Полуавтоматическая сварка (MIGMAG) | all-pages
Полуавтомат GROVERS MIG160(200)GROVERS MIG160 (200) — сварочный инверторный аппарат для механизированной (полуавтоматической) сварки в среде защитных газов, легкий — 12,5кг, напряжение — 220В, высокие сварочные свойства и надежность. |
||
Полуавтомат GROVERS MIG 250TGROVERS MIG 250T — однокорпусный полуавтомат промышленного применения. Устойчив к колебаниям входного напряжения (380 Вольт) |
||
Полуавтомат GROVERS MIG 295GROVERS MIG 295/395 — это профессиональный промышленный однокорпусный полуавтомат для механизированной сварки в среде защитных газов.  Этот аппарат отличается повышенной надёжностью и высокой работоспособностью в тяжёлых производственных условиях. Этот аппарат отличается повышенной надёжностью и высокой работоспособностью в тяжёлых производственных условиях. | ||
GROVERS MIG 315TНовинкаGROVERS MIG 315T — однокорпусный полуавтомат промышленного применения. |
||
Полуавтомат GROVERS MIG 395GROVERS MIG 295/395 — это профессиональный промышленный однокорпусный полуавтомат для механизированной сварки в среде защитных газов. Этот аппарат отличается повышенной надёжностью и высокой работоспособностью в тяжёлых производственных условиях. |
||
Полуавтомат GROVERS MIG/MMA — 350GROVERS MIG/MMA — 350/500 – промышленные профессиональные инверторные сварочные полуавтоматы с раздельным исполнением, источника питания и механизма подачи сварочной проволоки.  |
||
Полуавтомат GROVERS MIG/MMA -500GROVERS MIG/MMA — 350/500 – промышленные профессиональные инверторные сварочные полуавтоматы с раздельным исполнением, источника питания и механизма подачи сварочной проволоки. |
||
Сварочный инвертор Caddy Mig C160iКомпактные сварочные полуавтоматы Caddy Mig C160i совстроенным устройством для подачи проволоки. Они предназначены для сварки сталей иалюминия, атакже подходят для MIG-пайки |
||
Выпрямители сварочные Origo™Mig 5002cOrigo™Mig 4002c, 5002c — чопперные источники питания для особо сложных условий эксплуатации. |
||
Сварочный инвертор Caddy Mig C200i Они предназначены для сварки сталей иалюминия, атакже подходят для MIG-пайки. Они предназначены для сварки сталей иалюминия, атакже подходят для MIG-пайки. |
Выпрямитель сварочный Origo Mig C340 PROПредназначен для сварки деталей разной толщины, для ремонтных работ и для выполнения прихваток при сборке крупных конструкций. |
||
Выпрямитель сварочный Origo™ Mig 410 V/AOrigo™ Mig 410 и 510 – сварочные источники с плавной регулировкой скорости подачи проволоки и со ступенчатой регулировкой напряжения, предназначенные для MIG/MAG сварки в тяжелых условиях эксплуатации. |
||
Выпрямитель сварочный Origo™ Mig 510 V/AOrigo™ Mig 410 и 510 – сварочные источники с плавной регулировкой скорости подачи проволоки и со ступенчатой регулировкой напряжения, предназначенные для MIG/MAG сварки в тяжелых условиях эксплуатации. |
||
Выпрямители сварочные Origo™ Mig 402cИмпульсные чопперные преобразователи Origo™ Mig 402c/502c/652c яв- и M13y ляются надежными и мощными источниками, предназначенными для полуавтоматической сварки (MIG/MAG сварка), для ручной дуговой сварки (ММА сварка) и для воздушно-дуговой строжки |
||
Выпрямители сварочные Origo™ Mig 502cИмпульсные чопперные преобразователи Origo™ Mig 402c/502c/652c яв- и M13y ляются надежными и мощными источниками, предназначенными для полуавтоматической сварки (MIG/MAG сварка), для ручной дуговой сварки (ММА сварка) и для воздушно-дуговой строжки | ||
Многофункциональный сварочный аппарат ESAB WarriorНовинкаДля обычного человека сварка – это рутинная работа.  Но Вы не обычный сварщик, Вы — воин. И каждый день на работе Вас ждут новые сражения. ЭСАБ представляет оборудование Warrior для настоящих воинов — принципиально новый сварочный аппарат, который расширит Ваши возможности. Сварочный аппарат Warrior, разработанный при участии специалистов сварочного производства на основе современных технических разработок компании ЭСАБ, является таким же мощным и надежным, как и Вы. |
||
Выпрямители сварочные Origo™Mig 4002cOrigo™Mig 4002c, 5002c — чопперные источники питания для особо сложных условий эксплуатации. |
||
Сварочные инверторы Aristo™ Mig U4000iwУниверсальные источники для MIG/MAG, импульсной MIG и TIG сварки, строжки угольным электродом |
||
Сварочные инверторы Origo Mig 4004iУстройства Origo™ Mig 4004i/5004i представляют собой легкие инверторные сварочные аппараты сэлектронным управлением, разработанные для высокопроизводительного выполнения сварочных работ методами MIG/MAG/MMA (полуавтоматическая сварка всреде защитных газов/ручная сварка покрытыми электродами), атакже TIG ( дуговая сварка не плавящимся электродом в среде защитного газа ).  |
||
Выпрямитель сварочный Origo™ Mig C420W PROOrigo™ Mig C420W PRO – компактный сварочный источник со ступенчатым регулированием напряжением, предназначенный для MIG /MAG сварки. |
Сварочные инверторы Aristo™ Mig C3000iAristo™ Mig C3000i/3001i идеальные системы для профессиональной сварки током до 300 А. Обеспечивают эффективное производство; позволяют высококачественно сваривать высоколегированные материалы. |
||
Сварочные инверторы Origo Mig 5004iУстройства Origo™ Mig 4004i/5004i представляют собой легкие инверторные сварочные аппараты сэлектронным управлением, разработанные для высокопроизводительного выполнения сварочных работ методами MIG/MAG/MMA (полуавтоматическая сварка всреде защитных газов/ручная сварка покрытыми электродами), атакже TIG ( дуговая сварка не плавящимся электродом в среде защитного газа ). |
||
Сварочные инверторы Aristo™ Mig U5000iwУниверсальные источники для MIG/MAG, импульсной MIG и TIG сварки, строжки угольным электродом |
||
Сварочные инверторы Aristo™ Mig 5000iwУниверсальные источники для MIG/MAG, импульсной MIG и TIG сварки, строжки угольным электродом |
||
ESAB Origo™ Mig 410СпецпредложениеСварочный источник, предназначенный для MIG/MAG сварки в тяжелых условиях эксплуатации. |
||
MIG/MMA 160Сварочный полуавтомат инверторный одноблочный |
||
MIG/MMA 180Сварочный полуавтомат инверторный одноблочный |
||
MIG/MMA 200Сварочный полуавтомат инверторный одноблочный |
||
MIG/MMA 250-1Сварочный полуавтомат инверторный одноблочный Brima MIG/MMA-250-1 |
||
MIG/MMA 315-1Дварочный инверторный полуавтомат Brima MIGMMA-315-1 предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях.  |
MIG/MMA 350-1Данный сварочный аппарат изготовлен по передовой инверторной технологии. Благодаря мощным компонентам MOSFET и PWM технологиям и несмотря на компактность трансформатора, данное оборудование очень эффективно в работе. |
||
MIG/MMA 500-2Сварочный инверторный полуавтомат Brima MIG-500-2 предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях. |
||
MIG 160 |
||
MIG 180Данный сварочный аппарат изготовлен по передовой инверторной технологии. Благодаря мощным компонентам IGBT и PWM технологиям и несмотря на компактность трансформатора, данное оборудование очень эффективно в работе. |
||
MIG 200Данный сварочный аппарат изготовлен по передовой инверторной технологии. Благодаря мощным компонентам IGBT и PWM технологиям и несмотря на компактность трансформатора, данное оборудование очень эффективно в работе. |
||
MIG 350Сварочный полуавтомат инверторный одноблочный Brima MIG 350 |
||
MIG 630Сварочный инвертор предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях.  |
||
MIGSTAR 2503Данный сварочный аппарат отличается высокой производительностью, надежностью и широким диапазоном свариваемых металлов. |
||
MIGSTAR 3153Данный сварочный аппарат отличается высокой производительностью, надежностью и широким диапазоном свариваемых металлов. |
||
Сварочный инвертор BRIMA MIG 500Профессиональный инверторный сварочный аппарат, изготовленный по улучшенной технологии IGBT. Отличается высокими сварочными характеристиками при небольших габаритах и массе. |
Сварочный инвертор BRIMA MIG 350Профессиональный инверторный сварочный аппарат, изготовленный по улучшенной технологии IGBT.  Отличается высокими сварочными характеристиками при небольших габаритах и массе. Отличается высокими сварочными характеристиками при небольших габаритах и массе. |
||
Сварочный инвертор BRIMA MIG 250Инверторный сварочный аппарат, изготовленный по улучшенной технологии IGBT. Отличается высокими сварочными характеристиками при небольших габаритах и массе. Предназначен для бытового и промышленного использования. |
||
Сварочный инвертор BRIMA MIG 200Инверторный сварочный аппарат, изготовленный по улучшенной технологии IGBT. Отличается высокими сварочными характеристиками при небольших габаритах и массе. Предназначен для бытового и промышленного использования. |
||
Сварочный инвертор BRIMA MIG 160Предназначен для полуавтоматической сварки деталей из низкоуглеродистых и низколегированных сталей в среде защитных газов, сварки порошковой проволокой и функцией ручной дуговой сварки.  |
||
Выпрямитель сварочный Циклон ПДГ 160Предназначен для дуговой полуавтоматической сварки (углекислота) стальных конструкций толщиной от 0.5 до 4 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров |
||
Сварочный инвертор Циклон ПДИ-181Технология, покоторой произведен данный аппарат, является передовой, что вконечном итоге выгодно отличает данное изделие оттрадиционного трансформаторного полуавтомата вразрезе габаритов изделия иего веса, атакже вчасти продолжительности нагрузки. |
||
Сварочный инвертор Циклон ВУДИ-201Сварочный инверторный полуавтомат «Циклон» ВУДИ-201 для однофазной сети питания 220В предназначается для качественной сварки (наплавки) постоянным током покрытыми электродами сразличным типом покрытия иплавящимся электродом (стальной проволокой) изделий изнизколегированных, малоуглеродистых инержавеющих (взащитном газе) сталей.  |
||
Выпрямитель сварочный Циклон ПДГ-200 АВПредназначен для дуговой полуавтоматической сварки (углекислота) стальных конструкций толщиной от 0.5 до 6 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров |
||
Выпрямитель сварочный Циклон» ПДГ-200 ДАВПредназначен для дуговой полуавтоматической сварки (углекислота) стальных конструкций толщиной от 0.5 до 6 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров |
||
Выпрямитель сварочный Циклон» ПДГ-240 ДАВПредназначен для дуговой полуавтоматической сварки (углекислота) стальных конструкций толщиной от 0.  5 до 7 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров 5 до 7 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров |
Выпрямитель сварочный ПДГ-251 SELMAПолуавтомат ПДГ-251со встроенным подающим механизмом предназначен для полуавтоматической сварки изделий изстали напостоянном токе всреде защитных газов. |
||||
Выпрямитель сварочный ПДГ-351 SELMAПолуавтомат совстроенным подающим механизмом предназначен для полуавтоматической сварки изделий изстали напостоянном токе всреде защитных газов. |
||||
Выпрямитель сварочный ПДГ 312-5 с ВДГ 303-3Предназначен для сварки стальной проволокой изделий из стали в среде защитных газов на постоянном токе |
||||
Выпрямитель сварочный ПДГО-510-5 с ВДУ-506С-4Полуавтомат предназначен для сварки изделий изстали напостоянном токе стальной ипорошковой проволокой всреде защитных газов |
||||
Выпрямитель сварочный ВС 350 КристаллПредназначен для полуавтоматической сварки плавящейся электродной проволокой малоуглеродистых, низколегированных и легированных сталей в среде защитных газов |
||||
Выпрямитель сварочный ВС 500 КристаллПредназначен для полуавтоматической сварки плавящейся электродной проволокой малоуглеродистых, низколегированных и легированных сталей в среде защитных газов |
||||
Сварочный полуавтомат ИТЛ — 300АСпецпредложениеСварочный полуавтомат ИТЛ — 300А для сварки плавящейся электродной проволокой.  |
MIG сварка полуавтоматом в среде инертных газов для алюминия, нержавейки и других металлов
О чем статья:
Что такое MIG-MAG сварка и как она расшифровывается?
Существуют разные виды сварки, многое зависит от технологии и расходных материалов. MMA — это ручная дуговая сварка электродами с покрытием. TIG — аргонодуговая сварка неплавящимся электродом, чаще всего вольфрамовым.
MIG и MAG — полуавтоматическая сварка в среде защитного газа. В отличие от той же дуговой сварки, здесь сразу два обозначения. Сварка MIG представляет собой сварку полуавтоматом с использованием инертного газа, а сварка MAG — также сварку полуавтоматом, где в роли защитной среды выступают активные газы, например, углекислый газ или азот.
Как расшифровывается TIG, MIG, MAG
TIG сварка — расшифровывается как: Tungsten Inert Gas, сварка в среде инертного газа неплавящимся электродом.
MIG и MAG сварка — расшифровывается как: Metal Inert/Active Gas, то есть, дуговая сварка в защитной среде активного или инертного газов.
Полуавтоматический способ сваривания металлов признан самым эффективным и универсальным. Наибольшее применение он получил в промышленных целях, однако данный вид сварки зачастую используют и для бытового применения.
Всё благодаря тому, что на рынке появились мобильные инверторные полуавтоматы, которые кроме режима MIG и MAG, также способны поддерживать MMA сварку.
Виды оборудования для MIG-MAG сварки
Обычно оборудование для выполнения указанных типов работ относят к одной категории. Это связано с тем, что они взаимозаменяемы.
Технология сварки MIG/MAG.
В качестве источников питания используются выпрямители и инверторы. Они отличаются друг от друга и могут предложить свои плюсы и минусы. Чтобы правильно выбрать подходящий вариант аппарата необходимо определиться с условиями, в которых будет осуществляться сварка.
Наиболее подходящим для использования в бытовых задачах вариантом является инверторный полуавтомат. Он позволяет осуществлять пайку МИГ и МАГ методом. В таком приборе есть евроразъем, благодаря которому замена или подключение горелки осуществляется достаточно быстро и легко.
Использование устройства подобного типа позволит без особых усилий использовать его для монтажа беседки, теплицы, а также при выполнении ремонтных работ с кузовом автомобиля или другой техники.
Выпрямитель также позволяет осуществлять сварку в двух режимах. Работать можно как в инертной среде, так и с применением флюсового припоя. Прибор позволяет осуществлять постепенную регулировку тока.
В зависимости от выполняемой работы можно установить наиболее подходящие режимы, которые будут самыми оптимальными.
Универсальные полуавтоматы, благодаря возможности тонкой регулировки параметров сварки, будут лучшим выбором в сравнении с обычными инверторами. Если с аппаратом предстоит работать часто, то его высокая стоимость быстро окупится.
Что представляет собой сварка MIG/MAG полуавтоматом
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.
Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.
Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
Преимущества метода по сравнению с другими видами
Популярность данной технологии обусловлена следующими преимуществами:
- Надежная защита. Эксперты отмечают, что использование газа, в качестве средства защиты сварочной ванны, позволяет обеспечить наивысшую степень защиты.
- Универсальность. В первую очередь, полуавтомат миг зарекомендовал себя, как отличный инструмент для соединения элементов кузова автомобиля. Однако, сварка тонкостенного металла не единственная область применения – на предприятиях черной металлургии сварочные полуавтоматы миг с успехом применяют для работы с конструкциями, обладающими значительной толщиной. Рассматриваемое оборудование подходит для соединения практически всех видов металлов и сплавов.
- Комфортные условия работы. Сочетание газа и проволоки дает возможность полностью контролировать процесс образования шва, а простота конструкции предусматривает быструю настройку нужного режима.
 Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.
Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.
 Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.
Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.Важно! Брызги отсутствуют только при сварке классической проволокой в среде защитного газа. Эксплуатация порошковой проволоки сопровождается довольно сильными брызгами.
- Качество соединения. Следствие предыдущего пункта. Кроме того, швы отличаются полным отсутствием шлака, что позволяет экономить время на финишной обработке поверхности.
- Высокая скорость работы. Сварочный аппарат mig/mag считается высокопроизводительным устройством. Метод не требует предварительной подготовки сварочных кромок, что также влияет на скорость выполнения соединения.
- Обучение специалиста. Простота технологии позволяет быстро освоить профессию оператора сварочного аппарата миг/маг.
Плюсы и минусы полуавтоматической сварки
Преимущества сварки полуавтоматом очевидны, и в первую очередь, это высокая скорость выполнения сварочных работ. Длина сварочной проволоки большая, а объем газа в баллоне, также велик. Благодаря автоматической подаче проволоки к месту сварки, скорость выполнения и масштаб сварочных работ существенно возрастает.
Длина сварочной проволоки большая, а объем газа в баллоне, также велик. Благодаря автоматической подаче проволоки к месту сварки, скорость выполнения и масштаб сварочных работ существенно возрастает.
Второй плюс связан с очень аккуратным и гладким сварным швом. Получить такой шов при ручной дуговой сварке невозможно, как и эффективно варить очень тонкий металл. Полуавтоматическая сварка — это самый лучший способ сваривания тонкостенных заготовок, толщина которых не превышает 0,5 мм.
Единственным недостатком полуавтоматической сварки является необходимость иметь под рукой защитный газ в баллоне. Само собой разумеется, что баллон нужно заправлять и транспортировать к месту проведения сварочных работ, что не совсем удобно и просто.
Кроме того, в некоторые места, и вовсе, нет возможности доставить баллон. Тогда сварка полуавтоматом осуществляется при помощи порошковой проволоки.
Достоинства и недостатки
Если сравнивать инверторы одинаковой производительности, то полуавтоматы MIG/MAG более громоздки по сравнению с аппаратами ручной дуговой сварки.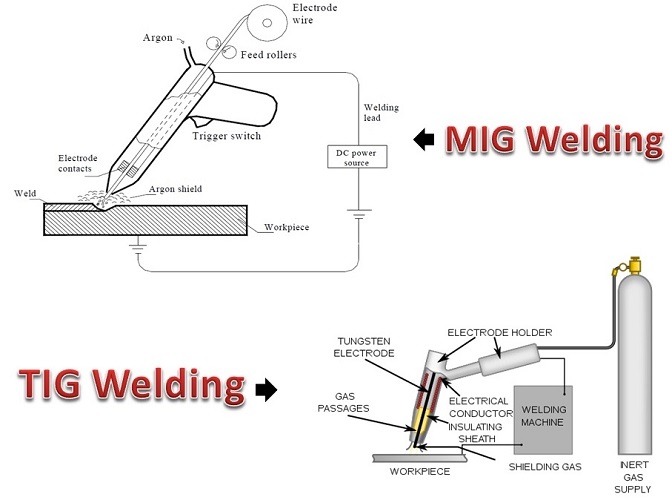 Но современные требования к технологическим процессам заставили большинство производителей выпускать многофункциональные сварочные аппараты, ведущие работу в нескольких режимах. Так, существуют устройства, сочетающие в себе MMA, MIG/MAG и TIG инверторы. Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.
Но современные требования к технологическим процессам заставили большинство производителей выпускать многофункциональные сварочные аппараты, ведущие работу в нескольких режимах. Так, существуют устройства, сочетающие в себе MMA, MIG/MAG и TIG инверторы. Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.
К достоинствам тиг сварки относят, прежде всего, производительность. Если подача проволоки автоматизирована, то сварочный процесс протекает гораздо быстрее, чем сварка штучными электродами. При работе ММА инвертора выделяется вредный для дыхания газ, так как горит обмазка электрода. В данном случае сварщику ничто не угрожает, ведь защитный газ поступает только в область ванны.
Начинающий сварщик всегда сталкивается с проблемой поджига дуги и ее удержания. Дуга MIG образуется достаточно легко. Это значит, что работы удобно вести даже в стесненных местах. Но самое главное достоинство данного режима заключается в надежности и эстетичности шва. Если параметры сварки были подобраны оптимально, то шов получается аккуратным, без пор и трещин, без разбрызгивания.
Но самое главное достоинство данного режима заключается в надежности и эстетичности шва. Если параметры сварки были подобраны оптимально, то шов получается аккуратным, без пор и трещин, без разбрызгивания.
Процесс сплавления
После загорания дуги плавильная проволока по роликовым направляющим подаётся прямо к шву, а газ, под давлением нагнетаемый в горелку, начинает обдувать сварочную ванну.
Совместное действие этих двух компонентов при MIG сварке обеспечивает защиту раскаленного металла от окисляющего действия атмосферного воздуха и сохранение структуры обрабатываемого материала.
Инертный газ в рассматриваемом случае играет роль покрытия обычного электрода, применяемого при ручной ММА сварке. В отличие от неё, при полуавтоматической работе агрегата защита обеспечивается непосредственно и не предполагает сгорание оболочки стержня.
Работы при MIG сварке могут вестись при разных типах питающего дугу тока (как постоянном, так и переменном), а также при любой полярности включения проводов. Выбор двух этих параметров зависит от условий предстоящих работ (в основном – от характеристик свариваемых металлических заготовок).
Выбор двух этих параметров зависит от условий предстоящих работ (в основном – от характеристик свариваемых металлических заготовок).
Что касается самой плавящейся проволоки, то она обычно берётся диаметром от 0,5 до 4-х миллиметров (в зависимости от толщины свариваемых заготовок и свойств обрабатываемого металла). При выборе значений требуемого тока необходимо исходить из графика, приводимого в таблице №1 (смотрите Приложение).
Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата. Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги.
Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.

Технологии сварки в деталях. Часть третья
4310
полезная статья?
MIG/MAG выполняется с использованием сварочного полуавтомата специальной проволокой. При работе в зону сварки подается защитный газ, обычно аргон, или активный – углекислый. Чаще всего используется при работе со сталями и алюминиевыми сплавами.
| Тонкости и секреты: |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
В современных аппаратах используются специальные синергетические программы, хранящиеся в памяти устройства. Это позволяет получать оптимальные значения всех параметров сварки.
Специальный режим пайки MIG отличается от сварки возможностью работать при более низкой температуре и меньшей деформацией заготовок. Это достигается тем, что при этом для соединения деталей используется лишь припой. Такой способ хорошо зарекомендовал себя в кузовном ремонте, так как не повреждает оцинковку кузова. (на рисунке – пайка оцинкованных листов без повреждения защиты)
В качестве защитной среды газов используют инертные, активные газы или их смеси — они зависят от типа металла и его толщины. Для большей стабильности дуги и хороших технологических свойств используется постоянный ток обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25 … 30 %, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Плюсы и минусы сварки с газом: | Плюсы и минусы сварки порошковой проволокой: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
+ Всегда готово к использованию
— Необходимо удаление шлаков |
+ простая техника
— Наличие газового баллона |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Газ для сварки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Импульсная сварка: Pulse Arc и Pulse on Pulse Arc (POP) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Режим «контролируемого» переноса обладает всеми преимуществами Spray Arc, такими как скорость сварки и отсутствие брызг, с использованием низкой интенсивности тока, типичной для Short Arc. |
Два разных уровня тока автоматически генерируются с переменной частотой. Амплитуда (l1, l2) и продолжительность (t1, t2) каждого уровня могут регулироваться в пределах заданного диапазона. Такой режим дает преимущество в управлении температурой, подаваемой к детали, а, значит, будет удобен при сварке алюминия. Высокое качество и эстетика поверхности в этом случае — гарантированы. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 В результате, повышается производительность и уменьшается время настройки аппарата.
В результате, повышается производительность и уменьшается время настройки аппарата.
 Переменный ток использовать нельзя, так как дуга будет гореть нестабильно.
Переменный ток использовать нельзя, так как дуга будет гореть нестабильно.
 Такой метод лучше всего подходит для сварки в определенном положении и используется при работе с нержавеющей сталью, алюминием и его сплавами небольшой толщины. Используемый газ: Ar, ArCO2, ArO2.
Такой метод лучше всего подходит для сварки в определенном положении и используется при работе с нержавеющей сталью, алюминием и его сплавами небольшой толщины. Используемый газ: Ar, ArCO2, ArO2.
Источник: интернет-магазин www.toool.ru
Использование информации только с использованием ссылки на www.toool.ru
Сварка MIG и сварка MAG простыми словами
Редактор: Тереза Кнелл
Объединяет то, что должно быть вместе: сварка. Сочетание тепла, давления и наполнителей прочно соединяет две заготовки.
Arc Tig: решение для механизированной сварки TIG от Fronius позволяет получать высококачественные результаты при высоких скоростях сварки.(Источник: Fronius)
Сварка включает в себя различные процессы, которые отличаются своими особыми свойствами. Важным процессом сварки является так называемая сварка металлов в среде инертного газа. Он отличается дополнительными типами, которые мы хотели бы объяснить вам в этой статье. Кроме того, вы узнаете все о так называемых электрических дугах, которые необходимы для сварки.
Определение: Сварка металлов в среде инертного газа (сварка МИГ)
Этот процесс электродуговой сварки, который часто называют просто дуговой сваркой, является элементарным для обработки металлов, поскольку позволяет соединить почти все материалы, подходящие для сварки, в разная толщина материала. Сварка может осуществляться как вручную, т.е. вручную, так и автоматически, т.е. с помощью сварочных роботов, с применением соответствующих инструментов.
Сварка может осуществляться как вручную, т.е. вручную, так и автоматически, т.е. с помощью сварочных роботов, с применением соответствующих инструментов.
Сварка в среде инертного газа: как это работает?
Arc TIG: решение Fronius для механизированной сварки TIG позволяет получать высококачественные результаты при высоких скоростях сварки.
(Источник: Fronius)
Процедуру можно приблизительно объяснить следующим образом: Проволочный электрод, находящийся под крышкой защитного газа, плавится в процессе сварки из-за сильного нагрева. Расплавленный металл при охлаждении снова затвердевает и, таким образом, надежно соединяет металлические детали. Газ, например двуокись углерода (CO 2 ), защищает место сварки от окружающей атмосферы, например воздуха помещения. Это потому, что он содержит газы, такие как кислород (O 2 ), водяной пар (H 2 O) и примеси (пыль и т. д.) могут повлиять на реакцию, чего следует избегать.
Сварка металлов в среде инертного газа подразделяется на сварку MIG (использование инертных газов) и сварку MAG (использование активных газов) в зависимости от используемого газа и свариваемого металла.
Методы: Сварка MAG и сварка MIG в деталях
Сварка металлов в среде инертного газа (сварка MIG)
В этом процессе используются так называемые инертные газы. Это, например, азот (N) или благородные газы, такие как гелий (He), неон (Ne) и аргон (Ar). Выбор газа обычно основывается на стоимости: некоторые газы дешевле других. Их называют «инертными», потому что их особая химическая структура не позволяет им реагировать с другими соединениями или элементами в современных условиях. Поэтому они очень важны для процесса сварки. Металлы, которые можно соединять сваркой MIG, это, например, драгоценные металлы или алюминий.
Сварка металлов в активном газе (сварка MAG)
Взгляд на Tru Laser Weld 5000 от Trumpf для автоматической сварки.
(Источник: Trumpf)
Этот процесс характеризуется тем, что во время сварки используются так называемые активные газы. Эти газы включают, например, двуокись углерода (CO2) или смесь двуокиси углерода с инертным газом, таким как аргон. В отличие от инертного газа в реакции участвует активный газ: помимо прочего, он оказывает стабилизирующее действие на так называемую электрическую дугу. Металл, который можно соединять при сварке MAG, представляет собой легированную и нелегированную сталь.
В отличие от инертного газа в реакции участвует активный газ: помимо прочего, он оказывает стабилизирующее действие на так называемую электрическую дугу. Металл, который можно соединять при сварке MAG, представляет собой легированную и нелегированную сталь.
Обзор: Основные различия между сваркой МИГ и МАГ
Сварка МИГ:
- Используемый газ: инертный газ, например, аргон (дешевый) или гелий (дорогой)
- Газ вступает в реакцию с металлом сварного шва: №
- Используется для следующих металлов: Драгоценные металлы, такие как нержавеющая сталь, алюминий, титан или медь
Сварка MAG:
- Используемый газ: Активный газ, такой как CO 2 или смесь активного газа и инертного газа, такого как CO 2 и аргон
- Газ реагирует с металлом сварного шва: Да
- Используется для следующих металлов: легированная и нелегированная сталь
2 Когда какую процедуру использовать?
Выбирая между сваркой MAG и MIG, сварщики в первую очередь выбирают процесс, основанный на свариваемых металлах.
Немецкая ассоциация сварщиков и смежных процессов DVS является научно-технической профессиональной ассоциацией, работающей во всех областях технологии соединения.
Новая ключевая технология имеет много преимуществ — Lorch делает Кобота новым сварщиком в команде. Пакет Cobot Welding Package позволяет быстро и эффективно автоматизировать сварочные процессы.
(Источник: Lorch)
Электрические дуги при сварке и их свойства
Нет дуги, нет сварки. Эта дуга представляет собой «самостоятельный газовый разряд», заметный по яркому свечению и подающий тепло для процесса сварки. Он горит между проволочным электродом и заготовкой.
Сварка будет в центре внимания двух выставок Schweißtec в Штутгарте и Schneiden & Schweißen в Эссене.
Дуговая сварка может быть разделена на различные типы, такие как короткая дуга, переходная дуга, струйная дуга и импульсная дуга.
Короткая дуга
Короткая дуга во время сварки выделяет лишь небольшое количество тепла. Это также приводит только к низкой скорости осаждения, но это лучший выбор для многих применений. Он используется, например, для тонколистового металла толщиной до 3 мм. Что касается положения сварки, то рекомендуется так называемое принудительное положение, т.е. плавящийся металл не должен течь вниз под действием силы тяжести. Таким образом, это положение не является оптимальным, но короткая дуга предлагает хорошее решение.
Это также приводит только к низкой скорости осаждения, но это лучший выбор для многих применений. Он используется, например, для тонколистового металла толщиной до 3 мм. Что касается положения сварки, то рекомендуется так называемое принудительное положение, т.е. плавящийся металл не должен течь вниз под действием силы тяжести. Таким образом, это положение не является оптимальным, но короткая дуга предлагает хорошее решение.
Короткая дуга также используется для корневой сварки. Это также метод сварки в среде инертного газа, при котором сваривается только нижняя сторона сварного шва. Брызгообразование при такой сварке низкое, переход материала характеризуется крупными каплями. Дуга зажигается в результате преднамеренно созданного короткого замыкания.
Переходная дуга
Эта дуга обеспечивает среднюю теплоотдачу во время сварки, что обеспечивает большую энергию для дуговой сварки. Благодаря более высокой выходной мощности сварщики могут также сваривать более толстые листы средней толщины. Как и в случае с короткой дугой, переходная дуга используется для ограниченных позиций. Этот тип также может быть воспламенен посредством короткого замыкания, но есть и другие возможности воспламенения. Недостатком способа является сравнительно сильное разбрызгивание. Другие дуги, представленные здесь, работают намного лучше во время сварки.
Как и в случае с короткой дугой, переходная дуга используется для ограниченных позиций. Этот тип также может быть воспламенен посредством короткого замыкания, но есть и другие возможности воспламенения. Недостатком способа является сравнительно сильное разбрызгивание. Другие дуги, представленные здесь, работают намного лучше во время сварки.
Серия Mega Arc 2 с Focus Arc и SDI-Plus для сварки MAG от Rehm. Focus Arc укорачивает и фокусирует дугу.
(Источник: Rehm)
Распылительная дуга
Распылительная дуга характеризуется самой высокой скоростью наплавки при сварке MIG и MAG. Это значит, что сваривать можно не только листы средней толщины, но и более толстые. Дуга со струйным распылением используется для дуговой сварки в среде защитного газа для так называемых присадочного и покровного слоев. Помните, что короткая дуга используется для корневой сварки. Присадочный и покровный слои представляют собой слои, нарастающие на них во время сварки. Аэрозольная дуга может зажигаться полностью без короткого замыкания и обеспечивает сварщику очень тонкий переход материала в виде капель. Как и в случае с короткой дугой, образование брызг незначительно.
Как и в случае с короткой дугой, образование брызг незначительно.
Технология сварки: High Pulse 452 DW от Merkle с механизмом подачи проволоки в версии для верфи Meyer.
(Источник: Merkle)
Импульсная дуга
Импульсная дуга обеспечивает низкое тепловложение. Однако она даже выше, чем при короткой дуге. Это позволяет использовать дугу в широком диапазоне применений. Толщина свариваемых листов может варьироваться от тонкой до толстой. Кроме того, импульсная дуга, как и другие дуги, также подходит для стесненных положений. Еще одним преимуществом процесса является очень низкое образование брызг: оно ниже, чем у всех других дуг. Импульсная дуга также зажигается без короткого замыкания.
Чтобы узнать больше, посетите нашу страницу в Facebook или Twitter.
Эта статья была впервые опубликована belchnet.
Подпишитесь на рассылку новостей сейчас
Не пропустите наш лучший контент
Деловой адрес электронной почты
Нажимая «Подписаться на рассылку новостей», я даю согласие на обработку и использование моих данных в соответствии с формой согласия (пожалуйста, разверните для подробностей) и принимаю Условия использования. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.
Развернуть для подробностей вашего согласия
(ID:46010450)
В чем разница между MIG и MAG?
В чем разница между MIG и MAG?
Разница между сваркой MIG и MAG заключается в типе газов, используемых в процессе сварки . MIG означает инертный газ металла, поэтому при сварке MIG для защиты используются только неактивные газы, такие как гелий и аргон. Сварка MIG типична для цветных металлов, таких как алюминий. MAG означает металлический активный газ.
Что лучше MIG или MAG?
Соответственно, процесс сварки MIG менее экономичен. Баллон с защитным газом для сварки MAG сравнительно дешевле. Сварка MIG предпочтительна для соединения цветных металлов (таких как алюминий). Сварка MAG предпочтительна для соединения черных металлов (например, низкоуглеродистой стали или нержавеющей стали).
Является ли сварка MIG такой же, как сварка MAG?
Сварка MIG/MAG на самом деле представляет собой два разных сварочных процесса: сварка MIG означает металл в среде инертного газа сварка. В этом процессе используются инертные, то есть нереакционноспособные, защитные газы, такие как аргон, гелий или их смесь. Сварочные стенды MAG для сварки металлов в активном газе.
Что означает сварка MAG?
Металлический активный газ Оптимизация результатов сварки MIG/MAG с помощью специально разработанных газовых смесей. Сварка металлическим инертным газом (MIG) / Сварка металлическим активным газом (MAG) относится к группе процессов дуговой сварки, в которых используется тепло, выделяемое электрической дугой постоянного тока, для сплавления металла в зоне соединения.
Каковы недостатки сварки MIG?
М.И.Г. и М.А.Г.С. Недостатки
- Более высокая начальная стоимость установки.
- Атмосфера, окружающая процесс сварки, должна быть стабильной (отсюда и защитные газы), поэтому этот процесс ограничен условиями без сквозняков.
- Более высокие затраты на обслуживание из-за дополнительных электронных компонентов.

Какие существуют 4 типа сварки?
Существует четыре основных вида сварки. MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), Дуговая сварка металлическим электродом (SMAW) и Дуговая сварка порошковой проволокой (FCAW) . Здесь мы углубимся в каждый тип сварки.
Как работает MIG?
Сварка металлов в среде инертного газа (MIG) представляет собой процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод , нагреваемый и подаваемый в сварочную ванну из сварочной горелки . … Пистолет подает защитный газ вместе с электродом, помогая защитить сварочную ванну от переносимых по воздуху загрязнителей.
Нужен ли газ сварщикам MIG?
«MIG», сокращение от «металлический инертный газ», на самом деле многое говорит об этом методе сварки. На самом деле требуется газ для защиты : газ, участвующий в процессе сварки, предотвращает взаимодействие расплавленной сварочной ванны с окружающими газами в воздухе.
В чем преимущество использования MIG?
Преимущества сварки MIG: Высококачественные сварные швы могут быть выполнены намного быстрее . Поскольку флюс не используется, исключается попадание шлака в металл шва, что приводит к получению сварных швов высокого качества. Газовый экран защищает дугу, так что потери легирующих элементов очень малы.
Что лучше сварщик TIG или MIG?
Сварка ВИГ лучше подходит для более тонких металлов и небольших проектов, поскольку они обеспечивают точные и чистые сварные швы. Сварка MIG хорошо подходит для крупных проектов с толстыми металлами, которые требуют более длительных непрерывных проходов. Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов обеими руками.
Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов обеими руками.
Какая сварка самая прочная?
ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) Сварка ВИГ обеспечивает сварку самого прочного типа.
Какому способу сварки легче всего научиться?
дуговая сварка металлическим газом Сварка МИГ (для начинающих) Сварочные аппараты МИГ являются одними из лучших для начинающих, поскольку они разработаны с проволочным сварочным электродом на катушке, которая подается с заранее выбранной скоростью через сварочный пистолет. Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Толкать или тянуть при сварке MIG?
Толкни или потяни: Здесь правило простое. Если он производит шлак, вы тащите », — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой. В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой. В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
Что лучше MIG или дуговая сварка?
Ручная сварка отлично подходит для начинающих, потому что она проста в освоении и очень доступна. … Сварка MIG, напротив, быстрее, эффективнее и чище, чем сварка электродом. Однако установки MIG более сложны в настройке и освоении, а также обычно дороже.
Подходит ли безгазовая MIG?
Преимуществом безгазовой сварки (кроме экономии на аренде газового баллона) является возможность сварки в ветреную погоду . Я попробовал это на улице при порывистом ветре, и, как видно на фото, сварка получилась такой же хорошей, как и внутри. Обычная сварка в среде защитного газа затруднилась бы при малейшем ветре.
Каковы 3 недостатка сварки MIG?
М. И.Г. и М.А.Г.С. Недостатки
И.Г. и М.А.Г.С. Недостатки
- Более высокая начальная стоимость установки.
- Атмосфера, окружающая процесс сварки, должна быть стабильной (отсюда и защитные газы), поэтому этот процесс ограничен условиями без сквозняков.
- Более высокие затраты на обслуживание из-за дополнительных электронных компонентов.
Какой недостаток сварки MIG?
Недостатки сварки MIG Сварщики сразу заметят, что оборудование для сварки MIG более сложное и дорогое , а также страдает от портативности. Кроме того, можно добавить защитный газ, электроды и сменные наконечники и сопла для сварки MIG.
ВИГ сильнее, чем МИГ?
Нижняя линия. Сварка TIG обеспечивает более чистые и точные сварные швы, чем сварка MIG или другие методы дуговой сварки, что делает самым прочным . Тем не менее, для разных сварочных работ могут потребоваться разные методы, в то время как TIG, как правило, сильнее и качественнее, вам следует использовать MIG или другой метод, если это требуется для работы.
MIG сильнее, чем TIG?
Сварка ВИГ обеспечивает более чистые и точные швы, чем сварка МИГ или другие методы дуговой сварки, что делает ее самой прочной. Тем не менее, для разных сварочных работ могут потребоваться разные методы, в то время как TIG, как правило, сильнее и качественнее, вам следует использовать MIG или другой метод, если это требуется для работы.
MIG или электродная сварка прочнее?
Сварка стержнем немного прочнее и лучше из-за его способности выполнять крупные сварочные работы. Стержень также может проникать глубже, чем при сварке MIG. Но дело в том, что это не так просто, как вы думаете.
Разница между сваркой металлов в инертном газе и сваркой металлов в активном газе
Сварка — это один из процессов соединения, позволяющий эффективно и экономично соединить две или более металлических или неметаллических деталей на постоянной основе. С обширным развитием на протяжении многих лет появилось большое количество таких процессов, чтобы удовлетворить потребность в соединении большого количества материалов бесчисленными способами. Газовая дуговая сварка металлическим электродом (GMAW) является одним из таких процессов, при котором металлические материалы соединяются на постоянной основе путем плавления сопрягаемых поверхностей компонентов с помощью электрической дуги, установленной между электродом и заготовкой. Расходуемый электрод в виде проволоки малого диаметра непрерывно подается с заданной скоростью для осаждения необходимого присадочного металла для заполнения корневого зазора.
С обширным развитием на протяжении многих лет появилось большое количество таких процессов, чтобы удовлетворить потребность в соединении большого количества материалов бесчисленными способами. Газовая дуговая сварка металлическим электродом (GMAW) является одним из таких процессов, при котором металлические материалы соединяются на постоянной основе путем плавления сопрягаемых поверхностей компонентов с помощью электрической дуги, установленной между электродом и заготовкой. Расходуемый электрод в виде проволоки малого диаметра непрерывно подается с заданной скоростью для осаждения необходимого присадочного металла для заполнения корневого зазора.
Чтобы стабилизировать дугу, а также защитить ванну горячего расплавленного металла под этой дугой от окисления и других загрязнений, используется соответствующий защитный газ для защиты или покрытия всей зоны сварки, окружающей эту дугу. Этот защитный газ может быть химически инертным или может вносить свой вклад во многие важные свойства, активно участвуя в процессе сварки. Соответственно, GMAW можно разделить на две группы: сварка металлов в активном газе (MAG) и сварка металлов в среде инертного газа (MIG). Таким образом, MIG и MAG в основном являются вариантами процесса GMAW; единственная разница заключается в защитном газе, используемом в этих процессах.
Соответственно, GMAW можно разделить на две группы: сварка металлов в активном газе (MAG) и сварка металлов в среде инертного газа (MIG). Таким образом, MIG и MAG в основном являются вариантами процесса GMAW; единственная разница заключается в защитном газе, используемом в этих процессах.
Как следует из названия, в процессе сварки в среде инертного газа (MIG) используется подходящий инертный газ для защиты во время сварки. Такой газ в основном представляет собой аргон или гелий, или их смесь в разных пропорциях. Поскольку эти газы химически инертны, они остаются стабильными даже при сильном нагреве дуги. Поэтому они не способствуют изменению каких-либо характеристик сварного шва, кроме защиты валика сварного шва и электрической дуги от любого внешнего воздействия.
С другой стороны, Сварка металлическим активным газом (MAG) использует смесь активных газов в качестве защитного газа. Например, подходящая смесь двуокиси углерода (CO 2 ) и кислорода (O 2 ) вместе с другими сравнительно стабильными газами, такими как аргон, гелий, азот и т. д. Помимо выполнения основных требований к защитному газу, такие активные газы могут разрушаться из-за нагрева дуги и впоследствии индуцировать различные химические элементы на валике сварного шва, которые могут улучшить свойства соединения. Он также способствует стабилизации дуги, снижению уровня разбрызгивания и т. д. Различия между сваркой MIG и сваркой MAG приведены ниже в виде таблицы.
д. Помимо выполнения основных требований к защитному газу, такие активные газы могут разрушаться из-за нагрева дуги и впоследствии индуцировать различные химические элементы на валике сварного шва, которые могут улучшить свойства соединения. Он также способствует стабилизации дуги, снижению уровня разбрызгивания и т. д. Различия между сваркой MIG и сваркой MAG приведены ниже в виде таблицы.
| Сварка МИГ | Сварка MAG |
|---|---|
| Сварка MIG — это один из типов процесса GMAW, в котором в качестве защитного газа используются инертные газы (Ar или He). | Сварка MAG— это еще один тип процесса GMAW, в котором в качестве защитного газа используется смесь инертных и активных (O 2 , CO 2 ) газов. |
| Отсутствие изменений механических или химических свойств из-за защитного газа остается стабильным. | Защитный газ может изменить механические и химические свойства наплавленного валика, индуцируя на нем различные элементы. |
| Баллон с инертным газом дороже, поэтому сварка MIG также дороже. | Защитный газ сравнительно дешевле, поэтому сварка MAG экономична. |
| Этот процесс подходит для сварки цветных металлов, таких как алюминий. | Подходит для сварки черных металлов, особенно нержавеющей стали. |
Характеристики защитного газа: Как следует из названия, при сварке металлов в среде инертного газа (MIG) используется только такой инертный газ, как аргон или гелий. Такие газы остаются стабильными даже при экстремальных температурах дуги. При сварке металлическим активным газом (MAG) в качестве защитного газа используется смесь инертного и активного газов. Такой активный газ в основном включает кислород и двуокись углерода. Соотношение смешивания инертного и активного газов может значительно варьироваться в зависимости от многих параметров, таких как основной металл и его толщина, присадочный металл, корневой зазор, полярность сварки, предполагаемые свойства наплавленного валика и т. д. Иногда это соотношение также определяется условиями окружающей среды.
д. Иногда это соотношение также определяется условиями окружающей среды.
Способность изменять свойства сварного шва: Инертные защитные газы остаются стабильными во время сварки и, таким образом, не индуцируют химические элементы на сварном шве. Однако активные газы могут разрушаться при экстремальных температурах дуги и впоследствии могут индуцировать соответствующие химические элементы на валике сварного шва. Это приводит к изменению химических и механических свойств соединения. Например, при соединении низкоуглеродистой стали (например, низкоуглеродистой стали) с использованием защитного газа, обогащенного диоксидом углерода, могут возникать включения углерода, что может повысить поверхностную твердость соединения. Следовательно, сварка MIG не может изменить свойства сварного шва; в то время как MAG может сделать то же самое.
Стоимость защитного газа и область применения: В GMAW расход защитного газа составляет порядка 10 – 20 л/мин.