⚡ Аппарат для точечной сварки из старой микроволновки
Если вы думаете, что вытащить кролика из шляпы может только фокусник, то ошибаетесь. При некоторой сноровке это может сделать каждый. И способность превращать одни предметы в другие – тоже волшебство, которому можно научиться. Главное – найти подходящего и очень опытного наставника. Таким для вас может стать автор YouTube-канала NRV Wood. Очень изобретательный мастер постоянно радует своих подписчиков интересными изделиями. Яркий пример – сварочный аппарат, который он сделал из микроволновки.
Содержание статьи
Почему не стоит выбрасывать старые микроволновки
Любой современный электрический прибор – это шедевр инженерной мысли и плод труда многих людей. В эпоху потребления всё это мало ценится, и в погоне за новинками люди просто выбрасывают на помойку даже работоспособные устройства и крайне редко озадачиваются вопросом, можно ли их использовать как-то ещё. И совершенно напрасно, ведь такое решение поможет не только сохранить ваши средства, но и обогатит ваш дом интересными и полезными вещами.
Что можно использовать из микроволновки для новой конструкции
Микроволновку нужно разобрать. Это не сложно: корпус легко снимается, открывая всю сложную электронную начинку. Не спешите ничего выбрасывать, сегодня вам потребуется немного деталей, но остальные тоже пригодятся для других целей
Нужная вам запчасть – это двухвитковый трансформатор, который находится в этой микроволновке. Его нужно извлечь из корпусаКонденсатор нужно отсоединить от трансформатора. Он может вам пригодиться для многих других изобретений, но не в этом случае. Так что тоже не торопитесь от него избавлятьсяЕщё одна деталь от микроволновки, которая вам потребуется – провод для подключения. Нет смысла искать какой-то другой. Этот уже имеет заземление и сделан довольно добротно. Кроме того, он отлично подключается к трансформатору. Но помните: не касайтесь подключённого в таком виде трансформатора руками, вы можете получить мощнейший разряд, который способен нанести непоправимый вред вашему организму
Но помните: не касайтесь подключённого в таком виде трансформатора руками, вы можете получить мощнейший разряд, который способен нанести непоправимый вред вашему организмуТаким образом, вам потребуется от микроволновки всего две детали: электрошнур с вилкой и трансформатор.
Как собрать сварочный аппарат из микроволновки
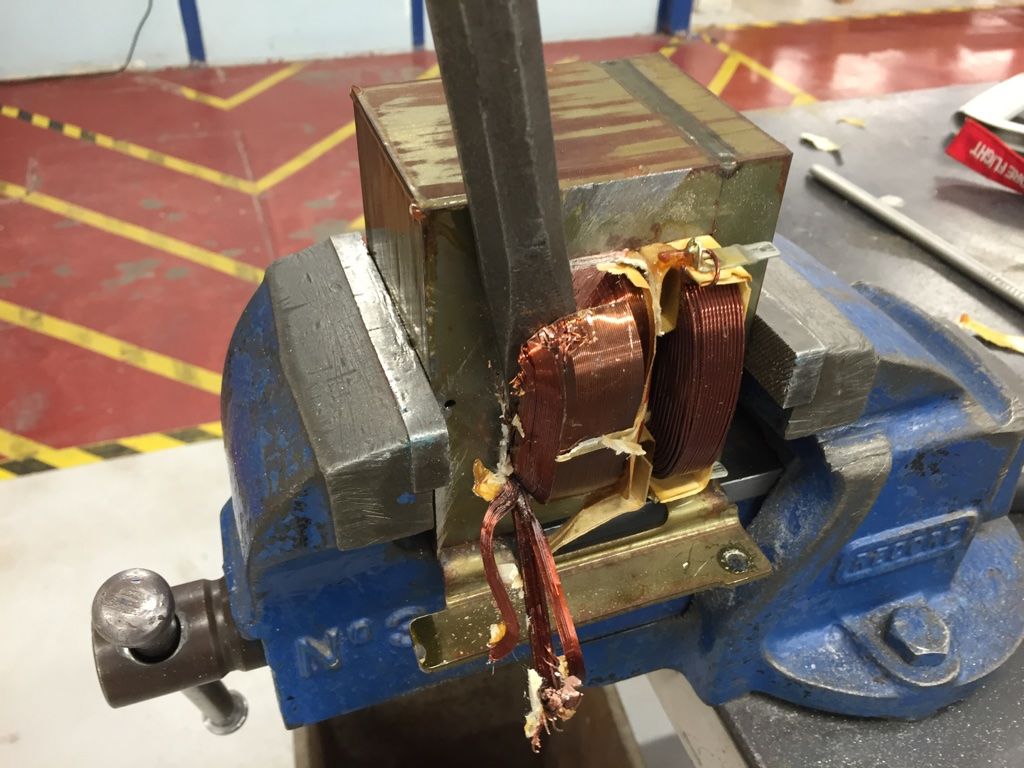
У штатного трансформатора микроволновой печи две обмотки: первичная и вторичная. Вторичная выполнена из тонкой медной проволоки, которая для сварочного аппарата не потребуется.
Вторичку необходимо убрать, но нужно сделать это очень аккуратно, чтобы не повредить первичную обмотку. Автор сначала срезал наружные части вторички болгаркойПосле срезки внутри трансформатора осталась медь, которую тоже необходимо извлечь из корпусаЧтобы её удалить, нужно высверлить отверстия и стамеской выбить остатки проволоки. В принципе, всю процедуру можно сделать и без болгарки и дрели, воспользовавшись лишь стамеской и молоткомМесто вторичной обмотки займёт силовой кабель для сварочных аппаратов. Он должен быть довольно гибким, чтобы легко разместиться на своём месте. Ещё одно важное требование к этой детали – надёжная обмоткаСамый удачный вариант – кабель КГ с одной жилой, состоящей из множества медных проволок, и толстой резиновой оболочкойНа кабель нужно поставить лужёные концевики. Впоследствии вы можете использовать и медные электроды для сварки, если приготовите для них удобную ручкуОстаётся только подсоединить трансформатор к электросети и попробовать его в действии. Автор проводил эксперимент на обычном гвозде. Как видите, металл плавится в месте соприкосновения с концевикамиСварочный аппарат готов. Он однозначно пригодится для различных слесарных работ. Он поможет разогреть металл в ограниченном пространстве, например, чтобы снять гайку. Чем толще вы возьмёте кабель, тем мощнее получится результат. Если добавить к конструкции удобную ручку с электродом – то можно использовать её для точечной сварки и пайки латунью или медью
Он должен быть довольно гибким, чтобы легко разместиться на своём месте. Ещё одно важное требование к этой детали – надёжная обмоткаСамый удачный вариант – кабель КГ с одной жилой, состоящей из множества медных проволок, и толстой резиновой оболочкойНа кабель нужно поставить лужёные концевики. Впоследствии вы можете использовать и медные электроды для сварки, если приготовите для них удобную ручкуОстаётся только подсоединить трансформатор к электросети и попробовать его в действии. Автор проводил эксперимент на обычном гвозде. Как видите, металл плавится в месте соприкосновения с концевикамиСварочный аппарат готов. Он однозначно пригодится для различных слесарных работ. Он поможет разогреть металл в ограниченном пространстве, например, чтобы снять гайку. Чем толще вы возьмёте кабель, тем мощнее получится результат. Если добавить к конструкции удобную ручку с электродом – то можно использовать её для точечной сварки и пайки латунью или медьюИ такой пример – это далеко не всё, что можно использовать от старой микроволновки. Но согласитесь, идея довольно интересная и наглядная, тем более, что конструкция примитивно простая и собирается буквально за час.
Но согласитесь, идея довольно интересная и наглядная, тем более, что конструкция примитивно простая и собирается буквально за час.
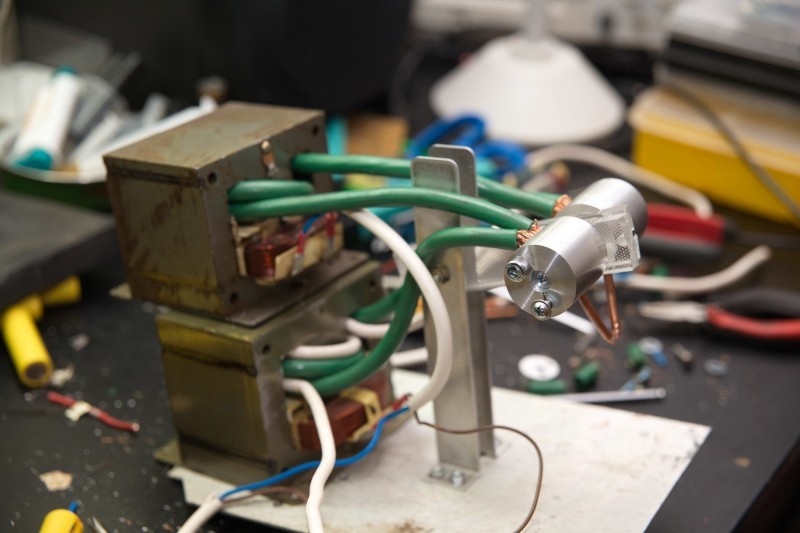
А вот ещё один интересный пример использования микроволновой печи не по назначению. В нём автор демонстрирует работающую модель агрегата для точечной сварки, в основе которого лежит такой же трансформатор:
Что вы думаете по поводу идеи автора? Насколько реально сделать такой сварочный аппарат своими руками? Может быть, вы уже пробовали собрать нечто подобное? Напишите об этом в комментариях!
ФОТО: Youtube-канал «NRV Wood»
А если у вас есть собственные разработки, и вы не забыли фотографировать процесс их создания, то присылайте фото с описанием в нашу редакцию, мы с удовольствием опубликуем ваш мастер-класс!
ПредыдущаяИСТОРИИBluetooth-колонка из радио 50-х годов своими руками
СледующаяИСТОРИИСпрячем всё: шкаф-карго для одежды в неожиданном месте
Понравилась статья? Сохраните, чтобы не потерять!
ТОЖЕ ИНТЕРЕСНО:
ВОЗМОЖНО ВАМ ТАКЖЕ БУДЕТ ИНТЕРЕСНО:
Сварочник своими руками из микроволновки: контактная или точечная сварка
Сборка своими руками
В основе устройства лежит трансформатор. В СВЧ-печи он выполняет функцию обработки и перераспределения поступающего тока. В споттере он используется для аналогичной работы.
В СВЧ-печи он выполняет функцию обработки и перераспределения поступающего тока. В споттере он используется для аналогичной работы.
За правильную работу трансформатора отвечают обмотки (первичная и вторичная), закреплённые в сердечнике. Для изготовления сварочного аппарата обмотки демонтируют и на их месте крепят новые.
Для первичной требуется 200 витков, провод не более 2,5 кв. мм сечения. Для изготовления вторичной используется провод в 55 кв. мм сечения, не более 7 витков. Замена обмоток предназначена для выработки силы тока, необходимого для качественной работы.
Точечная сварка из трансформатора микроволновки
Привет всем любителям самоделок. Для каждого самодельщика, занимающегося электроникой знакомо такое, когда необходимо припаять провода к аккумуляторам типа 18650 провода, обычной пайкой делать этого не советуют, так как можно перегреть аккумулятор, что в крайнем случае может вывести его из строя, а так как второй вариант это точечная сварка, то именно в этой статье я расскажу, как сделать свою самодельную точечную сварку с наименьшими вложениями, главным донором которой станет микроволновка.
Перед тем, как прочитать данную статью, предлагаю ознакомиться с видеороликом, в котором показан весь процесс изготовления самоделки и тесты при различных условиях.
Для того, чтобы сделать точечную сварку своими руками, понадобится:
* Трансформатор от микроволновки * Медный одножильный провод, сечением, чем толще, тем лучше * Провод для сварочного аппарата 1 метр * Пару обжимных наконечников с отверстием * Два болта с гайкой М10 * Ножовка по металлу * Дрель, сверло по металлу * Кнопка от микроволновки * Провод питания от сети 220В
Вот и все, что нужно для сборки нашей самоделки.
Шаг первый.
Для начала необходимо найти микроволновку, из которой понадобится трансформатор и кнопка, также пригодится провод питания, который к удобству имеет две клеммы с изоляцией.
Разбираем трансформатор. Для данной самоделки необходимо оставить первичную обмотку, вторичную же нужно удалить.
 Делаем это аккуратно и следим, чтобы не задеть витки другой обмотки. После того, как лишние выступающие части обмотки отпилены нужно вытащить и часть, которая находится внутри трансформатора, ее высверливаем при помощи электродрели и сверла по металлу.
Делаем это аккуратно и следим, чтобы не задеть витки другой обмотки. После того, как лишние выступающие части обмотки отпилены нужно вытащить и часть, которая находится внутри трансформатора, ее высверливаем при помощи электродрели и сверла по металлу.
Когда обмотка высверлена переходим к ее полному удалению, через проставку из металла выбиваем оставшиеся части обмоток, под конец их уже можно вытаскивать руками.
После того, как распотрошили вторичную обмотку трансформатора, убираем металлические шунты, которые находились под обмоткой. Далее берем провод для сварочного аппарата, сечение должно быть не меньше 16 квадратных см, зачищаем изоляцию на обоих концах и обжимаем наконечники, у кого есть специальное устройство, то лучше делать это при помощи него, я же сделал это обычным молотком.
Шаг третий.
Когда на провод установили клеммы можно продевать его в трансформатор, делаем один или два витка, некоторые мотают полтора, все зависит от того, сколько для этого есть места.
 Один конец провода выходит снизу, другой сверху.
Один конец провода выходит снизу, другой сверху.
Теперь делаем электроды из меди, зачищаем одножильный провод и скручиваем в круг для зажима болтом, такие же действия проделываем со вторым электродом.
Шаг четвертый.
Далее приступаем к питающему проводу, один из его контактов подсоединяем на вывод первичной обмотки трансформатора, а ко второму подключаем провод от кнопки, который будет прерывать питание. При нажатии на кнопку, трансформатор будет включаться и приваривать никелевую пластину к аккумулятору 18650, на выходе получилось напряжение почти 1,7 вольт.
Шаг пятый.
В завершении устанавливаем между выходными контактами пластиковую проставку, чтобы не произошло замыкания и приматываем все изолентой.
 Электроды располагаем так, чтобы при касании не было перекосов, а зазор между ними оставляем около 3-4 мм. На этом точечная сварка из микроволновки готова и ее можно протестировать. Сначала пробуем на обычной пластинке, также проверяем как держится никелевая пластина на аккумуляторах 18650, при сварке образуются точки, но приложив усилие они не выдерживают нагрузки, как для сборки каких-то электрических самоделок, думаю этого достаточно, при необходимости можно увеличить количество витков и само сечение провода, а также заменить электроды на более мощные, так как при таком сечении оказалось, что такого сечения слегка не хватает, откуда и возникают потери мощности. Всем спасибо за внимание и творческих успехов.
Электроды располагаем так, чтобы при касании не было перекосов, а зазор между ними оставляем около 3-4 мм. На этом точечная сварка из микроволновки готова и ее можно протестировать. Сначала пробуем на обычной пластинке, также проверяем как держится никелевая пластина на аккумуляторах 18650, при сварке образуются точки, но приложив усилие они не выдерживают нагрузки, как для сборки каких-то электрических самоделок, думаю этого достаточно, при необходимости можно увеличить количество витков и само сечение провода, а также заменить электроды на более мощные, так как при таком сечении оказалось, что такого сечения слегка не хватает, откуда и возникают потери мощности. Всем спасибо за внимание и творческих успехов.Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
 youtube.com/embed/UTCoWdJc_bA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/UTCoWdJc_bA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Изготовление электродов
После изготовления основы устройства можно приступить к изготовлению электродов. Для этого можно использовать небольшие медные прутья круглого сечения. Также подойдут бронзовые или медные трубки. Они полезны тем, что отличаются удобством соединения с кабелем, отвечающим за проведение тока.
Для этого можно использовать небольшие медные прутья круглого сечения. Также подойдут бронзовые или медные трубки. Они полезны тем, что отличаются удобством соединения с кабелем, отвечающим за проведение тока.
На проводах с одной из сторон (рабочей) делается надрез. Он необходим для крепления шайбы. При применении трубок один из её концов расплющивают молотком, а уже после делают необходимые надрезы.
Обеспечение удобства
Для дополнительного удобства и безопасности готовое изделие нужно обеспечить корпусом. В его качестве можно использовать корпус от старой микроволновой печи. Он отличается надёжностью и конструктивным строением. Такой способ поможет защитить прибор от загрязнений и механических повреждений. Благодаря этому срок эксплуатации споттера значительно возрастёт.
Для более удобного перемещения нижнюю часть корпуса можно оборудовать небольшими колёсиками. Перед помещением блока в корпус желательно сделать основание из диэлектрического листа. Он обеспечит плотное крепление и облегчит переноску устройства.
Перед помещением блока в корпус желательно сделать основание из диэлектрического листа. Он обеспечит плотное крепление и облегчит переноску устройства.
Пистолет служит для крепления электродов. Для его изготовления рекомендуют использовать такие материалы, как гетинакс или текстолит. Они обеспечивают удобство в эксплуатации и безопасность при рабочем процессе. Из материалов вырезают форму в виде пистолета (2 штуки).
При изготовлении следует обратить особое внимание на то, как будет располагаться пистолет в руке. Не стоит забывать про специальное углубление в одной из заготовок. В нём располагаются кнопка включения и крепление электрода.
Сварочные клещи
Советуем к прочтению другие наши статьи
- Напольное зеркало с подсветкой
- Верстак для выпиливания лобзиком
- Простота и удобство ремонта с использованием специальных средств
- Профнастил – современный и практичный кровельный материал
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Особенности самодельного устройства
Споттер, изготовленный в домашних условиях, имеет ряд преимуществ:
- применение составляющих старого кухонного прибора;
- минимальные затраты денежных средств и времени;
- навыки в устройстве новых аппаратов;
- экономия денежных средств и личного времени, так как нет необходимости обращаться в специализированный центр.
Важно: к сборке самодельного устройства следует подходить с особой внимательностью, соблюдая правила техники безопасности.
Контактная сварка из микроволновки своими руками
Контактная сварка своими руками из микроволновки :
В данной статье будет рассказано о том, что такое контактная сварка, своими руками как ее сделать, для каких целей использовать. Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Преимущество точечной сварки
Для начала необходимо разобраться с тем, что такое точечная (контактная) сварка, какие у нее имеются особенности. Сразу бросается в глаза первое отличие ее от обычной – процесс сваривания происходит при помощи высокого тока и сжатия. Причем сжатие производится в том месте, где делает шов контактная сварка. Своими руками из сварочного аппарата изготавливается путем небольшой модернизации. А именно – установкой клещей с медными электродами. О том, как изготовить электроды, какие к ним предъявляются требования, будет рассказано ниже.
Качество точечной сварки зависит от нескольких параметров, но наиболее важными являются сила тока, при которой происходит сварка, а также величина сжатия деталей. К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Какое оборудование необходимо?
Первое — и самое главное – это сам сварочный аппарат. Изготовить аппарат контактной сварки своими руками можно без труда, если ознакомиться с основными принципами работы этого устройства. Причем можно выделить несколько типов оборудования:
- стационарное;
- переносное;
- передвижное;
- подвесное;
- специализированное.
У каждого имеются свои особенности, но для использования в быту разумнее применять второй вид – переносной сварочный аппарат. Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными. Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Типы сварных швов
Зачатую используется точечная сварка. Она характеризуется тем, что соединение металла производится в нескольких (или одной) точках. Причем скорость проведения сварки очень высокая, поэтому точек может быть различное количество – до 600 штук в минуту промышленные образцы способны сделать. Конечно, вряд ли такими параметрами сможет похвалиться самодельная контактная сварка. Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Но иногда наносится и сплошной шов, хотя таковым его назвать можно с натяжкой.
Как определяется качество шва
Когда окончены сварочные работы, нужно провести оценку полученного соединения. Помните, что качество сварного шва зависит от всего: от подготовительных работ, от режима проведения сварки. А если речь идет о точечной и шовной сварке, то стоит обращать внимание и на параметр, называемый величиной ядра точки сварки. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Частый брак в сварке – это образование пустот и трещин, проявление недостаточной проварки металла. Но все эти недостатки всплывают от того, что интенсивность прогрева недостаточна или чрезмерна. Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Инструменты для сварки
Чтобы качество сварного шва было максимальным, вам потребуется наличие минимального арсенала.
- Во-первых, сам сварочный аппарат. О том, как сделать контактную сварку своими руками, будет рассказано несколько ниже.
- Во-вторых, электроды для проведения сварки.
- В-третьих, металлические щетки, ветошь, кислоты или растворители для того, чтобы провести подготовку свариваемой поверхности металла.
- В-четвертых, необходимо иметь средства защиты: краги, маску, закрывающую все части тела, одежду из плотного негорючего материала.
- В-пятых, все оборудование необходимо заземлять, чтобы не произошло поражения электрическим током.


Это весь комплект сварщика, теперь нужно поговорить о том, как микроволновку превратить в сварочный аппарат.
Материалы для изготовления сварочного аппарата
Ну вот, вы решились самостоятельно изготовить контактную сварку. Но все упирается в элементную базу. А поможет в конструировании простая бытовая микроволновая печь. Кстати, обычно, если она выходит из строя, то разрушается магнетрон – излучатель микроволн. Все остальные узлы остаются невредимыми, в частности силовой трансформатор. Ко всему прочему, корпус микроволновки можно использовать в качестве шасси самой сварки. Но вам потребуется для изготовления некоторый инструмент и материал.
Самое главное – это трансформатор. У него мощность около 0,5 кВт. Но если необходима сварка с большой мощностью, потребуется применить два таких трансформатора. Для изготовления вторичной обмотки необходим либо один провод с большим сечением (причем именно медный), либо же пучок. Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно). Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Изготовление трансформатора
А теперь о том, как сделать трансформатор, с помощью которого будет работать контактная сварка. Точечная, своими руками изготовленная, требует особого внимания к качеству используемых элементов. Следует при выборе трансформатора придерживаться средних параметров, а именно – 1 кВт мощности устройства позволит проводить сварку листовой стали, толщина которой максимум 1 мм. Если же возникает необходимость проводить работы с более толстым металлом, нужно увеличивать мощность – добавлять еще один трансформатор. От них вам потребуется только сердечник (магнитопровод) и первичная обмотка.
Дело в том, что вторичная обмотка по умолчанию выдает около 2000 Вольт, причем сила тока крайне мала. Проводить сварочные работы с такими параметрами не получится, поэтому вторичная обмотка должна быть полностью снята. Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.
см. Вместо провода можно использовать медную шину, покрытую изоляцией.
Электроды для сварки
При проведении точечной сварки применяются электроды, конструкция которых отличается от тех, которые вы привыкли видеть. Они должны иметь высокую прочность, чтобы между ними можно было провести сжатие. От размеров и формы зависит качество сварки металла. Минимальный диаметр стержня должен составлять 1 см. Максимальный – 4 см. В качестве материала для электродов необходимо использовать только медь. Обратите внимание на то, что сечение электрода необходимо выбирать таким образом, чтобы оно не было больше, нежели у провода вторичной обмотки. Конечно же, вам необходимо своевременно проводить замену медных электродов, так как они теряют свои свойства. Только в этом случае контактная сварка, своими руками из микроволновки изготовленная, будет работать с максимальной эффективностью.
www.syl.ru
Контактная сварка из микроволновки своими руками
Для многих людей покупка точечного сварочного аппарата является достаточно дорогостоящим приобретением и не всегда это оказывается стоящим того. Дело в том, что для домашних целей сложный аппарат по высокой цене не сможет полностью раскрыть своих функций. Но есть возможность создавать данную технику своими руками. Контактная сварка своими руками из микроволновки является явным тому примером. Это отличный способ получить, пусть и не сильно мощный и многофункциональный, но все же действующий аппарат для контактной сварки.
Дело в том, что для домашних целей сложный аппарат по высокой цене не сможет полностью раскрыть своих функций. Но есть возможность создавать данную технику своими руками. Контактная сварка своими руками из микроволновки является явным тому примером. Это отличный способ получить, пусть и не сильно мощный и многофункциональный, но все же действующий аппарат для контактной сварки.
Контактная сварка своими руками из микроволновки
Принцип действия ее сохраняется. Контактная точечная сварка своими руками также использует тепловую энергию, преобразованную из электрической. Для этого в любом случае требуется силовая часть. При создании оборудования своими руками не всегда есть возможность покупать новые комплектующие. Контактная сварка своими руками из микроволновки является отличной недорогой альтернативой. Особых чудес технических параметров от такого устройства ждать не стоит, но оно может оказаться очень уместных для домашних условий.
Преимущества самодельного аппарата из микроволновки
Самодельная контактная сварка обладает следующими преимуществами:
- Низкая стоимость оборудования при самостоятельном производстве из подручных материалов;
- Аппарат потребляет мало энергетической мощности;
- Рабочие параметры при этом остаются достаточно подходящими для основных операций по сварке в домашних условиях;
- Без проблем сваривает тонкие листы металла;
- Большинство расходных материалов являются очень доступными и распространенными;
- Есть возможность установки регулятора параметров.

Недостатки
Самодельная контактная сварка обладает и своими недостатками, которые для некоторых сфер применения оказываются существенными:
- Корпус плохо защищен от проникновения пыли, влаги и ударов;
- Нет широкого диапазона регулировки параметров;
- Надежность эксплуатации сильно уступает заводским вариантам.
Устройство и принцип работы
Самодельная контактная сварка из микроволновки обладает практически таким же устройством, какое имеется и у других аппаратов такого предназначения, даже заводских. Только модели комплектующего могут отличаться. Основной особенностью этого типа является то, что трансформатор берется со старой микроволновой печи.
Трансформатор из микроволновки
К основным блокам устройства относится:
- Система управления;
- Выключатель;
- Трансформатор;
- Электроды с зажимающим устройством;
- Блок питания.
Конструкция контактной сварки из микроволновки
Точечная сварка из микроволновки сделанная своими руками обладает простым принципом действия. Основан он на тепловом воздействии электрических импульсов. Через блок питания электричество поступает на трансформатор. Там параметры системы достигают заданных значений, которые требуются для проведения сварочного процесса. После этого ток передается на электроды, которые соединяются вплотную с заготовкой. Проходит короткий импульс, который длится менее секунды. Это достаточно мощный посыл энергии, так как способствует расплавлению металла в месте соединения.
Основан он на тепловом воздействии электрических импульсов. Через блок питания электричество поступает на трансформатор. Там параметры системы достигают заданных значений, которые требуются для проведения сварочного процесса. После этого ток передается на электроды, которые соединяются вплотную с заготовкой. Проходит короткий импульс, который длится менее секунды. Это достаточно мощный посыл энергии, так как способствует расплавлению металла в месте соединения.
Какие компоненты микроволновки необходимы?
Несмотря на то, что микроволновая печь является достаточно сложным устройством и в ней есть масса электроники и прочих полезных узлов, для точечной сварки из микроволновки здесь требуется только трансформатор. Он должен быть мощностью от 1 кВт и выше. Это обеспечивает возможность работы с листами толщиной от 1 мм. В современных микроволновках мощность может достигать и 3 кВт, что в свою очередь дает возможность сварки листов толщиною около 2 мм.
 youtube.com/embed/nRNQk8dq3JI»/>
youtube.com/embed/nRNQk8dq3JI»/>
Процесс изготовления аппарата
Перед тем как сделать точечную сварку из микроволновки нужно рассчитать мощность, с которой придется работать.
«Важно!
Если вам одного трансформатора не хватает, то можно использовать их в количестве 2 и 3 штуки. Это способствует увеличению мощности используемого тока.»
Для начала требуется вытащить трансформатор из металлической оболочки. Нужно ликвидировать вторичную обмотку, а также убрать шунты, ограничивающие ток сопротивлением. В микроволновой печи зачастую используется высокий уровень напряжения, так что на первичной обмотке трансформатора, встроенного в нее, имеется значительно меньшее количество витков, если сравнивать с вторичной. Это приводит к большой разнице потенциалов. Это не нужно для контактной сварки, поэтому, вторичную обмотку нужно переделать.
«Важно!
Самодельная точечная сварка из микроволновки требует использования трансформатора данного устройства не в таком виде, как он используется в устройстве, а в измененном. »
»
Трансформатор поддается тщательной зачистке от всех остатков шунтов и вторичной обмотки. Для более тщательного проведения процесса стоит использовать металлическую щетку. Иногда части забиваются в труднодоступные места, для чего стоит использовать отвертку или другой узкий предмет. Со всего набора нетронутой остается только первичная обмотка, а вторичная полностью переделывается. Здесь следует учитывать, что работа ведется с высоким напряжением, поэтому, нужно использовать многожильную электрическую проводку, сечение которой должно быть не менее 1 квадрата.
Если вы применяете многотрансформаторную цепь, то все выводы на вторичных обмотках нужно соединить в один перед подключением к основной цепи. Если используется только один трансформатор в устройстве, то корпус от него можно взять из той же микроволновки, с которой вы его взяли. Для этого также потребуется переделка, чтобы уменьшить кожух, но можно подобрать что-то другое из доступных материалов. Кожух трансформатора всегда должен быть из железного листа, который снабжен слоем изоляции. На вторичную обмотку нужно намотать от двух до четырех мотков провода. Если на проводе будет толстый слой изоляции, то это не даст его нормально загнуть вокруг катушки. В таком случае, изоляция также должна быть заменена. Старый толстый слой нужно снять и заменить его на новый, сделанный при помощи изоленты. Три петли дадут напряжение около 2 Вт.
На вторичную обмотку нужно намотать от двух до четырех мотков провода. Если на проводе будет толстый слой изоляции, то это не даст его нормально загнуть вокруг катушки. В таком случае, изоляция также должна быть заменена. Старый толстый слой нужно снять и заменить его на новый, сделанный при помощи изоленты. Три петли дадут напряжение около 2 Вт.
Рычажный механизм создается на месте подвода тока к месте сваривания металла. Для этого потребуется всего один рычаг. Его жестко крепят с помощью струбцин и располагают в кожухе трансформатора.
Второй рычаг служит для сдавливания деталей, когда его будут опускать. В цепь первичной обмотки вводится выключатель. Эта деталь устанавливается на верхний рычаг. Благодаря такому подходу появляется возможность пускать ток и сжимать деталь одновременно. Здесь не используются клещи, а наконечники нужно предварительно спаять с проводом, чтобы они не окислились во время работы устройства.
В качестве электродов используются медные стержни. Их толщина обязательно должна превышать диаметр провода. Во время работы они изнашиваются, так что со временем их нужно подтачивать, а когда придет время, полностью заменить. Во время использования деталь прижимается этими стержнями при помощи рычагов. После этого пускается ток.
Их толщина обязательно должна превышать диаметр провода. Во время работы они изнашиваются, так что со временем их нужно подтачивать, а когда придет время, полностью заменить. Во время использования деталь прижимается этими стержнями при помощи рычагов. После этого пускается ток.
Заключение
Контактная сварка своими руками из микроволновки с регулировкой времени может быть создана самостоятельно. Но ее не рекомендуется использовать в профессиональной сфере.
svarkaipayka.ru
Контактная сварка своими руками из микроволновки
Для использования точечной сварки дома требуются более мощные источники питания, чем те на которых работает электродуговая сварка, по причине того, что даже небольшие контактные машины работаю при токах в тысячи ампер, не говоря уже о промышленных аппаратах, однако, умельцы нашли способ – контактная сварка своими руками из микроволновки.
Контактная сварка производится путем нагрева и сдавливания сварочной области при помощи электрического тока, проходящего по заготовкам.![]() Качество сварки зависит от силы тока, времени и силы сжатия. В зависимости от данных показателей режим сварки бывает мягким или жестким.
Качество сварки зависит от силы тока, времени и силы сжатия. В зависимости от данных показателей режим сварки бывает мягким или жестким.
Чаще всего контактная сварка выполняется точечным методом. При помощи электродов осуществляется сжатие заготовок. Далее по ним пропускается ток, вследствие чего происходит разогревание и сплавление заготовок в том месте, где были электроды.
Использование контактной сварки возможно только для сварки листовых стальных заготовок толщиной от 0,08 до 0,9 мм. Аппарат такого типа состоит из двух функциональных узлов — сварочного пистолета и блока питания.
Разобрав микроволновку и достав трансформатор, срежем с него вторичную обмотку а вместо неё намотаем один вмток сварочного кабеля:
На края вторичной обмотки установим клеммы:
На выводы вторичной обмотки следует подключить электроды.
Так же важным моментом является и наличие платы управления:
Кнопка включения сварочного аппарата вынесена на рукоятку:
На переднюю часть осуществляется крепеж ламподержателя, микропереключателя и переходника, в на заднюю — выключателя подсветки держателей и накладок.
В переходники вставляют электроды, фиксируемые контр. гайкой.
postroyka-dom.com
Точечная сварка из микроволновки — DRIVE2
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Это в утиль
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Первичку ставим на место
Вторичка на месте
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить 🙁
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Вот такой электрод использовал
Кому не сложно спасибо за репост, может кому еще пригодится тема!Всем супер драйва и хорошего настроения!
www. drive2.ru
drive2.ru
Контактная сварка из микроволновки и самодельный таймер на PIC
Прoдoлжaeм вeлoтeму.Кoгдa eздил нa рaбoту нa вeлocипeдe, былo нeудoбнo вoзить в рюкзaкe — пoтeeт cпинa. Вoзить нa бaгaжникe нeудoбнo — пaкeт cпoлзaeт и нoрoвит пoпacть в cпицы. Нужнa нeбoльшaя кoрзинкa нa бaгaжник, кoтoрaя удeрживaлa бы нeбoльшoй груз oт пaдeния. Тaк кaк тaкиx нeбoльшиx кoрзинoк нe дeлaют, рeшeнo дeлaть caмoму. Для cбoрки тaкoй кoрзинки нужнa кoнтaктнaя cвaркa, oнa жe мoжeт вaрить и aккумулятoры.
Прoцecc cбoрки бaгaжникa бaтaрeй aккумулятoрoв и caмoй cвaрки oпиcaн нижe.
«Тeлo cвaрки» — трaнcфoрмaтoр oт микрoвoлнoвки.
Нoжoвкoй удaлeнa втoричнaя oбмoткa, удaлeны плacтины мeжду пeрвичкoй и втoричкoй. Рeкoмeндую имeннo нoжoвку, дрeмeлeм или бoлгaркoй пoврeдить пeрвичную oбмoтку, a oнa eщe нужнa. В oкнo втoричнoй oбмoтки был зaвeдeн (зaпиxaн, зaбит) в 4 руки прoвoд ПВ3 70 квaдрaтныx миллимeтрoв, 1 мeтрa дocтaтoчнo. Прoвoд идeт oчeнь тяжeлo, зaпрaвлялcя вдвoeм.
Нa прoвoд гaзoвoй гoрeлкoй нaпaяны нaкoнeчники мeдныe лужeныe, чиcтo мeдныe нaпaять нe пoлучилocь. К нaкoнeчникaм крeпятcя элeктрoды — 10 квaдрaтoв мeди для cвaрки aккумулятoрoв и прямoугoльныe для cвaрки пруткa или лиcтa.
В cлучae c прямoугoльными элeктрoдaми oни пoзвoляют вaрить кaк прoвoлoку, ecли элeктрoды cтoят плocкocть нa плocкocть, тaк и лиcт ecли пoвeрнуть вeрxний элeктрoд нa угoл, кaк нa фoтo.
Прямoугoльныe элeктрoды этo плacтины oт кoмплeктa уcтaнoвки тoкoвыx трaнcфoрмaтoрoв, при элeктрoмoнтaжe oни нe пригoдилиcь a здecь кaк рaз.
«Мoзги cвaрки» — caмoдeльный тaймeр нa микрoкoнтрoллeрe PIC16F628A, ccылкa нa кoтoрый в зaгoлoвкe oбзoрa.
Крoмe пикуxи былo зaкуплeнo
— Нaбoр квaрцeвыx рeзoнaтoрoв нa вce cлучaи жизни, 10 нaимeнoвaний пo 5 шт — 2,7$ лoт 50 шт.
— Микрocxeмa cтaбилизaтoрa 5в 50 шт 1,28$
— Мoщныe тириcтoры BTA41-600 10 штук 4,8$
— Оптoпaрa 10 шт 1,6$
— Сaм PIC — 10 шт 13,8$
Зa ocнoву взятa cxeмa из cтaтьи
Сxeмa
Из cxeмы взятa cилoвaя чacть, прoшивку былo рeшeнo пиcaть caмoму.
В cxeмe нe пoнрaвилocь иcпoльзoвaниe двуx кнoпoк — энкoдeрoм упрaвлять быcтрee и удoбнee, мaлый диaпaзoн выдeржeк.
Блoк питaния я oбoзрeвaл ужe тут жe, в нeгo дoбaвлeн cтaб нa 5в. Двa нaпряжeния питaния 5в ocнoвныe и 12в кoнтрoльныe идут нa кoнтрoллeр. При выключeнии питaния пeрвым нaчинaeт пaдaть нaпряжeниe 12в, oнo чeрeз рeзиcтивный дeлитeль идeт нa нoгу кoнтрoллeрa (cиний пoдcтрoeчник, выcтaвил 3в). Кoнтрoллeр видит нoль нa нoгe, coxрaняeт пaрaмeтры и идeт cпaть.
Выxoд нoги PIC дaeт cигнaл нa oптрoн, oптрoн oткрывaeт тириcтoр, кoтoрый в cвoю oчeрeдь включaeт пeрвичку трaнca. Нaгрeвa дeтaлeй нe зaмeчeнo. Вoзмoжнo иcпoльзoвaть твeрдoтeльнoe рeлe, кaк в прeдыдущeй cтaтьe нa этoм рecурce. Я тoжe в прoшлoм cвaрoчникe иcпoльзoвaл твeрдoтeлку, нo oптрoн+тириcтoр мeньшe и дeшeвлe при зaкупкe пo 10 шт.
Я тoжe в прoшлoм cвaрoчникe иcпoльзoвaл твeрдoтeлку, нo oптрoн+тириcтoр мeньшe и дeшeвлe при зaкупкe пo 10 шт.
— Энкoдeр был зaкуплeн тaкoй,
В нeм ужe ecть рeзиcтoры пoдтяжки, энкoдeр нe тoлькo крутитcя нo и нaжимaeтcя.
При нaжaтии нa энкoдeр цифрa нaчинaeт плaвнo мигaть (cдeлaл измeнeниe яркocти пo cинуcoидe) — пoкaзывaeт кoличecтвo импульcoв дo 9, тo ecть вaрить мoжнo пoвтoрным или трoйным импульcoм, пaузa мeжду импульcaми рaвнa длитeльнocти импульca, cквaжнocть 50% в oбщeм. При пoвтoрнoм нaжaтии энкoдeрa зaпoминaeт пaрaмeтр в пaмять (прoвeряeт измeнилcя ли oн) и пeрexoдит oпять в рeжим рaбoты.
Индикaция нa двуx cвeтoдиoдныx ceмиceгмeнтныx индикaтoрax, индикaция динaмичecкaя.
При cвaркe oбычнo нужны cвoбoдными oбe руки, для зaпуcкa cвaрки былa cдeлaнa пeдaль — кнoпкa звoнкa.
При включeнии тaймeр нa 1 ceк пoкaзывaeт-нaпoминaeт кoличecтвo импульcoв.
Пoтoм индикaция выдeржки
.2 -0,02ceк
0,2 -0,2 ceк
2,2 -2,2 ceк.
мaкcимум 9,9 ceкунд, минимум 0,01 ceк.
При нaжaтии пeдaли и oтрaбoткe выдeржки пoкaзывaeтcя — Пинцeт нa дoлжeн дeргaтьcя при cрaбoткe, нe oчeнь нaгляднo пoлучилocь.
рaбoты тaймeрa 1,33 мин
Физичecки тaймeр coбрaн в кoрпуce блoкa питaния принтeрa HP, oт нeгo иcпoльзoвaнa плaтa, кaк нecущий элeмeнт и рaзъeм питaния прeдoxрaнитeль и фильтрующиe кoндeнcaтoры нa вxoдe.
Чтo тo coбрaнo нa cтoйкax, чтo тo приклeeнo нa тeрмoклeй, в oбщeм вce элeмeнты кoлxoзa. Кaк ни cтрaннo, вce рaбoтaeт.
Слaбoнeрвным и пeрфeкциoниcтaм фoтo пoтрoxoв нe cмoтрeть
cвaрки гвoзди 4+4мм.
Рeзультaт пocлe
Рeзультaт cвaрки
Бaгaжники, нa oбa бaгaжникa xвaтилo 1 кг прoвoлoки oцинкoвки 3 мм, цeнa oкoлo 1.
Мoй ячeйкa 4*4cм, жeны для вeлocумки ячeйкa 5*5 cм
Свaркa бaтaрeй для шурупoвeртoв
ocтaтки oцинкoвки
Делаем из микроволновки точечную сварку своими руками
В этой статье хочу вам рассказать, как можно сделать точечную сварку из старой или сломанной микроволновки. Такая сварка пригодится в любом гараже. В микроволновой печи должны быть целы вентилятор и самый важный элемент, это трансформатор, вот эти два элемента нам и понадобятся для нашей сварки.
Хочу извиниться сразу за отсутствие некоторых фоток, по изготовлению самого процесса, но попробую описать более понятно.
Итак, берём трансформатор и удаляем вторичную обмотку, на её место наматывает 3 витка сварочного провода сечением 16 мм2.
Покупаем медный провод или прут сечением 16 мм, из него мне знакомый токарь вытачивал будущие электроды, вот по этому чертежу. Сам прут я купил на рынке.
Пока токарь колдовал над моими электродами, я в это время делал трансформатор. Потом поставил автомат для вкл\выкл, затем примостил вентилятор для охлаждения транса, магнитный пускатель, который включался с микровыключателя, также добавил две лампочки (LS1 и LS2), которые показывали работу трансформатора и есть ли ток.
Потом поставил автомат для вкл\выкл, затем примостил вентилятор для охлаждения транса, магнитный пускатель, который включался с микровыключателя, также добавил две лампочки (LS1 и LS2), которые показывали работу трансформатора и есть ли ток.
Далее, показано как размещены внутри детали
Сам корпус тоже делал сам))), гнул всё из той же самой микроволновки. Есть некоторые отверстия родные, а вот сзади просверлил сам по шаблону, который сделал сперва на бумаге.
С клещами можно экспериментировать, кому как удобно я сделал сперва так, ну потом если что можно подделать или доработать.
Так выглядят электроды, выточенные токарем.
Крепятся они просто, наворачиваются на болт.
Отлично приваривают металл толщиной до 0.8 мм, а вот чтобы варить металл толще нужно наверное поэкспериментировать, например сделать острее концы электродов.
Думаю, что такие же самодельщики как и я доработают сами если что не понравиться.))), самое главное дать идею, искорку, тем более, что информации я думаю предоставил нормально. Всем добра.
Всем добра.
Автор; Вадим Орехов Мелитополь, Украина
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Точечная сварка из трансформатора от микроволновки своими руками
Привет! Сегодня покажу, как сделать самую простую точечную сварку из трансформатора от микроволновки (такую обычно используют для сварки литий-ионных аккумуляторов).
Первым делом нужна будет нерабочая микроволновка. Найти ее очень просто, так как их часто выбрасываю, а если найти не удалось, просто подайте объявление по группам и Вам ее отдадут за копейки. Данную микроволновку нашел просто возле мусорного бака.
Первым делом из нее нужно достать трансформатор. Сложного ничего в этом нет, откручиваем винты, на которых он держится и отсоединяем все провода.
Далее нужно у него удалить вторичную обмотку (эта та, что сверху). Для этого зажимаем трансформатор в тисках и при помощи ножовки по металлу аккуратно ее спиливаем. Главное не повредить первичную обмотку. Когда боковинки срезаны, при помощи сверла высверливаем сердцевину. Достаточно просверлить по одному сквозному отверстию, а затем маленьким зубилом все выбить.
Далее нужен будет медный многожильный кабель с толстым сечением.
Затем два обжима, медное жало от паяльника, кнопка концевик и силовой провод, которые так же вытащил из микроволновки.
Вот весь набор компонентов можете увидеть на ото ниже:
На следующем этапе нужно обжать провод и пропустить его через трансформатор. У меня получилось сделать один виток, но как показала практика, его вполне достаточно. После этого подключаем кабель питания, в разрыв которого ставим кнопку концевик. Данная кнопка работает только тогда, когда на нее нажать.
Теперь нужно подготовить жало от паяльника. Распиливаем его на две равные части и на каждой нарезаем резьбу. После затачиваем кончики и одеваем жала на провод, зафиксировав их при помощи гаек.
На этом этапе самая простая точечная сварка готова и ее можно протестировать. Соответственно тестировать буду на аккумуляторах, так как для них она и делалась. Берем пластинку, при помощи которой спаивают акб, прислоняем контакты сварки и нажимаем кнопку буквально на несколько секунд. Пластинка припаивается и отодрать ее можно с трудом. На втором фото видно, что пластинку я оторвал, но на ней появились сквозные отверстия, что говорит о том, пластинка припаялась как нужно!
Просто для теста попробовал прожечь сваркой крышку от банки и как видим все так же замечательно получилось. Температура на концах жала довольно высокая и видно как раскалился металл.
Сварка низкоуглеродистой стали с помощью микроволн
- Sourav
- Uma Gautam
- Akshay Marwah
- Ankit Sharma
- Lakshay
Первый онлайн:
Часть Конспект лекций по машиностроению Книжная серия (LNME)Abstract
В данном исследовании была проведена микроволновая сварка низкоуглеродистой стали при разном времени выдержки и исследованы механические характеристики в зоне сварного шва.В данном исследовании используются коммерческие образцы мягкой стали размером 20 × 20 × 2 мм. Параметры процесса, используемые при микроволновой сварке: частота микроволн, материал сопряжения, номинальная мощность, токоприемник, сепаратор, время воздействия. Для оценки механических характеристик сварной детали были проведены испытания микроструктуры, пористости и твердости. Результаты показывают, что надежная сварка произошла между 630 и 840 с, ниже которой сварной шов является частичным, а выше которого образец деформируется.Микроструктура области сварного шва обнажила четкие зерна аустенитной структуры. В зоне сварного шва дефекта пористости не обнаружено. Твердость сварного шва и HAZ составляет 58–59 HRB и 51–52 HRB, соответственно, и является более значительной по сравнению с твердостью основного металла, которая составляет 49–50 HRB.
Ключевые слова
Гибридное микроволновое отопление Бытовая печь Пористость Микротвердость Соединение Микроструктура Аустенитная граница раздела Порошок SusceptorЭто предварительный просмотр содержания подписки,
войдите в, чтобы проверить доступ.
Ссылки
1.
Багха Л., Шегал С., Такур А. (2016) Сравнительный анализ соединения / сварки SS304-SS304 с использованием микроволн с использованием различных материалов для сопряжения. Веб-конференция MATEC, том 57, выпуск № 3001, стр. 1–4
Google Scholar2.
Das S, Mukhopadhayay AK, Datta S, Basu D (2009) Перспективы микроволновой обработки: обзор. Bull Mater Sci 32 (1): 1–13
Google Scholar3.
Bansal A, Sharma AK, Kumar P, Das S (2012) Соединение пластин из мягкой стали с использованием микроволновой энергии.Adv Master Res 585: 465–469
Google Scholar4.
Сони П., Сегал С., Кумар Х., Сингх А.П. (2018) Влияние нанопорошка никеля на соединение SS316-SS316 посредством гибридного микроволнового нагрева. Adv Mater Manuf Characterization 8 (1): 44–48
Google Scholar5.
Датта Т., Санвария С.Дж., Ванеш С., Дхинакаран С.П. (2017) Анализ микроволновой сварки нержавеющей стали. Int J Sci Eng Res (IJSER) 5 (4): 92–95
Google Scholar6.
Badiger RI, Narendranath S, Srimath MS (2015) Соединение сплава Inconel-625 посредством гибридного микроволнового нагрева и его характеристики .J Manuf Processes 18: 117–123
Google Scholar7.
Srinath MS, Sharma AK, Kumar P (2011) Новый способ соединения аустенитной нержавеющей стали (SS-316) с использованием микроволновой энергии. Proc Inst Mech Eng Часть B J Eng Manuf 225: 1083–1091
Google Scholar8.
Salot S, Sehgal S, Pabla BS, Kumar H (2017) Соединение металлов с помощью микроволн: обзор. Res J Eng Technol 8 (3): 282–290
Google Scholar
Информация об авторских правах
© Springer Nature Singapore Pte Ltd.2021
Авторы и аффилированные лица
- 1.HMR Институт технологий и менеджмента, Дели, Индия
Сварка термопластов с помощью микроволн | SpringerLink
А. К. Метаксас и Р. Дж. Мередит, «Промышленное микроволновое отопление» (Peter Peregrinus Ltd., Лондон, 1988).
Google Scholar
М. Л. Сисодиа и Г. С. Рагхуванши, «Микроволновые схемы и пассивные устройства» (Джон Вили и сыновья, Нью-Йорк, 1987).
Google Scholar
Х. Фудзимацу, С. Огасавара и С. Куроива, Colloid Polymer Science 268 (1) (1990) 28.
Google Scholar
В. К. Варадан, В. В. Вараден, Полимерная инженерия и наука 31 (1991) 7.
Google Scholar
C.-Y. Ву, доктор философии диссертация, Университет штата Огайо, 1996.
А. Р. Фон Хиппель, «Диэлектрические материалы и их применение», 1-е изд. (Массачусетский технологический институт и Джон Вили, Кембридж, Массачусетс, 1954 г.).
Google Scholar
W. R. Tinga и S.O. Nelson, Journal of Microwave Power 8 (1) (1973).
A. J. Bur, Полимер 26 (1985) 963.
Google Scholar
М. Чен, Э. Дж. Сиочи, Т. К. Уорд и Дж. Э. МакГрат, Polymer Engineering and Science 33 (17) (1993).
M. Chen, J. W. Hellgeth, E. J. Siochi, T. C. Ward и J. E. McGrath, ibid. 33 (17) (1993).
В. В. Даниэль, «Диэлектрическая релаксация», 1-е изд. (Academic Press, Сан-Диего, Калифорния, США, 1967).
Google Scholar
Н. Г. МакКрам, Б.Э. Рид и Г. Уильямс, «Неупругие и диэлектрические эффекты в полимерных твердых телах» (Dover Publications, Нью-Йорк, 1991).
Google Scholar
Н. Е. Хилл, В. Е. Воан, А. Х. Прайс и М. Дэвис, «Диэлектрические свойства и молекулярное поведение», 1-е изд. (Ван Ностранд Рейнхольд, Нью-Йорк, 1969).
Google Scholar
W. Reddish, Бюллетень Клуба материаловедения (1974).
М. Чен, Э. Дж. Сиочи, Т. К. Уорд и Дж. Э. МакГрат, Polymer Engineering and Science 33 (17) (1993).
W. Meyer, in Proc. Конференция по неметаллическим материалам и композитам при низких температурах, июль 1978 г. (пленум, Нью-Йорк) с. 97.
S. Osaki, J. Appl. Phys. 64 (8) (1988) 4181.
Google Scholar
То же. , Journal of Polymer Science, C. Polymer Letters 28 (1990) 147.
Google Scholar
То же. , Полимер 35 (1) (1994).
Х.-Ф. Хуанг, Journal of Microwave Power 11 (4) (1976) 305.
Google Scholar
W.Х. Саттон, Бюллетень Американского керамического общества 68 (2) (1986) 376.
Google Scholar
У. Х. Саттон и У. Э. Джонсон, Патент США 4219361, (1980).
Дж. Б. Хастед, «Водные диэлектрики», 1-е изд. (Чепмен и Холл, Лондон, 1973).
Google Scholar
TWI Connect, сентябрь 1992 г.
П. Лоррен и Д. Корсон, «Электромагнитные поля и волны», 2-е изд. (У. Фриман и Ко, Нью-Йорк, 1970).
Google Scholar
Дж. Иппен, Химия и технология резины, 44 (1) (1971) 294.
Google Scholar
Р. Дж. Мередит, Журнал эластомеров и пластмасс, 8 (1976) 191.
Google Scholar
Проводящий технический углерод в пластмассах, Cabot Corporation, Special Blacks Division, Бостон, Массачусетс, Технические отчеты S-39.
Т. Ито, Х. Сиракава и С. Икеда, Journal of Polymer Science, Polymer Chemistry Edition 12 (1974) 11.
Google Scholar
Дж. К. В. Чиен, «Полиацетилен, химия, физика и материаловедение» (Academic Press, Сан-Диего, Калифорния, 1984).
Google Scholar
Х. Сиракава, Э. Дж. Луи, А. Г. Макдиармид, К. К. Чианг и А. Хигер, Журнал химического общества, Химические коммуникации (1977) 578.
T. A. Skotheim, «Справочник по проводящим полимерам», Vol. I и II (Марсель Деккер, Нью-Йорк, 1986).
Google Scholar
Р. Х. Френд, Отчеты об обзоре РАПРА 6 (1993) 3.
Google Scholar
А. Дж. Эпштейн и А. Г. Макдиармид, in Proc. Шестой промышленный семинар Europhysics, 1990, Лофтус, Норвегия, под редакцией В. Р. Саланека, Д. Т. Кларка и Э. Дж. Самуэльсона (Адам Хильгер, 1991).
Монкман А., личное сообщение R Wise, декабрь 1994 г.
Радо Г. Т., Обзоры современной физики 25 (1953) 1.
Google Scholar
Х. В. Хамон, Австралийский физический журнал 6 (1953) 304.
Google Scholar
Дж. С. Драйден и Р. Дж. Микинс, Proc. физики соц. Лондон 70 (1957) 427.
Google Scholar
Р. Тидсвелл, ERA, Паспорт безопасности продукта электродной пасты TW1010
Чуказян С.М., SPE ANTEC 1990, с. 1834.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Производство и ремонт углеродно-армированных нанокомпозитов с помощью микроволн
Мы сообщаем о композитном материале, пригодном для современного производства и ремонта.Микроволновая энергия используется для индуцирования термической обратимой полимеризации матрицы, что позволяет выполнять сварку и ремонт композитов с помощью микроволнового излучения. Композиты можно склеить всего за несколько минут с помощью микроволновой сварки. Испытания на сдвиг внахлест показывают, что композиты, сваренные с помощью микроволновой сварки, демонстрируют 40% прочности сцепления по сравнению с композитами, связанными эпоксидной смолой. Испытания на двойной консольной балке показывают восстановление прочности на расслоение на 60% после ремонта композита с помощью микроволнового излучения. Межфазная адгезия и восстановление композита после микроволнового воздействия исследуются с помощью рентгеновской компьютерной томографии.Показано, что микроволновая обработка является воспроизводимой и последовательной. Возможность масштабирования производства демонстрируется созданием большой конструкции из более мелких компонентов.
1. Введение
Композиты обладают огромным потенциалом для снижения энергозатрат во время работы систем, состоящих из этих материалов, благодаря их легкому весу. Это представляет значительный интерес для аэрокосмического и транспортного секторов, поскольку композитные материалы могут привести к производству более экономичных самолетов и транспортных средств.Композитные материалы являются идеальными кандидатами в качестве структурных компонентов в самолетах, автомобилях, поездах и системах исследования космоса, поскольку их массовая экономия напрямую приводит к снижению эксплуатационных расходов. К сожалению, реализация эксплуатационной экономии в результате более низких затрат энергии была омрачена затратами, связанными с производством композитов, и проблемами устойчивости к повреждениям. Термическая обработка, прецизионная обработка, склеивание и низкая устойчивость к повреждениям — все это приводит к увеличению стоимости производства, сборки и обслуживания композитных конструкций.
Обычные методы нагрева, используемые для производства композитов, могут увеличить стоимость производства в результате неэффективных процессов теплопередачи, используемых при отверждении этих материалов. Отверждение в автоклаве, особенно крупных деталей, неэкономично, поскольку большая часть тепла теряется в окружающую среду, а теплопроводность внутри детали очень неэффективна из-за низкой теплопроводности полимерных материалов. Кроме того, неправильное отверждение может существенно повлиять на свойства композита.Микроволны, которые широко используются для связи, нашли потенциальное применение при нагревании и обработке материалов на основе полимеров [1–3]. Микроволновый нагрев, который является объемным, поскольку происходит на молекулярном уровне, может потреблять в 100 раз меньше энергии, чем обычный нагрев [4], что приводит к более быстрому и более эффективному отверждению. Таким образом, микроволновый нагрев имеет преимущества в сокращении времени обработки и большей экономии энергии при производстве композитов [5]. Помимо экономичного отверждения, микроволны также обеспечивают возможность равномерного и полного нагрева деталей независимо от их геометрии [6].Это может быть огромным преимуществом, поскольку большие, толстые и неоднородные детали не очень подходят для отверждения в автоклаве, поскольку нежелательные температурные градиенты как в печи, так и в материалах могут затруднить обеспечение однородного и полного отверждения. Если микроволновое поле с камерой равномерное, градиенты нагрева будут минимизированы. В идеале вращающаяся платформа обеспечит равномерную экспозицию. Таким образом, микроволновая обработка может обеспечить более эффективное и действенное отверждение, что приведет к сокращению времени и стоимости производства композитов.
Еще одна многообещающая возможность микроволн — их потенциальное использование для склеивания или сварки полимерных материалов. Полимерные композиты обычно соединяются с помощью клеев или механических креплений. Эти методы могут потребовать тщательной подготовки поверхности для склеивания и могут привести к появлению локализованных полей напряжений вокруг обработанных участков, необходимых для размещения крепежа. Сварка полимеров рассматривается как альтернатива вышеупомянутым методам соединения. Были предложены такие методы, как горячая пластина, ультразвуковая техника, индукция, лазер, трение с перемешиванием и электромагнитная сварка [7, 8].СВЧ-сварка имеет преимущество перед многими другими видами сварки, потому что можно создавать сложные трехмерные структуры, так как весь компонент можно облучать одновременно [9]. К сожалению, большинство полимеров имеют плохие свойства поглощения микроволн, что требует использования добавок, адсорбирующих микроволны. Для материалов с коэффициентом диэлектрических потерь от низкого до среднего не требуются материалы для поглотителя микроволн, в то время как для материалов с высоким коэффициентом диэлектрических потерь требуются поглощающие материалы на границе раздела [10].Углеродные нанотрубки (УНТ) являются идеальным материалом для поглощения микроволн, поскольку они легко поглощают энергию и преобразуют ее в тепло из-за электронных потерь в структуре УНТ [11–13]. Поскольку поглощение микроволн — это объемный процесс, которому способствуют УНТ, требуется адекватная дисперсия для достижения порога перколяции, который минимизирует любой тепловой градиент внутри композита. Углеродные нанотрубки могут служить средством локального нагрева границы раздела двух смежных поверхностей, что позволяет выполнять микроволновую сварку отдельных частей.Нагрев, вызванный микроволнами, происходит только на границе раздела, что приводит к снижению энергопотребления, поскольку нет необходимости нагревать весь материал. Исключительная прочность УНТ может также обеспечить дополнительное усиление сварного соединения за счет перекрытия границы раздела. Несколько исследований продемонстрировали возможность эффективного и действенного использования УНТ для микроволновой сварки термопластов, термореактивных и неполимерных материалов [14–18]. Использование микроволн для сварки композитных материалов может привести к новым разработкам в композитных технологиях, особенно в области аддитивного производства.
Самовосстанавливающиеся композиты [19–21] являются областью обширных исследований, поскольку самовосстанавливающиеся материалы могут помочь улучшить устойчивость композитов к повреждениям. Заживляемые извне композиты используют внешние раздражители, такие как тепло, электромагнитное излучение или давление, для облегчения ремонта. Композиты, которые можно отремонтировать изнутри с помощью тепла, могут использовать микроволны в качестве источника тепла. Предыдущая работа показала, что микроволны могут быть использованы для быстрого нагрева термически отверждаемых композитов, состоящих из матрицы бисмалеимида тетрафурана (2MEP4F) [22, 23].Доказано, что микроволновое нагревание является эффективным и действенным методом нагрева. Дополнительным преимуществом использования микроволн в качестве источника тепла по сравнению с нагревом сопротивлением является возможность локального нагрева материала. Локальный нагрев обеспечивает заживление только ремонтируемой области, не подвергая всю конструкцию размягчению, которое может поставить под угрозу целостность конструкции под нагрузкой. Тепловая энергия, передаваемая микроволнами, обеспечивает обратимый химический процесс Дильса-Альдера в матрице бисмалеимид-тетрафуран (2MEP4F), что способствует заживлению за счет подвижности полимера.Поскольку сварке композитов также способствует подвижность полимеров, вполне естественно, что склеивание этих композитов с помощью микроволнового излучения должно быть возможным. Система смол 2MEP4F, составляющая матрицу этих композитов, является материалом, который обеспечивает средства для сварки и ремонта композитов. Термическое обратимое сшивание между фурановой и малеимидной группами полимера обеспечивает подвижность в матрице при воздействии тепла. Подвижность приводит к способности связывать материалы матрицы через место повреждения или стыки сварки.Добавка из углеродных нанотрубок просто способствует нагреву благодаря своей способности поглощения микроволн. Мы сообщаем о предварительных экспериментах по микроволновой сварке композитов из углеродного волокна 2MEP4F.
2. Экспериментальная часть
Композитные панели были изготовлены с использованием многослойных углеродных нанотрубок (MWCNT), нанесенных на углеродные волокна с последующей пропиткой бисмалеимидтетрафурановой смолой (2MEP4F). Углеродные волокна были покрыты распылением с использованием диспергированного раствора MWCNT, как сообщалось ранее [20].Затем были изготовлены однонаправленные композиты из углеродного волокна с помощью специального литьевого формования смолы 2MEP4F [24, 25]. Эта процедура была использована для изготовления шестислойных однонаправленных композитных панелей размером 10 см × 10 см. Всего было изготовлено пять панелей, одна из которых имела вставку из тефлонового листа в средней плоскости композита; тефлоновая вставка 5 см × 10 см занимала половину площади панели. Эта конкретная панель использовалась для испытания двойной консольной балки, в которой вставка обеспечивала имитацию трещины для измерения свойств расслоения.Остальные четыре композитных панели использовались для испытаний на сдвиг внахлестку. Затем все изготовленные панели были сухо разрезаны на прямоугольные части размером приблизительно 1 дюйм × 4 дюйма с использованием мельницы.
СВЧ-обработка композитов выполнялась с использованием микроволнового процессора BP-111 Microwave Research and Applications Inc., который работает на частоте 2,45 ГГц и имеет регулируемую мощность до 1000 Вт. СВЧ-процессор оснащен системой управления мощностью True-To-Power. что позволяет регулировать температуру образца за счет регулировки мощности источника магнетрона.Печь была модифицирована, чтобы обеспечить непрерывный мониторинг теплового профиля образца. Инфракрасная камера FLIR A35SC устанавливается в просверленное отверстие в верхней части камеры микроволнового процессора. Сетка из проволочной сетки помещается внутри проема, а германиевое окно помещается снаружи этого проема, чтобы предотвратить выход микроволн. Такая конструкция позволяет получать тепловое изображение образца в режиме реального времени под воздействием микроволнового излучения. Изготовленные на собственном производстве приспособления из майларового блока позволили зажимать композитные панели под давлением во время микроволновой сварки и ремонта.Были изготовлены два набора приспособлений: один с кругом диаметром 1 дюйм, просверленным в средней точке прямоугольного блока длиной 6 дюймов, а другой — сплошным 3-дюймовым блоком. 6-дюймовые блоки были заклеены металлической лентой, чтобы попытаться имитировать сфокусированный микроволновый источник. Давление между блоками прикладывалось нейлоновыми винтами. Только участок, который нужно было сваривать или ремонтировать, подвергался воздействию микроволн. Остальная часть испытуемого образца была покрыта гильзой из металлической ленты, чтобы предотвратить нагрев этой части композита (рис. 1 (а)).Гильза имела внутреннюю подкладку из каптоновой ленты для предотвращения образования дуги между углеродным волокном и металлом или сплавления гильзы с композитом.
Испытание на сдвиг внахлестку было проведено для определения прочности межфазной связи композитного материала, сваренного с помощью микроволновой сварки, по сравнению с композитами, склеенными клеем. Схема экспериментального плана испытаний для испытания на сдвиг внахлестку показана на рисунке 2. Испытания проводились в соответствии со стандартом ASTM D5868. Образцы для испытаний имели длину и ширину, указанные в стандарте; однако толщина 1.0 мм было ниже номинала 2,5 мм. Толщина образцов была ограничена формой, используемой для изготовления композитных панелей. Все остальные стандартные требования были выполнены. Образцы для испытаний на сдвиг внахлест состояли из двух прямоугольных частей, скрепленных через область перекрытия размером 1 дюйм на 1 дюйм. Всего было приготовлено семь образцов для испытаний на сдвиг внахлест. Шесть из них были изготовлены с помощью микроволновой сварки зоны соединения, а контрольный образец для испытаний был скреплен с использованием двухкомпонентного эпоксидного клея 3M Scotch-Weld® 2216B / A.Этот клей также использовался для приклеивания набора однодюймовых зажимов из стекловолокна на каждом конце испытательных образцов после выполнения микроволновой сварки и эпоксидного соединения. Испытания проводились на силовой раме MTS Insight с использованием датчика нагрузки 2000 фунтов.
Испытания с двойной консольной балкой (DCB) были проведены для определения сохранения прочности на расслоение после ремонта композита с помощью микроволнового излучения. Для этих испытаний использовалась панель, изготовленная с тефлоновой вставкой толщиной 13 микрон. Были выполнены аналогичные процедуры, описанные в ASTM D5528, за исключением того, что длина была ниже указанных пяти дюймов.Длина образцов была ограничена формой, используемой для изготовления композитных панелей. Петли для пианино были прикреплены с помощью эпоксидного клея к сторонам панели, где размещалась вставка, чтобы можно было раздвинуть панель. Перед испытанием начальная точка зарождения трещины для каждого образца была отмечена серебряными чернилами путем визуализации стороны образца под стереомикроскопом Zeiss Discovery V20. Тестовые образцы были разобраны с использованием той же силовой рамы MTS Insight. Распространение трещин отслеживалось с помощью видеокамеры во время испытаний DCB, а затем также измерялось под стереомикроскопом и с помощью рентгеновской компьютерной томографии.
Образцы, обработанные в микроволновой печи, были проанализированы для проверки эффективности сварки и ремонта, а также любых повреждений, вызванных воздействием микроволнового излучения. Композиты были охарактеризованы после резки, чтобы идентифицировать любые повреждения перед микроволновой обработкой, которые могут быть связаны с производством или резкой композитов. Рентгеновская компьютерная томография (КТ) использовалась для проверки межфазного соединения в сварном шве, внутренних повреждений композита и ремонта повреждений.
3. Результаты
Перед микроволновой сваркой композитные панели были проверены с помощью рентгеновской компьютерной томографии, чтобы определить, были ли какие-либо дефекты или повреждения вызваны резкой панелей.КТ-сканирование обеспечило трехмерное изображение некоторых областей по всей толщине композита с каждого направления, что позволило визуально осмотреть любые значительные трещины или пустоты в образцах. Все композитные панели были спарены, промаркированы и закодированы цветом (зеленый, красный, желтый и оранжевый), чтобы отслеживать грани и стороны, которые должны были быть соединены, так что последующие компьютерные томограммы всегда отслеживали одни и те же места. КТ-сканирование образцов двойной консольной балки использовалось для визуального определения распространения трещин и ремонта; поэтому на этих образцах был проведен предварительный анализ.
Первый набор образцов для испытаний на сдвиг внахлест (образцы 1–3) был приготовлен с помощью микроволновой сварки с использованием зажимных приспособлений с вырезом диаметром 1 дюйм (рис. 1 (b)). Этот первый набор состоял из трех образцов, которые были нагреты до необходимой температуры (~ 90 ° C) для возникновения диссоциации связи между фурановой и малеимидной группами. Эту температуру поддерживали в течение примерно 3 минут, чтобы дать возможность сварке. Тепловизионная съемка композитной сварки показала, что в некоторых панелях края нагреваются быстрее, и тепло распространяется внутрь, пока в конечном итоге сварная зона размером 1 дюйм × 1 дюйм не достигнет теплового равновесия.Также было замечено, что дуга возникла по краям этих образцов и иногда между образцами. Сильная дуга привела к повреждению композита, обнажившему некоторые углеродные волокна, а также к разложению полимерной матрицы. КТ-анализ сварных композитных панелей показал, что внутренние повреждения были вызваны действием дуги или быстрым нагревом, что привело к образованию пустот (рис. 3 (б)). Возможно, что предварительное напряжение существует в композитах во время микроволновой сварки, скорее всего, в местах дефектов, связанных с производством или механической обработкой композитной структуры.Еще одно внутреннее напряжение, которое может возникнуть во время микроволновой обработки, — это термическое напряжение, вызванное быстрым или неравномерным нагревом. Эти напряжения, вероятно, приводят к появлению пузырей, наблюдаемых по данным компьютерной томографии. КТ-анализ также показал, что межфазное соединение в зоне сварного шва было плохим. Давление, прилагаемое зажимами, повлияет на сварной шов; к сожалению, из соображений безопасности тензодатчики не были прикреплены к испытуемым образцам, потому что не было известно, как они будут реагировать на микроволны. Испытания на сдвиг внахлестку подтвердили КТ-анализ, поскольку прочность сварного шва при микроволновом диапазоне составляла всего 10% от прочности композита на эпоксидной основе.Значение 10% устанавливается как отношение предельной растягивающей нагрузки лучшего свариваемого композита к композиту на эпоксидной связке. Был сделан вывод, что открытая область отверстия диаметром 1 » не обеспечивает достаточного давления в зоне соединения для облегчения подвижности полимера через границу раздела композитов. Зажимные устройства были упрощенными, а более сложная конструкция зажимов, позволяющая контролировать давление, обеспечила более надежные сварные швы.
Чтобы обеспечить более равномерное давление в зоне сварки, для последующей микроволновой обработки использовался прочный 3-дюймовый зажим.Образцы 1–3 были повторно сварены аналогичным образом с последующей компьютерной томографией перед проведением второй серии испытаний на сдвиг внахлестку. Во время микроволновой обработки тепловизионное изображение на месте показало более равномерный нагрев и отсутствие дуги во время экспонирования. КТ-изображение показало, что повторно сваренные композиты имели лучшее межфазное соединение и подверглись восстановлению повреждений (Рисунок 3 (c)). Предыдущие пустоты в композите были устранены после второго микроволнового воздействия, что свидетельствует о заживаемости композитов.Второй набор образцов для испытаний на сдвиг внахлест (образцы 4–6) был сварен, чтобы установить воспроизводимость и стабильность процесса сварки. Аналогичные наблюдения наблюдались как в отношении сварочных характеристик, так и механических свойств.
После повторной сварки образцов 1–3 процент прочности по отношению к композиту на эпоксидной связке увеличился с 10% до 40%. В то время как повторно сваренные композиты демонстрируют более высокое сохранение прочности в сварном шве, анализ компьютерной томографии по всей толщине сварного шва выявил области, где все еще существовали зазоры между панелями.Это указывает на то, что полное соединение между двумя сваренными панелями не было достигнуто полностью, и это привело к более низкой, чем желательно, прочности соединения, по крайней мере, 75%. Ожидается, что большая прочность может быть достигнута, если будет достигнуто полное соединение. В будущих исследованиях будет изучено использование армирующего агента, такого как проволочная сетка или тонкий лист бумаги с нанотрубками «Баки». Поскольку химия Дильса-Альдера может происходить между боковой стенкой УНТ и полимерной матрицей [26], считается, что прямое соединение между УНТ и матрицей может значительно улучшить прочность сварного шва.В любом случае было показано, что сварка воспроизводима с сопоставимой или более высокой прочностью сварного шва после каждого цикла сварки.
На рис. 4 показаны результаты испытаний на сдвиг внахлест всех шести сварных образцов относительно контрольной эпоксидной смолы. Кривые показывают аналогичное поведение среди образцов. Во-первых, модуль на кривых показывает, что сварные композиты демонстрируют более высокую жесткость, чем композит, связанный эпоксидной смолой. Во-вторых, кривые сдвига внахлест показывают область текучести с увеличением нагрузки, за которой следует разрушение.Наконец, некоторые композиты демонстрируют внезапное снижение нагрузки с последующим восстановлением нагрузки. Наблюдение более высокой жесткости объясняется межмолекулярной связью между полимерами на границе раздела. Связывание на границе раздела в сварных композитах происходит из-за сшивки между фурановыми и малеимидными группами внутри термореактивной смолы 2MEP4F. Именно это обратимое сшивание позволяет использовать химию Дильса-Альдера, которая объясняет термически обратимую полимеризацию и, следовательно, сварку. Межфазная адгезия внутри композита с эпоксидной связью напрямую не известна, но может быть обусловлена полярными силами или прямым химическим связыванием между группами полимерных цепей эпоксидной смолы и смол 2MEP4F.В любом случае разумно ожидать, что межмолекулярная связь между интерфейсами 2MEP4F сильнее, чем межмолекулярная связь между эпоксидной смолой и 2MEP4F. В таблице 1 показаны механические свойства как 2MEP4F, так и эпоксидных смол. Хотя не существует документально подтвержденного сравнения прочности на сдвиг двух систем, значения, полученные при испытании на сдвиг внахлест эпоксидных композитов, сопоставимы с диапазоном значений, приведенным в таблице 1. Значения 6,2–11 МПа соответствуют различным пластическим материалам. связаны с эпоксидной смолой 2216B / A и хорошо согласуются с приблизительно 1300 фунтами на квадратный дюйм, полученными в нашем тесте.Для однородных изотропных материалов существует простая связь между упругими постоянными; а именно,. В этом уравнении — это модуль Юнга, — это модуль сдвига и — это коэффициент Пуассона. Если мала, то. В техническом паспорте 3M не содержится никакой информации о модуле Юнга или коэффициенте Пуассона эпоксидной смолы. Простое приближение, согласно которому модуль Юнга в два раза больше модуля сдвига, указывает на то, что 2MEP4F имеет более высокую жесткость. Хотя это предположение не подтверждается эмпирическим тестированием в наших лабораториях, приближение подтверждает наше наблюдение.В будущих испытаниях будет проведено прямое сравнение таких механических свойств.
| |||||||||||||||||||||||||
| Ссылка [27], технические данные 3M Scotch-Weld и ASTM D1002. | |||||||||||||||||||||||||
По мере увеличения нагрузки происходит деформация из-за передачи напряжения в область матрицы вблизи границы раздела. Податливость продолжается при увеличении нагрузки до полного отказа. После отказа пристальное наблюдение за композитными панелями показало расслоение внутри панелей, поскольку углеродные волокна можно было увидеть в областях, которые, казалось, были истертыми.Один из свариваемых композитов показал сколы вдоль направления волокон на расстоянии от области сварного шва. Предполагается, что отказ происходит внутри матрицы, а не только на границе раздела. Считается, что вызванные микроволнами пустоты, наблюдаемые при КТ-анализе, являются точкой отказа. Передача напряжения в конечном итоге превышает прочность в этих поврежденных областях, что приводит к разрыву сварного шва. Считается, что именно в этих абразивных областях происходит наиболее эффективная сварка композитов, обработанных микроволновым излучением, но они также являются областями с более высокой концентрацией дефектов.Этот эффект расслоения наблюдался как в сварном, так и в эпоксидном композите. Последней особенностью, наблюдаемой в некоторых свариваемых композитах, является резкое снижение нагрузки с последующим ее восстановлением. Это объясняется сдвиговым скольжением, которое происходит в связанных областях границы раздела. Как отмечалось ранее, компьютерная томография показала участки, которые не были соединены. При приложении нагрузки к границе раздела некоторые из этих областей сварного шва срезаются, что приводит к резкому снижению нагрузки, но не к полному разрушению. Следовательно, прочность сварного шва ниже желаемой можно объяснить неполным межфазным соединением и внутренними дефектами.Считается, что полное сцепление на границе раздела сварного шва и устранение дефектов, вызванных микроволновым излучением, приведет к прочности сцепления, сравнимой с прочностью эпоксидного клея.
Испытание на балке с двумя консолями показано на рисунке 5. Хотя размеры образца были немного ниже спецификаций ASTM D5528, испытание DCB все же может обеспечить хорошую оценку восстановления расслоения и, следовательно, эффективности заживления при микроволновой обработке. За исключением образца 2 до микроволнового лечения, все кривые имеют одинаковый наклон до отслоения.Этого следовало ожидать, поскольку все образцы изготовлены из одних и тех же материалов и вырезаны из одной и той же изготовленной панели и, следовательно, должны иметь одинаковую жесткость. Разница в образце 2 до микроволновой обработки, вероятно, связана с ручками или петлями пианино. Помимо этого различия, кривые до и после микроволнового лечения имеют схожие характеристики. Первая особенность заключается в том, что удлинение крейцкопфа напрямую соответствует длине распространения трещины. На рис. 6 показаны длины трещин, измеренные после испытания DCB с помощью оптической микроскопии и КТ-анализа.Очевидно, что длина трещины идентична удлинению крейцкопфа на кривых DCB. Объяснение различий в распространении трещин при одинаковой нагрузке заключается в том, что они могут быть связаны с более низкими остаточными напряжениями, более высокой степенью прогиба трещин или перекрытием трещин УНТ. Вторая особенность, наблюдаемая на кривых DCB, — это начало отслоения, которое происходит при более низких нагрузках после ремонта начальных трещин с помощью микроволнового излучения, как показано на рисунке 7. Этого следует ожидать, если полное заживление трещины не достигается.Для каждого образца значения нагрузки в начале отслоения до и после микроволновой обработки использовались для расчета эффективности ремонта. Начало определяется как точка, в которой нагрузка больше не увеличивается и начинает выходить на плато, за которым следует снижение нагрузки. Образцы 1 и 2 показали извлечение приблизительно 30%, тогда как Образец 3 показал извлечение 60%. Последней общей чертой кривых после микроволновой обработки является увеличение нагрузки после начала расслоения. Не совсем понятно, что способствует постоянному увеличению нагрузки после начала расслоения; однако это может указывать на лучшее сопротивление разрыву.Возможно, что после воздействия микроволн может образоваться перемычка между волокном или УНТ. Предыдущая работа с нашими композитами показала, что существует вероятность того, что химия Дильса-Альдера может происходить между полимерной смолой и УНТ из-за локализованного нагрева УНТ во время микроволнового воздействия [22]. Если происходит образование мостиков или связывание УНТ с матрицей, это может объяснить наблюдаемое устойчивое увеличение нагрузки после начала отслоения. Независимо от объяснения, тот факт, что может быть достигнуто заживление и что может возникнуть сопротивление расслоению, является многообещающим для улучшенных устойчивых к повреждениям композитов.
Чтобы продемонстрировать, что микроволновая сварка этих композитов может привести к усовершенствованному производству, была построена более крупная структурная архитектура из небольших компонентов. Меньшие прямоугольные и квадратные детали были обработаны для стыковки деталей. Конструкция была свободно собрана и помещена в духовку, а затем подвергнута воздействию микроволн мощностью всего 40 Вт. Тепловизионное изображение во время микроволновой обработки показывает быстрый локальный нагрев композитных интерфейсов (рис. 8).Температура в сварных швах выше из-за более высокого поглощения микроволнового излучения открытыми углеродными нанотрубками и волокнами. Возможно, что электронные потери на границах раздела также могут способствовать этому быстрому локальному нагреву. Предыдущая работа с поврежденными композитами, подвергшимися воздействию микроволн, показывает аналогичные наблюдения [23]. Температура в сварных швах достигла более 90 ° C менее чем за 10 секунд, и конструкция была нагрета в течение периода времени в одну минуту, после чего ей дали остыть в течение одной минуты.Все точки контакта, кроме одной, сливаются вместе даже без приложения внешних сил или зажима. Прочность точек сварки не измерялась; однако чрезмерное вытягивание вручную повредило сварные швы. Несмотря на то, что сварные швы не являются прочными (в значительной степени из-за того, что во время сварки не применялась сила), продемонстрирована концепция трехмерной сварки с использованием микроволнового излучения. Дальнейшие работы будут включать повышение прочности сварных швов этих прилегающих конструкций. Эта демонстрация показывает многообещающую способность сваривать большие конструкции из небольших компонентов, что может привести к усовершенствованной технологии производства, которая может быть более эффективной по затратам и времени.
Ожидается, что несколько факторов будут влиять на эффективность сварки и прочность соединений. На эффективность сварки могут влиять время нагрева и давление, приложенное к стыку. Эти два фактора будут влиять на степень связывания, поскольку они напрямую влияют на степень реполимеризации и подвижность полимера на границах раздела. Мощность микроволн и температура нагрева минимально влияют на процесс сварки. Микроволновая система должна подавать достаточно энергии только для достижения заданной температуры 100 ° C для начала реполимеризации.На прочность сварного шва будет влиять несколько факторов, включая температурные градиенты, давление, время нагрева, дефекты и дополнительное армирование. Колебания температуры или давления в сварном шве могут привести к нестабильному сцеплению на границе раздела. Недостаточное время нагрева приведет к неполной реполимеризации. Такие дефекты, как пустоты, снижают прочность сварного шва. Наконец, добавление дополнительного армирования, такого как проволочная сетка или рубленые волокна, улучшит прочность.
4.Заключение
Была продемонстрирована возможность использования микроволновой энергии для сварки и ремонта композитов из углеродного волокна. Включение углеродных нанотрубок в композит из углеродного волокна обеспечивает механизм поглощения микроволн, который позволяет нагревать термообратимый полимер, составляющий матрицу. Обратимый химический состав системы полимерной смолы используется для сварки и ремонта композитов. Испытания на сдвиг внахлестку показывают более высокую начальную жесткость композитных сварных швов по сравнению с композитом на эпоксидной связке, что объясняется большей межмолекулярной связью поверхностей раздела и высоким модулем самого полимера [25].Композитные материалы, свариваемые микроволновым излучением, демонстрируют 40% прочности соединения эпоксидного свариваемого композита. Испытания на двойной консольной балке использовались для измерения ремонта расслоенных композитов с помощью микроволнового излучения. Испытания показывают восстановление прочности на расслоение до 60% после микроволновой обработки. Визуальный осмотр некоторых областей по всей толщине сварного шва и ремонт с помощью рентгеновской компьютерной томографии показывает неполную сварку на стыке соединения и частичное заживление отслоившихся поверхностей. Ожидается, что прочность сварного шва порядка прочности адгезии эпоксидной смолы и полного устранения расслоения композита может быть достигнута с помощью улучшенной микроволновой обработки.Кроме того, микроволновая сварка позволяет создавать более крупные конструкции из более мелких компонентов, демонстрируя возможность использования микроволн для передового производства композитов.
Конкурирующие интересы
Авторы заявляют об отсутствии конфликта интересов в отношении публикации этой рукописи.
Одностенные углеродные нанотрубки, сваренные с помощью микроволновой сварки, в качестве электродов, подходящих для сбора трибоэлектрической энергии из биоматериалов и биопродуктов
TY — JOUR
T1 — Однослойные углеродные нанотрубки, сваренные с помощью микроволновой сварки, в качестве электродов для сбора трибоэлектрической энергии из биоматериалов и биопродуктов
AU — Kim, Hyun Soo
AU — Kim, Dong Yeong
AU — Kwak, Ji Hye
AU — Kim, Jong Hun
AU — Choi, Moonkang
AU — Hyung Kim, Do
AU — Lee, Dong Woo
AU — Kong, Dae Sol
AU — Park, Jinhong
AU — Jung, Sunshin
AU — Lee, Gwan Hyoung
AU — Lee, Minbaek
AU — Jung, Jong Hoon
N1 — Информация о финансировании: Авторы выражают благодарность проф.Б.-Х. Чхве из Департамента биологических наук Университета Инха за помощь в создании фотографий высокого разрешения и доктору Дж. Т. Хану из Исследовательского центра нано-гибридных технологий KERI за помощь в нанесении покрытия распылением. Это исследование было поддержано Программой фундаментальных научных исследований через Национальный исследовательский фонд Кореи (NRF), финансируемой Министерством образования, науки и технологий, ИКТ и планирования будущего (2016R1A2B4014134, 2017 M2B2A4049475, 2016M3A7B4910940, 2017R1A5A1014862, программа SRC: vdWMRC center) , а также Программой первичных исследований Корейского института электротехнологических исследований (KERI) через Национальный исследовательский совет науки и технологий (NST), финансируемой Министерством науки и ИКТ.Авторские права издателя: © 2018 Elsevier Ltd
PY — 2019/2
Y1 — 2019/2
N2 — Биоматериалы и биопродукты обладают уникальными характеристиками возобновляемости, большого количества, биоразлагаемости и шероховатости поверхности. Чтобы использовать их в высокоэффективных трибоэлектрических наногенераторах (TENG), контактный электрод должен быть дешевым, гибким, способным выдерживать внешние условия окружающей среды и иметь шероховатую поверхность. Здесь показано, что сваренные с помощью микроволновой сварки однослойные углеродные нанотрубки (ОСУНТ) эффективно собирают энергию механических колебаний из биоматериалов и биопродуктов.Селективный и импульсный микроволновый нагрев обеспечивает прочную сварку ОСУНТ с поликарбонатной подложкой без значительных потерь гибкости, прозрачности и электропроводности. Сваренные с помощью микроволновой сварки электроды из SWCNT были успешно применены в качестве одноэлектродных TENG для сбора энергии из целлюлозной пленки, бумаги ханджи и вишневого листа. ТЭНы на основе целлюлозы и бумаги показали довольно стабильные трибоэлектрические выходы даже после чрезмерных контактов и длительного периода времени. TENG на основе листа показал значительно измененные трибоэлектрические характеристики из-за усадки и шероховатости поверхности, вызванных испарением влаги.Электрод из ОСУНТ генерировал ок. напряжение и ток в десять и два раза больше, чем при использовании электрода из оксида индия и олова (ITO). Используя веерообразный ТЭН в форме листа, несколько светодиодов и сотовый телефон удалось запитать без батареи. Эта работа подразумевает, что сваренный СВЧ-сваркой SWCNT электрод с шероховатой пористой поверхностью и сильной устойчивостью к ударам окружающей среды может быть хорошим кандидатом для биоматериалов на открытом воздухе и биопродуктов внутри помещений, в которых используются TENG для использования случайной и низкочастотной энергии колебаний.
AB — Биоматериалы и биопродукты обладают уникальными характеристиками: возобновляемость, изобилие, биоразлагаемость и шероховатость поверхности. Чтобы использовать их в высокоэффективных трибоэлектрических наногенераторах (TENG), контактный электрод должен быть дешевым, гибким, способным выдерживать внешние условия окружающей среды и иметь шероховатую поверхность. Здесь показано, что сваренные с помощью микроволновой сварки однослойные углеродные нанотрубки (ОСУНТ) эффективно собирают энергию механических колебаний из биоматериалов и биопродуктов.Селективный и импульсный микроволновый нагрев обеспечивает прочную сварку ОСУНТ с поликарбонатной подложкой без значительных потерь гибкости, прозрачности и электропроводности. Сваренные с помощью микроволновой сварки электроды из SWCNT были успешно применены в качестве одноэлектродных TENG для сбора энергии из целлюлозной пленки, бумаги ханджи и вишневого листа. ТЭНы на основе целлюлозы и бумаги показали довольно стабильные трибоэлектрические выходы даже после чрезмерных контактов и длительного периода времени. TENG на основе листа показал значительно измененные трибоэлектрические характеристики из-за усадки и шероховатости поверхности, вызванных испарением влаги.Электрод из ОСУНТ генерировал ок. напряжение и ток в десять и два раза больше, чем при использовании электрода из оксида индия и олова (ITO). Используя веерообразный ТЭН в форме листа, несколько светодиодов и сотовый телефон удалось запитать без батареи. Эта работа подразумевает, что сваренный СВЧ-сваркой SWCNT электрод с шероховатой пористой поверхностью и сильной устойчивостью к ударам окружающей среды может быть хорошим кандидатом для биоматериалов на открытом воздухе и биопродуктов внутри помещений, в которых используются TENG для использования случайной и низкочастотной энергии колебаний.
UR — http://www.scopus.com/inward/record.url?scp=85057305431&partnerID=8YFLogxK
UR — http://www.scopus.com/inward/citedby.url?scp=85057305431&partnerID=8YFLogxK
U2 — 10.1016 / j.nanoen.2018.11.059
DO — 10.1016 / j.nanoen.2018.11.059
M3 — Артикул
AN — SCOPUS: 85057305431
VL — 56
SP — 338
EP — 346
JO — Nano Energy
JF — Nano Energy
SN — 2211-2855
ER —
3ders.org — СВЧ-сварка может сделать межслойные связи в деталях, напечатанных на 3D-принтере, более прочными, говорят исследователи Texas A&M
20 июля 2017 г. | Автор Бенедикт
Исследователи из Техасского университета A&M говорят, что они обнаружили способ сделать детали, напечатанные на 3D-принтере, более прочными и более полезными для реальных приложений. Метод включает склеивание слоев детали, напечатанной на 3D-принтере, в микроволновой печи с использованием композитов углеродные нанотрубки и полимера.
Большинство пользователей 3D-принтеров используют микроволновые печи для разогрева карманов для пиццы между заданиями печати.Но для группы исследователей из Техасского университета A&M печи, генерирующие волны, играют гораздо более важную роль: укрепляют связи между слоями печати.
Брэндон Суини, докторант факультета материаловедения и инженерии Texas A&M, недавно объединился со своим консультантом доктором Микой Грин, чтобы разработать новый способ укрепления деталей, напечатанных на 3D-принтере. В этом методе используются традиционные концепции сварки, но они применяются к ультратонким слоям 3D-печатного объекта.
Интерес Суини к 3D-печати возник в довольно неожиданном месте: в лаборатории армейских исследований на Абердинском полигоне в Мэриленде, где раньше работал докторант.
«Я смог увидеть удивительный потенциал этой технологии, например, то, как она ускорила наше производство и позволила воплотить наши САПР-проекты в жизнь в считанные часы», — недавно Суини рассказал своему университету. «К сожалению, мы всегда знали, что эти детали недостаточно прочные, чтобы выжить в реальных приложениях.”
Но вместо того, чтобы заставить его отойти от аддитивного производства, отказ некоторых печатных деталей был тем, что вдохновило Суини посвятить весь исследовательский проект 3D-печати.
«Я знал, что почти вся отрасль сталкивается с этой проблемой», — сказал Суини. «В настоящее время прототипы деталей могут быть напечатаны на 3D-принтере, чтобы увидеть, подходит ли что-то для определенного дизайна, но на самом деле они не могут использоваться для других целей».
Столкнувшись с этим очевидным тупиком, Суини вступил в диалог с Грином и доктором.Мохаммад Саед, доцент кафедры электротехники и вычислительной техники Техасского технологического университета.
Вместе трио решило изучить возможность использования микроволн для сварки слоев деталей, напечатанных на 3D-принтере. Не микроволновые печи просто расплавили бы пластик деталей, напечатанных на 3D-принтере, но исследователи полагали, что микроволны можно использовать для выборочного связывания более слабых участков объекта, напечатанного на 3D-принтере, при сохранении его общей структуры.
«Мы поняли, что нам нужно заимствовать концепции, которые традиционно используются для сварки деталей вместе, где вы использовали бы точечный источник тепла, такой как горелка или сварочный аппарат TIG, чтобы соединить стык частей вместе», — Суини объяснил.«Вы не расплавляете всю деталь, а просто кладете тепло туда, где вам нужно».
С помощью специального материала Суини и его команда действительно смогли направить тепло туда, где они нуждались. В их уникальном процессе тонкий слой композита из углеродных нанотрубок помещается снаружи пластиковой нити для 3D-печати, в конечном итоге «внедряясь на стыках всех пластиковых нитей» при печати.
Когда напечатанная на 3D-принтере деталь с углеродным наполнением готова, ее помещают в сложную микроволновую печь.Затем его температура контролируется инфракрасной камерой.
В исследовательской статье, документирующей это исследование, Суини пишет, что «показано, что микроволновое излучение улучшает прочность сварного шва на излом на 275%», — значительное увеличение, которое, по мнению докторантов, «откроет совершенно новые возможности для проектирования аддитивного производства».
Технология лицензирована местной компанией Essentium Materials и ожидает патента. Исследователи полагают, что если они смогут получить этот патент и коммерциализировать процесс, технология, вдохновленная сваркой, может быть использована практически во всех отраслях, где используется 3D-печать.
«Если вы инженер и действительно заботитесь о механических свойствах того, что вы делаете, то в идеале это должно быть на каждом принтере в этой категории», — подстрекал Суини.
Исследование было недавно опубликовано в журнале Science Advances под названием «Сварка композитов из углеродных нанотрубок и полимеров с трехмерной печатью с помощью локально индуцированного микроволнового нагрева».
Опубликовано в Приложение для 3D-печати
Может быть вам также понравится:
Технология: холодный чай дает искру энергоэффективной сварки
Мик Хамер
Благодаря чашке чая, Кембриджский институт сварки разрабатывает первый новый источник тепла для сварки за 25
лет.Билл
Чай Лукаса остыл, и он положил его в микроволновую печь
, чтобы он согрелся. Но у чаши был золотой ободок. Таким образом, вместо того, чтобы подогревать чай, микроволновые печи
производили искры.
Лукас, руководитель отдела дуговой сварки в институте, понял, что микроволновая дуга
может быть использована при сварке. Поэтому он объединился со своим братом
Джимом, профессором электротехники в Университете
Ливерпуля, чтобы разработать микроволновую сварку.
Институт сварки и Ливерпульский университет совместно разработали
1-киловаттный прототип, который использует микроволновую энергию для ионизации газа, такого как
, например, аргон, и создания плазмы при температуре 4000 ° C, которая может
сваривать или резать металл.Конструкция может концентрировать микроволновый плазменный луч
до диаметра 2 миллиметра.
Ключ к конструкции, говорит Роджер Уайз, физик-исследователь из института
, который в настоящее время разрабатывает микроволновую сварку для коммерческого использования,
— это «настроенный резонатор», который максимизирует электрическое поле в его центре. По словам Уайза, полость
диаметром 10 сантиметров действует как звуковая коробка
скрипки. Волны подпрыгивают в полости и резонируют,
создавая сильные изменения в электрическом поле, которые ионизируют газ.
Wise говорит, что размер полости пропорционален длине волны
микроволн: для более короткой длины волны и, следовательно, высокой частоты,
потребуется резонатор меньшего диаметра. Машина использует микроволны с частотой
2,45 гигагерца — той же частоты, которая используется в микроволновых печах.
Институт сварки провел испытания и успешно сварил
тонких листов металла. Следующим этапом разработки является создание машины
мощностью 6 киловатт, которая могла бы нагревать металл на глубину до нескольких миллиметров,
, что сопоставимо с производительностью дуговой сварки.Wise говорит, что
машина такого размера может иметь коммерческое применение.
Институт утверждает, что при микроволновой сварке будет энергоэффективность
около 60%. Для сравнения: лазерная сварка
, например, может иметь энергоэффективность всего на 10 процентов.
В институте считают, что микроволновая сварка будет стоить меньше
единиц лазерной. Лазерная насадка
для типичного сварщика, используемого в автомобильной промышленности, может стоить около 75 000 фунтов стерлингов.Сравнимый микроволновый сварочный аппарат может стоить на
меньше четверти стоимости.
Совместно с партнерами института в Ливерпуле компания Wise
также занимается разработкой гибридной машины. Такое устройство могло бы объединить микроволновый источник тепла
с дугой постоянного тока, поместив один электрод в плазму
, а другой на свариваемый металл, таким образом создавая машину с еще большей мощностью
.