Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Блок: 1/4 | Кол-во символов: 499 ПреимуществаЕсли вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
Блок: 2/3 | Кол-во символов: 475 Схема аппарата для контактной точечной сваркиРабота устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой. Блок: 2/4 | Кол-во символов: 480 Необходимое оборудование для контактной сваркиЧтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным. Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
Использование пистолета характерно для работы споттера при кузовном ремонте и в этом случае применяются сменные медные наконечники, которые и дают возможность выправить дефектные участки. В целях экономии можно сделать сварочный пистолет или клещи своими руками, как в стационарном, так и в мобильном варианте. Для этого понадобятся следующие материалы и инструменты:
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности. Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса. Блок: 3/5 | Кол-во символов: 2502 Сборка аппарата для сваркиПрипаиваем конденсаторы между собой. Также сажаем на клей заглушку. Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой. То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки. Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов. Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо. Но если вам нужно помощнее, то тогда можно доработать схему так. Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата. Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений. Блок: 3/4 | Кол-во символов: 1779 Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учи |

 Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.


Как сделать Точечную Сварку Своими Руками (3 Варианта)
Что такое споттер и зачем он нужен
Споттером за рубежом называют установку точечной сварки небольших габаритов. Им удобно выполнять ремонт кузовов, выполнять ремонт каких либо деталей.
Им удобно выполнять ремонт кузовов, выполнять ремонт каких либо деталей.
Мобильная электрическая точечная сварка имеет ряд преимуществ перед обычной электросваркой при выполнении ряда задач. Во-первых, она не прожигает большие участки металла, а мгновенно расплавляет небольшую точку соприкосновения электродов большими токами. Во-вторых, использование споттера не требует большой квалификации из-за автоматизации процесса. В третьих сама операция очень эффективна за счет повышения скорости выполнения работ, отказа от применения специальных электродов. В четвертых, споттер расходует гораздо меньше электроэнергии из-за меньшей площади обработки металла. Также, точечной (контактной) сваркой можно не только закреплять, приваривать детали друг к другу. Споттером можно выправлять помятые детали кузова, ремонтировать изношенные детали, наваривая новый слой металла. Аппарат очень востребован в авторемонтных мастерских, производстве из металлических листов (двери, вентиляторы и др).
Распространенные конструкции самоделок споттеров
Рассмотрим наиболее распространенные конструкции самодельной точечной сварки. Сердце аппарата это понижающий трансформатор, в котором из 220 или 380 В, за счет снижения напряжения получают большой ток. В трансформаторе напряжение холостого хода должно быть около 7-8 В, напряжение сварки – 1,5 – 2 В.
Мощность заводских споттеров составляет 3-4 кВт, но своими руками точечные сварки достаточно делать 1-2 кВт. Для это чаще всего применяют трансформатор от СВЧ печи на 1 кВт. Если нужна мощность в 2 кВт, можно собрать установку из двух трансформаторов, подключенных параллельно. В нем удаляют вторичную обмотку и наматывают несколько витков толстого изолированного провода (можно несколько параллельно) суммарным сечением 75 – 100 мм.кв.
Схем управления в интернете выложено много, но в основном они делятся на управлении через реле и электронные. Схема через реле позволяет в цепи управления кнопкой понизить напряжение до безопасных 7 В. Электронный схемы удобны тем, что позволяют точнее управлять временем замыкания электродов.
Электронный схемы удобны тем, что позволяют точнее управлять временем замыкания электродов.
Рассмотрим несколько вариантов для изготовления своими руками точечной сварки.
1 вариант. Небольшой станок точечной сварки
Этот вариант от канала DIY Spot Welder на Youtube не совсем споттер, скорее небольшой станок. Но принцип и основная конструкция та же, что мы описывали выше. Трансформатор от СВЧ 1 кВт, с толстым вторичным витком не менее 75 мм. закрывается перфорированным кожухом. На небольшой станине закрепляются плечи нижнего и верхнего электрода. Замыкание электродов предусмотрено за счет усилий ног, прижимающих верхний электрод к нижнему. Электронное управление позволяет плавно регулировать время замыкания электродов. Недостаток этого варианта стационарность и небольшой ток сварки, что не позволит работать с толстыми листами.
2 вариант. Полноценный споттер для ремонта кузовов своими руками
Вариант канала Fix206 на Youtube мне понравился хорошей мощностью и относительной несложность конструкции. Тем не менее этот аппарат полноценно выполняет функции выпрямления дефектов кузова. Его особенность это подключенные параллельно по первичной обмотке и последовательно по вторичной трех трансформаторах.
Тем не менее этот аппарат полноценно выполняет функции выпрямления дефектов кузова. Его особенность это подключенные параллельно по первичной обмотке и последовательно по вторичной трех трансформаторах.
Трансформаторы в 1 кВт каждый от СВЧ печей дают суммарно 3 кВт мощности, что приближает его с промышленными установками. Управление через твердотелое реле и реле времени включает напряжение первичной обмотки. Для работы для крепления приварных шайб этого достаточно. Обратный молоток, пуллер, вытяжные крюки продаются дорого, поэтому можно также изготовить самому. Вариант корпуса установки их металлического ящика идеально подошел по габаритам.
3 вариант. Мини-точечная сварка из аккумулятора
Если вам необходимо выполнить небольшой объем сварочных работ тонких листов металла, это хороший вариант. Стандартный автомобильный аккумулятор на 12 В и емкостью от 35 А.ч. может пригодиться при сборке литий-ионных аккумуляторов в блок. Данный вариант рассмотрим на примере видео канала darkkevind на Youtube.![]()
Легкий и мощный инвертор для контактной сварки своими руками
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах.
Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства.
Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса.
Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой.
Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т.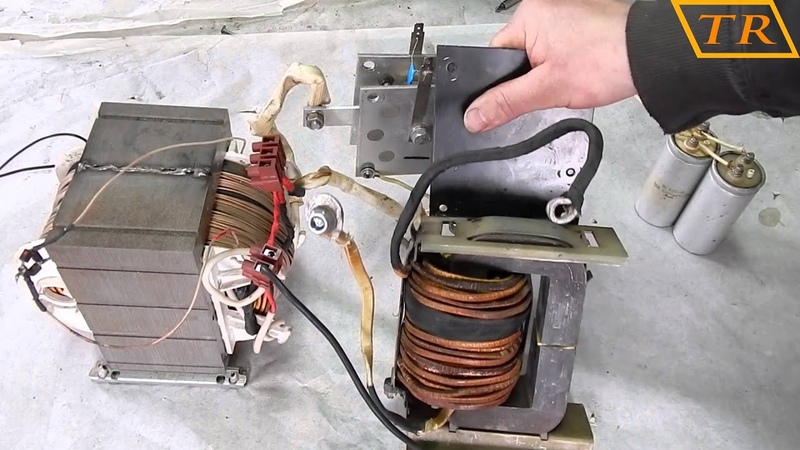 е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.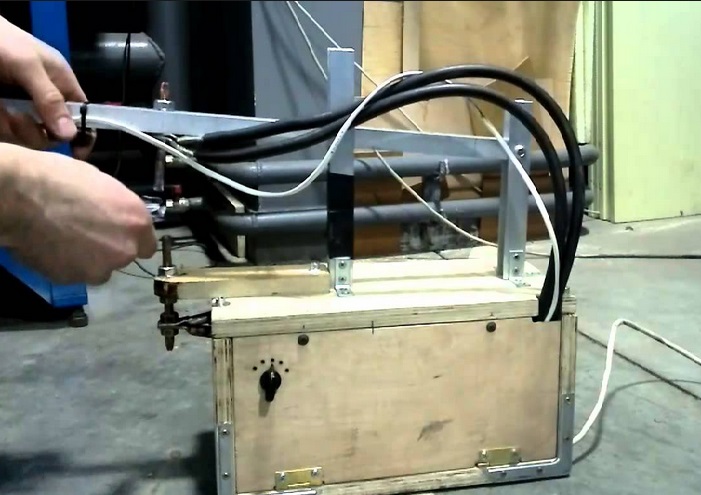
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента).
Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят.
Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».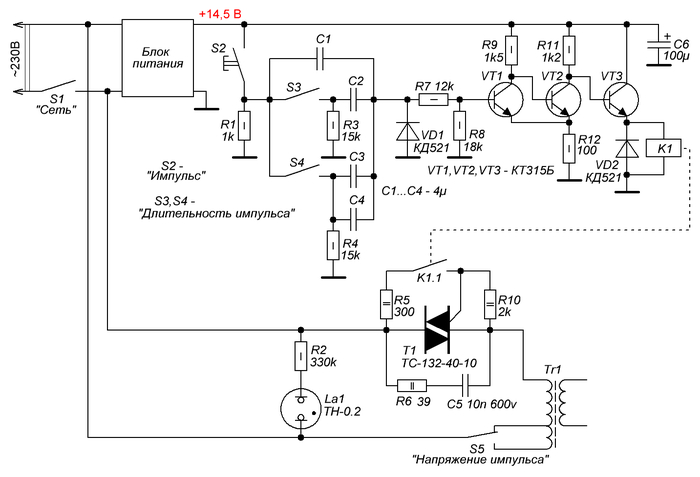
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе.
Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов.
Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.


Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа.
Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт.
Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.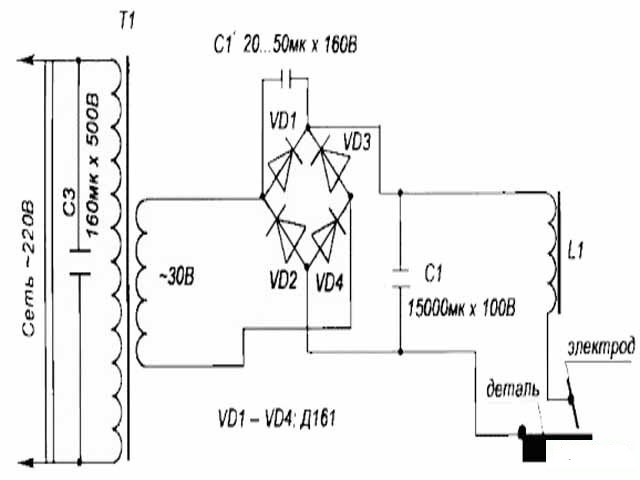
Источник: https://oxmetall.ru/svarka/kak-sobrat-invertornyj-svarochnyj-apparat
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
- Технология сварки
- Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | ~1400 |
| Медь | ~690 |
| Алюминий | ~430 |
| Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.

Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.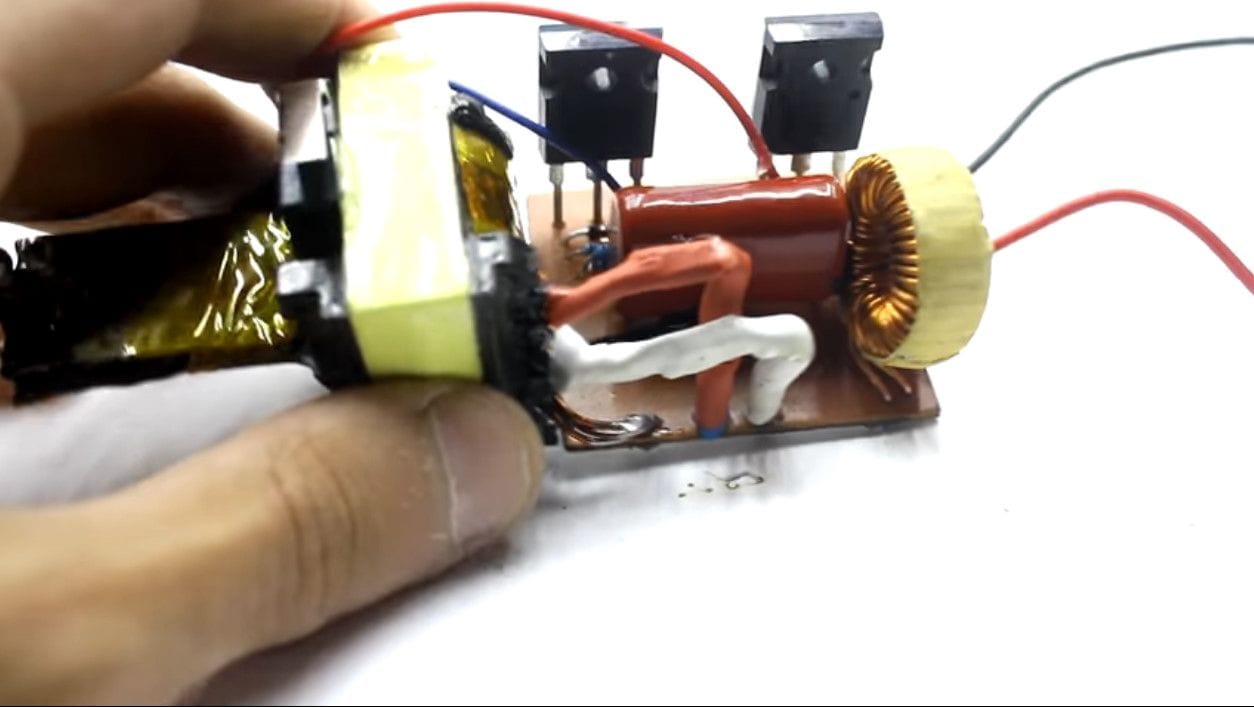
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
 Значение должно быть не более 2 кА.
Значение должно быть не более 2 кА.В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Источник: https://svarkagid.com/tochechnaja-svarka-svoimi-rukami-iz-invertora/
Сварочный инвертор своими руками: схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем.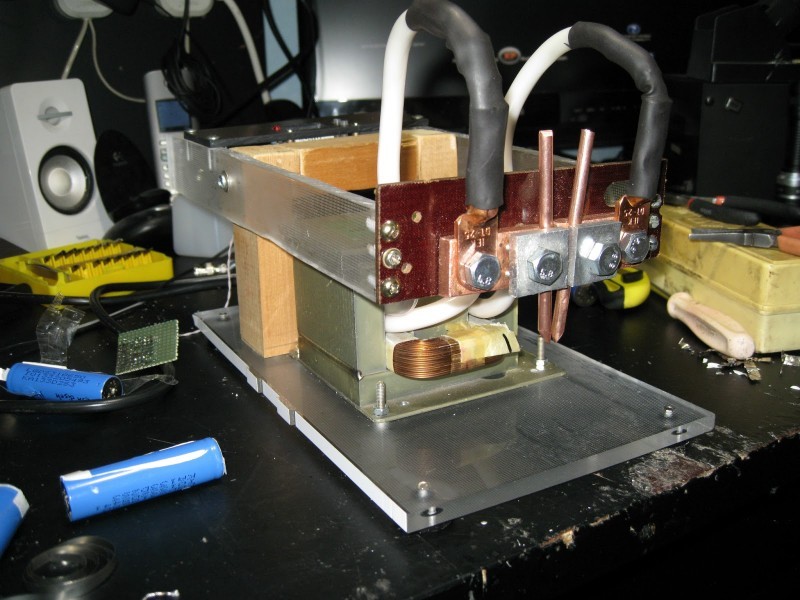 Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.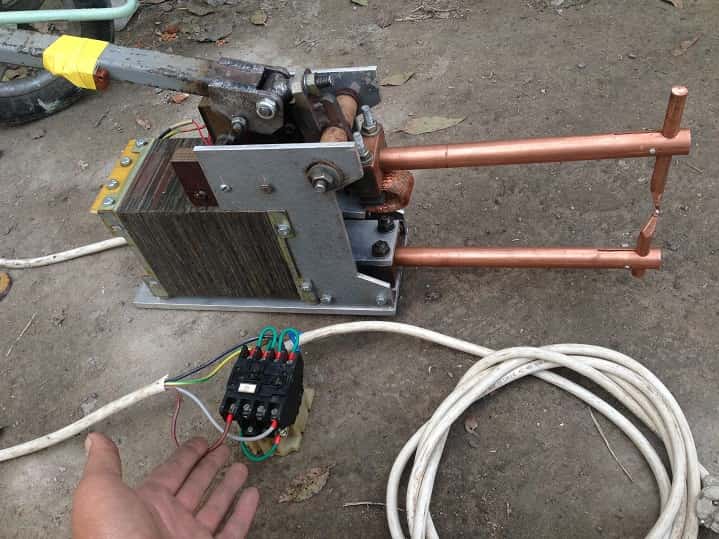
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.

Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.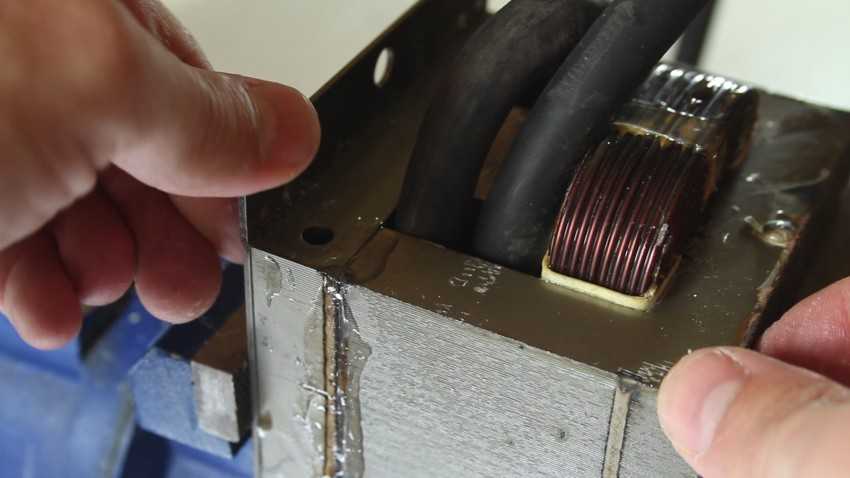
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.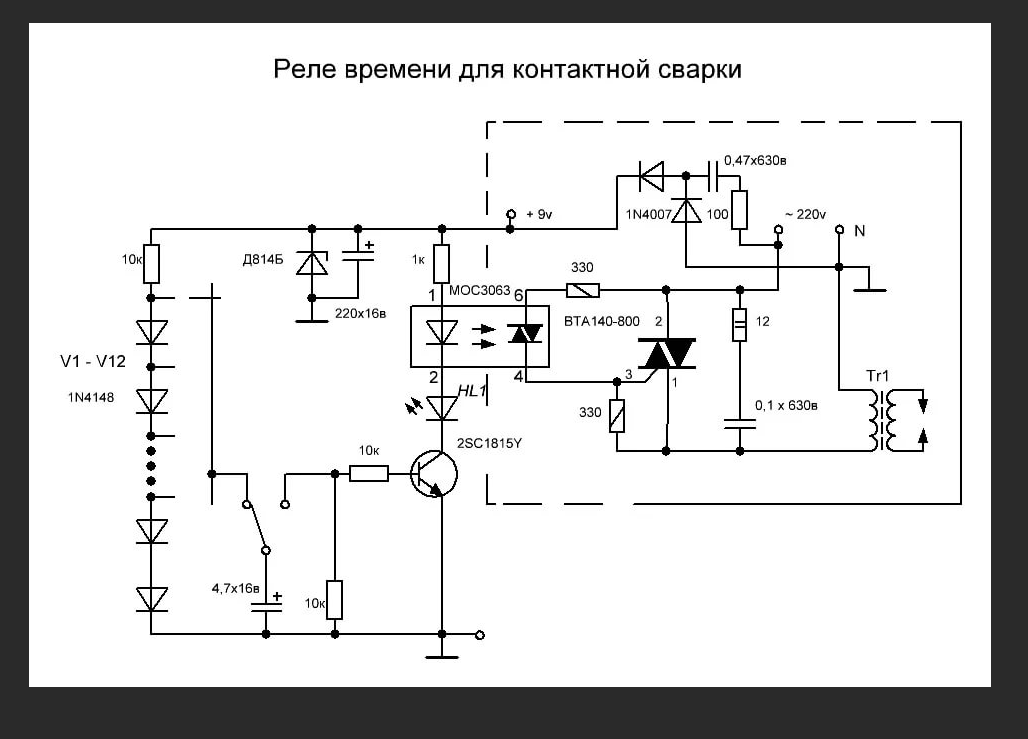
Источник: https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
Cамодельная контактная сварка своими руками из инвертора
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора.
Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие.
Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка.
Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию.
И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций.
Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм.
А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
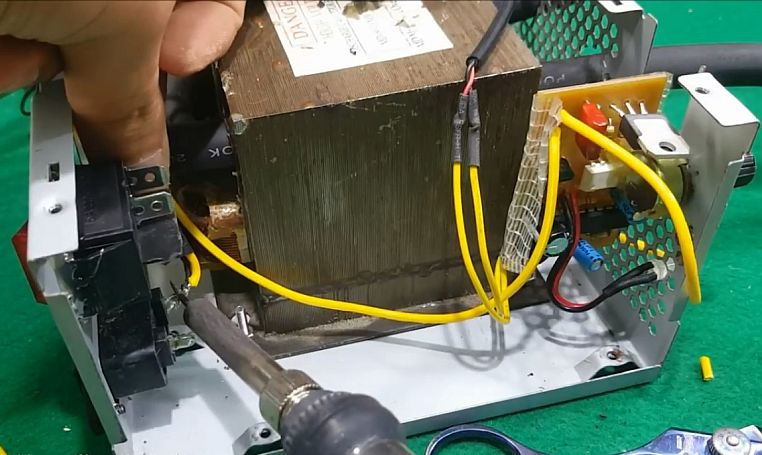
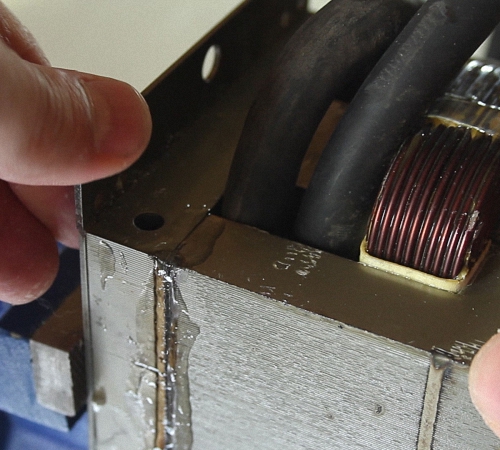
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае.
Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках.
Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы.
Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах.
Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Как сделать сварочные клещи?
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать.
Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки.
Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения.
Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы с
Как самому сделать аппарат для контактной сварки
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).

Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием.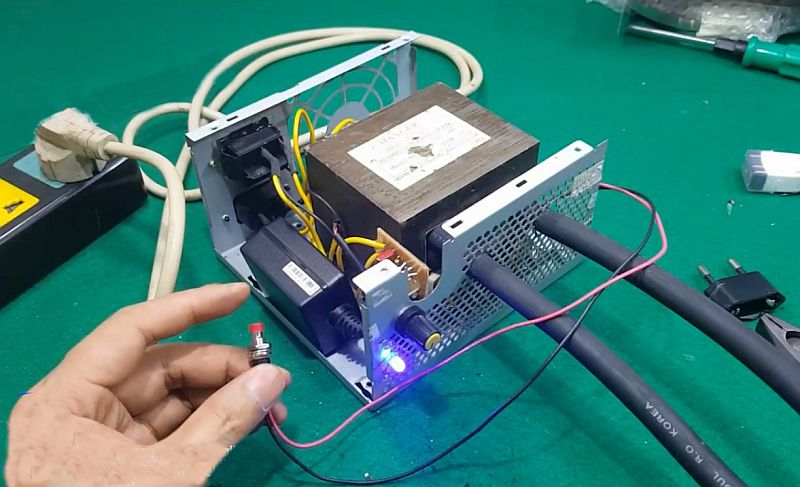 Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока.
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
разновидности инструмента для рихтовки, как изготовить из инвертора-полуавтомата
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Самодельные споттеры
Простота конструкции позволяет все работы выполнить самостоятельно даже при начальных знаниях в области радиоэлектроники. Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
- сила тока на входе — 30 ампер;
- показатель потребляемого напряжения — 220 вольт;
- рабочий показатель силы тока — 250 ампер.
С помощью полуавтоматического импульсного споттера можно выполнять точечную сварку тугоплавких металлов, что позволяет применять такое оборудование для ремонта автомобилей, а также в быту при выполнении строительных и ремонтных работ. Отличная производительность таких устройств позволяет использовать самодельные споттеры при выполнении больших объемов работ.
Сварочный аппарат для точечной сварки включает следующие составные элементы:
- корпус устройства;
- аккумулятор;
- блок питания;
- силовой блок;
- драйверы для силовых ключей.
Имея базовые понятия по изготовлению такого оборудования и простейший опыт чтения схем сварочных аппаратов, можно с легкостью выполнить споттер, который будет иметь отличные эксплуатационные характеристики. Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Материалы и инструменты для работы
От правильности выбора материалов и инструментов напрямую зависит качество выполняемой работы. Именно поэтому следует приобретать и использовать исключительно качественные микросхемы и другие компоненты, которые потребуются для изготовления такого оборудования.
Для изготовления споттера для кузовного ремонта своими руками потребуется следующее:
- листовой металл;
- элементы для изготовления электронных схем;
- медные провода и полосы;
- термобумага для изоляции;
- стеклоткань;
- слюда и текстолит;
- небольшие отвёртки;
- паяльник для работы с микросхемами;
- нож и ножовка по металлу.
Оборудование, которое используется в быту, предназначено для работы с напряжением 220 вольт. Впрочем, в интернете можно с легкостью найти схемы изготовления таких мощных промышленных споттеров, которые будут работать в трехфазной сети с напряжением в 380 вольт.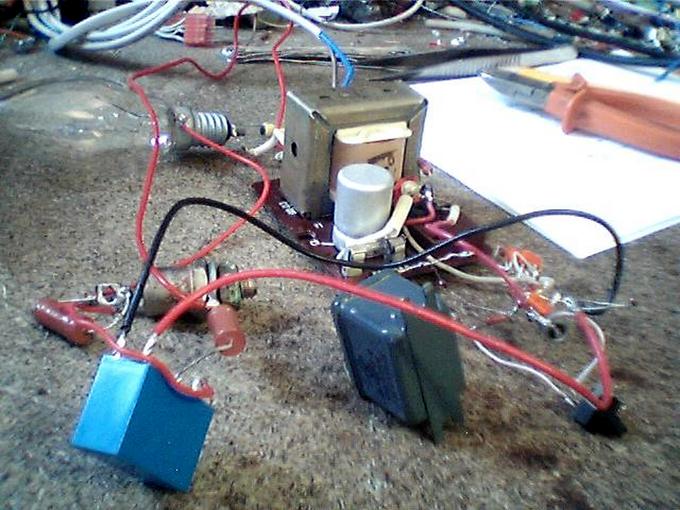 Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Изготавливаем питание и силовую часть
Именно от качества получаемого аппаратом электротока напрямую зависит беспроблемность эксплуатации такого оборудования. Поэтому правильности изготовления блоков с питанием следует уделить особое внимание. Основой питания станет трансформатор, который выполняют с тремя или четырьмя обмотками.
- Для выполнения первой обмотки вам потребуется проволока 0,3 миллиметра диаметром, из которой выполняют около 100 витков.
- Второй контур включает 15 витков и выполняется из толстой миллиметровой проволоки.
- Внешний третий корпус сделан из 20 витков проволоки 0,3 миллиметра диаметром.

Непосредственно к питанию подключается реле, на которое подается напряжение в 25 вольт. Чтобы понизить напряжение используют резисторы, понижающие электроток и отвечающие за преобразование переменного тока в постоянный уже на выходе из блока питания.
Диодный мост, который является промежуточным звеном между блоком питания и силовой частью, отвечает за преобразование электротока и снижение его мощности.
Необходимо будет также продумать охлаждение блока питания, для чего используемые транзисторы и диоды устанавливают на компьютерных радиаторах или же монтируют вентиляторы и кулеры от блока питания старого ПК.
Используемый силовой блок у споттера одновременно снижает напряжение и увеличивает силу тока. Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Использовать для обмотки сердечника силового тока обычную медную проволоку не следует, так как по причине высокого нагрева такая проволока может оплавляться, что приведет к выходу из строя выполненного своими руками устройства. Обмотки сердечников изолируются друг от друга при помощи бумаги от кассовых аппаратов. Такая лента отличается прочностью, износоустойчивостью и предупреждает появление замыканий и полностью изолирует обмотку инвертора.
Технология охлаждения оборудования
Во время работы силовой блок и инверторная часть у споттера существенно нагревается, соответственно, вам придется продумать, каким образом будет охлаждаться корпус выполненного своими руками аппарата для сварки. Проще всего охлаждать споттер при помощи вентилятора и кулеров от компьютера. Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Рекомендации по сборке
Всю выполняемую работу по сборке цифрового споттера можно разделить на несколько этапов. Первоначально приобретаются все используемые компоненты, отдельно собирается диодный мост, силовой блок, инвертор, блок питания и лишь после этого непосредственно собирают споттер из полуавтомата своими руками.
Можно как использовать уже готовый корпус от старого компьютера, так и изготовить коробку из листовой стали и других подручных материалов. В том случае, если вы используете металлический корпус, то необходимо его тщательно заизолировать. Все компоненты прочно крепятся к корпусу с помощью заизолированного крепежа и подключаются друг к другу.
На центральную панель выводят фиксаторы-шайбы и пусковые клещи для сварочного кабеля, а также устанавливают тут небольшой тумблер для изменения силы тока и кнопку пуска запуска споттера в работу. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
Делаем споттер из инвертора
Путем простейших манипуляций можно изготовить из имеющегося сварочного инвертора универсальный в использовании споттер, который будет отличаться высокой мощностью, функциональностью и универсальностью. Всё что вам потребуется, это приобрести дополнительные диоды и тиристорный блок, которые дополнительно подключаются в схему инвертора.
Найти простейшие схемы выполнения таких споттеров из инверторов в интернете не составит какого-либо труда. Чтобы изготовить споттер из инвертора своими руками вам потребуется использовать:
- контактную группу в 220 вольт;
- реле на 30 ампер;
- диодный мост;
- тиристор в 200 вольт;
- понижающий трансформатор.

Выполненный диодный мост подключается в цепь к инвертору и трансформатору. Управление работой споттера осуществляется при помощи тиристорной цепи, которая подключена к трансформатору. Также напрямую от трансформатора осуществляется вывод силового кабеля, подключенного к сварочному пистолету.
Как изготовить сварочный пистолет
Особенностью споттера своими руками из сварочного аппарата является наличие рабочего пистолета, который позволяет осуществлять точечную обработку металла. Изготовить такой сварочный пистолет и обратный молоток можно самостоятельно из аналогичных приспособлений для герметика и строительного клея или же приобрести уже готовые инструменты, которые будут отличаться удобством и простотой в эксплуатации. Отметим, что изготовление сварочных пистолетов представляет собой определенные сложности, поэтому рекомендуется всё же пользоваться изготовленные промышленным способом сварочным инструментом для споттера.
как изготовить самодельный контактный аппарат, схема управления и сборки
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств. С помощью такого самодельного аппарата можно провести ремонт или изготовление конструкций, что ощутимо сэкономит средства на приобретении нового аппарата и услугах мастера.
Агрегат контактной сварки, изготовленный своими руками, позволяет соединять детали не только из тонкого листового железа, но и сваривать уголки швеллера для изготовления лестниц, профили для стеллажей и многое другое. Всем известно, что контактная сварка производится на специальном оборудовании в промышленном производстве. Однако такой аппарат контактной сварки можно сделать самостоятельно своими руками из микроволновки.
Сборка аппарата
Для изготовления агрегата потребуются следующие детали и инструменты:
- трансформатор, демонтированный из старой микроволновки;
- утолщенный медный провод;
- прижимы;
- рычаг нужной длины;
- основание, на котором будет произведен монтаж сварочного аппарата;
- струбцины для зажима;
- электроды из меди, за счет которых будет выполняться сварка.
Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Для успешной работы изделие должно иметь большую трансформацию, чем мощнее будет устройство, тем большей толщины сталь можно сваривать. Например, устройство из микроволновой печи обладает мощностью в 850 Вт, значит, с его помощью можно сваривать листы до 1 мм толщиной.
Электрическая схема
Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство из корпуса микроволновки.
После чего нужно убрать вторичную обмотку и намотать новых 2−3 витка толщиной не менее 10 мм по сечению жилы, при этом не забыть оставить концы кабеля достаточной длины для соединения с держателем. Если найти такой провод трудно, можно объединить несколько шнуров в один жгут, добившись таким образом нужной толщины.
Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
А поскольку за основу берется микроволновая печь, то придется соединять по схеме два аналогичных трансформирующих устройства. При этом надо соблюдать некоторые условия при подсоединении одноименных выводов первичных и вторичных обмоток между собой, в противном случае может произойти короткое замыкание.
Соединяя два трансформатора, нужно рассчитать совместную силу тока, которая не должна превышать 2 тыс. А. Если она будет завышена, то может не выдержать проводка в доме, и к тому же будут происходить скачки напряжения, что может привести к конфликтам с соседями.
Подключение электродов
В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
Органы управления и эксплуатация
Для проведения работ на сварочном аппарате, сделанном из микроволновки, нужно управление. Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Производить сварку из микроволновки своими руками или, другими словами, включать аппарат, можно только при сжатых электродах, иначе будет сильное искрение и подгорание контактов.
Качество соединения зависит от продолжительности токового импульса. При этом нужно следить визуально за цветом сварной точки и отключать аппарат, как только он станет бежевым. Этот момент отключения очень важен, поскольку при передержке электродов между собой может образоваться отверстие на месте сварки, а если недодержать, то сопрягаемые детали не соединятся.
Но все приходит с опытом. Как только точечная сварка аппаратом из микроволновки будет получаться, процесс ремонта многократно облегчится, и услуги профессионалов не понадобятся.
Что еще можно сделать из микроволновой печи
Если микроволновая печь приходит в негодность, возникает вопрос ее утилизации. Но не стоит спешить с отправкой ее на свалку — из прибора можно сделать много других полезных вещей.
Внимание! Прежде чем приступать к разборке микроволновки, необходимо разрядить конденсатор, замкнув его на корпус. Эта предосторожность вызвана длительным сохранением заряда высокого напряжения.
Что можно сделать из микроволновки своими руками? Начнем с простых конструкций:
- Если прибор оснащен механическим устройством управления, его можно переделать в духовой шкаф малой мощности. Для этих целей нужно снять электродвигатель, вращающий платформу, а вместо него установить тэн или конфорку от электроплиты.
- Из нее можно сделать обыкновенную хлебницу. А чтобы «хлебница» выглядела изящно, ее можно украсить декупажем.
- Кроме точечной сварки, радиолюбители могут применить трансформатор в качестве анодного трансформирующего элемента для того, чтобы увеличить мощность на лампах, требующих высокого напряжения.
Научные исследования не диктуют условия нашего проживания, а пытаются лишь разъяснить и использовать во благо нам. Применяйте фантазию для получения нужных и замечательных вещей, поражайте родственников и друзей, а главным образом — себя тем, как все-таки красив мир внутри и вокруг нас.
Прецизионный инверторный аппарат для точечной сварки постоянного тока
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Детали упаковки: | PlyWood чехол |
Краткие сведения
- Послепродажное обслуживание: Инженеры, обслуживающие технику за рубежом
- Гарантия: 12 месяцев
- Сертификация: CE
- Мощность (Вт): ДМ-10КА
- Напряжение: 220 В / 380 В
- Применение: Точечная сварка
- Вес: 70 кг
- Номер модели: ДМ-10КА
- Название бренда: BLUEFLAME
- Состояние: Новый
- Сварщик точечной сварки постоянного тока: Сварочный аппарат
Технические характеристики
Прецизионный инверторный сварочный аппарат Основные характеристики
* Частота инвертора 1 кГц, 4 кГц, 8 кГц, высокоточная система управления сваркой.
* Дружественный интерфейс: регулировка параметров сварки и отображение процесса сварки на ЖК-дисплее.
* Постоянный сварочный ток, постоянное сварочное напряжение, постоянная мощность сварки, ширина сварочного импульса, четыре режима управления.
* Трехступенчатый метод сварки, есть функция плавного увеличения и уменьшения сварочного тока.
* Можно установить максимальное и минимальное контрольное значение параметра.
* Сварочный источник имеет отличные интерфейсные функции и оснащен разъемом связи RS232, может удовлетворить различные запросы управления сваркой.
* Полная модель, широкое применение и широко используется.
Спецификация:
| Модель | ДМ-1КА | ДМ-2КА | ДМ-3КА | |
Номинальная мощность (кВА) | 4 | 6 | 10 | |
UltraKeet Australia — Homebrew точечная сварочная машина с емкостным разрядом (часть 2)
Обновление 13.09.12 : Пожалуйста, не создавайте эту конструкцию.
Скинул из лома. МОП-транзисторы управляются неправильно и работают далеко за пределами предполагаемых спецификаций, вам нужно как минимум двенадцать параллельно с правильными сильноточными драйверами на воротах. Он склонен к защелкиванию, и вы можете легко пораниться из-за постоянной неисправности. Я многому научился за три года, прошедшие с тех пор, как это было опубликовано, и эту рецензию почти неловко держать в сети, она здесь только для того, чтобы напомнить мне о том, каким глупым я был
Обновление 02/12/09 : Макеты печатных плат теперь СКАЧАТЬ ЗДЕСЬ
[Неработающие ссылки исправлены, 13.09.12]
Обновление от 22.10.09 : Более 10 000 посещений статей в месяц и их количество растет! Спасибо всем за вашу поддержку.
Иржи успешно воспроизвел конструкцию сварщика на основе схемы с собственными УДИВИТЕЛЬНЫМИ модификациями. Он разместил подробности на своем веб-сайте (с исходным кодом!)
Как упоминалось в предыдущей статье, у меня есть только пара часов в неделю MAX на обновление всего сайта. Поскольку часть моего дохода связана с продуктами, которые я [раньше] продавал здесь, я вынужден отдавать приоритет обновлениям магазина и заказывать доставку. В сочетании с моей дневной работой по адресу [цензура] , заказываю доставку, учебу и частную работу, я полностью завалиться.
Ура! Написание этого означает, что мне, наконец, удалось завершить часть приварки язычка батареи в моей конструкции емкостного разряда. Если вы пропустили часть 1 этой статьи, посмотрите ее здесь. Это даст вам базовое описание того, о чем идет речь, а также обзор задействованного оборудования.
Перед тем, как мы начнем, пару замечаний, пропустите все остальное, если необходимо, но , пожалуйста, прочтите следующие несколько абзацев.
Во-первых Fritz9111 (веб-сайт здесь, канал на Youtube здесь) был моим первым источником вдохновения при создании этого проекта. Несколько месяцев назад я посмотрел его видео о точечной сварке на Youtube и сразу же влюбился в его дизайн; Он недавно загрузил схемы / изображения платы, и это определенно стоит проверить, так как оба наших дизайна принципиально разные — справедливо, что он получает пробку за то, что изначально придумал эту идею.
Наконец (злой режим * на * ).Я потратил время на создание схем, отредактированных иллюстраций печатных плат и трудоемкой ведомости материалов для вас — в свою очередь, я прошу вас не быть добавлением к пяти или около того абсолютным мастурбаторам , которые оскорбляют меня, используя контакт форма (в частности, насчет того, чтобы не публиковать источники, у меня есть свои причины) — я уверен, что многие из вас встречали таких существ в другом месте, короче говоря, они абсолютно не уважают никого, кроме своего собственного. Для них бесплатный / открытый дизайн должен быть «свободным от ошибок» и работать в точном соответствии с их ожиданиями, чтобы они могли использовать его для своих диссертаций, иначе это «отстой», а автор — выброшенный хакер.Совершенно точно, это не шутка, я получил довольно много писем с такими точными словами.
… А теперь без лишних слов, вот схемы / исходники дизайна, которые вы все неоднократно запрашивали! В настоящее время завершены только схема, спецификация и иллюстрации. , прошивка, вероятно, никогда не будет выпущена с такой скоростью.
| Принципиальная схема : формат PDF, 340 КБ | Спецификация : формат PDF, 101 КБ |
Обратите внимание, что все номера деталей в спецификации имеют гиперссылки на страницу продуктов поставщиков (большинство из них — австралийские источники, извините, ребята!) или наиболее эффективное использование компонентов и, вероятно, ужасный дизайн.
Обновление : Спасибо, Jiri , за указание на ошибку в конфигурации источника / стока IRFP2907!
Обновление 02/12/09 : ПЛАН ПЕЧАТИ теперь СКАЧАТЬ ЗДЕСЬ!
Все дальнейшие разработки этого проекта были отменены, я не могу предоставить какую-либо поддержку (кроме простых вопросов) из-за нехватки времени. ОГРОМНОЕ спасибо за вашу поддержку и отзывы, ребята, как хорошие, так и плохие.Из-за нехватки времени я могу некоторое время не публиковать новые проекты.
Чтобы прояснить некоторые вопросы, которые я ОЧЕНЬ часто получаю по электронной почте:
- Я не превращаю это в комплект
- Я не могу построить вам такой, даже если вы заплатили сотни долларов за труд
- Я бы предпочел не предоставлять вам шестнадцатеричную прошивку, она чертовски глючит
- Я бы предпочел не предоставлять вам исходники прошивки, это УЖАСНЫЙ дизайн! Используйте источники Джири.
- Он НЕ выполняет точечную сварку толстого листового металла, это просто аппарат для сварки язычков!
- Нельзя разрезать банковские хранилища
- Вы не можете построить это, если никогда раньше не делали печатную плату или не имеете навыков программирования.
- У меня нет списка запчастей для США, поскольку я австралиец, и у меня есть местные запчасти
Теперь, когда это решено, я настоятельно рекомендую изучить прошивку Джири (см. Его веб-сайт), а также новый дизайн Фрица (веб-сайт здесь), если вы хотите создать что-то подобное.Надеюсь, это поможет.
Всего наилучшего!
-PodeCoet
Хотите связаться с нами?
NB: Пожалуйста, не задавайте больше вопросов по размещению иллюстраций / источников / и т. Д.! Я совершенно завален, не всегда могу ответить на такие вопросы, займусь, как только будет время.
Прецизионный инверторный аппарат для точечной сварки Инверторный высокоточный сварочный аппарат горячего прессования HOTBAR Аппарат для точечной сварки в Гуанчжоу Продажа, цена и отзывы
Прецизионный инверторный аппарат для точечной сварки Инверторный высокоточный сварочный аппарат горячего прессования Аппарат для точечной сварки в Гуанчжоу Продажа, Цена и отзывы | Gearbest- Сэкономьте 3 доллара с приложением
Загрузите приложение!
Сэкономьте 3 доллара с приложением и только для нового пользователя
- Центр поддержки
- Доставка в /
USD
Выберите региональные настройки
Корабль
Аландских IslandAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua И BarbudaArgentinaArmeniaArubaAscensionAustraliaAustriaAzerbaijanBahamasBahrainBalearic IslandsBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia И HerzegovinaBotswanaBouvet IslandBrazilBritish Индийского океана TerritoryBruneiBulgariaBurkinaBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaroline IslandsCayman IslandsCentral Африканского RepublicChadChileChristmas IslandCocos Килинг IslandsColombiaComorosCook IslandsCosta RicaCroatiaCuracaoCyprusCzech RepublicDemocratic Республика CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench polynesiaFrench Южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернси GuineaGuinea-BissauGuyanaHaitiHeard Island и McDonald IslandsHondurasHong Сянган, ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR, ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall islandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRepublic из MacedoniaRepublic в CongoReunionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint KittsSaint LuciaSaint MartinSaint Винсент и GrenadinesSaipanSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychel lesСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиСомалилендЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяИспанияИспанские территории Сев.