Как правильно обозначаются сварные швы согласно ISO 2553:2013 «Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..»
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
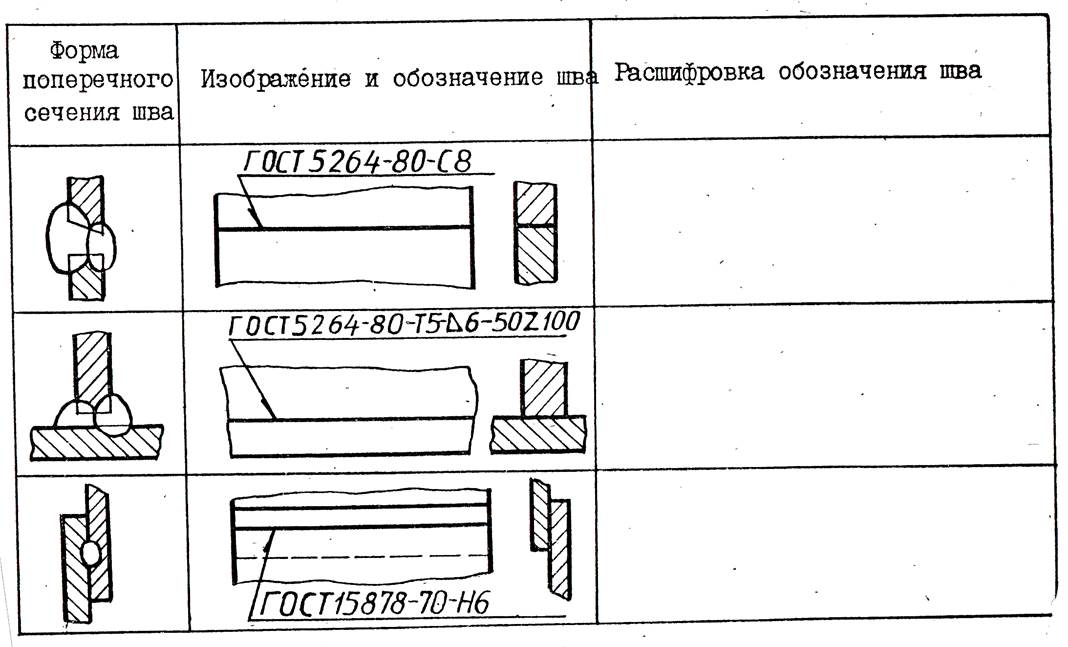
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.


Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.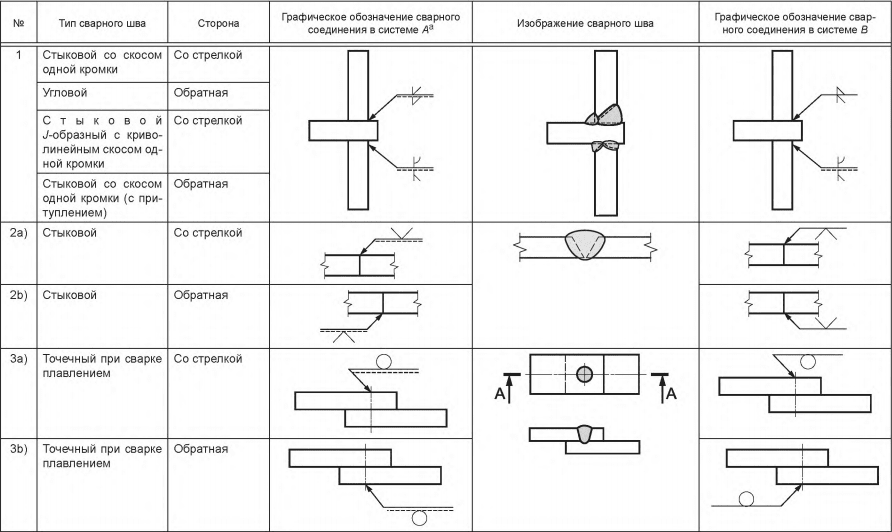 LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Обозначение сварных швов на чертежах
 Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.Очевидно, что грамотный чертеж – это 50% в деле создания качественной детали, если не больше.
Именно поэтому, необходимо точно соблюдать стандарты, принятые для разработки чертежей. Это в полной мере относится и к отображению на чертежах сварных соединений.
Сварка металлов – важная конструкционная операция, позволяющая добиться надежного соединения двух элементов для обеспечения конкретного инженерного замысла. Обозначение сварных швов на чертежах рекомендуется выполнять, опираясь на ГОСТ 2.312-72.
В соответствии с данным документом, независимо от того, какой тип сварки используется, шов может быть видимым (расположен на лицевой стороне проекции) и невидимым (расположен на внутренней стороне проекции). В первом случае, швы отображаются сплошной линией (основной), во втором – штриховой.
Если необходимо отразить одиночную сварную точку, то используют знак креста. Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Для уточнения определенных параметров сварки, от линии шва или одиночной точки проводят выноску с односторонней стрелкой.
Для лицевых и внутренних швов различается так же способ вывода условных обозначений. Линия выноски для лицевого (видимого) шва дополняется односторонней стрелкой, развернутой наружу, а все условные обозначения пишутся над линией выноски. Если речь идет о внутреннем шве (невидимом), то условные обозначения располагают над линией выноски, а ее односторонняя стрелка развернута внутрь.
Рекомендуется делать выноски на видимых чертежах, если есть такая возможность.
Обозначение сварных швов на чертежах может меняться, в случае наличия особых параметров шва.
Если в процессе производства детали (элемента) необходим нестандартный шов, то на чертеже, сплошной линией, отображается его контур. Так же указываются размеры шва и остальные данные, необходимые для его выполнения. Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Многопроходные сварные швы так же изображаются на чертеже посредством нанесения контуров каждого прохода. Учтите, что каждый контур должен быть обозначен прописной буквой кириллицы (по порядку прохода).
На чертежах так же обозначается вид сварного соединения, определяемый расположением соединяемых деталей:
- «С» — стыковое соединение, где детали совмещаются торцами;
- «У» — угловое, где детали совмещаются под углом;
- «Т» — тавровое, где торец одной детали соединяется с боковой стороной другой;
- «Н» — нахлесточное, где одна деталь частично перекрывает другую.
Кроме того, для обозначения непосредственного типа сварки, используются следующие буквенные индексы:
- «Э» — электродуговая сварка;
- «Г» — газовая;
- «З» — выполняемая в среде защитных газов;
- «Кт» — контактная.
Все указанные индексы относятся к условным обозначениям, и указываются с помощью линии-выноски по правилам, рассмотренным выше.
Обозначение ГОСТ в точечной сварке. Перечисления и объяснения.
Грамотный чертеж детали – это уже половина выполненной работы. И чтобы после выполнения чертежа у сварщиков не было лишних вопросов при изготовлении детали, необходимо знать грамотное обозначение и процесс точечной сварки. Многие специалисты и разработчики часто сталкиваются с проблемой – они не могут показать, как должна выглядеть точечная сварка на чертеже или схеме по установленному ГОСТ. Давайте взглянем на этот вопрос подробнее.Обозначения в точечной сварке по ГОСТ’у
На чертежах сварой шов обозначают условно следующими элементами:
- Видимый – сплошной линией;
- Невидимый – пунктирной линией.

Сварной шов или сварная точка по ГОСТ обозначается на схеме или чертеже выносной стрелкой, которая указывает точное место, где должна происходить точечная сварка.
Выносная стрелка указывающая точное место сварки
Многослойный шов (то есть шов, который состоит из нескольких наложенных друга на друга швов) показывают на чертеже контурами, имеющими указания количества наложений:
Вид многослойного шва на чертеже
В зависимости от того, как должен быть получен тип сварного узла, само сварочное соединения на чертеже показывают при помощи буквенных индексов:
- Стыковое. Используется при скреплении деталей встык, торцами – буквой «C»;
- Следующее соединение называется угловым (при соединении деталей под углом 90 градусов). Оно обознается буквой «У» с точным указанием угла;
- Есть тавровое соединение (детали соединяются боковой поверхностью и торцом). Оно по ГОСТ обозначается буквой «Т»;
- Наиболее распространенное соединение – это нахлесточное (при нем часть одной детали частично закрывает другую). Точечная сварка получила для него обозначение буквой «H».
 Точечная сварка получила для него обозначение буквой «H».
Точечная сварка получила для него обозначение буквой «H».На чертежах и схемах все типы соединений, которые были представлены выше, проставляются при помощи следующих обозначений:
- Стыковые соединения получили – буквенное обозначение и значок, который обозначает тип шва и тип применяемой сварке (в данном случае используется точечная сварка):
Обозначение типа шва и применяемой сварки
Для угловых соединений используется обозначение типа сварки, катет шва, место расположения шва и обозначение типа шва, который будет наложен, выглядит оно вот так:
Указатель углового шва
Тавровые соединения уже сложнее, по этому для них используют обозначение катета, характеристику швов, обозначение типа сварочных работ, а также значок типа швов, которые в дальнейшем будут наложены:
Обозначение таврового соединения
Последний тип – это сварка внахлестку. Он обозначается диаметром точки, которую будет использовать точечная сварка, шириной роликовых швов. Выглядит это следующим образом:
Выглядит это следующим образом:
Информационный знак о сварке в нахлест
Все документы, которые содержат в себе чертежи сварных элементы, всегда содержат в себе четыре основных типа:
- Это сварка;
- Обработка;
- Разделка;
- Моделирование.
Все эти условия обозначены ГОСТ, и обязательны к исполнению. Виды сборки показывают, какое состояние у создаваемой модели без учета будущих швов. Виды сварки – уже со швами, виды обработки – с готовыми местами и разделанными отверстиями для проведения сварочных работ, а также с уже готовыми и наложенными швами. Если вы будет использовать эти, данные ГОСТ, обозначения, то ваши проекты поймет любой грамотный инженер.
Прием сварки: справочники и ГОСТы
У сваренной арматуры тоже есть специальные условия и порядок приема по установленному ГОСТ. Технические требования к сварке металлов и закладным деталям также задаются по ГОСТ, а затем они проходят некоторые испытания. Качество сварной арматуры и закладных элементов из металлов должны соответствовать ГОСТ 10922-64. Этот справочник называется «Арматура и закладные сварные детали для конструкций из металлов. Технические испытания и методы. Данный ГОСТ распространяется и на закладные детали, стыки железобетонных конструкций и сварные соединения элементов из арматуры.
Качество сварной арматуры и закладных элементов из металлов должны соответствовать ГОСТ 10922-64. Этот справочник называется «Арматура и закладные сварные детали для конструкций из металлов. Технические испытания и методы. Данный ГОСТ распространяется и на закладные детали, стыки железобетонных конструкций и сварные соединения элементов из арматуры.
Технические требования к точечной сварке металлов и арматуры в основном сводятся к следующим показателям. Материалы, которые применяются для изготовления сварной арматы, должны в обязательном порядке соответствовать действующим на данный момент ГОСТам, а также техническим условия. Также сварочные работы изготавливают строго по рабочим чертежам, которые были утверждены в установленном порядке.
Еще одно требование, которое указывается во всех справочниках – это допускаемое отклонение размеров сварочной арматуры. Отклонения в размерах ячеек сеток из стержней, которые имеют диаметр до 10 миллиметров, не должны превышать «+ -» 10 миллиметров.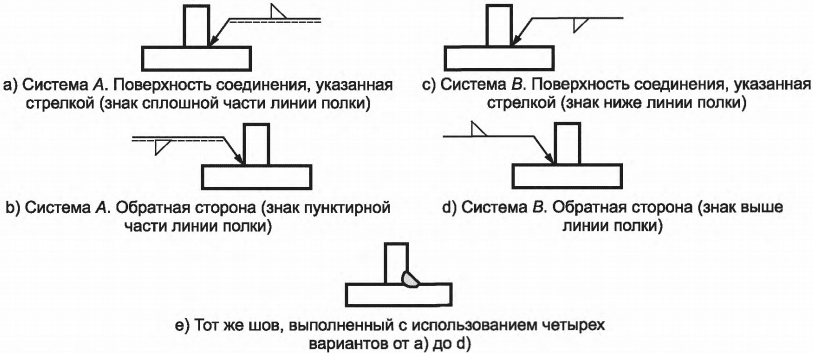
Расстояние между хомутами (поперечными стержнями) каркасов и между плоскими элементами деталей пространственных изделий из арматуры, а также параметры ячеек сеток из стержней диаметром больше 10 миллиметров не должны быть больше проектных размеров на 10%. Расстояние между пространственными каркасами и стержнями плоских каркасов не должно превышать проектное более чем на 0,5 номинального диаметра (но не больше, чем на 15 миллиметров). При стержнях разного диаметра допуск определяют по стержню малого диаметра.
Документы приема сварщика на точечно сварочные работы
В первую очередь, сварщик должен иметь удостоверение сварщика (срок действия этого документа от 2 до 5 лет с даты последнего выполнения аттестации, в зависимости от образования сварщика). Ещё один важный аспект – это удостоверение по электробезопасности, уровень группы которого должен быть не ниже второго (срок действия – 1 год с даты последней выполненной аттестации). Сварщик не будет допущен к непосредственному соединению арматуры, если у него не будет удостоверения о проверке знания о пожарно-технической безопасности (удостоверения действует от 1 до 3 лет, все зависит от категории сотрудника). На сварочный аппарат у работника тоже должны быть все необходимые бумаги (это сертификат качества и паспорт). Это только необходимый минимум документов.
На сварочный аппарат у работника тоже должны быть все необходимые бумаги (это сертификат качества и паспорт). Это только необходимый минимум документов.
Для работ также должен быть оформлен так называемый «наряд-допуск». Далее сварщик обязан быть проинструктирован с обязательной фиксацией в инструкторском журнале. Что касается рабочего места, то оно должно быть полностью безопасным в отношении пожарной угрозы. Это означает, на нём обязаны находиться защитные экраны, а также дополнительные средства пожаротушения, которые помогут полностью исключить возгорание.
Точечная сваривание арматуры – это трудоемкий процесс, который может осилить лишь профессионал. Поэтому набор документов и требований настолько велик. Это объясняется тем, что некачественная конструкция может навредить не только тратой денег, но и повлечь человеческие жертвы. Поэтому сварщик обязан соблюдать все необходимые нормы и обозначения, которые указаны в ГОСТе. Тогда работа будет выполнена правильно, с соблюдением всех норм.
Заключение:
Каждый уважающий себя сварщик, стремящийся к постоянному совершенствованию своего мастерства. И имеющий желание выполнять свою работу на 110% качественно. Должен знать минимум, который представлен в этой статье. Нет предела совершенствованию профессиональных навыков.
Типы сварных швов. Обозначение сварных швов
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва— под ним.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
Далее: Соединение заклепками, отверстия под болты. Условное изображение заклепок, болтов и отверстий
2. Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
|
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки. |
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Обзор применения обозначений сварных швов на чертежах
Символы сварных швов используются в течение многих лет и представляют собой простой способ сообщить подробности конструкторского бюро разному персоналу производственных цехов, например сварщикам, контролерам и инспекторам. Субподрядчикам часто требуется интерпретировать символы сварных швов на технических чертежах, возможно, от главного подрядчика или клиента для определения типа необходимого сварного шва. Важно, чтобы каждый имел полное представление о требованиях к обозначениям сварных швов, чтобы гарантировать выполнение первоначальных проектных требований.
Субподрядчикам часто требуется интерпретировать символы сварных швов на технических чертежах, возможно, от главного подрядчика или клиента для определения типа необходимого сварного шва. Важно, чтобы каждый имел полное представление о требованиях к обозначениям сварных швов, чтобы гарантировать выполнение первоначальных проектных требований.
Существует ряд стандартов, относящихся к обозначениям сварных швов, включая британские, европейские, международные и американские (Американское общество сварщиков) стандарты. Большинство деталей часто схожи или фактически одинаковы, но важно, чтобы все, кого это касается, знали, какой стандарт будет использоваться. Поэтому одно из первых требований:
. Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Какой стандарт?
Великобритания традиционно использовала BS 499 Часть 2.В настоящее время этот стандарт заменен BS EN 22553, однако во многих сварочных и производственных организациях будут использоваться старые чертежи, которые ссылаются на устаревшие стандарты, такие как BS 499 Pt 2.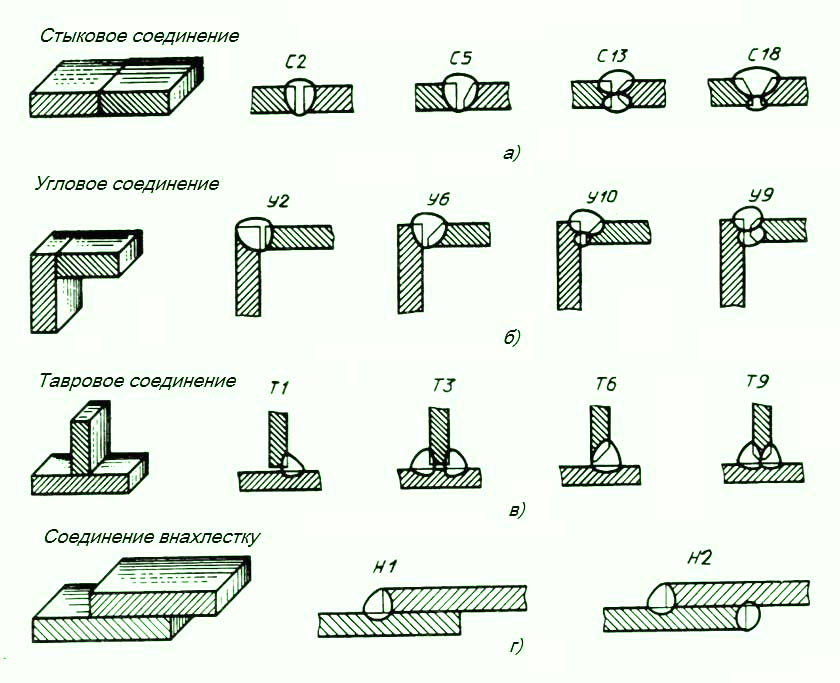
BS EN 22553 практически идентичен исходному стандарту ISO 2553, на котором он был основан. Таким образом, мы можем сказать, что, по крайней мере, для объема данной статьи существенных различий нет, но важно, чтобы читатель ознакомился с конкретным стандартом. Американская система также во многом похожа, но здесь мы не будем ее рассматривать.
Основные требования
Все стандарты содержат одинаковые требования в отношении следующих позиций:
- Стрелка и наконечник стрелки
- Справочная строка
Линия со стрелкой может быть под любым углом (кроме 180 градусов) и указывать вверх или вниз. Острие стрелки должно касаться поверхностей соединяемых компонентов и места сварного шва. Любая предполагаемая подготовка кромки (например, для шва с разделкой кромок) или сварной шов не показаны как фактическое изображение поперечного сечения, а заменены линией.Стрелка также указывает на компонент, который нужно приготовить из отдельных подготовленных компонентов. См. Рис. 1-4.
См. Рис. 1-4.
Рис. 1.
Рис. 2.
Рис. 3.
Рис. 4.
Типы символов
К базовой настройке стрелки и опорной линии чертежник может применить соответствующий символ или символы для более сложных ситуаций.Обозначения, в частности для дуговой и газовой сварки, часто отображаются в виде поперечного сечения либо конструкции соединения, либо завершенного сварного шва.Простая подготовка одной кромки показана на рис. 5 .
Для контактной сварки точечная и шовная сварка показаны на рис. Рис. 6:
Рис. 5.
Рис. 6.
Форма стыка и / или сварного шва
Приведенные выше примеры можно интерпретировать либо как отдельные детали соединения, либо как законченный сварной шов, однако для готового сварного шва обычно обнаруживается, что задана соответствующая форма сварного шва. Используя приведенные выше примеры, существует ряд вариантов и методов для определения подходящей формы или отделки сварного шва.
Конфигурации, сваренные встык, обычно отображаются как выпуклый профиль (рис. 7 ‘a’, ‘d’ и ‘f’) или как сварной шов с отделкой, как показано на ‘b’ и ‘c’. Обозначения углового сварного шва всегда отображаются как угловой шов «под углом» (прямоугольный треугольник), а выпуклый или вогнутый профиль может быть наложен на угловую форму исходного символа. См. Рис.7 .
Рис. 7.
Как упоминалось ранее, важно, чтобы все участники любого проекта знали, какой стандарт применяется.
Размер сварного шва
Для того, чтобы можно было применить правильный размер сварного шва, обычно находятся числа слева или справа от символа.
Для угловых сварных швов числа слева от символа обозначают расчетную толщину горловины, длину участка (размер ножки) или требования к расчетной толщине горловины и длине ножки. Обычно, но не во всех случаях, угловые швы имеют одинаковую длину. На рисунке 8 приведены примеры символов, используемых в различных стандартах.
Фиг.8
Для угловых швов:
Замененный BS499 Pt 2 дает
a = расчетная толщина горловины
b = длина ножки
Требования ISO 2553 / EN 22553
a = расчетная толщина горловины
z = длина участка
s = толщина прохода
Для стыковых соединений и сварных швов буква S с числом слева от символа обозначает глубину проплавления, как показано на Рис. 9 .
Фиг.9
Когда нет конкретных требований к размерам, установленных для стыковых швов на чертеже с использованием обозначений сварных швов, обычно предполагается, что это требование для стыкового шва с полным проплавлением ( Рис. 10 ).
Фиг.10
Цифры справа от символа или символов относятся к продольному размеру сварных швов, например, для угловых швов, количеству сварных швов, длине шва и расстоянию между сварными швами для прерывистых сварных швов (например.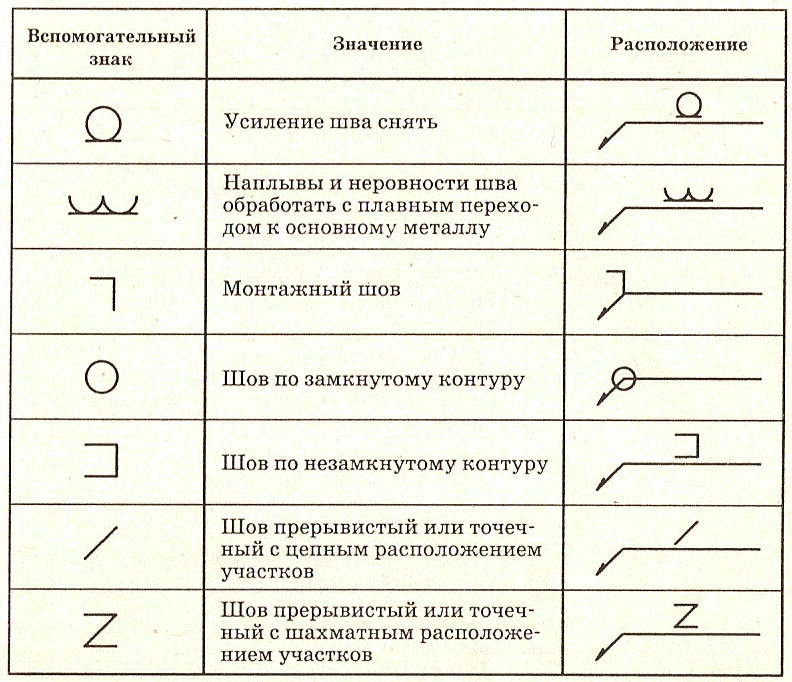 г. прерывистые угловые швы), как Рис.11 .
г. прерывистые угловые швы), как Рис.11 .
Рис.11
На угловых сварных соединениях, выполненных с обеих сторон, ступенчатый сварной шов можно показать, поместив букву «Z» через контрольную линию ( Рис. 12 ).
Фиг.12
Дополнительные символы
Символы сварного шва обозначают тип подготовки к использованию или тип сварного шва. Однако в некоторых случаях может потребоваться другая информация. Таким образом, основная информация может быть добавлена для предоставления дополнительных деталей, как показано на рис.13, 14 и 15 . Конец символа сварного шва — это место для дополнительной информации о сварном шве.
Рис.13
Рис.14
Рис.15
Приваривать все вокруг
Для полого прямоугольного профиля (RHS), приваренного к пластине, например:
Сварка в полевых условиях или на площадке
Поле, прикрепленное к стрелке, может использоваться, чтобы содержать или указывать на другую информацию.
Сварочный процесс Тип
В стандартеISO 4063 указаны номера конкретных сварочных процессов.Как показано на Fig.16 , соответствующий номер процесса помещен в конец стрелки. Остальным процессам присваивается уникальный номер. В этом примере 135 относится к сварке MAG.
Рис.16
В стандартах приведен ряд дополнительных символов (, например, ISO 22553), которые относятся к дополнительным требованиям к сварке или стыку. На рис. 17 показаны требования к проходу уплотнения.
Рис.17
Составные соединения / сварные швы
Составной сварной шов может быть Т-образный стыковой шов, который требует добавления угловых швов для увеличения толщины шва, как показано на Рис.18 .
Рис.18
Прерванная справочная линия
Рис.19
Основная особенность, которая отличает стандарты обозначений сварных швов, заключается в том, что для ISO 2553 и BS EN 22553 существует дополнительная особенность — прерывистая справочная линия.
Этот метод используется, когда сварка или подготовка под сварку должны быть указаны на «другой стороне» стрелки, как показано на Рис.19 .
Любой символ, который используется для обозначения элемента типа соединения или сварного шва с другой стороны от стрелки, всегда помещается на пунктирной линии.
BS 499 и AWS требуют, чтобы символы размещались над контрольной линией (указывающей на другую сторону) или под контрольной линией (указывающей сторону соединения со стрелкой).
Сводка
Символы сварных швов — очень полезный способ передачи требований к сварке из конструкторского бюро в цех.
Важно, чтобы «правила» используемого стандарта правильно применялись при привлечении офисного персонала. Однако также важно, чтобы персонал цеха мог читать и понимать детали символов сварных швов.
Большая часть этого требования может быть удовлетворена путем ссылки на стандарт, используемый в организации, и персоналом чертежного офиса с учетом потребностей конечного пользователя, такого как сварщики, супервайзеры сварки, персонал, проверяющий сварку, и инженеры по сварке, чтобы свести к минимуму затраты. ошибки из-за неправильного толкования.
ошибки из-за неправильного толкования.
Обучение всего персонала правильному использованию спецификаций обозначений сварных швов также играет важную роль в обеспечении правильного нанесения и чтения обозначений сварных швов.
Эту статью написал Марк Козенс из Weld-Class Solutions .
Статья была переиздана TWI с небольшими изменениями 27.04.2020.
Сварочные символы: как их понимать (с таблицами)
0Последнее обновление
Загрузите руководство по символам сварки в формате .PDF:
Вам нужно учиться на бегу? Загрузите диаграмму символов в формате .PDF здесь.
Стать профессиональным сварщиком — это полезно и дает возможность на всю жизнь получать удовольствие от полноценной работы по всему миру.На этом пути возникает множество проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым придется сваривать. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Однако рано или поздно вы столкнетесь с чертежами, по которым придется сваривать. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше, чем другие, но вы неизбежно столкнетесь с некоторыми, которые доставят вам немного больше, чем головную боль на бумаге. Полезно понимать символы сварки, чтобы, когда вы столкнетесь со сложными чертежами, символы будут на одно препятствие меньше.
Испытание сварочных символов
Существуют также различные теоретические тесты, которые вам могут потребоваться в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно освоить эти символы сварки, чтобы получить квалификацию. Хотя некоторые тестовые символы просты, нельзя доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к следующему экзамену.
Сварочные символы (с диаграммами)
Некоторые символы сварки выглядят сложными, но если их разбить, вы увидите, что они довольно простые.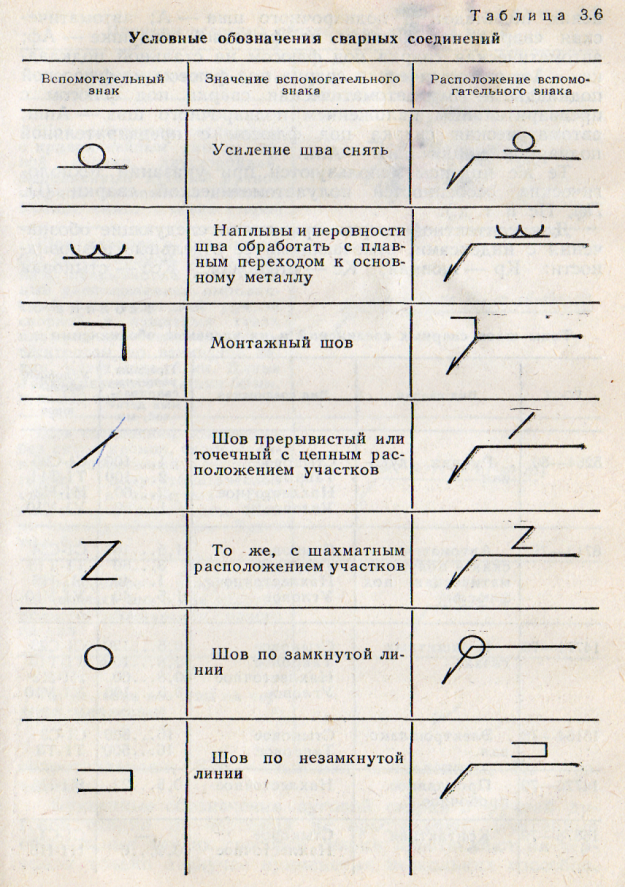 Сварочные символы представляют собой изображение предварительно сваренного шва, если смотреть со стороны, например, в поперечном сечении. Каждый символ сварного шва поясняется индивидуально, а рядом с ним указывается его профиль сварного шва.
Сварочные символы представляют собой изображение предварительно сваренного шва, если смотреть со стороны, например, в поперечном сечении. Каждый символ сварного шва поясняется индивидуально, а рядом с ним указывается его профиль сварного шва.
Есть две системы, которые используются для интерпретации, и четыре раздела различных символов, описываемых в этой статье: базовая платформа, базовые символы стыкового шва, другие базовые символы и дополнительные символы. Каждый раздел стоит особняком, если вам нужно сосредоточиться на одном наборе символов сварки, но прочтение всех четырех даст вам полезное представление обо всей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей сварных швов. Он состоит из трех частей:
- Линия со стрелкой: указывает на общее расположение сварного шва.
- Контрольная линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отдельно от специфики. Сюда входят стандарты сварки, типы материалов и требуемый процесс сварки.

Две системы вытяжки
Существует две системы, в которых используется базовый символ сварки, и каждая из них интерпретируется по-своему. Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A Система B
Базовая система A
Базовая система A выделяется пунктирными линиями под контрольной линией.Как показано на изображении, когда символ сварки находится на стороне пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над контрольной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо в случае, если для основного символа нет места на стороне сварного шва.
Базовая система B
Базовая система B распознается по отсутствию штрихов под контрольной линией.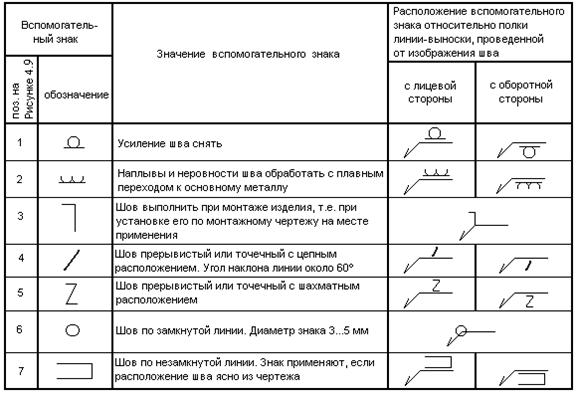 Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне от указателя.
Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне от указателя.
Таблица условных обозначений базовой стыковой сварки
Как следует из названия, эти сочленения отличаются стыковкой друг с другом встык. Например, две пластины расположены плоско на своих гранях, выровненных параллельно и прямо поперек их вершин, и они приварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые сварные швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают необходимую им подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ сварного шва отображает два квадратных угла.
Обе пластины имеют квадратные концы, так же как символ сварного шва отображает два квадратных угла.
Одинарный V-образный стык
Одиночный V-образный стык имеет сварку под углом 45 ° с одной стороны каждой пластины на всю глубину материала.Соединенные пластины образуют V-образную форму, как указывает символ.
Стык одинарный V-образный с широким зубцом
Подобно одиночному V-образному стыку, эта подготовительная сварка имеет угол 45 ° на одной стороне каждой пластины от верха металла до не более глубины пластины, оставляя часть материала внизу. Шарнир имитирует свой символ в виде буквы Y.
.Стык с одинарным скосом
Эта подготовка стыка имеет угол 45 °, разрезающий на всю глубину с одной стороны одной пластины, в то время как другой конец имеет квадратную форму, как показано на символе.
Стык с одинарным скосом и широким пазом
С одним квадратным концом и скосом 45 ° на другой стороне, проходящей через пластину только частично, подготовка к сварке будет выглядеть как ее символ: строчная буква r без дуги.
Одинарный U-образный стык
Обе пластины имеют угол, вырезанный в форме луны примерно на толщины пластины, чтобы образовать U-образную форму на части соединенных секций, как показывает символ сварного шва.
Приклад одинарный J
Одна пластина имеет квадратный конец, а другая имеет угол, вырезанный в форме луны на части толщины пластины, образуя мягкую букву J при соединении, как вы можете видеть на символе.
Двусторонние стыковые соединения
Эти сварные швы точно такие же, как односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и свариваются, как показано в приведенной ниже таблице обозначений сварных швов.
Двусторонний V-образный стык
На обоих концах каждой пластины есть вырез под углом 45 °, который пересекает середину пластины и образует острие. При соединении точки встречаются.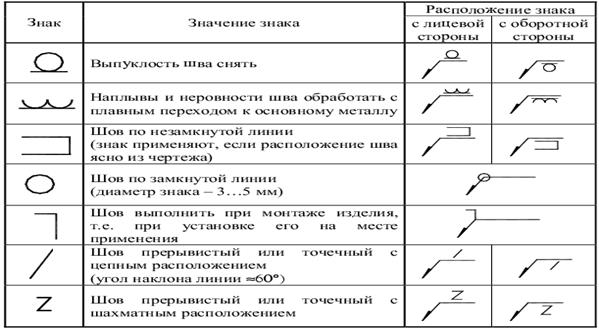 Это создает X, как показано на символе, на всю глубину стыка.
Это создает X, как показано на символе, на всю глубину стыка.
Двусторонний конический стык
Одна плита не имеет подготовки под сварку, поэтому ее углы остаются прямоугольными. На другой стороне есть два скоса под 45 °, заканчивающиеся посередине, чтобы сделать острие. Как показывает символ, соединенные пластины образуют K.
П-образный двусторонний стык
На обеих сторонах двух пластин вырезаны луны, оставляя сечение от четверти до половины толщины пластины в центре между двумя сварочными швами. Когда они соединены вместе, они образуют букву U на n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые швы — самые распространенные типы швов. Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все остальные символы базовой сварки, не являющиеся стыковыми швами, включая символ углового соединения.
Филе
Этот символ представляет собой прямоугольный треугольник, поскольку чаще всего угловое соединение выполняется между двумя пластинами, расположенными под прямым углом друг к другу.Обычно это стык под углом 90 ° или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Электрозаклепка соединяет две пластины вместе, причем сварной шов внутри него полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие для заглушки в разрезе верхней пластины.
Точка сопротивления
Две пластины соединяются друг с другом путем создания тепла за счет электрического сопротивления между пластинами с помощью устройства для контактной точечной сварки.Его символ — круг такой же формы, как точечная сварка.
Защитный шов
Это похоже на точечную сварку сопротивлением, только электрическое сопротивление создает длинный шов, а не одну точку. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через круг, символизирующие сварной шов, имеющий длину, подобную форме паза. Стойкий шов образует круг, растянутый по длине.
Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через круг, символизирующие сварной шов, имеющий длину, подобную форме паза. Стойкий шов образует круг, растянутый по длине.
Дополнительные символы
Эти символы добавляются к базовым символам для пояснения типа требуемого сварного шва.Они включают характеристики сварного шва, способ и место его сварки, а также необходимые особенности отделки.
Отделка заподлицо
Этот символ сварного шва означает, что сварной шов необходимо обработать или отшлифовать заподлицо до уровня остальной части листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклый
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, от сварного шва, как показано на его символе.
вогнутый
Символ подбарабанья изогнут в направлении, противоположном выпуклому, что означает, что сварной шов следует закончить с изгибом внутрь, как внутри чаши. Часто это отделка, используемая для угловых сварных швов.
Часто это отделка, используемая для угловых сварных швов.
Стеллаж сварной
Это когда дно подготовительного сварного шва, такого как V или U, требует небольшого начального сварного шва у основания подготовительного шва перед его полной сваркой. Это дает возможность провести полный шов без продувки из-за чрезмерного тепла, когда остается только тонкий участок материала.Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне опорной линии находится базовый символ.
Расходная вставка
Внутри подготовительного шва вставляется расходная заглушка внизу, где есть пространство между двумя секциями. Вставка вплавляется в сварной шов и предотвращает выдувание днища. Его символ — форма круглой вставки, смотрящей на нее сбоку.
Сварка полностью вокруг
Этот символ обведен вокруг угла базовой платформы, чтобы показать, что указанная секция требует сварки по всему периметру, как круг.
Сварка между точками
На чертеже будут показаны две точки, такие как X и Y, например, между секциями, требующими сварки. Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя отметками.
Сварка на стройплощадке
Этот символ имеет отметку, показывающую, что сварка должна выполняться на месте, а не в мастерской. Подобно тому, как установлен флаг для обозначения участка страны, этот флаг указывает на то, что он должен быть приварен на участке проекта.
Ступенчатый прерывистый шов
Для этого требуется, чтобы сварные швы были смещены в шахматном порядке на первой и второй стороне секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки на первой стороне. Затем имитируйте сварные швы вдоль второй стороны, но между сварными швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект 7 в зеркале. На нем изображены две семерки равных пропорций, но перевернутые, образуя букву Z.Точно так же прерывистый шов с шахматным уклоном одинаков на обеих сторонах элемента, но перевернут, так что сварные швы находятся в разных местах, но с одинаковыми промежутками.
На нем изображены две семерки равных пропорций, но перевернутые, образуя букву Z.Точно так же прерывистый шов с шахматным уклоном одинаков на обеих сторонах элемента, но перевернут, так что сварные швы находятся в разных местах, но с одинаковыми промежутками.
Заключение
Как видите, система, окружающая символы сварки, не такая уж сложная. Большинство символов основаны на поперечном сечении соединений, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к ней в ходе работы и проверять правильность сварных швов в соответствии с чертежом.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.
Использованные источники:
http://www.svets.se/download/18.274ebf1415b8cd45d523c10b/1510575524112/Part+05+-+Risks+with+the+new+standard+EN+ISO+2553+2014.pdf
Изображение предоставлено: Greeneries, Shutterstock
Все о сварочных чертежах
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.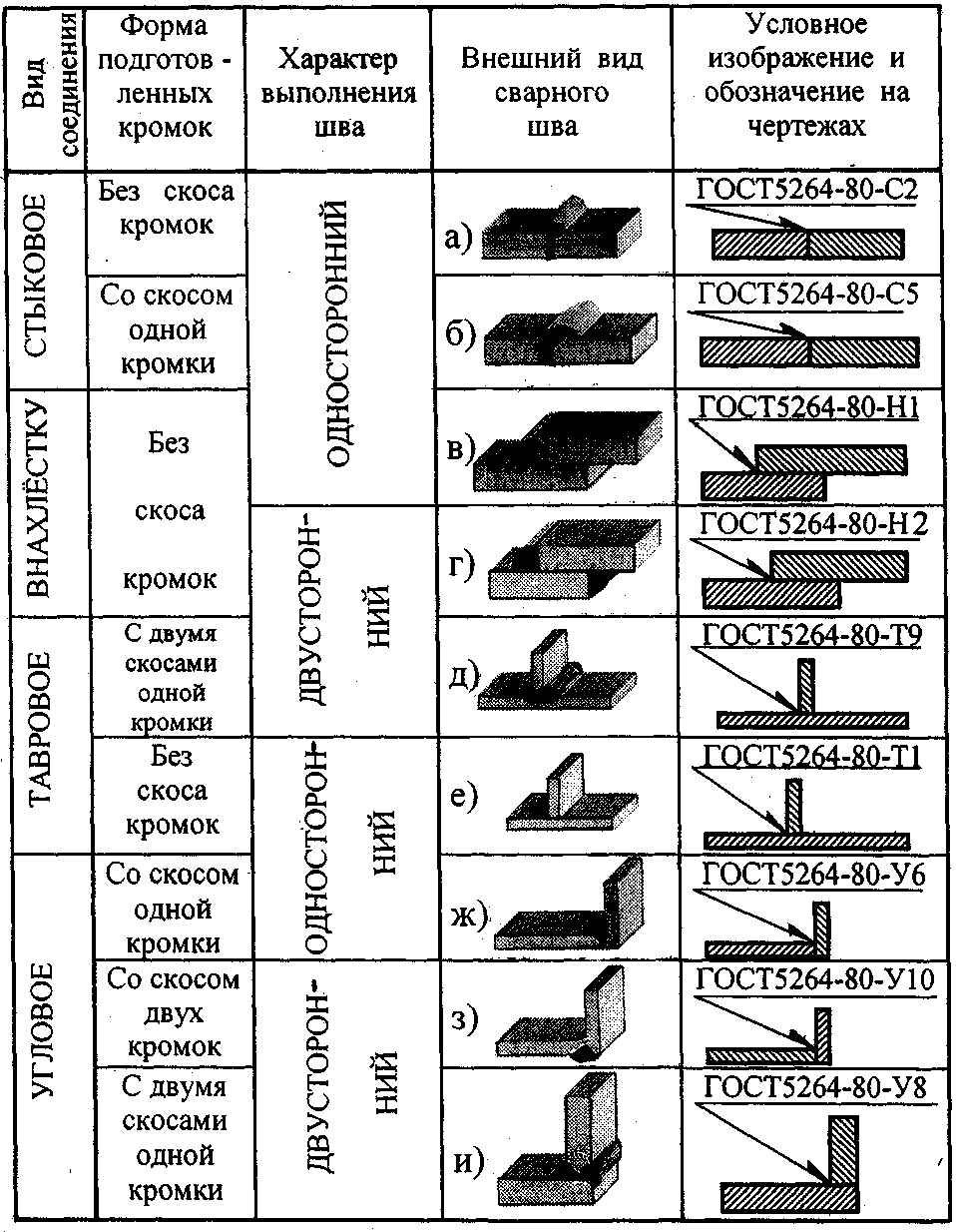
2) Для получения информации о результатах программы и другой информации посетите веб-сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, в качестве специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен для всех правомочных ветеранов во всех местах на территории кампуса.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.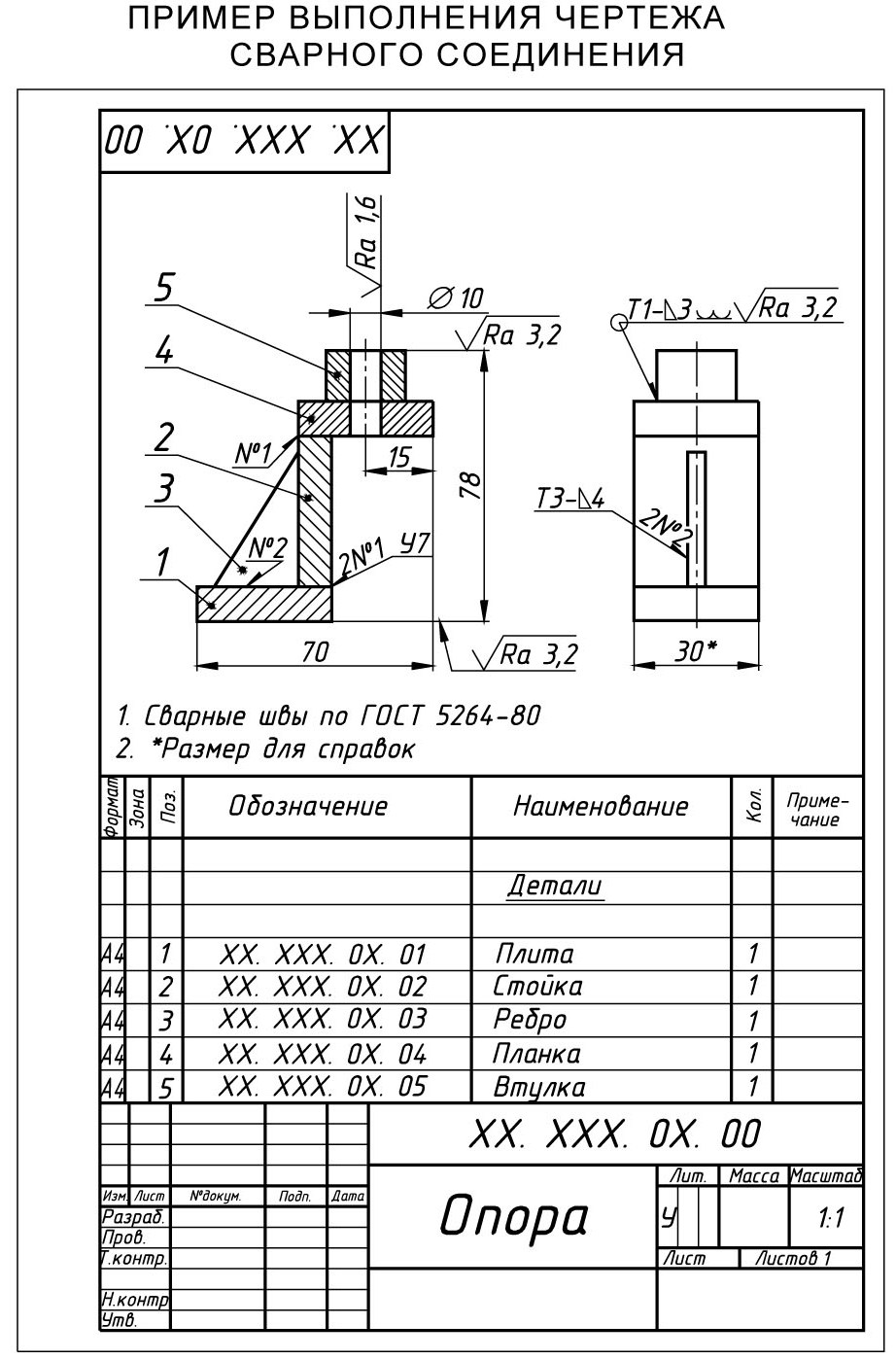 Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г. )
)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г. , просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
, просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по кузовному ремонту автомобилей и связанных с ними ремонтников в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года.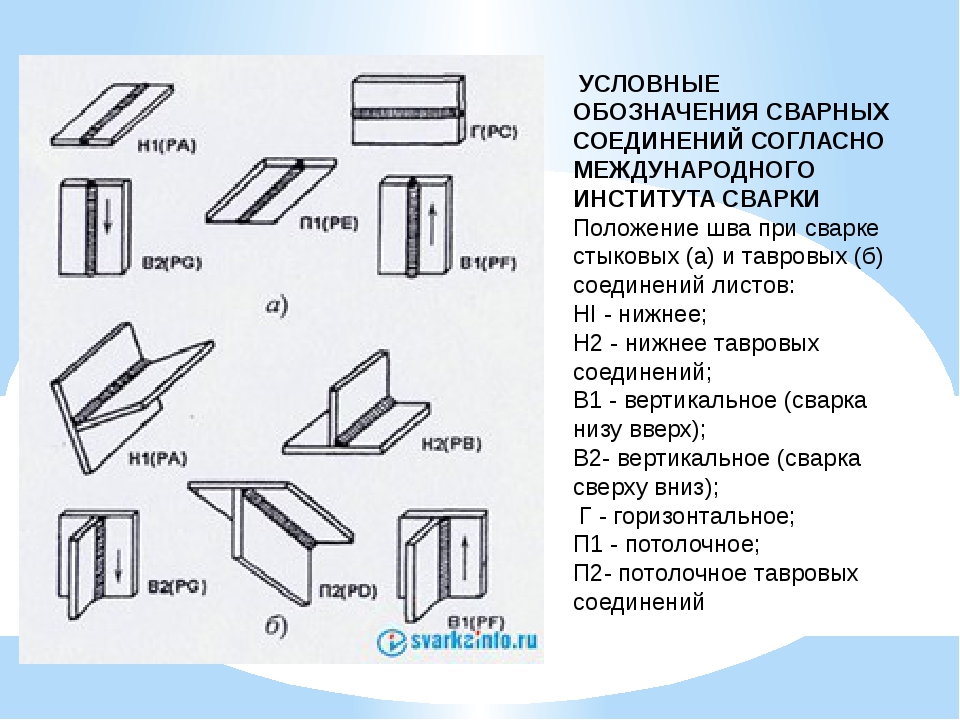 UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г. , просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
, просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г. , просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 2 июня 2021 г.)
, просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Бюро статистики труда США ‘ Трудовая занятость и заработная плата, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Трудовые ресурсы и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Трудовые ресурсы и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов.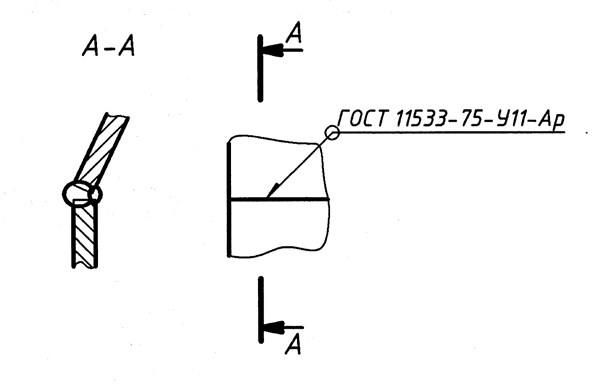 Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов. 61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Стоимость пластика (51-4011) в Содружестве Массачусетса составляет 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Стоимость пластика (51-4011) в Содружестве Массачусетса составляет 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
42) Для сварщиков, резаков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 вакансий в год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями.
См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls. gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников:По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Разделение и вакансии по профессиям, прогноз на 2020–30 гг., Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть
Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www. bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что общая занятость в сфере автомобильного кузова и связанных с ним ремонтов составит 161800 человек к 2030 г. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре 18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 год и прогноз к 2030 году. Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2030 году составит 154 500 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовые национальные вакансии по каждой из следующих профессий составят: Техники и механики автомобильного сервиса — 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Обозначения сварных швов на чертежах
Технические чертежи — это описания изготовленных объектов с точки зрения формы, поверхности, отделки и материала.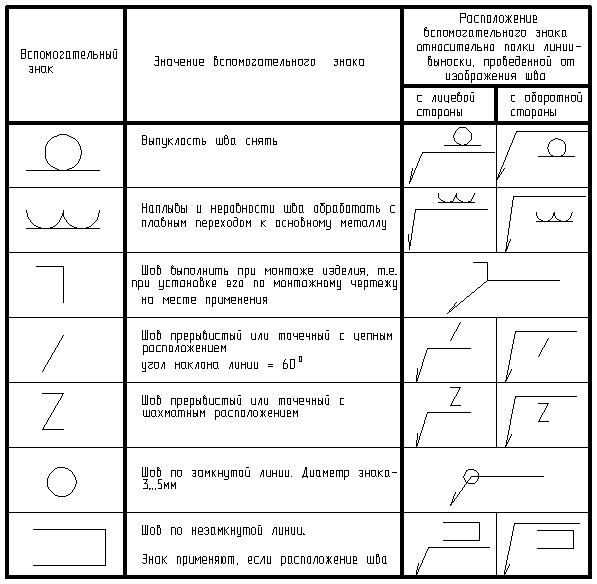 Во многих отраслях промышленности принято рисовать форму компонента, не указывая, как эта форма получена. Чертеж представляет собой описание требований, предъявляемых проектировщиком по инструкции производителя. Теоретически производитель лучше всех знает, как произвести объект с имеющимися у него ресурсами. На практике, конечно, дизайнер идет на компромисс и создает проекты, которые можно производить, используя известные ему методы. Например, круглое отверстие может быть просверлено, просверлено или пробито и может быть закончено расширением, но какой бы метод ни использовался, линии на чертеже остаются такими же, и какой бы метод ни использовался, материал не меняет своих характеристик.
Во многих отраслях промышленности принято рисовать форму компонента, не указывая, как эта форма получена. Чертеж представляет собой описание требований, предъявляемых проектировщиком по инструкции производителя. Теоретически производитель лучше всех знает, как произвести объект с имеющимися у него ресурсами. На практике, конечно, дизайнер идет на компромисс и создает проекты, которые можно производить, используя известные ему методы. Например, круглое отверстие может быть просверлено, просверлено или пробито и может быть закончено расширением, но какой бы метод ни использовался, линии на чертеже остаются такими же, и какой бы метод ни использовался, материал не меняет своих характеристик.
Сварное соединение предлагает ряд соображений, которые не возникают при других формах производства. Во-первых, способов выполнения сварного соединения гораздо больше, чем во многих других производственных операциях. Это означает, что у дизайнера гораздо меньше шансов предугадать методы производителя. Во-вторых, свойства и целостность соединения будут зависеть от способа выполнения сварного шва. Несмотря на это, дизайнер может указать тип соединения, которое ему требуется, при условии, что он готов признать, что он не сможет полностью определить соединение на ранних этапах проектирования.
Во-вторых, свойства и целостность соединения будут зависеть от способа выполнения сварного шва. Несмотря на это, дизайнер может указать тип соединения, которое ему требуется, при условии, что он готов признать, что он не сможет полностью определить соединение на ранних этапах проектирования.
В некоторых отраслях промышленности производитель обычно представляет рабочие чертежи, которые содержат подробные сведения о подготовке к сварке и ссылки на установленные процедуры сварки, которые подробно не показаны на чертежах проектировщика. Здесь описывается ряд символов Британского стандарта, которые могут использоваться на чертеже для обозначения сварных деталей.
Рисунок 59: Символы сварных швов
На практике два символа, показанные на рисунке 59, будут использоваться следующим образом:
Рисунок 60: Использование обозначений сварных швов
Примечание: Стрелка указывает на подготовленный край.
Филе | |
Квадратный стык | |
Одинарный V-образный стык | |
Двойной V-образный стык | |
Стык с одним скосом | |
Стык с двойным скосом | |
Стык одинарный | |
Двойной J стык | |
Рабочий ход | |
Несущая полоса
| |
Одетый заподлицо | |
И очень полезный символ. |

Обозначение сварного шва всегда рисуется одинаково, независимо от расположения стрелки и контрольной линии. Положение символа на контрольной линии имеет значение. Символ под ссылочной опорой означает, что сварной шов выполняется с той стороны соединения, которая указана стрелкой.Символ над контрольной линией означает, что сварной шов выполняется с противоположной стороны от стрелки соединения.
Рисунок 61: Положение символа сварного шва
Рисунок 62: Положение стрелки
Примечание: Стрелка указывает на подготовленный край.
Рисунок 63: Сварка по всему периметру
Соединение, выполненное с обеих сторон, имеет символ на каждой стороне контрольной линии.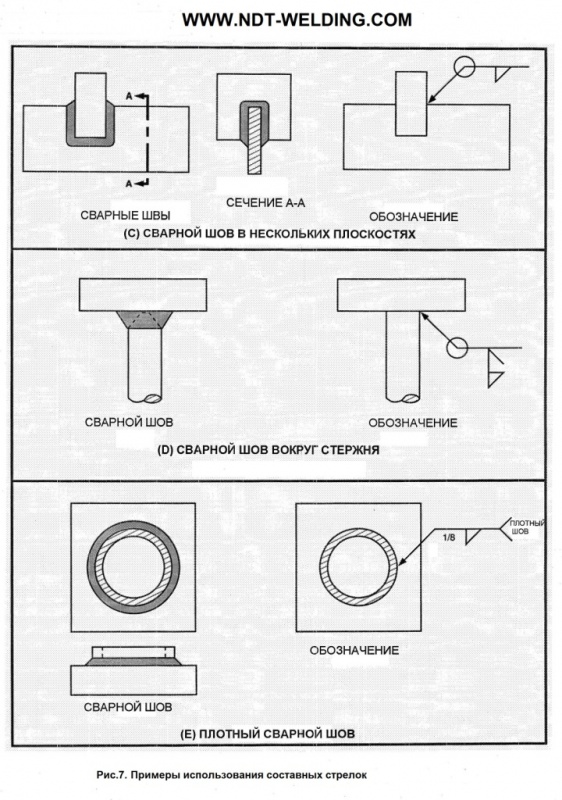
Рисунок 64: Соединение с обеих сторон
Размер сварного шва может быть указан на символе, угловой шов 6 мм. На чертеже должно быть указано, указан ли размер горла или ноги.
Угловой шов с неравномерной опорой. Это должно определяться длиной ноги. Здесь требуется диаграмма формы сварного шва.
Диаграмма здесь не требуется, поскольку размер элемента указывает ориентацию сварного шва.
Справа от символа может быть указана информация, отличная от размера сварного шва.
Рисунок 65
17.1 Прерывистые сварные швы
Цифра в скобках — длина пространства. 50 перед (100) означает, что сварка находится в начале. (100) 50 будет указывать сначала промежуток, а затем сварной шов, хотя такое расположение не является хорошей практикой.
17.2 Положения при сварке
1. Плоское положение (вниз).
Рисунок 66
2. Горизонтальное положение.
Горизонтальное положение.
Рисунок 67
3. Верхнее положение
Рисунок 68
4. Вертикальное положение.
Рисунок 69
5. Угловой шарнир (в горизонтальном положении)
Рисунок 70
6. Тройник (плоское положение)
Рисунок 71
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро. Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законодательстве США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные сообщения, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законодательстве США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные сообщения, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Обозначения угловых сварных швов — Интерпретация чертежей металлических фабрик
Угловые швы — один из наиболее распространенных типов сварных швов в отрасли. Этот сварной шов используется, когда соединение состоит из двух элементов, соединяющихся вместе, чтобы образовать пересечение под углом 90 градусов. Эти сварные швы можно наносить под разными углами, но это будет наиболее заметным.
Обозначение углового сварного шва может использоваться со стороной стрелки (под контрольной линией), другой стороной (над контрольной линией) или с обеих сторон (по обе стороны от контрольной линии).) Если угловой шов требуется по обе стороны от контрольной линии, он называется двойным угловым швом. Вертикальная ножка символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Вертикальная ножка символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Угловые швы могут иметь связанный с ними размер. Этот размер указывается слева от символа перед вертикальной стороной. Размер указывает длину участка сварного шва. Если указан единый размер, это означает, что сварной шов должен иметь равные размеры плеч.Если это угловой сварной шов с равными полками, размер его на отпечатке не принято, как показано ниже, в демонстрационных целях.
Если вызывается двойной угловой сварной шов, размер будет показан для обеих сторон соединения, в зависимости от детали эти сварные швы могут различаться по размеру, поэтому необходимо предоставить эту информацию.
Бывают случаи, когда вызывается угловой шов с неравной полкой. В этой ситуации размер детали должен быть определен таким образом, чтобы правильно свариваемый элемент соответствовал правильному размеру ножки.Это может включать только одну из двух длин ног. Если бы не было указаний на то, какая ножка к какой части, можно было бы неправильно сварить.
Если бы не было указаний на то, какая ножка к какой части, можно было бы неправильно сварить.
Иногда угловые сварные швы не отображаются с указанием размера, а вместо них в конце символа отображается пометка, которая дает необходимую информацию о размере. Это обычное явление, когда угловые швы имеют одинаковый размер.
В случае длины сварного шва она может иметь или не иметь связанный с ней размер. Если сварной шов не имеет размера, сварным швом будет непрерывная длина соединения.Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если у нее нет размеров, сварной шов будет проходить по всей длине соединения. Сварной шов можно наносить только на определенную длину стыка. Это должно быть показано на символе сварного шва для передачи информации между людьми. Длина сварного шва указывается справа от символа углового шва.
На этом рисунке показан угловой сварной шов диаметром 6 дюймов, который должен быть нанесен со стороны стрелки.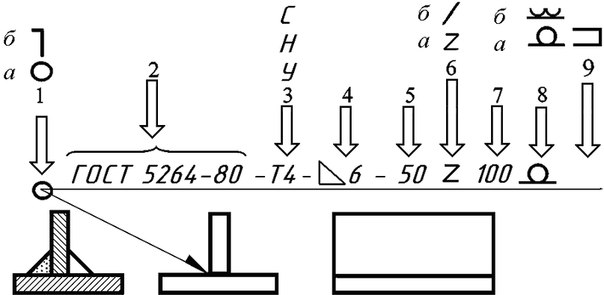
Могут быть случаи, когда на детали указывается длина, а расположение сварного шва указывается с размером, чтобы обеспечить правильное расположение.
Линии штриховки могут использоваться для обозначения длины сварного шва вместо использования размера на самом обозначении сварного шва.
Бывают случаи, когда сварной шов может изменить направление из-за геометрии детали. Если это произойдет, он будет вызываться с помощью нескольких стрелок на одной опорной линии.
Если не требуется, чтобы сварной шов был непрерывным, обычно применяют прерывистый сварной шов. Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки.Они называются сварными сегментами. В промышленности они обычно называются пропущенными сварными швами.
При использовании прерывистой сварки указывается длина сварного шва, а также шаг, который должен быть применен. Когда это отображается с правой стороны символа и называется длиной сегмента дефисом, а затем шагом сварных швов.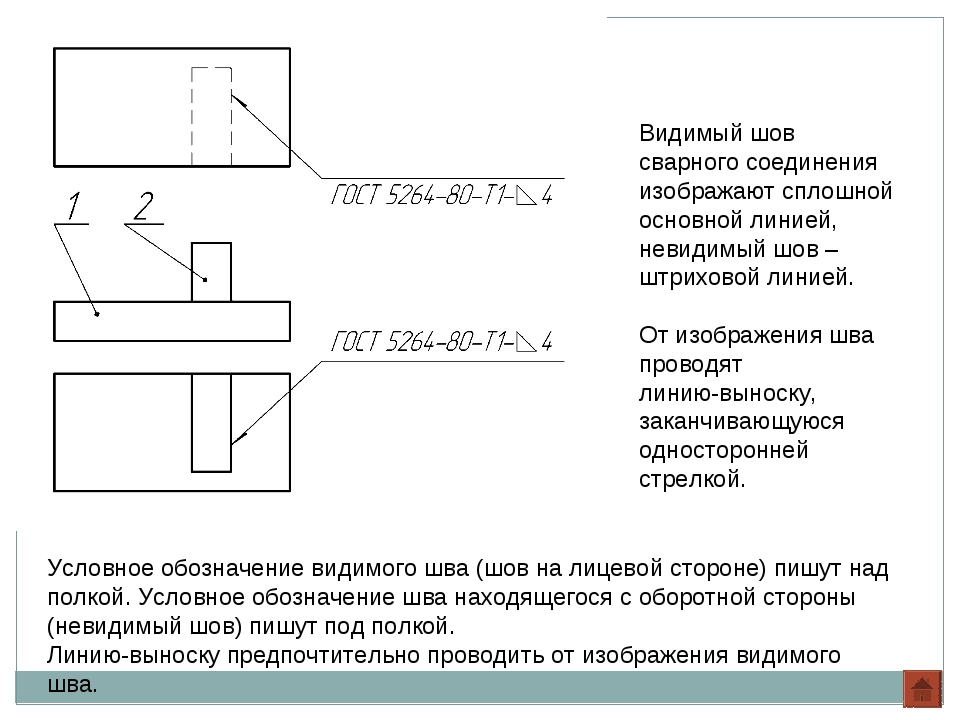 Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Иногда, когда на обеих сторонах соединения есть сварные швы, и они прерывистые, теперь это становится цепной прерывистой сваркой.Это можно увидеть на длинных участках тройникового соединения, которые не подвергаются большим нагрузкам.
Если прерывистый угловой шов не является цепным сварным швом, он будет вызываться как прерывистый угловой шов в шахматном порядке. Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга. Это смещение также отображается на опорной линии. Он может быть смещен в любом направлении на контрольной линии. Размеры этих сварных швов должны быть указаны по обе стороны от контрольной линии.
Если сварной шов должен быть прерывистым с одной стороны, а непрерывный — с другой, размер символа должен быть рассчитан индивидуально.
Не все поля будут одинаковыми или обязательно общее пространство.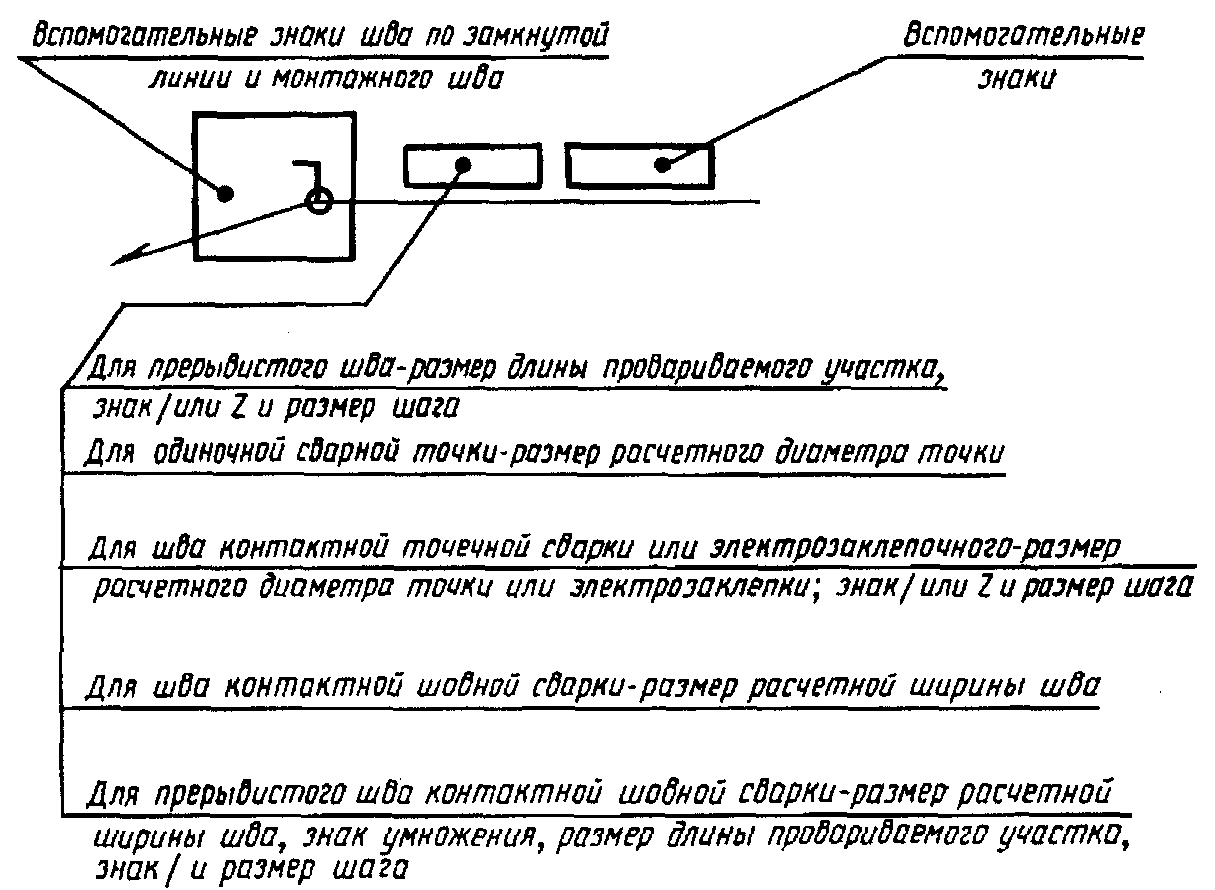 Вы должны уметь рассчитать интервал между ограничителями и началом сварки, чтобы применить правильные сварные швы в соответствии со спецификацией. Самый простой способ найти это расстояние — просто вычесть шаг из длины сварного шва (сегмент.)
Вы должны уметь рассчитать интервал между ограничителями и началом сварки, чтобы применить правильные сварные швы в соответствии со спецификацией. Самый простой способ найти это расстояние — просто вычесть шаг из длины сварного шва (сегмент.)
7 дюймов (шаг) — 3 дюйма (длина сегмента) = 4 дюйма (расстояние между сварными швами)
Иногда будет как непрерывная, так и прерывистая сварка. В этом случае расстояние между этими сегментами будет одинаковым.
Если встречается такая комбинация, символы сварки должны указывать непрерывную и прерывистую на одной стороне соединения. Они также часто имеют размеры.
Тест на угловой сварной шов
Запишите соответствующую информацию с каждой буквой и укажите, что это такое.
Обозначения сварных швов — Интерпретация чертежей металлических фабрик
Электрозаклепка — это сварной шов круглого сечения, который выполняется внутри существующего отверстия, чаще всего в одном куске металла, приваривая эту деталь к другому элементу. Обозначение электрозащитного шва представляет собой прямоугольник с обозначением диаметра, расположенным слева от символа, а также числом, связанным с этим диаметром.
Обозначение электрозащитного шва представляет собой прямоугольник с обозначением диаметра, расположенным слева от символа, а также числом, связанным с этим диаметром.
На некоторых чертежах отверстие на отпечатке не указано, поэтому при определении места, где будет выполняться электрозаклепка, используются размеры.Местоположение будет обозначено средней линией, проходящей через деталь.
Выше показано смещение ½ дюйма электрозаклепки на 1 дюйм от края до центра сварного шва.
Некоторые электрозаклепки могут включать зенковку отверстия электрозаклепки. Это называется включенным углом зенковки. Этот угол отображается под прямоугольником самого символа или, если электрозаклепка должна располагаться с другой стороны, он будет размещен над символом сварного шва. При расчете размера отверстия помните, что диаметр будет узким отверстием в основании сварного шва.
Без зенковки необходимо будет следовать заводским стандартам и процедурам, чтобы определить, какой это должен быть угол, если он есть. В большинстве магазинов есть процедуры для часто выполняемых задач. Если необходимо, это может быть указано в процедуре сварки для завершаемых электрозаклепок.
В большинстве магазинов есть процедуры для часто выполняемых задач. Если необходимо, это может быть указано в процедуре сварки для завершаемых электрозаклепок.
Если требуется несколько сварных швов, к символу будет добавлен еще один элемент. Это будет число в круглых скобках, например (6).
При наложении электрозаклепки важно знать требуемую глубину заливки. Если электрозаклепка должна заполнить предусмотренное отверстие, символ останется пустым. Это означает, что внутри прямоугольника не будет размеров. Если отверстие должно быть заполнено ровно настолько, то оно будет помещено внутри прямоугольника. Этот размер будет дробным и указывает количество в дюймах, которое будет заполнено отверстие, а не обязательно то, насколько оно будет заполнено.
Еще одним элементом, который можно добавить к этому обозначению сварного шва, может быть шаг (интервал) для нескольких сварных швов. Он расположен справа от символа и представляет собой число, обозначающее расстояние от центра к центру для расположения сварного шва.
Сварные швы электрозаклепки могут иметь символ контура, который будет добавлен ниже символа, или угол зенковки, если он находится на стороне стрелки, и выше, если он находится на другой стороне контрольной линии. Существует много типов контуров и обозначений отделки, они обозначены дополнительными символами сварки.
Этот символ представляет:
Сварной шов
Сторона стрелки
½ дюйма в диаметре
Объем заполнения 1/8 дюйма
Угол зенковки 45 градусов
Плоский контур
После обработки
Обозначение сварного шва с пазом
Обозначение сварного шва с прорезью аналогично тому, что используется для электрозаклепки. Однако перед размером символа не отображается символ диаметра. Размер сварного шва будет равен ширине паза.Он отображается слева от символа так же, как и для электрозаклепки.
Сварной шов шириной 1/2 дюйма
Длина щелевого шва будет представлена справа от символа.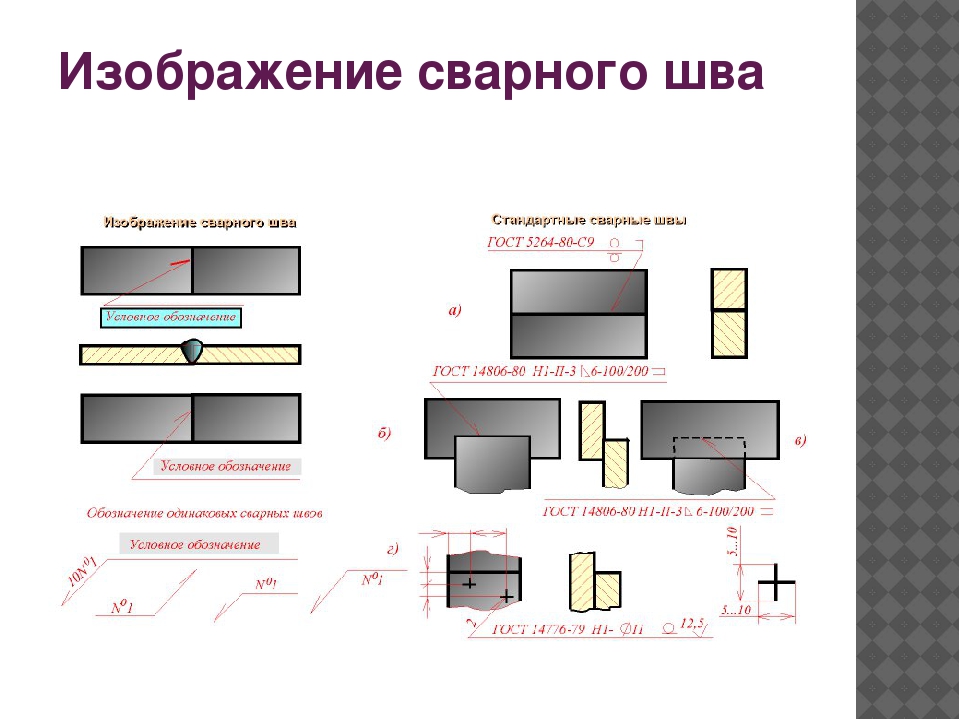 Это также может включать в себя шаг, показывающий расстояние от центра к центру сварных швов. Если есть шаг, то в скобках под символом на стороне стрелки или над символом на другой стороне сварного шва будет указано количество сварных швов с пазами.
Это также может включать в себя шаг, показывающий расстояние от центра к центру сварных швов. Если есть шаг, то в скобках под символом на стороне стрелки или над символом на другой стороне сварного шва будет указано количество сварных швов с пазами.
На чертеже должна быть показана ориентация сварных швов с пазами, чтобы не путать направление вдоль детали.На изображении выше показаны пазы с вертикальной ориентацией детали по сравнению с горизонтальной компоновкой, как показано ниже.
Щелевой сварной шов может включать любое количество элементов, они очень похожи на обозначение электрозаклепки, которое только что было объяснено.
Сюда могут входить:
Стрелка или другая сторона
Размер (ширина)
Длина слота
Участок
Глубина заполнения
Количество необходимых сварных швов
Контур
Отделка
Не ошибитесь при заполнении пробки или сварного шва.Существует возможность получить угловой сварной шов внутри отверстия вместо фактического заполнения отверстия для электрозаклепки.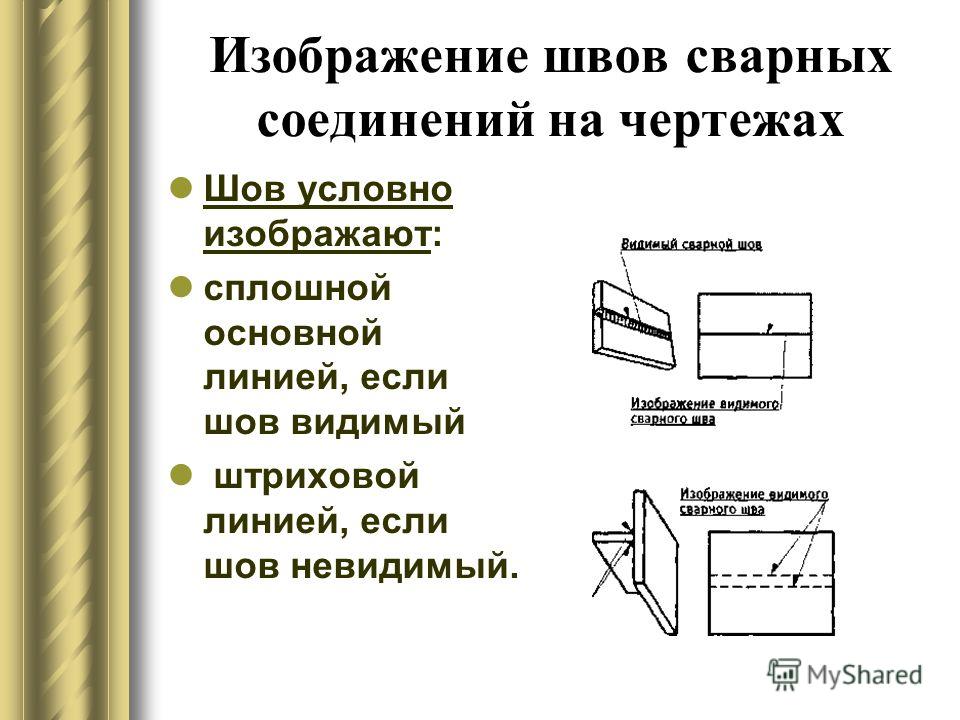 Это также могло быть ошибочно сделано для сварного шва с пазами.
Это также могло быть ошибочно сделано для сварного шва с пазами.
Тесты «Plug and Slot»
Запишите всю информацию, касающуюся приведенных ниже символов сварки.
Сварочные символы: полное руководство | 2020
Наряду с субподрядчиками, которые занимаются сантехникой, HVAC (то есть отоплением, вентиляцией и кондиционированием воздуха), и электриками, сварщики часто являются ключевыми членами команды, участвующей в строительстве здания.
Сварщики будут работать в тесном сотрудничестве с инженерами-сантехниками, чтобы обеспечить надежность и надежность соединений между трубами, как подающей, так и канализационной. Услуги сварщика могут также потребоваться для конструктивных элементов, как, например, в случае здания со стальным каркасом, где колонны, балки и фермы могут быть приварены к другим опорам. Наконец, вы можете вызвать сварщика для установки некоторых неструктурных или архитектурных стальных элементов, таких как лестничные перила, навесы, вытяжные колпаки или стеллажи.
Хотя сварочные символы обычно резервируются для производственных чертежей от производителей, строители должны знать, как распознать их на структурных чертежах в наборе чертежей, поскольку строители несут ответственность за обеспечение того, чтобы различные аспекты строительного проекта совпадали, как задумано.
«Хорошие строители должны знать, как выглядит символ сварки», — поясняет профессиональный строитель и мастер Джордан Смит. «Таким образом, когда вы столкнетесь с этим, вы сможете сказать:« Эй, это выходит за рамки того, что я делаю с кадрированием ».Мне нужно согласовать действия с производителем, чтобы убедиться, что все эти соединения выполняются должным образом ».
Например, архитектор включает в дизайн дома лестницу с металлическими перилами. Затем его отправляют производителю, который построит металлический поручень, и кто знает, где и как его элементы должны быть сварены вместе. Чертежи изготовителя отправляются обратно архитектору для проверки, но он или она не изучает типы сварных швов или их конструкцию, а только то, выглядит ли это так, как задумал архитектор. Подрядчик и сварщик затем будут работать с чертежами изготовителя для деталей установки поручня.
Подрядчик и сварщик затем будут работать с чертежами изготовителя для деталей установки поручня.
Распознавание символов — это первый шаг к чтению чертежей собственности. Узнайте все, что вам нужно знать о чтении чертежей, в онлайн-классе MT Copeland , который преподает профессиональный строитель и мастер Джордан Смит.
6 Общие символы сварки
1.Стрелка и справочная линия
Это позволяет быстро определить, что вы смотрите на символ сварного шва. Стрелка указывает на соединение, в которое будет помещен сварной шов, а информация об ориентации и типе сварного шва будет включена вдоль стрелки или справочной линии. (Изображение с openoregon.pressbooks.pub )
2. Вид сварки
По сторонам от контрольной линии символ, представляющий либо конструкцию соединения, либо завершенный сварной шов, будет указывать на тип сварного шва, с общими обозначениями сварных швов с разделкой кромок, включая клиновидные стыковые соединения, угловые соединения и угловые сварные швы.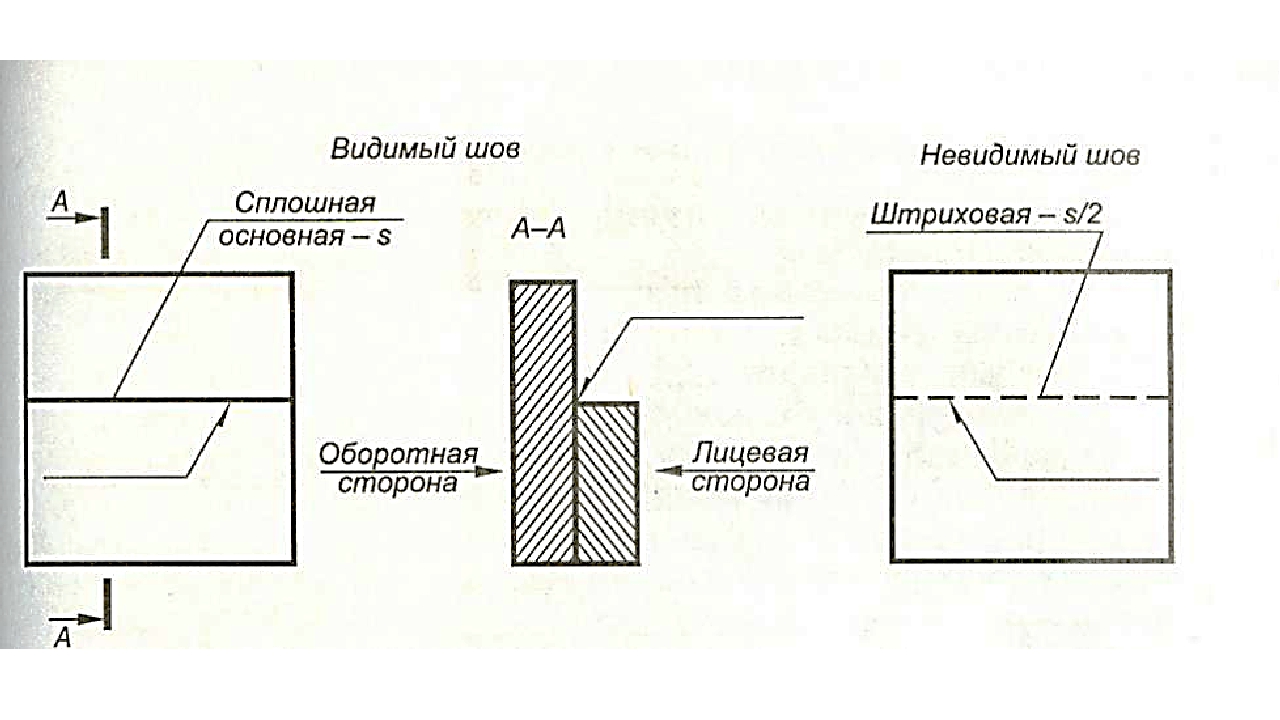 Точечные швы обозначаются кружками, а швы — кружком, пересеченным двумя параллельными линиями. (Изображение с Weldingsuppliesfromioc.com )
Точечные швы обозначаются кружками, а швы — кружком, пересеченным двумя параллельными линиями. (Изображение с Weldingsuppliesfromioc.com )
3. Расположение или ориентация сварного шва
Если символ типа сварного шва появляется под контрольной линией, то сварной шов должен находиться на той же стороне соединения, что и стрелка. Если он выше контрольной линии, значит, он идет на противоположной стороне стыка. Если символ повторяется как над, так и под контрольной линией, следует сваривать обе стороны стыка. (Изображение с wcwelding.com )
4. Контур сварного шва
Должен ли сварной шов быть гладким, вогнутым или выпуклым, обозначается линией вдоль символа, представляющего тип сварного шва. Сварной шов заподлицо обозначается прямой линией, вогнутый и выпуклый — изогнутыми линиями. (Изображение с wcwelding.com )
5.
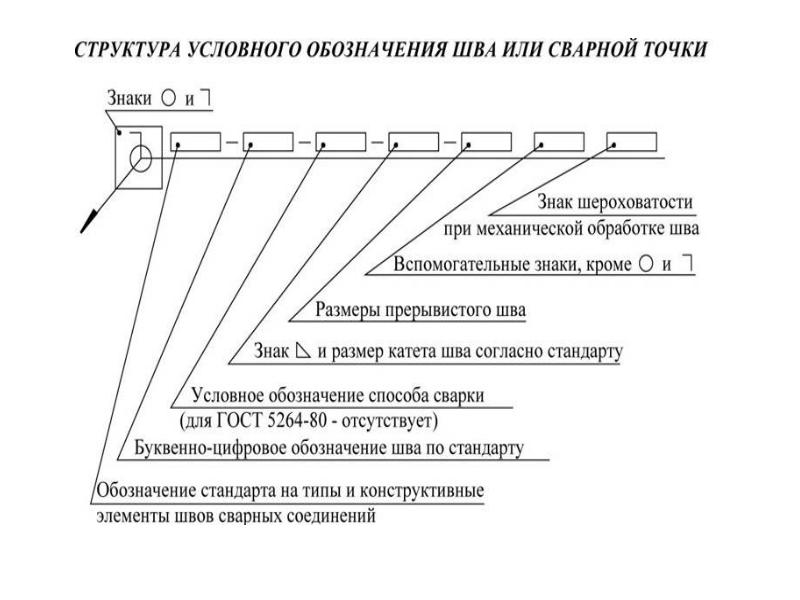 Размер шва
Размер шваЧисла по обе стороны от основного символа сварного шва указывают его размер.Число слева от символа сварного шва указывает его ширину, а число справа — длину. Иногда справа от символа будут стоять два числа, разделенных тире. В этом случае имеется несколько сварных швов, как в случае прерывистых угловых швов, а второе число указывает расстояние между центрами каждого отдельного сварного шва. В случае углового шва, если символ углового шва появляется как над, так и под контрольной линией с одинаковым номером слева от него в каждом месте, сварщик должен создать сварной шов с равными ножками. (Изображение с Weldingsuppliesfromioc.com )
6. Дополнительные символы
Одним из наиболее важных элементов дополнительной информации с точки зрения подрядчика является небольшой флажок, размещенный вдоль контрольной линии. Это указывает на то, что сварной шов является сварным швом в полевых условиях (то есть, который должен выполняться на месте).
Другие подробности о типе сварного шва или способах его выполнения можно добавить в конец стрелки.(Если сварщику не нужно сообщать дополнительную информацию, хвост, как правило, не указывается.)
Часто эта дополнительная информация представлена в виде аббревиатуры, которая в США основана на кодовых обозначениях Американского общества сварщиков и указывает на конкретный процесс сварки. Например, FCAW относится к дуговой сварке порошковой проволокой, в то время как SMAW представляет собой дуговую сварку защищенным металлом (оба обычно используются в строительстве).
Хотя вы вряд ли встретите их в Соединенных Штатах, вы также можете найти числа в хвостовой части сварного шва.Если да, то это коды ISO от Международной организации по стандартизации (136 соответствует FCAW; 111 — SMAW). (Изображение с wcwelding.com )
MT Copeland предлагает онлайн-классы на основе видео, которые дают вам фундамент в области строительства с использованием реальных приложений.