часто задаваемые вопросы и ответы
1. Что такое роботизированная сварка?
Роботизированная сварка — это процесс автоматической сварки, при котором металлические детали соединяются вместе посредством сплавления металла за счет высокой температуры. При сварке роботом сварочный аппарат не управляется вручную рабочим, он управляется программой робота. Рука робота свободно перемещается в ячейке и может выполнять сварку в труднодоступных местах.
2. Каковы преимущества сварки роботами?
Несмотря на то, что ручная сварка по-прежнему незаменима сегодня в некоторых областях, роботизированная сварка дает много преимуществ. Сварочный робот в первую очередь используется, когда необходима высокая точность и качество сварных швов, а также производительность процесса. Несмотря на то, что сварочный робот изначально должен быть запрограммирован, этот процесс в настоящее время занимает минимально короткое время, в связи с чем процесс тех. переналадки занимает значительно сокращается.
переналадки занимает значительно сокращается.
3. Для кого подходит роботизированная сварка?
Роботизированная сварка особенно важна при производстве серийных заказов. Однако даже с небольшими сериями роботизированная сварка уже может быть выгоднее в сравнении с ручной сваркой. При больших, повторяющихся заказах на работу в массовом производстве металлических деталей, автоматическая сварка роботами подходит больше всего.
В дополнение к экономическим преимуществам роботизированная сварка также гарантирует максимальную точность сварных швов, которую не смогли бы достичь даже опытные сварщики.
4. Насколько большими могут быть заготовки при сварке роботом?
Максимальный размер заготовок и сварных швов зависит от конкретного сварочного робота и комплектации комплекса. Современные промышленные роботы для сварки имеют широкую линейку оборудования с рабочим диапазоном от 400 до 3500 мм. Кроме того при роботизированной сварке зачастую используется автоматический позиционер, который захватывает и удерживает заготовки в необходимом положении для сварки.
Выполненные проекты по роботизации ООО «ДельтаСвар»
Читайте также:
Выставка «MashExpo Siberia — 2021»
Приглашаем посетить стенд №A511 компании «ДельтаСвар» в рамках выставки «MashExpo Siberia — 2021» с 30 марта по 2 апреля 2021 года в МВК «Новосибирск Экспоцентр»!
…
С Международным женским днем 8 марта!
Дорогие женщины, поздравляем вас с 8 марта!
…
Выставка «Металлообработка. Сварка — Урал»
Приглашаем посетить стенд №F31 компании «ДельтаСвар» в павильоне 1 — с 16 по 19 марта 2021 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Мультизадачный сварочный полуавтомат Digiwave III: система ограничения прав доступа, спецпроцессы и журналирование сварки в одном аппарате
 Это касается как непосредственно процесса сварки, так и сбора данных при сварке, а также последующего анализа всего цикла сварочных работ.
…
Это касается как непосредственно процесса сварки, так и сбора данных при сварке, а также последующего анализа всего цикла сварочных работ.
…С Днем защитника Отечества!
Уважаемые партнеры! Поздравляем вас с Днем защитника Отечества!
…
Поделиться ссылкой:
Виды роботизированной сварки. Особенности сварки роботами. Роботизированная точечная контактная сварка. Дуговая сварка роботами
Роботизированная сварка (сварка роботами) представляет собой сварку с применением промышленных роботов, которые выполняют как сам процесс сварки, так и позиционирование сварочной горелки и при использовании нескольких роботов и позиционирование свариваемых деталей. Роботизированная сварка чаще всего используется для дуговой сварки, точечной контактной сварки, сварки трением с перемешиванием, ультразвуковой сварки. Наибольшее распространение роботизированная сварка находит в автомобильной промышленности.
Сварка роботами была одним из первых промышленных применений промышленных роботов, а среди видов роботизированной сварки первым видом была точечная контактная сварка. В 1969 году компания General Motors установила 26 роботов Unimate для контактной сварки автомобильных кузовов. Постепенно использование сварочных роботов захватывало все больше автомобилестроительных компаний, а также распространялось в другие отрасли промышленности. На сегодняшний день 80% всех промышленных роботов используются для роботизированной сварки. До недавнего времени распространению сварки роботами препятствовала высокая стоимость таких роботов, однако уже в 2014 году компания FANUC вывела на рынок модель недорогого сварочного робота для дуговой сварки. Это позволит обеспечить малые и средние предприятия недорогими решениями для роботизированной сварки.
Конструктивно сварочные роботы представляют собой роботов-манипуляторов с последовательной или параллельной структурой. Роботизированная сварка предполагает использование наряду с одним или несколькими промышленными роботами целого комплекса вспомогательного оборудования.
Виды роботизированной сварки
Роботизированная точечная контактная сварка осуществляется сварочными роботами, оснащенными сварочными клещами. На роботах, специально предназначенных для роботизированной точечной сварки, трансформатор и токоведущие элементы вторичного контура размещают в руке робота. При такой конструкции клещи со встроенным трансформатором для сварки весят не более 50 кг. При выполнении точечной контактной сварки при помощи сварочных роботов необходимо обеспечить им возможность поворачиваться в различных плоскостях с тем, чтобы они могли достать до места сварки. Это создает определенные трудности при конструировании робота в плане прокладки кабелей, шлангов подачи сжатого воздуха и жидкости для охлаждения электродов.
При роботизированной дуговой сварке манипулятор робота оснащается сварочной головкой с электродом. При выполнении дуговой сварки электрод должен располагаться перпендикулярно рабочей поверхности. Для этого робот-манипулятор должен иметь не менее 5 степеней подвижности.
Сварка трением с перемешиванием не такой распространенный вид роботизированной сварки как два вышеперечисленных. При ней соединение деталей производится без расплавления, за счет пластической деформации вдоль линии стыка.
Ультразвуковая сварка
Для контроля качества выполнения роботизированной сварки используются различные системы технического зрения. Применение роботов для сварки позволяет в значительной степени повысить качество сварки, уменьшить расход сварочных материалов и электроэнергии.
Компания АЛЬФА ИНЖИНИРИНГ предлагает поставку роботов FANUC для выполнения всех видов роботизированной сварки. Являясь официальным интегратором роботов FANUC мы предлагаем сварочные решения, доступные компаниям с любым масштабом производства.
Комплекс с роботом Fanuc для сварки деталей сельхозтехники
Журнал Оборудование и инструмент, 2010г, №5
Раздел: Роботизация сварочного производства
По заказу одного из старейших украинских предприятий по выпуску сельхозмашин ОАО «Червона зірка» (Кировоград) фирма «НАВКО-ТЕХ» изготовила и запустила в производство роботизированный комплекс РК755 для МИГ — сварки малогабаритных изделий типа «поводок».
В качестве промышленного робота применен робот AM-100iBe с устройством управления R-J3iBMate производства фирмы FANUC Robotics (рис1.). Кроме того, в состав комплекса входят: высокоточный поворотный стол с двумя двухпозиционными вращателями, сварочная оснастка (горелка, устройства ее защиты, очистки и смазки противопригарной жидкостью), комплект сварочного оборудования, сборочно-сварочные приспособления, металлоконструкции комплекса и средства безопасности.
Комплекс выполнен в виде закрытой кабины (рис. 2). Двухпозиционный поворотный стол позволяет совместить загрузку/выгрузку изделий в одной позиции, с их сваркой — в другой. На каждой позиции свариваются одновременно по два изделия «поводок» (рис. 3) с их поворотом в два положения относительно горизонтальной оси. Комплекс оснащен быстросменными приспособлениями для переналадки под сварку различных типов изделий. Время сварки одного «поводка» — около 60-и секунд.
2). Двухпозиционный поворотный стол позволяет совместить загрузку/выгрузку изделий в одной позиции, с их сваркой — в другой. На каждой позиции свариваются одновременно по два изделия «поводок» (рис. 3) с их поворотом в два положения относительно горизонтальной оси. Комплекс оснащен быстросменными приспособлениями для переналадки под сварку различных типов изделий. Время сварки одного «поводка» — около 60-и секунд.
Принцип работы комплекса Сварщик-оператор устанавливает детали в одной из двух позиций поворотного стола.
После нажатия на пульте оператора кнопки «Пуск» планшайба стола поворачивается, и изделия из позиции загрузки перемещаются в позицию сварки. Выполняется сварка роботом первой группы установленных изделий по программе, предварительно записанной при обучении робота. В процессе сварки детали кантуются на 180° в два положения. Во время сварки первой группы деталей оператор на второй позиции стола устанавливает вторую группу изделий и по окончании сварки инициирует смену позиций поворотного стола.
Средства безопасности исключают возможность нахождения оператора в зоне действия подвижных частей комплекса (звенья робота и планшайба стола) во время их движения.
Фирма «НАВКО-ТЕХ» производит свое оборудование под конкретные задачи заказчика и готова создавать комплексы для решения многих сложных производственных задач, применяя расширители зоны обслуживания робота, системы установочной и текущей адаптации, программно-управляемые вращатели изделий и др.
С более подробной информацией о предприятии ООО «НАВКО-ТЕХ» и описанием выпускаемых им установок и роботов можно ознакомиться на сайте: http://www.navko-teh.kiev.ua
Применение роботов в сварке — Сварка металлов
Применение роботов в сварке
Категория:
Сварка металлов
Применение роботов в сварке
Промышленный робот представляет собой автоматическое устройство с программным управлением, быстро переналаживаемое для выполнения различных операций, обычно его рабочим органом является механическая ручка с тремя — шестью степенями свободы, т. е. количеством допускаемых независимых перемещений (продольных, поперечных, вращательных, угловых и т. п.).
е. количеством допускаемых независимых перемещений (продольных, поперечных, вращательных, угловых и т. п.).
Робот-манипулятор является универсальным устройством и может использоваться в различных производственных линиях в отличие от традиционных автоматических манипуляторов, которые
разрабатывают и изготовляют применительно к одной конкретной производственной установке.
В сварочном производстве нашли преимущественно применение роботы, перемещающие сварочные клещи для контактной точечной сварки. Это связано с более низкими требованиями к перемещению клещей между точками при контактной сварке по сравнению с перемещением электрододержателя или горелки в процессе дуговой сварки. Роботы, предназначенные для дуговой сварки, должны осуществлять непрерывное движение электрода при регулируемых величинах перемещения, скорости и ускорения. Это усложняет его конструкцию и требует значительно большего объема памяти программирующих устройств.
Робот, изображенный на рис. 1, используют в качестве носителя сварочных клещей для контактной сварки в автомобильной промышленности. В запоминающее устройство робота вводят программу. Программирование выполняет вручную оператор, который на первом экземпляре изделия с помощью пульта управления осуществляет необходимую последовательность перемещений сварочных клещей и выполнение сварки всех точек. Положение каждой свариваемой точки на рабочем пути фиксируется в программе. Вся программа начинает действовать по сигналу о том, что изделие заняло заданное положение относительно робота, после чего робот в соответствии с заложенной программой производит необходимые манипуляции. Одним из основных преимуществ роботов наряду с автоматизацией процесса является возможность легкой и быстрой смены программы в зависимости от свариваемого изделия.
1, используют в качестве носителя сварочных клещей для контактной сварки в автомобильной промышленности. В запоминающее устройство робота вводят программу. Программирование выполняет вручную оператор, который на первом экземпляре изделия с помощью пульта управления осуществляет необходимую последовательность перемещений сварочных клещей и выполнение сварки всех точек. Положение каждой свариваемой точки на рабочем пути фиксируется в программе. Вся программа начинает действовать по сигналу о том, что изделие заняло заданное положение относительно робота, после чего робот в соответствии с заложенной программой производит необходимые манипуляции. Одним из основных преимуществ роботов наряду с автоматизацией процесса является возможность легкой и быстрой смены программы в зависимости от свариваемого изделия.
Рис. 1. Схема исполнительных механизмов робота: 1 — корпус, 2 — рука, 3 — запястье; 1 — вытягивание — втягивание, II — подъем — опускание, III — поворот, IV — изгиб, V — вращение
В целом применение роботов наиболее целесообразно в мелко-и среднесерийном производстве. В массовом производстве более целесообразны специализированные автоматические установки ввиду их большей производительности, например многоточечные контактные машины при большом объеме сварки. В единичном производстве рациональнее применение ручного управления сварочным процессом.
В массовом производстве более целесообразны специализированные автоматические установки ввиду их большей производительности, например многоточечные контактные машины при большом объеме сварки. В единичном производстве рациональнее применение ручного управления сварочным процессом.
Существенным недостатком роботов первого поколения является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве робота. В настоящее время создаются сварочные роботы второго поколения с системами обратной связи, с помощью которых рабочая программа и манипуляции робота будут автоматически корректироваться при изменении положения изделия или его отдельных элементов. Такие роботы, оборудованные специальными датчиками, смогут, например, обеспечить автоматический обход встречающихся на пути элементов зажимных приспособлений. Наряду с совершенствованием обычных промышленных роботов создаются роботы, действующие в экстремальных (сложных, труднодоступных, опасных для человека) условиях — в агрессивных средах, под водой, в космосе.
Реклама:
Читать далее:
Основные дефекты сварных соединений и классификация методов их контроля
Статьи по теме:
Преимущества и трудности роботизированной сварки и удаления сварочного дыма
Сварка роботом перестала быть почти чем-то экслюзивным используемым только для автомобильной промышленности и становится растущим популярным стандартным решением в большом количестве отраслей. Эта технология дает значительные выгоды, но также и определенные трудности; одной из них является удаление сварочного дыма.
Что такое роботизированная сварка?
Промышленные роботы вовлекаемые в процесс сварки являются сочлененными устройствами, оборудованными рукавами, которые обычно устанавливаются на одной из осевых форм позволяющей им двигаться и изменять свое движение как это необходимо. Робот который запрограммирован для выполнения своих задач, означает что он работает полностью автоматически и нуждается в очень незначительном управлении и контроле со стороны человека.
Компания General Motors во многом является пионером роботизированной сварки, поскольку они начали использовать эту технологию на своих заводах в Америке уже в начале 1960 годов. Другие компании в автомобильной индустрии последовали их примеру, и в 1980-х роботы использовались уже достаточно широко в производстве автомобилей. С тех пор количество промышленных роботов выросло многократно, также как и число секторов где они теперь применяются. Сварка, однако, остается самым главным сегментом, который приблизительно на >80% сконцентрирован в автомобильной промышленности, где сварка выполняется роботами.
За последние несколько лет, особенно, мы наблюдаем значительное снижение цен на промышленные роботы, что означает больше компаний начали использовать их на своих производственных площадках. Объемы производства роботов растут, что вместе с технологией их применения делает их все более дешевыми в этом процессе. Один из примеров тому подъем производства роботов в Китае, который уже составляет значительную конкуренцию на рынке, где раньше доминировали в основном немецкие и японские компании. Существенные государственные инвестиции в Китае направляются в компании занятые производством роботов в этой стране, что ведет к росту числа таких компаний (в настоящий момент их несколько сотен) действующих активно и самостоятельно в течении последних несколько лет.
Существенные государственные инвестиции в Китае направляются в компании занятые производством роботов в этой стране, что ведет к росту числа таких компаний (в настоящий момент их несколько сотен) действующих активно и самостоятельно в течении последних несколько лет.
Преимуществе роботизированной сварки
В дополнение к самим роботам которые стали со временем дешевле, они будут также дешевле чем человеческий труд в долгосрочной перспективе. Но даже если это так, то существуют ситуации где сварщик предпочтительней. ДЛя определенных индивидуальных сварочных задач – те которые случаются разово, или которые требуют серию специальных действий, котрые трудно предсказать – использования сварщика будет вероятно лучшим выбором, в то время как программирование робота на выполнение очень специфической задачи только раз или иногда в общем слишком затратно по времени, чтобы это окупалось.
Как таковые, роботы и люди склонны выполнять разные задачи и дополнять друг друга, с роботами освобождающими рабочих от более тяжелых и требовательных и однообразных действий.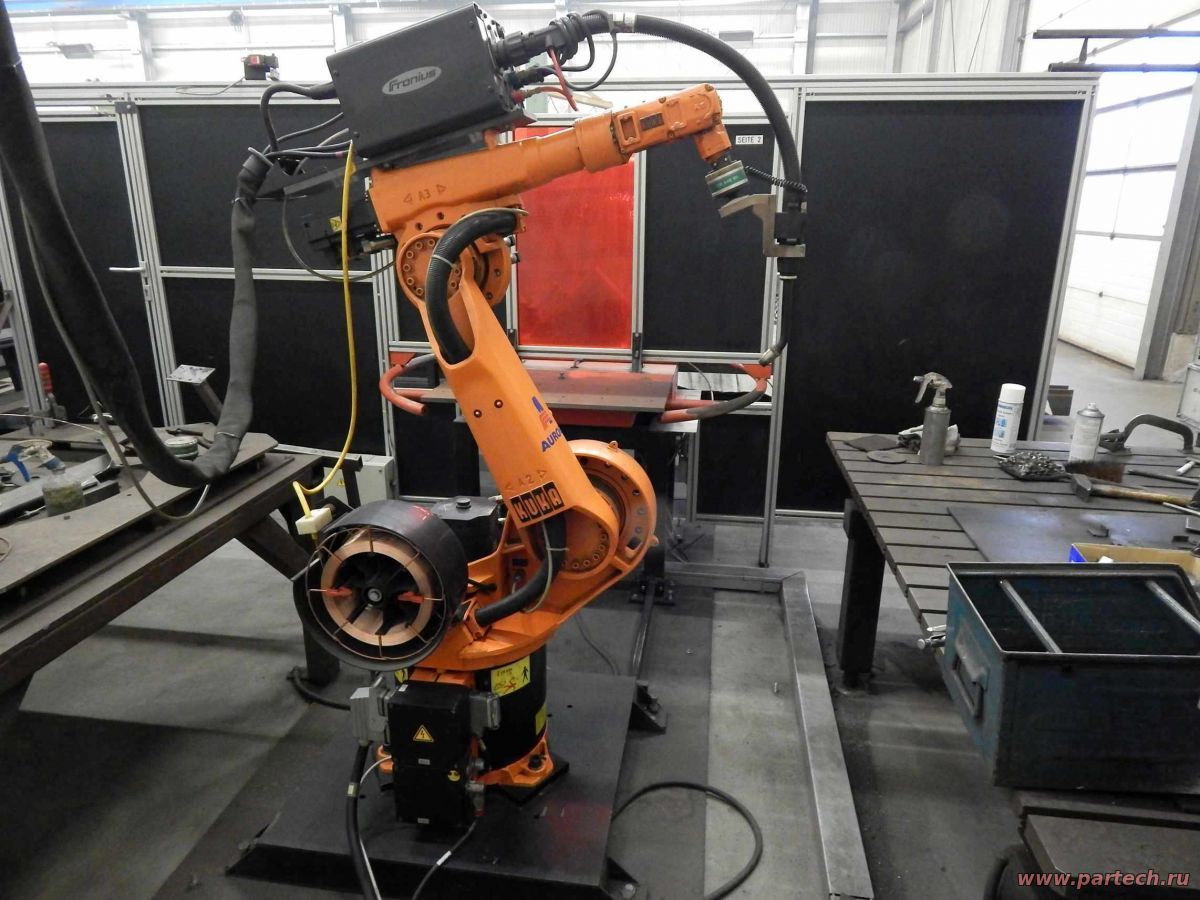 Что же касается повторяющихся сварочных операций, однако, роботы будут очень эффективными и точными. Они также могут облегчить задачу в процессе масштабирования производства.
Что же касается повторяющихся сварочных операций, однако, роботы будут очень эффективными и точными. Они также могут облегчить задачу в процессе масштабирования производства.
Удаление дыма от сварочной горелки и другие методы
Сварка создает различные виды опасного дыма, который, в идеале, должен улавливаться как можно ближе к источнику. Метод, которым больше всего пользуется Nederman это так называемое удаление сварочного дыма on-torch (на горелке). Улавливатель дыма соединяется с горелкой гибким шлангом через который сварочный дым попадает на фильтр. Этот улавливатель дыма (насадка) устанавливается рядом с горелкой или рукавом робота, улавливая дым который выделяется от горелки.
В то время, как этот метод уже доказал свою эффективность, он не может быть использован всегда, и существуют трудности которые приходят вместе с ним; необходимо убедиться что устройства для удаления дыма не мешает горелке и не препятствует движению рукава робота. Если горелка направлена вверх, горячий дым – который всегда будет подниматься вверх – нужно будет улавливать и втягивать снизу, что оказывается сложнее поскольку пламя от горелки находится выше. Также, сила всасывания со стороны коллектора не должна быть слишком сильной, чтобы не нарушать защитный газ и не снижать качество сварки. Необходимо смотреть индивидуально на каждый процесс, чтобы решить, подходит ли в данном случае on-torch метод или нет.
Также, сила всасывания со стороны коллектора не должна быть слишком сильной, чтобы не нарушать защитный газ и не снижать качество сварки. Необходимо смотреть индивидуально на каждый процесс, чтобы решить, подходит ли в данном случае on-torch метод или нет.
Если удаление дыма методом on-torch (который всегда остается на выбор) не подходит, необходимо работать с пространством в котором находится робот. Один из вариантов — это помещение робота в закрытой кабине из которой может удаляться сварочный дым.
Осведомленность об удалении сварочного дыма не успевает за развитием технологий сварки
В то время, как знания о роботизированной сварке и ее потенциале относительно широко распространены в главных отраслях, необходимость правильной фильтрации воздуха известна намного меньше. Компании, которые производят роботы – даже для процессов сварки – редко оснащают их надлежащей технологической фильтрацией. Эта область, в которой нам нужно делать больше для повышения знаний, и где существует большой потенциал для применения разнообразных решений дымоудаления и фильтрации. Как правило, это системные интеграторы, которые будут заниматься разработкой производственных процессов и решать, какой робот применить в той или иной сфере, интегрировать его со сварочным и фильтрационным оборудованием, программировать для выполнения своих задач. Многие из этих системных интеграторов являются нашими партнерами, и способны подобрать решение по фильтрации для своих клиентов. Мы, в Nederman, также постоянно адаптируем наши продукты в соответствии с новейшими технологиями фильтрации, и гордимся тем, что являемся признанными глобальными экспертами в этой области.
Как правило, это системные интеграторы, которые будут заниматься разработкой производственных процессов и решать, какой робот применить в той или иной сфере, интегрировать его со сварочным и фильтрационным оборудованием, программировать для выполнения своих задач. Многие из этих системных интеграторов являются нашими партнерами, и способны подобрать решение по фильтрации для своих клиентов. Мы, в Nederman, также постоянно адаптируем наши продукты в соответствии с новейшими технологиями фильтрации, и гордимся тем, что являемся признанными глобальными экспертами в этой области.
Роботизированная сварка на годы вперед
Благодаря потенциалу этой технологии, ее значительным преимуществам, сварка роботом вероятнее всего будет распространяться дальше. Роботы становятся все более дешевыми и способными выполнять разные задачи, качество выполняемой ими сварки стабильно высокое, и оно все еще улучшается. Осведомленность о возможном вреде для здоровья от сварочного дыма тоже растет, делая фильтрацию воздуха важной и естественной частью процесса роботизированной сварки. Системные интеграторы способствуют адаптации автоматических процессов на своих предприятиях, прежде всего создавая комплексные решения, которые легко программировать и внедрять. В будущем, компании вероятнее всего смогут покупать завершенные стандартные решения, где роботы будут легко встраиваться в процесс производства без необходимости выполнения большого объема специфической инженерной работы на каждом месте. Отрасли, которые вероятно получат больше всего выгод от роботизированной сварки, это производство автомобилей и устройств большой грузоподъемности (самолеты, поезда, автобусы) и шахтного оборудования.
Системные интеграторы способствуют адаптации автоматических процессов на своих предприятиях, прежде всего создавая комплексные решения, которые легко программировать и внедрять. В будущем, компании вероятнее всего смогут покупать завершенные стандартные решения, где роботы будут легко встраиваться в процесс производства без необходимости выполнения большого объема специфической инженерной работы на каждом месте. Отрасли, которые вероятно получат больше всего выгод от роботизированной сварки, это производство автомобилей и устройств большой грузоподъемности (самолеты, поезда, автобусы) и шахтного оборудования.
Пожалуйста, обращайтесь к нам если вы хотите узнать больше про работу Nederman в этой сфере, или о том, какие еще существуют варианты для вашей компании. Больше информации о нашей работает по фильтрации воздуха и технологиям улучшения окружающей среды, вы сможете найти на этом сайте и в других статьях нашего Центра Обмена Знаниями.
Роботизированная аргонодуговая TIG сварка — преимущества и применения
Все из нас, наверное, слышали аллегорию о черепахе и зайце. Черепаха медленна, но скорость её передвижения стабильна, тогда как заяц бегает быстро, но периодически останавливается на перерывы. Многие люди также, живут согласно поговорке «тише едешь, дальше будешь». Но как это можно отнести к роботизированной TIG сварке?
Черепаха медленна, но скорость её передвижения стабильна, тогда как заяц бегает быстро, но периодически останавливается на перерывы. Многие люди также, живут согласно поговорке «тише едешь, дальше будешь». Но как это можно отнести к роботизированной TIG сварке?
Качество или скорость?
Процесс аргонодуговой TIG (Tungsten Inert Gas) сварки — медленный и точный. Именно качество сварного шва, а не время сварки, чаще всего является основным фактором выбора аргонодуговой сварки. Квалифицированные сварщики аргонщики получают одни из самых высоких зарплат в своей отрасли в связи с их мастерством и навыками техники аргонодуговой сварки.
Однако в настоящее время на производстве имеется острая нехватка квалифицированных сварщиков, и компании ищут новые пути повышения производительности без ущерба качества сварки, и всё чаще обращаются к автоматизированным и роботизированным решениям.
«Роботизация» и «TIGсварка» аналогичны зайцу и черепахе, и современные технологии сочетают в себе лучшие черты этих двух процессов, а также способствуют ряду существенных прорывов.
Ниже мы рассмотрим несколько факторов, которые необходимо учитывать при рассмотрении роботизированной TIG сварки в качестве производственного процесса.
Преимущества процесса TIG
Основным преимуществом процесса TIG является высокое качество швов при способности сварки практически всех металлов и сплавов. Такие металлы как углеродистая, нержавеющая сталь и алюминий, являются обычными применениями, а также некоторые из более экзотических материалов, такие как титан, цирконий, ниобий, тантал, аустенитные никель-хромистые жаропрочные сплавы и другие.
Применения этих материалов можно найти в широком спектре всех отраслей промышленности, в том числе аэрокосмической и военной, автотранспортной и трубном производстве, энергетике и кораблестроении, и многих других.
Объединяющим фактором среди всех этих отраслей является то, что они часто используют высококачественные материалы, которые обладают комбинацией превосходных механических, электрических и тепловых свойств. Которые требуют точности изготовления, точного проникновения металла при его сварке, повторяемости при контроле многих факторов, в том числе скорости перемещения, газовой защиты, контроля температуры и тепловложения, чтобы избежать усадки и деформаций.
Которые требуют точности изготовления, точного проникновения металла при его сварке, повторяемости при контроле многих факторов, в том числе скорости перемещения, газовой защиты, контроля температуры и тепловложения, чтобы избежать усадки и деформаций.
Процесс TIG дает узкую зону термического влияния (ЗТВ), которая, в свою очередь, уменьшает напряжения, возможность появления трещин и деформации в готовом сварном шве. Косметический вид традиционного чешуйчатого шва аргонодуговой TIG сварки передает ощущение визуального качества.
Преимущества и применения роботизированной аргонодуговой TIG сварки
Роботизированная TIG сварка обеспечивает ряд преимуществ, в том числе автоматизацию и повторяемость, однородность и последовательность сварных швов с увеличением производительности — особенно если учесть скорость позиционирования горелки между сварными швами. С помощью сварочного робота обеспечивается доступ к сварным швам, к которым он может быть затруднен для ручной горелки или, например, если требуется вращение горелки во время сварки, что было бы невозможно при ручном процессе.
Основные преимущества роботизированной сварки TIG включают в себя:
- — повторяемый, точный контроль температуры и проникновения металла для удовлетворения высоких стандартов качества
- — автоматическое переключение «на лету» режимов сварки, например чередование режимов для сварки толстых и тонких материалов
- — движение горелки и автоматизированное управление сварочными параметрами, такими как предварительная продувка газа, начальная сила тока, время нарастания тока, основной сварочный ток, частота пульса, время спада, заварка кратера и окончательная продувка газа. Длина дуги может быть автоматически поддерживаться с помощью системы автоматического контроля напряжения (AVC). Ширина, глубина проплавления и внешний вид сварного шва могут быть под жестким контролем.
- — повышение производительности сварки, как минимум на 100%, а в некоторых случаях и до 300%
- — сокращение времени обучения операторов, снижение затрат на контроль качества сварного шва
Роботизированная TIG сварка уже используются в широком диапазоне успешных применений, в том числе:
- тонколистовой материал: сварка угловых швов изделий из тонких материалов (сварка электрошкафов), сварка труб из экзотических металлов и другие изделия
- толстолистовой металл: тяжелые алюминиевые панели, перекрытия, наплавка, толстолистовые секции и другие изделия
- диафрагмы и сильфонные компенсаторы
Нержавеющая сталь, титан, инконель, алюминий и специальные стали часто свариваются при помощи TIG сварки. Роботизированная TIG сварка обеспечивает преимущества для каждого из этих материалов. Например, алюминий традиционно является более трудным металлом для сварки, поскольку он имеет тенденцию к расширению и быстро проводит тепло. Роботизированная TIG сварка алюминия обеспечивает контроль тепла и стабильную, надежную сварку.
Роботизированная TIG сварка обеспечивает преимущества для каждого из этих материалов. Например, алюминий традиционно является более трудным металлом для сварки, поскольку он имеет тенденцию к расширению и быстро проводит тепло. Роботизированная TIG сварка алюминия обеспечивает контроль тепла и стабильную, надежную сварку.
Титан обладает широким диапазоном эксплуатационных температур и имеет самое высокое отношение прочности к весу среди металлов. Тем не менее, титан имеет высокую температуру плавления и не очень устойчив к коррозии в процессе сварки. Роботизированная TIG сварка титана может обеспечить точность повторяемых процессов, уменьшая риски при его сварке.
Нержавеющая сталь имеет высокое содержание хрома, который при ручной TIG сварке может быть перегрет. Роботизированная сварка TIG сварка нержавеющей стали может быть использована, чтобы предотвратить нежелательные потемнения металла, отрицательно влияющие на внешний вид изделий.
Для жаропрочных сплавов, таких как никель, используемых в аэрокосмической и ядерной промышленности, наиболее трудно добиться 100-процентного проплавления при ручной сварке. Роботизированная TIG сварка обеспечивает силу тока по отношению к скорости, чтобы управлять профилем глубины проплавления.
Роботизированная TIG сварка обеспечивает силу тока по отношению к скорости, чтобы управлять профилем глубины проплавления.
Интеллектуальные системы роботизированной TIG сварки
Применение роботизированной TIG сварки стимулировало развитие сложной, но экономически эффективной системы технического зрения, существенно улучшился контроль за качеством благодаря отслеживанию местоположения горелки.
Во время процедуры квалификации, оператор калибрует камеру и траекторию сварного шва в соответствии с идеалом. Это эталонное изображение хранится в памяти робота. На каждую последующую часть шва, камера делает снимок, прежде чем направить дугу в этом направлении робот выполняет сравнение шаблона с изображением и новым образом. Сварочный робот вычисляет любые смещения и соответственно регулирует весь путь сварки. Этот научно-технический прогресс в робототехнике особенно подходит для сварки тонких материалов, где положение дуги является критическим.
Является ли роботизированная TIG сварка решением для вашей компании?
Есть целый ряд вопросов, которые необходимо спросить себя при рассмотрении перехода к роботизированной TIG сварке. Они включают в себя:
Они включают в себя:
— Является ли аргонодуговая TIG сварка неотъемлемой частью производственного процесса? Вам необходимо повышение производительности труда и повторяемый уровень высокого качества сварки низкоуглеродистой стали, нержавеющей стали, алюминия, меди, титана и других экзотических сплавов?
— У вас возникли проблемы с качеством или существует постоянное давление со стороны конкурентов по снижению стоимости продукции? Трудности при найме на работу квалифицированных TIG сварщиков? Затраты на обучение сварщиков и содержание рабочей силы слишком велики?
— У вас строгие требования к качеству, которые могут быть улучшены за счет автоматизации операций сварки? Вам необходимо улучшенное управление процессом скорости движения горелки и тепловложения, которое может дать автоматизированное решение?
Лучший способ определить, сможет ли ваша компания извлечь выгоду из роботизированной TIG сварки, это спросить профессионалов, компании, инсталлирующие сварочных роботов, которые смогут рассмотреть ваши задачи на применение с роботами. Специалисты проанализируют текущие сварочные процессы и процедуры, а затем предложат усовершенствования, которые обеспечивают быстрый возврат инвестиций и повышение производительности труда и качества выпускаемой вами продукции.
Специалисты проанализируют текущие сварочные процессы и процедуры, а затем предложат усовершенствования, которые обеспечивают быстрый возврат инвестиций и повышение производительности труда и качества выпускаемой вами продукции.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
Материал переведен и подготовлен на основе информации сайта Robotic Industries Association
© Смарт Техникс
Применения роботизированной TIG сварки:
Роботизированная TIG сварка нержавеющей стали
Задание реалистичных целей для проектов роботизированной сварки
Компании, заинтересованные в покупке сварочных роботов, часто ожидают, что они решат все их проблемы с производительностью и качеством. После установки и запуска в эксплуатацию фактические результаты часто не соответствуют высоким ожиданиям конечных пользователей.
После установки и запуска в эксплуатацию фактические результаты часто не соответствуют высоким ожиданиям конечных пользователей.
Делается вывод, что поставщик роботов сделал что то не так, но очень часто, проблема заключается именно в нереалистичных ожиданиях, которые создаются либо продавцом сварочных роботов, либо самим конечным пользователем.
Таким образом, важным шагом является установка реалистичных ожиданий для тех, кто приобретает и устанавливает роботизированное сварочное оборудование для решения своих производственных задач. Эти принципы могут предотвратить разочарование в результате конечных ожиданий и могут помочь сделать проект роботизированной сварки более выгодным и надежным.
Определение задач проекта роботизированной сварки
Прежде чем роботизированная система для сварки будет спроектирована, необходимо определить точные требования к ней.
- Что является основной целью: повышение качества, безопасность оператора, повышение производительности труда, или некоторая комбинация всех этих задач?
- Будут ли части свариваемой детали прихвачены предварительно или не прихваченные детали будут жестко зафиксированы в кондукторе?
- Вы просто играете с идеей роботизированной сварки, или вы серьезно задумываетесь об этом и убеждены, что эта технология является тем, что вам нужно?
Вам нужны сварочные роботы, просто потому что вы не можете найти квалифицированных сварщиков? Необходимо иметь четкое представление о причинах заинтересованности в роботизированной сварке. Это поможет задать всему роботизированному проекту правильное направление развития.
Это поможет задать всему роботизированному проекту правильное направление развития.
Когда приходит время приобрести систему роботизированной сварки, необходимо участвовать в её проектировании и функциональности. Это не значит, что вы, как конечный пользователь, несете ответственность за проектирование, но вы должны быть хорошо знакомы с системой, прежде чем она будет изготовлена и быть в курсе всех конструктивных изменений, которые могут происходить в процессе её изготовления. Это позволит избежать неприятных сюрпризов и разочарований в будущем, например, в случае, если система становится слишком большой, чтобы вписаться в площадь, которую вы предоставили для неё или сварочный робот не может достигнуть определенные места сварного шва.
Что робот может сделать, а что не может
Не ожидайте, что ваш сварочный робот компенсирует проблемы качества, связанные с плохой сборкой и большими допусками на неё. В первые годы внедрения роботизированной сварки (конец 70-х и начало 80-х), много проектов со сварочными роботами терпели крах. Компании производители роботов не понимали всех требований, которые могли бы сделать проект успешным, а конечные пользователи думали, что роботы будут панацеей для всех своих бед в производстве.
Компании производители роботов не понимали всех требований, которые могли бы сделать проект успешным, а конечные пользователи думали, что роботы будут панацеей для всех своих бед в производстве.
Чтобы предотвратить похожую ситуацию, необходимо проделать много работы, прежде чем приобретать ваш первый проект по роботизированной сварке. Прежде чем рассматривать автоматизированную сварку, должны быть налажены контроль и система качества на производстве.
В настоящее время уже многие компании могут поставить сварочных роботов просто с целью улучшения качества свариваемых вручную изделий. В таких случаях основа для успешной установки робота уже заложена. Однако большинство производственных мощностей всё еще выполняет подготовку заготовок для роботизированной сварки при помощи тех технологий, какие были 20 лет назад. В этом случае необходимо заложить некоторые основные элементы управления качеством в целях обеспечения повторяемости составных частей и заготовок для сварки.
Роботы очень плохо относятся к зазорам между составными частями, и они не любят сварку деталей, которые не имеют повторяемости. Хотя изменения и зазоры в сварном шве могут быть обнаружены многочисленными системами слежения за швом, но они также имеют свои ограничения.
Хотя изменения и зазоры в сварном шве могут быть обнаружены многочисленными системами слежения за швом, но они также имеют свои ограничения.
Наилучшим решением будет стремление к производству составных частей и заготовок для соединения под сварку с небольшим зазором или вообще без него. Грамотная конструкция деталей и проектирование зажимных приспособлений являются важными элементами. Обеспечьте это, и не ожидайте от робота, что он компенсирует плохую подготовку изделия перед сваркой. При необходимости купите хорошие пресса, машины плазменной или лазерной резки, или новые инструменты для существующих прессов и штампов для оптимизации качества составных частей свариваемого изделия.
Выполнение некоторых сварочных швов вручную
Порой имеет больше смысла делать не все сварные швы при помощи робота, а выполнять некоторые вручную. Большинство конечных пользователей сильно разочарованы, узнав, что они купили дорогостоящие роботы, которые в конечном итоге могут выполнять только 90 процентов от всех сварных швов на конкретной сборке. Или некоторые подходят к проекту с условием, что чем больше сварки выполняет робот, тем больше оправдана стоимость этого проекта. Эти предположения не всегда могут быть правильными. Рассмотрим следующие примеры:
Или некоторые подходят к проекту с условием, что чем больше сварки выполняет робот, тем больше оправдана стоимость этого проекта. Эти предположения не всегда могут быть правильными. Рассмотрим следующие примеры:
1. Улучшение качества некоторых сварных швов, сделанных вручную сварочным полуавтоматом. Некоторые сварные швы просто не подходят для роботов. Например, сложные контуры, такие как швы вокруг острых углов, иногда очень трудно сварить роботом. Для случаев, в которых невозможно избежать больших зазоров, лучше сварить эти швы также вручную. Это несколько случаев, в которых качество на самом деле можно улучшить путем предоставления определенных швов сварщикам.
2. Повышение пропускной способности робота. Если время на загрузку / выгрузку изделия в фиксирующий кондуктор для роботизированной сварки значительно меньше, чем время цикла сварки роботом, операторы могут простаивать в течение длительного периода времени. Иногда вы можете дать оператору другие задачи, чтобы воспользоваться этим свободным временем, но во многих случаях, имеет смысл дать ему выполнять некоторые сварные швы.
Давая выполнять оператору 10 процентов наиболее трудных для робота сварных швов, время цикла робота будет сокращено, а непродуктивное время оператора станет продуктивным. Общий эффект – лучшее использования времени оператора, улучшена производительность за счет уменьшения времени цикла и, возможно, получение изделий более высокого качества, потому что самые сложные сварные швы для робота выполняются сварщиком вручную.
Надлежащее обучение персонала
Планирование надлежащей предварительной подготовки персонала на самом деле является одной из важных сторон роботизированного проекта. Необходимо представлять, какие учебные курсы необходимы, чтобы планировать постепенный запуск. Когда приходит время, чтобы реализовать все это, это может показаться слишком трудоемким процессом. Производство, в конце концов, является самым большим приоритетом, и соответствующей подготовкой часто пренебрегают. Не поддавайтесь на это.
Степень подготовки персонала может быть судьбоносной во всём проекте роботизированной сварки. Некоторые вещи просто не должны делаться в спешке — это относится к обучению. Например, важной частью подготовки является обучение по устранению неисправностей, будь то неисправности в программах роботов, сварочные режимы или аппаратные проблемы (электрические или механические). Приобретение соответствующих знаний и опыта может занять некоторое время, возможно, даже недели или месяцы.
Некоторые вещи просто не должны делаться в спешке — это относится к обучению. Например, важной частью подготовки является обучение по устранению неисправностей, будь то неисправности в программах роботов, сварочные режимы или аппаратные проблемы (электрические или механические). Приобретение соответствующих знаний и опыта может занять некоторое время, возможно, даже недели или месяцы.
В основном, тип обучения наиболее часто связан с обучением программированию робота, как работать с техникой и исправлять ошибки, и как настроить сварочные режимы для работы в различных условиях. Поставщики сварочных роботов разработали эффективные учебные курсы, и очень важно, по крайней мере, пройти базовый курс такого обучения. В любое время можно пройти курсы повышения квалификации, которые ориентированы на продвинутое программирование или дополнительное изучение таких функций, как отслеживание шва. Обучение персонала на таких курсах также следует считать обязательным. Существует прямая корреляция между глубиной подготовки операторов и программистов и способностью быстро устранить неполадки.
Служба технической поддержки и профилактическое обслуживание
Планирование профилактического обслуживания имеет решающее значение для надежного выполнения роботизированной сварки. Мало кто будет пренебрегать менять масло в своих автомобилях, но многие покупатели сварочных роботов думают, что профилактическое обслуживание не является необходимым для их оборудования. Хорошая профилактика, безусловно, окупается за счет увеличения времени безотказной работы и производительности.
Во многих случаях хорошие программы профилактического обслуживания также могут улучшить качество. Например, замена контактных наконечников сварочной горелки, газовых сопел и роликов подачи проволоки на регулярной основе — все эти элементы способствуют стабильной дуговой сварке, что приводит к повышению качества и надежности всего процесса.
Обучение техническому обслуживанию также имеет решающее значение, потому что гарантийные сроки ограничены. Оно имеет смысл для того чтобы обучить собственный обслуживающий персонал, чтобы любой ремонт был сделан быстро и производство возобновлено как можно скорее. Многие производители роботов обеспечивают отдельные курсы по механическому (смазка, замена двигателей и коробок передач) и электрическому обслуживанию (устранение неисправностей плат, отслеживание неисправных компонентов). Оба этих курса необходимы, хотя каждый может включать в себя разный персонал.
Многие производители роботов обеспечивают отдельные курсы по механическому (смазка, замена двигателей и коробок передач) и электрическому обслуживанию (устранение неисправностей плат, отслеживание неисправных компонентов). Оба этих курса необходимы, хотя каждый может включать в себя разный персонал.
Правильно подготовив персонал к эксплуатации, программированию, профилактике и устранению неисправностей оборудования, вам придется столкнуться с меньшим количеством сюрпризов, и вы сможете поддерживать оборудование в надлежащем состоянии.
Выводы
Реалистичные ожидания необходимо задать на стадии концепции роботизированного проекта по сварке. Если система задумана и спроектирована правильно, то есть хороший шанс, что она будет работать, как ожидалось.
Важным шагом является большая работа по процессам, связанным с предварительной подготовкой (повторяемость изделий, сборка, зазоры соединений и т.п.), чтобы они были совместимыми с роботизированной сваркой.
Реалистичные ожидания о том, сколько сварочных швов будет выполнять робот на конкретной сборке, могут предотвратить неприятные неожиданности о производительности робота.
Правильное обучение в области программирования, эксплуатации, технического обслуживания и устранения неисправностей будет способствовать роботизированной системе сварки работать так, как ожидалось.
% PDF-1.6 % 1 0 obj >>> эндобдж 2 0 obj > поток 2013-11-26T18: 44: 43 + 09: 002013-11-26T18: 44: 47 + 09: 002013-11-26T18: 44: 47 + 09: 00Adobe InDesign CS5.5_J (7.5) uuid: d1adc2cf-dcbf- 4dc3-bb0d-a46c67f4c89bxmp.did: A047C29652F3E2119122A569E9C330B6xmp.did: 1FFB3DA16DDBE111937C86E5D12AFB06proof: pdf
 iid: D98834749BC9E211BFA6A31C08B3
iid: D98834749BC9E211BFA6A31C08B3013-05-31T15: 18: 07 + 09: 00Adobe InDesign 7.5 /; / метаданные
 5 /; / метаданные
5 /; / метаданные iid: 5753CF2F37F4E21190E2F60E813BB2182013-07-24T17: 01: 03 + 09: 00Adobe InDesign 7.5 /; / метаданные
iid: 5753CF2F37F4E21190E2F60E813BB2182013-07-24T17: 01: 03 + 09: 00Adobe InDesign 7.5 /; / метаданные 5 /; / метаданные
5 /; / метаданные iid: E2C47BB47546E311978BFF5BC37407AF2013-11-06T08: 55: 10 + 09: 00Adobe InDesign 7.5 /; / метаданные
iid: E2C47BB47546E311978BFF5BC37407AF2013-11-06T08: 55: 10 + 09: 00Adobe InDesign 7.5 /; / метаданные 5 /; / метаданные
5 /; / метаданные 0 0.0 595.276 793.701] / Тип / Страница >>
эндобдж
11 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2 >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
эндобдж
12 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2> / MC3 >>> / XObject >>> / TrimBox [0.UEOk / _u [] 鷪 xxzw {~ {U
߭ J- / ua)}} {e \} Ee% «~: k] (˪mǗ3w> U1XaqUVD.Q ‘; Ɣk> p» GLU,) KtqjqRe = yJKô \ ܉% `} ؖ; A_NcvWxUIsrW% _5 츂: @X?)>
co3qQKmq + wn + MJgD # l6 ## — G * kӿ} j «@ ȲN.p’l (En / C4gL ~ x3eWYU 9W {ʝ! J = seO? xjXQ * DxNa) Ik9ɍZdJ f4lFBG \ VC/
0 0.0 595.276 793.701] / Тип / Страница >>
эндобдж
11 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2 >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
эндобдж
12 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2> / MC3 >>> / XObject >>> / TrimBox [0.UEOk / _u [] 鷪 xxzw {~ {U
߭ J- / ua)}} {e \} Ee% «~: k] (˪mǗ3w> U1XaqUVD.Q ‘; Ɣk> p» GLU,) KtqjqRe = yJKô \ ܉% `} ؖ; A_NcvWxUIsrW% _5 츂: @X?)>
co3qQKmq + wn + MJgD # l6 ## — G * kӿ} j «@ ȲN.p’l (En / C4gL ~ x3eWYU 9W {ʝ! J = seO? xjXQ * DxNa) Ik9ɍZdJ f4lFBG \ VC/.6t2
Роботизированная сварка TIG или MIG: что лучше всего подходит для вашего проекта?
Автоматизация — не новая концепция в производстве; однако используемые типы автоматизации с каждым днем становятся все более технологически продвинутыми. Это, безусловно, относится к роботизированной сварке в производстве металлических изделий, хотя ей уже более 60 лет.Две недели назад мы рассмотрели основы роботизированной сварки, включая ее происхождение и историю. На этой неделе мы подробнее расскажем о типах сварки, которые можно выполнять с помощью роботов, в том числе немного подробнее о самих роботах.
На этой неделе мы подробнее расскажем о типах сварки, которые можно выполнять с помощью роботов, в том числе немного подробнее о самих роботах.
Виды сварочных роботов
Существует несколько видов сварочных роботов, но в промышленных условиях чаще всего встречаются два: прямолинейные и шарнирно-сочлененные. Прямолинейные роботы чрезвычайно полезны, но менее гибки, чем их шарнирные аналоги, поскольку они могут двигаться только по трем осям, плюс вращательное движение, которое становится возможным с добавлением «запястья».С другой стороны, шарнирные роботы более сложны и более точно имитируют «анатомию» руки и запястья человека, что делает их более адаптируемыми (и более дорогими!), Чем другие варианты.
Виды роботизированной сварки
Роботизированная дуговая сварка — одно из наиболее распространенных применений роботизированной сварки. Это использование источника питания для генерации электрической дуги между электродом и металлической деталью, чтобы генерировать достаточно тепла для постоянного слияния частей.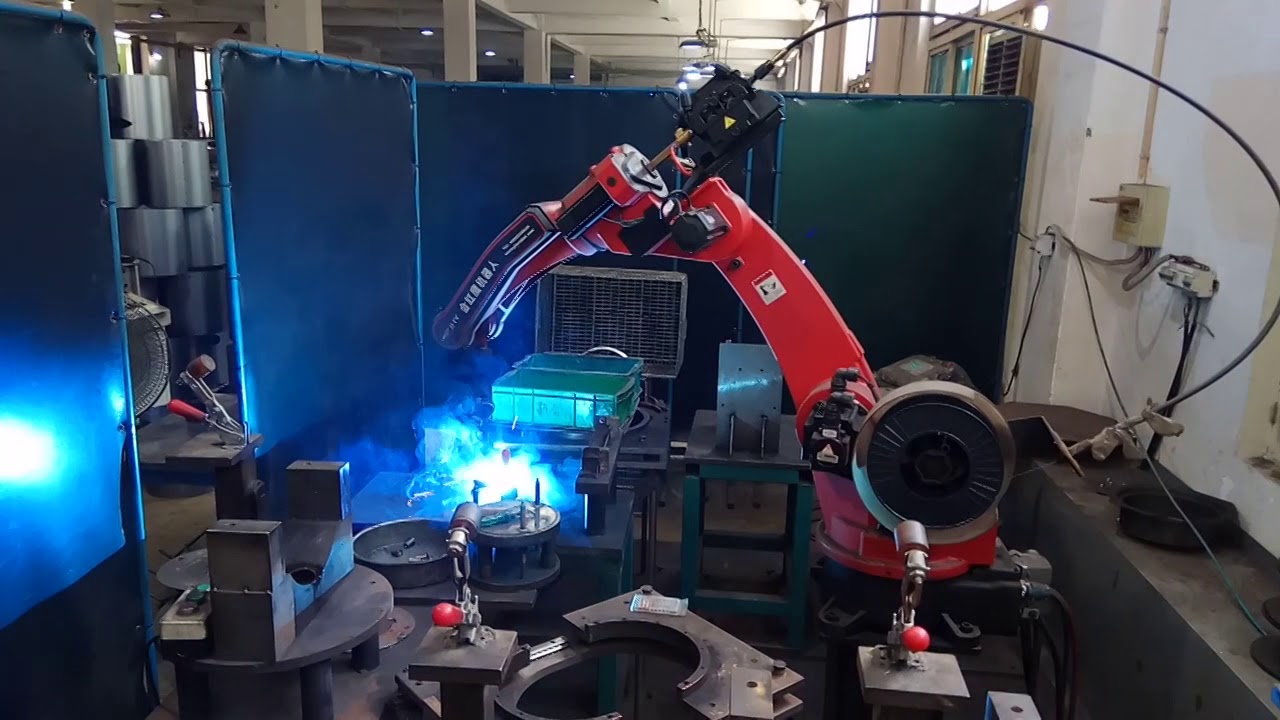 Роботы могут сваривать по этой «дуговой» схеме, напрямую запрограммировав контроллер, используя машинное зрение или комбинируя их каким-либо образом. В отличие от других типов сварки, дуговая сварка требует использования защитного газа, чтобы предотвратить загрязнение обрабатываемой части сварного шва («сварочной ванны»), чтобы гарантировать, что вновь образующиеся сварные швы сохранят свою структурную целостность и останутся безупречными. Защитный газ также упрощает очистку сварных деталей после завершения процесса.
Роботы могут сваривать по этой «дуговой» схеме, напрямую запрограммировав контроллер, используя машинное зрение или комбинируя их каким-либо образом. В отличие от других типов сварки, дуговая сварка требует использования защитного газа, чтобы предотвратить загрязнение обрабатываемой части сварного шва («сварочной ванны»), чтобы гарантировать, что вновь образующиеся сварные швы сохранят свою структурную целостность и останутся безупречными. Защитный газ также упрощает очистку сварных деталей после завершения процесса.
Дуговая сварка включает несколько различных подтипов, и для простоты мы поговорим только о двух из наиболее распространенных здесь: MIG (металл в инертном газе, также известный как GMAW или газовая дуговая сварка металла) и TIG (вольфрамовая сварка). Сварка в среде инертного газа, также называемая GTAW или газо-вольфрамовой дуговой сваркой. Основное различие между ними заключается в том, что для сварки MIG используется непрерывная подача проволоки, а для сварки TIG требуется использование длинных сварочных стержней, которые медленно подаются в сварочную ванну. Как видно из приведенной ниже таблицы, оба варианта считаются отличным выбором, и у каждого из них есть преимущества и профиль пригодности, который варьируется в зависимости от области применения:
Как видно из приведенной ниже таблицы, оба варианта считаются отличным выбором, и у каждого из них есть преимущества и профиль пригодности, который варьируется в зависимости от области применения:
| Тип | MIG (металлический инертный газ) | TIG (вольфрамовый инертный газ) |
Основы |
|
|
| Использованные металлы |
|
|
Преимущества |
|
|
Вернитесь на следующей неделе, когда мы продолжим обсуждение роботизированной сварки.
EVS Metal — американский производитель прецизионных металлических изделий со штаб-квартирой в Ривердейле, штат Нью-Джерси. Мы используем новейшие технологии для резки, гибки и отделки отдельных изделий, а также деталей для интеграции или сборки в более сложные изделия. Наши четыре предприятия, сертифицированные по стандарту ISO 9001: 2015, включают более 250 000 квадратных футов вертикально интегрированных производственных площадей и оснащены самым современным оборудованием, от решений для роботизированной сварки и лазерной резки до автоматических линий порошкового покрытия. Мы обслуживаем разнообразную клиентскую базу по всей Северной Америке, предоставляя широкий спектр услуг — от быстрых прототипов, соответствующих требованиям ITAR, до крупносерийного производства.Запросите индивидуальное ценовое предложение на изготовление металла онлайн или позвоните по телефону (973) 839-4432, чтобы поговорить со специалистом сегодня.
Преодоление брызг сварного шва в роботизированной сварке
Когда я рассказывал о неправильных представлениях о роботизированной сварке, я пытался разъяснить людям:
Брызги — это сварочная проволока.
Многие инженеры-технологи считают, что брызги — это взрывающаяся лужа. В определенной степени это верно, но заблуждение часто проявляется в том, что считается, что источником брызг является основной металл, а это не так.Действительно, брызги идут от металла фильтра.
Если на ваших деталях есть брызги, проблемы, связанные с этим, являются дорогостоящими и распространяются на весь бизнес:
- Каждый раз, когда вы видите свариваемые ягоды или брызги, это деньги на пол. Брызги — это буквально выдува сварочной проволоки и разбрызгивание оборудования на пол или на стачиваемую деталь.
- Если приваривать что-либо с помощью шпилек или шпилек с резьбой, разбрызгивание становится большой проблемой для металлических изделий. Будь то наружная наружная резьба или внутренняя резьба, с этой проблемой трудно справиться, потому что из-за этого соединение других частей к детали становится труднее и труднее.
- Брызги влияют на последующее производство и репутацию оборудования, когда вы завершаете сварную часть оборудования.


Наихудшим примером воздействия сварочных брызг на производственный бизнес может быть случай, когда сварочные брызги попали на деталь автомобиля. Если на детали есть брызги, и вы красите деталь, и через год эти брызги отламываются, когда оператор ведет машину по шоссе, они также обрываются вместе с краской.
Теперь ржавчина собирается внутри под краской всякий раз, когда машина намокает.Это означает, что часть автомобиля ломается или ржавеет быстрее, репутация страдает, а спрос падает.
Принятие или пропуск брызг на сварной детали оказывает полный эффект ниже по потоку.
Контроль разбрызгивания также избавляет вас от затрат на шлифовку дисков и рабочей силы и предотвращает ухудшение характеристик ваших деталей.
Подумайте об этом: каждый раз, когда вы касаетесь детали, это стоит денег.
Чем меньше сумма, которую вы должны заплатить, чтобы прикоснуться к этой части, тем более экономичным вы будете.
Причины появления брызг при сварке?
Параметры сварки обычно являются основной причиной большинства проблем с разбрызгиванием для производителей металла.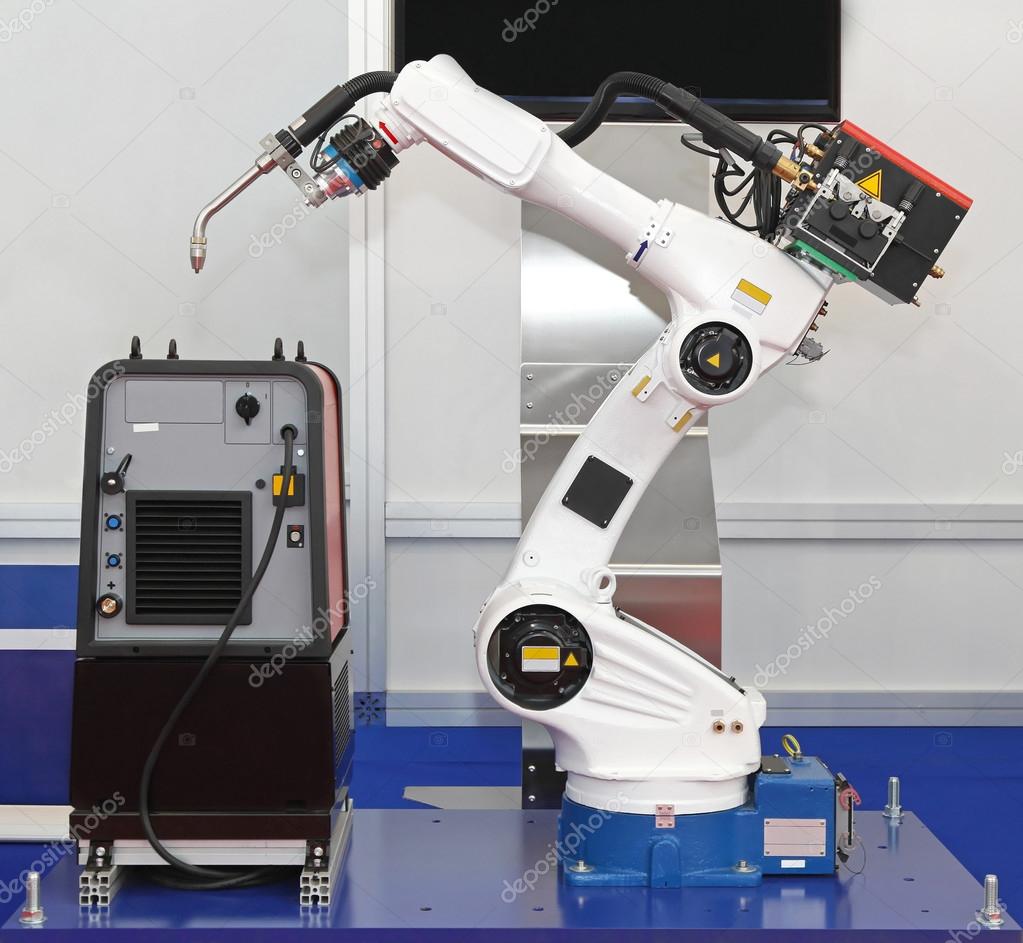 Обычно, если вы выполняете сварку низкоуглеродистой стали, разбрызгивание сварочного шва вызвано либо плохой проволокой, либо слишком холодным газом, либо ваш сварной шов был слишком холодным для начала.
Обычно, если вы выполняете сварку низкоуглеродистой стали, разбрызгивание сварочного шва вызвано либо плохой проволокой, либо слишком холодным газом, либо ваш сварной шов был слишком холодным для начала.
Если у вас слишком низкое напряжение, вы получите много брызг.
Даже если вы запустите более горячий защитный газ и даже если вы четко определитесь, часто вы будете съедать свое напряжение и еще немного его намочить.
Вызывает ли импульсная или короткая дуга больше брызг?
Обычно короткая дуга вызывает больше проблем с разбрызгиванием из-за процесса. Pulse — это намного более чистый и быстрый процесс сварки.
Однако импульсной сваркой можно сваривать только очень тонкие изделия, поэтому в этом процессе есть тонкая грань.
Если вы используете 100% CO2, вы получите лучшую выемку из сварного шва, вы получите лучшее проплавление, но вы также получите намного больше брызг.
Газ CO2 создает более летучую дугу. Это одна из причин, по которой многие производители используют смесь аргона с CO2, которая содержит большое количество аргона и помогает избежать проблем с разбрызгиванием.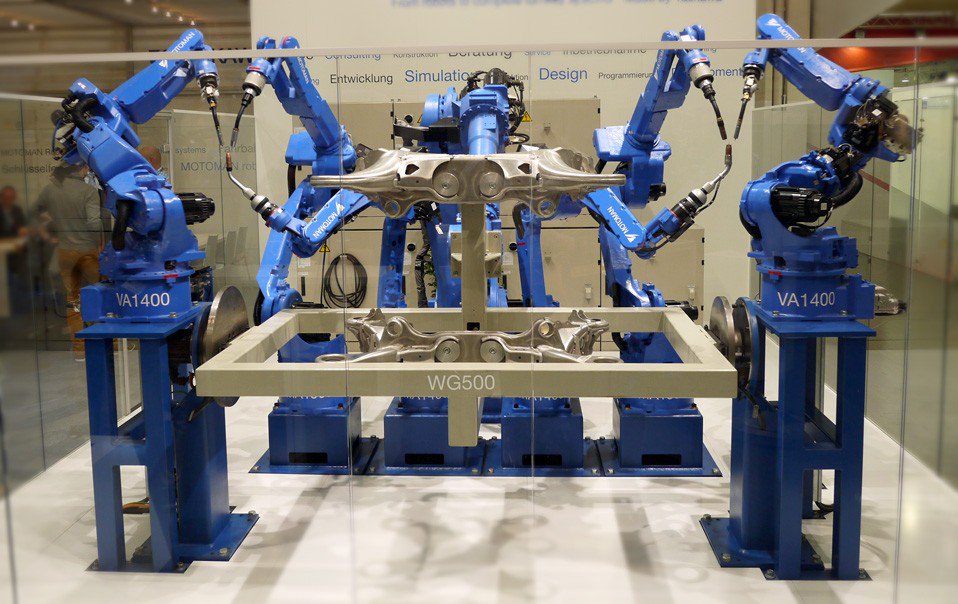
Брызги от металлических загрязнений
Помимо газовой смеси и процесса сварки, загрязнение металла будет вторым по величине источником разбрызгивания.
Те же факторы, которые могут вызвать пористость, также будут источником разбрызгивания. Такие вещи, как масло на деталях, прокатная окалина и покрытие деталей.
Вы можете запустить чистый процесс с чистой газовой смесью и качественной проволокой, но если вы будете сваривать оцинкованный или любой сильно загрязненный материал, брызги будут увеличиваться.
То же самое и с другими типами покрытий, но оцинкованный материал, такой как цинк, вероятно, является наиболее распространенным материалом, который вы увидите на производстве и который вам придется сваривать.
Неправильная программа робота
Для роботов одной из основных причин разбрызгивания при сварочных процессах роботов является неправильная программа робота. Обычно это так просто, как если скорость движения робота слишком высока для скорости осаждения.
Можно только расплавить и уложить металл так быстро, пока физика не скажет «нет».Думайте о роботизированной сварке как о вспашке снега.
Когда вы вспахиваете снег со скоростью 90 миль в час, снег улетает повсюду и не оседает в чистом виде, в отличие от того, когда снег вспахивается со скоростью 10 миль в час. То же самое и с программой роботизированной сварки, и один из способов избежать чрезмерного разбрызгивания — не чрезмерно компенсировать скорость выполнения программы.
Расстояние между контактным наконечником и рабочим местом
Еще одна вещь, которая также способствует разбрызгиванию, — это электрическое торможение или расстояние от наконечника до рабочего расстояния.Из-за неправильной настройки сварочной горелки могут возникнуть другие проблемы в процессе сварки, помимо разбрызгивания.
В частности, для разбрызгивания, если наконечник уйдет слишком далеко от детали, это вызовет кучу проблем.
В то время как некоторые сварочные источники питания, такие как синергетические аппараты, могут помочь компенсировать небольшое несоответствие рабочего расстояния от наконечника до рабочего расстояния, сварочный аппарат не может преодолеть вылет с 5/8 дюйма до 1 ½ дюйма. Не говоря уже о том, что качество сварных швов резко упадет.
Не говоря уже о том, что качество сварных швов резко упадет.
Находитесь ли вы слишком далеко или слишком близко от сварного шва, одни и те же проблемы с разбрызгиванием могут возникнуть из-за проблемы с расстоянием от наконечника до рабочего места.
К сожалению, не существует точного числа для определения правильного расстояния от наконечника до рабочего расстояния для вашего сварочного процесса. Чтобы найти правильное число, ограничивающее разбрызгивание, нужно будет выбрать расходные материалы, сварочную проволоку и тип газа.
Угол толкания сварочной горелки
Другой причиной попадания брызг на технологический процесс является угол поворота резака.Если угол слишком большой — обычно это происходит с программой роботизированной сварки, ваша сварочная горелка создает эффект вспашки детали и вызывает чрезмерное разбрызгивание. В идеале вы хотите, чтобы угол наклона резака составлял от 12 до 15 градусов.
Имейте в виду, что угол выталкивания и рабочий угол — это две разные вещи, когда речь идет о процессе сварки:
- Рабочий угол — это направление, перпендикулярное заготовке
- Угол толчка — это угол резака к детали при подаче дуги
Если у вас слишком большой угол наклона резака, у вас будет такой же эффект вспашки. В своей карьере я старался удерживать угол поворота менее 12-15 градусов. Угол поворота — это величина толкания или тяги резака.
В своей карьере я старался удерживать угол поворота менее 12-15 градусов. Угол поворота — это величина толкания или тяги резака.
Защитный газ для устранения проблем с разбрызгиванием
Мы рассмотрели большинство условий разбрызгивания и способы их избежать. Есть еще один способ, которым разбрызгивание на сварной шов можно уменьшить, и он связан с покрытием защитным газом.
Изменение газового покрытия с расширенного спектра на фокусирующее может помочь ограничить разбрызгивание и контролировать хаос в сварочной ванне.Это особенно может помочь, если вы используете более горячую газовую смесь, скажем что-нибудь в диапазоне 80/20.
В идеале сварочная ванна должна быть максимально чистой и жидкой. Насколько хорошо защитный газ покрывает сварочную ванну, поможет уменьшить разбрызгивание. Я много раз использовал это с точки зрения разработки приложений для электронного управления газом.
Сварочный газ — это все для покрытия; количество не имеет ничего общего с качеством сварки. Электронные регуляторы газа позволяют роботизированным горелкам охватывать сварочную ванну, что помогает защитить от брызг и повысить газовый КПД.Видео ниже демонстрирует, как лучшее покрытие может защитить от брызг. Левая сторона имеет улучшенное покрытие, а правая — нет.
Электронные регуляторы газа позволяют роботизированным горелкам охватывать сварочную ванну, что помогает защитить от брызг и повысить газовый КПД.Видео ниже демонстрирует, как лучшее покрытие может защитить от брызг. Левая сторона имеет улучшенное покрытие, а правая — нет.
Электронное управление газом особенно полезно, если вы испытываете небольшое скопление брызг, когда более чистая оболочка защитного газа может улучшить сварочную дугу. Вы можете использовать этот метод для нержавеющей, оцинкованной или мягкой стали.
Это не решит значительных проблем с разбрызгиванием (хотя определенно улучшит их!), Но даже в этом случае возможность перехода от измельчения разбрызганных кусков к возможности их вытирания сэкономит реальные затраты на диски шлифовального станка и рабочую силу.
Хотите узнать больше о роботизированной сварке? Ознакомьтесь с нашим полным руководством по роботизированной сварке. В этом руководстве подробно рассказывается о конструкции роботизированного резака, критериях оценки и о том, как оценить собственную настройку роботизированного резака, чтобы вы могли получить максимальную отдачу от своего производства. Форма не заполняется для чтения … просто щелкните и начните.
Форма не заполняется для чтения … просто щелкните и начните.
Пакет для совместной роботизированной сварки SnapWeld.
UNIVERSAL ROBOTS + DEVELOPER PROGRAM — УСЛОВИЯ ИСПОЛЬЗОВАНИЯ
Пожалуйста, внимательно прочтите следующие условия использования, прежде чем ставить галочку в поле «Зарегистрироваться», чтобы подтвердить свое согласие.
1. Назначение и сфера применения
1.1 Программа для разработчиков UR + («Программа») — это онлайн-форум для разработчиков, предлагаемый Universal Robots A / S, компанией, зарегистрированной в Дании, зарегистрированный адрес: Energivej 25, 5260 Odense S, Дания под номером компании 29138060 («Universal Роботы ») вам как физическому или юридическому лицу (« Разработчик »).
1.2 Настоящие условия использования создают договор между Разработчиком и Universal Robots («Соглашение»). Нажимая «Зарегистрироваться», Разработчик подтверждает свое понимание и принятие Соглашения.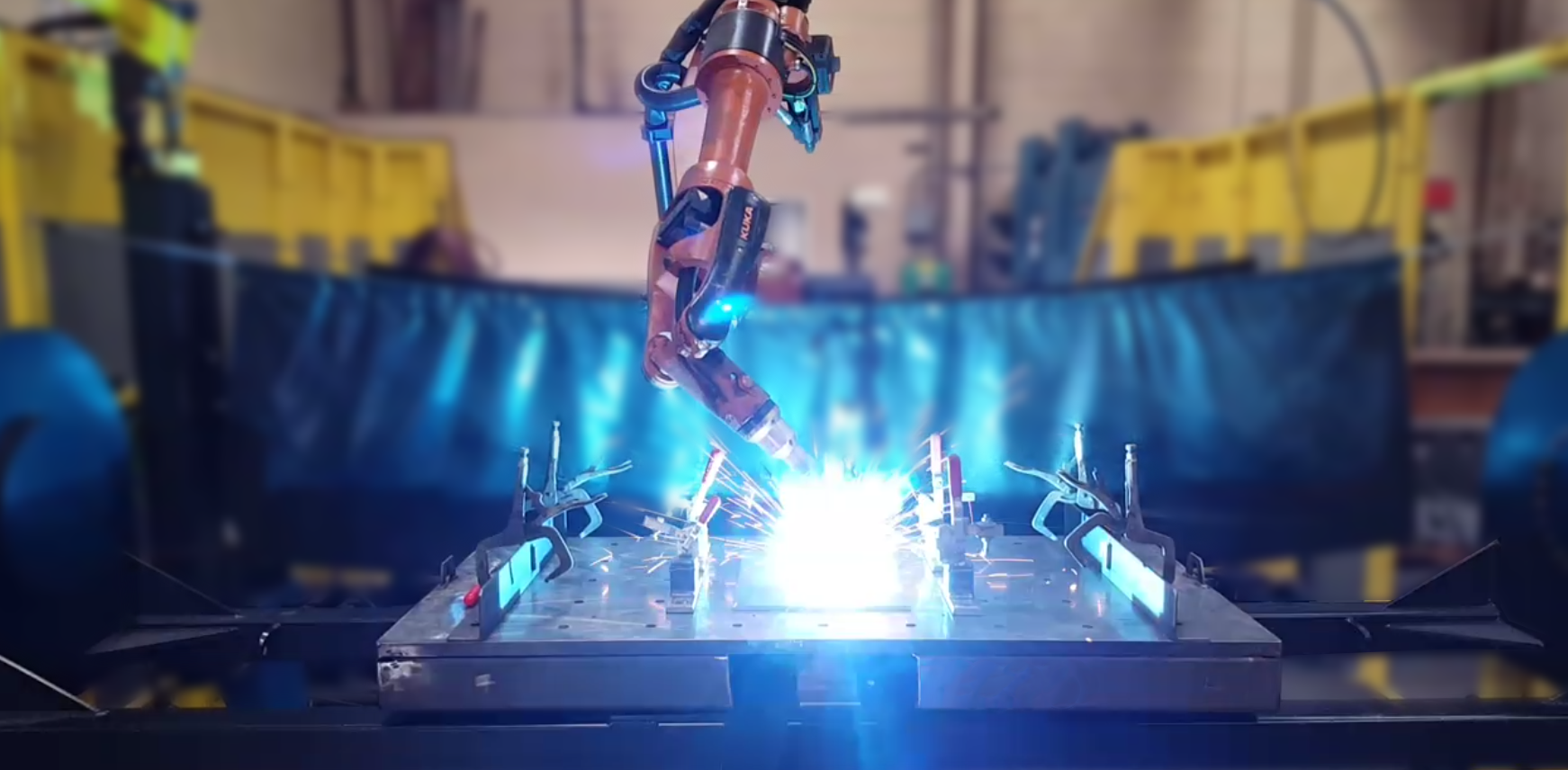
1.3. Настоящее Соглашение регулирует использование Программы Разработчиком, посредством которого Разработчик может участвовать в дискуссионных форумах, которые размещаются и предоставляются Universal Robots, получать информацию и техническую поддержку от экспертов, а также загружать программное обеспечение, руководства и другие материалы для этой цели. разработки продуктов или работы с URCaps для приложений.
2. Контракт и изменения содержания
2.1 Universal Robots оставляет за собой право в любое время изменить настоящее Соглашение и добавить новые или дополнительные условия использования Программы Разработчиком.Такие изменения и дополнительные условия вступают в силу немедленно и включаются в настоящее Соглашение. Дальнейшее использование Программы Разработчиком будет считаться ее принятием.
2.2 Universal Robots оставляет за собой право — в любое время и по любой причине — расширять или ограничивать объем Программы или изменять ее функциональные возможности, а также ограничивать доступ, удалять или изменять Контент (как определено ниже в Разделе 4. 1. ).
1. ).
3. Аккаунт и форум
3.1 Чтобы получить доступ к Программе, Разработчик должен создать учетную запись, включая имя пользователя и пароль («Учетная запись»). Разработчик обязуется получать доступ к Программе только через эту Учетную запись.
3.2 Учетная запись является персональной, и Разработчик несет ответственность за все действия, происходящие под ней.
3.3 Посредством Программы Разработчик будет иметь доступ к форуму Universal Robots + Developer («Форум»). Разработчик может взаимодействовать с другими пользователями, включая отправку и размещение информации, текста, материалов, данных и кодов («Вклад»), которые доступны и просматриваются другими пользователями.Разработчик соглашается не действовать ненадлежащим или оскорбительным образом на Форуме.
3.4 Разработчик обязуется не нарушать права интеллектуальной собственности третьих лиц, не нарушать какие-либо законы и не раскрывать любую конфиденциальную информацию при взаимодействии на Форуме. Исключительная ответственность Разработчика заключается в том, что Разработчик не способствует и не поощряет нарушение прав или иное незаконное поведение.
Исключительная ответственность Разработчика заключается в том, что Разработчик не способствует и не поощряет нарушение прав или иное незаконное поведение.
3.5 Разработчик несет исключительную ответственность за Вклад, и Разработчик обязуется не предоставлять неточную, ложную или вводящую в заблуждение информацию при взаимодействии на Форуме и не включать в Вклад вредоносное ПО, вредоносный код или другой вредоносный контент или материалы.
3.6 Universal Robots имеет право изменить, отозвать и отказать Разработчику в доступе к Программе в любое время. Universal Robots оставляет за собой право удалить Вклад, опубликованный Разработчиком на Форуме, если Вклад не соответствует стандартам контента Universal Robots, по собственному усмотрению Universal Robots.
4. Интеллектуальная собственность
4.1. Любое программное обеспечение, документация, руководства, техническая и другая информация, контент, данные, изображения, проекты, модели и другие материалы, предоставленные Universal Robots или другими разработчиками и пользователями в Программе («Контент»), являются собственностью Universal Robots и / или ее лицензиары. Контент защищен правами интеллектуальной собственности и включает в себя авторские права, патенты, товарные знаки, права на дизайн, права на базы данных, коммерческую тайну, ноу-хау и другую конфиденциальную информацию, защищенную законодательством Дании и других применимых юрисдикций.
Контент защищен правами интеллектуальной собственности и включает в себя авторские права, патенты, товарные знаки, права на дизайн, права на базы данных, коммерческую тайну, ноу-хау и другую конфиденциальную информацию, защищенную законодательством Дании и других применимых юрисдикций.
5. Лицензия на использование контента
5.1 Universal Robots предоставляет Разработчику неисключительную, непередаваемую, бесплатную и отзывную лицензию на использование Контента для личного и внутреннего использования Разработчиком исключительно в связи с разработкой продукта, совместимого с продуктами Universal Robots. («Продукт UR +»).
5.2 Во избежание сомнений, настоящее Соглашение не дает Разработчику права использовать товарные знаки Universal Robots, а также каким-либо образом рекламировать или иным образом заявлять о своей аффилированности с Universal Robots. Такое использование и действия регулируются условиями программы UR + Certified и действующими в любое время Руководящими принципами проектирования UR.
5.3 Universal Robots сохраняет за собой все права интеллектуальной собственности, прямо не предоставленные в настоящем Соглашении.
6. Ограничения на использование контента
6.1 За исключением случаев, предусмотренных обязательным законодательством, Разработчик не имеет права без предварительного письменного согласия Universal Robots декомпилировать, реконструировать, дизассемблировать, изменять или переводить Контент или иным образом пытаться получить, обнаружить, реконструировать или идентифицировать исходный код, коммерческую тайну или ноу-хау в Контенте и Программе или любых методах, алгоритмах, логике или спецификациях пользовательского интерфейса, включенных, включенных или реализованных в данном документе, а также Разработчик не может каким-либо образом разрешать, разрешать или помогать другим в выполнении таких действий.
6.2 Кроме того, Разработчик не имеет права сублицензировать, объединять в сеть, сдавать в аренду, продавать, распространять, раскрывать, публично демонстрировать, публиковать, воспроизводить, создавать производные работы на основе, переуступать или передавать Контент полностью или частично любому физическому или другому лицу без Предварительное письменное согласие Universal Robots.
6.3. Если Разработчик создает производные работы на основе Контента, Universal Robots будет владеть правами интеллектуальной собственности на такие производные работы.
6.4 Разработчик обязуется не использовать Контент несовместимо с правом собственности Universal Robots на Контент. Это включает, помимо прочего, оспаривание права собственности Universal Robots на Контент, действительности интеллектуальной собственности и патентных прав Universal Robots, действительности лицензий, предоставленных в соответствии с настоящим Соглашением, и использование прав интеллектуальной собственности Universal Robots во время или после прекращения действия настоящего Соглашения. .
7.обратная связь
7.1 Разработчик обязуется предоставлять Universal Robots любые предложения, комментарии или другие отзывы, которые Разработчик узнал или собрал в отношении Содержимого, предоставляемого Universal Robots («Отзывы»). Сюда входят результаты тестирования, данные об ошибках, ошибки, отчеты и другая информация, относящаяся к оценке Контента Разработчиком, независимо от формы, в которой он был собран.
7.2 Разработчик соглашается предоставлять Отзыв добросовестно и не предоставлять Universal Robots Отзыв, который является неточным, ложным или вводящим в заблуждение, или который нарушает какие-либо обязательства конфиденциальности перед третьей стороной или нарушает права интеллектуальной собственности третьих лиц или любые другие применимое право.
7.3 Разработчик бесплатно предоставляет Universal Robots все права и право собственности на Отзыв, включая любую интеллектуальную собственность в данном документе. Universal Robots имеет право, но не обязана использовать, включать, воспроизводить, лицензировать и распространять Отзывы для любых целей без каких-либо обязательств перед Разработчиком.
8. Самостоятельная разработка и остатки
8.1 Без ущерба Разделу 6.3 выше, Разработчик сохраняет за собой все права интеллектуальной собственности на свой Вклад.
8.2 Разработчик предоставляет Universal Robots и любой компании или аффилированному лицу в группе Universal Robots всемирную бесплатную неисключительную лицензию на использование, изменение, включая создание производных работ, перевод, публикацию, воспроизведение, распространение и сублицензию. Вклад для любых целей. Лицензия предоставляется без какой-либо компенсации или каких-либо обязательств перед Разработчиком.
8.3 Ничто в настоящем Соглашении не может быть истолковано как заявление или вывод о том, что Universal Robots не будет разрабатывать, проектировать, производить, приобретать или продавать продукты, которые конкурируют с продуктами или Вкладом Разработчика.
8.4 Universal Robots имеет право использовать Отзывы Разработчика и остатки, полученные в результате Вклада Разработчика, при условии, что они не разглашают конфиденциальную информацию Разработчика, за исключением случаев, разрешенных в соответствии с настоящим Соглашением.
8.5 Разработчик гарантирует и гарантирует (i) что Вклад и Отзыв не нарушают какие-либо законы или права третьих лиц, включая, помимо прочего, права на интеллектуальную собственность и коммерческую тайну третьих лиц, а также не нарушают какие-либо обязательства конфиденциальности, и (ii ), что Разработчик имеет право предоставлять лицензии и права на Вклад и Отзыв в соответствии с настоящим Соглашением.
9. Конфиденциальность
9.1 Universal Robots может предоставить Разработчику доступ к закрытой информации, включая данные, программное обеспечение, спецификации и инструкции, относящиеся к Контенту и Universal Robots («Конфиденциальная информация»), которая считается конфиденциальной и является собственностью Universal Robots.
9.2 Разработчик обязуется не раскрывать Конфиденциальную информацию третьим лицам, включая аффилированные и дочерние компании, без предварительного письменного согласия Universal Robots.
9.3 Кроме того, Разработчик обязуется не использовать Конфиденциальную информацию для любых целей, выходящих за рамки Программы, без предварительного письменного разрешения Universal Robots.
10. Компенсация
10.1 Разработчик должен возмещать и защищать Universal Robots, ее поставщиков, включая, помимо прочего, ее лицензиаров, дистрибьюторов и торговых агентов от любых действий, исков и претензий, а также оградить вышеупомянутых лиц и организаций от любых обязательств. убытки, убытки, издержки и расходы (включая разумные гонорары адвокатов и профессионалов), которые возникают или возникают в результате использования Разработчиком Контента способом, несовместимым с настоящим Соглашением.
10.2 Разработчик должен возмещать и защищать Universal Robots, ее поставщиков, включая, помимо прочего, ее лицензиаров, лицензиатов, дистрибьюторов и торговых агентов от любых действий, исков и претензий, включая, помимо прочего, претензии третьих сторон, и удерживать Вышеупомянутые лица и организации не несут ответственности за какие-либо обязательства, убытки, убытки, издержки и расходы (включая разумные гонорары адвокатов и профессиональные услуги), возникшие в результате использования Вклада.
11. Нет гарантий
11.1 ПРОГРАММА И СОДЕРЖАНИЕ ПРЕДОСТАВЛЯЮТСЯ НА ОСНОВЕ «КАК ЕСТЬ», И ПРОГРАММА МОЖЕТ ИЗМЕНИТЬСЯ. UNIVERSAL ROBOTS НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ГАРАНТИЙ В ОТНОШЕНИИ ПРОГРАММЫ И СОДЕРЖАНИЯ, И НАСТОЯЩИМ ЯВНО ИСКЛЮЧАЕМ ЛЮБЫЕ ГАРАНТИИ В ОТНОШЕНИИ ЭТИХ ГАРАНТИЙ, ЯВНЫХ, ПОДРАЗУМЕВАЕМЫХ, ОБЯЗАТЕЛЬНЫХ УСЛОВИЙ ИЛИ ИНЫХ УСЛОВИЙ, ВКЛЮЧАЯ ЗАМЕЧАНИЕ УДОВЛЕТВОРЕНИЕ КАЧЕСТВО, ПРИГОДНОСТЬ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, НАЗВАНИЕ, НЕЗАЩИТА ОТ ПРАВ, ТОЧНОСТЬ ИЛИ ЛЮБЫЕ ДРУГИЕ ГАРАНТИИ ИЛИ ГАРАНТИИ, КОТОРЫЕ МОГУТ ВЫЯВИТЬСЯ В РЕЗУЛЬТАТЕ СДЕЛКИ, ИСПОЛЬЗОВАНИЯ ИЛИ ТОРГОВЛИ ПРАКТИКИ.НИ УНИВЕРСАЛЬНЫЕ РОБОТЫ, ИЛИ ЕГО ПОСТАВЩИКИ, ВКЛЮЧАЯ — БЕЗ ОГРАНИЧЕНИЙ — ЕГО ЛИЦЕНЗИАРЫ, НЕ ДАЮТ НИКАКИХ ЗАЯВЛЕНИЙ, ГАРАНТИЙ ИЛИ ДРУГИХ ОБЯЗАТЕЛЬСТВ В ОТНОШЕНИИ (1) ИСПОЛЬЗОВАНИЯ ИЛИ НЕВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ ПРОГРАММЫ ИЛИ СОДЕРЖИМОГО; ИЛИ (2) ЛЮБЫЕ РЕЗУЛЬТАТЫ ТАКОГО ИСПОЛЬЗОВАНИЯ В ОБЛАСТИ ПРАВИЛЬНОСТИ, ТОЧНОСТИ ИЛИ НАДЕЖНОСТИ. РАЗРАБОТЧИК ПОНИМАЕТ И СОГЛАШАЕТСЯ, ЧТО РАЗРАБОТЧИК принимает на себя ВЕСЬ РИСК В ОТНОШЕНИИ РЕЗУЛЬТАТОВ И ПРОИЗВОДИТЕЛЬНОСТИ ПРОГРАММЫ И СОДЕРЖАНИЯ.
12. Ограничение ответственности
12.1 В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ДЕЙСТВУЮЩИМ ЗАКОНОДАТЕЛЬСТВОМ, НИ В КОЕМ СЛУЧАЕ УНИВЕРСАЛЬНЫЕ РОБОТЫ ИЛИ ЕГО ПОСТАВЩИКИ, ВКЛЮЧАЯ — БЕЗ ОГРАНИЧЕНИЙ — ЕГО ЛИЦЕНЗИАРЫ, НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ЛЮБЫЕ УБЫТКИ ИЛИ УБЫТКИ, КОТОРЫЕ ИМЕЮТ РАЗРАБОТЧИК, НЕПОСРЕДСТВЕННЫЙ, НЕПОСРЕДСТВЕННЫЙ ИЛИ КОСВЕННЫХ, ВКЛЮЧАЯ ПОТЕРЯНУЮ ИЛИ ОЖИДАЕМУЮ ПРИБЫЛЬ, СБЕРЕЖЕНИЕ, ПЕРЕРЫВ В БИЗНЕСЕ, УТЕРЮ БИЗНЕС-ВОЗМОЖНОСТЕЙ, УТЕРЮ ДЕЛОВОЙ ИНФОРМАЦИИ ИЛИ ДАННЫХ, СТОИМОСТЬ ВОССТАНОВЛЕНИЯ ТАКОЙ УТЕРЯННОЙ ИНФОРМАЦИИ ИЛИ ДАННЫХ, АНАЛИЗ ЗАМЕНЫ ДРУГОЙ ИНТЕЛЛЕКТУАЛЬНОЙ ПОТЕРИ ОТ ИСПОЛЬЗОВАНИЯ ИЛИ НЕВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ ПРОГРАММЫ СОДЕРЖИМОГО, НЕЗАВИСИМО ОТ УНИВЕРСАЛЬНЫХ РОБОТОВ, БЫЛО ПРЕДОСТАВЛЕНО О ВОЗМОЖНОСТИ ТАКИХ ПОВРЕЖДЕНИЙ.ВЫШЕУКАЗАННЫЕ ОГРАНИЧЕНИЯ ПРИМЕНЯЮТСЯ НЕЗАВИСИМО ОТ ПРИЧИНЫ ИЛИ ОБСТОЯТЕЛЬСТВ, ВЫЗЫВАЮЩИХ ТАКИЕ УБЫТКИ, УБЫТКИ ИЛИ ОТВЕТСТВЕННОСТЬ, ДАЖЕ ЕСЛИ ТАКИЕ УБЫТКИ, УЩЕРБ ИЛИ ОТВЕТСТВЕННОСТЬ ОСНОВАНЫ НА НЕБРЕЖНОСТИ ИЛИ ДРУГИХ ПРАВИЛАХ ИЛИ НАРУШЕНИЕМ ДОГОВОРА.
13. ЗАКОНЫ ЭКСПОРТНОГО КОНТРОЛЯ и аудит
13.1 Разработчик соглашается соблюдать все применимые экспортные законы и постановления, включая Закон США об экспортной администрации и аналогичные законы любой другой применимой страны, и не будет экспортировать или реэкспортировать какую-либо часть программного обеспечения, полученного от Universal Robots в связи с этой Программе в любую страну, юридическое или физическое лицо, за исключением соблюдения применимых экспортных законов.
13.2 Universal Robots имеет право за свой счет проверять соблюдение Разработчиком условий настоящего Соглашения.
14. Срок действия и прекращение действия
14.1 Настоящее Соглашение будет применяться до тех пор, пока оно не будет расторгнуто Разработчиком или Universal Robots, как указано ниже.
14.2 Universal Robots может немедленно прекратить или приостановить действие настоящего Соглашения, а также всех прав и лицензий, предоставленных Universal Robots, по своему собственному усмотрению в любое время и по любой причине с момента получения уведомления от Universal Robots.
14.3 Разработчик может расторгнуть настоящее Соглашение в любое время, удалив Учетную запись.
14.4 После прекращения действия настоящего Соглашения все права и лицензии, предоставленные Разработчику в настоящем документе, немедленно истекают, и Разработчик должен прекратить использование всего Контента и безвозвратно удалить весь Контент, которым он владеет.
14.5 Разделы 4, 6, 8, 9, 10, 11, 12 и 15 настоящего Соглашения остаются в силе после прекращения действия Соглашения.
15. Применимое право И МЕСТО ПРОВЕДЕНИЯ
15.1 Настоящее Соглашение регулируется законодательством Дании, за исключением положений коллизионного права и Конвенции Организации Объединенных Наций о договорах купли-продажи товаров. Все споры, возникающие из настоящего Соглашения или в связи с ним, передаются в Международную торговую палату и разрешаются в соответствии с Арбитражным регламентом Международной торговой палаты одним арбитром, назначенным в соответствии с указанными Правилами.Место арбитража — Копенгаген, Дания. Арбитраж проводится на английском языке. Несмотря на вышесказанное, Universal Robots может добиваться предварительного, временного или постоянного судебного запрета и других справедливых средств правовой защиты в любом суде компетентной юрисдикции до или во время арбитража, а также может обеспечить исполнение решения арбитра в любом суде компетентной юрисдикции.
Сварочные роботыоправданы | Производство и обработка металлов
Home / Сварочные роботы оправданыТрадиционная рентабельность инвестиций ориентирована на роботов как на прямую замену людям.Но многие производители, вкладывающие средства в автоматизацию сварочных роботов, со временем также нанимают больше людей. Что происходит?
Квалифицированные рабочие есть, но сегодня их стало меньше, чем когда-либо прежде. Работодатели обращаются к автоматизации и роботам, чтобы заполнить некоторые рабочие места, оставленные 20 миллионами квалифицированных рабочих, которые выйдут на пенсию в течение следующих пяти лет.
Роботы — это производственный инструмент, который стимулирует реальный рост и ускорение производства.Магазины обнаруживают, что могут выполнять больше работы при повышении производительности, поэтому они нанимают дополнительную рабочую силу для покрытия нового бизнеса.
Спектр приложений для робототехники настолько широк, что он действительно зависит от сложности, необходимой магазину для удовлетворения своих требований. В качестве базового ориентира цена новой роботизированной сварочной ячейки обычно составляет около 70 000 долларов, а затем будет расти.
Очень интересная статистика для меня заключается в том, что производители, покупающие сварочных роботов, в конечном итоге растут, а затем нанимают больше людей .Какие? Хм? Что это обозначает?
Этот факт кажется очень противоречащим интуиции и противоречит традиционной логике, согласно которой роботы являются прямой заменой людей. Так как же может быть так, что так много производителей, использующих роботов, в конечном итоге тоже нанимают больше людей? Это действительно просто. Роботы — это производственный «инструмент», который стимулирует реальный рост и ускорение производства. Когда производительность повышается, магазины обнаруживают, что могут выполнять больше работы. Для работы в новом бизнесе необходимо нанять больше рабочих.Дополнительная рабочая сила поддерживает рост магазина, который сопровождает использование роботов.
Я не думаю, что они повторяют это в каком-то конкретном классе колледжа, но это то, что мы постоянно наблюдаем в полевых условиях. Например, предположим, что какой-то отечественный магазин планирует приобрести роботизированную сварочную ячейку стоимостью 140 000 долларов. Как этот магазин объясняет и оправдывает эти вложения?
В настоящее время предприятие использует 5000 человеко-часов для сварки 5000 деталей в год, что эквивалентно одной детали на один человеко-час.Помимо прямых затрат на оплату труда техника-сварщика, один человеко-час сварочного времени также связан с накладными расходами и дополнительными расходами, связанными с тем, что этот специалист сваривает. Все эти расходы приводят к стандартной стоимости 65 долларов за человеко-час. Это означает, что ручная сварка вручную обходится цеху: 65 долларов за человеко-час X 5000 человеко-часов в год = 325 000 долларов в год.
Теперь сравните это с роботом, который выполняет сварку и значительно сокращает время цикла от детали к детали. Используя роботизированную сварочную ячейку и известное время цикла роботизированной частичной нагрузки, сварки и разгрузки, производство увеличивается до 5000 деталей всего за 3500 часов.Это означает, что автоматическая сварка роботом обходится цеху: 65 долларов в час X 3500 часов робота = 227 500 долларов в год.
Теперь вычтите разницу между затратами на ручную сварку и роботизированную сварку: 325 000 долларов США — затраты на ручную сварку — 227 500 долларов США = 97 500 долларов экономии в год за счет использования робота для сварки.
Затем разделите эту экономию в год на первоначальную цену для покупки сварочной ячейки: цена сварочной ячейки 140 000 долларов / экономия 97 500 долларов с использованием робота = 1,4 года на окупаемость первоначальных инвестиций в оборудование и окупаемость инвестиций (ROI) примерно 17 мес.Это еще не все, потому что цех потенциально может добавить больше работы к оставшимся 1500 часам работы сварочной камеры, что, в свою очередь, еще больше снизит окупаемость.
Это должно помочь каждому цеху увидеть, как сварочные роботы могут обеспечить конкурентное преимущество и сделать свою работу более прибыльной. Большой вопрос: «Сколько будет стоить моя сварочная ячейка?» На этот вопрос непросто ответить, он похож на вопрос «сколько стоит машина?» Спектр приложений широк и зависит от сложности того, что магазин должен купить, чтобы удовлетворить свои потребности.Базовая цена для справки состоит в том, что новая роботизированная сварочная ячейка обычно стоит около 70 000 долларов и будет увеличиваться в зависимости от требуемой настройки.
Лучшее, что может сделать любой магазин, — это встретиться с авторитетным интегратором, чтобы обсудить идеи и получить расценки с различными вариантами. Затем он возвращается к математике, используя метод, описанный выше, составляя электронную таблицу и принимая во внимание несколько частей и факторов. Здесь самое главное, чтобы цифры точно отражали и имели смысл в работе этого магазина.
Дефицит квалифицированных рабочих — еще одна причина, по которой компании рассматривают возможность использования сварочных роботов. Прямо сейчас очень многие владельцы бизнеса сталкиваются с этой проблемой: «Мой лучший сварщик готовится к выходу на пенсию, и я не могу найти никого, кто мог бы ему заменить». Квалифицированные техники есть, но сегодня их стало меньше, чем когда-либо прежде. К 2018 году подавляющее большинство поколения «бэби-бумеров» выйдет на пенсию в США, и это огромный разрыв, который создает дефицит квалифицированных рабочих. В ответ работодатели обращаются к роботам, чтобы заполнить некоторые рабочие места, оставленные 20 миллионами квалифицированных рабочих, уходящих на пенсию.
Как малые, так и крупные магазины обращаются к автоматизации и робототехнике в качестве решения, потому что этот пробел наблюдается не только в Соединенных Штатах, но и повсюду. Времена меняются.
Сварочный робот
В CNC Solutions мы рекомендуем компаниям сначала медленно переходить к роботизированной сварке, обычно начиная с простого проекта сварки с использованием одной сварочной роботизированной ячейки.
После ознакомления с автоматизированным процессом сварки мы призываем их решить с нашей помощью трудные в обращении детали.
Преобразование сложных деталей в полностью автоматизированный процесс сварки с использованием современных приспособлений и датчиков требует выполнения нескольких шагов.
Общие типы роботизированной сварки
Уникальные характеристики робота и ведущие производители
Когда деталь труднодоступна или имеет много сложных роботов для сварки, начинайте сиять их впечатляющими сварочными возможностями.
Большинство сварочных роботов состоят из более тонкой руки, чтобы можно было протиснуться в труднодоступные места.Форма конуса сварочной горелки может быть разной, а радиус действия, полезная нагрузка и скорость будут определять способность роботов создавать точные сварные швы.
Многие производители очень хорошо справляются с роботизированной сваркой, мы часто используем роботы для дуговой сварки FANUC , а также роботы для дуговой сварки Yaskawa серии AR . (см. ниже в видео) Оба этих производителя обладают уникальными характеристиками и используют свои сильные стороны в зависимости от используемого приложения.
Будь то дуговая сварка, сварка TIG, сварка Mig или точечная сварка, мы всегда стараемся выбрать подходящего кандидата для выполняемой работы и на основе нашего прошлого опыта в этой области предложим вам подходящее решение для автоматической сварки.
Неожиданная экономия на сварочных материалах
При использовании роботизированной сварочной системы вы удивитесь, насколько робот консервативен в отношении энергии, газа и сварочной проволоки.
Роботизированная сварка экономит электроэнергию за счет меньшего количества запусков, оставаясь постоянно работающей при стабильно идеальных сварных швах. Благодаря высокой точности сокращается количество брака и в целом вы экономите в кратчайшие сроки.
Возврат инвестиций
При инвестировании в ячейку сварочного робота необходимо внести несколько предварительных затрат.В среднем, чтобы окупить большинство приложений, требуется от года до полутора лет.
Но после того, как вы начнете, вы будете получать в среднем от 2 до 5 раз больше прибыли с учетом того, насколько эффективной будет производственная роботизированная сварка с использованием робототехники и нехваткой операторов, необходимых для запуска автоматической сварочной ячейки, установленной CNC Solutions LLC.
Взгляните на нашу рецензию о рентабельности инвестиций, будет трудно не оправдать покупку у нас специализированного сварочного решения после того, как вы увидите все деньги, которые вы сэкономите, и прибыль, которую вы зарабатываете!
Мифы и реальность роботизированных сварочных систем |
В Wolf Robotics мы часто слышим от многих наших клиентов их болевые точки, такие как:
- как им постоянно приходится приспосабливаться из-за нехватки квалифицированных сварщиков
- необходимость улучшения качества и стабильности сварных швов
- имея сократить расходы, чтобы оставаться конкурентоспособными
- необходимость ускорения производства
Эти отраслевые реалии являются причиной того, что компании, подобные вашей, стучатся в нашу дверь, чтобы получить решения для роботизированной сварки.
Чаще всего начинающие покупатели роботизированных сварочных систем или других решений автоматизации (таких как резка, шлифование, плакирование) нервничают по поводу решения попробовать автоматизацию. Они часто боятся совершить дорогостоящую ошибку. Мы получим это. Решение перейти на автоматизацию может быть очень пугающим. Чтобы помочь, в этой статье мы рассмотрим мифы и реалии автоматизации, сосредоточив внимание на роботизированных сварочных системах.
Мифы об автоматизации
1.Программировать робота очень и очень сложно.
2. Роботизированная сварка возможна только при производстве большого количества деталей.
3. Использование роботизированной системы сварки решит все проблемы качества сварки.
4. Оператор робота должен быть высококвалифицированным и квалифицированным программистом.
6. Робот может сваривать любую деталь
7. Роботов нельзя использовать для сварки очень больших деталей или сборок (это то, на чем мы специализируемся!)
Реалии роботизированной сварки
- Программирование робота очень простое и самое удобное. любой может научиться программировать всего за пару дней обучения.Есть три разных способа запрограммировать робота.
- Онлайн-программирование: Используя подвесной робот, программист будет толкать робота от точки к точке, обучая роботу пути сварки.
- Автономное программирование: с помощью такой программы, как RobotStudio®, автономное программирование позволяет вам полностью программировать робота на ПК в офисе, не останавливая производство.
- Программирование траектории сварки (CAR-W ™). Загрузив модель САПР в наше программное обеспечение для программирования траектории сварки, вы можете автоматически программировать траектории сварки без какого-либо программирования.Это лучшее решение для отраслей с большим объемом производства, таких как судостроение.
- Вам не нужно использовать роботизированную сварочную систему для производства отдельной детали. У нас много клиентов, которые запрограммировали роботизированную сварочную систему для сварки множества различных деталей.
- Если ваши детали сильно различаются, детали не подходят или если деталь не представлена роботу должным образом (приспособления для инструментов очень важны), возникнут проблемы с качеством сварки. Роботизированная сварка — подходящее решение не для каждой детали.Вот почему мы тесно сотрудничаем с нашими клиентами и консультируем их по поводу правильного решения для их конкретных деталей и потребностей в сварке. Кроме того, мы предлагаем программные решения, которые могут помочь в решении проблем с отклонениями деталей и их подгонкой.
- Чтобы стать опытным сварщиком, нужны годы опыта. Оператору роботизированной сварочной системы нужно только загрузить деталь, нажать соответствующие кнопки, чтобы активировать аппарат, а затем выгрузить деталь. Наши элементы управления ячейками на самом деле делают эту работу еще проще. Обучение оператора роботизированной сварочной системы часто можно провести всего за несколько часов.
- Мы предлагаем предварительно спроектированные системы Fab-Pak, которые часто являются идеальным решением для тех, кто впервые покупает средства автоматизации. Эти системы доступны по цене и предлагают возможности, которые поддерживают производителей любого размера.