Сварка арматуры ванным способом | Строительный портал
В монолитно-каркасном строительстве незаменимой является арматура разного вида. Из железобетона, что армирован стальными прутьями, изготовляют плиты перекрытия, фундаментные блоки, сваи и балки. Также зачастую армированный железобетон применяется для возведения устройства фундаментов, цокольных этажей, создания целых стен, дверных и оконных перемычек, лестничных маршей и балконных плит. Проволокой или прутьями принято укреплять цементную стяжку при выравнивании пола. При использовании арматуры в домашних условиях возникает необходимость её соединения, и самым лучшим решением при этом является сварка арматуры ванным способом.
Содержание:
- Назначение и виды арматуры
- Особенности ванной сварки арматуры
- Принцип ванной сварки арматуры
- Формы для сварки ванным способом
Назначение и виды арматуры
Арматура представляет собой сложную конструкцию из металлических прутов различной формы и диаметра, что становится в совокупности с прочими элементами фасонного проката основой для железобетонных конструкций. Арматура на себя призвана взять напряжения сжатия и растяжения и перераспределить по объёму в железобетонных конструкциях разной сложности. Создать железобетонную конструкцию без этого элемента просто невозможно.
К арматуре предъявляются чрезмерно жёсткие требования, потому что она является частью многих архитектурных элементов — стен, фундамента, перекрытий. Все элементы арматуры принято разделять на два типа. К жёсткой арматуре относят двутавровый профиль и гнутый швеллер, к гибкой арматуре причисляют рифленые пруты, гладкие стержни, разные типы сеток.
Вопреки нашей интуиции, количество арматуры с качеством железобетона не соотносится пропорционально. Поэтому если вы решили использовать больше прутьев, либо отдать предпочтение более толстым, тем, которые укрепляют межэтажные перекрытия в доме, нужно разобраться с классификацией арматуры. На сегодняшний день выделяют такие разновидности арматуры, которые чаще всего используются в среде строительства:
- Арматура а1. Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение.
- Арматура а3. Эта арматура является рифленой. Такая арматура используется в капитальном строительстве, становится каркасом для выливания стен, полов и фундамента высотных зданий. Процесс изготовления данного вида арматуры связан с многообразной обработкой стали, что в результате и даёт высокопрочный продукт.
- Арматура АТ800. Данную арматуру производят из высокопрочной стали, которая отличается большой вязкостью и эластичностью. Арматуру АТ800 применяют в конструкциях, которым предстоит переносить существенные динамические нагрузки.
Использование арматуры связанно со многими нюансами, диктующими архитектурные требования, свойства бетона и непосредственно самой арматуры. Большое значение имеет качественное соединение арматуры в каркас, которое бывает нескольких видов.
Во-первых, могут использоваться готовые арматурные изделия — арматурные решётки, арматурные сетки и арматурный каркас. Во-вторых, соединения арматуры могут проводиться путем связки проволокой, также вместо проволоки используются специальные арматурные фиксаторы, что изготовлены из пружинной стали. И, в-третьих, соединения проделывают с использованием сварки арматуры.
Особенности ванной сварки арматуры
Соединение выпусков арматурных стержней может проводиться двумя способами — сваркой встык или при помощи накладок. Сварка встык состоит в применении соединения выпусков арматурных стержней сваркой ванно-шовной и ручной ванной, ванной в инвентарных формах, а также многослойной на подкладках порошковой проволокой, полуавтоматической проволокой под флюсом, проволокой порошковой с флюсовым сердечником или покрытыми электродами. Сварка при помощи накладок: накладки с арматурными стержнями соединяются ручной электродуговой сваркой.
Для сварки стержней арматуры, что имеют большой диаметр, в наше время используется ванный способ сварки. Такой способ применяется обычно при сварке стальных стержней, что отличаются диаметром 20-100 миллиметров, стыков фланцев, которые согнуты из полос большого сечения, стыков многорядной арматуры железобетонного сооружения, а также других деталей.
Также широко практикуется ванный способ сварки при строительстве сооружений и зданий, арматурных каркасов и железобетонных конструкций. Такой способ сварки дает возможность без потери прочности и жесткости по всей длине конструкции получить единый силовой каркас. При таком виде сварки выполнять стыковку арматуры возможно как в вертикальном, так и горизонтальном положении.
Одним из главных условий получения довольно хорошего качества стыков выступает точное совмещение выпусков стержней арматуры. При сварке ванным способом величина смещения осей стержней, что соединяются, должна не превышать 0,05 диаметра. Для обеспечения вышесказанной точности совмещения выпускной арматуры в монтажных соединениях части сборных конструкций, а также их арматурные каркасы, делают в специальных кондукторах с фиксацией габаритных размеров и положения арматурных стержней. На монтажной площадке при приемке таких элементов проверяются размеры и взаимное положение выпусков арматуры.
Технология ванной сварки арматуры имеет такие преимущества:
- Использовать можно обычное сварочное оборудование, предназначенное для дуговой сварки.
- Не нуждается в кантовке (поворачивании) конструкции.
- Можно с помощью гамма-лучей проверить качество сварки.
Технологически разработаны в нашей стране три разновидности ванного способа сварки: ручная ванная сварка в стальной скобе трехфазной и однофазной дугой; ванная сварка полуавтоматическая в керамической форме; ванно-шлаковая автоматическая сварка в медной форме.
Соединение арматурных стержней ванной сваркой без применения накладок более экономичней: исключается расход металла на производство накладок, при сварке ванным способом уменьшаются трудовые затраты. Кроме того, стык будет компактнее, так как не всегда есть возможность разместить в сечении железобетонной конструкции ещё и накладки, кроме арматурных стержней.На каждом стыке, по сравнению со сваркой с использованием накладок, экономится арматурной стали от 10 до 60 килограмм, а также электродов — 0,5 — 2,5 килограмм. Специальные дополнительные мероприятия, которые обеспечивают большую точность производства арматурных выпусков и требуются при сварке ванным способом, окупаются экономией материалов и трудовых затрат при монтаже и производстве работ.
Принцип ванной сварки арматуры
Для сварки горизонтальных стержней ванным способом применяют стальную форму. Сама сущность такого способа состоит в следующем: в месте стыка к стержням арматуры приваривают стальную форму, в ней создают ванну расплавленного металла при помощи теплоты дуги. Торцы сваренных стержней плавятся от теплоты металла ванны, при этом образуется общая ванна материала шва, а далее при остывании формируется сварное соединение.
Подготовка горизонтальных стыков под сварку производится следующим образом, как показано на видео о ванной сварке. Поверхности стержней и торцы перед выполнением сварки должны быть зачищены от ржавчины, окалины, грязи при помощи стальной щетки или другими способами на длину более 30 миллиметров. Свариваемые стержни устанавливают соосно, с зазором не больше полтора диаметра электрода между торцами.
В качестве формующей детали при сварке вертикальных швов используют штампованную форму из листовой детали, которую без добавления присадочных прутков приваривают к нижнему стержню. Производя постепенно колебательные движения электродом в направлении перпендикулярном осям стержней, все сечение стыка заплавляют. Из ванны излишек шлака удаляют черпаком. Далее конец верхнего стержня прихватывают к нижнему, а после этого переходят к заполнению формы наплавленным металлом. Чтобы выпустить шлак, прожигают отверстия электродом в стенке формы, потом их заваривают.
Сам процесс ванной сварки арматуры производиться при больших токах. К примеру, если у вас электроды диаметром 5-6 миллиметров, то ток сварочный достигает 400-450 A. При низких температурах сварку производят током больше установленного на 10-12%. Между торцами свариваемых стержней зазор должен быть не меньше двойного диаметра электрода.
Можно сварку производить одним или несколькими электродами. Рекомендуется использовать электроды УОНИ-13/55. Помните, что данный способ довольно хорошо уменьшает расход электроэнергии и электродов, а также уменьшает себестоимость сварочных ворот и снижает трудоемкость.
Если сварка производится трехфазной дугой, то следует зазор устанавливать примерно на 1,5-2,0 миллиметра больше, чем максимальный размер электрода в поперечнике. Неточность совпадения осей свариваемых стержней не должна быть более 5% от диаметра самих стержней. Чтобы предохранить от дальнейшей деформации, а также в случае большой длины стержней, стоит придать им перед сваркой «обратный прогиб».
Стальной скобой из стержней или листового металла охватывается снизу место стыка, который не дает возможности вытеканию жидкого металла ванны. Дополнительно по краям скобы при сварке арматуры ванным способом ставятся боковые ограничители, для того чтобы не было растекания шлака по стержню. Ограничители и скобы производят из малоуглеродистой стали.
У стержней при ванном методе сварки может быть зашлаковка их торцов, в частности в нижней части стыка, и это снижает прочность соединения. Причиной такой зашлаковки может быть довольно быстрый отвод теплоты от торцов свариваемых стержней. Чтобы уменьшить зашлаковку, нужно заранее подогревать торцы. Также следует увеличивать охлаждение наружных участков шва с помощью искусственного охлаждения формы или применять формы из металла, который более теплопроводный, например, из меди. Шлаки собираются в таком случае вблизи стыка, где отвод тепла происходит наиболее интенсивно.
Формы для сварки ванным способом
Ванночки (скобы-накладки) для сварки арматуры используются для создания стержней, длина их больше длины стандартной выпускаемой арматуры. Инвентарные формы наиболее долговечны, если они изготовлены из меди. Разъемные формы для ванной сварки обычно изготавливают из любых марок меди с помощью литья, штамповки или из графита, а также механической обработкой. Формы запрещается изготавливать из сплавов латуни, бронзы и меди.
При очень стесненных рабочих условиях для сварки горизонтальных стыков используют неразъемные медные желобчатые подкладки. Оборачиваемость, то есть количество стыков, которые сварены в одной форме без проведения ее ремонта, в зависимости от самого способа изготовления достигает 100-150 стыков.
Приблизительно в 2-2,5 раза оборачиваемость графитовых форм меньше, чем медных. А также графитовые формы гигроскопичны и нуждаются в прокалке перед сваркой. Практически любая инвентарная форма при сварке первого стыка может быть испорчена при условии не соблюдения техники сварки.
Теперь вы знаете, когда принято использовать технологию ванной сварки стальных прутьев. Самый главный довод в пользу этой методики – экономия, так как уменьшается расход металла, который используется на производство накладок. К тому же стыки выглядят аккуратно и компактно. Осталось только просмотреть видео о ванной сварке арматуры и можно смело соединять прутья между собой.
Ванная сварка стальных конструкций и арматуры
На сегодняшний день существует огромное количество видов сварки, около сотни. Все они имеют множество отличий, но их объединяет одно — чтобы получить соединение нужно для начала расплавить металл. При этом нельзя просто выбрать любой понравившийся вам метод и приступить к работе. Нужно учитывать изделие, которое вы собираетесь варить.

Например, вам необходимо сварить арматуру. В этой статье мы рассказывали о сварке арматуры. Там мы упомянули ванный метод сварки (она же сварка встык), о котором хотим рассказать поподробнее. В нашем небольшом материале мы расскажем, что это такое, какова технология сварки с помощью ванночек и какие особенности нужно учитывать перед тем, как приступить к работе. С помощью этого метода можно также сварить стальные конструкции. Мы не зря делаем акцент на арматуре и стальных конструкциях, ведь наиболее распространена именно ванная сварка арматуры колонн.
Содержание статьи
Общая информация
Ванная сварка — метод соединения металлов с помощью специального u-образного приспособление. Его называют «скоба накладка для сварки арматуры» или «ванночки для сварки арматуры». Отсюда, кстати, и название технологии. Концы арматуры помещаются в скобу-ванночку и расплавленный металл заполняет ее до краев. Затем металл застывает, образуя прочное соединение.

Чтобы металл не растекался с торцов ванночки устанавливают специальные ограничители. Большинство скоб-ванночек изготавливаются из низкоуглеродистой стали. После сварки ванночка становится единим целым с арматурой и расплавленным металлом. Также существуют съемные ванночки для сварки арматуры, их изготавливают из меди и ее сплавов, керамики и графита. Такие скобы можно использовать многократно, что очень удобно.
Сварка выполняется с применением одного или нескольких электродов. Технология ванной сварки позволяет соединять арматуру в любом пространственном положении, кроме потолочного. Скоба должны быть больше, чем диаметр арматуры. От краев ванночки до детали должно оставаться не менее полутора сантиметров. Если вам необходимо выполнить ванную сварку в сложном положении, например, вертикальном, то нужно соблюсти некоторые особенности.
Читайте также: Хранение электродов
Для работы нужно использовать одноразовую скобу из стали. Ее нужно предварительно приварить к детали, которая расположена снизу. Затем расплавьте конец нижней арматуры. Состыкуйте верхнюю арматуру с расплавленным концом нижней арматуры и расплавьте стык.
Расплавленный металл должен постепенно заполнять ванночку. Чтобы не образовывалось много шлака в скобе можно сделать небольшое отверстие. После сварки отверстие необходимо заварить.
Особенности сварки
Описываемый метод ванной сварки имеет также ряд дополнительных особенностей, которые вам необходимо знать. Сварка ванным способом не так уж сложна, но это все-таки полноценная технология, со своими нюансами.

Во-первых, ванную сварку нужно выполнять беспрерывно. Это очень важно для равномерного плавления. Ведь у некоторых металлов температура плавления настолько высока, что требует много времени. А благодаря непрерывному процессу металл плавится гораздо быстрее.
Во-вторых, во время сварки на поверхности металла могут образовываться пузыри из шлака и защитного газа (если вы используете его). Выше мы писали, что для их выхода нужно сделать небольшое отверстие в ванночке. Это действительно так. Но не воспринимайте шлак, как нечто чужеродное. Он наоборот защищает соединение от окисления.
Сварка арматуры ванным способом также предполагает образование защитной корки на поверхности соединения. Если она образовалась, значит вы соблюдали технологию и выполнили работу правильно. Не нужно сразу счищать корку, подождите, пока металл остынет. А пока деталь горячая ее можно аккуратно обстучать, чтобы вывести излишнее напряжение.
Пару слов о движении электрода. Не нужно держать его неподвижно на месте стыка, надеясь, что тепловая энергия сама распределиться по детали и металл равномерно расплавиться. Это частая ошибка у новичков. Движения должны быть поступательными, вместе с этим вы должны захватывать нерасплавленные кромки.
Скорость работы не должна быть слишком быстрой или слишком медленной. Если вы будете работать слишком быстро, то просто не расплавите металл до нужной температуры и соединение получится некачественным (хотя на первый взгляд может показаться, что все хорошо). А если вы наоборот будете работать слишком медленно, то не сможете расплавить металл равномерно и он распределится в ванночке так, что готовое соединение будет пористым и хрупким. Почитайте ГОСТы, чтобы знать, какая скорость сварки считается оптимальной.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.

Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Вместо заключения
Это все, что мы хотели рассказать вам о ванной технологии сварки. Этот метод прост и надежен, он не требует от сварщика особой квалификации или многолетнего опыта. Достаточно иметь базовые навыки сварки и понимать суть технологии. Посмотрите обучающие видео, чтобы закрепить полученные знания и применить их на практике. Желаем удачи в работе!
Ванная сварка арматуры
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.

Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки

Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями. После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Поделись с друзьями
1
0
0
0
Сварка арматуры колон А500С ванным способом:технология,правила
Арматура относится к сложно свариваемым изделиям, так как у нее достаточно низкая контактная поверхность и делается она из упрочненных материалов. На итоговый результат влияет большое количество факторов. Одним из них является точность построения стыка. Нередко бывает так, что при выставлении правильного пространственного положения оно смещается во время сваривания. Чтобы этого не случилось, следует использовать специальные технологии. Сварка ванным способом является одним из них, так как стала самым распространенным методом в строительстве.

Сварка арматуры ванным способом
Арматура находит широкое применение при изготовлении металлоконструкций, где она выступает в качестве каркаса или основы для производства железомедных изделий. Она относительно недорогая и обладает высокой прочностью, благодаря чему удовлетворяет всем основным требованиям. Изделия соединяются продольно, когда один конец сваривается с другим, а также перпендикулярно. В любом случае, площадь шва получается небольшой, а нагрузки на нее воздействуют существенные. Благодаря использованию специальных ванночек, сварка арматуры А500С и других марок становится значительно проще. Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.

Арматура А500С
Преимущества 

- Ванный способ сварки арматуры обеспечивает рациональный расход наплавочных материалов с минимальными лишними растратами;
- Здесь получается высокий уровень качества, чего трудно достичь другими методами в таких условиях;
- Устоявшийся метод, технология которого проверена множеством мастеров, обладающий отточенной технологией;
- Широкое разнообразие самих ванночек, которые можно без труда подобрать для каждого диаметра арматуры.
Недостатки
- Стальные ванночки, как правило, используются всего один раз, так как они привариваются к конструкции;
- Медные ванночки обладают достаточно высокой стоимостью;
- Процесс сварки требует более тщательного подхода и занимает больше времени на подготовку.
Принцип ванной сварки
Сварка арматуры ванным способом подходит лучше всего для стержней с большим диаметром. В большинстве случаев это арматура диаметром от 20 до 100 мм. Ванная помогает охватить весь стык арматуры с небольшим зазором для заполнения расплавленным металлом. Данный способ обеспечивает сохранение жесткости и прочности на всей длине конструкции. Сварка выполняется как в горизонтальном, так и в вертикальном положении. Смещение стержней здесь практически отсутствует, так как перед свариванием все надежно закрепляется.

Арматура диаметром 20
Концы стержней ставятся в непосредственной близости один к другому, чтобы они находились по одной оси. Под ними находится ванночка для сварки арматуры. Между прутьями должен находиться небольшой зазор, между которым и заливается расплавленный металл наплавочного материала. За счет бортов ванны он не растекается вниз, а обволакивает концы изделия, создавая надежное крепление. По такому же принципу производится ванная сварка арматуры колонн и прочих изделий.
Технология ванной сварки арматуры
Ванная сварка арматуры обладает относительно простой технологией, которая требует тщательной подготовки. Для этого не нужны сложные материалы и нестандартные инструменты, так как все основная сложность заключается в том, чтобы выставить правильную соосность деталей. Затем происходит предварительное закрепление и можно приступать к самому процессу.
Материалы и инструмент
Основным расходным материалом здесь выступают электроды. Для данного дела подходят стандартные модели, такие как УОНИ 13/55, которые предназначены для создания крепких соединений. Они могут работать с упрочненным металлом, так как стержни арматуры нередко упрочняются механическим путем.

Электроды УОНИ 13/55
Также необходимо использовать сами ванночки, которые представляют собой относительно небольшое изделие с профилем в виде подковы. Закрытая ее часть ставится снизу, чтобы наполняться расплавленным металлом и не давать ему стекать вниз.

Ванночки для сварки арматуры
В качестве источника энергии подойдет обыкновенный сварочный трансформатор. Но он должен быть достаточно мощный, так как данный процесс проводится при повышенных токах. Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
Этапы
На первом этапе подготавливается поверхность изделий. Концы арматуры зачищают от ржавчины. Для этого потребуется щетка по металлу. Их обрабатывают до появления блестящей металлической поверхности. Стоит отметить, что концы должны быть ровными. Если они имеют какие-либо скосы и прочие дефекты, то следует обрезать дефектную часть при помощи резака. Уже после этого поверхность обрабатывается до нужного вида перед использованием.
Далее следует этап размещения. Здесь изделия выставляются соосно друг другу. Минимальное отклонение допускается. Но оно не должно превышать 0,05 части диаметра. Между концами стержня должен находиться небольшой зазор, около полутора сантиметров. Это необходимо для того, чтобы образовался достаточно большой слой связывающего материала, который сможет выдержать предстоящие нагрузки. Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.

Ванная сварка арматуры
Далее идет непосредственное сваривание. Для этого берется электрод, присоединенный к сварочному аппарату. После зажигания дуги совершаются колебательные движения перпендикулярно осям стержня. Наплавочный материал должен покрыть все сечение стыка. Если произошло прерывание наплавки, то прежде чем продолжить, необходимо удалить образовавшийся сверху шлак. Это же требуется сделать и после окончания операции. Вся штампованная форма должна заполниться расплавленным металлом. Для выпуска шлака иногда приходится прожигать отверстие в форме, но после выхода его необходимо заварить.
Режимы
Величина диаметра арматуры, мм | Величина диаметра электрода, мм | Сварочный ток, А | Катет накладки фланговых швов, мм |
20 | 5 | 230 | |
25 | 243 | ||
22 | 260 | ||
36 | 6 | 300 | 14 |
45 | 330 | 18, | |
60 | 7 | 420 | 24 |
70 | 8 | 500 | 26 |
Формы для сварки
Длина формочек, как правило, больше длины стыка арматуры. Их выпускают стальными и медными. Стальные носят одноразовый характер, а медные могут применяться более сотни раз. Производятся ванны при помощи штамповки или литья. При необходимости сузить диаметр, используются разнообразные подкладки
Техника безопасности
Основные правила при сварке арматуры касаются электробезопасности. С учетом того, что здесь ведется работа с повышенными токами, то всегда требуется точная проверка оборудования, его заземления, расходных материалов и других компонентов. Работники должны быть снабжены индивидуальными средствами защиты, такими как одежда из огнеупорных материалов, защитный щиток, маска или очки, диэлектрические рукавицы. На территории проведения работ должны быть соблюдены все правила пожарной безопасности.
что это такое, способы, особенности технологии
Сварка уже давно прочно укоренилась во многих сферах промышленности. Этот вид соединения металлов позволяет создавать огромные конструкции особой важности, различное оборудование, приборы, которые необходимы для нашей жизни. Каждый из методов имеет преимущества и недостатки, но вы остановимся на надежном методе сваривания, который пользуется популярностью на многих производствах — ванной сварке.
Она используется для сваривания отдельных частей изделий из легированной стали. Этот метод способен выдерживать повышенные статические и динамические нагрузки. Но все же перед тем как к нему приступать стоит рассмотреть основные особенности и нюансы.

Краткая характеристика
Ванная сварка — это способ сваривания металлических изделий, во время которого применяется приспособление с U-образной формой. У него имеется несколько наименований — ванночки или скоба накладка для сварки арматуры. Это и легло в основу названия данного способа сваривания. Части арматуры погружаются в скобу-ванночку, расплавленная сталь заполняет ее до краев. После этого металл застывает, образует шов с высокой прочностью.
Чтобы расплавленная сталь не вытекала с торцов ванночки, помещаются ограничительные элементы. А в конце сварочного процесса ванночки соединяются с арматурой и расплавленной сталью. Встречаются накладки съемного типа, которые выполняются из меди, ее сплавов, керамики, графита. Данные варианты предназначены для многократного применения.
Ванная сварка арматуры может проводиться при помощи одного или нескольких электродов. Этот способ сваривания позволяет сваривать металлические элементы в любом положении в пространстве, кроме потолочного. Размер накладки должен быть больше, чем параметры диаметра арматуры. От краев ванночки до свариваемого элемента должно быть не меньше 15 мм.
Если изделия находятся в горизонтальном расположении, то для создания ванны стальная накладка приваривается к соединяемым арматурным стержням в зоне их стыка. Во время сваривания стержней, которые находятся в вертикальном положении, применяются штампованные стальные формы. Они привариваются к торцевой области изделия, которая имеется снизу.
Особенности и нюансы сварочного процесса
Сварка арматуры ванным способом имеет несколько дополнительных особенностей, которые обязательно нужно рассмотреть, перед тем как к приступать к работам. Данная технология считается простым процессом, но все же если вы хотите получить качественное и прочное соединение, то стоит тщательно подготовиться.

Сварка ванным способом имеет следующие особенности:
- Сварочный процесс должен выполняться в непрерывном режиме. Это имеет огромное значение для получения равномерного расплавления. Дело в том, что температурные показатели у некоторых видов металлов достаточно высокие, это занимает много времени для разогрева. За счет того что сварочные работы осуществляются в непрерывном режиме сталь расплавляется намного быстрее.
- На поверхности металлического изделия образуются пузыри из шлака и защитного газа. Для их выхода в ванночке необходимо сделать отверстие. Но все же шлаковые образования не считается чужеродными компонентами, они защищают швы от окисления.
- Технология ванной сварки арматуры предполагает появление защитной корки на поверхности соединения. Обычно ее образование указывает на соблюдение всех правил сварочного процесса.
- Сразу же после окончания сварки не нужно счищать защитную корку, необходимо подождать, чтобы расплавленный металл застыл. А пока деталь горячая ее можно слегка обстучать со всех сторон, это позволит устранить повышенное напряжение.
- При проведении сварки электрод не стоит удерживать в неподвижном состоянии на области стыка. Новички думают, что это будет способствовать тому, что тепловая энергия сможет самостоятельно разойтись по поверхности изделия и сталь равномерно расплавится. Во время процесса движения должны быть последовательными, совместно с этим сварщик должен захватывать нерасплавленные кромки.
- Скорость рабочего процесса не должна быть слишком медленной или слишком быстрой.
- Если во время сварки сварщик будет делать все слишком быстро, то он не сможет расплавить металла до требуемой температуры, а самое соединение выйдет низкого качества.
- Если сварщик будет медленным, то он не расплавит сталь равномерно. В результате этого она распределится в ванночке так, что готовый шов получится некачественным. Оптимальная скорость сварки указана в ГОСТах.
Достоинства
Сварка ванным способом — это простой и легкий метод соединения участков металлических конструкций. Данную технологию используют во многих сферах производства, она позволяет работать с разными видами металла.

Ванная сварка арматуры и колонн имеет целый ряд преимуществ:
- этот метод может использоваться для неподвижных частей металлических конструкций. Не нужно их поворачивать и передвигать, чтобы создать прочное соединение по всей поверхности;
- во время расплава происходит равномерное, а не точечное разогревание прутков;
- исследование шва может выполняться при помощи доступных методов, к примеру, при помощи гамма-лучевой диагностики;
- для рабочего процесса может применяться обычное оборудование;
- сварка данным способом позволяет получить прочное и качественное соединение;
- ванночки для сварки арматуры предотвращают растекание расплавленного материала, они формируют аккуратный и ровный шов;
- минимальные затраты на расходные материалы;
- максимальное удобство, которое облегчает сваривание. А стальная форма служит дополнительным ребром жесткости;
- достаточно просто можно подобрать формы под размеры прутка. Они выпускаются в широком ассортименте.
Недостатки
Но все же стоит помнить, что сварка арматуры ванным способом — это не просто легкий метод получения прочного соединения, этот процесс имеет некоторые недостатки, которые стоит учитывать при проведении сварочных работ.
Среди негативных сторон можно выделить:
- при проведении сварочного процесса следует соблюдать непрерывность работ;
- нужно следить за тем, чтобы разогрев обхватывал всю область контакта;
- ванный метод сваривания требует профессиональной подготовки;
- обычно ванночки для сварки используются только один раз, они не предназначены для многократного применения;
- обязательно должен соблюдаться подготовительный этап, а это дополнительные временные затраты.
Важно! Если во время сварочного процесса не соблюдать требуемый температурный режим. При слишком быстром охлаждении может образовываться слишком много шлака.
Используемое оборудование
Что это такое — сварка ванным способом, мы рассмотрели, но все же нужно знать, какое оборудование должно применяться во время этого процесса. Именно это важное условие, от которого зависит качество и прочность сварного соединения.

Обычно во время ванного сваривания используются следующие элементы:
- Сварочный аппарат. Этот элемент снижает напряжение до 220 вольт и вырабатывает постоянный ток с большой силой. Его называют сварочным инвертором, у него предусмотрен полный набор функций и режимов. В настоящее время производятся приборы небольших размеров, которые можно применять в домашних условиях.
- Скобы накладки для сварки арматуры. Данные изделия стоит выбирать в соответствии с видом соединения и характером свариваемых элементов. Для горизонтальных рекомендуется применять такие варианты, как С14-Мn, С15-Рс, С16-Мо.
- Для защиты расплавленного металла в сварочной ванне в некоторых ситуациях может потребоваться создание среды из инертного газа, обычно это требуют качества свариваемых материалов. Для этих целей рекомендуется применять небольшие баллоны с инертным газом, которые имеются в продаже.
- Электроды плавящегося типа. Они могут иметь разное покрытие из алюминия, меди, стали и других сплавов. Для рядовых работ подойдут стержни марок МР-3 или АНО, их диаметр должен быть в пределах 2-4 мм. Данные расходные материалы можно всегда найти в продаже. А вот для оборудования ответственного назначения подходят только стержни УОНИ.
- Защитная маска сварщика. Наиболее подходящим вариантом для сварочных работ будет изделие, которое закрепляется на голове. Дополнительно нужна одежда и перчатки из защитного материала. Изделия должны защищать от ультрафиолетовых лучей, брызг расплавленного металла.
Как проводится ванная сварка
Технология ванной сварки арматуры и колонн состоит из нескольких этапов. При первом производится подготовка всех материалов и свариваемых деталей. А в последующий этап осуществляются основные сварные работы.
При подготовке стоит выполнить несколько операций:
- очищение концов арматурных стержней при помощи металлической щетки до появления блеска. Во время этого этапа стоит удалить все участки с ржавчиной, грязью, краской и другими видами загрязнений. Все это может ухудшить качество соединения, оно выйдет хрупким и слабым. Размер очистки на каждом конце должен составлять не меньше 3 см;
- к нижним плоскостям стыкуемых стержней нужно приварить точечной приваркой инверторную форму. Она будет служить емкостью для скапливания расплавленной стали.
После этого можно приступать к ванной сварке колонн и арматуры. Электрод требуется подвести к торцу одного из стержней и начать его расплавление. Расходником нужно передвигаться по всей площади торца — движения могут быть круговыми или из стороны в сторону. После можно переходить на противоположный торец свариваемой арматуры. Действия стоит проводить по очереди до полного заполнения ванночки расплавленным металлом.
Стоит отметить! Все действия и движения при проведении сварочного процесса должны быть легкими, потому что расплавление осуществляется при высоких токах. Например, если применяются электроды с диаметром 7-8 мм, то к ним стоит подать ток с силой 400-450 ампер.
Сварка должна продолжаться, пока расплавленные металл не перекроет соединяемые стержни. После этого рекомендуется правильно выполнить конечные действия — необходимо еще раз равномерно прогреть металла в сварочной ванне, это нужно для его равномерного остывания. Далее электродом вращают между концами соединяемой арматурой, но это стоит делать не сильно.
Ванный сварочный процесс — популярный метод, который используется в разных областях промышленности. Он позволяет получить прочное, качественное и ровное соединение, и это достигается за счет использования скоб накладок для ванной сварки, также данные элементы называют ванночками. Также они предотвращают разбрызгивание и вытекание расплавленного материала из зоны сваривания. Но все же перед тем как производить работы стоит рассмотреть его важные особенности и принципы.
Интересное видео
Способы сварки арматуры
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.

Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются:
- электрошлаковое полуавтоматическое;
- ванно-шовное;
- электродуговое ручное;
- контактное;
- ванное.
В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры.
Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа:
- нахлесточное;
- стыковое;
- тавровое.
Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.

Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
- Арматурных изделий большого диаметра (2-10 см).
- Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
- Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение.
Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга.
Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.

Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва.
Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками.
После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней.
При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму.
Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
- Полуавтоматический (в керамической форме).
- Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
- Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
- Подогрев торцы перед сваркой.
- Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков.
Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области.
Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.

Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени.
Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа:
- Непрерывный способ.
- Прерывистый метод.
Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.

Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно:
- Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения.
- В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла.
- Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.

Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Особенности ванной сварки: процедура работы
Ванная сварка используется с целью соединения арматурных стыков железобетонных конструкций. Особенно востребованы эти работы при строительстве гидростанций. Также сварку ванным способом считают наиболее оптимальным решением при необходимости в домашних условиях использовать с целью соединения арматуру.

Способы сварки ванным способом.
Поговорим сегодня о ванном способе соединения и непосредственно о технологии проведения процедуры.
Также читайте: Особенности работы с фундаментом.
Особенности сварки ванным способом
Ванный способ активно используется при работе со стержнями колонн диаметром до 10 см, стыками фланцев, полученных посредством сгибания полос немалого сечения, а также со стыками многорядной арматуры ЖБК и прочих деталей.
Еще нередко он применяется при строительстве домов, железобетонных объектов и арматурных каркасов. Ванная сварка позволяет по всему предмету получать цельный силовой каркас. Причем использование ванного способа сварки позволяет работать со стыковой арматурой в любом удобном положении.

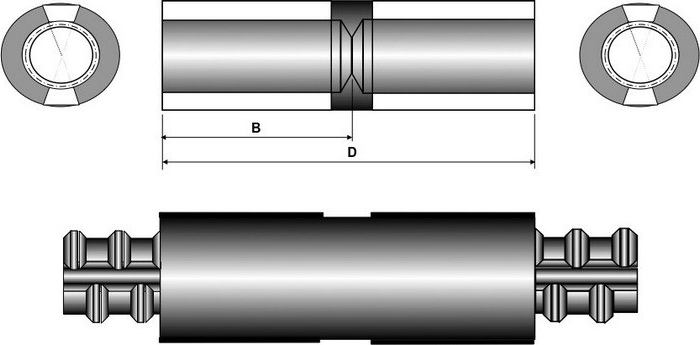
Рисунок 1. Схема сварки ванным способом.
Для получения качественного результата необходимо четко соблюдать совмещение выпусков, где показатель смещения осей соединяемых стержней должен составлять не более 0,05 диаметра. Чтобы добиться этого, с совмещением выпускной арматуры в установочных соединениях части сборного предмета и его арматурным каркасом следует работать в специализированных кондукторах, где предусмотрена фиксация больших размеров и положения стержней арматуры. Как правило, при приеме подобных частей проверке подвергается размер и взаимное положение арматурных выпусков.
К основным преимуществам данного вида соединения относят:
- Возможность использования обычного сварочного оборудования, которое применяют для дугового соединения колонн.
- Нет необходимости постоянно поворачивать конструкцию в процессе сварки, поскольку не нужна кантовка.
- Возможность проверять качество шва.
В настоящее время технологически различают 2 разновидности ванной сварки:
- ручная в скобе с 3-фазной и 1-фазной дугой;
- полуавтоматическое соединение;
- автосварка ванно-шлаковая.
Более экономичным вариантом считаются соединения стержней железобетонных колонн без использования накладок. Так, поскольку не всегда удобно размещать в сечениях накладки, ванный способ позволяет затрачивать значительно меньше сил, исключая дополнительно и затраты материала на изготовления накладок.
Читайте также:
Что такое сварка.
В чем опасность дефектов сварных швов.
Об обратной полярности читайте здесь.
Вернуться к оглавлению
Процедура ванной сварки

Схема устройства сварочного полуавтомата.
Ванная сварка заключается в том, что стержни арматуры в точке стыка соединяются с формой из стали, где теплотой дуги создается ванна расплавленного металла, которая постоянно подогревается.
От температуры ванночки для сварки арматуры плавят торцы стержней, образуя таким образом единую форму, а после остывания – необходимое соединение. Именно ванночки для сварки арматуры в форме подковы, позволяют сохранять жесткость по всему периметру, создавая цельные силовые каркасы. Различают ванночки для сварки вертикального и горизонтального сечения.
Вертикальные швы должны соединяться только с помощью использования штампованной детали из листовой формы, которая представлена на рисунке 1 б, где также имеется общая схема ванного способа сварки стыков арматуры. Штампованная форма присоединяется к нижнему стержню, после чего к нему прихватывается верхний. Дальше осуществляется заполнение ванночки для сварки арматуры наплавляемым металлом.
Обеспечить шлаку путь выхода можно, прожигая для этого в стенке формы отверстия, но после их снова нужно будет заварить. Для этого используют электрод. Соединение осуществляется при больших токах, например, используя электроды диаметром 0,5 см, ток может составлять примерно 430 А. При невысоких температурах процедуру можно выполнять только при токе, который будет превышать в среднем на 12% установленный показатель. В процессе необходимо оставлять зазор между торцами стержней в 2 раза больше, чем диаметр электрода. К тому же выполнять процедуру можно как одним, так и несколькими электродами. Специалисты рекомендуют использовать электроды марки УОНИ-13/55.
Применение ванного способа сварки позволить не только уменьшить расход электроэнергии и электродов, но и сократить стоимость работы.