Контактная конденсаторная сварка — большой выбор аппаратов и оборудования, подробные описания, характеристики, отзывы покупателей.
Полезная информацияКонтактная конденсаторная сварка применяется для приваривания болтов, заклепок, штифтов при проведении монтажных и кузовных работ. Для этого используют специальное оборудование – аппарат конденсаторной сварки.
Принцип работы аппарата конденсаторной сварки
Аппараты конденсаторной сварки отличаются от традиционных тем, что имеют встроенный конденсатор, накапливающий энергию. При разряде конденсатора выделяется ток, который подается либо на заготовку, либо на электрод. В связи с этим различают два метода конденсаторной сварки:
- Трансформаторная – разряд конденсаторов передается на обмотку сварочного трансформатора и уже после на электроды. Они нагреваются и начинают плавить заготовки в точке сжатия (можно делать швы или сварные точки).
- Бестрансформаторная – конденсатор подключается к заготовкам, а его разряд происходит при ударе одной заготовки о другую.
 Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.
Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.
 Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.
Как правило, такая конденсаторная контактная сварка применима при стыковом соединении.Благодаря тому, что энергия накапливается в конденсаторе, удается увеличить плотность тока при малом времени его протекания (от 0,001 до 0,01 сек) – для соединения заготовок требуется минимум времени. А значит, конденсаторная сварка позволяет снизить потребление аппаратом электроэнергии.
Конденсаторная сварка является одним из самых экологичных методов, так как для него не требуется использование принудительного охлаждения, поскольку тепловыделение в окружающую среду практически отсутствует. Одним из главных преимуществ этого вида сварки является точность регулирования мощности аппарата за счет изменения емкости конденсаторов, что позволяет сваривать материал с минимальной толщиной в несколько тысячным миллиметра.
Рекомендации по выбору оборудования
Так как точечная конденсаторная сварка сопровождается ударом, обратите внимание на показатель энергии сварки. Чем крупнее заготовки, тем большая сила удара нужна. При значении энергии сварки в 390 Дж, можно приваривать шпильки диаметром не более 4 мм, а при показателе в 1500 Дж – до 8 мм.
Чем крупнее заготовки, тем большая сила удара нужна. При значении энергии сварки в 390 Дж, можно приваривать шпильки диаметром не более 4 мм, а при показателе в 1500 Дж – до 8 мм.
FARADAY — Конденсаторная сварка
В процессе изготовления различной продукции из металлического листа, при монтажных работах и ремонте, возникает необходимость соединения различных деталей посредством сборки.
До настоящего времени на производствах в России используются устаревшие технологии. Вариантов немного. Это сверление отверстий под крепеж различного вида (болты с гайками, заклепки различного типа) или выполнение приварки болтов и гаек аргонно-дуговой сваркой или полуавтоматом с применением сварочной проволоки и защитного газа. В этих технологических процессах имеются существенные недостатки: во-первых, выполнение отверстий в несущих конструкциях ослабляет их прочность, во-вторых, во многих изделиях требуется герметичность, но с отверстиями достичь этого сложно, в-третьих, внешний вид любого прибора или оборудования будет испорчен наличием головок винтов или шляпок заклепок, ну и последнее, при сварке, особенно на тонком листе, появляются прожженные места, потемнение.
Конденсаторная сварка (Capacitor Discharge CD) – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0.5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
Теория сварочного процесса конденсаторной сварки (CD).
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания привариваемого крепежного элемента. Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Первый способ контактного типа включает следующие последовательные циклы:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
2. Запускается сварочный процесс и между основанием крепежного элемента и металлической поверхностью возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
3. Крепежный элемент после плавления выступающего кончика основания под действием силы пружины сварочного пистолета прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав.
Второй способ с предварительным подъемом крепежного элемента:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
2. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи силового блока.
3. Приподнятый крепежный элемент под действием силы пружины в сварочном пистолете, опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
4. После плавления выступающего кончика основания крепежный элемент прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав
Конденсаторная сварка с использованием контактного способа применяется для приварки крепежных элементов из обычной и нержавеющей стали, а также латуни.
Конденсаторная сварка с использованием способа с предварительным подъемом крепежного элемента используется главным образом для приварки крепежа из алюминия, но также может быть использована для крепежа из стали, нержавеющей стали и латуни.
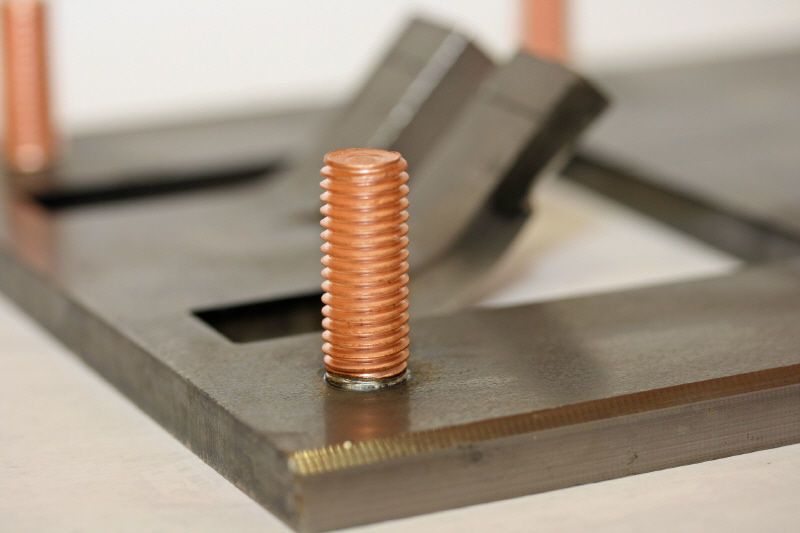
Стандартные типы привариваемых метизов
Для сварки методом конденсаторной сварки используются специиальные метизы, оснащенные специальным поджигающим кончиком. При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
- Позволяет точно определить место, где будет приварен метиз на поверхности заготовки по предварительному ее кернению;
- Обеспечения розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого метиза при прохождении через него конденсаторного разряда.

Конденсаторная сварка
Какой вид сварки понимают под конденсаторной?
Конденсаторная сварка – это такой способ сварки, при котором для нагрева и соединения изделий используют мощный кратковременный импульс тока. Импульс возникает при разряде конденсаторов от статических батарей.
То есть, конденсаторная сварка представляет собой один из вариантов сварки, для которой используют запасенную энергию. В батарее конденсаторов при зарядке от выпрямителя (источника постоянного) напряжения накапливается энергия, которая в процессе разряда преобразуется в тепло, используемое для конденсаторной сварки. Когда протекает ток, это тепло выделяется между заготовками, которые соединяются. Поэтому конденсаторную сварку можно назвать одним из способов контактной сварки.
Основные преимущества
Такая сварка является очень эффективным способом соединения приварных крепежных деталей и листов из металла небольшой толщины. Она идеально подходит при изготовлении деталей для малогабаритных аппаратов и приборов, техники, электронных ламп, металлической мебели, предметов интерьера и галантереи, системы вентиляции, электрощитов, металлических игрушек и т.
Практическое применение
Конденсаторная сварка представляет собой достаточно тонкий и аккуратный процесс. Основная область применения конденсаторной сварки – это соединения специализированного приварного крепежа с листовым металлом.
Конденсаторная приварка позволяет быстро и эффективно приваривать к листовому материалу приварные шпильки с внешней либо внутренней резьбой, клеммы заземления, изоляционные гвозди и большое разнообразие другого специализированного приварного крепежа.
Конденсаторная сварка позволит Вам решать сложные производственные задачи, экономить время и значительно снизить себестоимость изделия.
Наша компания предлагает аппараты для конденсаторной сварки, которые пригодны для сварки приварных крепежных элементов из различных металлов: обычной и нержавеющей стали, латуни, меди и алюминия, а также комбинации разных материалов. Предлагаемое ООО «Метиз-Профи» оборудование для конденсаторной сварки обладает высокими техническими характеристиками, а его цена значительно ниже других западных аналогов!
Предлагаемое ООО «Метиз-Профи» оборудование для конденсаторной сварки обладает высокими техническими характеристиками, а его цена значительно ниже других западных аналогов!
Конденсаторная сварка — Сварка металлов
Конденсаторная сварка
Категория:
Сварка металлов
Конденсаторная сварка
Конденсаторная сварка осуществляется кратковременными импульсами сварочного тока, продолжительностью в тысячные доли секунды; за время импульса в зоне сварки выделяется тепло, которое сравнительно медленно распространяется в металле па глубину, необходимую для сварки. При значительных толщинах металла возникает трудно преодолимое несоответствие между продолжительностью сварочного импульса и продолжительностью необходимого прогрева металла. При малых толщинах этого несоответствия нет.
При толщинах металла менее 1 мм мощность конденсаторной машины в 50—100 раз ниже мощности обычной контактной машины. С увеличением толщины металла разница в мощностях конденсаторной машины и обычной контактной уменьшается, а сварка на обычной контактной машине становится более надежной. Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев.
Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев.
Конденсаторные машины для малых толщин просты, дешевы, имеют незначительную мощность, иногда не превышающую мощности обычной настольной лампы, и их можно включать в осветительную сеть без силовой проводки. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм часто незаменима никаким другим видом сварки; для металла толщиной 1—2 мм она приемлема, но легко может быть заменена другими способами.
Известны две основные формы конденсаторной сварки: а) с непосредственным разрядом конденсаторов на сварку; б) с разрядом конденсаторов на первичную обмотку сварочного трансформатора. Установку с прямым разрядом конденсаторов применяют для стыковой сварки проволок и тонких стержней, для соединения между собой самых разнообразных и разнородных металлов, иногда с совершенно различными физическими свойствами.
Машины с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют наибольшее промышленное значение. Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически.
Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически.
Конденсаторные точечные машины для сварки металла малых толщин потребляют из сети незначительную мощность, 0,1—0,2 кеа\ электрическая схема машины (рис. 204) очень проста. Ток из сети через небольшой повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. 17осредством переключателя П батарея конденсаторов или включается на зарядку, или разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе машины.
Примером конденсаторной точечной машины может служить машина ТКМ-4. Машина стационарная, педальная; вес ее 165 кг; напряжение питающей сети 220 в; средняя мощность, потребляемая из сети 0,1 ква (рис. 205). Конденсаторы бумажно-масляные, общая емкость 400 мкф, напряжение зарядки 600 в; штепсельный переключатель позволяет менять включенную емкость от 10 до 400 мкф. Сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки.
Сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки.
При сварке двух деталей различных толщин решающую роль играет деталь с меньшей толщиной, которая не должна превышать возможностей машины, вторая же деталь может иметь сколь-угодно большую толщину, что значительно расширяет применение точечной конденсаторной сварки. Например, на машине ГКМ-4 металл толщиной 0,2 мм можно приварить к металлу толщиной 10 или 15 мм.
Рис. 1. Электрическая схема конденсаторной машины малой мощности
Электрический режим машины можно регулировать в широких пределах, меняя число включенных конденсаторов и ступень сварочного трансформатора. Можно менять амплитуду сварочного тока и продолжительность его протекания. Максимальное значение сварочного тока около 5000 а, средняя продолжительность его протекания 0,6—0,8 -10~4 сек.
При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы снова заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит снова точно такой же импульс сварочного тока.
Рис. 2. Точечная конденсаторная машина ТКМ-4
Для монтажных работ на крупногабаритных изделиях, сборки схем и т. д. сконструирована переносная точечная машина ПТКМ-1 Бесом 34 кг, сваривающая металл максимальной толщиной 0,3 мм. Сварочная часть машины выполнена в виде легких ручных клещей, присоединяемых к машине гибкими проводами длиной 1 —1,5 м.
В простейших точечных конденсаторных машинах привод машины осуществляется усилием работающего, что допустимо при сварке мелких деталей с небольшим усилием и работой осадки и не очень интенсивном производстве. Для более трудных условий работы может быть применена машина с механизированным, например электрическим приводом, типа ТКМ-8. Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится включение тока и сжатие электродов. Если нажать педаль кратковременно, то сваривается одна точка, если задержать нажатую педаль, то сваривается 20—120 точек в минуту, в зависимости от регулировки; машина работает автоматически непрерывно, пока не будет освобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность машины 0,3 ква, усилие сжатия электродов 6—40 кГ.
Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится включение тока и сжатие электродов. Если нажать педаль кратковременно, то сваривается одна точка, если задержать нажатую педаль, то сваривается 20—120 точек в минуту, в зависимости от регулировки; машина работает автоматически непрерывно, пока не будет освобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность машины 0,3 ква, усилие сжатия электродов 6—40 кГ.
Машины для конденсаторной сварки часто закрывают колпаком из прозрачного органического стекла, защищающим зону сварки от пыли и других загрязнений. Защитный колпак может быть герметизирован, и в нем может быть создана защитная атмосфера аргона, водорода, азота и др.
В длительной эксплуатации маломощных конденсаторных машин выявились их значительные преимущества: высокая экономичность, малый расход электроэнергии и точное ее дозирование на каждую сварку. Возможно удобное и широкое регулирование мощности машины, продолжительности и формы каждого импульса. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину зоны влияния. Процесс сварки весьма прост, полностью автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно несколько дней.
Возможно удобное и широкое регулирование мощности машины, продолжительности и формы каждого импульса. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину зоны влияния. Процесс сварки весьма прост, полностью автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно несколько дней.
Точечная конденсаторная сварка нашла промышленное применение для многих металлов: алюминия и алюминиевых сплавов, всевозможных медных сплавов, никеля и никелевых сплавов, платины, серебра и его сплавов, всевозможных сталей, вольфрама, молибдена и др.; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
д.
Рис. 3. Непрерывный плотный шов, выполненный конденсаторной сваркой
Разработан также способ шовной конденсаторной сварки, получивший производственное применение. Шовная сварка выполняется, как точечная, со столь частой посадкой сварных точек, что каждая последующая точка перекрывает предыдущую на 0,3—0,5 диаметра, что и создает плотный непрерывный шов, непроницаемый для жидкостей и газов (рис. 206). Электроды машины имеют форму роликов, катящихся по шву непрерывно с постоянной скоростью и приводятся от небольшого электродвигателя. Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке. Электронная система управления позволяет производить до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка нашла разнообразное применение в приборостроении.
Конденсаторная сварка открыла для сварочной техники новую довольно значительную область применения: металлы малых толщин, мелкие детали и микродетали, плохо различаемые нево оружейным глазом и требующие при сборке применения оптических приборов. Конденсаторная сварка улучшает качество изделий и резко повышает производительность труда; стоимость конденсаторной машины обычно окупается за несколько месяцев работы. Чрезвычайно быстрое развитие приборостроения требует широкого применения конденсаторных машин, высвобождающих за счет повышения производительности труда большое количество рабочих.
Конденсаторная сварка улучшает качество изделий и резко повышает производительность труда; стоимость конденсаторной машины обычно окупается за несколько месяцев работы. Чрезвычайно быстрое развитие приборостроения требует широкого применения конденсаторных машин, высвобождающих за счет повышения производительности труда большое количество рабочих.
Реклама:
Читать далее:
Литейная сварка
Статьи по теме:
Конденсаторная сварка: технология, особенности, преимущества
Конденсаторная сварка имеет принцип действия сварочного процесса, при котором задействуется дополнительная энергия. Энергозаряд, накапливаемый внутри конденсатора, в период выпрямительной подзарядки трансформируется в тепловой поток. Он проявляется в результате прохождения тока между соединительными участками. Именно поэтому сварка конденсатором именуется контактной.
Преимущества контактной сварки
Среди положительных свойств можно выделить следующее:
скоростной режим сварочного действия;
точное соединение элементов;
экологически чистый процесс;
прочность и надежность сваривания;
долговечное качество установки.

Разновидность
Существует безтрансформатор
При трансформаторной спайке конденсаторы теряют заряд, проходя по первой обмотке трансформаторног
Конденсаторную сварку лучше всего использовать при соединении драгметаллов и цветных сплавов. По окончанию процесса шов не имеет выступов и пористости, а само сварочное действие занимает несколько минут.
Конденсаторная сварка часто необходима в сферах промышленности за счет совмещения условий эксплуатации. Проявляется технологическое явление, в ходе которого неразделенный поверхностный участок металла начинает выделять тепло. В процессе сварки на участке соединения методом сжатия воздуха удаляется сор и частицы пыли, а также оксидная пленка, которая может образовать неровности. Энергетический заряд будет аккумулироваться при получении электропитания от генераторного устройства или выпрямителя. Регулировка и подача энергии производится способом изменения тока и объема зарядного устройства.
Технология сварочного действия
Соединительный процесс, производимый точечным методом, можно разделить на несколько этапов:
В первую очередь свариваемые элементы регулируют в нужном направлении.
Далее они располагаются между электродами сварочного аппарата и плотно прижимаются.
Детали подвергаются накалу для гибкости и получения пластического свойства.

Чтобы конденсаторная сварка имела качественное свойство, необходимо соблюдать одинаковую скорость всех встроенных в аппарат электродов.
Главным правилом удачного сварочного процесса является обеспечение нужной мощности энергии и полноценное контактирование свариваемых частей.
Нагрев деталей, подвергаемых сварке, будет происходить за счет прохождения электроимпульса короткой подачи. Таким воздействием можно добиться плавки металла на участке влияния электродов, где образуется общее жидкое ядро. После остановки подачи электроимпульса места соединения несколько минут будут держаться до образования ядра, в процессе остывания которое остывает и кристаллизуется.
Использование электродов
Для конденсаторной сварки лучше всего подойдут электроды марки ЭВ, которые содержат чистую медь с примесью хрома и цинка. В других случаях конденсаторная сварка может проводиться с применением трансформаторов. Так конденсатор будет расходовать заряд электроподачи на первоначальную обмотку внутри трансформатора.
Конденсатор в ходе запуска начнет аккумулировать импульс до определенного уровня при повороте рычага влево. При повороте вправо происходит разряжение теплообменных модулей при повторной обмотке катушек трансформатора. Конденсаторная сварка при повторной обмотке проводится путем индукции электропитания. Силовое напряжение обусловит подачу тока в инверторной цепочке.
Правила сварки
Чтобы сварка была качественной, необходимо придерживаться таких действий:
Грамотно подобрать электроды на медной основе.
Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.Зажим двух свариваемых деталей в процессе подачи электроимпульса может создать определенный уплотнительный пояс на месте расплавки ядра. Такое действие поможет не использовать дополнительную защиту в зоне стыковки.
Чтобы получить процесс кристаллизации на участке соединения, электроды стоит разжать с интервалом задержки после того, как импульс направиться на сварочную зону.
Для прочности шва и придания ему эстетичного вида места необходимо зачистить от пыли и возможного окисления.
Электроды, предназначенные для конденсаторной спайки, должны сохранять надежность, электротеплопров
одность и легкость их обработки в период рабочего процесса.
 Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.
Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.Стоит учесть, что режим электропроводимо
Сварка конденсаторная — Энциклопедия по машиностроению XXL
При соединении тонкостенных деталей с массивными высокой эффектностью обладает короткоимпульсная контактная сварка (конденсаторная электросварка), которая производится с помощью [c.400]В зависимости от характера соединения свариваемых деталей Различают стыковую, точечную и шовную конденсаторную сварку, конденсаторная сварка, благодаря точной дозировке электроэнергии на каждую сварочную операцию и стабильности процесса, на- [c.399]
Машины для сварки конденсаторной 329 [c.657]
Нагрев свариваемых деталей обычно производится переменным током. Совсем недавно в новых видах контактной сварки (конденсаторной и импульсной) использован постоянный ток. [c.5]
ТРАНСФОРМАТОРНАЯ КОНДЕНСАТОРНАЯ СВАРКА — конденсаторная сварка, при которой энергия, запасенная п конденсаторах, передастся в сварочную цепь 6 3-383 [c.
 165]
165]Импульсной сваркой пользуются главным образом при изготовлении мелких изделий и деталей из тонкого металла, т. е. в случаях, когда основным условием получения доброкачественных соединений является точная дозировка количества тепла при сварке. В СССР находят применение две разновидности импульсной сварки — конденсаторная (точечная и стыковая) и электромагнитная. Нашей стране принадлежит первенство (приоритет) в разработке способа точечной сварки разрядом конденсаторов. [c.163]
Тугоплавкие металлы сваривают в основном на электроннолучевых установках в камерах с разряжением порядка 10 мм рт. ст. Некоторые металлы (ниобий, тантал) успешно соединяют аргоно-дуговой сваркой, контактной сваркой, конденсаторной сваркой. Тонкие листы молибдена могут быть сварены контактной точечной сваркой через тонкую прослойку из ниобия. [c.54]
Одной из разновидностей точечной сварки является конденсаторная сварка. Конденсаторная сварка основана на использовании конденсаторного заряда, накапливаемого в специальных конденсаторных батареях. [c.66]
[c.66]
Существуют четыре разновидности сварки аккумулированной энергией конденсаторная электромагнитная инерционная и аккумуляторная. Накопление энергии соответственно происходит в ба- [c.217]
| Рис. 5.37. Схемы конденсаторной сварки |
Способ конденсаторной сварки с импульсным разрядом не требует применения флюса и допускает соединение деталей из разнородных материалов. [c.186]
[c.186]
Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены. [c.187]
Конденсаторная сварка. Недостатком контактной сварки является значительная кратковременная мощность, потребляемая из сети в момент сварки, что создает тяжелые условия для питающей сети. [c.111]
Существуют четыре вида запасенной для сварки энергии электростатическая или конденсаторная, электромагнитная, инерционная и аккумуляторная. Энергия соответственно накапливается в батарее конденсаторов, магнитном поле специального сварочного трансформатора, вращающихся частях генератора или аккумуляторной батарее. [c.112]
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными.
[c.114]
В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными.
[c.114]
Рабочий конец термопары (горячий спай) изготовляют путем сварки, спайки или скрутки. Лучше всего использовать сварку, так как скрутка с числом оборотов более двух может привести к значительным и не поддающимся учету погрешностям измерения температуры. Сварка обычно дуговая угольным электродом при напряжении 15…20 В либо контактная конденсаторная. Иногда предварительно скрученный спай приваривают с помощью конденсаторной сварки непосредственно к поверхности, [c.25]
Для измерения температуры к фольге с внутренней поверхности конденсаторной сваркой приварены горячие спаи восьми термопар, изолированные ветви которых выведены на переключатель через заднюю кромку пластины. Координаты заделки термопар показаны на рис. 10.10.
[c. 153]
153]
Для скрепления деталей малых толщин и сечений из одинаковых и разнородных металлов и сплавов применяется контактная конденсаторная сварка, осуществляемая в течение нескольких миллисекунд. [c.258]
При испытании образцы перед установкой в захваты очищаются петролейным эфиром или ацетоном. Термопара приваривается с помощью блока конденсаторной сварки на базе выпрямителя ВСА-5А. Камера закрывается крышкой, и система откачивается. После достижения нужного вакуума образец нагревается и нагружается. [c.134]
Нагрев образца осуществляется с помощью нагревателей, расположенных внутри него. Они представляют собой нихромовые спирали, навитые на фарфоровую трубку и закрепленные жаропрочным цементом. Максимальная температура нагрева 550 С, скорость нагрева 5—15°С/мин. Для обеспечения равномерного нагрева по длине образца используют два нагревателя с автономным питанием и регулированием. Регуляторы выполнены на стандартных приборах типа ПСР-1. Измерительные никель-нихромовые термопары приваривают к наружной поверхности образца конденсаторной сваркой.
[c.26]
Измерительные никель-нихромовые термопары приваривают к наружной поверхности образца конденсаторной сваркой.
[c.26]
Сварка, электромагнитная —см. Сварка импульсная электромагнитная Сварка электростатическая конденсаторная — см. Сварка импульсная электростатическая конденсаторная Сварные испытательные образцы — Испытания 5 — 437 [c.251]
Существуют три основных метода импульсной сварки 1) электростатическая конденсаторная сварка [47], 2) электромагнитная сварка [55] и 3) аккумуляторная сварка. [c.383]
Принципиальная схема конденсаторной машины для стыковой сварки представлена на фиг. 8. Конденсатор, присоединённый к электродам 2 п 3, заряжается от источника постоянного тока до напряжения 3000—5000 в. [c.258]
Институт электротехники АН УССР разработал новый метод контактной сварки — конденсаторную сварку, основанную на использовании электроэнергии, накапливаемой в конденсаторах. [c.110]
[c.110]
БЕСТРАНСФОРМАТОРНАЯ КОНДЕНСАТОРНАЯ СВАРКА — конденсаторная сварка, нри которой энергия, запасенная в конденсаторах, используется непосредственно в сварочном контуре путем разрядки на свариваемые детали. Ср. Трансфор.ча-торная конденсаторная сварка. [c.18]
Конденсаторная сварка. Конденсаторная сварка является одной из разновидностей точечной сварки. Нагрев места сварки происходит за счет аккумулированной энергии батареи конденсаторов большой емкости при ее разряде через точку сварки. Батарея конденсаторов 5 (фиг. 95, г) заряжается питающим током от выпрямителя, а затем при помощи перекидного ключа 6 раз-)яжается через первичную обмотку сварочного трансформатора 7. 1ри этом во вторичной обмотке трансформатора индуктируется импульс тока большой силы, которым и производят сварку. [c.264]
Резкое снижение брака и повышение абсолютных значений и стабильности качества сварных соединений было достигнуто при применении для сварки конденсаторных машин МВТУ штампованных деталей экранов тиратронов крестообразных соединений платинн диаметром 0,1 мм с хромелем диаметром 67 мк и хромели с копелем тех же диаметров применительно к производству термопарных манометров вольфрамовых спиралей диаметром 30—50 мк с никелевыми электродами специальных осветительных ламп.
 Хорошие результаты
[c.46]
Хорошие результаты
[c.46]Наибольшее промышленное применение получила конденсаторная сварка. Энергия в конденсаторах накапливается при их зарядке от источника постоянного тока (генератора или выпрямителя) а затем в процессе пх разрядки преобраг1уется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением емкости и напряжения зарядки [c.218]
Примером бестрансформаторной сварки служит ударная конденсаторная сварка (рис. 5,37, а), когда концы обкладок конденсатора подключены неиосредственно к свариваемым заготовкам 2 и 3 один из концов жестко закреплен, а другой. может перемещаться в направляющих 5. Если освободить защелку 4, удерживающую заго-Т овку 2, то под действием пружины 1 она быстро переместится по [c.218]
Трансформаторная конденсаторная сварка предназначена в основном для точечной н шовной сварки, но может быть использована и для стыковой. При этом способе разряд конденсатора преобразуется с помощью сварочного трансформатора (рис.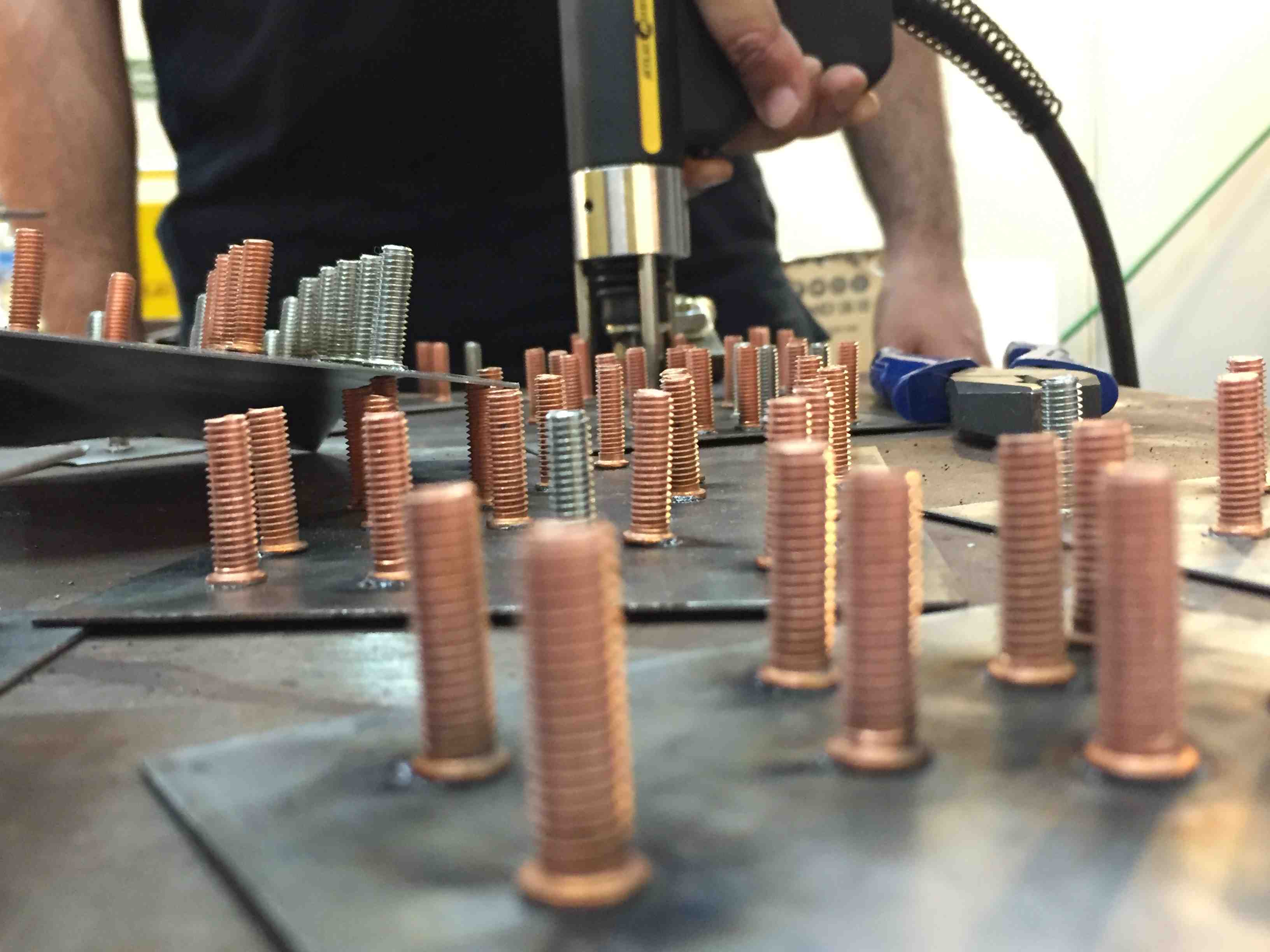 5,37, б). В левом положении переключателя П конденсатор С заряжается от источника постоянного тока. В правом положенип переключателя происходит разряд конденсатора на первичную обмотку сварочного трансформатора Т2. При этом во вторичной обмотке индуктируется ток больпюй силы, обеспечивающн11 сварку предварительно зажатььЧ между электродами заготовок.
[c.219]
5,37, б). В левом положении переключателя П конденсатор С заряжается от источника постоянного тока. В правом положенип переключателя происходит разряд конденсатора на первичную обмотку сварочного трансформатора Т2. При этом во вторичной обмотке индуктируется ток больпюй силы, обеспечивающн11 сварку предварительно зажатььЧ между электродами заготовок.
[c.219]
Конденсаторную сварку применяют в производстве электроизме-рительны.х и авиацноппых приборов, часовых механизмов, фотоаппаратов, радиола п и т. п. [c.219]
Существуют два вида конденсаторной сварки бестрансформатор-ная, когда конденсаторы разряжаются непосредственно на свариваемые детали, и трансформаторная, когда конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые заготовки. Бестрансформаторная конденсаторная сварка предназначена в основном для сварки встык, трана рматорная — для точечной и шовной, но может быть использована и для стыковой. Преимуществами конденсаторной сварки являются точная дозировка количества энергии, не зависящая от внешних условий, в частности, от напряжения в сети, малое время протекания тока (0,001—0,0001 с) при высокой плотности тока, обеспечивающее малую зону термического влияния возможность сварки материалов очень малых толщин (до нескольких микрон) невысокая потребляемая мощность (0,2—2 кВ-А). Конденсаторную сварку применяют главным образом в приборостроении.
[c.112]
Преимуществами конденсаторной сварки являются точная дозировка количества энергии, не зависящая от внешних условий, в частности, от напряжения в сети, малое время протекания тока (0,001—0,0001 с) при высокой плотности тока, обеспечивающее малую зону термического влияния возможность сварки материалов очень малых толщин (до нескольких микрон) невысокая потребляемая мощность (0,2—2 кВ-А). Конденсаторную сварку применяют главным образом в приборостроении.
[c.112]
На радиочастотах используются воздушные трансфюрматоры, имеющие одновитковую вторичную обмотку из медного листа, а внутри нее — много-витковую первичную спираль. Трансфюрматоры просты по конструкции и поставляются сов.честно с генератором. Регулирование тр че предусмотрено (только смена обмотки), КПД зависит от сопротивления и коэффициента мощности нагрузки и при os (pj— 0,05 составляет 75—85%. Основной недостаток воздушных трансформаторов — большая собственная реактивная. мощность. Отношение реактивных мощностей на входе и в нагрузке равно 3—5, что приводит к завышению мощности конденсаторной батареи и к добавочным потеря. м в контурах. В. мощных установках высокочастотной сварки используются трансформаторы с неза.мкнутым магнитопроводом из ферритовых стержней [42]. Трансформаторы с ферритовым магнитопроводом более чувствительны к изменению сопротивления нагрузки и дают наилучший эффект при работе на примерно постоянную нагрузку, что и имеет место в установках непрерывной сварки.
[c.171]
м в контурах. В. мощных установках высокочастотной сварки используются трансформаторы с неза.мкнутым магнитопроводом из ферритовых стержней [42]. Трансформаторы с ферритовым магнитопроводом более чувствительны к изменению сопротивления нагрузки и дают наилучший эффект при работе на примерно постоянную нагрузку, что и имеет место в установках непрерывной сварки.
[c.171]
В послевоенный период в связи с развитием приборостроения и радиоэлектроники внедрялась в промышленность конденсаторная сварка. Значительным вкладом в сварочную технику явилось создание машин и технологии конденсаторной сварки (МВТУ — Н. Л. Каганов, Институт электротехники АН УССР — В. Э. Моравский, ВНИИЭСО и др.). Значительно увеличена производительность контактных машин за счет широкого использования для изготовления электродов высокостойких сплавов. [c.130]
Определение длины трещины методом разности электрических потенциалов основано на пропускании через образец постоянного тока и измерении напряжений соответственно между точками, расположенными на одной или на разных сторонах трещины. Измерительные контакты устанавливают в заданных точках образца 6 с погрешностью не более 0,2 мм, используя конденсаторную сварку, специальные зажимы и струбцины, а также зачекан-ку.
[c.448]
Измерительные контакты устанавливают в заданных точках образца 6 с погрешностью не более 0,2 мм, используя конденсаторную сварку, специальные зажимы и струбцины, а также зачекан-ку.
[c.448]
Температура наружной поверхности трубы замерялась 25 хромель-алюмелевыми термопарами диаметром 0,3 мм 15 по верхней и 10 по нижней образующим трубы. Термопары приваривались конденсаторной сваркой, места приварки покрывались цементным раствором. Далее термопара укладывалась на изолирующий слой [c.43]
По схеме электростатической конденсаторной сварки (фиг. 192) батарея конденсаторов заряжается от трёхфазной сети через выпрямители В. По достижении заданного потенциала конденсаторы разряжаются с импульсом тока длительностью около 0,015—0,10 сек. Этот импульс поступает в первичную обмотку сварочного трансформатора 7. индуктируя во вторичном витке импульс сва-рочно11э тока такой же длительности. [c.383]
Сварочный аппарат емкостного разряда с суперконденсатором 350 Фарад
по snm, 14 января 2018 г.
могут обеспечивать высокий ток, что позволяет использовать их при точечной сварке, в частности, при сварке емкостным разрядом .
Supercap
Использовал этот конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. При впечатляющих 350 фарадах, низком напряжении 2,7 вольт, но при последовательном сопротивлении, эквивалентном 3,2 миллиомам, это устройство может похвастаться отличной мощностью.Электроника в двух словах ϟ писал об этом же конденсаторе здесь: Зарядка ультраконденсатора Maxwell 350F !.
Зарядите его до 2,7 В, когда ток упадет, закоротите провода с помощью провода и посмотрите, как он расплавится. Работает концептуально, теперь, чтобы сделать его общедоступным.
Другой конденсатор, всего 1 фарад, также 2,7 В, но с сопротивлением 4 Ом: Nichicon CAP 1F 20% 2,7 В ЧЕРЕЗ ОТВЕРСТИЕ. Емкость или напряжение можно увеличить, подключив несколько таких конденсаторов параллельно или последовательно, но высокое эквивалентное последовательное сопротивление является проблемой для быстрого сброса большого тока. Закорочил, ничего интересного не происходит. Придерживаемся 350 фарадов.
Закорочил, ничего интересного не происходит. Придерживаемся 350 фарадов.
Бак
Купил регулируемый понижающий преобразователь для точного понижения до 2,7 В, а также для ограничения тока: понижающий понижающий преобразователь постоянного тока, макс. 9 А, 300 Вт, понижающий преобразователь с 5-40 В до 1,2-35 В Модуль питания для светодиодного драйвера Arduino XL4016 с низкой пульсацией на выходе. Прибыл и выглядит как на фото:
Винтовые клеммы для ввода / вывода слева и регулируемые потенциометры для напряжения и тока справа.На оборотной стороне шелкография:
Подключите входные клеммы к нерегулируемой настенной бородавке 12-24 В. Измерьте выход мультиметром, отрегулируйте верхний потенциометр, пока напряжение не станет меньше 2,7 В.
Для контроля напряжения конденсатора без выхода из строя мультиметра и для отображения во время зарядки: DC mini 0,36 “Цифровой красный светодиодный дисплей 0–100 В Вольтметр 3 провода Вольтметр Тестер напряжения для проверки автомобильного аккумулятора 40% скидка. Поскольку они стоили всего 87 ¢ каждый, заказанные три таких вольтметра также могут быть полезны для многих других проектов.Здесь я подключаю его к плате ARM, которую можно увидеть в STM32 Blue Pill. Плата для разработки ARM. Первый взгляд: от Arduino до программирования «голого металла» : черный — земля, красный — +5 В, желтый — +3,3 В:
Поскольку они стоили всего 87 ¢ каждый, заказанные три таких вольтметра также могут быть полезны для многих других проектов.Здесь я подключаю его к плате ARM, которую можно увидеть в STM32 Blue Pill. Плата для разработки ARM. Первый взгляд: от Arduino до программирования «голого металла» : черный — земля, красный — +5 В, желтый — +3,3 В:
Обратите внимание, что для этих дисплеев требуется 4–30 В на красном проводе (источник питания), 3,3 В недостаточно. Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного вывода +5 В, что делает это неудобным. поскольку он не может работать с 3.3 В, так как оно ниже минимального 4 В. Но поскольку я поставляю понижающий преобразователь с входом ~ 16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному к каждому входу и выходу:
Подключите выход к суперкапсу. Напряжение резко падает, и светодиод понижающего преобразователя загорается красным, что указывает на ограничение тока (который регулируется до 8 ампер, я установил его ниже):
Напряжение резко падает, и светодиод понижающего преобразователя загорается красным, что указывает на ограничение тока (который регулируется до 8 ампер, я установил его ниже):
Выходное напряжение увеличивается по мере заряда конденсатора почти до 2.7 В. На более поздних этапах зарядки ток падает, поэтому понижающий преобразователь перестает ограничиваться, и светодиод становится синим:
Теперь его можно использовать для сварки. Отключите понижающий преобразователь (чтобы мы не закоротили его — хотя он все равно ограничивал бы ток), затем протяните несколько проводов от конденсатора, который вы хотите сварить. Между ними происходит короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго держать вместе, они нагреваются и соединяются — это сварной шов.
Требуются некоторые силовые кабели для передачи такого высокого тока. Провода 28 AWG, которые я спас от старого телефонного кабеля CAT3, не выдерживают даже этого тока. Согласно закону Ома, при 2,7 вольтах, разделенных на 3,2 миллома, мы можем ожидать до 843,75 ампер!
Согласно закону Ома, при 2,7 вольтах, разделенных на 3,2 миллома, мы можем ожидать до 843,75 ампер!
Диод
Чтобы конденсатор не заряжался обратно в понижающий преобразователь, когда он выключен (это необходимо?), Я добавил диод на выходе понижающего преобразователя. Изначально хотел использовать вот такой диод:
, потому что он выглядит круто, но я наблюдал противоречивые результаты при измерении напряжения на нем.Даже диодный режим на мультиметре не зарегистрируется. По маркировке HVR-1X 3 SK 6301 найдите технический паспорт: HVR-1X-4 Datasheet, это высоковольтный силовой диод, пиковое обратное напряжение 12000 В, максимальное прямое падение напряжения: 11.0 В, ничего себе! Несмотря на номинальные значения в киловольтах, средний прямой ток составляет 500 мА, максимальный обратный ток — 0,3 мкА. Не подходит для этого низковольтного и сильноточного применения.
Переключитесь на кремниевый диод меньшего размера, взял этот, случайно обозначенный «F5408 G1944», если верить этому листу данных: UF5408-2C3A-2CDO-27 Datasheet, то это 3. Высокоэффективный выпрямитель на 0 ампер. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая допустимая нагрузка по току, высокая надежность, высокая устойчивость к импульсным токам, мне нравится это звучание. Провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Высокоэффективный выпрямитель на 0 ампер. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая допустимая нагрузка по току, высокая надежность, высокая устойчивость к импульсным токам, мне нравится это звучание. Провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Как и ожидалось, падение напряжения на диоде составляет около 0,7 В, поэтому понижающий преобразователь необходимо отрегулировать в сторону увеличения (чтобы на выходе было немного меньше 2,7 В после диода, чтобы более полно зарядить суперконденсатор).
Провода для печатных плат и магнитов
Для поддержки суперкапса я хотел установить его на печатную плату.Нашел немного утилизированной печатной платы, которая подошла, и просверлил отверстия, чтобы конденсатор защелкнулся:
Средняя большая клемма — отрицательная, три внешних клеммы — положительные. Хотя теперь он подходит, на печатной плате есть токопроводящие дорожки:
Их необходимо удалить, чтобы не закоротить компонент. Для этого мы можем использовать трюк, вызывая то, что Луи Россманн называет «попкорнингом» (ваш сервисный центр — процессоры «попкорнинг»?). Обычно это происходит непреднамеренно, когда кто-то пытается отремонтировать плату, обдувая ее горячим воздухом.Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем сообщении в блоге Термовоздушный пистолет Youyue 858D, первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле, фотография выше была сделана после нанесения горячего воздуха: обратите внимание на пузыри справа. Теперь их легче снять и соскрести ножом, оставив чистую пустую доску:
Для этого мы можем использовать трюк, вызывая то, что Луи Россманн называет «попкорнингом» (ваш сервисный центр — процессоры «попкорнинг»?). Обычно это происходит непреднамеренно, когда кто-то пытается отремонтировать плату, обдувая ее горячим воздухом.Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем сообщении в блоге Термовоздушный пистолет Youyue 858D, первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле, фотография выше была сделана после нанесения горячего воздуха: обратите внимание на пузыри справа. Теперь их легче снять и соскрести ножом, оставив чистую пустую доску:
Переверните плату, вставьте крышку и припаяйте толстые магнитные провода:
, также известный как «эмалированный провод», этот толстый провод малого сечения пришел от линейного трансформатора, он должен выдерживать ток.С этим проводом нелегко работать, эмаль нужно соскрести, чтобы припаять, иначе он действует как паяльная маска, и он не просто сгорает от тепла, в отличие от более тонкой магнитной проволоки. Но это работоспособно, и я припаял два провода: один на + (центр), а другой на -. Удобно, что на плате есть знак «(+)» возле плюсового вывода (клянусь, чистое совпадение).
Но это работоспособно, и я припаял два провода: один на + (центр), а другой на -. Удобно, что на плате есть знак «(+)» возле плюсового вывода (клянусь, чистое совпадение).
Переключатель
Для включения или выключения зарядки можно использовать переключатель. Это нужно (почему бы не отключить зарядное устройство)? Да, потому что, когда зарядка выключена, мы все еще хотим видеть напряжение конденсатора на вольтметре, а для этого требуется мощность (больше, чем низкое напряжение, которое может иметь конденсатор).Сначала я подключил этот переключатель SPST на 120 В последовательно:
но было несколько проблем. Провод датчика вольтметра находился на неправильной стороне переключателя, поэтому он измерял выходное напряжение понижающего преобразователя, когда мы хотим измерить напряжение конденсатора на другой стороне. Исправить:
но потом после некоторых тестов выключатель сдох. Не прямой разрыв, а плохое соединение внутри переключателя, в любом случае он был слишком старым. Замените его более мощным металлическим переключателем, который оказался SPDT:
Замените его более мощным металлическим переключателем, который оказался SPDT:
Здесь переключатель повернут вправо, замыкая противоположные клеммы (центральная клемма — общая), которая не подключена, поэтому зарядка выключена.Переверните его, и зарядка будет включена, что видно по токоограничивающему понижающему преобразователю (красный светодиод):
Другой ход переключателя пригодится для…
Гидравлические резисторы
Я подключил другую сторону переключателя SPDT к кнопке и мощным цементным резисторам, через конденсатор к двум последовательно соединенным 0,47 Ом (да, миллиом), позаимствованным из Pioneer SD-P453S для разборки системы обратной проекции (RPTV): внутри винтажного телевизора с большим экраном 80-х годов .Знал, что резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Поскольку положение переключателя «зарядка выключено» подключено к резисторам сброса, я последовательно включил дополнительный переключатель, кнопку, которую вы должны нажать и удерживать, чтобы сбросить заряд. Возможности пользовательского интерфейса теперь:
Возможности пользовательского интерфейса теперь:
| Переключатель | Кнопка | Государство | Описание |
|---|---|---|---|
| Вниз | любой | Зарядка | Блок питания подает питание на суперконденсатор, вольтметр показывает напряжение зарядки |
| вверх | не нажата | Холдинг | Нет питания, вольтметр показывает напряжение заряда суперконденсатора |
| вверх | прессованный | Выгрузка | Энергия медленно рассеивается от суперконденсатора к резисторам |
Клеммы
Что можно надеть на концы проводов, чтобы обеспечить хороший контакт? Шина пропускала ток, но у меня его не было, к счастью, я нашел эти радиаторы, которые были прикреплены к диодам, я их кропотливо снял:
Демонтаж радиатора требует много энергии, просто наберитесь терпения и дайте ему нагреться с помощью паяльника с регулируемой температурой. Накачав все это тепло, можно было снять радиаторы с диодов. Большой будет хорошей отрицательной клеммой. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности сварочного вывода, тем лучше, тем более что он не сгорает, не окисляется и не ухудшает контакт. Могу ли я использовать настоящие сварочные провода?
Накачав все это тепло, можно было снять радиаторы с диодов. Большой будет хорошей отрицательной клеммой. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности сварочного вывода, тем лучше, тем более что он не сгорает, не окисляется и не ухудшает контакт. Могу ли я использовать настоящие сварочные провода?
В любом случае для положительного вывода я использовал более крупный жёлтый многожильный провод, который, надеюсь, сгорит раньше, чем более длинные выводы магнитного провода.
бокс это вверх
Ни один проект не был бы полным без кейса. Вот полная схема в открытом виде:
Подходящий футляр (возможно, разработанный с использованием САПР и 3D-печать?) Был бы идеальным, но для прототипа не может быть картона. Повторно использовал оригинальную коробку из . Сборка небольшого нестандартного ноутбука Raspberry Pi Zero в картонной коробке , так как я заменил ее в модификациях для ноутбука Custom: внутренний макет, индикатор питания и более крупный корпус , и у меня осталась небольшая коробка. Компоненты подходят идеально:
Компоненты подходят идеально:
Сверху приклеены вольтметры для блока питания и конденсатора, соответственно, внутри коробки находится понижающий преобразователь (питание идет от сетевого адаптера, провода выходят за пределы коробки), диод с радиатором, сам суперконденсатор, спускные резисторы. На передней панели у обоих переключателей, которые я использовал, удобно есть шайбы и гайки, поэтому я закрепил их через картонную панель: левый переключатель включает / выключает зарядку, правый — кнопка разрядки.Снаружи сзади идут провода для сварщика.
Закройте коробку, и она аккуратно упакует:
Можно ли сваривать?
Сможет ли этот сварщик сваривать все эти работы? Резонный вопрос.
Я попытался сделать несколько сварных швов, но понял, что на самом деле у меня нет ничего, что нужно сваривать. Пайка делает свою работу большую часть времени. Немного поэкспериментировал, и можно было почувствовать какое-то заедание, но я не очень хорошо разбираюсь в технике. Сварщик может, как минимум, расплавить провода и следы от печатной платы.
Сварщик может, как минимум, расплавить провода и следы от печатной платы.
Это просто случайный опыт с сильным током. Другой проект, созданный tatus1969 на форумах eevblog, может быть более практичным и законченным: kWeld — DIY точечный сварочный аппарат для аккумуляторов. Тем не менее, если мне когда-нибудь понадобится низковольтный сильноточный источник, теперь он у меня есть.
Сварка конденсаторовТорговля в Китае, покупка в Китае напрямую на заводах по сварке конденсаторов на Alibaba.com
Параметр Модель STC-1600 STC-2500 STC-3150 Режим вывода сварочного тока Разряд конденсатора Технические характеристики конденсатора (& mu; F) 99000 132000 165000 Мощность 400 Вт Скорость сварки (шт. / Мин) 15 & mdash; 30 Входное напряжение питания (В) 220 В Рабочее напряжение (В) 30 & mdash; Частота 198 В (Гц) 50 — 60 Режим охлаждения Охлаждение флюсом Степень защиты IP23 Длина приварной шпильки (мм) Стандарт 5 — 35 Диапазон приварки шпилек (диаметр шпильки, мм / Тип металла 3 & mdash; 8 / Низкоуглеродистая сталь 3 & mdash; 10 / Малоуглеродистая сталь 3 & mdash; 12 / Малоуглеродистая сталь 3 & mdash; 8 / Нержавеющая сталь 3 & mdash; 10 / Нержавеющая сталь 3 & mdash; 10 / Нержавеющая сталь 3 & mdash; 7 / Алюминиевый сплав 3 & mdash; 8 / Алюминиевый сплав 3 & mdash; 8 / Алюминиевый сплав 3 & mdash; 6 / Медный сплав 3 & mdash; 6 / Медный сплав 3 & mdash; 8 / Медный сплав Размер (мм) Д * Ш * В 430 * 350 * 155 Вес брутто (кг) 31 кг 31 кг 31 кг Использование: приваривание небольшой шпильки M3-M10 Объем сварки: M3-M10 Сварочный материал: нержавеющая сталь, низколегированная сталь, алюминий, желтая латунь. Преимущество: внутри аппарата 4 конденсатора, а не 3 конденсатора других поставщиков, высокая конфигурация, более длительный срок службы в 200 миллионов раз! 1.Машина использует новейшую технологию управления программой микроконтроллера PIC, точное рабочее напряжение емкости управления; 2. Конфигурация основных компонентов, оригинальные импортные компоненты, обеспечивают производительность продукта; 3. Компьютерная многомерная конструкция интерьера самой конструкции, взвод разумный, небольшой портативный; 4. Следы мелкие, сварочная деформация; 5. Область сварки, подходящая для сварки углеродистой стали, нержавеющей стали, медных сплавов, алюминиевых материалов; 6. Времени мало, сама работа заряжает высокую эффективность; 7.Экран показывает рабочее напряжение, бесступенчатая регулировка, не нужно всегда выключать питание; 8.Скорость очень низкая, средний уровень безотказной работы хоста в миллион раз выше; Работа простая, удобная, легкая в освоении; 9. Сварочная горелка выбирает импортированную из Германии саму для микроменеджмента, жизнь, это Господь 60 миллионов раз емкость 1/3 жизни, Господь емкость 200 миллионов раз !!! Принадлежности: Конфигурация продукта 1.
Преимущество: внутри аппарата 4 конденсатора, а не 3 конденсатора других поставщиков, высокая конфигурация, более длительный срок службы в 200 миллионов раз! 1.Машина использует новейшую технологию управления программой микроконтроллера PIC, точное рабочее напряжение емкости управления; 2. Конфигурация основных компонентов, оригинальные импортные компоненты, обеспечивают производительность продукта; 3. Компьютерная многомерная конструкция интерьера самой конструкции, взвод разумный, небольшой портативный; 4. Следы мелкие, сварочная деформация; 5. Область сварки, подходящая для сварки углеродистой стали, нержавеющей стали, медных сплавов, алюминиевых материалов; 6. Времени мало, сама работа заряжает высокую эффективность; 7.Экран показывает рабочее напряжение, бесступенчатая регулировка, не нужно всегда выключать питание; 8.Скорость очень низкая, средний уровень безотказной работы хоста в миллион раз выше; Работа простая, удобная, легкая в освоении; 9. Сварочная горелка выбирает импортированную из Германии саму для микроменеджмента, жизнь, это Господь 60 миллионов раз емкость 1/3 жизни, Господь емкость 200 миллионов раз !!! Принадлежности: Конфигурация продукта 1. сварочная горелка с кабелем 2. заземляющий провод 3. стандартный патрон (M3-M10) Шпилька для испытания: шпилька из нержавеющей стали M3x20: шпилька из углеродистой стали M3x20: алюминиевая шпилька M3x20: упаковка и доставка 1.Доступен образец (TNT или DHL), быстрая доставка 2. Машина проста в эксплуатации, видео-руководство 3. Гарантия качества: 24 месяца 1. Пожалуйста, подтвердите, что объем сварки — шпилька M3-M10 2. Быстрая доставка товаров 3. Контакт:
сварочная горелка с кабелем 2. заземляющий провод 3. стандартный патрон (M3-M10) Шпилька для испытания: шпилька из нержавеющей стали M3x20: шпилька из углеродистой стали M3x20: алюминиевая шпилька M3x20: упаковка и доставка 1.Доступен образец (TNT или DHL), быстрая доставка 2. Машина проста в эксплуатации, видео-руководство 3. Гарантия качества: 24 месяца 1. Пожалуйста, подтвердите, что объем сварки — шпилька M3-M10 2. Быстрая доставка товаров 3. Контакт:
Sure Shot II Сварочный аппарат для разряда конденсаторов
Сварочный аппарат для емкостного разряда Sure Shot II — это сварочный аппарат для штифтов с компакт-диском для чашечных головок, мини-чашек, приварных штифтов и приварных шпилек. Изоляторы используют систему Sure Shot II CD Stud Welder System для крепления изоляционных панелей к воздуховоду HVAC путем приваривания штифтов с мини-чашечными головками или приварных штифтов к воздуховоду, удерживающему изоляцию на месте. Являясь частью серии Ultra-Portable от MIDWEST, эта система обеспечивает сварочную мощность до сварного основания 5/16 ”(M8) и работает от 110 В или 220 В переменного тока. При весе всего 18 фунтов гибридный трансформатор / микропроцессор работает в любых условиях, во всех популярных изоляционных и других областях.
Являясь частью серии Ultra-Portable от MIDWEST, эта система обеспечивает сварочную мощность до сварного основания 5/16 ”(M8) и работает от 110 В или 220 В переменного тока. При весе всего 18 фунтов гибридный трансформатор / микропроцессор работает в любых условиях, во всех популярных изоляционных и других областях.
«В 2 РАЗА НАСКОЛЬКО… В 2 РАЗА БЫСТРЕЕ… В 2 РАЗА КАК ПОРТАТИВНО!»
Сверхлегкий вес: всего 18 фунтов!
БЕСПЛАТНАЯ ДОСТАВКА! *
(в пределах США, кроме HI, AK)
- Станок
- Пистолет для штифтов Mini Cup Head Pins
- Магнитная цанга
- Кабели для пистолета
- Заземление с кабелем
- Удлинитель сварного штифта
Соответствие и стандарты
A-A-59331 (Военная спецификация: системы для приварки шпилек со встроенным источником питания постоянного тока и блоком управления)
Входное напряжение / ток / Гц | 110 В переменного тока — 15 А — 50 Гц / 220 В переменного тока — 7. 5A — 60 Гц 5A — 60 Гц |
Исходящее напряжение (постоянный ток) | от 35 до 160 В |
Исходящий ток | от 3000 до 9000 А |
Сварочный ток | DC |
Сварочная емкость | 100000 мкФ |
Диапазон пальцев / шпилек | 14 га.через основание под сварку диаметром 5/16 дюйма (от 3 мм до M8) |
Свариваемые материалы | нержавеющая сталь, алюминий, низкоуглеродистая сталь и другие изделия |
Скорость сварки | 24 сварных шва в минуту при макс. Напряжение |
Время зарядки | <3 секунд @ Макс. Заряд |
Режим | Разряд конденсатора / Контакт |
| Вес сварочного пистолета | 1. 6 фунтов 0,73 кг 6 фунтов 0,73 кг |
Размер (ДШВ) | 4-7 / 8 «x 2» x 5-3 / 4 «124 мм x 51 мм x 146 мм |
Диаметр сварного шва | 14 га. до 5/16 «(M8) диам. Сварное основание |
Материал | Высокопрочный, ударопрочный поликарбонат |
Кабель заземления | # 4 x 15 футов.(4,6 м) — по одному |
Набор кабелей для пистолета | # 4 x 18/2 x 20 футов (6,1 м) — прямо из пистолета |
Эксплуатационные характеристики |
|
— Технология производства
Обзор процесса
Сварка конденсатором (CD Welding) — это экономичная альтернатива традиционным процессам контактной сварки. Высокая скорость производства в сочетании с очень низким уровнем деформации сварных швов делает систему CD Welding идеальным выбором для сварки высокоуглеродистых материалов и разнородных металлов. Кроме того, процесс сварки CD позволяет сваривать изделия, близкие к чистым, без дополнительной обработки. Использование этого процесса позволяет разработчикам порошкового металла создавать конструкции компонентов, которые ранее не считались возможными и часто отклонялись. Лучше всего то, что этот процесс позволяет снизить эксплуатационные расходы и повысить качество готовой детали для всего проекта.
Высокая скорость производства в сочетании с очень низким уровнем деформации сварных швов делает систему CD Welding идеальным выбором для сварки высокоуглеродистых материалов и разнородных металлов. Кроме того, процесс сварки CD позволяет сваривать изделия, близкие к чистым, без дополнительной обработки. Использование этого процесса позволяет разработчикам порошкового металла создавать конструкции компонентов, которые ранее не считались возможными и часто отклонялись. Лучше всего то, что этот процесс позволяет снизить эксплуатационные расходы и повысить качество готовой детали для всего проекта.
Как это работает
Проекция, специально разработанная для процесса сварки компакт-дисков, подвергается воздействию большой силы и импульса сильного тока. Этот импульс тока обеспечивается высвобождением электрической энергии, хранящейся в большой конденсаторной батарее. Сила тока может достигать 1 миллиона ампер, а длительность импульса обычно составляет около 10 миллисекунд или меньше. Короткая длительность импульса энергии сварного шва приводит к получению сварного шва с минимальной зоной термического влияния на свариваемых деталях или без нее.Выступ, критичный для свариваемости деталей, нагревается до пластического состояния, и материал обеих заготовок смешивается; в результате получается связка диффузионного / кованого типа с мелким зерном. Прочность основного материала обычно достигается в сварном шве без проблем сегрегации и перекристаллизации, связанных с процессами сварки плавлением.
Короткая длительность импульса энергии сварного шва приводит к получению сварного шва с минимальной зоной термического влияния на свариваемых деталях или без нее.Выступ, критичный для свариваемости деталей, нагревается до пластического состояния, и материал обеих заготовок смешивается; в результате получается связка диффузионного / кованого типа с мелким зерном. Прочность основного материала обычно достигается в сварном шве без проблем сегрегации и перекристаллизации, связанных с процессами сварки плавлением.
Преимущества и преимущества
- Сварные швы без отжига, деформации или изменения цвета из-за небольшой зоны термического влияния
- Без деформации поверхности, без брызг, без изменения металлургии заготовки
- Соблюдаются допуски механической части
- Детали готовы к сборке без необходимости чистовой обработки
- Превосходные сварные швы с множеством похожих или разнородных материалов
- Процесс является повторяемым и избирательным, так как параметры сварки отслеживаются, контролируются и регистрируются
- Высокая скорость производства, высокое качество сварной сборки
- Низкие эксплуатационные расходы. Требования к низкой мощности
- Оборудование компактное и экологически чистое; без дыма и дыма
- Не требуется покровных газов или специальной технологической среды
 Требования к низкой мощности
Требования к низкой мощностиПриложения
Детали автомобильной трансмиссии, детали подвески, компоненты сиденья и рамы, компоненты бытовой техники, электрические компоненты, аэрокосмические компоненты, крепежные детали из борсодержащей стали и т. Д.
Сопротивление и ударная дуговая сварка диодов, конденсаторов, выпрямителей мощности
СОПРОТИВЛЕНИЕ СВАРКИ создается за счет тепла, полученного от сопротивления на стыке металлических предметов протеканию электрического тока через соединение.Как правило, соединение поддерживается внешней силой, которая прижимает предметы друг к другу. Закон ОМ является основополагающим для контактной сварки. Этот закон гласит: «Если напряжение остается постоянным, ток, протекающий через любую цепь, обратно пропорционален сопротивлению в этой цепи». E = IR. E = вольты, I = ток в амперах, R = сопротивление в омах.
E = IR. E = вольты, I = ток в амперах, R = сопротивление в омах.
Основным требованием для контактной сварки является выделение тепла. Формула мощности, рассеиваемой в электрической цепи: P = I²R.P = мощность в ваттах, I = ток, R = сопротивление. Ток в амперах одинаков во всех частях одинарной цепи независимо от сопротивления от точки к точке. Однако тепло, выделяемое в точке, будет прямо пропорционально сопротивлению в этой точке.
При контактной сварке детали спроектированы так, чтобы иметь наибольшее сопротивление и, следовательно, наибольший нагрев в точке, где требуется сварка. Соединительные провода имеют очень низкое сопротивление при одинаковой силе тока.Следовательно, соединительные провода остаются относительно холодными.
В точках A и C на Рисунке 1 сопротивление электрода к проводу и электрода к пробке сведено к минимуму за счет использования медно-вольфрамового материала, который обеспечивает как низкое электрическое сопротивление, так и хорошую физическую износостойкость.
В точке B на рисунке 1 острие долота, врезанное в проволоку, обеспечивает начальную точку высокого сопротивления, которая приводит к точке наибольшего нагрева.
Тепловая энергия, генерируемая в свариваемом стыке и соединительных электродах, выражается законом Джоуля как: W = I²RT.W = тепловая энергия в ватт-секундах или джоулях, I = ток в амперах, R = сопротивление в омах, T = время приложенного тока в секундах.
Как правило, значительное количество тепла рассеивается на сопротивлении постоянного тока в трансформаторе, во всех соединительных соединениях, линиях шин к электродам, электродам и интерфейсам, а также на индуктивных потерях переменного тока в трансформаторе. То есть тепло выделяется и теряется во многих точках, кроме самого соединения.
С учетом эффекта потерь формула тепловой энергии принимает следующий вид: H = I²RTK.K = коэффициент тепловых потерь.
Потери вызваны в основном излучением от светильников и предметов в окружающий воздух. Поскольку эти потери нелегко контролировать, время приложения тока является важным фактором.
Поскольку эти потери нелегко контролировать, время приложения тока является важным фактором.
Поскольку тепло, выделяемое в точке, пропорционально квадрату тока, без учета потерь, удвоение тока приведет к учету тепла, выделяемого за данный период времени. Изменение выделяемого тепла может быть получено либо путем изменения текущего уровня, либо путем изменения продолжительности времени. Однако передача тепла через металл, окружающий переход, занимает ограниченное время.В результате для создания сварного шва надлежащего размера продолжительность времени не может быть меньше минимума, независимо от увеличения тока. Обычным эффектом сильного тока при недостаточной продолжительности времени является настолько быстрое выделение тепла, что на контактных поверхностях происходит горение.
Давление сварки не входит напрямую в только что обсужденную формулу, но оно оказывает прямое влияние на сварочный ток, поскольку влияет на сопротивление на стыке двух заготовок.
Для контактной сварки доступно множество различных источников питания. Существует четыре основных категории: СОХРАНЕННЫЙ ЕМКОСТНЫЙ РАЗРЯД, СИНХРОННЫЙ ПЕРЕМЕННЫЙ ТОК, ВЫСОКОЧАСТОТНЫЙ ПОСТОЯННЫЙ ТОК И СВАРКА ЧИСТЫМ ПОСТОЯННЫМ ТОКОМ.
Типичный пример показан на блок-схеме на Рисунке 2.Он состоит из силовой цепи, способной переключать обе половины сетевого напряжения переменного тока (рис. 2A), схемы обнаружения нулевого напряжения для синхронизации переключения силовой цепи, схемы синхронизации для запуска силовой цепи на желаемое время сварки. и сварочный трансформатор для преобразования высокого напряжения при низком токе в низкое напряжение (обычно от 2 до 6 вольт) при высоком токе.
Выход синхронного источника питания переменного тока обычно регулируется тремя способами, как показано на Рисунке 3 (ниже):
- Heat Setting — Управляет процентным соотношением линейного напряжения каждого полупериода, приложенного к сварочному трансформатору, относительно точки пересечения нуля переменного напряжения.(Рисунок 3A)
- Half or Full Cycle — Настраивает источник питания для подачи последовательных полупериодов линейного тока одинаковой или переменной полярности. Полный цикл обеспечивает, по крайней мере, один полный цикл линейного тока. (Рисунки 3B и 3C)
- Number of Cycles — Устанавливает количество циклов линейного тока, подаваемого при каждом пуске сварочного аппарата. (Рисунок 3D)
Напряжение постоянного тока, а затем разряд через механические или электрические методы переключения в первичную обмотку сильноточного сварочного трансформатора.

Органы управления этим источником сварочного тока:
- Приложенное напряжение — регулировка напряжения, хранящегося в конденсаторах.
- Amount of Capacitance — Регулировка количества конденсаторов.
- Weld Current — Регулировка отводов сварочного трансформатора для изменения напряжения на вторичной обмотке.
. ДУМЕТ И ГОЛЫЙ ДУМЕТ.
Окисленный дюмет состоит из никелевого железа, плакированного медью, которое проходит процесс нагрева, в результате которого на поверхности плакированной медью образуется оксид меди. Этот затвор обычно используется в приложениях, в которых в процессе герметизации используется определенная форма контролируемой атмосферы.
В борированном думете также используется окисленное никелевое железо, плакированное медью. Однако после окисления дюмет подвергают термообработке раствором буры с образованием поверхности тетрабората натрия, которая облегчает герметизацию стекла в процессах пламенного типа.
CCFE (стальная проволока из железа, плакированного медью) бывает разных размеров и с проводимостью от 20% до 88%. Электропроводность чистой меди считается 100%.
Чтобы изготовить приварной пуансон к сборке CCFE, как показано на Рисунке 6, необходимо сначала отрезать пуансон до нужной длины. Этот разрез, сделанный правильно, требует, чтобы на обоих концах отрезанной заготовки не было заусенцев и чтобы пятно меди проходило через примерно 75% поверхности, противоположной сварному шву, как показано на Рисунке 8A, и чтобы поверхность уплотнения оправки на нем не должно быть царапин или следов, которые могут повлиять на уплотнение стекло-металл.Затем проволоку из CCFE отрезают до нужной длины, образуя острие в виде долота, как показано на Рисунке 8B. Это острие зубила срезается под разными углами, обычно <30%, чтобы обеспечить относительно высокое сопротивление сварного соединения.
Заглушка думета и проволока CCFE сводятся вместе под давлением, и сварочный ток подается через набор зажимных губок на проволоке CCFE и через электрод, который контактирует с заглушкой dumet на стороне, противоположной сварному шву, как показано на Рис. 1.Когда ток проходит через детали, относительно высокое сопротивление интерфейса CCFE / Dumet заставляет соединение быстро нагреваться, поскольку сварочное давление заставляет две детали соединяться вместе, сваривая два металла. Фактический процесс сварки швов DO 41 и DO 35 занимает от 3 до 8 миллисекунд, в зависимости от материала, проводимости и размера проволоки.
1.Когда ток проходит через детали, относительно высокое сопротивление интерфейса CCFE / Dumet заставляет соединение быстро нагреваться, поскольку сварочное давление заставляет две детали соединяться вместе, сваривая два металла. Фактический процесс сварки швов DO 41 и DO 35 занимает от 3 до 8 миллисекунд, в зависимости от материала, проводимости и размера проволоки.
При контактной сварке не возникает дуги, которая могла бы вызвать быстрое окисление порошкообразной металлической заготовки тантала. Это также сводит к минимуму воздействие кислорода и азота, которые могут вызвать образование оксидов и нитридов в сварном стыке и в области, окружающей сварной шов.Обработка, правка и резка тантала требует осторожности, чтобы избежать прилипания смазочных масел, которые могут повредить готовый конденсатор.
Это также сводит к минимуму воздействие кислорода и азота, которые могут вызвать образование оксидов и нитридов в сварном стыке и в области, окружающей сварной шов.Обработка, правка и резка тантала требует осторожности, чтобы избежать прилипания смазочных масел, которые могут повредить готовый конденсатор.
Тантал чрезвычайно абразивен. Для этого требуется, чтобы резка производилась инструментами из карбида вольфрама, а матрицы в ротационном правильном станке были изготовлены из керамики или нейлона для предотвращения преждевременного износа. Поскольку тантал очень абразивен, танталовая пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
Ударная сварка — это процесс сварки, при котором тепло получается от дуги, возникающей в результате быстрого разряда электрической энергии через зазор, и удара заготовки, который прикладывается во время или сразу после электрического разряда. Неглубокий слой металла на контактных поверхностях детали расплавляется за счет тепла дуги, возникающей между ними. Одна из заготовок сталкивается с другой, гасит дугу, удаляет оксиды и ковка сварного шва.
Неглубокий слой металла на контактных поверхностях детали расплавляется за счет тепла дуги, возникающей между ними. Одна из заготовок сталкивается с другой, гасит дугу, удаляет оксиды и ковка сварного шва.Возникновение дуги, время дуги и сварочное воздействие контролируются и синхронизируются автоматически.Источник питания сварочного шва обычно емкостного типа. Сварочное воздействие (сила ковки) прикладывается электромагнитными устройствами, электромеханическими устройствами, кулачковым прямым приводом, пружинами или силой тяжести.
Вырабатываемое тепло является сильным, но очень кратковременным и локализовано близко к стыку. Он позволяет выполнять ударную сварку небольшого компонента с более крупным, а также разнородных металлов, которые значительно различаются по удельному электрическому сопротивлению и температуре плавления.Удельное электрическое сопротивление свариваемых деталей не оказывает заметного влияния на количество тепла, выделяемого на стыке. Дуга обеспечивает тепло для сварки металлов.
Зажим, губки или патрон сварочной головки не обязательно должны быть хорошим проводником электричества, как при контактной сварке, поскольку величина пропускаемого тока сравнительно мала, а продолжительность протекания тока чрезвычайно мала. Материал зажима заготовки обычно выбирается в первую очередь по прочности и износостойкости.Обычно используется закаленная сталь.
Ударная сварка используется для приваривания тонких проводов проволоки к нитям нити в лампах ик клеммам электрических и электронных компонентов, где требуется надежное соединение, выдерживающее удары, вибрацию и продолжительное обслуживание при повышенной температуре. Он обычно используется при сварке меди с молибденом для использования в производстве выпрямителей мощности, в производстве телефонных и электрических устройств, а также для прикрепления контактов большой площади к компонентам переключателей.
Ударные сварные швы можно выполнять на расстоянии нескольких тысячных дюйма от стеклянных уплотнений или других термочувствительных материалов без повреждения этих материалов, поскольку общее выделяемое тепло невелико и может быть локализовано. Ударная сварка может быть массивной или тонкой металлической, как в емкости с катодом конденсатора, или многопроволочной, или сплошной проволокой. Плоские заготовки любой формы можно приваривать к сопрягаемым плоским поверхностям с помощью дугового наконечника.
Ударная сварка может быть массивной или тонкой металлической, как в емкости с катодом конденсатора, или многопроволочной, или сплошной проволокой. Плоские заготовки любой формы можно приваривать к сопрягаемым плоским поверхностям с помощью дугового наконечника.
Ударная сварка конденсаторным разрядом может использоваться для стыковой сварки проволок одинакового или очень разного диаметра. Для некоторых металлов диаметр проволоки может составлять всего 0,005 дюйма.
Термически обработанные, холодно обработанные или предварительно обработанные металлы не подвержены воздействию тепла ударной сварки, поскольку зона термического влияния очень мала, обычно всего несколько тысячных долей дюйма.
Очистка не критична для производства прочных ударных сварных швов, потому что по крайней мере тонкий слой металла плавится с каждой детали и удаляется из стыка.
С помощью ударной сварки можно соединить практически любую пару одинаковых или непохожих металлов или сплавов. Заготовки самого разного состава, температуры плавления, электропроводности и теплопроводности можно легко сварить вместе.
Легко свариваемые металлы включают медные сплавы, алюминиевые сплавы, никелевые сплавы, низкоуглеродистые стали
, среднеуглеродистые и нержавеющие стали.Также были сварены различные комбинации этих сплавов.
Медь можно приваривать к молибдену ударной сваркой. Хотя настоящие сварные швы между этими двумя металлами в одно время считались невозможными из-за взаимной нерастворимости, испытания показали проникновение меди в молибден на 0,0004 дюйма в месте соединения сварного шва.
Для ударной сварки используются три типа источников питания. Это: конденсатор низковольтный, конденсатор высоковольтный, трансформатор. Будут рассмотрены низковольтные конденсаторные и высоковольтные конденсаторные источники питания. Низковольтные конденсаторы с высокой емкостью обычно используются в источниках питания для ударной сварки конденсаторным разрядом. Конденсатор заряжается постоянным током от выпрямителя или генератора, а энергия сварки накапливается на уровне от 50 до 300 В постоянного тока, а затем разряжается для сварки.
Конденсатор заряжается постоянным током от выпрямителя или генератора, а энергия сварки накапливается на уровне от 50 до 300 В постоянного тока, а затем разряжается для сварки.
Относительно низкое напряжение делает этот тип источника питания подходящим для использования со стационарными сварочными головками, поскольку оператор не подвергается воздействию слишком высокого напряжения.
Высоковольтные конденсаторы с малой емкостью также используются для питания конденсаторной ударной сварки.Электрически они работают так же, как и низковольтные конденсаторы, но сохраняют энергию сварки от 1000 до 6000 В постоянного тока.
Высоковольтные конденсаторы могут производить более равномерный разряд дуги, и использование источника питания
этого типа является одним из способов избежать необходимости в наконечнике для зажигания дуги. Высокое напряжение дает больше свободы в управлении рабочими параметрами сварочного процесса. Однако обеспечить защиту оператора от напряжений, которые часто превышают 1000 вольт, сложнее и дороже.
Типовая схема сварки емкостным разрядом показана на Рисунке 4 (ниже).
Время дуги — это временной интервал, который начинается, когда дуга зажигается, и заканчивается, когда одна деталь сталкивается с другой и дуга гаснет.Факторы, влияющие на время дуги, включают обрабатываемый металл или комбинацию рабочих металлов, массу движущейся заготовки и движущихся частей станка, размеры наконечника, сварочное напряжение и ток, сварочное усилие и синхронизацию зажигания дуги с приложением сварочного усилия. .
Наименьшее время дуги, которое позволяет сформировать прочную металлургическую связь с некоторым проникновением в заготовку, обычно используется для минимизации теплового воздействия на прилегающие области заготовки. Типичное время дуги при ударной сварке составляет от 0,5 до 1,5 миллисекунд.
Из-за короткого времени дуги зона термического влияния очень мала. Для сварки конденсаторным разрядом оно часто составляет всего от 0,0015 до 0,005 дюйма. В ударных сварных швах между металлами, которые имеют сильно различающиеся температуры плавления, зона термического влияния может составлять всего несколько миллионных долей дюйма в металле с более высокой температурой плавления и.От 015 до 0,025 дюйма в металле с более низкой температурой плавления.
В ударных сварных швах между металлами, которые имеют сильно различающиеся температуры плавления, зона термического влияния может составлять всего несколько миллионных долей дюйма в металле с более высокой температурой плавления и.От 015 до 0,025 дюйма в металле с более низкой температурой плавления.
Количество энергии, затрачиваемой на выполнение ударного сварного шва, зависит от площади поперечного сечения стыка, свойств обрабатываемого металла или металлов и глубины, на которую металл расплавляется в обрабатываемых деталях.
Сварочный ток или характер дугового разряда при ударной сварке зависит от области применения и обычно не измеряется. Однако пики тока в 400 ампер эквивалентны почти 1/2 миллиона ампер на квадратный дюйм на проводе диаметром 0,032 дюйма.
Полярность не имеет значения при выполнении ударных сварных швов между деталями, изготовленными из одного и того же материала и имеющими одинаковую площадь поперечного сечения, но может существенно повлиять на сварку разнородных металлов или материалов с разной площадью поперечного сечения.При сварке металлов с разной температурой плавления металлу, имеющему наивысшую точку плавления или наибольшую площадь поперечного сечения, обычно придается ПОЛОЖИТЕЛЬНАЯ полярность.
Выбор полярности имеет особое значение при ударной сварке разнородных металлов, которые сильно различаются по температуре плавления, и используется для минимизации глубины зон термического влияния в металле с более низкой температурой плавления.
Разница температур двух заготовок относительно полярности объясняется эффектом электронной бомбардировки анода во время дугового разряда.Эта электронная бомбардировка анода вызывает сильное нагревание анода до температуры около 3600 ° Кельвина (3326 ° по Цельсию). Хотя температура катода намного ниже этой, он все равно будет достаточно горячим, чтобы расплавить большинство металлов.
Хотя температура катода намного ниже этой, он все равно будет достаточно горячим, чтобы расплавить большинство металлов.
Для получения хороших сварных швов усилие сварки необходимо регулировать эмпирически, пока не будет достигнуто надлежащее качество сварки.Сварочное усилие может создаваться с помощью электромагнита, силы тяжести, прямого привода с кулачковым приводом или пружины, в зависимости от типа сварочного аппарата и соединяемых деталей.
При ударной сварке используются три метода зажигания дуги. При пуске под высоким напряжением дуга запускается путем приложения к обрабатываемым деталям напряжения постоянного тока, которое достаточно велико, чтобы преодолеть сопротивление воздуха в зазоре между деталями, когда одна деталь движется по направлению к другой. Воздух ионизируется, и начинается подача сварочного тока.
В методе RF-START процесс заключается в наложении высокочастотного переменного тока высокого напряжения на постоянный ток низкого напряжения через зазор между деталями. Высокочастотное поле ионизирует воздух в зазоре, вызывая дугу, а постоянный ток низкого напряжения от конденсаторов поддерживает его. Этот метод зажигания дуги используется в некоторых установках для ударной сварки низковольтным конденсаторным разрядом. Это избавляет от необходимости готовить перо на одной из заготовок
В третьем методе STARTER NIB подготавливается, как показано на рисунке 5A, на одной из заготовок путем резки ее под углом или в форме острия долота.Постоянный ток низкого напряжения, подаваемый конденсаторами, когда две детали соединяются, создает достаточно тепла, чтобы расплавить перо, которое нагревается так быстро, что происходит взрыв расплавленных частиц. Этот взрыв способствует дальнейшему образованию электрической дуги, которая затем постепенно распространяется по стыку.
Когда детали приближаются к контакту и конденсаторы разряжаются, расплавляя наконечник, интенсивный нагрев дуги поднимает границу раздела рабочей поверхности до температуры плавления за доли миллисекунды. Когда одна заготовка сталкивается с другой с высокой скоростью, расплавленный металл выталкивается из границы раздела рабочей поверхности, и заготовки свариваются вместе, чтобы завершить сварку. Последовательность шагов графически показана слева на Рисунке 5. Для получения качественной сварки важен тщательный контроль напряжения, емкости, скорости удара и ограничивающего сопротивления. Напряжение и емкость определяют количество энергии, хранящейся в системе, и, таким образом, способность дуги выделять тепло.Скорость удара определяет количество энергии ковки. Ограничивающее сопротивление контролирует пиковый ток разряда.
Когда одна заготовка сталкивается с другой с высокой скоростью, расплавленный металл выталкивается из границы раздела рабочей поверхности, и заготовки свариваются вместе, чтобы завершить сварку. Последовательность шагов графически показана слева на Рисунке 5. Для получения качественной сварки важен тщательный контроль напряжения, емкости, скорости удара и ограничивающего сопротивления. Напряжение и емкость определяют количество энергии, хранящейся в системе, и, таким образом, способность дуги выделять тепло.Скорость удара определяет количество энергии ковки. Ограничивающее сопротивление контролирует пиковый ток разряда.Эти четыре параметра взаимодействуют для определения продолжительности дуги и синхронизации дугового разряда. Быстрое приближение деталей вызывает дуговую разрядку.
Обычно условия регулируются таким образом, чтобы получить наименьшее время дуги, что позволяет стабильно производить сварные швы с желаемыми свойствами. Если детали соединяются слишком рано, дуга гаснет до того, как рабочая поверхность обеих деталей расплавится. Если удар задерживается слишком долго после зажигания дуги, расплавленные поверхности раздела могут затвердеть, не допуская вытеснения оксидов и избыточного расплавленного металла.
Если удар задерживается слишком долго после зажигания дуги, расплавленные поверхности раздела могут затвердеть, не допуская вытеснения оксидов и избыточного расплавленного металла.
Как показано в правом верхнем углу рисунка 5, пиковый сварочный ток достигается почти сразу при зажигании дуги (точка A). Затем ток быстро спадает во время дугового разряда (точка B). Ток увеличивается до вторичного пика при контакте с деталями (точка C) из-за внезапного падения электрического сопротивления, а затем снижается до нуля в течение дополнительных 3-5 миллисекунд.
Как показано в правом нижнем углу рисунка 5, напряжение на сварном шве очень быстро снижается (точка A) до доли своего первоначального значения разомкнутой цепи, когда дуга возникает при близком приближении движущейся детали к неподвижной детали. кусок. Затем напряжение уменьшается менее быстро (точка B) по мере продолжения дугового разряда. Дуга гаснет при контакте деталей (точка C). После типичного времени дуги 0,25 и 1,15 миллисекунды напряжение почти мгновенно падает почти до нуля.
Для запуска подачи сварочного тока можно использовать любой из трех методов пуска, упомянутых в разделе «Пуск дуги». Однако наиболее распространены методы NIB и RF START. Из-за низкой температуры плавления циркония и меди по сравнению с точкой плавления молибдена, когда происходит этот сварной шов, из сварного соединения вытесняется довольно большое количество циркониевой меди.
Эти брызги сварочного шва могут вызвать проблемы. Проблемы заключаются в избытке меди на поверхности молибденовой заготовки и загрязнении рабочей зоны и станка, что может помешать последовательной сварке последовательности деталей.
Одно из решений — сваривать в масляной ванне, чтобы затвердеть и унести горячие частицы меди, как только они покинут зону сварки. Эта масляная ванна также поможет контролировать процесс сварки за счет создания атмосферы с пониженным содержанием кислорода во время сварки.
Когда масло используется для сдерживания брызг сварного шва, NIB START является наиболее приемлемым средством начала сварки.Метод RF START неприемлем для использования с маслом, потому что диэлектрическая прочность масла влияет на время высокочастотного разряда и препятствует равномерной сварке деталей.
Компания CIT начала производить сварку тантала с танталом с 1979 года по настоящее время. Модель 7200/1 CIT с индивидуальным источником питания была разработана специально для приваривания танталового анодного стояка к танталовому аноду.Энергия, необходимая для сварки, хранится в электролитических конденсаторах, которые заряжаются регулируемым источником постоянного тока через токоограничивающий резистор до заданного напряжения.Затем заряженные конденсаторы переключаются на первичную обмотку сварочного трансформатора. Вторичная обмотка трансформатора соединяется с деталями, на которых сварка завершена.
Процесс контактной сварки хорошо подходит для этого типа сварки, поскольку тантал при нагревании очень реактивен по отношению к кислороду и другим газам и может фактически воспламениться от электрической дуги. Сварка сопротивлением не дает дуги, которая могла бы вызвать быстрое окисление порошкообразной металлической заготовки тантала. Это также сводит к минимуму воздействие кислорода и азота
Сварка сопротивлением не дает дуги, которая могла бы вызвать быстрое окисление порошкообразной металлической заготовки тантала. Это также сводит к минимуму воздействие кислорода и азота
, которые могут вызвать образование оксидов и нитридов в сварном стыке и в области, окружающей сварной шов.
С танталовыми анодами обращаются очень осторожно, чтобы предотвратить физическое повреждение и загрязнение маслами. Они подаются из чаши вибропитателя через питающую дорожку из нержавеющей стали в форсунки из закаленной стали и устройства подачи штифтов к вольфрамово-медным сварочным клещам. Подъемная танталовая проволока подается с катушки на вращающийся выпрямитель. Нейлон используется в штампах выпрямителя из-за очень абразивной природы тантала. После правки проволоку измеряют и подают в нож из карбида вольфрама, а затем вырезают, режут и помещают в сварочные губки из вольфрамовой меди.Поскольку тантал очень абразивен, пыль, которая скапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
После установки в приварные губки обе детали сводятся вместе, и давление прикладывается предварительно нагруженными пружинными плунжерами. Конденсаторы подключаются к первичной обмотке сварочного трансформатора, и затем через две заготовки пропускается большой ток, что приводит к сварке. Ток и время сварки варьируются в зависимости от диаметра проволоки и плотности анода, но типичный пиковый ток будет составлять примерно 173 А в течение примерно.005
секунда (5 мс). Высокий ток в течение этого короткого времени вызывает очень интенсивный нагрев границы раздела двух заготовок с относительно высоким сопротивлением. Это вызывает быстрое образование ванны расплава тантала, которая превращается в локализованный сварной узел. Сварочный аппарат имеет переключаемые батареи конденсаторов с полностью регулируемым источником питания постоянного тока, который позволяет точно регулировать энергию сварки.
Большая часть наших работ выполнялась с цилиндрическими анодными таблетками, но у нас также есть опыт работы с прямоугольными анодами. Диапазон размеров цилиндрических деталей составляет от 0,8 до 3,5 мм и длиной от 1,95 до 7,4 мм. Типичные прямоугольные детали составляют 2,30 мм x 4,00 мм x 0,75 мм. Диаметр проволоки составляет от 0,3 мм до 0,4 мм при длине 12,7 мм.
Диапазон размеров цилиндрических деталей составляет от 0,8 до 3,5 мм и длиной от 1,95 до 7,4 мм. Типичные прямоугольные детали составляют 2,30 мм x 4,00 мм x 0,75 мм. Диаметр проволоки составляет от 0,3 мм до 0,4 мм при длине 12,7 мм.
Анодные гранулы меньшего размера могут быть сварены с изменением инструментов и регулировкой источника питания сварочного аппарата. Плотность порошка этих анодных таблеток различается, но при сварке не возникает серьезных проблем, если они достаточно долговечны, чтобы выдерживать подачу вибрационной чаши
и последующий зажим сварочных губок без повреждений.CIT проверит плотность окатышей до принятия любого заказа на сварочное оборудование. Обратите внимание: вся сварка, которую мы делали до этого времени, была выполнена на анодах, которые были ФОРМОВАНЫ и СПЕЧЕНЫ ОДИН РАЗ перед сваркой. После сварки готового анодного узла с райзером он проходит ВТОРОЙ СПЕЧЕНИЕ. Если у вас есть вопросы или вам нужна дополнительная информация, свяжитесь с нами.
Этот сварной шов, показанный на Рисунке 7, обычно используется при изготовлении танталовых конденсаторов для соединения никелевого выводного провода с танталовым анодным стояком. Можно использовать контактную сварку, поскольку тантал и никель обеспечивают относительно высокое сопротивление на границе раздела деталей. Однако короткий анодный стояк и покрытие из пятиокиси тантала, которое находится на поверхности стояка, требуют выполнения сварного шва внахлест, а не стыкового шва.
Можно использовать контактную сварку, поскольку тантал и никель обеспечивают относительно высокое сопротивление на границе раздела деталей. Однако короткий анодный стояк и покрытие из пятиокиси тантала, которое находится на поверхности стояка, требуют выполнения сварного шва внахлест, а не стыкового шва.
Использование ударной сварки для приваривания стояка к никелево-свинцовой проволоке позволяет автоматически подавать незакрепленные аноды через вибрационный питатель с чашей в автоматический сварочный аппарат. Относительно высокие напряжения и низкие токи, типичные для ударной сварки, позволяют сварочным клещам, захватывающим короткий анодный стояк, быть небольшими по размеру и быть изготовленными из материала с длительным сроком службы, такого как вольфрам или инструментальная сталь.Высокое напряжение ударного сварного шва легко преодолевает изолирующие свойства пятиокиси тантала, покрывающей райзер, и сводит к минимуму эффекты немного более высокого сопротивления на границе раздела зажима губки и райзера.
Мазок
Медная оболочка, которую протягивают через обрезанный конец оправки во время разрезания заготовки (см. Рисунок 10A ниже).
Сварной узел
Угловой шов вокруг границы раздела между проволокой и заготовкой (Рисунок 10B).
Сварка топором
Неполный сварной шов между заготовкой и хвостовой проволокой, по-видимому, разрезанный топором (Рисунок 10C).
Обрыв / Отсечка (BO / CO)
Два эффекта разрезания пули думета. Облом — это неразрезанная часть пули. Обрезка гладкая.
Наклон
Степень наклона пули к проволоке.
Заусенец
Деформированный металл на каждом конце отрезанной заготовки, вызванный износом режущего инструмента.
Tir (Общее указанное биение)
Мера концентричности между проволокой и заготовкой, как показано
Перо стартера
Небольшая острие, нарезанное на одной детали, которая пригорает от начального сварочного тока и используется для зажигания сварочной дуги.
Сварка сопротивлением
Преимущества
Этот метод позволяет выполнять очень маленькие и прочные сварные швы из аналогичного металла, такого как CCFE, на думет. Скорость сварки более 500 PPM.
На заготовках большого диаметра можно использовать несколько циклов линии переменного тока для более медленного нагрева.
Низкое сварочное напряжение:
1,56 В переменного или постоянного тока.
Недостатки
Заготовки должны быть подготовлены с относительно высоким сопротивлением в точке сварного соединения.
Сварочный ток большой, поэтому требуются очень плотные сварочные клещи с низким сопротивлением, которые изнашиваются быстрее из-за давления материала и нагрева.
Ударная дуга и высокочастотная ударная сварка
Преимущества
Сварка разнородных металлов, меди со сталью.
Эти сварочные аппараты обычно имеют длительный срок службы сварочных клещей из-за очень короткого относительно слабого сварочного импульса.
Сварка металлов с высокой температурой плавления, таких как вольфрам, молибден.
Недостатки
Сварка обычно более грязная и менее гладкая, чем сварка сопротивлением.
При сварке ударной дугой с пусковым наконечником необходимо нарезать пусковой наконечник на заготовки.
При сварке ударной дугой с запуском «RF» детали должны быть очищены от масла или грязи.
Сварочное напряжение высокое: от 50 до 300 В постоянного тока.
Купить инверторный сварочный аппарат для цилиндрической ячейки и суперконденсатора, инверторный сварочный аппарат для цилиндрической ячейки и суперконденсатор Поставщики
Сварочный аппарат инвертора для цилиндрической ячейки и суперконденсатора
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Инверторный сварочный аппарат TOB-BR320 — это одноточечный сварочный аппарат, используемый для сварки ячеек литиевых батарей с никелевым вкладышем и корпусом из нержавеющей стали и алюминиевым вкладышем с алюминиевым корпусом / банкой для внутренней сварки.
Модель | TOB-BR320 |
Напряжение источника | AC110 / 220V, 50/60 Гц |
Сварочный ток | 3000А |
Время сварки | 5-1000 мс регулируется |
Гарантия | Ограниченная годовая и пожизненная поддержка |
Сила | 35кВт |
Подача воздуха | 0.5-0,7 МПа |
Сварочные способности | Сварка однослойной / многослойной никелевой ленты или медной ленты с дно корпуса из нержавеющей стали. Сварка однослойной / многослойной алюминиевой ленты с дном алюминиевой банки. |
УПАКОВКА И ДОСТАВКА
1 Стандартная экспортированная упаковка: внутренняя защита от столкновений, внешний экспортный деревянный ящик 2 Экспресс-доставка, по воздуху, по морю в соответствии с требованиями заказчика, чтобы предложить наиболее подходящий способ доставки 3 Несет ответственность за повреждения во время доставки, бесплатно замените поврежденную часть 4 Поставка с подходящим входом напряжения и вилкой питания в соответствии с требованиями страны заказчика. 5 Поставка CO, ECO, FORM A, FORM E и любого другого оригинального сертификата для таможенного оформления импорта и налоговых льгот. |

УСЛУГИ
1 Мы поставляем машины с аккумуляторной технологией. 2 Мы также можем поставить полный набор материалов для литиевой батареи, включая полимерную батарею, цилиндрическую батарею, батарею мобильного телефона, батарею электромобиля. 3 Мы также можем поставить полный комплект оборудования для литиевых батарей для лабораторных исследований, экспериментальных исследований и производственных линий. 4 Мы также можем предоставить полный набор аккумуляторных технологий для разработки, исследования и производства аккумуляторов. |
ДИСПЛЕЙ ПРОДУКТА
Skype: amywangbest86
Whatsapp / Телефон: +86181 2071 5609
Сварочный аппарат для разрядки конденсаторов | Tru-Weld
Главная> Продукция> Оборудование> ACE-P100
ACE-P100 объединяет новейшие технологии в компактный, прочный и портативный аппарат для сварки штырей для компакт-дисков. Благодаря обновленному пользовательскому интерфейсу и новому дизайну системы, это устройство способно сваривать штифты калибра до 10 и штифты CD до # 10 БЫСТРЕЕ, ЧЕМ .
Благодаря обновленному пользовательскому интерфейсу и новому дизайну системы, это устройство способно сваривать штифты калибра до 10 и штифты CD до # 10 БЫСТРЕЕ, ЧЕМ .
Руководство для сварочного аппарата
Особенности / Включено
- —НОВАЯ ФУНКЦИЯ— Интуитивно понятный интерфейс сенсорного экрана с предустановленными значениями для быстрых, точных и повторяемых настроек сварки
- —НОВАЯ ФУНКЦИЯ— Разряд уставки: Устройство разряжается непосредственно до новой уставки без необходимости полностью разряжать
- —НОВАЯ ХАРАКТЕРИСТИКА — Универсальное входное напряжение: подключи и работай, нет необходимости повторно нажимать на машину для входного напряжения 110 В или 220 В
- —НОВАЯ ФУНКЦИЯ— Возможность низкого входного напряжения позволяет работать с длинными удлинителями
- —НОВАЯ ФУНКЦИЯ— Индикаторы контактов и триггеров для быстрого поиска и устранения неисправностей, связанных с ремонтом ручного инструмента и сварочного кабеля
- —НОВАЯ ФУНКЦИЯ — Индикаторы защиты от перегрева и напряжения для защиты устройства от повреждений из-за перегрева или плохой входной мощности
- Увеличенный воздушный поток для повышения эффективности и рабочего цикла
- Жесткая внутренняя конструкция исключает возможность отсоединения компонентов во время грубого обращения или операций
- Сварочный аппарат ACE-P100 установлен в прочном внешнем корпусе для большей прочности и внешнего вида
ACE-P100 Технические характеристики
Размер / Размер:
12. 5 дюймов x 10,1 дюймов x 6,0 дюймов
5 дюймов x 10,1 дюймов x 6,0 дюймов
318 мм x 257 мм x 152 мм
Вес:
10,2 фунта. (Без ручного инструмента и кабелей)
Диапазон сварных швов:
Сварные штифты — до 10 калибра, Шпильки CD — до # 10
Рабочий цикл:
15-30 шпилек в минуту
Первичная мощность:
85-250 В переменного тока, 1.5-.5A, 50/60 Гц
Быстродействующий предохранитель 10А
Напряжение заряда:
35-100 В постоянного тока
.