Экзотермическая сварка — Exothermic welding
Термитная сварка стала шагом вперед в соединении рельсов Выполняется термитная сварка.Экзотермическая сварка , также известная как экзотермическая сварка , термитная сварка ( TW ) и термитная сварка , представляет собой процесс сварки, в котором для прочного соединения проводников используется расплавленный металл. Процесс использует в экзотермической реакции в виде термитной композиции для нагрева металла, и не требует внешнего источника тепла или тока. Химическая реакция, которая производит тепло, представляет собой алюминотермическую реакцию между алюминиевым порошком и оксидом металла.
Обзор
При экзотермической сварке алюминиевая пыль восстанавливает оксид другого металла , чаще всего оксида железа , поскольку алюминий обладает высокой реакционной способностью. Оксид железа (III) обычно используется:
- F е 2 О 3 + 2 А л ⟶ 2 F е + А л 2 О 3 {\ Displaystyle \ mathrm {Fe_ {2} O_ {3} +2 \ Al \ longrightarrow 2 \ Fe + Al_ {2} O_ {3}}}
Продуктами являются оксид алюминия , свободное элементарное железо и большое количество тепла . Реагенты обычно измельчаются и смешиваются со связующим для сохранения твердости материала и предотвращения разделения.
Обычно реагирующая композиция представляет собой пять частей порошка красного оксида железа (ржавчины) и три части порошка алюминия по весу, воспламеняемых при высоких температурах. Происходит сильно экзотермическая (выделяющая тепло) реакция, которая в результате восстановления и окисления производит раскаленную добела массу расплавленного железа и шлак из тугоплавкого оксида алюминия . Расплавленный чугун — это фактический сварочный материал; оксид алюминия намного менее плотен, чем жидкое железо, и поэтому плавает в верхней части реакции, поэтому при сварке необходимо учитывать, что фактический расплавленный металл находится на дне тигля и покрыт плавающим шлаком.
Можно использовать другие оксиды металлов, такие как оксид хрома, для получения данного металла в его элементарной форме. Медный термит с использованием оксида меди используется для создания электрических соединений:
- 3 C ты 2 О + 2 А л ⟶ 6 C ты + А л 2 О 3 {\ Displaystyle \ mathrm {3 \ Cu_ {2} O + 2Al \ longrightarrow 6 \ Cu + Al_ {2} O_ {3}}}
Термитная сварка широко применяется для сварки железнодорожных рельсов. Одной из первых железных дорог, оценивавших использование термитной сварки, была железная дорога Делавэра и Гудзона в США в 1935 году. Качество сварки химически чистого термитов низкое из-за низкого проникновения тепла в соединяемые металлы и очень низкого содержания углерода и сплава. содержание в почти чистом расплавленном чугуне. Для получения прочных железнодорожных сварных швов концы рельсов, подвергаемых термитной сварке, предварительно нагревают горелкой до оранжевого цвета, чтобы жидкая сталь не остыла во время разливки.
Поскольку при термитной реакции образуется относительно чистое железо, а не гораздо более прочная сталь, в термитную смесь включаются небольшие окатыши или стержни из высокоуглеродистого легирующего металла; эти легирующие материалы плавятся от тепла термитной реакции и смешиваются с металлом сварного шва. Состав легирующих валиков будет варьироваться в зависимости от свариваемого рельсового сплава.
Реакция достигает очень высоких температур, в зависимости от используемого оксида металла. Реагенты обычно поставляются в виде порошков, реакция запускается искрой от кремневой зажигалки. Однако энергия активации этой реакции очень высока, и для ее инициирования требуется либо использование «вспомогательного» материала, такого как порошкообразный металлический магний, либо очень горячий источник пламени. Образовавшийся шлак из оксида алюминия выбрасывается.
При сварке медных проводников в процессе используется полупостоянная графитовая тигельная форма , в которой расплавленная медь, полученная в результате реакции, протекает через форму и вокруг свариваемых проводников, образуя между ними электрически проводящий сварной шов. Когда медь остывает, форма либо отламывается, либо остается на месте. В качестве альтернативы можно использовать ручные графитовые тигли. Преимущества этих тиглей включают портативность, более низкую стоимость (поскольку их можно использовать повторно) и гибкость, особенно в полевых условиях.
Когда медь остывает, форма либо отламывается, либо остается на месте. В качестве альтернативы можно использовать ручные графитовые тигли. Преимущества этих тиглей включают портативность, более низкую стоимость (поскольку их можно использовать повторно) и гибкость, особенно в полевых условиях.
Свойства
Экзотермический сварной шов имеет более высокую механическую прочность, чем другие формы сварного шва, и превосходную коррозионную стойкость. Он также очень стабилен при воздействии повторяющихся импульсов короткого замыкания и не страдает повышенным электрическим сопротивлением в течение срока службы установки. Однако этот процесс дорогостоящий по сравнению с другими сварочными процессами, требует поставки сменных форм, страдает недостаточной повторяемостью и может затрудняться из-за влажных условий или плохой погоды (при выполнении на открытом воздухе).
Приложения
Экзотермическая сварка обычно используется для сварки медных проводников, но подходит для сварки широкого спектра металлов, включая нержавеющую сталь , чугун , обычную сталь , латунь , бронзу и монель . Это особенно полезно для соединения разнородных металлов. Процесс продается под разными названиями, такими как Harger ULTRASHOT, American Rail Weld, ERICO CADWELD, Quikweld, Tectoweld, Ultraweld, Techweld, TerraWeld, Thermoweld, Ardo Weld, AmiableWeld, AIWeld, FurseWeld, CADWELL TVT и KumWELL TVT и KumWELL TVT.
Из-за хорошей электропроводности и высокой стабильности перед импульсами короткого замыкания экзотермические сварные швы являются одним из вариантов, определенных в § 250.7 Национального электрического кодекса США для заземляющих проводов и перемычек . Это предпочтительный метод соединения, и действительно, это единственный приемлемый способ соединения меди с оцинкованным кабелем. NEC не требует перечисления или маркировки таких экзотермических сварных соединений, но некоторые технические спецификации требуют, чтобы завершенные экзотермические сварные швы проверялись с помощью рентгеновского оборудования.
Сварка рельсов
Соединение трамвайных путей Трамвайные пути присоединились недавноИстория
Современная термитная сварка рельсов была впервые разработана Гансом Гольдшмидтом в середине 1890-х годов в качестве еще одного приложения для термитной реакции, которую он первоначально исследовал для получения высокочистого хрома и марганца. Первая железнодорожная ветка была сварена с использованием этого процесса в Эссене, Германия, в 1899 году, и рельсы, сваренные термитной сваркой, приобрели популярность, поскольку они обладали преимуществом большей надежности с дополнительным износом рельсов из-за новых электрических и высокоскоростных систем. Одним из первых, кто начал применять этот процесс, были города Дрезден , Лидс и Сингапур . В 1904 году Гольдшмидт основал свою одноименную компанию Goldschmidt Thermit Company (известную сегодня под этим названием) в Нью-Йорке, чтобы применить эту практику на железных дорогах Северной Америки.
В 1904 году Джордж Э. Пеллиссер, студент инженерного факультета Вустерского политехнического института, который следил за работой Гольдшмидта, обратился к новой компании, а также к железной дороге на Холиок-стрит в Массачусетсе. Пеллиссье руководил первой установкой пути в Соединенных Штатах с использованием этого процесса 8 августа 1904 года и продолжал совершенствовать его как для железной дороги, так и для компании Гольдшмидта в качестве инженера и суперинтенданта, включая ранние разработки в области непрерывных сварных рельсовых процессов, которые позволили соединить все рельсы целиком, а не только основание и перемычку. Хотя сегодня не все сварные швы рельсов выполняются с использованием термитного процесса, он по-прежнему остается стандартной рабочей процедурой во всем мире.
Процесс
Как правило, концы рельсов очищаются, выравниваются ровно и точно на расстоянии 25 мм (1 дюйм). Этот зазор между концами рельсов для сварки предназначен для обеспечения стабильных результатов заливки расплавленной стали в сварочную форму. В случае сбоя сварки концы рельсов можно обрезать до зазора 75 мм (3 дюйма), удалив расплавленные и поврежденные концы рельсов, а также попытаться выполнить новую сварку с помощью специальной формы и большей термитной загрузки. Формы из закаленного песка, состоящие из двух или трех частей, зажимаются вокруг концов рельса, и горелка подходящей теплоемкости используется для предварительного нагрева концов рельса и внутренней части формы.
В случае сбоя сварки концы рельсов можно обрезать до зазора 75 мм (3 дюйма), удалив расплавленные и поврежденные концы рельсов, а также попытаться выполнить новую сварку с помощью специальной формы и большей термитной загрузки. Формы из закаленного песка, состоящие из двух или трех частей, зажимаются вокруг концов рельса, и горелка подходящей теплоемкости используется для предварительного нагрева концов рельса и внутренней части формы.
Необходимое количество термитов с легирующим металлом помещается в огнеупорный тигель, и когда рельсы достигают достаточной температуры, термит поджигается и дает возможность прореагировать до завершения (давая время любому легирующему металлу, чтобы полностью расплавиться и смешаться, что дает желаемая жидкая сталь или сплав). Затем в реакционный тигель открывают дно. Современные тигли имеют в разливочном сопле саморез. Расплавленная сталь течет в форму, плавится с концами рельсов и образует сварной шов.
Шлак, который легче стали, вытекает из тигля последним и перетекает из формы в стальной сборный резервуар, который после охлаждения утилизируется. Дают остыть всей установке. Форма удаляется, и сварной шов очищается путем горячего долбления и шлифовки для получения гладкого соединения. Обычно время от начала работы до того, как поезд может переехать через рельс, составляет примерно от 45 минут до более часа, в зависимости от размера рельса и температуры окружающей среды. В любом случае, рельсовая сталь должна быть охлаждена до температуры ниже 370 ° C (700 ° F), прежде чем она сможет выдержать вес железнодорожных локомотивов.
Когда для рельсовых цепей используется термитный процесс — соединение проводов с рельсами с помощью медного сплава , используется графитовая форма. Графитовая форма может использоваться много раз, потому что медный сплав не такой горячий, как стальные сплавы, используемые при сварке рельсов. При сигнальном соединении объем расплавленной меди довольно мал, примерно 2 см 3 (0,1 куб.
Затвердевшая песчаная форма тяжелая и громоздкая, ее необходимо надежно закрепить в очень специфическом положении, а затем подвергнуть воздействию сильного тепла в течение нескольких минут перед выстрелом заряда. При сварке рельсов в длинные струны необходимо учитывать продольное расширение и сжатие стали. Британская практика иногда использует какое-либо скользящее соединение в конце длинных участков непрерывно сваренного рельса, чтобы обеспечить некоторое движение, хотя и с использованием тяжелой бетонной шпалы и дополнительного количества балласта на концах шпал, пути, которая будет предварительно напряженный в соответствии с температурой окружающей среды во время его установки, будет развиваться напряжение сжатия при высокой температуре окружающей среды или напряжение растяжения при низкой температуре окружающей среды, его прочное прикрепление к тяжелым шпалам предотвращает коробление или другую деформацию.
Текущая практика заключается в использовании сварных рельсов повсюду на высокоскоростных линиях, а компенсационные швы сводятся к минимуму, часто только для защиты стыков и переходов от чрезмерного напряжения. Американская практика кажется очень похожей: прямое физическое ограничение перил. Рельс подвергается предварительному напряжению или считается «нейтральным к напряжению» при определенной температуре окружающей среды. Эта «нейтральная» температура будет варьироваться в зависимости от местных климатических условий, учитывая самые низкие зимние и самые теплые летние температуры.
Рельс физически крепится к шпалам или шпалам с помощью рельсовых анкеров или противоскользящих устройств. Если балласт пути хороший и чистый, шпалы в хорошем состоянии, а геометрия пути хорошая, то сварной рельс выдержит перепады температуры окружающей среды, нормальные к региону.
Удаленная сварка
Дистанционная экзотермическая сварка — это разновидность экзотермической сварки, при которой два электрических проводника соединяются на расстоянии. Этот процесс снижает неотъемлемые риски, связанные с экзотермической сваркой, и используется в установках, требующих от оператора сварки постоянного соединения проводов с безопасного расстояния от перегретого медного сплава .
Процесс включает либо воспламенитель для использования со стандартными графитовыми формами, либо расходуемый герметичный вставной металлический патрон для сварных швов, полупостоянную графитовую тигельную форму и источник воспламенения, который соединяется с патроном с помощью кабеля, обеспечивающего безопасное дистанционное зажигание.
Смотрите также
Рекомендации
внешние ссылки
СваркаРУ — Экзотермическая Резка — Оборудование и Материалы
Цены и остатки не указаны по техническим причинам.
Просим уточнить стоимость и наличие продукции у наших сотрудников.
Приносим извинение за неудобство.
SLICE — Не возможно перечислить то… Что можно разрезать!!!
Arcair SLICE Exothermic Cutting Process — Экзотермическая Резка:
- В отличие от любой другой технологии резки используемой в настоящее время, новая Система Arcair Slice позволяет вырезать, сжигать или прожигать практически любые металлические, неметаллические или композиционные материалы
- Успешное разделение сложных для резки материалов таких как нержавеющая сталь и сплавы, чугун, алюминий, магний, другие цветные металлы
- Резка шлака или огнеупорных материалов, пробивка через бетон или кирпич
- Даже если это покрыто плотным слоем ржавчины, грязи или продуктами коррозии, это все можно разрезать системой Slice
- Руки сотен рабочих держат системы Arcair Slice в цехах заводов или на местах ремонта и удаляют болты не имеющие головки или закисшие шпильки, вырезают канализационные или магистральные трубы с изоляцией, легко справляются с арматурой или конструкционной сталью с покрытием
- Вы можете прожигать настил мостов, трубы одетые в бетон или ограждения автострад, или удалить твердосплавный слой наплавленный на поверхность
- Эта уникальная система является типичным инструментом в подразделениях обслуживания или ремонта, бригадах строительства или сноса зданий, разделки металлолома или спасательных работ
- Позволяет удалять режущие ножи погрузчиков для ремонта или замены, или даже прожигать металлический каркас через слой грязи или ржавчины
- Ранее не существовало более универсального режущего инструмента!
Высокая скорость резки:
- поскольку при работе Системой Arcair Slice не требуется предварительного нагрева, то можно начинать резку сразу, выполняя свою задачу быстрее
- по сравнению с ацетиленокислородной резкой низкоуглеродистой стали толщиной 75мм система Slice режет в три раза быстрее, а при резке стали 3мм, резка быстрее в двое
- Вы получите аналогичные результаты на других металлах
- без сомнений, что в отличие от Slice, используя ацетиленокислородную резку, Вы не сможете разрезать алюминий, нержавеющую сталь, чугун или минеральные заполнители
Принцип работы:
- В системе Slice используется специальный резак Arcair, который подает кислород и электрический ток к стержню для экзотермической резки, который имеет запатентованную конструкцию
- Необходимо только обеспечить систему кислородом и 12-вольтовым аккумулятором или сварочным аппаратом
- Аккумулятор обеспечит Вас быстрым поджигом и портативностью
- Для начала резки Вы просто включаете кислород и касаетесь концом режущего стержня устройства поджига SLICE
- Режущий стержень загорается и продолжает гореть в течении всего процесса резки
- Стержень производит достаточную температуру для резки практически любого материала
Удобство и простота в использовании:
- Резак Slice имеет специально разработанную удобную рукоятку, прочный, но легкий щиток для защиты оператора от температуры и искр, и нажимной рычаг на ручке для удобства контроля за подачей кислорода
- Как опция возможны цанговый удлинитель и защита, обеспечивающие дополнительную защиту от температуры при использования Slice при прожоге.

- Резак Arcair Slice в комплекте с кабелями и стержнем весит меньше чем 3.2кг

Правильный режущий стержень для любой работы:
- Arcair позволяет выбрать именно тот режущий стержень, который лучше для Вашей работы:
- Экономичные стержни ф6.4×559мм ( ф1/4″х22″)
- Стержни для тяжелого режима работы с диаметром 9.5мм (3/8″) для широкой резки толстых материалов и для прожога
- Стержни покрытые флюсом для более производительной резки из расчета на дюйм длины стержня для большей стабильности дуги при резке с электрическим током
- Стержни ф6.4×1118мм (ф1/4″х44″) без покрытия, для резки в труднодоступных местах
- Все стержни Slice обеспечивают скоростную резку — как только они зажигаются, они продолжают гореть до тех пор, пока вы сохраните подачу кислорода
Источник высокого качества Экзотермическая Сварка Связи производителя и Экзотермическая Сварка Связи на Alibaba.com
Важность экзотермическая сварка связи на Alibaba.com для крупных или большинства сварочных работ очевидна, и ее нельзя переоценить из-за их свойств защиты от сварки. Эти флюсы не только предотвращают взаимодействие газов, выходящих наружу, со свариваемыми деталями, но и обеспечивают большую точность всего процесса. Смесь различных карбонатных и силикатных материалов в форме этих флюсов защищает свариваемые детали от окисления и, следовательно, является обязательным решением во время процесса. Независимо от того, какие материалы свариваются, эти флюсы играют решающую роль во всех положениях сварки. Надежные экзотермическая сварка связи поставщики и оптовые торговцы предлагают эти продукты по непревзойденным ценам и непревзойденным скидкам.Выбирая из множества этих высококачественных, чистых форм экзотермическая сварка связи, клиенты могут довольствоваться лучшими продуктами, соответствующими их требованиям. Эти продукты являются 100% оригинальными и имеют более длительный срок хранения.
На Alibaba.com можно найти различные варианты этих экзотермическая сварка связи, доступных как в порошкообразной, так и в пастообразной форме, которые клиенты могут выбрать в зависимости от требований. Эти продукты применимы для сварки пайкой, газовой сварки, газовой сварки и сварки в печи. Эти вещества экологичны и безопасны для использования в сварочных процессах. Когда тепло достигает сварных швов, эти продукты выделяют их и предотвращают окисление, которое может ухудшить качество сварки.
Просмотрите различные экзотермическая сварка связи диапазоны на Alibaba.com и получите эти продукты в рамках бюджета. Эти продукты можно настраивать, а также эффективно работать при любых температурах. Можно также купить различные продукты с флюсовым покрытием, предлагаемые по выгодным сделкам.
 Продукция, предлагаемая на сайте, идеально подходит для сварки конструкций из низкоуглеродистой стали, особенно в случае прерывистых сварных швов, таких как тонкие пластины, или других косметических сварок, где требуется аккуратная отделка.
Продукция, предлагаемая на сайте, идеально подходит для сварки конструкций из низкоуглеродистой стали, особенно в случае прерывистых сварных швов, таких как тонкие пластины, или других косметических сварок, где требуется аккуратная отделка. Экзотермическая сварка | ЭлектроПомощник | Яндекс Дзен
Одним из методов соединения проводников является сварка. Наряду с общеизвестными методами электродной сварки (как неметаллическими, так и металлическими – плавящимися и неплавящимися), в электромонтаже применяются и экзотермические (иногда называемые термитные) методы сварки.
Последние нашли свое применение в первую очередь для соединения элементов заземляющих устройств в соответствии с требованиями вступившего с силу с 01.01.2015 года ГОСТ Р 50571.5.54-2013 / МЭК 60364-5-54:2011 «Электроустановки низковольтные. Часть 5-54. Выбор и монтаж электрооборудования. Заземляющие устройства, защитные проводники и защитные проводники уравнивания потенциалов». Пункт 542.2.8 указанного ГОСТ:
«Если заземлитель состоит из частей, которые должны быть соединены вместе, соединение должно быть выполнено экзотермической сваркой, опрессовкой, зажимами или другим разрешённым механическим соединителем».

Чем же объясняется выделение именно экзотермической сварки?
Экзотермическая реакция — химическая реакция, сопровождающаяся выделением теплоты. Экзотермическая сварка — способ сварки, при котором для нагрева металла используется экзотермические химические смеси, состоящие из окислителей и восстановителей в форме порошков, которые при определенной температуре вступают друг с другом в экзотермические реакции в результате которых выделяется большое количество тепла и образуется расплав металлов. Чаще всего, основную реакцию описывает формула:
3CuO + 2Al → 3Cu + Al2O3 + Тепло.
«Основную», т.к. в состав термитной смеси входят и другие компоненты. В зависимости от производителя пропорции могут меняться, но наиболее типичные компоненты, наряду с оксидом меди и алюминием, это медь, свинец, ферромарганец. Зачастую, в композицию для снижения скорости горения и уплотнения термитного заряда вводят клейкую массу.
Использование экзотермической сварки, в отличие от электродуговой, не связано с длительным нагревом соединяемых материалов до высокой температуры и, как следствие, исключает межкристаллитную коррозию в местах сварных соединений. Соединения являются необслуживаемыми и, в отличие от опрессовки и соединений зажимами не требует периодических осмотров.
В 1938 г. специалисты компании ERICO® разработали экзотермический способ сварки CADWELD®, который позднее получил широкое признание в промышленности в качестве основного метода соединения элементов заземления и системы уравнивания потенциалов, катодной защиты и т. д.
Метод предусматривает соединение различных проводников (причем, проводники могут быть из различных металлов или сплавов), помещаемых в сварочную камеру, образуемую либо многоразовой разъемной графитовой формой или сборными прокладками из технического фетра, асбеста или иных материалов, формирующих одноразовую сварочную полость (камеру), в которую в результате горения термитного заряда поступает перегретый расплав, заполняющий сварную камеру и охватывающий находящиеся в камере соединяемые проводники.
На иллюстрации – простейший вариант соединения двух круглых проводников в стык. Сварочный материал CADWELD® засыпной с внешним поджигом, в отличие от CADWELD® PLUS, поставляемого в герметичной жестяной таре со встроенным электроподжигом от дистанционного пульта.
Компания-разработчик утверждает, что соединения выполненные методом экзотермической сварки обладают следующими преимуществами:
● Представляет собой связь на молекулярном уровне, обеспечивающую высокую механическую, коррозионную стойкость и высокую электропроводность с низким переходным сопротивлением;
● Отсутствие окисление соединения или ухудшение характеристик с течением времени;
● Выдерживает предельные нагрузки по току не ниже предельных нагрузок проводника в связи с тем, что температура плавления присадочного материала выше температуры плавления меди;
● Высокая стойкость к влажной и химически агрессивной среде дает возможность использовать, в том числе и для подземных соединений;
● Поперечное сечение стандартных сварочных соединений больше поперечного сечения подлежащих соединению проводников, что компенсирует разность переходного сопротивления между проводником и наплавленным материалом;
● Соединения превосходят требования международных стандартов годности постоянных соединений в системах заземления подстанций;
● Контроль качества осуществляется обычным визуальным осмотром;
● Не требует внешних источников питания или тепла;
● Обеспечивает простоту эксплуатации, транспортировки и хранения комплекта.
Покажем, как выглядит процесс экзотермической сварки в полевых условиях. Приведенные ниже фото сделаны при монтаже электролитического заземления реакторной зоны ПИЯФ им. Б. П. Константинова.
❶ Соединяемые проводники (на фото – два многопроволочных кабеля по 120 квадратов один из них с экраном из медных же проводов и медной фольги, который так же требовалось приварить к заземлителю) вводятся в разъемную форму.
❷ Проверяем, что проводники введены в стык по центру сварной полости.
❸ На дно «камеры сгорания» помещаем жестяной пыж, препятствующий просыпанию термитного заряда в сварочную полость. При горении термитного заряда пыж прогорает.
❹ Насыпаем термитный заряд (мелкий порошок).
❺ Заполнив тигель термитной смесью, насыпаем поверх стартовый состав, имеющий меньшую чем термитная смесь температуру возгорания. Выглядит как мелко помолотая обмазка бенгальских огней.
❻ Закрываем крышку тигеля (прилегает весьма неплотно и сделана, скорее, из соображений безопасности чтобы искры и расплав не летели во все стороны) и поджигаем запальный (стартовый) состав. Буквально секунда — и всё. Остается затушить всё, что загорелось в результате контакта с протекшими излишками расплава и можно снимать с проводников разъемный тигель. К слову, о мерах безопасности. При производстве сварных работ под рукой необходимо иметь песок и лопату, газосварочные очки (лучше маску-хамелеон) и сварочные перчатки (рукавицы), сварочная кошма. Перед поджигом запала следует убедиться, что под тигелем нет того, что может быть повреждено или воспламениться от расплава металла, убраны руки-ноги.
❼ В результате получаем что-то такое:
❽ Качество соединения оценивается визуальным осмотром. Ниже фото явно неудачного соединения, которое сразу отрезали и переварили. Похоже, перед поджигом соединяемые проводники немного разошлись и стык получился корявый.
Как видите, слова о том, что поперечное сечение соединений, получаемых методом экзотермической сварки, больше поперечного сечения подлежащих соединению проводников совершенно справедливы.
На фото видно, что материал расплава представляет собой бронзу типа БрА, т.е. жаропрочный и стойкий к истиранию, коррозионностойкий.
Несколько замечаний:- Описанный выше метод компании ERICO® едва ли можно назвать дешевым. Однако, аналогичные решения есть у ряда других компаний, а сварочные материалы экзотермической сварки есть отечественные.
2. Использовать готовые графитовые или керамические тигели оправдано при выполнении серии однотипных соединений. Для одиночных или если сечения не попадают в линейку типовых стоит использовать одноразовые сварные формы из технического фетра или асбеста. Автору доводилось изготавливать одноразовые формы по месту из гипса.
Для одиночных или если сечения не попадают в линейку типовых стоит использовать одноразовые сварные формы из технического фетра или асбеста. Автору доводилось изготавливать одноразовые формы по месту из гипса.
3. Кроме метода экзотермической сварки при котором соединение производится расплавом, получаемым сварной смесью, известны и широко применяются для соединения алюмо-стальных силовых проводов и кабелей связи термитные заряды в форме «бубликов», в полость которых вводятся концы соединяемых проводников и в процессе горения термитного заряда происходит расплав металла собственно соединяемых проводников.
|
 При соответствующих навыках это может привести к получению более чистых, более непрерывных резов и к меньшему времени пребывания водолаза под водой.
При соответствующих навыках это может привести к получению более чистых, более непрерывных резов и к меньшему времени пребывания водолаза под водой. Ширина реза равна диаметру электрода или несколько больше, в зависимости от видимости в месте производства работ.
Ширина реза равна диаметру электрода или несколько больше, в зависимости от видимости в месте производства работ. 2 мм)
2 мм) Идеальны при заполнении широких щелей между свариваемыми деталями.
Идеальны при заполнении широких щелей между свариваемыми деталями.Экзотермическая резка и строжка | Progk.ru: в г. Краснодар
Экзотермическая резка
Строжка угольным электродом
Химия для сварки
Подводная сварка и резка
Экзотермическая резка, это вид резки, который основан на горении специального стержня в кислородном русле низкого давления. Отличительным свойством такого вида резки является возможность разрезать, прошивать, делать строжку на любых видах металлов разного диаметра. Данный процесс не представляет ничего сложного и легко выполним.
Плюсы использования экзотермической резки:
- используется для всех материалов;
- четкая степень резки;
- не нуждается в подогреве;
- не зависит от наличия электропитания.
Особой отличительной стороной является возможность резать такие тяжело обрабатываемые металлы и материалы, как:
- чугун;
- сталь;
- сплавы;
- цветной металл;
- бетон;
- канат и дерево.
Технология работы
Во время горения образовывается химическая реакция, сопровождающаяся выделением тепла. Температура, которая образуется, составляет более чем 5000 °С, что позволяет совершать резку всех труднообрабатываемых материалов.
Температура, которая образуется, составляет более чем 5000 °С, что позволяет совершать резку всех труднообрабатываемых материалов.
Режущее приспособление представляет собой стержень, который сделан из специальной стали с окружностью до 5 мм, что в свою очередь прикреплен к рычагу диаметром около 2 см. Благодаря тому, что вся установка имеет небольшой вес, это позволяет производить работы в любом месте, без затрат времени и особых сил мастера.
Одной из дополняющей разновидности резки является строжка. Ее применяют для разделения шва с последующей варкой, для сварки в тех участках, где образовался брак шва.
Виды строжек
- воздушно-дуговая;
- газовая.
Принцип работы газовой строжки состоит в том, что специально подогретый резак пламенем не полностью расплавляет материал, и перегорает в потоке кислорода, образовавшиеся окислы выходят на поверхность изделия по направлению строжки. В итоге на участке образуется борозда напоминающая цилиндр.
Принцип работы воздушно-дуговой строжки немного отличается. А именно, в использовании электрического тока и сжатого воздуха. В работе используют все чаще пластинчатые электроды, что дает возможность образовывать более глубокие и точные борозды.
Экзотермическая резка и строжка — это оптимальный вариант для выполнения сварочных работ в подводных условиях, при этом сохраняя все необходимые свойства. Для выполнения работ такого рода, специально обученный человек погружается в воду с генератором постоянного тока.
У нас в ассортименте можно приобрести все необходимое оборудование по доступной стоимости и быстрой доставкой.
Китай Cadweld изделия из экзотермической сварки изготовители по индивидуальному заказу, поставщики, фабрика — Скидки
Экзотермическая сварка
1. Токопроводящая способность от точки сварки такая же, как у проводника с хорошими проводящими характеристиками. После проверки коэффициент сопротивления постоянному току и скорость изменения практически равны нулю до и после сварки. Это тот уровень, который нельзя сравнить ни с одним из традиционных методов сварки.
Токопроводящая способность от точки сварки такая же, как у проводника с хорошими проводящими характеристиками. После проверки коэффициент сопротивления постоянному току и скорость изменения практически равны нулю до и после сварки. Это тот уровень, который нельзя сравнить ни с одним из традиционных методов сварки.
2. Нет необходимости в ресурсах извне. Может эксплуатироваться внутри и снаружи помещений.
3. Это не приведет к повреждению 3 9; Испытание показывает, что проводник будет плавиться раньше, чем точки сварки, когда он подвергается воздействию сильного тока в течение короткого периода времени.
4. Коррозия или провисание не будут возникать при сварке. Поскольку это сварное соединение, без контактной поверхности, без остаточных напряжений, соединение является стабильным и надежным, как долговременное проводящее тело.
5. Так как это сварочный узел, соединитель и проводник объединены на молекулярном. Так что он имеет хорошую механическую прочность и является постоянным соединением.
6. Оборудование простое, удобное и удобное. Операция проста и может быть выполнена.
Диапазон применения экзотермической сварки:
Применяется для молниезащиты и защиты от перенапряжений, строительства компьютерных сетей, проекта заземления электрооборудования, строительства железных дорог, автомагистралей и нефтехимических проектов.
Процесс экзотермической сварки:
1. Очистите соединение пресс-формы и сварного проводника и поместите сварной проводник в центральное положение полости пресс-формы;
2. Закройте форму и установите металлическое защитное кольцо на дне плавильной печи;
3. Залейте сваркой горячим расплавом и распылите пирофорный порошок на поверхность флюса;
4. Накройте крышку формы и подожгите пирофорный порошок в устье формы, используя горелку;
5. Флюс горячего плавления подвергается высокотемпературной реакции в кристаллизаторе после воспламенения;
6. Откройте форму после естественного охлаждения, когда реакция закончится.
Вопросы, требующие внимания:
1. Несвязанный человек не должен находиться в пределах 1. 5 метров от места эксплуатации во время строительства.
2. Легковоспламеняющиеся товары не должны размещаться в пределах 1. 5 метров от места эксплуатации во время строительства.
3. Обслуживающий персонал должен надеть жаропрочные рабочие перчатки.
4. Обслуживающий персонал не должен выполнять работы перед устьем расплавленной формы.
5. Обслуживающий персонал должен находиться на расстоянии не менее 1. 5 метров от расплавленной формы сразу же после того, как пирофорный порошок воспламеняется.
6. Никто не может связаться с расплавленным модулем непосредственно после окончания сварки плавлением.
7. Расплавленный модуль и сварную проволоку охлаждают в течение 30 секунд после завершения сварки плавлением, а затем вынимают с помощью клещи.
8. Сварная проволока подвергается изоляции только тогда, когда проволока полностью охлаждается.
Эта серия продуктов включает в себя экзотермическую сварочную форму, зажим для ручки пресс-формы, экзотермический сварочный порошок и набор вспомогательных инструментов.
Hot Tags: Cadweld продукты экзотермической сварки, Китай, производители, поставщики, завод, индивидуальные, скидка
Процедура экзотермической сварки — Экзотермическая сварка Производитель Поставщик Экспортер
ОБЩИЕ УКАЗАНИЯ ПО БЕЗОПАСНОСТИ:
A. Для соединений следует использовать только оборудование и материалы.
B. Не подключайте элементы, за исключением случаев, указанных в инструкциях. Несоблюдение этих инструкций может привести к неправильным и небезопасным соединениям,
повреждению свариваемых деталей или даже к травмам тела или материальному ущербу.
C. Не используйте изношенное или сломанное оборудование, которое может вызвать утечку.В случае мелких протечек следует использовать герметик.
D. При использовании Weld не используйте упаковку сварочного материала, если она повреждена или повреждена не полностью.
E. Выполняйте соединения в соответствии с инструкциями и всеми регулирующими нормами.
F. Персонал должен быть надлежащим образом обучен и должен носить защитные очки и перчатки.
G. Избегать контакта с горячими материалами.
H. Посоветуйте ближайшему персоналу стоять на расстоянии не менее 7–10 футов от места проведения сварочных работ.
I. Удалите или защищайте горючие материалы от места эксплуатации для защиты от опасности возгорания.
J. Обеспечьте соответствующую вентиляцию рабочей зоны.
K. Не курить при работе с исходным материалом.
L. Избегайте прямого попадания в глаза «вспышек» света от воспламенения исходного материала.
F. Сварочный материал представляет собой экзотермическую смесь и реагирует с образованием горячего расплавленного материала с температурами выше 1400 ° C (2500 ° F) и локальным выделением
дыма.Температура воспламенения сварочного материала превышает 900 ° C (1650 ° F). Эти материалы не взрывоопасны.
G. Соблюдение процедур сварки минимизирует риск ожогов и возгорания, вызванных утечкой горячего расплавленного материала. В случае пожара использование воды или CO2 поможет контролировать горящие контейнеры. Большое количество воды поможет в борьбе с огнем в случае вовлечения экзотермических материалов. Воду следует наносить на расстоянии.
H. Должны соблюдаться все руководящие нормы и правила, а также требования, установленные на рабочем месте.Всегда используйте соответствующее защитное снаряжение, такое как защитные очки, каску и перчатки, в зависимости от области применения.
ПРЕДУПРЕЖДЕНИЕ:
1. Продукты должны устанавливаться и использоваться только в соответствии с инструкциями по продуктам.
2. Продукты нельзя использовать в целях, отличных от тех, для которых они были разработаны, или способом, превышающим указанные номинальные нагрузки.
3. Для обеспечения правильной и безопасной установки и работы необходимо полностью соблюдать все инструкции.
4. Неправильная установка, неправильное использование, неправильное применение или другое несоблюдение инструкций и предупреждений может привести к плохому сварному соединению, повреждению имущества или даже серьезным тяжелым травмам.
Преимущества и недостатки экзотермической сварки:
По сравнению с некоторыми другими видами сварки, экзотермические соединения обладают большей механической вязкостью. Сварной шов может быть защищен от коррозии. Вы просто не заметите увеличения электрического лишнего веса, несмотря на повторяющиеся слабые импульсы сигнала; ваш сварной шов очень прочный.Однако процедура более дорогостоящая. Задача требует сменных форм, ее трудно повторить, что позволяет затруднить ее выполнение из-за плохих погодных условий, если работа выполняется на открытом воздухе.
Экзотермическую сварку можно проводить и вдали от других. Это снижает опасность для сотрудников. Воспламенитель используется с широко распространенными графитовыми формами или приятной каплей внутри сварочного металлического картриджа с чернилами, полупостоянным графитовым тиглем и компанией по зажиганию, которая соединяет ваш контейнер шнуром.
ИНСТРУКЦИИ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И ХРАНЕНИЮ:
1. Форма обычно подходит для 50-60 соединений в полевых условиях.
2. Оборудование хрупкое и требует осторожного обращения.
3. Очистку форм следует производить с помощью соответствующей щетки / инструмента после того, как форма достаточно остынет после процесса сварки. Избегайте очистки горячей формы.
4. Очистку полости следует проводить осторожно, чтобы избежать повреждений / сколов.
5. По окончании работы следует тщательно очистить форму изнутри и снаружи мягкой тканью.При хранении он должен быть правильно завернут в пузырчатую пластиковую упаковку.
6. Формы и сварочный порошок всегда следует хранить в прохладном и сухом месте.
7. Все инструменты и принадлежности необходимо очистить перед хранением для безопасного повторного использования.
Что такое CAD Welding? — Сварочный штаб
При установке систем электрической защиты заземленные электрические соединения должны оставаться стабильными в течение всего срока службы установки. При разрыве соединений механизмы заземления, блокировки и молниезащиты становятся уязвимыми для отказов.
Cad-сварка, применяемая с 1930-х годов, позволяет соединять аналогичные металлы и имеет ряд преимуществ по сравнению с другими типами соединений. Итак, что такое Cad-сварка? Это процесс сварки, в котором используется все более экзотермический термитный контакт между металлом, таким как алюминий и оксид меди, который помогает переносить незагрязненную медь в сварной шов . Здесь мы обсудим все, что нужно знать о сварке CAD.
Что такое сварка в САПР?
Cad-сварка находит все более широкое применение, когда речь идет о соединении стальных арматурных стержней.Гильза в виде трубы с большими стенками действует как вихрь и располагается над соединением, между краями которого имеется зазор. Порошок термитов перекачивается через отверстие, которое также действует как точка возгорания. Термит воспламеняется кислородно-ацетиленовой горелкой, которая, кажется, горит с большой скоростью, что связывает стержни вместе.
Эффект представляет собой соединение полного сечения с силой, равной или большей, чем у арматурной стали. Предполагается, что рельсовые пути выполнены аналогичным образом, за исключением того, что есть форма, которая действует как вихрь, удерживая термит, который не входит в готовый сварной шов.То же самое происходит с кабелями, такими как подземные сети, в гораздо меньшем масштабе, чтобы создать постоянное соединение, поскольку механические усадочные соединения со временем могут выйти из строя.
Что такое Cadweld?
Вы, наверное, слышали термин «Кадвельд» раньше. Но что это такое и как оно работает? Это вопросы, на которые мы постараемся ответить здесь. Cadweld, используемый как торговая марка для процесса, называемого экзотермической сваркой, используется для связывания медных проводников для создания стабильных электрических соединений с минимальным сопротивлением в физических соединениях.
Если экзотермическая сварка не используется для упрочнения швов, контактирующих с землей, со временем прочность соединения будет увеличиваться и подвергнет риску надежность заземления из-за коррозии и воздействия высоких токов в местах соединения со слабой конструкцией. Это может привести к значительному риску безопасности.
Процесс сварки Cadweld — это способ экзотермической сварки различных компонентов, сделанных из металла, вместе в электрически прочном контакте с молекулярной связью, устойчивом к перепадам температур и не подверженном проблемам коррозии, связанным с сжатием или механическими компонентами.
Этот метод сварки объединяет металлы с током, который передает мощность, равную мощности покоящегося проводника, что позволяет снизить удельное сопротивление и, таким образом, обеспечить более прочный путь заземления для будущих коротких замыканий. Экзотермическое соединение почти металл-металл может быть достигнуто с помощью широкого набора пресс-форм, сварочных инструментов и пускового оборудования для процесса сварки.
Когда дело доходит до экзотермических соединений, наиболее часто рекомендуются и устанавливаются соединения Erico Cadweld.Это потому, что их можно использовать для следующих целей:
- Сварные крепления для высоковольтных кабелей — например, экзотермическая сварка существенно разных проводников внутри прозрачных соединений трансмиссии
- Кабельные крепления, такие как перпендикулярные звенья, тройники, перекрестки, несколько стяжек и ответвления
- Крепление плоской шины / ленты к шпильке, включая размыкание и тройник через проводники
- Кабельное соединение к шпильке, в том числе прекращение и тройник через жилы
- Плоская шина / лента на металлических поверхностях, — например, для производства стали и заземления
- Кабель к металлическим поверхностям, например, для установки стальных конструкций и производства
- Плоская шина / ленточная перемычка, такие как перпендикулярные соединения, тройники, гибриды и ответвления, или разработка систем заземления
- Кабель для усиления бетонных стержней или металлических трубопроводов
- Соединения шинопровода или соединения с сетями плоского заземления, кабельные наконечники
Насколько жарко становится Кадвелд?
Экзотермическая смесь, сварочный материал реагирует на температуру, приближающуюся к 1400 ° C или 2500 ° F, и направленный выброс дыма, образуя горячую расплавленную сталь.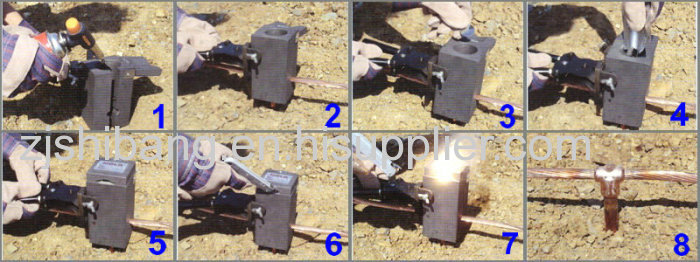 Хотя эти материалы не опасны, температура воспламенения сварочного материала может достигать 900 ° C или 1650 ° F.
Хотя эти материалы не опасны, температура воспламенения сварочного материала может достигать 900 ° C или 1650 ° F.
При соблюдении протоколов сварки Cadweld возможность ожогов и пожаров, вызванных проливом горячего расплавленного материала, будет сведена к минимуму. Использование воды или CO2 в случае пожара может помочь сдержать горящие контейнеры. Большое количество воды поможет в тушении пожара в случае вовлечения экзотермических материалов. Поливать воду следует на расстоянии, при этом необходимо обеспечить:
- Убедитесь, что пресс-форма подходит, а оборудование правильно собрано.
- Избегайте попадания химикатов и влаги в сварную форму и материалы. Связь между горячим расплавленным металлом и влагой или загрязняющими веществами может вызвать выброс горячего материала
- Толщина основного материала должна соответствовать объему и форме соединения во избежание плавления и утечки горячего расплавленного металла
Независимо от того, насколько нагревается Cadweld, вы можете обеспечить свою безопасность во время процесса экзотермической сварки, выполнив шаги, упомянутые выше.
Как выполнить экзотермическую сварку?
Экзотермическая сварка, также называемая экзотермической сваркой или термитной сваркой, представляет собой метод, при котором молниезащитные проводники или заземляющие проводники прочно соединены друг с другом.
Для соединения различных металлов может быть особенно полезен экзотермический шов. Преимущество этого метода перед другими аналогичными процессами состоит в том, что он не требует внешнего источника тепла. Вместо этого он функционирует за счет использования химической экзотермической реакции термитной композиции для нагрева проводников до уровня, при котором после охлаждения может развиться механически прочная молекулярная связь с низким сопротивлением. Здесь термитный состав представляет собой сварочный порошок.
Изготовление экзотермического сварного шва — это простой процесс, включающий оборудование для экзотермической сварки, ручные зажимы, сварочный порошок и формование. Соединения устойчивы к повторяющимся токам короткого замыкания, обладают невероятной проводимостью, долговечны и демонстрируют исключительную устойчивость к эрозии. Большинство экзотермических соединений имеют как минимум площадь поперечного сечения соединенных заземляющих проводов.
Соединения устойчивы к повторяющимся токам короткого замыкания, обладают невероятной проводимостью, долговечны и демонстрируют исключительную устойчивость к эрозии. Большинство экзотермических соединений имеют как минимум площадь поперечного сечения соединенных заземляющих проводов.
Как осуществляется экзотермическое соединение?
Создание экзотермического сварного шва представляет собой простой процесс, включающий, как описано ниже, различные инструменты, зажим для ручки, сварочный порошок, форму и принадлежности для очистки.
- Поместите промытые проводники в экзотермическую форму после ее сушки.Это можно сделать путем предварительного нагрева или создания испытательного стыка .
- Используйте зажим ручки, чтобы закрепить форму, и поместите металлический удерживающий диск в основании экзотермического вихря формы
- Загрузите сварочный порошок в форму и добавьте небольшую порцию сварочного порошка на край формы для быстрого сгорания
- Плотно закрепите крышку формы
- Искровой начальный порошок с кремневым пистолетом
- Для застывания перед открытием формы подождите не менее нескольких секунд после начала реакции экзотермической сварки
- Очистите сварной шов и тщательно протрите форму перед выполнением следующего соединения
Что такое экзотермическая сварка для электротехники?
В ряде проектов инженеры полагаются на электрические соединители.Соединение и заземление составляют основу всех систем электробезопасности. Независимо от проекта критически важно, чтобы электрическое заземление и соединительные звенья работали надежно в течение всего срока службы объекта. Нецелесообразно увеличивать допуск с течением времени и иметь отсутствие связи из-за переходных процессов.
Инженеры-электрики могут свести к минимуму риск экзотермических соединений, вызывающих сбои заземления и системы заземления. Изготовленные в специальной графитовой форме, экзотермические соединения предотвращают повышенное электрическое сопротивление, помогают минимизировать окисление и устраняют ослабление соединений, связанное с вибрацией.
По сравнению с механическими соединениями, экзотермические сварные соединения намного более эффективны. Они создают прочную постоянную связь между теми проводниками, которые:
- Не ослабнет и не деформируется
- Требуется небольшой инструктаж, поддается визуальной оценке
- Сохраняет низкое сопротивление
- Способен выдерживать повторяющиеся токи короткого замыкания без прерывания работы
- Обеспечивает такую же максимальную удерживающую силу, что и сам проводник
- Не требует внешнего источника тепла или питания
В целом, экзотермически сваренные приспособления обеспечивают высокую долговечность в течение всего срока службы оборудования по сравнению с механическими соединениями.
Последние мысли
К настоящему времени мы знаем, что Cad-сварка — это то же самое, что и экзотермическая сварка. Это просто торговая марка последнего. Итак, что мы узнали об экзотермической сварке? Мы обнаружили, что для установления молекулярной связи между двумя металлическими частями используется экзотермическая реакция.
Звено выполнено в специально разработанной графитовой форме. Металл нагревается сваркой с использованием экзотермической термитной реакции. Проще говоря, экзотермический метод влечет за собой химическую реакцию с выделением тепла и не требует внешнего источника тепла.
После охлаждения экзотермически сваренное соединение становится однородным, если оно выполнено правильно, что означает, что создается настоящий сварной шов, и компоненты полностью сплавляются друг с другом. Отношение необратимо, неизменяемо и не требует каких-либо дополнительных средств, чтобы поддерживать связь.
Фотография flickr «Cad Weld», сделанная pv411 https://flickr.com/photos/pv411/6159857740, предоставлена по лицензии Creative Commons (BY)
Подобные сообщения:
Различия между экзотермической сваркой и пайкой
И экзотермическая сварка, и пайка — это разные методы соединения одного или нескольких металлических проводов, используемых в системах заземления. Существуют разные типы сварки и разные формы для их классификации. Одна из этих форм заключается в том, чтобы различать, действительно ли свариваемые детали расплавляются или нет, при добавлении составного материала.
Существуют разные типы сварки и разные формы для их классификации. Одна из этих форм заключается в том, чтобы различать, действительно ли свариваемые детали расплавляются или нет, при добавлении составного материала.
Пайка — это процесс сварки, при котором свариваемые проводники не плавятся, а нагреваются до очень высокой температуры, чтобы затем добавить составной материал.
В процессе связывания составной материал расплавляется под воздействием источника тепла с использованием легколетучей смеси газов, обычно кислород-ацетилен.Этот составной материал капиллярно распространяется на свариваемые материалы. После остывания проводников достигается требуемое соединение проводников.
Этот тип соединения используется только для соединения ленточных проводов и вызывает ряд профессиональных рисков, которые необходимо учитывать.
Экзотермическая сварка подразумевает фактическое сплавление склеиваемых материалов. В этом случае составным материалом является литая медь, которая плавит проводники, участвующие в соединении.
Отличия и преимущества пайки и экзотермической сварки от Aplicaciones Tecnológicas
Используя этот метод, достигается идеальное молекулярное соединение проводников и, следовательно, электрические свойства проводников в местах соединения улучшаются.
Первое отличие в пользу экзотермической сварки напрямую связано с электрическими свойствами соединения.
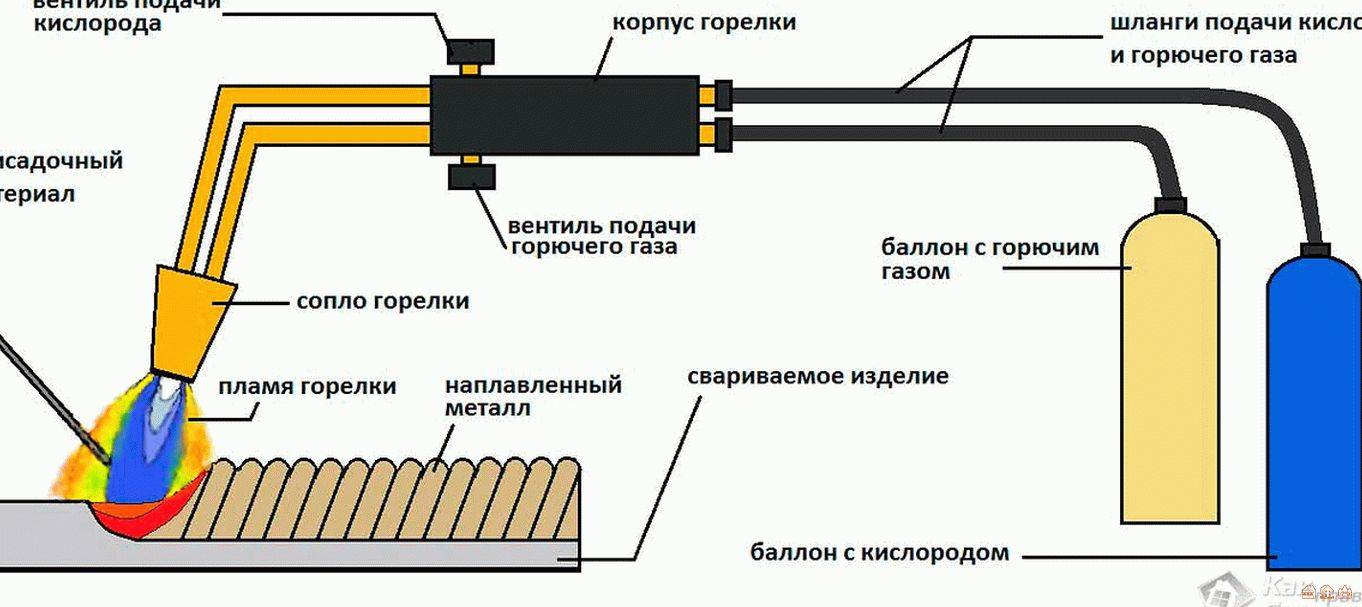
Второе преимущество связано с необходимым оборудованием.Для пайки нужен мощный источник энергии — сварочная горелка.
Помимо потребления энергии, необходимой для склеивания, в самой горелке используются горючие материалы, такие как ацетилен (наиболее часто используемый) или газообразные продукты сгорания, такие как пропан. Эти газы смешиваются с кислородом, что означает еще больший риск. Использование этих газов приводит к высокой вероятности возникновения риска пожара, взрыва или определенных опасностей, связанных с их использованием, транспортировкой и хранением, как сообщает Управление здравоохранения и безопасности (HSE) в Соединенном Королевстве:
- Пожары и взрывы, вызванные утечкой горючего газа.
- Пожары и взрывы внутри оборудования, вызванные воспоминаниями в факеле.
- Пожары и взрывы внутри оборудования, вызванные разложением или детонацией ацетилена из-за недостатка кислорода.
- Ожоги от контакта с пламенем или горячими металлическими частями
- Повреждения глаз горячими частицами и жарой

В случае использования ацетилена, когда он вступает в контакт с некоторыми металлами, особенно с медью, серебром и ртутью, могут образовываться ацетилиды, особенно в присутствии влаги.Ацетилиды нестабильны и могут взорваться или инициировать разложение ацетилена.
Напротив, экзотермическая сварка практически не требует энергии для проведения процесса. Для инициирования реакции требуется только ток низкого напряжения. После запуска процесс сам получает необходимую энергию для успешного выполнения.
Для сравнения: экзотермический процесс сварки почти не требует внешней энергии, а его выполнение проще и безопаснее.
Существуют и другие различия, которые необходимо учитывать, чтобы решить, какой метод следует использовать для соединения проводов системы заземления, что, в свою очередь, также делает экзотермическую сварку более предпочтительной, чем пайка:
- Состав материала для пайки зависит от свариваемых проводников. Сваривать два куска меди или куски меди и стали — это не одно и то же. При экзотермической сварке всегда используется один и тот же состав.
- Сложность достижения хорошего соединения и времени работы увеличивается при пайке, которая используется только для проводов в формате ленты.Напротив, при экзотермической сварке процедура практически одинакова независимо от типа проводников.
- Кроме того, соединение проводников при пайке усложняется.
- В общем, обучение, которое требуется оператору, гораздо более специфично для пайки, потому что знания и навыки процесса более сложны.

- Экзотермическая сварка требует менее сложного обучения производителя, чтобы гарантировать понимание процесса.Это методичный процесс, требующий менее специфических навыков для достижения того, что на самом деле является лучшим соединением во всех отношениях.
Если вы хотите узнать больше об экзотермической сварке Apliweld® Secure + в формате планшета, мы будем более чем рады пригласить вас принять участие в одном из наших тренингов, предлагаемых как внутри компании, так и через избранных партнеров по всему миру. Курсы Apliweld® Secure + предназначены для профессионалов в области электротехники, архитекторов, инженеров и монтажников.
Если вы не можете посещать наши курсы, но хотите узнать больше о том, как работает Apliweld®, не стесняйтесь обращаться к нам. Наша команда экспертов сможет предложить вам индивидуальный совет и поддержку.
Earthcor: экзотермическая сварка
Защитное оборудование и набор инструментов общего назначения
Процесс экзотермической сварки Earthcor — просто и эффективно
Экзотермическая сварка обеспечивает прочное и низкое сопротивление электрических соединений различные металлы; медь к меди, медь к стали и сталь к стали.Без внешнего источника тепла или энергии.
Металл шва порошок, состоящий из порошкообразного алюминия и оксида меди. Порошок вылили в графитовую форму (как показано справа) с последующим зажиганием пудра. Для воспламенения пороха не требуется ничего, кроме искры. В тепло в результате экзотермической реакции приводит к плавлению меди и оксид алюминия шлак. За считанные секунды расплавленная медь плавит металлический диск и течет по летке и по проводам в сварочную камеру, расплавив их и сварив в твердую массу.
Преимущества
- Токовая нагрузка больше, чем у проводников
- Электрическое сопротивление ниже, чем у механического соединения
- Не подвержен коррозии — бесконечно
- Подходит для полевых работ, поскольку не требует внешнего источника тепла
- Экономия времени (весь процесс занимает всего несколько секунд)
- Никаких специальных навыков не требуется, только минимальное обучение
- Превосходит все известные механические соединители или соединители под давлением
 youtube.com/embed/af2ONqbHNz4?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/af2ONqbHNz4?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»/> NB.Некоторые коды на этой странице изменились. Пожалуйста, обратитесь к последнему каталогу для новых кодов.
Кабель к тросу / стержень к стержню
Плоский медный стержень к заземляющему стержню
Кабель или стержень к заземляющему стержню
Соединения медных стержней и стержней
Соединение медной шины с кабелем или стержнем
Соединения арматуры
Шпильки к стали — вертикальные или горизонтальные
Трос или стержень к стали — вертикальный или горизонтальный
Производители экзотермической сварки AuraWeld®
Преимущества экзотермической сварки
Использование экзотермической сварки дает множество преимуществ.Наиболее критичным является то, что образование создает молекулярное соединение, а не только механическое соединение между проводниками. Он состоит из исходного реагента, который дает достаточно энергии, чтобы вызвать реакцию сварки. Это происходит быстро и безопасно внутри графитовой формы. Форма разработана специально для определенного соединения в зависимости от свариваемых элементов и требуемого типа соединения. Мы гарантируем все типы соединений, не только медные кабельные муфты, но и сварные ленты, металлические детали из латуни, нержавеющую сталь, стальные заземляющие стержни, покрытые медью и т. Д.Это особенно полезно для соединения разнородных металлов.
Преимущества и недостатки экзотермической сварки:
По сравнению с некоторыми другими видами сварки, экзотермические соединения обладают большей механической вязкостью. Сварной шов может быть защищен от коррозии. Вы просто не заметите увеличения электрического лишнего веса, несмотря на повторяющиеся слабые импульсы сигнала; ваш сварной шов очень прочный. Однако процедура более дорогостоящая. Задача требует сменных форм, ее нелегко повторить.Экзотермический шов также можно выполнять вдали от других. Это снижает опасность для сотрудников. Воспламенитель используется с широко распространенными графитовыми формами или приятной каплей внутри сварочного металлического картриджа с чернилами, полупостоянным графитовым тиглем и компанией по зажиганию, которая соединяет ваш контейнер с помощью шнура. Экзотермический шов обычно используется для сварки медных проводников, но подходит для сварки широкого спектра металлов, включая нержавеющую сталь, чугун, обычную сталь, латунь, бронзу и монель. Это особенно полезно для соединения разнородных металлов.Экзотермический сварной шов имеет более высокую механическую прочность, чем другие формы сварного шва, и превосходную коррозионную стойкость. Он также очень стабилен при воздействии повторяющихся импульсов короткого замыкания и не страдает повышенным электрическим сопротивлением в течение срока службы установки. Однако этот процесс дорогостоящий по сравнению с другими сварочными процессами, требует поставки сменных форм, страдает недостаточной повторяемостью и может затрудняться из-за влажных условий или плохой погоды.
Однако процедура более дорогостоящая. Задача требует сменных форм, ее нелегко повторить.Экзотермический шов также можно выполнять вдали от других. Это снижает опасность для сотрудников. Воспламенитель используется с широко распространенными графитовыми формами или приятной каплей внутри сварочного металлического картриджа с чернилами, полупостоянным графитовым тиглем и компанией по зажиганию, которая соединяет ваш контейнер с помощью шнура. Экзотермический шов обычно используется для сварки медных проводников, но подходит для сварки широкого спектра металлов, включая нержавеющую сталь, чугун, обычную сталь, латунь, бронзу и монель. Это особенно полезно для соединения разнородных металлов.Экзотермический сварной шов имеет более высокую механическую прочность, чем другие формы сварного шва, и превосходную коррозионную стойкость. Он также очень стабилен при воздействии повторяющихся импульсов короткого замыкания и не страдает повышенным электрическим сопротивлением в течение срока службы установки. Однако этот процесс дорогостоящий по сравнению с другими сварочными процессами, требует поставки сменных форм, страдает недостаточной повторяемостью и может затрудняться из-за влажных условий или плохой погоды.
Технология соединения экзотермической сваркой
Другими словами, экзотермическая сварка — это технология соединения, используемая для создания прочного соединения между двумя металлическими компонентами.Он включает химическую реакцию с выделением тепла, известную как экзотермическая реакция. Этот процесс особенно известен долговечностью полученного соединения и сохранением хорошей электропроводности между соединенными компонентами. Создание связи экзотермическим сварным швом обычно связано с теплом, создаваемым химической реакцией между некоторым типом оксида тяжелого металла и восстановителем. Например, оксид железа является обычно используемым оксидом металла, а алюминий — обычным восстановителем. Эти реагенты очень быстро выделяют тепло при воспламенении, благодаря чему достигается высокая температура, необходимая для сварки. Такой нагрев обычно начинается после того, как соединяемые детали собираются вместе в форме, содержащей материалы и протекающую реакцию. В результате этой реакции образуется жидкий присадочный металл, который смешивается с расплавленным металлом соединяемых частей, образуя соединение, сформированное формой. Формы, используемые при экзотермической сварке, могут быть изготовлены из графита, керамики или других подходящих материалов.
Такой нагрев обычно начинается после того, как соединяемые детали собираются вместе в форме, содержащей материалы и протекающую реакцию. В результате этой реакции образуется жидкий присадочный металл, который смешивается с расплавленным металлом соединяемых частей, образуя соединение, сформированное формой. Формы, используемые при экзотермической сварке, могут быть изготовлены из графита, керамики или других подходящих материалов.
Соединения для экзотермической сварки
Экзотермическая сварка соединяет кабели, заземляющие стержни, клеммы и конструкции; Образовавшаяся молекулярная связь обеспечивает прочное соединение, которое не ослабнет и не подвергнется коррозии в течение всего срока службы установки.Вы должны использовать экзотермически сварные соединения, когда: вам требуются соединения с длительным сроком службы / постоянные соединения; вы ожидаете сильноточных неисправностей; или существуют коррозионные условия. Оборудование, необходимое для экзотермических соединений, легкое, портативное и не требует внешнего питания. Получающееся в результате соединение представляет собой постоянное соединение металлических частей, образующих токопроводящую дорожку. Это обеспечит электрическую непрерывность и способность безопасно проводить любой потенциальный ток.
Эти постоянные соединения будут пропускать столько же или больше тока, сколько и проводник.Эти соединения устраняют биметаллическую коррозию в месте сварки. Все жилы проводника будут равномерно разделять токовую нагрузку.
ЭКЗОТЕРМИЧЕСКАЯ СВАРКА, KINGSWELD, ФОРМЫ ДЛЯ ЭКЗОТЕРМИЧЕСКОЙ СВАРКИ, СОЕДИНЕНИЯ, ЭКЗОТЕРМИЧЕСКАЯ СВАРКА, ЗАЗЕМЛЕНИЕ
Экзотермическая сварка
Kingsmill Kingsweld
Процесс электрического соединения Kingsweld Exothermic Welding — это простой и эффективный метод сварки меди с медью или меди со сталью.
При использовании экзотермических сварочных соединений не требуется внешний источник энергии — в экзотермических сварочных соединениях Kingsweld используется высокая температура реакции порошкового оксида меди и алюминия.
На фото: Kingsmill Exothermic Welding
Экзотермическая реакция сварки происходит в полупостоянной графитовой форме, которая выдерживает минимум 50 сварных швов при правильном обращении.
Экзотермическая сварка занимает секунды, поэтому общее количество тепла, прикладываемого к проводникам или поверхностям, значительно меньше, чем при пайке или пайке — это важный фактор при сварке изолированных кабелей или тонкостенных труб.
Экзотермическая сварка идеально подходит для использования в полевых условиях, поскольку она легкая и портативная и не требует внешнего источника питания — для получения эффективного, не требующего обслуживания соединения для экзотермической сварки требуется очень мало времени или навыков.
T&D UK может предоставить подрядчикам сертифицированное обучение по экзотермической сварке.
Оборудование для экзотермической сварки Kingsweld подходит для всех типов электрических соединений, включая кабель к кабелю, кабель к заземляющему стержню, резьбовую шпильку к стальной поверхности, кабель к стальной поверхности, кабель к наконечнику или сборной шине, сборную шину к сборной шине, бит к стальной поверхности и кабель к рейке.
Соединения для экзотермической сварки Kingsweld
Соединения для экзотермической сварки Kingsweld представляют собой молекулярные сварные швы — металл сварного шва имеет ту же температуру плавления, что и медь. Из-за этих факторов, наряду с увеличенным поперечным сечением сварного соединения, экзотермические сварочные соединения Kingsweld:
- Не подвержен сильным скачкам тока — испытания показали, что электрический проводник расплавится перед экзотермическим сварным соединением, когда он подвергнется сильному току короткого замыкания.
- Не расшатывается и не подвергается коррозии в месте сварки — при этом отсутствуют контактные поверхности или механическое давление. Соединения для экзотермической сварки Kingsweld становятся неотъемлемой частью проводника.
- Иметь допустимую токовую нагрузку, равную или превышающую допустимую для проводников.
Экзотермическая сварка — Каталог экзотермической сварки Kingsweld
Производитель порошков для экзотермической сварки в Китае | формы для экзотермической сварки, предохранительные, заземляющий стержень, экзотермическая сварка для заземления
ESTWELD® ЖЕЛЕЗНОДОРОЖНАЯ СИГНАЛЬНАЯ СВЯЗЬ
Экзотермическая сварка — один из самых популярных методов крепления железнодорожной сигнализации.
Нажмите ПодробнееESTWELD® Weld Metal E20A
ESTWELD® Weld Metal представляет собой смесь оксида меди и алюминия, упакованную по размеру в отдельные пластиковые контейнеры или пакеты.
Щелкните ПодробнееВЫСОКОВОЛЬТНЫЕ СОЕДИНЕНИЯ С СВАРНЫМИ СВАРОЧКАМИ ESTWELD® SAFE
Высоковольтные сварные швы ESTWELD® SAFE представляют собой прочные молекулярные связи, которые не могут ослабнуть или разрушиться, не требуют обслуживания и не увеличивают сопротивление с течением времени, поэтому происходит непрерывное оптимальный электрический путь.
Щелкните ПодробнееESTWELD® SAFE
Продолжая традиции технического лидерства, ESTWELD® SAFE был разработан как упрощенный метод выполнения экзотермических электрических соединений.
Щелкните ПодробнееФормы ESTWELD®
Форма формы, ее размеры и размер сварочного материала зависят от свариваемых деталей.
Щелкните ПодробнееESTWELD® Weld Metal E20A
Weld Power представляет собой смесь оксида меди и алюминия , Эти контейнеры упакованы в пластиковые коробки с соответствующими металлическими дисками.
Нажмите еще
Процесс соединения при экзотермической сварке
Процесс экзотермической сварки — это простой и эффективный метод сварки меди с медью или меди со сталью.