что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. 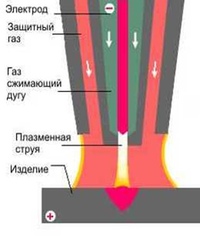 Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.

Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.
В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
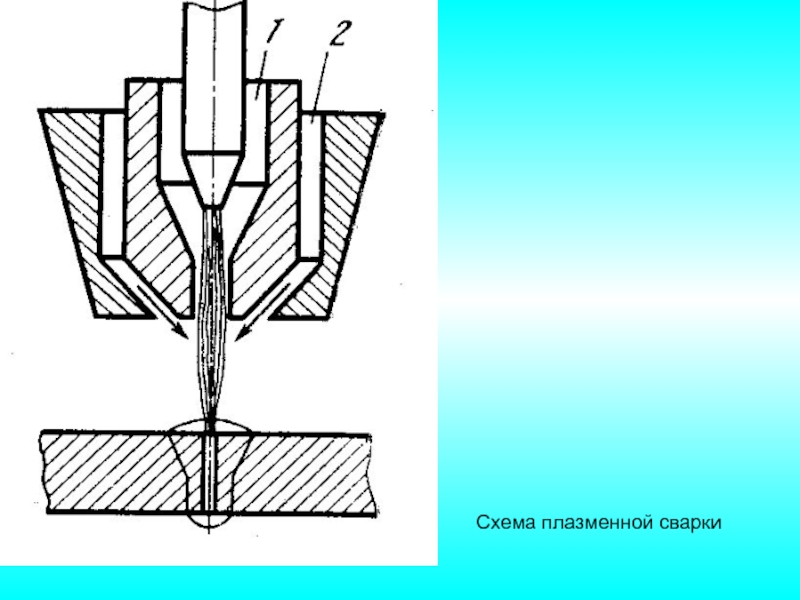
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
Плазменная сваркаПлазмой называют частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, ионов и электронов. Плазменные струи для сварки получают в специальных плазменных горелках (плазмотронах). По сравнению с аргонодуговой сваркой плазменнодуговая сварка отличается более стабильным горением дуги. Благодаря цилиндрической форме столба дуги плазменнодуговая сварка менее чувствительна к изменению длины дуги, чем аргонодуговая. Рис. 76. Схема поста для плазменной сварки Рис. 77. Схема сварки плавлением (а) и сквозным проплавлени-ем (б) Электрод перед работой затачивают на конус под углом 28—30°. Длина конической части должна составлять 5— 6 диаметров электрода. Конус после заточки необходимо притупить, диаметр притупления 0,2—0,5 мм. Электрод в горелке устанавливают таким образом, чтобы его ось симметрии совпала с осью симметрии плазмообразу-ющей насадки. При ручной сварке для уменьшения силового давления дуги электрод можно устанавливать так, чтобы его нижний конец совпадал с внешней плоскостью среза насадки. Стык под сварку разделывают, как для аргонодуговой сварки. Торцы, скошенные кромки, а также прилегающие к ним поверхности изделия на ширину не менее 30 мм зачищают щеткой из легированной стали от грязи, масла и др. После плазменной резки должна быть выполнена механическая зачистка поверхности реза на глубину не менее 1 мм. При сборке изделий без разделки кромок металл прихватки должен быть заподлицо с основным металлом. Усиления в местах прихваток удаляют механическим способом заподлицо с основным металлом. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Плазменная сварка должна выполняться на постоянном токе прямой полярности. Читать далее: |
 Изменение длины дуги конической формы при аргонодуговой сварке всегда ведет к изменению диаметра пятна нагрева, а следовательно, к изменению ширины шва. Плазменная дуга позволяет иметь практически постоянный диаметр пятна и стабилизирует процесс проплавления основного металла. Это свойство используется для сверки очень тонких листов. Изменяя конструкцию насадки горелки, можно уменьшить зону термического влияния, а скорость сварки увеличить на 50—100 %. Сварка плазменной ду. гой характеризуется глубоким проплавлением. В качестве плазмообразующего газа обычно применяют аргон и его смеси с водородом или гелием, а для защиты металла сварочной ванны при сварке легированной стали, меди, никеля — смесь аргона с 5—8 % водорода. При сварке низкоуглеродистой и низколегированной стали защитным газом может служить углекислый газ. Плазменной дугой сваривают встык металл толщиной до 9,5 мм без разделки кромок. При толщине до 25 мм требуется U- или V-образная разделка, причем глубина и угол разделки значительно меньше, в 3 раза снижается расход присадочного металла, чем при аргонодуговой сварке.
Изменение длины дуги конической формы при аргонодуговой сварке всегда ведет к изменению диаметра пятна нагрева, а следовательно, к изменению ширины шва. Плазменная дуга позволяет иметь практически постоянный диаметр пятна и стабилизирует процесс проплавления основного металла. Это свойство используется для сверки очень тонких листов. Изменяя конструкцию насадки горелки, можно уменьшить зону термического влияния, а скорость сварки увеличить на 50—100 %. Сварка плазменной ду. гой характеризуется глубоким проплавлением. В качестве плазмообразующего газа обычно применяют аргон и его смеси с водородом или гелием, а для защиты металла сварочной ванны при сварке легированной стали, меди, никеля — смесь аргона с 5—8 % водорода. При сварке низкоуглеродистой и низколегированной стали защитным газом может служить углекислый газ. Плазменной дугой сваривают встык металл толщиной до 9,5 мм без разделки кромок. При толщине до 25 мм требуется U- или V-образная разделка, причем глубина и угол разделки значительно меньше, в 3 раза снижается расход присадочного металла, чем при аргонодуговой сварке. Наибольшие преимущества плазменная сварка дает при соединении толстых листов без разделки кромок и присадочного металла.
Наибольшие преимущества плазменная сварка дает при соединении толстых листов без разделки кромок и присадочного металла. При обнаружении трещины глубину зачистки увеличивают до полного удаления трещины. После этого кромки и прилегающие поверхности изделия на ширину не менее 30 мм обезжиривают с двух сторон протиркой чистой ветошью, смоченной в растворителе. Стыки собирают по возможности без зазора. Максимальный зазор собираемых деталей без разделки кромок не должен превышать 1,5 мм. Стыки рекомендуется собирать с помощью сборочных устройств и приспособлений, позволяющих равномерно распределять смещение кромок, обеспечивая совпадение осей стыкуемых труб и обечаек. Прихватку (табл. 13) собранных стыков осуществляют покрытыми электродами, аргонодуговой и ручной плазменной сваркой.
При обнаружении трещины глубину зачистки увеличивают до полного удаления трещины. После этого кромки и прилегающие поверхности изделия на ширину не менее 30 мм обезжиривают с двух сторон протиркой чистой ветошью, смоченной в растворителе. Стыки собирают по возможности без зазора. Максимальный зазор собираемых деталей без разделки кромок не должен превышать 1,5 мм. Стыки рекомендуется собирать с помощью сборочных устройств и приспособлений, позволяющих равномерно распределять смещение кромок, обеспечивая совпадение осей стыкуемых труб и обечаек. Прихватку (табл. 13) собранных стыков осуществляют покрытыми электродами, аргонодуговой и ручной плазменной сваркой. Перед возбуждением основной сварочной дуги (дуги между плазмотроном и изделием) в зону сварки в течение 5—20 с подают защитный газ, а после обрыва дуги подачу газа продолжают в течение 10—15 с. Расстояние от плазмотрона до изделия не должно превышать 10 мм. В процессе сварки сварщик по возможности не должен обрывать дугу. В случае обрыва дуги кратер шва и прилегающий к нему участок на расстоянии не менее 15 мм должны быть зачищены. Дугу после обрыва возбуждают на заранее 78 Взаимное расположение ю-оелки и присадочной проволоки при плазменной сварке заваренном участке на расстоянии 10—15 мм от кратера. Сварку необходимо вести с обязательной защитой корня шва защитным газом, флюс-пастой и другими аналогичными средствами. В процессе сварки не допускается перегрев изделия. Если основной металл на расстоянии 20—25 мм от линии сплавления нагрелся выше 100 °С, нужно сделать перерыв в сварке или, не прерывая ее, охладить стык с помощью струи сжатого воздуха. По технике ведения процесса плазменная сварка подразделяется на сварку плавлением и сварку со сквозным проплавлением.
Перед возбуждением основной сварочной дуги (дуги между плазмотроном и изделием) в зону сварки в течение 5—20 с подают защитный газ, а после обрыва дуги подачу газа продолжают в течение 10—15 с. Расстояние от плазмотрона до изделия не должно превышать 10 мм. В процессе сварки сварщик по возможности не должен обрывать дугу. В случае обрыва дуги кратер шва и прилегающий к нему участок на расстоянии не менее 15 мм должны быть зачищены. Дугу после обрыва возбуждают на заранее 78 Взаимное расположение ю-оелки и присадочной проволоки при плазменной сварке заваренном участке на расстоянии 10—15 мм от кратера. Сварку необходимо вести с обязательной защитой корня шва защитным газом, флюс-пастой и другими аналогичными средствами. В процессе сварки не допускается перегрев изделия. Если основной металл на расстоянии 20—25 мм от линии сплавления нагрелся выше 100 °С, нужно сделать перерыв в сварке или, не прерывая ее, охладить стык с помощью струи сжатого воздуха. По технике ведения процесса плазменная сварка подразделяется на сварку плавлением и сварку со сквозным проплавлением. При сварке плавлением (рис. 77, а) образование сварочной ванны происходит, как при аргонодуговой сварке. Отличительной особенностью процесса является более устойчивый режим горения дуги и более концентрированный ввод в изделие энергии дуги. Вследствие этого уменьшается ширина сварочной ванны при одновременном увеличении глубины проплавления. При сварке сквозным проплавлением (рис. 77,6) дуга в передней части сварочной ванны образует сквозное отверстие, в результате чего внешнее очертание шва имеет специфическую форму типа замочной скважины. Процесс проникания дуги на всю толщину металла сопровождается характерным шумом, по которому можно судить о стабильности протекания процесса. Качественное формирование шва при сварке сквозным проплавлением обеспечивается при постоянной погонной энергии. Поэтому этот способ сварки должен выполняться при стабильном и равномерном перемещении (вращении) горелки. Этому требованию удовлетворяет автоматическая сварка. Для создания шва необходимой формы плазменную сварку, как правило, выполняют с присадочным металлом диаметром не менее 1,5 мм.
При сварке плавлением (рис. 77, а) образование сварочной ванны происходит, как при аргонодуговой сварке. Отличительной особенностью процесса является более устойчивый режим горения дуги и более концентрированный ввод в изделие энергии дуги. Вследствие этого уменьшается ширина сварочной ванны при одновременном увеличении глубины проплавления. При сварке сквозным проплавлением (рис. 77,6) дуга в передней части сварочной ванны образует сквозное отверстие, в результате чего внешнее очертание шва имеет специфическую форму типа замочной скважины. Процесс проникания дуги на всю толщину металла сопровождается характерным шумом, по которому можно судить о стабильности протекания процесса. Качественное формирование шва при сварке сквозным проплавлением обеспечивается при постоянной погонной энергии. Поэтому этот способ сварки должен выполняться при стабильном и равномерном перемещении (вращении) горелки. Этому требованию удовлетворяет автоматическая сварка. Для создания шва необходимой формы плазменную сварку, как правило, выполняют с присадочным металлом диаметром не менее 1,5 мм. Взаимное расположение горелки и присадочной проволоки показано на рис. 78. В процессе сварки рекомендуется горелке и присадочной проволоке сообщать колебательное движение с амплитудой 2—4 мм. При этом оплавляемый конец проволоки должен всегда находиться в зоне защитного газа. Нельзя резко подавать конец присадочной проволоки в сварочную ванну. Кратер заделывают вводом капли расплавленного присадочного металла с одновременным отводом горелки до естественного обрыва дуги или ее отключения с помощью системы дистанционного управления сварочным источником питания. Ручная плазменная сварка рекомендуется для стыковых соединений толщиной до 4 мм и для сварки корня шва соединений толщиной более 4 мм.
Взаимное расположение горелки и присадочной проволоки показано на рис. 78. В процессе сварки рекомендуется горелке и присадочной проволоке сообщать колебательное движение с амплитудой 2—4 мм. При этом оплавляемый конец проволоки должен всегда находиться в зоне защитного газа. Нельзя резко подавать конец присадочной проволоки в сварочную ванну. Кратер заделывают вводом капли расплавленного присадочного металла с одновременным отводом горелки до естественного обрыва дуги или ее отключения с помощью системы дистанционного управления сварочным источником питания. Ручная плазменная сварка рекомендуется для стыковых соединений толщиной до 4 мм и для сварки корня шва соединений толщиной более 4 мм.Плазменная сварка
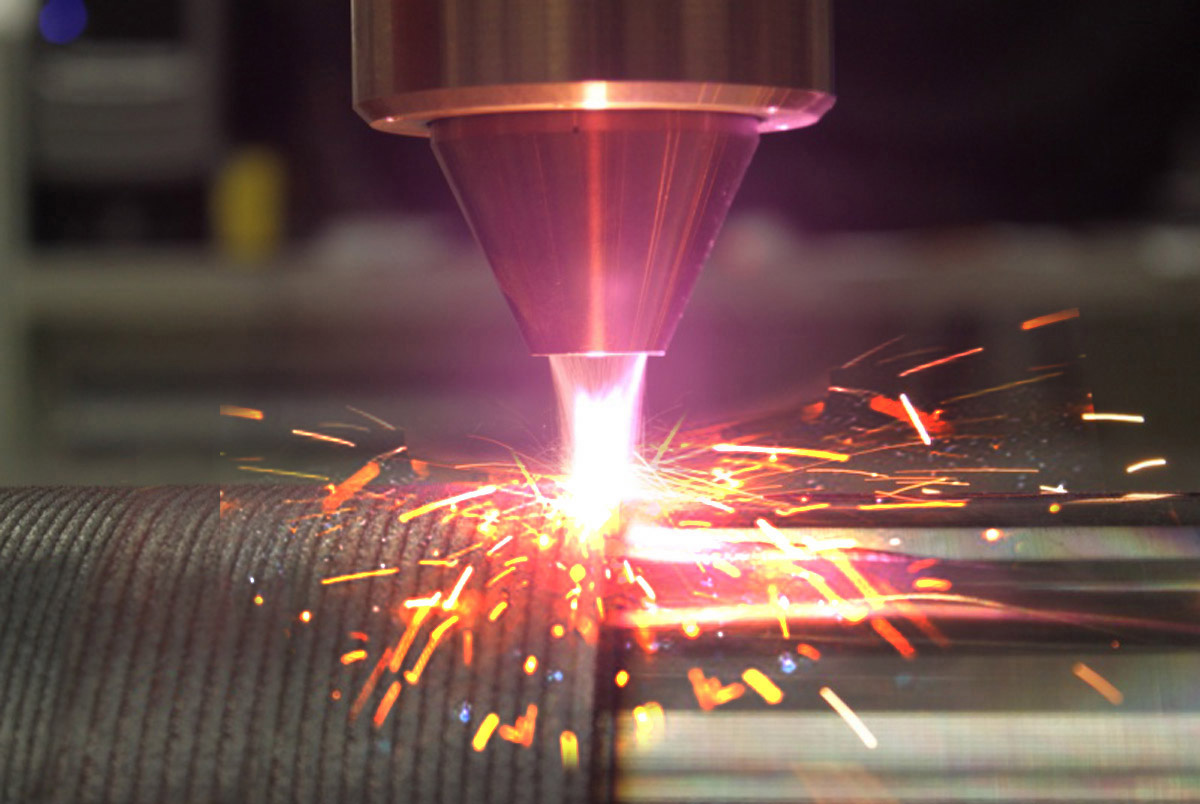
Фигурная плазменная резка
Резка кузова в этой сфере оборудование для ручной плазменной резки металла получило широкого распространение
Плазменная резка нержавеющей трубы
Плазменная резка по шаблону листового металла
Факел плазменной горелки в режиме сварки и пайки
Плазменная сварка – это одна из инновационных технологий сварочных работ, которые ведутся посредством использования направленного потока плазменной дуги. Технология соединения плазмой очень похожа на аргонную сварку, но дает температуру в точке плавления в разы выше.
Технология соединения плазмой очень похожа на аргонную сварку, но дает температуру в точке плавления в разы выше.
Технология
Плазма, которая используется в сварочных работах, представляет собой частично, или же полностью, ионизированный поток газа, который состоит из таких частиц, как нейтральные атомы и молекулы, а также, электрически заряженные электроны и ионы. Для превращения обычной сварочной дуги в плазменную (повышения ее температуры и мощности) одновременно используются два процесса – сжатие дуги и вдувание в нее специального плазмообразующего газа. А сжатие дуги выполняется посредством использования специального устройства – плазмотрона. В результате сжатия дуга, с которой работает плазменная сварка, характеризуется меньшим показателем поперечного сечения и большей мощностью.
Виды плазменной сварки
В зависимости от того, какую именно схему подключения анода использует сварщик, различают три разных виды плазменной струи:
• Открытая струя плазмы. В данном случае в качестве анода используется пруток или конкретная деталь. Во время сварочных работ происходит повышенный нагрев поверхности детали. Плазменная сварка этого вида чаще всего используется для резки металла и для нанесения на поверхность деталей покрытий.
В данном случае в качестве анода используется пруток или конкретная деталь. Во время сварочных работ происходит повышенный нагрев поверхности детали. Плазменная сварка этого вида чаще всего используется для резки металла и для нанесения на поверхность деталей покрытий.
• Закрытая плазменная струя. В этом случае анодом выступает канал горелки. Температура сжатой плазменной дуги в данном случае почти на 25% выше, чем при сваривании открытой плазменной струей. Однако, интенсивность потока дуги ниже, что влечет за собой увеличение теплоотдачи. Закрытая плазменная струя используется для закалки деталей или напыления порошкового покрытия.
• Комбинированная схема сваривания. В этом случае анод подключается и к рабочей детали, и к соплу горелки.
Плазменная сварка с каждым днем пользуется все большей популярностью благодаря тому, что посредством ее использования можно наплавлять на стальные детали покрытие из таких износостойких материалов, как медь или латунь. И это далеко не все достоинства сварки этого типа. Компания Азмен выполняет все виды сварочных работ и предлагает заказать плазменную сварку в Москве на очень выгодных условиях. Для получения более подробной информации свяжитесь с нашим менеджером по телефону.
Компания Азмен выполняет все виды сварочных работ и предлагает заказать плазменную сварку в Москве на очень выгодных условиях. Для получения более подробной информации свяжитесь с нашим менеджером по телефону.
Сохранить
Сохранить
Поделитесь информацией
BINZEL BASICS: Что такое плазменная сварка?
Что такое плазменная сварка?
‘ Плазма ’ — четвертое состояние Материи.
Проще говоря, плазма — это газ, который был перегрет до точки, при которой он стал высокопроводящим.В процессах сварки и резки это позволяет передавать электрический ток.
Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту. (16 000 градусов по Цельсию).
Плазменная сварка была впервые представлена как процесс примерно в начале 1960-х годов и использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 А, как правило, или даже ниже, до 500 А в тяжелой промышленности.
На современном рынке плазменная сварка, хотя и считается экзотическим процессом, используется в самых разных отраслях, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Изображение вверху: Функциональная схема работы плазменной сварочной горелки.
Каковы преимущества процесса плазменной сварки?
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, которая создается через отверстие наконечника. Размер отверстия может быть увеличен или уменьшен в соответствии с требованиями к силе тока, а также в соответствии с конкретными приложениями.
К преимуществам сфокусированной дуги относятся:
- Более глубокое проникновение
- Уменьшенная зона термического влияния (ЗТВ)
- Повышенная скорость передвижения
- Меньшее влияние магнитных полей (Arc Wander)
- Точность в автоматизированных / роботизированных приложениях
Некоторые приложения, в которых используется сфокусированная плазменная дуга:
- Термопары
- Катетеры (медицинская промышленность)
- Хирургические инструменты
- Сильфон с кромочной сваркой
- Датчики потока
- Ремонт инструментов и штампов
- Батареи
- Аэрокосмические компоненты
- Криогеника
- Трубные мельницы
- Сосуды под давлением
Защищенный электрод
В отличие от процесса TIG, когда вольфрамовый электрод открыт для атмосферы после цикла сварки, в процессе плазменной сварки электрод изолирован внутри камеры горелки и защищен газовым экраном. Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени и, таким образом, в приложениях автоматизации значительно снижает потребность в остановке процесса сварки для повторной заточки электрода…
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени и, таким образом, в приложениях автоматизации значительно снижает потребность в остановке процесса сварки для повторной заточки электрода…
= Повышение производительности
Передача дуги
Чтобы предотвратить загрязнение при использовании процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В приложениях автоматизации это может в некоторых случаях создавать проблемы, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования.Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке большого объема и короткой продолжительности, что увеличивает потребность в повторной заточке электродов.
В плазменном процессе используется постоянная пилотная дуга, которая позволяет передавать дугу без использования высокой частоты. Это устраняет помехи в системе управления, а также обеспечивает надежную и точную передачу для более длительных производственных циклов…
Это устраняет помехи в системе управления, а также обеспечивает надежную и точную передачу для более длительных производственных циклов…
= Повышение производительности.
Управление дугой
В дополнение к функциям источника плазменной сварки, таким как управление током, цифровое управление подачей газа (поддержание потока газа в соответствии с настройкой силы тока), импульсная и точечная синхронизация, плазменная сварочная горелка может предлагать другие функции. варианты, помогающие точно настроить характеристики дуги.К ним относятся следующие:
- Размер отверстия наконечника
- Задняя часть электрода
- Расход газа.
- Возможность использования нескольких газов
Выбор газа
Для улучшения процесса сварки можно использовать различные газы.

Например, в качестве плазменного газа ИЛИ защитного газа в сочетании с чистым аргоном можно использовать смесь аргона и водорода 2% или 5%.
- Аргоно-плазменный / аргоновый / водородный экран — Увеличенная теплоотдача от экрана Газ снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
- Аргоно-водородная плазма / аргоновый щит — Концентрирует тепло в потоке плазмы для увеличения проникновения. (Режим замочной скважины)
Повышенная скорость передвижения
Сфокусированная дуга и более высокая концентрация тепла позволяют увеличить скорость перемещения в некоторых приложениях.
Это можно рассматривать как немедленную выгоду в повторяющихся приложениях, где требуется крупносерийное производство.
Режимы работы
Существует два режима работы, которые обычно называются «Мягкая плазма» и «Замочная скважина»
В режиме «Замочная скважина» можно настроить параметры и конфигурацию резака, чтобы плазма
Stream для пробивки материалов толщиной до 10 мм, что обеспечивает полное проникновение без необходимости подготовки шва.
= Повышение производительности
Фото образца плазменной сварки: нержавеющая сталь 8 мм / полное проплавление / стыковое соединение (без подготовки) / без присадочной проволоки / режим замочной скважины.
Отрасли и области применения, в которых используется процесс плазменной сварки .
- Аэрокосмическая отрасль
- Медицинский
- Автомобилестроение
- Производство аккумуляторов
- Производство сосудов под давлением
- Изготовление
- Промышленность из нержавеющей стали
- Резервуары для хранения
- Криогеника
- Производство термопар
- Товары для дома и быта
- Компрессоры
- Промышленное и бытовое кухонное оборудование
- Электроинструменты – пластины
- Сварка труб
- Трубные мельницы
- Ремонт инструментов и штампов
- Электростанции
И многое другое. …..
…..
Что такое плазменно-дуговая сварка?
Плазменно-дуговая сварка является чрезвычайно популярным процессом, используемым промышленными сварщиками. На самом деле, как известно любому профессиональному промышленному сварщику, использование плазменной дуговой сварки имеет довольно широкий спектр применений.
С помощью плазменной дуговой сварки ваш инженер может выполнить глубоких и узких сварных шва на высоких скоростях .
Этот процесс, который часто обозначается аббревиатурой PAW, включает коалесценцию (или соединение) металлов путем нагревания заготовки сжатой дугой.Это называется дугой переноса. Также можно сформировать между сужающей насадкой и электродом. Это называется процессом дуги без переноса, что означает, что ваша заготовка не становится частью электрической цепи.
Способ экранирования напрямую связан с горячим ионизированным газом, выходящим из отверстия. Его часто дополняют другими источниками защитного газа. Во многих случаях защитный газ состоит из смеси различных газов или некоторого типа инертного газа.
Во многих случаях защитный газ состоит из смеси различных газов или некоторого типа инертного газа.
В этом процессе можно использовать (или не использовать) давление. Также возможно поставлять или не поставлять присадочный металл.
Назначение плазменно-дуговой сварки
Основная цель этого процесса — помочь увеличить общий уровень энергии контролируемым образом дуговой плазмы. Это достигается за счет использования специального газового сопла вокруг вольфрамового электрода, который работает от источника питания DCEN (отрицательный электрод постоянного тока).
Преимущества PAW
Преимущества, предлагаемые процессом плазменной дуговой сварки по сравнению с системой дуговой сварки вольфрамовым электродом, связаны с тем фактом, что процесс PAW имеет гораздо более высокую концентрацию энергии. Более высокая температура и скорость фактической плазменной струи создают гораздо более высокое теплосодержание.
Другое преимущество связано с тем фактом, что жесткая столбчатая дуга (или фактическая форма плазмы) не вызывает вспышки , что происходит с газовой вольфрамовой дугой.
Использование и аутсорсинг плазменной сварки
Информирование — лучший способ понять, что такое плазменная дуговая сварка. Требуется специальная подготовка, чтобы научиться правильно управлять этим процессом, и если у вас нет надлежащей подготовки или опыта, это может привести к серьезным проблемам и дорогостоящим ошибкам. Это также может привести к травмам, поэтому убедитесь, что вы прошли необходимое обучение, прежде чем приступать к этому типу сварочного процесса.
Если у вас нет персонала или обучения для этого процесса сварки, найдите производителя листового металла, который делает .Многие из них имеют в штате сертифицированных AWS специалистов по сварке.
Другие типы сварки
Хотите убедиться, что вы указываете правильные типы сварки для своих проектов? Посмотрите это сравнение сварки MIG и сварки TIG. У них также есть масса полезных приложений!
У них также есть масса полезных приложений!
Плазменно-дуговая сварка (PAW)
Процесс плазменно-дуговой сварки (PAW) представляет собой процесс в среде защитного газа, в котором используется сжатая дуга между неплавящимся вольфрамовым электродом и заготовкой.Переносимая дуга обладает высокой плотностью энергии и скоростью струи плазмы. Возможны два различных режима работы, называемые режимом расплавления и режимом замочной скважины. В режиме плавления используется меньший сварочный ток и создается сварочная ванна, подобная той, что образуется в режиме GTAW, в результате чего часть материала заготовки под дугой расплавляется. В режиме замочной скважины используется более высокий сварочный ток, так что дуга полностью проникает в материал заготовки, образуя концентрическое отверстие по всей толщине шва.Расплавленный металл затвердевает за замочной скважиной, когда горелка проходит через заготовку. Защита сварочной ванны обеспечивается ионизированным плазменным газом, выходящим из отверстия горелки, который дополняется вспомогательным источником защитного газа. Процесс PAW можно использовать как с добавлением присадочного металла, так и без него.
Процесс PAW можно использовать как с добавлением присадочного металла, так и без него.
Поскольку суженная дуга PAW обеспечивает большую глубину проплавления по сравнению с GTAW, PAW потенциально выгоден для автогенной сварки (т. е. без использования присадочного металла) материалов на основе Ni/Co толщиной примерно 0.от 125 до 0,3 дюйма (от 3,2 до 7,6 мм). Для сравнения, для GTAW материала толщиной более 0,125 дюйма (3,2 мм) обычно требуется присадочный металл. Сварные соединения с квадратной канавкой могут использоваться толщиной до 0,3 дюйма (7,6 мм). Хотя с помощью PAW можно сваривать широкий диапазон толщин, лучшие результаты обычно достигаются с другими процессами сварки для толщин за пределами диапазона от 0,125 до 0,3 дюйма (от 3,2 до 7,6 мм). При толщине шва более 0,3 дюйма (7,6 мм) для первого прохода можно использовать автогенную сварку с замочной скважиной, за которой следует сварка без замочной скважины (вплавление) PAW с присадочным металлом.Другой процесс сварки, такой как GTAW, также может быть использован для второго и последующих проходов.
Электрическая полярность для процесса PAW должна быть отрицательной электродом постоянного тока (DCEN / «прямая полярность»). Необходимо обеспечить надлежащий баланс между сварочным током, расходом газа и скоростью перемещения, чтобы обеспечить стабильную сварку с замочной скважиной. Нестабильная замочная скважина может привести к турбулентности в сварочной ванне. Аргон или смеси аргона и водорода обычно используются в качестве дроссельного газа и защитного газа.Отверстие газа оказывает сильное влияние на глубину проникновения и профиль. Небольшое количество водорода (~ 5%) обычно достаточно для увеличения энергии дуги при автогенной сварке с замочной скважиной, а более высокое количество может привести к пористости металла сварного шва. При большей толщине шва может потребоваться увеличение расхода газа через отверстие и увеличение сварочного тока, чтобы инициировать замочную скважину. Для заполнения замочной скважины в конце сварного шва может потребоваться уменьшение расхода газа через отверстие и снижение сварочного тока. Более высокие скорости перемещения требуют более высоких сварочных токов для получения сварки с замочной скважиной. Чрезмерная скорость перемещения может привести к возникновению подреза, который представляет собой канавку, вплавленную в основной металл рядом с носком или корнем сварного шва и оставшуюся незаполненной металлом сварного шва. Сварочную горелку следует держать по существу перпендикулярно к заготовке как в продольном, так и в поперечном направлениях и удерживать на центральной линии сварного соединения. Даже незначительное отклонение от этого условия может вызвать дефекты непровара в металле шва.
Более высокие скорости перемещения требуют более высоких сварочных токов для получения сварки с замочной скважиной. Чрезмерная скорость перемещения может привести к возникновению подреза, который представляет собой канавку, вплавленную в основной металл рядом с носком или корнем сварного шва и оставшуюся незаполненной металлом сварного шва. Сварочную горелку следует держать по существу перпендикулярно к заготовке как в продольном, так и в поперечном направлениях и удерживать на центральной линии сварного соединения. Даже незначительное отклонение от этого условия может вызвать дефекты непровара в металле шва.
Плазменно-дуговая сварка: как TIG, но быстрее
Плазменно-дуговая сварка (PAW) — это процесс сварки, аналогичный сварке TIG. Как и сварка TIG, дуговая плазменная сварка является точной и чистой, и в обоих случаях используются вольфрамовые электроды. Самая большая разница между этими двумя методами заключается в том, что PAW позволяет сварщику расположить электрод внутри корпуса горелки, что позволяет отделить плазменную дугу от защитного газа.
Затем плазму можно подавать через сопло, которое сужает дугу и вытесняет плазму с гораздо более высокой скоростью и температурой.Конечным результатом является более быстрая сварка с той же степенью точности, что и при сварке TIG. Любой металл, который можно сварить с помощью TIG, можно сварить с помощью плазменной дуги. Этот процесс часто используется для производства высококачественных соединений в химической, нефтяной и авиационной промышленности.
Концепция плазменно-дуговой сварки
Как и при других видах сварки, электрическая дуга создается между электродом и металлом с помощью PAW. В отличие от других методов, PAW использует два инертных газа; один формирует плазму дуги, а другой экранирует дугу.Еще одна уникальная особенность плазменной дуговой сварки заключается в том, что сварка производится за счет сочетания тепла, полученного от суженной дуги между вольфрамовым электродом и сужающим соплом или между вольфрамовым электродом и изделием. При плазменно-дуговой сварке температура может достигать 28 000 °C (50 000 °F) или выше.
При плазменно-дуговой сварке температура может достигать 28 000 °C (50 000 °F) или выше.
Поскольку горелку можно регулировать для изменения силы тока, расхода газа и размера сопла, PAW можно использовать для различных материалов и процессов, от очень узких проваров до очень тяжелых и глубоких сварных швов.Одной интересной особенностью плазменных дуговых горелок является то, что их можно использовать для сварки разрезанных металлов или , просто отрегулировав настройки горелки.
Преимущества и ограничения плазменной дуговой сварки
Плазменно-дуговая сварка существует только с 1954 года, но с тех пор она значительно выросла и изменилась. В настоящее время он используется на более широком спектре металлов, чем когда-либо прежде, и постоянно открываются новые области применения.
Помимо точности, чистоты и универсальности, преимущества PAW включают в себя: большую длину дуги и большие допуски на изменение длины дуги, а также возможность создавать глубокие и высококачественные сварные швы.
Как более сложная форма сварки, этот метод требует больше проблем, чем другие методы. Иногда требуются 3 газа – плазменный газ дуги, защитный газ, а иногда третий газ используется в качестве продувочного и хвостового газа. Но третий газ нужен только для определенных материалов, а не для каждого проекта.
PAW также требует более специализированного оборудования, чем сварка TIG, и требует, чтобы сварщик хорошо разбирался в оборудовании и газах.
Узнайте больше о дуговой плазменной сварке в компании Josef Gas
Если вы готовы узнать больше о плазменно-дуговой сварке, свяжитесь с Джозефом Гасом онлайн или лично по адресу 201 Basaltic Road в Конкорде, Онтарио.Посетите наш недавно отремонтированный выставочный зал, чтобы увидеть новейшее оборудование и снаряжение или поговорить с одним из членов нашей команды о PAW.
Руководство по плазменно-дуговой сварке (PAW) для опытных пользователей
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, при котором соединение металла достигается за счет тепла, выделяемого дугой, создаваемой между вольфрамовым электродом и соплом сварочного аппарата или заготовкой.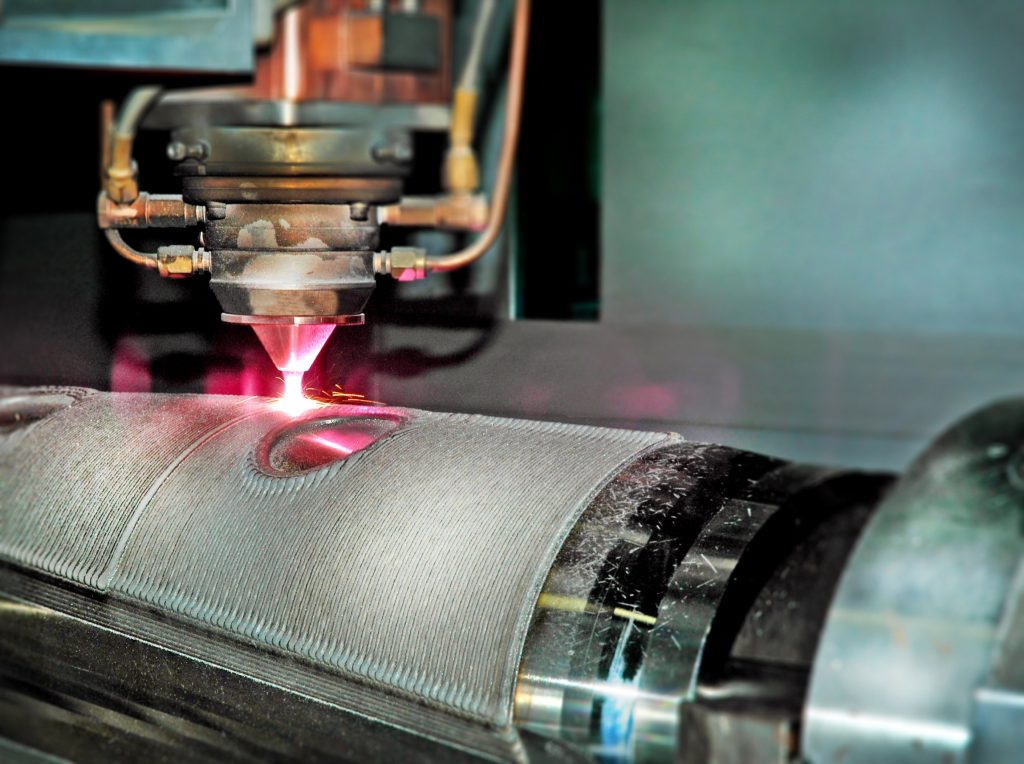 Дуга, образованная между вольфрамовым электродом и соплом машины, известна как дуга без переноса, а дуга, образованная между вольфрамовым электродом и заготовкой, известна как дуга с переносом.В процессе плазменной дуговой сварки используются два инертных газа; один формирует плазменную дугу, а второй экранирует плазменную дугу. При плазменной дуговой сварке присадочный металл может потребоваться, а может и не потребоваться.
Дуга, образованная между вольфрамовым электродом и соплом машины, известна как дуга без переноса, а дуга, образованная между вольфрамовым электродом и заготовкой, известна как дуга с переносом.В процессе плазменной дуговой сварки используются два инертных газа; один формирует плазменную дугу, а второй экранирует плазменную дугу. При плазменной дуговой сварке присадочный металл может потребоваться, а может и не потребоваться.
Плазменно-дуговая сварка является усовершенствованием процесса дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) и сравнительно новым процессом для отрасли (запатентован в 1963 году). Из-за сложности процесса и больших инвестиций он еще не завоевал популярность.
Процесс плазменной сварки и его виды
Плазменно-дуговая сварка бывает двух видов:
- Плазменная дуговая сварка без переноса.
- Переносная плазменная дуговая сварка.
В первом дуга между вольфрамовым электродом и соплом, а во втором дуга между вольфрамовым электродом и заготовкой.
Непереведенный PAW
В PAW дугового типа без переноса используется прямая полярность (DCEN). Вольфрамовый электрод подключается к отрицательной клемме источника постоянного тока. Внутреннее сопло подключено к положительной клемме источника постоянного тока.Дуга зажигается между вольфрамовым электродом и внутренним соплом с помощью высокочастотного блока. Эта дуга проходит через маленькое отверстие внутреннего сопла, и поэтому дуга становится суженной. Через внутреннее сопло пропускают инертный газ с низкой скоростью, и этот инертный газ проходит через дугу, ионизируется и становится плазмой. Эта плазменная дуга используется для сварки. Этот процесс используется для сварки тонких металлических листов. Непереносимая плазма обычно не зависит от расстояния между соплом и заготовкой.
Переданный PAW
Перенесенный тип дуги PAW использует прямую полярность (DCEN). Вольфрамовый электрод подключается к отрицательной клемме источника постоянного тока. Заготовка подключается к положительной клемме источника постоянного тока. Дежурная дуга создается между вольфрамовым электродом и внутренним соплом с помощью высокочастотного блока. Дуга проходит через маленькое отверстие сопла и сужается. Инертный газ проходит через внутреннее сопло, проходит через дугу, ионизируется и выходит из внутреннего сопла с высокой скоростью.
Вольфрамовый электрод подключается к отрицательной клемме источника постоянного тока. Заготовка подключается к положительной клемме источника постоянного тока. Дежурная дуга создается между вольфрамовым электродом и внутренним соплом с помощью высокочастотного блока. Дуга проходит через маленькое отверстие сопла и сужается. Инертный газ проходит через внутреннее сопло, проходит через дугу, ионизируется и выходит из внутреннего сопла с высокой скоростью.
Плазмообразующий газ попадает на заготовку и проводит электрический ток от вольфрамового электрода к заготовке, при этом между электродом и заготовкой зажигается дуга. Теперь вспомогательная дуга автоматически отключается системой. Этот процесс используется для сварки толстых листов. При плазменно-дуговой сварке используются два инертных газа: один для образования плазмы, а другой для защиты сварочной ванны от атмосферного воздуха и загрязнений. Присадочный металл может потребоваться, а может и не потребоваться.
Разница между процессом PAW без передачи дуги и процессом PAW с переданной дугой
| № | Дуга без переноса PAW | Передаваемая дуга PAW |
| 1 | Дуга зажигается и поддерживается между вольфрамовым электродом и внутренним соплом. | Дежурная дуга зажигается между вольфрамовым электродом и внутренним соплом.Когда ионизированный плазменный газ попадает на заготовку, он позволяет току проходить через нее и образовывать дугу между вольфрамовым электродом и заготовкой. Дежурная дуга гаснет автоматически. |
| 2 | Этот процесс обычно используется для сварки тонких металлов. | Этот процесс используется для сварки толстых металлов. |
| 3 | Меньшее проникновение и может использоваться только для сварки тонких металлов. | Высокая проникающая способность и подходит для сварки более толстых металлов. |
| 4 | Заготовка не подключена к источнику питания, а тепло плазменной струи используется для сварки. | Заготовка подключается к источнику питания, и тепло плазменной дуги между вольфрамовым электродом и заготовкой используется для сварки. |
| 5 | Количество энергии, передаваемой на облицовочные поверхности, меньше. | Количество энергии, передаваемой на обшивку, больше. |
| 6 | Эффективность процесса низкая. | Высокая эффективность процесса. |
Позиции сварки при плазменной дуговой сварке
Плазменная дуговая сварка может использоваться во всех положениях сварки, а именно. горизонтальная, вертикальная, потолочная, шовная сварка труб и кольцевая стыковая сварка труб; однако при необходимости может потребоваться разработка подходящих приспособлений.
Тип соединения для р Плазменно-дуговая сварка
Для плазменно-дуговой сварки металлов толщиной до 25 мм применяют сварные соединения типа «квадрат встык», сварные соединения типа «J» или «V», а также сварку с замочной скважиной и без замочной скважины.Метод замочной скважины обычно предпочтительнее для сварки толстых металлов. Для метода сварки в замочную скважину типичным используемым сварным соединением является квадратное стыковое соединение, а для корневого шва (в частности, для стыковой сварки толстостенных труб) используется соединение с U-образным пазом.
Газы для плазменной дуговой сварки
Для
PAW требуется два газа, а иногда и три. Первый представляет собой плазменный газ, который проходит через внутреннее отверстие сопла и ионизируется, второй представляет собой защитный газ, который проходит через внешнее сопло (окружающий внутреннее сопло), а третий газ проходит с другой стороны сварки к избегать продувки (например, пропускания инертного газа в трубу во время шовной сварки трубы).Третий газ характерен только для некоторых приложений. В большинстве случаев для всех двух/трех мест используется один и тот же газ; однако они могут быть и другими.
Свариваемость металлов плазменной дуговой сваркой
Плазменно-дуговая сварка обычно может использоваться для сварки большинства коммерческих металлов, а именно. легированная сталь, низко-, средне- и высокоуглеродистая сталь, нержавеющая сталь, инструментальная сталь, титан, алюминий, драгоценные металлы и т. д.Затем некоторые металлы трудно, но возможно сваривать плазменной дуговой сваркой, а именно. бронза, магний, кованое железо, чугун и т. д. однако они не пользуются популярностью.
д.Затем некоторые металлы трудно, но возможно сваривать плазменной дуговой сваркой, а именно. бронза, магний, кованое железо, чугун и т. д. однако они не пользуются популярностью.
Плазменная дуговая сварка может сваривать все металлы, которые можно сваривать методом GTAW. Однако процесс PAW не может быть лучшим и экономичным во всех случаях.
Толщина металла
Метод замочной скважины плазменной дуговой сварки может применяться для металлов толщиной от 1.толщина от 6 мм до 12 мм; однако фактическая максимальная толщина может варьироваться в зависимости от типа металла. Режим вплавления плазменной дуговой сварки можно использовать для листов толщиной от 0,1 мм до 3,2 мм за один проход, а режим многопроходного вплавления можно использовать для металла толщиной 6,4 мм и более.
Процесс плазменно-дуговой сварки
Ниже описан краткий пошаговый процесс для PAW:
- Подготовка к соединению и очистка заготовки.
- Расположите и зафиксируйте заготовку в приспособлении.
- Настройте сварочный аппарат с параметрами сварки для заготовки.
- Зажигание дуги В отличие от других процессов дуговой сварки, дуга в PAW не может быть инициирована прикосновением вольфрамового электрода к заготовке, поскольку вольфрамовый электрод расположен внутри внутреннего (плазменного) сопла.
- Вспомогательная дуга зажигается между вольфрамовым электродом и внутренним соплом, и это обычно делается с помощью высокочастотного блока в источнике питания.
- Дежурная дуга способствует ионизации инертного газа. Поскольку ионизированный газ обладает электропроводностью, он помогает инициировать основную дугу между вольфрамовым электродом и заготовкой.
- Как только между вольфрамовым электродом и заготовкой образуется основная дуга, вспомогательная дуга гасится. Поток инертного газа через внутреннее (плазменное) сопло поддерживается на уровне от 0,5 до 5 л/мин (литров в минуту), поскольку чрезмерная скорость потока может вызвать нестабильность в сварочной ванне.
- Сварочная горелка перемещается в направлении сварки либо вручную, либо автоматически, в зависимости от обстоятельств.Присадочную проволоку можно использовать при необходимости, и, как и при сварке в среде защитного газа, она всегда располагается перед горелкой.
- В PAW используются два типа методов сварки: метод замочной скважины и метод без замочной скважины (вварка).
- В методе замочной скважины высокотемпературная и высокоплотная плазменная дуга сжатой плазмы используется для высокого проникновения (до 100% толщины заготовки), что приводит к полному расплавлению заготовки под сжатой плазменной дугой.
- Инертный газ, выходящий из внутреннего отверстия, недостаточен для защиты сварочной ванны.Следовательно, инертный газ с более высокой скоростью пропускают через внешнее газовое сопло (которое окружает внутреннее сопло) для защиты сварочной ванны от атмосферного воздуха и загрязнений. Инертный газ, проходящий через внутреннее и внешнее сопла, может быть одинаковым или разным, а расход зависит от используемого инертного газа.
- По мере того, как сварочная горелка и дуга движутся вперед, металл расплавляется и заполняет оставшуюся замочную скважину.
- В конце сварки замочную скважину соответствующим образом заполняют.
- Отключите подачу электроэнергии и газа.
- Дайте сварному шву остыть, может потребоваться очистка сварного шва.



ПРОЧИТАЙТЕ: Принцип плазменной дуговой сварки и отличия от GTAW (TIG).
Плазменная сварка разные режимы
Плазменная сварка разные режимы
Плазменно-дуговая сварка может выполняться в трех различных режимах путем изменения силы тока, размера внутреннего отверстия сопла и расхода плазменного газа, а именно:
- Дуговая микроплазменная сварка.
- Среднеточная сварка или плазменная дуговая сварка плавлением.
- Замочный скважинный метод плазменно-дуговой сварки.
1.
 Микроплазменная дуговая сварка
Микроплазменная дуговая сварка
Дуговая микроплазменная сварка токами от 0,1 до 10 или 15 ампер. Его можно использовать для сварки очень тонких листов (до 0,1 мм) и профилей, изготовленных из тонкой проволоки. Узкая дуга выглядит как игла и минимизирует искажения. Присадочная проволока в этом процессе обычно не используется.
Преимущества Micro PAW
- Процесс быстрый и оставляет незначительную зону термического влияния.
- Этот процесс обеспечивает равномерную и очень стабильную дугу по сравнению с другими процессами сварки.
- Сварочный ток от 0,1 ампера доступен для сварки деликатных деталей.
- Этот процесс можно полностью автоматизировать.
Недостатки Micro PAW
- Стоимость оборудования очень высока по сравнению с GTAW.
Приложение Micro PAW
- Широко используется в атомной и аэрокосмической промышленности.
- Используется в автомобильной промышленности для сварки выхлопных труб гоночных автомобилей и высокопроизводительных мотоциклов.
- Этот процесс отлично подходит для сварки нержавеющей стали, цветных металлов, серебра, титана, сплавов на основе никеля и т. д.

2. Среднеточная сварка или плазменная дуговая сварка плавлением
Сварка на среднем токе или плазменная дуговая сварка плавлением (от 15 до 200 ампер) является альтернативой обычному процессу GTAW.Преимуществами являются более высокая глубина проплавления и более высокая скорость сварки.
3. Скважинный метод плазменно-дуговой сварки
Название «замочная скважина» описывает форму отверстия, образованного в заготовке во время сварки стыкового соединения с плотной квадратной кромкой. Сварка замочной скважины в PAW производится с использованием силы тока более 100 ампер. При этом высоком токе и более высоком потоке плазменного газа плазменная дуга будет очень мощной и может проникнуть через всю толщину заготовки, чтобы сделать замочную скважину. По мере сварки замочная скважина заполняется расплавленным металлом, образуя сварной шов. В конце сварки последнее замочное отверстие надлежащим образом заполняется наплавленным металлом. Замочную сварку можно использовать для сварки листов из нержавеющей стали толщиной 10 мм за один проход.
По мере сварки замочная скважина заполняется расплавленным металлом, образуя сварной шов. В конце сварки последнее замочное отверстие надлежащим образом заполняется наплавленным металлом. Замочную сварку можно использовать для сварки листов из нержавеющей стали толщиной 10 мм за один проход.
Основным преимуществом метода сварки «замочной скважиной» является его способность быстро проникать в толстые корневые участки, в результате чего получается равномерный узкий валик шва со сравнительно меньшей зоной термического влияния (ЗТВ).Метод замочной скважины способствует более глубокому проплавлению, более быстрой сварке и обеспечивает хорошее качество сварного шва. При сварке более толстых листов незамкнутым способом и с использованием присадочного металла расход плазмообразующего газа уменьшается. Метод сварки в замочную скважину можно использовать для сварки низколегированных и нержавеющих сталей (толщиной от 2,5 до 10 мм), а также листов из алюминиевых сплавов толщиной до 20 мм.
Оборудование для плазменной дуговой сварки
Оборудование, используемое для плазменно-дуговой сварки, имеет следующие узлы:
- Источник электроэнергии.
- Высокочастотный (ВЧ) генератор.
- Сварочная горелка.
- Неплавящийся электрод.
- Плазменный газ.
- Защитный газ.
- Присадочная проволока, кабели, шланги, проволочные щетки и т. д.
1. Источник электроэнергии
Для плазменной дуговой сварки используется источник постоянного тока (DC) с падающими вольт-амперными характеристиками и напряжением 60 – 80 вольт и более. Падение означает, что по мере увеличения сварочного тока будет уменьшаться напряжение на клеммах сварочного аппарата.Могут использоваться как источники постоянного тока генераторного, так и выпрямительного типа; однако обычно предпочтительнее использовать выпрямительный тип. При использовании гелия в качестве инертного газа требуемое напряжение может превышать 70 вольт. Более высокое напряжение может быть получено путем последовательного соединения двух источников питания или инициирования дуги сначала аргоном при нормальном напряжении, а затем переключением на газообразный гелий.
Более высокое напряжение может быть получено путем последовательного соединения двух источников питания или инициирования дуги сначала аргоном при нормальном напряжении, а затем переключением на газообразный гелий.
В процессе
PAW обычно используется источник питания постоянного тока с отрицательной полярностью электрода постоянного тока (DCEN), а сила тока может варьироваться от 50 до 300 ампер.Однако, в соответствии с процессом GTAW, AC (переменный ток) и DCEP (положительный электрод постоянного тока) могут использоваться для сварки алюминия и его сплавов со специальными сварочными горелками и вольфрамовыми электродами большего размера.
2. Генератор высокой частоты (ВЧ)
Назначение ВЧ генератора в PAW аналогично GTAW. Однако в PAW ВЧ используется для создания вспомогательной дуги (а не основной дуги), а второе — это дуга между вольфрамовым электродом и плазменным соплом (а не между вольфрамовым электродом и заготовкой, как в GTAW). По мере приближения сварочной горелки к изделию зажигается основная дуга, а вспомогательная дуга гаснет.
По мере приближения сварочной горелки к изделию зажигается основная дуга, а вспомогательная дуга гаснет.
3. Горелка для плазменной сварки
Горелка для плазменной сварки может быть дугового типа с переносом или без переноса дуги. Сварочная горелка, используемая в PAW, может выглядеть так же, как и сварочная горелка TIG, но имеет более сложную конструкцию. Горелки PAW имеют водяное охлаждение, поскольку внутри горелки выделяется значительное количество тепла. Сварочная горелка имеет различные части, а именно.неплавящийся вольфрамовый электрод, внутреннее сужающее плазмообразующее газовое сопло, внешнее газовое сопло для защитного газа, каналы для охлаждающей воды, электрические кабели и газовые шланги. Горелка имеет систему водяного охлаждения для отвода лишнего тепла.
Плазменное сопло изготовлено из меди. Отверстие (отверстие) сопла плазмообразующего газа имеет жизненно важное значение, а мелкое отверстие, используемое при сильном токе и большом потоке плазмообразующего газа, может привести к чрезмерному износу сопла или даже к его расплавлению. Очень важно использовать сопло соответствующего диаметра отверстия, учитывая силу тока и скорость потока плазмообразующего газа.Больший размер отверстия может вызвать проблемы со стабильностью дуги. Даже в противном случае медная форсунка изнашивается и требует частой замены. Дежурная дуга зажигается между вольфрамовым электродом и соплом плазменного газа. Горелки PAW доступны как для ручного, так и для автоматического типа работы. Ручной тип имеет номинальный ток до 300 ампер.
Очень важно использовать сопло соответствующего диаметра отверстия, учитывая силу тока и скорость потока плазмообразующего газа.Больший размер отверстия может вызвать проблемы со стабильностью дуги. Даже в противном случае медная форсунка изнашивается и требует частой замены. Дежурная дуга зажигается между вольфрамовым электродом и соплом плазменного газа. Горелки PAW доступны как для ручного, так и для автоматического типа работы. Ручной тип имеет номинальный ток до 300 ампер.
4. Электрод неплавящийся
Неплавящийся электрод, используемый в PAW, представляет собой вольфрам с 2% тория; добавление тория помогает зажечь дугу.Наконечник вольфрамового электрода (диаметр и угол наконечника) в PAW не так важен, как в GTAW, и может поддерживаться в пределах от 30 до 60 градусов. Загрязнение вольфрамового электрода металлом заготовки практически невозможно, так как он надежно расположен внутри внутреннего сопла.
5.
 Плазмообразующий газ
Плазмообразующий газ
Обычными инертными газами, используемыми в качестве плазменного газа, являются аргон, гелий или смесь аргона и гелия. Плазменные дуги могут быть сформированы с использованием инертного газа в ламинарном потоке (низкое давление и низкий поток) или турбулентном потоке (высокое давление и высокий поток).Ламинарный поток используется для плазменной дуговой сварки, так как при использовании турбулентного потока расплавленный металл выдувается из зоны сварки.
Аргон является предпочтительным газом, используемым для плазмы; однако гелий или смесь аргона и гелия также могут использоваться в зависимости от свариваемого металла.
6. Защитные газы
В качестве защитных газов в PAW обычно используются аргон, гелий или смесь аргона и гелия. Газ требуется в двух местах: через внутреннее сопло в качестве плазмообразующего газа и через внешнее сопло (окружающее внутреннее сопло) в качестве защитного газа. Скорость потока инертного газа через внутреннее сопло мала, и когда он выходит из сопла в виде плазмообразующего газа, он не может защитить сварочную ванну от атмосферного воздуха и загрязнений. Защитный газ с более высокой скоростью пропускают через внешнее сопло, и это защищает сварочную ванну от атмосферного воздуха и загрязнений. Защитный газ, проходящий через внешнее сопло, может быть таким же, как плазменный газ, или другим. В зависимости от свариваемых металлов в качестве защитного газа может использоваться либо инертный газ, либо смесь инертных газов, либо смесь инертного газа и активного газа.
Скорость потока инертного газа через внутреннее сопло мала, и когда он выходит из сопла в виде плазмообразующего газа, он не может защитить сварочную ванну от атмосферного воздуха и загрязнений. Защитный газ с более высокой скоростью пропускают через внешнее сопло, и это защищает сварочную ванну от атмосферного воздуха и загрязнений. Защитный газ, проходящий через внешнее сопло, может быть таким же, как плазменный газ, или другим. В зависимости от свариваемых металлов в качестве защитного газа может использоваться либо инертный газ, либо смесь инертных газов, либо смесь инертного газа и активного газа.
Аргон является наиболее часто используемым защитным газом. Гелий можно использовать для сварки без замочной скважины. Смесь аргона и водорода (от 2 до 5%) дает более высокую тепловую энергию (чем только аргон), и это будет полезно для сварки замочной скважиной сплавов на основе никеля, сплавов на основе меди и нержавеющих сталей. Активный газ можно использовать для защиты, если он не влияет на качество сварки.
7. Присадочная проволока
Присадочный материал, используемый в GTAW, также может быть использован в PAW.Присадочная проволока подается вручную в ручном типе PAW; однако для автоматического типа PAW используется механизм подачи проволоки.
Преимущества и недостатки (ограничения) плазменно-дуговой сварки
Преимущества
- Плазменно-дуговая сварка является универсальным процессом, обеспечивающим получение чистых и точных сварных швов, а благодаря большей длине дуги она позволяет выполнять высококачественные сварные швы с глубоким проплавлением.
- PAW имеет лучшую скорость сварки, способность сваривать толстые листы и даже пластины из твердого металла, чем GTAW.
- Расстояние между горелкой и заготовкой не является критической проблемой при PAW, предоставляя сварщику большую свободу при ручном PAW.
- PAW пригоден для сварки методом замочной скважины.
- Плазменная дуга обладает большей стабильностью и не поддается легкому отклонению, что важно для выполнения корневой сварки и односторонних сварных соединений.
- Добавление присадочного металла в PAW проще, чем в GTAW.
- Концентрация энергии сварочной дуги в PAW выше, чем в GTAW.
- PAW может выполнять узкое и глубокое проникновение (от 12 до 18 мм и более) в зависимости от металла заготовки.
- Меньше времени, затрачиваемого на подготовку шва, так как можно исключить снятие фаски для свариваемых листов толщиной до 10 мм.
- Лучшее качество шва за счет проникновения до 100 %.
- Сжатая дуга приводит к узким валикам сварного шва, уменьшенной зоне термического влияния (ЗТВ) и низкой деформации.
- Красивый валик сварного шва и сокращение или полное устранение операций чистовой обработки, необходимых после сварки.

Недостатки (ограничения)
- Для плазменно-дуговой сварки требуется два типа инертных газов по сравнению с одним типом в GTAW. Это увеличивает стоимость.
- Водяное охлаждение необходимо даже для горелок с низким номинальным током.
- Оборудование, используемое в PAW, дорогое по сравнению с GTAW, а конструкция сварочной горелки имеет решающее значение, и надлежащее обслуживание горелки имеет важное значение.
- Оборудование, используемое в PAW, является громоздким и тяжелым и, следовательно, имеет низкую портативность по сравнению с GTAW.
- Контроль напряжения дуги при использовании PAW затруднен, что создает проблемы при сварке с присадочной проволокой.
- Сварочные горелки, используемые в PAW, не так доступны, как в GTAW.
- ВЧ блок чаще используется в PAW, и это может мешать работе электрических и электронных компьютеров и приборов, расположенных поблизости.
- Как и GTAW, PAW также не подходит для использования на открытом воздухе, поскольку движущийся атмосферный воздух может воздействовать на плазмообразующий газ и защитный газ. Процесс
- PAW испускает вредные инфракрасные и ультрафиолетовые лучи, которые вредны для человека. Вдобавок к этому присутствует высокий уровень шума в 100 Дб, что вредно для окружающих. Следовательно, требуется специальная защита из-за повышенного излучения и шума во время сварки.
- Уровень навыков, необходимый для сварщика PAW, выше, чем для сварщика GTAW.
 Это увеличивает стоимость.
Это увеличивает стоимость. Вдобавок к этому присутствует высокий уровень шума в 100 Дб, что вредно для окружающих. Следовательно, требуется специальная защита из-за повышенного излучения и шума во время сварки.
Вдобавок к этому присутствует высокий уровень шума в 100 Дб, что вредно для окружающих. Следовательно, требуется специальная защита из-за повышенного излучения и шума во время сварки.Ограничения процесса плазменной дуговой сварки
Некоторые ограничения в отношении оборудования, используемого в процессе плазменной дуговой сварки, и необходимость особой осторожности.Ограничения:
- Сварочные горелки, используемые в PAW, тонкие, сложные, и все они имеют водяное охлаждение.
- Форма наконечника вольфрамового электрода и внутреннего отверстия сопла имеет важное значение, и они должны быть концентричными в узких пределах.
- Уровень используемого тока зависит от наконечника вольфрамового электрода; использование очень сильного тока может привести к повреждению наконечника.
- Сварочная горелка PAW имеет узкие каналы для охлаждающей воды, каналы для подачи газа, каналы для кабелей, имеет пульт управления. Все это усложняет ее и требует периодической профилактики.
 Все это усложняет ее и требует периодической профилактики.
Все это усложняет ее и требует периодической профилактики.Применение плазменной дуговой сварки
- Процесс micro PAW используется для сварки тонких листов и профилей из проволочной сетки. Дуга выглядит как игла, и искажения меньше. Процесс
- PAW используется в производстве котлов из нержавеющей стали, химическом машиностроении, судостроении и сборке бензиновых и газопроводов.
- Плазменно-дуговая сварка является сравнительно новым процессом, который еще предстоит внедрить во многих отраслях промышленности.
- Комбинация PAW и GTAW оказалась полезной для круговой стыковой сварки труб большого диаметра. PAW располагается спереди для проплавления, а GTAW для заполнения сваркой.
- Сварка труб и труб из нержавеющей стали и титана.
- Производство подводных лодок, производство электронных компонентов и производство реактивных двигателей.
- Аэрокосмическая промышленность и криогеника. Плазменная сварка
- обычно применяется для сварки продольных швов катаных труб (толщина стенки 6-8 мм). Сосуды большого диаметра, используемые в пищевой промышленности и производстве напитков, могут использовать плазменно-дуговую сварку для шовной сварки.

Плазменная резка
Когда ток и скорость потока плазменного газа достаточно увеличены, расплавленный металл, образовавшийся во время формирования замочной скважины, может быть вытеснен из нижней части листа по мере движения резака вперед, что и происходит при плазменной резке.Плазменная резка особенно подходит для резки цветных металлов, таких как алюминий, никель, медь и сплавов этих металлов (эти металлы трудно резать другими методами, такими как кислородно-ацетиленовая резка). Смесь аргона и водорода или другие подходящие газовые смеси могут использоваться в качестве плазмообразующего газа для плазменной резки цветных металлов. Плазменные горелки можно использовать как для сварки, так и для резки.
Вопросы безопасности при плазменно-дуговой сварке
- Все процессы дуговой сварки, включая PAW, могут быть опасными, если не будут приняты необходимые меры предосторожности.
- Сварщику приходится иметь дело с электрическим током, электрической дугой, горячими деталями, сварочным дымом, тепловым излучением и т. д. Он / она должен соблюдать все меры предосторожности и носить защитное снаряжение для защиты.
- Сварщик должен носить кожаные перчатки, куртку с длинным рукавом, обувь, качественные сварочные каски (с откидывающимися сварочными очками) и маску (если в каске не предусмотрена встроенная защита от дыма) . Процесс
- PAW испускает вредные инфракрасные и ультрафиолетовые лучи, которые вредны для человека.Вдобавок к этому присутствует высокий уровень шума в 100 Дб, что вредно для окружающих. Следовательно, требуется специальная защита из-за повышенного излучения и шума во время сварки.
- Напряжение холостого хода, используемое в PAW, высокое, и для устранения опасности поражения электрическим током требуются меры безопасности.
- Сварочное помещение должно иметь хорошую вентиляцию для быстрого выхода ядовитых газов, образующихся при сварке. Кроме того, в сварочном корпусе не должно быть легковоспламеняющихся/горючих предметов, таких как топливо, масло, бумага и т. д.
- Обычные стандартные сварочные маски имеют темные пластины спереди для предотвращения воздействия теплового излучения. Новейшие конструкции шлемов имеют лицевую панель жидкокристаллического типа, которая автоматически затемняется при воздействии сварочной дуги.
- Рядом с местом сварки PAW должен находиться подходящий огнетушитель.

Заключение
Плазменно-дуговая сварка является относительно новым процессом по сравнению с другими известными сварочными процессами, и многие люди не знают о его универсальности.Тем не менее, PAW имеет много преимуществ по сравнению с GTAW/TIG, и в ближайшие дни он будет применяться во все большем количестве отраслей.
Ссылки
Плазменно-дуговая сварка — OpenLearn
Плазменно-дуговая сварка
Процесс очень похож на сварку TIG, за исключением того, что дуга вынуждена проходить через сужение, прежде чем достичь заготовки. Это достигается путем окружения электрода соплом с небольшим отверстием и пропускания через него инертного газа.Это создает суженную струю плазмы с температурой до 17000°C.
Это достигается путем окружения электрода соплом с небольшим отверстием и пропускания через него инертного газа.Это создает суженную струю плазмы с температурой до 17000°C.
Сравнение сварки TIG и плазменной дуги
Плазмаимеет более узкий сварной шов, меньше ЗТВ, более глубокое проплавление и меньшую потребность в токе. Оператор имеет большую гибкость, так как расстояние от плазмы мало влияет на ширину валика.
Производство:
- Плазменная дуговая сварка аналогична сварке ВИГ.
- Дуга, возникающая между неплавящимся вольфрамовым электродом и заготовкой, сужается, образуя высокотемпературную (17 000°C), высокоскоростную, цилиндрическую плазменную струю очень узкого диаметра. Дуга сужается через узкое отверстие в медном сопле с водяным охлаждением. Плазменный газ — аргон или смесь аргона и до 20% водорода. Внешний керамический экран используется для направления другого потока газообразного аргона вокруг плазменной струи в защитных целях.
- Источник питания в диапазоне 5–200 А d.в. исправленный. Если используется 5% водорода или более, то для зажигания дуги требуется 100 В или более. Для слаботочной сварки в диапазоне 0,1–15 А используется блок питания 3 кВт, 200–250 В. Это называется микро -плазменная или игольчатая -плазменная сварка .
- Вольфрамовые электроды диаметром 1,6, 2,4 и 3,2 мм в зависимости от области применения.
- Очень чистый аргон используется для сварки активных металлов, таких как титан и цирконий. Аргон или смеси аргона и водорода используются для нержавеющей стали и никелевых сплавов, чтобы увеличить скорость сварки и уменьшить оксидные пленки.
- При плазменной сварке «замочной скважины» толщиной 2,5–6,5 мм в стыковых соединениях с прямоугольными кромками на передней кромке расплавленной ванны образуется отверстие. По мере сварки поверхностное натяжение заставляет расплавленный металл течь вверх за отверстием, образуя сварочный валик.
 Внешний керамический экран используется для направления другого потока газообразного аргона вокруг плазменной струи в защитных целях.
Внешний керамический экран используется для направления другого потока газообразного аргона вокруг плазменной струи в защитных целях. По мере сварки поверхностное натяжение заставляет расплавленный металл течь вверх за отверстием, образуя сварочный валик.
По мере сварки поверхностное натяжение заставляет расплавленный металл течь вверх за отверстием, образуя сварочный валик.Материалы:
- Нержавеющая сталь, никель и никелевые сплавы, медь, титан и другие химически активные металлы могут подвергаться плазменной сварке в сечениях толщиной от фольги до 3–4 мм. Алюминиевые сплавы
- можно сваривать с отверстием под ключ с использованием полупроводниковой схемы переключения мощности для изменения полярности во время сварки.Важна чистота поверхности. Механизмы подачи проволоки подают проволоку диаметром 25–250 см мин. -1 . Достигаются хорошие сварочные свойства.
- Титан и цирконий можно сваривать в секциях толщиной до 19 мм с использованием аргона высокой чистоты.
- Нержавеющая сталь и никелевые сплавы толщиной до 19 мм свариваются в смеси газов аргона и 5–8 % водорода.
Дизайн:
- Очень тонкие секции могут быть сварены плазменной сваркой в замочную скважину.
- Минимальная деформация при сварке алюминиевых сплавов в замочную скважину (стыковые соединения):
несовпадение на пластине 6 мм = макс. 2 мм.
корневой зазор пластины толщиной 6 мм = макс. 1 мм. - Внешний вид бус превосходный.
- Достижимы сварные швы с низкой пористостью.

См. также: Дуговая сварка в среде защитного газа (TIG/MIG/MAG) и ручная дуговая сварка металлическим электродом (MMA).
Эта статья является частью Manupedia, сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
Плазменно-дуговая сварка (PAW) | сварка и неразрушающий контроль
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, при котором тепло, необходимое для сварки, вырабатывается сжатой дугой между неплавящимся электродом и заготовкой.
Плазменно-дуговая сварка по существу является расширением дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Как и GTAW, неплавящийся электрод используется в плазменно-дуговой сварке (PAW). Однако для подачи тепла для сварки при плазменно-дуговой сварке (PAW) используется другой метод.
Как и GTAW, неплавящийся электрод используется в плазменно-дуговой сварке (PAW). Однако для подачи тепла для сварки при плазменно-дуговой сварке (PAW) используется другой метод.
Сварочная горелка, используемая при плазменно-дуговой сварке (PAW), содержит два сопла: внутреннее сопло для дроссельного газа и внешнее сопло для защитного газа (см. рис. 1).
Рисунок 1
Внутреннее сопло содержит дроссельный газ, который окружает электрод.Дроссельный газ представляет собой нейтральный газ, который переходит в состояние плазмы (четвертое состояние вещества), когда в камере зажигается дуга. Дуга нагревает дроссельный газ до температуры, при которой электроны, находящиеся в атомах дроссельного газа, покидают свою орбиту, благодаря чему дроссельный газ ионизируется. Ионизированные газы выходят из отверстия сопла в виде «струйного плазменного потока». Плазма является хорошим проводником электричества.
Плазма выходит из сопла отверстия при температуре около 16 700°C (30 000°F), образуя узкую, суженную форму дуги, которая обеспечивает превосходное управление направлением и создает очень благоприятный профиль сварного шва по глубине к ширине.
Внешнее сопло содержит защитный газ, как при дуговой сварке вольфрамовым электродом (GTAW). Защитный газ покрывает область воздействия плазмы дуги на заготовку, чтобы избежать загрязнения сварного шва. Защитный газ может быть таким же, как дроссельный газ, или может отличаться от дроссельного газа.
Некоторые важные термины, используемые при плазменной дуговой сварке:
Уступ электрода: Расстояние между кончиком электрода и поверхностью сужающего сопла называется уступом электрода (см. рис. 1).
Расстояние до резака: Расстояние между внешней поверхностью сужающего сопла и заготовкой называется расстоянием до резака (см. рис. 1).
Приточная или приточная камера: Пространство между внутренней стенкой сужающего сопла и электродом называется приточной или приточной камерой (см. рис. 1).
Оборудование: Плазменно-дуговая сварка может выполняться ручным, механизированным или роботизированным способом. Тем не менее, для ручной плазменной дуговой сварки следующие элементы используются:
Тем не менее, для ручной плазменной дуговой сварки следующие элементы используются:
- источник питания
- 9002
- Plasma Control Console,
- газы (отверстий и экранирующий газ)
- Охлаждающая жидкость горелки
- Другие аксессуары, такие как дистанционное управление током, таймеры подачи газа и выключатель
Источник питания: Источник питания, используемый для плазменной дуговой сварки, подобен тому, который используется для сварки TIG ( ГТАВ).Как в процессах GTAW, так и в процессах PAW используются источники питания постоянного тока и высокочастотный источник для зажигания дуги.
Сварочная горелка: Горелка для плазменно-дуговой сварки (PAW) имеет следующие характеристики:
- Она удерживает электрод и позволяет току проходить через электрод
- Внутреннее сопло для подачи дроссельного газа или плазмообразующего газа
- Внешнее сопло для подачи защитного газа
Пульт управления плазмой: Основные системы управления плазменно-дуговой сваркой объединены в плазменном пульте, также известном как пульт управления плазмой или консоль. Консоль обычно интегрирована с основным источником питания, но также может быть доступна как отдельный автономный блок. Типичная консоль управления плазмой включает следующие элементы управления:
Консоль обычно интегрирована с основным источником питания, но также может быть доступна как отдельный автономный блок. Типичная консоль управления плазмой включает следующие элементы управления:
- Поток плазменного газа
- Поток защитного газа
- Ток вспомогательной дуги
Газы (дроссельный/защитный газ): Выбор газов для плазменной дуговой сварки зависит от следующих критериев;
- положение сварки
- конфигурация соединения
- Основной металл
Защитный газ часто совпадает с дроссельным газом для многих применений плазменной дуговой сварки.Однако можно наблюдать некоторые преимущества, когда для определенных применений используется другой газ.
Диафрагменный газ: Диафрагменный газ должен быть инертным по отношению к электроду, чтобы избежать быстрого износа электрода. Для увеличения срока службы электрода необходимо использовать дроссельный газ чистотой 99,99 %. Скорость потока для дроссельных газов обычно составляет от 0,1 литра в минуту (л/мин) до 5 л/мин. Наиболее часто используемые дроссельные газы:
Скорость потока для дроссельных газов обычно составляет от 0,1 литра в минуту (л/мин) до 5 л/мин. Наиболее часто используемые дроссельные газы:
- Аргон
- Аргон-водородная смесь
Защитный газ: Обычно в качестве защитного газа используются инертные газы.Однако активный газ также может использоваться для защиты, если считается, что он не оказывает неблагоприятного воздействия на свойства сварного шва. Следующие газы используются для защиты сварочной ванны;
- Аргон
- Смесь аргона и водорода
- Смесь аргона и гелия
- Двуокись углерода
Расход защитных газов обычно составляет от 5 л/мин до 15 л/мин для слаботочных применений. Для сильноточной сварки используются скорости потока от 15 л/мин до 32 л/мин.
Система охлаждения: Для дуговой плазменной сварки требуется система охлаждения. Система охлаждения должна состоять из бачка с охлаждающей жидкостью, радиатора, насоса, датчика расхода и переключателей управления. Для изготовления поверхностей, контактирующих с жидкостью, используются коррозионностойкие материалы.
Для изготовления поверхностей, контактирующих с жидкостью, используются коррозионностойкие материалы.
Электроды: Как и GTAW, вольфрамовые электроды используются в дуговой плазменной сварке (PAW). Вольфрамовые электроды с небольшими добавками тория, лантана или церия могут быть использованы для ПАВ с прямой полярностью (DCEN).Электроды из чистого вольфрама и циркония редко используются при плазменной дуговой сварке, поскольку невозможно сохранить геометрию кончика электрода. Чтобы узнать больше о вольфрамовых электродах, нажмите здесь.
Присадочный металл: Присадочный металл добавляется снаружи (при необходимости). При ручной сварке используется присадочный металл в виде стержней. В то время как присадочный металл в виде проволоки используется для механизированной или роботизированной сварки. Спецификация присадочного металла такая же, как и при дуговой сварке вольфрамовым электродом в газе (GTAW).Чтобы узнать больше о вольфрамовых электродах, нажмите здесь.
РЕЖИМЫ ДУГИ:
При плазменной дуговой сварке используются два типа режимов дуги:
- Режим дуги с переносом
- Режим дуги без переноса.
В режиме переноса дуги электрод подключается к одной клемме источника питания (обычно с отрицательной полярностью), а заготовка подключается к другой клемме (положительной).Таким образом, заготовка становится частью электрической цепи (сопло остается целым), а тепло получается от анодного пятна на заготовке и плазменной струи.
В режиме дуги без переноса электрод подключается к одной клемме источника питания (как правило, с отрицательной полярностью), а сопло подключается к другой клемме (положительной клемме). Следовательно, дуга устанавливается и поддерживается между электродом и сужающим отверстием. Заготовка остается вне цепи электрической дуги.Режим дуги без переноса подходит для резки и соединения непроводящих материалов.
Преимущества плазменно-дуговой сварки (PAW):
- Узкое отверстие обеспечивает высокую концентрацию тепла на меньшей площади
- Обеспечивает более глубокое проплавление и обеспечивает качественный сварной шов
- Меньшее потребление тока по сравнению с другим процессом сварки
- расстояние между горелкой и заготовкой (расстояние от зазора) не влияет на формирование дуги
- Может достигать более высоких скоростей перемещения
- Меньшая зона термического влияния (ЗТВ) по сравнению с GTAW (дуговой сваркой вольфрамовым электродом)
- Более стабильная и не отклоняется от основного металла
Ограничения плазменно-дуговой сварки (PAW):
- Оборудование для PAW относительно дорого, поэтому затраты на запуск высоки
- Опасения по поводу безопасности высоки из-за вредных излучений
- PAW очень шумный процесс
- Требуется высококвалифицированный оператор
