Как выполняется сварка полуавтоматом: советы по свариванию металла
Екатерина
Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
- Типы полуавтоматического сварочного оборудования
- Устройство аппарата
- Плюсы и минусы полуавтоматической сварки
- Особенности сварки газом и без газа
- Как выбрать полуавтомат
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты.
 Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий; - защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.

Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
 При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
 Сплав происходит с помощью медной проволоки;
Сплав происходит с помощью медной проволоки;Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:
- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
При этом применяется защитный газ – гелий, аргон или углекислый газ.
Особенности сварки газом и без газа
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.

Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.

Узнать больше о дуговой сварке электродами.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Похожие публикации
Полуавтоматическая сварка: как пользоваться полуавтоматом, технология
Содержание:
- Что такое полуавтоматическая сварка
- Устройство полуавтомата
- Как работает полуавтомат
- Технология сваривания в среде защитного газа
- Особенности сваривания алюминия
- Сварка без инертного газа
- Особенности механизма подачи проволоки
- Основные дефекты шва
- Интересное видео
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.
Что такое полуавтоматическая сварка
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.

Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.

В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
 Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
 Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.

Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.
Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
 При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
Какой выбрать сварочный полуавтомат для дома
Долгое время дуговая электросварка применялась только для соединения деталей из черного металла. Шов получался довольно грубоватый, присутствовали проблемы с образованием шлака в сварочной ванне. Поэтому там, где требовалось варить цветной или тонкий черный металл, применяли газовую сварку. Последние два десятка лет распространение получила технология, известная как полуавтоматическая сварка в среде защитных газов.
Шов получался довольно грубоватый, присутствовали проблемы с образованием шлака в сварочной ванне. Поэтому там, где требовалось варить цветной или тонкий черный металл, применяли газовую сварку. Последние два десятка лет распространение получила технология, известная как полуавтоматическая сварка в среде защитных газов.
Сварочный полуавтомат — это аппарат для проведения сварки с помощью проволоки. Механизированная подача проволоки и возможность регулирования скорости подачи ускоряет процесс сваривания и уменьшает нагрузку на сварщика.
Как работает полуавтомат
Конструктивно сварочный полуавтомат близок к инвертору, но для соединения металла используется не электрод, а специальная сварочная проволока, подаваемая в зону нагрева автоматически (отсюда и название метода). Защита шва от окисления уже происходит не облаком газа, образованного при сгорании обмазки электрода, а подачей специального защитного газа по отдельной магистрали в зону горения дуги.
В результате образуется очень аккуратный шов, в котором нет пустот, заполненных шлаком. Зона нагрева при проведении работ минимальна. Поэтому снижается риск коробления или прожига тонкого металла. Полуавтоматической сваркой можно соединять и довольно капризные материалы: медь, алюминий, чугун.
Зона нагрева при проведении работ минимальна. Поэтому снижается риск коробления или прожига тонкого металла. Полуавтоматической сваркой можно соединять и довольно капризные материалы: медь, алюминий, чугун.
Преимущества сварки полуавтоматом
- Очень высокое качество и прочность сварочного шва, намного выше, чем при обычной электродуговой сварке.
- Минимальная деформация рабочей зоны обрабатываемой детали.
- После сварочных работ изделие практически не нужно дополнительно обрабатывать от окалин и шлака.
- Возможность проводить длинный беспрерывный сварочный шов.
- Можно качественно сваривать практически любые металлы и их сплавы, достаточно просто правильно подобрать сварочную проволоку и защитный газ.
- Глубокое проваривание свариваемого материала, в некоторых аппаратах достигает значение в 20 мм.
- Сварку рекомендуют использовать для высокоточных работ и при соединении очень тонких (до 1-2 мм) металлов.
- Низкая цена аппарата и расходных материалов к нему.

Основных разновидностей полуавтоматической сварки три. Различаются они по способу защиты точки сварки.
Сварка без газа под флюсом
В этом варианте не применяется газ, поскольку внутри порошковой проволоки помещен флюс, по составу схожий с обмазкой электрода. Хотя такой метод и имеет недостатки традиционной сварки — может образовываться шлак в шве, поэтому требуется проваривать несколько раз с перекрытием швов для надежности.
Качество шва не самое высокое. Требует обратной полярности: минус подается на горелку, плюс — на деталь. Проволока довольно дорогая. Способ хорош там, где требуется мобильность, поскольку оператор избавлен от необходимости манипулировать оборудованием с тяжелыми баллонами.
Сварка с активным газом (MAG — Metal Active Gas)
Прямая полярность (плюс на горелке), в зону горения подается углекислый газ. Качества шва много выше, чем при сварке под флюсом. Хотя шов все-равно получается чешуйчатым, но уже без пустот, заполненных шлаком.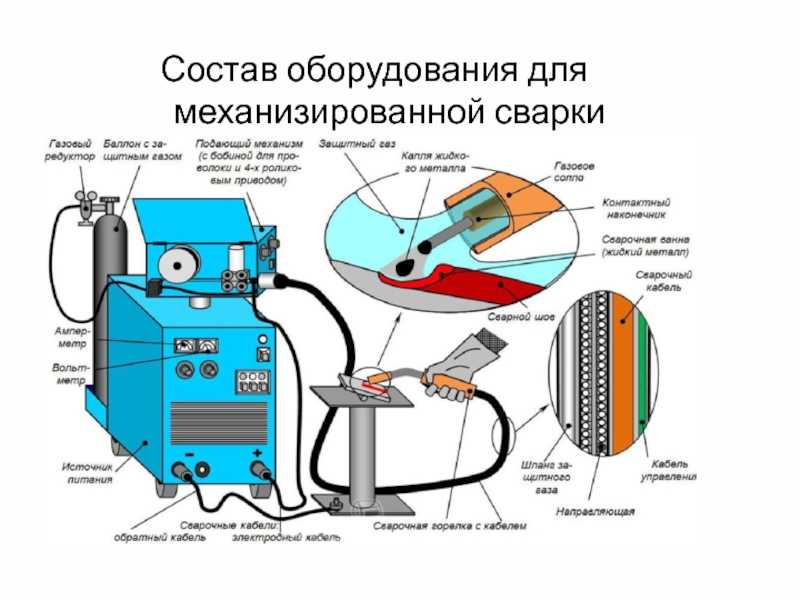 Положительный момент: недорогой газ.
Положительный момент: недорогой газ.
Сварка с инертным защитным газом — аргоном (MIG — Metal Inert Gas)
Прямая полярность. Наилучшее качество шва. Из минусов: высокая стоимость газа аргон и его смесей, оборудование плохо предназначено для эксплуатации в полевых условиях. По итоговому качеству этот вид оборудования аналогов не имеет.
Как правильно выбрать полуавтомат для дома и гаража
Существует убеждение, большие аппараты прочнее, надёжней, мощней и многофункциональней. Это не соответствует действительности. Современные технологии позволяют производить компактные, мощные устройства, которые не уступают в производительности и эффективности. Поэтому перед покупкой сначала анализируют технические характеристики модели — именно они определяют стоимость полуавтомата и особенности применения.
Выбирая лучший полуавтомат для сварки, учитывайте индивидуальные критерии:
- В каких условиях будет использоваться оборудование: стационарный для гаража, на открытом пространстве или в полевых условиях. Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур.
- Какой металл будете сваривать и его толщина. От толщины деталей зависит диаметр электродов.
- Качество шва. Для кузовного ремонта и авто необходимо высокое качество сварного шва.
- Планируемая нагрузка. Для домашнего хобби можно остановить выбор на китайских полуавтоматах, они производительные, дешевые и многофункциональные.
- Сеть питания (трехфазная или домашняя 220 В).
- Наличие защиты от перепадов напряжения, короткого замыкания, перегрузки.
- Степень автоматизации. Опытные мастера предпочитают автоматическую регулировку рабочих параметров.
 Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур.
Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур.Однокорпусные и многокорпусные полуавтоматы
Исполнение оборудование может быть различным:
- Однокорпусным — система управления, подачи проволоки и преобразователь тока выполнены единым блоком. Предельно обжатая компоновка, удобная для домашнего мастера, но плохо подходящая для интенсивной и большой нагрузки. Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически.
- Многокорпусное — система управления, механизм подачи проволоки и преобразователь выполнены отдельными блоками. Есть системы с дополнительным водяным охлаждением горелки. Такое оборудование занимает больше места, но допускает очень интенсивную эксплуатацию. Именно по этой схеме выполнено большинство профессионального оборудования.
 Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически.
Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически.Однофазные и трехфазные
По напряжению питания так же существуют различия. Аппараты, рассчитанные на напряжение 220 В более компактны. Но выдают меньший сварочный ток. Поэтому применяются для работы с более тонким металлом. Хороши на выезде — по причине небольших габаритов. Из минусов — при недостаточной мощности сети возможно проседание сварочного тока и как следствие, низкое качество шва.
Более стабильны аппараты, работающие от сети 380 В. С их помощью можно варить более толстый металл. Из недостатков: большая масса и потребность в трехфазной питающей сети — она есть не везде.
Бытовые, полупрофессиональные, профессиональные
Как и все инструменты, полуавтоматы можно разделить на три категории: бытовые, профессиональные и полупрофессиональные. Бытовые устройства для дома и дачи рассчитаны на эпизодическое кратковременное применение. Сварочный ток не выше 200 А. Из плюсов: невысокая цена, компактность. Совершенно не годится для интенсивной работы.
Профессиональные аппараты могут эксплуатироваться длительное время с серьезной нагрузкой. Выдают выше 300 Ампер. Минусы — цена и габариты.
Промежуточное положение занимает полупрофессиональное оборудование. Подходит для гаража, небольшой мастерской или сервиса. Там, где работа сложная, но не такая уж и частая. Отлично справляются с ремонтными, кузовными и строительными задачами. Максимальный ток 200-300 А.
По типу источника питания выделяют:
- трансформаторные;
- выпрямительные;
- инверторные.
Последние считают самыми надежными.
Классификация по типу подачи проволоки
Подача сварочной проволоки может производиться различными способами (применяют два ролика — прижимной и подающий, соединенный с приводом).
- Самый простой — толкающий. Привод находится в корпусе аппарата. Достоинство в простоте. Недостаток в ограничении длины подающей магистрали — не более 3-4 метров. При больших расстояниях возможно «утыкание» проволоки.
- Тянущий привод монтируют непосредственно в горелке. Это дает оператору больше свободы, но утяжеляет горелку и накладывает ограничения на объем сварочной проволоки — много запаса в рукоятке не разместишь.
- Там, где подача проволоки требуется на расстояния более 4 метров, применяют тянуще-толкающую подачу с двумя приводами (один вытягивает материал из корпуса, второй — направляет и подает ее в рукоятке). Это удорожает оборудование, но позволяет добиться более стабильного функционирования всего комплекса.
Закрытая система считается лучшей, т.к. предотвращает попадание пыли и грязи на проволоку.
Специалисты обращают внимание, что не стоит делить модели на хорошие и плохие. Лучший сварочный полуавтомат — тот, который эффективно решает пользовательские задачи.
По ссылке можно перейти в каталог и купить электросварку с гарантией производителя и быстрой доставкой в Киев, по Харькову и Украине.
Комментарии
Сварочный аппарат полуавтомат принцип работы
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов.![]() Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» – то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.

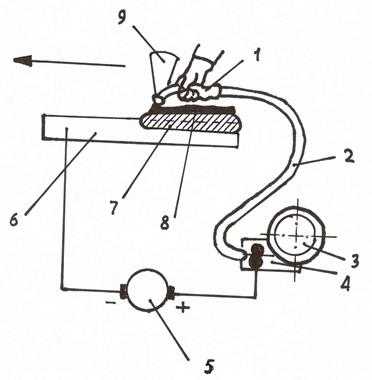
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.

Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор.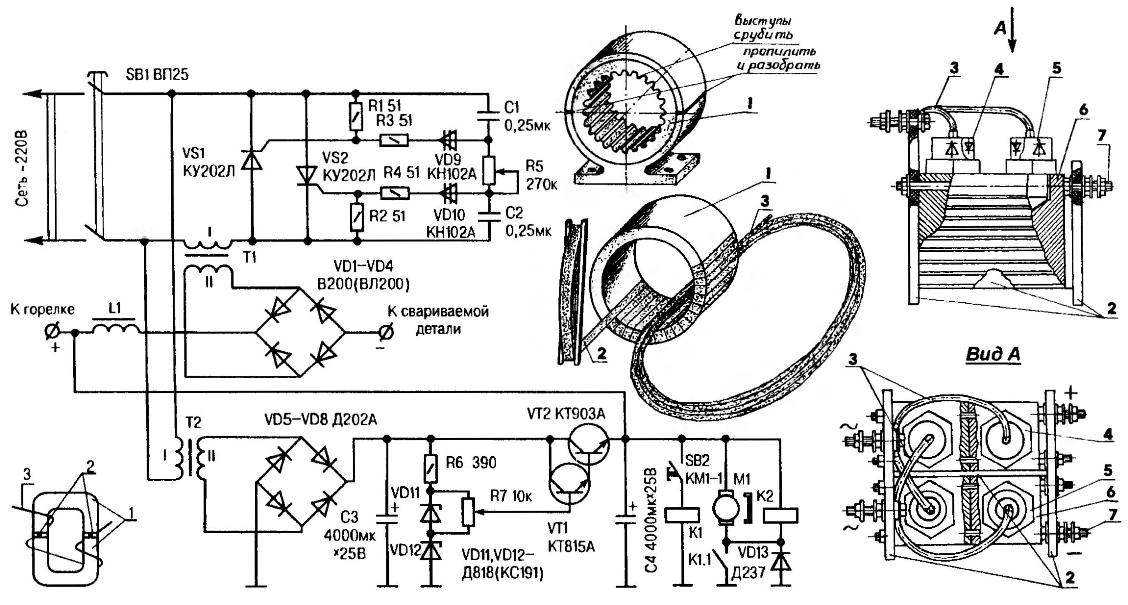 При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
 Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.Как работать сварочным полуавтоматом — Mrmetall.ru
В наше время невозможно обойтись без сварки. И одним из перспективных видов является полуавтоматическая сварка. Она имеет международное обозначение MAG и MIG.
Содержание
- Mig и Mag
- Виды механизированной сварки
- Назначение полуавтоматической сварки
- Возможности полуавтоматической сварки
- Принцип действия
- Характеристики полуавтоматической сварки
- Максимальная толщина металла для работы полуавтоматом.
- Применяемые газы
- Аргон
- Азот
- Гелий
- Смесь гелия и аргона
- Смесь аргона (Ar) и кислорода (O2)
- Газ применяемый для черного металла
- Какой баллон нужен для полуавтоматической сварки?
- Что такое потребляемая мощность сварочного полуавтомата
- Способ движения горелки
- Аттестация НАКС для полуавтоматической сварки
- Преимущества и недостатки
- Преимущества:
- Недостатки
- Что нужно для полуавтоматической сварки
- Редуктор
- Осушитель
- Ротаметр
- Процесс в газовой смеси
- Что такое сварочный полуавтомат
- Горелка
- Источник питания
- Блок управления и устройство подачи
- Род и полярность сварочного ток
- Обратная полярность
- ПВ сварочного полуавтомата
- Вылет и выпуск электрода
- Индуктивность
- Технология полуавтоматической сварки
- Подготавливаем к работе полуавтомата
- Подготовка деталей для сварки
- Процесс сварки полуавтоматом или как им работать.
- Стыковые соединения
- Тавровые и угловые соединения


Mig и Mag
МAG расшифровывается как Metal Activ Gas, что означает полуавтоматическая сварка в среде активного углекислого газа. MIG – Metal Inert Gas, полуавтоматическая сварка выполняемая в среде инертных газов. Об этих видах поговорим в нашей статье.
MIG и MAG обозначают один и тот же сварочный процесс, выполняемый полуавтоматической сваркой в защитном газе. Mig выполняется в атмосфере инертного газа, а mag в активного, чаще всего – углекислом.
MAG и Mig процесс также называют механизированной сваркой (МП). Это обусловлено тем, что процесс подачи проволоки механический, а не ручной как в случае со способом TIG. По поводу TIG читайте в данной статье.
Зачатую у новичков возникает вопрос, что такое сварка МП. Расшифровывается МП – механизированная сварка плавящимся электродом, аббревиатура обозначающая, по сути, то же что MAG и MIG. Также возможно встретить название кемпинговая или кемпельная сварка.
В данном случае речь идет все о том же. Данное название пошло от производителя полуавтоматов фирмы KEMPPI
Виды механизированной сварки
По способу защиты расплавленной ванны металла:
- В защитных газах
- Самозащитой проволокой
- Под слоем флюса (flux)
По типу дуги:
- Стационарная;
- Импульсная
По способу переноса металла:
- Крупнокапельный
- Среднекапельный
- Струйный.
В данной статье речь будет идти о процессе выполняемым стационарной дугой в среде активного газа (или инертного). О процессе, выполняемом импульсной дугой, расскажем в нашей следующей статье.
Назначение полуавтоматической сварки
В пятидесятых годах прошлого века, когда разрабатывался данный процесс, его основной функцией было то же что и в наше время — получение высококачественных сварных швов. Особенно это актуально для тонких деталей.
Если работать данным способом правильно можно получать очень высокую производительность. Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Основная функция — это соединение металлов с высокой производительностью, и универсальностью применения. Данным способом варят огромное количество как цветных металлов, нержавеющих сталей и сплавов так и «черных» сталей, чугуна и прочих.
Теперь немного разберемся с оборудованием. Для сварных соединений используются специальные аппараты. Они называются – полуавтоматами.
МП ведется полуавтоматически – перемещает горелку вручную. Проволока подается автоматически. Это послужило названию полуавтомат.
Возможности полуавтоматической сварки
Возможности у данного способа очень широки. Работать возможно в любом положении хоть в нижнем, хоть в потолочном. Так как нет флюса, который может рассыпаться.
Данным способом особенно mig, возможно легко получать качественные соединения работая с высоколегированными сталями. Притом толщина деталей может быть как очень мала, от 0,8 мм, так и больше 100 мм.
Принцип действия
Работать полуавтоматом весьма не сложно.
Принцип, следующий: при нажатии на клавишу горелки из сопла полуавтомата подается присадочная проволока. Касаясь изделия концом проволоки зажигается дуга. Дуга горит между концом проволоки и деталями. Тем самым происходит сплавление метала деталей и присадочной проволоки.
Сварочная ванна и дуга защищаются потоком газов, подача которых происходит через сопло сварочной горелки. Основной металл и присадка плавится в сварочной ванне и перемешивается, а при остывании кристаллизуется. Горелка перемещается вдоль деталей и формируется шов.
Характеристики полуавтоматической сварки
Основными характеристиками является:
| 1 | Сварочный ток | 42-520 А (Для автоматического процесса до 1100 А) |
| 2 | Напряжение на дуге | 12-40 В |
| 3 | Скорость проведения процесса | 25 – 100 см / мин |
| 4 | Диаметр используемой присадочной проволоки | 0,8 – 3,0 мм |
| 5 | Расход газа | До 25 л / мин |
| 6 | Температура дуги при полуавтоматической сварке | 6000 – 8000 оС |
Максимальная толщина металла для работы полуавтоматом.

Значения максимальной толщины будут регламентированы не способом выполнения процесса будь то полуавтоматическая сварка в аргоне или покрытыми электродами. Так как заварить можно толщины и в 500 мм и более. Как например реакторная зона на атомных станциях.
Значения максимальной толщины нам укажет нормативный документ, согласно которому выполняется процесс. Если работать согласно ГОСТ 14771, то для U-образной разделки можно варить изделия толщиной вплоть до 100 мм. При двухсторонней до 100-120 мм.
Применяемые газы
Характеризует также полуавтоматический процесс применяемый газ. Те газы которые при попадании в шов образуют химические реакции с металлом сварочной ванны являются — активными. Применяются для MAG.
Для процесса МАГ используют следующие газы:
- Кислород (О2)
- Диоксид углерода (СО2)
- Азот
- Водород
Для MIG сварки используются инертные газы, одноатомные, не вступающие в химическую реакцию в отличие от активных и не дающие взаимодействовать газам из воздуха со свариваемым металлом.
Для МИГ применяют газы:
- Аргон
- Гелий
- А также смесь аргона (Ar) с гелием (He), диоксида углерода (СО2) и аргона, кислорода с диоксидом углерода, и смеси газов Ar+CO2+O2.
Часто возникают вопросы по использованию газов. Вот некоторые: для чего нужен газ в сварочном полуавтомате, для сварки полуавтоматом какой газ нужен?
В полуавтомате газ нужен для обеспечения защиты расплавленного металла от воздуха. Подбор газа происходит от того, какие металлы варятся, и предъявляемые при работе требования к изделию.
Аргон
Аргон применяют при проведении ручной механизированной сварки плавящимся электродом, когда необходимо варить такие металлы как титан, высоколегированные нержавеющие, жаростойкие и жаропрочные стали и алюминий.
Если коротко, то аргон применяется для полуавтоматической сварки сплавов из цветных металлов и ответственных металлоконструкций, изготовленных из конструкционных сталей.
Аргон делиться по маркам (А, Б, В). Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Аргон этой марки широко применяется для углеродистых легированных сталей. Марка В содержит до 0,1% азота. Значения кислорода те же что и для марки Б и 0,005%.
Азот
Азот используется редко. В основном применяется для меди и ее сплавов. Для других же металлов азот зачастую является вредным, вступая в реакции с расплавленным металлом шва.
Гелий
Гелий нечасто применяется отдельно. Расход данного газа высокий, а сам газ дорогой. Его применяют также, как и аргон. В основном активных, типа алюминия, циркония, высоколегированных сталей или титана. Сварочная дуга, горящая в газовой атмосфере гелия, имеет более высокую температуру. Это поможет работать там, где необходимо проваривать большие толщины, ведя процесс на высокой скорости. Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Смесь гелия и аргона
Чаще гелий используют в сочетании с аргоном. Смеси имеют различные соотношения компонентов, но наиболее распространена смесь Ar+He в соотношении 50% на 50%. Также весьма часто используется смесь Ar — 40 % и He – 60 %. Данные смеси используются преимущественно для титана, алюминия в авиационной и космической промышленности.
Смесь аргона (Ar) и кислорода (O2)
Смесь аргона (Ar) с добавлением кислорода (O2) применяется для сварки черных и нержавеющих сталей. Кислород, применяемый в смеси, улучшает стабильность протекания процесса. Кислород обеспечит мелкокапельным перенос электродного металла. Это уменьшит разбрызгивание металла, что очень хорошо работе полуавтоматической сваркой.
Газ применяемый для черного металла
Для черных металлов используют углекислый газ или углекислоту как его еще называют. При использовании углекислоты необходимо позаботиться о том, чтобы был редуктор с подогревом. Или отдельный подогреватель газа для полуавтоматической сварки.
Или отдельный подогреватель газа для полуавтоматической сварки.
Данные устройства могут работать от электросети 220 В. Так для чего нужна углекислота при сварке полуавтоматом? Конечно, для обеспечения защиты сварочного шва. Его применение очень широко так как газ недорогой.
При выполнении процесса в углекислоте обеспечивается большая глубина проплавления при высокой скорости протекания процесса.
Какой баллон нужен для полуавтоматической сварки?
Баллоны для активных газов, как и для инертных вмещают в себя 40 литров сжатого газа. Есть и баллоны малого объема в 5 и 10 литров. Газ в них находится под высоким давлением, около 15 МПа. Баллоны с газом имеют отличительный окрас. Цвета окраса баллонов приведены на рисунке ниже.
Что такое потребляемая мощность сварочного полуавтомата
Важная характеристика сварочного полуавтомата является потребляемая мощность. Величина потребления электричества полуавтоматом при работе. Ее можно рассчитать или получить посредством измерения. Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Способ движения горелки
Также важная характеристика — способ движения горелки. Движения зависят от размеров изделия, от его толщины, от положения сварочного шва. Так, к примеру при выполнении процесса в нижнем положении изделий толщиной 12 мм и больше. Колебательные движения совершаются, а при потолочном положении или толщиной 1 мм нет. Подробнее можете ознакомиться в данной статье.
Направление и траектория совершения колебаний горелки при тоже различны. Для сварки встык в тех случаях, когда зазоре между деталями меньше 0,5 мм, колебательные движения не выполняют.
Если больше, то производят колебания горелкой в виде петли. Если шов многопроходный, то заполнение тоже производится с поперечными колебаниями. Форма колебаний – «круговые». Завершающий облицовочный слой выполняется с колебаниями формы «Полумесяц».
Для проведения полуавтоматической сварке на опасных производственных объектах, требуется проведение аттестации по системе НАКС. Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Также все специалисты сварочного производства должны проходить аттестацию НАКС. Специалистами сварочного производства являются не только ИТР, но и мастера и сами сварщики. Сварщик — это специалист с первым уровнем НАКС. Об аттестации, и о том как проверить НАКС читайте по ссылке.
Преимущества:
- Простота в обучении данному методы
- Минимальные деформации изделий после
- Высокая скорость выполнения
- Можно работать во всех пространственных положениях
- Возможность варить детали малой толщины
Недостатки
- Сложность использования в монтажных условиях;
- Процесс на ветру крайне затруднителен, ввиду сдувания газовой защиты;
- Разбрызгивание и связанные с ним потери проволоки.
Что нужно для полуавтоматической сварки
Схема сварочного поста механизированной сварки МИГ и МАГ
Рассмотрев схемы можно получить достаточно полное понимание того, что необходимо для того, чтобы работать сварочным полуавтоматом. Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
В некоторых случаях используется система охлаждения горелки. Подающее устройство для полуавтоматической сварки бывает совмещено с источником питания и установлено в одном корпусе. Также бывает и отдельной надстройкой, которая подключается к инвертору.
Длинна шланга при полуавтоматической сварке, как правило, составляет от 1 до 3 м. Это обусловлено тем на сколько близко стоят газовые баллоны. Если баллон один и установлен на одну станину со сварочным полуавтоматом, то длинна шланга будет 1-1,5 м. Шланг подключается к редуктору.
Редуктор
Редуктор — устройство цель которого регулировать (снижать) давление газа.
Современные редукторы зачастую уже совмещены с ротаметром и устройством для подогрева газа. Редуктор с подогревом для полуавтоматической сварки необходим, чтобы работать в холодное время года. Обеспечивая прогрев углекислого газа. Что улучшает его испаряемость и защиту.
Что улучшает его испаряемость и защиту.
Осушитель
Также для полуавтоматической MAG сварки применяют осушители высокого или низкого давления. Работать без осушителя, который поглощает влагу из углекислоты, сложно. В шов из газа будет попадать влага, которая станет причиной образования пор. Выпускаются высокого и низкого давления. Это отличает их места установки. До или после редуктора. Низкого давления после редуктора, высокого давления – перед редуктором.
Для полуавтоматической сварки в инертных газах оборудование все то же что и для процесса в среде активных газов. Различается только используемый газ ну и цвет баллона.
Ротаметр
Он определяет количество расходуемого газа в минуту.
Процесс в газовой смеси
Теперь добрались и до процесса в смеси газов. Тут уже будут более значимые отличия. Посмотрев на схему, можно видеть, что баллонов стало уже два. А может быть и больше, к примеру три для смеси Ar+CO2+O2. Также появился газовый смеситель.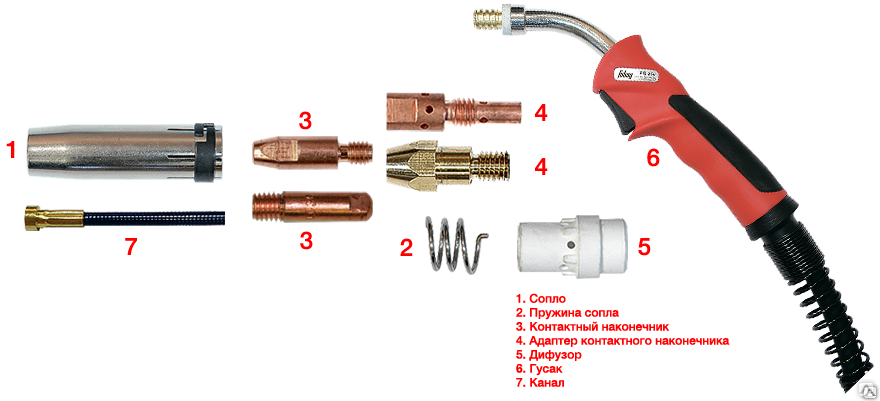 Все прочее оборудование такое же как и в случае с чистым газом.
Все прочее оборудование такое же как и в случае с чистым газом.
На схеме механизированной сварки выполняемой смесью газов изображен сварочный пост без водяного охлаждения. Как правило водяное охлаждение используется на аппаратах с высокой мощностью, большими токами и ПВ близким к 90-95%.
Что такое сварочный полуавтомат
Сварочным полуавтоматом называют аппарат с механизированной подачей присадочной проволоки. Полуавтомат состоит из различных узлов и конструктивных элементов. Разберем их подробнее.
- Горелки и рукава
- Источника питания
- Подающего механизма.
Горелка
Горелка поставляется совместно с рукавом. Это устройство которым сварщик ведет процесс. Через горелку подается присадочная проволока, на которую подается ток.
Во внутреннюю часть горелки устанавливается наконечник и диффузор или как его еще называют мундштук. Мундштук для полуавтоматической сварки необходим, через него подается рассеивающийся защитный газ.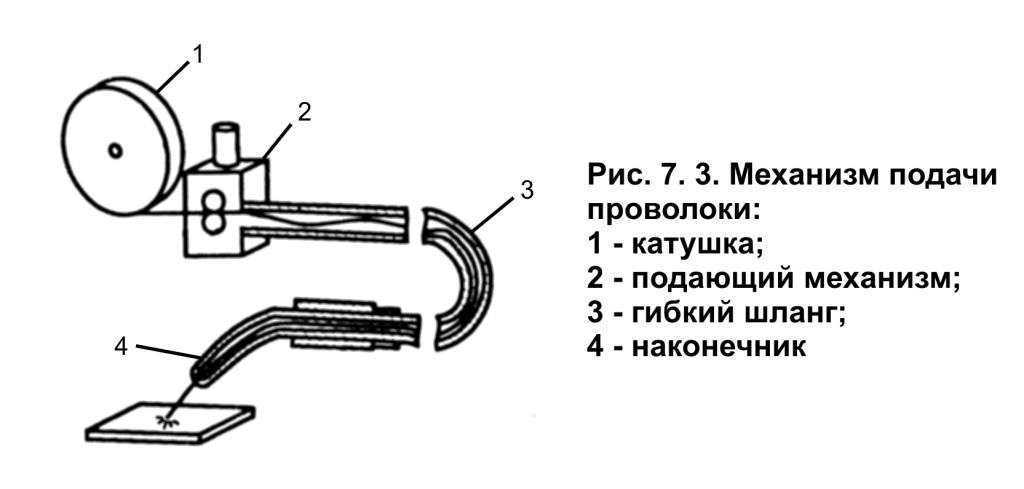
На горелку наворачивается сопло. Сопло создает сфокусированную струю защитного газа. Что в свою очередь обеспечивает защиту металла шва от воздуха.
Во внутреннюю часть горелки устанавливается наконечник. Он резьбовой и изготавливается из меди или медных сплавов. Это необходимо потому того, что он токопроводящий. Медь же и медные сплавы обладают высокой проводимостью.
Источник питания
В настоящее время полуавтоматы все чащи являются инверторными. Инверторный полуавтомат отличается от выпрямителей тем, что при меньших размерах он имеет больший функционал.
Работать с инверторным полуавтоматом гораздо удобнее и комфортнее. Дуга зажигается и горит плавно. Инверторный источник по сравнению с выпрямителями потребляет меньше электроэнергии. Состоят они как правило из трансформатора и электронного транзисторного блока управления.
Выпрямителя также используются, как и 50 лет назад. Они разительно отличаются от инверторов тем, что стоят, как правило, в 1,6-2 раза дешевле.
Блок управления и устройство подачи
Блок управления необходим для согласованной работы источника питания полуавтомата, подающего механизма и газового оборудования. При работе регулируется в большинстве случаев скорость подачи проволоки. Сам блок управления обеспечивает выполнение определенной циклограммы процесса.
Подающее устройство как уже говорилось может быть как отдельной надстройкой, так и встроено в сам полуавтомат. Устройство подает присадочную проволоку по средствам роликов. Их может быть 2 или 4.
Большинство полуавтоматов как для MIG, так и для MAG с двумя подающими роликами. Системы с 4 роликами применяются, когда необходимо работать с проволокой большого диаметра. Также когда нужно работать с самозащитной порошковой проволокой.
Род и полярность сварочного ток
Сварочный ток для полуавтомата при способе MIG и тем более MAG сварки — постоянный. Лишь в некоторых случаях сварку MIG ведут на переменном токе, но процесс сварки идет нестабильно.
Применение переменного тока оправдано для некоторых цветных металлов – например при сварке алюминия. О сварке алюминия расскажем в одной из наших следующих статей.
Для сварочного полуавтоматом применяется – обратная полярность. Так как если использовать прямую полярность идет активное разбрызгивание присадочного металла. Дуга горит не стабильно.
Обратная полярность
Обратная полярность – это когда «+» подключаем к сварочной горелке, а «-» подключается на изделие.
Сварочный ток напрямую зависит от выбранного диаметра присадочной проволоки. Чем больше диаметр, тем выше значение тока. От этого увеличивается проплавление. Значение тока определяет скорость выполнения процесса.
Каждый сварщик настраивает ток таким образом, чтобы ему было комфортно работать. Кто-то добавляет чуть больше и ведет процесс быстрее. Кто-то, наоборот, чуть меньше и работает чуть медленно.
ПВ сварочного полуавтомата
Затрагивая вопрос тока, необходимо разобраться обозначением ПВ сварочного полуавтомата. Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Данные даются в процентах от цикла сварки в 10 минут. То есть если у полуавтомата ПВ =50%, это значит, что можно работать 5 минут данным полуавтоматом непрерывно. После ему требуется определенно время на охлаждение. Это важный параметр при выборе полуавтомата.
Вылет и выпуск электрода
Что называется выпуском электрода при механизированной сварке, а что вылетом. Это может ввести в ступор даже специалиста. Наглядно разницу этих двух понятий можно видеть на рисунке ниже.
Выпуск электрода – расстояние от края сопла до кончика присадочной проволоки.
Вылетом электрода называется — расстояние от наконечника до кончика проволоки.
Размер вылета должен быть оптимален. Так если он мал, то сопло будет слишком близко к сварочной ванне. Если так работать длительное время сопло испортиться.
Если вылет большой, то будет недостаточная защита сварочной ванны. Защитный газ попросту рассеиваться. Дуга при этом издает треск и идет сильное разбрызгивание. В сварочном шве будет дефекты в виде пор.
Размеры вылета и параметры режимов для работы полуавтоматической сварки подробно будут описаны ниже.
Индуктивность
Индуктивностью называется такой процесс, при котором происходит снижение скорости увеличения силы тока. Сложная получилась формулировка.
Данный процесс необходим для того, чтобы при зажигании дуги, когда проволока касается изделия. Ток увеличивался постепенно, а не мгновенно. Иначе это приведет к брызгам металл на начальном этапе.
Индукция происходит в катушке индуктивности. На практике регулировка индуктивности регулирует жесткость сварочной дуги, а также проплавление. Влияет на геометрию получающегося валика.
Технология полуавтоматической сварки
Чтобы работать на результат, сварку МИГ или МАГ необходимо выполнять полуавтоматом с пониманием технологии и теории.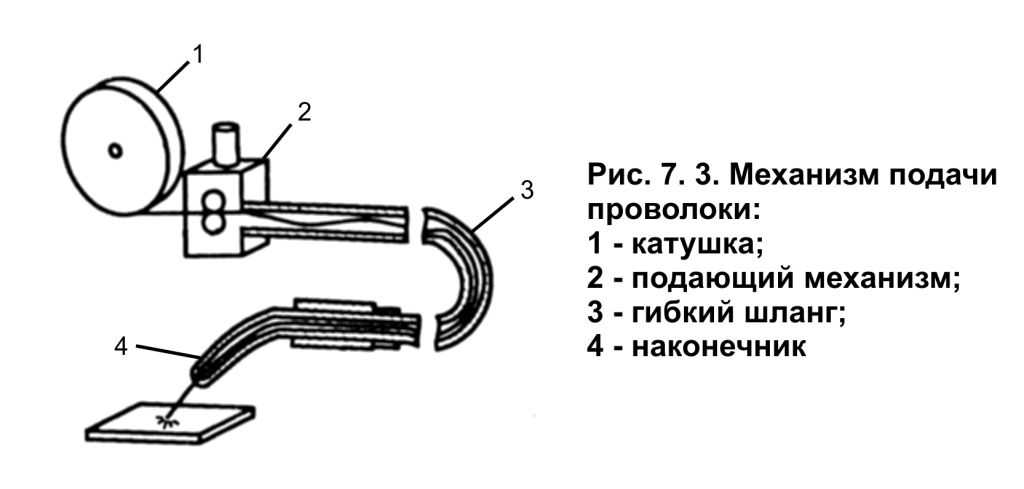 Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Подготавливаем к работе полуавтомата
Чтобы начать работать собираем полуавтомат по инструкции завода. Подключаем горелку в специальный разъем на корпусе аппарата. Устанавливаем в корпус полуавтомата присадочную проволоку. Закрепляем катушку с присадочной проволокой прижимной гайкой.
Ролики должны соответствовать диаметру применяемой проволоки. Пропускаем конец проволоки в направляющую, выполняем фиксацию прижимного механизма.
Настраиваем усилие прижатия проволоки, так как это необходимо чтобы ролики надежно сцеплялись со присадочной проволокой. Далее пропускаем проволоку в горелку. Для этого снимаем с горелки сопло и наконечник (мундштук). Нажимаем кнопку на корпусе горелки и ожидаем пока проволока выйдет из диффузора. Далее собираем горелку в обратном порядке. Полуавтомат собран для выполнения работы.
Ручная дуговая
73.53%
Полуавтоматическая (механизированная mig или mag)
14.71%
Аргонодуговая неплавящимся электродом
0%
Под слоем флюса
5.88%
Другой
5.88%
Проголосовало: 34
Подготовка деталей для сварки
Детали необходимо тщательно зачистить. От этого зависит 90% результата сварки. Зачистка выполняется до металлического блеска. Кромки обезжириваются. Лучше всего применить специальный обезжириваетесь, спирт или ацетон.
Открываем газ и настраиваем расход на редукторе. Расход газа берем из таблицы ниже.
Перед тем как зажигать дугу и работать, необходимо подать газ. По завершении процесса необходимо обдувать защитным газом горячий металл.
Еще один лайфхак, который поможет зажечь дугу. Необходимо откусывать проволоку под углом так, чтобы кончик присадки был заострен. Эту процедуру нужно проделывать каждый раз перед началом выполнения процесса.
Процесс сварки полуавтоматом или как им работать.

Чтобы начать работать полуавтоматом, нужно зажечь дугу. Это происходит при нажатии на пусковую кнопку сварочной горелки, а также коснувшись изделия зажечь дугу. Дуга загорается можно начинать работать. Для завершения нужно отпустить кнопку и отвести горелку.
Стыковые соединения
Сварку полуавтоматом ведут в различный пространственных положениях. Вести процесс возможно «углом вперед» также и способом «углом назад». От перемещения горелки углом назад провар будет больше, а шов уже. При выполнении процесса углом вперед ситуация обратная. Ширина шва увеличится, но проплавление снизится.
Угол горелки при сварке вертикальный, то есть под 90 градусов для деталей с равной толщиной. Если детали разной толщины, то направляем горелку к более толстой из деталей.
Если металл изделия тонкий до 3 – 4 мм, то работать лучше всего без разделки кромок, на съемной подкладке из материала, хорошо отводящего тепло. К примеру, из алюминия. Если деталь не предполагает использование съемной подкладки. Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Выполнять полуавтоматическую сварку тонкого металла лучше на спуск в вертикальном положении. Сварка выполняется сверху вниз, вести горелку нужно углом назад. Подробнее о тонком металле можете ознакомиться в данной статье.
Когда нужно работать с деталями большой толщины, тогда лучше применить MIG сварку в смеси. В качестве газа использовать смесь Ar+He в соотношении 40% + 60%. Сварку изделий большой толщины полуавтоматом лучше выполнять с двух сторон. Это обеспечить полный и качественный провар в корне шва.
Тавровые и угловые соединения
Тавровые и угловые соединения чаще всего встречаются при сварке полуавтоматом металлоконструкций, работать с ними приходится практически любому сварщику. При сварке тавровых соединений важен угол наклона горелки. Правильное выполнение подразумевает что он должен составлять от 45 до 60 градусов.
Процесс лучше выполнять «углом вперед» наклоняя горелку к изделию на угол от 70 до 90 градусов. Это обеспечивает качественное проплавление кромок деталей. Лучше всего выполнять сварку на спуск.
При выполнении угловых швов в лодочку, нужно увеличивать выпуск проволоки. Процентов на 12-15 от значения при нижнем положении сварки.
Способ сварки полуавтоматом прекрасно зарекомендовал себя в работе как в частных автосервисах и гаражах, так и на крупных предприятиях производящих металлоконструкции.
Ниже можете ознакомиться с видео как работает сварочный полуавтомат. Удачи Вам в работе!
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства.
Используя сварочный полуавтомат, можно получить качественный, прочный шов, даже при соединении листов металла различной толщины или при недостаточно точной подгонке поверхностей друг к другу.
Применяя точечную сварку в газовой среде, можно выполнять одностороннее соединение, в том случае, когда доступ к другой детали затруднен либо невозможен. Качество соединительных точек не снижается, даже если между листами остаются воздушные зазоры.
Популярность этого метода, объясняется целым рядом преимуществ, получаемых при его использовании:
- Узкая зона нагрева, благодаря чему, соседние детали получают минимальное тепловое воздействие, также деформация деталей, очень незначительна.
- Уменьшается разрушение лакокрасочного покрытия в околосварочной зоне и отпадает необходимость в тепловой изоляции этой зоны.
- Быстрое плавление электрода, способствует возрастанию скорости проведения работ.
Ищите подходящий аппарат для сварки? Читайте о разных видах и конструкциях сварочных аппаратов.
А если вам просто нужно крепко соединить несколько мелких деталей, будет достаточно холодной сварки. В этой статье описано, как работать с холодной сваркой в домашних условиях.

Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
 youtube.com/embed/bjeUDO3bkds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/bjeUDO3bkds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Выбор сварочного полуавтомата
Перед покупкой аппарата, необходимо определить круг работ, которые планируется выполнять с помощью этого устройства. На выбор модели повлияет и то, где будет применяться аппарат (крупные СТО, мелкие мастерские или гаражи).
Лучшим сварочным полуавтоматом, можно назвать такой, который позволит производить все требуемые работы с наименьшими затратами электроэнергии, газа и расходников (токопроводящих наконечников, газовых сопел и других).
Одно из основных преимуществ сварочных полуавтоматов – это легкость обучения и приобретения навыков работы.
Особенности конструкции и механизированный способ подачи электродной проволоки, позволяет добиться прочного шва, даже новичкам.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
 Также от ультрафиолета должны быть защищены и другие участки тела.
Также от ультрафиолета должны быть защищены и другие участки тела.Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ.
Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта.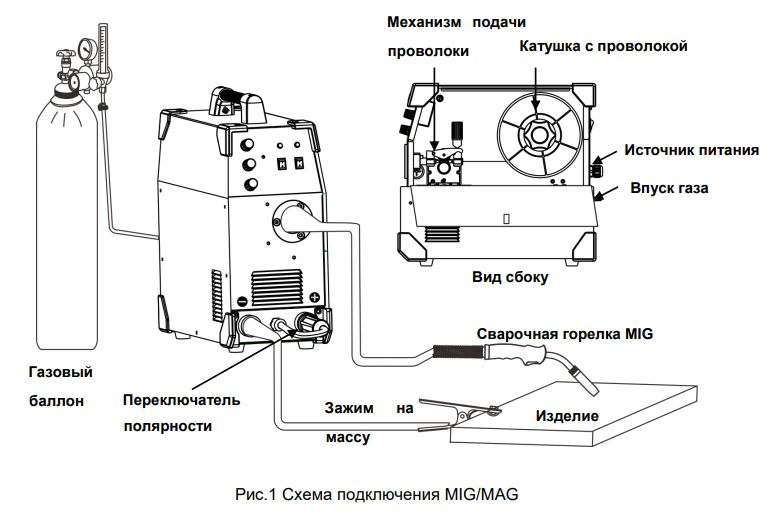 Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
- Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
- Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
- Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
- При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
- Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
 youtube.com/embed/FGWa8QOLnRg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/FGWa8QOLnRg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
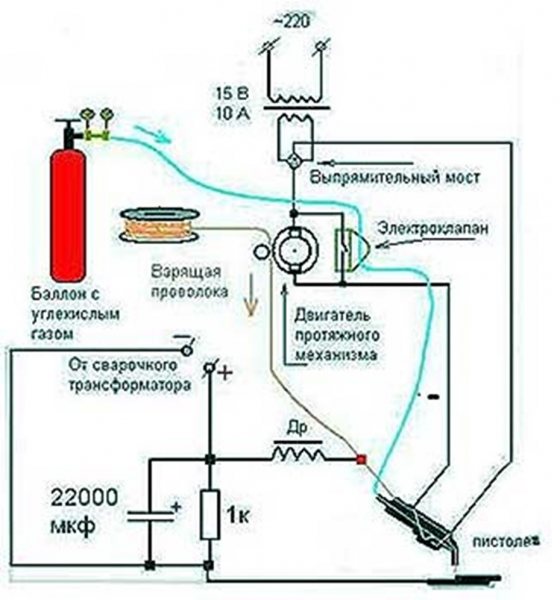
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Можно ли варить полуавтоматом без газа
Полуавтоматическая сварка в виду своих преимуществ, привлекает всё больше мастеров. Однако единственной трудностью, с которой им приходится сталкиваться, это бесконечная заправка баллонов газом, а также возникающие сложности при их транспортировке.
Поэтому многие задаются вопросом о том, а можно ли варить полуавтоматом без газа. На самом деле варить можно и, достаточно эффективно, если использовать так называемую «порошковую проволоку».
Принцип сварки полуавтоматом порошковой проволокой прост, достаточно более подробно взглянуть на её устройство. Порошковая проволока сделана в виде трубки, внутренняя полость которой наполнена специальным флюсом.
При сгорании металлической трубки сгорает и флюс, выделяя при этом защитный газ, который надежно укрывает сварочную ванну и защищает её от воздействия кислорода. То есть, только в таком случае не нужен защитный газ для сварки, и можно варить без него.
Поделиться в соцсетях
Как работает автоматический сварочный аппарат
Автоматизация — кажется, что в наши дни она повсюду. И сварка не исключение. Почему? Потому что автоматизация позволяет повысить точность, повысить безопасность и ускорить процессы. В конечном счете, автоматизация выводит мир сварки на совершенно новый уровень.
Многие отрасли прыгают на поезд автоматизации сварки из-за преимуществ. Но что такое автоматическая сварка? Ниже мы подробно рассмотрим, как работает автоматическая сварка, чтобы ответить на любые ваши вопросы.
Что такое автоматическая сварка?
Автоматическая сварка — это термин, используемый для описания сварочной операции, которая на самом сложном уровне не требует участия оператора в процессе. Автоматические сварочные аппараты могут работать сами по себе и не требуют ручной настройки во время процесса. Фактически, если параметры установлены внутри машины, их нельзя изменить. Единственное, что должен сделать оператор, это запустить машину и следить за появлением ошибок и дефектов, если таковые имеются.
Автоматические сварочные аппараты могут работать сами по себе и не требуют ручной настройки во время процесса. Фактически, если параметры установлены внутри машины, их нельзя изменить. Единственное, что должен сделать оператор, это запустить машину и следить за появлением ошибок и дефектов, если таковые имеются.
Лучший тип сварки, который хорошо работает при автоматической сварке, — это более повторяющиеся сварные швы. Это делает его идеальным решением для заводов с повторяющимися процессами изготовления идентичных деталей на заводской линии. Вы обнаружите, что это также идеально подходит для быстрой сварки, поскольку некоторые машины работают почти в пять раз быстрее, чем ручная сварка.
Однако, если вам нужно что-то помимо повторяющихся сварных швов, вам подойдет роботизированная сварка, поскольку это один из наиболее продвинутых уровней автоматической сварки, при котором работа выполняется роботами. Роботизированная сварка может быть запрограммирована для выполнения различных типов сварки, а не только повторяющихся сварных швов.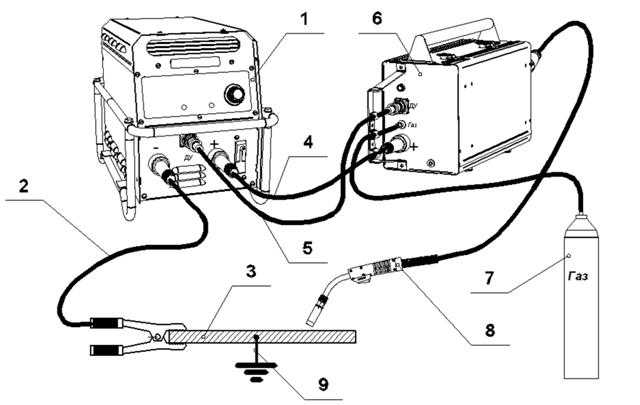
Как работает автоматическая сварка?
Сварочный автомат — это система, которая проходит цикл для выполнения задачи. Тем не менее, некоторые ключевые элементы сварочного аппарата важны для понимания того, как он работает. Ключевые задействованные компоненты:
- Контроллер цикла сварки — известен как самая важная часть, поскольку он управляет сварочными операциями и определяет продолжительность каждого этапа.
- Роботизированная или механическая рука – часто перемещается в трех измерениях вместо человека-оператора.
- Механизм подачи проволоки — когда необходимо начать сварочные работы, механизм подачи проволоки посылает присадочную проволоку (линейный сварочный электрод) в робот, чтобы начать операцию. По мере необходимости он подает проволоку к руке и горелке. Сварочный автомат использует гораздо меньше проволоки (а также энергии и времени), чем ручная сварка.
- Высокотемпературная горелка или сварочная головка, которая может нагреваться до чрезвычайно высоких температур – здесь происходит сварка. Он плавит основной металл, вызывая плавление.
 Он плавит основной металл, вызывая плавление.
Он плавит основной металл, вызывая плавление.Большинство автоматических сварочных аппаратов могут сами загружать работу в сварочную станцию. Автоматизация выполняет весь процесс без необходимости участия человека-оператора. Кроме того, автоматическая сварка планирует, организует и контролирует весь процесс, прежде чем тщательно оценивать этапы.
Хотя автоматическая сварка не требует участия оператора, для некоторых полуавтоматических сварочных аппаратов требуется оператор. Таким образом, работа автоматической сварки немного отличается в зависимости от выбранного вами метода. Например, в то время как источник питания управляет скоростью подачи проволоки и длиной дуги, операторы будут управлять скоростью и позиционированием.
Автоматическая и ручная сварка
В современных производственных процессах ручная сварка по-прежнему играет свою роль. Наиболее вероятным местом, где по-прежнему требуются ручные сварщики, являются более сложные работы, требующие различных стилей и методов. Автоматические и роботизированные сварочные аппараты лучше подходят для работ, требующих повторяющихся процессов.
Автоматические и роботизированные сварочные аппараты лучше подходят для работ, требующих повторяющихся процессов.
Что касается адаптации, автоматическая сварка работает не очень хорошо, но это может измениться в ближайшие месяцы и годы. До тех пор ручные сварщики все еще нужны, а во многих отраслях промышленности сварщиков не хватает.
Тем не менее, те, у кого есть технические ноу-хау для работы с автоматическими машинами, скорее всего, будут пользоваться более высоким спросом. Сварщики, имеющие специальные сертификаты, подтверждающие их знания, скорее всего, преуспеют в области сварки. Благодаря опытным сварщикам, выполняющим ручную сварку, и передовым автоматизированным машинам сварочные проекты будут выполняться быстрее и с меньшими затратами, чем когда-либо.
Типы автоматической сварки
Существует несколько типов автоматической сварки. Чтобы быть более конкретным, существует много различных типов роботизированной сварки. Давайте взглянем на семь наиболее распространенных из них:
- Дуговая сварка: Дуговая сварка, возможно, самый распространенный тип роботизированной сварки, представляет собой электрическую дугу, которая генерирует чрезвычайно высокий уровень тепла, что обеспечивает расплавление, соединение и затвердевание металла.
- Сварка ВИГ: Сокращение для вольфрама в инертном газе. В этом типе сварки используется вольфрамовый электрод с высокой температурой плавления. Однако это не расходует электрод во время сварки. Другими словами, он не плавится и не становится присадочным металлом; поэтому сварщику не нужно балансировать подачу тепла. Экран из инертного газа защищает расплавленный металл. Это может быть такой газ, как гелий, который не дает металлу вступать в реакцию с атмосферой.
- Сварка MIG: Также известная как сварка металлов в среде инертного газа, лучше всего подходит для сварки трубопроводов или мебели. Иногда от этого выигрывают и арт-объекты. Тонкая проволока будет действовать как электрод внутри сварочного аппарата и будет непрерывно поступать, когда удерживается курок. Это нагревает оба металла и затвердевает как единое целое.
- Сварка сопротивлением: Сварка сопротивлением лучше всего подходит для термообработанных изделий. Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе.
- Точечная сварка: Точечная сварка — это процесс сварки, используемый для сварки двух (или более) металлических листов. Для этого он применяет давление и тепло. По мере того как материалы плавятся, они сплавляются вместе и затвердевают после отключения тока.
- Плазменная сварка: Плазменная сварка образует дугу — аналогично процессу сварки ВИГ — но вместо того, чтобы помещать электрод в горелку, его можно отделить от защитного газа.
- Лазерная сварка: При лазерной сварке используется лазерный луч для соединения двух металлов или даже термопластов. Считается одной из самых быстрых скоростей сварки, может работать в двух режимах. Он будет работать при сварке с ограниченной проводимостью или при сварке с замочной скважиной.

 Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе.
Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе.Плюсы и минусы автоматической сварки
Как и в большинстве случаев, автоматическая или роботизированная сварка имеет свои плюсы и минусы.
Во-первых, преимущества автоматической сварки:
Каждый раз вы будете получать высокоточные и стабильные сварные швы. Качество вашего сварного шва будет не похоже ни на что другое. Кроме того, вы не рискуете ошибиться из-за человеческого фактора из-за внешних факторов, таких как отвлекающие факторы. Благодаря такой согласованности вы можете быть уверены, что каждая произведенная деталь соответствует стандартам, которых ожидаете вы и ваши клиенты.
Управлять очисткой стало намного проще.
Вы можете выполнить работу намного быстрее.
Вы не ограничены продолжительностью времени, в течение которого он может работать на высоком уровне.
Избавляет сотрудников от необходимости подвергать себя опасности.
Автоматическая сварка позволяет сэкономить деньги несколькими способами. Во-первых, сэкономить на оплате труда рабочего, который будет использовать ручную сварку. Скорость также делает его экономически эффективным вариантом. С ограниченным количеством квалифицированных сотрудников, обладающих этими навыками, вам не нужно будет предлагать конкурентоспособную заработную плату, чтобы обеспечить себе лучшее в бизнесе.
Вы можете минимизировать количество используемого материала. Автоматические сварочные аппараты используют меньше проволоки. Кроме того, в конце остается намного меньше отходов, что экономит ваши деньги.
Далее, минусы автоматической сварки:
Первоначальная стоимость настройки может быть высокой. Вы также должны учитывать затраты на техническое обслуживание или ремонт сварочного аппарата, если это необходимо.
Ремонт или замена могут привести к потере производственного времени.
Хотя машина может быть быстрой, это не значит, что вы можете легко изменить выполняемую ею задачу. Потребуется время, чтобы настроить конфигурацию так, как вам нужно. Таким образом, отсутствие гибкости может быть недостатком.
Автоматическая и роботизированная сварка, безусловно, будущее. Технологии постоянно развиваются, поэтому мы уверены, что в ближайшем будущем мы увидим еще больше достижений. Сварочные автоматы делают процесс сварки проще, безопаснее и эффективнее. И к чему это приводит? Продукт более высокого качества, приносящий более высокую прибыль – беспроигрышный вариант!
Инструменты для полуавтоматической сварки и их применение, полное руководство-2022
Сварка является важным процессом во многих производственных и строительных областях. Хотя существует множество доступных методов сварки, полуавтоматическая сварка является популярным выбором для многих сварщиков.
Этот тип сварки обеспечивает стабильные результаты и может быть выполнен относительно быстро. В этом сообщении блога мы более подробно рассмотрим процесс полуавтоматической сварки и некоторые преимущества, которые он предлагает.
Содержание
- Что такое сварочный полуавтомат и для чего он нужен?
- Как работает сварочный полуавтомат?
- Каковы преимущества использования сварочного полуавтомата?
- Несколько советов по выбору сварочного полуавтомата для ваших нужд
- Полуавтоматическая сварка лучше всего сочетается с ручной сваркой для достижения оптимальных результатов зеленый
- Заключение:
- Часто задаваемые вопросы:
- Как выполняется полуавтоматическая сварка?
- Каковы преимущества использования сварочного полуавтомата?
- Каковы некоторые функции безопасности сварочных полуавтоматов?
- В каких проектах можно использовать полуавтоматический сварочный аппарат?
Сварочный полуавтомат — это сварочный аппарат, использующий электрод для создания дуги между ним и свариваемым металлом.
Для сварки двух кусков металла аппарат подает электрод через дугу. Полуавтоматические сварочные аппараты используются в различных областях, включая ремонт кузовов автомобилей, изготовление и производство.
Как работает сварочный полуавтомат?В сварочных полуавтоматах электрод создает дугу между свариваемым металлом и электродом. Когда электрод проходит через дугу, он соединяет два куска металла. Оператор управляет машиной, что помогает обеспечить стабильные результаты.
Каковы преимущества использования сварочного полуавтомата ?Использование сварочного полуавтомата имеет ряд преимуществ, в том числе :
- Стабильные результаты: Полуавтоматический сварочный аппарат помогает обеспечить стабильные результаты, что важно для ответственных применений.
- Быстрое время выполнения: Сварочные полуавтоматы часто могут быстро завершить процесс сварки, что может сэкономить время и деньги.
- Простота использования: Сварочные полуавтоматы просты в использовании, что делает их популярным выбором для многих сварщиков.
- Варианты применения: Полуавтоматические сварочные аппараты могут использоваться в различных областях, что делает их универсальным выбором.
Сварка является важным процессом во многих отраслях промышленности, и сварочные полуавтоматы могут быть отличным выбором для многих сварщиков. Если вы ищете сварочный аппарат, который предлагает стабильные результаты и быстрое время завершения, полуавтоматический сварочный аппарат может быть правильным выбором для вас.
Несколько советов по выбору сварочного полуавтомата для ваших нуждПри выборе сварочного полуавтомата важно учитывать ваши потребности и области применения, для которых вы будете использовать аппарат. Вот несколько советов по выбору сварочного полуавтомата, подходящего для ваших нужд:
- Учитывайте толщину металла, который вы будете сваривать: чем толще металл, тем больше мощности вам потребуется. Убедитесь, что вы выбрали машину, которая может справиться с толщиной металла, который вы будете сваривать.
- Выберите аппарат с регулируемыми настройками: Регулируемые настройки позволят вам настроить процесс сварки в соответствии с вашими потребностями.
- Учитывайте свой бюджет: стоимость сварочных полуавтоматов может значительно различаться, поэтому при выборе обязательно учитывайте свой бюджет.
Выбор сварочного полуавтомата, соответствующего вашим потребностям, является важным решением. Обязательно учитывайте толщину металла, который вы будете сваривать, свой бюджет и типы приложений, для которых вы будете использовать машину. Проведя небольшое исследование, вы сможете найти идеальный сварочный полуавтомат для ваших нужд.
Полуавтоматическая сварка лучше всего сочетается с ручной сваркой для достижения оптимальных результатов Хотя полуавтоматические сварочные аппараты обладают многими преимуществами, для достижения наилучших результатов их следует использовать в сочетании с ручной сваркой.
Это позволяет оператору лучше контролировать процесс сварки и создавать сварные швы более высокого качества. При совместном использовании полуавтоматический сварочный аппарат и ручная сварка могут стать идеальным решением для ваших сварочных нужд.
Easy Weld 261, сварочный аппарат FC-i мощностью 140 Вт, 120 В, зеленыйСварщики, подобные этим машинам Forney Easy Weld, — отличный выбор для людей, которым нужен простой в использовании и мощный аппарат.
Этот сварочный аппарат способен выдавать до 140 ампер, что делает его идеальным для сварки низкоуглеродистой стали толщиной до 1/4 дюйма. Кроме того, Forney Easy Weld 261 имеет малый вес (19 фунтов), что делает его портативным и удобным для выполнения любых сварочных работ.
В комплект поставки сварочного аппарата также входят горелка MIG, 8-футовый зажим для заземления, встроенная рукоятка с оберткой и адаптер 20A-15A. Наконец, на Forney Easy Weld 261 распространяется 12-месячная гарантия.
Итак, если вы ищете простой в использовании, мощный и портативный сварочный аппарат, Forney Easy Weld 261 — отличный выбор.
Pros
- Мощный радиус действия.
- Недорого.
- Качественная сборка.
- Универсальность. Возможности из мягкой стали и нержавеющей стали.
- Только сварка под флюсом
- Автоматическое отключение.
- Размещение зажима заземления.
Минусы
- Размещение зажима заземления.
- Автоотключение.
- Только сварка под флюсом.
Полуавтоматическая сварка является популярным выбором для многих сварщиков, поскольку она обеспечивает стабильные результаты и может быть выполнена относительно быстро.
Сварочные полуавтоматы часто оснащены различными функциями безопасности, которые могут защитить вас от травм. Кроме того, полуавтоматические сварочные аппараты можно использовать в различных проектах, включая изготовление металлов, ремонт автомобилей и даже проекты по благоустройству дома.
При полуавтоматической сварке электрод создает дугу между свариваемым металлом и электродом. Аппарат подает электроды через дугу, чтобы соединить металлические детали. Полуавтоматический сварочный аппарат является популярным выбором для многих сварщиков, поскольку он обеспечивает стабильные результаты и может быть выполнен относительно быстро.
Каковы преимущества использования сварочного полуавтомата? Использование сварочного полуавтомата дает много преимуществ. Во-первых, полуавтоматические сварочные аппараты обеспечивают стабильные результаты. Это означает, что вы можете быть уверены, что ваши сварные швы всегда будут одинакового качества. Во-вторых, полуавтоматические сварочные аппараты относительно быстры в использовании. Это может сэкономить ваше время при сварке больших проектов. в-третьих, полуавтоматические сварочные аппараты часто оснащены различными функциями безопасности, которые могут помочь защитить вас от травм.
Некоторые элементы безопасности полуавтоматических сварочных аппаратов включают лицевой щиток для защиты глаз от дуги, перчатки для защиты рук от тепла и сварочный жилет для защиты тела от тепла и искр.
В каких проектах можно использовать сварочный полуавтомат?Полуавтоматические сварочные аппараты можно использовать в различных проектах, включая производство металлов, ремонт автомобилей и даже проекты по благоустройству дома.
Ручная сварка против роботизированной сварки
В эпоху развития робототехники и совершенствования технологий предприятия часто предпочитают рентабельность роботизированного труда ручной работе. Однако в результате готовая продукция может не иметь ремесленного эффекта. Кроме того, какую технику следует чаще использовать промышленному или сварочному предприятию? В приведенном ниже содержании мы сравниваем плюсы и минусы, оценивая ручную сварку и роботизированную сварку. Изучение различий в процессах изготовления металлов поможет вам принять правильное решение в соответствии с вашими производственными потребностями.
Роботизированная сварка
Роботизированная сварка — это еще одно название автоматизированной сварки, включающее один из двух процессов: полностью автоматизированный и полуавтоматический. Полностью автоматизированные сварочные процессы работают с машинами, направляющими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и удаляет его после завершения процесса сварки.
Три ценных преимущества
Независимо от процессов, включающих полностью или полуавтоматическое программирование, роботизированная сварка имеет три преимущества:
Более высокая точность
Автоматизированные процессы роботизированной системы сварки позволяют оператору поддерживать целостность сварного шва с помощью электронных контроллеров процесса сварки. Кроме того, автоматизированное сварочное приложение может сохранять высокую точность и согласованность даже после многократного повторения одного и того же приложения. Автоматическая роботизированная сварочная система, способная работать круглосуточно и без выходных, никогда не устанет и не отвлечется, в отличие от сотрудников, выполняющих ручную сварку.
Повышенная производительность и повышенная безопасность
Естественно, роботизированные системы имеют запрограммированную способность работать в стабильном и быстром темпе в течение всего дня без потери точности или выносливости. В результате они не испытывают усталости и не нуждаются в перерывах и выходных, если только система не требует ремонта или обновления программы.
Кроме того, когда роботизированная сварочная система выполняет большую часть опасных задач, повышается безопасность ваших рабочих. Повышая безопасность на рабочем месте, вы снижаете риск получения травм.
Снижение производственных и трудовых затрат
Как упоминалось выше, автоматизированная обработка позволяет выполнять повторяющиеся сварочные процессы в течение продолжительных периодов времени с минимальным участием персонала. Выполняя рутинные и повторяющиеся сварочные проекты с помощью роботизированной сварки, ваши общие производственные и трудовые затраты постепенно снижаются.
Хотя для процессов полуавтоматической сварки необходимы сотрудники, это требует меньше времени и усилий, чем ручная сварка того же проекта. Кроме того, при внедрении приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на оплату труда, связанные с травмами, оплатой сверхурочных, отпусков по болезни и текучестью кадров.
Три недостатка, которые следует учитывать
Отсутствие гибкости
Хотя роботизированная сварка может многократно выполнять одни и те же задачи, становится трудно, когда вам нужно сделать что-то другое. Чтобы изменить функцию робота-сварщика, его необходимо перенастроить, что будет стоить вам времени и производительности. Поэтому, если вы обнаружите, что ваши проекты часто бывают разнообразными, ручная сварка может оказаться более практичным решением.
Сопутствующие затраты и расходы
Автоматическая сварка требует значительных инвестиций для покупки, установки, программирования и обслуживания. Хотя в долгосрочной перспективе применение роботизированной сварки может сэкономить деньги вашего бизнеса на затратах на оплату труда. Однако, если ваш бизнес не предполагает использовать его на регулярной основе, приобретение автоматизированной сварочной системы может оказаться нецелесообразным.
Риск зависимости
Последним недостатком роботизированной сварки является зависимость от вашей технологии. Компании, которые по-прежнему зависят только от роботизированной сварки, могут закрыться на несколько часов или даже дней, если оборудование выйдет из строя. Тем не менее, если вы регулярно практикуете ручную сварку, ваш бизнес не пострадает от неисправности роботизированной сварки.
Ручная сварка
При ручной сварке изготовление выполняется людьми, а не машинами. Этот тип изготовления довольно популярен для определенных нужд на современном рынке, особенно для индивидуальных заказов.
Три ценных преимущества
Великолепное качество
Вот почему мастера никогда не заменят полностью. Несмотря на достижения в области технологий, ручная сварка по-прежнему популярна. В отличие от механических, роботизированных готовых изделий, превосходное качество и детали ручной работы могут быть достигнуты с помощью квалифицированной ручной ручной сварки.
Повышенная гибкость
Как только сотрудник поймет основы сварки и узнает ваши бизнес-процессы, он сможет приспособиться к любому проекту. В отличие от системы роботизированной сварки, требующей перенастройки для каждого проекта, над проектами ручной сварки можно работать сразу же.
Кроме того, ваш бизнес не пострадает из-за неполадок, если большинство ваших сварочных проектов будет выполняться вручную. Если один из ваших сварщиков однажды не сможет работать, вы можете просто попросить другого взять на себя выполнение проекта. Однако, если ваш роботизированный сварочный аппарат выходит из строя, многие процессы останавливаются до тех пор, пока не будет произведен эффективный ремонт.
Осведомленность
Когда квалифицированный сварщик постоянно работает над проектом, он быстро заметит, если что-то пойдет не так на производстве. Часто работник-человек увидит проблему раньше, чем робот-сварщик, поскольку он обычно продолжает работать, если что-то не вызывает неисправности. В результате ваш ручной сварщик может спасти проект от повреждения или коллегу от риска получить травму.
Одно важное соображение
Риск безопасности
Если сотрудник получает травму на работе, это может привести к тому, что он или она на некоторое время потеряет работу. В результате может сильно пострадать производство вашего бизнеса. Однако, если большинство ваших сварочных проектов выполняются роботизированными процессами, безопасность сотрудников значительно восстанавливается. Если что-то пойдет не так с роботом-сварщиком, ему потребуется простой ремонт.
Найдите мастерское качество с фурнитурой RW
Изготовление высококачественных комплектов фурнитуры для любых дверей и петель не должно быть сложным. Поэтому наши сложные методы сварки помогают обеспечить как оптимальную функциональность, так и долговечность продукта.
В RW Hardware мы предоставляем все необходимые компоненты для любых ваших предпочтений и потребностей в отношении дверей и защелок. Мы здесь, чтобы помочь вам в выборе правильных защелок для дверей киоска и ответить на любые ваши вопросы.
Если вы хотите узнать больше о комплектах оборудования, которые мы предлагаем, свяжитесь с нами сегодня!
Роботизированный сварочный процесс — как работает роботизированная сварка
21 августа 2019 г.
Роботизированная сварка автоматизирует процесс сварки для повышения точности, безопасности и сокращения времени, необходимого для выполнения каждого проекта. Эти преимущества делают процесс роботизированной сварки популярной альтернативой ручному соединению металлов. Некоторые отрасли промышленности используют преимущества этого автоматизированного процесса для максимально быстрого получения необходимых результатов.
Как работает роботизированная сварка
При использовании роботов для любого процесса метод требует внесения поправок для обеспечения автоматизации. То же самое относится и к сварке, при которой используются несколько инструментов, не встречающихся в ручном эквиваленте. Людям не нужно программировать, как роботам-сварщикам.
У самого робота есть рука, которая может двигаться в трех измерениях для прямолинейных типов и в большем количестве плоскостей с шарнирными версиями. Устройство подачи проволоки посылает присадочную проволоку роботу по мере необходимости для выполнения сварочных работ. Высокотемпературная горелка на конце руки плавит металл, чтобы обеспечить процесс сварки. Поскольку температура достигает тысяч градусов, использование роботов для этого процесса обеспечивает большую безопасность людей.
Сертифицированные операторы-люди по-прежнему должны оставаться рядом с роботами. Эти рабочие должны пройти сертификацию Американского общества сварщиков (AWS), которая сертифицирует не только сварщиков, выполняющих ручную сварку, но и операторов роботизированных сварочных манипуляторов. Операторы программируют контроллер с помощью подвесного пульта обучения. Это устройство устанавливает новые программы, перемещает руку и меняет параметры процесса. Чтобы начать сварку, оператор использует кнопки на панели управления.
Инструмент в манипуляторе нагревается до расплавления металла для соединения нужных деталей. По мере необходимости устройство подачи проволоки подает больше металлической проволоки к кронштейну и горелке. В ожидании следующих деталей для сварки рука перемещает горелку к очистителю, чтобы очистить руку от любых металлических брызг, которые могли бы затвердеть на месте без этого процесса.
Поскольку одной из основных причин использования роботов-сварщиков является защита людей, эти автоматизированные системы оснащены множеством функций безопасности. Дуговые экраны предотвращают смешивание высокотемпературной дуги с кислородом. Закрытые зоны защищают операторов от температуры и яркого света.
Роботизированные сварочные процессы
Сварка требует высокого уровня образования и навыков. Однако количество профессиональных сварщиков не соответствует потребностям отрасли. По данным Американского общества сварщиков, к 2022 году отрасль будет испытывать нехватку 450 000 сварщиков. Вместо того, чтобы отставать от критически важных проектов, которые эти работники завершили бы, роботы могут восполнить пробел.
автоматизируют процесс, что обеспечивает более высокую точность, меньшее количество отходов и более быструю работу. Имея широкий спектр оборудования, роботы адаптируются к широкому спектру процессов сварки, включая дуговую, контактную, точечную, TIG и другие.
1. Дуговая сварка
Одним из наиболее распространенных видов роботизированной сварки является дуговой процесс. В этом методе электрическая дуга генерирует сильное тепло, до 6500 градусов по Фаренгейту, которое плавит металл. Расплавленный металл соединяет детали вместе, затвердевая в стабильное соединение после охлаждения. Когда в проекте требуется большой объем точно соединенных металлов, дуговая сварка является идеальным применением.
2. Сварка сопротивлением
Когда в проектах требуется термическая обработка или способ снижения затрат, роботы могут использовать контактную сварку. Во время этого процесса электрический ток создает лужу расплавленного металла, проходя между двумя металлическими основаниями. Этот расплавленный металл соединяет куски металла вместе.
3. Точечная сварка
Некоторые материалы сопротивляются электрическому току, что препятствует их сварке другими способами. Такая ситуация часто возникает в автомобильной промышленности при сборке частей кузова автомобиля. Чтобы решить эту проблему, сварщики-роботы используют разновидность контактной сварки, чтобы соединить пару тонких металлических листов в одном месте.
4. Сварка ВИГ
Роботизированная сварка, требующая высокого уровня точности, может потребовать сварки TIG. Этот метод также называется дуговой сваркой вольфрамовым электродом или GTAW. Электрическая дуга проходит между вольфрамовым электродом и металлической основой.
5. Сварка МИГ
Дуговая сварка металлическим газом, также известная как GMAW или MIG, представляет собой быстрый и простой метод, в котором используется высокий уровень наплавки. Проволока непрерывно движется к нагретому наконечнику сварочного аппарата, который расплавляет проволоку, позволяя большому количеству расплавленного металла капать на основание для соединения основания с другим элементом.
6. Лазерная сварка
Когда сварочные работы требуют точности для большого количества деталей, предпочтительным методом соединения металлов является лазерная сварка. Небольшие детали, такие как ювелирные изделия или медицинские компоненты, часто используют лазерную сварку.
7. Плазменная сварка
Плазменная сваркаобеспечивает наиболее значительную степень гибкости, поскольку оператор может легко изменять как скорость газа, проходящего через сопло, так и температуру.
Свяжитесь с нами
Роботизированная и ручная сварка
Ручная сварка по-прежнему используется в современном производстве. Для проектов, в которых вам нужен эксперт для быстрого изменения используемых стилей сварки, лучшим выбором будет ручная сварка. Профессиональный сварщик может быстро изменить то, что он делает, но роботы не так быстро адаптируются к неопределенным ситуациям.
Поскольку ручная сварка по-прежнему нужна многим компаниям, профессиональные сварщики не исчезнут в ближайшее время. На самом деле, из-за упомянутой выше нехватки опытных сварщиков те, у кого есть сертификаты, легко найдут работу, даже если несколько предприятий инвестируют в роботов.
Замена ручных сварочных аппаратов роботами не приведет к тому, что AWS перестанет заниматься сертификацией. Большинству операторов роботов-сварщиков необходимо пройти сертификацию в области робототехники в этой области, для которой AWS также предлагает сертификаты. Наличие экспертов по робототехнике, которые разбираются в сварке, гарантирует, что проекты будут правильно запрограммированы, чтобы завершить их как можно быстрее и с минимальными затратами.
Стоит ли использовать роботизированную сварку?
Используете ли вы роботизированную сварку или нет, во многом зависит от типа проекта, над которым вы работаете. Давайте рассмотрим некоторые плюсы и минусы роботизированной сварки, чтобы помочь вам определить, подходит ли этот метод для вашего проекта.
Плюсы роботизированной сварки
Роботизированная сварка имеет много положительных качеств, которые убеждают предприятия выбирать этот процесс для своих проектов. Эти преимущества могут повысить производительность и прибыль как для сварочной компании, так и для компаний, которым она поставляет продукцию.
1. Повышенная эффективность
В отличие от людей, которым нужны перерывы и отгулы, робот может работать в 24-часовую смену. Более продолжительное рабочее время и более высокие скорости позволяют роботизированным сварочным аппаратам выполнять свои проекты намного быстрее, чем люди. Благодаря более быстрому времени завершения, производительность роботов-сварщиков намного превосходит все возможности человека.
2. Повышенная безопасность
Сварочные роботы оснащены рядом функций безопасности для защиты людей от сварочной дуги, ее температуры и яркости. Эти функции безопасности помогают обеспечить безопасность рабочей зоны. Когда рабочие будут иметь более безопасное рабочее место, они будут более продуктивными и повысят удовлетворенность работой. Травмы и поврежденное оборудование также дорого обходятся компаниям, поэтому эти функции безопасности также могут сэкономить им деньги.
3. Повышенная точность
Идеальный проект для робота включает в себя повторяющиеся движения, применяемые к большому количеству деталей. При выполнении такой работы даже самый опытный работник со временем допускает ошибки. Роботы закончат проект с более высокой степенью точности, потому что машина будет продолжать работать с таким же уровнем внимательности, пока проект не будет завершен.
4. Меньше отходов
Благодаря повышенной точности роботы производят меньше отходов из-за ошибок. Сварщикам, выполняющим ручную сварку, возможно, придется отбраковывать ошибочно сваренные детали или детали со слабыми соединениями. Поскольку роботы работают с более высокой степенью точности, они делают меньше ошибок. Без такого большого количества материала, выбрасываемого из-за ошибок, предприятие, использующее роботизированных сварочных аппаратов, работает более эффективно и производит меньше отходов.
5. Снижение стоимости доставки
После установки роботы могут сваривать большое количество деталей. Хотя первоначальные затраты компании, использующей роботизированный сварочный аппарат, могут быть высокими, высокая производительность машины в конечном итоге окупит убытки. Поскольку автоматические сварочные аппараты имеют высокий уровень производительности, проекты, выполненные с их помощью, могут стоить меньше, чем проекты, в которых задействована команда людей.
Сварочные роботы также могут сократить расходы на доставку. Компания, выполняющая сварку, может использовать одного оператора вместо бригады сварщиков для выполнения того же объема работы. Урезав накладные расходы, компания, которую вы нанимаете для сварочных работ, может предложить более низкие цены или дополнительные услуги.
Минусы роботизированной сварки
Роботизированная сварка хоть и полезна, но имеет некоторые недостатки, которые в некоторых ситуациях могут перевешивать преимущества.
1. Более высокая начальная стоимость
Да, ваши расходы на доставку, скорее всего, будут ниже, если вы воспользуетесь услугами компании с роботизированными сварочными аппаратами. Однако, если бы вы сами инвестировали в оборудование и обучение операторов, вы, вероятно, сочли бы это вложение убытком. Отдельные компании, которые профессионально не предлагают сварочные услуги, могут не использовать роботов-сварщиков в достаточной степени, чтобы оправдать высокую закупочную цену оборудования.
Если вы хотите, чтобы ваш бизнес использовал преимущества роботизированной сварки, передача работы на аутсорсинг будет наиболее финансово ответственным вариантом для вашей компании. Вы получите быстрый оборот для больших объемов без необходимости выделять значительную часть своего бюджета на оборудование.
2. Меньшая гибкость
Преимущество роботов, работающих более точно, чем люди, имеет и обратную сторону. Люди могут реагировать на неожиданные ситуации так, как не могут роботы. Когда роботу-сварщику необходимо внести изменения, оператор должен остановить его процесс и перепрограммировать его. Для сложных проектов это увеличивает количество требуемого времени.
3. Нецелесообразно для небольших проектов
Для небольших проектов время, необходимое для программирования манипулятора, может быть больше, чем процесс сварки. Для небольших проектов человек-сварщик мог бы выполнить задачу быстрее, но это время зависит от размера проекта и скорости программирования оператора.
Будущее роботизированной сварки
Сегодня на роботизированную сварку приходится лишь небольшая часть сварочных проектов в отрасли, но это, вероятно, изменится с появлением новых технологий. Будущие инновации приведут к тому, что сварочные роботы станут проще в использовании, будут работать с другими машинами и станут более популярными.
1. Сварочные роботы, управляемые разумом
В настоящее время операторы должны программировать сварочных роботов, чтобы запустить их в процесс. Однако вместо компьютерного терминала или обучающего пульта будущим операторам, возможно, придется думать только о том, что они хотят, чтобы робот делал.
Исследователи из Университета Иллинойса в Урбане-Шампейне создали колпачок, который преобразует мозговые волны в операции для роботизированной сварочной руки. Применительно к отрасли такой процесс может сократить объем обучения существующих сварщиков, работающих вручную, чтобы стать операторами роботов. Профессионалы могли надеть кепку и просмотреть чертежи, чтобы сообщить роботу, как правильно сваривать детали, вместо того, чтобы подключать компьютерную программу.
Поскольку для этих манипуляторов не требуются отдельные компьютерные программы, манипуляторы-роботы могут выполнять даже небольшие проекты, для которых в настоящее время требуется слишком много времени для программирования, чтобы использование роботов имело смысл.
Эта технология вряд ли появится в ближайшее время. По оценкам исследователей, несмотря на успех прототипа исследовательской группы, разработка крышки для коммерческого использования потребует как минимум пару лет.
2. Коллаборативные роботы
Представьте, что ваш партнер по работе — робот, а не человек. Некоторые предприятия уже используют коллаборативных роботов. Эти машины имеют удобную конструкцию, которая позволяет легко взаимодействовать с людьми. Сенсоры делают этих роботов способными собирать информацию и реагировать на меняющиеся ситуации.
Промышленные роботы традиционно требовали предварительного программирования для выполнения крупномасштабных задач. Эти долговечные, но дорогие и громоздкие устройства занимают слишком много места и денег, чтобы быть жизнеспособным вариантом для небольших предприятий.
Чтобы решить эту проблему, инженеры создали все более надежных коллаборативных роботов, которые могут работать с людьми в промышленных приложениях. Разработчики этих машин надеются сократить количество 90% задач, которые могли бы выполняться автоматически, но не выполняются.
Коллаборативные роботы могут интегрироваться в зоны ручной сварки, чтобы дополнить работу сварщиков-людей. С такими изменениями ожидайте увидеть еще больший рост, чем рынок уже демонстрирует.
3. Растущий рынок
Транспортный и автомобильный рынки продолжают внедрять технологические инновации, повышающие производительность. Сварочные роботы являются важной частью операций этих отраслей. Из-за роста в этих секторах за пять лет с 2018 по 2023 год использование роботов-сварщиков будет увеличиваться со совокупным годовым темпом роста 8,9.1%.
Растущий спрос на автомобили во всем мире вынуждает транспортную отрасль и автомобильный сектор увеличивать производство. Для увеличения производства потребуются инвестиции в оборудование, такое как роботы-сварщики, которые увеличивают скорость и точность процесса сборки транспортных средств.
Наши услуги по роботизированной сварке
Вам не нужно вкладывать средства в собственные роботы-сварщики, чтобы воспользоваться преимуществами их использования. Для этого потребуется гораздо больше времени и денег, чем может потратить большинство предприятий. Вместо этого доверьте свои сварочные проекты профессионалам Summit Steel & Manufacturing. У нас есть предприятие площадью 120 000 квадратных футов в Рединге, штат Пенсильвания, где работает наше роботизированное сварочное оборудование. Все наши специалисты имеют сертификацию AWS, чтобы гарантировать точность сварочных проектов, которые мы выполняем с использованием роботов. Эти автоматизированные службы нуждаются в надзоре и правильном программировании, чтобы хорошо выполнять свою работу, а наличие сертифицированных технических специалистов, стоящих за этим программированием, гарантирует, что роботы правильно выполняют свои задачи.
В Summit Steel мы хотим предложить вашему бизнесу универсальное решение для любого проекта по изготовлению металла или металлообработке. Для получения дополнительной информации о нашей роботизированной сварке или любых наших универсальных услугах свяжитесь с нами сегодня.
Свяжитесь с нами
Брайан Рид
Брайан Рид — вице-президент по продажам и развитию бизнеса в Summit Steel & Manufacturing Inc.
Роботизированная сваркаи ручная сварка: в чем разница?
Есть много плюсов и минусов между роботизированной сваркой и ручной сваркой в производстве металлов. Существуют различия, каждый из которых имеет ряд преимуществ и недостатков, которые производители должны взвесить, прежде чем решить, какой процесс лучше всего подходит для их магазина или работы.
С точки зрения эксплуатации один процесс автоматизирован, а другой выполняется вручную. Первая, роботизированная сварка, представляет собой более сложную систему, чем вторая. Автоматизированная сварка, как правило, лучше подходит для крупных производственных площадок, а не для небольших производственных цехов, и идеально подходит для крупномасштабного или массового производства деталей и компонентов, например, при сборке автомобилей. В то время как ручная сварка идеально подходит для нестандартных работ, которые могут потребовать высокой квалификации, но не производятся массово.
Не все процессы роботизированной сварки полностью автоматизированы. Некоторые роботизированные процессы являются полуавтоматическими, что требует помощи оператора для ручной загрузки металла и его удаления после завершения сварки. С другой стороны, полностью автоматизированные роботизированные системы проводят металл через весь процесс сварки от начала до конца. При ручной сварке каждый шаг от начала до конца выполняется вручную.
При взвешивании вариантов у каждого метода сварки есть свои плюсы и минусы. Давайте посмотрим поближе:
Преимущества роботизированной сварки
Качество
Роботизированные контроллеры процесса сварки обеспечивают целостность сварного шва, а автоматизированные процессы обеспечивают высокую повторяемость. Это гарантирует точность и постоянный сварной шов каждый раз.
Повышение производительности и безопасности
Роботы не только выполняют точные, последовательные сварные швы с высокой воспроизводимостью, но и делают это намного быстрее, чем люди. Отвлекающие факторы или факторы усталости, которые часто являются причиной травм, также устраняются.
Меньше отходов материала
Поскольку роботизированная сварка является программируемой и выполняется с высоким уровнем точности и эффективности, используется только необходимый материал, что значительно снижает количество брака, связанного с ручной сваркой.
Сокращение затрат на рабочую силу
Независимо от того, реализуете ли вы полностью автоматизированную или полуавтоматическую систему, операции роботизированной сварки требуют меньшего количества рабочих, что снизит стоимость рабочей силы и любые связанные с этим затраты на оплату труда, такие как травмы, отпуска по болезни или текучесть кадров.
Минусы роботизированной сварки
Инвестиции
Эти деньги, сэкономленные на сокращении трудозатрат, будут немедленно потрачены на значительные инвестиции, необходимые для внедрения системы роботизированной сварки. Однако со временем, даже при регулярном обслуживании и обновлениях, большинство компаний окупают инвестиции.
Снижение гибкости
Главной привлекательностью роботизированных сварочных систем является высокое качество и увеличение производительности. Это производство, однако, ограничивается выполнением одних и тех же задач снова и снова. Как и в случае любого фиксированного автоматизированного производственного процесса, простои системы для изменения конфигурации сварочных роботов каждый раз, когда требуется другая задача, могут быть дорогостоящими.
Зависимость
Если операция полностью зависит от сварочного робота или роботов, то в случае выхода из строя одного или нескольких сварочных роботов производство может быть остановлено на значительное время.
Преимущества ручной сварки
Качество и детализация
Ручная сварка обеспечивает превосходное качество и ручную детальную отделку изделий, с которыми не может сравниться робототехника.
Повышенная гибкость
Способность сертифицированных сварщиков выполнять на месте различные сварочные работы дает производителям определенную степень гибкости в том, что они могут предложить своим клиентам. Также можно выполнять больше типов сварочных проектов с гораздо меньшим временем выполнения, чем роботы-сварщики.
Взаимозаменяемость задач
Если один сварщик заболел, эта работа или задача могут быть переданы другому сварщику без остановки производства на продолжительное время.
Когнитивная осведомленность
Из-за умственных процессов, связанных с ручной сваркой, если проблема возникает во время изготовления или на производственном участке, сварщик-человек остановится и немедленно решит проблему. Напротив, пока контроллер не распознает проблему, робот-сварщик будет продолжать повторять задачу, как запрограммировано, пока не выйдет из строя.
Минусы ручной сварки
Ограничения
По правде говоря, у ручной сварки нет минусов, только ограничения. Процессы ручной сварки занимают больше времени, и такие задачи не могут выполняться с той скоростью и эффективностью, с которой их может выполнять робот.
Повторяемость
Ручная сварка не может массово производить деталь или компонент каждый раз одним и тем же способом.
Травмы
Сварка не лишена элемента риска. Люди могут и получают травмы на работе. Если робот сломается, это может замедлить производство, но он не может быть поврежден.
Сварка — это точная технология изготовления, которая может выполняться вручную или с помощью робототехники, и сегодня существует множество производственных цехов с полным спектром услуг, которые могут предложить и то, и другое для лучшего удовлетворения потребностей клиентов. Без сомнения, у каждого метода есть свои плюсы и минусы. Если между двумя сварочными процессами и есть одна константа, так это то, что почти все отрасли промышленности полагаются на ту или иную форму сварки для изготовления материалов, используемых в производстве, и что для этого обязательно будет использоваться один из двух методов.
Чтобы узнать больше о роботизированной сварке и ручной сварке или узнать о наших услугах по изготовлению металлов, свяжитесь с нами сегодня в Quest-Tech.
Роботизированные сварочные системы | Tec-опция
Автоматизированные сварочные системы Tec-Option оптимизируют процесс сварки за счет использования робототехники для уменьшения количества ошибок, ускорения производства и создания стабильных высококачественных сварных швов за счет использования автоматизированного оборудования. Все больше производителей используют технологию роботизированной сварки для получения этих преимуществ, а также дополнительных преимуществ, заключающихся в меньшем количестве отходов и более быстром обороте, чтобы увеличить свою прибыль.
Tec-Option является лидером в области гибких модульных автоматизированных сварочных систем. Мы обеспечиваем преимущества бережливого производства, используя один общий тип машин с многочисленными типами выполняемых процессов.
Роботизированные сварочные системыTec-Option обладают множеством уникальных функций.
- Превосходный дизайн, , позволяющий использовать систему для различных приложений. Большинство систем конкурентов применимы только к выделенным одноразовым капиталовложениям.
- Минимальное пространство: Наш дизайн расширяет ваши капитальные вложения до нескольких программ, минимизирует требования к занимаемой площади, сокращает расходы на техническое обслуживание, поддержку обучения и повышает эргономику и безопасность оператора.
- Более быстрое производство: Модули быстросменных инструментов Tec-Option можно легко заменить менее чем за одну минуту . Смена инструментов обычно происходит 3 раза в день. Большинству конкурирующих систем требуется от 5 до 10 минут для завершения каждой смены сварочного инструмента
- Более высокая производительность: Double-Time , уникальный режим параллельной обработки Tec-Option, в котором несколько роботов работают вместе с оператором для повышения производительности производства и минимизации трудозатрат. Большинство конкурирующих систем могут одновременно работать только над одной задачей.
- Сменные инструменты , уникальная функция Tec-Option, в которой операции роботизированной сварки используют быстрые сменные инструменты, которые может выполнять оператор любого уровня квалификации. Для большинства конкурирующих систем требуются квалифицированные и сертифицированные операторы. В дополнение к более быстрой замене операторами любого уровня квалификации, наши системы позволяют добавлять опции сварки.
- Централизованное электроснабжение рабочей ячейки: Роботы, позиционеры, сварочное оборудование, освещение и периферийные устройства питаются от одного кабеля питания.
Фильм о роботах Tec-Option — Веб-сайт
Роботизированная сварка и ручная сварка
Роботизированная и ручная сварка соединяют две отдельные металлические детали или подложки с помощью комбинации тепла и давления. В полностью автоматизированных процессах сварки роботы управляют всем процессом без ручных операций или вмешательства человека. Но ручная сварка требует, чтобы человек загружал и разгружал металлическую заготовку до и после сварки.
У каждого процесса есть свои сильные и слабые стороны. Знание относительных преимуществ каждого метода может помочь вам выбрать правильный для различных проектов.
Преимущества роботизированной сварки
- Качество сварки. Автоматизированные процессы неизменно обеспечивают высокую надежность сварных швов. Электронные контроллеры процесса сварки гарантируют, что каждый сварной шов соответствует спецификациям, установленным в начале производства.
- Более высокий выход. Процессы роботизированной сварки быстрее, чем ручные альтернативы. Роботы могут работать быстрее и дольше без ущерба для точности и качества.
- Меньше отходов. При использовании роботизированной сварки образуется меньше лишнего материала, металлолома и отходов. Роботизированные системы также работают быстрее, поэтому они часто более энергоэффективны, чем ручная сварка.
- Снижение затрат на оплату труда. Автоматизированные процессы снижают потребность в человеческом труде — одном из самых дорогих аспектов производства. Хотя полуавтоматические процессы по-прежнему требуют некоторого ручного труда, его гораздо меньше, чем в ручных процессах. Это имеет решающее значение, учитывая нехватку квалифицированной рабочей силы в производственном секторе, в том числе обученных сварщиков.
- Меньший риск получения травмы. Сварщики-люди могут получить травму во время работы. Это может очень дорого обойтись вашему бизнесу. Это также означает, что ваши сотрудники не смогут работать во время восстановления, тогда как сломанное оборудование можно быстро отремонтировать.
- Более высокая скорость. Роботы могут гораздо быстрее выполнять большие объемы повторяющихся задач, значительно сокращая время производства.
Когда использовать ручную сварку
Роботизированная сварка может не подойти, если на ваш проект влияют следующие факторы:
- Первоначальная стоимость. Хотя роботизированное сварочное оборудование может значительно сэкономить вам время, это более дорогостоящие первоначальные инвестиции.
- Многоступенчатая формовка. Некоторые работы могут потребовать модификаций между этапами формирования, или несколько этапов производят требуемую деталь. Поскольку автоматическая сварка быстро формирует и собирает компоненты, исключая этапы, ручная сварка может быть идеальной, особенно если проект малопроизводителен.
Принимая во внимание эти преимущества и недостатки, вы можете лучше оценить, какой тип сварки подходит для различных проектов. Например, роботизированные сварочные системы могут быстрее и эффективнее справляться с большими объемами производства. Ручные сварщики могут обрабатывать индивидуальные заказы или заказы небольшими партиями с часто меняющимися спецификациями.
| Приложения | Варианты оборудования |
|---|---|
Выступающая сваркаТочечная сваркаСварка МИГДуговая сварка вытянутым электродомУстановка стопорной гайкиСварка крепежаСварка сопротивлением | Встроенная подача крепежаНаправляющие сварочной горелки с сервоприводомНаправляющие сварочного пистолета X-YНесколько сварочных станцийАвтоматическая выгрузка сборокТрансформаторы переменного или постоянного токаСбалансированное время загрузки оператора |
Сварочные приложения
Сменные сварочные инструменты Tec-Option позволяют производителям переключаться на различные процессы, такие как точечная сварка, рельефная сварка, легкая сборка, даже прошивка или другие инструменты без остановки производства. Эффективность и экономия затрат для производителей значительны. Ниже приведены некоторые примеры приложений.
Сварка с выступом
В этой контактной сварке используются небольшие точки контакта или выступы, встроенные в конструкцию металлических деталей для концентрации сварочного тока. Эти отдельные точки изготавливаются в одну из двух металлических частей, соединяемых до достижения стадии сварки.
Автоматизация точечной сварки
Производители автомобилей обычно используют точечную сварку. Этот метод соединяет металлические детали, которые сопротивляются электрическому току.
Автоматизация сварки MIG
Этот инструмент пропускает проволоку через нагретый сварочный наконечник, создавая металлическое соединение между двумя кусками металла. Это быстрый и простой процесс с высокой скоростью осаждения. Этот метод также называется дуговой сваркой металлическим газом (GMAW).
Автоматизация дуговой сварки шпильками
Инструменты для дуговой сварки вытянутым электродом создают концентрированный сильный нагрев между электродом и металлической основой. Это тепло соединяет металл вместе. Сварочные аппараты дуговой сварки производят высокоточные сварные швы.
Автоматизированные сварочные процессы: как это работает
В автоматизированных процессах сварки используется робот, который может двигаться во всех трех измерениях. Роботы бывают прямолинейными и шарнирно-сочлененными, что обеспечивает больший контроль над движением. Когда робот движется, его механизм подачи проволоки выталкивает присадочную проволоку, которая расплавляется и создает сварной шов. Факел на конце руки робота производит тепло, которое плавит проволоку. Этот факел может генерировать температуру в тысячи градусов.
Отделение людей от фактического процесса сварки обеспечивает их безопасность. Тем не менее, сертифицированные операторы по-прежнему играют важную роль. Американское общество сварщиков предлагает сертификаты как для ручных сварщиков, так и для операторов роботов-манипуляторов. Операторы программируют автоматизированные системы с помощью подвесного пульта управления для перемещения руки, изменения параметров системы и «обучения» сварочной руки следующему процессу.