Сварка чугуна со сталью: какими электродами и как варить | ММА сварка для начинающих
Сварка чугуна со сталью: какими электродами и как варитьСварка разных металлов не редкость, особенно таких, как сталь с чугуном. Данные металлы очень близки по своему химическому составу, но варить их друг с другом, достаточно сложно, из-за сильной разницы процентного содержания углерода (в чугуне его больше).
Но это еще не значит, что нельзя варить чугун со сталью. Просто чтобы добиться качественного выполнения работ, придется соблюдать определенные технологии и использовать подходящее оборудование для этих целей.
Технология сварки чугуна со сталью
Существует несколько основных технологий, используя которые, можно добиться качественной сварки чугуна со сталью:
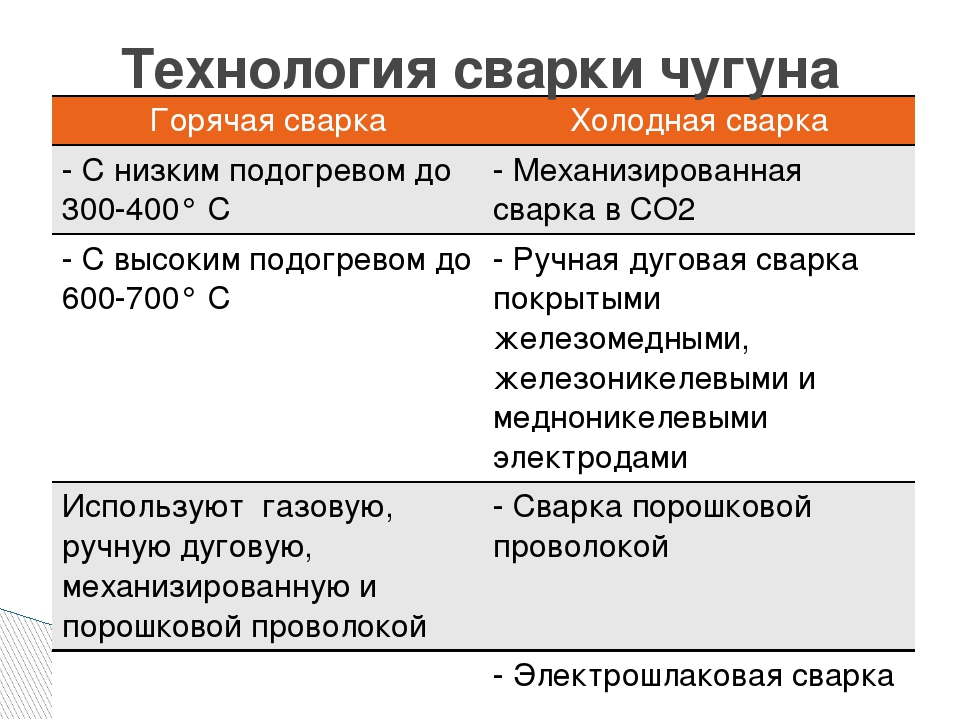
- Горячий и полугорячий метод — при горячем способе соединения чугуна со сталью, заготовки нагреваются до высоких температур (свыше 500 градусов), при полугорячем способе соединения, температуры нагрева несколько ниже.


- Холодный метод — без предварительного нагрева заготовок.
Основная сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная. У чугуна, в отличие от стали, верхний слой не такой плотный, поэтому его важно не только обезжирить перед сваркой, но и максимально хорошо счистить, до появления плотного слоя.
Какими электродами варить сталь с чугуном
Ранее на сайте про ММА сварку mmasvarka.ru уже рассказывалось про электроды по чугуну и как их сделать своими руками. Что же касается электродов для сварки чугуна со сталью, то наибольшую эффективность в этом деле показали следующие марки электродов:
Электроды ЦЧ-4 — используются для достижения отличного результата при сварке стали с чугуном, как по горячей, так и по холодной технологиям. Сварка электродами ЦЧ-4 ведётся на постоянном токе с обратной полярностью, и, как правило, только в нижнем положении.
Электроды ОЗЧ-2 — достаточно эффективно показывают себя при сварке тонких металлов.
Электроды МНЧ-2 — специализированная марка электродов, которые дают достойные результаты при сварке чугуна со сталью.
Импортные электроды для сварки стали с чугуном, также пользуются немалой популярностью, среди наших мастеров. В первую очередь, это электроды для чугуна Ficast NiFe, электроды Zeller 855 и 866.
Сварка чугуна со сталью
Рассмотрим непосредственно сам процесс сварки чугуна со сталью:
- В первую очередь нужно выставить правильные настройки сварочного аппарата. Варить чугун со сталью рекомендуется на постоянных токах с обратной полярностью, при напряжении холостого хода не более 54 Вольт. Сварку следует выполнять малыми участками с максимально допустимой длиной валика не более 30 мм. Для того чтобы приварить сталь к чугуну, сначала подготавливается и очищается чугунная заготовка, к которой, впоследствии, приваривается металл.
- Проковка сварочного шва, также является важной особенностью сварки металла с чугуном. Особенно в тех случаях, когда нужно получить толстый сварочный шов. Проковка швов осуществляется молотком «по горячему», когда шов был только-только наложен. При этом характерный звон будет означать успешную проколку сварочного шва.
- Охлаждение места наложения шва, является залогом отсутствия деформаций и разрушений металлов. Следует время от времени охлаждать зону оплавки металла при сварке чугуна со сталью.
 Особенно в тех случаях, когда нужно получить толстый сварочный шов. Проковка швов осуществляется молотком «по горячему», когда шов был только-только наложен. При этом характерный звон будет означать успешную проколку сварочного шва.
Особенно в тех случаях, когда нужно получить толстый сварочный шов. Проковка швов осуществляется молотком «по горячему», когда шов был только-только наложен. При этом характерный звон будет означать успешную проколку сварочного шва.Осуществить сварку стали и чугуна непросто, однако вполне возможно. Здесь очень важно использовать только подходящие расходные материалы для этих целей, и знать правильную технологию выполнения работ.
Еще статьи про сварку:Сварка чугуна стальными низкоуглеродистыми электродами
В практике очень часто при холодной сварке чугуна применяют электроды из стальных низкоуглеродистых стержней марки Св-0,8, Св-0,8А (ГОСТ 2246) с меловым покрытием. Вследствие чрезвычайной простоты этот способ имеет широкое применение. Однако этот способ не обеспечивает достаточно качественного соединения.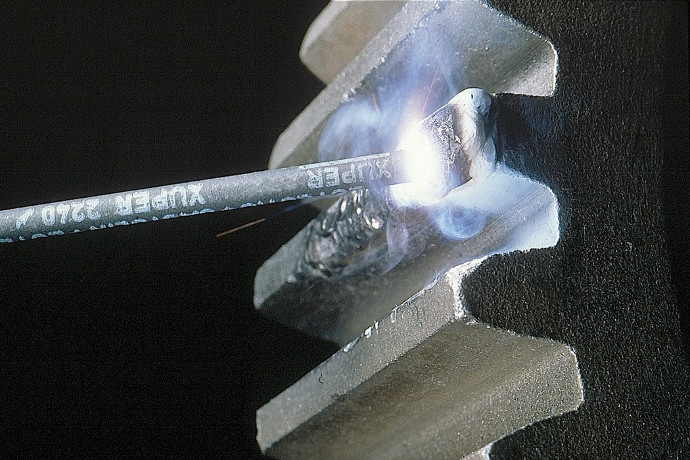 Наплавленный металл обогащается углеродом из расплавленных участков кромок чугуна. Содержание углерода в различных точках шва оказывается неодинаковым: его тем меньше, чем дальше рассматриваемая точка отстоит от линии расплавления. Вследствие высокого содержания углерода в нижних слоях наплавленного металла образуется структура отбеленного чугуна, в верхних слоях происходит частичная или полная закалка. Отбеливание и закалка обусловливают большую твердость, низкую пластичность и плохую обрабатываемость шва. Наиболее слабым местом при этом является переходная зона.
Наплавленный металл обогащается углеродом из расплавленных участков кромок чугуна. Содержание углерода в различных точках шва оказывается неодинаковым: его тем меньше, чем дальше рассматриваемая точка отстоит от линии расплавления. Вследствие высокого содержания углерода в нижних слоях наплавленного металла образуется структура отбеленного чугуна, в верхних слоях происходит частичная или полная закалка. Отбеливание и закалка обусловливают большую твердость, низкую пластичность и плохую обрабатываемость шва. Наиболее слабым местом при этом является переходная зона.
Для получения менее твердых швов сварку необходимо вести с возможно меньшим проплавлением кромок (тонкими электродами при малой силе тока). Заварку дефектов рекомендуется вести в несколько слоев при небольшом сечении каждого слоя.
Для увеличения прочности соединения рекомендуется свариваемые кромки перекрывать металлом шва (фиг. 100). Часто при ремонте толстостенных изделий холодную сварку чугуна стальными электродами производят с постановкой завертышей. Для этого в свариваемых кромках сверлят отверстия, нарезают резьбу и ввертывают завертыши из малоуглеродистой стали. Диаметр завертышей берется в зависимости от толщины стенки. Если толщину стенки обозначить через δ, то диаметр завертыша d (фиг. 101) берут равным 0,3—0,4 δ.
Для этого в свариваемых кромках сверлят отверстия, нарезают резьбу и ввертывают завертыши из малоуглеродистой стали. Диаметр завертышей берется в зависимости от толщины стенки. Если толщину стенки обозначить через δ, то диаметр завертыша d (фиг. 101) берут равным 0,3—0,4 δ.
Количество завертышей принимается таким, чтобы их прочность составляла примерно 50% от прочности стенки свариваемой детали. Завертыши размещают в шахматном порядке. Рекомендуемая глубина завертывания равна 1,0—1,5 d, высота выступающей части 0,5—1,0 d.
При сварке сначала обваривают завертыши, а затем заплавляют разделку обычным способом.
Наряду с меловыми электродами для сварки чугуна применяются также стальные толстопокрытые электроды. Несколько лучшие результаты получаются при применении электродов типа УОНИ-13/45. Однако и в этом случае швы обладают повышенной твердостью и пониженной пластичностью.
Фиг.100.Увеличение сечения шва при сварке чугуна стальными электродами.
Фиг. 101.Применение завертышей при сварке чугуна стальными электродами.
101.Применение завертышей при сварке чугуна стальными электродами.
Были разработаны специальные стальные электроды марки СЧС для сварки чугуна. Покрытие из 50% мрамора, 50% гематита и жидкого стекла наносится на стержни из проволоки Св-08 или Св-08А. Вес покрытия составляет 40% от веса стержня. Благодаря окислительному действию гематита и сильному выгоранию углерода наплавленный металл получается в виде мягкой стали. При многослойной сварке электродами СЧС очистка от шлака второго и последующих слоев затруднена. Во избежание этого затруднения рекомендуется следующий прием: первый и второй слои непосредственно на чугун следует накладывать с помощью электродов СЧС, последующие же слои с помощью электродов СЧС с малым весом покрытия (10—15%), электродов УОНИ-13/45 или даже меловых электродов.
В последние годы все более широкое применение получают электроды из стальных малоуглеродистых стержней с покрытием, обеспечивающим получение швов с составом и структурой, соответствующими серому чугуну. Основными компонентами таких покрытий являются графит и ферросилиций. Например, покрытие электродов СЧЧ содержит графита 60% и ферросилиция 40%. Вес покрытия составляет 30—35% от веса стержня. При сварке рекомендуется подогрев до 200—300°С.
Основными компонентами таких покрытий являются графит и ферросилиций. Например, покрытие электродов СЧЧ содержит графита 60% и ферросилиция 40%. Вес покрытия составляет 30—35% от веса стержня. При сварке рекомендуется подогрев до 200—300°С.
| Марка, тип покрытия, описание | классификация | Тип. хим.состав наплавленного металла | Типичные механические свойства металла шва |
| ОК 92.05 Тип покрытия — основной. Электрод предназначен для сварки литых и штампованных деталей из чистого никеля, сварки разнородных материалов (никель и сталь, никель и медь, медь и сталь), наплавки сталей. Рекомендации по применению: Для предотвращения дефектов сварки очень важно очистить свариваемые поверхности от грязи и окислов, при этом очистка щетками нежелательна. Сварку необходимо вести на максимально допустимом для данного диаметра токе, что снизит образование трещин и пор.  Ток = + Положение 1, 2, 3, 4, 6. Выпускается в упаковке VacPac |
ЕNi-1/AWS A5.11 E Ni 2061/ EN ISO 14172 |
С Si Мn Fe Ti 3,0 Ni 92,0 |
Предел текучести 320 МПа Предел прочности 460 МПа Удлинение 30% Механически обрабатываем. |
| ОК 92.15 Свариваемые материалы: сплав Inconel 600 и ему подобные сплавы, холодостойкие стали, разнорoдные стали (сварка мартенситных к аустенитным), трудносвариваемые стали. Электрод на основе никелевого стержня с покрытием, обеспечивающим хорошее качество при сварке во всех положениях, включая потолочную сварку. Ток = + Положение 1, 2, 3, 4, 6 Выпускается в упаковке VacPac |
Е Ni Cr Fe-2/ AWSA5. 11 E Ni 6133 (Ni Cr16 Fe12NbMo)/ EN ISO 14172 |
С Si Мn 2,25 Cr 15,5 Мо 1,5 Nb 2,0 Fe 8,0 Ni 70,0 |
Предел текучести 420 МПа Предел прочности 660 МПа Удлинение 45% KV +20°С 110 Дж -196°С 90 Дж FN 0 |
ОК 92. 18 18Тип покрытия — основной. Свариваемые материалы: чугун. Электрод на основе никелевого стержня с покрытием, дающим малое количество шлака. Предназначен для сварки чугуна с минимальным предварительным подогревом. Наплавленный металл подвергается механической обработке. Электрод отличается более высокой устойчивостью против трещин. Обладает высокими сварочно-технологическими свойствами. Позволяет варить на токах ниже, чем при сварке электродами для нержавеющих и углеродистых сталей. Это дает возможность получить узкую зону термического влияния. Рекомендации по применению: Ток = + — / ~ U x.x. ~50B Положение 1, 2, 3, 4, 5, 6. Выпускается в упаковке VacPac.  |
Е Ni-С1 / AWSA5.15 E C Ni-CI 3 / EN ISO 1071 Российский аналог: ОЗЧ–3; ОЗЧ–4. |
C 0,9 Si 0,7 Mn Fe 3,5 Ni > 92,0 (основа) |
Предел прочности 300 МПа Удлинение 6% Твердость 160 НВ |
| ОК 92. 26 Тип покрытия — основной. Свариваемые материалы: никелевые сплавы типа ХН38Т, ХН78Т; стали криогенного назначения типа 0H5, ОН9; разнородные сварные соединения ферритных или мартенситных сталей с аустенитными; низколегированныe стали с никелевыми сплавами; для плакирования нелегированных сталей. Электрод обеспечивает высокую устойчивость против трещин. Наплавленный металл отличается высокой ударной вязкостью при температурах вплоть до — 196°С, высокими прочностными cвойствами при температурах до +800°C, высокой коррозионной стойкостью. Наплавленный металл жаростоек в обычной атмосфере до 1150°С, диоксидах серы — 800°С, сероводороде — до 550°С. Ток = + Положение 1, 2, 3, 4, 6.  Выпускается в упаковке VacPac. |
10Х15Н65Г6Б Е Ni Cr Fe-3/ AWS A5.11 E Ni 6182 ( Ni Cr 15 Fe6 Mn) /EN ISO 14172 Российский аналог: ОЗЛ-25Б; ОЗЛ-44 |
C Si Mn 7,0 Fe Cr 15,0 Nb 1,8 Ni основа | Предел текучести 420 МПа Предел прочности 660 МПа Удлинение 40% KV +20°С 100 Дж -196°С 80 Дж FN 0 |
| ОК 92.35 Тип покрытия — основной. Применяется: для сварки сплавов состава аналогичного составу наплавленного металла; для сварки никелевых сплавов с углеродистыми сталями; для наплавки поверхностей деталей и инструментов, работающих при высоких температурах; для наплавки поверхностей вентилей и насосов, когда к ним предъявляются требования по коррозионной стойкости. Электрод дает вязкий, хорошо наклепываемый металл с высокой стойкостью в большинстве кислот. Наплавленный металл не разупрочняется после длительного нагрева.  Отличается высокой прочностью при температурах до 800°С. Отличается высокой прочностью при температурах до 800°С.Ток = + / ~ U x.x. ~ 70B. Положение 1, 2. Выпускается в упаковке VacPac |
ЕNiCrМо-5/ AWS A5.11 E Z Ni2 / EN 14700 Российский аналог: ОЗЛ-21; ОЗЛ–30; ИМЕТ-4Г |
С Si 0,7 Mn 0,7 Cr 15,5 Mo 16,5 W 3,8 Fe Ni основа |
Предел текучести 515 МПа Предел прочности 750 МПа Удлинение 17% Твердость: после сварки 240-260 HV; После механического упрочнения — 40-45 HRC |
| ОК 92.45 Тип покрытия — основной. Применяется: для сварки Ni-Cr-Mo-Nb сплавов состава, аналогичного составу наплавленного металла; для сварки никелевых сплавов с углеродистыми сталями; нержавеющих сталей с низколегированными и сталями типа ОН5, ОН9. Электрод обеспечивает вязкий наплавленный металл с высокой устойчивостью против трещин. Наплавленный металл обладает высокой коррозионной стойкостью в морской воде, восстановительных и окислительных средах.  Ток = + Положение 1, 2, 3, 4, 6. Выпускается в упаковке VacPac |
ЕNiCrМо-3/ AWS A5.11 E Ni 6625 ( Ni Cr22 Mo9 Nb) / EN ISO 14172. Российский аналог: АНЖР-1; АНЖР-2; ИМЕТ-4; ЦТ-28. |
С Si 0,5 Mn Cr 21,5 Nb 3,5 Fe Ni 64,0 Мо 9,5 |
Предел текучести 500 МПа Предел прочности 780 МПа Удлинение 35% KV +20°С 70 Дж -196°С 50 Дж FN 0 |
| ОК 92.58 Тип покрытия — основной. Свариваемые материалы: чугун. Электрод обладает высокими технологическими свойствами, дает малое количество шлака. Наплавленный металл отличается высокой вязкостью и хорошей обрабатываемостью. Цвет близок к цвету чугуна. Рекомендуется для заполнения каверн и раковин в чугунном литье. При сварке электродами малого диаметра на малых токах в предварительном подогреве нет необходимости.  При сварке толстых сечений и ковких чугунов рекомендуется предварительный подогрев ~300°С. В процессе сварки рекомендуется легкое проковывание швов с последующим медленным охлаждением. При сварке толстых сечений и ковких чугунов рекомендуется предварительный подогрев ~300°С. В процессе сварки рекомендуется легкое проковывание швов с последующим медленным охлаждением.Ток = + — / ~ U x.x. ~ 50B Положение 1, 2, 3, 4, 5, 6 Выпускается в упаковке VacPac |
ENiFe-CI -A/ AWS A5.15 E C NiFe-CI-A 1/ EN ISO 1071 |
С 1,5 Si 0,7 Mn 0,8 Fe 51,0 Al 1,4 Ni основа |
Предел прочности 375 МПа Твердость 180НВ |
| ОК 92.60 Тип покрытия основной. Свариваемые материалы: чугуны между собой, чугун со сталью. Электрод обладает высокими технологическими свойствами. Наплавленный металл обладает большей прочностью и большей стойкостью к образованию трещин при кристаллизации, чем при сварке никелевым электродом. Ток = + / ~ U x.x. ~ 45B Положение 1, 2, 3, 4, 5, 6 Выпускается в упаковке VacPac |
ENiFe Cl / AWS A5.15 E C NiFe-1-3 / EN ISO 1071 Российский аналог: ОЗЖН-1.  |
С 1,0 Si 0,6 Mn 0,7 Fe 44,0 Ni 52,0 Al 0,3 Nb 0,2 |
Предел текучести 380 МПа Предел прочности 560 МПа Удлинение >15% Твердость 180-220 НВ |
| ОК 92.86 Тип покрытия основной. Свариваемые материалы: монельметалл, разнородные сварные соединения монельметалла со сталями, для коррозионностойкой наплавки. Электрод обладает высокими технологическими свойствами. Обеспечивает вязкий наплавленный металл, отличающийся высокой коррозионной стойкостью в морской воде, окислительных и восстановительных средах. Широко применяется при сварке конструкций в нефтеперерабатывающей промышленности и при производстве сульфата аммония. Ток = + Положение 1, 2, 3, 4, 6 Выпускается в упаковке VacPac. |
E Ni Cu 7 / AWS A5.11 E Ni 4060 ( NiCu 30Mn 3 Ti) / EN ISO 14172 Российский аналог: В-56У. |
С Mn Nb Ti Ni 65,0 Сu 30,0 Si Al Fe 1,5 |
Предел текучести 410 МПа Предел прочности 640 МПа KV +20°С 100 Дж -196°С 80 Дж FN = 0 |
Как сварить нержавейку с черным металлом
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Преимущества сварки металла
В сравнении с другими методами соединения различных конструктивных элементов сварка отличается рядом преимуществ:
- снижение себестоимости работ;
- снижение общего веса конструкции;
- возможность использования высокопрочных материалов, в том числе многослойного проката из высокопрочных сталей, лёгких сплавов и особо чистых металлов;
- высокие показатели прочности образуемых соединений.

предлагает услуги по обработке и сварке металлов черных сортов в соответствии с действующими нормами и стандартами, а также требованиями заказчика. Наши мастера способны провести качественную сварку конструкций вне зависимости от их массы, габаритов и заданных углов.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.

Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
 Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
 Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.Сварка нержавейки с черным металлом
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.

«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
svarkaipayka.ru
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными.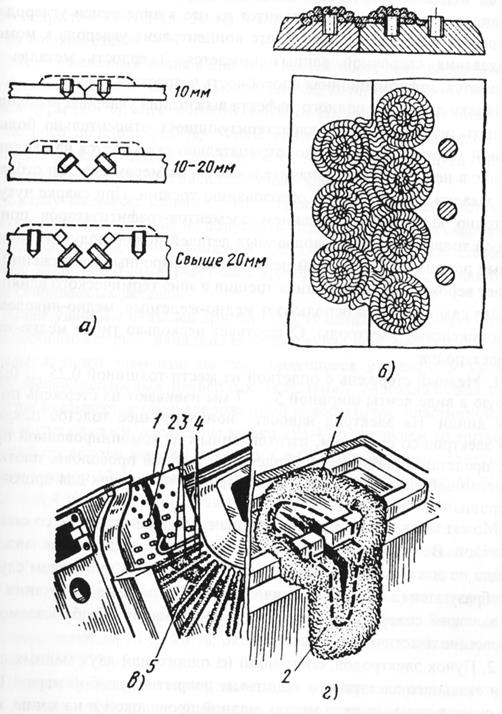 И в этом вся сложность.
И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 То есть, образовать так называемый переходный слой.
То есть, образовать так называемый переходный слой.Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов.
К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса.
Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
 Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Как сварить нержавейку с черной сталью
О сварке однородных металлов сказано много, и, по большому счету, все сложности состоят непосредственно в технике выполнения работ. Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Как сварить нержавейку с обычной сталью
Данный тип сварки имеет ряд специфических особенностей, которые следует учитывать в работе:
- Теплопроводность нержавейки в несколько раз ниже, чем обычной черной стали. Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
- Нержавейка имеет значительно больший коэффициент сопротивляемости к постоянному току, нежели черная сталь. По этой причине использование электродов с высоколегированной сталью чревато перегревом последних. Для предотвращения любых негативных последствий рекомендуется использовать электроды не более 350 мм в длину.
- При проведении сварки и после осуществления работ необходимо учитывать высокий коэффициент расширения. То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
- Сварка разнородных металлов имеет побочный эффект в виде повышения восприимчивости получаемого изделия к коррозии. Для этого эффекта даже существует специальный научный термин – межкристаллитная коррозия. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
 То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.Как сварить нержавейку с черным металлом
Для охлаждения сварного шва используют обычную воду, особенно в тех случаях, когда сварка осуществляется со сплавами хрома и никеля. Сварить нержавейку с черным металлом можно различными способами. Наиболее распространены три вида:
- Аргонная сварка. В данном случае используется нержавеющая проволока.
- Вольфрамовые электроды.
- Покрытые электроды.

Использование среды инертных газов (зачастую используют аргон) позволяет создать качественное соединение. В противном случае шов при соприкосновении с воздушной средой может стать чрезвычайно хрупким. Как сварить нержавейку с обычной сталью с помощью аргона? Главным условием здесь является использование не только особого оборудования, но и вольфрамовых электродов.
Все, что нужно для сварки, в одном месте
Для осуществления сварки однородных или разнородных материалов любыми способами вам понадобятся специальные приспособления и расходные материалы. Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
weldingmaterials.ru
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Можно ли сварить чугун и сталь
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т. к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
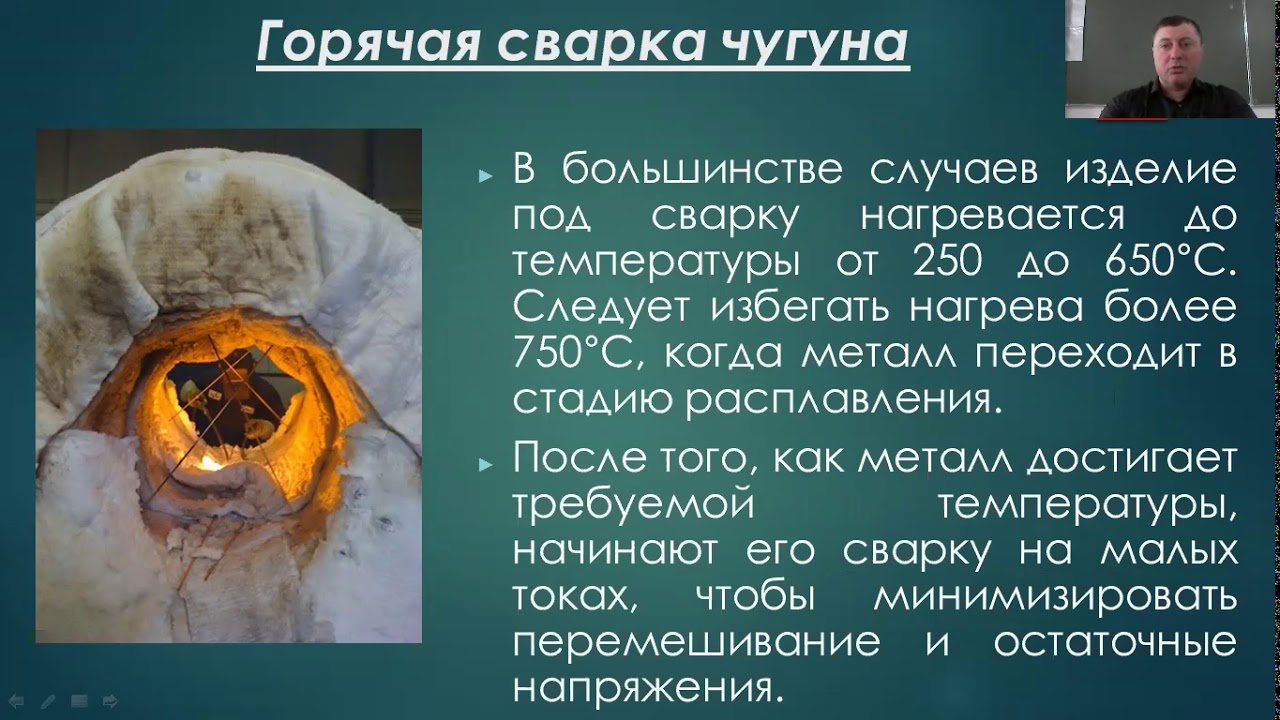
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
 Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.

Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
подбор электродов под методы сварки
Автор perminoviv На чтение 4 мин. Опубликовано
Применение разнородных элементов в конструкциях современных машин и механизмов уже никого не удивляет и не является чем-то особенным. Но зачастую возникает вопрос о соединении таких классических материалов как сталь и чугун. Сваривание металлов является одним из самых надежных и выгодных по капиталовложениям способом соединения ремонтируемых или производимых узлов.
Преимущества чугунных изделий
Преимущества чугуна и его невысокая стоимость способствуют широкому распространению в конструкциях в наше время нанотехнологий и синтетических материалов с невероятными характеристиками. Имея металлическую основу, он способен снизить вибрационные нагрузки, износоустойчив, а низкая температура плавления и литья снижают цену до приемлемых значений.
Сваривание этот материал переживает сразу после отливки при устранении литейных раковин, усадочных трещин и других технологических дефектов. Ремонт оборудования тяжело себе представить без сварочного аппарата и сваривания узлов.
Сваривание чугуна с другими металлами все чаще возникает в условиях современного производства. Рассмотрим, как приваривать чугун к стали.
Как приваривают чугун к стали
Начнем с обращения вашего внимания на необходимость предварительной подготовки поверхностей обоих металлов. Уделите внимание чистоте поверхностей. Таким образом, будет обеспечен отвод лишнего тепла, неизбежно возникающего при процессе свариваемых деталей. Перегрев чугуна выше 900 градусов Цельсия приводит к аллотропным превращениям металлической фазы в перлит, который сам по себе хрупок и снижает механические свойства шва и приграничной области. Многие видели когда после сваривания металла и чугуна разрушение происходит рядом с наложенным швом. Недостаточное внимание к чистоте поверхности стает причиной такого разрушения.
Идеальным вариантом подготовки будет изготовление фасок на свариваемых элементах, которые увеличивают массу и объем наплавленного металла. Такой технологический ход упрочняет шов, гарантирует более продолжительный срок эксплуатации отремонтированного узла. Предварительный разогрев чугунной составляющей позволит уменьшить количество усадочных и шлаковых раковин в теле шва. Электрохимическая обработка поверхности чугуна позволяет законсервировать и нейтрализовать воздействие графита, который уменьшает смачивание расплавленного металла другого узла и стержня электрода.
Выбор электродов под методы сварки
Следующим важным шагом для получения надежного соединения наших металлов необходимо определиться с электродами для сварки чугуна со сталью. Основными электродами для сваривания чугуна определенно являются серии ОЗЧ, ЦЧ, МНЧ и другие. Правильный подбор в данном случае должен ориентироваться и на чугун, и на сталь. Хороший результат по свариванию только одного компонента не способен обеспечить наложение качественного шва и надежное скрепление элементов.
По опыту многих ремонтных бригад наиболее подходящими для рядовой стали и серого чугуна являются электроды ЦЧ. В сочетании с горячим методом сваривания можно достичь максимального результата. При холодном процессе необходимо обязательно соблюсти обратную полярность и нижнее положение шва. Также этот тип подходит для наплавки сопряженных частей из разнородных элементов. ЦЧ-4 позволяют работать с высокопрочным чугуном с шаровидным графитом. Серый, ковкий и другие типы также сочетаются с этими электродами.
Если возникла необходимость наложить вертикальный шов при соединении стали и чугуна постарайтесь найти электроды серии ОЗЧ. Они подходят для холодного и горячего способа. При этом дополнительным бонусом использования данной номенклатуры расходных материалов будет возможность сваривания тонкостенных чугунных конструкций со сталью. Технологически оправдан предварительный нагрев обоих элементов до температуры 640-670 градусов Цельсия. Для получения высоких механических и физических свойств шва процесс должен протекать без остановок и невозможности быстрого остывания контакта. В идеале нужно сразу по окончании формирования шва накрыть его теплоизоляционным материалом для получения низких скоростей температур остывания. Такой технологический ход исключит появление крупных раковин и пустот, вызванных различными линейными коэффициентами теплового расширения. В производственных масштабах разрабатываются технологические карты по обжигу в печи сваренных элементов из чугуна и стали.
В идеале нужно сразу по окончании формирования шва накрыть его теплоизоляционным материалом для получения низких скоростей температур остывания. Такой технологический ход исключит появление крупных раковин и пустот, вызванных различными линейными коэффициентами теплового расширения. В производственных масштабах разрабатываются технологические карты по обжигу в печи сваренных элементов из чугуна и стали.
Необходимо отметить, что при всех возможных и разработанных методах соединения этих металлов, конструктивно выгоднее избегать соединения разнородных элементов в ответственных узлах и элементах на этапе проектирования и создания агрегата. В случае неизбежности такого контакта необходимо продумать о его защите от воздействия разрушающих факторов. Сварка чугуна и стали в домашних условиях возможна, но при последовательном и безусловном выполнении всех норм и правил по созданию таких соединений.
Сварка чугуна электродами
У всех наверное есть электросварка (ручная дуговая). Сейчас стали распространенными сварочные аппараты инверторного типа. Многие спрашиваю какими электродами можно заварить чугун. Сейчас расскажу. И так если вы не знаете,то есть несколько видов чугуна. Например вот несколько марок электродов с помощью которых можно заварить несколько видов чугуна.
Сейчас стали распространенными сварочные аппараты инверторного типа. Многие спрашиваю какими электродами можно заварить чугун. Сейчас расскажу. И так если вы не знаете,то есть несколько видов чугуна. Например вот несколько марок электродов с помощью которых можно заварить несколько видов чугуна.
- ЦЧ-4
- МНЧ-2
- ОЗЧ-2
- ОЗЧ-3
- ОЗЧ-4
Данными марками электродов можно заварить (используя метод холодной сварки) серый, высокопрочный и ковкий чугун. Что значит метод холодной сварки — это сварка без предварительного подогрева место сварки. Ведь по идее перед сваркой чугуна желательно место в которых материалы будут связываться предварительно разогреть до температуры 600 градусов. Ну как правило мы не знаем как определить до какой температуры мы нагрели место сварки чугуна. И зачем скажете вы вообще подогревать его когда и так можно заварить. Все довольно просто если вы знаете то для качественно шва нужно чтоб плавно он остывал, а иначе в около-шовной зоне появляются микротрещины. Нужно что чугун после сварки остывал постепенно. Для нагрева чугуна можно использовать обычный резак если приходится проводить сварку в домашних условиях. Думаю все знают что такое резак.
Для сварки можно использовать постоянный ток прямой полярности или переменный обратной полярности. Многие интересуются какими все же током варить. Скажет так для троечки будет достаточно от 130 до 160, а четверочкой варить нужно на токе примерно от 150 до 200. Многие используют инверторы как я уже говорил. Ну да ладно об этом давайте лучше поговорим о том какими еще электродами можно сварить чугун.
Нужно что чугун после сварки остывал постепенно. Для нагрева чугуна можно использовать обычный резак если приходится проводить сварку в домашних условиях. Думаю все знают что такое резак.
Для сварки можно использовать постоянный ток прямой полярности или переменный обратной полярности. Многие интересуются какими все же током варить. Скажет так для троечки будет достаточно от 130 до 160, а четверочкой варить нужно на токе примерно от 150 до 200. Многие используют инверторы как я уже говорил. Ну да ладно об этом давайте лучше поговорим о том какими еще электродами можно сварить чугун.
- ОЗЖН-1
- ОЗЖН-2
- ОЗЧ-2
- ОЗЧ-3
- ОЗЧ-4
- ОЗЧ-6
- МНЧ-2
- ОЗЛ-25Б
- ОЗЛ-27
- ОЗБ-2М
- ОЗЛ-28
- ESAB
Это не полный список электродов ,но это довольно популярные марки электродов которые используются. И так давайте проведем опыт и пойдем в ближайший интернет магазин и посмотрим какие электроды нам попадутся.
Опыт №1: И так интернет магазин внятный для покупки электродов я так и не нашел. Есть только какие-то официальные сайты и то где то есть описания ,но нет марки или наоборот есть марки то нет описания. Даже в маркете яндекса ничего не нашлось. Какие электроды нужно покупать. Например выбирайте примерно такой состав Mn — 0.7% Ni — 52% C — 1.6% Si — 0.7%. И так а теперь давайте посмотрим что нам даст обычный поход в магазин. Что нам посоветуют и какие электроды нам предложат. Что могут рассказать продавцы.
Опыт №2: Поход в магазин.
Пошел я в один магазин в другой в третий ,но так и не нашел электроды по чугуну. И решил поехать в специализированный магазин который только и занимается сварочными аппаратами и комплектующими. Да действительно оказалось что там есть из чего выбрать. Первые электроды которые мне попались оказались в пластиковой упаковке. Раньше я такие не встречал.
Я спросил разрешения сделать несколько фото, хотя по началу они немного возмутились. Но в общим в спец магазине мне рассказали какие есть у них электроды и еще много подробностей о которых я пока умолчу и напишу о них в других статьях соответствующей категории. Всего нашлось 4 вида для сварки чугуна.
Но в общим в спец магазине мне рассказали какие есть у них электроды и еще много подробностей о которых я пока умолчу и напишу о них в других статьях соответствующей категории. Всего нашлось 4 вида для сварки чугуна.
Сварка чугуна: основные процедуры
Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4,5%.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун имеют хорошую свариваемость, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун — самый распространенный вид чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных чешуек графита.
Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания определенных свойств.
Другой легированный чугун — это аустенитный чугун, который модифицирован добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре.Аустенитные чугуны обладают высокой устойчивостью к коррозии.
В белом чугуне почти весь углерод находится в комбинированном виде. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или шаровидную форму, а не обычную чешуйчатую форму в сером чугуне.Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружены сверх пределов текучести, они скорее ломаются, чем деформируются в значительной степени. Следовательно, следует выбирать присадочный металл и конфигурацию деталей таким образом, чтобы минимизировать сварочные напряжения.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на никелевой основе для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Свариваемость чугуном типаПрименения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для фитингов
- труба чугунная
- блоки, головки, коллекторы автомобильные
- подготовка воды
- ремонт дефектов с целью обновления или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для противовесов и в других приложениях, для которых требуется вес.
Он широко используется в строительной технике для противовесов и в других приложениях, для которых требуется вес.
Характеристики
| Чугун | Предел прочности при растяжении (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Ковкий | 276–724 | 1350 — 3600 (перлитный и мартенситный) | 110 — 156 (феррит) 149 — 321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| Серый | 152–431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Пластичный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.
Этого можно достичь, сваривая за один раз только короткие отрезки стыка и давая этим участкам остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Графит с шаровидным графитом или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Гибкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет свариваемость, подобную чугуну с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения проплавления.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Где графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинными:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна, с удобством встроенного флюса)
Никель — это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку, чтобы избежать растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, значит, можно вваривать в отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к разрушительным термическим напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема пористости, отшлифовать поверхность до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки следует удалить путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
 Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.В видео используется положительный постоянный ток. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Низкозатратный материал
- Может формоваться методом литья в песчаные формы
- Желательные свойства, такие как:
— Демпфирующая способность
— Теплопроводность
— Пластичность
— Твердость
— Прочность
Рекомендации по проектированию
Плохая по сравнению с улучшенной конструкцией сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки защищенным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Подбор цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима.
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный свариваемый чугун, будь то чугун серый, ковкий или пластичный.
Если точная информация не известна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальных условиях эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва в течение короткого времени, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или скос.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не устраненные полностью, могут быстро снова появиться в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым из сварочных процессов. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно произвести любым из обычных методов.
Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, вместо того, чтобы переносить ее в печь.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев способствует смягчению области, прилегающей к сварному шву; он способствует дегазации отливки, что, в свою очередь, снижает возможность пористости наплавленного металла шва; и это увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить попадания воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на соединение наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически и, в некоторых случаях, с помощью процедуры обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Чугунные электроды необходимо использовать там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, сужается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Для сварки чугуна можно использовать процесс дуговой сварки защищенным металлом.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки и необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
В общем, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении.
Следует использовать процедуру сварки с перемещением или с пропуском, а упрочнение поможет снизить напряжения и свести к минимуму деформации.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Сплав медно-оловянный
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла шва.
Цинк улетучивается в дуге и вызывает пористость металла шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать малые электроды и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Существует три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; тем не менее, рекомендуется плоское положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги на лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать. Кроме того, наплавка мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при низком токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает хорошее соответствие цвета.
Угольно-дуговая сварка чугуна
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не так тверды, как сварные швы с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Сварные швы поддаются механической обработке.
Чугун для кислородной газовой сварки
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочных материалов:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цветов.
Пайка и пайка Сварка чугуна
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла могут использоваться угольная дуга, двойная угольная дуга, газо-вольфрамовая дуга и плазменная дуга.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой может также выполняться дуговой сваркой в защитном металлическом корпусе и дуговой сваркой в газовой среде.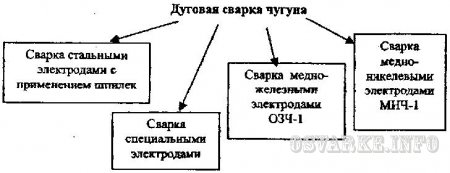
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл сварного шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки деталей автомобилей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка металлического чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2, минимизирующая проникновение.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета. Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно использовался для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом — используется для ремонта некоторых типов деталей станков из чугуна.
- Пайка — может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением — также может использоваться для сварки чугуна.

Методы сварки
Шпилька
Метод шпильки для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шпильками.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается упрочнению в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждую полоску необходимо дать остыть и тщательно очистить.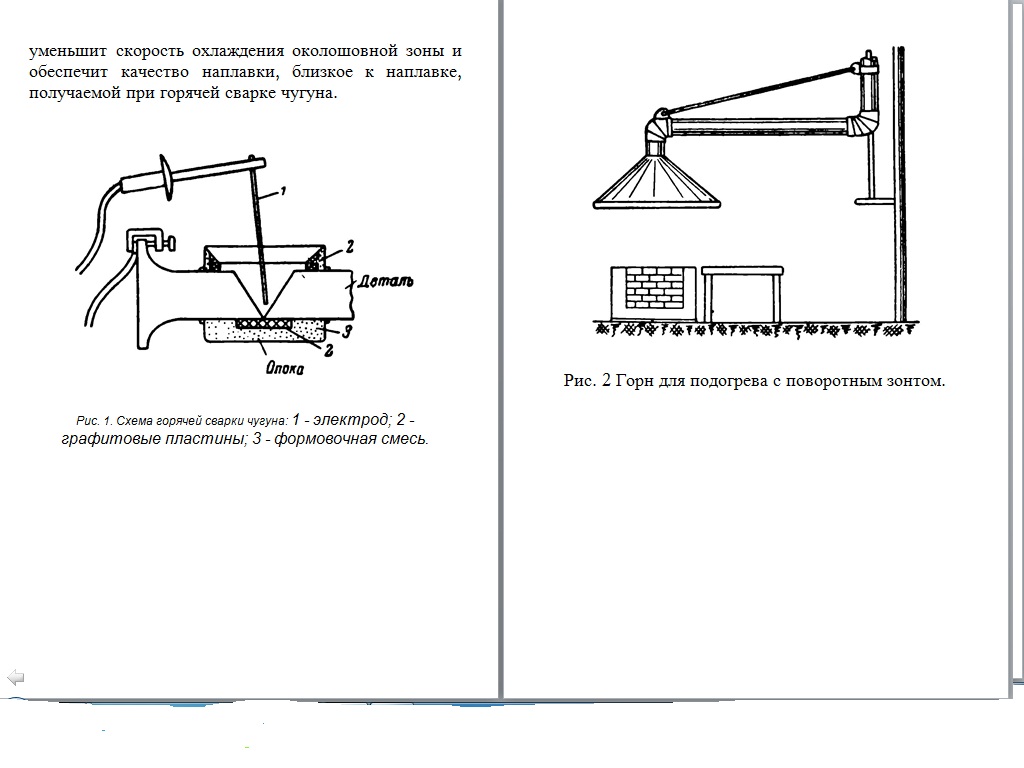
Если метод крепления шипов не может быть применен, края соединения должны быть выколоты или обработаны инструментом с закругленным концом для образования U-образной канавки, в которую должен быть наплавлен металл шва.
Модификация конструкции шарнира
Предпочтительно использовать шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет — использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Чугунная канавка Обработка торцевых канавок Иногда предпочтительным методом является строжка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного валика для заполнения канавок перед заполнением всего стыка (см. Иллюстрацию ниже).
Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия плавления находятся на низком уровне.
Ударная обработка (Молотковая обработка)
Упрочнение или ударный удар с использованием 13-19-миллиметрового молотка с шариковым упором, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным тепловым сжатием, что снижает риск образования трещин внутри и вокруг сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Блог The Welders Warehouse
У Welding Cast Iron есть несколько потенциальных подводных камней, но если все сделано правильно, это не сложно.
Почему сварка чугуна проблематична
Основной причиной проблем со сваркой чугуна является высокое содержание углерода. Во время процесса сварки этот углерод мигрирует в металл шва и / или зону термического влияния, прилегающую к металлу шва, вызывая повышенную твердость / хрупкость. Так чугун получил свою репутацию в отношении растрескивания после сварки.
Процесс сварки чугуна
Газовая сварка нагревает чугун медленнее, чем дуговые процессы, и пламя имеет более низкую температуру, чем дуга.Это означает, что миграция углерода обычно не является проблемой. Важно использовать запатентованный чугунный пруток для газовой сварки. Единственный реальный недостаток чугуна для газовой сварки — это количество тепла, необходимое для больших компонентов. Газовая сварка — тоже медленный процесс.
Дуговая / электродная сварка , возможно, является лучшим универсальным процессом для сварки чугуна при условии использования правильных сварочных стержней. Сварочные стержни из чугуна имеют специальный флюс, богатый графитом, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл шва и зону термического влияния.Существует два распространенных типа сварочного стержня из чугуна: ферро-никель и чистый никель. Ферро-никель обычно состоит на 53% из стали и 47% из никеля. Ферро-никелевые стержни дешевле чистого никеля и идеально подходят для сварки чугуна со сталью. Чистый никель дает более мягкий и податливый наплавленный металл. Я бы рекомендовал использовать ферро-никель, если для работы специально не требуется чистый никель.
Сварочные стержни из чугуна имеют специальный флюс, богатый графитом, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл шва и зону термического влияния.Существует два распространенных типа сварочного стержня из чугуна: ферро-никель и чистый никель. Ферро-никель обычно состоит на 53% из стали и 47% из никеля. Ферро-никелевые стержни дешевле чистого никеля и идеально подходят для сварки чугуна со сталью. Чистый никель дает более мягкий и податливый наплавленный металл. Я бы рекомендовал использовать ферро-никель, если для работы специально не требуется чистый никель.
Mig Welding , на мой взгляд, не лучший способ сваривать чугун. Несмотря на то, что существуют специальные порошковые проволоки, я бы не стал защищать Mig Welding Cast iron, если у вас нет повторяющегося приложения, для которого вы можете создать процедуру.
Сварка Tig не считается подходящим процессом для сварки чугуна. Процесс с открытой дугой, такой как Tig, не дает возможности уменьшить миграцию углерода.
Методы сварки
Газовая сварка — Нет никаких специальных методов, которые необходимо использовать.
Дуговая / электродная сварка — Важно все следующее:
- Подготовьте работу с U-образной канавкой, избегайте острых углов, так как это может привести к перегреву, который усугубит миграцию углерода.
- Используйте сварочный стержень правильного типа.
- Убедитесь, что компонент ПО МИНИМУМУ при комнатной температуре, добавление небольшого количества предварительного нагрева поможет, но вам нужно только, чтобы компонент был теплым на ощупь.
- Ограничьте количество сварок за один прогон. Как показывает практика, не следует выполнять непрерывную работу, длина которой превышает 10-кратный диаметр используемого сварочного стержня. Сказав это, можно выполнить несколько запусков в разных частях компонента (см. Рисунок в следующем элементе).Например, если вы ремонтируете 300-миллиметровую трещину стержнем 3,2 мм, вы можете сварить участок длиной 32 мм, а затем сделать еще один проход 32 мм в другой части трещины. Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.
- Если вы ремонтируете трещину, проведите валиком по концам трещины, чтобы трещина не распространилась дальше.
- Держите сварочный стержень вертикально, а не под углом, как при обычной сварке штангой.
- Не ждите, что сварите чугун быстро, главное — не торопиться и делать это правильно.
 Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.
Избегайте чрезмерного нагрева области сварного шва, это цель коротких прогонов.Надеюсь, вы нашли эту статью в блоге о сварке чугуна полезной. Если у вас все получается хорошо, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Как сваривать чугун
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Техника сварки
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого сплава чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Ручная сварка
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, использует плавящийся электрод, покрытый флюсом. В зависимости от области применения, требуемого соответствия цвета и объема обработки после сварки могут использоваться разные типы электродов.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном стержнем:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна. По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление.Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку. Перед сваркой чугунными или медными электродами предварительно нагрейте детали до температуры не менее 250 ° F. Никелевые электроды можно использовать без предварительного нагрева. Для сварки
палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка.Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это вызывает потерю кремния и образование белого железа в сварном шве. Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка припоем — это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл.Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна. Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим деталям.Он также очищает детали от оксидов, благодаря чему наполнитель более плотно прилегает к металлическим деталям.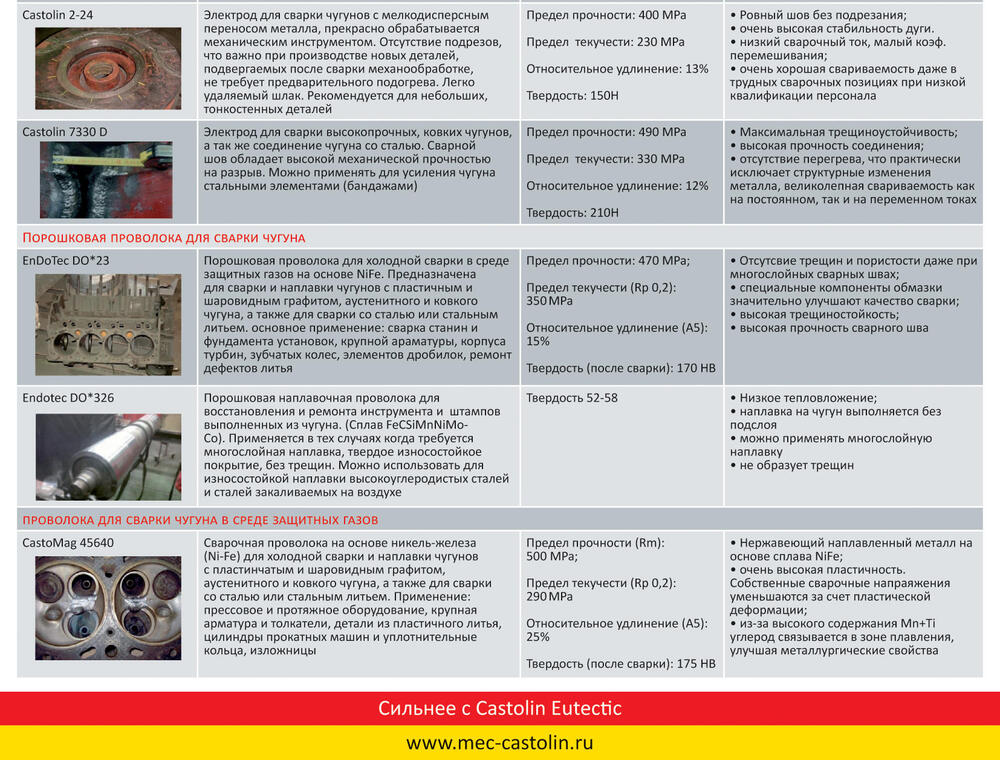 Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Чистовая обработка
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно снизить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск растрескивания сварного шва и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Сварка чугуна по контракту с профессионалом может гарантировать качественный сварной шов, однако ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Можно ли сваривать чугун со сталью?
Можно ли сваривать чугун со сталью?
Да, чугун можно сваривать со сталью. Однако при сварке чугуна со сталью нужно помнить о нескольких вещах.
Во-первых, обычно вы выполняете ремонтные работы или модернизируете, если вас интересует сварка чугуна со сталью, поэтому обязательно тщательно проверьте детали, чтобы убедиться в отсутствии трещин от напряжения или других признаков повреждения.Если вы видите повреждение, возможно, вам лучше изготовить замену отливке, чем использовать отливку сейчас, чтобы отрезать ее и заменить позже.
Во-вторых, спросите себя: «Я на 100% уверен, что это чугун?» Чугун, литая углеродистая сталь и типы отливок из чугуна могут выглядеть одинаково, но металлургия будет отличаться. Не все чугуны одинаковы. Серый чугун и ковкий чугун будут действовать по-разному. В любом случае у вас должна быть возможность сварить любой из них вместе со сталью, но вам не нужен слабый сварной шов, потому что вы думали, что у вас чугун, хотя на самом деле у вас есть что-то с более высокой температурой плавления.
Не все чугуны одинаковы. Серый чугун и ковкий чугун будут действовать по-разному. В любом случае у вас должна быть возможность сварить любой из них вместе со сталью, но вам не нужен слабый сварной шов, потому что вы думали, что у вас чугун, хотя на самом деле у вас есть что-то с более высокой температурой плавления.
В-третьих, помните, что у чугуна температура плавления немного ниже, чем у стали. При более низкой температуре плавления вы должны быть уверены, что не только соответствующим образом отрегулируете настройки сварочного аппарата, но также должны быть осторожны с более тонкими кусками чугуна. Все мы по собственному опыту знаем, как сложно ремонтировать деталь после того, как вы проделали отверстие в компоненте, когда вы неверно оценили толщину стенки или работали слишком горячо.
В-четвертых, если отливка достаточно мала, предварительный нагрев отливки помогает избежать образования трещин вблизи сварного шва.Вы можете нагреть отливку в любом месте в диапазоне от 500 до 1200 градусов перед сваркой (не превышайте 1200 градусов по Фаренгейту)..jpg.670a8412269350921e6868a07f071212.jpg) Если не получается прогреть всю деталь, постарайтесь хотя бы разогреть зону шва до 100 градусов.
Если не получается прогреть всю деталь, постарайтесь хотя бы разогреть зону шва до 100 градусов.
Если вы предварительно нагрели деталь, заверните весь компонент после сварки, чтобы замедлить охлаждение. Быстрое охлаждение может привести к образованию очень маленьких трещин. Кстати, вы также можете использовать герметик, если вам нужно водонепроницаемое уплотнение.
В-пятых, вы хотите сваривать только около 1 дюйма за раз, чтобы избежать растрескивания.Вы можете сварить свой компонент, а затем вернуться, чтобы заполнить пробелы.
Это основы. Lincoln Electric предлагает полезную информацию по выбору электродов для сварки чугуна. Удачи сварке!
Можно ли сваривать чугун? (Полное руководство)
Сваривать чугун можно, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из разных материалов (обычно углерода, железа и стали) в разных пропорциях, поэтому сложно определить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин.Различные марки чугуна включают ковкий и ковкий чугун, но чаще всего используется серый чугун. Однако бывает трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа.
Несмотря на это, чугун — прочный, износостойкий металл, который использовался веками.
Содержание
Щелкните ссылки ниже, чтобы перейти к разделу в руководстве:
Чугун, как и сталь, представляет собой сплав железа и углерода. Однако если в чугуне содержание углерода составляет 2-4%, то в стали требуется содержание углерода менее 2%. Именно это содержание углерода делает чугун более грубым, а также делает его более хрупким, чем сталь. Углерод также делает чугун плохим проводником, а это означает, что ему требуется больше времени для нагрева или охлаждения.
Однако если в чугуне содержание углерода составляет 2-4%, то в стали требуется содержание углерода менее 2%. Именно это содержание углерода делает чугун более грубым, а также делает его более хрупким, чем сталь. Углерод также делает чугун плохим проводником, а это означает, что ему требуется больше времени для нагрева или охлаждения.
В то время как нержавеющая сталь содержит 1,2% углерода (а также хрома для предотвращения коррозии), углеродистая сталь содержит 2%, поэтому он находится на стыке стали и чугуна. Углеродистая сталь имеет матовую поверхность и намного тверже нержавеющей стали, но может подвергаться коррозии.Также он дороже чугуна.
Как упоминалось выше, сваривать чугун бывает сложно, но это возможно, если вы используете правильную технику сварки, чтобы избежать трещин при сварке. Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение металла.
Большинство чугунов имеет критическую температуру 1450 ° F, при которой может произойти растрескивание. Хотя материал можно нагреть выше этой точки, важно не поддерживать это тепло слишком долго, поскольку углерод вызовет усадку и растрескивание металла.Чтобы избежать этого, важно либо дать материалу медленно остыть после сварки, либо он должен быть достаточно холодным, чтобы скорость охлаждения не имела значения.
Хотя материал можно нагреть выше этой точки, важно не поддерживать это тепло слишком долго, поскольку углерод вызовет усадку и растрескивание металла.Чтобы избежать этого, важно либо дать материалу медленно остыть после сварки, либо он должен быть достаточно холодным, чтобы скорость охлаждения не имела значения.
Существует ряд основных шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Определение сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Определите сплав
Чугун растрескивается при нагревании или напряжении, а не при растяжении или деформации.Это можно улучшить, добавляя различные сплавы. Это означает, что полезно понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна, который более пластичен и поддается сварке, чем белый чугун (см. Ниже). Углерод осаждается в виде чешуек графита во время производства в кристаллическую структуру феррита или перлита, что и дало этому сплаву название. Однако эти чешуйки графита могут попасть в сварочную ванну и вызвать охрупчивание.
Ниже). Углерод осаждается в виде чешуек графита во время производства в кристаллическую структуру феррита или перлита, что и дало этому сплаву название. Однако эти чешуйки графита могут попасть в сварочную ванну и вызвать охрупчивание.
Белый чугун
Белый чугун не выделяет углерод в виде графита, а вместо этого сохраняет его в виде карбида железа. Кристаллическая микроструктура цемента этой формы или чугуна очень твердая и хрупкая. Белый чугун обычно считается несварным.
Ковкий чугун с шаровидным графитом и ковкий чугун
Эти чугуны имеют сфероидальную углеродную микроструктуру в результате их уникальных производственных процессов, что делает их менее хрупкими и более легкими в сварке.
Самый простой способ определить, с каким типом утюга вы работаете, — это проверить исходную спецификацию. Однако спектрохимический анализ может сказать вам, с какой спецификацией вы работаете, а опытный металлург может использовать искровые испытания, чтобы определить, какой у вас сплав.
Есть и другие способы отличить сплавы; серое железо будет иметь серый цвет вдоль точки излома, а белое железо будет иметь более белый цвет вдоль трещины из-за цементита, который он содержит.Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
2. Очистка литья
Важно очистить сплав перед сваркой, удалив все поверхностные материалы, такие как краска, смазка и масло, уделяя особое внимание области сварного шва. Тщательный и медленный нагрев области сварного шва в течение короткого времени также удалит весь газ, скопившийся в зоне сварки основного материала.
Сварной шов на поверхности материала будет пористым, и на нем будут видны все еще присутствующие примеси.Вы можете отшлифовать и повторить этот проход, продолжая проверять, пока пористость не исчезнет.
3. Выбор правильной температуры предварительного нагрева
Самым важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева. Это происходит из-за теплового расширения, так как при нагревании металл расширяется. Если весь объект нагревается и расширяется одновременно, никакого напряжения не возникает, однако напряжение может накапливаться, если тепло локализуется в небольшой зоне термического влияния (HAZ).
Это происходит из-за теплового расширения, так как при нагревании металл расширяется. Если весь объект нагревается и расширяется одновременно, никакого напряжения не возникает, однако напряжение может накапливаться, если тепло локализуется в небольшой зоне термического влияния (HAZ).
Локальный нагрев приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом.Температурная разница между этими температурами определит результирующее напряжение. Пластичные металлы, такие как сталь, могут снимать напряжение за счет растяжения, но, поскольку чугуны имеют низкую пластичность, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающей отливкой, сводя к минимуму растягивающее напряжение, вызванное сваркой. Процедуры сварки при более высоких температурах требуют более высоких температур предварительного нагрева.
Предварительный нагрев чугуна перед сваркой снижает скорость охлаждения сварного шва и окружающей области. По возможности нагрейте отливку целиком. Температуры предварительного нагрева обычно находятся в диапазоне 500-1200 ° F, но важно не нагревать выше 1400 ° F, поскольку это критический диапазон температур. Любой предварительный нагрев должен выполняться медленно и равномерно.
По возможности нагрейте отливку целиком. Температуры предварительного нагрева обычно находятся в диапазоне 500-1200 ° F, но важно не нагревать выше 1400 ° F, поскольку это критический диапазон температур. Любой предварительный нагрев должен выполняться медленно и равномерно.
Если предварительный нагрев с достаточной температурой невозможен, лучшей альтернативой является использование низкотемпературного процесса сварки вместе со сварочными стержнями или проволокой с низкой точкой плавления.
4. Выбор правильной техники сварки
Чугун можно сваривать с предварительным нагревом или без него, но это решение определит наилучшую технику сварки.Как упомянуто выше, обычно предпочтительно использовать предварительный нагрев для сварки чугуна. Если это невозможно, важно, чтобы металл оставался прохладным, но после того, как вы решите, подогревать или нет, вам следует придерживаться этого метода.
Сварные швы с предварительным подогревом
При использовании предварительного нагрева следует использовать метод с низким током, чтобы минимизировать остаточное напряжение и примеси. Также может потребоваться сваривать за раз только небольшие участки длиной около 1 дюйма, чтобы предотвратить накопление напряжения.Упрочнение сварных швов, например, с помощью ударно-ударного молотка, также может быть полезным для снижения напряжений.
Также может потребоваться сваривать за раз только небольшие участки длиной около 1 дюйма, чтобы предотвратить накопление напряжения.Упрочнение сварных швов, например, с помощью ударно-ударного молотка, также может быть полезным для снижения напряжений.
После завершения сварки дайте детали медленно остыть. Вы можете помочь в этом, завернув отливку в изолирующее одеяло или закопав ее в сухой песок, снизив скорость охлаждения и уменьшив вероятность растрескивания.
Сварные швы без предварительного подогрева
Если вы не можете предварительно нагреть чугун, вы должны держать деталь в прохладном (не холодном) состоянии во время сварки. Увеличьте температуру отливки до 100 ° F, но никогда не повышайте температуру, при которой вы не можете положить на нее руку, так как это будет слишком жарко.
Делайте сварные швы короткими (около 1 дюйма в длину) и используйте упрочнение после сварки. Дайте гипсу остыть естественным путем, а не применяйте сжатый воздух или воду, и заполните все кратеры. Также рекомендуется попробовать укладывать бусинки в одном направлении и следить за тем, чтобы концы параллельных бусинок не совпадали.
Также рекомендуется попробовать укладывать бусинки в одном направлении и следить за тем, чтобы концы параллельных бусинок не совпадали.
Существует несколько типов сварочного процесса, которые можно использовать для чугуна, включая дуговую или электродную сварку, сварку MIG, сварку TIG, кислородно-ацетиленовую сварку и сварку твердым припоем.У каждого есть свои преимущества и недостатки при сварке чугуна.
1. Дуговая / электродная сварка
Этот тип сварки, также известный как дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) и дуговая сварка в среде защитного флюса, обычно считается лучшим общим процессом для сварки чугуна — при условии, что сварочные стержни. Выбор электрода будет зависеть от области применения, требуемого цветового соответствия и объема послесварочной обработки.
Три основных типа присадок для сварных швов чугуна палкой: электроды из никелевого сплава, электроды из медного сплава и электроды с покрытием из чугуна. Чаще всего используются электроды из никелевого сплава, обеспечивающие более прочный сварной шов с более низким коэффициентом теплового расширения, тем самым снижая сварочное напряжение и улучшая сопротивление растрескиванию. Никелевые электроды также можно использовать без предварительного нагрева. При использовании медных или чугунных электродов заготовку следует предварительно нагреть до 250 ° F.
Чаще всего используются электроды из никелевого сплава, обеспечивающие более прочный сварной шов с более низким коэффициентом теплового расширения, тем самым снижая сварочное напряжение и улучшая сопротивление растрескиванию. Никелевые электроды также можно использовать без предварительного нагрева. При использовании медных или чугунных электродов заготовку следует предварительно нагреть до 250 ° F.
Во всех случаях электрическая дуга должна быть направлена на сварочную ванну, а не на основной металл.Это сведет к минимуму разбавление по мере плавления и плавления металлов. Также рекомендуется использовать минимально возможную разрешенную настройку тока, чтобы минимизировать тепловую нагрузку, и выполнять сварку с рукоятью в вертикальном положении.
Этот метод также можно использовать для сварки чугуна со сталью, так как сталь подойдет для всего, что подходит для чугуна.
Узнайте больше о дуговой сварке
2. Сварка МИГ
Хотя дуговая или электродная сварка предпочтительнее, чем сварка чугуна методом MIG, все же можно использовать MIG.
В идеале сварка MIG должна выполняться никелевой проволокой, хотя можно также использовать менее дорогую стальную проволоку. Смесь 80% аргона и 20% углекислого газа подойдет для большинства применений, хотя в конечном итоге это приведет к коррозии сварного шва.
Наконец, хотя можно использовать припойную проволоку, ее не рекомендуется использовать для металлов, которые будут испытывать нагрузку или удар, так как это создает слабый сварной шов.
Узнайте больше о сварке MIG
3. Сварка TIG
СваркаTIG может обеспечить прочный и чистый сварной шов на чугуне, хотя никелевая проволока является единственным реальным вариантом для этого метода, что делает его дорогостоящим.При правильном выборе газа, проволоки и настроек можно пропустить этапы предварительного и последующего нагрева, а также холодную сварку. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Узнайте больше о сварке TIG
4.
 Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сваркаКак и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе в качестве энергии сварки используется кислородно-ацетиленовая горелка. При сварке чугуна этим методом можно использовать медно-цинковые или железные электроды.
Важно не допускать окисления чугуна во время сварки, так как это приведет к потере кремния и образованию белого чугуна в сварном шве. Как и при дуговой сварке, стержень следует оплавлять непосредственно в сварочную ванну, чтобы минимизировать температурные градиенты.
Поскольку газовая сварка происходит медленнее и имеет более низкую температуру пламени, чем при дуговой сварке, этот процесс обычно позволяет избежать проблемы миграции углерода. Однако такой низкий нагрев может затруднить сварку крупных компонентов, и это также медленный процесс.
Подробнее о кислородно-ацетиленовой сварке
5. Сварка припоем
Паяльная сварка может использоваться для сварки чугунных деталей, так как она оказывает минимальное воздействие на сам основной металл.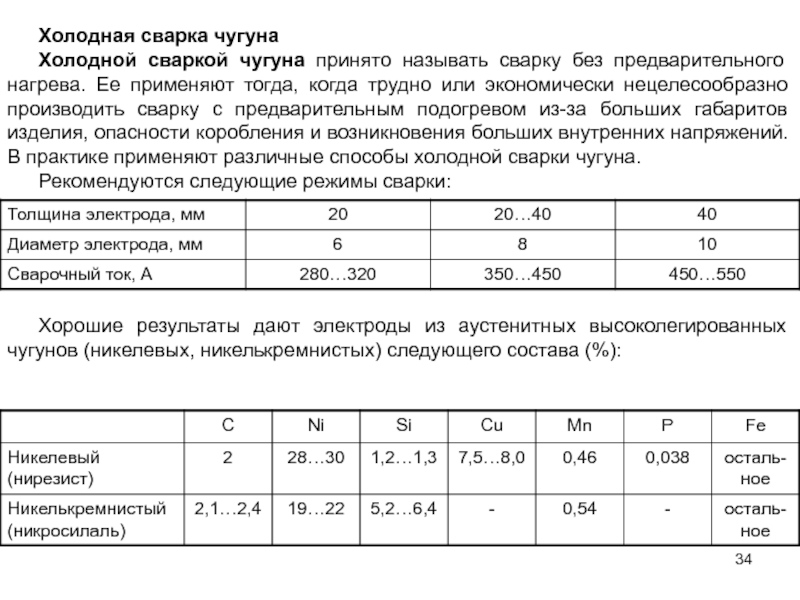 И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой точки плавления присадки.
И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой точки плавления присадки.
Как и в случае с другими методами, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, способствуя смачиванию, очищая поверхность и позволяя наполнителю течь по основному металлу.
Также возможна пайкаTIG с использованием более низкой силы тока для нагрева заготовки, избегая плавления чугуна. Кожух горелки для газа аргона защищает зону пайки, что означает, что нет необходимости использовать флюс, как с кислородным топливом.
Узнайте больше о сварке припоем
Как упоминалось выше, выбор сварочного стержня важен для сварки чугуна, хотя большинство экспертов советуют использовать никелевые стержни.
Никелевые стержни содержат специальный флюс с высоким содержанием графита для минимизации миграции углерода в металл шва и зону термического влияния. Два типа никелевых прутков:
Два типа никелевых прутков:
1. 99% никелевые стержни
Эти электроды дороже других вариантов, но также обеспечивают наилучшие результаты. Прутки с содержанием 99% никеля позволяют получить сварные швы, которые поддаются механической обработке, и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, податливый наплавленный металл.
2. 55% никелевые стержни
Менее дорогие, чем стержни на 99%, они также поддаются механической обработке и часто используются для ремонта толстых секций.Более низкий коэффициент расширения означает, что они образуют меньше трещин на линии плавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни — самый дешевый вариант из трех и лучше всего подходят для простого ремонта и заполнения. Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются обработке.Однако, несмотря на эти недостатки, стальные стержни могут выдерживать не полностью чистые отливки и более удобны для использования в дуговых процессах.
Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются обработке.Однако, несмотря на эти недостатки, стальные стержни могут выдерживать не полностью чистые отливки и более удобны для использования в дуговых процессах.
Сварные швы чугуна можно обработать путем приложения сжимающих напряжений (упрочнение) и послесварочного нагрева.
Ковка
Когда сварной шов охлаждается и сжимается, возникает растягивающее напряжение, приводящее к трещинам сварного шва, если они достигают критической точки. Вероятность растрескивания можно снизить за счет приложения сжимающего напряжения, которое противостоит растягивающему напряжению, связанному с охлаждением.Напряжение сжатия прикладывается путем упрочнения (с использованием молотка для ударной обработки с нанесением умеренных ударов), которое деформирует сварной шов, пока он остается мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва.
Нагрев после сварки
Слишком быстрое охлаждение чугуна может привести к его напряжению и растрескиванию. Процесс охлаждения можно замедлить, используя изоляционные материалы или периодическое нагревание. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью, позволяя металлу остыть по мере затухания огня.
При сварке чугуна следует учитывать некоторые дополнительные факторы:
Герметизация трещин
Крошечные трещины имеют тенденцию появляться рядом даже при соблюдении надлежащей процедуры сварки чугуна. Если вам требуется водонепроницаемая отливка, вы можете устранить утечку с помощью герметика, который предотвратит ржавление при эксплуатации.
Ремонт методом шпильки
Устранение серьезных трещин в крупных отливках может быть достигнуто путем просверливания и нарезания резьбовых отверстий на поверхностях, которые были скошены для приема металла ремонтного шва.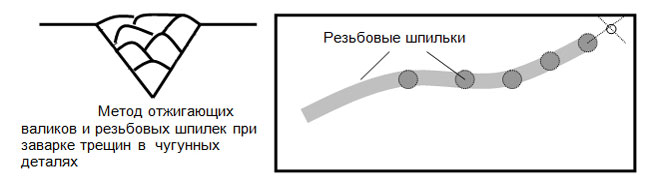 Вкрутите стальные шпильки в резьбовые отверстия, убедившись, что от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки находятся над поверхностью. Медленно и осторожно приварите шпильки на место и покройте всю поверхность разрыва хорошим наплавленным слоем. Этот осадок позволит соединить две стороны трещины вместе. Этот метод также может повысить прочность сварных швов чугуна.
Вкрутите стальные шпильки в резьбовые отверстия, убедившись, что от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки находятся над поверхностью. Медленно и осторожно приварите шпильки на место и покройте всю поверхность разрыва хорошим наплавленным слоем. Этот осадок позволит соединить две стороны трещины вместе. Этот метод также может повысить прочность сварных швов чугуна.
Сваривать чугун можно, но при этом необходимо соблюдать правильную технику и осторожность, чтобы не допустить растрескивания.Большинство методов сварки требуют очистки поверхности материала, и для чугуна требуется предварительный и послесварочный нагрев, а также тщательное охлаждение.
TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу с литой сталью. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы чувствуете, что мы можем помочь вам с вашим проектом.
Связанные часто задаваемые вопросы (FAQ)
Как сварить чугун со сталью — сделать из металла
Существует довольно широкий спектр причин, по которым кто-то может захотеть сварить чугун со сталью. Независимо от того, является ли конечное использование структурным, декоративным или чем-то средним, есть способы заставить эти два металла склеиться.
Независимо от того, является ли конечное использование структурным, декоративным или чем-то средним, есть способы заставить эти два металла склеиться.
Во-первых, однако, для полной ясности:
Можно ли сварить чугун со сталью? Да, можно ли утюг приваривать к стали. Успешность этого будет зависеть от типа свариваемого железа, а также от выбора электрода.
В этом руководстве я расскажу о некоторых способах успешного выполнения этой задачи в зависимости от вашего приложения.Я никоим образом не утверждаю, что мои методы — лучшие, это просто то, что сработало для меня и других.
Декоративная сварка
Я подумал, что лучше сначала избавиться от этого. Если вы занимаетесь декоративными работами, например, привариваете необычные металлические изделия к низкоуглеродистой стали по какой-либо причине, вам не нужно слишком сильно волноваться по поводу обеспечения максимально прочного соединения.
Если все, что вам нужно, — это заставить его прилипнуть, то вам, вероятно, удастся просто использовать нержавеющую проволоку с дуговой сваркой с флюсовым сердечником (FCAW), также известной как «безгазовый MIG». Высокое содержание никеля в нержавеющей стали способствует слипанию железа и стали.
Высокое содержание никеля в нержавеющей стали способствует слипанию железа и стали.
Имейте в виду, что это решение только для более тонких материалов, и ваши сварные швы не будут такими уж прочными, но это быстрый и грязный способ сделать это, чтобы вы могли продолжить свой день. Чтобы было ясно, сварные швы потрескаются, когда вы приложите достаточное давление.
Если вам нужен провод, то этот подойдет (Amazon), и он не слишком дорогой.
Настоящая сварка
Если вам нужно решение, более прочное, чем проволока с сердечником из нержавеющей стали, вы можете использовать сварку MIG или TIG с использованием проволоки или прутка на никелевой основе.В некоторых местах этот никель-стержень называют. Ваш местный поставщик сварочных материалов, вероятно, лучше всего подскажет вам точные марки, так как они будут знать, что доступно в вашем регионе. Кроме того, время от времени появляются новые типы проволоки и прутков, поэтому они будут самыми актуальными для этих странных приложений.
Проблема при сварке стали с чугуном заключается в том, что чугун очень легко трескается. Когда это произойдет, от этого будет трудно избавиться.
Один из способов справиться с этим — контролировать охлаждение чугуна.Некоторые люди делают такие вещи, как закапывание сварного шва горячим песком или накрытие одеялом из керамического волокна с высокой температурой (как здесь, на Amazon).
На этом этапе вы в основном ориентируетесь на чугун, поскольку сталь обычно хорошо сваривается. Я настоятельно рекомендую вам прочитать мое руководство по сварке чугуна, так как в нем есть много советов, как избежать растрескивания. Только не забудьте использовать никелевый наполнитель, а остальное — как чугун.
Я слышал о других специалистах, использующих особые методы сварки чугуна со сталью, хотя сам не пробовал их.
Один из таких методов заключается в наложении никелевого сварного шва на каждую деталь отдельно, а затем приваривание никелевого валика для соединения их вместе. Предполагается, что это помогает с проплавлением и позволяет сосредоточиться на том, чтобы сварной шов работал правильно на железе независимо.
Предполагается, что это помогает с проплавлением и позволяет сосредоточиться на том, чтобы сварной шов работал правильно на железе независимо.
Опять же, я сам не пробовал. Я, наверное, в следующий раз приваю чугун к стали. Хотя, честно говоря, это случается нечасто, и я все равно предпочитаю пайку.
Другое, более предпочтительные варианты
Я всегда избегаю сварки чугуна, если могу.Трудно понять, есть ли трещины, которые будут со временем распространяться и выходить из строя в самом худшем случае.
Лично я предпочитаю по возможности использовать механические застежки. Чугун довольно легко резать (хотя он грязный), поэтому часто есть способ просверлить и нарезать отверстие для болта или просверлить отверстие для какого-либо штифта.
Если это невозможно, пайка — отличное решение. Все, что вам нужно, это кислородная горелка и хороший припой с флюсовым сердечником, и вы готовы устроить замечательный беспорядок.
Если серьезно, то пайка — это совсем другое дело, чем сварка. Я лично рекомендую попробовать пайку на различных материалах, если вы раньше не делали этого успешно. Может быть, попробовать медные трубы, затем стальные, а затем чугунные.
Я лично рекомендую попробовать пайку на различных материалах, если вы раньше не делали этого успешно. Может быть, попробовать медные трубы, затем стальные, а затем чугунные.
Пайка — отличный навык, но это отдельный навык. Не ждите хороших результатов с первой, второй или десятой попытки. Тем не менее, он отлично работает на железе, и я очень рекомендую его.
Различные виды железа
Существует четыре основных типа железа, с одним из которых легче работать, чем с другими.Это белый, серый, ковкий и ковкий чугун.
Если вы не делаете что-то необычное, вы, скорее всего, увидите серый чугун. Когда оно треснет, железо выглядит серым. Сравните это с белым чугуном, который в трещинах выглядит белым. Это заставляет задуматься, откуда они взяли имена.
Разница между ними в том, что белый чугун тверже, но более хрупок, чем серый чугун. Другими словами, белый цвет труднее сваривать из-за проблем с растрескиванием. Как правило, вам лучше просто держаться подальше от этого.
Ковкий чугун — это просто белый чугун, который медленно охлаждается после формования. Медленный процесс охлаждения делает его менее хрупким. Что касается сварки, то по сути это просто белый чугун. У вас не будет достаточного контроля, чтобы снова охладить утюг, чтобы он вернулся в свое податливое состояние в области сварного шва.
Ковкий чугун прекрасен. Он намного менее хрупкий, чем другие утюги, и это потому, что это смесь легирующих элементов, таких как магний.Это означает, что вероятность появления трещин при сварке меньше. Это также означает, что он дороже, поэтому встречается не так часто, как серый чугун.
Вы, скорее всего, столкнетесь с высокопрочным чугуном при работе с трубами. Как правило, на нем есть что-то, что идентифицирует его как пластичное (например, «DI» или «пластичный» литой фланец).
Кроме того, серый чугун, как правило, более гладкий и пластичный, выглядит так, как будто его забили молотком (закруглили). Если вы все еще не уверены, попробуйте выяснить, сколько лет утюгу. Ductile стал популярным только в 70-х годах.
Ductile стал популярным только в 70-х годах.
В конце концов, если вам нужно его сварить, просто сварите. Это либо сработает, либо нет.
Надеюсь, что это поможет.
Урок 5 — Сварка присадочных металлов для нержавеющих сталей
Урок 5 — Сварка присадочных металлов для нержавеющих сталей © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. V 5.22 ЭЛЕКТРОДЫ ЗА СВАРКА В РОЛЯХ УТЮГ ВСТУПЛЕНИЕ ТРАНСЛИРОВАТЬ IRON Cast железо — это высокоуглеродистый сплав железа, обычно содержащий 3.5% углерода или более. Там несколько категорий из чугуна. Чаще всего называют серым чугуном, потому что большая часть углерод отделился от железа и рассыпается по материалу в виде мелких чешуйки свободного графита. Этот графит делает изломанную поверхность серой. 5.22.0.1 Если серый чугун быстро охлаждается от в расплавленном состоянии углерод остается связанным с железо в виде очень твердого карбида железа, называемого цементитом.Наличие цементит делает железная масса очень твердая и хрупкая. Поверхность излома кажется белой; следовательно,
имя «белый»
железо ». Белое железо не сваривается.
5.22.0.2 Когда
белый чугун повторно нагревается до высокой температуры, карбид железа берется
решение. Если нагретый утюг
охлаждается очень медленно, углерод остается в растворе в железе, и
результат «податливый
железо ». 5.22.0.3
Когда небольшое количество определенных элементов,
такие как магний, добавляются к расплавленному
железо, магний действует как ядра углерода, образуя маленькие сферы или узелки
при охлаждении.Этот
называется «чугун с шаровидным графитом». 5.22.0.4
Серый чугун не пластичный; белый
железо очень твердое и хрупкое; ковкое железо — причина
умело мягкий и пластичный; и узловой
железо пластичное. 5.22.1
Никель-Арк
55 (AWS
A5.15
Класс ENiFe-CI)
— Электроды Nickel-Arc 55 имеют сердечник
проволока из 55% никеля и 45% железа. Этот
комбинация была разработана специально для нанесения трещин
свободные сварные швы в чугуне. Электроды хорошо подходят как для чередования
текущий и прямой
Текущий.
Поверхность излома кажется белой; следовательно,
имя «белый»
железо ». Белое железо не сваривается.
5.22.0.2 Когда
белый чугун повторно нагревается до высокой температуры, карбид железа берется
решение. Если нагретый утюг
охлаждается очень медленно, углерод остается в растворе в железе, и
результат «податливый
железо ». 5.22.0.3
Когда небольшое количество определенных элементов,
такие как магний, добавляются к расплавленному
железо, магний действует как ядра углерода, образуя маленькие сферы или узелки
при охлаждении.Этот
называется «чугун с шаровидным графитом». 5.22.0.4
Серый чугун не пластичный; белый
железо очень твердое и хрупкое; ковкое железо — причина
умело мягкий и пластичный; и узловой
железо пластичное. 5.22.1
Никель-Арк
55 (AWS
A5.15
Класс ENiFe-CI)
— Электроды Nickel-Arc 55 имеют сердечник
проволока из 55% никеля и 45% железа. Этот
комбинация была разработана специально для нанесения трещин
свободные сварные швы в чугуне. Электроды хорошо подходят как для чередования
текущий и прямой
Текущий. Металл шва с высоким содержанием никеля обладает способностью поглощать углерод.
это вымыто
из чугуна и по-прежнему остаются прочными и пластичными. Наплавленный металл
легко обрабатывается.
5.22.1.1 Звук,
Ремонтные и соединительные швы без трещин могут быть серыми, пластичными и
чугун с шаровидным графитом с электродами Nickel-Arc 55.
Если свариваемая деталь представляет собой использованную отливку, масло
и смазку нужно выгореть перед
сварка во избежание пористости. А.
Типичные свойства
Никель-Арк
Сварной металл:
Прочность на растяжение (фунт / кв. Дюйм) 58,500
Твердость сварного шва в сером чугуне
90-100 р б Обрабатываемость
Отличный цвет
Match Good .
Металл шва с высоким содержанием никеля обладает способностью поглощать углерод.
это вымыто
из чугуна и по-прежнему остаются прочными и пластичными. Наплавленный металл
легко обрабатывается.
5.22.1.1 Звук,
Ремонтные и соединительные швы без трещин могут быть серыми, пластичными и
чугун с шаровидным графитом с электродами Nickel-Arc 55.
Если свариваемая деталь представляет собой использованную отливку, масло
и смазку нужно выгореть перед
сварка во избежание пористости. А.
Типичные свойства
Никель-Арк
Сварной металл:
Прочность на растяжение (фунт / кв. Дюйм) 58,500
Твердость сварного шва в сером чугуне
90-100 р б Обрабатываемость
Отличный цвет
Match Good .