Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис.1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600  Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Т пл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Т пл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока I
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Контактная сварка что это такое
Технология контактной сварки известна уже давно. В настоящее время она незаменима в строительстве самолетов, автомобилей, судов, сельскохозяйственной и другой техники. Метод имеет особенности, которые заинтересуют не только специалистов.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Немного истории
- Оборудование и технология контактной сварки
- Подготовка поверхности
- Машины для контактной сварки
- Электроды для контактной сварки
- Дефекты и контроль качества
- Виды контактной сварки
- Точечная
- Рельефная
- Шовная
- Стыковая
- Другие процессы
- Преимущества и недостатки
- Обозначение на чертежах
Контактная сварка активно используется и в быту, и на производстве. Оборудование предназначено для соединения металлических заготовок под воздействием давления при высокой температуре. Результатом является прочное соединение металлических деталей и ровная поверхность готовой конструкции. Технология отлично показала себя при сваривании тонкостенных, листовых и прочих однотипных материалов.
Оборудование предназначено для соединения металлических заготовок под воздействием давления при высокой температуре. Результатом является прочное соединение металлических деталей и ровная поверхность готовой конструкции. Технология отлично показала себя при сваривании тонкостенных, листовых и прочих однотипных материалов.
Что такое контактная сварка
Контактная сварка – это технологический процесс соединения металлических заготовок посредство воздействия высокой температуры и давления. Нагрев достигается за счет сопротивления материалов электрическому току, который проходит через них, а давление обеспечивают специальные механизмы. Применяется технология преимущественно в промышленности и серийном производстве продукции.
Немного истории
Первый случай использования контактной сварки был зафиксирован документально. Это в 1856 году сделал Уильям Томсон – английский физик. Независимо от его исследований другой ученый – американец Элиу Томсон разработал и внедрил на производстве стыковую сварку. В это же время и в том же году известный российский изобретатель Николай Николаевич Бенардос предложил варианты точечного и шовного сваривания металлических заготовок.
Независимо от его исследований другой ученый – американец Элиу Томсон разработал и внедрил на производстве стыковую сварку. В это же время и в том же году известный российский изобретатель Николай Николаевич Бенардос предложил варианты точечного и шовного сваривания металлических заготовок.
Для практической реализации технологии в то время использовались специальные клещи, имеющие в своей конструкции угольные электроды. К ним подавался электрический ток. Далее заготовки в виде двух металлических пластин укладывались одна поверх другой и прижимались клещами. Проходящий через заготовки ток был достаточно большой силы, чтобы нагреть обе пластинки до нужной температуры, при которой образуются сварные точки.
Элиу Томсон после ряда удачных экспериментов и получения стабильного результата в 1886 году обратился за получением патента на контактную сварку. Это был инновационный способ соединения металлов при помощи электричества. Его описание уточняло, что «металлические предметы должны соприкасаться теми местами, которые предполагается сваривать. Через них проходит огромной силы ток – до 200 тысяч ампер. При этом его величина напряжения составляет всего лишь 1-2 вольта. В месте соприкосновения металл греется сильнее из-за высокого сопротивления. В это время заготовки нужно сжимать и место сварки часто ковать. После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
Через них проходит огромной силы ток – до 200 тысяч ампер. При этом его величина напряжения составляет всего лишь 1-2 вольта. В месте соприкосновения металл греется сильнее из-за высокого сопротивления. В это время заготовки нужно сжимать и место сварки часто ковать. После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
Практическое применение технологии нашлось сразу же. Она была задействована для соединения проводов телеграфной связи. Но это было только начало продвижения. Элиу Томсон продолжал исследования, комбинируя гидравлические системы сжатия и воздействие электрического тока на соединяемые заготовки. Благодаря этому вскоре технология стала использоваться в авиастроении, в частности, для производства самолетных двигателей.
В 1928 году компания Stout Metal Airplane впервые задействовала оборудование точечной сварки на конвейере по обработке дюралюминия. А уже в тридцатых годах прошлого столетия в Соединенных Штатах были проведены первые испытания в области контактной сварки деталей из легкоплавких материалов, а также их сплавов. методы работы в дальнейшем применялись известными авиастроительными компаниями – Douglas, Boeing и Sikorsky Aircraft.
методы работы в дальнейшем применялись известными авиастроительными компаниями – Douglas, Boeing и Sikorsky Aircraft.
Оборудование и технология контактной сварки
Подготовка поверхности
Существуют различные методы предварительной обработки поверхности заготовок. Полный набор состоит из таких манипуляций: удаление оксидных или других видов пленок, обезжиривание, нейтрализация среды, пассивирование, промывка, сушка и контроль состояния. Предварительная подготовка рабочей поверхности имеет большое влияние на конечное качество сварного соединения. Поэтому важно соблюдать следующие требования:
- поверхность соединяемых заготовок должна быть ровной, а плоскости совпадать по всей площади;
- в соединении двух деталей рабочими поверхностями должно обеспечиваться одинаковое сопротивление;
- цепь электрод-деталь должна обладать наименее возможным для материала сопротивлением.
Машины для контактной сварки
В работе применяются специальные контактные сварочные машины. Они бывают стационарными, подвесными или передвижными. По назначению – универсальными или специализированными. В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
Они бывают стационарными, подвесными или передвижными. По назначению – универсальными или специализированными. В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
Для уменьшения сварочного тока сварочные машины комплектуются трансформаторами, которые понижают напряжение до уровня 1-15 вольт в сети. Используются электроды, выполненные из медного сплава. Мощность оборудование варьируется в диапазоне от 0,5 до 500 кВА, а усилие сжатия — 1-1000 кгс. Прижим обеспечивается за счет пружинного механизма или пневматического привода.
Независимо от уровня и предназначения машина для контактной сварки имеет несколько обязательных блоков: пневматической или гидравлической системы, контура охлаждения, механической и электрической части. Основные блоки, в свою очередь, делятся на несколько составляющих. Так, электрическая часть включает сварочный трансформатор, регулятора цикла сварки, прерывателя цепи. Регулятор обеспечивает последовательность выполнения манипуляций, своевременное начало и окончание как всего цикла, так и его отдельных операций.
Регулятор обеспечивает последовательность выполнения манипуляций, своевременное начало и окончание как всего цикла, так и его отдельных операций.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Механическая часть включает разны элементы в зависимости от типа установки. Так, точечные машины имеют только привод сжатия, тогда как шовные, помимо этого, включают и привод вращения роликов. Стыковой сварной аппарат комплектуется приводом зажатия и осадки свариваемых заготовок.
В состав пневмогидравлической системы входят лубрикаторы для смазки подвижных механизмов и фильтры, вместе составляющие группу предварительной подготовки. Есть элементы регулирования – клапаны, манометры, редукторы, а также узлы подвода воздуха – штуцера, клапаны, краны и вентили.
Система водяного охлаждения состоит из нескольких элементов. В нее входят штуцера приемной и разводящей гребенки, полости водяного контура в трансформаторе и вторичной обмотке; реле, вентили и шланги.
Стыковые машины включаются кнопками на щитке управления, а точечные и шовные – при помощи педали. Помимо этого, предусмотрены элементы контроля над сжатием электродов, подачей и отключением тока, работой регулятора сварочного цикла, вращением роликов, зажиганием деталей.
Электроды для контактной сварки
Электроды замыкают вторичный контур сварки, что приводит к повышению температуры и свариванию заготовок. Перемещение деталей при шовной сварке происходит при участии прижимных роликов. Они помимо этого, необходимы для того, чтобы прижимать соединяемые поверхности, удерживать их в процессе нагрева и усадки.
При контакте электроды сильно нагреваются и достаточно быстро изнашиваются. Поэтому к ним предъявляются высокие требования в плане устойчивости к высоким температурам и сопротивляемости на сжатие, которое достигает 5 кг на квадратный миллиметр. Производятся расходные материалы из бронзы и меди. форма электродов подбирается максимально близкой к рельефу поверхности заготовок, которые свариваются. Для аппаратов шовного типа они производятся в виде дисков.
Для аппаратов шовного типа они производятся в виде дисков.
Дефекты и контроль качества
Насколько прочным получится соединение, выполненное контактной сваркой, во многом определяется качеством подготовительных работ и выбором режима работы. Основной показатель шовной и точечной сварки – размер ядра соединения. Этот показатель должен находиться в пределах трех толщин самого тонкого свариваемого листа. Заготовка должна плавиться на не менее чем на 20 и не более чем на 80% своей толщины. В случае нарушения этих параметров образуется брак – непровар металла в первом случае и его прожиг – во втором.
Контроль над качеством сварного соединения осуществляется визуальным осмотром или с помощью специальных технических средств из списка неразрушающего контроля. Технический способ определения брака чаще всего необходим для обнаружения непроваров, которые при первичном осмотре определить очень сложно. Наиболее эффективна ультразвуковая диагностика. При однородном и качественном сварном соединении ультразвуковые излучения не отражаются и не слабеют.
При необходимости применяются и разрушающие методы определения брака. Они применяются выборочно. В контрольных образцах измеряется диаметр литого ядра, полученного с помощью точечной или шовной сварки.
Виды контактной сварки
Точечная
Сварочный процесс характеризуется тем, что соединяемые детали могут привариваться одновременно не только в одной, но и в нескольких точках. Прочность соединения определяется структурой и диаметром точки. Эти показали напрямую зависят от размера электрода, формы его контактирующей поверхности; состояния заготовок, прилагаемого усилия на сжатие, силы тока и времени его воздействия на металл.
При помощи аппаратов точечной сварки реально за одну минуту создавать до шестисот сварных соединений. Технология наиболее эффективна для соединения тонких листовых деталей. Применяется она для сваривания заготовок со стенками толщиной до 20 мм. Метод широкой используется в создании разной техники. Он востребован в самолетостроении, производстве и ремонте автомобилей; судостроении и изготовлении сельскохозяйственной техники. Часто используется и в других отраслях, в частности в строительстве.
Часто используется и в других отраслях, в частности в строительстве.
Рельефная
Подобно точечной технология предполагает возможность одновременного соединения заготовок в нескольких местах. Отличается наличием специально подготовленных рельефных выступов. Прочность контакта во многом определяется формой заготовок в месте их соединения. Форма электрода при этом не влияет на конечный результат. Рельеф заготовок подготавливается заранее с помощью прессовальной техники или иным способом. Он может формироваться как на одной, так и на обеих деталях.
В автомобилестроении рельефная сварка применяется для установки кронштейнов. Самый простой пример – это крепления скоб к автомобильному капоту. Другой наглядный вариант использования технологии – установка петель на двери. В радиотехнической промышленности метод сварки востребован для крепления проводки к тонким элементам деталей схемы.
Шовная
Соединение заготовок выполняется при помощи шва, состоящего из нужного количества литых участков или сварных точек. Для получения герметичного шва сварочные соединения располагаются максимально близко. Шовная сварка точно так же представляет собой большое количество сварных точек, которые частично перекрывают дуг друга.
Для получения герметичного шва сварочные соединения располагаются максимально близко. Шовная сварка точно так же представляет собой большое количество сварных точек, которые частично перекрывают дуг друга.
Выполняется операция на специальных станках для шовной сварки, оснащенными дисковыми электродами-роликами, которые вращаются. Не менее важная их задача заключается в том, чтобы прокатывать и прижимать свариваемые поверхности. Для таких работ подходят листы толщиной 0,2-3 мм. Применяется технология в производстве разного рода герметичных резервуаров.
Стыковая
Заготовки соединяются по всей плоскости их соприкосновения под воздействием высокой температуры, вызывающей плавление кромок. Способ выполнения стыковой сварки выбирается в зависимости от ряда показателей – марки металла, требований по качеству сварного соединения, площади сечения соприкасаемых поверхностей. Существует несколько методов, любым из которых можно выполнить работы: оплавлением с подогревом, постоянным оплавлением без перерывов, сопротивлением.
Последний способ используется для соединения заготовок с площадью сечения до 200 квадратных миллиметров. На практике оно востребован для соединения стержней, проволоки и труб малого сечения, изготовленных из низкоуглеродистой стали.
Сварка оплавлением подходит для работы с заготовками сечением до 100000 мм кв. В эту категорию материалов попадают магистральные трубопроводы, стыки металлоконструкций из профиля, арматура для строительного бетона и множество других конструктивных элементов. Технология востребована в создании железнодорожных безстыковых путей, любых других длинномерных конструкций из разных материалов. в кораблестроении с ее помощью создаются якорные цепи; теплообменники для судов-рефрижераторов. Если необходимо восстановить целостность режущего или сверлильного инструмента, то данный метод сварки подходит как нельзя лучше.
Другие процессы
К разновидности контактной относится импульсная сварка. Дуга горит постоянно, даже в промежутках между импульсами тока, не оказывая при этом сколь-нибудь существенного влияния на глубину плавления материала. Основной сварочный ток дополняется импульсами, обеспечивающими глубокое и качественное соединение металлических заготовок. Помимо одинарного разработан также метод двойного модулированного импульса тока. Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Основной сварочный ток дополняется импульсами, обеспечивающими глубокое и качественное соединение металлических заготовок. Помимо одинарного разработан также метод двойного модулированного импульса тока. Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Одним из достоинств импульсной сварки является стабильное горение дуги, маловероятно образования кратеров в точках сварки, участки перекрытия в сварном шве минимальны. Импульсная сварка используется для соединения различных марок стали, цветных металлов, включая медные, алюминиевые, никелевые сплавы, а также титана. Толщина заготовок может варьироваться в диапазоне от 1 до 50 миллиметров.
Преимущества и недостатки
Контактная сварка часто используется для соединения нержавеющей стали и других металлов, в том числе цветных. Широкое распространение технологии в разных областях хозяйствования обусловлена большим перечнем достоинств:
- Метод дает возможность быстро выполнить необходимый объем работы.

- Контактная сварка позволяет сформировать ровный и в тоже время прочный шов.
- На создание одной сварочной точки уходит порядка десятой доли секунды. Опытный специалист за минуту рабочего времени может создать до 600 таких точек, а это уже приличный шов.
- Технология не требует применения расходных материалов – электродов, присадочной проволоки, флюса или инертного газа. В результате себестоимость единицы сварного соединения существенно снижается.
- Металл деформируется только в местах формирования точек сварного соединения. Готовая конструкция получается ровной, без видимых дефектов поверхности.
- Работа характеризуется простотой и не требует высокой квалификации сварщика. С ней могут справиться специалисты среднего уровня и даже новички.
- Контактные электроды обладают длительным сроком службы и мало изнашиваются.
- Метод считается наиболее безопасным по сравнению с другими, поскольку при работе нет открытого пламени. Риск возгорания небольшой.
- Контактная технология является экологически чистой. Ее влияние на окружающую среду и здоровье специалиста несущественно.

 Риск возгорания небольшой.
Риск возгорания небольшой.Тем не менее существует ряд недостатков, которые необходимо учитывать при работе с контактной точечной сваркой:
- оборудование стоит немалых денег и назвать его массовым нельзя;
- требуется высокая сила тока – свыше 1000 ампер. Это значит, что необходимо подключаться к мощным линиям энергоснабжения;
- герметичность швов, выполненных контактным способом, не такая высокая, как у соединений, сделанных электродами;
- необходимо внимательно следить за напряжением. Оно не должно быть высоким.
Обозначение на чертежах
В некоторых случаях для выполнения работы может понадобиться чертеж либо другие графические материалы. Они должны передать специалисту информацию о важных критериях и основных параметрах будущего соединения. Пример такой схемы:
Из нее опытный сварщик сразу может выделить несколько явных моментов:
- видимый шов обозначается сплошной линией;
- штрих-пунктир обозначает невидимое сварное соединение;
- знаком плюс маркируется видимая сварная точка;
- невидимые сварные точки на схеме не обозначаются.

Контактная точечная сварка чаще всего востребована на производственных участках. Технология позволяет быстро создавать прочные сварные соединения. Она широко используется в судо-, самолето- и машиностроении. Способ подходит для работы с металлами разного состава, в том числе и с нержавейкой. Он характеризуется высокой безопасностью и экологичностью. Но перед началом работ необходимо определиться с оптимальной силой тока и убедиться, что подводящие линии энергоснабжения смогут обеспечить нужные параметры.
Контактная электрическая сварка
Сеть профессиональных контактов специалистов сварки
Контактная сварка -это один из наиболее эффективных, экономичных, высокомеханизированных и автоматизированных способов сварки, обеспечивающих высокую прочность, качество и надежность сварного соединения и широко используемых в строительстве для сварки арматуры, трубопроводов, рельсов и т. д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей — кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей — кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
Способы электроконтактной сварки подразделяются на три группы: стыковая сварка, точечная сварка и шовная сварка.
Электроконтактная сварка деталей выполняется следующим образом: детали сжимают усилием Р , через стык их пропускается электрический ток J в течении времени t , происходит нагрев металла в зоне контакта до температуры плавления, выключается электрический ток, деталь охлаждается и кристаллизуется сварной шов, снимается нагрузка.
Количество тепла, выделившегося при прохождении электрического тока находится по формуле:
Q= J 2 R t, Дж.
Напряжение сварки U по сравнению с электродуговой сваркой очень низкое (всего 1-6 В), а токи измеряются сотнями и тысячами А. Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Стыковой сваркой (рис. 1) свариваются арматурные стержни, полосы, трубы, фланцы, швеллера, рельсы. Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением.
Рис.1. Схема электроконтактной стыковой сварки
При сварке сопротивлением торцы свариваемых деталей тщательно обрабатывают, детали сводят до соприкосновения и включают электрический ток. После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
При сварке непрерывным оплавлением после сжатия деталей производят нагрев стыка до его оплавления электрическим током. С торца выдавливается жидкий металл, а с ним окислы и загрязнения с поверхности контакта, поэтому особой подготовки детали перед сваркой не надо. После выключения электрического тока кристаллизуется расплавленный металл и образуется сварной шов. Этим способом можно сварить детали значительно большего сечения (до 3000 мм2 ) чем при сварке сопротивлением.
Сварка прерывистым оплавлением выполняется периодическими короткими замыканиями и размыканиями электрического тока за счет перемещения детали . При этом появляются искры и разбрызгивание металла. Этот способ сварки эффективен для легированных сталей (30ХГСА,…).
Точечная сварка используется в основном для сварки листовых конструкций, соединения пересекающих стержней (арматура железобетонных конструкций). Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
Рис.2. Способы получения точечных сварных швов
Сварные соединения могут реализовываться по разному ( рис. 2) : одноточечная 2-х сторонняя; 2-х точечная односторонняя и многоточечная односторонняя. Последний способ обеспечивается аналогично как и 2-х точечная односторонняя, только в этом случае для каждой пары точек сварки необходима своя вторичная обмотка, так, например, для 40 -точечной контактной сварки необходимо 20 вторичных обмоток трансформатора.
При двухсторонней одноточечной сварке нижний электрод неподвижен, а верхний перемещается с помощью механизма сжатия (механический, пневматический или электрический привод).
После установки и сжатия (рис.3) деталей включается трансформатор, металл нагревается в зоне контакта до образования ядра из расплавленного металла, увеличивается нагрузка сжатия и выключается ток, кристаллизуется расплавленный металл и детали свариваются. Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Для сварки углеродистых и низколегированных сталей применяются мягкие режимы (большое время выдержки ( t=0,2-3 с и небольшая плотность тока J=80-160 А/ мм2), а для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке, – жесткие режимы (t=0,001-0,1 с , J=150-350 А/ мм2).
Рис.3. Изменение силы тока J и усилия сжатия P деталей по времени Τ выполнения электроконтактной сварки.
Разновидность точечной сварки — рельефная (рис.4). Сначала создаются холодной пластической деформацией выступы на свариваемых поверхностях, а затем детали сжимаются и через них пропускается электрический ток, т.е. производится электроконтактная сварка.
Рис. 4. Рельефная сварка
4. Рельефная сварка
Рис. 5. Шовная сварка
Шовная контактная сварка ( рис.5) применяется для получения прочных и герметичных швов (тонкостенные сосуды, тонкостенные сварные трубы ,..) Листы толщиной 0,3-3 мм собирают внахлестку, сжимают двумя медными роликами, пропускают через них электрический ток, ролики вращаются, листы или ролики перемещаются, происходит контактная сварка.
Есть два способа шовной сварки :
- При непрерывной контактной сварке изделий из малоуглеродистой стали толщиной менее 1мм выполняется непрерывная подача электрического тока.
- Для более толстых изделий используется прерывистая сварка : ролики вращаются непрерывно, а ток подается периодическими импульсами ; образуется ряд непрерывных точек, которые перекрывая друг друга в итоге образуют сплошной сварной шов.
Конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 … 2 мм., но можно приварить тонкий металл (толщиной 0,2…0,3 мм ) к металлическим деталям большой толщины (до 10…15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 … 2 мм., но можно приварить тонкий металл (толщиной 0,2…0,3 мм ) к металлическим деталям большой толщины (до 10…15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Для повышения твердости и износостойкости рабочих поверхностей деталей и при ремонте посадочных мест под подшипники качения валов, отверстий редукторов, коробок перемены передачи, шеек коленчатых валов двигателей широко используется электроконтактная приварка ленты, проволоки или порошка. Технология приварки ленты включает в себя : подготовку детали (шлифование до размера : dн -0,3мм), нарезку заготовок ленты по ширине и длине (периметру) и очистку ленты, предварительную приварку ленты в середине. Далее выполняется приварка ленты (порошка, проволоки) с помощью роликов установки электроконтактной сварки.
Тепловые деформации при этом малы, материал подбирается высокой износостойкости, обеспечивается долговечность не ниже новых деталей, исключается термическая деформация деталей.
Другие материалы относящиеся к теме «
«:
Машины ( аппараты ) для контактной сварки
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Контактная сварка
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Преимущества контактной сварки перед другими способами:
— Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
— Малый расход вспомогательных материалов (воды, воздуха)
— Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
— Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки разлчают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки:
1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7- привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10- аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве.
Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 ºС, в следствие чего электроды из ДУКМ имеют очень высокий ресурс,что является определяющим показателем на производстве. Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого.
Немаловажным фактором является также то, что стоимость электродов из ДУКМа будет существенна ниже, чем на аналогичные из бронз из-за разной себястоимости материалов. Материалы БрХ, БрХЦр,БрНБТ стоят неоправданно дорого.
В случае интенсивных и постоянных сварочных работ, сэкономив на покупке высокоресурсных электродов, в итоге Вы получаете ощутимо большие затраты на их постоянную покупку в огромных количествах. В этом случае рекомендации однозначны – используйте электроды из ДУКМ. Бронзы — для специфических производств.
Теперь о стоимости: самые дешёвые электроды – медные, их стоимость самая низкая, следующие в ценовом ряду электроды из дисперсно-упрочнённой меди (ДУКМ) и самые дорогие – бронзовые.
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца: Q= Iсв2Rсвt, где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z, где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Источник: Сварка и резка материалов. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин.
Информация о методе виды контактной сварки
Контактная сварка является методом сварки, при которой соединение получается с использованием тепловой энергии и давления. Для получения тепла через свариваемый материал пропускают электрический ток. Одновременно с этим зона соединения подвергается сжимающему усилию для пластической деформации. После этого изделие охлаждается, а в месте контакта образуется прочное неразъемное соединение. Соответственно при определении, к какому виду относится контактная сварка, данную сварку относят к термомеханическому классу.
Контактная сварка в последнее время получила широкое распространение благодаря универсальности. Она позволяет работать с различными материалами по составу и толщине. Особое распространение виды контактной сварки получили в сфере производства однотипных массовых изделий. Основные виды сварки контактных соединений, а также советы по ее выполнению приведены в статье.
Типы сварки отличаются по форме выполнения соединений. В основном применяются четыре вида сварки контактным способом:
- точечная с получением соединений в одной или нескольких заданных точках,
- рельефная с получением соединений в точках по заранее подготовленным рельефным выступам,
- шовная с получением швов из ряда точек, перекрывающих или не перекрывающих друг друга,
- стыковая с соединением по всей плоскости касания деталей.
Точечная проводится с помощью специальных электродов. Они могут иметь различную форму и размер, на прямую влияющих на форму и размер получаемого соединения. Помимо этого, прочность и размер соединений зависит от состояния поверхности деталей, силой и временем протекания тока через точку соединения и величины сжимающего усилия. Современное оборудование обеспечивает высокую скорость точечной сварки. Точечная варка позволяет эффективно соединять даже очень тонкие детали до 0,02мкм и при этом отлично подходит для сварки более толстых стальных конструкций. Итоговая толщина соединяемых деталей может достигать 20мм. Точечная сварка широко используется при производстве электроники, приборов, оборудования, автомобилей, машин, судов, самолетов и многих других отраслях.
Точечная варка позволяет эффективно соединять даже очень тонкие детали до 0,02мкм и при этом отлично подходит для сварки более толстых стальных конструкций. Итоговая толщина соединяемых деталей может достигать 20мм. Точечная сварка широко используется при производстве электроники, приборов, оборудования, автомобилей, машин, судов, самолетов и многих других отраслях.
Рельефная сварка по схеме схожа с точечной. Отличие заключается в предварительном создании рельефных выступов в процессе штамповки изделия. Соответственно контакт определяется формой выступов, а не видом электродов. Выступы могут выполняться только на одном или на обоих соединяемых изделиях. Такая сварка применяется, например, для крепления проволоки к тонким элементам, разных деталей к листовым элементам, соединения крепежных элементов в автомобилестроении, радиоэлектронике.
Шовная сварка позволяет получить соединение в виде герметичных или негерметичных швов. Герметичные швы представляют собой выполнение сварки точками, перекрывающими друг друга. Негерметичные швы представляют собой ряд точек, не перекрывающих друг друга и похожих на соединения, выполняемые точечной сваркой. Но в отличие от точечной шовная сварка выполняется на станках со специальными роликовыми электродами. Они плотно сжимают детали, сваривают их в заданных точках, прокатываясь по ним. Швами можно эффективно соединить тонкие листы толщиной до 3мм. Поэтому такая сварка подходит для производства емкостей и труб из листов металла, например, в автомобилестроении, электротехнике, радиоэлектронике.
Герметичные швы представляют собой выполнение сварки точками, перекрывающими друг друга. Негерметичные швы представляют собой ряд точек, не перекрывающих друг друга и похожих на соединения, выполняемые точечной сваркой. Но в отличие от точечной шовная сварка выполняется на станках со специальными роликовыми электродами. Они плотно сжимают детали, сваривают их в заданных точках, прокатываясь по ним. Швами можно эффективно соединить тонкие листы толщиной до 3мм. Поэтому такая сварка подходит для производства емкостей и труб из листов металла, например, в автомобилестроении, электротехнике, радиоэлектронике.
Стыковая сварка предполагает получение соединения по всей плоскости касания деталей за счет их оплавления с последующим соединением под давлением. По сути такой метод относится к видам контактной сварки и сварки давлением. Стыковая сварка подходит для соединения проволоки, стержней и труб различной толщины в железнодорожной отрасли, строительстве, судостроении, при производстве инструментов. Площадь сечения деталей, соединяемых стыковой сваркой, может достигать 0,1кв.м.
Площадь сечения деталей, соединяемых стыковой сваркой, может достигать 0,1кв.м.
Контактные методы соединения применяются только для сварки и не подходят для наплавки.
Виды сварки контактных соединений: технология и процессыВажным этапом является подготовка поверхности. Перед проведением сварки нужно тщательно промыть и высушить плоскость, обезжирить и пассивировать ее, удалить с нее оксидные и другие пленки. Схема подготовки зависит от вида материала и метода соединения. Обработка поверхности выполняется для обеспечения ровных поверхностей и минимального сопротивления между электродом и поверхностью.
Контактная сварка выполняется специализированными машинами, состоящими из электрической и механической части. Электрическая предназначена для нагрева, а механическая сдавливает детали по местам соединения. Дополнительно машины контактной сварки могут иметь элементы для обработки поверхностей перед сваркой, а также систему охлаждения.
Контактная сварка
Главная » Статьи » Контактная сварка
Виды и характеристика контактной сварки
Сварка — неотъемлемая процедура любого строительного процесса или ремонта. Ведь с ее помощью можно надежно скрепить различные металлические детали, создавать каркасы, ограждения, заборы.
Контактная сварка.
Однако, чтобы умело пользоваться сварочным аппаратом, необходим опыт. Особенно это касается контактной сварки, ведь этот процесс требует высокой точности и хорошего уровня владения аппаратом. Подробнее об этом методе скрепления деталей и различных его видах читайте ниже.
Характеристика контактного метода сварки
Контактная сварка — это процесс соединения металлических элементов, который происходит за счет прохождения через них электрического тока, поступающего из сварочного аппарата.
Очень важной составляющей контактного метода является зона сопротивления, находящаяся в зоне соединения металлических элементов. Именно поэтому данный вид называют еще электрической сваркой сопротивлением. Объединение металлических частей происходит за счет двух физических процессов: нагрева с помощью электрического тока и давления, оказываемого на металл.
Объединение металлических частей происходит за счет двух физических процессов: нагрева с помощью электрического тока и давления, оказываемого на металл.
Технические характеристики контактной сварки.
Подобный тип широко применяется благодаря ряду преимуществ, которые он имеет в сравнении с другими. Большая электрическая мощность позволяет работать с прекрасной скоростью и производительностью. Производство одного стыка занимает до 1 сек! Работа с данным методом отличается высоким качеством.
Очевидным преимуществом является то, что в процессе контактной сварки не требуется использование никаких расходных материалов: ни газа, ни флюса, ни присадочной проволоки. Что немаловажно, подобный метод является экологически чистым, поэтому не влияет ни на работника, ни на окружающую среду. Отметим, что работы, проводимые контактным методом, может выполнять даже сварщик-новичок, благодаря простоте процесса.
Точечный вид соединения
Контактная сварка отличается вариативностью процесса соединения металлических деталей.
Существует множество разновидностей данного вида.
Точечная контакатная сварка.
Для выполнения особо кропотливой и тонкой работы обычно используется точечный вид сваривания. Он заключается в соединении металла в небольших точках, которые зависят от размера электродов в сварочном аппарате. Именно электроды подводят ток и производят сжатие нагретых материалов. Несмотря на то что размер точек соединения небольшой (4-12 мм), металлические части скрепляются друг с другом намертво, поэтому беспокоиться о разрушении соединения не стоит.
Диаметр точек соединения зависит от силы электродов и тока, силы давления, приложенного на металл, размеров нагревающих частей электродов, а также состояния, в котором находятся соединяемые детали. В процессе точечной работы используются импульсы постоянного тока.
Рельефный метод сваривания
Схема рельефной сварки.
Следующая разновидность контактного способа соединения металлических деталей — рельефная. Суть процесса в том, что соединяются между собой предварительно подготовленные выступы на поверхности деталей. Эти выступы штампуются с помощью специального оборудования. Они могут быть разнообразной формы: от круглой до продолговатой. Таким образом, предварительная поверхность детали рельефная, отсюда и название процесса работы над ними.
Эти выступы штампуются с помощью специального оборудования. Они могут быть разнообразной формы: от круглой до продолговатой. Таким образом, предварительная поверхность детали рельефная, отсюда и название процесса работы над ними.
Главное отличие рельефного способа от точечного в том, что при первой разновидности площадь воздействия и размер шва обуславливаются размером подготовленных выступов, а не электродов, как при втором способе. Данный вид контактной работы с деталями требует повышенной мощности электричества, что можно назвать недостатком.
Шовное варение: характеристика
Другим методом контактной сварки является шовный. Данный тип отличается тем, что детали соединяются между собой с помощью прерывистого или непрерывного шва. Прерывистый состоит из частых участков точечной сварки. Само сваривание происходит благодаря дисковым электродам, подводящим ток на достаточно большое пространство сразу. Прерывистый шовный способ используется чаще, чем непрерывный.
Схема шовной контактной сварки.
Дело в том, что непрерывный шов требует большей квалификации работника, а также оказывает куда большее влияние на оборудование, чем прерывистый, работать с которым можно постепенно, не перегружая аппаратуру и сварщика.
Существует также шаговый метод шовной варки, при котором ток на ролик электрода подается только после передвижения деталей. Ролики при этом постоянно находятся на деталях. Последний способ практически не используется, так как он недостаточно производительный и требует более сложного оборудования.
Стыковой метод — еще один способ соединения деталей под воздействием электрического тока. Этот вид отличается от других тем, что детали соединяются в местах, где стыкуются специально подготовленные торцы, находящиеся на поверхности деталей. Существует несколько способов стыковой сварки металлических деталей: сопротивлением, непрерывным и прерывистым оплавлением.
В первом случае детали предварительно стыкуются и сжимаются, после чего к ним подводится ток, доводящий металл до пластичного состояния. При двух последних способах детали нагревают, а потом соединяют. Только при непрерывном оплавлении металл нагревают на протяжении всего процесса варения, а при прерывистом — детали то нагревают, то разводят, чтобы сэкономить ресурсы оборудования.
При двух последних способах детали нагревают, а потом соединяют. Только при непрерывном оплавлении металл нагревают на протяжении всего процесса варения, а при прерывистом — детали то нагревают, то разводят, чтобы сэкономить ресурсы оборудования.
https://moyasvarka.ru/youtu.be/b6oDwggNeUE
Стоит отметить, что существуют и комбинированные методы варки металлических частей: шовно-стыковой, рельефно-точечный. Они существуют для того, чтобы адаптировать процесс сваривания под конкретную ситуацию.
Вот и все, что нужно знать про различные виды контактного соединения металлов под действием электрического тока! Правильный выбор типа контактной сварки — залог успешной работы.
moyasvarka.ru
Контактная сварка
В связи с тем, что соединение при контактной сварке формируется за время, гораздо меньшее сварки плавлением, то это обеспечивает более высокую производительность и меньшее коробление детали, т.к. ЗТВ мала.Т.к. процесс легко автоматизируется и более легко встраиваются поточные конвейеры, этот способ лучше применять при массовом и серийном производстве. Этот способ нашел применение в автомобильной и авиакосмической промышленности. Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях.Контактной сваркой сваривают толщины от сотых до десятых долей мм, а также до десятков мм. Также сваривают нефте- и газопроводы.Для роботов применяют системы с повышенной частотой питающего напряжения, что позволяет уменьшить габариты трансформатора.
Этот способ нашел применение в автомобильной и авиакосмической промышленности. Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях.Контактной сваркой сваривают толщины от сотых до десятых долей мм, а также до десятков мм. Также сваривают нефте- и газопроводы.Для роботов применяют системы с повышенной частотой питающего напряжения, что позволяет уменьшить габариты трансформатора.
Классификация способов контактной сварки
По ГОСТ 158-78-77 «Контактная сварка и соединения сварные» выделяют 3 основные вида:- точечная сварка;- шовная сварка;- стыковая сварка.Однако разновидность этих способов достигает 300 наименований.
Точечная контактная сварка (Кт) – способ, при котором детали сваривают по отдельным точкам двумя электродами и к ним прикладывают давление сварки и пропускают ток сварки.
tu – время протекания сварочного импульсаQ = J^2RtuСнимаем давление, деталь остывает и получаем литое ядро. 2свRtu2. Теплоотвод тепла из зоны сварки λ-теплопроводностьТ.е. в зоне между электродами действует тепло, выделяемое при прохождении тока и отводимое тепло в массу детали и электрода.Т.к. Э. Томсон решил применить медные электроды, а λсu >> λстали, то форма литого ядра имеет благоприятную для сварного соединения чичевицеобразную форму.Если увеличить Jсв и tсв, то начинает развиваться литое ядро.Т.е. применение литых электродов и повышенный теплоотвод в них по сравнению с массой детали определяют развитие процесса плавления в литом ядре именно в массу детали, а не в сторону электрода.В связи с этим снижается вероятность брака по причине плавления в ядре, т.е. прожег затруднителен, что определяет производительность точечной контактной сварки.Рельефная сварка – ее можно отнести к одной из разновидностей точечной сварки.Соединение при точечной сварке формируется при местном нагреве детали электрическим током и пластической деформацией в зоне соединения в счет усилия сжатия.+ Q (R) – за счет повышенного сопротивления;- Q (λ) – металлы активно отводят тепло.
2свRtu2. Теплоотвод тепла из зоны сварки λ-теплопроводностьТ.е. в зоне между электродами действует тепло, выделяемое при прохождении тока и отводимое тепло в массу детали и электрода.Т.к. Э. Томсон решил применить медные электроды, а λсu >> λстали, то форма литого ядра имеет благоприятную для сварного соединения чичевицеобразную форму.Если увеличить Jсв и tсв, то начинает развиваться литое ядро.Т.е. применение литых электродов и повышенный теплоотвод в них по сравнению с массой детали определяют развитие процесса плавления в литом ядре именно в массу детали, а не в сторону электрода.В связи с этим снижается вероятность брака по причине плавления в ядре, т.е. прожег затруднителен, что определяет производительность точечной контактной сварки.Рельефная сварка – ее можно отнести к одной из разновидностей точечной сварки.Соединение при точечной сварке формируется при местном нагреве детали электрическим током и пластической деформацией в зоне соединения в счет усилия сжатия.+ Q (R) – за счет повышенного сопротивления;- Q (λ) – металлы активно отводят тепло. 2R — Qλ
2R — Qλ
Шовная контактная сварка (роликовая)
Кш – обозначение швов, детали сваривают перекрывающимися точками по линии качения роликов (электродов), сжатия детали р, подвода тока Jсв и перемещения детали со скоростью сварки Vсв – тоже с помощью этих роликов.Применяется в тех случаях, когда нужно получить герметичное сварное соединение с помощью контактной сварки.
Герметичный шов – для сварки резервуаров, бензобаков, емкостей, полостей и др.
J = I / S – плотность токаJш – ток шунтированияПроцесс производится засчет выделения тепла и теплоотвода.Шовная сварка разделяется на 3 процесса:- непрерывная
При этом способе, когда ток протекает непрерывно, получаем сплошной шов без явно выраженных литых ядер, перекрывающих друг друга. Недостатком является повышенный нагрев электрода и необходимость их частой перезаточки.- отдельными импульсами (прерывистая)
+ Q = J2св R tсв- Q = f (λ) (tсв + tn)Изменением тока Jсв по амплитуде, длительности его протекания — Jс, длительности его паузы — tn и скорости сварки — Uсв можно регулировать величину перекрытия литых ядер ln, обычно достаточно 25%, но не следует делать ln>50%. Благодаря лучшему отводу от электродов стойкость их значительно повышается. При сварке жаропрочных сталей, обладающих низкой теплопроводностью и высокой стойкостью к деформациям при высокой t (жаростойкость) необходимо применять повышенные сварочные усилия, т.е. шаговую сварку.
Благодаря лучшему отводу от электродов стойкость их значительно повышается. При сварке жаропрочных сталей, обладающих низкой теплопроводностью и высокой стойкостью к деформациям при высокой t (жаростойкость) необходимо применять повышенные сварочные усилия, т.е. шаговую сварку.
Шаговая сварка – сварочный ток включают прерывисто, электроды останавливаются в момент пропускания сварочного тока.
Позволяет в момент остановки электродов и пропускания сварочного импульса осуществить более надежный контакт в зону протекания тока.После выключения тока сварочные усилия в зоне контакта позволяют избежать горячих трещин.
Контактно – стыковая сварка
Существует несколько разновидностей контактно-стыковой сварки (Кс).
Рассмотрим способ контактной сварки сопротивлением, при этом детали сначала прижимают к электродам губками (призматические электроды) для обеспечения электрического контакта и невозможности проскальзывания детали между электродами.
Затем сжимают с усилием сварки Р нагрева, включают сварочный ток и детали в стыке нагреваются этим током Iсв. Затем прикладывают Росадки, в 1,5 – 2 раза меньше Рнагрева, потом включают ток и детали находятся под действием Р осадки.
Затем прикладывают Росадки, в 1,5 – 2 раза меньше Рнагрева, потом включают ток и детали находятся под действием Р осадки.
В момент, когда деформируемое сопротивление наименьшее, прикладывают усилие осадки и выключают ток, при этом слои металла, нагретые до высокой пластичности, выдавливаются от центра стыка до периферии. При этом из стыка выносятся остатки окисных пленок и град (металл на периферии зоны соединения).Таким способом сваривают детали небольшого сечения, диаметром до 20-40 мм, соединение формируется в твердой фазе без расплавления металла в стыке. Нагретый пластичный металл выдавливается в град и в контакт вступают твердые нагретые частицы материала детали.Недостатком является необходимость тщательной подготовки торцев под сварку и необходимость огромных мощностей установки для соединения больших сечений.
Второй способ – стыковая сварка оплавлением.
Технологически отличается от сварки сопротивлением тем, что напряжение на первичной обмотке трансформатора (и на вторичной) подается до момента контактирования свариваемых торцев. Поэтому при сближении деталей в контактирование вступают отдельные микронеровности на торце, количество которых значительно меньше, чем в том случае, когда предварительно детали сдавили. Выступы сминаются и площадь контактирования возрастает. При первом контактировании возникает сварочный ток и он приходится на несколько микровыступов, отсюда плотность тока в контакте отдельных микровыступов настолько высока, что металл нагревается за тысячные доли секунды, а затем закипает. При этом происходит взрывное разрушение жидких перемычек контакта.В контактирование вступают новые микровыступы и в зоне выступа появляются повышенные пары металлов, т.е. повышенное давление паров металлов в стыке защищает зону сварки, нагретую до tпл от взаимодействия с атмосферой.При расплавлении торцев детали до такого состояния, когда на поверхности появляется тонкий слой жидкого металла, что гарантирует равномерный прогрев по всей площади стыка, к детали прикладывается усилие осадки. Жидкий слой с торцев выдавливается на периферию стыка – в град и под высоким давлением твердые части детали вступают в контакт, а т.
Поэтому при сближении деталей в контактирование вступают отдельные микронеровности на торце, количество которых значительно меньше, чем в том случае, когда предварительно детали сдавили. Выступы сминаются и площадь контактирования возрастает. При первом контактировании возникает сварочный ток и он приходится на несколько микровыступов, отсюда плотность тока в контакте отдельных микровыступов настолько высока, что металл нагревается за тысячные доли секунды, а затем закипает. При этом происходит взрывное разрушение жидких перемычек контакта.В контактирование вступают новые микровыступы и в зоне выступа появляются повышенные пары металлов, т.е. повышенное давление паров металлов в стыке защищает зону сварки, нагретую до tпл от взаимодействия с атмосферой.При расплавлении торцев детали до такого состояния, когда на поверхности появляется тонкий слой жидкого металла, что гарантирует равномерный прогрев по всей площади стыка, к детали прикладывается усилие осадки. Жидкий слой с торцев выдавливается на периферию стыка – в град и под высоким давлением твердые части детали вступают в контакт, а т. к. tтв. ме вблизи жидкого слоя не намного ниже tпл и он был очень пластичный, то частично и твердый металл выдавливается в град и под давлением формируется прочное сварное соединение с минимальным количеством дефектов, т.к. продукты разложения и окисные пленки были выдавлены в град.
к. tтв. ме вблизи жидкого слоя не намного ниже tпл и он был очень пластичный, то частично и твердый металл выдавливается в град и под давлением формируется прочное сварное соединение с минимальным количеством дефектов, т.к. продукты разложения и окисные пленки были выдавлены в град.
Стыковая сварка оплавлением обеспечивает более качественное соединение, т.к. металл на поверхности торцев, на которых могли быть загрязнения, удаляются при взрыве жидких перемычек в процессе оплавления.Жидкий слой и часть пластичного металла также выдавливаются в град и в контакт вступает абсолютно чистые (молодые) поверхности.Не требуется тщательной обработки свариваемых торцев как при сварке сопротивлением.Более того, при сварке деталей с разным сечением делают специальный скос кромок, тогда площадь начального контактирования уменьшается и процесс оплавления эффективнее, а по мере процесса детали прогреваются и имеют нормальную форму.
Стыковая сварка прерывистым оплавлением или оплавлением с предварительным подогревом
При стыковой сварке крупногабаритных деталей: железнодорожных рельсов, труб, магистральных трубопроводов – для облегчения процесса начальной стадии оплавления применяют прием, заключающийся в том, что вначале детали медленно сводят до возникновения контакта и образования жидкости и паров металла. Затем разводят детали и тепло, выделившееся в зоне сплавления, распространяется в массу детали и они нагреваются.Затем вновь создают контакт между торцами до тех пор, пока торцы не нагреются, что последующий процесс будет идти стабильно, без перерыва.
Затем разводят детали и тепло, выделившееся в зоне сплавления, распространяется в массу детали и они нагреваются.Затем вновь создают контакт между торцами до тех пор, пока торцы не нагреются, что последующий процесс будет идти стабильно, без перерыва.
Контактная рельефная сварка (Кр)Ее можно отнести к разновидностям точечной сварки. Применяется при сварке деталей, занимающих большое пространственное положение.
Обычно процесс по схеме 1 не получается, т.к. контактирование по всем участкам нашей детали не может быть одинаковым в связи с разницей в качестве подготовки, условиями деформирования, месторасположением контакта от токоподвода.Данный процесс контактной рельефной сварки перекрещивающихся прутков происходит с формированием соединения в твердой фазе с выдавливанием жидкой фазы на периферию.Для обеспечения равных условий контактирования и деформирования большого количества деталей нужно приложить сначала ковочное сварочное усилие (или усилие предварительного сжатия), которое отрихтует все прутки, обеспечит надежный контакт каждой детали с электродом и друг другом. Это должно обеспечить незначительную деформацию деталей в контакте.Затем усилия снимаются до значения усилия сварки. Т.к. одинаковые условия контактирования всех деталей не гарантированы, но лучше сначала обеспечить импульс тока подогрева, при котором детали в контакте и под действием сварочного усилия разогреются.Затем можно еще Jпод, после этого включают ток сварки.
Это должно обеспечить незначительную деформацию деталей в контакте.Затем усилия снимаются до значения усилия сварки. Т.к. одинаковые условия контактирования всех деталей не гарантированы, но лучше сначала обеспечить импульс тока подогрева, при котором детали в контакте и под действием сварочного усилия разогреются.Затем можно еще Jпод, после этого включают ток сварки.
Для снижения коробления прикладывается ковочное усилие и получаем многоточечное соединение с высоким качеством.
В начальный момент ток течет по вершинам, площадь мала и ток высокий, они начнут плавиться, а потом деформироваться от сварочных усилий. Получим литые ядра и незначительные следы без подгаров и пригаров.
За одну операцию контактной рельефной сварки получаем несколько сварных соединений. Но когда детали имеют защитное покрытие, которое должно остаться на поверхности после сварки, то следует применять только рельефную сварку, т.к. благодаря большой площади между электродом и деталью плотность тока будет мала и покрытие сохранится.
Физико-химические условия образования соединения Формирование сварного шва при контактной сварке. Нагрев металла сварочным током Нагревание и расплавление металлов в точке контакта энергией, выделяющейся при прохождении через него электрического тока. Шунтирование тока при точечной сварке Компенсация токов шунтирования при контактной сварке в нескольких точках. Свариваемость при контактной точечной и шовной сварке Факторы, влияющие на образование качественного сварного шва. Точечная сварка Точечные соединения при контактной сварке. Шовная сварка Соединения в виде шва из последовательных точек. Рельефная сварка Сварка с контактом по заранее созданному рельефу. Схемы питания машин контактной сварки Электрические схемы для обеспечения сварочного тока и напряжения на контактных машинах. Контакторы контактных машин Устройства для включения и отключения тока. Сварочный или вторичный контур контактных машин Токоведущие элементы для высоких значений тока и усилий сдавливания. Трансформаторы для контактных сварочных машин Особенности трансформаторов для контактной сварки. Пневмоаппаратура контактных машин Устройства для приложения давления.
Пневмоаппаратура контактных машин Устройства для приложения давления.
Также по теме:
svarder.ru
Как делается контактная сварка своими руками?
Контактная сварка своими руками — это процесс выполнения неразъемного сварочного соединения методом нагрева металла проходящим сквозь него током и пластической деформации области соединения под воздействием сжимающего усилия.
Контактная сварка производиться с помощью нагрева металла током.
В зависимости от материала и размеров элементов, а также мощности применяемого для сварки инструмента контактная сварка будет выполняться при следующих параметрах:
- малое напряжение в силовой сварочной цепи — от 1 до 10В;
- за небольшой промежуток времени — от 0,01 с;
- высокий ток сварочного импульса — зачастую от 1000 А и более;
- небольшая зона расплавления;
- сжимающая сила, которая прилагается к участку сварки, должна быть достаточно большой — от десятков до сотен кг.

Если соблюдать данные характеристики, то качество соединения будет хорошим.
Схема аппарата для точечной сварки.
Своими руками можно сделать только аппараты для точечной сварки. Легче выполнить сборку агрегата переменного сварочного тока, у которого нерегулируемая мощность. Управление соединением элементов выполняется благодаря изменению продолжительности подаваемого электроимпульса. В этих целях применяется реле времени, или при помощи выключателя выполняется работа «на глаз». Точечная сварка проста в изготовлении. В роли сварочного трансформатора можно использовать трансформатор от ненужной микроволновки, телевизора и т.д. Обмотки трансформатора перематываются в соответствии с требуемым напряжением и током на выходе.
Схема управления выбирается уже в готовом виде либо делается самостоятельно, а элементы выбирают, опираясь на мощность и характеристики трансформатора сварки.
Виды контактных сварок
Существуют следующие виды:
- сопротивлением;
- прерывистым плавлением;
- непрерывным плавлением.
Выполнение процесса сопротивлением. При данном виде сварки элементы соединяются один с другим, хорошо сдавливаются, после включается ток. Когда поверхности элементов нагреются до расплавленного состояния и произойдет их осадка, ток нужно выключить.
Схема точечной контактной сварки.
Так выполняется сварка элементов из углеродистой стали, у которых площадь сечения до 100 кв. см. Так же выполняется сварка элементов, которые сделаны из легированной стали, площадью не больше 21 кв. мм. Такой способ используют для сварки любых изделий из цветных и из различающихся металлов.
Этот процесс выполняется при управлении температурой разогрева, во время проведения работ должна быть обеспечена идеальная чистота плоскости для сварки. По этим причинам такая точечная сварка выполняется редко.
Выполнение сварки непрерывным плавлением. При данном способе элементы нужно закрепить в зажимах устройства для сварки. Потом необходимо включить аппарат. Элементы при этом медленно передвигаются один к одному и ставятся вплотную. После запуска аппарата делается плавление торцов двух деталей. Затем делается осадка на требуемую величину, устройство выключается.
После запуска аппарата делается плавление торцов двух деталей. Затем делается осадка на требуемую величину, устройство выключается.
Непрерывное плавление применяется для сварки листов из металла, небольших труб, рельсов, элементов из разных металлов. Преимущество данного способа — высокая производительность. К недостаткам относят то, что во время разбрызгивания металла получаются его потери, а еще возможен угар во время осуществления работ.
Схема стыковой контактной сварки.
Сварка прерывистым плавлением. Данный метод осуществляется переменой плотного и неплотного соединения изделий при включенном устройстве для сварки. Зажим выполняет последовательные движения, время от времени замыкающие электрическую цепь на участке сварки деталей. Нагрев выполняется, пока торцы элементов не прогреются до 900° С.
Далее осуществляется плавление и осадка. Так можно варить низкоуглеродную сталь, если мощность устройства для сварки не очень высока для осуществления процесса с непрерывным плавлением.
Данный способ подразумевает дополнительный расход материала, после чего соединяются заготовки, и осуществляется их плавление и осадка.
Выполнение контактной сварки своими силами
Для выполнения такой работы потребуется повышающий трансформатор от ненужной микроволновки. Не страшно, если трансформатор будет в сгоревшем состоянии. Сгореть там может только вторичная обмотка, а для выполнения контактной сварки она не нужна.
Во время удаления вторичной обмотки нужно быть очень аккуратным, чтобы не испортить первичную обмотку.
Также нужно будет убрать пластины, монтированные между двумя обмотками. Должен получиться трансформатор с размерами окошка 14,5*28,5 мм. В получившемся окошке нужно будет выполнить 3 или 4 витка толстым проводом. Для этих целей подойдет кабель от сварочного агрегата 1,5 м (в резиновой оболочке) с диаметром 13 мм. Резиновая оболочка срезается, и провод изолируется лавсановой изоляцией. Напряжение при 3 витках равно 2,8 В. Если при таком напряжении положить болт М6 на оголенные края вторичной обмотки, то он перегорит за 10 с.
Чтобы контакт был надежным, нужно пропаять клеммы. В роли паяльника можно использовать газовую конфорку. Силовая область агрегата типа споттер готова. Далее делается механическая часть. Чтобы сделать клещи, пригодится шестигранник из латуни. В роли платформы применяется стеклотекстолит 5 мм. Электродами выступает медное жало от паяльника, диаметр которого 6 мм. При высоком токе все соединения необходимо очистить от окислов и прочно соединить, в ином случае в данных участках будут происходить большие потери мощности. Аппарат контактной сварки готов!
Самодельная контактная сварка выполнена. Теперь с этим аппаратом можно будет выполнять необходимые работы. Придерживайтесь инструкции, и все получится.
Оцените статью:
(Нет голосов) Загрузка…
masterinstrumenta.ru
Схема и инструкция по выполнению контактной сварки своими руками
- Дата: 16-05-2015
- Просмотров: 513
- Рейтинг: 44
Контактная сварка наряду с газовой, дуговой и прочими разновидностями сварочного процесса широко используется при выполнении множества строительных и других работ. Основной особенностью схемы контактной сварки является то, что сначала осуществляется подача тока определенной величины между свариваемыми изделиями, а затем нагнетается высокое давление, под воздействием которого детали сжимаются и соединяются.
Основной особенностью схемы контактной сварки является то, что сначала осуществляется подача тока определенной величины между свариваемыми изделиями, а затем нагнетается высокое давление, под воздействием которого детали сжимаются и соединяются.
Контактная сварка происходит путем нагрева металла при помощи электрического тока и деформации участка соединения.
При желании практически любой человек может освоить схемы выполнения такой работы и осуществить сварку своими руками, сэкономив на услугах сторонних специалистов и сделав все не хуже настоящего мастера.
Основные сведения о контактной сварке
Под контактной сваркой следует понимать процесс создания неразрывного соединения металлических изделий с применением электрического тока и методов пластической деформации места соединения. Как правило, такая схема сварки применяется при необходимости соединения однотипных изделий.
Таблица параметров для контактной сварки.
При использовании контактной сварки для соединения листовых металлических изделий силу тока подбирают с учетом толщины обрабатываемых листов. В случае если толщина равна 1 мм, используют ток с силой порядка 6000 А. Для такой работы лучше всего подходят медные электроды. Обычно рекомендации по выбору тока для конкретной толщины металла приводятся в инструкции к сварочному аппарату, обязательно ознакомьтесь с ней, а также подробно разберите существующие схемы сварки.
В случае если толщина равна 1 мм, используют ток с силой порядка 6000 А. Для такой работы лучше всего подходят медные электроды. Обычно рекомендации по выбору тока для конкретной толщины металла приводятся в инструкции к сварочному аппарату, обязательно ознакомьтесь с ней, а также подробно разберите существующие схемы сварки.
Главным условием качественного сварного соединения листовых изделий является их максимальное сжатие между собой. Для выполнения этой задачи обычно используются сварочные клещи. При отсутствии этого инструмента можно использовать другое подходящее сжимающее оборудование.
В основе схемы соединения металлических изделий лежит взаимодействие молекул материала друг с другом. Технология контактной сварки такова, что при подаче тока и сильном сжатии отмечается практически моментальное нагревание металлических листов до довольно высокой температуры. Используемые схемы сварки очень напоминают кузнечное ремесло, только с электрическим током вместо горна.
Для выполнения работ с применением методов контактной сварки используется специально разработанное для таких задач оборудование. Это контактные машины. В зависимости от условий работы и личных предпочтений сварщик может использовать неподвижную, передвижную, подвесную или универсальную машину. Устройства поддерживают работу на постоянных и переменных значениях тока.
Это контактные машины. В зависимости от условий работы и личных предпочтений сварщик может использовать неподвижную, передвижную, подвесную или универсальную машину. Устройства поддерживают работу на постоянных и переменных значениях тока.
Преимущества метода и сферы его применения
Среди многочисленных преимуществ контактной сварки можно выделить:
Контактная сварка проста для освоения и обеспечивает высокую прочность готовых соединений.
- Минимальный риск возгорания.
- Сравнительную простоту выполнения работы. Для освоения контактной сварки не требуется много времени и большого опыта.
- Отсутствие необходимости использования сварочной проволоки и защитных газов.
- Сохранение целостности изначального защитного покрытия.
- Высокую прочность готовых соединений.
- Безопасность процесса для сварщика.
- Низкий износ и большой срок службы электродов.
Впервые контактную сварку начали использовать еще в 19 столетии для ремонта телеграфных проводов. Немного позднее она стала широко применяться в самолетостроении. В настоящее время область использования технологии существенно увеличилась. В промышленности существующие схемы успешно используются при производстве разного рода арматурных изделий, применяющихся для обустройства разнообразных железобетонных конструкций.
Немного позднее она стала широко применяться в самолетостроении. В настоящее время область использования технологии существенно увеличилась. В промышленности существующие схемы успешно используются при производстве разного рода арматурных изделий, применяющихся для обустройства разнообразных железобетонных конструкций.
Контактную сварку применяют при необходимости соединения листовых металлических изделий со стеновыми каркасами. Она активно используется для создания открытых профильных конструкций со стенками до 5-6 мм. Также сфера использования контактной сварки распространяется на авиастроительство, машиностроение, изготовление мебели, различной техники и т.д. Такая популярность технологии обусловлена большей экономичностью и производительностью по сравнению с альтернативными вариантами.
Какой бывает контактная сварка
Классификация контактной сварки.
Существует несколько разновидностей контактной сварки. Первым и одним из наиболее часто использующихся процессов является стыковая сварка. Соединение изделий при использовании данной схемы происходит по всей длине участка контакта, а не по отдельным точкам. Сварочные работы такого плана могут выполняться с использованием методов сопротивления и оплавления. При выборе конкретного варианта должны учитываться размеры свариваемых деталей. В случае если площадь сечения будет составлять не больше 200 мм², лучшим вариантом является метод сопротивления. Он отлично подходит для соединения металлических стержней.
Соединение изделий при использовании данной схемы происходит по всей длине участка контакта, а не по отдельным точкам. Сварочные работы такого плана могут выполняться с использованием методов сопротивления и оплавления. При выборе конкретного варианта должны учитываться размеры свариваемых деталей. В случае если площадь сечения будет составлять не больше 200 мм², лучшим вариантом является метод сопротивления. Он отлично подходит для соединения металлических стержней.
При необходимости сварки более толстых изделий рекомендуется применять оплавление. Данная схема прекрасно проявляет себя при соединении арматуры для железобетонных конструкций, при сваривании трубопроводов и выполнении ряда других мероприятий, к примеру, соединении железнодорожных рельсов. Активно используется при изготовлении разнообразных инструментов и в судостроении.
Схемы точечной контактной сварки: а – двухсторонняя одноточечная; б – односторонняя двухточечная; в – двухсторонняя двухточечная.
Технология выполнения точечной сварки предполагает выполнение соединения в одной либо нескольких отдельных точках. Среди основных особенностей этой разновидности сварочных работ нужно выделить тот факт, что она позволяет за 1 минуту выполнить более сотни соединений. Точечная сварка лучше всего подходит для соединения деталей с очень малой толщиной.
Среди основных особенностей этой разновидности сварочных работ нужно выделить тот факт, что она позволяет за 1 минуту выполнить более сотни соединений. Точечная сварка лучше всего подходит для соединения деталей с очень малой толщиной.
Рельефная сварка — это разновидность точечной методики. При выполнении рельефной сварки большое внимание уделяется форме поверхностей соединяемых деталей. Если в рассмотренных выше ситуациях работа во многом зависела от площади сечения изделий и формы используемых электродов, то в данном случае именно рельеф определяет основной порядок выполнения работы. Соединение изделий может выполняться только при наличии выступов-рельефов.
Для шовной разновидности контактной сварки характерно соединение при помощи шва, по своей сути являющегося комплексом точек.
Технология выполнения контактной сварки
Обязательным этапом перед сваркой является очистка металла от ржавчины и загрязнений.
Существующие схемы рассматриваемой сварки предельно просты и легки в освоении. Работа начинается с подготовки, которая плавно переходит непосредственно к процессу соединения деталей. Прежде чем начинать варить, поверхности заготовок необходимо очистить от коррозии, грязи и разного рода горюче-смазочных материалов.
Работа начинается с подготовки, которая плавно переходит непосредственно к процессу соединения деталей. Прежде чем начинать варить, поверхности заготовок необходимо очистить от коррозии, грязи и разного рода горюче-смазочных материалов.
В случае необходимости изделия подгоняются, обрезаются либо правятся. Если будет делаться стыковое соединение, торцы изделий нужно подогнать и обработать, все выполняется без зазоров. В случае соединения труб торцы предварительно подготавливаются при помощи фрезы. После этого поверхности зачищаются напильником или обычной металлической щеткой.
Стыковые соединения такой тщательной подготовки не требуют. Нужно лишь нарезать элементы, если это требуется, избавиться от загрязняющих веществ, и можно приступать к работе. Для нарезки подойдут пилы и прессовальные ножницы.
В случае использования шовных и точечных технологий сначала выравниваются кромки, после чего поверхности правятся и очищаются. При недостаточно хорошей предварительной очистке поверхностей будет отмечаться повышенный расход электродов и в целом ухудшение качества сварки.
Для работы понадобится следующее:
Для очистки свариваемых изделий понадобится металлическая щетка.
- Сварочный аппарат.
- Напильник или металлическая щетка.
- Аппарат для кислородной резки. При его отсутствии можно использовать пилу.
- Источник тока.
- Маска сварщика, защитные перчатки, одежда и сапоги.
Сварочный аппарат требует обязательного заземления. При покупке конкретного агрегата обратите внимание на компанию-производителя. Лучше приобретать изделия от известного и проверенного бренда. Наиболее удобными в работе являются переносные агрегаты, стационарные сварочные аппараты будут удобны, только если варка осуществляется в одном месте и на регулярных условиях.
Самым распространенным вариантом контактной сварки является ее точечная разновидность. Для правильной организации работы нужно в первую очередь подготовить все оборудование. Главные элементы сварочных аппаратов представлены сварочным пистолетом и блоком питания. Установлено 2 вывода. На один подключается электрод, второй будет соединяться с изделием.
Установлено 2 вывода. На один подключается электрод, второй будет соединяться с изделием.
Перед началом работы изделия обязательно нагреваются путем подачи электрического тока. Под воздействием электрического импульса произойдет расплавление металла и сформируется расплавленное ядро.
После подачи электрического тока изделия прижимаются и некоторое время удерживаются под сильным давлением. Прижимать нужно при подаче сварочного импульса.
Процесс контактной сварки.
После того как давление будет снято, деталям дают время, чтобы остыть и кристаллизоваться.
Довольно часто тонкие изделия из листового металла соединяются с использованием конденсаторов. Они делают режим сварки оптимальным. Их преимуществом является отсутствие необходимости использования мощных источников электрического тока.
При выполнении работы с использованием метода сопротивления сначала нужно плотно прижать соединяемые изделия, после чего подать электроток. Нужно подождать, пока детали нагреются. Ток выключается после достаточного нагрева изделий. Такой способ лучше всего подходит для соединения изделий из цветных металлов.
Ток выключается после достаточного нагрева изделий. Такой способ лучше всего подходит для соединения изделий из цветных металлов.
Технология сварки по методу непрерывного оплавления предполагает несколько иную последовательность действий. Сначала изделия необходимо закрепить в зажиме, после этого подать ток и, регулируя зажим, осуществить их соприкосновение друг с другом. Торцы оплавятся и произойдет соединение деталей. В завершение рекомендуется сделать осадку на требуемую величину.
https://moyasvarka.ru/youtu.be/b6oDwggNeUE
Таким образом, в освоении и самостоятельном выполнении контактной сварки нет ничего сложного. Все можно сделать без посторонней помощи. Такая сварка гораздо более безопасна для работника по сравнению с той же газовой или дуговой сваркой. Следуйте инструкции, и все получится. Удачной работы!
moyasvarka.ru
Basic Switch: Причины контактной сварки | Часто задаваемые вопросы | Австралия
Компания Omron использует файлы cookie для улучшения вашего опыта на этом веб-сайте. Продолжая использовать веб-сайт, вы тем самым соглашаетесь с нашей Политикой конфиденциальности и использования файлов cookie
Продолжая использовать веб-сайт, вы тем самым соглашаетесь с нашей Политикой конфиденциальности и использования файлов cookie
. Ведущий контент
FAQ № FAQ02182
Основное содержание
Вопрос
Что вызывает контактную сварку и что с этим делать?
Ответить
Причины:
Перегрузка, не соответствующая коммутационной способности контактов
Пусковой ток выше номинального
Ток отключения выше номинального
Частота переключения превышает допустимую рабочую частоту
Использование в местах, подверженных постоянной вибрации
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Защитная цепь необходима для правильного использования таких нагрузок, как реле, двигатели, лампы накаливания и соленоиды.
Причина:
Перегрузка, не соответствующая коммутационной способности контактов
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Вставьте цепь защиты контактов.
Типичные примеры цепей защиты от перенапряжения (ограничители перенапряжения)
| Circuit example | Applicable current | Feature | Element selection | ||||
| AC | DC | ||||||
| CR circuit | * Условный | Применимо | * При переключении переменного тока импеданс нагрузки должен быть ниже импеданса C и R. | C: от 0,5 до 1 мкФ на ток переключения (1 А) R: от 0,5 до 1 Ом на напряжение переключения (1 В) Значения могут меняться в зависимости от характеристик нагрузки. Конденсатор подавляет искровой разряд тока при разомкнутых контактах. Резистор ограничивает пусковой ток при повторном замыкании контактов. Рассмотрите роль конденсатора и резистора и экспериментально определите идеальные значения емкости и сопротивления. Используйте конденсатор с диэлектрической прочностью от 200 до 300 В. При переключении переменного тока убедитесь, что конденсатор не имеет полярности. Однако, если возможность управления дугой между контактами является проблемой для высокого напряжения постоянного тока, может быть более эффективным подключение конденсатора и резистора между контактами через нагрузку. Проверьте результаты, протестировав их в реальном приложении. | |||
| Применимо | Применимо | Время работы увеличится, если нагрузкой является реле или соленоид. Эффективно подключение цепи CR параллельно нагрузке при напряжении питания 24 или 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | Не применимо к | Применимо | Энергия, накопленная в катушке, преобразуется в ток с помощью диода, подключенного параллельно нагрузке. Затем потребляется ток, протекающий по катушке, и выделяется джоулево тепло сопротивлением индуктивной нагрузки. Время задержки сброса в этом методе больше, чем в методе CR. | Диод должен выдерживать пиковое обратное напряжение, в 10 раз превышающее напряжение цепи, и прямой ток, равный или превышающий ток нагрузки. | |
| Диод и Стабилитрон Диод Метод | Не применимо к | Напряжение стабилитрона для стабилитрона должно быть примерно в 1,2 раза выше, чем у источника питания, так как при некоторых обстоятельствах нагрузка может не работать. | |||||
| Метод варистора | Применимо | Применимо | В этом методе используется характеристика постоянного напряжения варистора, поэтому на контакты не воздействует высокое напряжение. Этот метод вызывает большую или меньшую задержку времени сброса. Эффективно подключение варистора параллельно нагрузке при напряжении питания от 24 до 48 В и параллельно контактам при напряжении питания от 100 до 200 В. Этот метод вызывает большую или меньшую задержку времени сброса. Эффективно подключение варистора параллельно нагрузке при напряжении питания от 24 до 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | Выберите варистор так, чтобы выполнялось следующее условие для напряжение отключения Vc. Для токов переменного тока значение необходимо умножить на √2. Vc > (Current Voltage × 1,5) Если Vc установлено слишком высокое, отключение напряжения для высоких напряжений больше не будет эффективным, уменьшая эффект. | |||
Не применяйте схему защиты контактов, как показано ниже.
| Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако емкость будет заряжена, когда контакты разомкнуты. Следовательно, когда контакты снова замкнуты, ток короткого замыкания от емкости может привести к сварке контактов. | |
Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. |
Локальная навигация
- Переключатели
- Переключатели уровня
- Основные переключатели
- Концевые выключатели
- Кнопки/индикаторы
- Дисковые переключатели
Служба поддержки
- Центр автоматизации (АТЦ)
- Центр загрузки
- Служба поддержки клиентов
- Ремонтная служба
- Обучение
- Техническое руководство
- Часто задаваемые вопросы
- Сертификация стандартов
Что такое точечная сварка? | Ваше полное руководство по точечной сварке и определения
Точечная сварка — это тип сварки сопротивлением, при котором сопротивление используется для сварки двух или более металлических листов вместе с помощью давления и тепла на свариваемую деталь.
В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы. Этот процесс включает в себя давление и электрический ток, который создает тепло через канал тока через резистивные материалы, такие как низкоуглеродистые стали.
Содержание
- 1 Как работает точечная сварка?
- 2 Материалы, подходящие для точечной сварки
- 3 Где используется точечная сварка?
Как работает точечная сварка?
Точечная сварка представляет собой тип контактной сварки и является одним из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без каких-либо присадочных материалов.
Точечная сварка с приложением давления и тепла к зоне сварки с использованием электродов из медного сплава. Эти электроды проводят электрический ток через сегменты сварки. По мере плавления материала детали сплавляются. В этот момент ток отключают и поддерживают давление от электродов. Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Электрический ток использует электроды из медного сплава для передачи тепла заготовке, создающей сварной шов. Причина, по которой медь используется для электродов, заключается в том, что она может поддерживать высокую теплопроводность и имеет низкое электрическое сопротивление по сравнению с большинством других металлов. Это гарантирует, что тепло создается в заготовках, а не в электродах.
Степень нагрева зависит от трех факторов:
- теплопроводность
- электрическое сопротивление металла
- время подачи тока
- Нержавеющая сталь (аустенитные и ферритные сорта)
- Никелевые сплавы
- Титан
- Молибден
- Вольфрам
- Автомобильная
- Аэрокосмическая промышленность
- Строительство и строительство
- Медицинские здания и сооружения
- Металлическая мебель
- Рельс
- Бытовая техника
- Электроника
- Разделенный вид
- Содержание статьи
- Рисунки и таблицы
- видео
- Аудио
- Дополнительные данные
Цитировать
Cite
Zeeba Loukzadeh, Seyed Akbar Sharifian, Omid Aminian, Ahmad Shojaoddiny-Ardekani, Легочные эффекты точечной сварки при сборке автомобилей, Медицина труда , том 59, выпуск 4, июнь 2009 г.
, страницы 267–269, https: //doi.org/10.1093/occmed/kqp033Выберите формат Выберите format.ris (Mendeley, Papers, Zotero).enw (EndNote).bibtex (BibTex).txt (Medlars, RefWorks)
Закрыть
Разрешения
- Электронная почта
- Твиттер
- Фейсбук
- Подробнее
Сварщики точечной сварки подвержены риску развития респираторных симптомов и снижения показателей легочной функции.
Обструктивные аномалии дыхательных путей чаще встречались у сварщиков, чем у контрольной группы.
Учитывая потенциальные опасные последствия точечной сварки для органов дыхания, мы рекомендуем профилактические меры, включая механизацию процесса, надлежащую вентиляцию, средства защиты органов дыхания, обучение и периодическое медицинское наблюдение.
Последний
Самые читаемые
Самые цитируемые
- Точный контроль глубины провара, который устраняет любые деформации или вмятины на обратной стороне нижней части. Это сокращает время и деньги, затрачиваемые на послесварочную шлифовку или подкраску.
- Очень маленький размер пучка — менее 1 мм — приводит к небольшой зоне термического влияния. Это дает преимущества при сварке тонких материалов или металлов, для которых важно контролировать тепловложение.
- Чрезвычайно быстрый процесс, который обычно в три-четыре раза быстрее, чем ручная контактная точечная сварка.
- Стабильность и предсказуемость, которые обеспечивают высокое качество готовых сварных швов и сокращают время и деньги, затрачиваемые на доработку.
- Стоимость: Поскольку лазерная сварка является автоматизированным процессом, требуются инвестиции в систему роботизированной сварки. Для небольших предприятий, которые не производят много деталей с высокой повторяемостью, этот тип инвестиций может оказаться неосуществимым или обеспечить необходимый возврат инвестиций (ROI), чтобы оправдать покупку.
Q = тепловая энергия Материалы, подходящие для точечной сварки
Точечная сварка характеризуется более низкой теплопроводностью и более высоким электрическим сопротивлением. Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Оцинкованная сталь с цинковым покрытием требует для сварки более высоких сварочных токов, чем сталь без покрытия. К сожалению, в случае цинковых сплавов медные электроды быстро повреждают поверхность, что приводит к ухудшению качества сварки. Точечная сварка оцинкованных сталей требует частой замены электродов или необходимости «зачистки» поверхности электрода. .
Другие материалы, обычно используемые для точечной сварки:
Температура плавления алюминия низкая, хотя алюминий имеет такие же теплопроводность и электрическое сопротивление, как медь. Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Всего после пары сварок алюминий повреждает поверхность медных электродов. Это означает, что стабильно качественной сварки добиться крайне сложно. В результате этой трудности в торговле встречаются только специальные применения алюминия. К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Это означает, что стабильно качественной сварки добиться крайне сложно. В результате этой трудности в торговле встречаются только специальные применения алюминия. К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Другим материалом, который можно соединять контактной точечной сваркой, является медь и ее сплавы. Однако точечная сварка меди не может быть просто выполнена с помощью традиционного электрода для точечной сварки из медного сплава, потому что тепло, создаваемое электродами и обрабатываемой деталью, слишком похоже.
Для сварки меди лучше всего использовать электрод из сплава с повышенным электрическим сопротивлением и температурой плавления, намного превышающей температуру плавления меди. Например, намного выше, чем 1976 градусов по Фаренгейту.
Электродные материалы, обычно используемые для точечной сварки меди:
Где используется точечная сварка?
Отрасли, в которых используется точечная сварка:
Точечная сварка может быть легко автоматизирована при использовании роботов и манипуляционных систем. Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Соединение металлов — Дерингер Ней
Deringer-Ney обладает уникальной способностью соединять два металла вместе, чтобы снизить стоимость готовой детали или улучшить качество используемого материала. Практика соединения похожих или не похожих металлов — это то, в чем Дерингер-Ней преуспевает. Если вы не видите конкретную возможность, которую вы искали ниже, обратитесь к нашей команде инженеров, чтобы узнать, как мы можем решить вашу уникальную проблему.
Непрерывная шовная сварка
Наш отдел контактных лент производит непрерывно сваренные ленты с использованием различных материалов для электрических контактов, переключателей и датчиков.
Сварная лента содержит колпачок из драгоценного металла, который является материалом, необходимым для электрических функций, и основу из неблагородного металла, поддерживающую колпачок и облегчающую крепление к подложке в электрическом устройстве. Материалами крышки могут быть серебро, золото, палладий, платина или другие драгоценные сплавы. Основными материалами обычно являются никель, мельхиор или другие неблагородные сплавы.
Материалами крышки могут быть серебро, золото, палладий, платина или другие драгоценные сплавы. Основными материалами обычно являются никель, мельхиор или другие неблагородные сплавы.
Ленточные профили могут быть прямоугольными или пирамидальными. Ленты могут поставляться непрерывными, на катушках или нарезанными по длине. В дополнение к поставке контактных лент, мы также можем прикрепить ленты к пружинам, клеммам или другим основаниям с помощью автоматической сварки (для больших объемов) или ручной сварки (для небольших объемов).
Автоматическая контактная сварка
В Deringer-Ney имеется множество высокоскоростных контактных сварщиков. У нас есть широкий выбор высокоскоростных автоматических линий штамповки и сварки для удовлетворения потребностей в пружинах и клеммах для автомобильной, бытовой и электромеханической промышленности. Они также могут быть использованы для других частей.
Полуавтоматическая сварка и пайка
Для любого изделия, выпускаемого небольшими партиями или для прототипов, мы предлагаем полуавтоматическую сварку и пайку, для которых требуется менее дорогое оборудование, чем для полностью автоматизированного производства.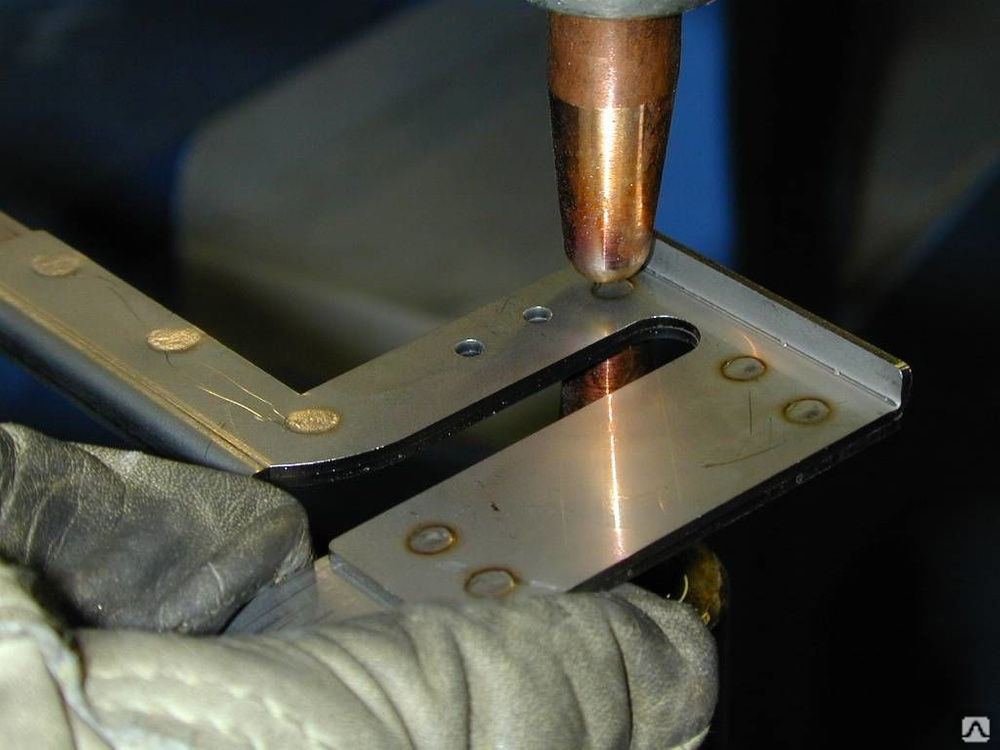
Пайка в печи
DNI имеет возможность пайки в защитной атмосфере, содержащей азот и водород. Были разработаны высокопроизводительные технологии для использования печей с непрерывным сетчатым конвейером для соединения большого количества комбинаций материалов. В нашем отделе пайки мы производим миллионы электрических контактов в год, включая биметаллические контактные кнопки, биметаллические шпильки и биметаллические заклепочные контакты.
Пайка позволяет получить геометрию, в которой контактный материал из драгоценного металла не может быть легко соединен с подложкой другими способами, такими как холодная плакировка, холодная высадка или сварка. Поскольку это металлическая связь, паяное соединение чрезвычайно прочное.
Свяжитесь со специалистом
Имя
Фамилия
Интерес
— Выберите — Сплавы драгоценных металлов Усовершенствованные формы материалов Сборки драгоценных металлов Компоненты Высоковольтные контакты
Country
Select CountryAfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelauBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Saint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo (Brazzaville)Congo (Kinshasa)Cook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиHe ard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S. A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSão Tomé and PríncipeSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (Dutch part)Saint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the ГренадиныСамоаСан-МариноСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурSlo vakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia/Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited Kingdom (UK)United States (US)United States (US) Minor Outlying IslandsUnited States (US) Virgin IslandsUruguayUzbekistanVanuatuVaticanVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSão Tomé and PríncipeSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (Dutch part)Saint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the ГренадиныСамоаСан-МариноСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурSlo vakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia/Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited Kingdom (UK)United States (US)United States (US) Minor Outlying IslandsUnited States (US) Virgin IslandsUruguayUzbekistanVanuatuVaticanVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
State
— Select -AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingArmed Forces AmericasArmed Forces EuropeArmed Forces Pacific
Пожалуйста, расскажите нам о своих потребностях. Будьте максимально конкретными.
Будьте максимально конкретными.
Загрузка файла
Выбрать файл
Я даю согласие на то, чтобы этот веб-сайт хранил представленную мной информацию, чтобы они могли ответить на мой запрос
Легочные эффекты точечной сварки при сборке автомобилей | Медицина труда
Журнальная статья
Зиба Лукзаде,
Зиба Лукзаде
Ищите другие работы этого автора на:
Оксфордский академический
пабмед
Google ученый
Сейед Акбар Шарифян,
Сейед Акбар Шарифян
Ищите другие работы этого автора на:
Оксфордский академический
пабмед
Google ученый
Омид Аминян,
Омид Аминян
Ищите другие работы этого автора на:
Оксфордский академический
пабмед
Google ученый
Ахмад Шоджаоддини-Ардекани
Ахмад Шоджаоддини-Ардекани
Ищите другие работы этого автора на:
Оксфордский академический
пабмед
Google ученый
Медицина труда , том 59, выпуск 4, июнь 2009 г. , страницы 267–269, https://doi.org/10.1093/occmed/kqp033
, страницы 267–269, https://doi.org/10.1093/occmed/kqp033
Опубликовано:
13 марта 2009 г.
3 PDF
Фильтр поиска панели навигации Медицина трудаЭтот выпускМедицина трудаКнигиЖурналыOxford Academic Термин поиска мобильного микросайта
Закрыть
Фильтр поиска панели навигации Медицина трудаЭтот выпускМедицина трудаКнигиЖурналыOxford Academic Термин поиска на микросайте
Расширенный поиск
Реферат
Общие сведения Точечная сварка — это вид контактной сварки, при котором куски металла сжимаются вместе и через них проходит электрический ток. Сварщики точечной сварки подвержены риску контакта с некоторыми потенциально опасными агентами, но исследований о воздействии точечной сварки на дыхательные пути немного.
Сварщики точечной сварки подвержены риску контакта с некоторыми потенциально опасными агентами, но исследований о воздействии точечной сварки на дыхательные пути немного.
Цели Нашей целью было изучение функции легких и респираторных симптомов у точечных сварщиков и конторских служащих на автосборочном заводе в Иране.
Методы Это было поперечное исследование 137 мужчин-точечных сварщиков и 129 офисных работников. Мы использовали анкету для записи демографических данных, привычек курения, истории работы и респираторных симптомов. Для оценки функционального состояния легких выполняли спирометрию. Были проанализированы пробы паров металлов из зоны дыхания сварщиков.
Результаты Концентрации паров металлов были ниже пороговых предельных значений Американской конференции промышленных гигиенистов (ACGIH). Были значительно более низкие значения среднего объема форсированного выдоха за 1-ю секунду (ОФВ 1 ), ОФВ 1 /форсированная жизненная емкость и 25–75% потока форсированного выдоха у сварщиков точечной сварки по сравнению с контрольной группой. У сварщиков точечной сварки также значительно увеличилась распространенность респираторных симптомов (мокроты и одышки). Пятнадцать процентов сварщиков и 1 процент контрольной группы имели обструктивный паттерн при спирометрии.
У сварщиков точечной сварки также значительно увеличилась распространенность респираторных симптомов (мокроты и одышки). Пятнадцать процентов сварщиков и 1 процент контрольной группы имели обструктивный паттерн при спирометрии.
Выводы Наше исследование показало, что сварщики точечной сварки подвержены риску развития респираторных симптомов и снижения показателей легочной функции, несмотря на то, что воздействие на них компонентов сварочного дыма соответствует рекомендациям ACGIH.
Легочная функция, респираторные симптомы, спирометрия, точечная сварка
Введение
Точечная сварка — вид контактной сварки, при которой куски металлов спрессовываются и через них пропускают электрический ток [1]. В месте контакта происходит локальный нагрев из-за контактного сопротивления. В этом процессе можно обнаружить озон [выше пороговых предельных значений (ПДК) Американской конференции промышленных гигиенистов (ACGIH)], диоксид азота и сварочный дым (ниже ПДК ACGIH) [2].
Точечная сварка деталей, покрытых маслом и красками, которые разрушаются во время сварки, может вызвать раздражение обоняния, дыхательных путей и глаз [3]. Ли и др. [4] описал случай профессиональной астмы от дыма при точечной сварке.
Хотя точечная сварка считалась менее опасной, чем другие виды сварки [1], в недавнем исследовании сообщалось о значительной зависимости доза-реакция между нарушениями легочной функции и точечной сваркой [1]. Поэтому это исследование было проведено, чтобы изучить влияние точечной сварки на дыхательные пути.
Методы
Это кросс-секционное исследование проводилось с января по август 2007 г. В общей сложности 137 мужчин-точечных сварщиков и 129 мужчин-офисных служащих были отобраны путем простой случайной выборки на автосборочном заводе в Тегеране, Иран. Исследование было одобрено комитетом по медицинской этике Тегеранского университета. От всех участников было получено письменное информированное согласие. Субъекты с самоотчетами в анамнезе о респираторных заболеваниях, которые могли повлиять на функцию легких, таких как ринит, простуда, пневмония, а также о прошлом профессиональном контакте с асбестом, кремнеземом, красками и растворителями, были исключены.
Субъекты с самоотчетами в анамнезе о респираторных заболеваниях, которые могли повлиять на функцию легких, таких как ринит, простуда, пневмония, а также о прошлом профессиональном контакте с асбестом, кремнеземом, красками и растворителями, были исключены.
Данные были собраны с помощью вопросника и спирометрии. Анкета включала демографические данные, историю работы, привычку курить и вопросы о респираторных симптомах. Хронический бронхит определяли как наличие продуктивного кашля не менее 3 месяцев в году в течение не менее двух лет подряд. Спирометрию проводили с помощью калиброванного спирометра (Spirolab II, Рим, Италия) с 8.00 до 12.00 в положении стоя и в соответствии с критериями Американского торакального общества [5]. Измеряли форсированную жизненную емкость легких (ФЖЕЛ), объем форсированного выдоха за 1-ю секунду (ОФВ 1 ), 25–75% скорости форсированного выдоха (FEF 25–75% ) и пиковой скорости выдоха, все они были выражены в процентах от прогнозируемого значения и соотношения ОФВ 1 / ФЖЕЛ.
Средние концентрации паров металлов цинка, меди, никеля, свинца и железа были измерены с помощью Национального института охраны труда и здоровья 7300 [6] в зоне дыхания сварщиков.
Данные были проанализированы с использованием программного обеспечения SPSS версии 11.5 (SPSS, Inc., Чикаго, Иллинойс, США). Непарный Студенческий t -критерий использовали для сравнения непрерывных переменных между группами. Мы использовали критерий хи-квадрат, чтобы сравнить различия в распространенности симптомов. Отношения шансов с доверительным интервалом 95% были рассчитаны по методу Мантеля-Ганзеля. Линейный регрессионный и логистический регрессионный анализы использовались для контроля влияния потенциальных искажающих факторов (например, возраста, продолжительности работы и курения).
Результаты
В этом исследовании концентрации цинка, меди, никеля, свинца и железа в дымовых газах были ниже ПДК ACGIH [7]. Продолжительность работы точечных сварщиков составила 8 ч/день (48 ч/неделю).
Демографические данные и данные о функции легких двух групп показаны в таблице 1, а клинические данные двух групп обобщены в таблице 2.
Таблица 1.
| Spot Welders ( N = 137) | Управление ( N = 129) | P ЗНАЧАЯ0068 | Mean | SD | Mean | SD | ||||||||||
| Age (year) | 28.6 | 3.0 | 34.7 | 6.8 | <0.01 | |||||||||||
| Work duration (year) | 5.3 | 2.6 | 9.9 | 5.8 | <0.01 | |||||||||||
| Smoker, n (%) | 19 (14%) | – | 31 (24%) | – | <0.01 | |||||||||||
| FVC (% predicted) | 10.5 | 95.5 | 9.2 | NS | ||||||||||||
| FEV 1 (% predicted) | 92.5 | 12.3 | 95,3 | 9,2 | <0,05 | |||||||||||
| FEV 1 /FVC | 81,5 | 7,4 | 83,4 | 9068 4.5 4.483,4 | 9068 4.5 4.583,4 | 4.5 4,583,4 | 4.5 4,483,4 | 9068 4.5 4,483,4 | 4.4 | 83,4 | 4.5 4,5 4,583,4 | 4.5 4,5,0549 25–75% (% predicted)84.1 | 23.5 | 91.1 | 18.4 | <0.01 |
| PEFR (% predicted) | 86.4 | 88.1 | 18.8 | NS | ||||||||||||
 «> 95.7
«> 95.7  «> 17.1
«> 17.1 | ПРОТИВАЯ СВОРКА ( N = 137) | ( N = 129) | ( N = 129) | ( N = 129) 68| ( N = 129) 68 | 9068 9068 | .0064 | | Mean | SD | Mean | SD | | | |||||||||
| Age (year) | 28.6 | 3.0 | 34.7 | 6.8 | <0.01 | ||||||||||||||||
| Work duration (year ) | 5.3 | 2.6 | 9.9 | 5.8 | <0.01 | ||||||||||||||||
| Smoker, n (%) | 19 (14%) | – | 31 (24%) | – | |||||||||||||||||
| FVC (% predicted) | 95.7 | 10.5 | 95.5 | 9.2 | NS | ||||||||||||||||
| FEV 1 (% predicted) | 92.5 | 12.3 | 95,3 | 9,2 | <0,05 | ||||||||||||||||
| FEV 1 /FVC | 81,5 | 7,4 | 83,4 9008 | 7,4 | 83,4 9008 | 7,4 | 83,4 9008 | 7,4 | 83,4 9008 | 7,4 | 83,41,5 | 7,4 | 83,41,5 | 7,4 | 83,41,5 | .0084 FEF 25–75% (% predicted) | 84.1 | 23.5 | 91.1 | 18.4 | <0. 01 |
| PEFR (% predicted) | 86.4 | 17.1 | 88.1 | 18.8 | NS | ||||||||||||||||
 «> <0.01
«> <0.01 NS, незначительно; PEFR, пиковая скорость выдоха.
Открыть в новой вкладке
Таблица 1.
Демографические данные и показатели функции легких у сварщиков и контрольных групп
| Spot welders ( n = 137) | Controls ( n = 129) | P value | |||||||||||||||||||||||||||||||||||||||||||||
| Mean | SD | Mean | SD | ||||||||||||||||||||||||||||||||||||||||||||
| Возраст (Год) | 28,6 | 3,0 | 34,7 | 6,8 | <0,018 9008 28 444444429442944444294444429444444429 400449444442| 5.3 | 2.6 | 9.9 | 5.8 | <0.01 | Smoker, n (%) | 19 (14%) | – | 31 (24%) | – | <0.01 | FVC (% predicted) | 95.7 | 10.5 | 95.5 | 9.2 | NS | FEV 1 (% predicted) | 92.5 | 12.3 | 95.3 | 9.2 | <0.05 | FEV 1 /FVC | 81.5 | 7.4 | 83.4 | 4.5 | <0.05 | FEF 25–75% (% predicted) | 84.1 | 23.5 | 91.1 | 18. | 4 <0.01 | PEFR (% predicted) | 86.4 | 17.1 | 88.1 | 18.8 | NS | | |
| Spot welders ( n = 137) | Controls ( n = 129) | P value | |||
| Mean | SD | Mean | SD | ||
| Age (year) | 28.6 | 3.0 | 34.7 | 6.8 | <0.01 |
| Work duration (year) | 5.3 | 2.6 | 9.9 | 5.8 | <0.01 |
| Smoker, n (%) | 19 (14%) | – | 31 (24%) | – | |
| FVC (% predicted) | 95.7 | 10.5 | 95.5 | 9.2 | NS |
| FEV 1 (% predicted) | 92.5 | 12.3 | 95.3 | 9.2 | <0.05 |
| FEV 1 /FVC | 81.5 | 7.4 | 83.4 | 4.5 | <0.05 |
| FEF 25–75% (% predicted) | 84.1 | 23.5 | 91.1 | 18.4 | <0.01 |
| PEFR (% predicted) | 86.4 | 17.1 | 88.1 | 18.8 | NS |
NS, незначительно; PEFR, пиковая скорость выдоха.
Открыть в новой вкладке
Table 2.
Prevalence of respiratory symptoms in spot welders and controls
| Respiratory symptoms | Spot welders, n (%) | Controls, n (%) | Odds ratio ( 95% доверительный интервал) | Скорректированное отношение шансовa (95% доверительный интервал) | P Значение |
| Кашля | 37 (27) | 21 (16) | 1.9 (1.04–3.4) | 2.2 (1.2–4.2) | <0.05 |
| Dyspnoea | 16 (12) | 4 (3) | 4,2 (1,3–12,5) | 5,0 (1,1–16,7) | <0.01 |
| Wheeze | 14 (10) | 8 (6) | 1.7 (0. 7–4.4) | 1.8 (0.7–4.6) | NS |
| Chronic bronchitis | 7 (5 ) | 3 (2) | 2.3 (0.6–9.1) | 2.6 (0.6–11.1) | NS |
| Respiratory symptoms | Spot welders, n (%) | Контроль, n (%) | Odds ratio (95% confidence interval) | Adjusted odds ratioa (95% confidence interval) | P value | ||||||
| Cough | 27 (20) | 23 (18) | 1.1 ( 0.6–2.1) | 1.2 (0.7–2.4) | NS | ||||||
| Sputum | 37 (27) | 21 (16) | 1.9 (1.04–3.4) | 2.2 (1.2–4.2) | <0,05 | ||||||
| Одышка | 4 (3) | 4.2 (1.3–12.5) | 5.0 (1.1–16.7) | <0.01 | |||||||
| Wheeze | 14 (10) | 8 (6) | 1,7 (0,7–4,4) | 1,8 (0,7–4,6) | NS | ||||||
| Хронический бронхит | 7 (5) | 3 (2) | 2,3 (0,6–9.1) | 3 (2) | 2,3 (0,6–9.1) | 3 (2) | 2,3 (0,6–9.1) | 3 (2) | 2,3 (5) | . 11.1) | н.с. |
н.с., не значимо.
a
Отношение шансов с поправкой на курение.
Открыть в новой вкладке
Table 2.
Prevalence of respiratory symptoms in spot welders and controls
| Respiratory symptoms | Spot welders, n (%) | Controls, n (%) | Odds ratio ( 95% доверительный интервал) | Скорректированное отношение шансовa (95% доверительный интервал) | P Значение | |||||||
| Кашель | 23 (18) | 1,1 (0,6–2,1) | 1,2 (0,7–2,4) | 444.9008 | 1,2 (0,7–2,4) | 44444. | 1,2 (0,7–2,4). ) | 21 (16) | 1,9 (1,04–3,4) | 2,2 (1,2–4,2) | <0,05 | |
| Dyspnoea | 16 (12) 9008 9088 4 (3 | 88 4 (3888 4 ( | 16 (12) | 4 (3 | 4 ( | 16 (12). 12,5) | 5,0 (1,1–16,7) | <0,01 | ||||
| Wheeze | 14 (10) | 8 (6) | 1.7 (0.7–4.4) | 1.8 (0.7–4.6) | NS | |||||||
| Chronic bronchitis | 7 (5) | 3 (2) | 2.3 (0.6–9.1) | 2.6 (0.6–11.1) | NS |
| Respiratory symptoms | Spot welders, n (%) | Controls, n (%) | Отношение шансов (95% confidence interval) | Adjusted odds ratioa (95% confidence interval) | P value | |||||||||
| Cough | 23 (18) | 1.1 (0.6–2.1) | 1,2 (0,7–2,4) | NS | ||||||||||
| Мокрота | 37 (27) | 21 (16) | 1,9 (1,04–3,4) | 2,2 (1,2–4,2) 9668 9668 8 8 8 8 8 8 8 8 8 8 8 8 8 | .Одышка | 16 (12) | 4 (3) | 4.2 (1.3–12.5) | 5.0 (1.1–16.7) | <0.01 | ||||
| Wheeze | 14 (10) | 8 (6) | 1.7 (0.7–4.4 | 1,8 (0,7–4,6) | NS | |||||||||
| Хронический бронхит | 7 (5) | 3 (2) | 2,3 (0,6–9. 1) | 2,68 | 2,3 (0,6–9,1) | ,68 2,68 2,6 (0,668 | 2,3 (0,6–9,1) | 2,68 2,682,3 (0,6–9,1) | ,68 2,68 2,68 2,3 (0,6–9,1),68 | 2,3 (0,6–9,1) | 2,68 | 2,3 (0,6) | 2,3. |
NS, незначительно.
a
Отношение шансов с поправкой на курение.
Открыть в новой вкладке
Было обнаружено, что точечная сварка в значительной степени связана со снижением ОФВ 1 ( P < 0,05), ОФВ 1 /ФЖЕЛ и ОФВ 25–75% ( P < 0,01) в линейной регрессии при этом на эти ассоциации не влияли возраст, продолжительность работы и курение.
В логистическом регрессионном анализе было обнаружено, что воздействие точечной сварки в значительной степени связано с сообщением об образовании мокроты ( P ≤ 0,05) и одышка ( P < 0,01). Курение было значимо связано с кашлем ( P ≤ 0,01) и выделением мокроты ( P <0,01). Пятнадцать процентов сварщиков и 1% контрольной группы имели обструктивный паттерн при спирометрии ( P ≤ 0,001).
Обсуждение
По сравнению с контрольной группой у сварщиков точечной сварки наблюдалось значительное снижение ОФВ 1 , ОФВ 1 /ФЖЕЛ и ОФВ 25–75% . Некоторые респираторные симптомы значительно усилились у сварщиков после поправки на курение.
Эти результаты наблюдались у рабочих, чье воздействие компонентов сварочного дыма соответствовало рекомендациям ACGIH. Этот вывод согласуется с другим недавним исследованием, в котором было обнаружено, что концентрации взвешенных в воздухе частиц в результате точечной сварки на автомобильных заводах значительно ниже рекомендуемых уровней ACGIH [8].
Одной из сильных сторон нашего исследования было то, что мы изучили большее количество сварщиков по сравнению с аналогичными предыдущими исследованиями, которые могут лучше объяснить респираторные эффекты точечной сварки.
Однако это исследование было ограничено тем, что оно было перекрестным исследованием, которое может недооценивать последствия профессионального облучения из-за эффекта здорового рабочего и не может дать причинно-следственный вывод. Также не учитывался социально-экономический статус участников. Измерение концентрации газов на рабочем месте также могло бы предоставить дополнительную информацию об опасных последствиях точечной сварки.
Наши данные согласуются с выводами исследования Luo et al. [1], в котором сообщалось о более низких значениях легочной функции у сварщиков по сравнению с контрольной группой, хотя в нашем исследовании воздействие точечной сварки не влияло на ФЖЕЛ. Возможно, это связано с более молодой группой, подвергшейся воздействию, и относительно меньшей продолжительностью работы в нашем исследовании.
Наши результаты согласуются с большинством исследований, в которых сварщики имели более высокую распространенность респираторных симптомов, чем контрольная группа [1,9].
Мы обнаружили значительную связь между курением и симптомами кашля и выделением мокроты. Как и в некоторых других исследованиях [1], мы не обнаружили значимой связи между снижением показателей легочной функции и курением.
Учитывая потенциальные опасные последствия точечной сварки для органов дыхания, мы рекомендуем меры профилактики, такие как механизация процесса, надлежащая вентиляция, средства защиты органов дыхания, обучение (включая рекомендации по прекращению курения) и периодическое медицинское наблюдение. Когортные исследования будут полезны в будущем для дальнейшей оценки этих результатов.
Ключевые моменты
Конфликт интересов
Не объявлено.
Каталожные номера
1.
,
,
Шэнь
WS
.
Нарушения функции легких и симптомы раздражения дыхательных путей при воздействии паров металлов на автомобильные сварочные аппараты
49
(стр.
407
—
416
)
2.
NIOSH
,
Отчет по оценке опасности здоровья, HETA
,
.0-232-2138, Schulte Corp.,
,
1990
Цинциннати, Огайо.
Национальный институт безопасности и гигиены труда, Цинциннати, Огайо
3.
Burgess
WA
. ,
Сварка в знак признания опасностей для здоровья в промышленности-обзор материалов и процессов
,
1995
2-е изд.0003
—
186
)
4.
,
CHIA
SE
,
,
Wang
WT
,
05.Профессиональная астма, вызванная точечной сваркой
31
(стр.
506
—
508
)
5.
Американское торакальное общество9 (ATS)
Стандартизация спирометрии
,
Eur Respir J
,
2005
, том.
26
(стр.
319
—
338
)
6.
.
7.
Американская конференция государственных специалистов по промышленной гигиене (ACGIH)
,
TLV и BEI, пороговые предельные значения для химических веществ и физических агентов, а также индексов биологического воздействия
,
2002
Cincinnati, OH
ACGIH
8.
DASCH 8. 8.8.
8.
.
Д Арси
Дж
.
Физическая и химическая характеристика переносимых по воздуху частиц при сварочных работах на автомобильных заводах
,
J Occup Environ Hyg
,
2008
, том.
5
(pg.
444
—
454
)
9.
Bradshaw
LM
,
Fishwick
D
,
Slater
T
,
Пирс
N
.
Хронический бронхит, респираторные симптомы, связанные с работой, и нарушение функции легких у сварщиков в Новой Зеландии
,
Occup Environ Med
,
1998
, vol.
55
(стр.
150
—
154
)
© The Author 2009. Опубликовано издательством Oxford University Press от имени Общества профессиональной медицины. Все права защищены. Для получения разрешений обращайтесь по электронной почте: [email protected]
© Автор, 2009 г. Опубликовано Oxford University Press от имени Общества медицины труда. Все права защищены. Чтобы получить разрешения, отправьте электронное письмо по адресу: [email protected]
Раздел выдачи:
Краткие отчеты
Скачать все слайды
Реклама
Цитаты
Альтметрика
Дополнительная информация о метриках
Оповещения по электронной почте
Оповещение об активности статьи
Предварительные уведомления о статьях
Оповещение о новой проблеме
Оповещение о теме
Получайте эксклюзивные предложения и обновления от Oxford Academic
Ссылки на статьи по телефону
Воздействие муки, сенсибилизация и респираторные заболевания среди пекарей-стажеров Альберты
Влияние изменения климата на психическое здоровье: есть ли последствия на рабочем месте?
Приобретенный вибрационный ангионевротический отек с тяжелым нарушением работоспособности
Улучшение восприятия работы после вмешательства по управлению стрессом
Профессиональная астма у учителей
Реклама
Точечная сварка Техническая информация — Tite-Spot Welders
Точечная сварка сопротивлением представляет собой соединение перекрывающихся кусков металла с применением давления и электрического тока. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени. При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву. Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь калибром от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT установлено в середине этого диапазона и не регулируется.)
Три типа таймеров точечной сварки :
Стандартный таймер сварки регулирует количество время прохождения тока в сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер проверяет выполнение сварки. Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Ток сварки и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в кузовных цехах имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Параметры сварочного тока очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора. ) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
Существует два типа регуляторов сварочного тока, Аналоговый : использует ручку и настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину. Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести выброс к минимуму. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки. Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка это волшебство, которое ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переварки. Техник может каждый раз выполнять качественные сварные швы без пересварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″. Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Выбросьте сварочные наконечники, если высота в закрытом состоянии составляет 1 3/8 дюйма. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.
ПРОВЕРКА СВАРКИ:
Существует три формы проверки сварки. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание заключается в отслаивании точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом состоит во вдавливании конического долота в зазор на каждой стороне проверяемого сварного шва до разрушения сварного шва или основного металла. Края долота не должны касаться проверяемого сварного шва. Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
ГАЛЬВАНИЗАЦИЯ
Цинкование – это покрытие металлическим цинком, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, температура его плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При щипковой сварке гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Гальванизация может «загрязнить» сварочные наконечники, что называется латунированием. Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали. Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Общее правило при сварке двумя горелками – три чистые стороны. Между деталями нельзя использовать грунтовку для сварки. Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении. Особенно это касается сварки оцинкованной стали. Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации захватывающей новой области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, лампочка накаливания была запатентована в 1880 году Томасом Эдисоном. Двое мужчин, Эдисон и Томпсон, объединили свои компании, то есть Эдисон Электрик и Томпсон Электрик, в одну компанию в 189 году.5. Они назвали ее General Electric, компания, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не сделал 700 патентов. Для сноски дуговая сварка была изобретена русским в 1885 году и основывалась на методе угольной дуги.
ШУТКА О СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Должны ли вы перейти с точечной сварки на лазерную сварку в скважину?
Внедрение лазерной сварки в замочную скважину может привести к ускорению процесса сварки в три-четыре раза по сравнению с контактной точечной сваркой, что повышает производительность и эффективность, а также повышает качество сварки и повторяемость.
Большинство производителей ищут способы сэкономить деньги и повысить эффективность без ущерба для качества. Производственные операции, в которых используется контактная точечная сварка, могут значительно повысить производительность и качество в некоторых случаях за счет перехода на лазерную сварку с замочной скважиной.
Внедрение лазерной сварки в замочную скважину позволяет ускорить процесс сварки в три-четыре раза по сравнению с контактной точечной сваркой, а также повысить качество сварки и повторяемость. Однако лазерная сварка в замочную скважину подходит не для каждой работы.
Учитывайте несколько факторов, когда решаете, является ли лазерная сварка в замочную скважину лучшим выбором для вашего сварочного применения.
Основы точечной сварки
Точечная сварка сопротивлением может использоваться, когда необходимо сварить два куска материала толщиной до 3 мм, уложенные друг на друга. Этот процесс часто используется в транспортной отрасли и производстве листового металла для изготовления деталей кузова и рамы транспортных средств, а также для сварки офисной мебели и ящиков для инструментов.
В процессе точечной сварки используются два электрода, один из которых расположен в нижней части основного материала, а другой — в верхней. Между двумя электродами прикладывается давление, которое прижимает два куска металла друг к другу. Ток проходит между электродами, производит сварку и сплавляет две поверхности вместе.
Одна из проблем точечной сварки заключается в том, что когда два электрода освобождаются, они оставляют вмятину на основном металле. В сварочных работах, где важны эстетические требования, удаление вмятин на материале требует послесварочной шлифовки и часто покраски, что увеличивает время и стоимость процесса.
Точечная сварка обычно выполняется вручную; его сложно и дорого автоматизировать, особенно в приложениях с малым и средним объемом. Кроме того, при использовании автоматизированной точечной сварки сложно установить предсказуемый процесс, поскольку электроды быстро изнашиваются, а это означает, что параметры процесса и посадки постоянно меняются. Это также может повлиять на воспроизводимость качества деталей при точечной сварке. Кроме того, робот, необходимый для выполнения автоматизированной точечной сварки, довольно тяжелый и может быть громоздким, что является недостатком при выполнении многих операций.
Как правило, для эффективной автоматизации точечной сварки необходим очень большой объем деталей. Примером этого является производство автомобильных деталей, в котором часто используется точечная сварка. Точечная сварка превосходна в тех случаях, когда детали не подходят друг к другу и требуется что-то, чтобы прижать две детали друг к другу для сварки. Точечная сварка также имеет более низкую стоимость; для этого требуется приобрести только ручной точечный сварочный аппарат с одной станцией.
Основы лазерной сварки с замочной скважиной
В некоторых случаях, требующих контактной точечной сварки листового металла, автоматизированный процесс лазерной сварки в замочную скважину может сэкономить время и улучшить качество сварки. Этот процесс хорошо подходит для сварки некоторых разнородных металлов, которые может быть трудно правильно сварить контактной точечной сваркой из-за различий в физических, химических и механических свойствах основных металлов.
Лазерная сварка в замочную скважину использует мощный лазерный луч для сварки двух заготовок вместе. Лазер с высокой плотностью энергии поражает небольшое точечное пятно на материале. Когда свет попадает на верхнюю поверхность, он плавит и испаряет металл. Давление паров металла толкает жидкий металл вниз и в сторону, образуя замочную скважину. Когда лазерный луч перемещается по поверхности, замочная скважина следует за лучом и создает сварной шов, который обычно является глубоким и узким.
Одним из соображений, связанных с точечной сваркой, является то, что она оставляет вмятину на основном металле. В сварочных работах, где важны эстетические требования, удаление вмятин на материале требует послесварочной шлифовки и часто покраски, что увеличивает время и стоимость процесса.
При подходящих применениях лазерная сварка в замочную скважину предлагает:
Рекомендации по преобразованию
Переход от контактной точечной сварки к лазерной сварке в замочную скважину требует рассмотрения нескольких ключевых факторов, чтобы определить, является ли этот выбор правильным для операции и области применения.