Сварка алюминия электродом | Сварка своими руками
Алюминиевые сплавы широко применяют в различных отраслях промышленности не случайно. Они имеют ряд характеристик, которые необходимы для создания различных конструкций (трубопроводы, цистерны) и деталей в машиностроении (например,автодетали), в авиации, судостроении, в военной промышленности. Достоинства алюминия это:
• Он легкий – снижается вес изделия;
• При этом обладает высокой прочностью и плотностью
• Не говоря уже о антикоррозионных свойствах, которые очень высокие, он слабо подвержен ржавению.
Чистый алюминий применяют крайне редко, чаще всего в пищевой и электротехнической промышленности.
В качестве основного метода сварки алюминиевых сплавов применяют TIG (аргонная сварка), однако в случае проведения ремонтных или разовых работ в быту, в гараже или в условиях небольшой мастерской допускается ММА (ручная сварка электродом с обмазкой).
В зависимости от типа легирующих компонентов и их процентного содержания в алюминиевых сплавах, различается их свариваемость.
Технология сварки алюминия электродом штучным
Оборудование: источник питания постоянного тока – инвертор (только ток DC!).
Материалы: электрод UNITOR ALUMIN-351N, считается хорошим, можно другую марку, пишите в комментариях или в ВК.
Инструменты: шлакоотбойный молоток, щетка с металлической щетиной.
Средства защиты: маска, краги, защитная одежда. По поводу последнего СИЗ, при сварке в домашних условиях (она обычно имеет малую интенсивность), не стоит особенно заморачиваться. Достаточно, чтобы не было открытых участков тела (часто забывают застегнуть воротник на пуговицы) и одежда должна быть изготовлена из материалов природного происхождения, ни в коем случае не из синтетических! Читайте статью «Выбор средств защиты сварщика: спецодежда, краги и обувь.
Подготовка соединения
Для деталей толщиной более 5 мм следует выполнить разделку, а также оставлять технологический зазор (смотрите таблицу).
Возможный инструментарий: кромкорез, ручная фреза или болгарка.
Просушка
Эту операцию обязательно нужно выполнять перед сваркой. Дело в том, что оксидная пленка содержит влагу, которую следует удалить путем нагрева поверхностей газовой горелкой. Вы увидите визуально, как влага испаряется с металла. Применение просушки снижает риск пористости. Известно, что поры могут возникнуть вследствие наводораживания сварочной ванны из-за влаги.
Обмазка электродов гигроскопична (может существенно «насосать» воды с воздуха, особенно в сырых помещениях), поэтому их обязательно нужно прокалить при температуре 150 оС в течение 2 часов.
Подогрев
Кромки деталей рекомендуется обезжиривать ацетоном или растворителем. Так как сплавы на основе алюминия обладают высокой теплопроводностью, рекомендуется предварительный прогрев кромок соединения до температуры 150 – 300 оС газовой горелкой.
Сварка
При большой толщине деталей сварка выполняется в два и более проходов.
Сварку необходимо выполнять под прямым углом 90 градусов к детали короткой дугой.
Помните, что необходимо установить на вашем аппарате обратную полярность (+на электрод), это якобы сказывается на разрушении оксидной пленки.
Источник: Инженерный Сварочный Сервис
Свариваем алюминий кустарным способом своими руками
Специально для mozgochiny.ru
Сварка алюминия довольно сложный технологический процесс, который требует применения специального оборудования.
Хочу сразу отметить, что данная статья описывает кустарный способ сварки алюминия, который не сможет полноценно заменить работу сварочного аппарата.
Шаг 1: Пропановая горелка
Шаг 2: Электроды по алюминию
Шаг 3: Нарезка алюминиевого профиля
Шаг 4: Фаски
Снимем фаски с кромок заготовок, подготовив места сварки.
Шаг 5:
Перед сваркой очень важно тщательно подготовим поверхность алюминия. Зачищаем края металлической щеткой, удаляя оксидную пленку.
Шаг 6:
Зажимаем профиля и начинаем прогревать алюминий пропановой горелкой. Температура плавления алюминия 1200 градусов по Фаренгейту, электрод же плавиться при температуре около 700 градусов. Нагрев трубки может занять от 4 до 5 минут. Момент достижения нужной температуры можно узнать, коснувшись электродом поверхности алюминия (в месте нагрева), он должен начать плавиться при контакте.
Шаг 7:
Проведём электродом по «канавке», пока сплав не заполнит весь объём.![]() Если алюминий не нагреется достаточно сильно, припой не будет прилипать к профилю. Потребуется терпение и практика, но «на без рыбье, и рак рыба». При определенном навыке, можно достичь добротного качества швов.
Если алюминий не нагреется достаточно сильно, припой не будет прилипать к профилю. Потребуется терпение и практика, но «на без рыбье, и рак рыба». При определенном навыке, можно достичь добротного качества швов.
Спасибо за внимание!
( Специально для МозгоЧинов )
Сварка алюминия и его сплавов со сталью. Как сварить алюминий и сталь?
В наши дни эти практичные и уникальные материалы применяются в подавляющем большинстве сфер. Нет такой отрасли, где не использовались бы детали из этих материалов. Однако, до недавних пор работа с алюминием и нержавейкой представляла некоторые трудности всем частным лицам и ИП ввиду трудности сваривания при изготовлении или ремонте деталей из данного материала. Сегодня же, благодаря развитию науки и применению передовых технологий, каждый желающий может воспользоваться услугами, по работе с алюминием и нержавейкой.
Нет такой отрасли, где не использовались бы детали из этих материалов. Однако, до недавних пор работа с алюминием и нержавейкой представляла некоторые трудности всем частным лицам и ИП ввиду трудности сваривания при изготовлении или ремонте деталей из данного материала. Сегодня же, благодаря развитию науки и применению передовых технологий, каждый желающий может воспользоваться услугами, по работе с алюминием и нержавейкой.
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций.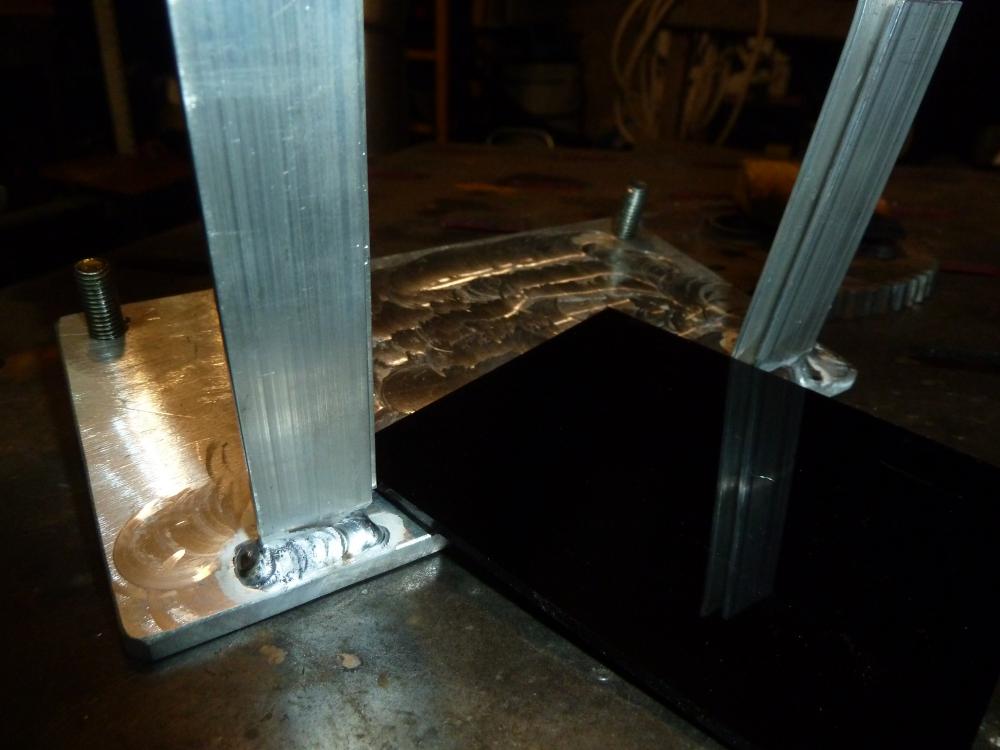 Среди них:
Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
- Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
Основные технологические этапы заключаются в следующем:
Положение электрода при сварке
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.


Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию. Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
- Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.

Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений.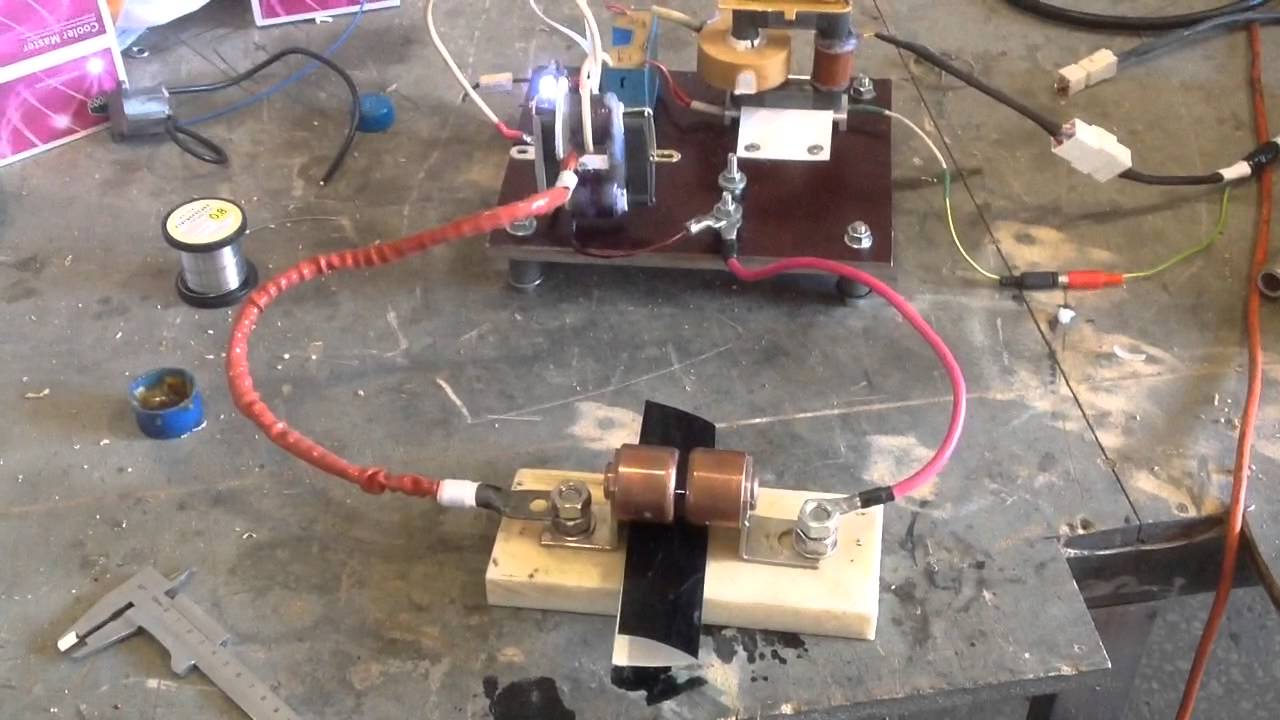 Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности.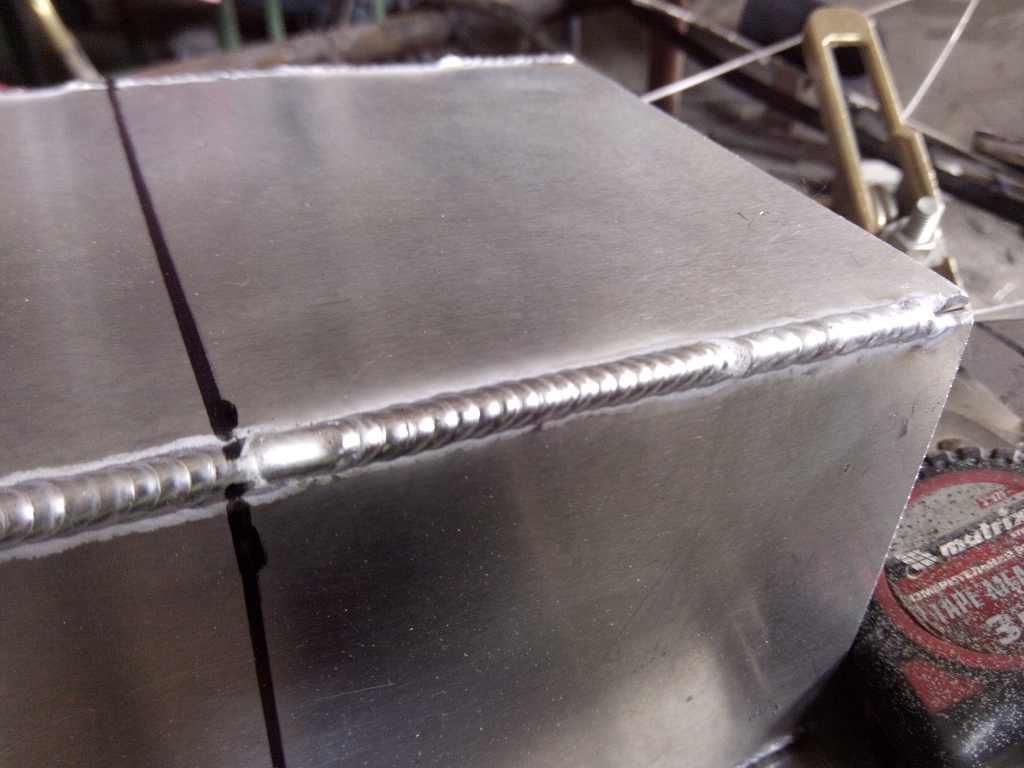 Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
сварка алюминия при помощи машины контактной точечной сварки
Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.

Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Сварка алюминия и меди
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
[Всего голосов: 0 Средний: 0/5]
Сварка алюминия в домашних условиях |
За время развития промышленного производства в мире человечество изобрело огромный спектр различных способов соединения металлических деталей. При этом все они подразделяются на две группы – разъемные, которые можно разобрать, сохранив целостность соединительного элемента, и неразъемные, при разъединении которых соединительный элемент разрушается. К последней группе относят и один из наиболее прочных видов – соединение сварным швом. Лучше всего сварке поддаются стальные детали. Но иногда может возникнуть необходимость проварить и изделия, изготовленные из алюминия.
Процесс сварки алюминия достаточно сложен, но вполне может быть осуществим человеком, имеющим некоторый опыт в освоении данного способа соединения деталей.
Не смотря на широкое применение в технике стальных сплавов различного состава, алюминий и сплавы на его основе по-прежнему остаются очень востребованными там, где имеется потребность в легком высокопрочном сплаве.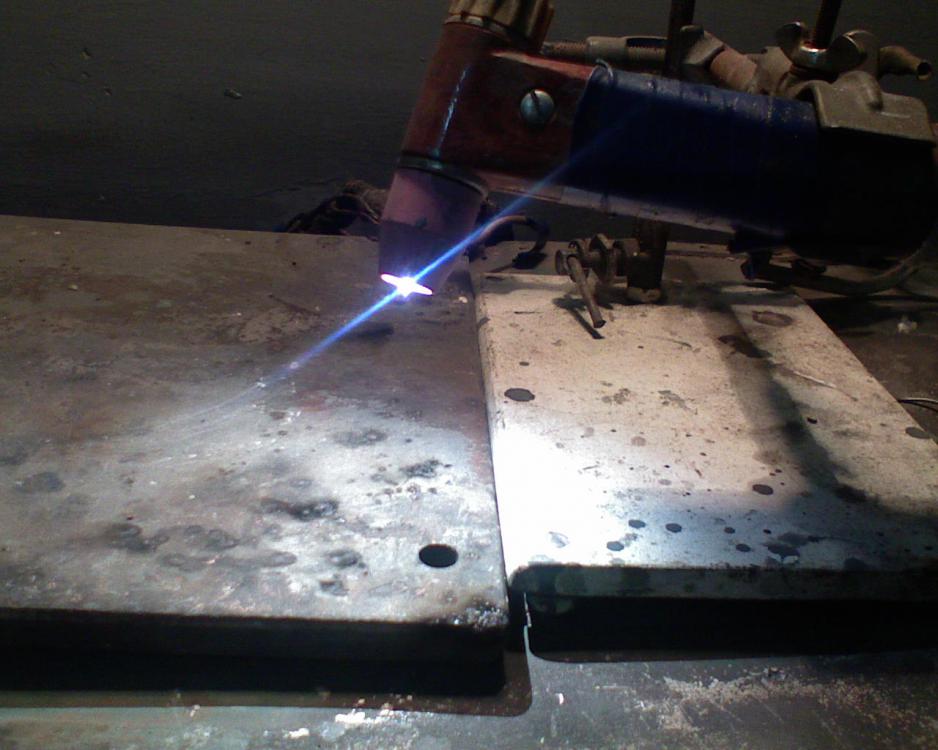
Очень часто необходимость ремонта алюминийсодержащих сплавов возникает при исправлении дефектов литых дисков легковых автомобилей. Современные российские дороги, изобилующие большим количеством рытвин и ухабов, способствуют повреждению колесных дисков. При использовании стальных колес сильный удар на скорости может привести к его деформации, редко сопровождающейся разрушением. Алюминиевые диски менее пластичны, что зачастую приводит к возникновению трещин, скалыванию отдельных сегментов. В этом случае и пригодится сварка алюминия. Конечно, для исправления тех ил иных проблем можно обратиться за помощью к профессионалам. Но их услуги имеют достаточно высокую стоимость, и, порой, не отличаются высоким качеством.
Способы соединения алюминиевых деталей в домашних условиях
Если вы не имеете представления о данном способе соединения деталей, следует отметить, что в настоящее время сварка металлов осуществляется двумя совершенно различными способами. Первый предполагает нагрев области соединения с помощью газовой горелки, использующей энергию горения какого либо газа в кислороде.
Первый предполагает нагрев области соединения с помощью газовой горелки, использующей энергию горения какого либо газа в кислороде.
Второй способ требует наличия электрической сети напряжением 220 или 380 вольт и использует энергию контролируемой электрической искры, которая имеет величину до нескольких миллиметров и поддерживается благодаря наличию замкнутой электроцепи, в которой участвуют и свариваемые детали.
Следует заметить, что процесс сваривания алюминия, несмотря на то, что температура плавления этого металла и сплавов на его основе имеет одну особенность. Дело в том, что при взаимодействии с кислородом воздуха на поверхности деталей образуется очень прочная оксидная пленка, которая может быть удалена лишь химическим путем, так как ее температура плавления соответствует температуре кипения оксидообразующего металла. С этим связано применение специальных веществ, которые призваны не допустить образования защитной пленки и дать доступ непосредственно к алюминию.
Кроме этих веществ обязательным при выполнении сварки алюминия как в домашних условиях, так и в специализированных мастерских является применение специального инструмента для очистки поверхности деталей от грязи. Речь идет о ручных или металлических стальных щетках.
Стальной ворс щетки счищает не только загрязнение с металла в зоне выполнения сварного шва, но и частично удаляет оксидную пленку, всегда присутствующую на деталях. При необходимости обработки большой поверхности лучше воспользоваться электродрелью или шуруповертом с установленной в патроне круглой щеткой. При работе она вращается и плотно прижимается к месту обработки.
Кроме флюса и щетки газовая сварка предполагает использование дополнительного алюминиевого прутка небольшого диаметра, который помогает получить качественный сварной шов и высокое качество соединения.
Эти стержни выпускаются производителем в нескольких модификациях, используемых в зависимости от содержания алюминиевого сплава и толщины соединяемых деталей. Различают прутки для сварки сплавов с содержанием марганца до 3% и выше 3%, диаметром 2; 2,4; 3; и 4 миллиметра. Реализуются эти стержни на вес. Можно приобрести пластиковый картридж, в который входит 5 килограмм или небольшие партии от 1 килограмма.
Различают прутки для сварки сплавов с содержанием марганца до 3% и выше 3%, диаметром 2; 2,4; 3; и 4 миллиметра. Реализуются эти стержни на вес. Можно приобрести пластиковый картридж, в который входит 5 килограмм или небольшие партии от 1 килограмма.
Ниже указан основной перечень инструментов и приспособлений для выполнения газовой сварки алюминия.
Процесс выполнения сварного шва с помощью газовой горелки состоит в качественной очистке поверхности деталей в месте соединения, обработке мест контакта и близлежащих областей флюсом, прогреве этого места до достаточно высокой температуры и расплавлении вспомогательного круглого прутка непосредственно в зоне соединения. В результате этого пруток расплавляется, его материал смешивается с материалом деталей и соединяет их.
Электрическая сварка требует от сварщика большего умения и мастерства. Необходимо правильно подобрать не только вид и диаметр электрода, замыкающего электрическую цепь в месте сваривания и разогревающий соединяемые кромки деталей до температуры, близкой или равной температуре плавления, но и режимы работы сварочного аппарата.
Кроме этого надо научиться «держать дугу», не допуская ее разрыва или залипания электрода, добиваться максимальной прямолинейности движения его рабочего края. Только после достаточного количества выполненных сварных швов как на стали, так и на алюминии можно достичь желаемого результата работы и приобрести необходимый навык.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
Осциллятор для сварки алюминия своими руками
Главная › Новости
Опубликовано: 18.12.2017
Осциллятор своими руками для tig(тиг) сварки. V2.0Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
TIG Сварка алюминия! осциллятор самодельный! постоянный ток!
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
 youtube.com/embed/JHBWh8jdEoI» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/JHBWh8jdEoI» frameborder=»0″ allowfullscreen=»»/>Как сделать осциллятор для инверотора TIG своими руками. Схема на 14:00. Версия V1.0
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока (приблизительно 50 Гц) в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Copyright © ООО «Брат». Все права защищены. Тел.: 8 (495) 664-32-75
Сварка алюминия — Как сделать — Как сделать своими рукаи — Домашних условиях своими руками музыка из рекламы ost трек
Сварка алюминия.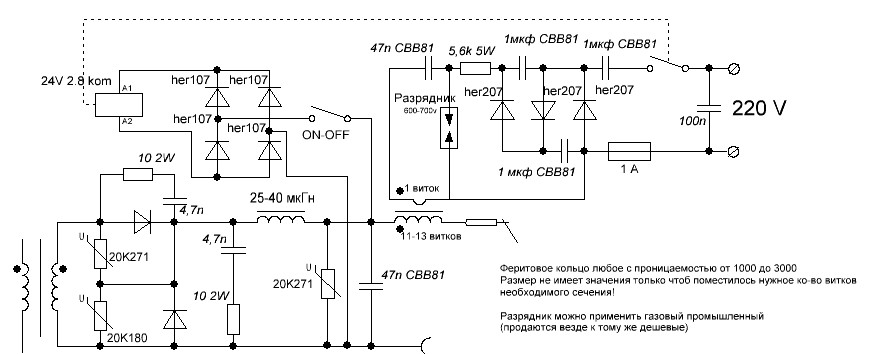 Как заварить алюминий.Способы сварки. Для сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG (AC) -сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным. Немногим более чем за 100 лет алюминий из редчайшего и дорогого материала превратился в необходимую составляющую нашей жизни. Области его применения все более расширяются, соответственно растут промышленные объемы потребления этого металла.
Как заварить алюминий.Способы сварки. Для сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG (AC) -сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным. Немногим более чем за 100 лет алюминий из редчайшего и дорогого материала превратился в необходимую составляющую нашей жизни. Области его применения все более расширяются, соответственно растут промышленные объемы потребления этого металла.Именно механические и антикоррозийные свойства, малый удельный вес алюминия являются определяющими факторами, которые позволяют создавать легкие и в то же время прочные конструкции.
Основные рекомендации по сварке
Прежде, чем впервые приступить к работе с алюминием, сварщик должен ознакомиться особенности материала и технологией его сварки.
Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/см K). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали.
Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/см K). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали.
Из-за высокой теплопроводности выполнять высокопроизводительную сварку весьма затруднительно по причине недостаточной глубины проплавления Кристаллизация сварочной ванны происходить очень быстро и, поэтому возможно неполное газовыделение, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE. В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной, который ускорит нагрев свариваемых деталей.
В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной, который ускорит нагрев свариваемых деталей.
Материалы и сварочная проволока
Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха.
Кромки и околошовная зона свариваемых деталей должны быть тщательно очищено от загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3).
Защитные газы для сварки
Алюминий и алюминиевые сплавы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке металлических листов большой толщины. Применение смеси защитных газов способствует более полному газовыделению и потенциальному отсутсвию пор.
Применение смеси защитных газов способствует более полному газовыделению и потенциальному отсутсвию пор.
Специальные рекомендации по MIG-сварке
Сварочные аппараты
Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя синергетические импульсно-дуговые аппараты, которые снабжены специальной программой для сварки алюминия. На рис.2 изображены импульсно-дуговые сварочные аппараты с максимальным током сварки от 250 до 520A. В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300A.
Сварочный инвертор HighPULSE 280 K
Импульсно-дуговая сварка
Синергетические импульсно-дуговые сварочные аппараты располагают готовыми программами для выполнения сварки различных материалов. Эти программы имеют оптимальную настройку для различных сплавов. Ручной переключатель на панели управления дает возможность выбрать любую программу. С помощью кнопочного управления на регуляторе энергии нужно выбрать только силу тока. Настройка всех остальных параметров производится микропроцессором автоматически.
С помощью кнопочного управления на регуляторе энергии нужно выбрать только силу тока. Настройка всех остальных параметров производится микропроцессором автоматически.
Импульсно-дуговой сварочный аппарат
Подача проволоки
Алюминиевая проволока значительно пластичнее стальной. В связи с этим рекомендуется четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Подача алюминивой проволоки
Сварочная горелка
Для сварочной горелки в применяется тефлоновая направляющая для уменьшения трения проволоки. Общая длина горелки не должна превышать 3 м, а рукав во время сварки должен оставаться по возможности прямым. При использовании проволоки диаметром 0,8 мм рекомендуется применение Push-Pull-горелки. В этой горелке встроен миниатюрный механизм подачи проволоки, что позволяет увеличить длину горелки до 10 м.
В этой горелке встроен миниатюрный механизм подачи проволоки, что позволяет увеличить длину горелки до 10 м.
Горелка для ручной сварки Push-Pull со встроенным механизмом подачи проволоки
Положение горелки
При сварке горелка располагается под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. При большем расстоянии необходимо значительно увеличивать подачу защитного газа.
Расход защитного газа
Рекомендуется следующий расход:
Диаметр проволоки 1,0 мм — 12-14 л/мин
Диаметр проволоки 1,2 мм — 14-16 л/мин
Диаметр проволоки 1,6 мм — 18-22 л/мин
Для установки необходимого расхода газа рекомендуется использовать регулятор давления с поплавком.
4-тактный режим работы
Современные импульсно-дуговые сварочные аппараты снабжены особой 4-тактной функцией. В первом такте сварки активируется более высокий ток сварки, который позволяет быстро нагревать свариваемые детали. При этом можно избежать сварочных дефектов в начале сварки. В результате усадки сварочной ванны при охлаждении возникают трещины концевого кратера. С помощью понижающей функции в третьем такте (наполнение концевого кратера) можно избежать появления этих трещин.
При этом можно избежать сварочных дефектов в начале сварки. В результате усадки сварочной ванны при охлаждении возникают трещины концевого кратера. С помощью понижающей функции в третьем такте (наполнение концевого кратера) можно избежать появления этих трещин.
Интерпульс-метод
Одним из специфических методов импульсно-дуговой сварки является интерпульс-метод, который имеет преимущества перед другими методами при сварке алюминия. В этом случае на основной пульсирующий ток, добавляется второй программируемый импульс тока. На рис. ниже изображена диаграмма тока. Внешний вид сварного шва выглядит так же, как и при TIG-сварке:
Диаграмма тока и сварочный шов
Преимуществами интерпульс-метода являются:
внешний вид и качество шва как при MIG-сварке;
уменьшение нагрева шва;
уменьшение термических деформаций свариваемого изделия.
Специальные рекомендации по TIG (AC) -сварке
1) TIG-аппараты
Для сварки алюминия TIG-аппаратами производится переключение на переменный ток (AC). Имеется большой выбор сварочных аппаратов от 170A до 600A
Имеется большой выбор сварочных аппаратов от 170A до 600A
2) Положение горелки при TIG-сварке
Горелка располагается по направлению сварки под углом 15-40° к вертикали. Присадочный материал вводится в сварочную ванну под углом 10-30° по отношению к поверхности заготовке (рис.9).
Положение горелки
3) Количество защитного газа
Количество защитного газа составляет примерно 5-12 л/мин в зависимости от диаметра керамической форсунки TIG-горелки. После окончания сварки газ необходима продувка защитным газом для защиты сварного шва и охлаждения неплавящегося электрода.
Свариваем алюминий без аргона
Сплавы на основе алюминия применяют широко во многих изделиях. Такая популярность металла обусловлена его прочностью и легкостью. При поломке деталей из алюминия возникает сложность в их ремонте. Здесь не подходит традиционный способ сварки обычными электродами, приемлемый для стали. Чтобы осуществить сварку алюминия в домашних условиях, необходимо знать определенные тонкости технологии этого процесса.
Блок: 1/7 | Кол-во символов: 406
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.

Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.

По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Блок: 2/4 | Кол-во символов: 2773
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom. html
html
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий. Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Блок: 2/4 | Кол-во символов: 2546
Источник: https://stanok.guru/metalloobrabotka/svarka/svarka-invertorom-alyuminiya-v-domashnih-usloviyah.html
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.

Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Блок: 3/9 | Кол-во символов: 763
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Блок: 3/7 | Кол-во символов: 474
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
 Чем толще металл, тем больше скос.
Чем толще металл, тем больше скос.Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
50 — 60 | 2,5 | |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
 youtube.com/embed/kePvSyq5lhw?feature=oembed»/>
youtube.com/embed/kePvSyq5lhw?feature=oembed»/>
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Блок: 5/5 | Кол-во символов: 2244
Источник: https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Блок: 4/7 | Кол-во символов: 697
Источник: https://SdelaySam-SvoimiRukami.ru/4456-svarivaem-alyuminiy-bez-argona.html
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.
 youtube.com/embed/MC-Y6iYNt-E?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
youtube.com/embed/MC-Y6iYNt-E?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Таблица характеристик электродов для сварки алюминия
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка алюминия газовой горелкой
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Схема аппарата TIG для аргонодуговой сварки
Блок: 4/7 | Кол-во символов: 1979
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.

В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Блок: 3/4 | Кол-во символов: 1778
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Блок: 5/9 | Кол-во символов: 993
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Блок: 5/5 | Кол-во символов: 2363
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.

Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Блок: 3/5 | Кол-во символов: 1124
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
 Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Блок: 7/9 | Кол-во символов: 800
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.
Видео: Сварка алюминия штучным электродом
 youtube.com/embed/DYJkCvLUhJA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
youtube.com/embed/DYJkCvLUhJA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player»/>
Блок: 7/7 | Кол-во символов: 456
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html: использовано 2 блоков из 4, кол-во символов 4551 (19%)
- https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html: использовано 3 блоков из 9, кол-во символов 2556 (11%)
- https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom: использовано 1 блоков из 5, кол-во символов 2244 (9%)
- https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya. html: использовано 7 блоков из 7, кол-во символов 6822 (28%)
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html: использовано 2 блоков из 5, кол-во символов 3487 (14%)
- https://SdelaySam-SvoimiRukami.ru/4456-svarivaem-alyuminiy-bez-argona.html: использовано 4 блоков из 7, кол-во символов 1932 (8%)
- https://stanok.guru/metalloobrabotka/svarka/svarka-invertorom-alyuminiya-v-domashnih-usloviyah.html: использовано 1 блоков из 4, кол-во символов 2546 (11%)
 html: использовано 7 блоков из 7, кол-во символов 6822 (28%)
html: использовано 7 блоков из 7, кол-во символов 6822 (28%)
| ||||||||||||

 Тонкий слой нерастворимого оксида начал формироваться на этой поверхности еще до того, как вы положили s.с. почистить. При нагревании основного металла оксид образуется еще быстрее, но при растяжении растягивается. Мы должны избавиться от оксида, иначе проникновение не произойдет.
Тонкий слой нерастворимого оксида начал формироваться на этой поверхности еще до того, как вы положили s.с. почистить. При нагревании основного металла оксид образуется еще быстрее, но при растяжении растягивается. Мы должны избавиться от оксида, иначе проникновение не произойдет.
 Покрытие из аспестовой бумаги уменьшит потери тепла в прохладный окружающий воздух. Каждый раз, когда вы можете предварительно нагреть большой кусок алюминия, вам будет лучше, потому что вы не «потеряете» тепло в остальной отливке.
Покрытие из аспестовой бумаги уменьшит потери тепла в прохладный окружающий воздух. Каждый раз, когда вы можете предварительно нагреть большой кусок алюминия, вам будет лучше, потому что вы не «потеряете» тепло в остальной отливке. После охлаждения обе детали снова чистят щеткой, чтобы удалить образовавшийся оксидный слой и занять окончательное положение сварки. Разогрейте обе части в равной степени и залейте бороздку AlumiWeld, продолжая сварку по ходу движения.Медленно охладите, обдувая горячий сварной шов пропановой горелкой, постепенно удаляясь.
После охлаждения обе детали снова чистят щеткой, чтобы удалить образовавшийся оксидный слой и занять окончательное положение сварки. Разогрейте обе части в равной степени и залейте бороздку AlumiWeld, продолжая сварку по ходу движения.Медленно охладите, обдувая горячий сварной шов пропановой горелкой, постепенно удаляясь. Нейтральное пламя воздействует на область стыка до тех пор, пока AlumiWeld не расплавится при прохождении через стык. После лужения шов можно наращивать и обрабатывать по желанию.
Нейтральное пламя воздействует на область стыка до тех пор, пока AlumiWeld не расплавится при прохождении через стык. После лужения шов можно наращивать и обрабатывать по желанию. Только представьте, что вы можете отремонтировать что-нибудь из алюминия, металлической посуды или оцинкованной стали, используя свою пропановую горелку. Вы можете отремонтировать: лодки, реквизит, штормовые двери, лестницы, антиквариат, инструменты, подвесные двигатели, газонную мебель, трансмиссии, головки цилиндров, термостаты, радиаторы, линии кондиционирования воздуха, конденсаторы, масляные поддоны, мотоциклы, кожухи колокола, автофургоны Детали, желоба, понтоны, формы, обода и т. Д. | · Предел прочности при растяжении фунт / кв.дюйм: 39 000 · Прочность на сжатие фунты / кв. дюйм: 60 000 · Прочность на сдвиг фунты / кв. дюйм: 34 000 · Электропроводность: 24,9 (% IACS) · Проникновение коррозии: 300 x 106 дюйм 1 1 / R · Твердость по Бринеллю: 100 · Пластичность: Хорошая · Точка плавления: 728 градусов по Фаренгейту · Плотность фунт / куб. | ПРОСТОТА ИСПОЛЬЗОВАНИЯ: Alumaloy так же ПРОСТО, как 1-2-3.
См. Обучающее видео. | СДЕЛАНО В США: Alumaloy дает вам возможность ремонтировать больше и меньше выбрасывать.Экономия денег и планеты одновременно. В отличие от других специальных ремонтных стержней, Alumaloy не содержит свинца, олова и кадмия. Alumaloy с гордостью производится в Соединенных Штатах Америки! |
 НЕТ Флюса! НИКАКОЙ специальной подготовки.
НЕТ Флюса! НИКАКОЙ специальной подготовки. Дюйм: 0,25 д
Дюйм: 0,25 дПодробный обзор 7 лучших сварочных аппаратов для алюминия (декабрь 2021 г.
 )
)Особенности, которые следует учитывать при выборе лучшего сварочного аппарата для алюминия
Это ключевые параметры, которые вы должны учитывать, чтобы сделать лучшую покупку:
Сварочный процесс
Существует 3 основных сварочных процесса, подходящих для сварки алюминия, включая сварку горелкой, сварку MIG и сварку TIG.Сварка TIG — самый популярный процесс, потому что сварщики TIG отлично справляются с предотвращением прожога.
Алюминий требует много тепла для сварки и может удерживать тепло в течение длительного времени, что приводит к прожогу. Кроме того, сварка TIG может применяться как к толстым, так и к тонким алюминиевым пластинам / листам. При использовании сварочного аппарата TIG вам необходимо выбрать отдельный сварочный стержень из сплава, который ближе всего к сплаву алюминиевых деталей. К сварке TIG нужно немного привыкнуть, по сравнению со сваркой MIG, но как только она освоена, она дает самые аккуратные и самые прочные сварные швы.
Сварка MIG — второй по распространенности способ сварки алюминия. Это идеальный способ сварки тонких алюминиевых листов, поскольку они вырабатывают необходимое количество тепла для успешной сварки. Выбирая сварочный аппарат MIG, вы должны решить, будете ли вы использовать методы сварки со струйной дугой или импульсной сваркой. Для импульсной сварки вам понадобится инверторный источник питания, а для дуговой сварки со струйным переносом вам понадобится аппарат постоянного напряжения и тока. Еще одна вещь, которую вы должны учитывать при покупке сварочного аппарата MIG, — это то, что 100% аргон — лучший защитный газ для сварки алюминия.
Сварка горелкой — третий и наименее распространенный способ сварки. Это сложнее, чем сварка MIG и TIG, поэтому в основном используется опытными профессионалами. Если вы новичок в сварке, очень вероятно, что вы испытаете прожог в этом процессе, потому что требуется много времени, чтобы научиться контролировать тепло, прикладываемое к заготовке.
Возможность переменного / постоянного тока
Это одно из важнейших соображений, особенно если вы собираетесь купить сварочный аппарат TIG.Возможность работы на переменном токе важна для сварки алюминия, потому что она хорошо работает с более тонкими материалами. Возможность постоянного тока (DC) отлично подходит для сварки более толстых материалов. Многие мощные сварочные аппараты работают на постоянном токе, но они плохо работают с алюминием из-за его более низкой температуры плавления и других особых свойств. Почти все сварочные аппараты TIG в нашем списке имеют возможность работы с переменным и постоянным током.
Напряжение
Это еще один аспект, который также определяет толщину свариваемых материалов.Если вы не уверены в типах материалов, которые будете сваривать, вам лучше выбрать сварочный аппарат TIG с двойным напряжением. Напряжение комбинируется с выходным током в амперах, чтобы определить общее тепловложение сварочного аппарата. Таким образом, можно безопасно выбрать станок с двойным напряжением и широким диапазоном ампер, чтобы получить возможность работать с разными типами металлов с разной толщиной. AHP Alpha-TIG200X-2018 — яркий тому пример.
Таким образом, можно безопасно выбрать станок с двойным напряжением и широким диапазоном ампер, чтобы получить возможность работать с разными типами металлов с разной толщиной. AHP Alpha-TIG200X-2018 — яркий тому пример.
Макс. выход
Как упоминалось выше, максимальная мощность и напряжение идут рука об руку, и они являются основными определяющими факторами общего тепловложения вашего сварочного аппарата.Он также определяет типы материалов, которые вы сможете сваривать. Для универсальности можно использовать сварочный аппарат с широким диапазоном ампер. Для сварщика алюминия вы должны выбрать аппарат с характеристиками тока до 10 или даже 5 ампер. Еще лучше, вам нужен аппарат с функцией контроля силы тока, поскольку сварочные аппараты часто испытывают колебания, влияющие на качество сварного шва.
Контроль силы тока избавит вас от необходимости проверять манометры каждый раз и поможет добиться высочайшего качества сварных швов.
Рабочий цикл
Это один из наиболее важных аспектов, который следует учитывать перед покупкой сварочного аппарата. Это фактическое количество, которое ваш сварщик сможет сделать за 10 минут до отдыха и остывания. Время, необходимое сварщику для отдыха и охлаждения, зависит от общего качества сборки, системы охлаждения и типов охлаждающего оборудования, которое вы будете использовать. Каждый сварочный аппарат имеет определенную силу тока, которая определяет его рабочий цикл, что также может пригодиться, когда вам нужно выбрать пиковый ток для использования в ваших проектах.
Это фактическое количество, которое ваш сварщик сможет сделать за 10 минут до отдыха и остывания. Время, необходимое сварщику для отдыха и охлаждения, зависит от общего качества сборки, системы охлаждения и типов охлаждающего оборудования, которое вы будете использовать. Каждый сварочный аппарат имеет определенную силу тока, которая определяет его рабочий цикл, что также может пригодиться, когда вам нужно выбрать пиковый ток для использования в ваших проектах.
Продолжительность включения обычно измеряется в процентах и указывается на каждом сварочном аппарате. Если рабочий цикл вашей машины составляет 50%, это означает, что она сможет проработать 5 минут перед остановкой.
Диаметр электрода / проволоки
Сварочные электроды, стержни или проволока бывают разных размеров. Вы можете выбрать любой из 7 доступных на рынке размеров. Однако для получения наилучших результатов сварки вам необходимо выбрать размер, подходящий для ваших проектов.
Вы также можете выбрать универсальный размер, такой как 6011, который можно использовать с машинами переменного / постоянного тока во всех направлениях.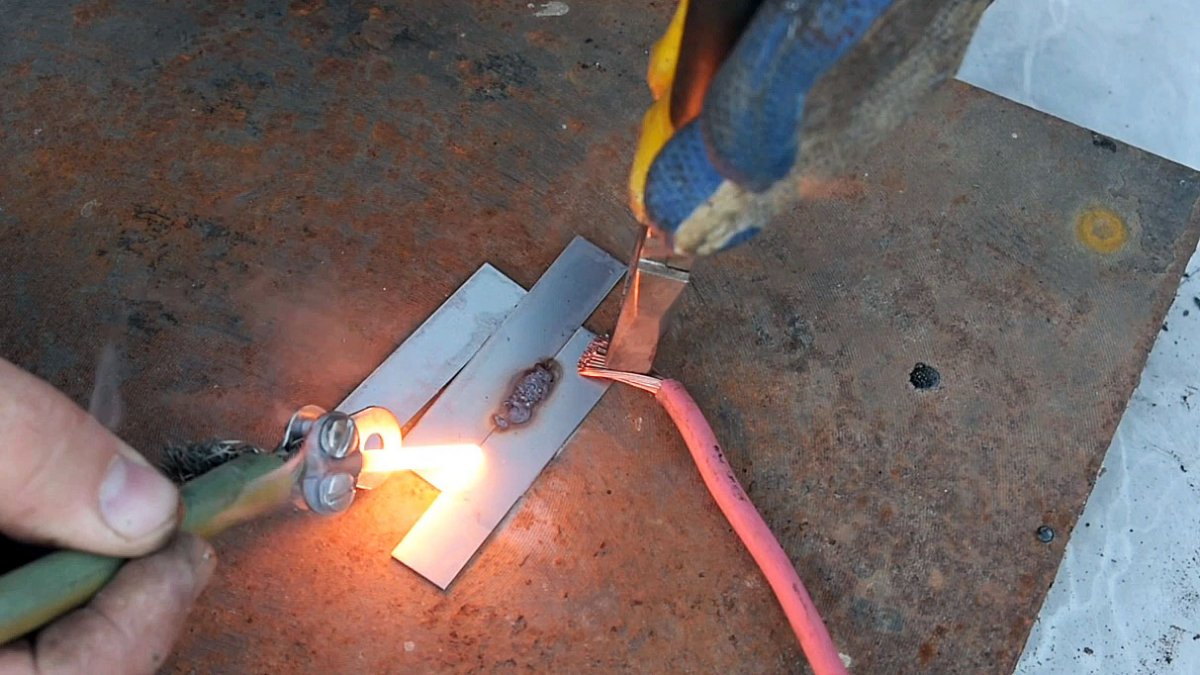 Он также обладает исключительной проникающей способностью и может использоваться для сварки различных материалов. В определенных случаях могут пригодиться электроды других диаметров, например, 7024 — это электрод «It» для сварки более толстых материалов, таких как сталь.
Он также обладает исключительной проникающей способностью и может использоваться для сварки различных материалов. В определенных случаях могут пригодиться электроды других диаметров, например, 7024 — это электрод «It» для сварки более толстых материалов, таких как сталь.
Удобный интерфейс
Это ключевой момент, особенно если вы начинающий сварщик. Сварщики — это супер-привлекательные аппараты, и чем проще с ними работать, тем больше вам нравится сварка. Обязательно приобретите сварочный аппарат, который обеспечивает максимальную автоматизацию и оцифровку в своей сборке.Если такие функции, как отключение при высокой температуре, будут автоматизированы, вам будет легче.
Некоторые машины оснащены цифровым дисплеем, чтобы помочь вам соблюдать правила производителя, такие как предпочтительный материал, напряжение и сила тока. Вы также можете добиться точных сварных швов, если аппарат оснащен предустановленными функциями, такими как напряжение и сила тока.
Качество и производительность сварщика
Чтобы получить большую прибыль за свои деньги, вы должны убедиться, что сварщик имеет отличное качество сборки со всеми функциями, упомянутыми выше. Любой сварщик со всеми вышеперечисленными параметрами подойдет для всего, что вы собираетесь с ним делать, особенно если вы любитель. Вы должны взвесить все за и против, чтобы получить универсальную модель.
Любой сварщик со всеми вышеперечисленными параметрами подойдет для всего, что вы собираетесь с ним делать, особенно если вы любитель. Вы должны взвесить все за и против, чтобы получить универсальную модель.
Ведущие бренды, такие как Hobart, Miller, Everlast и Lincoln, предлагают больше возможностей и превосходное качество. Хотя они стоят довольно дорого, они должны быть вашим главным вниманием, если вы собираетесь выполнять сварку в течение всего дня.
Размеры и вес
Они определяют портативность сварщика.Обычно размер и вес сварочного трансформатора определяет его габаритные размеры. Трансформатор — самая тяжелая часть сварщика. Если вы сварщик на ходу, вам всегда следует выбирать легкие и компактные модели, так как вы можете легко перемещаться с ними. Вы также должны убедиться, что он поставляется с прочной ручкой для переноски, которая позволяет легко поднимать его из одного места в другое.
С другой стороны, если вы собираетесь работать на стационарной рабочей станции, то тяжелые модели подойдут.
Гарантия
Сварщик, как и любой другой аппарат, может столкнуться с проблемами при работе. Вот почему сварщик, имеющий щедрую гарантию, такой как AHP Alpha-TIG200X-2018, должен быть вашим главным приоритетом. Щедрая гарантия — это предложение с добавленной стоимостью.
Принадлежности
Обязательно выберите модель, в которой есть пара аксессуаров, таких как ножная педаль, сварочные горелки и насадки для инертного газа, среди прочего. Некоторые из них, например ножная педаль, делают машину более удобной.
Как сварка алюминия методом MIG без катушечного пистолета
0Вы слышали ужасающие истории о сварке алюминия методом MIG без катушечного пистолета, но вы все еще думаете о том, чтобы попробовать.
Понятно. Катушки дорогие и имеют недостатки. Не секрет, что сварка алюминия — дело сложное, даже если вы используете пистолет для катушки за 250 долларов.
Но если вы готовы принять вызов и проявите немного терпения, я покажу вам методы и советы по использованию сварочного аппарата для сварки алюминия методом MIG без катушечного пистолета.
И вы увидите, как один из самых популярных 120-вольтных сварочных аппаратов для любительской сварки обрабатывает алюминий прямо из коробки — без катушки.
Дорогостоящий аксессуар
Большинству из нас, сварщиков, занимающихся домашними работами или любителями, рано или поздно приходится браться за проект по сварке алюминия. Первая работа — это обычно мелкий ремонт или переделка автомобиля или чего-то другого в доме.
Для разовой работы, возможно, не захочется тратить лишние деньги на катушечный пистолет. Новые катушечные пистолеты стоят вдвое меньше, чем многие любители тратят на сварщика.
И не все сварочные аппараты MIG могут поддерживать катушечный пистолет, поэтому его использование может быть даже неприемлемым. По крайней мере, без покупки нового сварщика. Тем не менее, некоторые из лучших сварщиков стоимостью менее 500 долларов готовы к работе с катушкой.
Пистолеты с громоздкой катушкой трудно использовать в ограниченном пространстве. Для успешной сварки алюминием требуется стабильная дуга. Благодаря небольшому расстоянию подачи катушечный пистолет обеспечивает стабильную и надежную подачу мягкой алюминиевой проволоки. Плавная подача к сварному шву — ключ к получению гладкой дуги.
Благодаря небольшому расстоянию подачи катушечный пистолет обеспечивает стабильную и надежную подачу мягкой алюминиевой проволоки. Плавная подача к сварному шву — ключ к получению гладкой дуги.
В качестве альтернативы пистолету для катушки вы можете отрегулировать или адаптировать сварочный аппарат MIG таким образом, чтобы он мог обеспечивать стабильную и надежную подачу проволоки к сварному шву. Если вы можете это сделать — и если у вашего сварщика есть необходимая мощность — нет причин, по которым вы не сможете сваривать алюминий без катушечного пистолета.
Просто помните, здесь мы говорим о MIG. При работе с алюминием вам потребуется использовать защитный газ, поэтому станки с порошковой проволокой отсутствуют. И порошковой алюминиевой проволоки нет в наличии.Даже если бы это было так, вероятно, его было бы труднее кормить, чем цельный алюминий.
Недостатки катушечных пистолетов
Помимо высокой стоимости существует других недостатков использования катушечных пистолетов.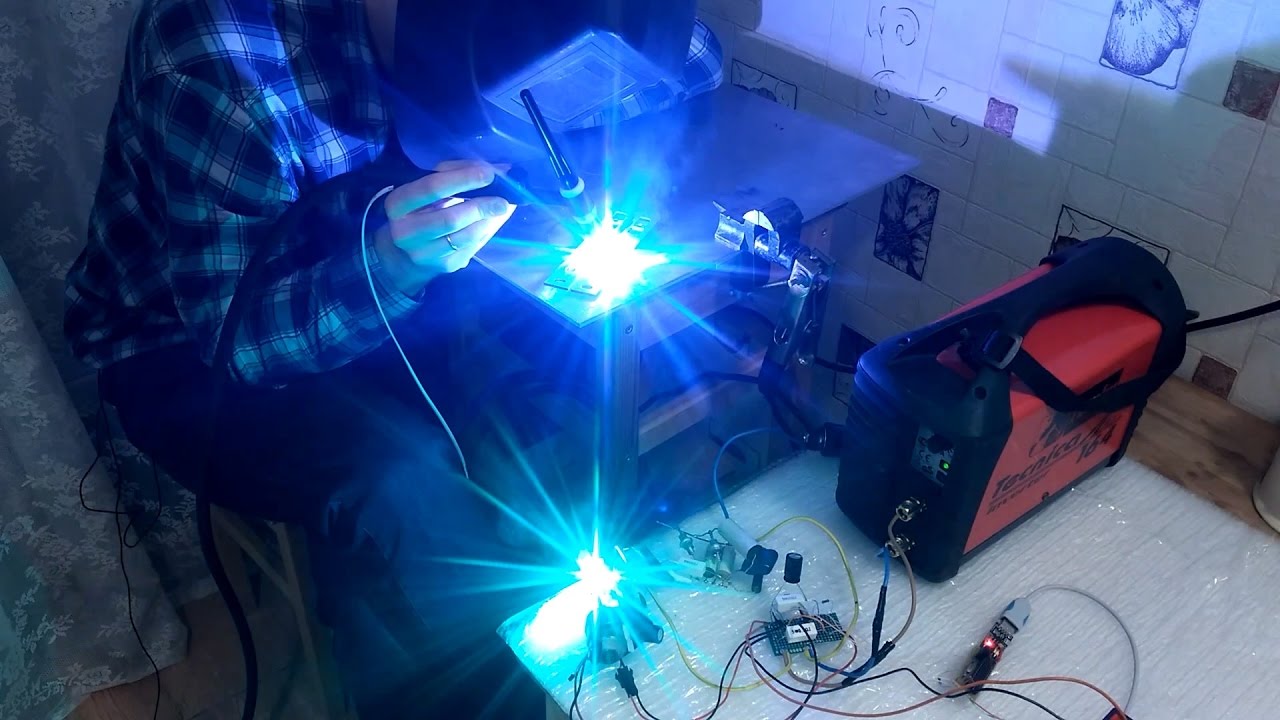
Катушечные пистолеты тяжелые и громоздкие, поэтому они не идеальны для более высокой скорости хода, необходимой для сварки алюминия или использования в тесноте. Кроме того, емкость ограничена небольшими катушками весом в один фунт.
Итак, если вы работаете в тесноте или над крупными проектами, вы можете предпочесть меньшую и более легкую горелку MIG с питанием от большей катушки.
Как видите, есть несколько веских причин, по которым вы захотите попробовать сварку алюминия методом MIG без катушки.
Достаточно ли мощности сварки?
Во-первых, вам нужно знать, есть ли у вашего сварщика мощность, необходимая для проекта, который вы рассматриваете.
Сварка алюминия требует на силы тока больше , чем для стали той же толщины. Например, сварочный аппарат MIG на 140 А подходит только для алюминия толщиной 10 или 12. Машина на 200 ампер обычно работает с материалом толщиной до 3/16 дюйма.
Посмотрите, указаны ли настройки алюминия вашим сварочным аппаратом в таблице или в руководстве пользователя. В противном случае вам нужно будет провести небольшое исследование, чтобы узнать, с какой толщиной вы можете работать. Вы можете начать с калькулятора сварки Миллера, чтобы найти настройки сварки алюминия MIG.
В противном случае вам нужно будет провести небольшое исследование, чтобы узнать, с какой толщиной вы можете работать. Вы можете начать с калькулятора сварки Миллера, чтобы найти настройки сварки алюминия MIG.
Установите полярность сварочного аппарата на DC + . Эта настройка такая же, как и при сварке MIG сплошной стальной проволокой. Это также называется обратной полярностью, положительным электродом постоянного тока или DCEP.
Уменьшение трения при сварке алюминия методом MIG без катушки
Это тонкий балансировочный процесс .
Вы хотите уменьшить давление приводного ролика на проволоку, чтобы предотвратить сдавливание и деформацию мягкой проволоки. Деформированная проволока добавит трение и вызовет зависание.
С другой стороны, вам необходимо достаточное давление роликов, чтобы обеспечить плавную и стабильную подачу проволоки к сварному шву. Любое проскальзывание проволоки приведет к подгоранию электрода до контактного наконечника и его разрушению.
Ваш успех зависит от того, насколько хорошо вы сможете уменьшить сопротивление на пути подачи проволоки.
Катушка с проволокой
Выбор алюминиевой присадочной проволоки повлияет на качество ее подачи.При выборе диаметра проволоки толстая лучше, чем тонкая. Более толстая проволока жестче и лучше проталкивается. ER4043 и ER5356 — два наиболее распространенных алюминиевых провода MIG.
- Проволока ER4043 более мягкая, легче сваривается, (сварочная ванна) и подходит для литья. Но при анодировании он темнеет и не подходит для материалов с высоким содержанием магния.
- Благодаря более высокому пределу прочности на разрыв, ER5356 лучше подает . Также лучше анодировать. Но не используйте его на отливках или материалах, которые могут эксплуатироваться при температуре выше 150 ℉.
Сделайте все возможное, чтобы золотник свободно вращался на ступице. Вы должны максимально упростить для привода проволоки отрывание проволоки от катушки без ее раскручивания и распутывания.
Вы можете поэкспериментировать с ослаблением или даже снятием пружин растяжения или втулок, чтобы уменьшить сопротивление ступице.
Привод проволоки
Сварочные аппараты с улучшенными приводами подачи проволоки имеют определенное преимущество при работе с алюминиевой проволокой. Если у сварщика возникают проблемы с поддержанием гладкой дуги с помощью стальной проволоки, вам будет труднее работать с алюминием.
Если скорость подачи проволоки меняется, то изменится и нагрев сварного шва. Алюминий будет проводить много тепла, пока этого не произойдет. Его температура плавления относительно низкая — 1200 ℉. Любые изменения скорости подачи проволоки приведут к потере проплавления на одну секунду и прожиганию через следующую. И вы получите множество советов по работе с контактами.
Ролики
Чем больше приводных роликов имеет механизм подачи проволоки, тем лучше он будет обрабатывать алюминиевую проволоку. Каждый ведомый ролик может обеспечить больший захват при меньшем давлении , чем неприводные направляющие ролики. Ролики только с направляющими добавляют сопротивление системе подачи.
Ролики только с направляющими добавляют сопротивление системе подачи.
Обязательно очистите привод проволоки, направляющие и ролики перед загрузкой алюминиевой проволоки. Стальная пыль, собираемая мягким алюминием, увеличивает сопротивление. Стальная пыль, проникающая до сварного шва, загрязняет его.
Лучше всего использовать чистый гладкий валик. Проверьте, доступны ли вашему сварщику специальные алюминиевые ролики. У них есть глубокая полированная U-образная канавка, обеспечивающая лучший захват с меньшим перекосом проволоки. Вы можете даже найти ролики, сделанные из резины, для вашего проволочного привода.
Уменьшите натяжение
Сохраняйте легкое натяжение на приводных роликах.
Используйте давление, достаточное для того, чтобы привод мог плавно и устойчиво перемещать проволоку без проскальзывания. Слишком большое натяжение приведет к раздавливанию проволоки и возникновению сопротивления гильзы.
Правильная настройка этой настройки окупится за ваше терпение — это процесс проб и ошибок. Слишком большое или слишком маленькое давление привода приведет к неравномерной подаче. У вас не будет стабильной дуги, и возникнет проблема с пористостью.
Слишком большое или слишком маленькое давление привода приведет к неравномерной подаче. У вас не будет стабильной дуги, и возникнет проблема с пористостью.
Если натяжение, необходимое для гладкого металлического ролика, деформирует проволоку, вы можете попробовать ролик с накаткой. Ролик с накаткой, входящий в комплект поставки многих аппаратов MIG для работы с порошковой проволокой, обеспечивает больший захват проволоки, что позволяет снизить давление ролика и предотвратить повреждение.
Конечно, отпечатки, оставленные на проводе, могут добавить больше сопротивления, чем провод некруглой формы. Как я уже сказал, это метод проб и ошибок.
Пряжка под давлением
Входящие направляющие для проволоки могут быть точкой трения.Некоторые из них широкие, гладкие и воронкообразные, а другие очень узкие и узкие. Многие из них металлические, а некоторые пластиковые. Убедитесь, что провод плавно переходит в привод, сводя к минимуму изгибы. Отрегулируйте или адаптируйте, если возможно.
Направляющая для отходящей проволоки может создать ужасное «птичье гнездо».
Это происходит, когда привод проталкивает проволоку, как должен, но встречает сопротивление ниже по потоку.Если ролики удерживают проволоку, мягкая проволока может сместиться по пути наименьшего сопротивления.
Этот путь представляет собой пространство между ведущими роликами и выходящей направляющей для проволоки. Чем больше здесь зазор, тем легче проволоке сбиться с пути.
Чтобы дать вам представление о том, с чем вы столкнетесь, сила менее 4 фунтов изгибает алюминиевый провод 0,035 дюйма ER4043. В то время как стальная проволока ER 70S-6 того же размера выдерживает усилие более 21 фунта до коробления.
Для некоторых сварщиков доступны специальные направляющие для проволоки.Они могут уменьшить трение и сократить расстояние между роликами и направляющими, помогая снизить вероятность гнездования птиц.
Держите кабель резака коротким
Чем короче ваш кабель, тем меньше сопротивление он добавляет на путь подачи проволоки. Хотя 12 футов или меньше — это хорошо, 6 футов даже лучше. Обустройте рабочую зону так, чтобы уменьшить изгибы и поддержать кабель. Вы также можете прикрепить стержень в качестве шины к , чтобы кабель был прямым .
Сохранение небольшого зазора между ведущими роликами сварочного аппарата MIG и направляющей для исходящей проволоки может снизить вероятность скопления птиц.(WelditU)Как сварщик-правша, я свариваю справа налево, толкая лужу с алюминием.
Я установил сварщика позади себя, справа от правого плеча, лицом к работе. С прямым кабелем горелки, поддерживаемым и проходящим через мое правое бедро, я могу сделать от 12 до 18 дюймов сварных швов, не сгибая кабель.
Используйте неметаллическую футеровку
Вы можете снизить сопротивление, заменив стальную футеровку на футеровку из неметаллического материала.
Вкладыши можно купить отдельно или как часть алюминиевого комплекта подачи по цене от 65 до 90 долларов.Эти комплекты обычно включают лайнер, направляющие для проволоки, ролик, контактные наконечники и, возможно, небольшую катушку с алюминиевой проволокой.
Если вы вернетесь к приведенной выше таблице «Эффект подачи», вы заметите, что лайнеры из нейлона уменьшают трение лучше, чем те, которые сделаны из тефлона®.
Сопротивление в горелке MIG или лайнере приводит к тому, что мягкая алюминиевая проволока сковывает «птичье гнездо».Нет ничего страшного, если вы хотите попробовать использовать стальную гильзу для небольших работ, особенно с коротким кабелем горелки. Но продолжительное использование стальной футеровки вызовет накопление стружки из алюминия, что приведет к ошибкам подачи.
Если футляр не новый, необходимо очистить футеровку, чтобы удалить всю металлическую пыль. Любая пыль усиливает трение и загрязняет сварной шов. Как минимум, продуйте его воздухом со стороны сварочного аппарата в сторону пистолета. Но вам может потребоваться снять лайнер и очистить его ацетоном.
Но вам может потребоваться снять лайнер и очистить его ацетоном.
Кроме того, следите за чистотой футеровки, чтобы предотвратить отложение оксида алюминия на присадочной проволоке. Оксид алюминия очень абразивен и вызывает проблемы с подачей.
Крупногабаритные контактные наконечники переносят тепло
Большинство производителей предлагают контактные наконечники, предназначенные для обработки алюминия.Обычно они обозначаются буквой «А», они немного завышены. Это помогает компенсировать тепловое расширение при сохранении контакта с проволокой.
Вы также можете попробовать обычный контактный наконечник на размер больше, чем ваш провод. Подгорание подающей проволоки до наконечника — обычная проблема при сварке алюминия, поэтому имейте под рукой множество контактных наконечников.
Защитный газ — необходимость при сварке алюминия
Обеспечивая отличное очищающее действие, 100% аргон является наиболее часто используемым защитным газом при работе с алюминием. Избегайте смесей C25 или аргона / CO2, так как они окисляют алюминий.
Избегайте смесей C25 или аргона / CO2, так как они окисляют алюминий.
Не упускайте из виду подготовку материала
Сначала удалите масло и жир с вашей детали с помощью обезжиривателя на неуглеводородной основе. Перед чисткой необходимо удалить загрязнения, чтобы они не попали в мягкий алюминиевый материал. Для этого хорошо подходит быстросохнущий ацетон, который не оставляет следов.
Эффективный и быстросохнущий обезжириватель для алюминия, ацетон не оставляет следов. (WelditU)Затем необходимо удалить оксидный слой с вашей детали.
Тонкое оксидное покрытие, имеющее температуру плавления в три раза выше, чем у алюминия, может нанести серьезный ущерб вашей сварочной ванне. Обязательно используйте щетку из нержавеющей стали, которую не использовали ни для чего, кроме алюминия, чтобы предотвратить загрязнение сварного шва.
Легкими прикосновениями проведите щеткой в одном направлении. Вы же не хотите, чтобы оксид алюминия попадал в ваш материал. После того, как вы затупили покрытие , все готово.
Вы также можете использовать химический травитель для удаления оксидного слоя.Травильные машины обычно используют сильные щелочные или кислотные растворы, удобные для больших заготовок.
Окончательно протрите деталь ацетоном, и она готова к сварке.
Левая сторона алюминиевой ложи подготовлена к сварке. Оксидный слой остается видимым справа. (WelditU)Наконечники для сварки алюминия методом MIG без пистолета для катушки
- Попробуйте сделать длинный вылет ”, чтобы сохранить контактные наконечники. Если возможно, отрегулируйте сопло на 1/4 дюйма , чтобы сохранить газовый охват.Убедитесь, что наконечник остается по центру сопла, в противном случае может возникнуть дуга.
- Держите электрод обрезанным. Алюминиевая проволока любит скручиваться или образовывать на конце шар.
- Предотвращение врезания проволоки в заготовку до возникновения дуги позволит избежать одной из причин возникновения птичьего гнезда. Скорость подачи проволоки высока, и это идеальное место для таймера приработки, чтобы замедлить проволоку до тех пор, пока не возникнет дуга. Или попробуйте положить пистолет на бок, пока не образуется дуга, а затем поверните его в положение сварки.
- Вы получите лучшую очистку и покрытие защитным газом, если вы протолкните сварочную ванну .
- Если при холодном пуске не хватает провара, попробуйте предварительно нагреть заготовку до 200 ℉.
- Увеличивайте скорость движения по мере нагрева тонкого материала.
- Чтобы предотвратить прожог, избегайте плетения (завитков), которое вы используете при сварке стали. Попробуйте двигаться быстро по прямой, сделав небольшую паузу для контроля температуры, только если это необходимо.
- Подкладка из тонкого алюминия и чистой стали для регулирования температуры материала.
- Защитите глаза.Используйте более темный оттенок (11–12) из-за более яркой дуги.
- Алюминий не светится, как сталь, в горячем состоянии, поэтому будьте осторожны с тем, что берете.
- Обязательно протестируйте свою работу. В отличие от стали, сварные швы из алюминиевого сплава обычно не так прочны, как окружающий материал.
 Или попробуйте положить пистолет на бок, пока не образуется дуга, а затем поверните его в положение сварки.
Или попробуйте положить пистолет на бок, пока не образуется дуга, а затем поверните его в положение сварки. В отличие от стали, сварные швы из алюминиевого сплава обычно не так прочны, как окружающий материал.
В отличие от стали, сварные швы из алюминиевого сплава обычно не так прочны, как окружающий материал.Пример: сварка алюминия Hobart Handler 140 MIG без катушечного пистолета
Если вы владелец популярного и доступного сварочного аппарата Hobart Handler 140 MIG, вы можете быть разочарованы, узнав, что ваш сварщик не поддерживает катушечный пистолет, и удивитесь чтобы узнать, что он может сваривать алюминий — прямо из коробки.
Вот как я использовал совершенно новый Hobart 140 для выполнения сплошных сварных швов, соединяющих плоскую алюминиевую заготовку ⅛ дюйма.
О сварочном аппарате
Прочитав руководство пользователя при подготовке к полному обзору, я заметил, что Hobart 140 MIG Welder несовместим с пистолетом Hobart SpoolRunner 100 с катушкой. Но я видел, что в сварочной таблице Хобарта есть настройки для сварки алюминия калибра 16 и 12 с использованием проволоки 0,030 дюйма.
Сварочный аппарат Hobart Handler 140 MIG может сваривать алюминий без катушечного пистолета.
Заинтересовавшись способностями этого успешного сварщика алюминия без катушечного пистолета, я решил лично убедиться, прежде чем пропустить стальную проволоку через новую гильзу.
Допускаю, что у меня есть некоторые сомнения, в том числе:
- Вкладыш из рулонной стали
- Система привода проволоки состоит из одного набора приводных роликов
- Зазор между роликами и выходящей направляющей проволоки
- Напряжение регулируется 5-позиционной ручкой
Но также оптимизм:
- Гильза была сделана из стали, но была новой, чистой и длиной всего 10 футов
- Направляющая для входящей проволоки была из пластика с низким коэффициентом трения
- Похоже, легко устранить сопротивление ступицы катушки
- Изготовитель предоставил настройки сварки алюминия
Материалы
Я использовал несколько кусков плоского алюминия размером 2 на 36 дюймов и толщиной ⅛ дюйма.Их протирали ацетоном перед легкой щеткой, чтобы удалить окисление. Затем следует последняя протирка ацетоном для удаления остатков.
Затем следует последняя протирка ацетоном для удаления остатков.
Проволока для этого испытания представляла собой новую герметичную катушку весом в один фунт из алюминиевого сплава Hobart 0,030 дюйма ER4043. Каталожный номер h481806-R18.
Настройка
Я экспериментировал с настройками перед запуском демонстрационных сварных швов. Вот окончательные настройки, используемые для сварных швов, которые я вам покажу.
- Натяжение катушки: Устранено все сопротивление катушки за счет откручивания гайки ступицы — нет необходимости снимать пружину или шайбу.
- Приводной валок: Используется гладкий.Ролик 030 ″ /. 035 ″, входящий в комплект сварочного аппарата
- Натяжение привода проволоки установлено на 1,5
- Скорость подачи проволоки установлено на 90 из 100
- Напряжение установлено на 5 из 5
- Контактный наконечник: 0,035 дюйма (также имел успех при использовании 0,045 ”)
- Газ: 100% аргон настроен на 20 куб. Футов в час
- Сопло: газовое сопло MIG выдвинуто примерно на 3/16 дюйма для поддержания вылета электрода на ¾ дюйма (убедитесь, что оно остается по центру вокруг контактного наконечника)
 Футов в час
Футов в часПримечания:
- Толкает сварочную ванну прямо, устойчивое движение (или пытался)
- Удерживайте кабель резака прямым и поддерживаемым посередине.Стальной вкладыш будет захватывать и удерживать алюминиевую проволоку, если кабель изгибается. Если я оставил ружье свисающим с края стола, пытаясь очистить птичье гнездо, я не смог бы вытащить провод, пока не распрямлю кабель.
- Предварительно нагретый алюминиевый материал в течение 30-60 секунд с помощью небольшой пропановой горелки. Температура в гараже составляла 40 с, и предварительный нагрев повлиял на вероятность успеха и качество начала сварки.
- Положил пистолет на бок, чтобы зажглась дуга, затем повернул в положение сварки.У этого сварочного аппарата нет таймера приработки для снижения скорости проволоки в начале сварки. Когда проволока вылетала из пистолета со скоростью десять дюймов в секунду, начало работы под небольшим углом давало время для установления дуги без проталкивания проволоки в заготовку.
 Когда проволока вылетала из пистолета со скоростью десять дюймов в секунду, начало работы под небольшим углом давало время для установления дуги без проталкивания проволоки в заготовку.
Когда проволока вылетала из пистолета со скоростью десять дюймов в секунду, начало работы под небольшим углом давало время для установления дуги без проталкивания проволоки в заготовку.Результаты
Сплошное изображение после сварки Hobart 140 на ⅛-дюймовом алюминии. После некоторой практики с использованием рекомендованных производителем настроек, я сделал стабильные сварные швы, которые начинались с небольшого холода, но стабилизировались до стабильной дуги с хорошим проваром.
Поперечный разрез алюминия 1/8 ″, сваренного с помощью сварочного аппарата MIG без катушечного пистолета. (WelditU) Мне следовало остановиться здесь, но я хорошо понимал, как это происходит, и у меня под рукой было немного алюминия толщиной 1/16 дюйма. Поэтому я снизил напряжение до положения 3 и оставил регулятор скорости подачи проволоки на 90, чтобы соответствовать диаграмме внутри сварочного аппарата.
Ну, между всеми прожогами и прожогами была настоящая неразбериха. Я не мог хорошо сваривать тонкий материал с любой консистенцией. Мне придется вернуться к этому в другой раз — может быть, с тефлоновым вкладышем.
Посмотрите, как это работает
Вот короткое видео, на котором показан джентльмен, который, похоже, преодолел проблемы с подачей алюминиевой проволоки. В более раннем видео он говорит о замене лайнера на нейлон с использованием контактного наконечника увеличенного размера, очень легкого натяжения и очень маленького баллона со 100% -ным аргоном.
Ему удалось наложить более гладкий сварной шов, чем у большинства, с помощью того, что выглядит как простой сварочный аппарат на 90-100 ампер. Бусинка выглядит холодной, поэтому пробитие может быть проблемой. Но хорошее усилие. Его совет о том, чтобы выдвинуть сопло на 1/4 дюйма для сохранения газового покрытия с длинным вылетом, является хорошим, что я добавил выше.
Только начало
Я надеюсь, что эти советы приведут к успеху, если вы решите попробовать сварку алюминия методом MIG без катушки.
Сварка алюминия сильно отличается от работы со сталью, и мы коснулись только реальных методов сварки алюминия.
Для получения дополнительной информации хорошее начало — это руководство Lincoln Electric: ALUMINIUM GMAW Gas Metal Arc Welding for Aluminium.
Сварочный стержень для дома — Марка:
В Maker ether есть множество статей и инструкций для самодельных сварщиков, от супер-простых, глупых и чрезвычайно эффективных (три автомобильные батареи, соединенные последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники).Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.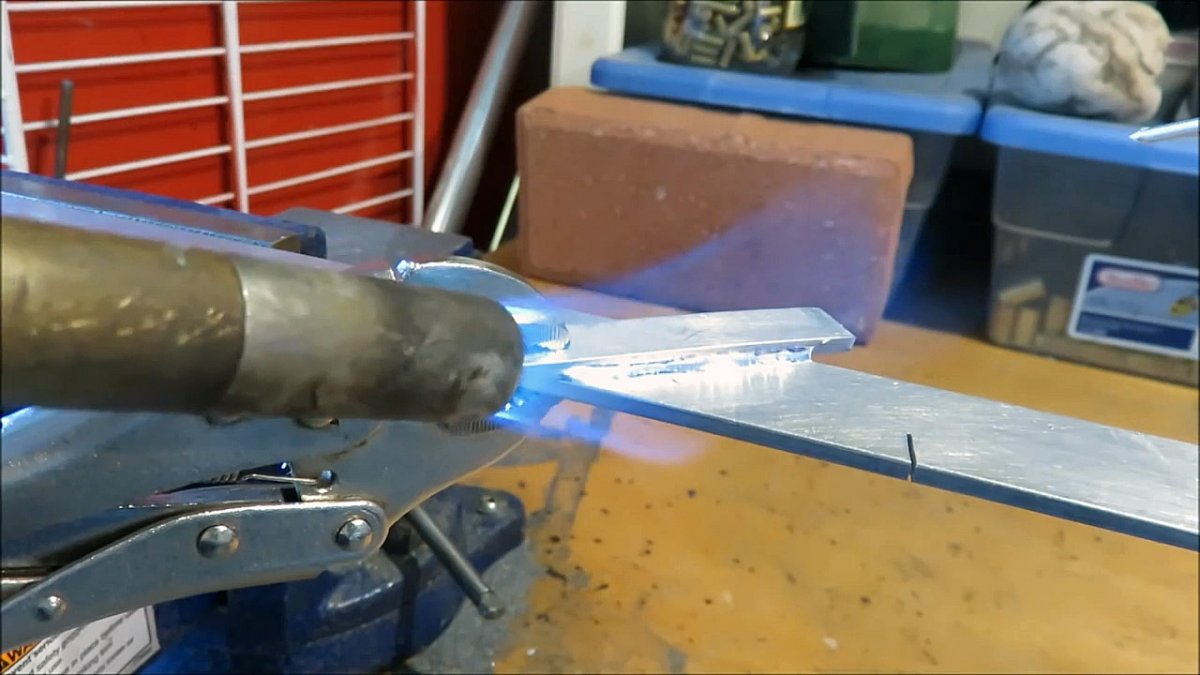
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там делал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочного металлического соединения вы получаете хрупкую пену. Удаление кислорода обычно достигается заполнением зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной сварке, сварке стержнем и стержневой сваркой. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно найти везде. Пока ты не сможешь.
Они повсеместны.Их можно найти везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, погуглил и пролистал все более отрывочные форумы, от обычных DIY до очень поверхностных сторонников выживания. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свой собственный сварочный стержень и не документировал это в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс изготовления вещи также описывается, защищая права изобретателя как на средства, так и на цели. Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», зарегистрированный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды просушиваются (я использовал тостер — стержневую печь, или некоторое время на солнце тоже подойдет.)
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия извергает защитный газ при сгорании и обеспечивает путь для плазмы, направляющей дугу.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученное с помощью известных покрытых электродов, не является существенным для сварочного аппарата.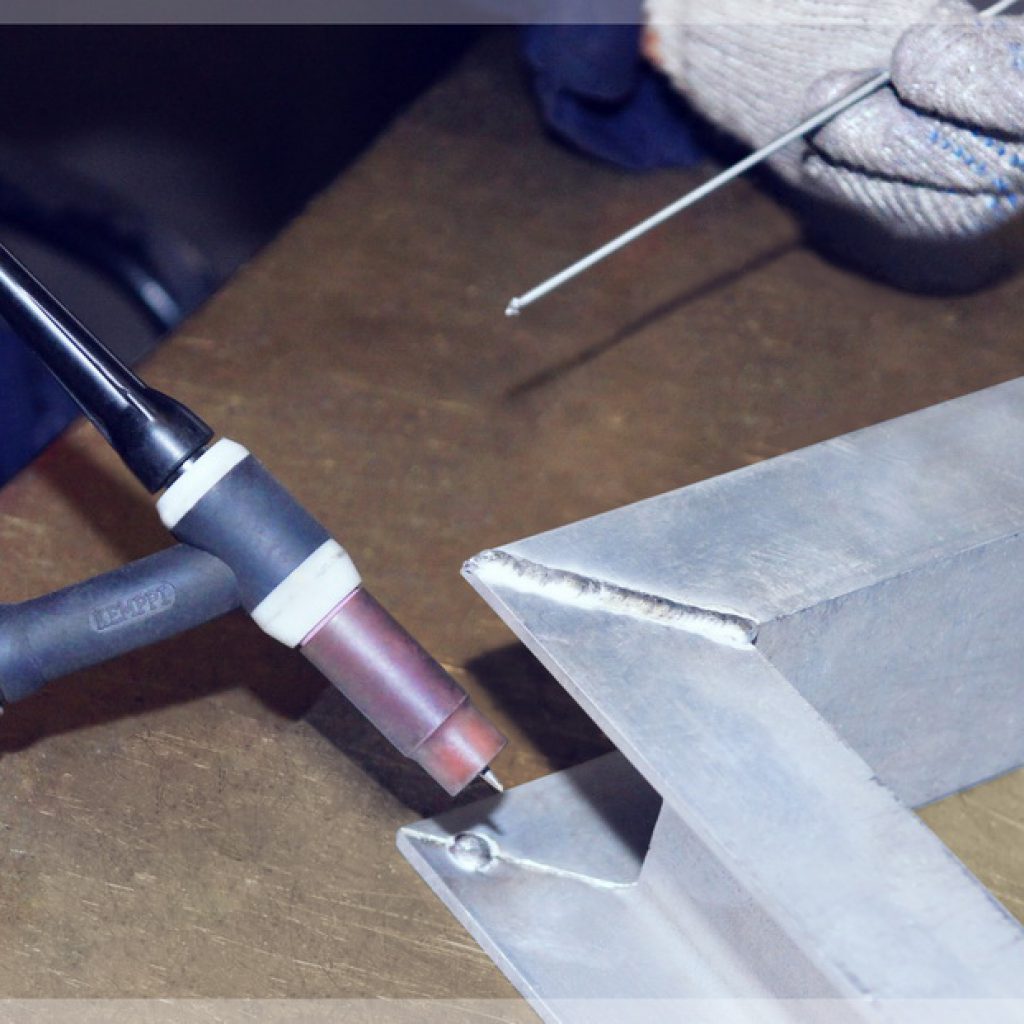 производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно найти в доме.
производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно найти в доме.
Лучший сварщик для DIY и домашнего обслуживания
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность заниматься своими руками или заниматься домашним хозяйством.Те из нас, у кого есть способность строить, чинить, создавать и ремонтировать вещи, — это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что, хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской — это одно, но какой сварщик лучше всего подходит для проектов «сделай сам». Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: дуговые, сварочные аппараты MIG и TIG
Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: дуговые, сварочные аппараты MIG и TIG
Аппараты для дуговой сварки и их применение
Аппараты для дуговой сварки — это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся на протяжении десятилетий, создавали целую промышленность. Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних условиях.Новое поколение дугосварочных аппаратов — компактные, портативные и мощные. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
Аппараты для ручной сварки обычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка. В то время как специалист по домашнему хозяйству может использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативный , Новые машины, такие как 140 Forney EasyWeld Arc Welder, очень легкие .При весе всего 10 фунтов или около того, эти машины идеальны для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы к состоянию свариваемого металла и будут сваривать грязные материалы. Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки без защитного газа можно использовать в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых для самостоятельной работы, — это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии — отсутствие необходимости в дополнительном защитном газе.
- Идеально для трубопроводов.
- Основы «Дуговая сварка» можно освоить за относительно короткое время при хорошем обучении. (У U-образной трубки есть много видео о том, как дуговой сваркой)

Недостатки дуговой сварки
- Может потребоваться больше очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудносвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности.Они медленные в использовании, так как вы постоянно меняете электроды.
- Для качественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.
Сварщики Mig — Лучший сварщик для DIY
Сварочные аппараты Mig для общего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних хозяйств. Эти сварочные аппараты работают с использованием непрерывной подачи проволоки, которая является присадочным стержнем к месту возникновения дуги.
Однако они требуют использования защитного газа в некоторых приложениях.Это может ограничить портативность, но есть способ обойти это при сварке низкоуглеродистой стали.
Защитный газ требуется для сварочных аппаратов MIG, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий. Есть еще один вариант сварки низкоуглеродистой стали с использованием порошковой сварочной проволоки. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов MIG для DIY
- Хорошая цена для машин хорошего качества
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность.
- Сварка MIG — самый простой из всех типов сварки для изучения
- Может сваривать намного быстрее, чем аппараты для дуговой или TIG-сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели.
- Сварные швы имеют хорошую отделку и более чистые, без шлака.(порошковая проволока создает немного шлака и немного очищает)
- Один аппарат может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно производить на открытом воздухе в ветреную погоду

Недостатки сварочных аппаратов МИГ
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки двухдюймовой пластины требуется сварщик не менее 500 ампер.
- Требует большей подготовки, чем сварочные аппараты штангой, область сварки должна быть очищена от грязи, ржавчины или краски.
Сварщики Tig, преимущества и недостатки
Сварочные аппараты TIG — это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует подумать об этом. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивное оборудование.Рама вашего велосипеда, скорее всего, сварена методом сварки TIG.
Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует подумать об этом. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивное оборудование.Рама вашего велосипеда, скорее всего, сварена методом сварки TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Тепло, подводимое к сварному шву, можно контролировать с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки толстой стали
Заключение
Суть в том, что сварщики Mig будут лучшими сварщиками для DIY для большинства людей. Это значит, что они самые универсальные и справятся практически с чем угодно. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят, возможно, для обслуживания ферм и более тяжелых строительных проектов.
Это значит, что они самые универсальные и справятся практически с чем угодно. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят, возможно, для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, резал древесину и строил крутые штуки, его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что вы можете.
8 советов по сварке алюминия для начинающих
Сварка алюминия — сложный навык, и чем больше вы будете знать перед тем, как приступить к задаче, тем лучше вы будете в ней справляться.Этот удобный набор советов по сварке алюминия будет особенно полезен для всех новичков и посвящен навыкам, на приобретение которых могут потребоваться месяцы только на практике.
Нагрейте алюминий
Попробуйте запустить паяльную лампу над алюминием, прежде чем начинать сварку. Это минимизирует искажения, которые вы часто обнаруживаете, когда нагрев сварочной горелки вызывает локальные горячие точки на алюминии.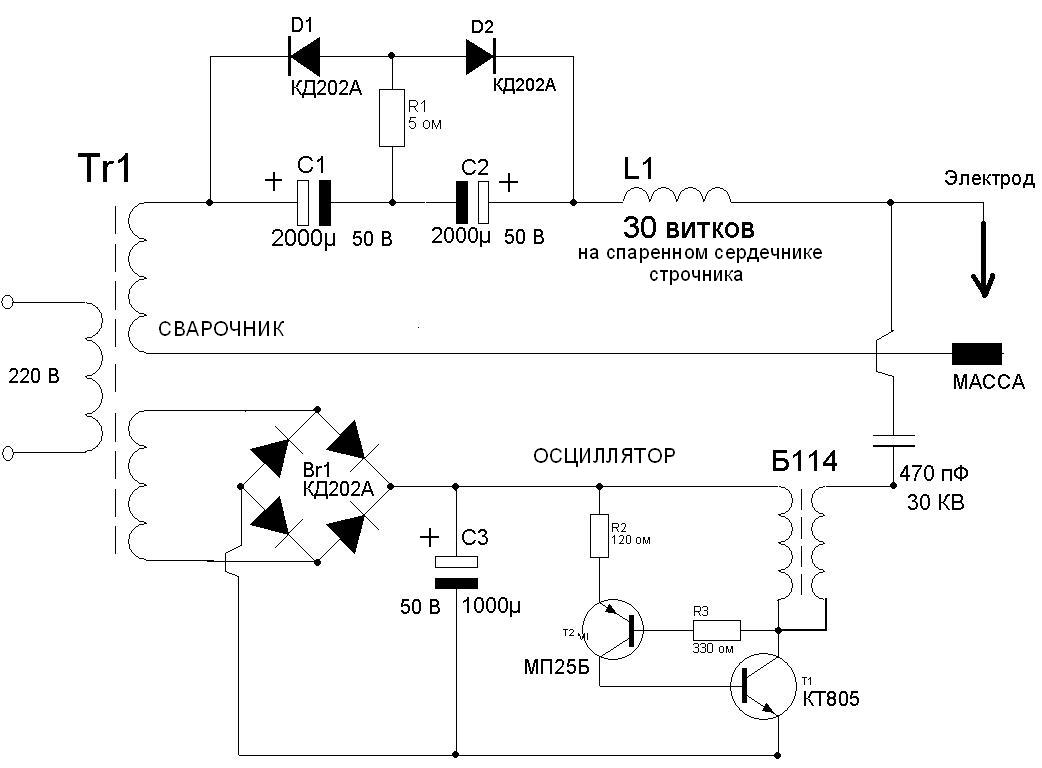
Сварка алюминия будет завершена быстрее и точнее, если сначала удалить оксидный слой с алюминия.Сделайте это проволочной щеткой из нержавеющей стали и очистите края алюминия напильником.
Электрод
Возможно, на вольфрамовом наконечнике сварочного пистолета есть загрязнения. Если это произошло, нужно немедленно прекратить работу. Это может происходить довольно регулярно, и всякий раз, когда это происходит, вам необходимо решить проблему, прежде чем продолжить.
Скорость
Сварку алюминия нужно выполнять быстро. Как только вы начнете, вы должны продолжать работу, иначе существует реальная опасность прожечь алюминий из-за его перегрева.Сварочная горелка должна продолжать двигаться вдоль сварного шва, и эта практика сильно отличается от сварки стали.
Точность
При сварке алюминия нужно быть особенно точным. Вы всегда должны стараться плотно соединить детали друг с другом перед началом сварки, чтобы убедиться, что они точно установлены и должным образом очищены. С алюминием невозможно заполнить промежутки между поверхностями так же, как вы можете манипулировать сталью.
С алюминием невозможно заполнить промежутки между поверхностями так же, как вы можете манипулировать сталью.
TIG по сравнению с MIG
Сварщики согласны с тем, что сварочные аппараты TIG являются лучшим оборудованием для сварки алюминия.Они относительно просты в использовании и быстро справляются со своей задачей. Однако высокие цены на сварщиков TIG означают, что они находятся вне финансового диапазона большинства домашних сварщиков. Вот почему большинство людей используют сварочные аппараты MIG. Они более доступны по цене, но, к сожалению, их сложнее использовать. Если возможно, используйте для своей работы сварочный аппарат TIG. Наем можно рассмотреть, если он в конечном итоге окажется рентабельным.
Инертный газ
Для сварочного пистолета требуется инертный газ для сварки алюминия.В идеале вы должны использовать чистый аргон, но, в зависимости от имеющегося у вас оборудования, вы также можете использовать смесь аргона и гелия.
Трос
Пружинный натяжитель троса необходимо затянуть, чтобы катушка с тросом не распускалась, а первые 3 дюйма проволоки должны быть очень прямыми. Это предотвращает повреждение гильзы при прохождении проволоки в сварочной горелке.
Это предотвращает повреждение гильзы при прохождении проволоки в сварочной горелке.
Попробуйте снять наконечник сварочного пистолета перед тем, как пропустить проволоку, хотя никогда не пытайтесь это сделать, когда наконечник горячий.Иногда проволока может застрять в сварочном пистолете. Если это произойдет, попробуйте натянуть его обратно на катушку, затем немного поработайте пистолетом, пытаясь протолкнуть проволоку обратно.
Радиатор
Используйте латунный радиатор для сварки алюминия. Зажмите его за свариваемым алюминием. Он отводит тепло от сварного шва и позволяет работать медленнее и точнее. В конечном итоге это приведет к более аккуратному сварному шву.
.