Сварка нержавеющей стали аргоном в СПб с доставкой по РФ
8 (804) 333-68-30Задать вопрос
- Штат квалифицированных сварщиков высоких разрядов с лучшим оборудованием.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
Примеры деталей из нержавейки со сваркой аргоном производства «Металл‑Кейс»
Сварка нержавеющей стали в аргоне — зачем это делается?
Сварка нержавеющей стали в аргоне — технология, которая позволяет качественно варить нержавейку без потери ее антикоррозионных свойств. Почему именно аргон? Как он позволяет достигать этой цели?
Начнем с того, что, собственно, будет происходить с нержавейкой при сварке без среды защитного газа.
Ну, в первую очередь она, конечно, будет свариваться — как, в общем‑то, и полагается металлу. Однако при этом в ней будут идти недобрые и нежелательные процессы — раскаленный металл получает возможность реагировать с газами воздуха, в том числе и с теми, с которыми при комнатной температуре реагировать не может.
Одна из таких реакций, например — реакция углекислого газа с хромом. Хром присутствует в нержавейке как один из главных легирующих компонентов, обеспечивающих собственно антикоррозионные свойства этого сплава. После реакции с углекислым газом вместо отдельных атомов хрома внутри сплава оказываются молекулы карбида хрома. Хром как бы никуда не девается, но, находясь в этом соединении, больше не выполняет антикоррозионных функций. И более того — вкрапление зерен карбида хрома в шов нарушает прочность соединения.
При этом углекислый газ вездесущ — его содержание в атмосфере значительно меньше 1 процента, однако этого вполне достаточно для того, чтобы постоянно присутствовать рядом с вами в ожидании, когда вы уже наконец начнете варить нержавейку.
От него приходится как‑то отгораживаться. И один из самых удобных способов отгородиться от него — использование среды защитных инертных газов, то есть, чаще всего, аргона.
Подаваемый в зону сварки под давлением газ, понятное дело, вытесняет оттуда обычный атмосферный воздух, содержащий и вредный в данном случае углекислый газ, и кислород с азотом, также выступающие окислителями в реакциях с металлами.
И если этот газ полностью инертен — то других реакций в между металлами сплава и газами просто не будет. А аргон именно что полностью инертен — это благородный газ, элемент восьмой группы таблицы Менделеева. Его атомы уже имеют на внешнем электронном уровне все восемь электронов, поэтому не могут добрать больше за счет атомов металла.
Именно благодаря этому сварка нержавейки в аргоне позволяет получать
Особенности работы с «Металл‑Кейс» по сварке нержавеющей стали
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео зачистки сварных швов в «Металл‑Кейс»
 youtube.com/embed/Z1GyrOLVcWQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Z1GyrOLVcWQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Посмотрите — так мы зачищаем сварные швы
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
Сварка нержавеющей стали аргоном в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Расчет стоимости и сроков сварки нержавейки аргоном по вашему заказу
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.

- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.

Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.

Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Технология сварки нержавейки аргоном:расход аргона при сварке
Нержавеющая сталь относится к высоколегированным материалам, которые трудно поддаются сварке. Это получается за счет того, что металл в расплавленном состоянии ведет себя совершенно не так, как другие разновидности. Сварочная ванна получается очень жидкой, так что это заметно усложняет процесс получения нормального валика. Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.
Сварка нержавейки аргоном
Аргонно-дуговая сварка нержавейки дает достаточно высокое качество за счет того, что защитным элементом во время процесса выступает инертный газ аргон. Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
Схема аргонно-дуговой сварки
При работе нужно использовать особые режимы. Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Что нужно учитывать при сварке нержавейки аргоном
Когда производится сваривание при помощи аргона, то следует в первую очередь учитывать свойства металла. Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Стоит учитывать, что прогревание должно быть равномерным, чтобы исключить тепловые деформации. Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.
Использование флюса для сварки нержавейки аргоном
Подготовка нержавейки
Аргоновая сварка нержавейки начинается с подготовительных этапов. Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.
Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.
Зачистка нержавейки
Режимы аргоно-дуговой сварки нержавеющей стали
От выбора правильного режима зависит многое в данном деле. Так можно определить требуемый расход аргона при сварке нержавейкой, чтобы все прошло на требуемом уровне. В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
| Толщина металла, мм | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Количество аргона, л/мин |
| 1 | 30…60 | 11 | 1 | 2,5 |
| 1,5 | 40…70 | 12 | 1 | 2,7 |
| 2 | 50…80 | 13 | 2 | 2,9 |
| 2,5 | 60…90 | 14 | 2 | 3 |
| 3 | 70…100 | 15 | 3 | 3,3 |
| 4 | 80…120 | 18 | 4 | 3,5 |
| 5 | 100…140 | 20-22 | 4 | 4 |
Технология сварки нержавейки аргоном
Все начинается с подготовительных этапов. Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
«Обратите внимание!
Все перемещения следует делать исключительно равномерно, так как слишком быстрые перепады температуры могут вызвать брак.»
Сварка нержавеющей стали аргоном хоть и облегчает работу с этим металлом, но здесь все равно нужно иметь навыки. Движения должны быть четкими и равномерными, так как в ином случае металл будет растекаться в различные стороны, а формирование валика будет неправильным. После того, как все будет заварено до конца, следует быстро остудить материал, чтобы не произошла потеря качеств стойкости к коррозии.
Контроль качества
После того как закончится дуговая сварка нержавеющей стали, то следует проконтролировать качество полученного результата. Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
- Контроль по внешнему виду – осуществляется путем визуального осмотра, где можно определить только явные дефекты, которые образовались на поверхности;
- Радиационный контроль – неразрушающий метод, который включает в себя радиоскопию, радиографию и радиометрию;
- Магнитный контроль – куда входят порошковые, графически и феррозные разновидности способом проверки качества;
- Акустический контроль – основан на звуковых и ультразвуковых разновидностях, таких эхо-импульсивная разновидность, резонансная, теневая, реверберационная, свободных колебаний и эмульсионная;
- Тепловой контроль – основан на контрасте температур, а также на методе теплового поля и термометрическом анализе;
- Течеискание – данный метод рассчитан на поиск течи, а также на проверку герметичной целостности;
- Капиллярный метод – основан на просачивании жидкостей через мелкие трещины в металле, куда входят такие разновидности как цветной и люминесцентный способ;
- Электромагнитный – основан на принципе действия вихревых токов. Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
/8ce4a8c4a69941b.s.siteapi.org/img/43f5aa71c2aa3177ed6f833ab64cb3310321c03d.jpg) Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
Здесь выделяют фазовую, амплитудную и их смешанную разновидность.«Обратите внимание!
Для наиболее точного результат лучше всего использовать несколько методов, если качество сварного соединения действительно важно.»
Меры безопасности
Дуговая сварка нержавеющей стали является не совсем безопасным делом. Здесь нужно соблюдать несколько мер безопасности, халатное отношение к которым может привести к несчастным случаям. В первую очередь стоит помнить о газовой безопасности, так что баллон с аргоном требуется отставлять на достаточно расстояние от открытого источника огня, которое было бы приемлемым для проведения сварочных работ. Не стоит забывать и об электробезопасности. Не следует заниматься сваркой при повышенной влажности.
Не лишними будут методы личной безопасности, так как нужно помнить о горячих предметах, возможном разбрызгивании раскаленного металла и так далее. Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
Сварка аргоном нержавейки своими руками — изучаем вопрос. Технология сварки нержавеющей стали аргоном
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Это интересно: Сварка силумина в домашних условиях, особенности электродуговой сварки
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно.
 Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.Ведь это задача, к которой требуется особая подготовка.
Сварка нержавейки аргоном:технология, как правильно варить, важные нюансы
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.
Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.
При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.

Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Оборудование и расходные материалы
При обработке нержавейки нельзя поджигать дугу стандартным способом, чиркая по детали. Оборудование должно обеспечивать бесконтактный розжиг дуги. Таким требованиям соответствует инвертор и полуавтомат, работающие в режиме аргонодуговой сварки. Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Равномерное распределение газа обеспечивает мундштук с сеточкой и широким соплом. Его одевают на горелку. В результате газ идет широким потоком, закрывая всю ванну и шов. У него небольшая скорость, он не выдувает расплавленный металл и не деформирует шов.
Для изделий из нержавейки важно, чтобы присадочная проволока подбиралась одной марки или максимально близкая по содержанию хрома, никеля, марганца.
Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями. Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым.
Оборудование для сварки
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
Особенности технологии:
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.

Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология — импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам. Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.

Технология сваривания аргоном
Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Работе с нержавейкой подходит полуавтоматический аппарат. Это классический вариант. Он довольно сложный в применении, однако наличие достаточного опыта обеспечивает надежный и эстетичный шов.
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную. Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено.
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Работая с тонкостенными деталями из нержавеющей стали край электрода предварительно оплавляется. Это мера предосторожности во имя избежания загрязнения пришовной поверхности детали.
/8ce4a8c4a69941b.s.siteapi.org/img/1bf9033f79aecbaab53402bac7e0cb446699ffbb.jpg)
Ведь эстетичность соединения — главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Во время сваривания идеальный уровень расхода газа – 12 л. Стоит следить, чтобы он не был более 15 л. в минуту. Однако эти показатели свойственны высококвалифицированным мастерам, имеющим в этой области большой опыт.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Подготовка металла
В работе со сваркой аргоном риск брака грозит еще на подготовительном этапе. Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Ведь, в сущности, она состоит из тех же подготовительных действий, что и при аргонодуговом сваривании других металлов.
Вначале происходит разделывание кромок. Далее они зачищаются до блеска при помощи металлической щетки, либо шлифовальной машины. После этого рабочая зона обезжиривается специальной жидкостью.
Подойдет бензин, либо ацетоносодержащие вещества. Это делается для более качественной устойчивости дуги, что ускоряет процесс работы.
Не стоит забывать о сохраняющем от брака стыковом зазоре. Перед началом сварки проводится не только подготовка деталей, но и подбор комплектующих элементов.
При аргонном сваривании нержавейки применяется присадочный пруток. Важным нюансом в подборе прутка является степень легированности. Она должна быть выше, чем этот показатель у детали. Такие элементы стоит брать у проверенных компаний.
Приобретение более дешевого либо дорогого элемента не обеспечивает надежность результата сварки. При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
Мастера способны дать подсказку, где и у кого лучше взять качественные комплектующие для сварки нержавеющей стали аргоном.
Это интересно: Как выполняется сварка оцинкованного металла своими руками?
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
Медная пластина для комфортного соединения изделий
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.

Правильные настройки аппарата. Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.
Варим без присадки
Видео:
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Подготовительные работы
Аргонную сварку нержавейки следует начинать с качественной подготовки поверхности. Процедура подготовки рассматриваемого сплава не отличается от прочих сортов металла и включает в себя следующие действия:
- Поверхность очищается от посторонних элементов. При этом кромки должны быть зачищены до металлического блеска. Сварка нержавеющей стали ГОСТ 14771-76 не указывает, каким именно способом будут проводиться подготовительные работы. Из этого следует, что возможно применение как ручного инструмента, так и механизированного способа.
- Следующий этап включает в себя обезжиривание поверхности любой подходящей жидкостью.
- Завершает подготовку установка зазора, компенсирующего деформационные процессы.

Следует заранее озаботиться подготовкой присадочного материала, тип которого будет соответствовать свойствам свариваемого металла. Наиболее распространенными марками сварочной проволоки являются:
Сварочная проволока для нержавейки и ее классификация.
Аргонодуговая сварка нержавеющей стали. Основные особенности сварки изделий из нержавеющих металлов
Нержавеющая сталь – это сплав двух металлов Cr (хрома) и Ni (никеля). Из-за добавления лигатуры, полученный сплав металла имеет хорошую стойкость к коррозии, а также имеет ряд других преимуществ. Есть и недостаток такого материала – сложность сварки нержавейки.
Для того, чтобы достичь идеального шва и качественной сварки нержавеющих изделий, необходимо соблюдать технологию аргонодуговой сварки. На сегодняшний день известно много способов сварки нержавеющего металла, но мы рассмотрим два основных способа — tig сварка и сварка полуавтоматом в аргоновой среде.
Аргон – это газ, применяющий при сварке нержавеющих металлов в режиме полуавтомата и TIG режиме. Основной особенностью такого газа как аргон, является обеспечение среды сварки для наилучшего шва и крепления сварного шва нержавеющей стали. Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Основной особенностью такого газа как аргон, является обеспечение среды сварки для наилучшего шва и крепления сварного шва нержавеющей стали. Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Плюсы и минусы сварки нержавеющих изделий аргоном
Нержавейка – особый металл, поэтому при ее сварке приходится сталкиваться с трудностями. Например, нержавейку нельзя перегревать, это может привести к образованию сплава с повышенной температурой плавления, что приведет к дальнейшим трудностям при обработке, зачистке металла.
Последующая обработка металла необходима для того, чтобы изделия из нержавеющей стали (перила, поручни или ограждения) имели красивый внешний вид. Это не единственный случай предосторожности, например, если перегреть металл больше чем на 500 градусов, то нержавейка вовсе потеряет свои свойства и стойкость к коррозии.
Если снизить силу тока, подаваемую при сварке нержавеющих металлов, на 1/5 часть, то вполне можно этого избежать.
Многие сварщики сталкиваются еще с одной сложностью при сварке нержавеющих металлов – высокие значения коэффициентов линейного расширения. Это может привести к трещинам на швах, поэтому обязательно нужно соблюдать выдержку зазоров, эту информацию можно узнать в выдержках из ГОСТа.
Еще одна особенность изготовления изделий из нержавеющей стали – высокое электрическое сопротивление при сварке двух деталей. Высокий уровень сопротивления может привести к перегреву не только самой детали, но и самого припоя (сварного шва). Если вы все-таки остановились на таком типе сварки, как аргонодуговая, то следует внимательно следить за:
- температурой плавкости металла;
- температурой самого припоя и сварного шва;
- зазорами швов;
- силой тока.
Что такое сварка швов и что она из себя представляет?
Сварка — это процесс изменения конструкции, формы металла, под влиянием высоких температур. Для сварки, как известно, используется сварочный аппарат. В этой статье будет кратко, но информативно рассказано о сварке швов.
Для сварки, как известно, используется сварочный аппарат. В этой статье будет кратко, но информативно рассказано о сварке швов.
Сварка швов представляет собой процесс сварки, при котором перекрытие в 1-1,5 раза превышает толщину листа, что приводит к толщине сварного соединения от 1,2 до 1,5 мм толщины одиночного листа.
для этого используются электроды с плоскими передними наконечником и в два раза шире чем используемые для стандартной сварки швов.
Давление увеличивается приблизительно в 300 раз от нормального давления.
Основные этапы сварки швов.
По сравнению с обычной сваркой шва ток уменьшается, чтобы избежать чрезмерного плавления; однако требуется непрерывный поток тока.
Для работы на электродах требуется значительная точность, чтобы сохранить толщину и ширину сварного шва в заданных пределах конструкции соединения. Зажимы или ролики могут использоваться для сдерживания движения в боковом направлении, и предварительная сварка лазером может быть выполнена для обеспечения правильного выравнивания во время сварки.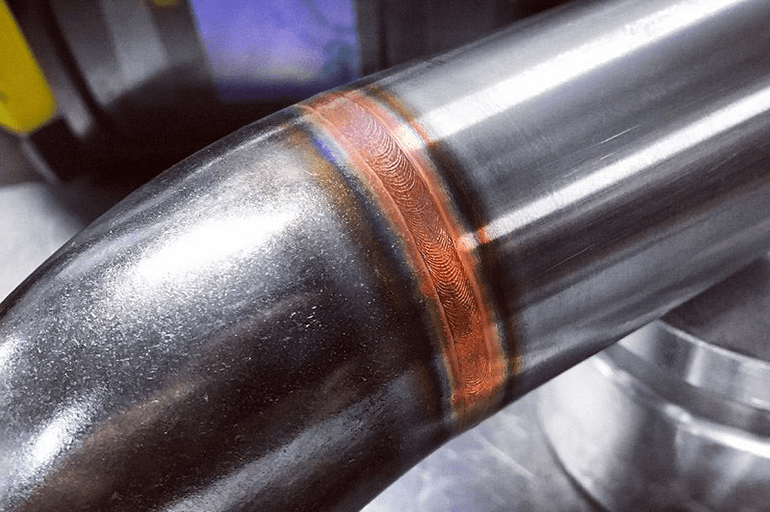
Сварка швов используется в основном для производства бочек, пищевых контейнеров, холодильных кабин и отечественного оборудования из мягкой стали, где требуются прямые промывочные сварные швы с хорошим внешним видом. Обычно используются для сварки швов низкоуглеродистая сталь и нержавеющая сталь. Металлы с узким температурным диапазоном не могут быть сварены швами.
Подготовка материала – нержавеющей стали
Любая сварка, будь то аргоновая или любая другая, подразумевает подготовку двух нержавеющих деталей к их сварке. Для подготовки нержавеющей стали к сварке, необходимо выполнить следующие действия:
- Зачистить – зачистка самый долгий и нудный процесс в изготовлении изделий из нержавейки;
- Обезжиривание – необходимо обезжирить участок сварки специальным растворителем;
- Подогрев – если изделие из тонкого металла, то его необходимо изначально подогреть горелкой примерно до 300 градусов, это позволит снизить вероятность образования трещин на сварном шве;
- Зазоры – последний и самый важный пункт, это выставление зазоров.

Не стоит забывать про подготовку не только самого свариваемого элемента, но и самого припоя, необходимо выбирать согласно толщине металла. Также не забудьте про костюм сварщика – обязательно нужно предотвратить повреждения работника от ожогов. По поводу настройки самого сварочного аппарата, мы поговорим дальше.
Особенности технологии TIG сварки
Основной особенностью TIG сварки – является технология сварки вольфрамовым неплавящимся электродом. Проводить работу можно, как и при постоянном токе, так и при переменном. Основная составляющая такого типа сварки – это горелка. Внутри горелки закреплен специальный стержень и сопло, которые и подают защитный газ аргон.
Припой подносится к месту образования дуги вручную. Все действия по движению горелки и припоя контролируются строго сварщиком, поэтому и сварщики, которые умеют варить аргоном очень ценятся. Отличительной особенностью при формировании сварного шва, является тот факт, что шов образуется поперечный, в других видах сварки такого нет.
Отличительной особенностью TIG сварки является – вольфрамовый электрод. Такой неплавящийся электрод необходим для формирования дуги, однако касаться им металла нельзя.
Разберем основные принципы и настройки сварочного аппарата, для лучшего понимания TIG сварки, на примере сварки двух нержавеющих пластин, толщиной примерно 1 мм.
- Припой – необходимо выбрать правильный припой, он должен иметь больше примесей, чем пластины.
- Ток – выставляем тока прямой полярности.
- Сила тока – должна быть от 30 А до 50 А, напряжение не более 28 В, средняя скорость сварки 20 см/мин.
- Толщина припоя — от 0,8 мм до 1,6 мм.
Если следовать всем вышеперечисленным инструкциям, то можно получить желаемый результат – сварка двух нержавеющих пластин, с качественным швом. Если вы все же хотите просто научиться, то лучше взять пластины толщиной 4-5 мм.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной
или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Пошаговое описание процесса
Обычно приходится сваривать именно нержавеющие трубы. Поэтому принцип проведения сварки по TIG технологии лучше рассмотреть на таком примере:
- После подготовки материала и аппаратуры можно приступить к непосредственной работе по соединению срезов деталей.
- Нужно организовать обдув аргоном с внешней и внутренней стороны трубы. Извне сделать это просто, но для того, чтобы получить такую обработку изнутри, придется совершить несколько дополнительных манипуляций. Одну сторону среза нужно плотно заклеить скотчем, и сами стыки заклеить скотчем. С другой стороны трубы запускает аргон через горелку, и сразу же закрывается и это же отверстие пробкой.
- После заполнения внутреннего пространства трубы аргоном можно снять скотч со стыков и приступить к сварке.
- Далее посредством продольного перемещения вольфрамового стержня и припоя производится накладывание сварочного шва.
На данном этапе основная сварка завершена. После внешней обдувки аргоном стоит провести манипуляции, которые касаются вторичной обработки поверхности.
Источники
- https://electrod-svel.ru/tehnika-svarki/kak-varit-nerzhaveyuschuyu-stal-argonom.html
- https://oxotnadzor.ru/kakim-tokom-varit-nerzhaveyku-argonom/
- https://metalloy.ru/obrabotka/svarka/nerzhavejki-argonom
- https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki-argonom.html
- https://osvarka.com/svarka-metallov/svarka-nerzaveiki-argonom
- https://vt-metall.ru/articles/331-argonnaya-svarka-nerzhavejki
- https://www.rocta.ru/info/svarka-nerzhavejki-argonom-tekhnologiya-kak-pravilno-varit-vazhnye-nyuansy/
- https://svarka.guru/tehnika/opredelennih-metallov/nerzhaveyka-v-srede-argona.html
- https://regionvtormet.ru/okrashivanie/opisanie-variantov-svarki-nerzhavejki-argonom-osobennosti-podgotovki-detalej.html
- http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-argonom. html
- https://tpspribor.ru/svarka/kak-pravil-no-varit-argonom-nerzhaveyku.html
- https://svarkaspec.ru/svarka/svarka-metallov-i-splavov/svarka-nerzhavejki-argonom.html
[свернуть]
Сварка нержавейки аргоном: особенности, оборудование
Содержание
- Технология
- Плюсы и минусы
- Оборудование и расходные материалы
- Подготовка
- Правила и этапы проведения сварочных работ
- Ручная
- Полуавтоматом
Нержавеющая сталь содержит большое количество легирующих веществ, которые активно вступают в химическую реакцию с кислородом, азотом. При сварке нержавейки аргоном ванна защищена. Окисление компонентов не происходит. Остается преодолеть остальные характеристики металла, которые создают сложности при соединении двух высоколегированных деталей. Для этого производят подготовку зоны шва, используют неплавящиеся электроды.
Сварка нержавейки аргономТехнология
Аргоновая сварка нержавейки проводится по обычной технологии в среде защитных газов. Присадочную проволоку следует перемещать только вдоль шва. Электрод не должен касаться металла, ванна разгоняется дугой. Следует следить, чтобы все расходные материалы были закрыты аргоном.
Шов прочнее, если аргонодуговая сварка производится с дополнительным поддувом защитного газа. Он направляется с обратной стороны. С одной стороны трубу можно закрыть, а с другой запустить газ.
Для розжига дуги используют осциллятор или графитовую пластину. Касаться электродом детали нельзя, в месте контакта сразу образуется прожог.
Подача газа продолжается 4–8 секунд после завершения работ.
Для соединения тонких листов используют медные подкладки. Их крепят на обратной стороне шва для отвода лишнего тепла.
Плюсы и минусы
Для защиты от окисления, разрушения используют инертный газ, который значительно дороже углекислоты. Расход аргона при сварке нержавейки зависит от толщины свариваемого металла и скорости подачи проволок, она составляет 10–20 л/мин.
Дополнительный обдув с обратной стороны деталей из нержавейки требует еще 6–7 л/мин. Увеличивается стоимость работ.
С другой стороны получается прочный, качественный шов. Его делают на ответственных деталях, трубопроводах, емкостях под агрессивные жидкости.
Сварка тонкой нержавейки осуществляется вольфрамовым электродом встык. Медные пластины-подкладки можно применять многократно, при массовом производстве придать им любую форму. Сокращаются расходы на рихтовку и послесварочную нормализацию.
Оборудование и расходные материалы
При обработке нержавейки нельзя поджигать дугу стандартным способом, чиркая по детали. Оборудование должно обеспечивать бесконтактный розжиг дуги. Таким требованиям соответствует инвертор и полуавтомат, работающие в режиме аргонодуговой сварки. Сварочный аппарат и газовый баллон должны работать синхронно, от одной кнопки на держателе.
Равномерное распределение газа обеспечивает мундштук с сеточкой и широким соплом. Его одевают на горелку. В результате газ идет широким потоком, закрывая всю ванну и шов. У него небольшая скорость, он не выдувает расплавленный металл и не деформирует шов.
Для изделий из нержавейки важно, чтобы присадочная проволока подбиралась одной марки или максимально близкая по содержанию хрома, никеля, марганца.
Вольфрамовый электрод подбирается диаметром меньше, чем зазор между деталями. Обычно используется электроды диаметром 1–1,6 мм. Край затачивается, делается острым.
Оборудование для сваркиПодготовка
При подготовке следует учитывать некоторые особенности нержавейки:
- низкую теплопроводность;
- высокую температуру плавления;
- большое количество легирующих веществ;
- большое удельное расширение.
Толстостенные детали рекомендуется нагреть до 200–300 ⁰C. Это снизит разницу температур между швом и основным металлом. В результате уменьшится риск образования переходной крупнозернистой зоны вдоль линии сварки.
Непосредственно перед сваркой готовятся кромки деталей. Их надо очистить от грязи, пыли, жира. Затем протереть очищенным бензином или ацетоном. Завершает очистку обработка мягким абразивным кругом или шкуркой.
Выставляя детали под прихватку, следует оставить между ними большой зазор. При нагреве от сварочной ванны края не должны соединиться и давить друг на друга, вызывая деформацию.
Прихватки следует делать тем же электродом, что будет накладываться коренной шов.
Правила и этапы проведения сварочных работ
Сварка в среде аргона используется для соединения труб из нержавеющей стали. При прокладке трубопроводов повышенной ответственности и создания резервуаров, внутрь подается аргон. Он защищает обратную сторону шва от окисления и выгорания хрома.
Сначала торцы обрезаются ровно, протравливаются и зачищаются. Затем трубы жестко фиксируются в специальном приспособлении. Это позволяет варить без прихваток.
Шов накладывается за 2 прохода снизу-вверх с небольшим переходом в местах соединения. Толстостенный детали после охлаждения зачищают от шлака, проверяют качество шва и накладывают второй слой. Делать это нужно сразу, пока температура стыка не упала ниже 150⁰.
Ручная
Для ручной сварки неплавящимся вольфрамовым электродом присадочную проволоку укладывают заранее в шов или подводят ее впереди ванны вдоль шва.
Газ включается за 2–4 секунды до образования дуги. Это обеспечивает защиту всего шва и горячего металла. После завершения аргон еще 4 секунды обдувает шов.
Сам вольфрамовый электрод не плавится, только с помощью дуги разогревает свариваемую нержавейку и присадочную проволоку, и смешивает их.
Полуавтоматом
При сварке полуавтоматом в среде аргона проволока одновременно выполняет обязанность присадочного материала и электрода. Она подается с постоянной скоростью, плавится от дуги и температуры ванны. Рекомендуется соблюдать следующие требования:
- ванну перемещать дугой, не касаясь металла;
- длина дуги должна быть 7–12 мм;
- вылет проволоки из горелки 6–9 мм;
- состав смеси газов 30% аргона, остальное углекислота;
- газ должен быть сухой, без примеси воды;
- горелка располагается прямо и с наклоном до 80⁰.
фото и примеры работ специалистов по ременту Профи
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Александр Травкин
Сварка медных труб
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Дмитрий Гвоздев
Ремонт литого диска со сквозной пробоиной
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Геннадий Подлесных
Монтаж калитки
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Данилов
Изготовление крепления глушителя из нержавеющий стали на Ducati m900
https://profi. ru/documents/terms-of-use/
Аргонная сварка
Алексей Данилов
Изготовление выпускной системы(коллектор) на мотоцикл Ducati Monster из нержавеющий стали
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Дмитрий Шкаликов
Сварка нержавейка.винт для ремешки смеси
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Дмитрий Шкаликов
Сварка ланжирона на БНВ
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Дмитрий Шкаликов
Топливный бак.
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Дмитрий Шкаликов
Теплообменник
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Станислав Емельяненко
Сварка аргонно дуговым аппаратом. Багажник на пикап
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Станислав Емельяненко
Сварка аргонно дуговым аппаратом. Багажник на пикап
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Станислав Емельяненко
Сварка аргонно дуговым аппаратом. Коллектор из нержавейки
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Солдаев
Стол для вакцинации из алюминия (птицефабрика)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Солдаев
Лестница (частный дом)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Солдаев
кассовые столы
https://profi. ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi. ru/documents/terms-of-use/
Аргонная сварка
Анатолий Фомин
Держатель для мойки автомобильных ковриков (нержавейка)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Евгений Кувшинов
.
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Виталий Самойлов
Тройник после сварки с «поддувом»
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Виталий Самойлов
Подготовка тройник под сварку с «поддувом» (продукторая труба нержавейка ду. 53)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Виталий Самойлов
«козырёк» от осадков(нержавейка входная группа)
https://profi. ru/documents/terms-of-use/
Аргонная сварка
Виталий Самойлов
Квадроцикл(алюминий поддержка цепи»успокоитель»)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Виталий Самойлов
Сварка решетки
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Со-форсов
подарочный вариант роз из металла (сталь, алюминий)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Со-форсов
усиление детали / нержавейка(грузопод.150 тонн)
https://profi.ru/documents/terms-of-use/
Аргонная сварка
Алексей Со-форсов
сегментная сварка выпускной системы
Заработайте на том,
что делаете лучше всехСтать профи
Цвет сварочного шва на нержавейке — Аргонодуговая сварка — TIG
#1 ALEX74
Отправлено 02 November 2011 21:35
Привет коллеги у меня такой вопрос видел ролики yotube по сварке нержавейки аргоном так там шов после сварки полу4ается светло соломенного цвета в чем секрет подскажите?
- Наверх
- Вставить ник
#2 Evgen
Отправлено 02 November 2011 21:58
Использование линзы/количество защитного газа, отсутствие сквозняков, качественная подготовка свариваемых деталей/присадки. качетсво защитного газа, отсутствие перегрева
- Наверх
- Вставить ник
#3 swamp
Отправлено 02 November 2011 22:00
забыл добавить какая сама нержа
- Наверх
- Вставить ник
#4 bulweld
Отправлено 02 November 2011 22:10
Просто нужно найти оптимальный ток т.е. наиболее подходящие силы тока, которая обеспечит качества сварки и желаемого светло-соломенного цвета! Это секрет!
- Наверх
- Вставить ник
#5 ALEX74
Отправлено 02 November 2011 22:41
Использование линзы/количество защитного газа, отсутствие сквозняков, качественная подготовка свариваемых деталей/присадки.
ну я вроде как все эти требования соблюдаю и линза у меня стоит и газ хороший и кромки я зачищаю но шов получается темный
- Наверх
- Вставить ник
#6 bulweld
Отправлено 02 November 2011 22:50
Относится к все типы нержавеющей стали!…..но буду дополнять, что качество шва может быть достигнута без газовы линзы и без дополнительного материала, не стоит забывать, что нержавеющая сталь можно сваривать без присадки, гораздо лучше, чем всех других металлов!
См. также это видео:
- Наверх
- Вставить ник
#7 ALEX74
Отправлено 02 November 2011 23:08
Просто нужно найти оптимальный ток т.
я варю током 65 ампер материал нержавеющая труба толщина стенки 2мм
- Наверх
- Вставить ник
#8 Evgen
Отправлено 02 November 2011 23:11
bulweld, Линза скорее. как «допнаворот»
ALEX74, Самое первое поробовать увеличить расход защитного газа, исключить сквозняки, в т.ч. и от вентвытяжки, исключить подсос по всему тракту. Не перегревать при сварке.
- Наверх
- Вставить ник
#9 bulweld
Отправлено 02 November 2011 23:32
.
Если шов получается темным, то это означает, что он перегрелся! Уменьшить текущий ток или увеличить скорость сварки ,может также использовать совета Evgen -увеличить защитный газ, но следует иметь в виду, что чрезмерное увеличение газа также может быть вредным!
- Наверх
- Вставить ник
#10 ALEX74
Отправлено 02 November 2011 23:45
Если шов получается темным, то это означает, что он перегрелся! Уменьшить текущий ток или увеличить скорость сварки ,может также использовать совета Evgen -увеличить защитный газ, но следует иметь в виду, что чрезмерное увеличение газа также может быть вредным!
ну я ставлю в диапазоне 6-8 л мин на манометре хотя эти показания могут быть неточными эх зря не взял редуктор с расходомером
- Наверх
- Вставить ник
#11 bulweld
Отправлено 02 November 2011 23:49
ну я ставлю в диапазоне 6-8 л мин на манометре хотя эти показания могут быть неточными эх зря не взял редуктор с расходомером
Прикрепленные изображения
- Наверх
- Вставить ник
Сварка нержавеющей стали
MIG с чистым аргоном.
Является ли это возможным?У вас есть проект по сварке нержавеющей стали.
И у вас есть бак чистого аргона.
Или вы можете получить себе баллон чистого аргона.
У вас есть проволока из нержавеющей стали, и теперь вы хотите знать: возможна ли сварка MIG нержавеющей стали чистым аргоном?
Или даже рекомендуется?
Можно ли использовать чистый аргон для сварки MIG нержавеющей стали?
№
100% аргон нельзя использовать для сварки MIG нержавеющей стали.
Использование чистого аргона в качестве защитного газа приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу для хорошего плавления основного металла из нержавеющей стали или получения хорошей расплавленной ванны металла и прочного сварного шва.
Вы получите сварной шов, который имеет:
Минимальное проплавление основного металла из нержавеющей стали.
Ваша присадочная проволока будет гордо стоять на вершине основного металла.
Во время сварки у вас будут избыточные брызги, брызги, которые нужно будет счистить с нержавеющей стали.
По сути сварка, которая совсем не годится. Не тратьте свое время.
Но почему я слышу твой вопрос?
Давайте разберемся с основами сварки MIG нержавеющей стали.
Почему при сварке нержавеющей стали методом MIG используется защитный газ?
Сварка MIG Использование защитного газаПроволока для сварки MIG из нержавеющей стали требует определенных электрических характеристик и среды, создаваемой непосредственно вокруг сварного шва, чтобы выполнять свою работу – работу по получению хорошего, надежного сварного шва.
Электрическая дуга, создаваемая сварочным аппаратом MIG, плавит основную нержавеющую сталь и сварочную проволоку, так что они плавятся и сплавляются вместе, образуя сварной шов.
Пока металлы горячие и расплавленные, они особенно уязвимы. Уязвим к кислороду, азоту и водороду в воздухе, которым мы дышим.
Если позволить атмосфере войти в контакт с расплавленной нержавеющей сталью, это плохо повлияет на металл. И при контакте с вашей горячей расплавленной нержавеющей сталью получится сварной шов с пористостью.
Пористость — это отверстия как на поверхности, так и под поверхностью сварного шва, которые могут привести к разрушению сварного шва под нагрузкой. Последнее, что вы хотите.
Использование чистого аргона в качестве защитного газа, подаваемого в точку сварки, где дуга плавит металл, обеспечивает надежную защиту от окружающего воздуха.
Работа защитного газа также заключается в том, чтобы помочь с типом создаваемой дуги. Чистый аргон просто не позволяет дуге иметь нужные характеристики, и это в основном связано с недостаточным содержанием кислорода в защитном газе. Чистый аргон — это просто чистый аргон.
При выборе защитного газа целью является использование защитного газа, который способствует получению эффективного сварного шва, обладающего превосходной прочностью и способного прослужить долгое время.
Что еще я могу использовать, если я не могу использовать чистый аргон?
Я доберусь до этого, но сначала знайте это.
Ваш сварочный аппарат MIG должен производить ток, достаточный для сварки нержавеющей стали
Ток или напряжение являются топливом для вашей электрической дуги.
Слишком низкая сила тока, и дуга вашего сварочного аппарата MIG не сможет расплавить присадочный металл или основной металл из нержавеющей стали. И результат? Плохой сварной шов.
На другом конце спектра слишком высокая сила тока, когда вы пробиваете дыры в своей базовой нержавеющей стали.
Экстремальное состояние — это расплавленный металл на полу вокруг ваших ног. Повреждение основного металла из нержавеющей стали — вы знаете, что вы хотели исправить — это последнее, что вам нужно.
Чтобы предотвратить некачественный сварной шов нержавеющей стали Несколько вопросов, которые следует задать себе
- На что способен мой сварочный аппарат MIG? Сколько ампер он может производить?
- Проволока какого диаметра может подавать мой сварочный аппарат MIG?
- Какой тип нержавеющей стали мне нужно сваривать?
И так же важно
- Чего я пытаюсь добиться с помощью сварки?
Почему это важно?
Поскольку, если сварной шов не критичен, не обязательно должен хорошо выглядеть, вы можете быть более свободны в выборе используемых инструментов.
- Должен ли шов хорошо выглядеть? Вы счастливы, если у вас есть сварочные брызги или обесцвечивание сварного шва из нержавеющей стали?
- Как должен вести себя ваш сварной шов с течением времени?
- Вы свариваете тонкий листовой металл? Тонкие листы из нержавеющей стали более подвержены распаду сварного шва – межкристаллитной коррозии. Таким образом, вам необходимо поддерживать достаточное количество тепла, но сваривать при минимально возможной температуре, чтобы получить прочный сварной шов и хорошее проплавление основного металла.
Для дальнейшего уточнения
- Подшипник? Если сварка выйдет из строя, как это повлияет на кого-то?
- Должна ли нержавеющая сталь оставаться защищенной от ржавчины?
Например, находится ли деталь на улице под дождем, влажными условиями или морем?
- В пищевой промышленности? Небольшие отверстия или участки ржавчины в сварном шве из нержавеющей стали, где могут жить и размножаться микробы, могут привести к тому, что люди, которые едят пищу, заболеют или еще хуже.
Тогда вашей целью должна быть правильная сварка с совместимым защитным газом и подходящей сварочной проволокой из нержавеющей стали для сохранения антикоррозионных свойств.
Какая мощность требуется моему сварочному аппарату MIG для качественной сварки нержавеющей стали?
В большинстве бытовых и домашних мастерских Сварочные аппараты MIG, используемые в цепях на 120 В, используют метод передачи короткого замыкания.
Короткое замыкание банковского переводаЧто это? Я слышу, как ты говоришь.
Это буквально метод, используемый, когда электрическая дуга сварщика MIG плавит вашу сварочную проволоку из нержавеющей стали и переносит ее в расплавленную сварочную ванну.
И почему для сварки MIG нержавеющей стали используется Tri Mix вместо аргона
Преимущество метода короткого замыкания заключается в том, что он использует более низкие токи.
И почему производители сварочных аппаратов рекомендуют защитный газ Tri Mix (90 % гелия, 7,5 % аргона, 2,5 % углекислого газа).
Защитный газ Tri Mix поддерживает дугу при переносе короткого замыкания и защищает сварочную ванну при этом более низком токе.
Крупный план сварки MIG с Tri MixВам все равно понадобится сварочный аппарат MIG, способный производить 130 А. Вот почему производители, поддерживающие сварку MIG из нержавеющей стали с помощью сварочного аппарата MIG на 115–120 вольт, рекомендуют использовать Tri Mix.
Если у вас есть резервуар подходящего размера, вы можете позволить себе Tri Mix и у вас есть место, тогда используйте его. Вы получите отличные результаты.
Сварной профиль Tri Mix из нержавеющей сталиПроблемы с Tri Mix
- Tri Mix может быть недоступен для покупки в вашем регионе.
- Часто бывает так, что вы не можете купить Tri Mix в цилиндрах небольшого удобного размера у местных поставщиков сварочных аппаратов.
- Или ваши поставщики сварочных аппаратов могут продать вам Tri Mix, но наименьший размер резервуара, который у них есть, составляет 300 кубических футов. И это слишком много для вашего маленького проекта.
- Или, возможно, у вас просто нет места для еще одного газового баллона в вашей мастерской.
- Возможно, вы просто шокированы стоимостью Tri Mix – это не дешевая газовая смесь.
И если именно поэтому вы рассматриваете возможность использования чистого аргона.
Не ходи туда. Вы потратите свое время и бензин.
Можно ли сваривать нержавеющую сталь MIG с аргоном?
Да.
Хотя чистый аргон нельзя использовать для сварки нержавеющей стали. Можно использовать смеси с содержанием аргона менее 100 %.
Для сварки MIG нержавеющей стали с газовой смесью аргона требуется защитный газ с содержанием кислорода не менее 5–2 % в защитной газовой смеси.
Можно найти проволоку для сварки MIG из нержавеющей стали, которая поддерживает C25 (75 % аргона и 25 % углекислого газа), и это здорово. Потому что, если вы уже используете сварку MIG, скорее всего, эта газовая смесь уже есть в вашей мастерской.
Ищите проволоку для сварки MIG из нержавеющей стали, соответствующую вашему газу
Попробуйте найти производителя, чья марка проволоки для сварки MIG из нержавеющей стали поддерживает и совместима с защитным газом C25.
Я составил руководство по проволокам для сварки MIG из нержавеющей стали, которое можно заказать в Интернете. Посмотрите, я перечислил поддерживаемые защитные газы, будь то C25, Tri Mix или другие аргонно-кислородные смеси.
Традиционное использование C25 для сварки нержавеющей стали не давало хорошего внешнего вида сварного шва, хотя полученный сварной шов был функционально прочным.
С сварочной проволокой для нержавеющей стали, поддерживающей C25, эти проблемы решены, поэтому стоит поискать подходящую сварочную проволоку для вашего проекта из нержавеющей стали.
Сварка MIG нержавеющей стали с высоким содержанием аргона
Газовые смеси И этим я подразумеваю смесь защитного газа 98% аргона и 2% кислорода или 99% аргона плюс 1% кислорода.
Газовая смесь с высоким содержанием аргона переводит сварочный аппарат MIG в режим распыления.
Здесь ваш сварочный аппарат MIG переносит нержавеющую сталь со сварочной проволоки в сварочную ванну в виде тонкой струи.
Spray Wire TransferРаспылительному переносу требуется сварочный аппарат MIG, который может обеспечить достаточную силу тока, чтобы перевести ваш сварочный аппарат в режим переноса распылением. Некоторые сварочные аппараты MIG, работающие от 120 вольт, могут перейти в режим переноса распылением, но чаще всего это область более крупных сварочных аппаратов MIG на 230 вольт.
Проверьте таблицу параметров сварки сварочной проволоки из нержавеющей стали, которую вы планируете купить, чтобы узнать, сколько ампер должен вырабатывать ваш сварочный аппарат для использования этой проволоки и смеси защитного газа, с которой она должна сочетаться.
Подберите нержавеющую сталь к присадочному металлу из нержавеющей стали
Нержавеющая сталь поставляется в различных смесях с различными свойствами.
Добавление других сплавов в сталь дает типы нержавеющей стали. Например, хром и никель добавляются на разных уровнях.
Стали с высокой коррозионной стойкостью содержат молибден.
Подберите проволоку из нержавеющей стали к нержавеющей стали, которую вы планируете сваривать. Наличие нескольких типов нержавеющей стали — еще одна причина проверить параметры сварки проволоки из нержавеющей стали, которую вы планируете использовать.
Есть сварочный аппарат 230 В и 100% углекислый газ?
Тогда лучше всего сварить нержавеющую сталь проволокой для сварки под флюсом с двойным экраном. Взгляните сюда, чтобы прочитать все об этом.
Last Words
Надеюсь, я объяснил вам, почему MIG-сварка нержавеющей стали не рекомендуется с использованием чистого аргона, и предоставил вам варианты альтернатив защитного газа. Некоторые альтернативы, возможно, уже есть в вашей домашней мастерской.
Статьи по теме
(Ваши варианты когда) Сварка MIG нержавеющей стали с 75/25
Как сваривать нержавеющую сталь – сварка MIG, TIG и MMA
Есть знание того, как сваривать сталь, и есть знание того, как сваривать нержавеющую сталь . Последний, известный своей коррозионной стойкостью и применимостью там, где важна гигиена, легко деформируется при нагревании. Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Можно ли сваривать нержавеющую сталь?
Да, абсолютно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Сложно ли сваривать нержавеющую сталь?
Как и все свариваемые металлы, нержавеющая сталь имеет свои особенности и поведение под дугой. Получение наилучших результатов от этого сплава (также называемого нержавеющей сталью или нержавеющей сталью) с минимальным содержанием хрома 10,5% может занять всю жизнь. Наряду с алюминием, это, несомненно, один из самых сложных материалов для сварки.
Однако, если вы только начинаете или регулярно работаете с этим материалом, несколько советов послужат ценным пособием для обучения или полезным напоминанием…
Какая сварка лучше всего подходит для нержавеющей стали?
В этой статье мы опираемся на опыт команды R-Tech, чтобы собрать подборку советов и рекомендаций, касающихся трех распространенных методов сварки нержавеющей стали: сварка MIG; TIG-сварка; и ручная дуговая сварка металлическим электродом (ММА). Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Вредна ли сварка нержавеющей стали для здоровья?
Короткий ответ заключается в том, что сварка нержавеющей стали сопряжена с потенциально серьезными рисками для здоровья – не в последнюю очередь из-за паров кадмия и хрома (Vi). Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Можно ли сваривать MIG нержавеющую сталь?
Опять же, да, вы можете. Во-первых, как и в случае любого другого процесса сварки, убедитесь, что ваш сварочный аппарат MIG правильно настроен для сварки нержавеющей стали.
Мы рекомендуем всегда использовать тефлоновый направляющий канал; это обеспечит хорошую подачу проволоки, а также предотвратит ее загрязнение. Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой железный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой детали.
- Разумеется, перед началом сварки вы также должны убедиться, что ваша горелка MIG находится в хорошем состоянии. Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
- Возвращаясь к загрязнению, крайне важно использовать только проволочные щетки из нержавеющей стали и шлифовальные/отрезные диски при работе с нержавеющей сталью.
- Помимо уязвимости нержавеющей стали к загрязнению железом, вам необходимо убедиться, что в вашей рабочей зоне нет железной или стальной пыли или любых оксидов железа. Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
- Далее идет старый фаворит: правильный тип и диаметр проволоки. Как всегда, это зависит от конкретного проекта, поэтому обратитесь за советом.
- Еще один совет, которым делятся при сварке алюминия, касается важности зажима и прихватки вашей заготовки, чтобы избежать смещения и деформации из-за растрескивания. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
«Подумайте о расположении сварных швов из нержавеющей стали в шахматном порядке, чтобы снизить риск тепловой деформации, вызванной термическими свойствами материала».
Какой газ вы используете для сварки MIG нержавеющей стали?
Как всегда, правильный выбор газа имеет большое значение при сварке MIG нержавеющей стали. Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Для сварки ВИГ нержавеющей стали можно использовать только аппарат постоянного тока или аппараты для сварки ВИГ переменным/постоянным током в режиме постоянного тока. Важно убедиться, что мощность вашего аппарата достаточна для сварки нержавеющей стали. Если вы не уверены в возможностях имеющейся у вас машины или покупаете машину для сварки нержавеющей стали, обратитесь за помощью к поставщику машины, в том числе за советом по настройкам сварки нержавеющей стали TIG.
- Еще раз повторюсь, чистота — это самое главное при сварке нержавеющей стали методом TIG. Тщательно очистите рабочее место и материал. Как и в случае MIG, если он грязный, используйте проволочную щетку из нержавеющей стали, которая используется только для нержавеющей стали. И если он жирный, всегда тщательно его обезжиривайте. Из-за риска загрязнения железом нельзя быть слишком чистым или слишком осторожным.
- Получите настройку горелки TIG для нержавеющей стали. В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
- Не забывайте и о важнейших расходных деталях резака. Крайне важно обратить внимание на подходящую газовую чашу, правильно выбрать тип вольфрама и правильно подобрать диаметр электрода. Поскольку нержавеющая сталь выигрывает от обильного газового покрытия, используйте газовый баллон немного большего диаметра, чем обычно. Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
- Как всегда, убедитесь, что выбрали правильный стержень для марки нержавеющей стали, которую вы будете сваривать (широко используемые марки включают нержавеющую сталь 316, 308 и 312). Правильная толщина стержня также важна: более тонкая нержавеющая сталь требует более тонких стержней для обеспечения требуемой скорости осаждения. Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
- Так же, как и при сварке алюминия методом TIG, главное – контроль. Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
- Рассмотрим импульсную сварку более тонкой нержавеющей стали. Сварка лицевой стороны листа может сильно отличаться от сварки, скажем, кромки того же куска. При сварке TIG нержавеющей стали импульсная сварка помогает уменьшить деформацию, сводя к минимуму тепло, попадающее в сварной шов, и одновременно оптимизируя проплавление. Если это важно, убедитесь, что ваш сварочный аппарат TIG поддерживает импульсную сварку. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
Мы рассмотрели сварку MIG и TIG. Теперь кратко коснемся дуговой сварки ММА нержавеющей стали. Это самый простой из трех процессов для настройки (самое главное, выбрать правильный электрод для сварки). Это также самый дешевый способ сварки нержавеющих сплавов. Предполагая, что у вас есть сварочный аппарат с возможностью сварки электродами, все, что вам действительно нужно для начала, — это несколько подходящих стержней. Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
- Нержавеющая сталь перемещается на сварочных столах, поэтому убедитесь, что вы приварили ее к заготовке зажимом или прихватками.
- Выберите правильный электрод для заготовки (опять же, типичны марки 316, 308 или 312).
- Помните, что вам не удастся сварить тонкие листы нержавеющей стали. Многие сварщики борются с нержавеющим листом толщиной менее 2 мм. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
- Тонкий лист может быть проблемой. Но для сравнения, сварка низкоуглеродистой стали с нержавеющей сталью или высокоуглеродистой инструментальной сталью действительно играет на сильных сторонах MMA.
- Предварительный нагрев часто помогает при обработке некоторых нержавеющих сталей. Это потому, что это может помочь предотвратить растрескивание. Предварительный нагрев обычно проводят паяльной лампой, кислородно-ацетиленовой или кислородно-пропановой горелкой.
Независимо от того, идет ли речь о сварке нержавеющей стали MIG, TIG или MMA, ваша работа будет только выиграна от последовательного применения полезных советов, таких как приведенные выше. Добавьте качественные расходные материалы и (при необходимости) несколько хорошо подобранных аксессуаров, а затем тренируйтесь, тренируйтесь, тренируйтесь. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Давайте поговорим о сварке нержавеющей стали
Овладев основами сварки нержавеющей стали, вы, возможно, расширите свои навыки до особых задач сварки нержавеющей стали с мягкой (углеродистой) сталью или даже более специализированных применений.
Что бы вы ни сварили из нержавеющей стали, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от одной газовой линзы или набора присадочных стержней из нержавеющей стали до сварочного аппарата MIG. Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Сварка нержавеющей стали | PrimeWeld
Нержавеющая сталь завоевала широкую популярность в обрабатывающей и строительной отраслях, и вряд ли это изменится в ближайшее время. Нержавеющая сталь — это сплав на основе железа, содержащий различное количество хрома, защищающего его от ржавчины.
Это прочный материал, устойчивый к большинству жидких, химических и газовых коррозий, что делает его лучшим выбором для нескольких отраслей, включая медицинские, пищевые компании и компании по производству напитков, благодаря его устойчивости к бактериальному росту. А поскольку нержавеющая сталь может выдерживать экстремальные температуры, она популярна в трубной и нефтяной промышленности.
По мере роста его популярности будет расти и применение сварки нержавеющей стали. Тем не менее, сварка этого привлекательного металла не обходится без проблем, поэтому следующее руководство по сварке нержавеющей стали попытается ответить на наиболее важные и актуальные вопросы, которые могут возникнуть у профессиональных сварщиков и любителей.
Можно ли сваривать нержавеющую сталь?
Короткий ответ: да, вы можете сваривать нержавеющую сталь, но процесс зависит от того, как будет использоваться готовая деталь, ее толщина и отделка стали. Несмотря на то, что существуют различные методы сварки нержавеющей стали, три из них — TIG, MIG и сварка электродом — являются наиболее распространенными.
Каждый метод дает разные результаты, поэтому перед выбором важно учитывать несколько факторов, таких как требуемый внешний вид детали, уровень навыков сварщика и любые временные ограничения проекта.
Как правило, сварка ВИГ является предпочтительным методом сварки нержавеющей стали, одного из наименее щадящих материалов, поскольку она обеспечивает привлекательные и контролируемые сварные швы. Однако он медленнее двух других и требует опытного сварщика с первоклассной техникой.
Опасно ли сваривать нержавеющую сталь?
Сварка нержавеющей стали связана с проблемами безопасности. Производство нержавеющей стали требует использования хроматных химикатов. Во время сварки химические вещества превращаются в шестивалентный хром, вызывая множество потенциально опасных побочных эффектов: повреждение глаз, раздражение кожи, профессиональную астму, повреждение печени и даже некоторые виды рака.
Работа с нержавеющей сталью означает принятие надлежащих профилактических мер для защиты сварщиков от этих паров. Надлежащие системы вентиляции, оборудование для удаления дыма и средства индивидуальной защиты являются важными элементами минимизации рисков безопасности и защиты здоровья сварщиков в долгосрочной перспективе.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Поскольку TIG обеспечивает универсальность и высокое качество сварки, он, как правило, является первым выбором для сварки нержавеющей стали и обеспечивает низкое тепловложение, что делает его идеальным для более тонких металлов. Одним из лучших и наиболее недорогих аппаратов на рынке является сварочный аппарат переменного/постоянного тока TIG225X с импульсным режимом от PrimeWeld. Обладая полным набором настроек, машина позволяет операторам точно настраивать характеристики дуги, что приводит к получению привлекательных сварных швов из нержавеющей стали.
В качестве альтернативы, сварочный аппарат MTS200 3-в-1 от PrimeWeld покроет все ваши базовые возможности сварки TIG, MIG и электродуговой сварки. Он идеально подходит для сварки нержавеющей стали и включает в себя функции, которые делают его удобным для менее опытных сварщиков.
Как работает сварка TIG на нержавеющей стали?
Сварка ВИГ требует первоначального внимания к теплу и присадочному металлу. Конечно, тепло является важным аспектом процесса сварки, поскольку тепло, необходимое для плавления нержавеющей стали, исходит от дуги, которая зажигается и поддерживается между заготовкой из нержавеющей стали и вольфрамовым электродом. Неплавящийся электрод подвергается незначительному износу.
Аустенитные нержавеющие стали относятся к серии 300, имеют обозначения 301, 302, 303 и 304, и для них требуется присадочный стержень 308L. Иногда нержавеющая сталь 304 защищена добавлением молибдена, поэтому стержень TIG 316 или 316L лучше. В сплаве из нержавеющей стали типа 321 используется сварочная проволока 347.
Для сварки нержавеющей стали требуется либо режим электрода постоянного тока с отрицательной полярностью (DCEN), либо режим прямой полярности постоянного тока (DCSP). Он также обычно включает подачу инертного защитного газа для защиты зоны дуги от загрязнения и поддержания стабильной дуги. Хотя во многих случаях в качестве защитного газа выбирают аргон, в конечном итоге решающим фактором будет тип нержавеющей стали.
Сварка ВИГ нержавеющей стали — это процесс, от которого зависят многие отрасли промышленности. Если все сделано правильно, это дает профессионалам и любителям возможность получать отличные результаты и одновременно обеспечивать безопасность своих проектов и себя.
Сварочная направляющая из нержавеющей стали для сварки MIG
При сварке металлов в среде инертного газа (MIG) используется сплошной проволочный электрод с непрерывной подачей и защитный газ для защиты сварочной ванны от загрязнения из атмосферы. Некоторые сварщики предпочитают MIG для сварки нержавеющей стали из-за относительной простоты процесса. Но прежде чем приступить к работе, рассмотрите некоторые факторы сварки MIG, которые определят, будет ли успешным ваш проект по сварке нержавеющей стали.
- Выберите правильную смесь инертного защитного газа: чистый аргон или смесь аргона и других газов, таких как гелий и углекислый газ, хорошо подходят для экзотических металлов, таких как нержавеющая сталь. Кроме того, для сварки нержавеющей стали MIG требуется немного более высокая скорость потока от 14 до 16 литров в минуту. Электрод ER308L обычно используется для сварки нержавеющей стали, а газовая смесь при использовании этого электрода состоит из 90% гелия, 7,5% аргона и 2,5% углекислого газа.
- Очистите сварной шов. Всегда полезно начинать с чистой поверхности сварного шва.
- Настройка резака: протяните проволоку от катушки к наконечнику резака так, чтобы на конце резака было видно только 1/4 дюйма проволоки. Затем включите защитный газ.
- Получите правильный угол: убедитесь, что пламя попадает в нужную область, расположив горелку под углом 30 градусов к концу соединения. Угол перемещения должен составлять от 5 до 15 градусов, когда пистолет находится под углом 90 градусов, с большими углами от 45 до 70 градусов при сварке Т-образных соединений или соединений внахлестку.
- Натяните сварной шов к концу соединения, используя умеренную скорость и мощность, чтобы избежать разбрызгивания.
Можно ли сваривать нержавеющую сталь безгазовым сварочным аппаратом?
Да, вы можете сваривать нержавеющую сталь с помощью безгазовой сварки MIG, если вы используете самозащитную порошковую проволоку, которая устраняет необходимость в защитном газе. Портативный сварочный аппарат с флюсовым сердечником PrimeWeld MIG160 является примером легкой машины, которая работает как на открытом воздухе, так и в цеху. Использование полой проволоки с флюсовым материалом, содержащимся внутри, является идеальной установкой для тех, кто не может или не хочет использовать защитный газ.
Можно ли сваривать тонкую нержавеющую сталь, скажем, 0,5 мм?
Да, это возможно, если использовать сварочный аппарат TIG и начать с чистой поверхности и хорошей подгонки. Обычные рекомендации указывают один ампер на каждую толщину 0,001 дюйма. Поскольку 0,5 мм — это 0,020 дюйма, примерное значение должно составлять 20 ампер. Используйте электрод диаметром 1/16 дюйма, состоящий либо из вольфрама с содержанием 2% тория, либо из вольфрама с содержанием лантана 2%, и заточите его до острого состояния. Сварите с присадочным металлом из нержавеющей стали 308L диаметром 1 мм или 1,5 мм.
В чем причина черных швов при сварке нержавеющей стали?
Черные сварные швы обычно указывают на то, что сварной шов подвергался воздействию кислорода еще в горячем состоянии. Различные причины включают:
- Сварка со слишком большим током
- Скорость перемещения либо слишком высокая, либо слишком низкая
- Использование неправильного защитного газа или неправильного расхода газа
- Ветер или сквозняки, нарушающие поток защитного газа
Можно ли сваривать TIG нержавеющую сталь с титаном?
Некоторые опытные сварщики ответят на этот вопрос категорически «Нет». Тем не менее, многие говорят, что вы можете получить прочный сварной шов с титаном и нержавеющей сталью при использовании аргона чистотой 99,999% методом TIG (или MIG).
У вас остались вопросы о сварке нержавеющей стали?
Обратитесь к экспертам PrimeWeld за ответами, которых нет в этом руководстве по сварке нержавеющей стали. Мы являемся лидерами в области доступных сварочных инструментов и используем лучший метод для вашего применения.
Заполните нашу удобную контактную форму, позвоните нам по телефону 856-537-4368 или отправьте сообщение на [email protected].
Сварка ВИГ нержавеющей стали | ChinaSavvy
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как сварка вольфрамовым электродом в инертном газе или сварка TIG, представляет собой процесс соединения нержавеющей стали. Процесс дуговой сварки TIG-сварки нержавеющей стали включает использование неплавящегося вольфрамового электрода для обеспечения сварного шва.
Сварка TIG, чаще всего используемая для сварки тонких профилей из нержавеющей стали, позволяет производителям лучше контролировать сварку по сравнению с другими процессами сварки, такими как дуговая сварка металлическим газом (GMAW) и дуговая сварка металлическим электродом в среде защитного газа (SMAW).
Сварка TIG также является наиболее часто используемым процессом из-за его универсальности, высокого качества сварного шва, а также эстетичного внешнего вида готового сварного шва. Способность процесса сваривать при низких токах (отсюда более низкая входная температура) и добавлять присадочную проволоку, когда это необходимо, делает его идеальным процессом как для тонких материалов, так и для корневых швов при односторонней сварке более толстых листов и труб. разделы.
Сварка ВИГ нержавеющей стали может выполняться с использованием или без использования присадочной проволоки (известная как автогенная сварка), и поэтому этот процесс выбран для орбитальной сварки неподвижных труб.
Наиболее популярным защитным газом, используемым при сварке труб из нержавеющей стали и других профилей методом TIG, является чистый аргон, но для достижения определенных результатов также используются смеси, обогащенные аргоном, с добавлением гелия, водорода или азота.
Защита сварного шва под валиком инертным защитным газом используется при выполнении односторонней сварки. Эта защита используется для предотвращения окисления, а также потери коррозионной стойкости нержавеющей стали.
Ниже вы найдете более подробную информацию о:
- Процесс сварки TIG из нержавеющей стали
- Труба из нержавеющей стали для сварки TIG
- Преимущества сварки TIG из нержавеющей стали
Процесс сварки TIG нержавеющей стали
Энергия, необходимая для плавления нержавеющей стали, подается в виде электрической дуги. Эта электрическая дуга зажигается и поддерживается между вольфрамовым электродом или электродом из вольфрамового сплава и заготовкой из нержавеющей стали. Этот процесс завершается в инертной или слегка восстановительной атмосфере.
Сварка нержавеющих сталей всегда выполняется в режиме электрода постоянного тока с отрицательной полярностью (DCEN) или в режиме прямой полярности постоянного тока (DCSP).
В этом процессе электроны ударяют по заготовке из нержавеющей стали, что увеличивает проникновение. Сам электрод изнашивается очень мало.
В тех случаях, когда используются присадочные металлы, это делается в виде стержней без покрытия или, в процессах автоматической сварки, в виде намотанной проволоки.
Поток используемого инертного газа защищает зону дуги от окружающего воздуха, что, в свою очередь, позволяет поддерживать стабильную дугу. В зависимости от свариваемых материалов будет выбран соответствующий защитный газ.
На выбор защитного газа влияют следующие факторы:
- Эффективность экранирования.
- Устойчивость нержавеющей стали к коррозии.
- Выделение газов и дыма в процессе сварки.
- Зажигание и стабильность дуги.
- Геометрия сварного шва.
- Полученный внешний вид поверхности (с точки зрения окисления, брызг и т. д.).
- Потеря легирующих элементов и захват атмосферных газов.
- И в некоторых случаях перенос металла.
Труба из нержавеющей стали для сварки TIG
Когда дело доходит до сварки труб из нержавеющей стали методом TIG, выбор используемого присадочного металла имеет важное значение. Выбор присадочного металла заключается в улучшении свойств производимого сварного шва, а также в удовлетворении требований, установленных при окончательном применении изготовленной трубы.
Выбор присадочных металлов с низким содержанием углерода может помочь сохранить коррозионную стойкость низкоуглеродистых сплавов из нержавеющей стали. Присадочные металлы с более высоким содержанием углерода используются в приложениях, требующих более высокой прочности, тогда как присадочные металлы с более высоким содержанием кремния способны увеличить текучесть сварочной ванны, увеличить скорость перемещения, а также улучшить врезки.
При выборе присадочного металла важен присадочный металл с низким содержанием микроэлементов (также известных как случайные включения). Эти микроэлементы включают фосфор, олово, серу, мышьяк и сурьму — все они влияют на устойчивость к коррозии.
При сварке труб из нержавеющей стали методом TIG сенсибилизация является наиболее частой причиной потери коррозионной стойкости.
На сенсибилизацию влияют:
- Неблагородные металлы (привариваемые)
- Используемый наполнитель и
- Температура, при которой остывает сварной шов.
Когда уровень углерода в сварном шве, а также в зонах термического влияния повышается, образуются карбиды хрома. Это, в свою очередь, приводит к предотвращению образования слоя хрома, ведущему к коррозии или потере требуемой коррозионной стойкости.
Три основных способа борьбы с сенсибилизацией:
- Использование низкоуглеродистой основы и присадочного металла:
Использование низкоуглеродистой основы и присадочного металла поможет уменьшить или полностью исключить углерод в процессе сварки. Обратите внимание, что этого метода не всегда достаточно, поскольку углерод является легирующим фактором в ряде применений. - Минимизация времени, в течение которого сварной шов и зона термического влияния находятся в диапазонах температур сенсибилизации:
Обычно этот диапазон температур составляет от 500°C до 800°C. Минимизируя время, проведенное в температурных зонах или диапазонах сенсибилизации, тем меньше повреждений будет происходить в результате нагрева сварного шва. Сварка при минимально возможной температуре способствует более быстрому охлаждению. - Использование присадочных металлов со специальными легирующими элементами:
При использовании этих типов присадочных металлов можно предотвратить образование карбидов хрома. Примером этого могут быть ниобий и титан, легированные в присадочный металл. Таким образом помогает предотвратить реакцию между углеродом и хромом. Обратите внимание, что эти элементы действительно оказывают сильное влияние на ударную вязкость и прочность, и поэтому их применение ограничено. Также важно отметить, что этот метод не дает преимуществ в областях, наиболее удаленных от зон, подверженных воздействию тепла.
Сварка труб и труб из нержавеющей стали методом TIG требует обратной продувки аргоном. В процессах, где стоимость играет важную роль, также используется азот, но учтите, что азот может привести к образованию нитридных соединений в корне сварного шва. Это образование нитридных соединений действительно влияет на устойчивость к коррозии.
Эта потеря коррозионной стойкости может быть приемлемой в определенных областях применения (например, в гидравлических жидкостных системах), где риск внутренней коррозии низок.
Обычно для сварки труб и труб из нержавеющей стали в процессах сварки TIG рекомендуется использовать чистый аргон.
Подготовка шва также является жизненно важным фактором, когда речь идет о сварке труб из нержавеющей стали. Микроэлементы других (или инородных) материалов, включенные в сварной шов, приведут к дефектам соединения, снижению коррозионной стойкости и снижению прочности.
То, как труба обрезана и скошена, также будет играть роль в сварном шве. Отсутствие подгонки и появление зазоров приведет к тому, что сварщику придется добавить больше присадочного металла. Такое добавление присадочного металла не только снижает производительность, но и приводит к перегреву рабочей зоны.
На сегодняшний день сварка TIG является лучшим решением для соединения труб и труб из нержавеющей стали, особенно для труб высокой степени чистоты или труб диаметром 6 дюймов и менее и толщиной стенки 10.
Трубы и трубки из пищевой нержавеющей стали соединяются с помощью автогенной сварки встык квадратным сечением вольфрамовым электродом в среде инертного газа из-за его способности соединять детали без использования присадочного металла. Это устранение присадочного металла помогает устранить любые изменения в химическом составе.
Автогенная стыковая сварка вольфрамовым электродом в среде инертного газа обычно подходит для любой трубы, которая тоньше 1/8 дюйма. Когда труба становится толще (в диапазоне от сортамента 10 до сортамента 40), трубу необходимо срезать и использовать присадочный металл.
Преимущества сварки TIG нержавеющей стали
Использование сварки TIG на нержавеющей стали дает производителям следующие преимущества:
- Очень низкий износ электрода.
- Создание беспористых, прочных сварных швов.
- Сварка TIG предлагает концентрированный источник тепла, что, в свою очередь, приводит к узкой зоне сплавления.
- Он обеспечивает точный контроль проплавления как сварного шва, так и формы сварного шва во всех положениях.
- Сварка TIG имеет очень стабильную дугу.
- Нет разбрызгивания, так как в процессе сварки не требуется флюс.
- Остаток окисления устраняется, что упрощает процесс окончательной очистки.
Вам также может понравиться Сварка алюминия TIG.
Вернуться на главную страницу: Изготовление на заказ из нержавеющей стали.
Дополнительная информация:
- Нержавеющая сталь марки
- Процесс изготовления нержавеющей стали
- Изготовление труб из нержавеющей стали
- Допуски на изготовление из нержавеющей стали
- Отделка из нержавеющей стали
Защита сварного шва — Alleima
Основной задачей защитного газа является защита сварочной ванны от воздействия атмосферы, т. е. от окисления и поглощения азота, а также стабилизация электрической дуги. Выбор защитного газа также может влиять на характеристики профиля провара.
Защита защитным газом
Защитные газы для сварки MIG/GMAW
Основным газом для сварки MIG/MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали. Однако небольшие добавки кислорода (O2) или углекислого газа (CO2) обычно необходимы для стабилизации дуги, повышения текучести и улучшения качества наплавленного металла. Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
В таблице указан правильный выбор защитного газа для сварки MIG/MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (тип материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супердуплекс нержавеющая сталь | Ферритный нержавеющий стальной | Высоколегированный аустенитная нержавеющая сталь | Никель сплавы | |
| Ар | — | — | ● и | — | ● и | ● и |
| Ar + He | — | — | ● и | — | ● и | ● и |
| Ar + (1-2)% O 2 | ● б | ● б | (●) | ● б | ● | — |
| Ar + (1-2)% CO 2 c | ● д | ● д | (●) | ● д | ● | — |
| Ar + 30% He + (1-2)% O 2 | ● и | ● и | ● и | ● и | ● | — |
| Ar + 30% He + (1-2)% CO 2 c | ● и | ● и | ● и | ● и | ● | — |
| Ar + 30% He + (1-2)% N 2 | — | — | ● | — | ● f | — |
а) Предпочтительно при импульсной сварке МИГ.
b) Более высокая текучесть ванны расплава, чем при добавлении CO 2 .
c) Не использовать при дуговой сварке со струйным распылением, где требуется сверхнизкое содержание углерода.
d) Лучше сварка короткой дугой и позиционная сварка, чем с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава, чем с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
f) Для марок, легированных азотом.
Защитные газы для сварки TIG/GTAW
Обычным газом для сварки TIG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали. В некоторых случаях для достижения особых свойств можно добавлять азот (N 2 ) и/или водород (H 2 ). Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок стали.
В качестве альтернативы, если добавить азот, можно улучшить свойства наплавленного металла, легированного азотом. Окислительные добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по защитным газам, используемым при сварке ВИГ различных нержавеющих сталей, приведены в таблице. Для плазменно-дуговой сварки в качестве плазмообразующего газа в основном используются типы газа с добавками водорода, указанные в таблице, а в качестве защитного газа – чистый аргон.
| Основной металл (тип материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супердуплекс нержавеющая сталь | Ферритный нержавеющий стальной | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He a | ● | ● | ● | ● | ● | ● и |
| Ar + (2-5)% H 2 a,b | ● б | — | — | — | ● б | ● б |
| Ar + (1-2)% N 2 | — | ● | ● | — | — | — |
| Ar + 30% He + (1-2)% N 2 | — | ● | ● | — | — | — |
а) Улучшает текучесть по сравнению с чистым аргоном.
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости многопроходных сварных швов.
Защита корня
Идеальный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании проточного газа с очень низким содержанием кислорода. Для достижения наилучших результатов не более 20 частей на миллион O 2 со стороны корня можно допустить.
Это может быть достигнуто с помощью установки продувки и может контролироваться с помощью современного кислородомера. Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Газ формье (N 2 + 5-12% H 2 ) является отличной альтернативой для обычных аустенитных сталей. Газ содержит активный компонент H 2 , который снижает уровень кислорода в зоне сварки.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна быть не менее 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита обеспечивается сварочным флюсом, полностью покрывающим расходуемый материал, дугу и расплавленную ванну. Флюс также стабилизирует электрическую дугу. Флюс плавится под действием тепла процесса, создавая слой расплавленного шлака, который эффективно защищает сварочную ванну от окружающей атмосферы.
Можно ли сваривать сталь TIG со 100% аргоном? — Сварные шестерни
Аргон — бесцветный газ без запаха и вкуса, составляющий 0,93 процента атмосферы Земли. Он также считается благородным газом, поскольку ни при каких обстоятельствах не вступает в реакцию.
Аргонная сварка широко используется как промышленными, так и бытовыми сварщиками, а аргон и его смеси в основном используются в двух сварочных процессах — в защите и продувке.
Для сварки ВИГ требуется защитный газ, полностью инертный при температурах сварки, и чистый аргон отвечает этому требованию. Аргон также является часто используемым газом в процессе продувки, который необходим для сварки TIG нержавеющей стали и других коррозионно-стойких металлов.
Почему аргон важен при сварке?Для сварочных работ требуется аргон из-за его низкой стоимости, характеристик защитного газа и стабильности. Он не вступает в реакцию с другими элементами и не воспламеняется при воздействии высоких температур, необходимых для сварки.
Из-за того, что он естественным образом присутствует в атмосфере Земли, он также является экономичной альтернативой газу для сварщиков.
Две основные причины, по которым сварщики предпочитают аргон при сварке TIG стали-
Первый , аргон — негорючий газ, который не горит. При температурах, превышающих 7000 градусов по Фаренгейту, это безопасная альтернатива для сварщиков.
Второй , помимо негорючести, аргон также нетоксичен. Однако существуют определенные риски для здоровья, связанные с использованием аргона. Использование аргона снижает количество кислорода в воздухе. Это идеально подходит для дуговой сварки, однако подвергает сварщиков опасности.
Теперь давайте разберемся в преимуществах аргона1.) Аргон инертен, но легко доступен.
Аргон — инертный газ, однако, в отличие от других газов, аргон легко доступен.
Этот газ является третьим по распространенности в атмосфере Земли и может быть извлечен путем сжижения воздуха. Этот метод может показаться сложным, но он намного проще, чем процедуры, используемые для создания других газов, таких как гелий.
Аргон не ядовит и не горюч благодаря своим благородным свойствам. В результате, это в целом безопасный выбор для сварочных работ.
2.) Аргон обеспечивает более чистые и прочные сварные швы.
Газ для аргоновой сварки обеспечивает как функциональные, так и эстетические эффекты благодаря устойчивой дуге.
Защитная функция аргона защищает сварную ванну от дефектов, сохраняя структурную целостность материала.
Аналогично, аргон поддерживает внешний вид сварных швов, предотвращая образование карбида, чрезмерное разбрызгивание, обесцвечивание и множество других эстетических дефектов.
3.) Не вступает в реакцию с другими газами.
Аргон является инертным газом, что означает, что он не вступает в реакцию с другими газами.
Гелий, неон, ксенон, радон и криптон также относятся к группе благородных газов. Поскольку они не легко сочетаются с другими элементами или соединениями, эту исключительную категорию иногда называют «инертными газами». Действительно, определение инертных газов означает «химически неактивные».
4.) Аргон образует стабильную дугу .
Поскольку аргон является стабильным газом без потенциала ионизации, ток, используемый для дуговой сварки, имеет ограниченный ход.
Это позволяет аргону создавать более сфокусированную и устойчивую сварочную дугу, что улучшает проплавление. Еще одним преимуществом аргона является плохая теплопроводность.
Этот сварочный газ имеет пониженную скорость теплопередачи за пределами высокой температуры сварочной ванны и поддерживает сфокусированное тепло, что повышает стабильность сварочной дуги.
Несмотря на то, что аргон невероятно полезен как при сварке TIG, так и при сварке MIG, существует множество ситуаций, когда его использование отдельно нецелесообразно.
Итак, давайте рассмотрим различные формы аргона и его смесей, которые используются в различных методах сварки.
1.) 100% аргон
При сварке цветных металлов, таких как алюминий, медь и никель, используется чистый аргон, то есть 100% аргон. Чистый аргон также является предпочтительным газом для сварки TIG.
Чистый аргон не только защищает сварной шов от загрязнения, но и предотвращает образование оксидов вольфрама на вольфрамовом электроде.
2.) Аргон и двуокись углерода
Смеси аргона и CO2 являются наиболее часто используемыми газами при сварке в защитном слое. Эти смеси состоят из 80-95 процентов аргона и 5-20 процентов CO2.
Эта смесь с более высоким содержанием углекислого газа обеспечивает наивысшие общие характеристики с точки зрения эстетики законченного сварного шва, стабильности дуги и более широкой формы провара.
Для улучшения проплавления количество CO2 увеличивается пропорционально толщине сварочного материала. Повышение уровня CO2 в газовой смеси увеличивает вероятность разбрызгивания.
Эти смеси чаще всего используются для углеродистых сталей, низколегированных сталей и некоторых нержавеющих сталей.
3.) Аргон и гелий
Смеси аргона и гелия делятся на две категории:
90 % аргона и 10 % гелия стабильность.
Это придаст удивительный внешний вид, а также позволит увеличить скорость сварки.
Использование гелия обеспечивает более глубокое проплавление сварного шва, более плоский профиль валика и возможность сварки TIG на повышенных уровнях.
75 % аргона-25 % гелия – Для случаев, когда сварные швы с большой толщиной цветных металлов, таких как алюминий, оптимальным выбором является смесь 75 % аргона.
Поскольку алюминий обладает высокой теплопроводностью, машина должна производить большой ток, чтобы компенсировать очищающий эффект переменного тока.
Позволяет увеличить скорость сварки и уменьшить количество оксидов и зон термического влияния в готовом шве при сохранении профиля глубокого провара.
4.) Аргон и кислород
Аргон и кислород представляют собой еще одну типичную комбинацию. Эти смеси включают 95-99% аргона и 1-5% кислорода.
Аргоно-кислородные смеси используются для создания постоянной сварочной дуги и минимального количества брызг при сварке углеродистой и нержавеющей стали.
Также существуют трехкомпонентные газовые смеси, представляющие собой комбинацию 3 различных газов, образующих защитный газ.
5.) Трехкомпонентные газовые составы доступны в различных комбинациях, включая:
- 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа.
- 66 % аргона, 26,5 % гелия и 7,5 % CO2.
- 66,1 % аргона, 33 % гелия и 0,9 % CO2.
Эти смеси используются для сварки нержавеющих, углеродистых и легированных сталей.
На что следует обратить внимание при работе с аргономПоскольку аргон вытесняет кислород, он может вызвать асфиксию (удушье), если его не использовать в хорошо проветриваемом помещении.
• Аргон может создать следующие проблемы, если его не вентилировать должным образом. Это может вызвать одышку, головные боли, сонливость, головокружение, тошноту и даже привести к смерти.
• Поскольку аргон находится в герметизированном резервуаре при чрезвычайно высоком давлении, критически важными являются строгие меры предосторожности и хранение баллонов.
Перед хранением газа убедитесь, что баллоны надежно закреплены во избежание их опрокидывания и повреждения клапана.
• Протекающие или сломанные манометры могут привести к попаданию загрязняющих веществ в защитный газ, или утечка газа может увеличиться до высоких уровней в рабочей зоне, истощая кислород и снижая качество воздуха.