Сварка проводов в распределительной коробке своими руками
- Статья
- Видео
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
- Важно знать
- Что нужно подготовить
- Особенности процесса
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2. 1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Как сделать паяльник своими руками
- Как выбрать паяльную станцию
- Как снять изоляцию с кабеля
сборка сварочника своими руками и методика сварки кабелей
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Содержание
- Технология сварки проводов
- Почему не получится паяльником
- Аппараты для сварки проводки
- Аппарат из железного трансформатора
- Современная инверторная сварка
- Как сделать сварочный аппарат своими руками
- Расходные материалы и инструменты
- Инструкция по сборке
- Инструменты и материалы для сварки
- Сварочный аппарат
- Графитовые электроды
- Средства индивидуальной защиты
- Прочий инструмент для сварки проводов
- Как варить медные провода
- Сваривание проводов из алюминия
- Сварка термитной смесью
- Скрутка проводов перед сваркой
- Сваривание медных проводов с алюминиевыми
- Параметры сварочного тока
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
Пайка проводов паяльникомАппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор.
 Простой и надежный аппарат.
Простой и надежный аппарат. - Сварочные инверторы. Современное, удобное решение.
 Простой и надежный аппарат.
Простой и надежный аппарат.Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
Трансформатор для сварки проводовУ железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.

Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы.
Только для оплавления медной проводки необходимы другие типы электродов.Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Минусы:
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
Дополнительная информация.
 В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора.![]() Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.
Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
Самодельные держаки для сваркиДержак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.
Дополнительно он создает гальваническую развязку между человеком и розеткой.
Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
Электроды угольные омедненныеСредства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.

Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
Плоскогубцы и бокорезы электромонтажныеДополнительная информация. Возможно немного схитрить.
 Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
 Если на них имеется слой окисла, то его необходимо соскоблить ножом.
Если на них имеется слой окисла, то его необходимо соскоблить ножом.Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Сварка позволяет получить надежное соединение проводовДля сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварочный аппарат для сварки медных проводов
индустрия »
Электротехника »
Сварочные аппараты
В электрических соединениях повсеместно применяются медные провода. Их соединение, согласно Правилам Устройств Электроустановок, может быть выполнено тремя способами:
Понятно, что самым качественным способом из трех будет способ с применением сварочного аппарата.
Здесь стоит учитывать тот факт, что температура плавления меди составляет 1080 градусов по Цельсию и уже при нагреве до 300 градусов она может сломаться. Поэтому нужен определенный опыт при сварке меди. При этом сварку можно выполнять как постоянным, так и переменным током. Опытный сварщик может выполнить сварку медных проводов на инверторе, трансформаторе или обычной дуговой сваркой. Сварщик сам может выбрать сварочный аппарат для сварки медных проводов.
Технология сварки медных проводов
Сварка медных проводов должна вестись при напряжении от 12 до36В и желательно чтобы аппарат для сварки имел регулятор силы тока. Сам сварочный процесс длится буквально несколько секунд. Именно столько нужно, чтобы получить устойчивую каплю, которая накрепко способна соединить медные скрутки проводов.
Сам сварочный процесс длится буквально несколько секунд. Именно столько нужно, чтобы получить устойчивую каплю, которая накрепко способна соединить медные скрутки проводов.При этом выбирая определенную силу тока нужно учитывать количество жил и их сечение. Для работы применяются специальные электроды, в составе которых обязательно должна присутствовать медь. Сила тока выбирается согласно количества проводов в скрутке и их сечения. Идеально подобранным считается режим, когда электрод не прилипает к скрутке, что достигается только опытным путем.
Наличие опыта при сварки медных проводов обязательно. Сварка производится в течении пары секунд, когда должен успеть сформироваться небольшой шарик из расплавленной меди. Стоит при этом чуть больше положенного передержать электрод, и конец скрутки попросту расплавится. Если не додержать, то соединение получится ломким, так как внутри будет пористым.
Выбор сварочного аппарата
Как правильно выбрать сварочный аппарат для сварки медных проводов. Например, при сварке проводов высокого напряжения где используется мощный многожильный силовой кабель применяются стационарные или переносные аппараты. Для мелких бытовых работ подойдет сварочный инвертор, где присутствует регулировка как силы тока, так и напряжения.
Например, при сварке проводов высокого напряжения где используется мощный многожильный силовой кабель применяются стационарные или переносные аппараты. Для мелких бытовых работ подойдет сварочный инвертор, где присутствует регулировка как силы тока, так и напряжения.По условиям гост 22917-78 для соединения проводов электрического кабеля должна использоваться дуговая сварка. Сварка в этом случае должна производиться в защищенной среде. Газ (углекислый газ, аргон и др.) будет защищать медь от окисления в процессе ее нагревания. Подача газа идет непосредственно из сварочной головки во время проведения сварки.
От метода поджига и поддержки сварочной дуги сварка делится на:
- Ручную;
- Полуавтоматическую;
- Автоматическую.
Принцип действия сварочного аппарата
Главное в этом сварочном процессе, чтобы дуга была непрерывной. Газ создает необходимую среду, когда расплавление меди происходит без ее окисления. При этом максимальная теплота выделяется дуговым разрядом.
Ручная или же полностью автоматическая дуговая сварка ведется только угольным электродом с содержанием меди. От электрода зависит, будет ли иметь внутри поры застывшая капля. Если сварщик все выполнит грамотно, то соединение должно выйти крепким и надежным.
Инвертор
Аппарат этого типа считается универсальным. Он легкий, не нужно заботиться о напряжении дуги и не нужно контролировать бесперебойное поступление газа.Все что нужно для работы с инвертором при сварке медных проводов, это подобрать электрод, подать напряжение, отрегулировать силу тока и можно работать. Единственный минус, это возможная пористость соединения. Во время работы нет нужды держать постоянный зазор между свариваемыми проводами и дугой.
Сварка медных проводов в вакууме
Существует и способ сварки проводов в вакууме, осуществить подобный высокотехнологический процесс в домашних условиях не реально. Сама сварка ведется в условиях лаборатории на специальном сварочном электронно-лучевом аппарате, где сварка проводов производится в особых камерах.
Данный вид сварки обеспечивает:
- Минимальный нагрев медных проводов при сварке, что резко понижает вероятность коробления проводов;
- Электронно-лучевая сварка подает необходимое количество теплоты в провода, нагревая не только поверхность, но и проникая на достаточную глубину для качественного шва;
- Сама медь за короткое время нагрева и расплавления в вакууме не насыщается газами. Соединение получается качественное и обладающее пластичными свойствами.
Сам принцип работы электронно-лучевой сварки основан на проплавлении меди на передней стенке кратера, при этом электронный луч должен иметь форму конуса.
В заключение
Сварка медных проводов может быть выполнена практически на любом из известных аппаратов для сварки. Однако выполнить качественное соединение медных проводов методом сварки возможно лишь на тех аппаратах, которые специально разработаны для работы с медью, где учтены все ее структурные особенности.что это такое, по одному, медных, алюминиевых, инверторный аппарат – Определенных деталей и элементов на Svarka.
 guru
guruДля восстановления перегоревших проводов существует несколько приёмов: скрутка с изоляцией, спайка оловом, но когда применяется сварка для проводов своими руками, то длительность использования возрастает многократно. Чтобы собрать в домашних условиях аналогичный аппарат надо иметь познания в электротехнике и навыки монтажа электрических приборов.
Содержание
- 1 Отличие от пайки
- 2 Предназначение аппарата
- 3 Положительные и негативные качества
- 4 Соединяем провода из меди
- 5 Нюансы алюминия
- 6 Этапы работ
- 7 Полезные советы
- 8 Выбор кабелей
- 9 Особенности самостоятельного изготовления
- 9.1 Методика сборки
- 9.2 Трансформатор напряжения
- 9.3 Конструкция аппарата
- 9.4 Регулятор подачи тока
- 10 Преимущества самодельной аппаратуры
- 10.1 Ценовое отличие
- 10.2 Последующий ремонт
- 11 Выводы
Отличие от пайки
В быту часто применяется обыкновенный паяльник, который можно условно назвать аппаратом для спайки проводов. Для соединения постоянно нагруженных кабелей внутренней проводки, состоящих из нескольких жил, применяется сварка по одному проводу, её отличия от обыкновенной пайки следующие:
Для соединения постоянно нагруженных кабелей внутренней проводки, состоящих из нескольких жил, применяется сварка по одному проводу, её отличия от обыкновенной пайки следующие:
- После сварки получается монолитный металл и такого понятия, как контакт уже не существует, сопротивление имеет минимальное значение, поэтому тепло, при прохождении электрического тока, не выделяется.
- Нет большой ослепляющей дуги, глубокого прогрева металла скрутки и разбрызгивания металла, т. к. сварка скрученных проводов проводится импульсным методом, электродом из графита и аппаратом с небольшой мощностью, в пределах 800 Вт. Меры безопасности и индивидуальную защиту нужно использовать, но они намного проще, чем при стандартной дуговой сварке.
- Чтобы предотвратить окисление оголённых проводов используют флюс, для алюминия — типа ВАМИ, а медные скрутки защитит обыкновенная бура.
После остывания металла скруток, остатки флюса удаляются с поверхности, а соединение покрывается защитным лаком и закрывается колпачком из ПВХ.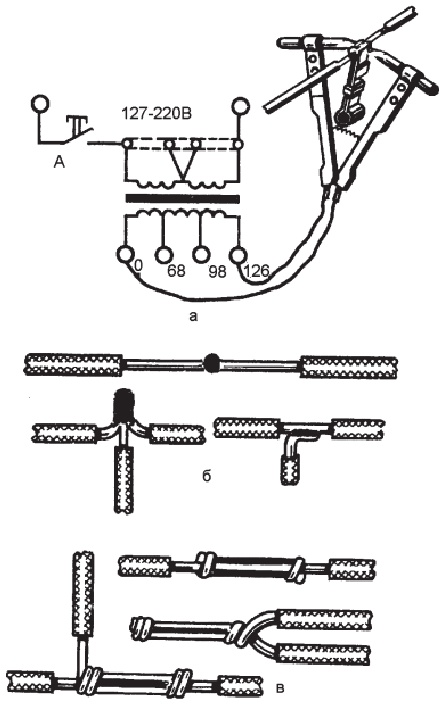
Предназначение аппарата
В быту сварочник для прочного соединения проводов имеет широкое применение, но должен отвечать таким требованиям:
- безопасность во время использования, т. к. сила тока доходит до 60 А, а для летального поражения человеку достаточно одного ампера;
- трансформатор рассчитывается на мощность не менее 600 Вт;
- оптимальная длина соединительных проводов 3—4 м;
- корпус аппарата делается прочным, но из лёгкого металла или специального пластика, чтобы облегчить переноску;
- зажимы для фиксации подводящего тока к скрутке делаются удобными и миниатюрными.
Основное использование — это сварка при ремонте электрической проводки или вспомогательные работы при прокладке новых коммуникаций.
Положительные и негативные качества
Соединение скруток проводов при помощи сварки имеет главное преимущество — отсутствует переходное сопротивление, которое постоянно имеется при болтовом и скрученном соединении. Недостатками можно считать необходимость закупить детали будущего аппарата для сварки и самостоятельное его изготовление. Изготовление и использование самодельных аппаратов требует от исполнителя определённых навыков и опыта, без наличия которых совершить задуманное невозможно.
Недостатками можно считать необходимость закупить детали будущего аппарата для сварки и самостоятельное его изготовление. Изготовление и использование самодельных аппаратов требует от исполнителя определённых навыков и опыта, без наличия которых совершить задуманное невозможно.
Соединяем провода из меди
Сварка медных проводов имеет характерную особенность — кратковременные импульсы, длящиеся не более 2 секунд, чтобы не произошло расплавления металла и оболочки изоляции. Наиболее подходит для сварки инверторное оборудование. Перед сварочными работами проводится подготовка: провода освобождаются от изоляции, делается прочная скрутка, длина которой не менее 50 мм.
Процесс считается завершённым, когда образовался монолитный небольшого размера шарик из расплавленной меди, изоляцию каждый мастер выбирает на своё усмотрение, главное условие — она должна надёжно защищать соединение и удовлетворять нормативным требованиям.
Нюансы алюминия
Сварка алюминиевых проводов наиболее часто встречается в промышленности, для этого применяется аргон или трансформаторные агрегаты, процесс происходит при пониженной мощности, чтобы случайно не пережечь провод. Для защиты алюминия от окисления используют газ или флюс.
[stextbox id=’info’]И. Т. Кубанимедов, образование: колледж, специальность: сварщик шестого разряда, опыт работы: с 2001 года: «Аналогичный процесс трудно провести в условиях домашней обстановки, т. к. исполнитель должен всё делать быстро и точно, чтобы избегать перегрева металла провода и его расплавление. Малоопытным сварщикам надо использовать газосварку, а более опытные мастера пользуются инвертором».[/stextbox]
Этапы работ
Сварка медных проводов:
- Убирается изоляция и производится скрутка провода.
- Присоединяется масса от аппарата.
- Включается инвертор и подводится электрод к скрутке для активации дуги.
- Контакт с металлом не более двух секунд.
- После остывания скрутки приступают к обработке следующего провода.
- Производится изоляция отдельных скруток термоусадочными трубками.

[stextbox id=’warning’]Для сварки медных проводов нужно обладать опытом работ, т. к. температура расплавления меди аналогична рабочим параметрам аппарата.[/stextbox]
Методика соединения проводов из алюминия:
- Удаление покрытия.
- Обработка оголённых проводов флюсом для повышения качества соединения.
- Подключается аппарат к источнику тока, настраивают нужный режим.
- Начинается процесс сварки.
- После окончания удаляются остатки флюса и наплывы.
Завершающий этап аналогичен — производится прочная изоляция места соединений.
Полезные советы
Среди методов надёжного соединения жил электрических кабелей — сварка считается выгодным способом, который обеспечивает «связь» на века. Пользователи, у которых нет знаний и опыта в работе со сварочной аппаратурой, считают такую методику не приемлемой для исполнения, но на практике это не так уж и сложно. Появление инверторного оборудования позволило надёжно и с высоким качеством соединять провода без опыта проведения сварочных работ. Надо только придерживаться ранее озвученных рекомендаций.
Появление инверторного оборудования позволило надёжно и с высоким качеством соединять провода без опыта проведения сварочных работ. Надо только придерживаться ранее озвученных рекомендаций.
Выбор кабелей
Качество кабеля, идущего от сварочного аппарата к электроду и объекту соединения, должно соответствовать следующим требованиям:
- Внешнее покрытие отличается прочностью и выдерживает многократное скручивание.
- Поперечное сечение способно выдерживать нагрузки, создаваемые инвертором или трансформатором.
- Присутствует полимерная оплётка.
- Базовая изоляция изготавливается из резины, предназначенной для шлангов.
Провод отличается стойкостью к механическому воздействию, не боится химических веществ и агрессивных сред.
Особенности самостоятельного изготовления
При отсутствии опыта надо остановить выбор на аппарате с трансформатором — такое оборудование по техническим параметрам подходит домашним мастерам для соединения проводов методом сварки.
Методика сборки
Для изделия нужен трансформатор с мощностью не менее 600 Вт и питанием от обыкновенной сети электрического тока с напряжением 220 В, а для сварки скруток нужна сила тока в 100 А. При сборке трансформатора, надо учитывать кратковременную работу сварочного аппарата, поэтому толщину вторичной обмотки и кабеля подключения электрода выбирают из рассчёта наименьших нагрузок.
Трансформатор напряжения
Из числа заводских изделий следует обратить внимание на трансформатор броневой станочный (ТБС) или же изготовить аналогичное устройство самостоятельно, а технологию и поэтапную сборку подобрать в интернете. Такая конструкция отличается отсутствием короткозамкнутой вторичной обмотки.
Конструкция аппарата
Этот вид сварочного оборудования не отличается сложной конструкцией и состоит из следующих частей:
- В корпус помещаем заранее перебранный и модифицированный трансформатор от старой СВЧ-печи.
- Провод с достаточным сечением, чтобы исключить перегрев, подключается к трансформатору при помощи специальной клеммы, при этом устанавливается выключатель.
- От трансформатора подключаются два провода: для держателя электрода и отдельного контакта и фиксации скрутки.

Длина проводов — не менее 4 м, для удобства сварочных работ в любом месте комнаты, например, при соединении проводов в раздаточной коробке, расположенной на стене возле потолочного перекрытия. Для электродов применяют держатель типа Крокодил, а для фиксации скрутки проводов используются изолированные пассатижи с надёжно присоединённым проводом.
Регулятор подачи тока
Состоит из двух блоков: электронного и силового, которые заключены в отдельный корпус, соединение между ними выполнено обыкновенными проводами, без усиления сечения. Такой регулятор выдаёт ток, используемый не только при сварочных работах, но и для зарядки аккумуляторов или запуска стартера двигателей внутреннего сгорания.
Конструкция собирается навесным способом, при этом возможно добиться минимальных размеров изделия. Регулятор запитан от вторичной обмотки трансформатора, а напряжение на выходе не превышает 90 Вт.
Регулятор запитан от вторичной обмотки трансформатора, а напряжение на выходе не превышает 90 Вт.
Преимущества самодельной аппаратуры
Такое оборудование по сравнению с аналогичной заводской продукцией, имеет массу достоинств, но приведём только главные составляющие.
Ценовое отличие
Стоимость затрат на аппарат, собранный собственноручно, меньше заводских изделий к тому же нет гарантии, что, например, инвертор бюджетного класса будет работать без ремонта, да и функциональность вряд ли удовлетворит потребности пользователей. При изготовлении дешёвой продукции производители часто используют составляющие низкого качества, чтобы снизить производственные затраты.
При покупке деталей для будущего сварочного аппарата домашние мастера выбирают только качественные образцы, поэтому себестоимость изделия приравнивается к цене бюджетных вариантов заводского производства, но при этом собранный своими руками агрегат долговечнее и надёжней в использовании, т. к. это ручная сборка, а не конвейерная штамповка.
к. это ручная сборка, а не конвейерная штамповка.
Последующий ремонт
Каждый мастер уверен в качестве и надёжности собранной аппаратуры, потому что делается всё с любовью и на века, если какая-то деталь после длительной эксплуатации выйдет из строя, то замена не составит труда. В случае с заводским изделием никто не может точно предсказать — сколько исправно проработает аппарат, поэтому гарантия изготовителя редко превышает один год.
Для профессионального сварщика легче собственноручно изготовить сварку для домашнего использования, чем разбираться в нюансах обширного ассортимента.
Выводы
Самодельные аппараты, предназначенные для сварки проводов, — это несложные изделия, которые собираются из подручных средств. Функциональные способности этой аппаратуры зависят от навыков и умения мастера, который занимается сборкой.
Прежде, чем приступать к изготовлению аналогичных приборов, надо выяснить назначение аппарата: например, если нужно часто соединять провода в гаражной мастерской, где производится ремонт, то стоит потратиться на приобретение деталей для инвертора; если это разовые работы, то подойдёт трансформаторный агрегат.
Стоимость услуг сварки проводов — цена в Казани, 2022 год, сколько стоят услуги сварки проводов в прайс листах на Профи
Мастер
Радмир Масалимов
15 февраля 2022, Московский
Монтаж интернет-кабеля., Проложить проводку с нуля, проложить проводку к стиральной машине, проложить проводку к кухонной технике, проложить проводку к кондиционеру, проложить проводку от подъездного щита к квартирному, вывести проводку на балкон, разводка электропроводки., Провода нет., Протяжённость интернет-кабеля: 20 м., Установить обычные розетки: 22 шт., Установить выключатели: 7 шт., Установить: электросчётчик по рекомендации специалиста., Количество счётчиков: 1 шт., Установить: электрощит по рекомендации специалиста., Модулей на щите: до 24 шт., Почти все стены гипсолитовые блоки (материал мягкий). Только несущие-кирпич. Потолок из ЖБ плит. Потолок не нужно штробить, прокладка кабеля по швам между плит. Светильники не нужно монтировать, нужно только провести линии к ним.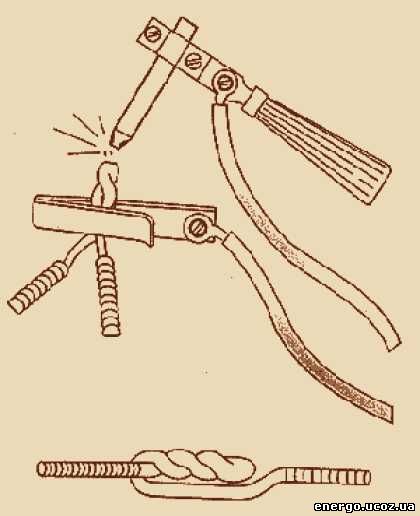 Стены на кухне и в ванной черновые (кирпич), проложить можно без штробы (сверху заштукатурится). Квартира старая сталинка. Бюджет сильно ограничен.
Стены на кухне и в ванной черновые (кирпич), проложить можно без штробы (сверху заштукатурится). Квартира старая сталинка. Бюджет сильно ограничен.
Отзыв 5+
Радмир-большой профессионал своего дела! Была заменена вся проводка в 3-х комнатной сталинке. Самое удивительное и приятное в сотрудничестве было-это его вовлеченность и ответсвенность. Первое, что он сделал, все очень детально и подробно объяснил, вплоть до физики тока и о многих не очевидных …далее
тонкостей электрики. Очень подробно и понятно объяснил принципиальные вещи, что бы у меня было понимание, что и для чего. Что самое главное, так это желание действительно сделать качественную, безопасную и надежную работу в МОЙ БЮДЖЕТ (цены обозначил я, не вылезли за него и к концу работы, все по договору, дает гарантию 3 года)! Очень открыто ведет дела, все чеки, фотоотчеты, договора, акты приемки, хотя мне это особо и не нужно было. Есть контакты официальных поставщиков, материалы я попросил купить его самому (цены оказались ниже чем в больших строительных магазинах-материалы по гост). Был очень внимателен к моим пожеланиям, но при этом давал экспертную оценку моим идеям и мы вместе искали оптимальное решение (например мы поставили диф.автоматы, о которых я даже не подозревал и так как у меня есть ребенок, я решил не экономить на безопасности по его совету). Некоторые моменты он продумал сам уже в ходе работы, о которых я и не просил, но они оказались очень полезными. В общем, очень профессиональный специалист, надежный, открытый и честный. Это большая редкость и я очень рад, что довелось поработать с Радмиром! Успехов в твоих начинаниях!
Был очень внимателен к моим пожеланиям, но при этом давал экспертную оценку моим идеям и мы вместе искали оптимальное решение (например мы поставили диф.автоматы, о которых я даже не подозревал и так как у меня есть ребенок, я решил не экономить на безопасности по его совету). Некоторые моменты он продумал сам уже в ходе работы, о которых я и не просил, но они оказались очень полезными. В общем, очень профессиональный специалист, надежный, открытый и честный. Это большая редкость и я очень рад, что довелось поработать с Радмиром! Успехов в твоих начинаниях!
—
Ильшат
Мастер
Максим Батанёв
11 февраля 2022, Вахитовский, Приволжский, Советский
Монтаж интернет-кабеля., Проложить проводку с нуля., Провод в наличии., Протяжённость интернет-кабеля: 30 м., Установить обычные розетки: 15 шт., Установить интернет-розетки: 1 шт., Установить выключатели: 2 шт., Установить бра: 2 шт. , Установить: однофазный электросчётчик., Количество счётчиков: 1 шт., Установить: накладной электрощит., Модулей на щите: до 6 шт.
, Установить: однофазный электросчётчик., Количество счётчиков: 1 шт., Установить: накладной электрощит., Модулей на щите: до 6 шт.
Отзыв 5
Грамотный специалист, с полным набором качественного инструмента. Я сам прораб и электриков через меня прошло не мало. В первую очередь обращайте внимание на культуру труда. Максим работал в частоте, все штробы по уровню, прокладка и разводка проводов бережно и крепко, не стыдно сдавать заказчикам …далее
такую работу и снимать портфолио. Сам покупает материал (при необходимости) по своей скидке (накопительной) Судя по работе и обсуждению технических состовляющих электромонтажных работ, я пришёл к выводу что специалист опытный. Вообщем буду обращаться и рекомендовать. Грамотных специалистов в наше время не много😉
—
Дамир
Мастер
Кирилл Савгильдин
27 февраля 2022, Приволжский
Требуется замена проводки на новую. , Между розетками провод наружу, хочу поменять шнур и что бы не торчало.
, Между розетками провод наружу, хочу поменять шнур и что бы не торчало.
Отзыв 5+
Профессионал! Искала долго мастера что бы понять что с проводкой дома и протянуть дополнительный кабель! Кирилл, сам забрал с магазина кабель приехал! Все работает исправно! По мимо прочего повесил люстру, поменял смеситель, наладил светильник и проверил все розетки! Если ищите мартена, Кирилл …далее
отлично справиться с поставленной задачей! Очень порадовала цена!
—
Виолетта
Мастер
Роберт Галиакбаров
24 ноября 2020, Ново-Савиновский
Срочная помощь при аварии., Проблема: пропал свет во всём помещении, запах паленого из щита., Сгорела вводная коробка в квартире, требуется замена коробки и частичная (надеюсь) замена проводки в квартире. если возьметесь за работу, предложу также заменить часть розеток и выключателей, смонтировать 1 светильник, смонтировать одну дополнительную внешнюю розетку.
Отзыв 5
Роберт с напарником выполнили работу на отлично. Приехали в день оформления заказа в оговоренное время, экстренно исправили аварийную ситуацию, справились быстро. На следующий день, опять же, в оговоренное время, приехали с только что купленными материалами и доделали работу. Всё, что было …далее
оговорено, сделали, материалы куплены в необходимом и достаточном количестве, чек мне был предоставлен. Оставили очень приятное впечатление, рекомендую!
—
Михаил
Показать еще отзывы
Как мы собираем отзывы
Сварка медных и алюминиевых проводов своими руками
Автор Alexey На чтение 8 мин Просмотров 1.6к. Опубликовано Обновлено
Содержание
- Пару слов о сварочных аппаратах
- Принцип работы аппарата
- Как правильно сделать и сварить скрутку
- Сварка алюминиевых проводов
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.
Аппарат для сварки проводовВвиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.
Независимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
- сварочный ток электрической дуги, измеряемый в Амперах;
- напряжение, необходимое для образования дуги, указываемое в Вольтах;
- тип тока (переменный или постоянный).
Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
Универсальный сварочный агрегатНа практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.
Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.
Аппарат для сварки проводовПринцип работы аппарата
Существуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Инструменты для сваркиЭто означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.
Как происходит сваркаНеобходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
Очень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
Таблица выбора напряжения для сварки в зависимости от сечения проводаВыпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Таблица выбора тока для сварки в зависимости от сечения провода и их количестваМастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводовНо сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Как правильно сделать и сварить скрутку
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см., поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
Прежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.
Зажим (масса) и электродИспользуя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.
Самодельный сварочный аппаратКонструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.
Держатель (зажим)ЭлектродЛевой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.
Работа со сварочным аппаратомСам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.
Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.
Нужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубкаСварка алюминиевых проводов
Подобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов. Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
ИБППоскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
Сварка двух электрических проводов Навыки ремонта электроники — Бесплатное руководство
Уровень: Легкий Время: 15 мин. Автор: Александр
150 человек успешно сделали этот ремонт! Почему не ты?
Эта направляющая предназначена для сварки двух электрических проводов.
Использование: Сварка двух электрических проводов друг с другом
Несколько советов перед началом работы
Рекомендуемый ремонтный комплект
Необходимые запасные части
Необходимые инструменты
Формат руководства: PDF Интегрировать
См. HD
HD
Шаг 1
BПеред началом сварки подготовьте следующие материалы:
— Инструмент для зачистки проводов
— Режущий инструмент
— Компоненты для сварки имеют электронные провода (здесь мы будем использовать вентилятор и
0005
— Паяльная проволока адаптированная к вашему шву (здесь используем 0,6мм)
— Термоусадочная оболочка
— Зажигалка
— Паяльник и мокрая губка
Во время пайки запах жести может распространяться.
Мы рекомендуем проветривать помещение, в котором вы выполняете сварочные работы.
См. в HD
Шаг 2
Если у вас есть паяльная станция, как на картинке, или если вы при пайке можете контролировать температуру, установите ее между 280 и 300°.
Затем подключите станцию или утюг и включите их.
См. HD
Шаг 3
Пока утюг нагревается (от 2 до 5 минут), намочите губку и отожмите ее.
Губка пригодится для очистки наконечника утюга после сварки.
См. в HD
Шаг 4
Возьмите инструмент для зачистки проводов и поместите на него электрический кабель.
Длина пластиковой детали определяется в зависимости от типа сварки, которую вы хотите выполнить.
Здесь длина около 0,5 мм.
Используйте инструмент для зачистки проводов, чтобы удалить пластиковую часть, закрывающую металлический электрический провод.
Закройте инструмент для зачистки проводов и потяните вправо.
Осторожно, не порвите провод! Если он слишком хрупкий или немного толстый, придерживайте его во время процесса.
См. в HD
Шаг 5
Здесь мы повторяем предыдущий шаг для второго кабеля от вентилятора.
Повторите еще раз для разъема (или других проводов для сварки).
См. в HD
Шаг 6
Ваш паяльник достиг своей температуры.
Теперь вы можете почистить его наконечник.
Нанесите на влажную губку, как показано на рисунке.
Мы советуем очищать его после каждой сварки, чтобы убедиться, что ваш материал прослужит долго.
См. HD
Шаг 7
Начнем с лужения проводов вентилятора.
Здесь мы добавим немного олова на электрический провод, который мы хотим приварить, чтобы было проще.
Для этого поместите олово и паяльник на электрический провод и переместите его вдоль всего провода.
Олово должно касаться паяльника, чтобы быть в контакте с проводом!
См. HD
Шаг 8
Повторите этот шаг для электрических проводов разъема.
См. в HD
в HD
Шаг 9
Отрежьте термоусадочную оболочку определенной длины.
Оболочка будет наложена на место соединения двух проводов, чтобы скрыть и изолировать сварной шов.
См. в HD
Шаг 10
Наденьте термоусадочную оболочку на провод первого вентилятора.
См. в HD
Шаг 11
Припаяйте два электронных провода ближе. Удерживайте их в этом положении.
Затем поместите утюг на оба конца проволоки, пока олово не начнет плавиться, и уберите утюг, не двигая проволоку, примерно на 5 секунд.
Удачный сварной шов должен выглядеть так, как показано на рисунке 4. Он не должен иметь разрывов и иметь форму шара.
См. HD
Шаг 12
Наденьте термоусадочную оболочку, как показано на рисунках.
См. HD
Шаг 13
Используйте зажигалку и поместите ее под ножны.
Зажгите и переместите справа налево несколько раз, как показано на рисунках 2, 3 и 4.
Это уменьшит размер оболочки.
Не кладите зажигалку под провода!
Пламя очень горячее, будьте осторожны, не обожгите пальцы.
См. HD
Шаг 14
Теперь термоусадочная оболочка прочно прикреплена к проводу.
Повторите шаги 11,12,13 для второго провода.
Ваши электрические провода не приварены.
Не забудьте почистить жало паяльника, как показано на шаге 6.
Чтобы собрать свои навыки электроники, следуйте этому руководству в обратном порядке.
Рекомендуемый ремонтный комплект
Необходимые запасные части
Необходимые инструменты
О нас говорят
SOSav в прессе
Электрический сервис
Разрешено для сварки20 Кабель0001
Могу ли я использовать сварочный кабель вместо сплошной проволоки для прокладки кабеля от счетчика до панели выключателя… |
| |||||
 youtube.com/embed/QaQFZtOxGQg?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/QaQFZtOxGQg?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> Разрешен ли сварочный кабель для электроснабжения на 200 А
История: Гордон, домовладелец из Арвады, Колорадо
[ad#block] Вопрос: Можно ли вместо сплошной проволоки использовать сварочный кабель для трассы от счетчика к щиту выключателя. Я не уверен, как согнуть провод 000, чтобы сделать изгибы.
Мне нужно повысить мощность до 200 ампер для солнечной компании, чтобы установить фотогальваническую систему.
Спасибо.
Ответ Дэйва:
Спасибо за вопрос по электричеству, Гордон.
Gordon, все характеристики сварочного кабеля выглядят хорошо, за одним исключением: этот сварочный кабель не является утвержденным кабелем, если он специально не имеет двойного рейтинга, который требуется в соответствии с рейтингом кабеля, определенным NEC, и размер кабеля, возможно, придется увеличить в зависимости от нагрузки, которые будут помещены в цепь.
При прокладке кабеля 3/0 к сети на 200 ампер убедитесь, что точка ввода находится на одной линии с наконечниками на панелях, чтобы свести к минимуму количество изгибов. Использование хороших перчаток поможет согнуть кабель. Кабельогибочные станки можно приобрести в местном оптовом магазине электротоваров или через Интернет.0008
Выключатели схемы
Цепи и выключатели с цепи
Схема электрической панели Списки
Электрические коды для услуг
Коды электрических работ
 дополнительная информация о электрической схеме 220 вольт
дополнительная информация о электрической схеме 220 вольт электрическая схема 220 вольт
0008
Не пропустите следующие ресурсы: Видеоинструкции
Видеоматериалы по электротехнике
Следующее также может быть вам полезно:
Видео по электромонтажу #2Домашняя электропроводка Видео по этой теме и не только Загляните на мой канал на YouTube и подпишитесь! |
| |
Узнайте больше из моего видеокурса по домашней электротехнике:Базовая электрическая проводка дома на примере |
| ||||||||

 …и многое другое.
…и многое другое. Будьте осторожны и соблюдайте меры безопасности — никогда не работайте с цепями под напряжением!
Проконсультируйтесь с местным строительным отделом о разрешениях и проверках для всех проектов электропроводки.
|ページが見つかりませんでした
Набор инструментов для микропинцета: полезный аксессуар для отбора проб в различных ситуациях
|

 ※Вы будете перенаправлены на YouTube.
※Вы будете перенаправлены на YouTube.  ,Ltd.
,Ltd. Подходит для доступа к внедренному веществу в смолы и другие материалы.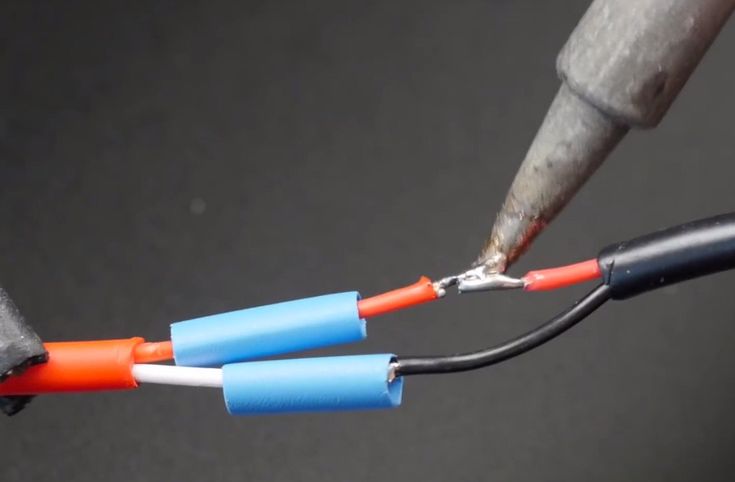
|


 ,Ltd.
,Ltd.Автономный микроманипулятор — простая установка с вашим микроскопом
|


 , Ltd.
, Ltd.Подходит для сварки небольших электрических проводов
|
 Теперь мы рады представить систему микроточечной сварки MW-2. Эта система может использоваться для широкого спектра применений, включая подготовку электродов с четырьмя выводами для измерения высокого давления.
Теперь мы рады представить систему микроточечной сварки MW-2. Эта система может использоваться для широкого спектра применений, включая подготовку электродов с четырьмя выводами для измерения высокого давления.

 ,Ltd.
,Ltd.Приложение для микросэмплирования для заказчиков полупроводников
|

 ⇩
⇩

 ,Ltd.
,Ltd.Простая маркировка мелкого предмета на образце
|
 D -MARK хорошо работает с рядом различных образцов, включая пластины, смолы и стекло.
D -MARK хорошо работает с рядом различных образцов, включая пластины, смолы и стекло. 
 ,Ltd.
,Ltd.Автоматическая система обработки зерна с ИИ
|

 Эта система увеличивает производительность сепарации зерна и уменьшает человеческий фактор в процессе классификации.
Эта система увеличивает производительность сепарации зерна и уменьшает человеческий фактор в процессе классификации. ,Ltd.
,Ltd.Новый аксессуар для подъема ламелей TEM ex-situ【Информационный бюллетень Micro Support Vol.1】
|
 1
1 

 co.jp
co.jpРУКОВОДСТВО ПО ВЫБОРУ МИКРОИНСТРУМЕНТОВ И ПРИНАДЛЕЖНОСТЕЙ
Выпущено РУКОВОДСТВО ПО ВЫБОРУ ИНСТРУМЕНТОВ И ПРИНАДЛЕЖНОСТЕЙ.
В этом руководстве мы представляем наши инструменты и принадлежности, а также рабочие примеры и подходящие области применения.
Рекомендуем проверить, чтобы выбрать подходящие позиции для вашего образца!
Китайский каталог(简体字 и 繁體字)
Мы выпустили китайский каталог.
Мы надеемся, что вы это проверите!
электрика — Какой провод мне протянуть в гараж для инструментов и сварочного аппарата?
Спросил
Изменено 1 год, 7 месяцев назад
Просмотрено 2k раз
Я буду подключать 240 В к своему гаражу, чтобы подключить розетку. Расстояние от панели в нашем подвале до места вилки составляет около 30 м (~ 100 футов).
Расстояние от панели в нашем подвале до места вилки составляет около 30 м (~ 100 футов).
Я надеюсь, что в моем гараже будет розетка, которая сможет обслуживать сварочный аппарат (48 первичных ампер) и воздушный компрессор (15 А).
Было бы неплохо, если бы автофургон мог подключаться к той же розетке, а электромобиль мог бы быстро заряжаться от него в будущем.
Провода, прерыватели и вилки какого калибра можно приобрести, чтобы покрыть хотя бы сварочный аппарат и воздушный компрессор?
Можно ли подключить более одной розетки?
- электрика
- проводка
- розетка
- автоматический выключатель
- 240 В
4
Одна вещь, которую не указали в других ответах, заключается в том, что электрические нормы США не позволяют подключать устройство на 15 ампер к розетке на 50 ампер. Это небезопасно. Если в вашем компрессоре возникла неисправность, когда он потреблял 30 или 40 ампер (не короткое замыкание), выключатель не сработает, но шнур на компрессоре или двигатель в компрессоре могут перегреться и загореться!
Правильным способом является установка дополнительной панели в вашем гараже с отдельными выключателями и розетками для устройств с разной силой тока. Кроме того, предполагая, что вы не хотите запускать несколько устройств одновременно, вы можете даже подобрать провода питания (и выключатель питания на главной панели) только для самого большого устройства.
Кроме того, предполагая, что вы не хотите запускать несколько устройств одновременно, вы можете даже подобрать провода питания (и выключатель питания на главной панели) только для самого большого устройства.
Например, на подпанели можно установить выключатель на 50 ампер для сварочного аппарата, выключатель на 40 ампер для зарядной станции электромобиля (этого достаточно, если у вас нет Tesla), выключатель на 30 ампер для дома на колесах и выключатель на 15 ампер. амперный выключатель для компрессора, все питается от 50-амперной цепи. Если бы вы в любой момент превысили 50 ампер, вы бы отключили выключатель питания. Вы также можете начать только с 50 и 15 и добавлять другие по мере необходимости.
На самом деле я бы предложил вам подключить 100-амперную цепь к вспомогательной панели, чтобы дать вам немного передышки, поэтому, если вы в конечном итоге, например, 80-амперное зарядное устройство Tesla, вам не нужно заменять провода питания. .
Примечание: я не электрик, поэтому, возможно, я упростил некоторые вещи. Может оказаться, что код требует большего фида. Кроме того, некоторые из ваших элементов могут потребовать наличия более крупных цепей. Я оставлю эти детали профессионалам.
Может оказаться, что код требует большего фида. Кроме того, некоторые из ваших элементов могут потребовать наличия более крупных цепей. Я оставлю эти детали профессионалам.
Вы, вероятно, захотите использовать подпанель, так как это даст вам НАМНОГО больше возможностей, а также позволит вам запускать 120 или 240 устройств. 240 @ 50 ампер потребует 6/3, и вы можете разбить его на 55, чтобы дать вам больше места. Изучите код в вашем районе, чтобы узнать, какой метод требуется для подачи электроэнергии в пристройку. В подпанели вам понадобятся отдельные заземляющие и нейтральные полосы. Затем вы можете запускать любые розетки и нагрузки, которые хотите, не возвращаясь в главный дом. 6/3 на расстоянии 100 футов также не превысит 3% падения напряжения, которое обычно считается «в пределах допусков».
3
В США NEC, как правило, разрешает только один фидер на здание, поэтому новый фидер потребуется для подключения всех существующих нагрузок для замены существующего фидера, включая цепь освещения и требуемую цепь розетки 120 В 20 А. Я не понимаю, как можно обойтись панелью менее 100А. Фидер и панель на 125 А или больше могут потребоваться, если вам нужно запитать более одной цепи на 50 А, но как только вы доберетесь до фидеров на 125 А или больше, вы начнете сталкиваться с размером обслуживания и проблемами расчета нагрузки.
Я не понимаю, как можно обойтись панелью менее 100А. Фидер и панель на 125 А или больше могут потребоваться, если вам нужно запитать более одной цепи на 50 А, но как только вы доберетесь до фидеров на 125 А или больше, вы начнете сталкиваться с размером обслуживания и проблемами расчета нагрузки.
Для 100 А я бы использовал 3 медных THWN # 3AWG и # 8AWG, заземленных в 1-дюймовом ПВХ Sch50. (Возможно, вы захотите рассмотреть 1,25-дюймовый ПВХ). это с полной номинальной мощностью. Дополнительные затраты минимальны, а дополнительное место для выключателя никогда не бывает плохим.
Возможно, некоторые придирки могли бы снизить до 70А, питаемого от № 6 в 3/4-дюймовом кабелепроводе, но я думаю, что если вы подумаете о труде и возможных будущих потребностях, вы обнаружите, что это дурацкая затея.
Самая большая розетка, признанная NEMA, имеет номинал 50 А, сварочному аппарату и зарядному устройству электромобиля обычно не требуется нейтраль, поэтому конфигурация будет соответствовать NEMA 6-50. RV потребуется нейтраль, поэтому потребуется NEMA 14-50.
RV потребуется нейтраль, поэтому потребуется NEMA 14-50.
Вам необходимо обратиться к руководству по эксплуатации компрессора для получения информации о напряжении и силе тока. Как правило, даже если на заводе поставляется вилка на 15 А, я бы использовал цепь на 20 А с дуплексной розеткой. Это одна из немногих ситуаций, когда NEC допускает несовпадение розетки и выключателя. Розетка будет NEMA 6-20 для 240 В и 5-20 для 120 В.
1
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Отличия проволочной и электродной сварки
Мир, который мы построили, это машина, которая не останавливается, и не только в переносном смысле этого слова. Вы можете себе представить, какими были бы высокопроизводительные процессы без машин? А для создания машин нужно сваривать детали и, главное, знать, какой вид сварки удобнее в каждом конкретном случае. Именно поэтому сегодня компания Talleres MAF представляет вам различия между сваркой проволокой и электродом.
Так как это технический и точный мир, мы будем двигаться шаг за шагом. Прежде чем увидеть различия, мы посмотрим, что представляет собой каждый из них, а также его применение, преимущества и недостатки.
Сварка проволокой
Что такое сварка проволокой
Прямая сварка проволокой, также известная как сварка MIG-MAG, представляет собой процесс, при котором генерируется непрерывный поток тепла, который создает электрическую дугу от проволоки к металлический объект, подлежащий сварке.
Для получения однородного сварного шва с помощью этой системы необходимо использовать защитный газ, исключающий контакт кислорода и азота. Это причина названия MIG-MAG, которое расшифровывается как MIG (металлический инертный газ) и MAG (металлический активный газ).
Особенности
Этот процесс сварки имеет, среди прочего, следующие характеристики
- Для сварки MIG-MAG всегда должен использоваться постоянный ток (DC). Это обеспечивает устойчивость образующейся электрической дуги.
- В зависимости от того, какие газы используются в процессе, будут изменены некоторые факторы, такие как подводимая энергия, скорость сварки, окончательный вид шва, а также выступы и брызги.
- Для процедуры MIG можно использовать такие газы, как аргон, смешанный с ним кислород и гелий; а для МАГ – углекислый газ и его смесь с аргоном.
Сварка проволокой
Сварка проволокой используется не только в ремонтных мастерских, но также подходит для многих процессов в сварочной промышленности.
Например, он широко используется в строительстве трубопроводов, гидробаков, металлоконструкций и даже в судостроении и обработке листового металла.
Преимущества и недостатки сварки проволокой
Как вы увидите, преимущества сварки непрерывной проволокой или сварки MIG-MAG многочисленны. Они следующие:
- Можно сваривать любые детали в любом положении (даже сделать мост из сосны не лучший вариант, но можно было бы).
- Великолепная отделка, оставляет очень мало брызг.
- В процессе образуется небольшое количество загрязняющих и токсичных газов.
Если сварщик опытный, это может быть автоматический или полуавтоматический процесс, так проще. - Это очень производительный процесс с высокой скоростью добавления металла за счет устранения простоев, связанных с заменой израсходованных электродов.
Но не все должно было быть розовым. Сварка проволокой имеет следующие недостатки:
- Ее стоимость высока из-за цены оборудования.
- Его система охлаждения работает быстрее, чем в других методах работы.
- Его использование не так просто в труднодоступных или деликатных местах.

Сварка электродом
Что такое сварка электродом
Сварка электродом, также известная как ручная электродуговая сварка, является первым процессом сварки, которому обучают новичков.
При сварке электродом электрическая дуга возникает в результате контакта между электродом и заготовкой. Между двумя полюсами возникает короткое замыкание, которое обеспечивает последующее протекание тока. Дуга горит, выделяя необходимую теплоту плавления.
Особенности
Характеристики, которые необходимо знать при первом подходе к этому типу сварки:
- Для сварки электродом требуется низкое напряжение и большой ток.
- В этом процессе вы должны очень внимательно следить за силой тока, так как это наиболее важно для качества соединений. Поэтому он должен быть как можно более постоянным и высоким.
 Поэтому он должен быть как можно более постоянным и высоким.
Поэтому он должен быть как можно более постоянным и высоким.
Электродная сварка
Электродная сварка в основном используется при строительстве трубопроводов и стальных конструкций, хотя она также широко используется в металлургической промышленности.
Преимущества и недостатки электродной сварки
Преимущества знаменитой сварки электродом в основном следующие:
- Ее можно применять практически ко всем материалам. Однако два куска пластилина не сваришь!
- Сварщику не нужен защитный газ во время процесса.
- Вы можете без проблем работать на улице, даже если есть неблагоприятные погодные условия, такие как дождь или ветер (если есть торнадо или ураган, мы не рекомендуем это делать).
- Допускается любое положение сварки, а также любой тип валика.
- Стоимость приобретения снижена.
- Не так сильно шумит, поэтому шумовое загрязнение меньше.
- Как мы уже говорили, это первое, с чем работают стажеры… так что да, обращаться с ним просто.
- Учителя всегда хотят быть здоровыми (и у них это хорошо получается).
- Сварные швы высокого качества.
- Обладают высокими механическими свойствами и устойчивостью к загрязнениям, таким как коррозия, масла и смазки.

Но, конечно же, в этом мире добро заключается в балансе, поэтому электродная сварка имеет и ряд недостатков:
- Скорость сварки низкая, поэтому процесс не очень производительный.
- Образуется большое количество дыма.
- Длительное время настройки и простоя.
- Нельзя обрабатывать.
- Отделка не идеальна.
- Большое количество ошибок может возникнуть в отношении конечных кратеров и точек начала сварки.
Различия между
Как только мы ознакомимся с характеристиками обоих типов сварки, мы сделаем обзор, раскрывающий все их различия. Когда они выставлены напоказ, вам будет легче выбрать ту или иную (наша задача — сделать вашу жизнь немного проще).
- В то время как сварка проволокой немного сложнее и доступ к некоторым местам затруднен, сварка электродом намного проще, с ней справится даже ребенок! (ну, это уже слишком).
- Сварка электродом намного экономичнее, чем сварка проволокой, из-за первоначальных инвестиций в производственное оборудование.
- Сварка проволокой дороже, да, но, конечно, и намного производительнее, чем сварка электродом.
И, конечно же, он дороже, потому что в дополнение к большей производительности результат более профессиональный, потому что у него лучшая отделка. - Сварка электродом может выполняться на открытом воздухе без использования защитных газов, в то время как при сварке проволокой всегда необходимо использовать защитные газы.
- В то время как при сварке проволокой почти не выделяются загрязняющие газы, при сварке электродом выделяется большое количество дыма, но практически не возникает шума.
Теперь вы знаете разницу между сваркой проволокой и электродом. Возможно, вы не ожидали, что мир сварки окажется таким огромным. Ну это еще ничего! Есть многое другое! Если вы такой же большой поклонник мира механической обработки и сварки, как и мы, следите за нашим блогом, чтобы не пропустить ни одной статьи. И, конечно же, свяжитесь с нами, если у вас есть какие-либо вопросы или вам нужна отличная услуга по сварке проволоки, такая как MAF Workshops. До скорого!
Возможно, вы не ожидали, что мир сварки окажется таким огромным. Ну это еще ничего! Есть многое другое! Если вы такой же большой поклонник мира механической обработки и сварки, как и мы, следите за нашим блогом, чтобы не пропустить ни одной статьи. И, конечно же, свяжитесь с нами, если у вас есть какие-либо вопросы или вам нужна отличная услуга по сварке проволоки, такая как MAF Workshops. До скорого!
Поиск и устранение неисправностей системы подачи проволоки
Перейти к содержимому
Сварка MIG (GMAW) и сварка с флюсовой проволокой (FCAW), обычно называемая «сваркой проволокой», предлагает потенциал для значительного повышения производительности по сравнению со сваркой электродом. Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока к проволоке, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем по мере их возникновения или, что еще лучше, предотвращение их до того, как они возникнут, имеет решающее значение для получения максимальных преимуществ, которые предлагают эти процессы.
В целях устранения неполадок системы для сварки проволоки можно разделить на три отдельные категории в зависимости от функций: подача проволоки, подача газа и передача электроэнергии. Отказ в любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для доработки плохих сварных швов.
ПОДАЧА ПРОВОЛОКИ
Независимо от того, используете ли вы однофунтовые катушки, большие барабаны или большие бухты проволоки, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости. Вы должны начать устранение неполадок в системе, убедившись, что проволока не заблокирована нигде на пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение втулки
Важно не перетянуть натяжение втулки, что позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, перемещающийся по катушке. Натяжение ступицы — это просто средство предотвращения разматывания проволоки с катушки при остановке подачи проволоки. Этого должно быть достаточно, чтобы проволока не разматывалась, когда вы прекращаете подачу полной катушки на максимальной скорости подачи проволоки. Чрезмерная затяжка заставит приводной двигатель работать с большей нагрузкой только для того, чтобы снять проволоку с катушки, что приведет к проблемам со сваркой.
Проверка давления приводного ролика
Давление приводного ролика является очень распространенной проблемой при сварке проволокой. Слишком свободно, и у вас нет провода, входящего в лужу. Если слишком туго, можно раздавить проволоку и отслоить покрытие, деформировать проволоку, изнашивать ролики и повредить двигатель.
Чешуйчатое покрытие приведет к попаданию этих мелких чешуек во втулку, что еще больше ограничит возможность простой подачи проволоки в ванну. Деформированная проволока изнашивает канавки на контактном наконечнике, ограничивая электропроводность и ухудшая подачу. Износ рифленых поверхностей роликов приводит к плохому трению для правильной подачи проволоки. Чрезмерное натяжение приводного ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на приводной вал, которое может привести к износу редуктора или приводного двигателя из-за его смещения.
Однозначного ответа на вопрос о точном давлении, необходимом для обеспечения надлежащего давления приводного ролика, не существует. Натяжение приводного ролика должно быть отрегулировано так, чтобы оно было не слишком тугим, но и не слишком слабым. Начните с очень слабого давления приводного ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы попытаться остановить подачу проволоки. Пройдите примерно пол-оборота за эту точку. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Используйте плоскогубцы или деревянный брусок, чтобы попытаться остановить подачу проволоки. Пройдите примерно пол-оборота за эту точку. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они находятся на одной линии с входной направляющей пистолета GMAW.
Проверьте входные направляющие
Входные направляющие должны быть соответствующего размера для используемой проволоки. На них не должно быть канавок, часто возникающих из-за несоосности или неправильного размера.
Проверка состояния вкладыша
Вкладыш пистолета должен соответствовать размеру используемой проволоки, а также должен быть чистым, без пыли и мусора. Перетянутая проволока будет отслаиваться и попадать во втулку излишними частицами, забивая ее. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и пыль может скапливаться на проволоке, затягивая ее во втулку.
Производители проволоки уже должным образом подготовили поверхность проволоки для максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-либо для «смазывания» или «вытирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой, чтобы не было загрязнения провода и пыль не могла собираться на проводе. «мокрая» поверхность. Вкладыши являются изнашиваемыми элементами и должны регулярно заменяться.
Состояние контактного наконечника
Во многих случаях проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может засориться из-за брызг или прикосновения к сварочной ванне. Если проволока изнашивается на контактном наконечнике, вам необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При сварке MIG и дуговой сварке в защитных газах с порошковой проволокой может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильности дуги и другим дефекты. Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые следует предпринять для устранения возможных проблем с защитным газом:
Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые следует предпринять для устранения возможных проблем с защитным газом:
Проверка регулятора/расходомера
Расходомер со стеклянной трубкой и шариком можно использовать в качестве индикатора утечек газа. Если шарик не опускается на дно манометра, когда сварка не ведется, это указывает на то, что газ все еще течет, что указывает на утечку. Если используется регулятор/расходомер циферблатного типа, утечку можно обнаружить путем нанесения мыльного раствора на все шланги и соединения. Выходящий газ вызовет образование пузырьков в мыльном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при наличии газа. Используйте функцию очистки во время этого процесса. Кроме того, выключение цилиндра и медленное падение стороны высокого давления также указывает на утечку в системе.
Проверка расхода газа
Здесь больше не значит лучше. Скорость потока газа обычно составляет от 30 до 50 CFH (кубических футов в час). Скорость потока ниже этой может обеспечить неадекватную защиту, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверка состояния горелки
Проверьте уплотнительные кольца на конце сварочной горелки, где она крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, имеют трещины, выемки или изношены, защитный газ может вытекать или всасываться атмосфера, что в обоих случаях приводит к снижению производительности сварки.
Проверьте газовые порты, находящиеся в диффузоре, а на расходных материалах некоторых марок — в форсунке. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на проблему с защитным газом.
Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на проблему с защитным газом.
Внутри кабеля пистолета находится шланг, который содержит как футеровку, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, а внутри кабеля могут быть созданы отверстия, через которые может выходить газ, и вы его никогда не увидите. Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянным изгибанием пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а расход газа установлен слишком большой, может возникнуть эффект Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло имеет слишком большой диаметр или контактный наконечник выходит слишком далеко от конца сопла, или если расстояние между контактным наконечником и рабочим местом слишком велико, это повлияет на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с рядом проблем, в том числе с брызгами дуги, чрезмерным разбрызгиванием и сокращением срока службы оборудования. Лучший способ избежать этих проблем или устранить их в случае их возникновения — убедиться, что все электрические соединения между сварочными компонентами затянуты и надежны.
Сопротивление — это «неизвестная» переменная сварки и основная причина несоответствий в любой сварочной системе. При обычном использовании горелка MIG постоянно изгибается и скручивается. Это, в сочетании с теплом от сварочного приложения, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, есть проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и затянутыми. Между медными наконечниками и соединительными поверхностями не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимные соединения кабеля с наконечником затянуты.
Все соединения должны быть чистыми и затянутыми. Между медными наконечниками и соединительными поверхностями не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимные соединения кабеля с наконечником затянуты.
Хорошим признаком плохого электрического соединения является нагрев. Через некоторое время после сварки ячейки проверьте все точки соединения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на слишком большое электрическое сопротивление в цепи. Это может быть вызвано слабыми или неисправными соединениями, кабелями, которые слишком малы для приложения, или внутренним разрывом кабеля. Кабель, который слишком мал для данного приложения, вероятно, будет горячим по всей своей длине, тогда как разрыв кабеля приведет к тому, что определенная точка на кабеле станет горячей.
Контактный наконечник — еще один распространенный источник перебоев в подаче электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и иметь хороший контакт со сварочной проволокой. На слабое соединение указывает обесцвеченный контактный наконечник в месте соединения с диффузором. В этом случае замените наконечник новым и убедитесь, что он плотно закреплен на диффузоре.
На слабое соединение указывает обесцвеченный контактный наконечник в месте соединения с диффузором. В этом случае замените наконечник новым и убедитесь, что он плотно закреплен на диффузоре.
Хотя потребуется целая книга, чтобы перечислить все проблемы, которые потенциально могут возникнуть при сварке проволокой, и их возможные причины, следуя вышеприведенным рекомендациям, вы сможете снова добиться успеха в сварке.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии затрат, увеличению производительности и простоте настройки.