Полное руководство по сварке штучным электродом
При сварке штучным электродом, также известной как ручная дуговая сварка (manual metal arc, MMA), присадочный пруток в держателе электрода выполняет функцию сварочного электрода. Дуга горит между прутком и заготовкой.
Отличие от других методов сварки состоит в том, что присадочный пруток, который при сварке MMA служит сварочным электродом, в ходе сварки постоянно укорачивается. При сварке TIG и MIG/MAG расстояние от горелки до заготовки должно оставаться неизменным. Но при сварке MMA для поддержания неизменного расстояния между электродом и расплавленным швом необходимо непрерывно придвигать держатель электрода к заготовке. Это создает определенные проблемы при выполнении сварки MMA.
Применение сварки штучным электродомСварку MMA можно осуществлять практически в любых условиях, поэтому этот метод сварки является весьма универсальным. Он обычно используется на монтажных площадках, где от сварочных аппаратов требуется возможность работы в труднодоступных местах и на открытом воздухе.
Например, сварка MMA часто используется для сварки трубопроводов электростанций и других объектов. Этот метод также предпочитают мастера-любители и работники небольших мастерских. Он также может применяться при подводной сварке с использованием присадочных материалов, специально предназначенных для подводных условий.
Аппараты для сварки штучным электродомДля сварки MMA требуется источник питания, кабель заземления и сварочный кабель с держателем электрода. Защитный газ не используется, так как сварочный электрод может быть также покрыт материалом, образующим защитный газ и шлак поверх сварочной ванны. Многие аппараты для сварки TIG также подходят для сварки MMA.
Современные компактные инверторные источники питания еще больше увеличивают мобильность и возможность использования в труднодоступных местах. Источник питания может быть, например, подсоединен к генератору с помощью длинных подводящих кабелей, что позволяет установить сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA весьма популярна на любительском уровне, поскольку единственными необходимыми элементами являются источник питания и стержни из присадочного материала. Такие устройства не требуют использования защитного газа и обычно могут работать от обычной розетки.
Обзор оборудования Kemppi для сварки MMA
Электроды для сварки штучным электродомСварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом. Сварочный электрод снабжен крепежной головкой для подсоединения к держателю. На другом конце электрода находится зажигательная головка, которую прикладывают к заготовке, чтобы зажечь дугу. Марка или торговое название электрода указывают на покрытии рядом с крепежной головкой. Обычно также указывается идентификатор класса AWS.
Под диаметром сварочного электрода понимается диаметр металлического стержня внутри него. Покрытие на металлическом стержне необходимо для защиты сварочного процесса от воздействия окружающего воздуха, а также для образования шлака для поддержки сварного шва и облегчения процесса создания дуги.
Покрытие на металлическом стержне необходимо для защиты сварочного процесса от воздействия окружающего воздуха, а также для образования шлака для поддержки сварного шва и облегчения процесса создания дуги.
Перед сваркой рекомендуется проверить состояние сварочного источника питания, кабелей, держателя электрода и заземляющего зажима. Если у источника питания имеется панель управления и пульт дистанционного управления, следует также проверить и их работу. Необходимо проверить качество и прочность сварочных электродов. Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Сварку начинают резким ударом электрода по дну канавки. После этого передвиньте сварочный электрод обратно к началу, не растягивая дугу, и перемещайте электрод без усилий, следя при этом за шириной сварочной ванны. При перемещении сварочного электрода рукоятка должна быть обращена вперед. За расплавленным швом видна граница сформировавшегося шлака. Она должна находиться позади расплавленного шва. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла установки держателя электрода.
За расплавленным швом видна граница сформировавшегося шлака. Она должна находиться позади расплавленного шва. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла установки держателя электрода.
Во время сварки внимательно следите за длиной дуги: она должна быть как можно короче. Длина дуги быстро увеличивается по мере сокращения размеров электрода в ходе сварки. Поначалу может быть трудно контролировать движение, но к этому легко привыкнуть.
Когда сварочный электрод закончится, нужно удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод на небольшом расстоянии от начала предыдущего сварного шва, затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Выключите сварочный электрод. Для этого переместите электрод немного назад в направлении завершенного шва, а затем резким движением отодвиньте его от заготовки.
Информация о методе ручная дуговая сварка mma
Ручная дуговая сварка – вид электрической сварки, выполняемой сварочным аппаратом вручную без использования автоматических или других механизмов. Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Метод ручной сварки предполагает использование присадочной проволоки в качестве электрода, закрепленного в электрододержателе. Электрическая дуга при этом создается между электродов и заготовкой.
В отличие от сварок типа TIG и MIG/MAG электрод при ручной сварке MMA постоянно уменьшается, что ведет к увеличению расстояния между электродом и заготовкой. Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Для повышения производительности сварки MMA необходимо тщательно выбирать рабочее оборудование, кабели подключения и другие вспомогательные устройства в соответствии с конкретным рабочим местом. Рабочее место при этом важно содержать в чистоте и порядке.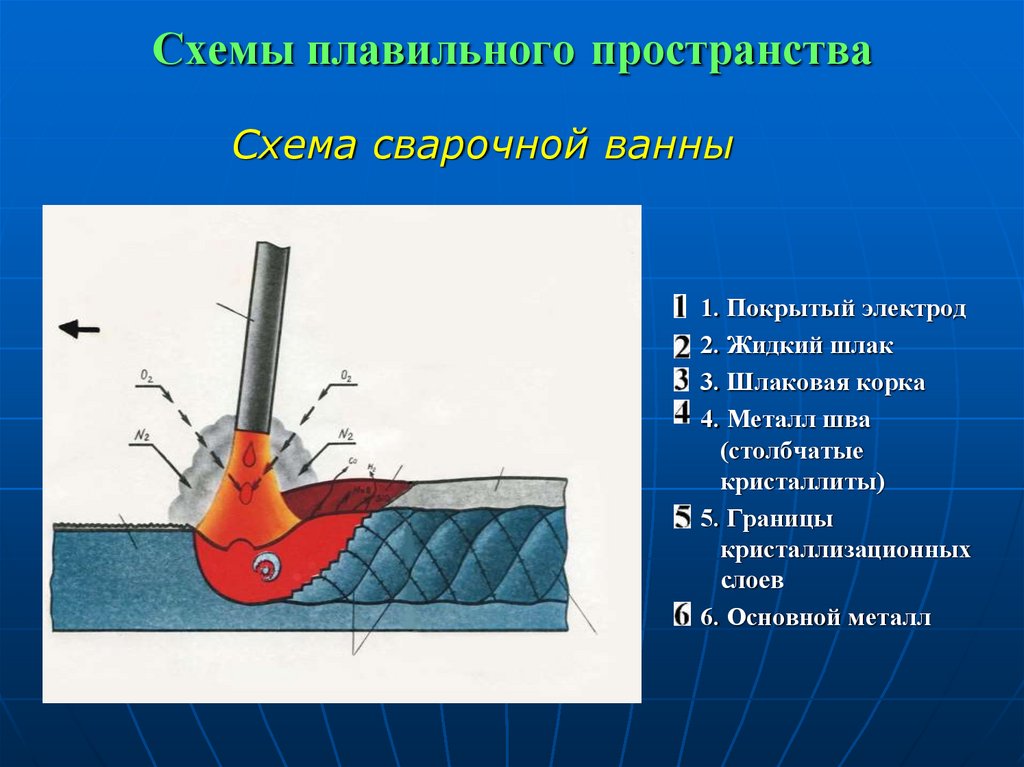 Поддержание чистоты повышает общую скорость работы.
Поддержание чистоты повышает общую скорость работы.
В первую очередь стоит использовать современную защитную сварочную маску. Она позволит ускорить процесс сварки, резки или полировки с помощью специального самозатемняющегося экрана. Уровень затемнения можно изменять с помощью специального регулятора освещенности. Соответственно в процессе работы не приходится снимать или менять маску при изменении уровня освещения или переходе между этапами работы.
Производительность работы напрямую зависит от выбранного сварочного аппарата
. Так не стоит выбирать самый большой аппарат с максимальным функционалом. Это значительно замедлит работу в случае необходимости перемещения оборудования на новое рабочее место. Размер устройства должен соответствовать максимальному размеру электродов, используемых на каждой конкретной площадке. При необходимости выбора тяжелого аппарата или увеличения общего веса оборудования рекомендуется использовать специальную тележку для перемещения. Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Увеличить производительность позволит конкретный тип сварочного аппарата. Инверторные сварочные аппараты отличаются небольшим размером и весом, но при этом позволяют регулировать динамические параметры сварки. Это обеспечивает более чистый шов и сокращает объем дополнительных работ после сварки. Для работы с инверторными аппаратами используются специальные источники питания с высокими показателями продолжительности включения, позволяющими снизить энергозатраты.
Оснащение сварочных аппаратов пультами дистанционного управлениязначительно ускоряют сварочный процесс, в особенности на монтажных площадках. При использовании пульта сварщик при необходимости изменения параметров сварки не должен постоянно подходить к оборудованию, осуществляя контроль на расстоянии. Это позволяет значительно повысить качество и производительность работы.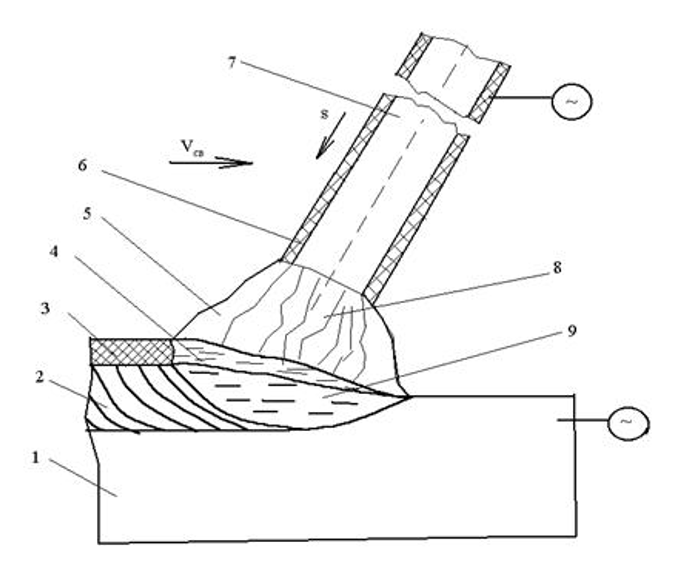
Длина сварочного кабеля должна быть оптимальной для каждого рабочего места. Слишком длинный кабель увеличивает вес оборудования и усложняет перемещение. Короткий кабель невозможно удобно разместить.
Электрододержатель должен соответствовать максимальному току на данном типе оборудования. Слишком большой или слишком маленький держатель, не соответствующий параметрам тока сварочного аппарата, снижает безопасность работы оборудования и повышает опасность для сварщика. Кроме того, большой электрододержатель затруднит доступ к месту сварки и замедлит весь процесс.
Сварочный электрод выбирается в точном соответствии с планируемыми работами и используемым оборудованием. В первую очередь следует выбирать высокопроизводительные электроды со специальным покрытием из порошкового железа и присадочного материала. Такое покрытие в процессе сварки плавится, дополняя шов и повышая выход от использования электрода. Подробная информация об электродах высокой производительности приводится в специальных перечнях присадочных материалов от производителей электродов.
Порядок работы необходимо планировать заранее в зависимости от поставленной задачи. При планировании важно обеспечить максимальную эффективность и производительность. При работе необходимо соблюдать технику проведения ручной дуговой сварки.
Ручная дуговая сварка сегодня является самым доступным сварочным методом и может применяться практически в любых условиях. Сварка MMA с использованием современного оборудования практически универсальна. Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка используется повсеместно и не только в промышленности. Так сварка MMA оптимально подойдет для сварки трубопроводов. Помимо крупных монтажных площадок ручная сварка используется в небольших ремонтных цехах, а также мастерами-любителями. Универсальность метода подойдет даже для проведения подводных сварочных работ при условии использования соответствующих специальных присадочных материалов.
Технология и способы ручной дуговой сварки покрытыми электродами
- ПОСЛЕДНИЕ ЗАПИСИ Поиск обрыва провода в стене быстро и безошибочно Что такое гидроаккумулятор и как его подключить? Как выбрать фрезер: советы домашнему мастеру Как почистить кулер для воды своими руками
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Сварка
Само происхождение сварки напрямую связано с появлением металлорежущей индустрии и обработки всевозможных разновидностей материала. В особенности она процветала там, где находились залегания железной и цветных руд металла.
В особенности она процветала там, где находились залегания железной и цветных руд металла.
Первым способом сварки, который «увидел свет», была сварка ковкой или, другими словами, «кузнечная сварка». О свойствах и первые способы обработки металлов, были известно еще 3 тыс. лет назад.
Продолжая свой путь, «в ногу» с технологическим развитием, сварка, с изобретением электричества, получила способ соединительного процесса, с помощью электрической дуги.
Уже с начала XIX века о сварке начинают идти публикации. Василий Петров, русский ученый, в 1809 году написал статью о своих экспериментах с электрической дугой. Также два независимых друг от друга учёных-изобретателя Бенардос Н.Н и Славянов Н.Г. разрабатывали в 1881-1882 гг различные способы сварки, чтобы соединить две металлические части в одну единую конструкцию.
Электрическая дуга, получаемая с помощью трехфазного тока, стала новым вариантом сварки. Новый тип сварочного соединения был предложен в 1905 году русским ученым Миткевичем В.Ф. А вот способ использования переменного тока принадлежит разработчику Holslag C.J, который его предложил в 1919 году. Усовершенствования вариантов сварочных работ в XIX веке продолжали такие учёные, как Эдмунд Дэви и Элиу Томпсон и многие другие учёные и изобретатели.
На сегодня уже разработано и используется более 150 вариантов сварки. Также варианты имеют свои квалификации.
Сварка – это технология высокотемпературного процесса для соединения двух и более частей в одну неразъемную конструкцию путём установления межатомных связей, общего или местного нагрева. Существует также процесс сварки путем пластической деформации.
 Может также производиться в сочетании двух вышеперечисленных процессов вместе. Сварка представляет собой межмолекулярное соединение сцепляемых между собой деталей и установление молекулярной связи в пограничном слое, что будет характеризовать непрерывность структуры сварной конструкции.
Может также производиться в сочетании двух вышеперечисленных процессов вместе. Сварка представляет собой межмолекулярное соединение сцепляемых между собой деталей и установление молекулярной связи в пограничном слое, что будет характеризовать непрерывность структуры сварной конструкции.Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытыми электродами — один из самых распространённых вариантов сварочных работ, применяемых в различных сферах деятельности и индустрии. Для нее характерно:
- Простота технологии сварочного процесса, удобный и относительно лёгкий сварной агрегат, возможность сварки в сложно доступных местах и в любой пространственной комбинации положений.
- Правильный выбор специальных приспособлений, правильных параметров технологии «варения» и другие факторы правильных сварных швов на изготовляемой конструкции.
Качество сварных швов может зависеть не только от выбора технологии сварочного соединения, но также и от следующих важных факторов, таких как:
- Состав порошкового покрытия электрода и его качество,
- Общее состояние поверхности, на которой будет проводиться сварочно-соединительный процесс
- Общая подготовка к проведению данной операции по сварочной работе — это самый основной фактор качества.


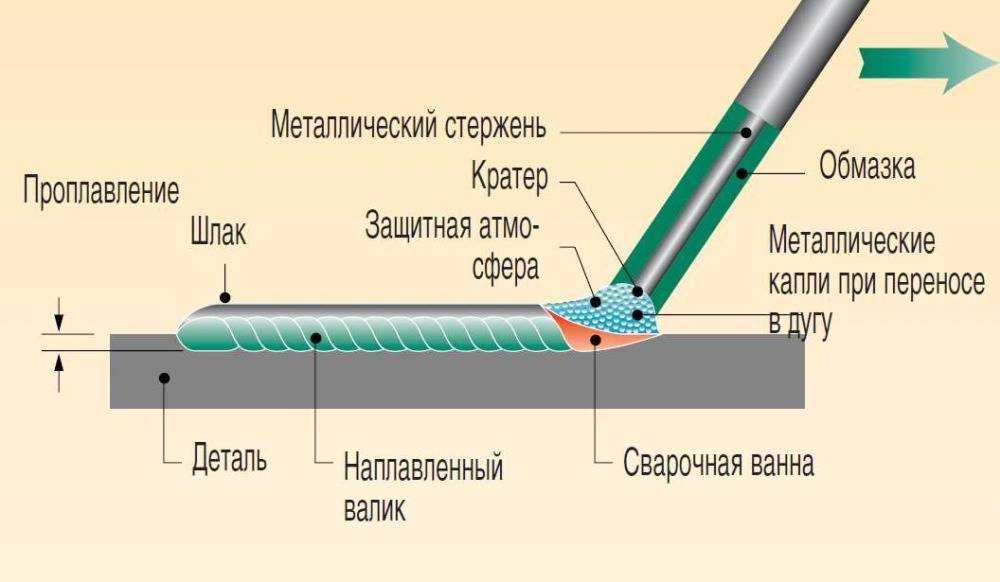
Сам процесс включает в себя работу со сварочным штучным электродом и оборудованием, подающим на стержень постоянный либо переменный ток. Процесс расплавления происходит с помощью электрической дуги. В коротком временном контакте (чирканье) электрода и рабочей поверхности сварочной детали появляется электрическая дуга, при которой происходит плавление напыления, находящееся на металлическом стержне электрода и основного металла свариваемой конструкции. Именно эти компоненты в расплавленном состоянии создают шов сварки. В процессе высоких температур в зоне ванны происходит соединение металла стержня и детали, которую нужно сварить. При этом все ненужные шлаки вытесняются наружу. После чего нужно отвести электрод на пару мм от участка сварки, и далее дуга с помощью поступательного тока под действием высоких температур будет плавить порошковое напыление и металл электрода.
Металл, из которого состоит электрод, контактируя с металлом деталей сварки, имеет свойства перемешиваться, вытесняя шлаки и газы из зоны сварки. Образованные шлаки несут защитную функцию от взаимодействия сварной конструкции с азотом и кислородом воздуха. К тому же сам металл очищается при выходе шлака наружу.
Образованные шлаки несут защитную функцию от взаимодействия сварной конструкции с азотом и кислородом воздуха. К тому же сам металл очищается при выходе шлака наружу.
Способы увеличения производительности дуговой сварки
Основной минус дуговой сварки — это её малая производительность. Поэтому было разработано несколько вариантов для улучшения производительности этого сварочного соединения.
- Самым распространенным вариантом дуговой сварки является нанесение на электрод специального железного порошка. Электрод с порошковым железным покрытием порядком повышает коэффициент наплавки до 18 г / А, что значительно повышает производительность дуговой сварки относительно эксплуатации обычных электродов без специального напыления. Производительность сварочного процесса увеличивается благодаря дополнительному железному напылению на электроде, который также участвует в создании шва сварки.
- Следующий не менее эффективный способ, также нашедший обширное применение в данной сфере, это когда происходит глубокое проплавление сварочного изделия. Для этого способа используют электроды с более утолщённым покрытием. Особенность этого способа заключается в том, что более толстое напыленное покрытие плавится медленнее, чем сам металлический стержень электрода. Так на конце электрода образуется некая втулка, в которой будет находиться сварная дуга. Кромки свариваемого материала опираются на образовавшуюся втулку. При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки.
- Следующий на очереди вариант производительности дуговой сварки, который можно отметить, это трёхфазное «варение» при использовании переменного тока, а точнее, его трёх фаз. Производится путём подведения к сварному материалу двух электродов. При сварочном соединении образуются три дуги, которые будут действовать попеременно. Одна дуга будет между электродами, а две другие — между электродами и основным материалом. При данном варианте отмечается, что производительность повышается, как и тепло, которого выделяется при сварочной работе в два, три раза больше, чем при варке однофазной дугой.
- А еще, во время «варения», с целью повышения производительности, также пользуются методом «наклонного электрода». Для наклонного расположения электрода применяют специальное приспособление, в конструкцию которого входит штанга, которая должна быть изолированной от электрических воздействий свариваемого материала. А ещё в приспособление входит обойма, которая подключена к электрическому источнику сварочной дуги. При этом обойма должна иметь свободное скольжение по штанге. Электрод фиксируется в обойме под наклоном к сварным кромкам. В свободном скольжении обойма с наклонно установленным электродом будет двигаться по штанге по мере плавления электрода. При этом направление сварочной дуги производится в сторону штанги, этим самым образуется сварной шов.
- Метод лежачего электрода. Для этих работ используют специальные электроды с плавящим покрытием, которые намного толще, чем стандартные электроды для дуговой сварки и длиной в 1. 5-2 метра. Вдоль сварных кромок выкладывается электрод. Для его фиксации поверх кладут прокладку и прижимают тяжёлым брусом из меди. Создают дугу путём замыкания угольным стержнем свободного конца электрода, так как на другой его конец накинут специальный зажим с тоководом. Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.
 Для этого способа используют электроды с более утолщённым покрытием. Особенность этого способа заключается в том, что более толстое напыленное покрытие плавится медленнее, чем сам металлический стержень электрода. Так на конце электрода образуется некая втулка, в которой будет находиться сварная дуга. Кромки свариваемого материала опираются на образовавшуюся втулку. При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки.
Для этого способа используют электроды с более утолщённым покрытием. Особенность этого способа заключается в том, что более толстое напыленное покрытие плавится медленнее, чем сам металлический стержень электрода. Так на конце электрода образуется некая втулка, в которой будет находиться сварная дуга. Кромки свариваемого материала опираются на образовавшуюся втулку. При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки. При данном варианте отмечается, что производительность повышается, как и тепло, которого выделяется при сварочной работе в два, три раза больше, чем при варке однофазной дугой.
При данном варианте отмечается, что производительность повышается, как и тепло, которого выделяется при сварочной работе в два, три раза больше, чем при варке однофазной дугой. 5-2 метра. Вдоль сварных кромок выкладывается электрод. Для его фиксации поверх кладут прокладку и прижимают тяжёлым брусом из меди. Создают дугу путём замыкания угольным стержнем свободного конца электрода, так как на другой его конец накинут специальный зажим с тоководом. Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.
5-2 метра. Вдоль сварных кромок выкладывается электрод. Для его фиксации поверх кладут прокладку и прижимают тяжёлым брусом из меди. Создают дугу путём замыкания угольным стержнем свободного конца электрода, так как на другой его конец накинут специальный зажим с тоководом. Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.Соединяя различные конструкции сварочным способом в зависимости от их положения в пространстве, существует несколько вариантов расположения сварочных швов:
- Потолочные
- Нижние
- Горизонтально и вертикально в вертикальной плоскости.
Плюсы и минусы дуговой сварки
Если рассматривать положительные и отрицательные стороны этого вида сварочных работ, то можно отметить такие положительные моменты
Плюсы:
- Простота сварочного оборудования в эксплуатации соединительных работ различных конструкций.
- Сам сварочный аппарат весит относительно немного и оснащён дополнительно передвигающимися роликами, что упрощает его перемещение.
- Сварочные манипуляции можно проводить во всех пространственных вариантах расположения сварных конструкций, а именно: потолочном, нижнем, горизонтальном и вертикальном в вертикальной плоскости.
- Существует возможность варить конструкции в труднодоступных или же, для некоторых вариантов сварочного оборудования, вообще недоступных местах,
- Возможность производить сварочно-соединительные работы различного рода материала, не только касающихся железных и металлических конструкций, но также работу по сцепке деталей с цветными материалами.
- В отличие от других вариантов сварочного оборудования, именно на этом быстрее всего происходит переход на работу с другим видом материала.
- В ручной дуговой сварке присутствует самый большой и исчерпывающий ассортимент всевозможных типов свариваемых материалов.


Имея множество положительных моментов и достоинств, все же существуют и весомые отрицательные нюансы, которые не позволяют поставить этот тип сварки, на самый высокий уровень в сварочной индустрии.
Минусы дуговой сварки:
- Предварительная подготовка перед работой занимает много времени и финансовых затрат.
- Относительно субъективным фактором определяется качество сварных работ и свойства этого оборудования.
- Общая пониженная производительность по отношению к другим вариантам сварного оборудования.
- Условия, в которых обычно проводятся ручные сварочные работы, определяются как весьма вредные и относительно тяжёлые для общего состояния здоровья.
- Этот вид сварочных работ неприемлем, без присутствия человека.
Виды электродуговой сварки
- ММА- ручная дуговая сварка штучным электродом. Самый распространенный и общедоступный вид сварки.
- MIG/MAG — сварка проволокой в среде защитного газа или самозащитной порошковой проволокой.
- TIG — сварка неплавкими электродом в среде защитного газа.
Итак, что же такое ручная дуговая сварка (ММА)?
ММА — дуга загорается между металлом и плавким электродом, который одновременно является и присадочным материалом (то есть шов образуется не только из металла свариваемых деталей, но и из материала плавящегося электрода).
Плавится не только стержень электрода, но и его покрытие, при этом образуются газы и шлак, защищающие дугу и обрабатываемый сварной шов. Шлак по окончании процесса легко удалить, для этого используется специальный инструмент — гибрид щетки с щетиной из проволоки и маленького молотка.

Плюсы:
- простота сварки
- не требует подключения газа
- общая доступность
- низкая цена
Минусы:
- проблематично при работе с тонким металлом
- необходимо удалять шлак при работе
- маленькая производительность
Полуавтоматическая сварка MIG/MAG
Полуавтоматическая сварка — это сварка проволокой в среде защитного газа или самозащитной порошковой проволокой.
В качестве защитных газов применяют инертные (аргон и гелий) и активные газы (углекислый газ, азот, водород), а иногда смеси двух газов и более.
Плюсы:
- высокая производительность
- сварка тонких металлов
Минусы:
- необходим газовый баллон
- необходимо удаление шлака (при сварке флюсовой проволокой)
TIG сварка: все просто и качественно!
Применяется для получения сварных соединений из высоколегированной нержавеющей стали, чугуна, титана, меди и многих других цветных металлов и сплавов. Шов, помимо отличного качества, обладает акку- ратным внешним видом и повышенной надежностью.
Плюсы:
- отличное качество шва
- работа с металлами маленькой толщины
- отсутствие шлака
Минусы:
- необходим баллон с газом
- требования к опыту — высокая квалификация сварщика
Ручная дуговая сварка
Ручная дуговая сварка- самая большая разновидность сварки, к ней относятся сварочные инверторы и трансформаторы.
Техника «поджига» дуги:
Перед зажиганием дуги следует установить необходимую силу тока, которая зависит от толщины свариваемого металлам марки электрода.
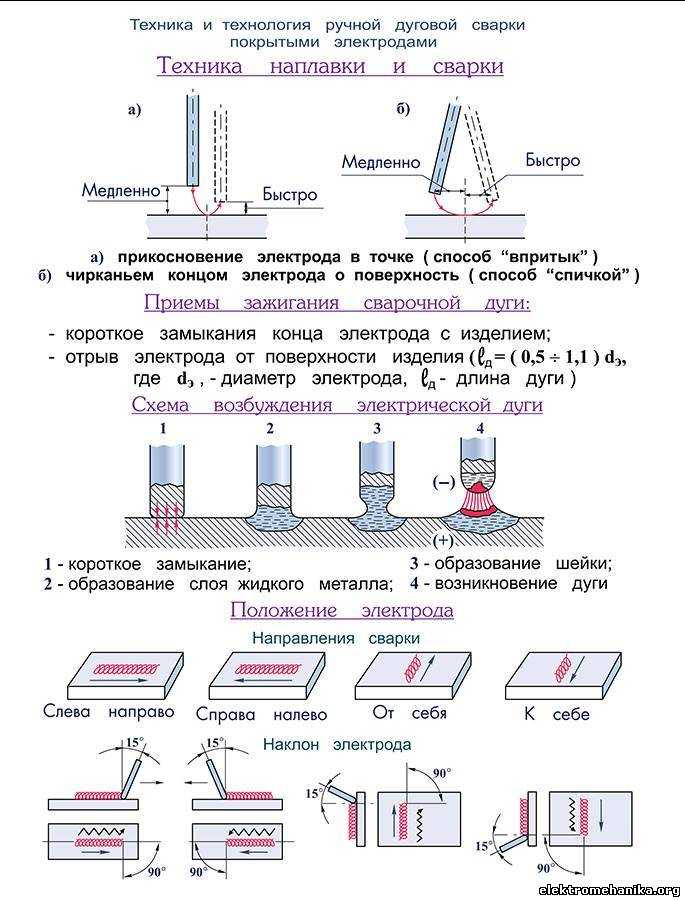
Зажигать дугу можнодвумя способами:
- Электрод приближают вертикально к поверхности свариваемого изделия до касания металла и быстро отводят назад, но не более чем на величину равную диаметру электрода.
- Электродом вскользь «чиркают» по поверхности металла (движение напоминает поджигание спички о коробок), но не отдаляют от металла дальше, чем диаметр электрода.
ВАЖНО: Если выставлена слишком большая сила тока, то возможен прогар металла и сильное»разбрызгивание»; если малый ток — то дуга будет плохо зажигаться, либо электрод
СМЫСЛ термина «ПВ» или «цикл работы»?
Обязательно надо обратить внимание на такой параметр, как ПВ (период включения) при данном сварочном токе. Для отсчета времени берут 10 минутный интервал по европейской методике.
Для отсчета времени берут 10 минутный интервал по европейской методике.
Например, в паспорте указано, что для тока 160А ПВ=30%. Это значит, что аппарат будет работать 10 минут х 30% = 3 минуты, а на 10-3=7 минут надо сделать перерыв.
Данные показатели характерны при температуре окружающей среды +40″С, если температура ниже, то и ПВ пропорционально увеличивается.
Обязательно обратите внимание, что приведенный выше метод характерен для европейских аппаратов и продукции BestWeld.
К сожалению, многие компании занижают условия измерений, например, понижают температуру окружающей среды с 40″С до 20°С и берут не 10 — минутный интервал времени, а 5-минутный. В результате ПВ получается около 60%, а на деле — не более 30%. Будьте внимательны!
Техника сварки
Следует отметить, что максимальный сварочный ток используется только на короткое время для разжигания сварочной дуги. Для поддержания дуги, а это 97% времени, например электрода 4 мм, требуется всего 70-90А.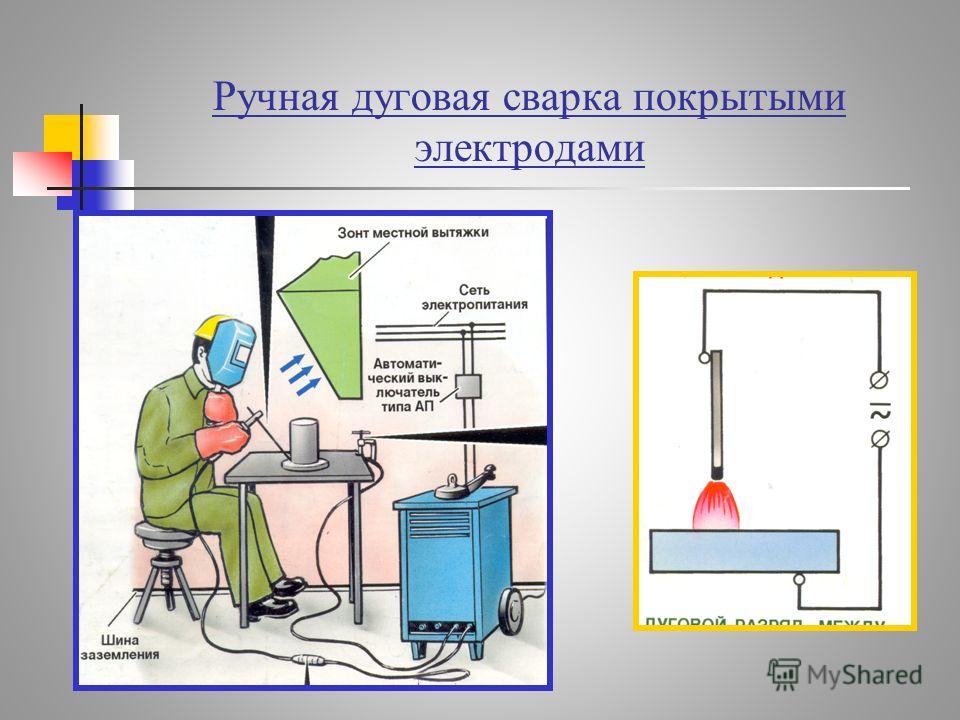
Также сварной шов никто непрерывно не делает, сварка осуществляется интервально, с небольшими перерывами. Например: делаем шов 10 сантиметров, прекращаем сварку и контролируем качество визуально, убираем шлак, делаем шлифовку при необходимости… за это время аппарат успевает остыть и можно продолжать работу.
Импульсная технология для ручной дуговой сварки покрытым электродом тонкостенных конструкций Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
УДК 621.791.753.037
йО!: 10.25206/1813-8225-2019-164-5-10
В. Ф. МУХИН Е. Н. ЕРЕМИН Ю. О. ФИЛИППОВ
Омский государственный технический университет, г. Омск
импульсная технология
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ
В статье приводятся результаты работы по исследованию применения однофазного выпрямителя с дополнительным блоком для получения импульсных режимов при ручной дуговой сварке штучным электродом тонкостенных конструкций. Предлагаемая схема дополнительного блока позволяет путем подбора параметров режима сварки обеспечить устойчивый квазистационарный процесс плавления и переноса электродного металла. Таким образом, появляется возможность производить сварку тонколистовых конструкций без снижения диаметра покрытого электрода.
Предлагаемая схема дополнительного блока позволяет путем подбора параметров режима сварки обеспечить устойчивый квазистационарный процесс плавления и переноса электродного металла. Таким образом, появляется возможность производить сварку тонколистовых конструкций без снижения диаметра покрытого электрода.
Ключевые слова: сварка покрытым электродом, тиристорный однофазный выпрямитель, пульсирующий ток, перенос электродного металла, осциллограммы.
Ручная дуговая сварка покрытым электродом тонкостенных конструкций, заварка неустранимых зазоров требуют применения малых диаметров электродов и высокой квалификации сварщиков. Все это существенно увеличивает затраты на производство. В связи с этим в современных технологических процессах сварки все более широко используются импульсные технологии, абсолютное большинство которых разработано для механизированной сварки в среде защитных газов при использовании инверторных источников питания. Наиболее значительные успехи достигнуты при разработке процессов сварки короткой «холодной дугой», когда для снижения тепловложения в свариваемый металл тонкостенной конструкции сварочный ток в перерывах между короткими замыканиями снижается до низких значений, а перенос капли электро-
дного металла осуществляется после короткого замыкания при минимальном токе. При этом величина тока короткого замыкания также ограничивается. Это адаптивные технологии с импульсным изменением тока (рис. 1), используемые в таких способах, как SteelRoot, WiseRoot [1, 2] и др. Адаптация происходит в сварочном модуле (инверторный источник — подающий механизм), имеющем дополнительные коммутирующие устройства, управляемые с помощью аналоговых или цифровых обратных связей по напряжению межэлектродного промежутка. Управление осуществляется в зависимости от состояния расплавленного металла на конце электродной проволоки.
При этом величина тока короткого замыкания также ограничивается. Это адаптивные технологии с импульсным изменением тока (рис. 1), используемые в таких способах, как SteelRoot, WiseRoot [1, 2] и др. Адаптация происходит в сварочном модуле (инверторный источник — подающий механизм), имеющем дополнительные коммутирующие устройства, управляемые с помощью аналоговых или цифровых обратных связей по напряжению межэлектродного промежутка. Управление осуществляется в зависимости от состояния расплавленного металла на конце электродной проволоки.
Сущность этого управления заключается в том, что устойчивое горение дуги на малых токах в промежутках между переносом метал-
о
го >
Л л
А 1 С V А 1
J к. J V J
10 мс
Рис. 1. Осциллограммы сварочного тока при способах сварки: а — SteelRoot; б — WiseRoot
ла короткими замыканиями достигается подачей дополнительного импульса, который создает необходимый объем жидкого металла на конце электрода. Этого объема достаточно, чтобы дуга поддерживалась в течение относительно длительного времени на малых токах, в некоторых способах снижающихся до 10—12 А, что в обычных условиях сварки без уменьшения диаметра электродной проволоки практически невозможно.
В связи с тем, что стоимость вышеуказанных модулей с адаптивными технологиями существенно превышает стоимость источников без инвертирования, то проводятся работы по созданию источников питания обычного типа с улучшенными сварочными свойствами в том числе и для ручной дуговой сварки покрытыми электродами, которые могут успешно конкурировать с инверторными источниками [3 — 5].
Исходя из этого, целью настоящей работы была разработка технологии и оборудования для сварки и наплавки стали толщиной 1 мм покрытым электродом с наиболее ходовым диаметром 3 мм.
Известно, что применение методов исследования процесса переноса электродного металла с помощью скоростной киносъемки, как это проводится для сварки в среде защитных газов, для сварки штучным электродом практически невозможно из-за наличия покрытия. Однако другими более сложными и затратными методами доказано, что процесс переноса также осуществляется с помощью коротких замыканий каплей дугового промежутка и отражается осциллограммами тока и напряжения [6]. Анализируя осциллограммы сварки покрытым электродом при различных конструкциях сварочных выпрямителей, можно сделать вывод, что некоторые из управляемых в инверторных модулях процессов можно получить при использовании более простых и дешевых однофазных выпрямителей с тиристорным управлением. Так, применение выпрямленного пульсирующего тока с постоянной частотой при заданной длительности пульсации позволяет снизить тепловложение в свариваемый материал и обеспечить переход капли электродного металла на спаде тока или при минимальном токе без снижения устойчивости горения дуги [3]. Известно также, что пульсирующий ток при ручной дуговой сварке штучным электродом от вентильного генератора при частотах пульсации 150…400 Гц обеспечивает всегда отрыв капли на спадающей части кривой выпрямленного пуль-
Анализируя осциллограммы сварки покрытым электродом при различных конструкциях сварочных выпрямителей, можно сделать вывод, что некоторые из управляемых в инверторных модулях процессов можно получить при использовании более простых и дешевых однофазных выпрямителей с тиристорным управлением. Так, применение выпрямленного пульсирующего тока с постоянной частотой при заданной длительности пульсации позволяет снизить тепловложение в свариваемый материал и обеспечить переход капли электродного металла на спаде тока или при минимальном токе без снижения устойчивости горения дуги [3]. Известно также, что пульсирующий ток при ручной дуговой сварке штучным электродом от вентильного генератора при частотах пульсации 150…400 Гц обеспечивает всегда отрыв капли на спадающей части кривой выпрямленного пуль-
сирующего тока без каких-либо дополнительных управляющих воздействий [7]. Достоинством сварки пульсирующим током двухполупериод-ного выпрямления является то, что максимально возможное время нарастания тока короткого замыкания не может быть больше времени нарастания тока в пульсации (максимум 5 мс при частоте сети 50 Гц при полнофазном включении тиристоров) и ток не успевает достигнуть чрезмерных величин. Таким образом, ограничивая амплитуду пульсации углом управления тиристоров, можно получить оптимальные режимы без сложных коммутационных устройств, управляемых при помощи цифровых или ограниченных аналоговых обратных связей. Для повышения устойчивости малоамперной дуги в разное время предлагался переход на сварку модулированным током, сварку от специальных однофазных выпрямителей и др. [3 — 5]. Все это обеспечивало существенное снижение среднего тока сварки при устойчивом процессе. Эти источники предназначались только для разработанных авторами процессов.
Таким образом, ограничивая амплитуду пульсации углом управления тиристоров, можно получить оптимальные режимы без сложных коммутационных устройств, управляемых при помощи цифровых или ограниченных аналоговых обратных связей. Для повышения устойчивости малоамперной дуги в разное время предлагался переход на сварку модулированным током, сварку от специальных однофазных выпрямителей и др. [3 — 5]. Все это обеспечивало существенное снижение среднего тока сварки при устойчивом процессе. Эти источники предназначались только для разработанных авторами процессов.
Чтобы обеспечить экономичный процесс пульсация (импульс), при постоянной частоте следования всегда должна совпадать с моментом короткого замыкания. Для ручной дуговой сварки рекомендуемая частота дополнительных импульсов около 100 Гц [3]. Подбор амплитуды импульсов позволяет получить в этом случае перенос электродного металла с минимальным разбрызгиванием. Переходя от дополнительных импульсов к пульсирующему выпрямленному току с дросселем в сварочной цепи, получают экономичные режимы сварки, такие как процесс «вынужденные короткие замыкания» (ВКЗ) для сварки в СО2 или выше упомянутый процесс сварки от вентильного генератора [7], а также при сварке от однофазного источника с релейной обратной связью [8, 9]. Осциллограммы токов и напряжений таких процессов показаны на рис. 2.
Осциллограммы токов и напряжений таких процессов показаны на рис. 2.
Таким образом, для технологии сварки тонколистовых конструкций наиболее подходящим источником питания является однофазный выпрямитель.
При сварке от такого выпрямителя частота переноса капель электродного металла для большинства режимов кратна частоте пульсаций выпрямленного тока [10], а снижение тока при естественных пульсациях позволяет отказаться от сложных коммутирующих устройств вышеупомянутых модулей.
б
а
б
Рис. 2. Осциллограммы тока и напряжения при сварке: а — сварка в СО2 от трехфазного выпрямителя по способу ВКЗ [2]; б — сварка штучным электродом от однофазного выпрямителя с релейной обратной связью (отметчик времени — 20 мс) [9]
а
Рис. 3. Схема однофазного выпрямителя [8] с дополнительным блоком SW
Однако снижение тепловложения в свариваемый металл в вышепоказанных процессах (рис. 1) с инверторными модулями более существенно, чем при постоянно пульсирующем токе, за счет большей паузы с минимальным током. Для сварки штучным электродом подобный процесс также возможен, если обеспечить плавление электрода за одну-две пульсации с последующей паузой в течение нескольких полупериодов, когда ток поддерживается от дополнительного источника с величиной не более 10—15 А. Известно, что дуга сохраняет устойчивость при токах 10 А и менее тем дольше, чем больше остаточного расплавленного металла на конце электрода после переноса капли. Таким образом, схема однофазного выпрямителя должна обеспечить включение основного тока по аналогии с процессами сварки в среде защитных газов плавящимся электродом с частотой около 10 Гц при среднем токе в паузах менее 10 А [11], который обеспечивается дополнительным слаботочным выпрямителем. Однофазный выпрямитель [8] имеет релейную обратную связь между фазой включения тиристора и током в процессе переноса капли электродного металла во время короткого замыкания. В этом случае возможно такое управление, при котором капля электродного металла при ручной дуговой сварке покрытым электродом переносится при
Для сварки штучным электродом подобный процесс также возможен, если обеспечить плавление электрода за одну-две пульсации с последующей паузой в течение нескольких полупериодов, когда ток поддерживается от дополнительного источника с величиной не более 10—15 А. Известно, что дуга сохраняет устойчивость при токах 10 А и менее тем дольше, чем больше остаточного расплавленного металла на конце электрода после переноса капли. Таким образом, схема однофазного выпрямителя должна обеспечить включение основного тока по аналогии с процессами сварки в среде защитных газов плавящимся электродом с частотой около 10 Гц при среднем токе в паузах менее 10 А [11], который обеспечивается дополнительным слаботочным выпрямителем. Однофазный выпрямитель [8] имеет релейную обратную связь между фазой включения тиристора и током в процессе переноса капли электродного металла во время короткого замыкания. В этом случае возможно такое управление, при котором капля электродного металла при ручной дуговой сварке покрытым электродом переносится при
коротком замыкании на спаде пульсирующего тока [9], что характерно и для вышеуказанных новых технологий, проанализированных в работе [12], в связи с чем в схему управления этого выпрямителя был введен дополнительный блок SW, обеспечивающий включение регулируемого выпрямленного сварочного тока от основного источника на два полупериода для обеспечения формирования и переноса электродного металла. Схема однофазного выпрямителя с тиристорным регулятором и дополнительным блоком показана на рис. 3, а функциональная схема блока и временная диаграмма его работы — на рис. 4а, б.
Схема однофазного выпрямителя с тиристорным регулятором и дополнительным блоком показана на рис. 3, а функциональная схема блока и временная диаграмма его работы — на рис. 4а, б.
Дополнительный блок SW представляет собой электронный ключ на транзисторах УТ1 и УТ2, который обеспечивает включение управления тиристорами выпрямителя через импульсный А трансформатор Т в течение двух полупериодов | выпрямленного тока и отключение их на уста- о новленное в блоке СТ количество полупериодов. | На рис. 4б показано отключение тиристоров т на 6 полупериодов. |
При отключенных тиристорах питание | дуги осуществляется от дополнительного не- о регулируемого источника, образованного дио- | дами схемы выпрямителя и конденсатором С Е (рис. 3). Осциллограммы работы выпрямителя на постоянную нагрузку при различных вариан-
Рис. 4. Схема дополнительного блока SW — а; временная диаграмма его работы — б
б
а
50гм
1 1 1 ,1
* 1 1 1 1
л А
б
Рис. 5. Осциллограммы тока выпрямителя с дополнительным блоком при постоянной нагрузке балластным реостатом и при различной настройке амплитуд пульсаций: одинаковая (а) и различная (б) амплитуды
5. Осциллограммы тока выпрямителя с дополнительным блоком при постоянной нагрузке балластным реостатом и при различной настройке амплитуд пульсаций: одинаковая (а) и различная (б) амплитуды
а
тах настройки релейной обратной связи показаны на рис. 5.
Исследование процесса переноса электродного металла и особенностей формирования шва при сварке проводились с электродами ОК46 и УОНИ 13/45 диаметром 3 мм. Для надежного начального зажигания дуги при сварке дополнительный блок кратковременно отключался на 1. 2 с, для чего в нем были предусмотрены специальные контакты. Сварка и наплавка производились на пластины из низкоуглеродистой стали толщиной 1 или 1,2 мм.
В результате проведенных экспериментов удалось получить устойчивый квазистационарный процесс горения сварочной дуги с покрытого электрода диаметром 3 мм при пониженном тепловложении с удовлетворительным форми-
рованием наплавленного металла. Осциллограммы процесса сварки покрытым электродом показаны на рис. и х<
и х<
Рис. 6. Осциллограммы горения дуги в импульсном режиме при сварке штучным электродом: а — время записи 0,2 с; б — 1 с; в — при сварке способом SteelRoot
линение которой приведет к погасанию. Кратковременное первичное повышение тока способствует увеличению количества жидкого металла на электроде и сокращению длины дуги, а вторичное обеспечивает образование капли, которая на спаде тока пульсации переходит в сварочную ванну под действием сил поверхностного натяжения без существенного увеличения про-плавления. Такие особенности процесса переноса позволяют производить сварку стыков тонкостенного металла на весу. Внешний вид сварного шва, сечение наплавленного металла и стыкового соединения, сваренного «на весу», представлены на рис. 7.
При этом техника сварки покрытым электродом подобна технике при сварке в защитных газах «холодной дугой». Для устойчивого процес-
са без разбрызгивания необходимо нахождение электрода в центре сварочной ванны при невысоком темпе сварки. Это обеспечивает снижение скорости охлаждения разогретого дугой торца электрода, повышая длительность дугового разряда на малых токах. Увод электрода в хвостовую часть сварочной ванны приводит либо к «примерзанию» электрода, либо, если этот момент совпадает с увеличением тока, к разбрызгиванию. Лучшие результаты достигаются на прямой полярности, так как в этом случае проявляются все положительные свойства дуги на малых токах, описанные в работе [13]. Это связанно с движением сварочной ванны на прямой полярности к образуемой капле и «снятием» [6] ее, а также с повышением остаточной массы жидкого металла после перехода капли в сварочную ванну [11].
Это обеспечивает снижение скорости охлаждения разогретого дугой торца электрода, повышая длительность дугового разряда на малых токах. Увод электрода в хвостовую часть сварочной ванны приводит либо к «примерзанию» электрода, либо, если этот момент совпадает с увеличением тока, к разбрызгиванию. Лучшие результаты достигаются на прямой полярности, так как в этом случае проявляются все положительные свойства дуги на малых токах, описанные в работе [13]. Это связанно с движением сварочной ванны на прямой полярности к образуемой капле и «снятием» [6] ее, а также с повышением остаточной массы жидкого металла после перехода капли в сварочную ванну [11].
о
го >
а
б
в
Рис. 7. Особенности формирования швов: внешний вид сварного шва — а;
сечение наплавленного металла — б; сечение сварного стыка, сваренного «на весу» при толщине листа 1 мм — в
На основании проведенных экспериментов предложена схема управления однофазным выпрямителем, применение которой обеспечивает наплавку и сварку тонколистовых конструкций без снижения диаметра покрытого электрода по аналогии с известными процессами для сварки в среде защитных газов.
При этом для ручной дуговой сварки подбор параметров режима позволяет обеспечить устойчивый квазистационарный процесс плавления и переноса электродного металла без введения дополнительных аналоговых или цифровых обратных связей и коммутационных устройств снижения тока.
Библиографический список
1. Fronius International GmbH // Технологический центр Тена. URL: http://www.tctena.ru (дата обращения: 16.06.2013).
2. Мухин В. Ф., Еремин Е. Н. Источники питания и мультисистемы для современных технологических процессов сварки плавящимся электродом: моногр. Омск: Изд-во ОмГТУ, 2014. 94 с. ISBN 978-5-8149-1724-9.
3. Дедюх Р. И., Киселев А. С. Повышение стабильности параметров процесса дуговой сварки покрытыми электродами на малых токах // Сварочное производство. 2004. № 7. С. 3-6.
4. Мейстер Р. А., Мейстер А. Р. Сварочные свойства однофазных выпрямителей: моногр. Красноярск: СФУ, 2011. 169 с. ISBN 978-5-7638-2145-1.
5. Сагиров Д. Х. Механизированная сварка короткой дугой // Сварочное производство.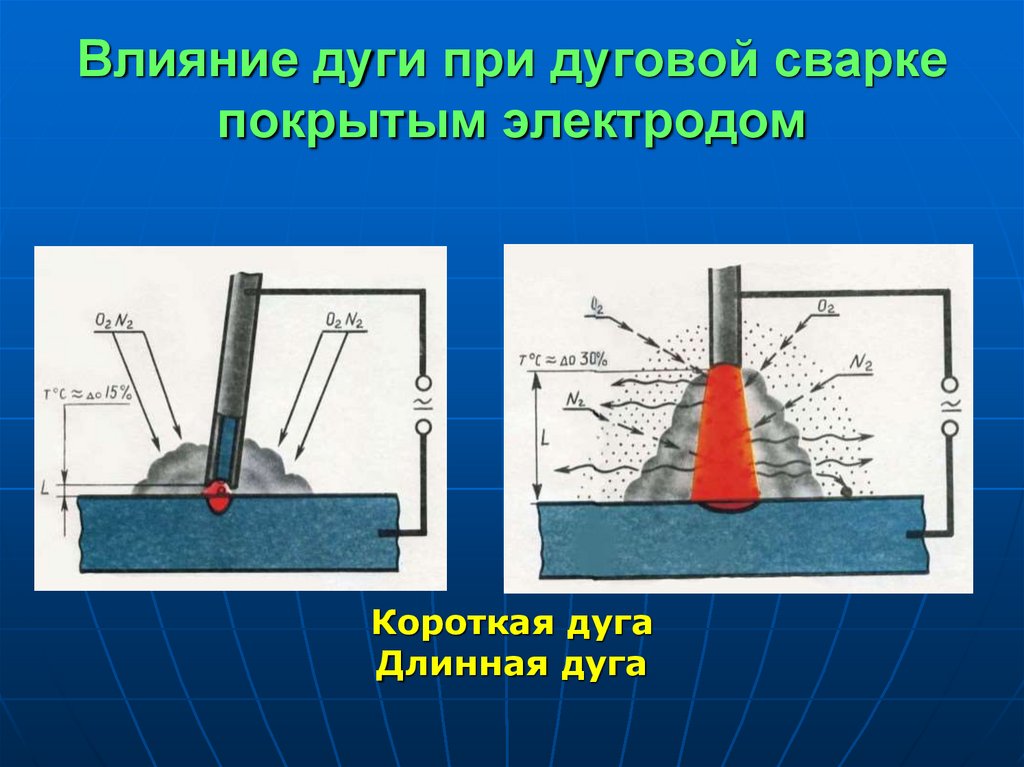 2006. № 2. С. 29-31.
2006. № 2. С. 29-31.
6. Мазель А. Г. Технологические свойства электросварочной дуги. М.: Машиностроение, 1969. 178 с.
7. Сварочные генераторы для ручной дуговой сварки // Welding.su. URL: http://www.welding.su/articles/sources/ sources_27.html (дата обращения: 15.04.2016).
8. Мухин В. Ф., Еремин Е. Н. Однофазный сварочный выпрямитель с релейной обратной связью // Сварочное производство. 2007. № 9. С. 3-5.
9. Мухин В. Ф., Руденко С. Е., Сумленинов В. К. Применение релейной обратной связи по току в ти-ристорных выпрямителях для ручной дуговой сварки // Динамика систем, механизмов и машин. 2012. № 2. С. 284-287.
10. Милютин В. С., Катаев Р. Ф. Сварочные свойства оборудования для дуговой сварки. М.: НАКС Медиа, 2016. 457 с. ISBN 978-5-600-01408-4.
11. Потапьевский А. Г., Лившиц М. Г., Кассов Д. С. [и др.]. К вопросу о переносе металла короткими замыканиями // Сварочное производство. 1976. № 6. С. 53 — 54.
12. Крампит А. Г., Зернин Е. А., Крампит М. А. Современные способы импульсно-дуговой MIG/MAG сварки // Технологии и материалы. 2015. № 1. С. 4—11.
А. Современные способы импульсно-дуговой MIG/MAG сварки // Технологии и материалы. 2015. № 1. С. 4—11.
13. Werner K. Probleme des CO2 — Minuspolschweißens // ZIS-Mitt. 1977. Vol. 19, Issue 6. P. 716-721.
МУХИН Василий Федорович, кандидат технических наук, доцент (Россия), доцент кафедры «Машиностроение и материаловедение», секция «Оборудование и технология сварочного производства».
SPIN-код: 9796-0360 AuthorlD (РИНЦ): 684063
ЕРЕМИН Евгений Николаевич, доктор технических наук, профессор (Россия), заведующий кафедрой «Машиностроение и материаловедение», директор машиностроительного института. SPIN-код: 2894-2461 AuthorlD (РИНЦ): 175269 ORCID: 0000-0001-7357-8194 AuthorlD (SCOPUS): 6603904601 ResearcherlD: J-4245-2013
ФИЛИППОВ Юрий Олегович, кандидат технических наук, доцент кафедры «Машиностроение и материаловедение», секция «Оборудование и технология сварочного производства». SPIN-код: 4766-1795 AuthorlD: 175491 AuthorID (SCOPUS): 3705205190 Адрес для переписки: weld_techn@mail. ru
ru
Для цитирования
Мухин В. Ф., Еремин Е. Н., Филиппов Ю. О. Импульсная технология для ручной дуговой сварки покрытым электродом тонкостенных конструкций // Омский научный вестник. 2019. № 2 (164). С. 5-10. DOI: 10.25206/18138225-2019-164-5-10.
Статья поступила в редакцию 21.03.2019 г. © В. Ф. Мухин, Е. Н. Еремин, Ю. О. Филиппов
Инверторные сварочные аппараты (ММА) Ресанта
Cварочные аппараты (ММА) Ресанта— профессиональная ручная дуговая сварка покрытым электродом.
Ручная дуговая сварка, типа ММА. Процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Отличается такое оборудование небольшим весом, компактностью, возможностью работать от стандартной электросети. Диаметр электродов до 6 мм, позволяют работать с разными видами стали. Благодаря герметичности корпуса и высокому классу защиты, им не страшны негативные внешние воздействия.
По популярностиСортировка от последнегоЦены: по возрастаниюЦены: по убываниюТолько в наличии
Под заказ
Товар
Потребляемая мощность MMA: кВт
Температура эксплуатации: С
Подробнее
В наличии 4
Сварочный аппарат РЕСАНТА САИ-160К
Хороший помощник при ручной дуговой сварке штучным электродом диаметром до 4 мм дает возможность варить детали 4-10 мм толщиной.
Компактный, малогабаритный аппарат незаменим в быту и не занимает много места при хранении.Потребляемая мощность MMA: 5,9 кВт
Температура эксплуатации: -20+50 С
4 990В корзину
В наличии 4
Сварочный аппарат РЕСАНТА САИ-140
Предназначен для ручной сварки металлических конструкций покрытым электродом диаметром до 3,2 мм.
Потребляемая мощность MMA: 5,9 кВт
Температура эксплуатации: -20+50 С
4 990В корзину
В наличии 22
Сварочный аппарат РЕСАНТА САИ-160
Предназначен для дуговой сварки покрытым электродом диаметром до 4 мм. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении дает возможность использовать аппарат даже новичку.
Потребляемая мощность MMA: 6,5 кВт
Температура эксплуатации: -20+50 С
5 390В корзину
В наличии 29
Сварочный аппарат РЕСАНТА САИ-190К
При максимальном значении сварочного тока 190А можно работать с электродами до 5 мм и варить металлические конструкции толщиной 6-14 мм.
Потребляемая мощность MMA: 6,5 кВт
Температура эксплуатации: -20+50 С
5 990В корзину
В наличии 21
Сварочный аппарат РЕСАНТА САИ-190
Подходит для сварочных работ электродом до 5 мм. в быту (дома, на даче, в гараже) и на производстве. Регулировка тока сварки от 10 до 190 А для более точной работы и ровных сварных швов.
Потребляемая мощность MMA: 7,2 кВт
Температура эксплуатации: -20+50 С
6 890В корзину
В наличии 12
Сварочный аппарат РЕСАНТА САИ-160Т LUX
Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA. Предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Максимальный диаметр электрода MMA — 4 мм.
Потребляемая мощность MMA: 6,5 кВт
Температура эксплуатации: -20+50 С
7 390В корзину
В наличии 43
Сварочный аппарат РЕСАНТА САИ-220К
Используется для ручной дуговой сварки штучным электродом диаметром до 5 мм.
Для работы в быту и на производстве.Потребляемая мощность MMA: 7,2 кВт
Температура эксплуатации: -20+50 С
8 290В корзину
В наличии 27
Сварочный аппарат РЕСАНТА САИ-220
Подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Потребляемая мощность MMA: 7,8 кВт
Температура эксплуатации: -20+50 С
7 890В корзину
В наличии 6
Сварочный аппарат РЕСАНТА САИ-190T LUX
Предназначен для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА).Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA.
Потребляемая мощность MMA: 7,2 кВт
Температура эксплуатации: -20+50 С
8 890В корзину
В наличии 3
Сварочный аппарат РЕСАНТА САИ-250К
Применяется в работе с ручной дуговой сваркой штучным электродом.
Максимальный сварочный ток 220А позволяет использовать электроды диаметром до 6 мм и сварить стальные конструкции толщиной от 15 мм. Данная модель считается профессиональной и применяется в основном на производстве.Потребляемая мощность MMA: 7,8 кВт
Температура эксплуатации: -20+50 С
9 390В корзину
В наличии 3
Сварочный аппарат РЕСАНТА САИ-220 в кейсе
Подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Потребляемая мощность MMA: 7,8 кВт
Температура эксплуатации: -20+50 С
8 890В корзину
В наличии 7
Сварочный аппарат РЕСАНТА САИ-160ПН
Максимальный диаметр электрода MMA 4 мм., передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла, наличие функции форсажа дуги «ARCFORCE» для повышения устойчивости сварочной дуги и лучшей текучести металла.
Потребляемая мощность MMA: 6,5 кВт
Температура эксплуатации: -20+50 С
8 090В корзину
В наличии 10
Сварочный аппарат РЕСАНТА САИ-220T LUX
Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA. Для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Максимальный диаметр электрода MMA- 5 мм.
Потребляемая мощность MMA: 7,8 кВт
Температура эксплуатации: -20+50 С
10 190В корзину
В наличии 5
Сварочный аппарат РЕСАНТА САИ-190ПН
Преобразование переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Максимальный диаметр электрода MMA — 5 мм.
Потребляемая мощность MMA: 7,2 кВт
Температура эксплуатации: -20+50 С
9 290В корзину
В наличии 35
Сварочный аппарат РЕСАНТА САИ-250
Плавная регулировка силы тока от 10 до 250 А дает качественный шов.
Работа с электродами диаметром до 6 мм позволяет выполнять резку металлических листов толщиной от 25 мм.Потребляемая мощность MMA: 9,5 кВт
Температура эксплуатации: -20+50 С
10 490В корзину
В наличии 1
Сварочный аппарат РЕСАНТА САИ-250 в кейсе
Плавная регулировка силы тока от 10 до 250 А дает качественный шов. Работа с электродами диаметром до 6 мм позволяет выполнять резку металлических листов толщиной от 25 мм.
Потребляемая мощность MMA: 9,5 кВт
Температура эксплуатации: -20+50 С
12 290В корзину
В наличии 7
Сварочный аппарат РЕСАНТА САИ-220ПН
Максимальный диаметр электрода MMA — 6 мм., сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы.
Потребляемая мощность MMA: 7,8 кВт
Температура эксплуатации: -20+50 С
12 490В корзину
В наличии 12
Сварочный аппарат РЕСАНТА САИ-250T LUX
Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA.
Предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Максимальный диаметр электрода MMA — 6 мм.Потребляемая мощность MMA: 9,5 кВт
Температура эксплуатации: -20+50 С
13 590В корзину
В наличии 2
Сварочный аппарат РЕСАНТА САИ-250ПН
Максимальный диаметр электрода MMA — 6 мм. Самый высокий ПВ 70% среди производителей сварочного оборудования.
Потребляемая мощность MMA: 8,5 кВт
Температура эксплуатации: -20+50 С
13 790В корзину
В наличии 6
Сварочный аппарат РЕСАНТА САИ-190ПРОФ
Относится к классу профессиональных аппаратов, инвертор подходит для ручной электродуговой сварки покрытым электродом диаметром до 6 мм.
Потребляемая мощность MMA: 3,8 кВт
Температура эксплуатации: -20+50 С
18 890В корзину
Под заказ
Сварочный аппарат РЕСАНТА САИ-250ПРОФ
Предназначен для дуговой сварки на производстве покрытым электродом до 6 мм диаметром.
Модель является профессиональной и позволяет получить качественные и надежные швы.Потребляемая мощность MMA: 4,8 кВт
Температура эксплуатации: -20+50 С
22 390В корзину
В наличии 2
Сварочный аппарат РЕСАНТА САИ-315
Регулировка сварочного тока в широком диапазоне значений (20 — 315 А) позволяет использовать электроды диаметром до 6 мм. Может варить металлические конструкции толщиной от 25 мм.
Потребляемая мощность MMA: 10,5 кВт
Температура эксплуатации: -20+50 С
28 490В корзину
 Компактный, малогабаритный аппарат незаменим в быту и не занимает много места при хранении.
Компактный, малогабаритный аппарат незаменим в быту и не занимает много места при хранении.
 Для работы в быту и на производстве.
Для работы в быту и на производстве. Максимальный сварочный ток 220А позволяет использовать электроды диаметром до 6 мм и сварить стальные конструкции толщиной от 15 мм. Данная модель считается профессиональной и применяется в основном на производстве.
Максимальный сварочный ток 220А позволяет использовать электроды диаметром до 6 мм и сварить стальные конструкции толщиной от 15 мм. Данная модель считается профессиональной и применяется в основном на производстве.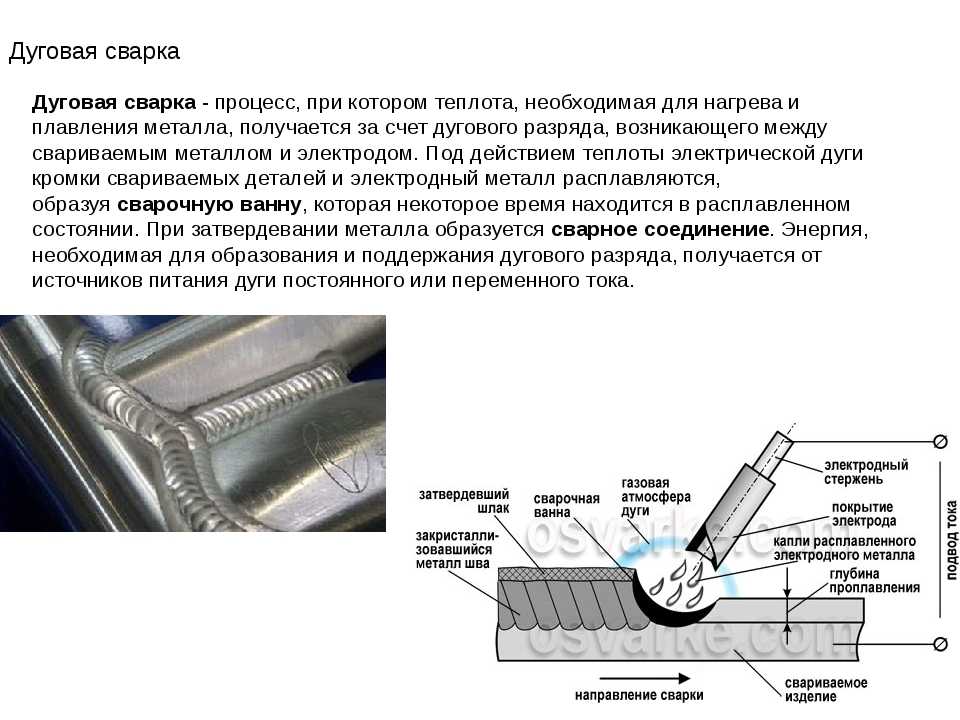
 Работа с электродами диаметром до 6 мм позволяет выполнять резку металлических листов толщиной от 25 мм.
Работа с электродами диаметром до 6 мм позволяет выполнять резку металлических листов толщиной от 25 мм. Предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Максимальный диаметр электрода MMA — 6 мм.
Предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА). Максимальный диаметр электрода MMA — 6 мм. Модель является профессиональной и позволяет получить качественные и надежные швы.
Модель является профессиональной и позволяет получить качественные и надежные швы.Ваш заказ
В корзине нет никаких продуктов!
Продолжить покупки
0
SMAW: Дуговая сварка в защитном металле
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас.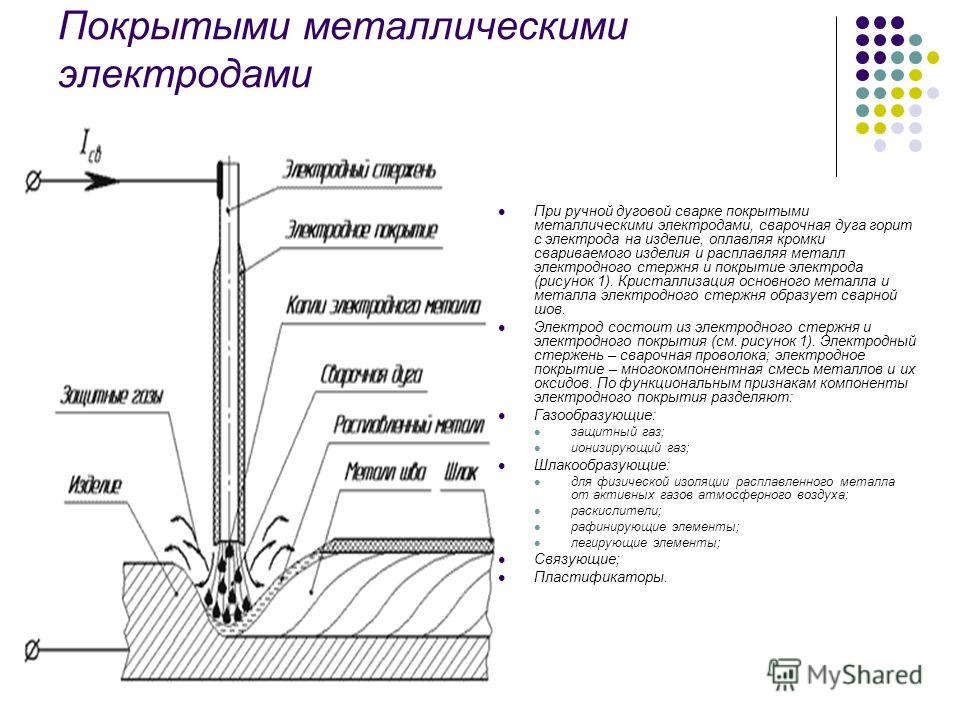 Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Что такое SMAW?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как сварка электродом, представляет собой ручной процесс с использованием плавящегося электрода с флюсовым покрытием и металлическим стержнем в сердцевине.
Переменный или постоянный ток образует дугу между электродом и основным металлом, создавая необходимое тепло. В Соединенных Штатах это наиболее распространенный метод.
Флюсовое покрытие распадается и выделяет пары, которые служат защитным газом и образуют защитный слой шлака.
Оба защищают зону сварки от атмосферного загрязнения. Когда металлический стержень внутри электрода плавится, он образует расплавленную ванну, которая становится сварным швом.
Сварщик может контролировать несколько переменных, влияющих на ширину и высоту валика сварного шва, глубину провара и количество брызг.
Ручная сварка недорога по сравнению с другими методами, такими как TIG. Он портативный и работает с любой толщиной и в любом положении.
Основным недостатком является шлак, образующийся в процессе сварки, а также более низкие скорости (если вы не обладаете высокой квалификацией).
Дуговая сварка в защитном металле – Рисунок 6-7Дуговая сварка SMAW
Сварка стержнем получила свое название от формы электрода, который выглядит как стержень. Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун.
Сварочные аппараты для стержневой сварки обеспечивают постоянный ток (CC) с использованием постоянного тока (DC) или переменного тока (AC). Постоянный ток работает в разных направлениях в зависимости от полярности. Переменный ток переключается между направлениями.
Мощность в электрической цепи, используемой для питания сварки, измеряется в амперах. Для сварки более толстых металлов или электродов требуется больший ток или сила тока.
в основном используется для сварки железа и стали.
Может использоваться во всех положениях:
- Плоский
- Вертикальный
- Горизонтальный
- Накладные расходы
Процесс
Дуговая сварка SMAW (сварка электродом) использует тепло дуги для расплавления основного металла и наконечника расходуемого материала электрод. Электрод и основной металл являются частью электрической цепи или сварочной цепи.
Эта схема включает;
- Источник питания
- Сварочные кабели
- Держатель электрода
- Зажим заземления
- Заготовка или основной металл
- Электрод для дуговой сварки
Один кабель крепится к работе, а другой к электрододержателю.
Сварка начинается, когда дуга зажигается между концом электрода и основным металлом.
Тепло плавит кончик и поверхность работы.
Крошечные шарики расплавленного металла образуются на кончике электрода, а затем переносятся через дугу в расплавленную ванну.
Наполнитель откладывается по мере износа электрода.
Дуговая сварка (SMAW) Электрическая схемаДуговая сварка, SMAW, дуга дуговой сварки перемещается на:
- соответствующую длину дуги (примерно равную диаметру электрода)
- соответствующая скорость движения
В свою очередь плавление и сплавление части основного металла и добавление наполнителя.
Дуга SMAW очень горячая (температура в ее центре превышает 9000ºF (5000ºC)), плавление происходит почти мгновенно, как только дуга касается металла.
Для сварных швов, выполненных в плоском или горизонтальном положении, переносу металла способствуют:
- Сила тяжести
- Расширение газа
- Электрические силы
- Поверхностное натяжение
Сварные швы в других положениях должны преодолевать гравитацию.
При сварке в неправильном положении основной металл не может удерживать большое количество расплавленного металла в кратере. Следует использовать электроды меньшего размера, меньшую силу тока и меньшую длину дуги.
Расширение газаГазы образуются при плавлении покрытия электрода и расширяются за счет тепла кипящего кончика электрода.
Покрытие немного выходит за пределы металлического кончика электрода и регулирует направление расширения газа. Это помогает направить расплавленный металл в сварочную ванну.
Электромагнитные силы (движение дуги или дуновение дуги)Наконечник является электрическим проводником, как и брызги расплавленных глобул на наконечнике, поэтому струя глобул изменяется магнитными силами, действующими под углом 90 градусов (в большинстве случаев сбоку). ) в направлении течения.
Полезен при сварке в горизонтальном, вертикальном и потолочном положении.
Стержни с более высокой прочностью на растяжение имеют более высокую склонность к дуговому разряду.
Расположение заземляющего кабеля может иметь большое влияние на эти силы
Поверхностное натяжениеСила, удерживающая присадочный металл и шлак в контакте с расплавленным основным металлом в кратере, называется поверхностным натяжением.
Помогает удерживать расплавленный металл при горизонтальной, вертикальной и потолочной сварке, а также определяет форму контуров сварного шва.
Сварка SMAW использует легкое оборудование и является портативным процессомЧитайте также : Типы сварочных процессов
Переменные
Характеристики сварного шва (размер валика и провар) можно контролировать, регулируя следующие переменные, когда сварка:
- Размер и тип электрода
- Сила тока (изменена на сварочном аппарате)
- Скорость перемещения электрода вдоль свариваемого стыка (называется скоростью перемещения)
- Длина дуги (расстояние между металлом и концом электрода). Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.
- Угол электрода
- Перпендикулярный (90 градусов) обеспечивает максимальное проникновение
- 45 градусов соответствует меньшему проникновению
- Ширина сварного шва регулируется перемещением электрода из стороны в сторону
- Контроль полярности (направление протекания электрического тока) при использовании постоянного или постоянного тока
 Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.
Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.Преимущества и недостатки дуговой сварки
Преимущества
Сварка SMAW или сварка электродом требует базового оборудования и подходит для работы в полевых условиях, поскольку она чрезвычайно портативна.
- Стоимость от 30% до 50% по сравнению с другими методами сварки
- Легкое оборудование
- Многие типы доступных электродов
- Хорошо подходит для ограниченного пространства
- Очистка поверхности металла перед сваркой не такая тщательная, как другие методы, такие как TIG
Недостатки
- Необходимость удаления шлака после сварки. Улавливание шлака также является проблемой при SMAW, образующем включения, которые необходимо удалить.
- Неиспользованные отрезки электрода – необходимо прекратить сварку, когда вы дойдете до последних 2 дюймов электрода
- Брызги
- Низкая относительная скорость SMAW.
- Трудоемкая очистка от брызг и удаление шлака
- Создает больше искр и тепла, чем другие методы сварки
- Зачистка и шлифовка сварных швов дает нам вредную пыль
- Необходимость остановки в процессе сварки для замены использованного электрода и удаления шлака
 Улавливание шлака также является проблемой при SMAW, образующем включения, которые необходимо удалить.
Улавливание шлака также является проблемой при SMAW, образующем включения, которые необходимо удалить.Брызги и неиспользованные электроды составляют прибл. 44 процента израсходованных электродов.
Связанный : Ручная сварка против сварки MIG
Процесс сварки MMA «Stick»
Дата: 28-02-2022
Академия Weldclass
Что такое сварка ММА?
Аббревиатура MMA (или MMAW) расшифровывается как ручная дуговая сварка металлическим электродом. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
«Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
Процесс MMA включает в себя прикосновение к электроду во время работы, чтобы зажечь дугу. Электрод удерживается в электрододержателе и должен постоянно заменяться по мере его износа. Электрод состоит из металлического сердечника, представляющего собой присадочный металл, покрытого флюсовым покрытием, которое защищает сварной шов и предотвращает его окисление. Во время сварки флюс превращается в шлак, покрывающий сварной шов, который откалывается после образования шва.
Каковы преимущества сварки электродами ММА?
Сварка ММА имеет ряд преимуществ по сравнению с альтернативными способами сварки. Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Благодаря инверторной технологии ММА также является очень портативным процессом и часто используется для работы на стройплощадке и в полевых условиях.
Кроме того, сварка MMA, как правило, более «щадящая», чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки электродами ММА?
Сварка тонких материалов без сквозного продувки может быть сложной задачей в процессе ММА. Это проще сделать с помощью инверторных сварочных аппаратов, таких как серия Weldforce от Weldclass, потому что дуга настолько стабильна, а мощность можно очень точно регулировать.
Сварка MMA/Stick медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки шлака. По этой причине MIG является более популярным выбором для производственных работ.
Какова правильная полярность при сварке MMA/дуговой сваркой?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов лучше всего работают при полярности DC+, другие лучше работают при полярности DC-, и многие электроды работают в любом направлении с очень небольшой разницей. Полярность обычно менее критична при сварке электродом.
DC+ (также известный как DCEP или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме
Это обычно приводит к более глубокому проплавлению сварного шва, с больше «тепла» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Провод заземления, подключенный к положительной (+) клемме
Как правило, это приводит к более высокой скорости осаждения (расплавлению), при этом больше «тепла» направляется на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и области применения.
Толщина материала в зависимости от размера электрода в зависимости от силы тока
Из-за большого количества переменных в любом заданном приложении не существует единой формулы, позволяющей сказать: «для толщины X вам нужно X ампер». Факторы, влияющие на это;
Тип электрода/стержня
Тип сварного соединения: Угловое, стыковое, соединение со скосом или квадратом и т.д.
Положение сварки: Плоское, вертикальное, потолочное и т.д. боковых сторон и т. д.
Требуемая прочность сварного соединения (от которой зависит допустимость меньшего или большего провара)
И т. д.
Однако, вот примерное руководство по сварке низкоуглеродистой стали
Предположим:
Одностороннее стыковое соединение с проход сварки.
Использование электродов общего назначения (серия 6013) или электродов с низким содержанием водорода (серия 7016 и 7018).
Эмпирическое правило:
Для материала толщиной примерно от 2 мм до 6 мм выберите размер (диаметр) сварочного электрода, который на один шаг меньше толщины материала.
Обычно вы можете использовать стержень диаметром до половины толщины основного металла с хорошими результатами. Если стержень меньше этого размера, вы все равно сможете его сварить, но проплавление может быть менее чем удовлетворительным.
Сталь | Рекомендуется | Ампер |
1-2 мм | 1,6–2,0 мм | 40-60А |
3-4 мм | 2,5/2,6 мм | 60-110А |
4-6 мм | 3,2 мм | 90-140А |
6-10 мм | 4,0 мм | 130-190А |
Другие статьи о MMA / сварке электродами
Что такое горячий старт, форсирование дуги и защита от прилипания?
Что такое напряжение разомкнутой цепи (OCV)?
Использование генераторов для сварщиков инверторов питания
Сварки сварки электродов
Преимущества электродов с двумя покрытиями
Почему вы никогда не получите хорошего сварка с плохим зажимом земли
9000
, пока все были приняты меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
MMA (Stick) WeldingWelding Machines
Комментарии Написать комментарий…Обратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Определение электрода-стержня
(также известные как сварочные электроды, сварочные прутки, сварочные прутки)
Электроды сварочные представляют собой металлические проволоки с наплавленным химическим покрытием. Стержень используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки за вычетом покрытия определяет размер сварочного электрода. Это выражается в долях дюйма, таких как 3/32″, 1/8″ или 5/32″. Чем меньше диаметр, тем меньше ток и меньше присадочного металла.0005
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки за вычетом покрытия определяет размер сварочного электрода. Это выражается в долях дюйма, таких как 3/32″, 1/8″ или 5/32″. Чем меньше диаметр, тем меньше ток и меньше присадочного металла.0005
Тип свариваемого основного металла, сварочный процесс и машина, а также другие условия определяют тип используемого сварочного электрода. Например, для низкоуглеродистой или «мягкой стали» требуется сварочный пруток из мягкой стали. Для сварки чугуна, алюминия или латуни требуются различные сварочные прутки и оборудование.
Флюсовое покрытие на электродах определяет, как оно будет вести себя во время фактического процесса сварки. Часть покрытия сгорает, и сгоревший флюс образует дым и действует как щит вокруг сварочной «ванны», защищая ее от окружающего воздуха. Часть флюса плавится и смешивается с проволокой, после чего примеси всплывают на поверхность. Эти примеси известны как «шлак». Готовый шов был бы хрупким и слабым, если бы не флюс. Когда сварной шов остынет, шлак можно удалить. Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Готовый шов был бы хрупким и слабым, если бы не флюс. Когда сварной шов остынет, шлак можно удалить. Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Электроды для дуговой сварки металлическим электродом могут быть разделены на электроды без покрытия, электроды с легким покрытием и электроды с экранированной дугой или электроды с толстым покрытием. Используемый тип зависит от требуемых конкретных свойств, в том числе: коррозионной стойкости, пластичности, высокой прочности на растяжение, типа свариваемого основного металла; и положение сварного шва: плоское, горизонтальное, вертикальное или потолочное.
Серия классификационных номеров Американского общества сварщиков (AWS) была принята сварочной промышленностью. Пример идентификации электрода ниже относится к стальному электроду для дуговой сварки с маркировкой E6010:
- «Е» означает «электрод» для электродуговой сварки
- Первые две (в некоторых случаях три) цифры (60) обозначают предел прочности при растяжении в тысячах фунтов на квадратный дюйм
- Третья (в некоторых случаях четвертая) цифра (1) указывает положение сварного шва. «О» означает, что эта классификация не используется; «1» — для всех позиций; «2» только для плоского и горизонтального положения; 3 только для горизонтального положения
- Последние две цифры вместе (10) обозначают тип покрытия и тип необходимого источника питания, 10 органическое покрытие и постоянный ток обратной полярности.
- Таким образом, сварочный стержень с номером E6010 обозначает «E» электрод для ручной дуговой сварки с (60) минимальной прочностью 60 000 фунтов на квадратный дюйм, который можно использовать (1) во всех положениях и (10) требуется обратная полярность постоянного тока.
 «О» означает, что эта классификация не используется; «1» — для всех позиций; «2» только для плоского и горизонтального положения; 3 только для горизонтального положения
«О» означает, что эта классификация не используется; «1» — для всех позиций; «2» только для плоского и горизонтального положения; 3 только для горизонтального положенияСварочные электроды и разрушающее воздействие влаги
Сварочные электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к образованию трещин и ослаблению в зоне сварки. Электроды, подвергавшиеся воздействию влажного воздуха более нескольких часов, должны быть предварительно нагреты перед использованием, а если есть сомнения относительно того, как долго они находились под воздействием, их следует повторно высушить путем нагревания в подходящей печи. После высыхания их следует хранить в печи для выдержки или в влагонепроницаемом контейнере.
После высыхания их следует хранить в печи для выдержки или в влагонепроницаемом контейнере.
Сварочные электроды с низким содержанием водорода являются основой сварки конструкций. Этот универсальный электрод, известный сварщикам в полевых условиях как «low-hy», содержит менее 0,6% влаги в покрытии, и в соответствии с принятыми в настоящее время стандартами и процедурами сварки требуется, чтобы он хранился в среде, поддерживающей сухость заводского качества. . Его низкое содержание водорода обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным электродом для сварки конструкций.
Низководородный 7018 особенно не переносит влаги и должен быть сухим перед использованием. В противном случае при сварке могут появиться питтинги и поры (червоточины), которые являются дефектами сварки. Это происходит, когда влага попадает во флюсовое покрытие и позволяет водороду неблагоприятно воздействовать на сварочную ванну. Стержни 7018, которые не были должным образом высушены, сначала могут дать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже. Продольное растрескивание — это место, где трещина начинается и следует по длине сварного шва.
Стержни 7018, которые не были должным образом высушены, сначала могут дать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже. Продольное растрескивание — это место, где трещина начинается и следует по длине сварного шва.
Хорошо известно, что перед началом сварки конструкций электроды с низким содержанием водорода должны быть должным образом подготовлены, чтобы избежать повреждения дефектов сварных швов. Один из способов, используемых для защиты покрытия с низким содержанием водорода, заключается в нанесении двойного покрытия с использованием слоя диоксида титана, чтобы помочь избежать дефектов, когда требуются отложения с низким содержанием водорода. Но такие проблемы, как пористость, водородное охрупчивание, несплавление и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не хранятся в соответствии со спецификациями производителя.
В частности, водород может неблагоприятно воздействовать на сварной шов и некоторые стали в различных условиях. Основным источником присутствия водорода является влага в покрытии электрода, скопившаяся в результате воздействия атмосферы. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектов сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, опоры и внутренняя конструкция которых опираются на сварные стальные балки.
Основным источником присутствия водорода является влага в покрытии электрода, скопившаяся в результате воздействия атмосферы. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектов сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, опоры и внутренняя конструкция которых опираются на сварные стальные балки.
Дефектный сварной шов может привести к обрушению здания или забраковке сварного шва при последующем контроле. Это требует восстановления части внутренней металлической конструкции небоскреба или другого здания, что иногда обходится во многие миллионы долларов.
Сварочные электроды изготавливаются в допустимых пределах влажности в соответствии с типом покрытия и прочностью металла сварного шва, который будет использоваться с электродом. Затем они упаковываются в контейнер, который был разработан для обеспечения степени защиты от влаги, необходимой в промышленности для данного типа покрытия. Распространенной ошибкой является открытие контейнера с неправильного конца или бросание их, что может привести к повреждению покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
Распространенной ошибкой является открытие контейнера с неправильного конца или бросание их, что может привести к повреждению покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
При любых сварочных работах Очень важно поддерживать температуру стержней или электродов в диапазоне от 100°F до 300°F. Этот диапазон температур был определен сварочной промышленностью как достаточный для предотвращения попадания атмосферной влаги на покрытие сварочного электрода и последующего попадания в сварной шов в процессе сварки.
В частности, хранение электродов с низким содержанием водорода в сухом, постоянно нагретом помещении является обязательным. Спросите любого специалиста по сварке, и он порекомендует хранить электроды с низким содержанием водорода в стержневой печи. Любой другой элементарный метод, такой как использование старого холодильника или микроволновой печи со 100-ваттной лампочкой, смехотворен и никоим образом не приемлем для современного профессионала-сварщика.
Введение в процесс сварки электродами
SMAW (дуговая сварка защищенным металлом) часто называют стержневой сваркой . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь.
Как работает сварка электродами
Сварка электродом представляет собой процесс ручной дуговой сварки. Для этого требуется расходуемый электрод, покрытый флюсом, для прокладки сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе. Электрический ток может быть либо переменным, либо постоянным током от сварочного источника питания.
При прокладке шва флюсовое покрытие электрода разрушается. При этом образуются пары, которые обеспечивают защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл сварного шва.
И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл сварного шва.
Электроды с флюсовым покрытием
Вы можете найти покрытые флюсом электроды различных диаметров и длин. Как правило, при выборе электрода вы хотите, чтобы свойства электрода соответствовали основным материалам. Типы электродов с флюсовым покрытием включают бронзу, алюминиевую бронзу, мягкую сталь, нержавеющую сталь и никель.
Обычное применение электродуговой сварки
SMAW настолько популярен во всем мире, что доминирует над другими сварочными процессами в сфере ремонта и технического обслуживания. Он также по-прежнему широко используется в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка с флюсовой проволокой становится все более популярной в этих областях.
Прочие характеристики сварки электродом
Другие характеристики дуговой сварки в защитном металле включают:
- Обеспечивает гибкость во всех положениях
- Не очень чувствителен к ветру и сквознякам
- Качество и внешний вид сварного шва зависят от квалификации оператора
- Обычно он способен производить четыре типа сварных соединений: стыковое соединение, соединение внахлестку, тавровое соединение и угловой шов
Выбор правильного электрода для базовой сварки электродом
На самом деле несложно выбрать правильный электрод для обычной сварки электродом. На самом деле выбор электрода довольно прост, если вы просто вспомните несколько фактов о стержнях.
Следует помнить следующие факты:
- При выборе электрода для использования с основным оборудованием для сварки электродом примите во внимание тип выполняемых сварочных работ и свариваемый материал. Как правило, но не всегда, вам следует использовать электрод с составом сердечника, аналогичным или идентичным основному материалу.*
- При электродуговой сварке используются электроды трех разных групп: электроды «быстрого заполнения» предназначены для быстрого плавления, что позволяет максимально увеличить скорость сварки; быстрозастывающие электроды предназначены для быстрого затвердевания для сварки во всех положениях без значительного смещения сварочной ванны до ее затвердевания; Электроды «наполнение-замораживание» или «быстрое слежение» представляют собой промежуточные стержни.
- Узнайте, что обозначают номера электродов. Первые две или три цифры указывают, какой будет прочность сварного шва на растяжение. Например, если номер стержня 6011, предел прочности на растяжение на квадратный дюйм сварного шва будет составлять минимум 60 000 фунтов. Если номер начинается с 70 (т. е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет составлять минимум 70 000 фунтов.
- Последние две цифры номера стержня относятся к потоку на стержне. Чем выше число, тем выше экранирование и тем больше флюса или металла осаждается.
- Электрод 6011 подходит для общего обслуживания. При ремонте стальной техники будет достаточно именно этого стержня. Электрод 6011 можно использовать во всех положениях сварки, он хорошо работает с более грязными металлами и допускает несовершенное соединение.
.jpg) Как правило, но не всегда, вам следует использовать электрод с составом сердечника, аналогичным или идентичным основному материалу.*
Как правило, но не всегда, вам следует использовать электрод с составом сердечника, аналогичным или идентичным основному материалу.*
Обычно используемые стержни для сварки стали включают:
- Стержни 6010 и 6011 – отлично работают с более грязными металлами, проникают глубоко и хорошо работают во всех положениях
- 6013 — хорошо работает во всех положениях; не так хорошо работает с более грязными металлами; проникает лишь слегка
- 7018 – слабое проникновение; будет работать в любом положении; лучше всего подходит для чистых металлов
- 7024 – слабое проникновение; лучше всего работает в горизонтальном положении и на чистых металлах
*Примечание. Хотя обычно состав сердцевины электрода аналогичен или идентичен основному материалу, это не всегда так. Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее иногда желательно использование электрода с составом сердечника, значительно отличающимся от основного металла.
Методы дуговой сварки
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) — это универсальный процесс сварки, который можно выполнять в любом положении. Сварка в горизонтальном положении всегда предпочтительнее. Однако в некоторых проектах, например при ремонте машин, требуется сварка в вертикальном, горизонтальном или потолочном положении.
Существует несколько методов зажигания дуги и несколько методов наплавки металла сварного шва. Хотя сварщик может предпочесть определенный метод, используемый метод может зависеть от конкретной работы, которую необходимо выполнить.
Зажигание дуги
Существует два основных метода зажигания дуги при сварке электродом. Первый метод называется «метод царапанья». Этот метод похож на зажигание спички. Боковой конец электрода протаскивают по рабочему участку, чтобы зажечь дугу. Как только контакт установлен, электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приварится к изделию, быстрый поворот запястья может освободить стержень.
Второй метод зажигания дуги называется «метод постукивания». При использовании этой техники электрод опускается прямо вниз, чтобы он соприкасался с заготовкой. Затем электрод сразу же отводится от работы до точки, где дуга достигла нужной длины.
Требуется практика, чтобы точно определить правильную длину дуги. Правильная длина дуги зависит от используемого электрода. Дуга должна быть как можно короче, пока край электрода царапает заготовку при каждом движении. Простым руководством для определения правильной длины дуги является прослушивание звука дуги. При правильной длине раздастся резкий треск. Внешний вид наплавленного валика является еще одним показателем того, является ли длина дуги точной.
Техника сварки
Методы сварки могут различаться в зависимости от конкретного используемого электрода, а также от выполняемых сварочных работ. Тип свариваемого металла и положение сварки могут помочь определить, какой метод сварки будет использоваться.
Общие методы сварки, используемые с электродом E6011, включают:
- Круговой узор, создаваемый круговым движением электрода.
- Характер биения достигается за счет возвратно-поступательного движения стержня.
- Шаблон переплетения для более широких сварных швов, созданный с помощью движения из стороны в сторону.
При использовании электродов с низким содержанием водорода хорошо работают круговые движения. Вы также можете просто держать стержень неподвижно и позволить ему заполнить зазор. Поскольку электроды с низким содержанием водорода содержат большое количество флюса, взбивающее движение может привести к захвату флюса в сварном шве, что создаст проблему, называемую 9. 0150 шлаковое включение . Поэтому избегайте хлестких движений с этим типом удилища.
При сварке более тонких металлов желательны взбивающие движения, потому что это движение предотвращает прожигание электродом отверстия в металле. Круговые или взбивающие движения хорошо работают при работе с металлами небольшой толщины. Схема плетения предпочтительнее для работы с толстыми металлами.
Практика, практика, практика
Развитие навыков сварки требует практики. Важно практиковать зажигание дуги, удержание дуги и наплавку металла сварного шва. Скорее всего, первые несколько попыток не принесут желаемого результата. Однако чем больше вы будете практиковать свои техники, тем проще они будут становиться и тем лучше будут ваши результаты.
Щелкните здесь, чтобы просмотреть наши печи с стержневыми электродами.
Дуговая сварка в среде защитного газа (SMAW)
Можно сказать, что процесс дуговой сварки в среде защитного металла (SMAW) с нами уже достаточно давно. Процесс сварки электродами был изобретен Николаем Славяновым, русским изобретателем, который в 1888 году ввел дуговую сварку плавящимися металлическими электродами; процесс предусматривался голым металлическим электродом без флюсового покрытия. Сварочный электрод с покрытием был разработан в начале 19 века.00. В процессе дуговой сварки металлическим электродом в среде защитного газа (SMAW) используется электрод с флюсовым покрытием, который популярен благодаря простоте изучения и использования.
Эта статья расскажет вам о следующих темах: что такое дуговая сварка в среде защитного газа/ручная дуговая сварка металлическим электродом, технологическое оборудование SMAW, электроды SMAW, применение процесса SMAW, преимущества и ограничения SMAW, GMAW VS SMAW и безопасность. соображения.
Что такое дуговая сварка металлическим электродом (сварка электродом)?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) также известна под названиями ручная дуговая сварка металлическим электродом (MMA или MMAW), электродуговая сварка (сленговое выражение) или дуговая сварка в среде защитного флюса, и это процесс ручной сварки. В процессе сварки SMAW используется расходуемый металлический электрод (покрытый флюсом), а состав электрода зависит от состава металла заготовки.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует постоянный или переменный электрический ток для зажигания дуги между плавящимся электродом с флюсовым покрытием и заготовкой. Из-за высокой температуры дуги электрод и заготовка (зона сварки) плавятся, и расплавленная сварочная ванна при охлаждении становится сварным соединением. Когда сварочный электрод плавится, флюсовое покрытие на электроде также плавится (распадается) и выделяет защитные газы для защиты зоны сварки от окисления кислородом и другими газами в атмосферном воздухе. Кроме того, расплавленный флюс образует на сварном соединении шлак, предохраняющий его от загрязнения и быстрого остывания. Флюс, помимо защиты дуги и сварочной ванны, очищает поверхность металла.
Сварщик подносит сварочный электрод к изделию и слегка прикасается к нему, чтобы зажечь электрическую дугу. После зажигания дуги сварочный стержень немного отводится назад, что позволяет расплавить область заготовки и расходуемый электрод. Капли расплава с электрода попадают в расплавленную сварочную ванну, и эта сварочная ванна после охлаждения становится сварным соединением.
Сварщик счищает шлак и очищает сварной шов проволочной щеткой после завершения сварки. Когда сварочный электрод становится коротким, сварщик прекращает сварку и снова возобновляет ее, вставив новый электрод в электрододержатель. Сварка электродом представляет собой ручной процесс сварки, и время, затрачиваемое сварщиком на смену электрода и снятие стружки/очистку от шлака, делает этот процесс медленной и наименее эффективной сваркой.
Зажигание дуги — это навык, и сварщик должен освоить его для различных комбинаций заготовки и материала электрода. Положение сварочного стержня по отношению к заготовке и угол его наклона имеют значение при поджигании дуги.
Процесс сварки электродом используется для сварки железа, стали и нержавеющей стали; однако вы можете использовать этот процесс для сварки цветных металлов, таких как алюминий и медные сплавы. Обычно состав электрода лучше, чем материал заготовки, поскольку это улучшает качество сварки. Однако также можно использовать электрод, имеющий тот же состав, что и материал заготовки. Основываясь на опыте, используется множество комбинаций, таких как использование сварочного электрода из нержавеющей стали для сварки двух заготовок из углеродистой стали или сварка одной заготовки из нержавеющей стали с другой заготовкой из углеродистой стали.
В процессе SMAW не используется сложное оборудование, операция относительно проста и универсальна. Эти качества делают SMAW популярным процессом сварки для технического обслуживания и ремонта, строительства легких и тяжелых стальных конструкций и производства. Сварку стержнем на плоских заготовках легче освоить по сравнению со сваркой заготовок в вертикальном положении, или под углом, или в потолочном положении. Для сварки в вертикальном/потолочном положении сварщик должен выбрать сварочный электрод, который относительно быстро затвердевает, чтобы избежать стекания расплавленной сварочной ванны. Однако электроду, который быстро затвердевает, требуется больше времени для плавления, что приводит к увеличению времени сварки.
Проблемы качества в процессе сварки электродом
С процессом SMAW связаны различные проблемы качества или дефекты сварки, такие как пористость, трещины, разбрызгивание при сварке, неполное или плохое проплавление, неглубокое проплавление и т. д. такие дефекты, как брызги при сварке, влияют только на эстетику (которую можно исправить вторичными операциями), другие дефекты влияют на производительность и срок службы детали.
| № | Дефект сварки | Возможная причина неисправности |
| 1 | Сварочные брызги | Очень сильный ток, длинная сварочная дуга и т. д. |
| 2 | Пористость (определяется методами неразрушающего контроля). Пористость делает сварной шов непрочным. | Пористость может возникнуть, когда газы, выделяемые флюсовым покрытием на электроде, и шлак на сварном шве не могут его защитить. Благодаря этому сварочная ванна/валик поглощает азот, водород и кислород из атмосферного воздуха. Молекулы газа высвобождаются во время охлаждения наплавленного валика, что приводит к пористости. |
| 3 | Неполное или плохое проплавление сварного соединения. Это делает сварной шов слабым. | Низкий ток или наличие загрязнений. |
| 4 | Неглубокое проникновение. | Более высокая скорость сварки, малый ток и т. д. |
| 5 | Трещины сварки. | Сварка высокоуглеродистой стали или при содержании серы в металле может привести к растрескиванию. Методы сварки, такие как правильный предварительный нагрев заготовки и правильный состав электрода, могут помочь свести к минимуму этот дефект. |
Сварочный ток
Рабочий уровень тока зависит от размера электродов, и обычно производители сварочных электродов указывают рекомендуемый рабочий диапазон тока на упаковке. Общее эмпирическое правило — 40 А на мм диаметра, и, следовательно, ток, требуемый для сварочного электрода диаметром 3 мм, может составлять 120 А. Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Типы электрических соединений в SMAW (полярность)
Метод отрицательного электрода постоянного тока ( DCEN ) вызывает накопление тепла в электроде, более высокую скорость расплавления электрода и меньшую глубину сварка. Положительный электрод постоянного тока ( DCEP ) вызывает увеличение проплавления сварного шва. Когда используется переменный ток ( AC ), он дает распределение тепла, которое уравновешивает скорость плавления и проникновение электрода.
Гравитационная дуговая сварка
Как правило, процесс SMAW выполняется вручную; однако некоторые методы делают SMAW полуавтоматическим процессом. Одним из таких способов является дуговая сварка под действием силы тяжести. При гравитационной дуговой сварке электрододержатель крепится к наклонному стержню, который перемещается по длине сварного шва.
Начавшись, гравитационная дуговая сварка продолжается до тех пор, пока не израсходуется сварочный электрод, и начинается снова, когда сварщик фиксирует новый электрод. При гравитационной дуговой сварке используются электроды большей длины. Как и в SMAW, в гравитационной дуговой сварке используется источник сварочного тока постоянного тока (с отрицательной полярностью постоянного или переменного тока). Однако гравитационная дуговая сварка не получила широкого распространения, поскольку доступны более эффективные и эффективные методы автоматической сварки.
Технологическое оборудование SMAW
Оборудование для процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) состоит из:
- Источник питания постоянного тока.
- Электрододержатель.
- Сварочные кабели.
- Зажим заземления.
- Зажим для подключения заготовки к источнику питания.
- Отбойный молоток и проволочная щетка.
1. Источник питания
SMAW/MMA требует постоянного высокого тока (от 50 до 300 ампер) и умеренно низкого напряжения (от 10 до 50 вольт). Текущее требование может быть до 600 ампер также. Чтобы соответствовать требуемому напряжению, входящий источник питания (220 вольт или выше, в зависимости от места) должен быть снижен с помощью трансформатора, а когда требуется постоянный ток, добавляется выпрямитель. Аксессуары, используемые для управления источником питания: понижающий трансформатор переменного тока (с использованием нескольких катушек), выпрямитель постоянного тока, инвертор и генератор постоянного тока. Инвертор регулирует напряжение с помощью своей электронной системы, а инверторный сварочный аппарат преобразует питание 240 вольт переменного тока в необходимое питание 20 вольт постоянного тока.
Электроды, используемые в SMAW, предназначены для работы с источниками переменного (AC) и постоянного тока (DC). Электроды переменного тока можно использовать с электродами постоянного тока; однако не все электроды постоянного тока могут быть совместимы с электродами переменного тока. Источник питания должен быть способен работать при максимальном напряжении холостого хода (ситуации типа – когда источник питания подключен к электрододержателю и заготовке, а дуга отсутствует «сварка не идет»). Этот символ необходим для сведения к минимуму или устранения поражения электрическим током/опасности.
Полярность, используемая в процессе SMAW, в первую очередь зависит от используемого электрода и ожидаемого качества/свойств сварного шва. Постоянный ток с отрицательно заряженным электродом ( DCEN ) приводит к накоплению тепла на электроде, более высокой скорости плавления электрода и уменьшению глубины сварного шва. Положительный электрод постоянного тока ( DCEP ) и отрицательный электрод заготовки увеличивают проплавление сварного шва. Источник питания переменного тока приводит к равномерному распределению тепла и балансу между скоростью плавления и проникновения электрода. Электрические генераторы и генераторы переменного тока, работающие от двигателя внутреннего сгорания, могут использоваться для использования SMAW на открытом воздухе, где электроэнергия недоступна.
2. Электрододержатель
Электрододержатель удерживает сварочный электрод и соединяет сварочный электрод с клеммой источника питания (через кабель). Держатель электрода обычно подпружинен и может быть нажат сварщиком для открытия (вставки сварочного электрода) и закрытия. Электрододержатель изолирован, и сварщик может удобно держать его в руке во время сварки. Держатель электрода доступен в различных размерах, и размеры оцениваются в зависимости от их пропускной способности по току.
3. Электрические кабели
Кабели соединяют электрододержатель и заготовку с соответствующими клеммами источника питания. Для защиты сварщика и других лиц от случайных ударов может потребоваться отдельный провод заземления. Внешняя защита (оболочка) на проводе кабеля должна выдерживать ток, нормальный износ, пыль, масло и воду, а диаметр кабеля зависит от протекающего по нему тока (чем выше ток и скважность, тем больше диаметр кабеля). Кабели могут нести медные или алюминиевые жилы.
4. Сварочный щиток
Сварочный щиток доступен в различных формах, таких как ручной сварочный щиток, сварочный щиток, прикрепленный ремнями к голове сварщика (можно откинуть назад, когда он не используется), или сварочный шлем с откидным сварочным стеклом.
Другие требуемые аксессуары: зажим (типа C или любого другого подходящего типа) для подключения заготовки к источнику питания, отбойный молоток и проволочная щетка (для удаления шлака), а также защитное снаряжение сварщика.
Электроды, используемые для электродуговой сварки
Электроды в процессе SMAW могут работать от источников переменного или постоянного тока, и все электроды переменного тока могут использоваться от источников переменного или постоянного тока; однако все электроды, предназначенные для постоянного тока, могут не подходить для переменного тока. Выбор электрода для процесса SMAW зависит в основном от материала заготовки, требуемых свойств сварного шва и положения сварки (плоское, наклонное, вертикальное, потолочное и т. д.).
Металлический электрод имеет флюсовое покрытие, которое сгорает вместе с электродом и выделяет газы для защиты дуги и сварочной ванны от окисления и загрязнения. Кроме того, флюсовое покрытие очищает сварной шов, улучшает качество сварного шва за счет добавления легирующих элементов и создает защитный шлак на сварном шве, который впоследствии можно отколоть.
Статья по теме: Что нужно знать о сварочных электродах.
Типы Экранированная металлическая дуговая сварка E Lectrodes
1. На основе скорости плавления и затвердевания Существуют три типа электродов:
- 9 AST-FILLE . AST-FILLE . предназначен для быстрого плавления и заливки (это увеличивает скорость сварки).
- Быстрозамораживающие электроды предназначены для быстрого затвердевания (полезны при сварке вертикально/потолочных заготовок).
- Электроды с характеристиками между fast-fill и fast-freeze называются fill-freeze или fast-follow.
2. В зависимости от типа электрода и флюсового покрытия , используемого в процессе SMAW, зависит стабильность сварочной дуги, глубина проплавления, скорость осаждения металла и пригодность для сварки заготовок в разные позиции. Флюс, покрывающий сварочный электрод, бывает трех видов: целлюлозный, рутиловый и основной.
Целлюлозный – Целлюлозные электроды имеют значительную долю целлюлозы в своем флюсовом покрытии и известны своей дугой глубокого проникновения и высокой скоростью горения, обеспечивающей высокоскоростную сварку. Однако качество сварного шва может быть грубым, а удаление шлака может быть затруднено из-за его жидкого состояния. Этот тип электрода можно использовать в любом положении, а основные характеристики целлюлозных электродов:
- Глубокое проникновение.
- Может использоваться для вертикальной сварки.
- Достаточно хорошие механические свойства.
Однако может существовать риск образования трещин в околошовной зоне из-за выделения водорода.
Рутил – второй тип, рутиловый электрод, имеет высокую долю рутила (оксида титана) в своем флюсовом покрытии. Присутствие оксида титана способствует легкому зажиганию дуги, плавной дуге во время сварки и низкому уровню разбрызгивания. Рутиловые электроды являются электродами общего назначения, могут использоваться во всех положениях с источниками питания переменного или постоянного тока и обладают хорошими сварочными свойствами. Этот электрод особенно рекомендуется для угловых сварных швов в горизонтальном или вертикальном положении.
Основные характеристики рутиловых электродов:
- Приемлемые механические свойства металла сварного шва (например, предел прочности при растяжении).
- Профиль сварного шва хороший.
- Шлак легко счищается.
Характеристики электродов из обычной нержавеющей стали (аустенитной марки), используемых в процессе SMAW/MMA, существенно улучшаются за счет добавления рутила (оксида титана) в флюсовое покрытие. Присутствие оксида титана в флюсовом покрытии улучшило стабильность сварочной дуги и качество поверхности наплавленного валика. Специальные электроды разработаны для сварки нержавеющей стали с высоким содержанием молибдена.
Основной электрод . Третий тип, основной электрод, имеет хорошую пропорцию известняка (карбоната кальция) и плавикового шпата (фторида кальция) во флюсовом покрытии. Это быстрозамерзающий тип электрода, что делает его пригодным для сварки в вертикальном и потолочном положении. Основные электроды используются для сварки/изготовления средних и тяжелых профилей, так как они требуют хорошего качества сварки, устойчивости к трещинам и лучших механических свойств.
Важные особенности основного электрода:
- Низкое содержание водорода (уменьшение проблем с трещинами при сварке).
- Потребность в токе высока.
- Высокая скорость сварки.
- Трудность удаления шлака и т. д.
Электроды металлические порошковые – имеют добавку металлического (железного) порошка в флюсовое покрытие, а наличие железного порошка во флюсе повышает максимальный уровень сварочного тока. При одном и том же размере электрода электрод с железным порошком во флюсе обеспечивает более высокую скорость осаждения металла и более высокий процент осаждения металла, чем электрод без железного порошка во флюсовом покрытии. Удаление шлака обычно легкое. Эти электроды используются при сварке в плоском и вертикальном положении, а сварка выполняется быстро благодаря высокой скорости наплавки.
Хранение электрода и уход за ним – Качество сварки зависит от качества электрода, а качество хорошего электрода может ухудшиться из-за неправильного хранения. Покрытие на электроде может впитывать влагу (при воздействии окружающей среды), поэтому влажные электроды не подходят для сварки. Поэтому необходимо соблюдать следующие меры предосторожности:
- Сварочные электроды следует хранить в сухом и хорошо проветриваемом месте. Лучше всего будет хранить минимальное количество на один или два дня и пополнять его ежедневно. Строго следуйте инструкциям производителя по хранению.
- Если сварщик считает, что электроды стали влажными, необходимо последовать совету производителя удалить сырость (например, прогреть в небольшой печи) перед использованием для сварки.
- Современные электроды поставляются в герметичных упаковках. Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Классификация сварочных электродов AWS (Американское общество сварщиков)
Для идентификации различных сварочных электродов AWS (Американское общество сварщиков) установило систему нумерации, которая сообщает сварщику тип тока (переменный или постоянный или переменный/постоянный), положение сварки и т. д.
Классификация или идентификация электрода SMAW имеет пять цифр E XX XX, Пример – E 70 18 .
- «E» указывает на электрод.
- Вторая и третья цифры указывают на минимальную прочность на растяжение сварного шва, создаваемого электродом (иногда это может быть три цифры). В нашем примере 70 означает 70 000 фунтов на квадратный дюйм.
- Четвертая цифра указывает на пригодность для сварки в определенном положении. Здесь 1 указывает на все положения, 2 указывает только на плоское и горизонтальное положение, а 4 указывает на плоское, горизонтальное, вертикальное вниз и над головой (цифра 3 не используется в этом стандарте).
- Последние две цифры (вы должны учитывать последние две цифры, а не «последнюю цифру») указывают тип покрытия и ток (переменный или постоянный). В нашем примере 18 указывает на покрытие «железный порошок с низким содержанием водорода», а ток может быть переменным или постоянным +.
Вы можете найти дополнительный код в некоторых электродах, например, E7018 h5R. Здесь h5 указывает на низкое содержание водорода (менее 4 мл на 100 граммов), а R означает «соответствует требованиям испытания на поглощение влаги». Кроме того, существует группа F, где F1 означает «Быстрое заполнение», F2 означает «Заполнение-замораживание», F3 означает «Быстрое замораживание» и F4 означает «Заполнение-замораживание (с низким содержанием водорода)».
Связанная статья: Руководство по сварочным электродам 6010, 6011, 6013 и 7018.
Применение дуговой сварки металлическим электродом в среде защитного газа
SMAW или ручная дуговая сварка металлическим электродом (MMA) является универсальным и очень популярным процессом технического обслуживания и находит множество применений, а именно:
:
Работа. Строительство тяжелых стальных конструкций, обрабатывающая промышленность, трубопроводы, машиностроение, котельная промышленность, судостроение, автомобильные шасси и т. д. Сварка чугуна, углеродистой стали, легированных сталей (низких и высоких), различных марок нержавеющей стали и др. Сварка цветных металлов, таких как медь и алюминий, а также никель и медь и никель-медные сплавы; однако сварка SMAW не популярна для этой категории металлов. Сварка металлов большой толщины в несколько проходов. Обеспечение защитной поверхности выбранного металла для коррозионной стойкости или износостойкости (наплавка твердым сплавом). Строительство морских платформ и подводная сварка. Процесс сварки стержнем очень подходит для сварки напорного трубопровода, который нельзя сваривать изнутри. SMAW или сварка стержнем широко используется в судостроительной промышленности, морской сварке, оборонной промышленности и производстве низколегированных сталей. Превосходное качество сварки и устойчивость процесса SMAW к трещинам, вызванным присутствием водорода, являются причиной того, что им отдают предпочтение. Изготовленные конструкции, используемые в криогенных установках, которые должны работать при температурах ниже 0ºC, и различные составы электродов для сварки SMAW (включая добавление никеля) делают металл сварного шва прочным и стойким в экстремальных условиях.
Преимущества и ограничения Дуговая сварка металлическим электродом в среде защитного газа
Преимущества
- Оборудование требует небольших первоначальных инвестиций и требует небольших начальных капиталовложений.
- Может использоваться в любом положении: горизонтальном, наклонном, вертикальном и над головой.
Процесс сварки SMAW/Stick- прост в освоении и освоении по сравнению с другими процессами сварки.
- Может использоваться на открытом воздухе, так как в этом процессе не используется защитный газ (атмосферный воздух может нарушить защитный газовый экран).
Ограничения
- Процесс сварки SMAW требует перерывов для замены электрода (не является непрерывным процессом).
- Возможность включения шлака в металл шва.
- При горении флюсового материала образуются пары (опасность для здоровья).
- Качество сварного шва в значительной степени зависит от квалификации сварщика.
SMAW VS GMAW
№ Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – сварка электродом Дуговая сварка металлическим газом (GMAW) 1 Снижение начальной стоимости оборудования. Более высокая начальная стоимость оборудования (по сравнению с SMAW). 2 Низкие эксплуатационные расходы, так как процесс не требует защитного газа. Более высокие эксплуатационные расходы (по сравнению с SMAW) из-за защитного газа, а также сварочной проволоки (электрода). 3 В процессе SMAW используется электрод с флюсовым покрытием. В процессе GMAW в качестве электрода используется оголенная непрерывная проволока, а некоторые категории сварочных проволок имеют антикоррозийное покрытие на проволоке. 4 Флюс, нанесенный на электрод, сгорает вместе с электродом и образует необходимый защитный газ для защиты дуги и сварочной ванны от атмосферного окисления и загрязнения. Флюс оставляет шлак на сварном шве, который сварщик должен немедленно сколоть. Защитный газ, такой как аргон, гелий или углекислый газ (или смесь газов), подается из сварочной горелки во время сварки для защиты дуги и расплавленной сварочной ванны от атмосферного окисления и загрязнения. 5 Шлак, оставленный флюсовым покрытием, защищает сварной шов от атмосферных газов, но существует вероятность того, что шлак может попасть в металл шва, что приведет к дефектам сварки. Отсутствует флюс, а значит, и шлак, а также вероятность включения шлака в металл шва.
6 SMAW очень универсален и может использоваться для сварки в любом положении. Менее универсальный и сварка во всех положениях не предпочтительна. 7 SMAW — это процесс ручной сварки, и автоматизация невозможна из-за короткой длины сварочного стержня. Существует возможность для человеческих ошибок. GMAW можно легко автоматизировать с меньшим участием человека. Следовательно, минимум человеческих ошибок.
8 Сварщик должен держать электрод в руке и подавать его во время сварки, а также должен прерываться между ними, чтобы заменить электрод. Отсюда и низкая производительность труда. Сварочная проволока подается через устройство в сварочную горелку, и подается непрерывно (без перерывов). Следовательно, производительность выше, чем у SMAW. 9 Процесс SMAW оставляет после себя шлак, который сварщик должен сколоть. Вторичная операция может потребоваться для улучшения сварного шва. Процесс GMAW не оставляет шлака. Как правило, для улучшения наплавленного валика не требуются вторичные операции.
Вопросы безопасности при сварке электродом должны носить защитное снаряжение для защиты. Сварщик должен носить кожаные перчатки, куртки с длинными рукавами, обувь, качественные сварочные каски (с откидными сварочными очками) и маску (если в каске не предусмотрена встроенная защита от дыма). Сварочное помещение должно иметь хорошую вентиляцию для быстрого выхода ядовитых газов, образующихся при сварке. Кроме того, в сварочном корпусе не должно быть легковоспламеняющихся/горючих предметов, таких как топливо, масло, бумага и т. д. Во многих случаях сварщик работает, сидя внутри ограниченной части изготавливаемой детали, такой как котел, резервуар, судовые цистерны и т. д. В таких случаях для безопасности сварщика необходима надлежащая вентиляция.
Вывод
Процесс SMAW (сварка электродом) никуда не денется, несмотря на наличие многих передовых и автоматизированных сварочных систем. Основными причинами популярности SMAW являются простота изучения и использования, портативность и низкие первоначальные инвестиции. SMAW универсален и очень полезен для работ по техническому обслуживанию, выполняемых в небольших мастерских. Этот статус может не меняться долгое время!
Каталожные номера:
- TWI Global.
- Энциклопедия Википедии.
- Веб-сайт Science Direct.
Руководство по процессу сварки MMA (палкой)
Что такое процесс MMA?
Используемые термины
MMA — Ручная дуговая сварка металлическим электродом SMAW — Дуговая сварка металлическим электродом в среде защитного газа Сварка стержнем
Процесс
Процесс MMA (ручной дуговой сварки металлическим электродом) был впервые разработан в России в 1888 г. 00-х годов электрод с покрытием был представлен, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Использование электрода с покрытием было медленным из-за высоких производственных затрат, но потребность в сварных швах с более высокой целостностью привела к тому, что этот процесс стал более широко использоваться.
Материал соединяется, когда между электродом и заготовкой возникает дуга, расплавляющая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, иногда называемое электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать установлению дуги.
Это охлаждает и образует на сварном шве твердый шлак, который затем необходимо срезать со сварного валика по завершении или перед добавлением еще одного валика. Этот процесс позволяет производить только короткие сварные швы из-за длины электрода, прежде чем потребуется вставить новый электрод
в держатель. Качество сварного шва во многом зависит от квалификации сварщика.
Источник питания обеспечивает выход постоянного тока (CC) и может быть переменного (переменный ток) или постоянного тока (постоянный ток).
Конструкция сварочного инвертора MMA такова, что оператор, увеличивая длину дуги, уменьшает сварочный ток, а укорачивая длину дуги (уменьшая напряжение дуги), делает обратное, то есть увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину валика сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для получения удовлетворительного сварного шва.
Мощность, используемая в сварочной цепи, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Сила тока в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет отображать сведения об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут выполнять сварку TIG, часто называют источниками питания с падающей характеристикой. Как правило, это устройства базового типа с селектором, магнитным управлением усилителем или приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы привела к появлению термина «спуск».
Современные сварочные инверторные источники питания могут решить эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может контролироваться электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются в домашних условиях или при небольшом обслуживании, а некоторые более крупные комплекты переменного тока, часто с масляным охлаждением, могут использоваться в тяжелой промышленности, но в настоящее время наиболее распространены выходные комплекты постоянного тока.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как от переменного, так и от постоянного тока. Постоянный ток (DC) является наиболее часто используемым режимом. Управление блоками переменного тока, как правило, осуществляется с помощью движущегося железного сердечника или переключаемых трансформаторов.
Источники постоянного тока на выходе могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этими устройствами варьируются от управления подвижным железным сердечником до новейших инверторных конструкций. Конструкция инвертора имеет много преимуществ, как они есть:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный источник питания и экономия затрат на электроэнергию
• Способен обеспечить более высокую производительность при меньших затратах
• Высокий уровень контроля и производительности
Обычно предпочтительнее сваривать в плоском или горизонтальном положении. Когда требуется сварка в вертикальном положении или над головой, полезно уменьшить сварочный ток по сравнению с горизонтальным положением. Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Из чего состоит система ММА (клюшки)?
Источник питания сварочного инвертора
Выбранный источник питания сварочного инвертора должен иметь достаточную мощность для плавления электрода и свариваемого материала с достаточной мощностью для поддержания напряжения дуги.
Процесс сварки MMA (Stick) обычно требует высокого тока (50–350 А) при относительно низком напряжении (10–50 В). Электроды для сварки MMA предназначены для работы с различными типами выходной мощности и напряжения, и вам всегда следует читать данные производителей.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен к полярности, рекомендованной производителем электрода, в большинстве случаев это будет положительная полярность электрода, но есть электроды, в которых используется отрицательная полярность электрода. Источник питания работает с «без нагрузки» или «напряжением холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 609.74-12012 (EN 60974) в соответствии со средой сварки или риском поражения электрическим током. Источник питания может иметь устройство снижения напряжения (VRD), установленное либо внутри, либо снаружи.
Электрододержатель и сварочные кабели
Электрододержатель и сварочные кабели
Электрододержатель зажимает конец электрода проводящими зажимами, встроенными в его головку. Эти зажимы работают либо за счет поворота, либо подпружиненного зажима (крокодилового типа).
Зажимной механизм позволяет быстро освободить оставшийся неиспользованный конец электрода (тупой конец).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно закреплен в держателе, иначе плохой электрический контакт может привести к нестабильности дуги из-за колебаний напряжения и перегреву держателя.
Сварочный кабель крепится к держателю механически, с помощью обжима или пайки.
Держатели электродов должны соответствовать IEC 60974-11.
Сварочный кабель
Диаметр сварочного кабеля обычно выбирается на основе уровня сварочного тока. Чем выше ток и рабочий цикл, тем больше диаметр кабеля
, чтобы он не перегревался (см. соответствующий стандарт). Если сварка выполняется на некотором расстоянии от источника питания, может потребоваться увеличение диаметра кабеля для уменьшения падения напряжения.
Сварочный электрод
Сварочный электрод состоит из материала сердцевины из того же материала, что и сталь, нержавеющая сталь и т. д., который обеспечивает присадочный металл сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает создавать дугу и защищает дугу от загрязнения так называемым шлаком.
Типы флюсов/электродов
Стабильность дуги, глубина проплавления, скорость осаждения металла и особенности положения в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Основной
• Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
Наплавленный металл с низким содержанием водорода
Требуются высокие сварочные токи/скорости
Плохой профиль борта (выпуклый и грубый профиль поверхности)
Удаление шлака затруднено
Когда эти электроды подвергаются воздействию воздуха, происходит быстрое впитывание влаги. Из-за необходимости контроля содержания водорода эти электроды должны быть тщательно высушены в сушильном шкафу с регулируемой температурой.
Типичное время высыхания составляет один час при температуре примерно от 150°C до 300°C, но перед использованием всегда следует сверяться с данными производителя.
После контролируемой сушки основные и основные/рутиловые электроды необходимо выдерживать при температуре от 100°C до 150°C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия можно получить, перенеся электроды из основной сушильной печи в печь выдержки или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Флюсовое покрытие не должно иметь сколов, трещин или, что более важно, не должно намокать. Электроды изготавливаются с различными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть крупным, а при наличии жидкого шлака удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Особенности:
• Глубокий провар во всех положениях
• Пригоден для сварки вертикальным швом вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода – риск образования трещин в зоне термического влияния (ЗТВ)
Эти электродные покрытия предназначены для работы при определенном количестве влаги в покрытии. Покрытие менее чувствительно к поглощению влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
• Умеренные механические свойства металла шва
• Хороший профиль сварного шва, полученный за счет вязкого шлака
• Возможна позиционная сварка с жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
9005 90
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут испортиться, если они пересушены. Всегда сверяйтесь с данными производителя перед использованием.
Износостойкие/облицовочные сварочные электроды
Электроды с твердой наплавкой или изнашиваемые электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и обычная область их применения — ремонт изнашиваемых поверхностей, таких как зубья землеройного и горнодобывающего оборудования.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электрода. Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. Они изнашиваются быстрее по сравнению с медным покрытием при использовании
Электроды с покрытием переменного тока
Эти электроды изготавливаются путем смешивания и спекания углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.
Они покрыты медью.
В процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм в электрододержателе.
Увеличение давления воздуха не приведет к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда должны храниться в сухом и хорошо проветриваемом помещении. Хорошей практикой является укладка пакетов с электродами на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, должны храниться таким образом, чтобы они не подвергались воздействию влажной среды для повторного увлажнения.
Хорошие условия хранения: температура наружного воздуха на 10°C выше. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, склады электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически не ограничен. Современные электроды теперь доступны в герметичных упаковках, что устраняет необходимость в сушке. Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины обрабатываемой детали, положения сварки, формы шва, слоя сварки и т. д.
Уровень сварочного тока определяется размером электрода — рекомендуется нормальный рабочий диапазон и сила тока производителями. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это приведет к нестабильному горению дуги, большому количеству брызг, проникновению света, подрезам, дырам и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
Регуляторы инвертора, используемые при сварке ММА (стержнем)
Регулятор сварочного тока (А)
Регулятор тока регулирует выходной ток сварочного инвертора и, следовательно, скорость наплавки в зависимости от диаметра электрода.
Часто ток можно регулировать с помощью пульта дистанционного управления на более современных электронных сварочных инверторах.
Горячий старт
В начале сварки горячий старт обеспечивает повышенную величину тока, позволяющую электроду поджечь дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего пуска с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое выбирает оператор.
Arc Force
Во время сварки напряжение дуги обычно составляет около 20 В. Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла. Контроль силы дуги решит эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. Некоторые машины имеют автоматический ток силы дуги, другие имеют переменную регулировку силы дуги, чтобы оператор мог выбрать требуемый уровень.
Проблемы со сваркой MMA (палкой)
Дуговая сварка металлическим электродом в среде защитного газа — Австралийский институт сварки процесс сварки, при котором для получения сварного шва используется плавящийся электрод, покрытый флюсом. Электрический ток в виде переменного или постоянного тока от сварочного источника питания используется для образования дуги между электродом и соединяемыми металлами.
Заготовка и электрод расплавляются, образуя сварочную ванну расплавленного металла, которая затвердевает, образуя соединение. По мере наложения шва флюсовое покрытие электрода распадается, выделяя пары, которые служат защитным газом, и образуя слой шлака, которые защищают зону сварки от атмосферного загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа является одним из первых и самых популярных сварочных процессов в мире из-за универсальности процесса и простоты его оборудования и эксплуатации. Он доминирует над другими сварочными процессами в сфере технического обслуживания и ремонта, и, хотя популярность дуговой сварки с флюсовой проволокой растет, SMAW продолжает широко использоваться при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки железа и стали (включая нержавеющую сталь), но алюминиевые, никелевые и медные сплавы также могут быть сварены с помощью этого SMAW.
Основы сварки стержнем освоить несложно, но знание методов манипулирования электродом, подготовки к сварке и выполнения качественного готового соединения совершенно другое. Формула для новичка, чтобы получить хороший, прочный сварной шов, в основном состоит из подготовки шва и правильной настройки машины. Один из важнейших факторов, который следует учитывать, — будете ли вы сваривать в производственной мастерской или в полевых условиях.
Предположим, вы ремонтируете сварочное оборудование или элементы конструкции в полевых условиях, например, землеройную машину, рудовоз или простые стальные ворота. Ручная сварка идеально подходит для этой работы. С помощью правильных сварочных электродов вы можете сваривать большинство металлов, даже если металл немного ржавый.
Как работает SMAW
Чтобы зажечь электрическую дугу, электрод приводится в контакт с заготовкой путем очень легкого прикосновения электродом к основному металлу, а затем слегка отводится назад. Это инициирует дугу и, таким образом, расплавление заготовки и расходуемого электрода, а также вызывает попадание капель электрода с электрода в сварочную ванну.
Зажигание дуги, которая сильно различается в зависимости от состава электрода и заготовки, может оказаться самым сложным навыком для начинающих. Ориентация электрода к заготовке — это то место, где больше всего спотыкаются. При поджигании дуги кончик электрода должен быть меньше 9Угол 0° к заготовке. Это позволяет инициировать дугу, после чего начинает развиваться сварочная ванна.
По мере плавления электрода флюсовое покрытие распадается, выделяя защитные газы, защищающие сварочную ванну от окружающего воздуха и других атмосферных газов. Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его продвижения от электрода к сварочной ванне. Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере затвердевания.
После того, как сварной шов полностью затвердеет и достаточно остынет, затвердевший шлаковый слой необходимо сколоть, чтобы обнажить готовый шов. По мере сварки и плавления электрода сварщик должен периодически останавливаться, чтобы вставить в горелку новый электрод. Эта операция в сочетании с удалением шлака сокращает время, затрачиваемое сварщиком на прокладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов. В целом, операционный фактор, или процент времени, затрачиваемого оператором на сварку, составляет примерно 25 %.
Фактическая используемая техника сварки зависит от электрода, состава заготовки и положения свариваемого соединения. Прежде чем приступить к сварке, необходимо настроить сварочный аппарат в соответствии с электродом, который вы собираетесь использовать. Это самая важная часть. Даже опытные сварщики при неправильной настройке аппарата не дадут качественного сварного шва. Правильная настройка машины имеет решающее значение, и, как и при любой сварке, чистота соединения также является ключевым параметром.
Выбор электрода и положения при сварке также определяют скорость сварки. Сварка снизу требует наименьших навыков оператора и может выполняться электродами большего диаметра, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Позиционная сварка требует большей квалификации оператора и часто требует использования электрода, содержащего шлак, который быстро затвердевает. Это предотвратит вытекание расплавленного металла из сварочной ванны. Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва.
Источник питания
Источник питания, используемый в SMAW, имеет постоянный выходной ток, гарантируя, что ток остается относительно постоянным, даже если длина дуги и напряжение меняются. Это важно, потому что большинство применений SMAW выполняются вручную, и оператору необходимо держать сварочную горелку.
Предпочтительная полярность системы SMAW зависит главным образом от используемого электрода и желаемых свойств сварного шва.
Постоянный ток с отрицательно заряженным электродом (DCEN) вызывает накопление тепла на электроде, увеличивая скорость плавления электрода и уменьшая глубину сварного шва. Изменение полярности так, чтобы электрод был заряжен положительно (DCEP), а заготовка — отрицательно, увеличивает глубину провара. При переменном токе полярность меняется более 100 раз в секунду, создавая равномерное распределение тепла и обеспечивая баланс между скоростью плавления электрода и проплавлением.
Обычно оборудование, используемое для SMAW, состоит из понижающего трансформатора, а для моделей постоянного тока – выпрямителя, преобразующего переменный ток в постоянный. Поскольку питание, обычно подаваемое на сварочный аппарат, представляет собой переменный ток высокого напряжения, сварочный трансформатор используется для снижения напряжения и увеличения тока. В результате вместо 220 В при 50 А, например, мощность, выдаваемая трансформатором, составляет около 17–45 В при токах до 600 А.
Для создания этого эффекта можно использовать несколько различных типов трансформаторов, включая инверторные машины. Инверторы, которые меньше по размеру и, следовательно, более портативны, используют электронные компоненты для изменения характеристик тока.
Электрические генераторы и генераторы переменного тока часто используются в полевых условиях в качестве переносных сварочных источников питания. Агрегаты с приводом от двигателя наиболее практичны в полевых работах, где сварку часто необходимо выполнять на открытом воздухе и в местах, где нельзя использовать сварочные аппараты трансформаторного типа, поскольку нет источника питания, который можно было бы преобразовать.
Электроды
Выбор электрода для SMAW зависит от ряда факторов, в том числе от материала сварного шва, положения сварки и требуемых свойств сварного шва. Электрод покрыт флюсом, который выделяет газы при разложении, чтобы предотвратить загрязнение сварного шва, вводит раскислители для очистки сварного шва, вызывает образование шлака, защищающего сварку, улучшает стабильность дуги и обеспечивает легирующие элементы для улучшения сварного шва. качественный.
Электроды можно разделить на три группы.
Электроды с быстрым наплавлением предназначены для быстрого плавления, что позволяет максимально увеличить скорость сварки, в то время как электроды с быстрым затвердеванием обеспечивают быстрое затвердевание присадочного металла, что делает возможной сварку в различных положениях, предотвращая значительное смещение сварочной ванны до затвердевания. .
Состав сердцевины электрода в целом аналогичен, а иногда идентичен составу основного материала. Однако небольшая разница в составе сплава может сильно повлиять на свойства полученного сварного шва. Это особенно верно для легированных сталей, таких как стали HSLA. Точно так же электроды с составом, аналогичным составам основных материалов, часто используются для сварки цветных металлов, таких как алюминий и медь.
Иногда необходимо использовать электроды с материалом сердцевины, значительно отличающимся от основного материала. Например, электроды из нержавеющей стали иногда используются для сварки двух деталей из углеродистой стали и часто используются для сварки деталей из нержавеющей стали с заготовками из углеродистой стали.
Покрытия электродов могут состоять из ряда различных соединений, включая:
- Рутил
- Фторид кальция
- Целлюлоза
- Железный порошок
Электроды с рутиловым покрытием, покрытые флюсом 25–45% TiO2, отличаются простотой использования и хорошим внешним видом получаемого сварного шва. Однако они создают сварные швы с высоким содержанием водорода, что способствует охрупчиванию и растрескиванию.
Электроды, содержащие фторид кальция (CaF2), иногда называемые основными или электродами с низким содержанием водорода, гигроскопичны и должны храниться в сухом месте. Они производят прочные сварные швы, но с шероховатой и выпуклой поверхностью соединения.
Электроды, покрытые целлюлозой, особенно в сочетании с рутилом, обеспечивают глубокое проплавление сварного шва, но из-за их высокого содержания влаги необходимо использовать специальные процедуры для предотвращения чрезмерного риска растрескивания.
Наконец, железный порошок является распространенной добавкой для покрытия, которая увеличивает скорость наплавки, при которой электрод заполняет сварной шов, в два раза быстрее.
Для идентификации различных электродов Американское общество сварщиков установило систему, в которой электродам присваивается четырех- или пятизначный номер. Покрытые электроды из мягкой или низколегированной стали имеют префикс Е, за которым следует их номер. Первые две или три цифры числа определяют предел прочности на разрыв металла сварного шва в тысячах фунтов на квадратный дюйм (ksi). Предпоследняя цифра обычно обозначает положения сварки, допустимые с электродом, обычно с использованием значений 1 (обычно быстрозастывающие электроды, подразумевающие сварку во всех положениях) и 2 (обычно быстрозаполняющие электроды, подразумевающие только горизонтальную сварку). Сварочный ток и тип покрытия электрода указываются двумя последними цифрами вместе. Когда это применимо, используется суффикс для обозначения легирующего элемента, вносимого электродом.
Обычные электроды включают E6010, быстрозамерзающий, всепозиционный электрод с минимальной прочностью на растяжение 60 тысяч фунтов на квадратный дюйм (410 МПа), который работает с использованием DCEP. E6011 аналогичен, за исключением того, что его флюсовое покрытие позволяет использовать его с переменным током в дополнение к DCEP. E7024 — это электрод с быстрым заполнением, используемый в основном для выполнения плоских или горизонтальных сварных швов с использованием AC, DCEN или DCEP. Примерами заполняющих замораживающих электродов являются E6012, E6013 и E7014, каждый из которых обеспечивает компромисс между высокой скоростью сварки и сваркой во всех положениях. Используемые электроды сильно покрыты флюсом и обычно имеют длину 71 см и толщину около 6,35 мм.
Некоторая основная информация по выбору электрода
Выбор сварочного электрода для SMAW довольно прост. Для ремонта стального оборудования подойдет 6011. 6011 — хороший стержень для общего обслуживания. Он хорошо себя чувствует во всех положениях и допускает менее совершенный сустав.
Некоторые другие часто используемые стержни, используемые для сварки стали:
- 6010 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6011 Глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 мягкое проникновение хорошо работает во всех положениях и требует более чистого соединения.
- 7018 Электрод с низким содержанием водорода и мягким проникновением хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 мягкое проникновение хорошо работает в плоских положениях и требует чистого соединения.
Качество
Общие проблемы качества, связанные с SMAW, включают разбрызгивание сварных швов, пористость, непровар, неглубокое проплавление и растрескивание.
Сварочные брызги, хотя и не влияют на целостность сварного шва, портят его внешний вид и увеличивают затраты на очистку. Обычно это вызвано слишком высоким сварочным током, длинной дугой или дуновением дуги. Дуга дуги также может вызвать пористость сварного шва, а также загрязнение шва, высокую скорость сварки и длинную сварочную дугу, особенно при использовании электродов с низким содержанием водорода.
Пористость, часто не видимая без применения ультразвукового или радиографического неразрушающего контроля. Это серьезная проблема, поскольку потенциально может ослабить сварной шов. Плохое сплавление боковой стенки или корня также может повлиять на прочность сварного шва. Это вызвано слабым током, загрязнением поверхностей соединения или использованием неподходящего электрода.
Неглубокое проплавление, еще одно негативное влияние на прочность сварного шва, можно устранить, уменьшив скорость сварки, увеличив силу тока или используя электрод меньшего размера. Любая из этих несплошностей может увеличить вероятность растрескивания сварного шва
Влияют и другие факторы. Высокое содержание углерода, сплава или серы в основном материале может привести к растрескиванию, особенно если электроды с низким содержанием водорода и предварительный нагрев не используются.
Кроме того, заготовки не должны быть чрезмерно закреплены, так как это создает остаточные напряжения в сварном шве и может привести к растрескиванию, когда сварной шов остывает и сжимается.
Базовая настройка сварочного аппарата с стержнем
Первыми этапами настройки сварочного аппарата являются выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, производители рекомендуют.
Для точной настройки сварочного аппарата на металл используйте металлолом, максимально приближенный по толщине к свариваемому металлу. Это важно, потому что для сварки металлов разной толщины требуются разные настройки.
Сварочный аппарат должен быть настроен на силу тока, достаточную для плавного прожигания электрода без прилипания. Слишком высокая сила тока вызовет перегрев электрода и приведет к повреждению флюсового покрытия или электрод станет вишнево-красным.
Базовый метод сварки стержнем Прежде чем приступить к сварке, необходимо освоиться. Возьмитесь двумя руками за ручку и приготовьтесь любым возможным способом, чтобы убедиться, что вы находитесь в удобном положении. Контроль электрода является самым важным фактором, когда речь идет о хорошей технике сварки.
Есть несколько способов переместить стержень и увидеть лужу металла в кратере. В SMAW вы обычно перетаскиваете стержень. В GMAW и GTAW вы обычно толкаете факел.
С большинством сварочных электродов вы можете использовать одни и те же методы в большинстве положений, но есть определенные схемы, которые сварщики предпочитают по уважительной причине. Наиболее распространенные методы:
- Перемещение электрода вперед-назад.
- Перемещение электрода легкими круговыми движениями.
- Переплетение движением из стороны в сторону (для более широких швов).
Основные рекомендации по сварке для моделей 6010 и 6011 заключаются в том, что электрод следует перемещать вперед-назад. Для стержней с низким содержанием водорода, таких как 7018 или 7024, вы совершаете круговое движение или просто удерживаете устойчивое положение и ждете, пока стержень заполнит зазор. При использовании стержней с низким содержанием водорода или любых стержней с большим количеством флюса следует избегать возвратно-поступательного движения, поскольку флюс может попасть в сварной шов — шлаковое включение.
Другой хорошей практикой является ширина сварного шва примерно в два раза больше ширины электрода.
Сварка в другом положении изменяет технику сварки и настройки аппарата.
Как правило, установка аппарата в плоском режиме (1G/1F) позволяет выполнять сварку в плоском, горизонтальном (2G/2F), вертикальном и потолочном (4G/4F) режимах в зависимости от типа электрода.
Вертикальное подключение (3G) обычно требует меньшей силы тока. Что происходит с вертикальным вверх, так это то, что когда вы свариваете, стержни проделывают кратер в металле, а затем заполняют соединение присадочным металлом. Вот почему сварной шов такой прочный, даже если настройка ниже.
В качестве общего руководства можно использовать следующие углы между электродом и заготовкой:
Положение сварки Типовой угол наклона электрода Манипуляции с электродами 1G/1F 10 – 30° Назад/вперед Циркуляр
2G/2F Электрод под углом 45° и перетащите его в направлении движения с боковым наклоном 10–30° Назад/вперед Циркуляр
3G/3F Электрод под углом 45° Плотное переплетение 4G 10 – 30° Назад/вперед Циркуляр
Безопасность SMAW может представлять опасность, если не принять надлежащих мер предосторожности. В процессе используется открытая электрическая дуга, которая представляет риск ожогов, которые предотвращаются средствами индивидуальной защиты в виде тяжелых кожаных перчаток и курток с длинными рукавами.
Кроме того, яркость сварочной дуги может привести к состоянию, называемому дуговым разрядом глаза, при котором ультрафиолетовый свет вызывает воспаление роговицы и может обжечь сетчатку глаза.
Для защиты посторонних лиц, особенно в промышленных условиях, зону сварки часто окружают полупрозрачные сварочные шторы. Эти шторы защищают находящихся рядом рабочих от воздействия ультрафиолетового излучения электрической дуги, но их не следует использовать вместо фильтра, затеняющего каску.
Испаряющийся металл и флюс подвергают сварщиков воздействию опасных дымов и твердых частиц. Дым содержит частицы различных типов оксидов. Размер рассматриваемых частиц, как правило, влияет на токсичность паров, при этом более мелкие частицы представляют большую опасность. Кроме того, могут образовываться такие газы, как углекислый газ и озон, которые могут оказаться опасными при недостаточной вентиляции.
Превосходное качество сварки и устойчивость процесса SMAW к трещинам, вызванным присутствием водорода, являются причиной того, что им отдают предпочтение.
д. В таких случаях для безопасности сварщика необходима надлежащая вентиляция. 00-х годов электрод с покрытием был представлен, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Использование электрода с покрытием было медленным из-за высоких производственных затрат, но потребность в сварных швах с более высокой целостностью привела к тому, что этот процесс стал более широко использоваться.в держатель.
Качество сварного шва во многом зависит от квалификации сварщика. Источник питания обеспечивает выход постоянного тока (CC) и может быть переменного (переменный ток) или постоянного тока (постоянный ток).
Конструкция сварочного инвертора MMA такова, что оператор, увеличивая длину дуги, уменьшает сварочный ток, а укорачивая длину дуги (уменьшая напряжение дуги), делает обратное, то есть увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину валика сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для получения удовлетворительного сварного шва.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Сила тока в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет отображать сведения об используемых типах тока и оптимальном диапазоне тока.
Характеристика выходной формы привела к появлению термина «спуск».
• Очень энергоэффективный источник питания и экономия затрат на электроэнергию
• Высокий уровень контроля и производительности
Когда требуется сварка в вертикальном положении или над головой, полезно уменьшить сварочный ток по сравнению с горизонтальным положением. Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода. Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен к полярности, рекомендованной производителем электрода, в большинстве случаев это будет положительная полярность электрода, но есть электроды, в которых используется отрицательная полярность электрода. Источник питания работает с «без нагрузки» или «напряжением холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 609.74-12012 (EN 60974) в соответствии со средой сварки или риском поражения электрическим током. Источник питания может иметь устройство снижения напряжения (VRD), установленное либо внутри, либо снаружи., чтобы он не перегревался (см. соответствующий стандарт). Если сварка выполняется на некотором расстоянии от источника питания, может потребоваться увеличение диаметра кабеля для уменьшения падения напряжения.
д., который обеспечивает присадочный металл сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает создавать дугу и защищает дугу от загрязнения так называемым шлаком.• Целлюлозный
Наплавленный металл с низким содержанием водорода
Требуются высокие сварочные токи/скорости
Плохой профиль борта (выпуклый и грубый профиль поверхности)
Удаление шлака затруднено
Типичное время высыхания составляет один час при температуре примерно от 150°C до 300°C, но перед использованием всегда следует сверяться с данными производителя.
Электроды изготавливаются с различными типами покрытия и требуют разного обращения.• Пригоден для сварки вертикальным швом вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода – риск образования трещин в зоне термического влияния (ЗТВ)
Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.• Хороший профиль сварного шва, полученный за счет вязкого шлака
• Возможна позиционная сварка с жидким шлаком (содержащим фторид)
Всегда сверяйтесь с данными производителя перед использованием. Они покрыты медью.
В процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм в электрододержателе.
Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя. Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Уровень сварочного тока определяется размером электрода — рекомендуется нормальный рабочий диапазон и сила тока производителями. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это приведет к нестабильному горению дуги, большому количеству брызг, проникновению света, подрезам, дырам и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
Часто ток можно регулировать с помощью пульта дистанционного управления на более современных электронных сварочных инверторах.
Контроль силы дуги решит эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. Некоторые машины имеют автоматический ток силы дуги, другие имеют переменную регулировку силы дуги, чтобы оператор мог выбрать требуемый уровень. Это позволяет инициировать дугу, после чего начинает развиваться сварочная ванна. Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва. Однако небольшая разница в составе сплава может сильно повлиять на свойства полученного сварного шва. Это особенно верно для легированных сталей, таких как стали HSLA. Точно так же электроды с составом, аналогичным составам основных материалов, часто используются для сварки цветных металлов, таких как алюминий и медь. Предпоследняя цифра обычно обозначает положения сварки, допустимые с электродом, обычно с использованием значений 1 (обычно быстрозастывающие электроды, подразумевающие сварку во всех положениях) и 2 (обычно быстрозаполняющие электроды, подразумевающие только горизонтальную сварку). Сварочный ток и тип покрытия электрода указываются двумя последними цифрами вместе. Когда это применимо, используется суффикс для обозначения легирующего элемента, вносимого электродом. Используемые электроды сильно покрыты флюсом и обычно имеют длину 71 см и толщину около 6,35 мм.Циркуляр
Циркуляр
Циркуляр
В процессе используется открытая электрическая дуга, которая представляет риск ожогов, которые предотвращаются средствами индивидуальной защиты в виде тяжелых кожаных перчаток и курток с длинными рукавами.