Сварка чугуна обычным электродом в домашних условиях
Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.


Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.

Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.

Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Сварка чугуна электродом в домашних условиях, видео
Сварка многих видов стали в домашних условиях не представляет собой ничего сверхъестественного.
При наличии специального оборудования с данной работой сможет справиться даже человек, не особо разбирающийся в этом деле.
Но, если вы хотите сварить чугун в домашних условиях, то следует быть готовым к тому, что могут появиться некоторые трудности. В чем они состоят?
В чем они состоят?
Содержание статьи:
- Краткое введение
- Особенные моменты
- Методика наплавки
- Типы электродов
- Делаем своими руками
Краткое введение
Основная неудача, которая вас, скорее всего, постигнет — это плохое качество сварного соединения.
Сложность сварки, в первую очередь, обуславливается составом металла.
В чугуне имеется большое количество углерода, что негативно сказывается на его обработке и дальнейшей эксплуатации.
По этой причине у обывателей довольно часто возникают следующие вопросы:
- Как безупречно варить чугун электросваркой?
- Какие известны способы проведения работ с чугуном?
- Какие для этого нужны расходные материалы?
- Полезные советы по безопасному ведению работ.
Особенные моменты
- Материал имеет склонность к растрескиванию.
Это сопряжено с его гетерогенным составом и с процедурами закаливания и отбеливания, которые происходят рядом со швом, в то время, когда осуществляется остывание раскаленного металла. - Большая «плывучесть» материала в расплавленном виде, а это внушительно затрудняет формирование качественного сварного рубца.
- В результате термической обработки, выгорает часть углерода, что способствует образованию пор.
- В процессе сварки появляются неплавкие кислоты, у которых температура плавления намного больше, чем у железа.

А вы знаете, как устанавливается душевая кабина для маленькой ванной комнаты? Интересные решения по размещению сантехоборудования в малогабаритных квартирах прочитайте в полезной статье.
Как сделать столешницу из гипсокартона в ванной своими руками написано на этой странице.
Методика наплавки
Варить чугун электродами в домашних условиях можно, но при этом, желательно, иметь определенные практические навыки и соблюдать рекомендации специалистов.
Сварка чугуна, из которого сделан сифон для двойной раковины на кухне, может проводиться двумя методами:
- холодным,
- горячим.

Вне зависимости от выбранной методики следует учитывать следующие факторы.
Поверхность металла нельзя быстро охлаждать. Если не придерживаться этого правила, качество сварки не может быть хорошим.
При сварке чугуна со сталью, для того, чтобы продлить время остывания детали, ее засыпают угольной пылью или сухим песком мелкой фракции (про переходники для канализационных труб написано здесь).
При быстром нагревании/остывании чугуна, на его поверхности образуются трещины, а это создаст дополнительные трудности в процессе последующей обработки изделия.
Когда металл находится в жидком состоянии, он характеризуется большой текучестью, поэтому необходимо использовать подформовку.
Это является подоплекой для процесса деформации и напряжения при сваривании.
Затруднения при аргонодуговой (TIG)сварке связаны, как правило, с потребностью сделать возможным надежное примыкание сварного шва.
В особенности, тяжело соединять два разнотипных элемента (как приварить сгон к трубе отопления написано здесь). Иногда, в процессе реставрационных работ требуется восстановить деталь из сплава стали, алюминия и чугуна.
При ведении работ, необходимо принимать во внимание характеристики всех материалов.
Особенное свойство сваривания чугуна и алюминия заключается в разнице температуры плавления обеих металлов.
Для чугуна это значительно меньшие показатели. Поэтому стоит знать, что во время работы не обойтись без графитовой пластины — она предотвратит утечку чугуна.
Обратите внимание! Есть такие затратные материалы, которые используются только для обработки чугуна. Другими, пользуются в случае сочетания двух и более металлов.
Если вы хотите, чтобы сварка или наплавка чугунных деталей была выполнена безупречно, нужно, строго придерживаться технологического процесса.
А вам известно, как сделать расчет для расширительного бака отопления? Формула и методика вычислений описаны в полезной статье.
Видео установки угловой акриловой ванны посмотрите здесь.
На странице: https://ru-canalizator.com/santehnika/aksessuary/polotentsesushitel-vodyanoj.html написано про лучшие полотенцесушители для ванной.

Как уже говорилось выше, сварочный процесс может осуществляться холодным и горячим методом. При этом применяются, как готовые электроды, так и собственного изготовления.
Кстати, комплектующие, смастеренные самолично, применяются не только для работы в домашних условиях, но и на производстве.
Состав электрода для чугуна:
- мрамор,
- алюминий,
- термит,
- жидкое стекло,
- ферросицилий,
- мелкий титановый порошок.
В качестве неплохой альтернативы таким электродам может быть использован кусок присадочной проволоки со стержнем из графита.
Типы электродов
Стержень чугуна со специальным покрытием, в состав которого входит огромное количество углерода.
Им можно варить с помощью любого вида тока.
При этом сварочная дуга работает более стабильно.
Металлические прутки с нанесением слоя графита. Стоит продукция не дорого, но качество сварочного шва, выполненное посредством данного электрода «хромает на обе ноги».
Металл наплавляется слишком неоднородно, а полученный сварной стык не просто обработать.
При помощи таких электродов заваривают микротрещины при монтаже чугунных радиаторов отопления.
Стержни с медной основой.
Сварочное соединение состоит из следующего сплава: железо, углерод и медь.
Высокого качества получаются маленькие швы (длиной не более 5 – 6 см).
Эта методика требует проведения обязательной проковки рубца после очередного прохода.
[note]Данный способ не применяют в местах, к которым нет свободного доступа.[/note]
Прут с никелевым каркасом. Эта модель позволяет добиться отличного, крепкого шва, который легко поддается обработке.
Полученный рубец так же нуждается в проковке, но она проводится без каких-либо осложнений. У таких электродов имеется один недостаток – слишком высокая цена.
Именно, по этой причине их реализовывают в форме сплава меди, никеля и железа.
Для сварки чугуна в домашних условиях (как устранить течь в чугунной канализационной трубе прочитайте здесь) профессионалы советуют использовать следующие марки электродов:
- ОЗЧ 2,
- ОЗЧ 6,
- ОЗЖН 1,
- ОЗЧ 3,
- ОЗЧ 4,
- МНЧ 2.
Есть вполне разумное объяснение тому, почему применяют электроды, в составе которых имеется большое количество меди и никеля.
Никель по отношению к углероду, инертен, и вступает с ним в химическую реакцию. Какие это дает приоритеты?
В результате, сварной шов получается мягкий и эластичный, он хорошо поддается дальнейшей обработке.
Медь нужна для сваривания жаропрочного чугуна. Она образует более прочный шов.
Сварка чугуна ведется любым типом неплавящихся электродов, а именно:
- графитовыми,
- вольфрамовыми,
- угольными.

Также в их состав входят присадочные прутки, состоящие из разных цветных металлов.
Сварочная зона находится под защитой флюса (в его состав входи бура).
Некоторые мастера отдают предпочтение инертному аргону.
В последнее время очень популярной считается сварка – АС TIG.
В этом случае используют вольфрамовый электрод с подачей переменного тока.
В качестве защитной среды выступает аргон и присадки, содержащие никель.
И ручная дуговая сварка, и электросварка может сопровождаться такой сложностью, как возникновение трещин. Во избежание неприятных последствий, главное – правильно подобрать оптимальный режим работы.
Технологические меры, с помощью которых можно не допустить возникновение небольших расщелин:
- предотвращение избыточного нагревания чугуна при сварке.
Этого можно достичь, используя электроды маленького диаметра, или проведением сварочных работ малым током «вразлет»; - снижение напряжения, которое возникает в процессе усадки швов или наплавленных участков, которые получаются в результате горячей проковки.

Можно, в домашних условиях своими руками сделать электроды, по составу аналогичные тем, что были перечислены выше.
Учитывая тот факт, что МНЧ 2 – это довольно редкий и дефицитный товар, то собственноручное его изготовление окажется вполне оправданным.
Перечень работ, которые вам нужно будет сделать:
- Удалить с обычного электрода покрытие.
Обмазку, которую вы снимите, необходимо измельчить и добавить в содержимое аналогичное количество порошка железа.
Можно пользоваться только стружкой мелкой фракции. - В разовую посуду наливаем небольшое количество жидкого стекла.
Затем в емкость маленькими порциями высыпаем смесь.
Состав должен получиться текстуры густой сметаны.
Варить медными электродами могут позволить себе даже не все профессиональные сварщики (это дорогое удовольствие).
А сократить стоимость ремонтных работ можно, изготовив самодельную обмазку. - Берем медную проволоку, маркировки М2, М3.
С помощью наждака хорошо ее зачищаем, затем обезжириваем и нарезаем нужной нам длины. - Готовые заготовки смачиваем в обмазке и в итоге получаем электрод с проволокой из меди, толщиной около 1,5 мм.
Для того, чтобы характерные особенности сделанных вами изделий были практически идентичные, их нужно обрабатывать одинаковое количество времени. - Для полного высыхания и затвердевания продукции, ее развешивают в вертикальном положении.

Стоит знать! Нельзя использовать в качестве штифта заготовку из латуни.
Так как в ее составе имеется в большом количестве цинк, а это продукт очень ядовитый.
При сжигании электрода, токсическое вещество будет испаряться, а это, скорее всего, явится подоплекой нешуточного отравления.
Делаем своими руками
Если у вас нет намерения или времени мастерить самому электроды, то в бытовых условиях можно обеспечить сварку чугуна комбинированными электродами (медно-стальными).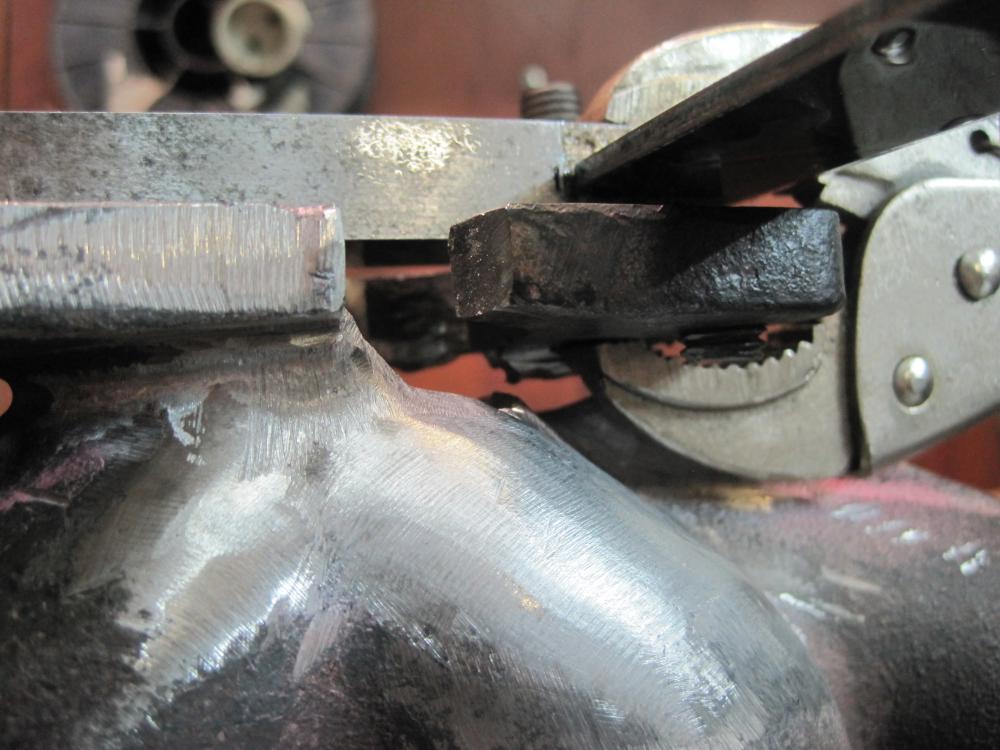
Их изготавливают способом навивки спирали из медной или латунной проволоки. При этом, поперечник должен быть не более 1,5 мм.
Необходимо, чтобы масса спирали была в 5 раз больше веса железной сердцевины.
Используя комбинированные электроды, нельзя сильно прогревать свариваемые элементы.
Процесс должен происходить с применением малого тока короткими промежутками «вразлет» с проковкой готовых швов.
А также, обязательно, нужно делать перерыв в работе для того, чтобы дать остыть обрабатываемому изделию.
При выполнении сварочных работ следует соблюдать технику безопасности.
- В домашних условиях заниматься сваркой чугуна можно только в хорошо проветриваемом и освещенном помещении.
- Аппаратура должна быть заземлена по всем правилам.
- Металл не нужно быстро охлаждать.
Его поверхность необходимо обезопасить от проникновения влаги. - Наличие индивидуальных средств защиты, а именно: спецодежда, очки, перчатки.

Работая с чугуном, способом электросварки, нужно придерживаться основных требований, которые предъявляются ко всем манипуляциям, связанные с этим сложным производством.
Мастер должен соблюдать правила безопасности при эксплуатации электросварного оборудования.
[note]Важная информация! Данный процесс считается довольно трудоемким, поэтому при сварке деталей из чугуна лучше пользоваться технологией холодного сваривания.[/note]
Сварка чугуна электродом в домашних условиях
0
Опубликовано: 31.03.2017
Обычно в бытовых условиях сварить между собой изделия, произведенные из стали, не представляет собой никакой сложности, но технология работы с чугуном подразумевает определенные особенности, которыми владеет далеко не каждый сварщик, даже имеющий опыт. Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Обязательно следует принимать во внимание ключевые особенности данного материала. Для этого необходимо учитывать, что чугун представляет собой сплав железа с углеродом, в котором содержание последнего не превышает 2,14%. Именно данный момент сильно сказывается на получении качественного сварного соединения. Сварка чугуна будет довольно проблематичной вследствие ряда причин:
- В данном материале при проведении сварочных работ будут регулярно образовываться поры и трещины;
- Если будет производиться подобная обработка, то станут возникать разного рода каленые структуры, убирать которые с поверхности изделия будет довольно проблематично;
- Когда будет производиться сварка тонкого чугуна электродами, вследствие серьезного перегрева материала может возникать его рассыпание.
Чугун может быть двух основных разновидностей:
- Белый, который вообще не способен реагировать на проведение сварочных работ вследствие своей твердости и хрупкости. Его можно только шлифовать.
- Серый представляет собой довольно мягкое изделие, по сути, будет производиться обработка ковкого чугуна. Его можно с легкостью обрабатывать, в том числе и подвергать сварочным работам.
 Его можно только шлифовать.
Его можно только шлифовать.Оглавление:
- Как осуществляется сварка чугуна электродом?
- Какими электродами можно пользоваться при сварке чугуна?
- Технология получения соединения элементов из чугуна
- Сварка чугуна с использованием газа
- Как осуществляют холодную сварку чугуна?
Как осуществляется сварка чугуна электродом?
Чтобы получить качественное соединение, необходимо правильно подобрать электроды для сварки чугуна, которые должны будут функционировать при использовании соответствующего оборудования. При этом следует принимать во внимание, что в районе образования сварного соединения этот металл будет становиться довольно хрупким. Этот факт связан с тем, что при проведении сварных работ электросварка становится причиной возникновения определенных перегрузок, что в итоге приводит к увеличению хрупкости данной стали, так как углерод будет подвергаться дополнительной кристаллизации.
Какими электродами можно пользоваться при сварке чугуна?
Для того чтобы сварное соединение заготовок, изготовленных из чугуна, получилось наиболее качественным, следует использовать следующие марки электродов, предназначенных именно для сварки чугуна:
- ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным из меди, которая дополнительно покрывается веществом, содержащим в себе большое количество графита;
- МНЧ-2 – данные изделия в качестве стержня имеют специальный сплав, содержащий в себе никель, железо, марганец и медь. Данная продукция позволяет получить соединение максимально высокого качества, однако эти электроды отличаются высокой ценой.
Сварка чугуна по холодной методике потребует соблюдения определенной технологии, которая будет заключаться в образовании сварного соединения определенной ширины. В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
Если будут возникать определенные дефекты при формировании сварного соединения, то нужно будет воспользоваться специальной подложкой, выполненной из графита. Она позволяет не допустить вытекания металла из формируемого сварного соединения.
Технология получения соединения элементов из чугуна
Сварка чугуна электродом в домашних условиях может потребоваться в самых разных случаях. В частности, у многих людей до сих пор установлены чугунные ванны, которые отличаются хрупкостью. Если такая конструкция расколется, то ее сразу выбрасывать совершенно необязательно. При правильном применении сварочного метода изделию можно возвратить первоначальный вид. Сварка чугуна возможна при использовании определенных технологий:
- Нержавеющим электродом, однако данные работы должны осуществляться в среде инертного газа. Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
- Горячая технология сварки чугунной стали применяется исключительно в промышленных условиях. Перед непосредственным соединением заготовок, изготовленных из чугуна, их тщательно прогревают таким образом, чтобы они достигли одинаковой температуры. Только при соблюдении данного момента будет получено соединение наивысшего качества. Стоит отметить, что подобная технология может применяться исключительно теми сварщиками, которые осведомлены относительно способа проведения данных работ, к тому же они в обязательном порядке должны соблюдать все необходимые требования безопасности.
- Холодная технология сваривания чугунных стальных элементов применяется в бытовых условиях, когда к качеству соединения предъявляются минимальные требования.
 Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
Сварка чугуна с использованием газа
Данная методика может применяться как в бытовых, так и в промышленных условиях, особенно в случае, если к образуемому сварному соединению предъявляются определенные требования, связанные с прочностью. Эта технология прекрасно показывает себя, когда требуется проварить основной металл заготовок на незначительную глубину. В зависимости от используемого оборудования, режимов наложения сварного шва на соединяемые элементы довольно-таки много. Однако придется учитывать определенные моменты, которые так или иначе будут оказывать влияние на качество шва:
- Напряжение, которое подается на электрод.
- Квалификация сварщика, то есть как он будет накладывать расплавляемый электрод на основной металл.
- Сила тока, идущая внутри основного металла электрода.
- Скорость проведения электрода по соединяемым элементам.

Оптимальными будут следующие показатели: самым лучшим будет напряжение порядка 25-30 В при силе тока более 150 А. Скорость прохождения электрода не должна превышать 12 метров в час. В данном случае лучше всего использовать сварную проволоку, диаметр которой не должен быть больше 1 мм.
Как осуществляют холодную сварку чугуна?
Как было уже сказано выше, данная технология используется в бытовых условиях. Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
- Медные с содержанием железа до 50%;
- Медные с добавлением не больше 15% никеля;
- Железно-никелевые;
- Стальные;
- Чугунные.

Для получения наиболее качественного соединения лучше всего пользоваться именно чугунными электродами. Благодаря им можно наложить последовательно один за другим валики сварного соединения. Если планируется использовать электроды, изготовленные из качественной стали, то для получения наиболее прочного и долговечного соединения следует дополнительно устанавливать металлические шпильки.
Как правило, электроды с содержанием железа и никеля применяются для того, чтобы произвести определенные ремонтные работы с чугуном, но для соединения заготовок из этого материала их использовать не рекомендуется. Они прекрасно подходят для заваривания трещин или сколов на чугуне, однако соединять чугунные элементы ими нежелательно. Это связано с тем, что они имеют слишком высокую температуру плавления, а этот фактор может серьезно нарушить кристаллическую решетку этого металла. В свою очередь, это сделает соединение чересчур хрупким — оно будет рассыпаться даже от незначительного физического воздействия.
При правильном подходе можно получить качественный сварной шов из чугуна, главное здесь – выбрать правильные электроды и оборудование.
Сергей Одинцов
tweet
Сварка чугуна электродом в домашних условиях: практические советы
Многие из нас неоднократно сталкивались с необходимостью сварить металлические полосы для виноградной арки на даче или отвалившуюся петлю в гаражной двери. В большинстве случаев проблем эта операция не вызывала. Совсем не так просто обстоит дело при необходимости соединить чугунные элементы. Кто сталкивался с такой проблемой, тот знает можно забыть все, все о сварочных работах.
С целью недопущения ошибок рассмотрим, как выполняется сварка чугуна электродом в домашних условиях.
Содержание
- Специфика соединения чугунных изделий
- Перед началом работы
- Разновидности сварки чугуна
- Холодный способ сварки электродом
Специфика соединения чугунных изделий
Независимо оттого где производятся сварочные работы высокоуглеродистых сплавов, методика и способы ее осуществления мало рознятся. И на большом предприятии тяжелого машиностроения, и в полуподвале сомнительной фирмы проблемы, возникающие на стыке одни и те же. Обусловлен этот факт структурой и химическим составом.
Особенности сварки в основном определены графитовым включением, а точнее его формой. Ведь при одинаковой структуре железной матрицы (3 основных вида), эти включения могут принимать 4 основные формы, а также находиться в половинчатом состоянии между двух основных форм. Учитывая разницу в плотности железа и аллотропной формы углерода — графита, то очевидно, что их можно считать пустотами. Пустоты при температурном воздействии оказывают особо чувствительное влияние на пластичность металла, могут служить очагами деформации разрыва и пористости.
Чтобы избежать растрескивания шва металла, нужно использовать накопленный опыт сварщиков, которые разработали способы и приемы, учитывающие особенности сварки чугуна.
Не у каждого человека есть возможность определить химический состав и структуру чугунного изделия. Существуют простые правила известные опытным сварщикам:
- серый цвет на изломе и мелкое, практически незаметное зерно — чугун поддается сварке, практически как высокоуглеродиста сталь
- крупное зерно и практически черный окрас излома чугуна сигнализирует о том, что придется попотеть, прежде чем сваришь такую деталь
- промасленное изделие без предварительной термической подготовки сварить будет крайне тяжело, а при определенных условиях невозможно
Химический состав, физика и механика поведения чугуна при изменении температуры относит его к сплавам с ограниченной свариваемостью. Учитывайте факторы поведения чугуна, и возможно вам станет легче справиться с поставленной задачей:
- Нижнее положение шва наиболее предпочтительное для сварки этого сплава, исходя из его текучести в жидком состоянии.
- В случае отсутствия вносимого снаружи углерода при наложении сварного шва – высокая вероятность выгорания углерода в толще металла, который соединяясь с кислородом, образует пористость
- Пластичность чугуна не достигает высоких пределов и это вызывает внутренние напряжения, области со структурными изменениями, закалку и в итоге разрушительные деформации.
- При расплавлении некоторые фазы жидкого чугуна соединяются с кислородом с образованием шлаковых частиц с высокой температурой плавления. Высокая плотность таких частиц оставляет их в толще шва, ухудшая качество сварки.

Технологическими приемами можно решить некоторые проблемы образования трещин. Можно изменять диаметр электрода, минимизировать ток, варить шов то в одном, то в другом месте. Технически вопрос можно решить, сделав вставки из чугуна или металла тем самым уменьшив количество наплавленного металла. Не забываем о волшебстве обработки давлением. Пока шов имеет красный цвет (не остыл) его можно простучать молотком. Это приведет к уменьшению естественной усадки, которая является основной причиной трещин.
Это приведет к уменьшению естественной усадки, которая является основной причиной трещин.
Перед началом работы
Как и при обычной сварке, разделка кромки свариваемых деталей. Разделка может осуществляться как ручным, так и механизированным инструментом. Стружка, снимаемая за один проход, должна быть минимальной, так как чугун склонен к отколам. При этой процедуре соблюдайте следующие правила:
- не уходите в сторону от линии раздела, без особой потребности
- сверление под вставки должно быть около 12 мм от края кромки. Диаметр сверла и вставки плюс 1-2 миллиметра к толщине раздела
Если есть необходимость провести заварочный ремонт трещины, прошедшей насквозь, зачистите до блеска деталь вокруг трещины и изготовьте заплатку из низкоуглеродистой марки стали. Для уменьшения напряжений края у металла должны иметь фаску в 30-35 градусов. Приваривание происходит внахлест.
Разновидности сварки чугуна
В зависимости от того разогреваются свариваемые детали перед сваркой или нет, принято различать горячий и холодный процесс. При первом из них детали подвергаются нагреву до 650 градусов Цельсия, после чего производится сваривание. В случае второго способа никаких термических изменений данные детали не претерпевают.
При первом из них детали подвергаются нагреву до 650 градусов Цельсия, после чего производится сваривание. В случае второго способа никаких термических изменений данные детали не претерпевают.
При использовании горячей сварки вам понадобится позаботиться о дополнительной оснастке, придумать, как разогревать поверхности, поддерживать этот нагрев, контролировать температуру. Наградой за такие мытарства будет идеальный шов, лишенный видимых дефектов. То есть можно добиться полного сокрытия сварочных работ на обозначенном участке.
В домашних условиях потребность в горячей сварке и настолько высоком качестве неоправдана. Поэтому есть много рекомендаций и советов по холодной сварке.
Холодный способ сварки электродом
Простые и понятные правила способны ответить на вопрос как варить чугун электросваркой. Первое и основное правило это использование специальных электродов. Распространенными и доступными являются электроды марки ОЗЧ-2, в которых роль стержня отдана прутку из меди, а также МНЧ-2, с сердцевиной из сплава никеля, железа и ряда других элементов.
Интересная информация. В случае отсутствия под рукой электродов их можно изготовить самостоятельно из обычных электродов. Для этого берем медный стержень подходящего диаметра, зачищаем его, обезжириваем. Снимите с электрода АНО-4 обмазку, измельчите, смешайте с опилками железа и жидким стеклом. В полученную массу окуните стержень и медленно его вытащите. Просушите их сначала на сквозняке, а затем прокалите в духовке при температуре 240 градусов Цельсия.
Очень интересной и оправданной выглядит технология сварки чугуна электродом АНО-4, обвитым медной проволокой. Для домашнего пользования такого электрода хватит для заварки небольших трещин. Основное условие такая спираль должна быть в 3-4 раза массивнее самого электрода.
Сварка в домашних условиях пройдет гладко и порадует результатом, если она проводилась на малом токе, вразброс и не подвергалась локально высокому нагреву и быстрому охлаждению. Главное условие всех работ, проводимых в домашних условиях, является безоговорочное выполнение элементарных норм личной безопасности. Проводите сварочные работы в хорошо проветриваемом месте. Используйте специальные средства защиты органов дыхания, зрения. Не допускайте попадания искр на открытые участки кожного покрова.
Главное условие всех работ, проводимых в домашних условиях, является безоговорочное выполнение элементарных норм личной безопасности. Проводите сварочные работы в хорошо проветриваемом месте. Используйте специальные средства защиты органов дыхания, зрения. Не допускайте попадания искр на открытые участки кожного покрова.
Сварка чугуна электродом в домашних условиях инвертором
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия. Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях. Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
Содержание
Специфические качества чугуна
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким. Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
В противном случае, материал перекаливается и становится более хрупким. Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета. Следует учитывать и другие факторы. Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.
Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.

Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов. Температура нагрева не должна превышать 80С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Температура нагрева не должна превышать 80С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 350С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно. Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
| Марка электродов | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер |
| МНЧ-2 | 3/90-110 | 4/120-140 | 5/160-190 | 6/210-230 |
| ЦЧ-2 | 3/65-75 | 4/90-120 | 5/130-140 | 6/220-240 |
| ОЗЖН-1 | 3/100-120 | 4/130-140 | 5/160-180 | 6/220-250 |
| ОЗЧ-2 | 3/90-110 | 4/120-140 | 5/160-190 | 6/220-230 |
Эти показатели идеально подходят для сваривания чугуна в горизонтальном положении. Если же требуется сварить вертикальные конструкции, в этом случае сварочный ток понижается на 15-25 ампер. За счет этого предотвращается стекание расплавленного металла и обеспечивается формирование качественного шва.
Если же требуется сварить вертикальные конструкции, в этом случае сварочный ток понижается на 15-25 ампер. За счет этого предотвращается стекание расплавленного металла и обеспечивается формирование качественного шва.
Технология сваривания чугунных деталей
Правильное соединение чугунных деталей с помощью инвертора требует обязательного соблюдения установленных правил выполнения работ:
- На толстых заготовках кромки разделываются под 45 с помощью болгарки или точильного станка.
- Заготовки толщиной менее 3 мм свариваются на графитовом основании, препятствующем растеканию металла с внутренней стороны.
- Детали с большими швами фиксируются специальными прихватками.
- Проводка первого шва делается быстро, непрерывно, избегая поперечных колебаний электрода. Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.
- Слишком толстые пластины рекомендуется сваривать за несколько раз. После первого ровного слоя электроды могут перемещаться колебательными движениями, чтобы расширить границу шва и более качественно связать металлы между собой.
- Образующийся при работе шлак, должен удаляться по окончании каждого прохода. Таким образом, гарантированно не останется пропущенных мест сварки, а поры, образующиеся снизу, будут надежно перекрыты.
- По окончании сварки изделие нужно не спеша охлаждать в сухом песке и пускать в работу только после полного остывания.
- Начинающим мастерам перед началом работ рекомендуется потренироваться на ненужных чугунных заготовках, чтобы прочувствовать все особенности данного вида сварки.
 После первого ровного слоя электроды могут перемещаться колебательными движениями, чтобы расширить границу шва и более качественно связать металлы между собой.
После первого ровного слоя электроды могут перемещаться колебательными движениями, чтобы расширить границу шва и более качественно связать металлы между собой.Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
 Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.Перед началом работы
Как и при обычной сварке, разделка кромки свариваемых деталей. Разделка может осуществляться как ручным, так и механизированным инструментом. Стружка, снимаемая за один проход, должна быть минимальной, так как чугун склонен к отколам. При этой процедуре соблюдайте следующие правила:
- не уходите в сторону от линии раздела, без особой потребности
- сверление под вставки должно быть около 12 мм от края кромки. Диаметр сверла и вставки плюс 1-2 миллиметра к толщине раздела
Если есть необходимость провести заварочный ремонт трещины, прошедшей насквозь, зачистите до блеска деталь вокруг трещины и изготовьте заплатку из низкоуглеродистой марки стали. Для уменьшения напряжений края у металла должны иметь фаску в 30-35 градусов. Приваривание происходит внахлест.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
 Данный способ невозможно использовать в домашних условиях.
Данный способ невозможно использовать в домашних условиях.[ads-pc-2][ads-mob-2]
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом.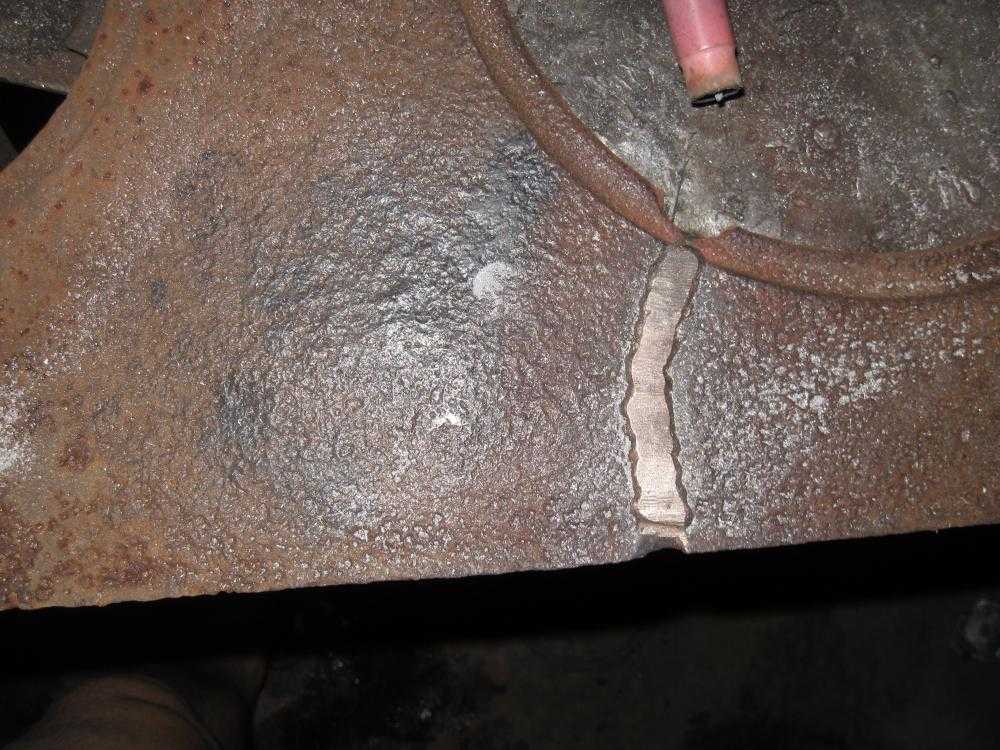 Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня. [ads-pc-3][ads-mob-3]
Технология сваривания чугунных деталей
Правильное соединение чугунных деталей с помощью инвертора требует обязательного соблюдения установленных правил выполнения работ:
- На толстых заготовках кромки разделываются под 450 с помощью болгарки или точильного станка.
- Заготовки толщиной менее 3 мм свариваются на графитовом основании, препятствующем растеканию металла с внутренней стороны.
- Детали с большими швами фиксируются специальными прихватками.
- Проводка первого шва делается быстро, непрерывно, избегая поперечных колебаний электрода. Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.
- Слишком толстые пластины рекомендуется сваривать за несколько раз. После первого ровного слоя электроды могут перемещаться колебательными движениями, чтобы расширить границу шва и более качественно связать металлы между собой.
- Образующийся при работе шлак, должен удаляться по окончании каждого прохода. Таким образом, гарантированно не останется пропущенных мест сварки, а поры, образующиеся снизу, будут надежно перекрыты.
- По окончании сварки изделие нужно не спеша охлаждать в сухом песке и пускать в работу только после полного остывания.
- Начинающим мастерам перед началом работ рекомендуется потренироваться на ненужных чугунных заготовках, чтобы прочувствовать все особенности данного вида сварки.
 Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.
Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
 Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.

Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
 Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Введение
У каждого из нас есть та, старая, тяжелая сковорода из чугуна, которая при желании могла бы легко стать орудием убийства, к которой все прилипает на смерть и при этом она не выйдет из строя из-за материала и будет мучать вас ещё много лет.
Конечно в мире придумано множество соединений, которые не уступают металлу, но при этом чугун-это знак качества, поэтому своей популярности не потеряет.
Так что профессионал вы или просто мастер на все руки в своем доме, вам придётся столкнуться лицом к лицу с процессом сварки чугуна, это может быть крупная промышленно важная конструкция, или просто сковорода вашей жены.
Наша статья раскроет несколько самых главных вопросов, о том какие свойства имеет этот металл, как сварить такой металл и при этом все сделать профессионально.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.

Как сварить чугун (Руководство
) Одним из наиболее распространенных заблуждений относительно сварки у тех, кто плохо знаком с этим или вообще не связан со сварочным миром, является то, что один сварщик или тип сварки такие же, как и другие. На самом деле, ничто не может быть дальше от истины.Хотя это все сварка, разные стили сильно отличаются друг от друга и дают разные результаты
Возьмем, к примеру, сварку чугуна.Этот процесс намного более трудоемкий, чем другие виды сварки , и тип металла, с которым они работают, весьма удивителен.0005 Чугун может быть довольно прочным, если с ним правильно обращаться. Тем не менее, еще раз, не все типы чугуна одинаковы, поэтому вам нужно знать, с чем вы работаете и как вы работаете с этими материалами в первую очередь.
Итак, давайте посмотрим, что такое сварка чугуна и как вы можете освоить эту полезную технику.
Содержание
Выбор из различных типов Одна из самых важных вещей, о которой следует помнить, это то, что существуют различные типы сварки чугуна. Эти типы сделаны из разных материалов, и неучет этих различий и того, как они сварены, может привести к трещинам или несчастным случаям. Это может стоить сотни или даже тысячи долларов, не говоря уже об угрозе безопасности, которую это может представлять.
Эти типы сделаны из разных материалов, и неучет этих различий и того, как они сварены, может привести к трещинам или несчастным случаям. Это может стоить сотни или даже тысячи долларов, не говоря уже об угрозе безопасности, которую это может представлять.
Прежде всего, вам необходимо определить, какой чугун вы свариваете и как вы собираетесь с ним работать . Как упоминалось выше, на самом деле существуют разные типы сварки чугуна, и вы не хотите смешивать свои материалы и методы.
Основные типы чугуна, которые можно сваривать, включают:
- Серый чугун: Это один из наиболее распространенных типов чугуна, пригодных для сварки. Это можно сделать, но, как показано, это непросто и требует некоторой подготовки.
- Белое железо: Это настолько громоздко, что его практически невозможно сварить для всех, кроме самых опытных сварщиков, и даже в этом случае вы должны быть уверены, что оно того стоит.
- Ковкий чугун: Редкий и медленно сваривается, но если вам удастся его найти, это один из наиболее легко свариваемых типов чугуна в этом списке.
- Ковкий чугун: Именно из-за ковкости этого типа железа он практически бесполезен для сварки.

Какой тип чугуна следует сваривать? Это будет зависеть от типа проекта, над которым вы работаете, и от того, что требует руководство по продукту. Серый чугун на сегодняшний день является наиболее распространенным типом свариваемого чугуна, о котором следует помнить в остальной части этой статьи.
Это также единственный тип чугуна, который вы должны использовать, пока не приобретете больше опыта в работе с ним, после чего вы можете попробовать работать с другими типами, если хотите.
Если вы свариваете другой тип чугуна, вам нужно убедиться, что он действительно подходит для вашего проекта.
Наконец, если вы никогда раньше не занимались сваркой чугуна, процесс может быть довольно интенсивным, поэтому рекомендуется иметь под рукой кого-то с опытом.
Ремонт чугунной сварки палочкой >> Посмотрите видео ниже:
Выбор процесса сваркиТеперь, когда вы выбрали правильный тип чугуна для работы (что, опять же, для нашей предназначен для серого чугуна, и он почти наверняка должен быть для вас), теперь вам нужно подумать о том, как его сварить.
Серый чугун не похож на замазку в руке. Вы не можете просто формировать его по своей воле в небрежной манере. Как уже упоминалось, особенно сложно сваривать чугун, и эта работа может быть намного сложнее, если вы не используете для этой работы сварочный аппарат правильного типа.
В данном случае это сварочный аппарат TIG . В то время как сварочные аппараты MIG чаще используются для многих других сварочных работ, сварка TIG лучше подходит для таких работ, как сварка стали, как и в случае с чугуном.
Для этого есть много причин, не последней из которых является тот факт, что сварщики TIG намного лучше справляются с разбрызгиванием чугуна. Сварщики TIG на самом деле лучше, чем не только MIG, но и сварщики Stick, в значительной степени потому, что они могут избежать повреждения свариваемых поверхностей.
Связанное чтение: В чем разница между сваркой TIG и MIG?
При попытке сварки чугунной поверхности с помощью сварочного аппарата MIG или Stick обычно поднимается столько брызг, что это может привести к серьезным повреждениям, и, учитывая вышеупомянутые проблемы с растрескиванием чугуна, вы не хотите усугублять эти проблемы. дальше. Сварка TIG должна позволить вам избежать этой проблемы.
Если это не вариант, вы можете попробовать альтернативные меры, в частности ацетиленокислородную сварку. Преимущество использования оксиацетилена заключается в том, что он может помочь справиться с экстремальным нагревом, необходимым для эффективной сварки чугуна, что, опять же, может привести к растрескиванию и большему повреждению, если вы не будете осторожны.
Затем идет пайка. На самом деле это не столько сварка, сколько сварка, поскольку это следующий лучший способ, если вы хотите соединить соединения. Пайка включает соединение двух или более деталей вместе путем плавления присадочного металла в соединение, при этом температура плавления присадочного металла поддерживается ниже, чем у металлической детали, в которую он вливается и в конечном итоге прикрепляется.
Связанное чтение: Как работает сварка TIG?
Тем не менее, поскольку все зависит от того, насколько хорошо эти металлы текут и слипаются, необходимо убедиться, что поверхности не ржавые и чистые, чтобы никакие частицы не загрязняли и не усложняли процесс пайки.
Наконец, есть сварка MIG и Stick. Да, мы сказали, что они не лучший выбор из-за серьезных проблем с разбрызгиванием, но если вы выберете расходные материалы, которые смягчают этот фактор, они могут подойти в крайнем случае. Тем не менее, сварка TIG по-прежнему является гораздо лучшим выбором при прочих равных условиях. Вы также должны быть чрезвычайно осторожны, чтобы использовать правильный присадочный металл, иначе сварка MIG и Stick может привести к сильному растрескиванию.
Далее вам необходимо убедиться, что вы используете правильные расходные материалы и другие компоненты. Как упоминалось выше, для сварщиков MIG это может существенно повлиять на количество брызг и снизить риск повреждения, но это важно и для сварщиков TIG.
Это особенно важно, поскольку попытка сварки чугуна уже похожа на ходьбу по канату, а выбранная вами присадочная проволока может сделать эту проволоку еще более опасной.
Существует лишь несколько избранных присадочных проволок и электродов, которые могут хорошо работать с чугуном, поэтому вам необходимо убедиться, что вы работаете с маркой и моделью, которые явно подходят для этой цели.
Большинство типов присадочной проволоки (и электродов) , которые не разработаны с использованием чугуна, в частности, ввиду слишком быстрого охлаждения, , что является одним из способов возникновения вышеупомянутого растрескивания.
Связанное чтение: Какой сварочный электрод использовать для чугуна?
Кроме того, эти типы расходных материалов и присадочной проволоки могут привести к неправильному сплавлению металлов с чугунными материалами.
Одним из ключевых факторов при выборе правильного типа электрода и расходных материалов является содержание никеля. Никель может быть очень полезен, поскольку он не остывает слишком быстро, а это означает, что вы можете избежать проблем, связанных с ним.
Однако производители расходуемых электродов знают об этом и используют этот факт, чтобы сделать их одними из самых дорогих на рынке. У никеля есть дополнительный недостаток: он не очень хорошо подходит для сварки более толстых листов металла.
В идеале вы хотите работать с соотношением никеля и железа 55/45. Это не только дешевле, чем при сварке только чугуна, но и легче и легче поддается обработке.
При этом работать с ним по-прежнему намного труднее, чем со сварным швом 99% , который имеет более низкий порог усадки, чем железные стержни, что сводит к минимуму риск образования трещин.
При сварке с другими типами железа они могут давать цвета, отличные от чугуна. Нержавеющая сталь, тем временем, при сплавлении с аустенитными свойствами нержавеющей стали не затвердевает так резко и не изменяется так быстро, как другие расходные материалы из железа. Однако он расширяется и сжимается намного больше во время процесса нагрева и охлаждения, поэтому вам нужно это учитывать.
Наконец, если вы занимаетесь пайкой, вы можете обратить внимание на пайку бронзы. Использование этих материалов может быть хорошим способом избежать трещин между стыками.
Как уже упоминалось, вам необходимо поддерживать чистоту поверхности металла. Кроме того, вы должны убедиться, что сами расходные материалы не загрязнены, поэтому уделите время их очистке перед каждым использованием.
Упрочнение может помочь в этом. Это процесс постукивания по мягкому сварному шву ударным молотком (отсюда и название) во время его охлаждения, чтобы проверить стабильность сварного шва и помочь предотвратить растрескивание. Тем не менее, вы должны делать это осторожно, чтобы не деформировать сварной шов.
Регулирование температуры Одним из самых больших споров о том, как сваривать чугун, является метод предварительного нагрева. Тип предварительного нагрева, который лучше всего работает при сварке чугуна, оспаривается: некоторые предпочитают минимальный нагрев, в то время как другие предпочитают другие методы и более высокие и низкие температуры.
Тем не менее, предварительный нагрев необходим, потому что чугун невероятно хрупок по сравнению с другими типами металлов, поэтому вам нужно нагревать его медленно, чтобы вы могли аккуратно работать с ним, когда он расширяется и сжимается. Чугун начинает менять свои свойства примерно при 1400 по Фаренгейту. Сварка при более низких температурах с минимальным нагревом может помочь снизить общую температуру и, таким образом, избежать этого порога.
Однако, несмотря на то, что эти более низкие температуры могут смягчить эти опасения, внутреннее напряжение в чугуне по-прежнему имеет место, что может сказаться на сроке службы сварного шва. Тем не менее, это может привести к более слабому сварному шву, чем другие методы.
Прежде всего, следует подчеркнуть, что чугунному сварному шву нужно дать хорошо и медленно остыть. Не охлаждайте сварной шов водой и не продувайте его концентрированным потоком сжатого воздуха.
Эти быстрые изменения — один из самых верных способов вызвать трещины и потенциально разрушить весь сварной шов. Как правило, чем медленнее остывает чугунный сварной шов (а это может длиться несколько дней), тем лучше.
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о сварке чугуна:
Можно ли сваривать чугун с помощью сварочного аппарата MIG?
Можно ли сваривать чугун сварочным аппаратом MIG? Да, можно. Хотя многие специалисты не советуют использовать сварочный аппарат МИГ для сварки чугуна, это вполне возможно. Лучше всего учитывать эти советы, если вы планируете использовать MIG для сварки чугуна.
Чугун бывает разного качества и с разным соотношением железа, углерода и стали, и вы должны быть уверены в чугуне, который собираетесь сваривать. Блоки двигателя, детали двигателя и даже поршни — беспроигрышный вариант, детали из качественного источника (вы можете сделать хорошее предположение о качестве чугуна в зависимости от того, для какой цели служила деталь).
- Используйте специальные электроды на основе никеля. как ваш первый выбор. Это дорого, но позволяет получать сварные швы, поддающиеся механической обработке. Если стоимость является фактором, вы можете рассмотреть стержни из 55% никеля.
- Лучше всего подойдет смесь аргона и углекислого газа в соотношении 80/20, хотя в будущем этот вариант может ржаветь.
- Можно использовать проволоку для пайки, но старайтесь избегать металлов, которые будут использоваться для загрузки или будут подвергаться ударам.
- Шипование может повысить механическую прочность сварного шва, в зависимости от выполняемой работы
- Низкий и медленный способ сварки чугуна MIG
- Предварительно нагрейте чугун и дайте ему медленно остыть
Метод шипования можно использовать для крупные разрывы крупных корпусов. по подготовленной поверхности просверливают и наклеивают скотчем отверстия и в резьбовые отверстия вкручивают стальные шпильки.
Хитрость заключается в том, чтобы оставить от 3/16″(5 мм до 1/4″ (6 мм) шпильки над поверхностью. Затем вварить шпильки в чугун и покрыть всю поверхность разрыва сварным швом. После наплавки обе стороны трещины можно заварить
Перед сваркой необходимо:
- Зачистить изделие от всех аксессуаров и внешних нагрузок
- Если есть трещина, просверлить небольшое стопорное отверстие на каждом конце трещины около 1/8″ (3 мм)
- Очистите трещину фрезерованием или ручным шлифованием, чтобы получился V-образный канал с раскрытием на 60 градусов, достигающим дна трещины. В тонких срезах вам может понадобиться поддержка, чтобы получить полное проникновение в корневой проход.
- Очистите поверхность от жира и загрязнений. Выполните 15-минутное выжигание при температуре 480 градусов по Цельсию (900 по Фаренгейту) и хорошо очистите щеткой, чтобы удалить остатки.
Для предварительного нагрева всегда предпочтительнее нагревать весь чугунный корпус, а не только его часть. Если чугун перегреть от комнатной температуры до температуры сварки слишком быстро, он растрескается от напряжения.
Предварительный нагрев может быть выполнен с помощью паяльной лампы для нагрева материала в крайнем случае, идеальная температура предварительного нагрева составляет 260-650 градусов Цельсия.
Чтобы обеспечить медленное охлаждение чугуна и предотвращение растрескивания, сварщики могут обернуть объект изолированным упаковочным одеялом. Если это меньший кусок, его можно поместить в ведро с песком.
Ослабляет ли нагрев чугуна?
Ослабляет ли нагрев чугуна? Нет, самую большую нагрузку на чугун в процессе сварки оказывает не само тепло, а неравномерное распределение тепла в самом процессе сварки. Много раз чугун обвиняли в плохой технике сварки. Принцип заключается в том, как чугун расширяется и сжимается в процессе нагрева.
Ограниченное расширение при нагреве и ограниченное сужение при охлаждении являются двумя основными факторами, вызывающими появление трещин в чугуне. В отличие от стали, которая имеет предел прочности при растяжении намного выше предела текучести, чугун имеет равные предел текучести и предел текучести.
Благодаря углероду в чугуне он не поддается деформациям сжатия (растяжения) до того, как сломается. Чугун не растягивается и не гнется. Обеспечение тепла в 1200 градусов по Фаренгейту позволяет железу создать искусственный предел текучести, позволяя ему растягиваться.
При этом невозможно нагревать чугун в пространстве, которое ограничивает расширение/сжатие, не вызывая напряжения или разрушения . Если чугунный предмет при нагревании закрепить с двух сторон, у него не будет места для расширения, и он может треснуть.
Аналогично, чугунный предмет, нагретый в локализованном зелье, окруженном более холодным металлом, будет препятствовать расширению и треснет. Концевые детали могут быть приварены более простым способом, поскольку они имеют достаточную площадь для расширения без ограничения окружающего материала.
Закалка происходит, когда чугун нагревается выше 1200 градусов, а затем слишком быстро охлаждается. Следует использовать жаростойкие материалы для медленного охлаждения чугуна или, если возможно, изделие следует покрыть песком, чтобы обеспечить изоляцию во время охлаждения.
Таким образом, непостоянный нагрев приводит к растрескиванию/упрочнению, а иногда холодный сварной шов может повредить чугун без появления трещины. Чугун может сохранять напряжение долгое время, прежде чем треснет
Критическая температура большинства чугунов составляет около 1400 градусов по Фаренгейту. Хотя дуга действительно превышает эти температуры, чугун не должен оставаться при этих температурах в течение длительного времени.
Можно ли сваривать чугун с помощью прутка из нержавеющей стали?
Можно ли сваривать чугун с помощью прутка из нержавеющей стали? Да, это возможно, однако стержни из нержавеющей стали не являются идеальным выбором, когда речь идет о сварке чугуна. Большое количество хрома в наполнителе и высокое содержание углерода в чугуне делают карбид хрома очень хрупким 9.0008 .
Прутки стальные могут использоваться для несложных ремонтов и шпатлевок и подручны при работе с трудно очищаемыми поверхностями
Для сварки чугуна необходим электрод никелевого типа;
- Используйте стержневой электрод Tech-Rod 99 для однопроходной сварки,
- Tech-Rod 55 для многопроходной сварки
- Там, где ожидается ржавление сварного шва, используйте стержневой электрод Lincoln Ferroweld.
Лучшими стержнями для литья являются никелевые и 55% никелевые стержни, которые хорошо подходят для ремонта толстых профилей и имеют более низкий коэффициент расширения, чем стержень из 99% никеля, что означает меньшее количество трещин в линии сплавления.
Можно ли склеивать чугун?
Можно ли склеивать чугун? Нет, склеивание не является подходящим вариантом для несущего чугуна. Имейте в виду, что клей никогда не является альтернативой в чугунных кастрюлях и сковородках или любой чугунной посуде, которая подвергается нагреву . Для небольших предметов и декоративных элементов вы можете легко приклеить чугун, если выполните следующие шаги:
Выберите свой эпоксидный клей
Эпоксидные смолы получают путем полимеризации смеси смолы и отвердителя. Когда смола смешивается с определенным катализатором, начинается отверждение. отверждение — это процесс, когда молекулярные цепи реагируют на химические вещества и образуют ковалентные связи. Они являются отличной альтернативой сварке из-за их отличной адгезии к металлам.
Тщательно очистите поверхность , а затем протрите изделие ацетоном. Это обезжиривание необходимо для того, чтобы клей схватился
Слегка отшлифуйте поверхности , которые будут склеены, наждачной бумагой с зернистостью от 120 до 200. Эта шлифовка обеспечит сцепление клея.
Еще раз протрите ацетоном , чтобы удалить все опилки или порошок, оставшиеся после шлифования.
Выберите эпоксидную смолу , усиленную сталью, для холодной сварки, обычно называемую жидкой сваркой. Холодный сварной шов состоит из двух трубок, отвердителя и смолы.
Смешайте эпоксидную смолу и отвердитель в равных частях на одноразовом подносе (используйте дюбель или деревянную палочку). Нанесите ровный слой на одну чугунную деталь и вдавите его в другую.
Дайте затвердеть примерно на 25 минут или в соответствии с производителем и оставьте объект на 24 часа. Из-за особенностей эпоксидного клея процесс отверждения и склеивания занимает несколько часов, поэтому лучше набраться терпения и подождать.
Клей является отличной альтернативой для ремонта сколов или поломок чугуна, но они со временем теряют свои свойства и, скорее всего, в будущем их придется переклеивать.
Становится ли чугун хрупким со временем?
Становится ли чугун хрупким со временем? Да, чугун со временем становится хрупким, потому что долговечность чугунного предмета зависит главным образом от нагрузок и деформаций, которым он подвергается, а также от условий, в которых он хранится . Чугун — невероятно прочный материал, поэтому его так сложно сваривать. Долговечность чугунного предмета в основном зависит от нагрузок и деформаций, которым он подвергается, а также от условий, в которых он хранится.
Чугун не особенно подвержен ржавчине и коррозии, но известен своей чувствительностью к чрезвычайно высоким температурам. Чугунная посуда имеет увеличенный срок службы по сравнению с аналогами из стали и меди, если за ней правильно ухаживать. Он должен быть защищен от экстремальных температур, таких как холодная вода в горячем состоянии, и он может прослужить всю жизнь.
В качестве примера можно привести чугунные трубы, которые можно найти во многих старых домах, которые все еще функционируют спустя 100 лет. Это долговечность, несмотря на постоянное давление воды и длительное время нахождения во влажных условиях под землей.
Серый чугун, наиболее распространенная форма чугуна, имеет прочность на растяжение около 14 МПа (20 000 фунтов на кв. дюйм). Чугун обладает большой прочностью на сжатие, в четыре раза превышающей его прочность на растяжение.
При этом чугун по своей структуре является хрупким. Чтобы удерживать такую большую прочность на сжатие, чугун жертвует своей прочностью на растяжение и способностью легко растягиваться и изгибаться.
Чугун содержит примерно 2,11% углерода, что придает ему хрупкость . Но хрупкость не означает, что чугун слаб, чугун может выдерживать невероятно большие нагрузки и поглощать вибрации от тяжелой техники.
Сварка чугуна на сегодняшний день является одним из самых сложных методов. Он имеет один из самых маленьких погрешностей и чрезвычайно неумолим . Хрупкость материала значительно усугубляет эту трудность. Малейшая ошибка или мельчайшая трещинка могут привести к тому, что все это развалится на части.
Все это означает, что подготовка этих сварных швов занимает гораздо больше времени, чем другие. Поэтому крайне важно следовать шагам, упомянутым выше, а также любым другим советам, которые вы можете найти для безопасной и эффективной сварки чугунных материалов. Потратьте время, чтобы убедиться, что вы не торопитесь и позволяете металлу остывать равномерно и медленно.
Теперь должно быть понятно, почему сварка чугуна считается одной из самых сложных сварок среди сварщиков-профессионалов и любителей. Таким образом, также должно быть очевидно, почему при работе с ними так необходим опыт.
Тем не менее, надеюсь, стало ясно, почему сварка чугуна также вызывает большой интерес у многих. Более редкие фрукты всегда заманчивы, и это, безусловно, верно для сварки чугуна. Это менее распространено, чем другие сварные швы, и также может давать результаты, которые являются уникальными и эстетически привлекательными, если они сделаны правильно.
Следуя описанным здесь шагам и при необходимости обращаясь за помощью к опытному персоналу, вы можете быть уверены, что ваше приключение по сварке чугуна принесет вам результат, достойный затраченных усилий.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( НЕТ ДЕРЬМА )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Какой сварочный электрод использовать для чугуна?
Чугун повсюду. Он используется для украшения объектов вокруг дома и в саду. Многие автомобильные детали изготавливаются из чугуна. Корпуса большинства насосов изготавливаются из чугуна. Что происходит, когда этот чугун треснет или сломается? Это полная потеря или ее можно успешно сварить, чтобы создать ремонт? Если да, то какой тип сварочного стержня следует использовать для выполнения сварного ремонта чугуна?
Какой сварочный электрод использовать для чугуна? Существует три варианта выбора сварочной проволоки для чугуна. Каждый сварочный стержень обеспечит хороший сварной шов, но может иметь разные характеристики во время и после сварки. Три варианта:
| Опции №. | Сварочный стержень для чугуна |
| 1 | Никелевые стержни |
| 2 | Чугунные стержни |
| 3 | Стальные стержни |
Ремонт сломанной или треснувшей чугунной детали вполне по силам сварщику в домашних условиях или в мастерской.
Есть несколько хитростей и советов как по выбору сварочной проволоки, так и по выполнению ремонтного шва, не требующего специального оборудования или обучения.
Надлежащая подготовка и хотя бы небольшое понимание чугуна могут сделать процесс стоящим затраченных усилий. Ниже приведены некоторые типы сварочных стержней для правильной работы.
Связанное чтение: Как успешно сварить чугун?
Содержание
Понимание чугуна
Чугун — это термин, которым часто пользуются, когда люди начинают говорить о металле, но немногие действительно понимают чугун и его особенности. Понимание некоторых типов чугуна и их различий может иметь большое значение в том, как вы подходите к сварному ремонту треснувшей или сломанной детали.
Изображение предоставлено: goleyweldingservicesПрежде чем вы продолжите чтение, вот статья, мы написали о времени, которое требуется, чтобы научиться сварке
Химия
Чугун — это сплав, вопреки тому, во что верят многие люди. Чугун изготовлен путем таяния свиноводства и добавления легирующих материалов, таких как:
- Chromium
- Molybdenum
- Mopper
- Титан
- ван.0008
При использовании одного из этих сплавов добавляется кремний. Различные легирующие материалы влияют на зернистую структуру чугуна, его пластичность и обрабатываемость.
Линейка изделий из чугуна
Чугун обычно подразделяется на четыре категории или типа. Крайне важно разобраться в характеристиках каждого вида чугуна, прежде чем выбрать сварочную проволоку и приступить к сварке.
Серый чугун
Серый чугун, вероятно, является наиболее распространенным типом используемого чугуна. В микроструктуре серого чугуна преобладает графит в микроструктуре металла. При этом получается чугун, который:
- Обладает большей пластичностью и свариваемостью, чем другие виды чугуна.
- Обладает хорошей обрабатываемостью. они попадают в сварочную ванну. Это загрязнение графитом может сделать сварной шов хрупким и склонным к растрескиванию.
Белый чугун
Белый чугун сохраняет содержание углерода в виде карбида железа вместо графита. Это придает белому чугуну исключительно высокую прочность на сжатие и твердость. Твердость способствует отличной износостойкости, но также означает, что белый чугун почти невозможно успешно сварить.
Ковкий чугун
При добавлении небольшого количества магния и цезия в серый чугун во время плавки в печи графит собирается в узелки, которые становятся почти неподвижными в металле. Это также создает чугун с более высокой прочностью и более высокой пластичностью. Как и серый чугун, из которого он получен, ковкий чугун можно сваривать.
Ковкий чугун
Термическая обработка белого чугуна позволяет получить металл с более высокой пластичностью, но сохраняет большинство характеристик исходного металла.
Этот термически обработанный белый чугун классифицируется как ковкий чугун. Его нельзя успешно сварить, не разрушив некоторые характеристики ковкого чугуна и не превратив области внутри и вокруг сварного шва в серый чугун.Выберите свой сварочный электрод
- Никелевый сплав . Из трех перечисленных выше сварочных электродов, которые лучше всего подходят для сварки чугуна, предпочтительными являются электроды с высоким содержанием никеля. Многие из этих стержней будут содержать до 99% никелевого сплава. Это делает их дорогими, поэтому многие сварщики выбирают менее дорогой вариант. Если после сварки требуется механическая обработка, предпочтительным выбором являются стержни из никелевого сплава.
- Чугунные стержни с покрытием . Эти стержни широко доступны и могут давать очень хорошие сварные швы, пластичные и поддающиеся механической обработке. Сварные швы, выполненные стержнями с чугунным покрытием, также легче очищать, но необходимо уделять больше внимания подготовке и предварительному нагреву.
- Стальные стержни – Стальные стержни можно использовать для сварки чугуна, но они дают твердые сварные швы, которые не поддаются механической обработке. Это также затрудняет очистку сварного шва. Однако невысокая стоимость делает их популярными.
Однако для домашнего сварщика покупка одного или двух более дорогих никелевых стержней для небольшого ремонта может не потребовать больших затрат.
Стальные стержни и стержни с чугунным покрытием подойдут, но могут потребовать больше усилий и могут не дать сварного шва, который так легко обрабатывать или очищать после сварки.
Существует много производителей сварочных электродов, и все они предлагают различные сварочные электроды с металлическим содержанием и покрытиями практически для любого применения . Спросить местного сварщика, имеющего опыт работы с чугуном, — всегда хороший план. Практический опыт и рекомендации зачастую более информативны, чем листы технических спецификаций, которые предоставляют производители.
Прежде чем зажечь дугу
Сварка чугуна требует не только подготовки, но и выполнения сварного шва. Есть определенные вещи, которые должны быть выполнены до фактического нанесения сварного шва, а затем сразу после сварки, чтобы предотвратить деформацию или растрескивание чугунной детали.
Очистка отливки
Сплавы, используемые при изготовлении чугуна, не имеют большого значения. Перед началом сварки чугунную деталь необходимо очистить и подготовить. Все поверхностные загрязнения должны быть удалены с чугуна в области сварного шва . Вы должны очистить чугунную поверхность до металлической поверхности, удалив любые загрязнения, жир, краску или другие посторонние материалы.
После очистки поверхности в зоне сварного шва следует кратковременно приложить умеренный нагрев. Это откроет поры металла и позволит любому захваченному газу выйти. Любые загрязнения на поверхности металла или скопившийся в металле газ сделают сварные швы пористыми и хрупкими .
Предварительный подогрев
Чугун имеет тенденцию к растрескиванию под нагрузкой. Возможно, вы уже сталкивались с этим, если на чугунной детали, которую вы собираетесь сваривать, появилась трещина. Сварка создает термическую нагрузку на любой металл. Когда вы нагреваете металл до точки плавления, окружающая область, которая не нагревается, пытается сдержать расширение области, к которой применяется тепло, и могут возникнуть трещины.
Контроль нагрева — лучший способ предотвратить растрескивание чугуна во время сварки. Это включает в себя предварительный нагрев зоны сварки, чтобы позволить металлу контролировать тепловое расширение металла.
Нагрев области вокруг зоны сварки обеспечивает более равномерное расширение по мере выполнения сварки. Область сварки и прилегающие области должны быть предварительно нагреты как минимум до 250 градусов по Фаренгейту. Обычно это достигается путем использования минимально возможной настройки тока, одобренной производителем сварочных прутков.
Направление дуги на сварочную ванну, а не на основной металл, также может помочь при локальном нагреве.Связанная статья : Какие виды газовой сварки обычно используются? | Они популярны?
Управление охлаждением
Управление периодом охлаждения после сварки так же важно, как и предварительный нагрев перед сваркой. Тепловое сжатие металла начинается сразу после гашения дуги.
При неравномерном охлаждении металла могут возрастать силы сжатия, что может привести к растрескиванию . Упрочнение, метод удара молотком по все еще деформируемому сварному шву, может помочь снизить риск растрескивания.
Добавление изоляционного материала к сварному шву и чугунной детали может замедлить процесс охлаждения, и даже повторное нагревание сварного шва для максимального замедления процесса охлаждения также поможет предотвратить растрескивание или деформацию.
В домашнем магазине!
При небольшом навыке и выполнении нескольких простых шагов можно сваривать чугун.
Понимание материала, выбор правильного стержня и выполнение правильных шагов в процессе сварки приведет к успешному ремонту сломанного или треснувшего чугунного проекта.Узнайте больше о СИЗ – Средства индивидуальной защиты – Здесь вы можете найти статью с нашего сайта о : Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Рекомендуемая литература
Проходят ли сварщики тесты на наркотики? | Все факты, которые вам необходимо знать
Вредит ли сварка глазам? Как защитить глаза
Сварка — это тяжелая работа? | Все факты, которые вам нужно знать
Сколько получают сварщики? >>Правда о зарплате сварщика
Процедура сварки чугуна [Пошаговое руководство]
Чугун — хрупкий, дешевый и заноза в плоти, которую нужно чинить, но его используют везде, от мастерской до кухни. Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие.
Могут быть огромные финансовые потери при замене сломанной детали или найме обученных специалистов по сварке чугуна для сплавления трещины. Вы воспринимаете это как возможность научиться как сварить чугун , новый навык.Примите вызов сварки чугуна безупречно, так как неверное движение может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь руководящих принципов, чтобы сварка чугуна не имела трещин и достигла внутренней прочности, достаточной для того, чтобы выдержать назначение компонента. Ваша миссия для выполнения, , как сварить детали из чугуна , может сэкономить ваши деньги и время.
Сварка чугуна на месте требует тщательного изучения четырех основных этапов, чтобы узнать как сварить чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор метода сварки
Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно усложняют процесс сварки.Есть много типов, и мы показываем свариваемость чугуна .
Серый чугун – Трудно свариваемый
Белый чугун – Несвариваемый, почти
Ковкий чугун – Сварка изменяет свойства, делая его непригодным и обширный процесс.
Тип чугуна всегда лучше уточнять по инструкции, совету производителя. Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка — серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0005
для идеального сварного шва. 2. Очистка литых поверхностей сваркиКак и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов.
Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.Мы разработали простой тест для оценки готовности чугуна. Наплавляем шов на металл, при наличии примесей зона шва будет пористой. Мы будем шлифовать этот сварочный проход и повторять тест, пока пористость не исчезнет.
При проковке поверхность детали преднамеренно деформируется ударом молотка, что расширяет поверхностный слой в поперечном направлении. Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми в процедуре сварки чугуна .
3. Предварительный нагрев или холодная сваркаСварка чугуна имеет два подхода: горячая и холодная сварка.
Массы соглашаются на предварительный нагрев как на лучший выбор, в то время как немногие идут на минимальный нагрев или холодную сварку. Нам нужно принять его, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность к деформации при изгибе, сжатии и расширении.Каждый металл имеет свойство деформироваться при нагреве из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру.
Этот процесс не дает видимых трещин и более прочного сварного шва. Внешний вид может быть отличным, но внутренняя прочность при холодной сварке остается низкой.Мы заметили, что обученные сварщики чугуна, которые ремонтируют или изготавливают деталь, предпочитают только метод предварительного нагрева. Нам нужен готовый чугунный сварной шов, не только визуально потрескивающий, но и прочный внутри.
4. Выбор методов сварки и расходных материаловВы определили, что сваривать следует серый чугун, теперь пришло время выбрать методы сварки чугуна . Лучший способ сварки чугуна — это каждый процесс сварки, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварка TIG , так как брызги от палки и сварка MIG чугуна могут повредить чистую поверхность.
Сварка TIG остается без разбрызгивания и выбор.Когда вы пытаетесь ограничить сильное нагревание и быстрое охлаждение процесса электросварки, тогда вам подойдет кислородно-ацетиленовая сварка. Легко поддерживает температуру компонентов и другие замечательные варианты для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , где используется электрод с флюсом. Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Пайка может быть еще одним процессом соединения чугуна, но это не процесс сварки. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящего электрода и расходных материалов для проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик.
Имеющиеся на рынке не предназначены только для чугуна. Они могут быстро остывать, вызывать трещины от напряжения и не соединяться должным образом. Ниже приведены несколько доступных вариантов на рынке.Богатое содержание никеля: Это лучший доступный электрод на рынке, так как он мягкий и поддается механической обработке. Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Смесь Никель 55%, Железо 45%: В сварном виде выглядит как чугун, но вполне доступен. Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Чугун: Сварка этим стержнем дает другой цвет, чем чугун. Свойство усадки очевидно и затрудняет его использование для сварки чугуна.
Он затвердевает при сварке, но не подвергается механической обработке. Это экономичный вариант, который можно отшлифовать.Нержавеющая сталь l: Чугун при соединении с нержавеющей сталью не изменяет свойств и не затвердевает, как в случае расходных материалов из чугуна. Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Пайка бронзы: У нас есть выбор: пайка кислородно-ацетиленовой пайкой или использование с помощью сварочного аппарата TIG. Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение является наиболее важной частью процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты.
Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.Пусть охлаждение может занять несколько дней, даже для лучшего результата без трещин. Медленное охлаждение может быть достигнуто путем помещения свариваемых деталей в песок или теплую печь. Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критической точки, в сварном шве возникает трещина. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
В заключенииЧугун обычно представляет собой свариваемый металл.
Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое изучение сварка чугуна . Если вы хотите сделать сварку на дому, то точно выполняйте каждый шаг. Наилучшие результаты могут быть достигнуты путем изучения сплава, выбора процесса сварки, подбора присадочной проволоки. Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.Надеюсь, вам понравилось пошаговое руководство по сварке чугуна. Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сессия вопросов и ответовСталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун. Я думаю, что чугун имеет большую прочность на сжатие, а сталь — на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу/сплаву, состоящему из таких прочных металлов, как железо и кобальт.
Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали. Мы должны проверить деталь, состав сплава, присадочный материал и правильно очистить детали.
Как можно паять чугун?
Для пайки чугуна требуется специалист. Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Какой клей лучше всего подходит для чугуна?
Жидкая сварка по названию стали с эпоксидной смолой и смолой. Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Можно ли сваривать чугунный блок цилиндров?
Можно сваривать дуговой сваркой с соответствующим стержнем.
Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.Почему трудно сваривать чугун?
Чугун можно сваривать, но это очень сложно, так как чугун имеет очень высокое содержание углерода. Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив шаги сварки чугуна .
Почему чугун трескается при сварке?
Гораздо менее податлив, чем сталь. Сварка вызывает растягивающие напряжения. Цикл нагревания и охлаждения при сварке вызывает расширение и сжатие, приводящее к трещинам, а не растяжению или деформации.
Становится ли чугун со временем лучше?
При хорошем уходе и сохранении изделие из чугуна прослужит намного дольше, чем ожидалось. С возрастом и временем он становится лучше благодаря процессу, известному как приправа.
Вот еще несколько статей по сварке чугуна .
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_1.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast- iron-detail.aspx?utm_referrer=direct/not+provided
- https://www.twi-global.com/technical-knowledge/job-knowledge/weldability-of-materials-cast-irons-025
- https://www.wikihow.com/Weld-Cast-Iron
Лучшая сварочная проволока для чугуна
Опытные сварщики знают, что разные сварочные стержни (электроды) лучше всего подходят для различных видов сварки. Когда дело доходит до выбора электродов для сварки чугуна , обычно необходимо учитывать три фактора: стоимость, возможности машины и необходимость сварки в несколько или один проход.
Одна из проблем при сварке чугуна заключается в том, что из-за его жесткости и возможности растрескивания наблюдается тенденция к использованию стали. Однако чугун – равноправный друг сварщикам, умеющим с ним работать.
Что нужно знать
При сварке чугуна важно выбрать стержень, специально предназначенный для этого материала, чтобы избежать неправильного сплавления (например, трещин на линии сплавления).
По сути, вам нужно найти электроды и проволоку, которые должны быть мягкими, поддающимися обработке и содержащими высокий процент металлов, таких как никель или медь.Если количество металла в электродах насыщается, то вы получите именно то, что вам нужно – прочные сварные швы, способные выдержать остатки фосфора, образовавшиеся в результате литья.
Итак, покажу вам свои любимые сварочные электроды для чугуна, чтобы вы сами сделали выбор. Мой лучший выбор варьируется в цене, поэтому вы сможете найти вариант, подходящий для вашего бюджета. Выделю их особенности, плюсы и минусы. Обязательно ознакомьтесь с руководством по покупке в конце статьи, чтобы получить представление о том, как выбрать электрод, который обеспечит идеальное наплавление.
Чугунные электроды Top
1. Лучшее для профессионалов: сварочные электроды Lincoln Electric 1/8” 7018 MR
Lincoln Electric 1/8” 7018 MR Welding Rods
(69)
Lincoln Electric 7018 является одним из наиболее распространенных электродов, используемых в нише для сварки чугуна.
Я особенно рекомендую его профессионалам, так как он идеально подходит для сварки металлоконструкций, ремонтных работ и сварки тяжелых труб.Из-за низкого содержания водорода стержень может быть чувствителен к воздействию. Lincoln 7018 следует подвергать воздействию воздуха только в течение ограниченного времени в критических условиях, прежде чем он выйдет из строя. Если ваша работа требует проверки сварки, я бы порекомендовал вам держать ее в печи для стержней до тех пор, пока вам не понадобится ее использовать, чтобы вы могли сохранить как стержни, так и их флюс.
С другой стороны, в простых, некритичных приложениях эта модель может некоторое время выдерживать воздействие, прежде чем будет скомпрометирована.
Электроды Lincoln 7018 устойчивы к влаге и трудно разлагаются, что делает их практичными для различных работ по сварке электродами.
Эта опция требует осторожности в обращении, что иногда может стать немного надоедливым. Если вы выберете этот сварочный стержень, не забудьте защитить его от влаги и подождите, чтобы открыть стержни, когда вы, наконец, будете готовы их сжигать.
Они герметично законсервированы, поэтому, как только вы их откроете, начнется процесс разложения.Плюсы:
- Устойчивый при комнатной температуре в течение длительного времени
- Перед использованием необходимо подержать в печи для стержней
2. Подходит для начинающих: Hobart 1/8” 7018 Сварочные стержни
Hobart 1/8” 7018 Сварочные стержни
(566)
Еще один отличный электрод для сварки чугуна, электрод Hobart 1/8” 7018 с низким содержанием водорода, который можно использовать во всех положениях. Он также подходит для низко-, средне- и высокоуглеродистых сталей.
Сварочные электроды Hobart — отличный вариант для новичков, так как они доступны по цене и очень эффективно горят. Хотя они не обладают премиальными свойствами некоторых других наших рекомендаций, они являются хорошей отправной точкой. Hobart 1/8” 7018 имеет прочность на растяжение 70 000 TSI.
В целом, эти удилища довольно прочные. Трубки для стержней предотвращают попадание влаги и обеспечивают безопасную среду.
Однако эти стержни не рекомендуются для низковольтных сварщиков переменного тока. Еще одним потенциальным недостатком является тот факт, что их упаковка пластиковая и негерметичная.
Плюсы:
- Подходит для любой техники сварки (во всех положениях)
- Удобен для новичков
- Доступно
Минусы:
- Пластиковая упаковка
- Негерметичная
- Образует трудноудаляемый шлак
Сварочные стержни Forney 1/8” 6010
(276)
Forney 6010 — это электрод для сварки во всех положениях, который (как и все остальные электроды 6010) может проваривать практически любые загрязнения, включая жир, масло, ржавчину и прокатную окалину.
Что особенно нравится сварщикам в Forney 1/8” 6010, так это то, что вы можете выполнить работу, даже не очищая и не шлифуя материал заранее.Вам понравится универсальность сварочных электродов Forney. Вы можете использовать их для профессиональных задач и ремонтных работ, которые часто могут быть грязными. Выемка этого сварочного стержня немного глубже, чем у электрода с низким содержанием водорода, что позволяет ему проникать через загрязненные металлы. Форни также отлично подходят для сварки вертикально вниз и вверх по склону. Вы можете получить лучший сварной шов, работая сверху вниз.
Эти электроды также являются хорошим выбором для профессиональных сварщиков, поскольку они обычно используются для выполнения корневого шва на соединениях труб.
Я особенно рекомендую этот сварочный пруток для производственных проектов, сварки электродами и сварки на станке в целом.
Pros:
- Алкологический стержень
- Отлично подходит для палочек или сварщиков буровой установки
- легко проникает через загрязненные металлы
Минусы:
- . Поток CAUTPAUT
4. Лучше всего подходит для машин переменного тока: Hobart 1/8” 6011 Сварочные стержни
Hobart 1/8” 6011 Welding Rods
(1002)
Что касается потенциала сварочных электродов, вы можете рассматривать модели 6011 как близкие родственники 6010-х. Hobart 1/8” отлично подходит для работы с машинами переменного тока, но он также эффективно работает с более тонкими металлами и листовым металлом, так как не вызывает сильной деформации.
Если у вас есть сварочный аппарат переменного тока начального уровня, эта модель представляет собой универсальный электрод, который вы должны считать обязательным, поскольку он содержит специальное покрытие, которое поддерживает зажигание дуги и может обеспечить более глубокое проплавление. пластинчатые металлы.
Pros
- Отлично для работы с AC Machines
- Эффективно работает с тонкими металлами
- Низкий деформирование
Cons
- Низкий качество пластиковая упаковка
5.
Best Sitgart Plasticinging
5. Best Sitgart Sitgart Sitgart. 1/8” 6013 Сварочные стержни
Hobart 1/8” 6013 Сварочные стержни
(328)
Я особенно рекомендую этот стержень, если вы занимаетесь изготовлением изделий, требующих большой прочности. Хотя сварные швы не всегда должны быть красивыми, состав этого стержня поможет вам получить прочный сварной шов.
Сварочный стержень Hobart 6013 можно использовать с несколькими полярностями, включая DC+, DC- и AC. Подобно 6010 и 6011, Hobart 1/8” 6013 может легко проникать сквозь ржавчину, масло, оцинкованные покрытия и прокатную окалину.
Вы обнаружите, что сварочные электроды Hobart предназначены для работы в различных положениях. Дуговой процесс стержней довольно плавный, что делает их удобными для сварки металла в нестандартных положениях.
Плюсы:
- Отлично подходит для разных полярностей
- Твердое проплавление через загрязненную поверхность
- Отлично подходит для проектов, требующих прочности
- Относительно гладкая дуга
- Может сваривать металл в нестандартных положениях
Лучшие стержни для сварки чугуна: Руководство покупателя
Поиск подходящего электрода для чугуна может быть немного запутанным.
Однако, если вы знаете, в чем заключается специфика вашей работы, и немного больше разбираетесь в том, какие стержни подходят для чугунов, у вас не возникнет проблем с выбором подходящего именно вам варианта.Правильный тип металла
Во-первых, вам нужно убедиться, что используемый вами чугун действительно пригоден для сварки, в зависимости от формы графита (он может иметь форму графитовых чешуек, розеток, узловатую или сфероидальную форму и т. д.). .). Обычно чугун имеет содержание углерода от 2% до 4%, что примерно в 10 раз больше, чем в стали. Как правило, именно поэтому в чугунных деталях есть графитовые чешуйки, и они ответственны за серый цвет внутри трещин сварки. Вы можете получить более подробную информацию о том, как сварить чугун и какие методы использовать.
Свойства электрода
Стержень, который лучше всего работает с чугуном, мягкий, поддается механической обработке и содержит большое количество металлов, таких как медь или никель, которые могут выдерживать фосфор, образующийся в процессе сварки чугуна.
Электроды на основе 99% никеля позволяют получать обрабатываемые сварные швы, которые являются лучшим вариантом для литья с низким и средним содержанием фосфора. Более экономичным вариантом являются стержни с содержанием 55% никеля, которые в основном используются для ремонта толстых профилей. Третий вариант – стальные стержни, наиболее удобные для несложного ремонта и шпаклевки. Они также очень удобны для дуговой сварки, так как могут работать с загрязненными отливками.
Какие методы использовать
На самом деле, дуговая сварка является отличным универсальным методом сварки чугуна с целью плавления стали. Стержень расплавит стальную основу, чтобы чугун мог протекать через нее, пропуская стальную основу через сварной шов. MIG — второй лучший из сварочных процессов, которые мы рекомендуем для железа, хотя он немного менее универсален, чем MMA (дуговая сварка).
Другой тип, который вы можете попробовать для чугуна, это сварка TIG. С его помощью можно соединить куски чугуна, но в процессе нужно быть осторожным — легко испортить.
Вы также можете попробовать газовую сварку (точнее, кислородно-ацетиленовую плавку) для чугуна. Он поддается механической обработке, вы получите приличное цветовое соответствие, и он медленно остывает. С другой стороны, высокая температура может вызвать деформацию утюга.
Заключение
Если вы решите работать с чугуном, ищите стержень со свойствами, характерными для чугуна, чтобы уменьшить вероятность того, что что-то пойдет не так в процессе литья. Если вы новичок, обязательно выберите что-то доступное, на чем вы сможете практиковаться, развивая свои навыки.
Надеюсь, мои любимые электроды для сварки чугуна и быстрая покупка помогли вам в поисках подходящего электрода для сварочных работ. Вы можете найти другие публикации и руководства по методам сварки на нашем веб-сайте.
Часто задаваемые вопросы
Как лучше всего сваривать чугун?
Лучше всего сваривать железо с помощью дуговой сварки, сварки MIG или TIG. Конечно, вы также должны обеспечить правильное использование подходящей удочки.
Можно ли сваривать чугун стержнями с низким содержанием водорода?
Да – чугун лучше всего сваривать методом ММА с использованием малоуглеродистой стали и электродов с низким содержанием водорода на малых токах.
Какие основные наполнители для сварки чугуна электродуговой сваркой?
Основными типами присадок, которые хорошо подходят для электродуговой сварки чугуна, являются электроды с чугунным покрытием, электроды из медных сплавов и электроды из никелевых сплавов.
Aufhauser — Техническое руководство — Процедуры сварки чугуна
- Главная /
- Технические руководства
ВведениеЧугун значительно хуже поддается сварке, чем низкоуглеродистая сталь. Чугун содержит гораздо больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке.
Подготовка Тем не менее, было выполнено много успешных ремонтных сварных швов из чугуна при техническом обслуживании и восстановлении отливок. Степень хрупкости и вероятность растрескивания свариваемого материала будут зависеть от вида отливки, термической обработки и способа сварки.Наиболее важным аспектом сварки чугуна является наличие чистой и свободной от дефектов поверхности перед сваркой, поскольку отливки, бывшие в эксплуатации, могут быть пропитаны маслом или смазкой. Все поверхностные загрязнения должны быть удалены с помощью растворителей, коммерческих чистящих средств или средств для удаления краски. Литьевая корка должна быть удалена со свариваемых поверхностей. Глухие трещины и ямки должны быть полностью зачищены до прочного металла механическими средствами, такими как шлифовка, скалывание, заполнение роторным способом или дробеструйная обработка. Трещины должны быть раскопаны на всю их длину и глубину.
Раскопайте губчатые области и точечные отверстия.Пропитанное масло или другое летучее вещество можно удалить, используя окисляющее кислородно-ацетиленовое пламя для нагрева отливки или канавки сварного шва примерно до 900°F в течение примерно 15 минут, а затем проволочной щеткой, шлифованием или ротационным заполнением для удаления остатка. Преимущество этого метода заключается в дегазации отливки и удалении некоторого количества графита с поверхности.
Новые отливки представляют меньше проблем с очисткой, чем отливки, бывшие в эксплуатации. Однако из свариваемого стыка и прилегающих поверхностей отливки необходимо удалить литейную корку, песок и другие посторонние материалы.
Для ремонта отливок с трещинами просверлите отверстие на каждом конце трещины, чтобы предотвратить ее дальнейшее распространение, и зашлифуйте до дна. Начинайте сварку с просверленного конца трещины, где сопротивление больше всего, и двигайтесь к свободному концу.
Отливки, которые должны передавать довольно большие рабочие нагрузки, часто имеют сварное соединение с помощью механических средств, таких как болтовые ленты или обручи, которые насаживаются.
Меры предосторожности при сварке чугуна Сломанные зубья крупных чугунных шестерен иногда ремонтируют шиповкой. На поверхности трещины сверлятся отверстия и нарезаются резьбы, и в них ввинчиваются шпильки из мягкой стали. Затем они покрываются наплавленным металлом и наращиваются до требуемых размеров. После этого они подвергаются механической обработке или шлифуются до нужной формы.Факторы, которые следует учитывать, одинаковы для всех типов чугуна:
- Низкая пластичность с опасностью растрескивания из-за напряжений, возникающих при сварке. (Это не так важно при сварке ПГ из-за его хорошей пластичности.)
- Образование твердохрупкой зоны в зоне сварного шва. Это вызвано быстрым охлаждением расплавленного металла с образованием структуры белого чугуна в зоне сварного шва и делает сварной шов непригодным для эксплуатации там, где встречаются довольно высокие напряжения.
- Образование твердого, хрупкого валика сварного шва из-за поглощения углерода из основного металла. Этого не происходит с металлами шва, которые не образуют твердых карбидов, таких как монель и сплавы с высоким содержанием никеля. Они используются там, где желательны обрабатываемые сварные швы.
Хотя многое можно сделать без предварительного нагрева, растрескивание (из-за недостаточной пластичности отливок, особенно сложной формы) можно свести к минимуму за счет соответствующего предварительного нагрева.
Как правило, все чугуны необходимо предварительно нагревать при кислородно-ацетиленовой сварке. Этот предварительный нагрев снижает требования к тепловложению при сварке. При использовании чугунного присадочного металла требуется сильный предварительный нагрев, поскольку металл сварного шва имеет низкую пластичность при температуре вблизи комнатной. Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod #99 с основным металлом при комнатной температуре или чуть выше.
Сварной шов легко поддается деформации при охлаждении и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва.- Местный предварительный нагрев происходит, когда детали, не удерживаемые в неподвижном состоянии, могут быть предварительно нагреты примерно до 500°C в области сварного шва с медленным охлаждением после завершения сварки. Растрескивание от неравномерного расширения может иметь место при предварительном нагреве сложных отливок или при ограничении предварительного нагрева небольшой площади большой отливки. Вот почему локальный предварительный нагрев всегда должен быть постепенным.
- Косвенный предварительный нагрев включает в себя предварительный нагрев до 200°C для других важных частей работы в дополнение к локальному предварительному нагреву. Это делается для того, чтобы они сжимались со сварным швом и сводили к минимуму усадочные напряжения. Такая техника подходит для ажурных рамок, спиц и т. д.
- Полный предварительный нагрев используется для сложных корпусов, особенно корпусов различной толщины, таких как блоки цилиндров. Он включает в себя полный предварительный нагрев до 500°С с последующим медленным охлаждением после сварки. Во время сварки следует поддерживать температуру предварительного нагрева. Простая печь предварительного нагрева может быть сделана из кирпичей, в которые выступают газовые струи. Другой может быть заполнен древесным углем, который медленно горит и равномерно нагревает работу.
Термическая обработка после сварки может состоять из полного отжига или снятия напряжения: когда термическая обработка не применяется, сваренную отливку обычно медленно охлаждают от температуры сварки до комнатной температуры, покрывая ее изоляционным материалом, таким как известь, молотый асбест, или вермикулит.
По возможности рекомендуется снимать напряжение при температуре 1150°F и затем охлаждать печь до температуры не менее 700°F.
Полный отжиг при 1650°F иногда используется для получения максимального размягчения зоны сварки или более полного снятия напряжения.
Однако отжиг снижает предел прочности на растяжение в литом состоянии для всех видов чугуна, кроме самого мягкого.В критических случаях, требующих радиографического или ультразвукового контроля после термообработки, отливки часто проверяют и перед обработкой, чтобы избежать ненужных затрат, если должен присутствовать внутренний дефект.
УпрочнениеУдовлетворительные сварные швы могут быть выполнены на чугуне без предварительного нагрева с использованием электродов, наплавляющих мягкие металлы, и проковки сварного шва тупым инструментом (например, шаровым молотком) сразу после сварки. Это расширяет металл сварного шва и противодействует эффекту усадки. Хорошей практикой является наплавка коротких сварных швов (по 50 мм за один раз), а затем прокалка до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod #99 мягок и допускает упрочнение).
SMAW из чугунаНаиболее подходящими электродами для электродуговой сварки защитным металлом являются Aufhauser NickelRod #99 и NickelRod #55 .
Серый чугунNickelRod #99 больше подходит для одиночных слоев и для заполнения небольших дефектов, так как наплавка остается легко обрабатываемой. Однослойные сварные швы из NickelRod #55 не так хорошо поддаются механической обработке, как NickelRod #99, однако обладают повышенной прочностью и пластичностью. Сварные швы NickelRod № 55 более устойчивы к таким загрязняющим веществам, как сера и фосфор, и превосходят электроды NickelRod № 99 при сварке отливок с высоким содержанием фосфора.
Проклевка является обязательной для серых чугунов.
Соединение чугуна со сталью может выполняться литым никелевым стержнем № 55 или никелевым стержнем № 99, но предпочтительнее использовать никелевый стержень № 55. Электроды на основе железа, в том числе электроды с водородным управлением, как правило, не рекомендуются для сварки чугуна. Кронштейны, проушины и даже изнашиваемые пластины могут быть прикреплены к отливке с использованием правильных параметров и
Ковкий чугунКовкий чугун можно ремонтировать только с помощью NickelRod #55 из-за его более высокой прочности на растяжение и лучшей пластичности.
Аустенитные чугуны При сварке ковких чугунов проплавление должно быть низким, а широкие швы или полости должны наращиваться по бокам к центру. Следует использовать бусины-стрингеры или узкие переплетения. Отсадите короткие шарики и дайте остыть до температуры предварительного нагрева. Проклевка желательна, но не так критична, как при сварке серого чугуна.Обычно они свариваются с никелевым стержнем № 55 . Хотя аустенитные отливки можно сваривать никелевым стержнем № 55, такой сварной шов может оказаться непригодным для применений, где коррозионная/термостойкость не соответствует основному металлу.
GMAW чугуновЧугуны обычно считаются непригодными для сварки с использованием процесса дуговой сварки металлическим газом.
FCAW из чугунаДуговая сварка чугуна порошковой проволокой выполняется с использованием более высокого тока, чем при дуговой сварке защищенным металлом.
Кислородно-ацетиленовая сварка чугуна Это компенсируется более высокими скоростями перемещения, как при обычной дуговой сварке порошковой проволокой. С помощью процесса FCAW можно сваривать как серый, так и ковкий и ковкий чугун. Подготовка и термообработка почти такие же, как и для SMAW. NickelRod #55 и NickelRod #99 наиболее подходят для FCAW чугунов.Для успешной кислородной сварки необходимо, чтобы деталь была предварительно нагрета до тусклого красного каления (примерно 650°C). Нейтральное или слегка уменьшающее пламя следует использовать со сварочными наконечниками со средней или высокой скоростью пламени. Температуры должны поддерживаться во время сварки. Как и при подготовке SMAW, необходимо использовать печь, чтобы обеспечить равномерный нагрев крупных отливок. Важно, чтобы отливка была защищена от сквозняка во время сварки, и должны быть приняты меры для поддержания необходимого предварительного нагрева.
Важно избегать резкого охлаждения отливки; в противном случае может быть получен белый чугун, очень твердый и хрупкий. Это может привести к растрескиванию или сделать последующую подгонку невозможной.Кислородно-кислородная сварка подходит для серых чугунов с электродом типа AWS A5.15 RCI Aufhauser RCI , RCI-A и должна использоваться с подходящим флюсом, таким как Aufhauser Cast Iron Flux.
Аустенитные чугуны можно сваривать в кислородной среде только с использованием расходных материалов типа AWS RCI-B.
Сварка чугуна пайкойСварку пайкой следует использовать только для ремонта старых отливок из-за плохого совпадения цвета с новыми отливками. Сварка пайкой подходит для серого, аустенитного и ковкого чугуна. Однако прочность соединения, эквивалентная сварке плавлением, возможна только для серого чугуна. Следует использовать нейтральное или слегка окисляющее пламя.
Техническая и торговая информация
Сварка пайкой имеет преимущества по сравнению с кислородной сваркой, поскольку плавится при более низкой температуре, чем чугун. Это позволяет снизить предварительный нагрев (320-400°C). Как и при других формах сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнял нагар. Используемые расходные материалы: AWS RBCuZn-C (Aufhauser 681 Low-Fuming Bronze ) и AWS RBCuZn-D (Aufhauser 773 Nickel Silver ) Типы.
Пайка чугуна
К чугуну применимы любые процессы пайки, подходящие для стали. Операции до и после пайки должны быть аналогичны стандартным процессам пайки. Расходные материалы, подходящие для пайки углеродистой стали, можно использовать для чугуна.
Порошковое напыление чугунаПорошковое напыление особенно подходит для обработки кромок, углов, неглубоких полостей и тонких срезов, так как на них обычно нет подрезов.
Пористые участки должны быть отшлифованы до формы блюдца или чашки без выступающих краев. Острые углы, кромки и выступающие точки должны быть удалены или закруглены, так как они могут раствориться в расплавленном металле, образуя твердые пятна.Распыление и плавление должны производиться в соответствии с обычным процессом порошкового распыления.
Некачественный или сложный чугун можно соединить, покрыв обе части по отдельности 1-2 мм расплавленным сплавом, а затем соединив покрытие вместе с подходящим никелевым электродом SMAW. В основе расходных материалов лежит никель-кремниево-борная смесь.
Пайка чугуна обычно ограничивается ремонтом небольших дефектов поверхности, часто заделкой участков от утечек жидкости или газов. Литье должно быть тщательно очищено.
Как сваривать чугун: полное руководство
Сварка чугуна возможна, но проблематична из-за высокого содержания углерода. Это содержание углерода часто составляет 2-4%, что примерно в десять раз больше, чем у большинства сталей.
В процессе сварки этот углерод мигрирует в металл шва и/или околошовную зону, что приводит к повышению хрупкости/твердости. Это, в свою очередь, может привести к трещинам после сварки.Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокое содержание серы и фосфора, чем примеси, что затрудняет сварку без образования трещин.
Различные типы чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, за исключением белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали.
Однако бывает трудно определить разницу между этими различными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун — это долговечный, износостойкий металл, который использовался веками.
Этапы подготовки к сварке чугунаПрежде чем приступить к сварке чугуна, необходимо выполнить четыре основных этапа, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Определение типа чугуна
- Очистка отливки
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1.
Определение типа чугуна7 9 0 шаг этого вида сварки определяет, какой это чугун. Существует множество типов, и вам не захочется сваривать большинство из них.
Чугун имеет плохую пластичность, поэтому он может треснуть из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
- Серый чугун: Это наиболее распространенная форма чугуна. Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун: Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым.
- Ковкий, шаровидный или ковкий чугун: Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Самый простой способ определить, с каким типом утюга вы работаете, — проверить оригинальную спецификацию. Химический и металлографический анализы также могут помочь в определении категории чугуна, с которым вы работаете.
Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вместе с точкой излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита.
Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.Серый чугун является наиболее распространенным типом свариваемого чугуна и должен быть единственным чугуном, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
2.
Очистка отливкиНезависимо от сплава все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварочного шва — при наличии примесей он будет пористым.
Этот проход можно сточить, и процесс повторяется несколько раз, пока пористость не исчезнет.3.
Температура предварительного нагреваВсе чугуны подвержены растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной контроля нагрева является тепловое расширение. Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению ГП сдерживается более холодным металлом вокруг него. Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением.
К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Если адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла, выбор низкотемпературного процесса сварки и сварки прутками или проволокой с низкой температурой плавления.
Скорость охлаждения — еще один фактор, оказывающий непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
4. Техника сварки Использование для сварки чугуна
Теоретически любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка с флюсовой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, вольфрамовая дуговая сварка и т.
1. Ручная дуговая сварка металлическим электродом (MMA) д. можно использовать, обычно предпочтительнее процесс, который способствует медленному нагреву и охлаждению.Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что правильная сварка используются штанги. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета.
Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAGСварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГСварка ВИГ может обеспечить чистый сварной шов на чугуне, но обычно не предпочтительна из-за сильно локализованных характеристик нагрева. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
4. Ацетиленокислородная сваркаПри сварке кислородом и ацетиленом также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
5. Сварка пайкойСварка пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением.
Жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим частям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Методы сварки без предварительного нагреваРазмер отливки или другие обстоятельства могут потребовать выполнения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом.
Возможна сварка в другом месте отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Использование присадочной проволоки или электрода для сварки чугунаКак упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендуют использовать никелевую проволоку.
1. Стержни из 99% никеляЭти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. Стержни из 99% никеля обеспечивают сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеляМенее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержниСтальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
4. Припой из бронзыМожно использовать ацетиленокислородную пайку или использовать стержни для сварки TIG. Это хороший способ обеспечить прочность в трещине или между двумя компонентами, нуждающимися в соединении, при этом не вызывая растрескивания и изменения свойств чугуна.
Очистка и наждачная обработка поверхностей сваркиКак и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении с помощью ударного молотка для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Предварительный подогрев или холодная сварка?Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.