Подводная сварка-резка
Подробную консультацию по сварке-резке под водой можно получить у специалистов нашего технического отдела и отдела подводно-технических работ по телефону: (812) 303-73-79.
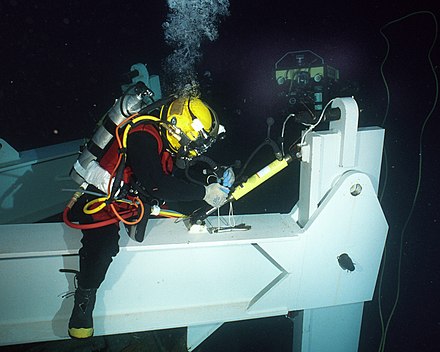
В ООО «НПП „ШЕЛЬФ“ 8 водолазов имеют квалификацию «водолаз-сварщик». Организация имеет действующие признания Российского Морского Регистра Судоходства и Российского Речного Регистра с допуском к подводным работам на корпусах судов. (см. внизу страницы).НПП «ШЕЛЬФ» всегда славилась и своими специалистами и лучшей техникой.
Выдержка из интервью генерального директора ООО «НПП „ШЕЛЬФ“ Летучего В. А. издательству «КОМОЛИОН» (девяностые годы прошлого века):
«Одна из работ, которая дала нам хороший материальный и моральный импульс, — это удаление стальной «заглушки» из законсервированного тоннеля метро в Москве, заказ Мосметростроя. У нас в компании к тому времени подобрались специалисты очень высокой квалификации — в том числе один из лучших сварщиков ВМФ.
В настоящее время наши водолазы при производстве работ в основном используют:
Оборудование для экзотермической резки и сварки под водой BROCO.
Резка является одним из наиболее часто выполняемых видов работ под водой. Традиционно в течение многих лет резка черных металлов выполнялась с применением электродуговой или электрокислородной резки.
Последнее время все большее распространение получает экзотермический способ резки материалов.
Этот метод основан на горении металла в среде кислорода. Высокая температура горения электрода позволяет резать практически любые материалы: черные, цветные металлы, бетон, камень, дерево, пластмассы, а также композитные материалы. Кроме того, экзотермическая резка является более производительной по сравнению с традиционной электродуговой.
Для резки отечественными экзотермическими электродами марки ЭТС обязательным условием является подпитка процесса экзотермической резки электрическим током. Сила тока не должна превышать 150А. Источник постоянного сварочного тока должен быть с падающей внешней характеристикой типа АСУМ_400, АДД_4002ТI. К недостаткам при резке электродами марки ЭТС можно отнести, прогорание боковой стенки электрода при касании ей разрезаемой конструкции а также большие масса габариты используемых источников сварочного тока, низкая производительность работы.
Горение электродов BROCO, в отличие от электродов ЭТС осуществляется без подачи электрического тока, который необходим только для «поджига» электрода на начальном этапе. Для поджига электрода марки BROCO может использоваться любой источник сварочного тока, а при его отсутствии может использоваться автомобильная аккумуляторная батарея напряжением 12В. Использование аккумуляторной батареи в качестве источника тока рекомендуется при глубине работ не более 20 м.
Для экзотермической резки применяются специальные трубчатые электроды, состоящие из внутреннего тепловыделяющего элемента, выполненного в виде стержней, которые установлены в медной трубке, покрытой изолирующим материалом, обеспечивающей обгорание изоляции одновременно с трубчатым электродом. Стержни выполнены из низкоуглеродистой стали. В электродах марки BROCO диаметр и толщина стенок трубчатого электрода, количество и материал тепловыделяющих стержней, а также гидроизолирующее покрытие электрода являются оптимальными для повышения производительности и минимального расхода электрода при максимальной прорезающей способности.
Электрод зажигается в кислородной струе благодаря воздействию на него электрической дуги, возникающей между ним и разрезаемым объектом (или специальной пластиной контактного воспламенителя дуги при резке композитных материалов). После образования электрической дуги электрод начинает гореть самостоятельно, при этом температура горения на кончике электрода достигает 5500 °С. Горение электрода продолжается до тех пор, пока подается кислород.
Высокая температура на кончике электрода и поток кислорода приводят к расплавлению или сгоранию материала объекта резки. Кроме того, поток кислорода выдувает расплавленный материал вне пределов линии реза. Эффективность экзотермической подводной резки в значительной степени зависит от величины подачи кислорода. Для обеспечения необходимой подачи используют специальные высокопроизводительные кислородные редукторы.
Подводная резка металла: особенности, оборудование и технологии
Автор perminoviv На чтение 4 мин Просмотров 183 Опубликовано
Подводная резка металла используется при осуществлении аварийно-спасательных, строительных и судноподьемных работ.
Для подводных работ применяют электрокислородный и газовый способ резки. Электрокислородный способ резки является более опасным с точки зрения техники безопасности из-за возможности поражения электрическим током, особенно в морской воде.
Подводная резка металла резаком осуществляется преимущественно резаками, работающими на бензине, ибо такое горючее вещество можно подать на значительную глубину под большим давлением. Ацетилен при больших давлениях может взорваться, поэтому не используется. Мощность подогревающей пламени при подводной резке в 10-15 раз превышает мощность пламени для резки на воздухе.
Горит огонь под водой в газовом волдыре, создаваемый продуктами сгорания бензина, или путем подачи воздуха вокруг головки резака для оттеснения воды. Розжиг пламени осуществляется электрозапалом, что подключен к батарее аккумуляторов. Давление в бензиновых бачках создается азотом. В резаках бензин разбрызгивается в завихрительных головках и при этом испаряется.
Давление в бензиновых бачках создается азотом. В резаках бензин разбрызгивается в завихрительных головках и при этом испаряется.
Для подводной резки широко используется спецустановка БУПР. Рампа кислородных баллонов, канистра с горючим, баллоны с азотом и пульт управления БУПР необходимо размещать над водой. Чрезмерный бензин, всплывая на поверхность воды, может заниматься, потому бензокислородная резка применяется в неглубоких водоемах и замкнутых пространствах.
Водородная резка металла осуществляется водородом, который вырабатывается в аппарате. Вследствие разложения молекул воды на 2 элемента, кислород и водород, получается водород. В результате чего появляется газовая смесь, при помощи которой можно осуществлять работы резке.
Технология подводной сварки и резки сдвоенным электродом
Подводная электродуговая резка металла нашло широкое применение как при изготовлении трубопроводов для газо-нефтеперерабатывающей отрасли так и в ремонтном производстве благодаря своей оперативности и простоте выполнения. Однако оно имеет значительные трудности как технологического так и металлургического характера. Технологические трудности заключаются в необходимости обеспечения герметичности оборудования и материалов для зажигания дуги под водой, что требует использования трубчатых электродов и дополнительного оборудования для подачи газа, что создает пузырь в котором зажигается дуга. Металлургические трудности обусловлены водородно-кислородной атмосферой парогазового пузыря, который формируется уже в процессе сварки под водой и способствует окислению легирующих элементов и насыщению металла сварочной ванны водородом, а ускоренное охлаждение окружающей водой приводит к его задержке в металле шва и образованию закалочных структур.
Однако оно имеет значительные трудности как технологического так и металлургического характера. Технологические трудности заключаются в необходимости обеспечения герметичности оборудования и материалов для зажигания дуги под водой, что требует использования трубчатых электродов и дополнительного оборудования для подачи газа, что создает пузырь в котором зажигается дуга. Металлургические трудности обусловлены водородно-кислородной атмосферой парогазового пузыря, который формируется уже в процессе сварки под водой и способствует окислению легирующих элементов и насыщению металла сварочной ванны водородом, а ускоренное охлаждение окружающей водой приводит к его задержке в металле шва и образованию закалочных структур.
Так же могут использоваться сдвоенные экзотермические электроды для подводной резки металла. Эта технология заключается в том, что электродов размещены параллельно друг другу и подключения их к клеммам источника питания переменного тока. Такая технология позволяет зажигать дугу между электродами над водой и заглублять ее на небольшую глубину к месту сварки. Зажигания дуги под водой возможно с помощью осциллятора. В таком случае концы электродов необходимо изолировать, например термоклеем, с обеспечением воздушного канала между их торцами. После зажигания дуги электроды приближают к деталям. Как только расстояние между электродами и изделием становится меньше расстояния между самими электродами дуга начинает гореть между электродами и деталью, что позволяет выполнять как сварку, так и резку металла.
Зажигания дуги под водой возможно с помощью осциллятора. В таком случае концы электродов необходимо изолировать, например термоклеем, с обеспечением воздушного канала между их торцами. После зажигания дуги электроды приближают к деталям. Как только расстояние между электродами и изделием становится меньше расстояния между самими электродами дуга начинает гореть между электродами и деталью, что позволяет выполнять как сварку, так и резку металла.
Реализация такого способа подводной сварки возможна с использованием обычных искусственных электродов с предварительно нанесенным на их поверхность водоотталкивающим изоляционным покрытием. Однако подводная сварка кроме технологических трудностей, имеет ряд металлургических связанных с насыщением металла сварочной ванны водородом и ускоренным охлаждением. Для исследования влияния этих факторов были проведены эксперименты с использованием для подводной сварки электродов марок АНО-21, МР-3, УОНИ 13/45. Все они позволяют формировать в воде качественный сварной шов с характерным металлическим блеском аустенитным нержавеющим сталям.
Общеизвестно, что высокоуглеродистые стали с мартенситной структурой имеют высокую твердость и малую пластичность. Эти обстоятельства имеют существенное значение для установления способности сварных швов заваренных под водой. Технология двухэлектродной подводной сварки и резки штучными электродами на ряду со своей простотой в использовании показала такую эффективность, какую не дает подводная кислородная резка металла. Полученные соединения имеют высокое качество и структуру с небольшой твердостью по глубине, что позволяет делать вывод о пригодности предлагаемой технологии в промышленности.
Дуговая подводная сварка — Энциклопедия по машиностроению XXL
ДУГОВАЯ ПОДВОДНАЯ СВАРКА [c. 106]
106]Дуговая подводная сварка 107 [c.107]
Дуговая подводная сварка и резка [c.106]
ДУГОВАЯ ПОДВОДНАЯ СВАРКА [c.120]
Электрододержатель для подводной сварки и кислородно-дуговой резки. [c.129]
Подводная дуговая резка металла осуществляется металлическими электродами с толстой обмазкой и угольными электродами. Горение дуги происходит так же, как и при подводной сварке. [c.516]
Дуговая сварка нашла применение и под водой. Способы подводной сварки разработаны академиком К. К. Хреновым, который предложил обмазывать электроды водонепроницаемыми веществами. Газы, образующиеся при сгорании, поднимаются на поверхность воды и частично осаждаются на дуге. Таким образом, она остается как бы сухой и горит, как на воздухе. [c.260]
Подводная сварка, дуговая и электрокислородная резка произво-дятся, как правило, на постоянном токе прямой полярности. [c.465]
[c.465]
Подводная дуговая резка металлов осуществляется металлическими электродами с толстой обмазкой и угольными. Принцип горения дуги такой же, как и при подводной сварке. Резка угольными электродами на постоянном токе прямой полярности дает лучшие результаты.
Генераторы постоянного тока для дуговой электросварки. Основные параметры и технические требования. Стандарт распространяется на однопостовые сварочные генераторы постоянного тока с внешними крутопадающими характеристиками для питания одной сварочной дуги и многопостовые сварочные генераторы постоянного тока с жесткими внешними характеристиками для питания нескольких сварочных дуг через балластные реостаты. Стандарт рекомендуется также для специализированных сварочных генераторов, предназначенных для особых условий работы подводной сварки, сварки сжатой дугой и др. Указываются технические требования, методы испытаний, правила маркировки, упаковки, транспортирования и хранения.
Наиболее перспективными видами подводной сварки и резки являются дуговая полуавтоматическая шланговая, взрывом и др. [c.47]
Наиболее перспективными видами подводной сварки и резки являются дуговая полуавтоматическая шланговая, плазменно-дуговая и электроннолучевая. [c.61]
ПОДВОДНАЯ ДУГОВАЯ СВАРКА И РЕЗКА МЕТАЛЛОВ [c.125]
Сущность и область применения подводной дуговой резки и сварки металлов. [c.133]
Технологию сварки обычно разрабатывают исходя из состава основного металла. Но в ряде случаев определяющими при выборе технологии становятся внешние условия. В частности это относится к сварке под водой. Принципиально сварка под водой возможна на различных глубинах, так как с увеличением глубины и давления устойчивость сварочной дуги сохраняется, а глубина проплавления металла возрастает. Сварку можно вести и в пресной речной, и в соленой морской воде.
В то время как под водой до сих пор удалось применить лишь дуговую сварку, способы подводной резки, развивавшиеся на протяжении десятилетий, очень разнообразны, и выбор оптимального способа резки под водой зависит от условий и особенностей данной работы. Классификация и взаимная связь способов резки под водой схематически показаны на фиг. 3. [c.460]
Подводная дуговая сварка. Такая сварка выполняется преимущественно стальными электродами, например марок АНО-1, ОЗС-3 и др,, с увеличенным слоем покрытия, достигающими 140—170% массы стержня электрода.
Контроль качества сварных соединений, выполненных дуговой сваркой. Контроль сварных швов производится путем внешнего осмотра сваренного стыка и путем проверки сплошности стыков физическими методами контроля без разрушения (рентгеном, гамма-лучами, магнитографическим и ультразвуковым контролем). Физическим методам контроля подвергаются 2″/о стыков, а на участках подводных переходов— 100%. [c.324]
В лабораторных условиях удовлетворительные результаты дает сварка лежачим электродом. Хороших результатов следует ожидать от применения подводных шланговых дуговых полуавтоматов с защитным газом, в качестве которого может быть использован аргон или углекислый газ.
Сварка возможна в пресной речной и соленой морской воде. В последнем случае необходима тщательная изоляция держателя электрода, так как нарушение изоляции может вызвать значительную утечку тока. В морской воде все металлические предметы оказываются соединенными между собой и присоединенными к источнику тока через воду. Можно зажечь дугу на любом металлическом предмете в зоне сварки, хотя бы он и не был присоединен проводом к источнику тока. Основное затруднение при подводной дуговой сварке состоит в том, что человек плохо переносит пре-
[c.685]
В морской воде все металлические предметы оказываются соединенными между собой и присоединенными к источнику тока через воду. Можно зажечь дугу на любом металлическом предмете в зоне сварки, хотя бы он и не был присоединен проводом к источнику тока. Основное затруднение при подводной дуговой сварке состоит в том, что человек плохо переносит пре-
[c.685]
Долгое время (1932—1970 гг.) для подводных работ применяли только ручную дуговую сварку штучными электродами. При этом способе затруднительны смена электродов и смыкание шва в местах их смены. Несмотря на примитивность и неудобство, ручную дуговую сварку широко применяют для ремонта подводной части кораблей и судов, прокладки трубопроводов, постройки подводных сооружений и пр. Преимуществом способа является его простота, все оборудование обычное стандартное, электроды легко изготовить. Сварка под водой принципиально возможна и на больших глубинах. С увеличением глубины и давления устойчивость дуги сохраняется, а глубина расплавления металла возрастает. Однако практическое выполнение сварки на сколько-нибудь значительных глубинах, например более 40—50 м, наталкивается на неприспособленность человеческого организма. При глубине 100 м работа почти невозможна.
[c.686]
Однако практическое выполнение сварки на сколько-нибудь значительных глубинах, например более 40—50 м, наталкивается на неприспособленность человеческого организма. При глубине 100 м работа почти невозможна.
[c.686]
Наша страна-родина наиболее распространенного вида сварки сталей-дуговой. СССР первым предложил подводную, электрошлаковую, диффузионную сварку, сварку в космосе. [c.3]
Дуговая подводная сварка. При зажигании дуги под водой вокруг нее образуется газовый пузырь, в котором дуга горит, достаточно устойчиво, обеспечивая нужное про-чтлавление основного металла. Сварку можно выполнять переменным и постоянным током, последнему следует отдать предпочтение. При подводной сварке необходимо соблюдать следующие правила тщательно изолировать электрод от воздействия воды, пропитав его поверхность парафином или покрыв лаками иметь специальный держатель, обеспечивающий полную изоляцию контакта от воздействия воды увеличивать силу тока на 10—20% по сравнению со сваркой на воздухе поддерживать напряжение дуги на 5—7 в выще. Сварку можно вести на любой глубине, доступной водолазу, и в любом положении — нижнем, вертикальном, потолочном.
[c.106]
Сварку можно вести на любой глубине, доступной водолазу, и в любом положении — нижнем, вертикальном, потолочном.
[c.106]
Характерлстика промышленных марок электродов, применяемых для дуговой сварки чугуна, меди, латуни, бронзы, алюминия и его сплавов, сварки никеля, нихрома и никельмолибденового сплава, а также для дуговой резки, подводной сварки и подводной резки приведена в табл. 60—85. 4 [c.201]
Важнейшей проблемой подводной сварки является механизация и автоматизация процесса, облегчающая тяжелый труд водолаза-свар-пГика и сокращающая время пребывания его под водой. Вероятно, найдут применение подводные шланговые дуговые полуавтоматы для сварки в защитном газе-аргоне или углекислоте. [c.460]
Агрегаты ПАС-400-У1 и ПАС-400-УЗ, предназначенные для ручной дуговой сварки и резки токами до 600 А на воздухе и под водой, одинаковы по конструкции и различаются только комплектом поставки. В агрегатах применен генератор СГП-3-У1, который по принципу работы аналогичен генератору ГСО-300. Кроме плавной регулировки сварочного тока с помощью реостата генератор имеет два диапазона путем переключения секций последовательной обмотки возбуждения на панели зажимов специальной планкой. При этом на больших токах обеспечивается плавное регулирование от 350 до 600 А, а на малых от 400 А и ниже. При сварочных токах 250 А ивыше напряжение холостого хода у генератора не ниже 85 В. Агрегаг ПАС-400-У1 снабжен автоматом, снижающим напряжение сварочной цепи на холостом ходу до безопасной величины при подводной сварке или резке.
[c.95]
В агрегатах применен генератор СГП-3-У1, который по принципу работы аналогичен генератору ГСО-300. Кроме плавной регулировки сварочного тока с помощью реостата генератор имеет два диапазона путем переключения секций последовательной обмотки возбуждения на панели зажимов специальной планкой. При этом на больших токах обеспечивается плавное регулирование от 350 до 600 А, а на малых от 400 А и ниже. При сварочных токах 250 А ивыше напряжение холостого хода у генератора не ниже 85 В. Агрегаг ПАС-400-У1 снабжен автоматом, снижающим напряжение сварочной цепи на холостом ходу до безопасной величины при подводной сварке или резке.
[c.95]
Кпслородно-дуговая резка трубчатым электродом основана на подаче режущего кпслорода сквозь центральный канал стального обмазанного, угольного или керамического трубчатого электрода используется преимущественно как разделительный ироцесс осуществляется вручную находит применение при водолазных работах (см. раздел о подводной сварке и резке), частично при резке легированных сталей и цветных металлов небольшой толщины, если певозлможно применение другпх методов резкп (табл. 20), а также в некоторых случаях резки пакетных стальных элементов.
[c.567]
20), а также в некоторых случаях резки пакетных стальных элементов.
[c.567]
Подводная сварка, дуговая и электрокислородная резка производятся, как правило, на постоянном токе нормальной полярностн. Переменный ток не рекомендуется пз-за меньшей устойчивости дуги и повышенной опасности для работающих. [c.579]
При подводной сварке атмосфера дуги в газовом пузыре содержит 64—92% Нг. Растворение водорода в металле и вызываемое им вредное действие (особенно на больших глубинах, когда возрастает парциальное давление газа) не позволяют использовать известные ранее способы автоматической и полуавтоматической сварки под водой. Использование окислительного газа, каким является СОг, обеспечивает снижение содержания водорода в результате образования в дуговом разряде нерастворимых в металле соединений гидроксила и паров воды. Опыты, проведенные в ЦНИИТМаше по сварке стали Ст. 3 проволокой Св-18ХГСА, показали возможность сварки под водой, хотя при этом отмечалось более интенсивное окисление элементов, чем при сварке на воздухе. [c.374]
[c.374]
КИСЛОРОДНО-ДУГОВАЯ ПОДВОДНАЯ РЕЗКА, электрокислород-ная подводная резка — подводная резка, осуществляемая аналогично обычной кислородно-дуговой резке. К.-д. п. р. выполняется как ручной или полуавтоматический процесс. При ручной резке используются трубчатые электроды — металлические, угольные (угольно-графитовые) и карборундовые с внутренним каналом для подачи режущего кислорода. Наибольшее распространение получили металлические (стальные) электроды. Полуавтоматический процесс осуществляют на специальных полуавтоматах для подводной сварки и резки Сем. Подводная сварка). При полуавтоматической резке используют тонкую электродную проволоку и подачу кислородной струи под некоторым углом к направлению электрода в плоскости реза. На рис. 1 показана установка для кислородно-дуговой подводной резки 1 — [c.60]
ПОДВОДНАЯ РЕЗКА — особый вид огневой резки, осуществляемый в условиях полного погружения зоны реза в воду. Наибольшее распространение получила кислородно-дуговая подводная резка. Находят применение кислородная, бензино-кислородная, реже — дуговая подводная резка. Электрические способы П. р. с при-мопением плавящегося электрода требуют специальных электродных покрытий, называемых электродными покрытиями для подводной резки. Эти покрытия должны удовлетворять тем же требованиям, что и покрытия электродов для подводной сварки, хотя они проще по составу.
[c.107]
Находят применение кислородная, бензино-кислородная, реже — дуговая подводная резка. Электрические способы П. р. с при-мопением плавящегося электрода требуют специальных электродных покрытий, называемых электродными покрытиями для подводной резки. Эти покрытия должны удовлетворять тем же требованиям, что и покрытия электродов для подводной сварки, хотя они проще по составу.
[c.107]
ПОДВОДНАЯ СВАРКА — особый вид дуговой сварки, осуществляемый при полном погружении зоны дуги в воду. П. с. производится плавящимся электродом, покрытым специальной обмазкой. Парогазовая среда, в которой горит дуга, состоящая в основном из водорода, менее вредна для металла, чем воздух. Электродное покрытие для подводной сварки состоит из двух слоев — обычного минерального и наносимого поверх него гидроизоляционного покрытия. Это покрытие должно обладать повышенной прочностью, создавать надежную гидро- и электроизоляцию электродного стержня, но разбухать в воде и образовывать при расплавлении электрода козырек, способствующий стабилизации процесса сварки. Электрод для подводпой
[c.107]
Электрод для подводпой
[c.107]
ФАЛ ЬШЗАК ЛЕПКА — заклепка, при постановке которой вместо формирования чеканной головки с обратной стороны выступающую часть стержня обваривают дуговой сваркой. Ф. широко применяются при ремонте заклепочных швов в подводных условиях. [c.172]
Для подводных работ пока удалось использовать только дуговую сварку. плавящимся электродом. Возможна сварка и неплавящимся электродом. Дуговую сварку под водой впервые разработал К. К. Хренов в 1932 г. Способ основан на открытии, что дуга, несмотря на интенсивное охлаждающее действие окружающей воды, нагревает и плавит металл практически столь же легко, как и на воздухе. При соблюдении несложных дополнительных условий дуга горит в воде вполне устойчиво при питании от обычных источников постоянного или переменного тока, применяемых для работ на воздухе. Как правило, используют постоянный ток. Дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом в результате испарения и разложения воды. Устойчивое горение дуги под водой можно объяснить принципом минимума энергии Штеенбека или саморегулированием дуги. Если усилить охлаждение какого-либо участка дуги, то выделение энергии на нем увеличится и компенсирует усиленное охлаждение. У сварочной дуги под водой напряжение на 6—7 В больше, чем на воздухе, этот избыток напряжения компенсирует охлаждающее действие воды.
[c.684]
Устойчивое горение дуги под водой можно объяснить принципом минимума энергии Штеенбека или саморегулированием дуги. Если усилить охлаждение какого-либо участка дуги, то выделение энергии на нем увеличится и компенсирует усиленное охлаждение. У сварочной дуги под водой напряжение на 6—7 В больше, чем на воздухе, этот избыток напряжения компенсирует охлаждающее действие воды.
[c.684]
В гл. 8 описываются методы визуализации рентгеновского и -у-излучений. Автор дает оценку перспектив развития, современного состояния и предельных возможностей различных систем флуороскопии и рентгенотелевидения. Приводятся результаты экспериментального исследования системы, позволяющей контролировать сталь толщиной до 360 мм при чувствительности, сравнимой с чувствительностью пленочной радиографии. Описывается система контроля швов при подводной дуговой сварке со скоростью 1 м1мин. Большой интерес представляет проиллюстрированная примерами методика системного анализа применительно к проблеме визуализации.
 Значительные резервы повышения информативности широкого круга исследований и контроля связаны с использованием излагаемых методов сочетания флуороскопии и киносъемки (электрошлаковая сварка, кавитация, затвердевание металлов и других материалов). Несмотря на то что отечественная литература по этому вопросу весьма обширна, столь цельное изложение материала с разных
[c.12]
Значительные резервы повышения информативности широкого круга исследований и контроля связаны с использованием излагаемых методов сочетания флуороскопии и киносъемки (электрошлаковая сварка, кавитация, затвердевание металлов и других материалов). Несмотря на то что отечественная литература по этому вопросу весьма обширна, столь цельное изложение материала с разных
[c.12]Подводная резка и сварка | Сварак
В настоящее время уже ведутся значительные работы по освоению мирового океана и прибрежного шельфа, в частности, по добыче нефти и природного газа со дна морей, созданию подводных морских сооружений, например трубопроводов, разработке и конструированию разнообразной аппаратуры и оборудования морской техники. Для выполнения этих работ применяют различные способы сварки и резки металлов. Во всех странах растут ассигнования на создание морской техники и разработку новых способов сварки под водой.
Параллельно с развитием чисто подводных методов сварки и резки за рубежом широко начинает применяться сварка в обитаемых подводных камерах, где все работы по сварке, резке, сверлению и т. д. производятся в воздушной атмосфере под повышенным давлением, величина которого невелика; при таком давлении человек способен находиться длительное время и дышать без специальных приспособлений. Такой способ нашел в зарубежной литературе название «сухой» сварки под водой. Этот процесс, однако, практически ничем не отличается (ни технологически, ни металлургически) от обычной технологии сварки (резки) и в этой работе не рассматривается.
Нами под понятием «подводная сварка» понимается такой комплекс технологических приемов по получению неразъемного соединения материалов, который выполняют непосредственно в водной среде. Именно поэтому достаточно распространенный термин «подводная сварка» в настоящей работе заменен термином «сварка под водой».
Изобретателем подводной сварки н резки является наш соотечественник Н. Н. Бенардос, который не только первым высказал мысль о возможности сварки и резки под водой, но и совместно с проф. Д. А. Лазиновым в 1887 г. фактически осуществил под водой резку металла угольным электродом.
Первые опыты по сварке под водой металлическим электродом были успешно осуществлены К. К. Хреновым и его сотрудниками в 1932 г.
Наиболее бурно развивается техника подводной сварки и резки с конца 50-х годов. С целью повышения производительности .и качества сварки под водой в нашей стране пошли по
пути механизации и автоматизации сварочного процесса. Одно-временно шло изучение, технологических вопросов, особенно процесса сварки тонкой проволокой под водой, а также порошковой проволокой.
За рубежом с середины 60-х годов исследователи, ‘руководствуясь теми же целями, пошли по пути создания средств для механического «отжатия» воды от рабочей зоны — различных
камер, начиная от мелких переносных камер локального действия и кончая созданием подводных станций, сварка в которых производится в атмосфере воздуха при давлении, равное давлению воды (рис. 1), а также по пути разработки (переноса в подводные условия) новых современных способов сварки, оправдавших себя в воздушной атмосфере. Наиболее перспективны в этом смысле — плазменная (плазменно-дуговая) и электроннолучевая сварка. Особенно большие работы в этом направлении проводятся в Японии.
1), а также по пути разработки (переноса в подводные условия) новых современных способов сварки, оправдавших себя в воздушной атмосфере. Наиболее перспективны в этом смысле — плазменная (плазменно-дуговая) и электроннолучевая сварка. Особенно большие работы в этом направлении проводятся в Японии.
Рис. 1. «Стационарная» водолазная станция для длительного обитания нескольких человек и сварочная камера (схема)
В настоящее время не все из известных способов электросварки под водой (рис. 2) одинаково разработаны. Часть из них в преизводственных условиях не применяется (например, сварка лежачим электродом), часть пригодна только для проведения исследований (например, сварка наклонным электродом).
Рис. 2. Классификация способов сварки металлов под водой
Рис. 3. Классификация способов огневой резки металлов под водой
В. отличие от электросварки газовая сварка в подводных условиях не нашла развития, так как охлаждающее влияние среды настолько велико, что газокислородное пламя не способно противостоять ему. Кроме того, окружающее гидростатическое давление воды, увеличивающееся с глубиной погружения, требует значительных давлений для подачи газов, что усложняет разработку необходимого инструмента и создает значительные трудности при эксплуатации.
Кроме того, окружающее гидростатическое давление воды, увеличивающееся с глубиной погружения, требует значительных давлений для подачи газов, что усложняет разработку необходимого инструмента и создает значительные трудности при эксплуатации.
Кислородная (газовая) резка под водой реализуется более успешно, однако в силу тех же эксплуатационных неудобств и значительных расходов газов она большого распространения не получила. Кислородная резка под водой даже при использовании в качестве горючего бензина ограничивается глубиной в 40—60 м.
Известные способы огневой (термической) резки под водой могут быть классифицированы следующим образом (рис. 3).
В данной работе рассмотрены только те способы сварки и резки металлов под водой, которые применяются на производстве или которые являются перспективными и могут представить интерес для производства.
Подобные статьи
Подводная сварка и резка металлов Логунов К.В.
Артикул: 00801547
в желания В наличии
Автор: Логунов К. В.
В.
Место издания: СПб
ISBN: 5-98408-001-X
Год: 2003
Переплет: Твердый переплет
Страниц: 152
Вес: 267 г
С этим товаром покупают
Основной целью настоящей работы является изложение сведений о современных способах и принципах действия оборудования для подводной сварки и резки металлов.
Не претендуя на исчерпывающую полноту охвата всех видов водолазных работ с применением подводной сварки и резки, авторы излагают лишь наиболее существенные вопросы их технологии, организации, мер безопасности и медицинского обеспечения.
Немалое внимание уделяется разбору сути физических процессов горения электрической дуги под водой, определяющих особые свойства сварных швов, получаемых при так называемой мокрой подводной сварке, оценке качества сварных соединений и технологии сварочного процесса в подводных условиях.
Содержание
Введение
Разновидности подводной сварки
Подводная сварка в обитаемых камерах
Сварка в гидробоксе
Мокрая сварка
Сварочная дуга под водой
Особенности подводной сварочной дуги
Свойства сварочной дуги под водой
Оборудование, инструмент, приспособления и материалы для cвaрки и резки металлов под водой
Источники питания для подводной сварки и резки
Инструмент и приспособления для подводной сварки и резки
Электроды и прочие материалы для подводной сварки и резки
Основы технологии подводной сварки
Общая подготовка металла под сварку
Сварные швы
Сварные соединения
Техника сварки под водой
Дефекты сварных соединений
Практика работ по сварке под водой
Подводная резка металлов
Виды резки металлов под водой
Практика работ по резке под водой
Технический контроль при подводной сварке и резке
Организация подводных электросварочных работ
Общие положения по организации подводной сварки и резки
Меры безопасности при проведении подводных электросварочных работ
Медицинское обеспечение подводных электросварочных работ
Литература
Авторский коллектив
Приложения
Технические данные однопостовых стационарных сварочных агрегатов постоянного тока
Технические данные многопостовых стационарных сварочных агрегатов постоянного тока
Технические данные автономных сварочных агрегатов постоянного тока
Технические данные передвижных сварочных преобразователей
Технические данные сварочных аппаратов переменного тока, пригодных для применения при подводной сварке и резке
Падение напряжения в кабеле длиной 100 м (50 х 2 = 100 м) в зависимости от силы сварочного тока
Химический состав проволоки, применяемой при сварке под водой
Технологические характеристики электродов для подводной сварки и механические свойства сварного соединения
Состав шихты покрытий электродов для подводной сварки (в весовых процентах)
Характеристики состава покрытия электродов для подводной резки
Конструктивные элементы сварных соединений
Рекомендуемые режимы подводной сварки для электродов различных марок
Сводные данные по методам подводной резки
Производительность электродуговой и электрокислородной полуавтоматической резки стали под водой на один погонный метр реза (глубина до 10 м)
Сравнительные характеристики производительности подводной экзотермической резки различными электродами (длина реза одним электродом, мм)
Обычные режимы плазменной резки под водой (на глубине 5 м)
Требования к результатам проверки проб и испытаний образцов квалификационного экзамена водолазов-сварщиков
Практические пробы, выполняемые водолазами-сварщиками
Подводная сварка и резка (Реферат), стр.
 2
24. Мокрая сварка
1. Ручная дуговая сварка
2. Полуавтоматическая сварка
4. 1 СУЩНОСТЬ ПРОЦЕССА
Способ
дуговой сварки под водой основан на
способности дуги устойчиво гореть в
газовом пузыре при интенсивном охлаждении
окружающей водой (рис 4.1).
Газовый пузырь образуется за счёт
испарения и разложения воды, паров и
газов расплавленного металла и обмазки
электрода.
Вокруг горящей дуги выделяется большое количество газов, что приводит к повышению в газовом пузыре и частичному выделению газов в виде пузырьков на поверхности воды. Вода разлагается в дуге на свободный водород и кислород; последний соединяется с металлом образуя окислы. Взвешенные в воде продукты сгорания металла и обмазки, состоящие преимущественно из окислов железа, образуют облако взвесей, которое затрудняет наблюдение за дугой.
Устойчивое
горение дуги под водой можно объяснить
принципом минимума энергии Штеенбека,
т. е. условное охлаждение какого-либо
участка дуги компенсируется увеличением
количества выделяемой энергии на нем.
Для компенсации тепловых потерь из-за
охлаждающего действия воды и наличия
большого количества водорода напряжение
на дуге под водой требуется более высокое
напряжение (30-35В). Сварку под водой
выполняют на постоянном и переменном
токе. На постоянном токе дуга горит
более устойчиво, чем на переменном, т.к.
постоянный ток разлагает воду еще до
возбуждения дуги, а переменный ток
разлагает воду и образует газовый пузырь
в момент короткого замыкания под
действием высокой температуры.
е. условное охлаждение какого-либо
участка дуги компенсируется увеличением
количества выделяемой энергии на нем.
Для компенсации тепловых потерь из-за
охлаждающего действия воды и наличия
большого количества водорода напряжение
на дуге под водой требуется более высокое
напряжение (30-35В). Сварку под водой
выполняют на постоянном и переменном
токе. На постоянном токе дуга горит
более устойчиво, чем на переменном, т.к.
постоянный ток разлагает воду еще до
возбуждения дуги, а переменный ток
разлагает воду и образует газовый пузырь
в момент короткого замыкания под
действием высокой температуры.
С увеличением глубины и давления окружающей среды устойчивость дуги не нарушается; возрастает только напряжение и увеличивается ток.
Подводная сварка возможна в пресной речной и соленой морской воде. В качестве источников питания используют однопостовые и многопостовые сварочные агрегаты, сварочные преобразователи и трансформаторы, имеющие напряжение холостого хода 70-110 В.
4. 2. особенности прОцесса
2. особенности прОцесса
Продукты разложения воды – водород и кислород, находящийся в зоне дуги, оказывает заметное влияние на качество сварных швов. Водород интенсивно растворяется в жидком металле, вызывая охрупчивание швов, а кислород окисляет сталь и в первую очередь содержащиеся в ней легирующие элементы. Окислы частично всплывают, переходя в шлак, и частично остаются в металле шва в виде неметаллических включений, уменьшающие вязкость и пластические свойства металла шва.
Из-за непосредственного контакта с водой основного металла и металла шва теплоотдача низкоуглеродистой стали значительно выше, чем при сварке на воздухе, что может привести к появлению закалочных структур в металле шва и в зоне термического влияния.
Наличие повышенного давления и охлаждающее действие среды приводят к сжатию столба дуги и повышение температуры последнего. Это может увеличить температурный градиент металла шва и вызвать перегрев электродного металла.
Водолаз-сварщик заключен в
водонепроницаемый костюм и находится
в плотной среде, стесняющей его движение,
кроме того, на него действует дополнительное
гидростатическое давление, снижающее
его подвижность. Водолаз находится в
весьма неустойчивом положении с небольшой
отрицательной плавучестью.
Водолаз находится в
весьма неустойчивом положении с небольшой
отрицательной плавучестью.
Ухудшенная видимость и наличие подводных течений создают неблагоприятные условия как для существования дугового разряда, так и для работы водолаза-сварщика, отрицательно сказываясь на качестве швов и производительности процесса.
Мокрая сварка имеет множество практических преимуществ: сварщик может осуществлять сварку в местах недоступных другими способами; ремонтные работы можно проводить быстрее и с меньшими затратами.
4. 3. ручная дуговая сварка
При сварке под водой выполняют
соединения внахлестку, тавровые, угловые,
реже стыковые, причем чаще всего способом
опирающегося электрода. Горение дуги
отличается в этом случае высокой
стабильностью. Сварщик перемещает дугу
без колебаний поперек шва с сохранением
угла наклона электрода. Способом
опирающегося электрода можно сварить
швы во всех пространственных положениях.
Сварку в вертикальном положении
производят сверху вниз, при этом электрод
наклонен в сторону ведения сварки. Силу
тока при подводной сварке опирающимся
электродом в нижнем положении устанавливают
выше, чем при сварке в обычных условиях
(табл 2.1).
Силу
тока при подводной сварке опирающимся
электродом в нижнем положении устанавливают
выше, чем при сварке в обычных условиях
(табл 2.1).
Режимы ручной подводной сварки
Таблица 4.1.
Марка электрода | Диаметр электрода, мм | Сила тока, А | Род тока, полярность | Коэффициент наплавки, г/А*ч |
ЭП-35 | 4-5 | 220-240 | постоянный, прямая | 6,0-6,5 |
УОНИ-13/45П ЭПС-5 | 4 4 5 | 200-220 160-220 250-270 | постоянный, прямая и обратная | 6,3-7,0 9,2-9,8 |
ЭПО-55 | 4 5 | 240-260 200-275 | постоянный, прямая и обратная; переменный | 6,7-9,7 |
ЭПС-52 | 4 5 | 160-200 200-250 | постоянный прямая; переменный | 5,3-7,9 |
4. 4. полуавтоматическая сварка
4. полуавтоматическая сварка
 4. полуавтоматическая сварка
4. полуавтоматическая сваркаПерспективной является полуавтоматическая сварка, сочетающая механическую подачу проволоки в зону дуги с маневренностью и универсальностью ручной сварки (рис.4.4). Кроме того, механическая подача проволоки позволяет длительное время вести процесс сварки без перерывов. Так как проволока имеет меньший диаметр, чем электрод, и не имеет покрытия, создаются благоприятные условия для наблюдения процесса управления формированием шва.
Создание мокрого способа полуавтоматической сварки было связано с большими трудностями. Проведенные предварительные опыты показали, что швы получаются узкими, высокими, с неудовлетворительным качеством поверхности. Кроме того, в швах было обнаружено значительное количество пор и неметаллических включений. Механические свойства этих швов оказались недопустимо низкими.
Использование для защиты дуги аргона и особенно углекислого газа позволяет не значительно понизить содержание водорода в металле шва.
Более
эффективным способом защиты дуги от
вредного воздействия окружающей среды
является использование порошковой
проволоки. Разработанная в институте
электросварки им. Е.О. Патона порошковая
проволока марки ППС-АН1 (диаметр 1,2 –
2,0 мм) позволяет обеспечить стабильное
горение дуги и получение (на низкоуглеродистых
и низколегированных конструкционных
сталях) сварных соединений, равнопрочных
основному металлу.
Разработанная в институте
электросварки им. Е.О. Патона порошковая
проволока марки ППС-АН1 (диаметр 1,2 –
2,0 мм) позволяет обеспечить стабильное
горение дуги и получение (на низкоуглеродистых
и низколегированных конструкционных
сталях) сварных соединений, равнопрочных
основному металлу.
Для механизированной подводной сварки и резки разработаны и применяются полуавтоматы типа ППСР–300–2, «НЕПТУН». Полуавтоматом ППСР – 300 – 2 (рис. 4.4) можно сваривать сталь толщиной 4 мм и более, резать сталь толщиной до 25 мм на глубине до 60 м. В качестве защиты используют углекислый газ. Полуавтомат рассчитан на номинальную силу тока 300 А. Скорость подачи сварочной проволоки диаметром 1,2 или 1,6 мм регулируется в пределах 6,6 – 21,6 см/с. При зарядке кассеты проволокой в количестве 4 – 5 кг сварщик может непрерывно работать 2 – 2,5 ч.
СВАРКА И РЕЗКА ПОД ВОДОЙ — Инструмент, проверенный временем
Подводная сварка. Способ дуговой сварки под водой основан на способности дуги устойчиво гореть в газовом пузыре при интенсивном охлаждении окружающей водой (рис. 105). Газовый пузырь образуется за счет испарения и разложения воды, паров и газов расплавленного металла и обмазки электрода.
105). Газовый пузырь образуется за счет испарения и разложения воды, паров и газов расплавленного металла и обмазки электрода.
Вокруг горящей дуги выделяется большое количество газов, что приводит к повышению давления в газовом пузыре и частичному выделению газов в виде пузырьков на поверхности воды. Вода разлагается в дуге на свободный водород и кислород; последний соединяется с металлом, образуя окислы. Взвешенные в воде продукты сгорания металла и обмазки, состоящие преимущественно из окислов железа, образуют облако взвесей, которое затрудняет наблюдение за дугой.
Устойчивое горение дуги под водой можно объяснить принципом минимума энергии Штеенбека, т. е. усиленное охлаждение какого-либо участка дуги компенсируется увеличением количества выделяемой энергии на нем. Для компенсации тепловых потерь из-за охлаждающего действия воды и наличия большого количества водорода напряжение на дуге под водой требуется более высокое (30— 35 В).
Сварку под водой выполняют на постоянном и переменном токе. На постоянном токе дуга горит более устойчиво, чем на переменном, так как постоянный ток
На постоянном токе дуга горит более устойчиво, чем на переменном, так как постоянный ток
разлагает воду еще до возбуждения дуги, а переменный ток разлагает воду и образует газовый пузырь в момент короткого замыкания под действием высокой температуры.
С увеличением глубины и давления окружающей среды устойчивость дуги не нарушается; возрастает только напряжение и увеличивается ток.
Подводная сварка возможна в пресной речной и соленой морской воде. В качестве источников питания используют однопостовые и многопостовые сварочные агрегаты, сварочные преобразователи и трансформаторы, имеющие напряжение холостого хода 70—110 В.
Для ручной дуговой сварки под водой используют электроды диаметром
4— 6 мм (рис. 106, а) из сварочной проволоки марок Св-08, Св-08А, Св-08ГА,
Св-10Г2, а для полуавтоматической сварки — проволоки марок Св-08Г2С, ППС-АН1. Состав электродных покрытий, обеспечивающих устойчивое горение дуги под водой, приведен в табл. 23. Наибольшее применение получили электроды марок ЭПС-5 и ЭпС-52, имеющие в составе покрытий ферросплавы, что улучшает химический состав и механические свойства металла шва. Водонепроницаемость покрытия достигается пропиткой такими составами, как парафин, раствор целлулоида в ацетоне, раствор синтетических смол в дихлорэтане, нитролаки и др. Пропитка производится трех-четырехкратным погружением покрытых электродов в соответствующий раствор с последующей просушкой при комнатной температуре после каждого погружения.
Водонепроницаемость покрытия достигается пропиткой такими составами, как парафин, раствор целлулоида в ацетоне, раствор синтетических смол в дихлорэтане, нитролаки и др. Пропитка производится трех-четырехкратным погружением покрытых электродов в соответствующий раствор с последующей просушкой при комнатной температуре после каждого погружения.
Для подводной сварки применяют специальные электрододержатели, которые имеют надежную электроизоляцию по всей поверхности.
Смена электрода производится только после отключения сварочного тока. Сварочная цепь имеет прямой и обратный кабели.
При сварке под водой выполняют соединения внахлестку, тавровые, угловые, реже стыковые, причем чаще всего способом опирающегося электрода. Горение
дуги отличается в этом случае высокой стабильностью. Сварщик перемещает дугу без колебаний поперек шва с сохранением постоянного угла наклона электрода. Способом опирающегося электрода можно сваривать швы во всех пространственных положениях. Сварку в вертикальном положении производят сверху вниз, при этом электрод наклонен в сторону ведения сварки.
Сварку в вертикальном положении производят сверху вниз, при этом электрод наклонен в сторону ведения сварки.
Силу тока при подводной сварке опирающимся электродом в нижнем положении устанавливают выше, чем при сварке в обычных условиях (табл. 24). При сварке в вертикальном положении сила тока снижается на 10%, а в потолочном положении — на 15%.
24. Режимы подводной сварки
|
 2— 9,8
2— 9,8Техника выполнения водолазом-сварщиком сварных соединений под водой более сложна, чем на воздухе. Это связано с плохой видимостью в воде, стесненностью тяжелым и неудобным для движений водолазным снаряжением, необходимостью дополнительных затрат на преодоление течения, возможностью нарушения устойчивости сварщика на грунте, неприспособленностью человеческого организма к работе на больших глубинах. Поэтому в сварных соединениях часто наблюдаются дефекты: непровар одной из кромок, подрезы, наплывы, поры и т. п.
При сварке электродами в воде на глубинах до 50 м содержание водорода в металле шва повышается до 60—70 мл/100 г, содержание углерода падает с 0,26 до 0,09%, марганца с 0,63 до 0,12%, кремния с 0,16 до 0,03%. Металл шва имеет мелкозернистое строение; из-за высокой скорости охлаждения зона термического влияния меньше, чем при сварке на воздухе. В зависимости от марки электрода, используемого для сварки, прочность сварных соединений достаточно высока, а пластичность —мала: ав = 35 — н 55 кгс/мм2; 6=3-1- 12%; ан = = 4 ч- 9 кгс-м/см2; а = 30 ч — 130°. Под водой хорошо сваривается малоуглеродистая сталь, удовлетворительно — низколегированная сталь некоторых марок; плохо сваривается сталь, склонная к закалке.
Металл шва имеет мелкозернистое строение; из-за высокой скорости охлаждения зона термического влияния меньше, чем при сварке на воздухе. В зависимости от марки электрода, используемого для сварки, прочность сварных соединений достаточно высока, а пластичность —мала: ав = 35 — н 55 кгс/мм2; 6=3-1- 12%; ан = = 4 ч- 9 кгс-м/см2; а = 30 ч — 130°. Под водой хорошо сваривается малоуглеродистая сталь, удовлетворительно — низколегированная сталь некоторых марок; плохо сваривается сталь, склонная к закалке.
В практике подводных сварочных работ наибольшее распространение получила наплавка, заварка трещин в корпусе, обварка головок заклепок, приварка заплат, судоподъемных проушин, ребер жесткости, сварка рулевых устройств, трубопроводов, различных подводных сооружений.
Для подводной сварки и резки разработаны и применяются полуавтоматы типа ППСР-300-2 , «Нептун». Полуавтоматом ППСР-300-2 (рис. 107) можно сваривать сталь толщиной 4 мм и более, резать сталь толщиной до 25 мм на глубине до 60 м. В качестве защиты используют углекислый газ. Полуавтомат рассчитан на номинальную силу тока 300 А. Скорость подачи сварочной проволоки диаметром 1,2 или 1,6 мм регулируется в пределах 6,6—21,6 см/с. При зарядке кассеты проволокой в количестве 4—5 кг сварщик может непрерывно работать 2—2,5 ч.
В качестве защиты используют углекислый газ. Полуавтомат рассчитан на номинальную силу тока 300 А. Скорость подачи сварочной проволоки диаметром 1,2 или 1,6 мм регулируется в пределах 6,6—21,6 см/с. При зарядке кассеты проволокой в количестве 4—5 кг сварщик может непрерывно работать 2—2,5 ч.
При полуавтоматической сварке дуга горит устойчиво, взвесей образуется мало, что почти не мешает наблюдению за дугой. Металл шва отличается низким
содержанием водорода и неметаллических включений. Высокая прочность и пластичность обеспечиваются благодаря мелкозернистой структуре и отсутствию дефектов и включений.
Использование порошковой проволоки марки ППС-АН1 при полуавтоматической сварке стали ВСтЗ гарантирует равнопрочность металла шва основному
металлу: ов = 44 кгс/мм2; сгт = 32,2 кгс/мм2; 6=32%; ан = 10,8 кгс-м/см2; а = 180°. Кроме высокого качества сварных соединений, полуавтоматическая сварка обеспечивает большую производительность, чем при ручной сварке. Поэтому полуавтоматическая сварка в ближайшие годы найдет широкое распространение в производстве сварочных работ под водой. Высокое качество сварных соединений получается при использовании в качестве защитного газа аргона, непрерывно подаваемого через трубчатую проволоку в зону дуги, или при сварке в защитных камерах. При сооружении подводных трубопроводов и проведении
Высокое качество сварных соединений получается при использовании в качестве защитного газа аргона, непрерывно подаваемого через трубчатую проволоку в зону дуги, или при сварке в защитных камерах. При сооружении подводных трубопроводов и проведении
ремонтных работ применяют кессоны, в которых сварку производят вручную электродами и на полуавтоматах.
При строительстве подводных трубопроводов большого диаметра применяют сварку взрывом. Сварные соединения, в основном при сварке внахлестку, обладают высокой прочностью.
Ведутся работы по применению автоматической сварки плавящимся электродом в среде аргона под высоким давлением (до 20—30 кгс/см2) и положено начало использования плазменной сварки.
Подводная резка. Резка металла под водой, так же как и сварка, сопряжена с трудностями и опасностью для работающих.
В подводных условиях применяют различные способы резки: механические, термические, кумулятивные (взрывом). Наибольшее распространение получили способы термической (огневой) резки, электродуговая, газокислородная, электро- кисл одная, плазменно-дуговая.
Рис. 108. Схемы электродуговой резки в нижнем положении:
а — металла небольшой толщины; б — металла большой толщины
Подводная электродуговая резка отличается от дуговой подводной сварки повышенными значениями сварочного тока и приемами выполнения работ. Поэтому дуговую резку поя водой можно выполнять на том же оборудовании, что и подводную сварку. Целесообразно использование постоянного тока прямой полярности, так как это приводит к выделению большого количества тепла в полости реза.
Электроды для резки отличаются от электродов для сварки размерами, толщиной и составом обмазки. Электроды изготовляют из проволоки диаметром
5— 7 мм, длиной 500—700 мм.
При выборе режимов тока для резки следует принимать коэффициент К равным 60—80 А/мм. Практикой подводных работ установлено, что электродами диаметром 5 мм можно успешно разрезать металл толщиной > 50 мм при силе тока 350—500 А.
Режимы резки, обеспечивающие максимальную производительность процесса, находят опытным путем.
Резка осуществляется непрерывным перемещением электрода. Она начинается с кромки или с отверстия и производится пилообразными движениями конца электрода. Металл небольшой толщины (до 10—15 мм) разрезается непрерывным перемещением конца электрода вдоль линии реза (рис. 108, а). При резке металла большой толщины (рис. 108, б) движение электрода от верхней поверхности к нижней осуществляется медленно, подъем его к верху — быстро.
Из табл. 25 видно, что с увеличением толщины металла производительность дуговой резки быстро падает, а расход электродов на 1 пог. м. реза растет. Поэтому способ дуговой резки рекомендуется применять для толщин не свыше 15—20 мм.
Способ электрокислородной резки удачно объединил преимущества дугового разряда и струи режущего кислорода. За счет тепла дуги происходит нагрев и плавление металла, а за счет струи кислорода — сгорание и выдувание металла из полости реза. В основном применяют трубчатые электроды с осевым каналом для режущего кислорода и специальные электроды из карборунда.
25. Производительность и расход электродов при резке
|
Стержни электродов изготовляют из толстостенной цельнотянутой трубки из малоуглеродистой стали наружным диаметром 5—7 мм и внутренним 1,5—2 мм (см. рис. 106, б). Длина электродов 350—400 мм. Трубчатый электрод покрывают обмазкой толщиной 1—1,2 мм. Время сгорания такого электрода 1 мин.
рис. 106, б). Длина электродов 350—400 мм. Трубчатый электрод покрывают обмазкой толщиной 1—1,2 мм. Время сгорания такого электрода 1 мин.
Рис. 109. Электрододержатели для электрокислородной резки: а — тип ЭКД-4; 6 — тип ЭК. Д-4-60; 1 — корпус; 2 — клапан; 3 — кислородный клапан; 4 — рукоятка; 5 — шланг; 6 — токоведущий кабель; 7 — прокладки; 8 — предохранительный клапан; 9 — прокладка; 10 — гайка; 11 — втулка; 12 — мундштук; 13 — контакт; 14 — головка держателя; 15 — гайка; 16 — трубка; 17 — обойма; 18 — ниппель; 19 — кабель; 20 — шайба; 21 — втулка; 22 — контакт; 23 — прокладка; 24 — искрогасительная камера; 25 — колпачок |
Электроды из карборунда получили название керамических (см. рис. 106, в). Керамический электрод из карборунда длиной 250 мм сгорает через 15 мин. Однако из-за больших размеров (диаметр 15—18 мм) керамические электроды могут быть рекомендованы для резки сплошного металла толщиной до 30 мм.
Для электрокислородной резки применяют электрододержатели специальной конструкции типа ЭКД4 и ЭКД4-60 (рис. 109, а, б).
109, а, б).
Электрокислородную резку применяют для резки черных и цветных металлов толщиной до 100—120 мм на глубинах до 100 м. По производительности электро — кислородная резка выше электродуговой и газокислородной резки (табл. 26).
Дуговая резка на полуавтомате типа ППСР-300-2 осуществляется путем непрерывной подачи проволоки и концентрического обдувания ее струей кислорода, поступающего в режущую приставку головки полуавтомата (см. рис. 107).
Большая концентрация тепла и узкая струя кислорода обеспечивают резку металла толщиной 25 мм при силе тока 300 А и давлении кислорода 6 кгс/см2
со скоростью до 4 м/ч. Разработан способ дуговой резки углеродистой и нержавеющей стали и алюминия толщиной до 45 мм, который основан на выплавлении металла дугой, горящей между порошковой проволокой и разрезаемым металлом, с одновременной подачей в полость реза интенсивной струи воды. Резка при, этом способе производится постоянным током обратной полярности на режимах: сила тока 500—1000 А, напряжение 20—40 В; давление воды 5—10 кгс/см2; расход воды
6— 12 л/мин; скорость резки до 14 м/ч.
Для плазменно-дуговой резки разработана специализированная установка типа ОППР-1, обеспечивающая резку в пресной и морской воде. Плазменную резку металла толщиной 8—40 мм на глубинах до 10 м производят при силе тока 200—600 А и напряжении дуги 120—140 В со скоростью 5—24 м/ч.
Применение плазмотронов с циркониевым катодом позволяет использовать сжатый воздух, который повышает тепловую мощность плазменной дуги и улучшает ее режущие способности. Присутствие кислорода в воздухе повышает эффективность резки стали СтЗС (табл. 27).
Газокислородная резка основана на сгорании металла в струе кислорода и выдувании окислов и металла из полости реза. Она возможна только при постоянном существовании газового пузыря вокруг подогревающего пламени (рис. НО). Создание газового пузыря возможно за счет продуктов сгорания подо
гревающего пламени, для которого используют ацетилен, водород, другие углеводороды и бензин. Устойчивость пузыря обеспечивается специальной конструкцией наконечника подводного резака и подачей защитного газа — воздуха или кислорода. В воде металл интенсивно охлаждается и поэтому для его подогрева требуется пламя в 10—15 раз большее, чем для аналогичных работ на воздухе.
В воде металл интенсивно охлаждается и поэтому для его подогрева требуется пламя в 10—15 раз большее, чем для аналогичных работ на воздухе.
Рис. 111. Схема установки для подводной бензокислородной резки: 1 — баллоны с кислородом: 2 — змеевик для кислорода: 3 — змеевик для азота; 4 — кислородная рамка; 5 — пульт управления; 6 — к резаку; 7 — батарея аккумуляторов; 8 — к электрозажигалке; 9 — кислород подогретый; 10 —• азот; 11 —■ бензин; 12 — баллон с азотом; 13 — баллон с бензином; 14 — шланг; 15 —• резак; 16 — электрозажигалка |
Наибольшее распространение получили водородно-кислородная и бензино-кисло — родная резка.
Подогревающее пламя образуется за счет водородно-кислородной смеси, подаваемой по кольцевому каналу между мундштуками 1 и 2 (рис. ПО). Между наружным колпачком <3 и мундштуком 2 подается сжатый воздух для создания пузыря и предохранения пламени от соприкосновения с водой. Режущий кислород поступает по центральному каналу мундштука 4.
Водород и кислород поступают в резак по шлангам из баллонов, а воздух по отдельному шлангу от компрессора или баллонов. На глубине 30—40 м водородно-кислородным резаком можно разрезать сталь толщиной до 70 мм; рабочее
давление газов составляет, кгс/см2: 6,6 — кислорода, 5,5 — водорода, 5 — воздуха. Средний часовой расход водорода и кислорода 4—-10 м3, воздуха ~ 20 м3.
Использование бензина для подводных работ стало возможным благодаря разработке новых конструктивных принципов построения бензорезов, сущность которых состоит в том, что бензин предварительно не испаряется, а распыляется кислородом и в зону подогревательного пламени подается в виде тончайшей бензиновой пыли. Продукты сгорания пламени содержат много неконденсирую — щихся газов, образующих устойчивый газовый пузырь, что исключает подведение дополнительного воздуха или кислорода, упрощает и удешевляет установку и ее эксплуатацию.
Схема установки для питания резака бензином и кислородом показана на рис. 111. В комплект установки входит батарея из 6—12 баллонов кислорода, баллоны с бензином и азотом, батарея аккумуляторов, резак и электрозажигалка. На пульте управления для понижения давления установлены два кислородных редуктора и азотный редуктор. Бензин подается под давлением азота. Бензорез за 1 ч расходует 30—50 м3 кислорода, 10—20 кг бензина; расход азота незначителен. Скорость резки бензино-кислородным пламенем выше, чем водороднокислородным, на 20—30%.
111. В комплект установки входит батарея из 6—12 баллонов кислорода, баллоны с бензином и азотом, батарея аккумуляторов, резак и электрозажигалка. На пульте управления для понижения давления установлены два кислородных редуктора и азотный редуктор. Бензин подается под давлением азота. Бензорез за 1 ч расходует 30—50 м3 кислорода, 10—20 кг бензина; расход азота незначителен. Скорость резки бензино-кислородным пламенем выше, чем водороднокислородным, на 20—30%.
Во время сварки и резки под водой токоведущие части устройств находятся в постоянном контакте с водой, и всегда существует возможность утечки тока. Поэтому возникает вероятность поражения работающего током. При работе под водой требуется строгое соблюдение всех правил и рекомендаций водолазной службы, инструкций по технике безопасности при сварке и резке. Для подводной сварки и резки допускаются водолазы только в исправном снаряжении, обеспечивающем полную изоляцию от воды и тока, владеющие соответствующими навыками при выполнении указанных работ.
Безопасность при подводной резке и сварке
Д-1 НАЗНАЧЕНИЕ
В этом приложении описаны меры предосторожности, которые необходимо соблюдать при подготовке и проведении операций по резке или сварке под водой. Весь персонал должен прочитать и усвоить меры предосторожности, перечисленные в этом разделе, а также краткое описание техники безопасности, содержащееся в начале данного руководства. Отклонения от установленных норм, конечно, потенциально опасны; однако наиболее серьезным аспектом игнорирования правил безопасности может быть не первоначальное отклонение, а склонность так же небрежно относиться к другим правилам.Помните, что безопасность — это работа на полный рабочий день, и чем больше заботится о безопасности каждый член команды, тем безопаснее становится каждое погружение.
Подробную информацию о химических опасностях, возникающих при спасении, см. в Руководстве по безопасности при спасании кораблей ВМС США (S0400-AA-SAF-010), которое охватывает токсичные, взрывоопасные, коррозионные и другие опасности особого характера.
Д-2 ОБЩИЙ
Операции по резке и сварке под водой сопряжены с несколькими опасностями, включая смертельные электрические токи, газы, богатые кислородом и водородом, которые могут взорваться в присутствии искры, и температуры кончика электрода, превышающие 10 000°F.Невозможно предусмотреть все возможные ситуации, которые могут возникнуть при подводной резке или сварке. Следовательно, нельзя предполагать, что безопасные условия эксплуатации будут созданы просто путем слепого следования рекомендациям, изложенным в данном руководстве. Тем не менее, при наличии глубоких знаний основ резки и сварки в сочетании со здравым смыслом и здравым смыслом процедуры, описанные в данном руководстве, могут выполняться с максимальной безопасностью.
D-3 ВЗРЫВООПАСНЫЕ ГАЗЫ
НЕ пытайтесь ускорить резку, создавая огонь или ад глубоко внутри металла.Такая ситуация может привести к взрыву.
ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
Дайвер подвергается риску серьезного поражения электрическим током при выполнении операций по резке или сварке, будучи лишь частично погруженным в воду. Следовательно, зона заплеска является наиболее опасным местом, в котором может находиться дайвер.
Следовательно, зона заплеска является наиболее опасным местом, в котором может находиться дайвер.
ПРЕДУПРЕЖДЕНИЕ
НИКОГДА не подносите резак к раструбу при включенном кислороде или при работающем сварочном генераторе.
D-3.1 Общая информация. Газы, образующиеся при подводной резке, богаты кислородом и водородом и могут взорваться, если их поймать и воспламенить.Газы от подводной резки будут собираться в закрытых отсеках, открытых трубчатых конструктивных элементах, открытых системах трубопроводов, фигурных конструктивных элементах и под такими элементами, как двутавровые балки. Перед резкой необходимо обеспечить удаление существующих газов и исключить возможность дальнейшего захвата газа. Подробную информацию о безгазовой технике см. в Техническом руководстве по военным кораблям NAVSEA S9086-CH-STM-030/CH-074, том 3.
Если наличие захваченных взрывоопасных газовых смесей неясно, может потребоваться просверлить отверстия в подходящих местах для выхода газов. Это приведет к затоплению отсека морской водой. Альтернативой может быть продувка отсека смесью газов, которые не поддерживают горение.
Это приведет к затоплению отсека морской водой. Альтернативой может быть продувка отсека смесью газов, которые не поддерживают горение.
D-3.2 Специальная информация. В процессе подводной резки и сварки образуются взрывоопасные газы.
• При резке при включенном питании или сварке водород и кислород выделяются из воды и перемещаются отдельно в виде пузырьков. Эти пузырьки могут собираться в ловушке или ограниченном пространстве над головой. Когда водород и кислород объединяются, они воспламеняются, вызывая хлопающий звук.
• Кислородная резка имеет эффективность около 60 процентов, в результате чего в окружающую среду выбрасывается около 40 процентов чистого кислорода. Этот газ может попасть в ловушку над рабочей зоной и в сочетании с топливом, таким как углеводороды, может легко воспламениться водородным пузырем или искрой, попавшей в пузырек.
Любой хлопок является признаком скопления взрывоопасных газов над подводной рабочей зоной и моментом, когда необходимо прекратить резку или сварку и выяснить причину.
Перед началом любой подводной резки или сварки необходимо изучить чертежи и физическую конфигурацию рабочей зоны, чтобы определить все эти области и пустоты, которые могут содержать или улавливать взрывоопасные газы. Эти области и пустоты должны вентилироваться или инертизироваться в соответствии с Техническим руководством по военно-морским кораблям NAVSEA 59086-CH-STM-030/CH-074 Vol 3 для предотвращения возможных взрывов.
Также следует соблюдать осторожность при резке или сварке ограждений, которые находятся на руслах рек или над ними, особенно в грязи, поскольку захваченный газ метан в надлежащих концентрациях может взорваться.
Взрывоопасные газы могут образовываться в результате любого из следующих действий или их комбинации:
• Нефтепродукты, такие как бензин, мазут или смазки;
• Среды для смешивания красок, такие как льняное масло или разбавители;
• Эпоксидные смолы, клеи и растворители;
• Боеприпасы или взрывчатые вещества;
• Разлагающиеся остатки растительного или животного происхождения; и
• Несгоревшие газы от резаков.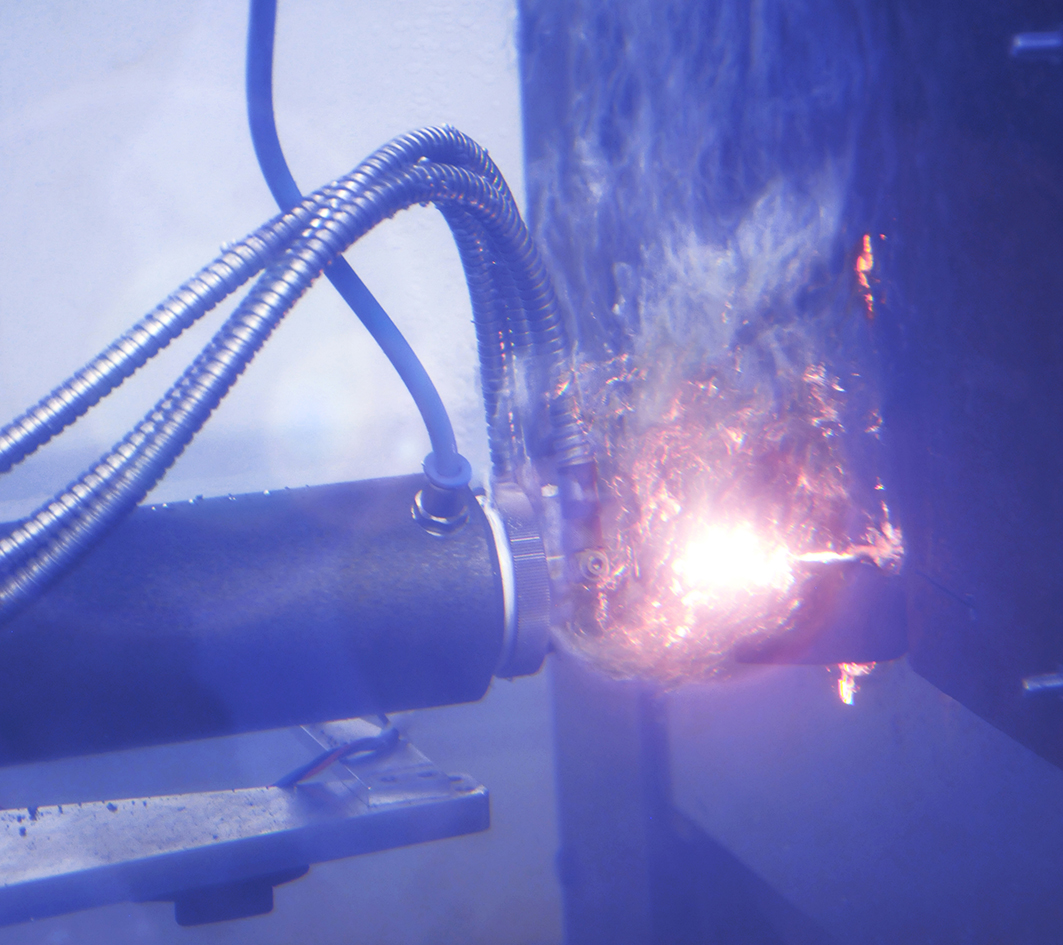
Необходимо принять все меры предосторожности для предотвращения подводного взрыва.Чтобы свести к минимуму возможность взрыва захваченных газов, рекомендуются следующие процедуры:
а. Начинайте резать с самой высокой точки и двигайтесь вниз.
б. При резке толстого материала, т. е. карданного вала, режьте снаружи и работайте по окружности. Извлекая электрод каждые несколько секунд, чтобы позволить воде попасть в разрез, внутри металла не может возникнуть чрезвычайно высокая температура. Следует использовать чистку или поглаживание в направлении предполагаемого разреза.
в. Газы могут выбрасываться на поверхность с помощью вентиляционной трубы (гибкого шланга), закрепленной на месте от верхней точки, где будут собираться газы, до положения выше ватерлинии.
д. При работе под кингстонным сундуком газ можно выпустить, кратковременно открыв внутренний вентиль или вышеописанным способом.
D-4 ЭЛЕКТРИЧЕСТВО ПОД ВОДОЙ
ПРЕДУПРЕЖДЕНИЕ
Переменный ток не должен использоваться для подводной резки или сварки из-за чрезвычайной опасности, связанной с переменным током под водой. Электрический шок, вызванный переменным током, препятствует произвольному расслаблению мышц, управляющих рукой. Следовательно, дайвер может быть не в состоянии отпустить воду, если его тело или оборудование случайно войдут в электрическую цепь.
Электрический шок, вызванный переменным током, препятствует произвольному расслаблению мышц, управляющих рукой. Следовательно, дайвер может быть не в состоянии отпустить воду, если его тело или оборудование случайно войдут в электрическую цепь.
Электричество и вода несовместимы по своей природе, и использование электрооборудования под водой представляет потенциальную опасность поражения электрическим током как для дайвера, так и для тендера. При использовании оборудования с электрическим приводом, такого как резка, сварка или подводное освещение, водолаз и тендер должны быть защищены от поражения электрическим током.Весь персонал, занятый подводной резкой и сваркой, должен пройти тщательную подготовку по СЛР и оказанию первой помощи, чтобы он мог оказать немедленную помощь в случае аварии.
Результаты исследования, проведенного для ВМФ, показали, что основной подводной опасностью поражения электрическим током, с которой сталкиваются водолазы, занятые сваркой и резкой, является поражение электрическим током без летального исхода. Опасность возникает, когда дайвер в неподходящей защитной одежде находится в непосредственной близости от относительно мощного источника электричества.Было обнаружено, что переменный ток представляет значительно большую угрозу для дайвера, чем постоянный ток, поэтому переменный ток НЕ будет использоваться для подводной резки или сварки.
Опасность возникает, когда дайвер в неподходящей защитной одежде находится в непосредственной близости от относительно мощного источника электричества.Было обнаружено, что переменный ток представляет значительно большую угрозу для дайвера, чем постоянный ток, поэтому переменный ток НЕ будет использоваться для подводной резки или сварки.
Известно, что электрический ток выше уровня удара, проходящий через ткани человека, временно изменяет физиологическую функцию клеток. Долгосрочные эффекты, если таковые имеются, неизвестны. Гораздо большие уровни могут вызвать термические ожоги. Сильные удары предположительно могут привести к остановке дыхания или сердца у дайверов. Кроме того, легкие удары могут вызвать потерю контроля, панику или травму из-за непроизвольного сокращения мышц.Поэтому, за исключением покалывания при зажигании дуги, неприятные удары электрическим током нельзя допускать при работе под водой, даже если физиологические повреждения могут не проявляться сразу.
Правила безопасности, перечисленные в следующих разделах, необходимо соблюдать, чтобы обеспечить максимальную личную безопасность дайвера.
D-5 ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ПОДВОДНОЙ РЕЗКЕ И СВАРКЕ
Существует множество условий, затрудняющих работу под водой.К ним относятся неблагоприятные течения, неустойчивое основание, плохая видимость и низкие температуры. Постоянным источником опасности является падение или перекатывание отрезанных деталей. Особенно это касается аварийно-спасательных работ. Это, в сочетании с опасностями, связанными с использованием электрической дуги, способной вызвать смертельный удар, сильные ожоги и образование взрывоопасных газов, создают ситуацию, когда дайвер должен быть предельно бдителен.
Необходимо соблюдать следующие меры предосторожности:
а. Прежде чем приступить к резке, следует провести тщательный осмотр, чтобы узнать, как будут падать отрезанные детали и нет ли каких-либо выступов, проводов или других предметов, которые могут запутать линии или привести к неожиданному раскачиванию детали.
б. Будьте предельно осторожны при разрезании туго стянутого троса, например, троса, обмотанного корабельным гребным винтом. При разрыве проволока может отскочить назад с силой, подобной пружине.
При разрыве проволока может отскочить назад с силой, подобной пружине.
в. Перед резкой убедитесь, что шлангокабели и водолазное оборудование не находятся на пути шлака от операции резки.
д. По возможности избегайте резки над головой, так как падающий расплавленный материал серьезно повредит водолазный шлем, одежду и шлангокабель.
эл. Никогда не кладите и не переносите электрододержатель при включенном питании.
ф. Никогда не меняйте электрод при включенном питании.
г. Дайвер никогда не должен допускать, чтобы какая-либо часть тела или оборудование соприкасались с заземленным изделием, когда предохранительный выключатель замкнут.
ч. Следует соблюдать осторожность при переноске водолазом больших незакрепленных металлических предметов (например, гаечных ключей и рюкзаков), чтобы исключить контакт с электродом под напряжением или работой.
Продолжить чтение здесь: Блок питания D6
Была ли эта статья полезной?
Процедуры подводной сварки и техника безопасности
ОСНОВНЫЕ ТЕХНИКИ
Для успешной мокрой сварки, независимо от того, являетесь ли вы опытным сварщиком или новичком, первое, что вы должны принять, — это ряд личных навыков, которые могут быть использованы для поверхностной сварки, не существует для подводной сварки. Часто, когда я разговариваю с водолазами, меня спрашивают, могу ли я, не являясь сварщиком, научить кого-нибудь сварке удовлетворительного качества за две недели. Что ж, за исключением отсутствия базовых навыков координации, ответ — да.
Часто, когда я разговариваю с водолазами, меня спрашивают, могу ли я, не являясь сварщиком, научить кого-нибудь сварке удовлетворительного качества за две недели. Что ж, за исключением отсутствия базовых навыков координации, ответ — да.
Подготовив более тысячи водолазов за несколько лет, за редким исключением, можно было бы ожидать, что не сварщик сможет выполнить многопроходную угловую сварку, по крайней мере, в горизонтально-вертикальном и вертикальном положениях вниз в течение этого времени. Еще большее удивление вызывает мой обычный ответ опытным сварщикам поверхностей.«Ну, это будет зависеть от того, сможете ли вы достаточно быстро отказаться от общепринятой практики поверхностной сварки». «Нет проблем» — обычный ответ. Тем не менее, я еще не встречал сварщика поверхности, который мог бы просто взяться за методы мокрой сварки без каких-либо краткосрочных трудностей.
Видите ли, для опытного сварщика на поверхности ряд навыков и манипулятивных приемов, которые он понимает, будут работать на поверхности, при определенных обстоятельствах, мало помогут под водой. Он должен, за исключением того, что диапазон личных навыков и таланта, которыми он обладает для поверхностной сварки, на ранних этапах обучения не принесет ему никакой пользы, когда дело доходит до мокрой сварки. Это связано с тем, что основные методы мокрой сварки на самом деле очень просты. Просто нет необходимости в каких-либо умных способах получения хорошего подводного мокрого шва. Лучше всего просто.
Он должен, за исключением того, что диапазон личных навыков и таланта, которыми он обладает для поверхностной сварки, на ранних этапах обучения не принесет ему никакой пользы, когда дело доходит до мокрой сварки. Это связано с тем, что основные методы мокрой сварки на самом деле очень просты. Просто нет необходимости в каких-либо умных способах получения хорошего подводного мокрого шва. Лучше всего просто.
Три основных метода подводной сварки мокрым электродом, которым я обучаю, следующие:
1. Перетащите или самоуничтожающую технику.
2. Осцилляционная техника.
3. Техника шаг назад.
Все это сенсорные техники. Это основной принцип всей подводной мокрой сварки. Конечно, по мере того, как вы становитесь намного более компетентным, вы можете и начнете отклоняться от своего собственного стиля. Верно сказать, что сенсорные технологии — это не единственный способ, которым может осуществляться мокрая сварка, но, безусловно, на базовом/стандартном уровне это единственные требуемые методы.
1. ПЕРЕТАЩИТЕ
При использовании метода перетаскивания электрод просто перетаскивают по изделию, и дайверу нужно лишь слегка надавить вниз, пока электрод расходуется.При условии, что он поддерживает соответствующий угол опережения и наклона, а также соответствующую скорость перемещения, электрод почти сам по себе создаст правильный валик подходящего профиля. Возможно, в конце концов это звучит не так просто, со всеми этими разными вещами, которые нужно освоить. Ну, это, конечно, не сложная техника.
Возможно, самое сложное, что большинству тренирующихся трудно освоить на начальных этапах, это не столько правильные углы опережения/наклона, или правильная скорость движения, или даже соблюдение техники касания.Безусловно, наиболее распространенным фактором, который вызывает большинство головных болей, является установление правильного тока. Потому что справедливо сказать, что независимо от того, насколько хорошо вы пытаетесь контролировать вышеперечисленное, без подходящего тока вы находитесь в «липкой калитке» (без выигрыша), и вам может потребоваться некоторое время, чтобы распознать правильные значения тока.
Чтобы разрешить незначительные изменения скорости движения, необходимо изменить угол опережения. Как правило, чем круче угол опережения, тем медленнее скорость перемещения, шире валик сварного шва и глубже проплавление.Для мокрой сварки под водой требуется меньший угол в плане, чем для поверхностной сварки, в пределах 35–45º. Это необходимо для того, чтобы пузыри могли выйти, не мешая чрезмерно сварочной ванне.
Другим очень важным углом является угол наклона. Это используется для обеспечения точного наплавления внутри соединения. Необходимо понимать, что при использовании контактных методов угол наклона является единственным механизмом, который можно использовать для наплавки металла в определенном месте, и поэтому использование контроля угла наклона имеет жизненно важное значение.
Техника перетаскивания сначала будет использоваться новичком. Это позволит на некоторое время приспособиться, так как информация, предоставляемая дугой, несколько запутанна, и на практике технику постоянного контакта легче поддерживать, и она приведет к воспроизводимым характеристикам, что позволяет для большего контроля качества.
Однако, как и во всех методах сварки, существует тщательный баланс между всеми органами чувств, т. е. зрением, слухом и осязанием. Этот метод, в частности, лучше всего использовать на втором проходе многопроходного углового сварного шва, поскольку обычно требуется только простой стрингерный валик.Для стыковых сварных швов также очень хорошо подходит метод сопротивления. Положение при сварке очень мало влияет на этот конкретный метод (более подробное руководство по всем методам см. в листе упражнений по сварке). работа. Этот метод подходит как для угловых, так и для стыковых швов.
2. КОЛЕБАНИЕ
Я так долго использовал это слово, что, возможно, должен сообщить вам, что это, строго говоря, неправильный термин/определение, используемое для ручной сварки.Тем не менее, я использую его, потому что тогда нет никакого недопонимания между этим и более известным термином «плетение». Я не использую термин «плетение», потому что его значение является неточным. Под водой при использовании сенсорных техник плетение не используется, хотя вполне возможно, но не нужно.
Под водой при использовании сенсорных техник плетение не используется, хотя вполне возможно, но не нужно.
Хорошо, теперь мы с этим разобрались, давайте посмотрим, что мы делаем. При осцилляции электрод колеблется так, что точка, ближайшая к держателю, а не конец, ближайший к работе, поднимается и опускается по вертикали. направление, т.е. угол наклона постоянно изменяется во время сварки. Это способствует осаждению металла и предотвращает неконцентрическое горение электрода, особенно при сварке в корне шва.
Концентрическое горение можно описать как равномерное плавление электрода по всей его окружности. Из-за того, что для мокрой сварки требуются несколько меньшие углы подъема, а также из-за того, что используется технология касания, электрод контактирует только с небольшой площадью поверхности. Это рано или поздно приводит к тому, что ближайшая к заготовке часть горит немного быстрее, чем ее противоположная сторона.В результате происходит неравномерное оплавление электрода, и дуга отклоняется в ближайшую к работе точку. На данном этапе просто невозможно проконтролировать наплавку металла или даже нормально увидеть дугу. В определенных обстоятельствах это можно исправить, просто повернув запястье, что позволит противоположной стороне электрода соприкоснуться с обрабатываемой деталью, позволяя флюсовому покрытию наверстать упущенное.
На данном этапе просто невозможно проконтролировать наплавку металла или даже нормально увидеть дугу. В определенных обстоятельствах это можно исправить, просто повернув запястье, что позволит противоположной стороне электрода соприкоснуться с обрабатываемой деталью, позволяя флюсовому покрытию наверстать упущенное.
Этот конкретный метод лучше всего использовать для корневого прохода в угловых сварных соединениях, потому что именно в этом случае электрод, скорее всего, будет плохо себя вести.
3. ШАГ НАЗАД
Опять же, это слово не является термином, приведенным в BS 499-1: 1991 термины и символы в области сварки. Тем не менее, я использую его, потому что он точно описывает технику. Этот метод включает остановку скорости движения вперед на секунду, а затем перемещение назад в сварочную ванну на несколько миллиметров. Этот метод помогает улучшить толщину и ширину сварного шва, а также некоторые улучшения в контроле скорости затвердевания/охлаждения сварочной ванны. сварочная ванна.Однако оба эти метода требуют от дайвера немного большего мастерства и опыта, а также понимания характера затвердевания сварного шва и его воздействия на материал. Достаточно сказать, что это немного сложнее из-за большей степени требуемого контроля.
сварочная ванна.Однако оба эти метода требуют от дайвера немного большего мастерства и опыта, а также понимания характера затвердевания сварного шва и его воздействия на материал. Достаточно сказать, что это немного сложнее из-за большей степени требуемого контроля.
По крайней мере, для угловых швов этот метод очень хорошо подходит для последнего прохода трехпроходной сварки. Это связано с тем, что он устранит любые небольшие ошибки, вызванные неточным размещением сварного шва во втором проходе, и позволит привести в порядок весь сварной шов.Точное размещение шва, независимо от того, какой метод используется, является еще одной трудностью мокрой сварки, которую может ожидать стажер.
Если вы сейчас быстро взглянете на листы упражнений, вы увидите, что угол наклона является механизмом, который контролирует, где именно наплавляется сварной шов. Уверен, вы не удивитесь, узнав, что для того, чтобы сделать из этого полный хэш, многого не нужно. Угловой шов, без сомнения, является наиболее распространенным типом соединения, используемым для мокрой сварки, и эта книга посвящена преимущественно ему. Тем не менее, стыковые швы могут быть выполнены так же успешно, хотя они не требуют ничего такого, как для угловых швов.
Тем не менее, стыковые швы могут быть выполнены так же успешно, хотя они не требуют ничего такого, как для угловых швов.
В главе «Сварочная металлургия» вы увидите различные сварные швы, как угловые, так и стыковые, которые были успешно завершены. Как упоминалось ранее в отношении электродов для мокрой сварки под водой, флюсовое покрытие выходит за пределы конца основной проволоки, что помогает предотвратить сварку конца электрода или прилипание к изделию и обеспечивает приемлемый перенос расплавленного металла через дуговой промежуток.Следует также помнить, что углы опережения и наклона, а также скорость движения, гораздо более важны при подводной сварке, чем сварка на поверхности, из-за условий видимости и окружающей среды, и поэтому вам потребуется некоторое время, чтобы освоить их.
ДЭВИД КИТС
Дэвид Китс — управляющий директор Specialty Welds Ltd, компании, специализирующейся на обучении подводных сварщиков, консультировании и услугах по инспекции сварки. Specialty Welds — британская компания, и Дэвид работает в сфере сварки более 39 лет.Дэвид опубликовал две книги по подводной сварке и предлагает курс сварки Weldcraft-Pro другим поставщикам обучения, а также коммерческим компаниям. Для получения дополнительной информации о Дэвиде и его компании посетите сайт //www.specialwelds.com.
Specialty Welds — британская компания, и Дэвид работает в сфере сварки более 39 лет.Дэвид опубликовал две книги по подводной сварке и предлагает курс сварки Weldcraft-Pro другим поставщикам обучения, а также коммерческим компаниям. Для получения дополнительной информации о Дэвиде и его компании посетите сайт //www.specialwelds.com.
ПРИЛОЖЕНИЕ D: БЕЗОПАСНОСТЬ ПРИ ПОДВОДНОЙ РЕЗКЕ И СВАРКЕ
D-1 НАЗНАЧЕНИЕ
В этом приложении описаны меры предосторожности, которые необходимо соблюдать при подготовке и проведении операций по резке или сварке под водой.Весь персонал должен прочитать и усвоить меры предосторожности, перечисленные в этом разделе, а также краткое описание техники безопасности, содержащееся в начале данного руководства. Отклонения от установленных норм, конечно, потенциально опасны; тем не менее, наиболее серьезным аспектом игнорирования правил безопасности может быть не первоначальное отклонение, а склонность относиться к другим правилам так же небрежно. Помните, что безопасность — это работа на полный рабочий день, и чем более осознанным становится каждый член команды, тем безопаснее каждое погружение. операция становится.
Помните, что безопасность — это работа на полный рабочий день, и чем более осознанным становится каждый член команды, тем безопаснее каждое погружение. операция становится.
Подробную информацию о химических опасностях, возникающих при спасении, см. в Руководстве по безопасности при спасании кораблей ВМС США (S0400-AA-SAF-010), которое охватывает токсичные, взрывоопасные, коррозионные и другие опасности особого характера.
D-2 ОБЩИЕ
Операции по резке и сварке под водой сопряжены с несколькими опасностями, включая смертельные электрические токи, газы, богатые кислородом и водородом, которые могут взорваться в присутствии искры, и температуры кончика электрода, превышающие 10 000°F.Невозможно предусмотреть все возможные ситуации, которые могут возникнуть при подводной резке или сварке. Следовательно, нельзя предполагать, что безопасные условия эксплуатации будут созданы просто путем слепого следования рекомендациям, изложенным в данном руководстве. Тем не менее, при наличии глубоких знаний основ резки и сварки в сочетании со здравым смыслом и здравым смыслом процедуры, описанные в данном руководстве, могут выполняться с максимальной безопасностью.
Тем не менее, при наличии глубоких знаний основ резки и сварки в сочетании со здравым смыслом и здравым смыслом процедуры, описанные в данном руководстве, могут выполняться с максимальной безопасностью.
D-3 ВЗРЫВООПАСНЫЕ ГАЗЫ
ПРЕДУПРЕЖДЕНИЕ: НЕ пытайтесь ускорить резку, создавая огонь или пламя глубоко внутри металла.Такая ситуация может привести к взрыву.
ПРЕДУПРЕЖДЕНИЕ. Дайвер подвергается риску серьезного поражения электрическим током, выполняя операции по резке или сварке, будучи лишь частично погруженным в воду. Следовательно, зона заплеска является наиболее опасным местом, в котором может находиться дайвер.
ПРЕДУПРЕЖДЕНИЕ: НИКОГДА не подносите резак к раструбу при включенном кислороде или при работающем сварочном генераторе.
D-3.1 Общая информация. Газы, образующиеся при подводной резке, богаты кислородом и водородом и могут взорваться, если их поймать и воспламенить.Газы от подводной резки будут собираться в закрытых отсеках, открытых трубчатых конструктивных элементах, открытых системах трубопроводов, фигурных конструктивных элементах и под такими элементами, как двутавровые балки. Перед резкой необходимо обеспечить удаление существующих газов и исключить возможность дальнейшего захвата газа. См. Техническое руководство по военно-морским кораблям NAVSEA S9086-CHSTM-030/CH-074 Том 3 для получения подробной информации о безгазовой технике.
Перед резкой необходимо обеспечить удаление существующих газов и исключить возможность дальнейшего захвата газа. См. Техническое руководство по военно-морским кораблям NAVSEA S9086-CHSTM-030/CH-074 Том 3 для получения подробной информации о безгазовой технике.
Если наличие захваченных взрывоопасных газовых смесей неясно, может потребоваться просверлить отверстия в подходящих местах для выхода газов.Это приведет к затоплению отсека морской водой. Альтернативой может быть продувка отсека смесью газов, которые не поддерживают горение.
D-3.2 Специальная информация. В процессе подводной резки и сварки образуются взрывоопасные газы.
. При резке при включенном питании или сварке водород и кислород выделяются из воды и перемещаются отдельно в виде пузырьков. Эти пузырьки могут собираться в ловушке или ограниченном пространстве над головой. Когда водород и кислород объединяются, они воспламеняются, вызывая хлопающий звук.
. Кислородная резка эффективна примерно на 60 процентов, в результате чего в окружающую среду выбрасывается примерно 40 процентов чистого кислорода. Этот газ может попасть в ловушку над рабочей зоной и в сочетании с топливом, таким как углеводороды, может легко воспламениться водородным пузырем или искрой, попавшей в пузырек.
Этот газ может попасть в ловушку над рабочей зоной и в сочетании с топливом, таким как углеводороды, может легко воспламениться водородным пузырем или искрой, попавшей в пузырек.
Любой хлопок является признаком скопления взрывоопасных газов над подводной рабочей зоной и моментом, когда необходимо прекратить резку или сварку и выяснить причину.
Перед началом любой подводной резки или сварки необходимо изучить чертежи и физическую конфигурацию рабочей зоны, чтобы определить все эти области и пустоты, которые могут содержать или улавливать взрывоопасные газы. Эти области и пустоты должны вентилироваться или инертизироваться в соответствии с Техническим руководством по военно-морским кораблям NAVSEA 59086-CH-STM-030/CH-074 Vol 3 для предотвращения возможных взрывов.
Также следует соблюдать осторожность при резке или сварке ограждений, которые находятся на руслах рек или над ними, особенно в грязи, поскольку захваченный газ метан в надлежащих концентрациях может взорваться.
Взрывоопасные газы могут образовываться в результате любого из следующих действий или их комбинации:
. Нефтепродукты, такие как бензин, мазут или смазки;
. Среды для смешивания красок, такие как льняное масло или разбавители;
. Эпоксидные смолы, клеи и растворители;
. Боеприпасы или объемные взрывчатые вещества;
. Разлагающиеся растительные или животные остатки; и
. Несгоревшие газы от резаков.
Необходимо принять все меры предосторожности для предотвращения подводного взрыва.Чтобы свести к минимуму возможность взрыва захваченных газов, рекомендуются следующие процедуры:
а. Начинайте резать с самой высокой точки и двигайтесь вниз.
B. При резке толстого материала, т. е. карданного вала, режьте снаружи и обрабатывайте по окружности. Извлекая электрод каждые несколько секунд, чтобы позволить воде попасть в разрез, внутри металла не может возникнуть чрезвычайно высокая температура. Следует использовать чистку или поглаживание в направлении предполагаемого разреза.
C. Газы могут выбрасываться на поверхность с помощью вентиляционной трубы (гибкого шланга), закрепленной на месте от верхней точки, где будут собираться газы, до положения выше ватерлинии.
D. При работе под кингстонным сундуком газ можно выпустить, кратковременно открыв внутренний клапан или вышеописанным способом.
D-4 ЭЛЕКТРИЧЕСТВО ПОД ВОДОЙ
ВНИМАНИЕ! Переменный ток нельзя использовать для резки или сварки под водой из-за чрезвычайной опасности, связанной с переменным током под водой.
Электрошок, вызванный переменным током, предотвращает произвольное расслабление мышц, управляющих рукой. Следовательно, дайвер может быть не в состоянии отпустить воду, если его тело или оборудование случайно войдут в электрическую цепь.
Электричество и вода несовместимы по своей природе, и использование электрооборудования под водой представляет потенциальную опасность поражения электрическим током как для дайвера, так и для тендера. При использовании электрооборудования, такого как резка, сварка или подводное освещение, водолаз и тендер должны быть защищены. от поражения электрическим током.Весь персонал, занятый подводной резкой и сваркой, должен пройти тщательную подготовку по СЛР и оказанию первой помощи, чтобы он мог оказать немедленную помощь в случае аварии.
При использовании электрооборудования, такого как резка, сварка или подводное освещение, водолаз и тендер должны быть защищены. от поражения электрическим током.Весь персонал, занятый подводной резкой и сваркой, должен пройти тщательную подготовку по СЛР и оказанию первой помощи, чтобы он мог оказать немедленную помощь в случае аварии.
Результаты исследования, проведенного для ВМФ, показали, что основной подводной опасностью поражения электрическим током, с которой сталкиваются водолазы, занятые сваркой и резкой, является поражение электрическим током без летального исхода. Опасность возникает, когда дайвер в неподходящей защитной одежде находится в непосредственной близости от относительно мощного источника электричества.Было обнаружено, что переменный ток представляет значительно большую угрозу для дайвера, чем постоянный ток, поэтому переменный ток НЕ будет использоваться для подводной резки или сварки.
Известно, что электрический ток выше уровня удара, проходящий через ткани человека, временно изменяет физиологическую функцию клеток. Долгосрочные эффекты, если таковые имеются, неизвестны. Гораздо более высокие уровни могут вызвать термические ожоги. Сильные удары предположительно могут привести к остановке дыхания или сердца у дайверов. Кроме того, легкие удары могут вызвать потерю контроля, панику или травму из-за непроизвольного сокращения мышц.Поэтому, за исключением покалывания при зажигании дуги, неприятные удары электрическим током нельзя допускать при работе под водой, даже если физиологические повреждения могут не проявляться сразу.
Долгосрочные эффекты, если таковые имеются, неизвестны. Гораздо более высокие уровни могут вызвать термические ожоги. Сильные удары предположительно могут привести к остановке дыхания или сердца у дайверов. Кроме того, легкие удары могут вызвать потерю контроля, панику или травму из-за непроизвольного сокращения мышц.Поэтому, за исключением покалывания при зажигании дуги, неприятные удары электрическим током нельзя допускать при работе под водой, даже если физиологические повреждения могут не проявляться сразу.
Правила безопасности, перечисленные в следующих разделах, необходимо соблюдать, чтобы обеспечить максимальную личную безопасность дайвера.
D-5 ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ПОДВОДНОЙ РЕЗКЕ И СВАРКЕ
Существует множество условий, затрудняющих работу под водой.К ним относятся неблагоприятные течения, неустойчивое основание, плохая видимость и низкие температуры. Постоянным источником опасности является падение или перекатывание отрезанных деталей. Особенно это касается аварийно-спасательных работ. Это, в сочетании с опасностями, связанными с использованием электрической дуги, способной вызвать смертельный удар, сильные ожоги и образование взрывоопасных газов, создают ситуацию, когда дайвер должен быть предельно бдителен. Необходимо соблюдать следующие меры предосторожности:
Особенно это касается аварийно-спасательных работ. Это, в сочетании с опасностями, связанными с использованием электрической дуги, способной вызвать смертельный удар, сильные ожоги и образование взрывоопасных газов, создают ситуацию, когда дайвер должен быть предельно бдителен. Необходимо соблюдать следующие меры предосторожности:
а. Прежде чем приступить к резке, следует провести тщательный осмотр, чтобы узнать, как будут падать отрезанные детали и нет ли каких-либо выступов, проводов или других предметов, которые могут запутать линии или привести к неожиданному раскачиванию детали.
B. Будьте предельно осторожны при разрезании туго стянутых тросов, например, проволоки, намотанной на корабельный гребной винт. При разрыве проволока может отскочить назад с силой, подобной пружине.
C. Перед резкой убедитесь, что шлангокабели и водолазное оборудование не находятся на пути шлака от операции резки.
D. По возможности избегайте резки над головой, так как падающий расплавленный материал может серьезно повредить водолазный шлем, одежду и шлангокабель.
E. Никогда не кладите и не переносите электрододержатель при включенном питании.
F. Никогда не меняйте электрод при включенном питании.
G. Дайвер никогда не должен допускать, чтобы какая-либо часть тела или оборудование соприкасались с заземленным изделием, когда предохранительный выключатель замкнут.
H. Следует соблюдать осторожность при переноске водолазом больших незакрепленных металлических предметов (например, гаечных ключей и рюкзаков), чтобы исключить контакт с электродом под напряжением или работой.
Практическое руководство по оборудованию и назначению подводной сварки
Поиск нужных инструментов для проекта подводной сварки может быть сложной задачей.
Водолазы-сварщики нуждаются в правильном оборудовании для точного, эффективного и безопасного выполнения своей работы.
Это руководство поможет вам сориентироваться в процессе выбора оборудования для подводной сварки .
Каждая сварочная работа немного отличается.
Кроме того, поскольку большинство подводных сварщиков сваривают наверху, важно понимать, как их инструменты работают по-разному в водной среде.
Чтобы правильно сварить под водой, коммерческий дайвер использует пять основных инструментов:
- Водолазный шлем
- Аксессуары
- Гидрокостюм
- Электроды
- Стингер
- Блок питания
Рассмотрим каждый из них:
1.Водолазный шлем: глаза и уши проектов гипербарической сварки
Подводным сварщикам для работы нужен надежный водолазный шлем.
Изображение предоставлено Министерством обороны США
.На поверхности сварочные каски (капюшоны) защищают глаза и лицо сварщиков во время сварочных работ. Подводные сварочные шлемы служат этой цели, а также позволяют дышать сварщику-водолазу.
Большинство использует тот же водолазный шлем, что и при обычном коммерческом погружении, с одним дополнением:
Экран сварщика , который крепится к передней части маски для защиты глаз.
Некоторые из этих сварочных экранов откидываются вверх или вниз, как сварочный колпак, и бывают разных оттенков.
Типы водолазных шлемов
Подводные сварщики используют один из этих шлемов в зависимости от проекта:
Open Circuit : в этом шлеме используется обратный газовый клапан, линзы, предотвращающие запотевание, боковые грузы, внутренняя подушка и многие другие современные характеристики. Это стандартный и самый популярный шлем для коммерческих дайверов. Поскольку в нем используется обратный клапан, выдыхаемый воздух попадает в воду.
Возврат: Этот тип шлема работает по тем же принципам, что и открытый контур, но он рециркулирует выдыхаемый дайвером газ и закачивает его обратно в систему при том же атмосферном давлении.
Шлем Free-Flow: С самым простым дизайном, этот шлем отличается большим прозрачным козырьком для лучшей видимости. Из-за его простоты дайверы могут разобрать его и снова собрать с помощью отвертки и гаечного ключа. Он используется в основном для работы с опасными материалами и на мелководье.
Он используется в основном для работы с опасными материалами и на мелководье.
При мокрой сварке используется только воздух, подаваемый с поверхности (SSA) , , поэтому стоит отметить, что оборудование, используемое для SSA, является специализированным и используется только профессионалами. SSA (в отличие от SCUBA) является критическим для подводных сварщиков, потому что он позволяет общаться с надводной командой, которая работает со сварочным аппаратом.
2. Принадлежности для подводной сварки: жизненно важные приспособления для использования
Помимо шлема, водолазы-сварщики будут использовать следующие аксессуары для дайвинга:
- Водолазный нож : Как кнут для Индианы Джонса, так и нож для сварщиков-водолазов.Это инструмент для любой ситуации, независимо от того, нужно ли им врезаться в материал проекта, открыть дверь или освободиться от запутанной ситуации. Водолазный нож делает свое дело.
- Пуповина: Здесь газ перекачивается от дайвера на поверхность и обратно.
- Привязь – Для удержания дайвера на плаву и в одном месте во время работы.
- Газовая панель и компрессор: Квалифицированная команда следит за газовыми датчиками и обеспечивает постоянную подачу воздуха к дайверу(ам) внизу.Дайверы также следят за ними напрямую. Большинство из них используют газ низкого давления из-за его низких эксплуатационных расходов, практически неограниченную подачу воздуха.
- Аварийный газ: Используется в экстренных ситуациях, этот газ обычно берется с собой дайвером в качестве запасного газа на случай неисправности оборудования SSA. Он выполнен в виде небольшого акваланга.
- Переключатель ножей: Не то же самое, что водолазный нож. Это используется при использовании электрооборудования под водой, например, при мокрой сварке. Построенный как простой рычаг, он управляет потоком электричества сверху, чтобы привести в действие ваши инструменты.

3. Гидрокостюм: гибкая броня для работы
Изображение предоставлено: m_hatter, Flickr
В чем разница между гидрокостюмом подводного сварщика и аквалангистом?
Зависит от того, чем они занимаются.
Большинство коммерческих дайверов используют сухой гидрокостюм, так как он обеспечивает превосходный климат-контроль и большую защиту, чем гидрокостюм.
Сухие гидрокостюмыизготавливаются из неопрена, резины или оболочки, в зависимости от среды, в которой вы погружаетесь.Однако в качестве дополнительного внешнего уровня защиты некоторые подводные сварщики носят комбинезоны поверх своих костюмов.
Если какой-либо расплавленный металл попадет прямо в костюм, он может прожечь его насквозь. Комбинезоны препятствуют этому.
Для защиты рук водолазы-сварщики надевают толстые резиновые перчатки поверх нескольких пар латекса.
Чтобы вода не попала в перчатки, они могут защелкиваться резинкой вокруг запястья.
4. Водонепроницаемые электроды: правильное покрытие имеет большое значение
Изображение предоставлено Broco Inc.
Электрод, возможно, является наиболее важной частью инструментов подводного сварщика , поскольку он обеспечивает материал для сварки. Существует множество размеров и материалов на выбор, начиная с небольших 1/8-дюймовых стержней для подводной сварки, которые работают с мягкой сталью, и заканчивая чуть более крупными стержнями из нержавеющей стали 5/32.
Вот где происходит волшебство.
Основное различие между поверхностной и подводной сваркой заключается в покрытии; подводные электроды должны быть чрезвычайно водостойкими .Некоторые сварщики-дайверы до сих пор наносят покрытие на свои электроды, но у большинства из них это длится всего несколько часов.
Представитель Broco-Rankin сообщил нам, что их электроды могут находиться в воде до 24 часов и при этом сохранять водостойкое покрытие.
Они хорошо работают на глубине до 33 футов. Ниже этого уровня давление может вызвать большую пористость, которая может повредить структурную целостность.
Ниже этого уровня давление может вызвать большую пористость, которая может повредить структурную целостность.
Водостойкое покрытие: Чем дольше он сможет продержаться в агрессивной морской среде, тем лучше.
High Strength Yield : Материал электрода лучшего качества обеспечивает более плотный сварной шов, который прослужит дольше. Типичные диаметры сварных швов составляют 1/8 и 5/32 дюйма.
5. Подводный Stinger: меньше значит больше
Стингерыудерживают электроды, и они в основном сделаны из легких пластиковых материалов, чтобы уменьшить вероятность судорог и усталости.
Разработанные для простоты, стингеры не нуждаются во многих дополнительных функциях для работы под водой.
Подводные сварщики, которые тренируются с определенным жалом, обычно предпочитают тот же тип на работе, даже если на рынке есть более новый. «Придерживайтесь того, что вы знаете» — таково общее мнение. Вероятно, это связано с ощущением непредсказуемости других частей их работы.
Вероятно, это связано с ощущением непредсказуемости других частей их работы.
Однако современное оборудование помогает обеспечить более безопасную и эффективную работу и часто может снизить общие затраты. Такое оборудование буквально делает эти типы инструментов, особенно подводные фонари, передовыми.
Качественный стингер для подводной сварки, такой как стингер Broco BR-21, имеет следующие характеристики:
- Изолированный: Соленая вода хорошо проводит электричество, и сварщикам-дайверам нужна вся возможная защита. Если жало хорошо изолировано, оно не даст сварщику-водолазу почувствовать большую часть тока даже при силе тока 200 ампер.
- Эргономичный и легкий: Чем крупнее сварочный объект, тем больше подводному сварщику требуется жало, которое он может держать в течение более длительного периода времени.
- Под правильным углом: Стингеру нужны идеальное отверстие и паз, куда подводные сварщики могут вставить электрод. Это обеспечивает оптимальное использование в различных положениях сварки и видимости.
 Это обеспечивает оптимальное использование в различных положениях сварки и видимости.
Это обеспечивает оптимальное использование в различных положениях сварки и видимости.6. Аппарат для подводной сварки: сила тока и сила тока
Сделай погорячее.
В отличие от большинства процессов сварки на поверхности, управление подводным сварочным оборудованием осуществляется совместно водолазами внизу и командой управления на лодке.
Непосредственно перед тем, как сварщик-водолаз будет готов начать сварку, он или она свяжется по радио с командой управления.
Это означает, что им нужно включить аппарат для подводной сварки на правильную силу тока .
По словам представителя Miller, необходимая мощность сильно зависит от размера электрода.
Поскольку подавляющая часть сварки выполняется на поверхности, немногие (если вообще существуют) компании производят сварочные аппараты, предназначенные специально для подводной сварки.
Некоторые требуют дополнительных действий, чтобы перевести его в безопасный режим вывода при использовании под водой, например, извлечь катушку из внутренней части устройства.
Вот качества, которыми должен обладать источник питания для подводной сварки:
- Постоянная и стабильная мощность: Хорошая машина не колеблется в амперах, если кто-то не повернет ручку; даже с более длинными силовыми кабелями должен поддерживаться хороший непрерывный поток.
- Рабочий цикл: Это время, в течение которого подводный сварщик может работать с оборудованием для подводной сварки при максимальной силе тока (мощности).Если машина работает при токе 275 ампер при рабочем цикле 60 %, это означает, что вы можете сваривать на полном газу в течение 6 минут из 10 (отключите выход на 4 минуты). Другие машины могут работать на более высоком уровне — опять же, потребности в энергии зависят в основном от типа используемого электрода.
- DC не AC : В воде все сварочное оборудование должно питаться от постоянного тока, не переменного тока. Постоянный ток течет в одном, постоянном направлении. Это лучшая альтернатива переменному току при использовании под водой.Сварщики-водолазы используют прямую полярность (отрицательную), что обеспечивает более длительный срок службы электрододержателя (обычно).
 Это лучшая альтернатива переменному току при использовании под водой.Сварщики-водолазы используют прямую полярность (отрицательную), что обеспечивает более длительный срок службы электрододержателя (обычно).
Это лучшая альтернатива переменному току при использовании под водой.Сварщики-водолазы используют прямую полярность (отрицательную), что обеспечивает более длительный срок службы электрододержателя (обычно).Вооружено и готово: оборудование для подводной сварки
Оборудование для подводной сварки, указанное выше, стоит значительных денег, но большинство сварщиков-дайверов работают в компаниях, которые уже имеют это оборудование.
Если у вас нет такой роскоши, вы можете основывать расходы на инструменты на основе своего дохода и инвестировать по мере возможности. Не облагаемые налогом расходы могут значительно помочь вам добиться успеха в качестве морского субподрядчика.
Помимо жала и электрода, инструменты подводного сварщика используются для других целей, помимо подводной сварки.
Тем не менее, важно знать характеристики этого оборудования для подводной сварки, чтобы быть в курсе и использовать лучшее для подводных сварочных работ.
Что такое подводная сварка и почему она важна?
Одной из уникальных профессий коммерческого водолаза является выполнение подводных сварочных работ для поддержания мореходных качеств корабля.Независимо от условий океана, эти дайверы справятся со своей задачей! Как следует из названия, подводная сварка — это сварка под водой. Но если вы знаете, как сваривать на суше, это не значит, что вы хорошо умеете сваривать под водой. От метода до важности — вот все, что вам нужно знать о подводной сварке.
Как выполняется подводная сварка?Изобретенная в начале 1930-х годов, подводная сварка до сих пор используется для обслуживания и ремонта морских сооружений.Сварка — это процесс соединения двух конструкций с помощью сильного нагрева. Когда дело доходит до подводной сварки, этот процесс может показаться удивительным, учитывая, что электричество и вода представляют собой опасную комбинацию. И все мы знаем, что вода тушит огонь, так как именно это делается?
Влажная сварка – это метод, в котором используется электрод, содержащий анод (положительно заряженный), катод (отрицательно заряженный) и электролит (морская вода). Эти противоположные заряды позволяют электронам перемещаться от катода к аноду, а положительные ионы пробиваются через электролит к катоду, испуская сварку там, где это необходимо.Массовое движение этих частиц генерирует энергию и тепло до более чем 5000 градусов по Цельсию. Дуга, выходящая из конца электрода, защищена газовым пузырем, который создает водонепроницаемую среду и позволяет дайверам сваривать поверхности вместе.
Эти противоположные заряды позволяют электронам перемещаться от катода к аноду, а положительные ионы пробиваются через электролит к катоду, испуская сварку там, где это необходимо.Массовое движение этих частиц генерирует энергию и тепло до более чем 5000 градусов по Цельсию. Дуга, выходящая из конца электрода, защищена газовым пузырем, который создает водонепроницаемую среду и позволяет дайверам сваривать поверхности вместе.
Подводная сварка отлично подходит для аварийного ремонта. Хотя наем подводного сварщика может быть дорогостоящим из-за опасности, связанной с работой, это более дешевый вариант, чем удаление поврежденной детали, ее ремонт на суше, а затем повторная установка.Это быстрый и более подходящий метод для больших судов, таких как торговые суда.
Профессионал сможет получить доступ ко всем частям корабля, недоступным даже на суше. Самое приятное то, что в сухом доке вы не теряете время. Сварщик может выполнять работу на месте, пока судно погружено в воду.
Вы ищете услуги по очистке и ремонту судов? Не ищите ничего, кроме Thai Subsea Services! Уже более трех десятилетий мы работаем в отрасли, предоставляя высококачественные подводные судовые услуги , такие как очистка корпуса кораблей и лодок, полировка гребных винтов и подводная сварка.Мы также предоставляем услуги по ремонту судов и оффшорным коммерческим водолазным услугам . Современные технологии в сочетании с нашими экспертными методами обеспечивают положительные результаты. Свяжитесь с нами сегодня , чтобы узнать больше о наших услугах по подводной сварке.
Руководство по подводной сварке — cDiver
Резюме : Две основные категории методов подводной сварки:
- Влажная подводная сварка
- Сухая подводная сварка (также называемая гипербарической сваркой)
При мокрой подводной сварке обычно используется дуговая сварка защищенным металлом с использованием водонепроницаемого электрода. Другие используемые процессы включают дуговую сварку с флюсовой сердцевиной и сварку трением.
В каждом из этих случаев источник сварочного тока подключается к сварочному оборудованию с помощью кабелей и шлангов.
Этот процесс обычно ограничивается сталью с низким углеродным эквивалентом, особенно на больших глубинах, из-за растрескивания, вызванного водородом.
При сухой подводной сварке сварку выполняют при преобладающем давлении в камере, заполненной газовой смесью, герметизированной вокруг свариваемой конструкции.Для этого процесса часто используется дуговая сварка вольфрамовым электродом в среде защитного газа, и полученные сварные швы, как правило, имеют высокую целостность.
Применение подводной сварки разнообразно — ее часто используют для ремонта и строительства кораблей, морских платформ и трубопроводов. Сталь является наиболее распространенным свариваемым материалом. При подводной резке применяют также кислородно-дуговую резку экзотермическими электродами и стальными трубчатыми электродами.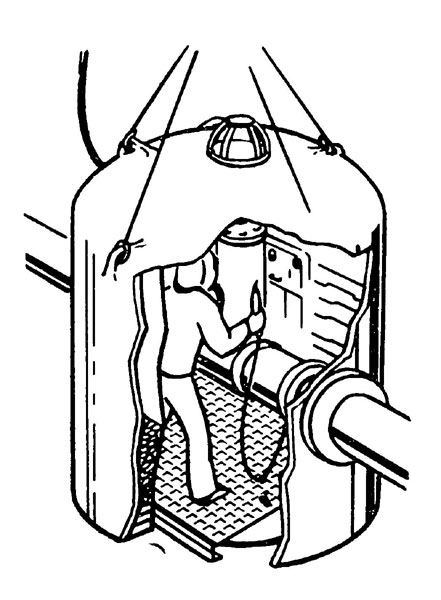
Из-за опасности и требований к телу сварщики или закройщики часто работают 1 месяц с перерывом на 3 месяца.
Этот обзор не предназначен для надежной замены профессионального обучения и указаний производителя. Это только для общей информации.
Видео о подводной сварке
Глубоководная сварка
Влажная сварка
Определение подводной сварки обычно относится к методу мокрой сварки, при котором отсутствует механический барьер, отделяющий сварочную дугу от воды.
Для глубоководных сварных швов и других применений, где необходима высокая прочность, чаще всего используется сухая водная сварка.Продолжаются исследования по применению сварки всухую на глубине до 1000 м.
В целом обеспечение целостности подводных сварных швов может быть затруднено, особенно мокрых подводных сварных швов, поскольку дефекты трудно обнаружить.
Для конструкций, свариваемых мокрой подводной сваркой, контроль после сварки может быть более сложным, чем для сварных швов, наплавленных на воздухе.
Лучший способ научиться сварке под водой, как говорят в ВМС США, это практика, практика и еще раз практика.
Процесс
Подводный сварочный генератор постоянного тока
- Подсоедините заземляющий провод генератора как можно ближе к рабочему месту, чтобы дайвер никогда не оказался между электродом и землей.
Разъединитель для подводной сварки
- Убедитесь в том, что на стороне резака по току имеется положительный рабочий выключатель. Когда дайвер меняет горящие стержни или делает что-либо, кроме сжигания, выключатель должен быть в открытом положении (как показано).Важно, чтобы открытием и закрытием переключателя руководил дайвер. Каждая команда должна быть подтверждена дайвером с использованием терминологии «сделай горячим» или «сделай холодным».
- Полярность можно проверить, погрузив наконечник удилища и зажим заземления в ведро с соленой водой на расстоянии 2″ друг от друга. Включите стержень, замкнув предохранительный рубильник. Струя пузырьков должна подниматься от кончика стержня. Если нет, поменяйте полярность и повторите проверку.
- После того, как дайвер войдет в воду, первая задача — расчистить место для зажима грунта.Пятно должно находиться перед дайвером, как можно ближе к сварному шву, и должно быть зачищено или зачищено проволочной щеткой до блеска. В целях безопасности дайвера в качестве заземляющих зажимов для подводной резки или сварки следует использовать только зажимы типа C. Зажим должен быть надежно закреплен на заготовке, а трос должен иметь достаточную
слабину, чтобы предотвратить его ослабление. Дайвер может слегка приварить зажим на месте, когда есть вероятность, что он ослабнет.Земля всегда должна находиться в поле зрения дайвера. - Водолаз должен сделать пробную сварку, чтобы проверить «нагрев» на рабочей глубине.
- Когда электрод израсходуется в пределах 3″ от резака, остановите резку и подайте команду «остыть». перед попыткой замены электродов. Удерживайте горелку в положении резки до тех пор, пока тендер не подтвердит «остыть» или «выключить».
- Работа сварочной горелки без установленного пламегасителя небезопасна.
- Никогда не ускоряйте резку, создавая огонь или ад глубоко внутри металла. Такая ситуация может привести к взрыву.
- Не режьте цветные металлы под водой, так как они не окисляются и должны плавиться. Резка цветных металлов может привести к взрыву.
- Возгорание не должно происходить под водой при низком давлении кислорода. Это приведет к возгоранию кабеля внутри самого кабеля, возможным прорывам кабеля, ситуации, которая может привести к травме.
- Дайвер рискует получить удар электрическим током при сварке или резке при частичном погружении в воду.
- Ацетилен очень нестабилен при давлении выше 15 psi и не используется для подводной резки.
- Рука никогда не должна находиться ближе 4 дюймов от кончика электрода.
- Водолазный тендер всегда должен вести письменный учет следующего, чтобы повторить то, что сработало во время следующего сеанса сварки или резки:
1) Сила сварочного тока, считанная со счетчика клещей.
2) Напряжение разомкнутой и замкнутой цепи, измеренное вольтметром.
3) Диаметр электрода, тип, производитель и гидроизоляционный материал.
4) Электрическая полярность.
5) Длина сварочного кабеля.
6) Глубина рабочей площадки.
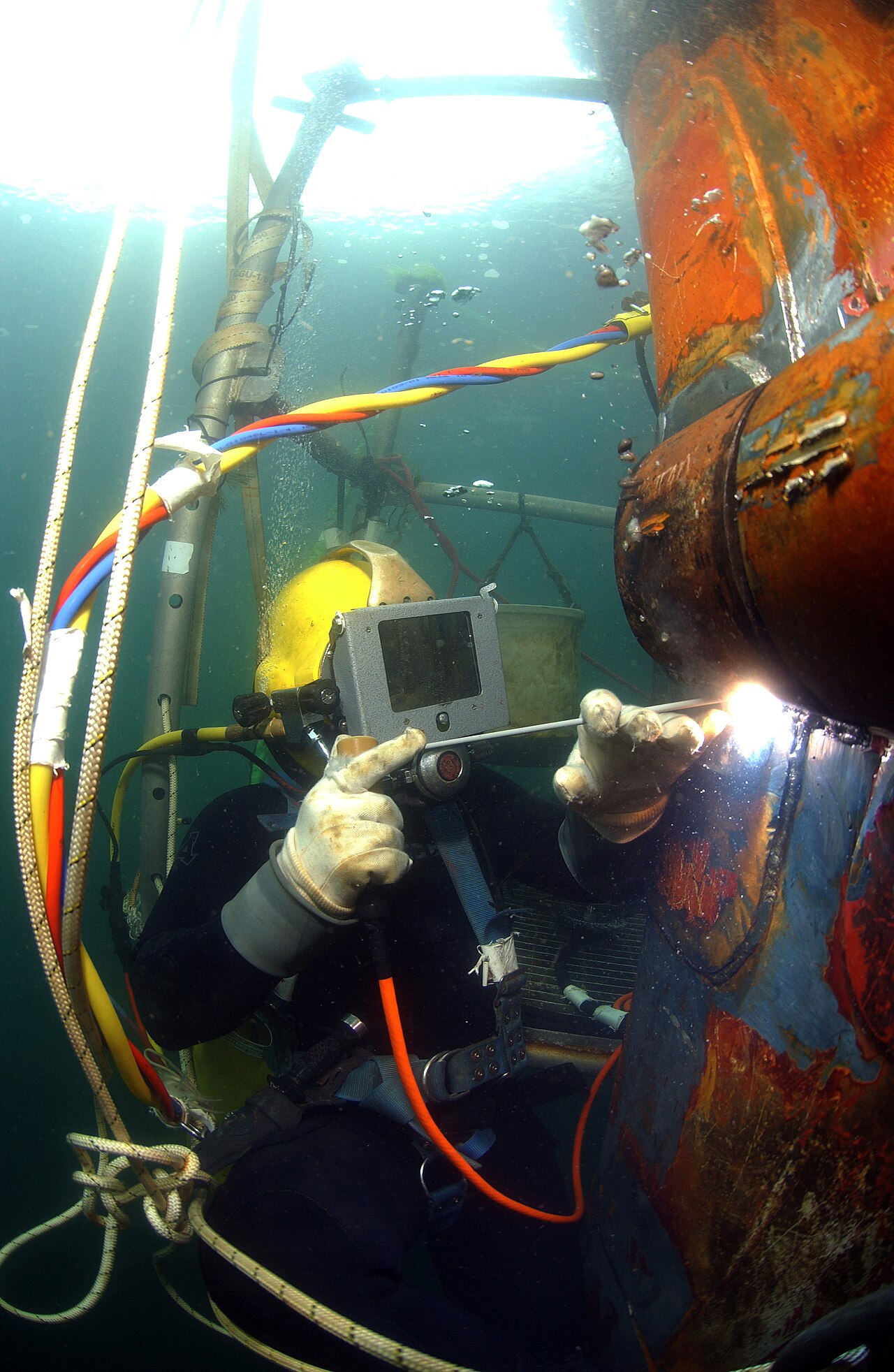
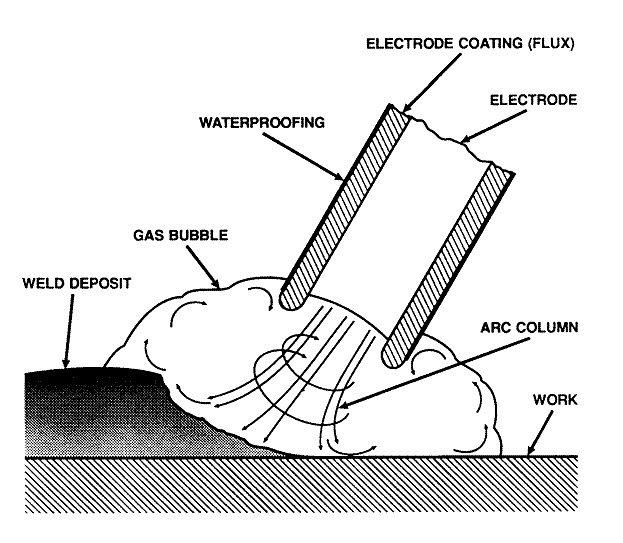

Опасность сварки и возгорания
Обеспечение целостности таких подводных сварных швов может быть более сложным, и существует риск того, что дефекты могут остаться незамеченными. Риски подводной сварки включают риск поражения сварщика электрическим током.
Во избежание этого сварочное оборудование должно быть должным образом изолировано, а напряжение сварочного оборудования должно контролироваться.
Подводные сварщики также должны учитывать вопросы безопасности, с которыми сталкиваются обычные дайверы; в первую очередь, риск декомпрессионной болезни из-за повышенного давления вдыхаемых дыхательных газов.
Накопление газов при горении
Тепло, создаваемое горением или факелом, может воспламенить захваченные газы. Захваченные газы должны быть удалены путем выпуска или струйного сброса газа.В закрытых помещениях небольшое количество газа может попасть в ловушку и остаться у дайвера. Газ необходимо выпустить, если он может быть захвачен. Просверлите вентиляционные отверстия, чтобы газ мог выходить на поверхность. На пробуриваемой поверхности также могут быть неожиданные газы, и ее следует вентилировать, например, через трубопровод. Скорость инструмента можно контролировать, чтобы поддерживать температуру на безопасном уровне.
- Убедитесь, что все трубы продуты инертным негорючим газом, который не воспламеняется.
- Убедитесь, что при сжигании вместе со спасательными работами обзор рабочего места выявит любые опасности над головой.Убедитесь, что все трубы, которые могут скручиваться или рваться, были устранены.
- Другим риском, который обычно ограничивается мокрой подводной сваркой, является накопление водородных и кислородных карманов в сварном шве, поскольку они потенциально взрывоопасны. При использовании шлифовальных машин или сверл достаточное количество тепла может воспламенить углеводороды, что приведет к взрыву. Сжигаемый материал может содержать карманы, которые могут задерживать горящий газ. Газы должны быть правильно удалены. Решение состоит в том, чтобы замедлить буровое долото, чтобы избежать образования уровней тепла, необходимых для воспламенения любого газа.
 При использовании шлифовальных машин или сверл достаточное количество тепла может воспламенить углеводороды, что приведет к взрыву. Сжигаемый материал может содержать карманы, которые могут задерживать горящий газ. Газы должны быть правильно удалены. Решение состоит в том, чтобы замедлить буровое долото, чтобы избежать образования уровней тепла, необходимых для воспламенения любого газа.
При использовании шлифовальных машин или сверл достаточное количество тепла может воспламенить углеводороды, что приведет к взрыву. Сжигаемый материал может содержать карманы, которые могут задерживать горящий газ. Газы должны быть правильно удалены. Решение состоит в том, чтобы замедлить буровое долото, чтобы избежать образования уровней тепла, необходимых для воспламенения любого газа.Демонстрационный видеоролик по мокрой сварке
Механические барьеры и мини-среды обитания
Механические барьеры, называемые кессонами и коффердамами, используются у кромки воды или в зоне заплеска судов. Конструкции удерживают воду от рабочей зоны, а место сварки находится в атмосфере. Техника ограничена глубиной сварного шва и размером коффердама. Типичным применением механических сварочных барьеров является фиксация корпуса корабля или портового сооружения.
Мини-среда обитания представляет собой небольшой переносной газонаполненный корпус. Это прозрачные коробки из плексигласа, которые дайвер надевает на стык. Затем вода вытесняется инертным газом.
Оба этих метода позволяют выполнять сухие сварные швы, которые лучше, чем мокрые швы, поскольку скорость охлаждения ниже.
Дуги для подводной сварки
Дуговая сварка под водой
Сварочная дуга ведет себя под водой не так, как на поверхности, и активность пузырьков газа особенно важна для успешного завершения сварки под водой.
Когда зажигается дуга, сгорание электрода и отделение воды создают газовый пузырь или оболочку. По мере того, как давление внутри пузыря увеличивается, он вынужден покинуть дугу и встретиться с окружающей водой, в то время как другой пузырь образуется, чтобы принять его место. См. пример выше.
Затем, когда этот напор становится больше, чем капиллярная сила, пузырек лопается. Поэтому, если электрод находится слишком далеко от изделия, сварной шов будет разрушен, поскольку газы взрываются и продуваются. Если скорость перемещения слишком мала, пузырек схлопнется вокруг сварного шва и лишит возможности получения эффективного сварного шва.
Если скорость перемещения слишком мала, пузырек схлопнется вокруг сварного шва и лишит возможности получения эффективного сварного шва.
Работа и карьера
Карьерный путь
- Посетите врача, чтобы получить допуск к дайвингу. Это включает в себя медицинский осмотр для выявления каких-либо недостатков. Часто требуются ежегодные экзамены. Из-за физических требований профессии редко можно найти подводных сварщиков старше 50 лет.
- Подать заявку и пройти курс коммерческого дайвинга (см. школы ниже)
- Устроиться на работу в коммерческую водолазную компанию, предлагающую услуги по сварке
- Профессии начального уровня называются «дайвер-тендер или ученик дайвера».
- Коммерческая водолазная компания будет работать с вами, чтобы получить достаточные навыки мокрой и/или сухой подводной сварки, чтобы пройти квалификационные испытания в соответствии с ANSI/AWS D3.6, Спецификация для подводной сварки.
- Срок перехода от кандидата водолазов к квалифицированному подводному сварщику зависит от уровня поддержки и политик, предоставляемых коммерческой водолазной компанией. Например, нехватка кадров ускорит карьерный путь.
- Если вы уже работаете коммерческим водолазом, лучше всего перейти в фирму, которая предлагает услуги по подводной сварке и обучение.
- Если вы являетесь сертифицированным аквалангистом, посещайте коммерческую школу дайвинга, чтобы пройти обучение безопасному использованию коммерческого снаряжения для дайвинга.
- Многие опытные водолазы-сварщики переходят на другие должности, в том числе:
– инженер
– инструктор
– инспектор по сварке
– консультант по подводной сварке
 Например, нехватка кадров ускорит карьерный путь.
Например, нехватка кадров ускорит карьерный путь.Школы
Сертифицированные сварщики также должны пройти сертификацию в коммерческой школе дайвинга. AWS рекомендует перед посещением какой-либо школы посетить врача для медицинского осмотра, который даст дайверу справку о здоровье, прежде чем нести расходы.
Чтобы найти коммерческую школу дайвинга рядом с вами, позвоните в Ассоциацию подрядчиков по дайвингу в Хьюстоне, штат Техас (713) 893-8388.
После завершения обучения коммерческого водолаза рекомендуется подать заявление о приеме на работу в коммерческую водолазную компанию, которая предлагает услуги по сварке.
Необходимые навыки
Есть много навыков, необходимых для «мастера на все руки» типа подводного сварщика. Поскольку один человек редко обладает всеми навыками, коммерческая дайвинг-фирма будет использовать несколько человек для работы.
К ним относятся:
Сертификация
Подводные сварщики должны иметь сертификат коммерческого водолаза и быть сертифицированным сварщиком. Сертификаты могут включать:
- свидетельство о сварке
- сертификат дайвинга
- Ультразвуковой сертификат ASNT Level II или CSWIP
- Сертификат монтажника
Стандарт AWS D3.6 имеет более краткое определение:
«Водолаз-сварщик» — это сертифицированный сварщик, который также является коммерческим водолазом, способным выполнять задачи, связанные с коммерческими подводными работами, наладкой и подготовкой сварки, и способным выполнять сварку в соответствии с AWS D3.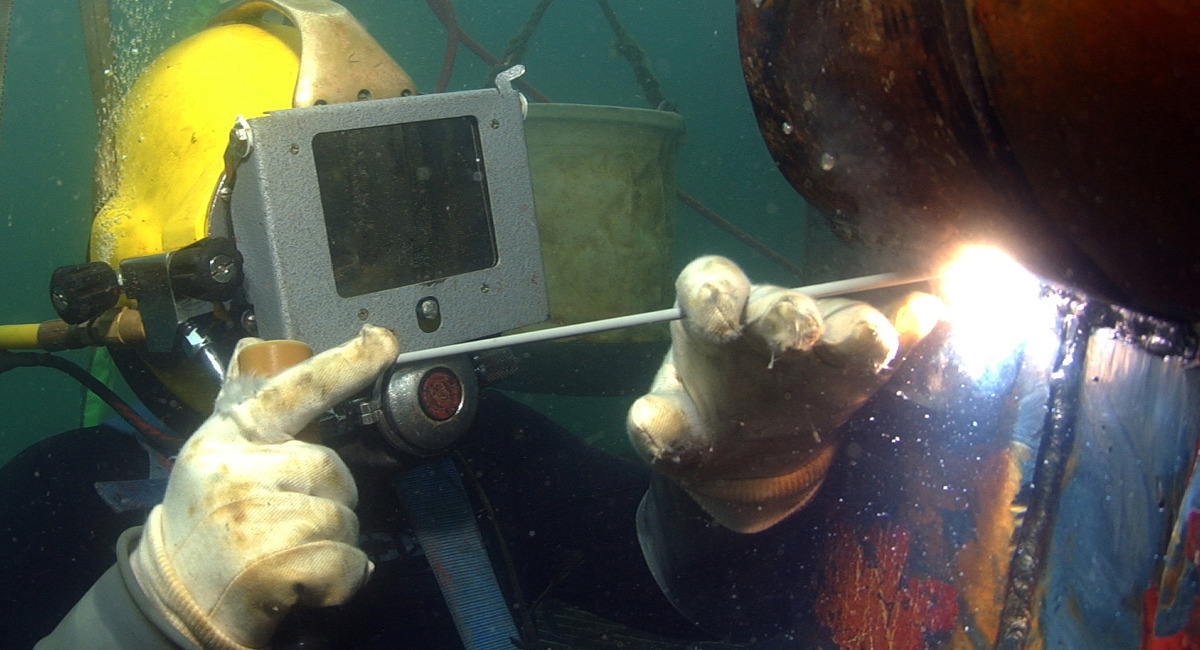 6, Спецификация подводной сварки Спецификация подводной сварки (т. е. влажной или сухой) и другие виды деятельности, связанные со сваркой.
6, Спецификация подводной сварки Спецификация подводной сварки (т. е. влажной или сухой) и другие виды деятельности, связанные со сваркой.
Требуемые навыки:
- Навыки коммерческого дайвинга (физиология дайвинга, безопасность, такелаж, знакомство с подводной средой, общение)
- Установка для сварки
- Навыки подготовки к сварке
- Возможность сертификации требуемой процедуры подводной сварки
Водолазы-сварщики должны иметь квалификацию коммерческих водолазов, как указано ниже.
Коммерческие водолазы из справочника Occupational Outlook Handbook
(O*NET 49-9092.00)
Работа под водой с использованием акваланга для осмотра, ремонта, демонтажа или установки оборудования и конструкций. Может использовать различные электрические и ручные инструменты, такие как дрели, кувалды, горелки и сварочное оборудование. Может проводить тесты или эксперименты, устанавливать взрывчатые вещества, фотографировать строения или морских обитателей. Исключая рыбаков и связанных с ними работников рыболовства, спортсменов и спортсменов, а также полицейских и патрульных офицеров шерифа.
Исключая рыбаков и связанных с ними работников рыболовства, спортсменов и спортсменов, а также полицейских и патрульных офицеров шерифа.
Специальное описание работы
Проведение неразрушающих испытаний, таких как испытания на наличие трещин на опорах нефтяных вышек в море. Проверяйте и обслуживайте снаряжение для дайвинга, такое как шлемы, маски, баллоны с воздухом, привязи и датчики. Общайтесь с рабочими на поверхности, находясь под водой, используя сигнальные линии или телефоны. Выращивайте и собирайте морские виды, выполняйте рутинную работу на рыбных фермах. Резка и сварка стали с использованием оборудования для подводной сварки, приспособлений и опор.
Спуститься в воду с помощью помощников водолаза, используя акваланг или гидрокостюмы.Просверлите отверстия в скале и установите взрывчатку для подводного сноса. Осматривайте и тестируйте доки, корабли, системы ограждений, приемные и отводящие трубопроводы, а также подводные трубопроводы, кабели и коллекторы, используя кабельное телевидение, фотосъемку и испытательное оборудование.
Установка свай или опор для опор и мостов. Установите, осмотрите, очистите и отремонтируйте трубопроводы и клапаны. Получите информацию о водолазных задачах и условиях окружающей среды.
Использование подводного видео, гидролокатора, записывающего и другого оборудования для исследования подводных структур или морской жизни.
Выполнять действия, связанные с подводными поисково-спасательными, спасательными, восстановительными и очистными работами. Выполнение обязанностей по разведке и добыче нефти и газа на шельфе, таких как проведение подводных исследований, ремонт и техническое обслуживание буровых установок и платформ. Восстанавливайте объекты, размещая такелаж вокруг затонувших объектов, прикрепляя такелаж к крановым тросам и используя лебедки, деррик-краны или краны для подъема объектов.
Удалите препятствия из сетчатых фильтров и морских железнодорожных или спусковых путей с помощью ручных пневматических и механических инструментов.Удаление мусора и загрязнений из моря.
Ремонт кораблей, фундаментов мостов и других сооружений ниже ватерлинии с использованием герметика, болтов и ручных инструментов. Спасайте потерпевшие крушение корабли и/или их грузы, используя пневматические и гидравлические инструменты, а также заряды взрывчатых веществ, когда это необходимо.
Установка или руководство размещением свай и мешков с песком для поддержки таких конструкций, как доки, мосты, перемычки и платформы. Организуйте дайв-сайты для рекреационного обучения. Контролируйте и обучайте других дайверов, включая дайверов-любителей.
Примите соответствующие меры предосторожности, например, отслеживайте длину и глубину погружения и регистрируйтесь в органах власти перед началом подводных экспедиций.
Взять пробные образцы и фотографии для оценки состояния сосудов и конструкций.
Подробная рабочая деятельность
Соблюдайте правила техники безопасности. Сборка, разборка или повторная сборка оборудования или механизмов. Стройте или ремонтируйте конструкции в строительных, ремонтных или производственных условиях. Сожгите (разрежьте), обрежьте или зачистите металлические предметы.Определите количество или тип взрывчатого вещества, необходимого для выполнения задания. Монтаж оборудования в морских или морских условиях, оценка времени или стоимости для установки, ремонта или строительных проектов.
Стройте или ремонтируйте конструкции в строительных, ремонтных или производственных условиях. Сожгите (разрежьте), обрежьте или зачистите металлические предметы.Определите количество или тип взрывчатого вещества, необходимого для выполнения задания. Монтаж оборудования в морских или морских условиях, оценка времени или стоимости для установки, ремонта или строительных проектов.
Изготовление, сборка или разборка промышленных изделий вручную
Определение основных металлов для сварки. Определить свойства металлов для ремонта или изготовления. Осмотрите механизмы или оборудование, чтобы определить регулировки или ремонт, необходимые для технического обслуживания или ремонта корпуса или надстройки лодки или корабля.Ведение журналов ремонтов, сварочных машин или оборудования.
Перемещение или установка тяжелых предметов. Работа с камерами и видеорегистраторами. Проведение проверок безопасности в промышленных, производственных или ремонтных условиях. Расположите, выровняйте или выровняйте машины, оборудование или конструкции. Читайте чертежи, спецификации, рабочие задания, инструкции, формулы или схемы обработки.
Читайте чертежи, спецификации, рабочие задания, инструкции, формулы или схемы обработки.
Ремонт или замена газовых, паровых, канализационных или водопроводных труб или арматуры. Выберите метод ремонта корабля. Установить специализированную оснастку. Обеспечьте сигнальные указания или предупреждения коллегам.Растягивайте, сгибайте, выпрямляйте, придавайте форму, растирайте или прессуйте металл или пластик. Разобраться со строительными спецификациями.
Используйте ацетиленовую сварочную горелку/резак, оборудование для дуговой сварки и комбинированные сварочные процедуры. Используйте ручные или электроинструменты, рацию или мобильный телефон. Сварка металлических деталей, компонентов или конструкций.
Зарплата
Годовая зарплата подводных сварщиков составляет от 15 000 до 100 000 долларов в год. Сварщики, участвующие в сложных проектах или подводных условиях, могут получать до 300 000 долларов в год.Зарплата определяется в зависимости от опыта, метода погружения и глубины.
Сварщики часто назначаются для каждого проекта.
Источник
3 Умопомрачительные факты о подводном резаке
Строительные работы неизбежно ведутся в акватории, поэтому подводная сварка и резка приобрели жизненно важное значение. Если вы сварщик, которому поручено построить определенную морскую конструкцию, вы хотели бы убедиться, что у вас низкий бюджет, не замедляя свой прогресс.Подводные резаки известны своей высокой скоростью работы при относительно более доступной цене. Кроме того, они дают такие же многообещающие результаты, как и стандартный газовый резак. Хотя они очень похожи с точки зрения своих частей и функций, у многих все еще остается вопрос, как работает этот невероятный инструмент.
В этой статье мы обсудим процессы, происходящие внутри подводного резака, как он используется, а также некоторые интересные факты, которые прольют свет на замечательную историю сварочного оборудования.
Как это работает? Сварщики, уже имеющие опыт использования комплекта резака, должны знать, что его основные части включают в себя наконечник резака, два отдельных резервуара, клапаны, шланги для кислорода и ацетилена, смесительную камеру и ручка. Подводный фонарь похож на обычный резак; это полезное оборудование для широкого спектра применений, от спасательных операций до ремонта поврежденного металла во время аварий и подготовки листов, необходимых для определенных сварочных работ.
Подводный фонарь похож на обычный резак; это полезное оборудование для широкого спектра применений, от спасательных операций до ремонта поврежденного металла во время аварий и подготовки листов, необходимых для определенных сварочных работ.
Несколько человек могут задаться вопросом: Как может работать подводный фонарь, если огонь, который он излучает, можно потушить водой? Корнельский центр исследования материалов (CCMR) объясняет, что для пламени требуется горючий материал и окислитель, аналогичный зажженной свече, где горючим веществом является фитиль свечи, который медленно испаряется из-за тепла пламени. В то же время кислород, содержащийся в атмосфере, поддерживает пламя. Эти два элемента проявляются в подводном резаке.Подача горючего и окислителя осуществляется по шлангам, ведущим к горелке, поскольку кислород недоступен под водой.
Подводное пламя выходит из наконечника факела, когда оно формируется путем смешивания газа из кислородного баллона и горючего вещества, либо водорода, либо ацетилена, из его бака в смесительную камеру. Для поддержания устойчивого пламени необходимо наличие стабильного пузыря вокруг рабочего места. Этот газ необходимо подавать под высоким давлением, чтобы противостоять сильному и постоянному давлению воды.Помимо газа, вы должны быть оснащены отдельными форсунками, содержащими сжатый воздух, чтобы из наконечника горелки образовывался пузырь, окружающий пламя и защищающий его от воды. Затем этот пузырь будет простираться от пламени и прилегающей области, направленной на рабочее место.
Для поддержания устойчивого пламени необходимо наличие стабильного пузыря вокруг рабочего места. Этот газ необходимо подавать под высоким давлением, чтобы противостоять сильному и постоянному давлению воды.Помимо газа, вы должны быть оснащены отдельными форсунками, содержащими сжатый воздух, чтобы из наконечника горелки образовывался пузырь, окружающий пламя и защищающий его от воды. Затем этот пузырь будет простираться от пламени и прилегающей области, направленной на рабочее место.
Углубившись в пояснения Бевальдии о подводной резке, этот метод довольно прост. В подводных резаках используются электроды двух типов: (1) кислородно-дуговая (кислородно-дуговая) резка трубчатой стали и (2) экзотермический (ультратермический) тип.Электрод определяется как канал для электричества, хранящегося внутри резака, который обеспечивает желаемый чистый и точный результат резки.
Кислородно-дуговая резка трубчатой стали представляет собой разновидность стержня, состоящего из полой стальной трубки с флюсовым покрытием, обеспечивающим вашему резаку водонепроницаемость. Этот электрододержатель поставляется с кислородным каналом, а процедура его предварительного нагрева выполняется путем зажигания дуги между металлом и полой областью электрода. Уровень кислорода снижается в тот момент, когда вы зажигаете дугу, позволяя кислороду проходить через электрод и предоставляя вам возможность резать.В процессе окисления металлические части сдуваются. Это оборудование работает эффективно и совместимо с задачами, связанными со сталью.
Этот электрододержатель поставляется с кислородным каналом, а процедура его предварительного нагрева выполняется путем зажигания дуги между металлом и полой областью электрода. Уровень кислорода снижается в тот момент, когда вы зажигаете дугу, позволяя кислороду проходить через электрод и предоставляя вам возможность резать.В процессе окисления металлические части сдуваются. Это оборудование работает эффективно и совместимо с задачами, связанными со сталью.
С другой стороны, в экзотермическом резаке используются электроды, заполненные тонкими топливными проволоками и большими объемами кислорода для непрерывного прожигания металла. Вам не нужно использовать дугу для этого инструмента. Вместо этого вы можете немедленно отключить электрический ток, как только стержень зажжется.
Экзотермическая горелка часто используется на других водных поверхностях, таких как бетон, скалы, кораллы, выбранная сталь и другие непроводящие материалы.Причину этого можно объяснить термохимической реакцией, при которой тепло сохраняется в течение более длительного времени, поскольку экзотермические материалы способны его поддерживать. По сравнению с кислородно-дуговым стержнем, экзотермический стержень способен плавить чугун, нержавеющую сталь и цветные металлы, а не окислять их.
По сравнению с кислородно-дуговым стержнем, экзотермический стержень способен плавить чугун, нержавеющую сталь и цветные металлы, а не окислять их.
Если вы заинтересованы в приобретении своего резака, одним из известных брендов, который вы можете приобрести, является подводный резак Broco. Побродив по сети или посетив ближайший к вам сварочный цех, вы обязательно найдете в продаже подводный резак Broco.
3 Подводные резаки Факты, о которых вы могли не знатьТеперь, когда вы имеете представление о том, что такое подводные резаки, как они работают и какие существуют типы, вам может быть интересно узнать об этот сварочный инструмент достоин похвалы. Ниже приведены три факта, которые могут вас заинтересовать:
- Подводные фонари, разработанные ВМС США.
В тексте, опубликованном Белой Ронай и Сирилом Д.Дженсена, военно-морская служба в течение нескольких десятилетий практиковала подводную резку металла в рамках спасательных и других операций. В то время широко использовались два метода резки, в частности кислородно-водородный и дугово-кислородный процессы. Углеродные электроды использовались до тех пор, пока не была введена более старая кислородно-ацетиленовая процедура для сварки вне воды. Компании-производители сварочных инструментов в конечном итоге адаптировали это изобретение и стимулировали его разработку с помощью заинтересованных учреждений и экспертов.
В то время широко использовались два метода резки, в частности кислородно-водородный и дугово-кислородный процессы. Углеродные электроды использовались до тех пор, пока не была введена более старая кислородно-ацетиленовая процедура для сварки вне воды. Компании-производители сварочных инструментов в конечном итоге адаптировали это изобретение и стимулировали его разработку с помощью заинтересованных учреждений и экспертов.
- Есть требования, чтобы быть подводным сварщиком.
По данным Технического института Академии коммерческого дайвинга, чтобы стать подводным сварщиком, вы должны соответствовать основным минимальным требованиям. Это связано с тем, что выполнять обязанности в сменной рабочей среде очень сложно (например, длительные командировки, долгий рабочий день и соблюдение трудовой этики). Ниже приведены некоторые из требований, которые вы должны иметь или предоставить:
- Диплом средней школы или GED
- Сертификат механики
- Умение плавать
- Сертификат коммерческого дайвинга
- Сертифицированный AWS курс обучения сварке

- Сварка под водой помогает защитить окружающую среду.
Одно из самых похвальных качеств подводной сварки заключается в том, что она защищает морское биоразнообразие. Уэйн Сварщик пишет в своей статье, что подводные сварщики постоянно контролируют и ремонтируют трубопроводы, идущие из разных районов и глубин океана. Они гарантируют, что морские нефтяные вышки защищены от утечек и разливов нефти, которые нанесут серьезный ущерб океану и природе, какими мы ее знаем.Эта информация дает нам понять, что с набором резака мы способны изменить мир к лучшему.
Была ли эта статья полезной для вас? Поделитесь своими мыслями в разделе комментариев. Мы были бы рады получить известия от вас!
Индекс
- https://bevaldia.com/underwater-cutting-solutions/
- https://www.ccmr.cornell.edu/faqs/how-do-underwater-flares-and -факелы-работают-когда-вода-тушит-пожары/
- https://www. Commercialdivingacademy.com/underwater-welder.cms
- https://onlinelibrary.wiley.com/doi/abs/10.1111/j.1559-3584.1945.tb01686.x
 Commercialdivingacademy.com/underwater-welder.cms
Commercialdivingacademy.com/underwater-welder.cms решений для подводной сварки и резки по всему Тихоокеанскому региону
Порт-Вила, PO Box 3242 ВАНУАТУ Южная часть Тихого океана
Комплексные водолазные услуги для судов и гражданского строительства
Мы работаем на северных и южных островах Тихого океана; в частности, в Самоа, Фиджи, Новой Каледонии, Вануату, Саломон, PNG…
Пожалуйста, свяжитесь с нами по телефону:
ДЕМОНТАЖ — РЕМОНТ — ОБСЛУЖИВАНИЕ
ABC Diving эффективно выполняет СУХУЮ и ВЛАЖНУЮ сварку и подводную резку даже в условиях плохой видимости.
Наши квалифицированные и опытные дайверы могут обрезать корродированную/изъеденную коррозию обшивку днища и СУХОЙ СВАРКОЙ на месте новые вставки из стальных листов, пока судно находится на плаву.Такие обновления соответствуют требованиям класса, представляют собой постоянный ремонт и могут сэкономить драгоценное время и деньги за пределами сухого дока.
ВЛАЖНАЯ СВАРКА и/или РЕЗКА могут быть эффективно выполнены для экономии драгоценного времени в случае аварийного ремонта судов и в гражданском строительстве.
———————
Жертвенные аноды Подводная сварка
———————
30 лет назад…
Вызов.
Ультратермические режущие стержни Сегодня… Так просто и эффективно!
ABC Diving работает с горелкой BR-22, регулятором HVR-4401, ножевым переключателем UW/KS и ультратермическими режущими стержнями: подводная система Broco® предоставляет самые быстрые, эффективные и экономичные средства для выполнения подводных задач, включая резку, прокалывание, или раздолбать .
Ультратермический режущий стержень создает температуру, превышающую 10 000 ° F — достаточно горячую, чтобы быстро резать или плавить почти все, включая ЧУГУН , НЕРЖАВЕЮЩАЯ СТАЛЬ, ЛАТУНЬ, другие черные и цветные металлы и БЕТОН .
10 000°F означает большее количество резов на дюйм стержня, чем любой другой инструмент на рынке. Ультратермический режущий стержень разрезает морскую растительность, ржавчину и прокатную окалину, устраняя необходимость в предварительной очистке и помогая снизить эксплуатационные расходы и сократить время на дне.
Наш квалифицированный персонал с большим опытом предлагает оперативное реагирование на кризисные ситуации для резки в воде и может приступить к чрезвычайно деликатной операции, требующей кропотливого внимания к деталям. Благодаря нашим квалифицированным операторам нам было предложено выполнить работы для ВМФ (т.