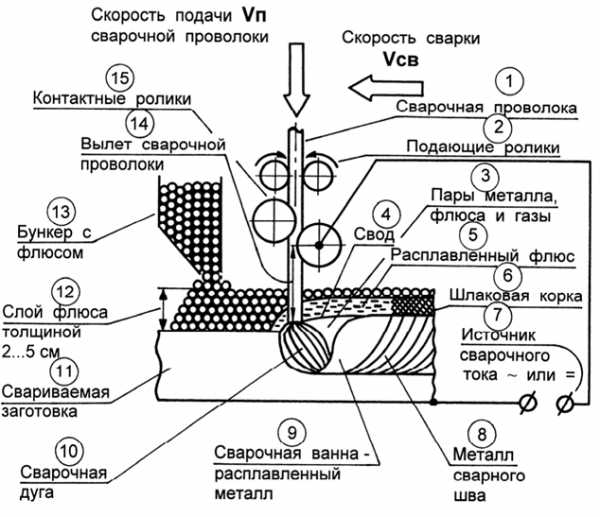
При использовании полуавтоматического метода нанесения может возникнуть ряд проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов является скрытым и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет собрано достаточное количество примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если основные металлические пластины расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Ее следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс.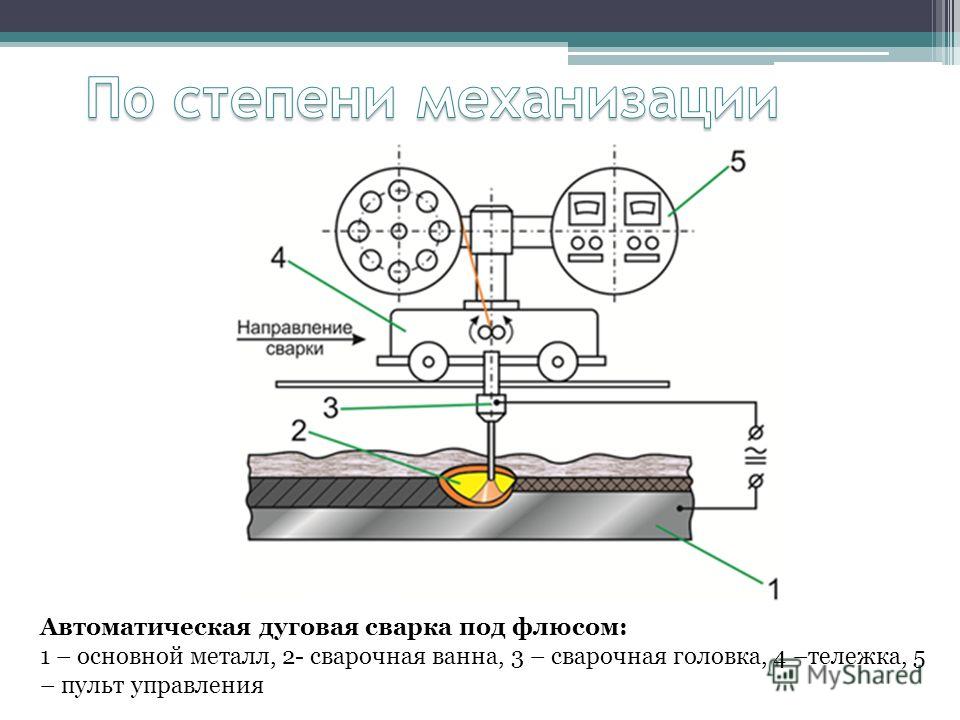 Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Параметры сварки
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и силы тока, рекомендованной для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного стыка. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения. Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут попасть в наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в дне глубоких канавок. Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то через флюс или вспышку дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может получиться узким и выпуклым. Слишком много мелких частиц во флюсе может вызвать точечную коррозию на поверхности, так как газы, образующиеся в сварном шве, могут не улетучиваться.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, при которых детали вращаются под неподвижной головкой.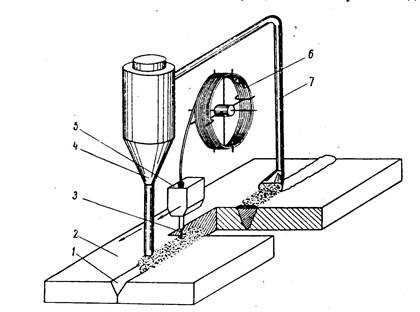 Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться перед крайним верхом или положением на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его по направлению движения вращающейся части. Когда сварка выполняется на внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться перед крайним верхом или положением на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его по направлению движения вращающейся части. Когда сварка выполняется на внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и сузится. Это основано на том, что все остальные факторы остаются неизменными.
Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и сузится. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью основания, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные опорные стержни используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл шва на месте до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или другим специализированным типом флюса.
Варианты процесса SAW
Существует большое количество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.

Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом. Электроды можно размещать рядом. Это называется поперечным положением электрода. Они также могут быть размещены один перед другим в положении тандемного электрода.
Электроды можно размещать рядом. Это называется поперечным положением электрода. Они также могут быть размещены один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует переменный ток на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство генерации магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий.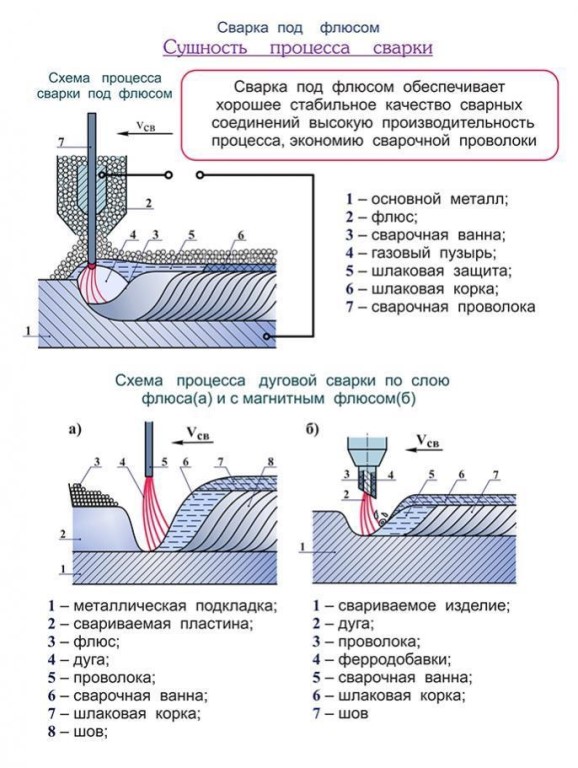 К ним относятся сосуды высокого давления, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным пользователем дуговой сварки под флюсом.
К ним относятся сосуды высокого давления, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным пользователем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, защищающее поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
предназначены для конкретных применений и для определенных типов наплавленных покрытий.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки для размера частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом. Таким образом, можно назначить флюсы для использования с различными электродами, чтобы обеспечить желаемый анализ наплавленного металла шва.
Таким образом, можно назначить флюсы для использования с различными электродами, чтобы обеспечить желаемый анализ наплавленного металла шва.
Ссылки на SAW
Процесс дуговой сварки под флюсом
Что такое сварка под флюсом и как она работает? 2021
0Последнее обновление
Одна из вещей, которыми славится сварка, — это яркая дуга. Эта дуга излучает исключительный ультрафиолетовый свет, который может обжечь кожу и сетчатку.Излишне говорить, что при сварке следует соблюдать меры безопасности. Это означает сварочный капюшон, кожаную сварочную куртку и т. Д. Но дуга процесса сварки под флюсом (SAW), несмотря на то, что она ярче или ярче, чем другие сварочные процессы, обычно скрыта от глаз, поскольку, как вы уже догадались, дуга находится под флюсом. . Как он погружен? Он похоронен под флюсом, который используется для сварки.
Это не означает, что не следует соблюдать меры предосторожности.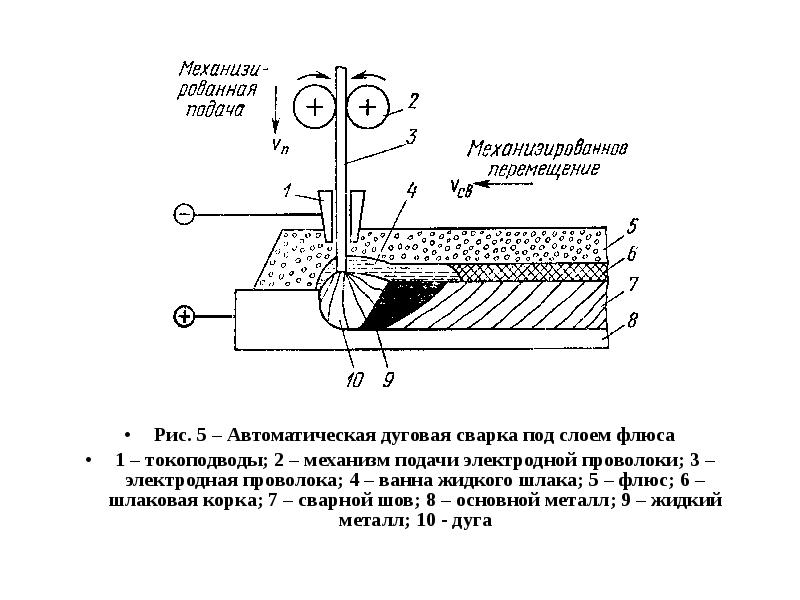 Напротив, во время движения сварщика дуга все еще может иногда открываться.Но подводная дуга — одна из отличительных особенностей этого процесса.
Напротив, во время движения сварщика дуга все еще может иногда открываться.Но подводная дуга — одна из отличительных особенностей этого процесса.
Как это работает?
Обычно SAW автоматизирован. Это означает, что сварщику просто нужно будет управлять аппаратом и следить за качеством сварных швов. Используя порошковую проволоку и сварочный аппарат с постоянным напряжением (во многом похожий на инвертор MIG), сварной шов наплавляется с помощью присадочной проволоки и отдельного гранулированного плавкого флюса, который распределяется перед зоной сварки из бункера.Это отличается от процессов MIG и SMAW тем, что флюс не заделывается или не покрывает электрод.
Несмотря на то, что флюс является плавким, он все равно приведет к образованию шлака после завершения сварки. Его нужно будет удалить. К счастью, этот шлак легко удаляется, и из-за плотности сварного шва он отрывается большими стеклянными кусками. Но не весь флюс сплавлен. Часть флюса наверху можно использовать повторно.
Почему используется флюс? Он используется для защиты сварного шва в расплавленном состоянии.Он достаточно эффективен, так как не требует использования дополнительного защитного компонента, такого как инертный газ, который необходим для сварки MIG и сварки Dual Shield с флюсовой сердцевиной. Флюс под ПАВ также способствует стабильности дуги, что необходимо для получения однородных сварных швов.
Он также защищает целостность основного материала, окружающего зону сварного шва. Поскольку флюс находится поверх сварного шва, брызги не выходят из зоны сварки. Благодаря этому сварные швы выглядят более чистыми и прочными.
Изображение предоставлено: Wizard191, Wikimedia Commons
Какие бывают типы сварки под флюсом?
SAW обычно использует одно и то же оборудование во всех сферах применения. Однако можно использовать дополнительное оборудование или другие флюсы. Давайте посмотрим на некоторые переменные, которые используются с SAW.
Флюсы Флюсы бывают плавленые, склеенные, агломерированные и механически перемешанные. Все это гранулированные флюсы, которые распределяются одинаково.То есть либо через бункер, либо заранее выкладывать. Плавленые флюсы начинаются с плавления сырья, которое затем измельчается до желаемого размера гранул. Связанные и агломерированные флюсы — это сухие материалы, смешанные со связующим (натрий для связующего и керамический для агломерированного). После того, как они будут склеены, смешанный материал пропускают через сито для достижения желаемого размера гранул. Наконец, механические смеси могут быть смесью сплавленных, связанных или агломерированных флюсов.
Все это гранулированные флюсы, которые распределяются одинаково.То есть либо через бункер, либо заранее выкладывать. Плавленые флюсы начинаются с плавления сырья, которое затем измельчается до желаемого размера гранул. Связанные и агломерированные флюсы — это сухие материалы, смешанные со связующим (натрий для связующего и керамический для агломерированного). После того, как они будут склеены, смешанный материал пропускают через сито для достижения желаемого размера гранул. Наконец, механические смеси могут быть смесью сплавленных, связанных или агломерированных флюсов.
Существуют различные сварочные горелки SAW.Многие различия заключаются в том, как наносится флюс. Но у некоторых сварочных пистолетов есть несколько разных сварочных головок. Фактически это означает, что имеется два или более электродов с отдельными системами подачи проволоки. Иногда в переднюю кромку ванны добавляют присадочную проволоку для увеличения скорости наплавки.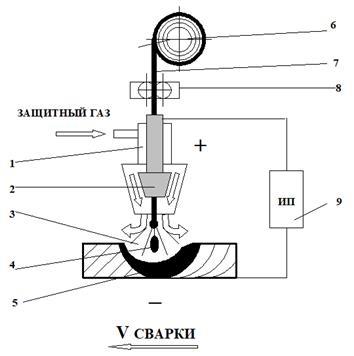 Этот механизм подачи проволоки даже не обязательно должен быть подключен к источнику питания. Но разные электроды также могут быть подключены к разным источникам питания, что позволяет создавать различные дуги, каждый из которых добавляет что-то уникальное в сварной шов.Конечно, это следует делать не по собственному усмотрению, а только в том случае, если этого требует дизайн.
Этот механизм подачи проволоки даже не обязательно должен быть подключен к источнику питания. Но разные электроды также могут быть подключены к разным источникам питания, что позволяет создавать различные дуги, каждый из которых добавляет что-то уникальное в сварной шов.Конечно, это следует делать не по собственному усмотрению, а только в том случае, если этого требует дизайн.
Где это используется?
SAW используется для множества различных применений. Но чаще всего его применяют для конструкций, требующих надежной сварки больших и толстых листов.
Сосуды под давлениемПоскольку SAW с соответствующими параметрами позволяет производить высококачественные сварные швы, она может быть идеальной для таких вещей, как газовые баллоны.
Изображение предоставлено: NearEMPTiness, Wikimedia Commons
Соединения кусков металла часто требуют полного проплавления шва, а это означает, что зазор в металле необходимо будет полностью заполнить сварным швом, в отличие от металла, соединяемого только на поверхности или с помощью частичного скоса. Затем эти сварные швы необходимо будет подвергнуть некоторому виду неразрушающего контроля (неразрушающий контроль), например, рентгеновскому или ультразвуковому контролю.
Затем эти сварные швы необходимо будет подвергнуть некоторому виду неразрушающего контроля (неразрушающий контроль), например, рентгеновскому или ультразвуковому контролю.
Если SAW может производить что-то воздухонепроницаемое, например, сосуд высокого давления, он также может быть идеальным для судостроения и производства других морских конструкций. Баржи, плавучие цистерны и другие суда, которым необходимо оставаться на плаву, получают выгоду от структурно прочных сварных швов процесса поддуги.
ЦистерныВ железнодорожной промышленности фаворитом является сварка SAW, поскольку ее автоматизация позволяет предсказуемо повторять длинные сварные швы.Это делает его идеальным, поскольку для газовых баллонов требуются сварные швы стабильного качества, чтобы избежать утечек.
Сварка конструкций SAW часто применяется для сварки критических сварных швов в крупных конструкциях, от зданий до мостов.
Преимущества дуговой сварки под флюсом
- Прочные и конструктивно безупречные сварные швы
- Количество сварочного дыма значительно снижено из-за перекрытия дуги
- Значительно снижено количество УФ-излучения
- Легкая очистка от шлака
- Может использоваться в помещении или на улице
- Подготовка кромок менее критична
- Чрезвычайно высокая производительность наплавки
- Внешний вид сварного шва
Недостатки дуговой сварки под флюсом
- Оборудование может быть темпераментным / требует тонкости
- Настройка может занять некоторое время
- Ошибки становятся быстрее из-за более высокой производительности наплавки
- Ограниченная видимость сварного шва в расплавленном состоянии
Часто задаваемые вопросы (FAQ)
Что такое сварка сопротивлением? Существует некоторая путаница в отношении процесса контактной сварки и сварки под флюсом. Частично это связано с тем, что ни в одном процессе не наблюдается электрическая дуга. Однако контактная сварка не является дуговой сваркой. Вместо этого он использует две разные сварочные головки по обе стороны от стыка для создания электрического сопротивления или трения внутри стыка. Это плавит металл и заставляет его плавиться.
Частично это связано с тем, что ни в одном процессе не наблюдается электрическая дуга. Однако контактная сварка не является дуговой сваркой. Вместо этого он использует две разные сварочные головки по обе стороны от стыка для создания электрического сопротивления или трения внутри стыка. Это плавит металл и заставляет его плавиться.
SAW обычно выполняется в горизонтальном положении. Это связано с тем, что высокие скорости осаждения создают большую лужу, которая не могла бы течь должным образом, например, в вертикальном положении.Мало того, что лужа выйдет из-под контроля, но и плавкий флюс в основном выпадет из стыка, даже если часть его будет удерживаться на металле сопротивлением процесса сварки.
Из чего сделан флюс?Это зависит от типа флюса. Но некоторые общие компоненты — карбонат кальция, фторид, кремнезем, кальций, алюминий, марганец и рутил.
Какая полярность при сварке используется при сварке SAW? В то время как дополнительная дуга может использоваться как с постоянным, так и с переменным током, DCEP (положительный электрод постоянного тока) обеспечивает наибольшее проплавление сварных соединений.
Заключение
SAW (сварка под флюсом) — популярный процесс. Несмотря на то, что это можно сделать вручную, предварительно разложив флюс и держа пистолет в руке, автоматическая ПАВ имеет огромные преимущества, не последним из которых является повышение производительности.
Изображение: Пипимару, Wikimedia Commons
Системы подводной дуги | Дуговая сварка
Дуговая сварка под флюсом (SAW)
Основными преимуществами дуговой сварки под флюсом являются эффективность и качество.Когда требуется большое количество присадочного материала, процесс дуговой сварки обеспечивает высокую производительность наплавки с глубоким проваром.
Red-D-Arc предлагает комплектные системы дуговой сварки под флюсом, доступные для продажи, аренды и аренды. У нас есть обширный перечень источников питания, головок для одиночной и тандемной дуговой сварки, механизмов подачи проволоки, систем управления, систем управления потоком и камер наблюдения за сваркой, а также тракторов для дуговой сварки и оборудования для позиционирования сварных швов.
Red-D-Arc предлагает полуавтоматы и автоматические сварочные аппараты под флюсом на продажу, в аренду и в аренду.Мы предлагаем источники питания переменного и / или постоянного тока мощностью от 400 до 1500 ампер.
Доступные источники питания для сварки под флюсом оснащены новейшими технологиями цифрового управления процессом для увеличения скорости сварки, неизменно более высокого качества сварных швов и повышения эффективности в среде с одной или несколькими дугами.
Головки и органы управления для дуговой сварки под флюсом
Одно- и тандемные (многопроволочные и многодуговые) сварочные головки под флюсом доступны для продажи, аренды и аренды. Тандемные системы включают многодуговые головки с до 6 сварочными дугами и многопроволочные головки, способные пропускать до 4 проволок, каждая из которых доступна для обработки глубоких канавок и узких зазоров. Мы обладаем обширным опытом в разработке специальных сварочных головок, отвечающих любым требованиям.
Тандемные системы включают многодуговые головки с до 6 сварочными дугами и многопроволочные головки, способные пропускать до 4 проволок, каждая из которых доступна для обработки глубоких канавок и узких зазоров. Мы обладаем обширным опытом в разработке специальных сварочных головок, отвечающих любым требованиям.
Система тандемной сварки Red-D-Arc имеет интерфейс с сенсорным экраном для мониторинга данных и обеспечивает полный контроль над сваркой. Многодуговая центральная консольная система обеспечивает управление до 6 сварочными головками и позволяет сохранять и загружать параметры сварки.Эргономичная ручная подвеска позволяет оператору гибко наблюдать за сварным швом и настраивать параметры «на лету».
Доступные механизмы подачи проволоки / контроллеры включают автоматические устройства подачи проволоки NA3S, NA4 и NA5R.
Обеспечение удаления неиспользованного флюса и шлака с обрабатываемой детали с помощью системы восстановления флюса, предотвращает попадание абразивного флюса в движущиеся части сварочной системы, обеспечивает более чистый сварной шов и снижает потери за счет возврата чистого многоразового флюса в бункер.
Red-D-Arc предлагает надежные системы восстановления флюса с различными размерами и возможностями для удовлетворения любых требований к дуговой сварке.
LT7 — это самоходное механизированное устройство подачи проволоки постоянного тока для дуговой сварки под флюсом.Идеально подходит для тяжелой обрабатывающей промышленности, где требуются длинные сварные швы в плоском и горизонтальном положении. Его можно использовать с дополнительной дорожкой или без нее. LT7 может работать с проводами диаметром от 3/32 до 3/16 дюйма.
Безопасно проверяйте настройку оборудования, контролируйте качество сварки и предупреждайте оператора о других проблемах сварки, прежде чем они приведут к производственным проблемам.
Системы камер наблюдения за сварными швами серии Xiris XVC предназначены для наблюдения за процессом сварки вдали от непосредственной зоны сварки, обеспечивая безопасный, бесшумный просмотр в реальном времени в условиях стандартной и высокой мощности сварки. Обладает прочным корпусом, кристально чистыми изображениями, одиночным или двойным перекрестием и регулируемым полем обзора.
Позиционеры Red-D-Arc обеспечивают вращение заготовки на 360 ° и наклон вперед на 135 ° для позиционирования сварных деталей во время дуговой сварки под флюсом.Цельнолитые стальные рамы и основания поддерживают прямозубые цилиндрические шестерни вращения и наклона, приводимые в действие червячными редукторами, что обеспечивает повышенную безопасность и долговечность.
Red-D-Arc с опциональной ходовой тележкой обеспечивают отличные результаты сварки с максимальной производительностью за счет последовательного и точного размещения сварочных головок для дуговой сварки под флюсом, включая внутренние, внешние, продольные и окружные сварочные работы, а также могут использоваться в сочетании с полировкой и полировкой. шлифовальные головки.
Комплекты токарных валков Red-D-Arc имеют цельную стальную конструкцию основания с колесными кронштейнами, которые можно вручную позиционировать для размещения судов различного диаметра вокруг постоянной центральной линии. Вращение судна осуществляется с помощью двухмоторной системы с приводом на два колеса, что устраняет необходимость в торсионных трубках.
Вращение судна осуществляется с помощью двухмоторной системы с приводом на два колеса, что устраняет необходимость в торсионных трубках.
Red-D-Arc предназначены для выравнивания двух резервуаров в процессе сборки перед сваркой. Реализована экономия средств, поскольку они значительно сокращают время и усилия, необходимые для выравнивания и подъема тазов.
Системы спроектированы и изготовлены для работы в суровых и суровых условиях.Сменные полиуретановые шины устанавливаются на стальные литые барабаны для обеспечения прочности и превосходного сцепления. Дополнительные стальные рулоны доступны по запросу.
Линии выращивания способствуют эффективному производству трубчатых заготовок большого диаметра и обычно используются в производстве ветряных башен.
Линия для выращивания Red-D-Arc доступна в диапазоне мощностей и состоит из привода линии для выращивания (GLD), натяжного ролика линии для выращивания (GLI), переходного блока (TR), главной установки (MFU) и установки ведомого устройства. вверх (SFU).
Знаете ли вы, что такое сварка под флюсом? — Canam
21 сентября 2018
Категория: Сварка — Издатель: Michel Roy
Процесс дуговой сварки под флюсом (SAW) используется для плавления металлических деталей путем образования электрической дуги между электродной проволокой с непрерывной подачей проволоки и основным металлом.
Электрическая дуга возникает под слоем гранулированного флюса, который наносится на свариваемое соединение. Флюс защищает термоядерную ванну от окислительной атмосферы. Это также устраняет сварочные брызги и ультрафиолетовое излучение.
Сварка под флюсом обычно используется для изготовления крупных деталей.
Это надежный и надежный сварочный процесс, который позволяет нам получать сварные швы очень хорошего качества с высокой производительностью.
Дуга под флюсом может использоваться с разными типами токов:
- Постоянный ток с положительным электродом DC (+) : обеспечивает оптимальное проплавление сварного шва;
- Непрерывный ток с отрицательным электродом DC (-) : позволяет оптимизировать скорость наплавки;
- Переменный ток (AC): допускает компромисс между DC (+) и DC (-). Мы получаем лучшее проплавление шва, чем DC (-), и лучшую скорость наплавки, чем DC (+).
Мы находим различные переменные в процессе дуговой сварки под флюсом.
Вот несколько:
- SAW с одним электродом;
- SAW с двойной дугой, при которой две сварочные проволоки используются в одной сварочной дуге;
- SAW тандем, в котором используются две сварочные проволоки, каждая из которых имеет собственную сварочную дугу. Обычно первая дуга имеет постоянный постоянный ток положительного электрода (+) для достижения хорошего проплавления шва. Вторая дуга имеет переменный ток переменного тока, который оптимизирует скорость наплавки, не беспокоясь о проблемах, связанных с магнитным обдувом.
 Вторая дуга имеет переменный ток переменного тока, который оптимизирует скорость наплавки, не беспокоясь о проблемах, связанных с магнитным обдувом.
Вторая дуга имеет переменный ток переменного тока, который оптимизирует скорость наплавки, не беспокоясь о проблемах, связанных с магнитным обдувом.Сварка под флюсом имеет определенные ограничения; его можно использовать только в ровном и горизонтальном положении. Его можно использовать как полуавтоматический процесс, но обычно он используется как полностью механизированный или автоматический процесс сварки линейных сборок.
Это идеальный процесс сварки для изготовления надстроек мостов и крупногабаритной конструкционной стали.
Хотели бы вы получать ответы через наш блог? Не стесняйтесь присылать свои вопросы!
Сварка под флюсом
Сварка под флюсом — это распространенный процесс сварки, который часто используется в таких отраслях, как строительство и судостроение.Этот процесс, также известный как Sub-Arc или SAW, использует слой гранулированного плавкого флюса, под которым и сварной шов, и зона дуги защищены или «погружены в воду». Эта флюсовая оболочка защищает от атмосферного загрязнения, стабилизирует дугу во время сварки, предотвращает разлет брызг и искр, а также подавляет излучение и испарения, которые типичны для процесса дуговой сварки защищенного металла.
Эта флюсовая оболочка защищает от атмосферного загрязнения, стабилизирует дугу во время сварки, предотвращает разлет брызг и искр, а также подавляет излучение и испарения, которые типичны для процесса дуговой сварки защищенного металла.
Нажмите здесь, чтобы просмотреть наши сварочные печи
и узнать о преимуществах правильного хранения!
На протяжении всего процесса дуговой сварки под флюсом флюс должен быть непрерывно подаваемым трубчатым или плавящимся твердым электродом.Этот плавкий флюс может состоять из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном или расплавленном состоянии флюс становится проводящим. Это позволяет подавать постоянный ток между электродом и сварочными работами.
Процесс SAW обычно автоматизирован; однако существуют и полуавтоматические системы.
Материалы, применяемые для SAW, включают углеродистые стали, низколегированные стали, нержавеющие стали, сплавы на основе никеля и наплавку (наплавку, налипание и коррозионно-стойкое наплавление сталей). Пила часто используется в тяжелом конструкционном строительстве. Он также используется в производстве сосудов под давлением, на химических заводах и в судостроении.
Пила часто используется в тяжелом конструкционном строительстве. Он также используется в производстве сосудов под давлением, на химических заводах и в судостроении.
Правильно выполненная дуговая сварка должна обеспечивать стабильные механические свойства, по крайней мере, такие же, как у основного металла. Пластичность и ударопрочность должны быть хорошими, а внешний вид валика должен быть однородным.
Преимущества дуговой сварки под флюсомК преимуществам дуговой сварки под флюсом относятся:
- Легко выполняются прочные, качественные сварные швы
- Минимальное выделение сварочного дыма
- Минимальная дуга излучается
- SAW подходит как для внутренних, так и для наружных работ
- Меньше искажений
- Глубокий провар
- Минимальная подготовка кромки
- Возможна высокая производительность наплавки
- Можно сваривать толстые материалы
- Не менее половины или более флюса подлежат восстановлению
Есть несколько ограничений при сварке под флюсом. Одна проблема заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означают, что сварка ограничена положениями 1F, 1G и 2F.
Одна проблема заключается в том, что сварку обычно можно выполнять только в горизонтальном положении. Использование гранулированного флюса и текучесть расплавленной сварочной ванны означают, что сварка ограничена положениями 1F, 1G и 2F.
Другой недостаток SAW заключается в том, что сварка обычно ограничивается длинными прямыми швами или повернутыми резервуарами или трубами. Системы обработки флюса также могут быть довольно утомительными.
См. Также
Варианты дуговой сварки под флюсом
Процесс дуговой сварки под флюсом (SAW)
(SAW) Дуговая сварка под флюсом | Сварка и неразрушающий контроль
Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором дуга образуется между неизолированным электродом и заготовкой. Дуга и сварочная ванна погружены в слой гранулированного плавкого флюса на заготовке. Flux покрывает дугу и предотвращает выход дыма, искр, брызг и интенсивного ультрафиолетового излучения, что сильно отличает этот процесс от других процессов дуговой сварки.
Дуговая сварка под флюсом обычно используется для сварки в горизонтальном положении, однако сварка в горизонтальном положении также может быть достигнута с помощью подходящего инструмента и приспособлений. Этот процесс хорошо подходит для автоматизированной работы.Он широко используется при изготовлении сосудов высокого давления, производстве труб, строительстве судов и барж, производстве железнодорожных вагонов и изготовления конструктивных элементов, где требуются длинные сварные швы.
Первоначально неизолированный электрод (присадочная проволока) вставляется в кучу флюса, покрывающую свариваемое соединение. Затем зажигается дуга, и механизм подачи проволоки начинает подавать электрод (присадочную проволоку) в направлении соединения с заданной скоростью. Питатель можно перемещать вручную или всю систему можно автоматизировать.При автоматической сварке заготовка перемещается под стационарным механизмом подачи проволоки или сварочная головка перемещается над стационарной заготовкой. Дополнительный флюс непрерывно подается вокруг электродов и равномерно распределяется по сварному шву.
Дополнительный флюс непрерывно подается вокруг электродов и равномерно распределяется по сварному шву.
Тепло, выделяющееся при сварке, расплавляет часть флюса. Этот жидкий флюс плавает над расплавленным металлом и полностью защищает расплавленную сварочную ванну от атмосферы.
Следующие факторы следует учитывать перед выбором процесса сварки под флюсом для конкретного применения:
- Химический состав и механические свойства, необходимые для окончательного наплавления,
- Частота или объем выполняемой сварки
- Доступность стык и положение, в котором должен быть выполнен сварной шов
- Толщина основного металла и свариваемого сплава,
- Длина свариваемого стыка
- Стоимость и рентабельность проекта
(Рисунок — 1 иллюстрирует базовый процесс сварки под флюсом)
Основные компоненты процесса сварки под флюсом:- Источник питания
- Сварочная головка
- Система подачи флюса (бункер для флюса)
- Электрод
- Flux
Источник питания: Источник питания для подводного погружения Процесс дуговой сварки Ged имеет большое значение и должен обеспечивать получение большого тока при высоком рабочем цикле. Источники питания как переменного, так и постоянного тока могут использоваться для питания этого процесса сварки.
Источники питания как переменного, так и постоянного тока могут использоваться для питания этого процесса сварки.
Сварочная головка: Типичная сварочная головка состоит из следующего:
- Узел горелки и контактный наконечник
- Двигатель подачи проволоки и узел подающего ролика
- Принадлежности для монтажа и позиционирования головки
Подача флюса система (бункер для флюса): Флюс хранится в бункере и продолжает подавать достаточное количество флюса на соединение.На сварочную головку обычно устанавливается сопло для подачи флюса к сварному шву.
Флюс: Роль флюса в этом процессе очень важна по следующим трем причинам:
- Стабильность дуги зависит от флюса
- Можно контролировать механические и химические свойства наплавленного металла шва с помощью флюса
- Контроль и обращение с флюсом влияет на прочность сварного соединения
Флюс становится проводящим, между электродом и изделием протекает ток. В расплавленном состоянии.Флюс состоит из кремнезема, извести, оксида марганца, фторида кальция и других соединений.
В расплавленном состоянии.Флюс состоит из кремнезема, извести, оксида марганца, фторида кальция и других соединений.
Электрод: Оголенная сплошная проволока или полоса обычно используются в качестве электрода при дуговой сварке под флюсом. Однако можно также использовать композитные электроды с металлической сердцевиной (аналогичные электродам для дуговой сварки с флюсовой сердцевиной). Процессом сварки под флюсом можно сваривать следующие основные металлы:
- Углеродистые стали
- Низколегированные стали
- Нержавеющие стали
- Никелевые сплавы
- Хромомолибденовые стали
- Превосходное качество сварки и высокая производительность
- высокая производительность наплавки
- контролируемое проникновение (глубокое или мелкое)
- адаптируемость к автоматизированной работе
- большая часть флюса может быть использована повторно
- очень мало дыма
- может использоваться только в плоских и горизонтальных положениях
- Требуется пост Удаление сварочного шлака
- Ограничено материалами, которые являются длинными и прямыми или представляют собой повернутые трубы
- Остатки флюса представляют большой риск для здоровья и безопасности
************ **********************
Практическое видео по дуговой сварке под флюсом; 