Сварка аргоном меди: технология, видео, сварка полуавтоматом
Температура плавления меди 1883°С
| Марка | Свариваемость | Технологические особенности сварки |
| Медь катодная | Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С | |
| М00к, М0к, М1к | Хорошая | |
| Медь раскисленная | ||
| М1р, М2р, М3р | Хорошая | |
| Медь рафинированная | ||
| М2, М3 | Хорошая | |
| Бронзы оловянные литейные | Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С | |
| Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 | Удовлетворительная | |
| Бр03Ц7С5Н1 Бр04Ц7С5 Бр010С10 | Плохая | |
| Бронзы безоловянистые литейные | ||
| БрА9Ж3Л | Хорошая | |
| БрА9Мц2Л БрА10Ж3Мц2 БрАПЖ6Н6 БрА7Мц15ЖЗН2ц2 | Удовлетворительная | |
| Бронзы деформируемые | ||
| Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 | Хорошая | |
| БрАМц9-2 БрАЖ9-4, БрСр1 | Удовлетворительная | |
| БрА5, БрА7 | Плохая | |
| Латуни деформируемые | Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С | |
| Л96, ЛА77-2, ЛК80-2 | Хорошая | |
| ЛМцС58-2, ЛС3 Л062-1 | Удовлетворительная | |
| ЛС59, ЛС60-1 | Плохая | |
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.


Как подготовиться?
Надо сказать, что медь редко где применяется в чистом виде, что не может не сказаться на сварочном процессе. Примеси в сплаве обеспечивают и высокую текучесть, и большую чувствительность к кислороду, и интенсивное испарение цинка. А еще усложняет процесс высокое термическое расширение в совокупности с высокой же теплопроводностью. Все это усложняет сварку меди в принципе. Потому подготовка к сварке – важнейший этап удачной работы.
Потому подготовка к сварке – важнейший этап удачной работы.
Начинается процесс подготовки с качественных зачистных работ. Место соединения следует обработать абразивом, пока не появится характерный блеск. Потом область работы нужно обязательно обезжирить. Чем лучше будет выполнена зачистка, тем качественнее пройдет последующая сварка.
Замечания для сварщика.
- Дефекты сварки превратятся в шлак, потому еще на этапе подготовки нужно их предупреждать.
- При плавлении медь быстро стекает, то есть могут возникнуть проблемы с потолочными и вертикальными швами, так как даже при малом перегреве металл незамедлительно стечет вниз. Устранить это можно обеспечением сварочной ванны малого размера.
- От других металлов медь отличает высокий коэффициент линейного расширения. Медь легко деформируется, на ней быстро образуются горячие трещины. Потому деталь предварительно прогревают в печи либо горелкой.
 youtube.com/embed/qxy8WknIl1k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/qxy8WknIl1k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран.
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 450. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +3000С, а также выполнить его отжиг при +5000С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +3000С до +4000С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.
Сварка меди газом
Техника сварки
Сварку в аргоне ведуг «углом вперед» при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
- М Мц 40
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку
Выбор электродов
Для получения качественного сварного шва необходимо выбрать электрод по диаметру, составу обмазки, особенностям состава материала заготовок. Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
При сваривании меди аргоном обмазка и защитные покрытия позволяют создавать специальные плёнки. В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
Применяют два вида электродов:
- неплавящиеся, на основе синтетического графита, электротехнического угля, а также других материалов с аналогичными свойствами.
- плавящиеся, создаваемые на основе прутков из меди, чугуна, алюминиевой проволоки, поверх которой наносится специальная обмазка.
Чтобы понять, каким электродом сварить медь, нужно ориентироваться на цвет обмазки:
- красный – для ручной сварки;
- синий – для тугоплавких сплавов;
- серый – для сварки деталей из цветных металлов.
Оборудование
Для аргонодуговой сварки потребуется применение следующего оборудования:
- инверторного аппарата или трансформатора;
- одной горелки или комплекта, в зависимости от сложности работ;
- защитной аппаратуры;
- баллонов с газом;
- компенсационных устройств для регулирования тока.
Аргоновая сварка может выполняться вручную или полуавтоматом. Метод выбирается на основе того, какие сварочные работы планируется проводить, их сложности, технических требований к шву.
Подготовка материала, очистка
Сваривание меди аргоном может выполняться без тщательной подготовки поверхности, достаточно выполнить зачистку абразивным инструментом до блеска, а также выполнить обезжиривание. Однако очистку следует выполнять тщательно.
Для сварки конструкций толщиной 5-12 мм необходимо срезать односторонние кромки , а если более 12 мм – двухсторонние.
Зачистка перед сваркой
Особенности рабочего процесса
Особенностью выполнения работ с медью считается использование большего напряжения тока, чем при соединения стальных элементов. Перед началом работ необходима предварительная зачистка и обезжиривание кромок. Соединяемые детали укладываются плотно, края будущего шва раскрывают на угол 90°. При работе с материалом толщиной 3 мм края металла отбортовываются.
Сварной медный шов
Если соединению подлежит металл толщиной более 6 мм, детали рекомендуется прогреты до 400 град. После завершения сварочного процесса, остуженные швы должны подвергнуться проковке, после чего конструкция отжигается при температуре до 600 град и быстро охлаждается водой.
Работы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.

При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
Читайте также: УОНИ-13/45, УОНИ-13/45-2, УОНИ-13/45-2,5, УОНИ-13/45-3, УОНИ-13/45-4, УОНИ-13/45-5
В среде аргона качество шва достигается при вертикальном положении шва и горизонтальной проварке.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов. Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Начинающим или неопытным сварщикам рекомендуется использовать сварочные аппараты, на которых доступен выбор стандартных сварочных программ.
/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg) Это позволит сократить количество бракованных деталей и повысить эффективность работ.
Это позволит сократить количество бракованных деталей и повысить эффективность работ.Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений — стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше ,чем устали) осложняет сварку вертикальных и потолочных швов. Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии. При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Сварка меди — основные технологии
Инертная в нормальных температурах медь при нагревании активно вступает в реакции с соединениями серы, фосфора и кислородом.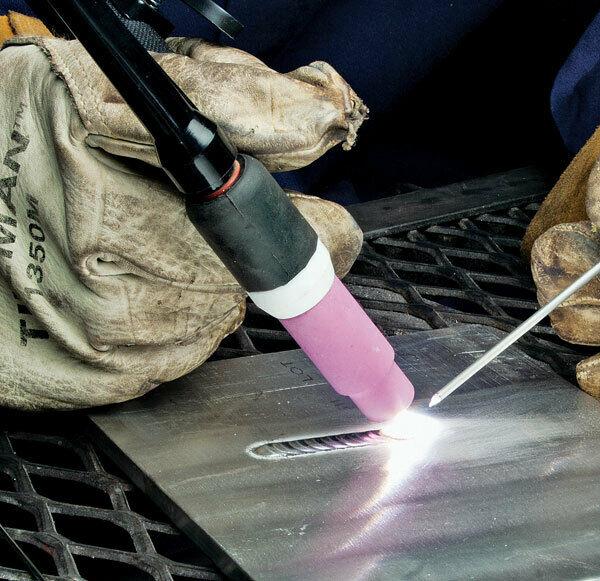 Отсутствие ее взаимодействия с азотом позволяет применять его при газовой сварке меди со сталью в качестве защитной среды. Не подходит для сварочного процесса в медных изделиях водород, вызывающий образование пор с трещинами в шовном металле. Это связано с тем, что медь в твердом виде не растворяет в себе газы, выделяемые в ходе реакций, и они разрушают металлические связи, провоцируя появление микротрещин, получивших название водородной болезни.
Отсутствие ее взаимодействия с азотом позволяет применять его при газовой сварке меди со сталью в качестве защитной среды. Не подходит для сварочного процесса в медных изделиях водород, вызывающий образование пор с трещинами в шовном металле. Это связано с тем, что медь в твердом виде не растворяет в себе газы, выделяемые в ходе реакций, и они разрушают металлические связи, провоцируя появление микротрещин, получивших название водородной болезни.
Основные технологии сварки меди
Наиболее популярна сварка меди аргоном либо азотом с помощью неплавящихся электродов. При использовании азота высокой очистки благодаря эффективности с термическим КПД дугового разряда глубина расплавления даже выше, чем у аргонной и гелиевой сварки, но более низкая устойчивость разряда дуги. Этим объясняется то, что в аппаратах для сварки меди в основном применяется аргон, способный обеспечить стойкий разряд дуги, особенно важный при работах в труднодоступных местах и с тонколистовыми деталями.
Из-за значительной теплопроводности медных изделий для их сварки приходится использовать довольно мощное пламя либо зажигать сразу две горелки. На небольших толщинах металла контактная сварка меди проводится единственной горелкой с большим расходом ацетилена. На толстостенных заготовках такое мощное пламя может вызвать перегревание металла с ухудшением качества соединения. Поэтому в данном случае целесообразна сварка с помощью двух горелок, пламя которых у одной – подогревающее, а у другой – сваривающее. В аргонодуговой сварке меди и ее сплавов с помощью двух горелок сварочные работы ведутся сразу с обеих сторон конструкции с вертикальным расположением соединяемых деталей.
Дугу зажигают на специальной пластине из графита, сварочный процесс ведут электродами для сварки из обработанного вольфрама одним проходом на постоянных токах прямой полярности при максимально высокой скорости. Чтобы отвод тепла был минимален, а шов формировался нормально, рекомендуется использование специальных подкладок, имеющих канавки и выполненных из графита или асбеста. При сварке полуавтоматом меди значительных толщин необходимо предварительное подогревание металла до 400 ºС. Расположение электрода должно быть строго на плоскости стыка с наклоном назад на угол до 80º.
При сварке полуавтоматом меди значительных толщин необходимо предварительное подогревание металла до 400 ºС. Расположение электрода должно быть строго на плоскости стыка с наклоном назад на угол до 80º.
В электродуговой сварке в защитной среде азота либо аргона используют различные присадочные материалы с определенным составом, препятствующим образованию нитритов в азоте. В случае необходимости избавления от поверхностных оксидов стоит воспользоваться флюсом для сварки, он наносится на соединяемые кромки с присадочной проволокой либо засыпается в специальную канавку подкладки. Он также способствует улучшению сварочного процесса и предохраняет медь от окислительных реакций.
В составе флюсов преобладает прокаленная бура, но наиболее эффективна она в сочетании с добавками металлического магния, кремниевой кислоты, древесного угля или фосфорнокислого натрия. Ручная сварка дугой возможна с угольным электродом и с металлическими. Электрод из угля либо графита предполагает использование в виде присадочного материала латунных, медных и бронзовых прутков, причем медные могут содержать серебро.
Предусмотренная технологией сварки меди скорость процесса должна быть максимальной и беспрерывной, чтобы уменьшить количество образующегося оксида меди. В целях ускорения операций нагревания и сварки применяется сопутствующий подогрев. Не стоит выполнять в работах с медными изделиями прихватки швов, они, повторно нагреваясь в ходе сварки, способны создавать в металле трещины. При закреплении деталей на время сваривания целесообразно использование соответствующих приспособлений.
Особенности сварки в домашних условиях
Осуществляя сварку в домашних условиях, необходимо следить за тем, чтобы пламя располагалось на расстоянии в пределах 3-6 мм от верхнего слоя ванны. Чтобы улучшить теплоотдачу от пламени к изделию, необходимо удерживать мундштук практически под прямым углом по отношению к свариваемой поверхности. Если сварочные работы производятся в вертикальном расположении, то вести их необходимо в направлении снизу вверх, располагая пламя горелки под углом около 30º от горизонтали и вниз.
Сварочный процесс должен обеспечивать одновременное плавление как кромок деталей, так и присадочной проволоки для сварки меди. Это необходимо затем, чтобы свариваемые кромки не оставались без наполняющего их металла присадки даже ненадолго во избежание реакций окисления. В целях предупреждения окислительных процессов в расплаве металла, проволоку держат достаточно близко над сварочной ванной, чтобы в нее стекали капли металла расплавляемой проволоки. Улучшить наполнение разделанных кромок металлом с увеличением шва в высоту позволяет расположение соединяемых заготовок под углом до 10º относительно горизонтали при увеличении зазора между ними снизу вверх. Начинают сваривание с нижней стороны конструкции.
К особенностям сварки меди относится использование графитовой подкладки, с помощью которой выполняют сварочные работы. Она способствует нормальному формированию шва с оборотной стороны и препятствует вытеканию металлического расплава через зазор между деталями. Сварку шва большой протяженности начинают, отступив на треть его длины. По завершении сваривания двух третей шва оставшуюся треть его длины заваривают, передвигаясь в обратном направлении.
Сварку шва большой протяженности начинают, отступив на треть его длины. По завершении сваривания двух третей шва оставшуюся треть его длины заваривают, передвигаясь в обратном направлении.
С целью измельчения зерен в наплавленном металле соединения и улучшения его плотности полученный шов после сварки проковывают. На заготовках с толщинами в пределах 5 мм эту операцию осуществляют способом холодной сварки для меди, для более значительных толщин проковка ведется в условиях повышенных до 300º температур.
По завершении проковки металла шва применяется процедура отжига в температурах до 600º, после чего его быстро охлаждают посредством воды. Операции проковки с отжигом придают мелкозернистую структуру металлу шва, а равномерность распределения оксида меди способствует повышению его пластичности.
Сварка меди аргоном в домашних условиях, инвертором, полуавтоматом (сложность, технология)
Содержание:
- 1 Введение
- 2 Свариваемость меди
- 3 Доступные способы
- 4 Свариваемость меди и ее сплавов
- 5 Альтернативные методы
- 6 Заключение
- 7 Видео: Сварка меди полуавтоматом
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:
Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
 Этот процесс можно проводить только на горизонтальной поверхности;
Этот процесс можно проводить только на горизонтальной поверхности;Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
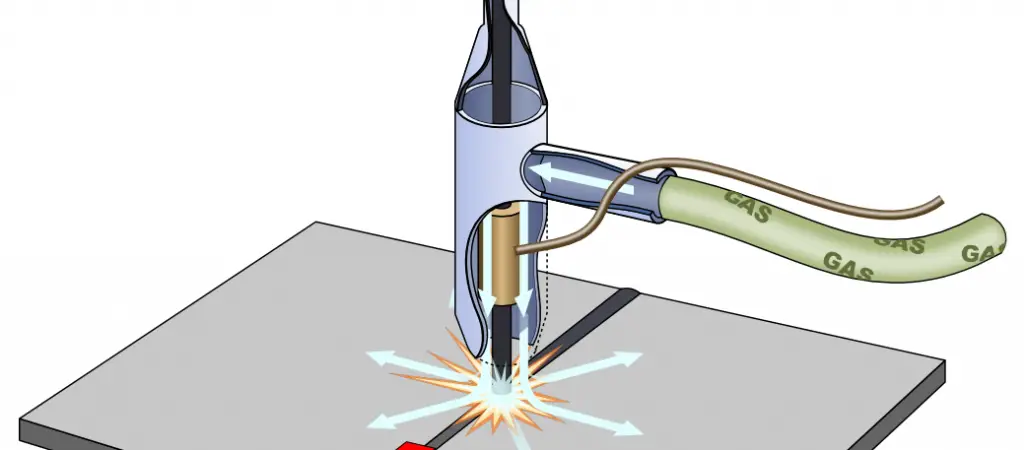
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа.
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.
Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
 youtube.com/embed/yRXtagUa0To» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/yRXtagUa0To» frameborder=»0″ allowfullscreen=»»> Технология электродуговой и газовой сварки меди – Дом и Сад
Сварка меди и ее сплавов — сложный, но вместе с тем интересный опыт, после которого вы сможете работать с любыми металлами. Дело в том, что медь обладает несколькими свойствами, существенно усложняющими ее сварку. По этой причине существует множество методов соединения деталей из этого металла: точечная сварка меди, сварка меди угольным электродом, газовая сварка меди, дуговая сварка меди, контактная сварка меди и т.д. Также возможна комбинированная сварка, например, сварка меди с нержавейкой, меди с железом и сварка меди со сталью.
Что касается оборудования, тот вам доступна и сварка меди инвертором, и сварка меди полуавтоматом, и сварка с применением иных термических или механических сварочных приспособлений. В этой статье в нашем фокусе именно сварка меди аргоном с применением полуавтомата, как самый распространенный способ соединения медных, медно-никелевых или иных других сплавов. Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется. Давайте перечислим основные нюансы, на которые нужно обратить внимание.
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.
В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
[my_custom_ad_shortcode1]
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.
Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно.
В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.
Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке.
Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
[my_custom_ad_shortcode2]
Настройка режима сварки
Для пайки медных труб и для сварки нужно правильно установить режим. Первое, что вам нужно запомнить — сварка меди осуществляется на постоянном токе и с прямой полярностью. А вот значение сварочного тока меняется. Чтобы узнать, какое значение сварочного тока будет оптимальным, умножьте толщину металла (в миллиметрах) на 100. Вы получите лишь ориентировочное значение тока, более точная настройка станет вам доступна с опытом.
Сварка меди полуавтоматом осуществляется в среде защитного газа. Можно использовать аргон, азот, гелий или смеси из этих газов. Если варите с применением аргона или гелия, то дуга должна быть короткой, до 3 миллиметров.
Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Скорость сварки никак не регламентируется и подбирается индивидуально, исходя из навыков сварщика и типа шва. Если деталь имеет толщину не более 6 миллиметров, то ее можно без проблем варить аргоном без предварительного нагрева. Если деталь толще, то рекомендуем заменить аргон на азот или гелий. Также для сварки меди большей толщины деталь нужно прогреть (температуры от 200 до 300 градусов будет достаточно).
[my_custom_ad_shortcode3]
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.
Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.
[my_custom_ad_shortcode4]
Вместо заключения
В рамках одной небольшой статьи сложно рассказать про все способы сварки меди, поэтому мы рассказали вам про самый эффективный и распространенный. Для большего комфорта приобретите сварочный пост для пайки и сварки меди. Это компактные комплекты оборудования, закрепленные на металлическом каркасе для транспортировки.
Сварочные посты продаются в специализированных интернет-магазинах. Делитесь своим опытом в комментариях, он наверняка будет полезен для новичков. Желаем удачи в работе!
Делитесь своим опытом в комментариях, он наверняка будет полезен для новичков. Желаем удачи в работе!
Главная>>Сварка цветных металлов>>Сварка меди и её сплавов>>Газовая сварка меди
При газовой сварке меди наибольшее применение получили смеси газов из кислорода и горючих газов. Среди горючих газов наибольшее распространение получил ацетилен СН. Другие горючие газы используются, в основном, при сварке деталей малой толщины.
Ацетиленокислородная газовая смесь предотвращает окислительные процессы при сварке, т.к. в металле сварного шва не происходит растворение таких газов, как водород, приводящий к образованию холодных трещин, углекислый газ, азот и др.
[my_custom_ad_shortcode5]
Подготовка медных деталей при газовой сварке
Перед началом газовой сварки, медные изделия очищают от масел, грязи и оксидных плёнок. При этом, ширина очищаемого участка должна составлять не менее 30мм от места соединения. Очистку выполняют либо вручную, либо на специальных машинах, оснащённых стальными щётками для чистки.
Последующая очистка свариваемых деталей производится непосредственно, в ходе сварки, химическим путём, при воздействии флюса. При сварке меди чаще всего применяются стыковые соединения. Тавровые и соединения внахлёст распространены меньше, т.
к. в тавровых соединениях образуются подрезы, а в соединениях внахлёст существует большая вероятность непровара.
По возможности, лучше заменять соединения внахлёст на торцовые соединения. Например, при вваривании днища в цилиндрический сосуд, см. рисунок:
На рис. а показано не рекомендуемое соединение, выполняемое внахлёстку, а на рис. б) представлено торцевое соединение, которое выполнить гораздо легче.
Если необходимо выполнить соединение внахлёст, то выполнять сварной шов нужно по толстому листу, со стороны тонкого листа. Если выполнить шов по тонкому листу, это приведёт к его прожигу, см рисунок:
Тавровых соединений при газовой сварке меди необходимо избегать, т.к. качество сварки у них плохое.
[my_custom_ad_shortcode6]
Подготовка сварных кромок при сварке
При сварке медных листов с толщиной 1,5-2мм рекомендуется выполнять отбортовку свариваемых деталей по всей толщине металла.
При сварке листов, толщина которых не превышает 3мм, разделка под сварку не производится. Детали собираются встык, с зазором 1,5-2мм для обеспечения провара. Чтобы ещё улучшить провар, сварку можно выполнять на подкладках с жёлобом.
Также без разделки кромок можно выполнять сварку деталей, толщиной до 8мм, если сварку производить с двух сторон. В этом случае зазор при сборке составляет 3мм.
При сварке медных листов толщиной 3-10мм, рекомендуется выполнять скос кромок под углом 45° и с притуплением углов кромок радиусом 1,5-2мм. Зазор при сборке деталей составляет 2-3мм.
При сварке листов, толщиной больше 10мм, лучше всего выполнить V-образную разделку сварных кромок с суммарным углом 90° и притуплением углов кромок до 5мм. Сварка деталей большой толщины достаточно сложная и выполняться должна сразу двумя горелками, при вертикальном расположении стыка.
[my_custom_ad_shortcode1]
Присадочная проволока для газовой сварки меди
[my_custom_ad_shortcode2]
Состав присадочной проволоки
При сварке малоответственных изделий, в качестве присадочной проволоки может быть использована медная проволока того же состава, что и свариваемые детали. Но, если необходимо обеспечить высокое качество шва, необходимо применять проволоку, в состав которой входит раскислитель. Поэтому, для сварки медных листов толщиной до 10мм, в присадочную проволоку вводится фосфор, а при толщине более 10мм, дополнительно вводится кремний.
Фосфор способствует восстановлению меди из окислов. Восстановление протекает по реакции:
5CuO + 2P = PO + 10CuДругие примеси должны находиться в незначительном количестве и температура плавления присадочной проволоки не должна быть ниже температуры плавления основного металла больше, чем на 100°C.
Не рекомендуется применение присадочной проволоки из оловянистых бронз, т.к. их температура плавления на 150°C ниже, чем у меди. Из-за этого практически невозможно обеспечить хороший провар.
Из-за этого практически невозможно обеспечить хороший провар.
[my_custom_ad_shortcode3]
Выбор диаметра присадочной проволоки
Согласно многочисленным опытам, проведённым на практике, установлено, что при газовой сварке меди не рекомендуется применять присадочную проволоку, диаметром менее 1,5мм и более 8мм. Диаметры проволоки можно выбрать по таблице, в зависимости от толщины свариваемых деталей:
Диаметр проволоки, мм. | Толщина свариваемых медных деталей, мм. |
до 1,5. | |
свыше 15. |
[my_custom_ad_shortcode4]
Мощность газовой горелки при сварке меди
Мощность газовой горелки при сварке цветных металлов и сплавов на основе меди, существенно отличается от мощности при сварке чёрных металлов. Связано это с тем, что теплопроводность у меди значительно выше, чем у стали. Если сварка выполняется без предварительного подогрева, то мощность горелки определяется по формуле:
Связано это с тем, что теплопроводность у меди значительно выше, чем у стали. Если сварка выполняется без предварительного подогрева, то мощность горелки определяется по формуле:
None W=(125…150)s, л/чПри сварке медных листов большой толщины рекомендуется общий предварительный подогрев до температуры 400-500°C и мощность горелки находится по формуле:
W=(100…150)s, л/чВ этих формулах W – мощность горелки, приведённая к расходу ацетилена в час s – толщина свариваемых листов, мм.
[my_custom_ad_shortcode5]
Технология и техника газовой сварки меди
При газовой сварке медных листов, толщиной до 5мм, их рекомендуют устанавливать под углом наклона 7-10° к горизонту для лучшего заполнения разделки. Сварку ведут по направлению подъёма листов. Угол наклона газовой горелки при всех видах сварки (за исключением вертикальной сварки) выбирают 40-50°. Угол наклона сварочной проволоки 30-40° по отношению к листам.
Сварку больших толщин (более 15мм) рекомендуется выполнять при вертикальном расположении сварного шва.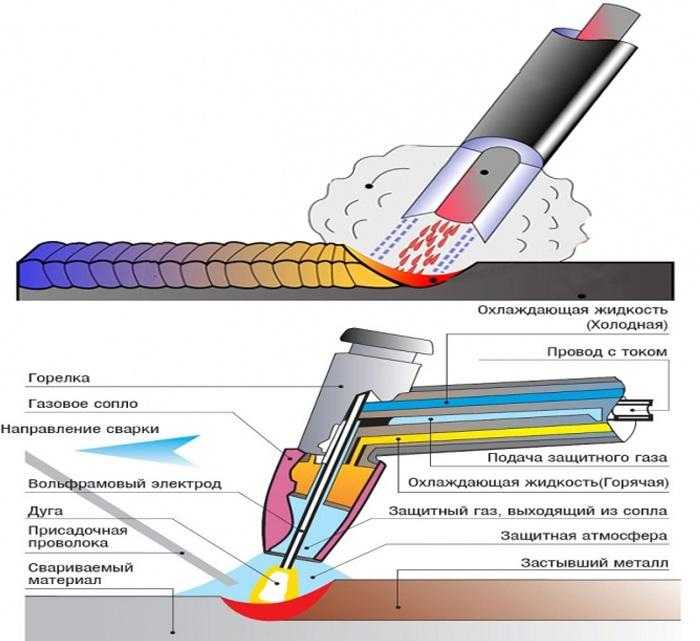 Сваривание металла выполняют с двух сторон, двумя горелками одновременно. Угол наклона горелки равен, в этом случае, 90°.
Сваривание металла выполняют с двух сторон, двумя горелками одновременно. Угол наклона горелки равен, в этом случае, 90°.
При сварке медных листов толщиной свыше 20мм, сварку вертикальных швов рекомендуется выполнять участками, длиной 80-150 мм. При этом, процесс сварки прерывают для проковки выполненных швов.
Для уменьшения коробления листов и предотвращения образования горячих трещин при сварке без прихватки, листы рекомендуется раздвигать по углом друг к другу. При этом, получившийся зазор не должен превышать 2% от длины сварного шва, см. рисунок справа.
Если сварка выполняется с прихватками, то сварку начинают выполнять не с начала стыка, а отступив от него на расстояние, примерно 1/3 длины сварного шва. При этом, сварку 2/3 длины ведут ступенчатым швом в одном направлении, а сварка оставшейся 1/3 длины – в другом направлении.
Схема такого способа показана на рисунке слева. Такая техника выполнения швов рекомендуется не только при газовой сварке, но и при других способах сварки медных листов в стык. Газовая сварка меди всегда выполняется за один проход, с одним сварочным слоем.
Газовая сварка меди всегда выполняется за один проход, с одним сварочным слоем.
Многослойные сварные швы не допускаются, т. к. это приводит к образованию дефектов в сварных швах (пор в металле).
[my_custom_ad_shortcode6]
Качество сварки при сваривании меди газовыми горелками
Качество сварки медных изделий с помощью газовых горелок зависит от режимов сварки, состава флюса и присадочной проволоки, и вида сварного соединении.
Газовая сварка меди в химическом приборостроении уступает другим способам сварки из-за их низкой производительности. При тавровом соединении газовая сварка меди не обеспечивает хорошего качества и даже у опытных сварщиков часто получается брак. При перегреве расплавленной ванны образуется сварной шов с большой пористостью, поэтому, не следует доводить расплавленный металл до излишней подвижности.
Проковка сварного шва при газовой сварке меди, увеличивает его качество. Однако, при сварке листов, толщиной менее 4мм, проковка пользы не принесёт, т. к.
к.
сварной шов получается хрупким, с большими внутренними напряжениями. При сварке листов больших толщин проковка тоже не приносит заметной пользы, т. к.
Дополнительные материалы по теме:
Газовая сварка меди требует применения мощного пламени, во многом из-за своей высокой теплопроводности. Свариваемость меди во многом зависит от ее чистоты, наличие в ней висмута (Bi), свинца (Pb), серы (S) и озона (O) существенно ухудшают ее свариваемость. На процесс сварки меди также отрицательно влияют наличие в ней оксида углерода и кислорода. При их взаимодействии с оксидом меди образуется углекислый газ и водяной пар, которые способствуют образованию пор в металле шва. Для того чтобы избежать образование пор, сварку меди нужно выполнять только нормальным пламенем. Чем меньше содержание кислорода O в меди, тем лучше она сваривается.
При газовой сварке меди применяются угловые и стыковые соединения, в то время как нахлесточные и тавровые соединения не дают должного эффекта. В целях уменьшения теплоотвода газовую сварку меди выполняют на астбестовой подкладке.
В целях уменьшения теплоотвода газовую сварку меди выполняют на астбестовой подкладке.
Пламя для сварки меди выбирают строго нормальным, так как окислительное пламя вызывает сильное окисление, а при науглероживающем пламени появляются поры и трещины. Пламя должно быть мягким и направлять его следует под большим, чем при сварке стали, углом. Сварка проводится восстановительной зоной, расстояние от конца ядра до свариваемого металла 3-6 мм. В процессе сварки нагретый металл должен быть все время защищен пламенем. Сварку выполняют как левым, так и правым способом, однако наиболее предпочтителен при сварке меди правый способ. Сварка меди ведется с максимальной скоростью без перерывов.
При газовой сварке меди рекомендуется свариваемые изделия устанавливать под углом 10° к горизонтальной плоскости. Сварка меди ведется на подъем. Угол наклона мундштука горелки к свариваемому изделию составляет 40-50°, а присадочной проволоки – 30-40°. При выполнении вертикальных швов угол наклона мундштука горелки составляет 30° и сварку ведут снизу вверх. При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом. Газовую сварку меди выполняют только за один проход.
При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом. Газовую сварку меди выполняют только за один проход.
На процесс газовой сварки меди оказывает большое влияние состав присадочной проволоки. Для сварки в качестве присадка применяют прутки и проволоку согласно ГОСТ 16130-72 следующих марок: Ml, MCp1, МНЖ5-1, МНЖКТ5-1-0,2-0,2. Сварочная проволока MCp1 содержит 0,8-1,2% серебра. Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла. Для предохранения Си от окисления, а также для раскисления и удаления в шлак образующихся оксидов сварку осуществляют с флюсом. Флюсы изготовляют из оксидов и солей бора и натрия. Флюсы для сварки меди (Сu) применяют в виде порошка, пасты и в газообразной форме. Составы флюсов, применяемых для сварки меди, приведены в таблице.
| Составляющие компоненты | Номер флюса |
| Бура прокаленная | |
| Борная кислота | |
| Поваренная соль | |
| Кислый фосфорно-кислый натрий | |
| Кварцевый песок | |
| Древесный уголь |
№ 5 и 6, содержащие соли фосфорной кислоты, необходимо применять при сварке проволокой, не содержащей раскислителей фосфора и кремния. Сварку Cu можно выполнять и с применением газообразного флюса БМ-1, в этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяют установку КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40-50 мм по обе стороны от оси шва. Флюс в виде пасты наносят на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты.
Сварку Cu можно выполнять и с применением газообразного флюса БМ-1, в этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяют установку КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40-50 мм по обе стороны от оси шва. Флюс в виде пасты наносят на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты.
Для улучшения механических свойств наплавленного металла и повышения плотности и пластичности шва после сварки металл шва рекомендуется проковывать. Детали толщиной до 4 мм проковывают в холодном состоянии, а при большей толщине – при нагреве до температуры 550- 600°С. Дополнительное улучшение шва после проковки дает термическая обработка – нагрев до 550-600°С и охлаждение в воде. Свариваемые изделия нагревают сварочной горелкой или в печи. После отжига металл шва становится вязким.
Источники:
- svarkaed.ru
- taina-svarki.ru
- weldering.com
Лазерная сварка металлов и сплавов
Контрактные работы по сварке металлов
Мы выполняем сварочные работы с использованием аргонодуговой, полуавтоматической, конденсаторной и лазерной сварки.
Аргонодуговая сварка и сварка с использованием полуавтомата обеспечивает возможность изготавливать сложные силовые и каркасные конструкции, изделия из листовых материалов, сварку силовых элементов с высокой точностью и качеством сварных швов.
Конденсаторная сварка позволяет устанавливать приварные крепёжные элементы (втулки резьбовые, шпильки резьбовые) без повреждений лицевых поверхностей.
Лазерная сварка позволяет осуществлять ручную и автоматизированную точечную и шовную сварку линейных, круговых и 3D сварных соединений при изготовлении деталей точной механики, узлов приборостроения, при производстве изделий с повышенными требованиями к точности, качеству и надежности.
Заказы на обработку принимаются в виде чертежей в любом векторном формате.
Мы так же готовы подготовить для вас чертежи по вашим эскизам, ТЗ или описанию.
Написать нам
Цены на услуги
Стоимость услуг зависит от сложности и срочности работы рассчитывается индивидуально для каждого заказа
рассчитать стоимость
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут БЕСПЛАТНЫЕ консультация по услугам, ответят на все Ваши вопросы, при необходимости изготовят пробы.
Примеры выполненных работ
Сварка нержавеющей стали
Сварка корпусов
Сварка датчиков
Лазерная сварка датчиков
Лазерная сварка датчиков
Сварка меди и латуни
svarka_diodov_mlk4
svarka_diodov_mlk4_s-vrashalkoi
Каждый из видов сварки имеет свои преимущества и области применения.
Аргоновая сварка проводится в среде инертного газа — аргона. Это максимально надежный метод электрической дуговой сварки, в процессе которого в среде аргона образуется сварочная дуга между кромкой детали и электродом. При этом используются, как плавящиеся, так и неплавящиеся электроды. Аргон поступает через горелку в сварочную ванну автоматически и непрерывно в течение всего процесса. Он обеспечивает защиту от атмосферного воздействия и тем самым надежно защищает от возникновения дефектов в образующихся сварочных швов. Аргоновая дуговая сварка дает лучшее качество и прочность из всех прочих методов дуговой сварки.
Преимущества данного вида сварки
- Аргон для сварки тяжелее воздуха, поэтому при соблюдении технологии кислород не проникнет в сварочную зону и не вызовет окисления шва.
- Дуга обеспечивает высокую тепловую мощность, поэтому работа проводится быстро и качественно.
- Можно сварить металлы, которые при других типах сварки не соединяются.

При сварке полуавтоматом в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки. В процессе сварки происходит нагрев обрабатываемых поверхностей, так как между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Полуавтоматическим этот метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Преимуществами полуавтоматической сварки по сравнению с ручной дуговой сваркой являются:
- Повышенная производительность и экономичность
- Возможность автоматизации
- В некоторых случаях лучшее качество шва
В конденсаторной сварке генерируется короткий импульс тока, который плавит металл и соединяет детали. Импульс тока формируется путем разряда конденсаторов за время 1-3 мс. Короткое время разряда минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединений. Этот метод эффективно используется для приварки крепежа.
Короткое время разряда минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединений. Этот метод эффективно используется для приварки крепежа.
Лазерная сварка имеет ряд неоспоримых преимуществ, которые выделяют ее на фоне других способов соединения деталей путем плавления. Особенностью лазерной сварки является то , что образование сварной ванны осуществляется путем нагрева материала лазерным пятном малых размеров. Формирование лазерного пятна осуществляется с помощью оптической системы. Таким образов лазерная сварка является бесконтактным методом сварки.
Лазерная сварка позволяет:
- Осуществлять локальное воздействие на материал без перегрева всей поверхности изделия, что сохраняет целостность его форм и ровность линий.
- Сформировать глубокий провар, без образования наплывов с обратной стороны.
- Реализовать возможность соединения тонких элементов, которая невозможна в аргоновой сварке;
- Производить сварочные работы на деталях малых размеров за счет точной концентрации энергию в определенном месте детали.
- Проплавлять металл на большую глубину при этом добиваться небольшой ширины шва,
- Реализовать повышенную скорость производственного процесса;
- Выполнять сварку в труднодоступных местах

Важным преимуществом лазерной сварки является то, что этот метод легко поддается автоматизации.
Сварочные работы в Екатеринбурге. Уралмаш. Свердловская область. Ремонт изделий из алюминия, меди, титана. Дуговая сварка. Цех. услуги Цена Ремонт топливных баков.
Сварочные работы В Екатеринбурге и Свердловской области.
— Изготовление металлоконструкций из алюминия, стали, нержавейки.
— Услуги ремонт изделий из металла электродуговой сваркой в среде аргона.
-Изготовление лодок и катеров из алюминия.
Изготовление металлоконструкций из алюминия стали, нержавейки.
Ручная дуговая сварка, полуавтомат в среде аргона
Обработка листового металла
Сварочные услуги
Сварочно ремонтные услуги
Сварка меди, латуни.
от 500
Ремонт алюминиевого прицепа. Цементовоз, бензовоз, Тонар, Самосвал.
1000
Сварка алюминия в среде аргона.
от 500р
Ремонтная наплавка, сварка металлов.
от 1000р
Ремонт выпускного коллектора. Чугун. Сварка аргон.
от 500р
Изготовление электрических шин и опор из алюминия. Токопровод. Жесткая ошиновка распределительных устройств.
Договорная
Ремонт топливных баков грузовых и легковых автомобилей В Екатеринбурге
от 1000
Изготовление баков и емкостей из нержавеющей стали под заказ
Договорная
Ремонт изделий из алюминия в Екатеринбурге
от 500р
Ремонт и изготовление изделий из титана
от 500
Ремонт литого диска, заварить диск
от 500
Изготовление конструкций из цветных металлов
Договорная
Ремонт поддона картера двигателя
от 500р
Ремонт медных, алюминиевых, стальных радиаторов охлаждения. Пайка
Пайка
от 500р
Ремонт изделий из нержавеющей стали
от 500
Ремонт радиатора охлаждения
Договорная
Ремонт изделий из черных металлов. Сталь. Чугун.
от 500
Оформить заказ
Мелкий ремонт сваркой это просто!
Приезжайте к нам в цех
И привозите проблемную деталь
Мы ремонтируем мелкие проблемы при вас!
Радуетесь восстановленной детали.
Приезжайте к нам в цех
И привозите проблемную деталь
Мы ремонтируем мелкие проблемы при вас!
Радуетесь восстановленной детали.
Наше предприятие, Аргон66, занимается оказанием услуг по сварочным работам. Мы работаем как с физическими, так и с юридическими лицами.
Виды оказываемых услуг:
Сварочные работы любой сложности.
С легкостью изготавливаем любые металоконструкции из алюминия, нержавеющей стали по чертежам заказчика.
Также готовы предложить Вам услугу сварка алюминия полуавтоматом. Данная услуга актуальна для проведения большого количества работ.
Обработка листового металла, гиб металла, гильотинная рубка.
Сварка аргоном — незаменимая технология при изготовлении изделий из цветных(алюминий, медь, титан, нержавеющая сталь и др.) и черных (чугун, сталь) металлов. Производя сварочные работы в Екатеринбурге мы используем сварку в защитной среде аргона, что позволяет нам работать и оказывать услуги по сварке связанные практически с любыми видамии металлов и их сплавов. В наше время без металлоконструкций совсем не обойтись, будь то совсем небольшие рамки, каркасы, кронштейны или же огромные каркасы домов, путепроводов и различные балки и перекрытия. Везде используется сварка, в разных её проявлениях. Есть несколько видов Сварки : MMA- Сварка штучными электродами, применяется в основном при работе с черными видами стали. Tig- сварка ручная дуговая, неплавящимся вольфрамовым электродом с присадкой. это наш конёк, данный вид сварки используется при работе как с черными металлами сталь, чугун, нержавейка так и с цветными- алюминий, медь и так далее. Так же у нас есть MIG сварочное оборудование, так называемый полуавтомат. Наши специалисты в совершенстве владеют всеми видами сварочного оборудования, и способны оказывать услуги по высшему классу, а качественное и дорогостоящее оборудование позволяет стабильно и качественно работать.
Так же у нас есть MIG сварочное оборудование, так называемый полуавтомат. Наши специалисты в совершенстве владеют всеми видами сварочного оборудования, и способны оказывать услуги по высшему классу, а качественное и дорогостоящее оборудование позволяет стабильно и качественно работать.
Почему аргон? За счет того, что аргон является инертным газом, то при использовании его при сварочных работах, образуется защитная атмосфера и все химические процессы, которымподвержен алюминий при воздействии температуры и кислорода, останавливаются. В некоторых случаях используется гелий, или его смесь с аргоном.
Ремонт производится при помощи ручной и полуавтоматической аргоно дуговой сварки неплавящимся электродом в защитной среде газа. Данный вид сварки позволяет достаточно точно и максимально аккуратно произвести локальный ремонт изделий практически из любого материала и сплава. Стоимость сварочных работ формируется исходя из сложности ремонта, толщины свариваемого металла и сил затраченных сварщиком, и слесарем для решения Вашей проблемы.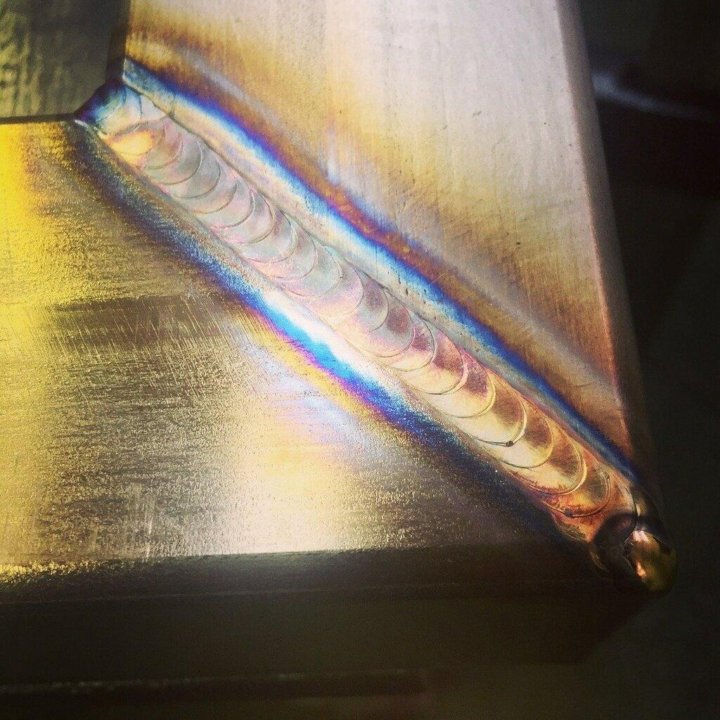 Минимальная стоимость услуг сварщика в екатеринбурге: 500р. Профессиональный сварщик-аргонщик всегда присутствует у нас в цехе и готов оказать услуги по ремонту и изготовлению изделий из металла. Приезжайте к нам в цех и заказывайте сварочные услуги. Если у Вас оcтались вопросы по сварке, то Вы можете позвонить нам по телефону в Екатеринбурге +73432020023
Минимальная стоимость услуг сварщика в екатеринбурге: 500р. Профессиональный сварщик-аргонщик всегда присутствует у нас в цехе и готов оказать услуги по ремонту и изготовлению изделий из металла. Приезжайте к нам в цех и заказывайте сварочные услуги. Если у Вас оcтались вопросы по сварке, то Вы можете позвонить нам по телефону в Екатеринбурге +73432020023
Как сваривать медь. Методологии и советы
Последнее обновление
Медь, возможно, является одним из наиболее широко используемых материалов в производстве металлов, происхождение которого можно проследить до 3500 г. до н.э. Это цветной и мягкий металл, который легко поддается формованию, резке, гибке и соединению с другими металлами с помощью различных методов сварки. Он обладает уникальными характеристиками, такими как тепло- и электропроводность, а также высокая коррозионная стойкость, что делает этот металл идеальным для сварки.
Медь и большинство медных сплавов можно соединять с помощью пайки, пайки твердым припоем и различных сварочных процессов. Однако конкретный процесс во многом будет зависеть от того, свариваете ли вы чистую медь или медный сплав. При работе со сплавом его элементы и факторы, такие как присадочный материал, будут влиять на метод сварки, который вы можете использовать.
К сожалению, уникальные характеристики меди затрудняют ее сварку. Не у всех получится сделать надежные сварные соединения. Вы должны использовать специальные методы и принимать дополнительные меры предосторожности. К счастью для вас, наше практическое руководство предоставит вам всю необходимую информацию, необходимую для различных процессов сварки меди.
В этой статье будут рассмотрены причины, по которым сварка меди отличается от других металлов, различные методы сварки меди и общие советы, которые помогут вам без труда работать с медью.
Почему сварка меди затруднена
Ниже перечислены некоторые отрицательные качества, которые делают работу с медью и ее сплавами сложной задачей:
- оксидостойкая пленка на его поверхности. Если оксиды проникнут в шов, они могут создать трещины в сварном шве.
- Из-за высокой теплопроводности меди необходимо использовать сварочный аппарат с большим током. В противном случае быстрое рассеивание тепла создаст дефекты в вашем суставе.
- Сварка меди создает высокий коэффициент теплового расширения сварного соединения. Это может привести к деформации медного соединения и легкому растрескиванию или деформации при охлаждении металла.
- Расплавленная медь легко насыщается водородом, что создает поры на поверхности металла. Кроме того, когда водород соединяется с кислородом, процесс окисления создает слой на поверхности меди, что усложняет процесс сварки.
- При быстром нагреве и охлаждении меди сварные швы становятся хрупкими.
- Медь обладает высокой текучестью при плавлении, что делает выполнение вертикальных сварных швов и потолочных швов очень сложным.
- Температура плавления меди и ее сплавов сильно варьируется. Это примерно на 1000°F ниже, чем температура плавления углеродистой стали. Кроме того, медь не имеет таких цветов тепла, как при сварке стали.
 Если оксиды проникнут в шов, они могут создать трещины в сварном шве.
Если оксиды проникнут в шов, они могут создать трещины в сварном шве. Кроме того, медь не имеет таких цветов тепла, как при сварке стали.
Кроме того, медь не имеет таких цветов тепла, как при сварке стали.Посмотреть этот пост в Instagram
Пост, опубликованный Джонатаном Пауэллом (@jpfabricationsmetalwork)
Различные методы соединения меди и ее сплавов
Поскольку чистая медь слишком пластична для создания надежного соединения, в различные медные сплавы необходимо добавлять небольшие количества других элементов. Это раскислит металл, снизит коррозионную стойкость и улучшит обрабатываемость. Существует несколько процессов соединения меди и более 300 сплавов , которые имеются в продаже. К ним относятся пайка, пайка и сварка.
1. Пайка
Это один из первых способов соединения металлов. Процесс включает в себя нагрев присадочных материалов, которые обычно имеют форму проволоки. В расплавленном виде он может затем заполнить швы. Мягкая пайка — это наиболее распространенный и самый простой процесс, который можно использовать для ремонта небольших металлических предметов. Этот метод также используется сантехниками для ремонта и соединения медных фитингов и медных труб.
Мягкая пайка — это наиболее распространенный и самый простой процесс, который можно использовать для ремонта небольших металлических предметов. Этот метод также используется сантехниками для ремонта и соединения медных фитингов и медных труб.
Простая паяльная лампа с идеальным флюсом или дешевый паяльник — основное оборудование, используемое для мягкой пайки.
Твердая пайка, с другой стороны, включает в себя нагрев присадочных материалов до гораздо более высокой температуры, чтобы обеспечить прочность соединений по сравнению с другими паяными соединениями. Материалы наполнителя также различны и обычно содержат серебро. Отсюда и название серебряная пайка.
2. Пайка
Этот метод похож на пайку, но с одним существенным отличием. Пайка требует гораздо более высоких температур. Одними и теми же присадочными материалами (припоем или проволокой) можно паять медь и ее сплавы. Однако стыки должны быть плотно пригнаны, чтобы капиллярное действие могло втягивать наполнитель между двумя кусками меди.
Несмотря на необходимость более высоких температур, чем те, которые необходимы для пайки, основной металл не следует нагревать до расплавленного состояния. Пайка широко используется в сантехнике и может соединять различные типы металлов различной толщины.
3. Сварка
Этот процесс, более точно называемый дуговой сваркой, возможно, является наиболее распространенным методом соединения металлов. Сварка включает в себя различные методы для создания прочных и надежных металлических соединений.
В основном предпочтительны процессы, в которых используются защитные газы. Однако дуговая сварка в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA), используется при сварке меди в некритических ситуациях.
Этот метод подходит для меди различной толщины. Это также полезный метод, потому что покрытые электроды для сварки меди методом SMAW легко доступны в широком диапазоне стандартных размеров.
Защитными газами, обычно используемыми для сварки меди и медных сплавов, являются аргон, гелий или их комбинация. Эти газы используются для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) или плазменной дуговой сварки (PAW). В основном аргон предпочтительнее при ручной сварке меди или ее сплавов с относительно низкой теплопроводностью или толщиной менее 3,3 миллиметра. Смесь гелия и аргона рекомендуется для ручной сварки более толстых кусков меди и машинной сварки более тонких медных изделий. Комбинация также отлично подходит для меди с высокой теплопроводностью.
Эти газы используются для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) или плазменной дуговой сварки (PAW). В основном аргон предпочтительнее при ручной сварке меди или ее сплавов с относительно низкой теплопроводностью или толщиной менее 3,3 миллиметра. Смесь гелия и аргона рекомендуется для ручной сварки более толстых кусков меди и машинной сварки более тонких медных изделий. Комбинация также отлично подходит для меди с высокой теплопроводностью.
Посмотреть этот пост в Instagram
Пост, опубликованный Мартином Бертелотом (@bigbugmarty33)
Как сваривать медь
1. Сварка ВИГ
Этот процесс, также известный как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), позволяет сваривать медь аналогично большинству методов дуговой сварки. Это включает в себя использование электрической дуги для нагрева и расплавления наполнителя и медных деталей.
Это включает в себя использование электрической дуги для нагрева и расплавления наполнителя и медных деталей.
Когда созданная сварочная ванна начинает остывать и затвердевать, ее защищают от атмосферных условий путем подачи в ванну защитного газа. Гелий и аргон являются наиболее часто используемыми газами при сварке меди методом TIG. Хотя этот метод может быть похож на большинство процессов дуговой сварки, он не направляет электрическую дугу на медь с использованием плавящихся электродов.
Вместо этого при сварке ВИГ используются неплавящиеся электроды для создания соединения между медными деталями с присадочными материалами или без них. В то время как присадочные материалы могут использоваться в качестве электродов во многих процессах дуговой сварки, вам потребуется отдельная присадочная проволока для сварки TIG меди. Также этот метод не обязательно требует наполнителей.
Сварка ВИГ может соединять медь и сплавы толщиной до 16 миллиметров. Присадочный материал должен иметь тот же состав, что и основной металл. Аргон — лучший защитный газ для сварки меди толщиной 1,6 миллиметра. Если металлические детали толще, для защиты сварочной ванны лучше использовать комбинацию гелия и аргона. Это связано с тем, что смесь имеет более глубокую перфорацию при том же сварочном токе. Смесь смешивают в соотношении 25% аргона и 75% гелия.
Аргон — лучший защитный газ для сварки меди толщиной 1,6 миллиметра. Если металлические детали толще, для защиты сварочной ванны лучше использовать комбинацию гелия и аргона. Это связано с тем, что смесь имеет более глубокую перфорацию при том же сварочном токе. Смесь смешивают в соотношении 25% аргона и 75% гелия.
Сварка ВИГ может соединять медь и ее сплавы полуавтоматическим или ручным аргонно-дуговым методом. Сильный сварной шов создается полярностью постоянного тока. Идеальное значение тока определяется исходя из того, что на каждые 0,04 миллиметра толщины металла требуется 100А. Это значение регулируется в зависимости от состава металла. При сварке TIG следите за тем, чтобы скорость потока не превышала 0,25 галлона в минуту.
2. Сварка MIG
Этот процесс, также известный как дуговая сварка металлическим газом (GMAW), имеет сходные характеристики с SMAW. В качестве наполнителя используется электрод. Однако, в отличие от SMAW, в котором в качестве расходуемого электрода используется ряд коротких стержней, MIG автоматически подает непрерывную проволоку в сварочную горелку с заданным пользователем начальным числом. Также можно настроить параметры подачи защитного газа.
Также можно настроить параметры подачи защитного газа.
При MIG-сварке меди и ее сплавов специалисты рекомендуют использовать медные электроды Ecru. В качестве альтернативы можно использовать раскисленную медь Aufhauser. Этот металл является отличным наполнителем, поскольку он имеет уровень чистоты 985. Толщина металла определяет газы, используемые при сварке медных деталей MIG. В основном аргон используется в качестве защитного газа для металлов до 6 миллиметров. Если толще, смесь аргона и гелия лучше для защиты сварного шва.
Для оптимизации работы убедитесь, что расход газа составляет 40 галлонов в час для меди толщиной до 0,4 дюйма. Если ваши заготовки толще, скорость потока газа должна составлять 53 галлона в час. Кроме того, диаметр присадочного материала должен составлять не менее 60% толщины вашего металла, но не более 0,3 дюйма в ширину.
При сварке меди методом MIG следите за тем, чтобы пламя располагалось перпендикулярно сварному шву. Кроме того, убедитесь, что проволока плавится раньше, чем основной металл. Чтобы предотвратить деформацию сварного шва, ваша работа должна быть непрерывной.
Чтобы предотвратить деформацию сварного шва, ваша работа должна быть непрерывной.
Для успешного соединения нагревание не требуется, если детали тоньше 0,2 дюйма. Однако вам нужно будет нагреть материалы до 482 градусов по Фаренгейту для более толстых деталей. Приступайте к отжигу при температуре 932 градуса по Фаренгейту, затем быстро охлаждайте металл водой.
Посмотреть этот пост в Instagram
Пост, которым поделился Александр Середа (@badmadweld)
Общие советы по сварке меди
Безопасность превыше всего
Из-за опасного характера сварки меди безопасность должна быть превыше всего. Примите все необходимые меры предосторожности для защиты себя и своего сварочного оборудования. Это включает в себя использование сварочных шлемов, курток, защитных очков, ботинок и перчаток, а также уборку рабочего места.
Кроме того, поскольку при сварке меди образуются опасные пары, убедитесь, что вы работаете в хорошо проветриваемом помещении. Вы также можете использовать дымосос, чтобы уменьшить количество дыма в вашей мастерской.
Выберите правильный присадочный материал
Лучший способ сделать сварной шов прочным и долговечным — убедиться, что металл шва значительно прочнее основного металла. Например, если ваш медный сплав содержит не менее 70% меди, используйте никель-медь 30-70 в качестве присадочного материала. Никель сделает металл сварного шва более прочным, чем основной металл.
Очистить все загрязнения
Как правило, жир, масло и краска могут разрушить сварной шов, если их оставить на поверхности металла. Перед сваркой убедитесь, что вы удалили все загрязнения. Вы можете использовать проволочную щетку или кусок ткани, чтобы очистить металл от мусора.
Используйте правильную процедуру сварки меди
Как вы уже поняли, сварка меди отличается от сварки стали. Поэтому убедитесь, что вы правильно подготовили свое оборудование, обращая внимание на различную толщину металла. Квадратная стыковая обработка идеальна для металлов толщиной менее 3 миллиметров, а скошенная — для более толстых металлов.
Поэтому убедитесь, что вы правильно подготовили свое оборудование, обращая внимание на различную толщину металла. Квадратная стыковая обработка идеальна для металлов толщиной менее 3 миллиметров, а скошенная — для более толстых металлов.
Правильно расположите сварку
Вы можете сваривать медь в разных положениях. Однако лучше всего для меди и ее сплавов подходит сварка вниз. Это облегчает выполнение успешной сварки. Кроме того, лучше всего располагать детали таким образом, чтобы можно было выполнять сварку вниз, чтобы создать успешный сварной шов.
Заключение
Медь является популярным металлом в производстве металлов благодаря своим уникальным химическим и физическим свойствам. Он обладает более высокой устойчивостью к коррозии, теплопроводностью и электропроводностью и может применяться в различных отраслях промышленности.
К сожалению, это один из самых сложных металлов для сварки. Вы должны использовать различные процедуры, чтобы сварить его. Понимание того, как правильно обращаться с медью, гарантирует, что вы будете в безопасности и сможете успешно сплавить металлические детали. Убедитесь, что у вас есть общее представление о типе свариваемого медного сплава, а также о толщине материала, чтобы вы могли выбрать правильную процедуру.
Понимание того, как правильно обращаться с медью, гарантирует, что вы будете в безопасности и сможете успешно сплавить металлические детали. Убедитесь, что у вас есть общее представление о типе свариваемого медного сплава, а также о толщине материала, чтобы вы могли выбрать правильную процедуру.
Наиболее распространенными методами успешной сварки меди являются TIG, MIG и плазменная сварка. Тем не менее, прежде чем приступить к реальной сварке, попробуйте свои навыки на одноразовых металлах или металлах меньшего размера.
Источники
- Пайка Пайка Объяснение
- Ассоциация развития меди (CDA) Inc
- Наконечники для сварки меди
- Узнайте, как сварить медь
- Как безопасно сварить медь
1. Пайка
- 1. TIG Welding
- 2. Сварка MIG
- Безопасность Первая
- Выберите правильный материал. Процедура сварки
- Правильно расположите сварной шов
 Процедура сварки
Процедура сваркиКак сваривать медь, типы сварки и используемый газ • Хорошие сварщики
Нередко медь требует сварочных работ при установке конструкций или ремонте элементов. Однако из-за ее необычных характеристик сварка меди не так проста, как сталь. Поэтому не у всех получится сделать надежное соединение. Освоив технологию сварки меди и ее сплавов, вы без труда сможете работать с любым металлом.
Содержание
- Сварная медь и ее сплавы
- Электроды для сварочной медь
- Приготовление деталей для сварки
- Как сварка. сварка под флюсом
- Сварка меди: вопросы и ответы
Сварка меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом отрицательных свойств:
- Высокая химическая активность, особенно при нагревании, приводит к быстрому появлению на поверхности оксидной термостойкой пленки. Если его частицы попадут в шов, они вызовут образование трещин.
- Из-за высокого коэффициента теплового расширения сварное соединение может деформироваться и растрескиваться в процессе охлаждения.
- При нагревании медь начинает активно насыщаться водородом, оставляющим поры, и кислородом, окисляющим поверхность.
- Быстрое нагревание и охлаждение делают соединение хрупким.
- Высокая текучесть затрудняет создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работу проводят с большим током. В противном случае из-за быстрого отвода тепла появятся нахлесты, подрезы и другие дефекты.
 Если его частицы попадут в шов, они вызовут образование трещин.
Если его частицы попадут в шов, они вызовут образование трещин.Электроды для сварки меди
Для соединения меди без присадочной проволоки применяют плавящиеся электроды со специальным покрытием. При плавлении создает слой шлака, предохраняющий место сварки от контакта с воздухом. Добавки в наплавке соединяются с металлом и улучшают качество сварного шва. Слой шлака замедляет охлаждение стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются вместе с присадочной проволокой, необходимой для создания сварного шва. При выборе следует учитывать, что:
- для ручной сварки меди цвет покрытия красный;
- сплавы с серым покрытием предназначены для цветных металлов; электроды синие
- применяются для сварки тугоплавких металлов;
- с желтым покрытием из жаропрочной легированной стали.
Подготовка деталей к сварке
Независимо от способа, медные заготовки следует очищать от загрязнений с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями во избежание глубоких царапин. Завершать очистку рекомендуется травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть проточной водой и высушить горячим воздухом.
С кромок толщиной 0,24⁰0,48 дюйма на заготовках снимают фаски так, чтобы угол между ними составлял 140-160⁰ F. При сварке с обеих сторон его уменьшают до 120⁰F. При толщине деталей более 0,48 на кромках вырезаны в виде буквы Х для двустороннего соединения. Если это невозможно, делается глубокий V-образный вырез. А вот на заполнение стыка потребуется больше расходных материалов и времени, так как медь придется сваривать широким швом.
При сварке с обеих сторон его уменьшают до 120⁰F. При толщине деталей более 0,48 на кромках вырезаны в виде буквы Х для двустороннего соединения. Если это невозможно, делается глубокий V-образный вырез. А вот на заполнение стыка потребуется больше расходных материалов и времени, так как медь придется сваривать широким швом.
Для предотвращения деформации при усадке между заготовками в зависимости от толщины оставляют зазор 0,02 – 0,08 дюйма. Чтобы его ширина была постоянной по длине стыка, приметайте детали с интервалом 12 дюймов. При доводке стыка к временному соединению сбивается молотком, иначе в этом месте стык будет с дефектами.
Чтобы медь не затекала на обратную сторону, стык укладывают под пластины из стали или графита шириной 1,6 – 2 дюйма. Для компенсации теплового расширения детали предварительно нагревают до 570 – 750⁰ F. При работе на открытом воздухе потребуются переносные экраны для защиты от ветра.
Как сварить медь: разные варианты
Отрицательные свойства меди, препятствующие сварке, обходят многими способами, используя различные расходные материалы и оборудование. Не все можно применять в домашних условиях, но некоторые вполне доступны.
Не все можно применять в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Данным способом выполняют сварку меди полуавтоматическим или ручным аргонно-дуговым способом. Работа осуществляется постоянным током прямой полярности. Его значение устанавливается исходя из того, что на каждые 0,04 дюйма толщины требуется 100 А. Значение можно регулировать в процессе, в зависимости от состава металла. При сварке меди расход газа аргона не должен превышать 0,25 галлона в минуту.
В качестве присадочного провода может быть использован медный провод или жила кабеля, очищенная от изоляции и лака. Он подается к краю сварочной ванны перед электродом, поэтому при расплавлении металл к нему не прилипает. Для заготовок толщиной менее 0,2 г в предварительном нагреве нет необходимости.
Чаще всего медь сваривают угольными электродами, так как вольфрамовые электроды приходится часто менять. Заготовки толщиной более 0,6 дюйма соединяют графитовыми электродами. Допускается вылет электрода не более 0,28 дюйма, длина дуги 1,2 дюйма. В отличие от других способов сварки меди аргоном можно качественно соединять вертикальные стыки.
Допускается вылет электрода не более 0,28 дюйма, длина дуги 1,2 дюйма. В отличие от других способов сварки меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Данная технология не требует сложного оборудования, как для аргонодуговой сварки. Достаточно горелки и баллона с ацетиленом. Для обеспечения нормального течения процесса необходим расход газа 40 галлонов в час для заготовок толщиной до 0,4 дюйма и 53 галлона в час для более толстых заготовок. Для замедления остывания заготовки с двух сторон обкладывают асбестовым листом. Диаметр присадочной проволоки выбирают равным 60 % толщины металла, но не более 0,3 дюйма.
Выполнение газовой сварки меди, пламя направлено перпендикулярно стыку.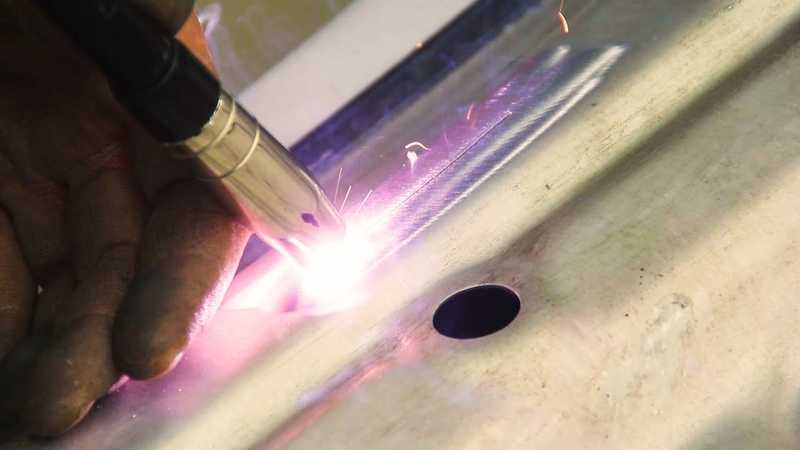 Следует следить за тем, чтобы проволока расплавлялась раньше основного металла. Для снижения вероятности появления горячих трещин работы ведутся без остановки. Готовое соединение проковывается без нагрева, если детали тоньше 0,2 дюйма, или при температуре 482⁰ F, если они толще. Затем отожгите при 932⁰ F и быстро охладите водой.
Следует следить за тем, чтобы проволока расплавлялась раньше основного металла. Для снижения вероятности появления горячих трещин работы ведутся без остановки. Готовое соединение проковывается без нагрева, если детали тоньше 0,2 дюйма, или при температуре 482⁰ F, если они толще. Затем отожгите при 932⁰ F и быстро охладите водой.
Ручная дуговая сварка
Этот метод соединяет детали толщиной более 0,08 дюйма с использованием плавящихся электродов и постоянного тока обратной полярности. Процесс почти такой же, как при сварке стали, но электрод ведут без поперечных колебаний, поддерживая короткую дугу. Сварной шов образуется возвратно-поступательным движением.
При ремонте трубы с горячим носителем следует иметь в виду, что тепло- и электропроводность соединений, выполненных этим способом, в 5 раз меньше, чем с медью.
Current strength and electrode diameter depending on the thickness of the parts are given in the table:
| Copper thickness, in | Electrode diameter, in | Current value, A |
| 0,08 | 0. 08 – 0.12 08 – 0.12 | 100 — 120 |
| 0.12 | 0.12 – 0.16 | 120 — 160 |
| 0.16 | 0.16 – 0.2 | 160 — 200 |
| 0.2 | 0.2 – 0.24 | 240 — 300 |
| 0.24 | 0.24 – 0.32 | 260 — 340 |
| 0.28 – 0.32 | 0.28 – 0.32 | 380 — 400 |
| 0.36 – 0.4 | 0.32 – 0.36 | 400 — 420 |
Автоматическая дуговая сварка под флюсом
Для работы потребуется сварочный аппарат, подающий переменный и постоянный ток. Флюс наносится на обе стороны соединяемых деталей. Сварка керамического флюса осуществляется переменным током, для остальных полярность устанавливается обратной. Для соединения деталей тоньше 0,4 дюйма используют обычный флюс. Более толстые заготовки сваривают под сухой гранулятор.
Сварка осуществляется в один проход медной присадочной проволокой. Если характеристики тепло- и электропроводности не важны, ее заменяют бронзой для повышения прочности соединения. Для обеспечения того, чтобы стыки создавались одновременно с обеих сторон, на подкладки под стык укладывают флюсовые подушки.
Если характеристики тепло- и электропроводности не важны, ее заменяют бронзой для повышения прочности соединения. Для обеспечения того, чтобы стыки создавались одновременно с обеих сторон, на подкладки под стык укладывают флюсовые подушки.
При работе с медью и ее сплавами выделяются ядовитые газы. Цинк испаряется из латуни при сильном нагревании, образуя токсичный оксид. Поэтому в помещениях с вытяжной вентиляцией необходимо носить респираторы и защитную одежду.
Сварка меди: вопросы и ответы
В.: Можно ли сваривать медь с помощью TIG?
A.: Да, можно. Медь-сталь и медь-латунь или латунь-сталь не проблема. Вы можете использовать медный заземляющий провод от romex или просто приобрести оголенный медный провод. Я также использовал 5% припоя при сварке TIG для соединения меди с холоднокатаной сталью 1018.
В.: Сваривать ли медь методом TIG на переменном или постоянном токе?
A.: «DC» (постоянный ток) Сварочные аппараты TIG могут использоваться для сварки различных «черных металлов», включая мягкую и нержавеющую сталь, а также медь и хромомолибден. (Но НЕ алюминий).
(Но НЕ алюминий).
В.: Почему сварка меди трудна?
A.: Медные сплавы имеют довольно разные сварочные характеристики из-за различий в теплопроводности. Например, меди из-за ее высокой теплопроводности может потребоваться значительный предварительный нагрев, чтобы противодействовать чрезвычайно высокому теплоотводу.
В.: Сваривается ли медь со сталью?
А.: Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это исключительно сложно и обеспечивает очень небольшую структурную прочность.
В.: Могу ли я дуговой сваркой меди?
A.: Защитными газами, обычно используемыми для сварки меди и медных сплавов, являются аргон и гелий или их смеси – для дуговой сварки металлическим электродом (GMAW), дуговой сварки вольфрамовым электродом (GTAW) или плазменной дуговой сварки. (PAW), который особенно популярен для сварки медных сплавов.
В. : Какой газ вы используете для сварки медных труб методом TIG?
: Какой газ вы используете для сварки медных труб методом TIG?
A.: Для сварки MIG и TIG используется защитный газ аргон или смесь аргона и углекислого газа. Если необходимо использовать предварительный нагрев, он должен быть ограничен до температуры менее 176 ⁰ F, иначе структура латуни может измениться. Выбор присадочной проволоки или прутка будет зависеть от структуры соединяемого сплава.
Сварка и соединение пластин, листов и труб
Ричард Э. Эйвери, консультант Института развития никеля; Технический отчет семинара CDA Inc 7044-1919. Применение медно-никелевых сплавов в морских системах. — Соединение медно-никелевых сплавов, 1992.
- Введение
- Дуговая сварка в защитном металле
- Дуговая сварка металлическим газом
- Газовая вольфрамовая дуговая сварка
- Сварка сопротивлением
- Пайка
- Пайка
- Соединение разнородных металлов и наплавка
- Резка
- Сварка стальных пластин, плакированных Cu-Ni
- Листовая подкладка
- Сварка труб
- Каталожные номера
Введение
Сплавы Cu-Ni находят множество применений в морской, энергетической, электротехнической и химической промышленности. Типичным оборудованием, изготовленным с помощью сварки, являются компоненты конденсатора и теплообменника, трубопроводы морской воды, дистилляционный аппарат и, демонстрирующие превосходные противообрастающие свойства сплава UNS C70600, корпус океанского коммерческого рыболовного судна Copper Mariner. Состав обычных сплавов Cu-Ni и присадочных металлов показан на рис. 9.0311 Таблица 1.
Типичным оборудованием, изготовленным с помощью сварки, являются компоненты конденсатора и теплообменника, трубопроводы морской воды, дистилляционный аппарат и, демонстрирующие превосходные противообрастающие свойства сплава UNS C70600, корпус океанского коммерческого рыболовного судна Copper Mariner. Состав обычных сплавов Cu-Ni и присадочных металлов показан на рис. 9.0311 Таблица 1.
| Composition, % maximum unless shown as a range or minimum | ||||||||
|---|---|---|---|---|---|---|---|---|
| UNS Alloy No. | Previous Trade Names | Cu | Ni | Pb | Fe | Zn | Mn | Other Named Элементы |
| C70400 | Cu-Ni, 5% | Рем. | 4,8 — 6,2 | .05 | 1,3–1,7 | 1,0 | .3 — .8 | |
| С70600 | Cu-Ni, 10% | Рем.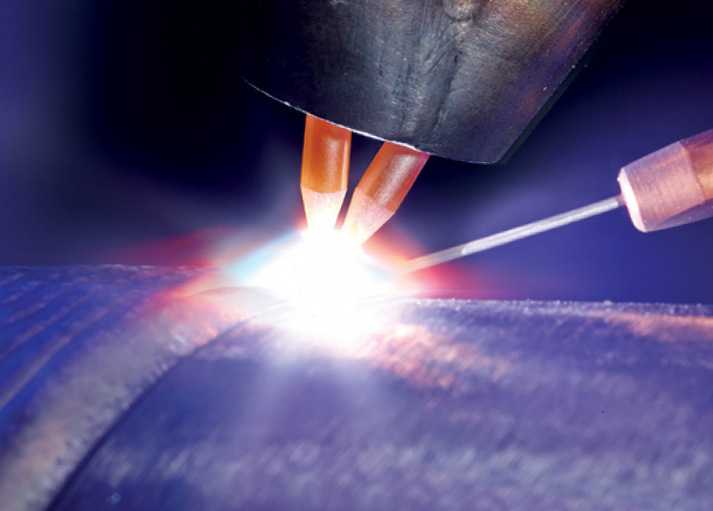 | 9,0 — 11,0 | .05 | 1,0–1,8 | 1,0 | 1,0 | |
| С71000 | Cu-Ni, 20% | Рем. | 19,0 — 23,0 | .05 | 1,0 | 1,0 | 1,0 | |
| С71500 | Cu-Ni, 30% | Рем. | 29,0 — 33,0 | .05 | .4 — .7 | 1,0 | 1,0 | |
| С72500 | Cu-Ni, олово | Рем. | 8,5 — 10,5 | .05 | .6 | .5 | .2 | 1,8–2,8 Серебро |
| ERCuNi (а) (C71580) | Рем. | 29,0 — 32,0 | .02 | .4 — .75 | (в) | 1,0 | .25 Si .02 P .2 — .5 Ti | |
| ECuNi (б) (W60715) | Рем. | 29,0 — 33,0 | .02 | .4 — .75 | (в) | 1,0 — 2,5 | . 5 Si 5 Si .02 P .5 Ti | |
| (a) ANSI/AWS 5.7-84 (b) ANSI/AWS A5.6-84 (c) Общее содержание свинца, цинка, олова и всех других неназванных элементов не должно превышать 0,50%. | ||||||||
Большинство сплавов Cu-Ni представляют собой твердые растворы, как показано на рис. 1 . Они могут быть упрочнены до прочности на растяжение выше уровня 60 Ksi (410 МПа). Типичными свойствами после отжига являются предел текучести 15–20 Ksi (100–140 МПа) и предел прочности при растяжении 40–50 Ksi (275–350 МПа). Сплав C71900 имеет легирующие добавки, которые позволяют подвергать его термообработке до предела прочности на разрыв 80 Ksi (550 МПа) и выше. Cu-Nis можно использовать в нагартованном состоянии, поскольку они очень устойчивы к коррозии под напряжением.
Рис. 1. Фазовая диаграмма Cu-Ni
В то время как медь и никель взаиморастворимы друг с другом, как показано на рис. . Свинец, сера и фосфор особенно вредны и могут вызвать межкристаллитное горячее растрескивание в высоконагруженных соединениях. (1) Очень важно, чтобы поверхности были чистыми и свободными от этих загрязняющих элементов перед нагревом до высокой температуры, например, при отжиге или сварке.
. Свинец, сера и фосфор особенно вредны и могут вызвать межкристаллитное горячее растрескивание в высоконагруженных соединениях. (1) Очень важно, чтобы поверхности были чистыми и свободными от этих загрязняющих элементов перед нагревом до высокой температуры, например, при отжиге или сварке.
Обычными источниками загрязняющих элементов серы и фосфора являются маркировочные мелки, краски, маркеры для индикации температуры, смазочно-охлаждающие жидкости, масла и смазки. Загрязнения на масляной или жировой основе должны быть удалены очисткой растворителем. Приемлемые методы включают погружение в воду, протирание или опрыскивание щелочными, эмульсионными, растворяющими или детергентными чистящими средствами или их комбинацией; паровым обезжириванием; паром, с очистителем или без него; или промывкой водой под высоким давлением.
Стандартная процедура удаления масла или смазки перед сваркой включает:
- удалить избыточное загрязнение, протерев чистой тканью
- протрите область сварки (не менее 2 дюймов [5 см] с каждой стороны сварного шва) органическим растворителем, таким как алифатическая нефть, хлорированные углеводороды или их смеси. Используйте только чистые растворители (незагрязненные кислотой, щелочью, маслом или другими посторонними веществами) и чистую ткань .
- удалите весь растворитель, протерев чистой сухой тканью
- проверьте, чтобы обеспечить полную очистку. Остатки на салфетке для сушки могут указывать на неполную очистку.
 Используйте только чистые растворители (незагрязненные кислотой, щелочью, маслом или другими посторонними веществами) и чистую ткань
Используйте только чистые растворители (незагрязненные кислотой, щелочью, маслом или другими посторонними веществами) и чистую ткань Все обычно используемые процессы сварки применимы к сплавам Cu-Ni. Для сварки всех сплавов Cu-Ni почти всегда используется присадочный металл Cu-Ni номинальным значением 70-30 с титаном в качестве раскислителя. Неизолированный присадочный металл 90-10 Cu-Ni и электрод с покрытием доступны в Европе и иногда используются, но неизолированная проволока обычно ограничивается сваркой вольфрамовым электродом в среде защитного газа (GTAW) калибром до 0,125 дюйма. (3 мм) толщиной. Сварные швы, выполненные с наполнителями 90-10 Cu-Ni, должны быть ограничены несмачиваемыми поверхностями, поскольку сварной шов может быть анодным по отношению к основному металлу. Далее следуют руководства по различным процессам сварки.
Наверх
Дуговая сварка в защитном металле
Для электродуговой сварки в среде защитного газа (SMAW) электрод ECuNi, покрытый флюсом, используется с положительным электродом постоянного тока (обратная полярность). Если длина дуги остается короткой, сварочную ванну можно контролировать во всех положениях с помощью 3/32- или 1/8-дюйма. электроды диаметром 2,4 или 3,2 мм. Длинных дуг следует избегать из-за тенденции к пористости металла сварного шва. Электроды должны работать в пределах рекомендуемых производителем диапазонов тока. Чрезмерная сила тока приведет к разбрызгиванию и подрезу на кромке сварного шва, особенно когда температура плавления основного металла значительно ниже точки плавления наполнителя.
Дефекты сварки чаще всего возникают в начале и в конце дуги. Правильная техника зажигания дуги заключается в том, чтобы зажечь дугу в какой-то точке соединения, чтобы металл переплавился. При завершении прохода дуга не должна резко гаснуть, оставляя большой кратер сварного шва. Одним из приемлемых методов является удержание дуги над сварочной ванной в течение нескольких секунд, а затем быстрое движение назад, приподнимая дугу над завершенным сварным швом.
Открытый корневой зазор и широкий угол разделки улучшают проникновение и обеспечивают хорошее сплавление. Прихваточные сварные швы, по крайней мере, через каждые шесть дюймов необходимы для поддержания отверстия.
Подготовка квадратной канавки для листа до 1/4 дюйма (6,4 мм) использовалась для сварки в плоском положении, как показано в таблице 2 . , (3,2 мм) с корневым отверстием не менее половины толщины листа. Для непозиционной сварки требуются скошенные канавки. Процедуры, представленные в таблице 2 , использовались для соединения 1/4 дюйма. пластины корпуса из сплава C70600 методом SMAW. Показанные текущие настройки могут быть полезны в качестве ориентира при установке параметров для других заданий. Правильная настройка также будет зависеть от характера рабочего цикла и источника питания.
| Position | Downhand | Vertical(b) | Horizontal | Downhand (1st pass) Overhead (2nd pass) | Vertical(b) |
|---|---|---|---|---|---|
| Edge perforation(c) | |||||
| Зазор, 9 дюймов0477 | 1/8 | 3/32 — 1/8 | 1/16 — 1/8 | 3/32 — 1/8 | 3/32 |
| Количество проходов | 2 | 2 | 2 | 2 | 1 или 2 (г) |
| Размер наполнителя, дюйм | 1/8 | 3/32 | 3/32 (1-й проход) 1/8 (2-й проход) | 1/8 (1-й проход) 3/32 (2-й проход) | 3/32 |
| Ток в амперах | 115 — 120 | 85 — 90 | 100 (1-й проход) 100 (2-й проход) | 100-115 95-100(2-й проход) | 85 |
| (a) Электрод ECuNi (b) Сварка в гору (c) Зарез до широкого V между проходами. Прихватите шов через каждые шесть дюймов, чтобы удержать зазор. (d) Там, где позволял доступ, выполнялось по одному проходу с каждой стороны | |||||
С медно-никелевыми сплавами успешно работают как стрингерные, так и ткацкие технологии. Однако плетение обычно необходимо для вертикальной сварки в гору и над головой. Плетение должно быть ограничено не более чем трехкратным диаметром жилы.
Между проходами поверхности следует очищать от флюса путем скалывания и/или шлифовки. При подготовке к сварке с противоположной стороны необходимо выполнить строжку до прочного металла и подготовить широкую (от 80° до 90°) V-образную канавку.
Наверх
Дуговая сварка металлическим газом
Сплавы Cu-Ni свариваются с помощью процесса GMAW с использованием раскисленного присадочного металла и постоянного тока обратной полярности. Аргон или смеси аргона и гелия при расходе 25-50 футов 3 /ч (0,75 — 1,5 м 3 /ч). Перенос распылением обычно используется для 1/4 дюйма. (6,4 мм) толстые и тяжелые секции, но процесс ограничивается плоским положением. Для сварки листа и пластины с одной стороны предпочтительны рифленые медные или медно-никелевые опорные стержни.
Репрезентативные параметры, используемые при соединении сплавов Cu-Ni дугой GMAW, показаны в таблице 3 . Токи в верхней части диапазона предпочтительны для сплавов с более высокой проводимостью и меньшим содержанием никеля. Стрингерные шарики и тонкие слои для минимизации подвода тепла обычно полезны.
| 1/16 дюйма. Наполнитель Ecuni, постоянный ток, обратная полярность | ||||||
|---|---|---|---|---|---|---|
| Толщина (дюймы) | Край. ) | Устройство подачи проволоки (дюймы в минуту) | Поток аргона (куб. фут/ч) | |||
| 1/8 | квадратный торец | 0 | 22 — 28 | 270 — 300 | 180 — 200 | 20 — 30 |
| 1/4 | квадратный приклад или одинарный V-60° | 1/16 — 1/8 | 22 — 28 | 270 — 300 | 180 — 200 | 20 — 30 |
| 3/8 | одинарный V-60° | 0 | 22 — 28 | 300 — 360 | 200 — 240 | 20 — 30 |
| 1/2 | одинарный или двойной V-60°, передняя часть 1/16 дюйма | 0 | 22 — 28 | 350 — 400 | 220 — 240 | 20 — 30 |
| 3/4 | двойной V-60°, торцевая часть 1/16–1/8 дюйма | 0 | 24 — 28 | 350 — 400 | 220 — 240 | 30 — 50 |
| 1 | двойной U, торцевая поверхность 1/16–1–8 дюймов | 0 | 26 — 28 | 350 — 400 | 220 — 240 | 30 — 50 |
| >1 | двойная U, торцевая часть 1/16–1/8 дюйма | 0 | 26 — 28 | 370 — 420 | 240 — 260 | 30 — 50 |
Присадочный состав ERCuNi обеспечивает прочность сварных швов, эквивалентную прочности основного металла C71500 и превышающую прочность C70600. ERCuNi содержит от 0,20% до 0,50% Ti, который служит раскислителем для предотвращения пористости и кислородного охрупчивания.
Короткое замыкание (GMAW-S) — это процесс с относительно низким подводом тепла с использованием 0,035- или 0,045-дюймового. (диаметром 0,8 или 1,2 мм) присадочный металл и хорошо подходит для сварки калибров менее 1/4 дюйма (6,4 мм). Можно использовать аргоновую защиту, но смесь аргона и гелия обеспечивает лучшее смачивание и лучший контур валика. Низкое тепловложение позволяет выполнять сварку во всех положениях.
Импульсная дуга (GMAW-P) сочетает в себе многие преимущества как струйной дуги, так и переноса короткого замыкания и хорошо подходит для сварки сплавов C70600 и C71500. Диаметр электрода обычно составляет 0,045 дюйма (1,2 мм), а защитный газ из смеси аргона и гелия обеспечивает хорошее смачивание и дугообразование. GMAW-P пригоден для сварки во всех положениях. Более поздним достижением в области импульсной сварки является синергетическая или регулируемая импульсная сварка. При синергетической сварке сварщику приходится задавать меньше параметров сварки, а качество сварки улучшается.
Во время первой сварки GMA с присадочным металлом ERCuNi часто делают одно наблюдение: состояние проволоки заметно ниже, чем у присадок на основе железа или никеля. Сплавы Cu-Ni не упрочняются почти до такой же степени, поэтому отпуск обычно ниже. Чтобы свести к минимуму трудности с подачей проволоки, следует использовать кабельные вкладыши с низким коэффициентом трения.
Наверх
Газовая вольфрамовая дуговая сварка
Процесс GTAW является предпочтительным процессом для сварки тонколистовых материалов толщиной 1/16 дюйма (1,6 мм) и меньше, но может быть хорошим выбором для толщин примерно до 1/8 дюйма (3,2 мм). Возможность работы во всех положениях делает этот процесс превосходным процессом для сварки труб, особенно труб малого диаметра и корневого прохода труб всех диаметров. После корневого прохода GTAW в более толстой трубе сварку часто завершают с помощью GMAW или SMAW. Автоматическое оборудование GTAW доступно для таких применений, как сварка труб с трубными решетками, орбитальная сварка труб и соединение калибров листов.
Cu-Ni, выполненные без добавления раскисленного присадочного материала, очень часто имеют чрезмерную пористость, которая не проявляется на поверхности сварного шва. По этой причине следует избегать автогенных сварных швов GTA. Другие хорошие методы сварки, позволяющие избежать пористости, включают короткую дугу, около 0,03 дюйма (0,8 мм) и достаточную защиту металла сварного шва, чтобы исключить попадание воздуха в расплавленный металл сварного шва. Аргон является обычным защитным газом и предпочтителен для продувки внутренней поверхности труб во время сварки корневого шва.
Репрезентативные параметры для GTAW Cu-Nis показаны на Таблица 4. Как и в случае других процессов дуговой сварки, для сплавов с высокой проводимостью и низким содержанием никеля требуются токи в верхней части диапазона. Там, где это возможно, предпочтение отдается медным или медно-никелевым опорным стержням.
| Наполнитель ERCuNi, постоянный ток, прямой полярности | ||||
|---|---|---|---|---|
| Толщина (дюймы) | Размер электрода (дюймы) | Присадочная проволока (дюймы) | Ток (ампер) | Поток аргона (куб. фут/ч) |
| 1/16 | 1/8 | 1/16 | 100 — 140 | 15 — 20 |
| 1/8 | 1/8 | 1/8 | 140 — 200 | 15 — 20 |
| 1/4 | 1/8 | 1/8 — 3/16 | 180 — 260 | 20 — 30 |
| 3/8 | 1/8 — 3/16 | 1/8 — 3/16 | 260 — 320 | 20 — 30 |
| 1/2 | 3/16 | 1/8 — 3/16 | 320 — 400 | 20 — 30 |
Наверх
Сварка сопротивлением
Сплавы Cu-Ni с содержанием никеля на 10% или более имеют характеристики точечной и шовной сварки от хороших до отличных благодаря их низкой тепло- и электропроводности по сравнению с медью. Необходимо принять меры предосторожности, чтобы убедиться, что поверхности, подлежащие контактной сварке, чистые и не содержат загрязнений.
Наверх
Пайка
СплавыCu-Ni чаще всего паяют с припоями на основе серебра. Обычно используются наполнители классов AWS A5.8 BAg-1a, BAg-2, BAg-18 и BAg-5. Сплавы BCuP-5 и BCuP-3 приемлемы для использования с Cu-Nis с содержанием никеля 10% или менее. Соответствующие номера UNS показаны в таблице 5 . Их не следует использовать для сплавов с высоким содержанием никеля из-за возможности образования охрупчивающих фосфидов никеля. Медно-фосфорные припои не следует выбирать для работы в сернистых средах.
| Классификация AWS A5.3 | БАг-1а | БАг-1 | БАг-2 | БАг-5 | БАг-18 | БЦуП-3 | БЦуП-5 |
|---|---|---|---|---|---|---|---|
| Номер ООН | P07500 | P07450 | P07350 | P07453 | P07600 | С55281 | С55284 |
Флюсы AWS типов FB3-A, C, E подходят для большинства применений. Для пайки в печи подходят инертные газы, экзогаз, эндогаз или диссоциированный аммиак. Точка росы не должна превышать 20°F (-7°C). Для пайки горелкой используется нейтральное пламя. Зазоры для пайки от 0,001 дюйма до 0,005 дюйма (от 0,03 мм до 0,13 мм) обеспечивают максимальную прочность и надежность соединения.
Расплавленные припои могут проникать и давать трещины в сплавах Cu-Ni, в которых перед пайкой не сняты напряжения. Также поверхности должны быть механически или химически очищены перед пайкой. Наждачная бумага обычно подходит для труб и трубок. Для удаления жира и масла следует использовать растворители или щелочные очистители. Эффективная процедура травления для удаления оксидов выглядит следующим образом: погрузить в 5% серную кислоту при температуре от 180°F до 200°F (от 82°C до 93°C) и немедленно промыть.
После пайки любые остатки флюса следует смыть горячей водой. Оксиды можно удалить тем же травильным раствором, который использовался для очистки перед пайкой.
Наверх
Пайка
Подготовка к пайке такая же, как и к пайке. Сплавы Cu-Ni обладают хорошей паяемостью при использовании активного хлоридного флюса. Это может быть слабокоррозионный гидрохлорид глутаминовой кислоты или более сильные смеси хлоридов цинка, натрия и аммония. Для сплавов Cu-Ni используются свинцово-олово и олово-сурьмяные припои. Сплавы Cu-Ni классифицируются как менее поддающиеся пайке, чем латуни.
Наверх
Соединение разнородных металлов и наплавка
Предлагаемый присадочный металл для соединения медно-никелевых сплавов с некоторыми из обычно комбинированных других сплавов показан в таблице 6 . Перечень не претендует на то, чтобы быть исключительным в том смысле, что процедуры сварки могут быть разработаны с использованием не перечисленных присадочных металлов.
| Металл для соединения с Cu-Ni | SMAW (UNS) | GMAW и GTAW (UNS) | Комментарии |
|---|---|---|---|
| ANSW/AWS A5.6 | ANSI/AWS 5.7 | ||
| Медь | ECuNi (W60715) или ECuA1-A2 (W60614) | ERCuA1-A2 (71580) или ERCuA1-A2 (C61800) | Предварительный подогрев до 1000°F (540°C) |
| Фосфористые бронзы | ECuSn-A (W60518) | ЭРКуСн-А (C51800) | — |
| Все бронзы | ECuA1-A2 (W60614) | ERCUNl (C61800) | — |
| ANSI/AWS A5.11 | ANSI/AWS A5.14 | ||
| Углеродистая сталь | ENiCu-6 (W84190) | ЭРНиКу-7 (N04060) | Стальная сторона может быть сначала покрыта ERNi-1 или ERNiCu-7 |
| Аустиновые нержавеющие стали | ENi-1 (W82141) или ENiCrFe-2 (W86133) | ЭРНи-1 (Н02161) или ЭРНиХр-3 (Н06082) | Нержавеющая сторона может быть сначала покрыта с помощью ERNi-1 |
| Металл для соединения с Cu-Ni | SMAW (UNS) | GMAW и GTAW (UNS) | Комментарии |
|---|---|---|---|
| AWS A5. 6 / (BS EN ISO 17777 находится в разработке) | AWS 5.7 / BS EN ISO 24373 | 9 | ECuNi или ECuAl-A2 | ERCuNi или ERCuAl-A2 / S Cu 7158 или S Cu 6180 | Предварительный подогрев до 1000°F (540°C) |
| Фосфористые бронзы | ЕСуСн-А | ERCuSn-A / S Cu 5180A | — |
| Алюминиевые бронзы | ECuAl-A2 | ERCuAl-A2 / S Cu 6180 | — |
AWS A5.11 / | AWS A5.14 / BS EN ISO 18274 | ||
| Углеродистая сталь | ENiCu-7 / E Ni4060 | ERNiCu-7 / S Ni4060 | Стальная сторона может быть сначала покрыта ERNi-1 или ERNiCu-7 |
| Аустенитные нержавеющие стали | ENi-1 или ENiCrFe-2 / E Ni2061 или E Ni6092 | ERNi-1 или ERNiCr-3 / E Ni2061 или S Ni6082 | Нержавеющая сторона может быть сначала покрыта с помощью ERNi-1 |
Сварные швы 70-30 Cu-Ni имеют ограниченный допуск на разбавление железом. Сварные швы с содержанием железа более 10 % имеют тенденцию к чрезмерному растрескиванию и образованию горячих трещин. Наполнители ENiCu-7 и ERNiCu-7 (65Ni-Cu) имеют более высокую устойчивость к железу и используются для соединения углеродистых сталей. Однако они не являются хорошим выбором для сварки нержавеющих сталей из-за ограниченной устойчивости к разбавлению хромом.
Часто очень полезным шагом при выполнении сварных швов из разнородных металлов Cu-Ni является наплавка или смазка другого металла никелем, никель-медью или любым другим подходящим наполнителем, показанным в таблице 6 . При нанесении наплавок Cu-Ni на сталь обычной практикой является нанесение первого слоя с ERNi-1 или ERNiCu-7, а затем ERCuNi для последующих слоев. Хотя барьерный слой из высоколегированного сплава является стандартным, можно наносить ERCuNi с помощью GMAW непосредственно на углеродистую сталь с тщательно контролируемыми процедурами сварки, предназначенными для достижения относительно низкого разбавления железа на первом слое.
Процесс дуговой сварки под флюсом (SAW) идеально подходит для наплавки больших площадей поверхности. Коммерческие флюсы для дуговой сварки под флюсом доступны для всех никелевых, никель-медных и медно-никелевых присадочных металлов. (3) При наплавке углеродистой стали первый слой наносится с использованием присадочного металла ERNi-1 или ERNiCu-7, за которым следуют последующие слои. ERCuNi для достижения необходимой толщины или состава.
Пайка с BAg-1a, BAg-1 и BAg-2 подходит для соединения Cu-Ni с любым другим медным сплавом.
Наверх
Резка
СплавыCu-Ni не поддаются газовой резке, но плазменная резка и резка угольной дугой работают хорошо. Для резки можно использовать ленточные пилы и ножницы, но необходимо делать поправку на то, что сплавы относительно мягкие и пластичные. Высокоскоростные абразивные круги хорошо подходят для скашивания кромок и обрезки материала.
Наверх
Сварка стальных пластин с медно-никелевым покрытием
Использование стальных пластин, плакированных Cu-Ni, обеспечивает значительную экономию материала во многих конструкциях и применениях. Примером может служить 76-футовый (25-метровый) рыболовный траулер, Copper Mariner II , с корпусом из 5/16-дюймового сплава. (8 мм), покрытие 25% C70600. Перед началом строительства была проведена обширная программа развития сварки.(4)
Для достижения наилучших коррозионных характеристик поверхность сварного шва боковых сварных швов из сплава не должна превышать 10% железа и предпочтительно быть ниже 6% железа. Чтобы достичь этого уровня железа, необходимо как минимум два прохода сварки со стороны сплава. Предлагаемые присадочные металлы для боковых сварных швов:
- ENi-1, ERNi-1, ENiCu-7 или ERNiCu-7 для первого или барьерного прохода со стороны сплава на стальную основу; и, Присадочный металл
- ECUNi или ERCuNi для верхнего или закрывающего прохода(ов) со стороны сплава. ECuNi и ERCuNi менее благородны, чем ENiCu-7 или ERNiCu-7, и более гальванически совместимы с основным металлом Cu-Ni.
Рис. 2. Типовое сварное соединение и последовательность валиков для стального листа, плакированного Cu-Ni
(толщиной от 1/2 до 3/8 дюйма или от 6,4 до 8,3 мм)
- Pass 1 — использовать наполнитель ENi-1, ERNi-1, NIiCu-7 или ERNiCu-7; верхняя часть сварного шва может потребовать шлифовки, чтобы оставить место для прохода 2
- Pass 2 — Используйте ECUNi или ERCuNi
- Заткните сторону из углеродистой стали, чтобы очистить металл и сделать фаску для доступа
- Проходит 3,4 или по необходимости : ERNi-1, ENiCu-7 или ERNiCu-7
Рис. 3. Типовое сварное соединение и последовательность валиков для стального листа, плакированного Cu-Ni, толщиной 1/2 дюйма (12,7 мм) и более
- проход 1, 2 и 3 или по мере необходимости — наполнители из углеродистой стали, такие как E7018 или аналогичный наполнитель для GMAW или SAW
- Заточка со стороны сплава до чистого металла со скосом для доступа
- Прохождение 1A — ENi-1, ENiCu-7 или ERNiCu-7; может потребоваться шлифовка верхней части сварного шва, чтобы оставить место для прохода 2A
- Пропуск 2A — ECUNi или ERCuNi
Для сварки плакированных сталей используется широкий спектр конструкций сварных соединений и последовательностей проходов. Факторы, влияющие на выбор, включают в себя: общую толщину листа, толщину сплава, используемый процесс сварки, доступность с одной или обеих сторон, ограничения по составу защитного прохода, чтобы назвать более важные. Два часто используемых сварных соединения и процедуры показаны на 9.0311 Рисунок 2 и Рисунок 3 . При сварке стального листа, плакированного Cu-Ni, необходимо соблюдать два основных принципа:
- никогда не допускайте проникновения сварного шва из углеродистой стали в плакировку из сплава или сварной шов из сплава. Стальные сварные швы с медной прокладкой подвержены горячему растрескиванию. И,
- не используйте ECuNi или ERCuNi для сварки со сталью или содержание железа в сварном шве превышает 10 %. Сварные швы с более высоким содержанием железа подвержены горячему растрескиванию.
Наверх
Листовая подкладка
Альтернативой использованию твердого сплава Cu-Ni или плакированной стали является нанесение относительно тонких листов на основу из углеродистой стали. C70600 имеет листовую облицовку из стали для таких применений, как корпуса кораблей, рули, водяные камеры конденсатора и секции морских платформ. Геометрия покрываемой поверхности и толщина футеровки в значительной степени определяют метод футеровки.
На рис. 3 показана водяная камера из углеродистой стали, облицованная 0,048-дюймовым футеровочным материалом. (1,2 мм) толщиной C70600 Cu-Ni. Гильза была впервые изготовлена методом GTAW с жесткими допусками, чтобы соответствовать корпусу из углеродистой стали. (5) Футеровка была прикреплена к стали несколькими дуговыми точечными сварками, выполненными в процессе GMAW. Дуговая точечная сварка не нова и используется для нанесения других сплавов на основе железа и никеля на углеродистую сталь. По сути, стандартная горелка GMAW оснащена насадкой «отступ», которая используется для прижатия к направляющей и для установки расстояния до контактного наконечника. (6) При заданных параметрах источника питания и подачи проволоки сварка выполняется примерно за один второй с дополнительным временем подачи защитного газа для защиты сварного шва.
Другие функции и элементы управления дуговой точечной сваркой включают:
- Этот процесс можно использовать для листов толщиной от 0,024 дюйма до 0,078 дюйма (от 0,6 мм до 2,0 мм), предпочтительно от 0,048 дюйма (1,2 мм).
- Плоское положение с тесным контактом между листом и стальной подложкой дает наиболее воспроизводимые результаты. При зазоре до толщины листа между листом и подложкой происходит некоторый «всплеск» металла шва в зазор, но сварные швы полной прочности все же реализуются.
- При сварке в вертикальном положении существует тенденция к подрезу и провисанию сварного шва, если не тщательно контролировать сварочный ток и время сварочной дуги.
- При использовании правильных параметров сварки сварные швы имеют менее 6% железа на верхней поверхности.
- Перед дуговой точечной сваркой все поверхности должны быть очищены от масла, жира, грязи и окалины.
Если электродуговая точечная сварка GMAW нецелесообразна, например, из-за положения при сварке или из-за большой толщины, крепление промежуточного листа может быть выполнено с помощью сварки электрозаклепкой с использованием предварительно вырезанных отверстий. Отверстия могут быть круглыми или прорезными, напр. , 1/2 дюйма. (12,4 мм) или слоты 1 дюйм на 3/8 дюйма (25 мм на 9,5 мм). Круглые отверстия диаметром около 3/32 дюйма. Лист толщиной 2,4 мм должен иметь клиновидную сторону во избежание непровара боковой стенки. Щелевые сварные швы часто легче сваривать, особенно когда сварка выполняется на вертикальных поверхностях. Во многих случаях также необходимо приварить края листа к стальной основе угловым швом. Предпочтительными присадочными металлами для пробковых и кромочных сварных швов являются ENiCu-7 или ERNiCu-7.
Наверх
Сварка труб
Трубы из сплава Cu-Ni широко используются в трубопроводных системах для обслуживания судов, береговых установок, опреснительных установок и морской добычи нефти. Трубы малого диаметра, 2,0 дюйма (50 мм) и менее, часто представляют собой сварные соединения враструб. Предпочтительной процедурой для труб большего диаметра является корневой шов GTAW с возможностью сварки заполнения GTAW, GMAW или SMAW. Наиболее стабильное качество и более высокая производительность достигаются, когда трубу можно поворачивать для сварки вниз.
Корневой шов GTAW может быть выполнен ручной сваркой с использованием присадочного металла с ручной подачей или расходуемых вставок, либо с использованием автоматической орбитальной сварки труб. Внутреннюю часть трубы следует продуть аргоном, используя стандартные методы для других сплавов, таких как нержавеющая сталь и никелевые сплавы. Процедуры ручного корневого прохода для труб Cu-Ni в основном такие же, как и для труб из других сплавов, но сварщики могут заметить, что металл шва не течет так же хорошо, как аустенитная нержавеющая сталь. Конструкция соединения труб для ручной сварки обычно представляет собой V-образную фаску с нулевой поверхностью корня и отверстием корня. Присадочный металл – ERCuNi, защитный газ горелки – аргон.
Автоматическая сварка Cu-Ni с помощью оборудования для орбитальной сварки труб обеспечивает более высокую производительность и меньше дефектов сварки. На большой системе пожаротушения морской платформы орбитальная сварка позволила сократить время сварки вдвое по сравнению с ручной сваркой и сократить процент брака с 15% до 5% (7). успешная орбитальная сварка. Рекомендуемой конструкцией соединения для большинства размеров труб является J-образная канавка со скосом 25°, диаметр 3/32 дюйма. (2,4 мм), радиус 0,050 дюйма. (2 мм) притупление 0,03 дюйма. (0,8 мм) удлинение. На рис. 4 показана сварочная головка, установленная на медно-никелевой трубе и соединяющая прямой участок трубы с Т-образным фитингом.
Рис. 4. Автоматическая орбитальная сварочная головка Cu-Ni трубопроводов пожарной воды
Вернуться к началу
ССЫЛКИ
- Граничное растрескивание в сварных деталях из сплава CuNi10Fe; Стивенсон, доктор Норман, Серия репринтов NiDI № 14016.
- Корпуса из сплава Cu-Ni CA-706: опыт и экономика медного моряка; Манцолильо, Дж. Л., Тиле, Э. У. и Тутхилл, А. Х., Trans SNAME, 19 лет.84 (1976), стр. 408. (Доступно в CDA и NiDI.)
- ; Техническая публикация Inco Alloys International, Inc., Ньютон, Северная Каролина.
- Медные и медно-никелевые пластины, Prager, M., Keay, L.K., Thiele, Jr., EW Welding Journal, сентябрь 1978 г.
- на сварку медно-никелевых сплавов; Международная публикация по никелю № 1280, доступная от NiDI.
- Облицовка компонентов из мягкой стали листом из сплава Cu-Ni 90-10; Риджуэй, У.Ф. и Хит, Д.Дж., Сварка и изготовление металлов, 19 октября.69.
- Орбитальная сварка труб, используемая в системе пожаротушения Hondo; Гильсардо А., Дюма Э. и Энон Б.К., OFFSHORE, апрель 1993 г.
Вернуться к началу
Соединение деталей: 5 различных типов сварки
Сварка — это производственный процесс, при котором две или более деталей сплавляются вместе с использованием тепла, давления или того и другого, образуя соединение в качестве запчасти классные. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева.
Здесь мы обсудим некоторые из наиболее распространенных методов сварки, используемых в промышленности, и где они используются.
Обратите внимание, что упомянутые здесь виды сварки относятся только к металлам. Ниже приведены наиболее распространенные методы сварки металлообработки, используемые сегодня.
Источник: Ricardo Ghisi Tobaldini/FlickrКак следует из названия, дуговая сварка использует электрическую дугу для плавления материалов перед их соединением. Источник питания используется для создания электрической дуги между электродом (который может быть как плавящимся, так и неплавящимся) и основным металлом для расплавления металлов в точке контакта.
Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком. Это связано с тем, что атмосферный воздух может взаимодействовать со сварочной ванной и вызывать окисление.
Эта электрическая дуга может создавать температуры выше 6300°F (3500°C), что достаточно для плавления металлов, таких как углеродистая сталь.
Существуют различные типы дуговой сварки, например, дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка под флюсом (SAW), плазменная дуговая сварка (PAW).
Применение дуговой сварки:
- Судостроение
- Автомобильная промышленность
- Строительство
- Машиностроение
Преимущества дуговой сварки:
- Подходит для высокоскоростной сварки
- Простой сварочный аппарат
- Мобильность благодаря простоте оборудования
- Может работать от переменного или постоянного тока
- Превосходные температуры
Недостатки дуговой сварки:
- Не подходит для сварки тонких металлов
- Требуются квалифицированные сварщики
- Нельзя использовать для реактивных металлов, таких как алюминий или титан
MIG или сварка металлов в среде инертного газа — это еще один метод сварки, в котором для создания сварных швов используется электрическая дуга. Однако в MIG используется непрерывный сплошной проволочный электрод, который нагревается и подается в сварочную ванну из сварочной горелки. Два основных материала сплавляются вместе, образуя соединение.
При сварке MIG расплавленный электрод облегчает соединение двух металлов. Следовательно, MIG идеально подходит для соединения разнородных металлов. Через сварочную горелку также подается защитный газ, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя зону сварки.
Некоторые из популярных применений сварки MIG:
Самые популярные
- Используется для большинства видов сварки листового металла
- Изготовление сосудов под давлением и стальных конструкций
- Автомобильная промышленность и производство товаров для дома
Преимущества сварки MIG:
- Обеспечивает высокое качество сварки
- Мелкие брызги от сварки
- Может использоваться для соединения разнородных металлов
- Может быть полностью или полуавтоматическим
- Хорошая скорость сварки
Недостатки сварки MIG:
- Не подходит для сварки снаружи
- Не подходит для толстых металлов
- Требуется подготовка металла
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся вольфрамовый электрод для создания дуги между металлами. Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Сварка ВИГ может работать как от источников питания переменного, так и постоянного тока. Одним из самых сильных сторон сварки TIG является то, что ее можно использовать для сварки цветных металлов, таких как алюминий, медь, магний, медь, никель, титан и т. д.
Некоторые из популярных применений сварки TIG включают:
- Аэрокосмическое и авиастроение
- Автомобильная промышленность
- Ремонт кузова автомобиля
Преимущества сварки TIG:
- Очень чистые сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может использоваться с наполнителем или без него
- Может выполняться вручную или автоматически
- Создает прочные сварные швы
Недостатки сварки TIG:
- Длительность
- Требуются квалифицированные сварщики
- Нельзя использовать для более толстых металлических соединений
При дуговой сварке с флюсовой проволокой (FCAW) используется электрод с непрерывной подачей проволоки, источник питания постоянного напряжения и оборудование, аналогичное сварке MAG. Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса.
Если внешний защитный газ не используется, процесс основывается на защите, обеспечиваемой самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Некоторые из популярных применений дуговой сварки порошковой проволокой:
- Производственные предприятия
- Судостроение
- Промышленные трубопроводы
- Железные дороги
- Техническое обслуживание и ремонт
Преимущества дуговой сварки порошковой проволокой:
- Отличное проплавление
- Подходит для более толстых швов
- Гибкость с точки зрения перемещения и ориентации резака
- Самая высокая скорость наплавки металла
Недостатки дуговой сварки порошковой проволокой:
- Может привести к включению шлака
- Порошковая проволока дороже
- Сварка часто не эстетична
Газовая сварка использует тепло концентрированного пламени для плавления металлов и последующего их соединения. Возможна газовая сварка с присадочным металлом или без него.
Пламя контролируется сварочной горелкой. К сварочной горелке подсоединены баллон с кислородом и баллон с топливным газом. Сварщик может контролировать пламя, контролируя количество газов, подаваемых в горелку, с помощью регулятора давления.
Чаще всего мы видим газовую комбинацию кислорода и ацетилена, которая способна производить 3200°C ( 5792 o F ). Другими горючими газами, которые также используются при газовой сварке, являются водород, бутан и пропан.
Некоторые из популярных применений газовой сварки:
- Изготовление листового металла
- Автомобильная и авиационная промышленность
- Соединение черных и цветных металлов
- Соединение тонких металлов
Преимущества газовой сварки:
- Легко переносимое оборудование
- Превосходный контроль пламени
- Низкая стоимость и обслуживание
- Может также использоваться для газовой резки
- Более дешевая стоимость оборудования
Недостатки газовой сварки:
- Не подходит для очень тонких профилей
- Более низкие температуры, чем при дуговой сварке
- Более твердый флюсовый экран
- Не подходит для химически активных металлов
Если эта статья заинтересовала вас, помните, что сварка — это обширная область, в которой постоянно разрабатываются новые методы соединения материалов. Это не только интересно само по себе, сварка является жизненно важной областью, поскольку большая часть оборудования, которое мы используем для создания сложных и обычных предметов, требует той или иной формы сварки.
По этой причине сварка, вероятно, еще долгие годы останется важной частью различных отраслей промышленности.
More Stories
инновации
Телескоп Джеймса Уэбба НАСА дразнит еще одним предварительным просмотром заманчивой звезды
Лукия Пападопулос| 27.02.2022
наука
Исследователь из Массачусетского технологического института рассказывает, что означает его система охлаждения с нулевым потреблением электроэнергии для домов
Sade Agard| 23.09.2022
здоровье
Вас могут разложить в воде вместо того, чтобы похоронить или кремировать
Джан Эмир| 12.01.2022
Загрязнение атмосферного воздуха при сварочных процессах — методы оценки и контроля
- Вход в панель авторов
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Открытый доступ.1872 DOI: 10.5772/59793
СКАЧАТЬ БЕСПЛАТНОИз отредактированного тома
Под редакцией Farhad Nejadkoorki
Сведения о книге Заказать Печать
Обзор показателей главы
4092 загрузки глав
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
1.
Введение Сварка является очень распространенной операцией во многих отраслях промышленности и на многих рабочих местах [1, 2]. Согласно Американскому обществу сварщиков, это определяется как «процесс соединения металлов, при котором коалесценция производится путем нагревания до подходящей температуры с использованием или без использования присадочного металла» [3]. Существует множество сварочных процессов, которые используются в различных условиях работы. По некоторым данным, от 0,2 до 2,0 % работающего населения в промышленно развитых странах занимаются сварочной деятельностью [4]. Во всем мире более пяти миллионов рабочих выполняют сварку на условиях полной или неполной занятости [5, 6]. Эти сварщики, в зависимости от условий, работают на открытых или закрытых рабочих местах, в открытых или замкнутых пространствах, под водой и над строительными площадками. Сварщики сталкиваются с различными опасностями, приводящими к различным травмам, неблагоприятным последствиям для здоровья, дискомфорту и даже смерти. Кроме того, загрязнение воздуха в результате сварки приводит к определенным последствиям для человека и окружающей среды. Поэтому есть веские причины рассматривать процессы сварки и рабочую среду сварщика с разных сторон. Большое количество сварщиков испытывают те или иные неблагоприятные последствия для здоровья. Другие работники, находящиеся вблизи места проведения сварочного процесса, могут подвергаться риску, создаваемому им [1, 7]. В целом риски сварки можно разделить на риски, связанные с физическими агентами, и риски, связанные с химическими компонентами. К основным опасностям, связанным со сваркой, относятся электричество, радиация, тепло, пламя, пожар, взрыв, шум, сварочный дым, горючие газы, инертные газы, газовые смеси и растворители. Сварщики могут подвергаться другим опасностям, не связанным непосредственно со сваркой, таким как ручное манипулирование, работа на высоте, в замкнутых пространствах или во влажных, жарких или влажных условиях, а также работа с движущимся оборудованием, механизмами и транспортными средствами. Сварка в статической неудобной или горизонтальной позе может привести к травмам опорно-двигательного аппарата, таким как деформации и вывихи. Длительное использование каски и шлема может вызвать нагрузку на шею. Кроме того, длительное воздействие, повторяющиеся движения руками и руками, а также задачи, требующие большой силы, могут привести к кумулятивным эффектам, повышая риск травм. Основными компонентами сварочных выбросов являются оксиды металлов из-за контакта кислорода воздуха с испаряющимися металлами. Общие химические опасности включают твердые частицы (свинец, никель, цинк, оксид железа, медь, кадмий, фториды, марганец и хром) и газы (окись углерода, оксиды азота и озон). В последнее время наночастицы, выделяемые при сварочных работах, рассматриваются как важная группа загрязнителей воздуха, и при оценке рисков необходимо оценивать размеры частиц и их распределение по размерам. Каждая технология сварки дает определенный диапазон состава и морфологии частиц. Различные и сложные профили воздействия могут быть связаны с различными сварочными условиями [8-10].
| ОПАСНОСТЬ | ПРОЦЕСС СВАРКИ | |||
| PAW/PAC Процессы угольной дуги | СМАВ GTAW GMAW FCAW | ПИЛА | Кислородное топливо | |
| + | + | + | + | |
| Поражение электрическим током | + | + | х | |
| Яркий свет | + | + | — | + |
| Ультрафиолетовое излучение | + | — | х | |
| Токсичные пары и газы | + | + | — | |
| Тепло, огонь и ожоги | + | + | + | + |
| Шум | + | х | х | |
Таблица 1.
Опасности, связанные со сварочными процессами
x Нет опасностей, + Опасность присутствует, — Опасность присутствует при отсутствии флюса SAW [11]
Объявление
2. Технология сварки
2.1. Области применения
Сварка широко используется в различных отраслях обрабатывающей промышленности, включая верфи, автомобильные заводы, машины, бытовую технику, компьютерные компоненты, мостостроение и другие конструкции. Сварка используется для изготовления сосудов под давлением, теплообменников, резервуаров, листового металла, сборных металлических зданий и архитектурных работ. Кроме того, сварка является применимым методом при техническом обслуживании и ремонтных мастерских. Он используется в горнодобывающей промышленности, компаниях по транспортировке нефти и газа, трубопроводных системах, производстве тяжелого оборудования, аэрокосмической промышленности, электронике, медицинских изделиях, прецизионных инструментах, электроэнергетике и нефтехимической промышленности. Возможно, художники и скульпторы — самая маленькая группа, которая использует технику сварки для создания произведений искусства. Поэтому многие вещи, которые люди используют в повседневной жизни, сварены или изготовлены из сварных деталей [12].
2.2. Условия труда
Сварщики, в зависимости от условий, работают на открытых или закрытых рабочих местах, в открытых или замкнутых пространствах, под водой и над строительными площадками. В некоторых условиях сварочные процессы ведутся в замкнутых пространствах, где зона сварочных работ с большинства сторон окружена стенами и нет достаточного места для установки обычного вытяжного зонта [1, 7].
Работа в закрытых помещениях включает все работы, выполняемые в таких зданиях, как мастерские, ремонтные мастерские, склады, офисы и любые закрытые помещения на предприятиях, фабриках и в других местах. Сварщики могут работать в закрытых помещениях, выполняя сварочные работы полный или неполный рабочий день. Важным преимуществом внутренних рабочих мест является защита от факторов окружающей среды, таких как дождь, ветер и солнечный свет. Рабочие на открытом воздухе проводят длительное время, работая на открытых площадках. Они подвергаются различным опасностям в зависимости от типа их работы, а также географического региона, времени года и периода времени, в течение которого они находятся на улице. Наружные работы включают сельское хозяйство, строительство, добычу полезных ископаемых, транспортировку нефти и газа по трубопроводам, транспорт, складирование, коммунальное хозяйство и сферу услуг. Иногда на таких рабочих местах должны работать сварщики для выполнения своих задач. Некоторые опасности на рабочем месте, связанные с открытыми площадками, включают непредсказуемые погодные условия, насекомых и диких животных, сильную жару, сильный холод и ультрафиолетовое (УФ) излучение.
Многие рабочие места содержат пространства, которые считаются «замкнутыми», поскольку их конфигурация препятствует деятельности сотрудников, которые должны входить, работать и выходить из них. Замкнутое пространство имеет ограниченные или ограниченные средства для входа или выхода. К ограниченным пространствам относятся подземные хранилища, резервуары, бункеры для хранения, люки, корпуса реакторов, силосы, технологические емкости и трубопроводы. Замкнутые пространства имеют следующие характеристики: ограниченное пространство, вход или выход; плохая вентиляция и отсутствие безопасного воздуха для дыхания. Сварщики могут столкнуться с различными опасностями при сварке в замкнутых пространствах, таких как пожар, взрыв, поражение электрическим током, удушье, воздействие опасных загрязнителей воздуха [13-16].
2.3. Типы сварочных процессов
Существуют различные сварочные процессы (более 50 типов), которые сильно различаются по некоторым параметрам, таким как температура, давление и тип используемого оборудования. Процесс сварки можно разделить на различные типы на основе разных литературных источников. Некоторые распространенные виды сварки перечислены в пяти категориях, каждая из которых включает несколько подкатегорий (рис. 1). К наиболее распространенным и известным типам сварки относятся:
Дуговая сварка в защитном металле: (SMAW) также известен как ручная дуговая сварка металлическим электродом (MMA) или сварка штучными электродами. Это один из самых старых, простых и универсальных процессов дуговой сварки, используемый для сварки углеродистой стали и сварки низколегированных сплавов. В SMAW электрод удерживается вручную, и электрическая дуга течет между электродом и основным металлом. Электрод покрыт флюсом, который обеспечивает защитный газ для сварки, помогая свести к минимуму загрязнения. Доступен широкий спектр металлов, положений сварки и электродов в зависимости от предполагаемых требований. Этот вид сварки особенно подходит для таких работ, как возведение конструкций, строительство, судостроение и работа с трубопроводами. В отличие от других методов, требующих защитного газа, которые не подходят для ветра, SMAW можно использовать на открытом воздухе в различных погодных условиях. Однако из-за времени, необходимого для удаления шлака после сварки и смены электродов, его коэффициент времени дуги относительно невелик. Как недостаток, образование дыма в SMAW затрудняет управление процессом.
Дуговая сварка металлическим газом: (GMAW) или сварка в среде инертного газа (MIG) используется для большинства типов металлов и выполняется быстрее, чем SMAW. Его можно применять для сварки транспортных средств, сосудов под давлением, кранов, мостов и т.д. Этот процесс включает в себя протекание электрической дуги между основным металлом и непрерывным расходуемым проволочным электродом. Защитный газ (обычно смесь аргона и углекислого газа) подается снаружи; следовательно, электрод не имеет флюсового покрытия или сердцевины. Сварка МИГ применяется для низкоуглеродистой, низколегированной и нержавеющей стали, для алюминия, для меди, никеля и их сплавов. Некоторые параметры могут влиять на процесс сварки MIG, например:
Диаметр электрода
Напряжение
Скорость подачи проводов и ток
Скорость сварки
. оптимальная сварка, большинство указанных параметров должны быть согласованы друг с другом. Помимо влияния на качество сварки, некоторые из этих параметров могут влиять на дым и газы, выделяемые в процессе сварки. Однако дым, образующийся при сварке MIG, меньше, чем при сварке SMAW. В отличие от SMAW, который является прерывистым из-за ограниченной длины электродов, GMAW представляет собой непрерывный процесс сварки. Нет шлака и нет необходимости в высоком уровне мастерства операторов. Тем не менее, требуется дорогое и непортативное оборудование, а также применение на открытом воздухе ограничено из-за негативного воздействия погодных условий, таких как ветер на защитный газ [17, 18].
Дуговая сварка вольфрамовым электродом в среде защитного газа: (GTAW) также известна как сварка вольфрамовым электродом в среде инертного газа (TIG).
GTAW используется на таких металлах, как алюминий, магний, углеродистая сталь, нержавеющая сталь, латунь, серебро и медно-никелевые сплавы. В этом методе используется постоянный неплавящийся вольфрамовый электрод. Присадочный металл подается вручную, сварочная ванна и электрод защищены инертным газом (обычно аргоном), в этом типе используются высокие электрические токи. Сварка нержавеющей стали, сварка легких металлов, таких как алюминиевые и магниевые сплавы, и сварка меди являются основными областями применения сварки TIG. Сварные швы GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительного времени. Тем не менее, сварка TIG подходит для сварки тонких материалов и обеспечивает высокое качество сварки большинства металлов. В процессе GTAW удаление шлака не требуется. Концентрация тепла происходит в небольшой зоне, что приводит к минимальной термической деформации заготовки. Сварка TIG имеет некоторые недостатки, включая низкую скорость сварки, дороговизну и необходимость высокого уровня навыков оператора. Хотя во время сварки TIG операторы подвергаются воздействию опасных газов и паров, образование этих соединений очень мало по сравнению с другими процессами сварки.Рис. 1.
Классификация сварочных процессов [18]
Дуговая сварка под флюсом: (SAW) — высокопроизводительный метод сварки (в 4-10 раз больше, чем SMAW). SAW может быть автоматическим или полуавтоматическим. Применяется для сварки толстых листов из углеродистой стали и низколегированных сталей. В этом процессе сварки электрическая дуга течет между основным металлом и плавящимся проволочным электродом; однако дуга не видна, так как она погружена под флюсовый материал. Этот процесс сварки обычно используется для крупных конструкций, таких как большие трубы, цилиндрические сосуды и листы на верфях. На процесс SAW могут влиять некоторые параметры, такие как напряжение сварочной дуги, ток дуги, размер и форма сварочной проволоки, а также количество сварочных проволок.
Во время процесса SAW образуется небольшое количество дыма, а также небольшое образование озона, оксида азота и диоксида азота из-за невидимости дуги. В качестве преимуществ SAW упоминаются очень высокая скорость сварки, возможность автоматизации, пригодность как для внутренних, так и для наружных работ, а также высокое качество сварки. Некоторые ограничения этого процесса сварки включают в себя: включение шлака, ограниченное применение, часто для сварки в горизонтальном положении, и необходимость точной настройки параметров и позиционирования проволочного электрода.Плазменная дуговая сварка: (PAW) — это процесс дуговой сварки, при котором дуга образуется между электродом и заготовкой. В процессе PAW плазменную дугу можно отделить от оболочки защитного газа, поместив электрод в корпус горелки. Это можно назвать ключевым отличием GTAW от PAW. В процессе используются два инертных газа, один из которых образует плазму дуги, а второй экранирует плазму дуги. Применение плазменной дуговой сварки расширяется в промышленности, поскольку она обеспечивает высокий уровень контроля и точности для получения высококачественных сварных швов.
Кроме того, использование PAW приводит к увеличению срока службы электрода в тяжелых производственных условиях. Этот процесс сварки подходит как для ручного, так и для автоматического применения. Его можно использовать для точной сварки хирургического оборудования, лопаток реактивных двигателей и инструментов, необходимых для пищевой и молочной промышленности. Уровень дымообразования при PAW низкий, но в этом процессе часто образуются сварочные газы, особенно озон. Необходимость меньшего мастерства оператора, высокая скорость сварки, высокая проникающая способность, длительный срок службы электрода, высокая точность и точность, а также короткое время сварки считаются преимуществами процесса PAW. Его ограничения включают дорогие технологические инструменты, потребность в электрическом оборудовании большой мощности, большее искажение и потерю механических свойств из-за большего подводимого тепла.Дуговая сварка с флюсовым сердечником: (FCAW) используется для сварки углеродистых, низколегированных и нержавеющих сталей.
Этот процесс сварки имеет сходство как с SMAW, так и с GMAW. Этот процесс используется в строительстве из-за его высокой скорости сварки и портативности. Расходуемый трубчатый электрод непрерывно подается с катушки, и между электродом и основным металлом протекает электрическая дуга. Электродная проволока имеет центральную жилу, содержащую флюс. Существуют различные порошковые проволоки; некоторые из них требуют использования защитного газа, такого как двуокись углерода или смесь аргона и двуокиси углерода, а другие (самозащитные порошковые проволоки) не требуют дополнительного защитного газа. Шлак, полученный в процессе FCAW, действует как дополнительная защита во время охлаждения, но после этого его необходимо отщеплять. Как и другие сварочные процессы, FCAW имеет некоторые преимущества и ограничения. Отмечается отсутствие необходимости в квалифицированных операторах и предварительной очистке металлов, пригодность для использования на открытом воздухе или ветреных условиях (это справедливо для самозащитных порошковых проволок), пригодность для использования во всех положениях и легкость варьирования легирующих составляющих. как преимущества FCAW. К его ограничениям относятся: выделение значительного количества дыма в самозащитных проволоках, более высокая стоимость присадочного материала и проволоки по сравнению с GMAW, необходимость удаления шлака. Кроме того, выход защитного газа из зоны сварки приводит к образованию отверстий в свариваемом металле, что приводит к пористости изделий [17, 18].Реклама
3. Загрязнение воздуха в результате сварочных работ
Согласно определению Флагана и Сайнфелда, «явление загрязнения воздуха включает в себя последовательность событий: образование загрязняющих веществ в источнике и их выброс из источника; их перенос и преобразование в атмосферу и удаление из нее; и их воздействие на людей, материалы и экосистемы» [19]. Загрязнение воздуха — это загрязнение воздуха внутри или снаружи помещений твердыми частицами, биологическими молекулами или другими вредными материалами, которые изменяют естественные характеристики атмосферы Земли.
Бытовые устройства для сжигания топлива, автомобили, лесные пожары и промышленные процессы являются распространенными источниками загрязнения воздуха. Основные промышленные источники твердых частиц включают металлургию, добычу полезных ископаемых, нефтяную и химическую промышленность. Загрязнение воздуха рассматривается как угроза здоровью человека, а также экосистемам Земли. Согласно отчету ВОЗ, около 7 миллионов человек во всем мире умерли из-за загрязнения воздуха в 2012 г. [20]. Сварка, как важная операция в большинстве отраслей промышленности, может привести к значительному загрязнению воздуха. Во всех типах сварочных процессов дым и газы образуются как загрязнители воздуха. Из-за высокой температуры в процессе сварки различные вещества в дуге испаряются. Затем пар конденсируется и окисляется при контакте с воздухом, что приводит к образованию дыма. Частицы дыма настолько малы, что могут достигать самых узких дыхательных путей дыхательной системы (дыхательных бронхиол). Некоторые параметры, такие как тип сварки и расходные материалы (присадочный металл и поверхностные покрытия), определяют вид и количество образующихся частиц и газов.Состав сварочного дыма и интенсивность его образования зависят от различных параметров. Частицы сварочного дыма имеют вдыхаемый размер от мелкого (<2,5 мкм) до сверхмелкого (<100 нм) и могут проникать в альвеолярные отделы легких. Образование дыма зависит от:
— Силы тока, напряжения, температуры газа и дуги и подводимого тепла в процессе сварки
— Расходных материалов, таких как электроды
— Материалов
-Продолжительность сварки [9, 21].
Наиболее распространенными газами, выделяющимися при сварке, являются озон, азотистые газы и окись углерода. Фосфин и фосген — это другие газы, которые могут образовываться во время сварки. Газы образуются из-за высокой температуры и ультрафиолетового (УФ) излучения дуги. Как и дым, некоторые факторы могут влиять на выделение газов во время сварочных процессов. Например, образование озона во время сварки зависит от типа процесса, используемого материала и защитных газов.
Сварочные газы также могут образовываться при контакте поверхностных покрытий или загрязняющих веществ с горячими поверхностями или УФ-излучением.Наряду с вредом для здоровья человека загрязнение атмосферного воздуха может привести к различным экологическим последствиям. Загрязнение воздуха может во многих отношениях оказывать неблагоприятное воздействие на атмосферу и природную среду. Сварка, как производственный процесс, оказывает серьезное воздействие на окружающую среду в зависимости от режима ее работы и технологического оборудования. Загрязнение окружающей среды в процессе сварки является результатом некоторых параметров, таких как высокий процент тепла, выделяемого в окружающую среду и материалы, в том числе большое количество газов и дымов. Некоторые факторы, необходимые для проведения сварочных работ, включают: энергию, минеральные или органические вещества (защитные газы, охлаждающую воду, масла, смазки и защитные вещества и т. д.). Эти расходные материалы могут нанести вред окружающей среде.
Кроме того, отходы, образующиеся в процессе сварки, оказывают нежелательное воздействие на работу или окружающую среду. Для защиты области сварки и предотвращения окисления используются инертные газы, такие как углекислый газ и аргон, из-за их доступности и низкой стоимости. Они используются в качестве защитных газов и оказывают нежелательное воздействие на окружающую среду. Чтобы защитить окружающую среду и сохранить ресурсы для будущего, следует учитывать энергосбережение и сокращение выбросов парниковых газов. В этом отношении важными факторами являются средняя норма потребления, норма использования и чистота продуктов и расходных материалов [22, 23].Образование дыма и газов напрямую связано с процессом сварки. Дым, выделяемый при ручной дуговой сварке металлическим электродом (MMA) и сварке MIG, одинаков. В некоторых условиях уровень дыма, образующегося при сварке МИГ (сплошной проволокой), может быть намного ниже по сравнению с дымом, образующимся при ММА. При сварке TIG выделяется меньше дыма по сравнению со сваркой MMA и MIG.
Состав дыма напрямую связан с составом используемой проволоки. Сварка ММА вызывает неблагоприятные последствия для здоровья из-за образования в процессе шестивалентного хрома (Cr (VI)). Кроме того, при сварке MMA-нержавеющей стали (MMA-SS) возникают высокие уровни выбросов токсичных соединений [24]. Во время сварки TIG образуется очень мало дыма. Сварочные дымы могут состоять из оксидов хрома, никеля и меди с очень низкими предельными значениями. При оценке токсичности дыма необходимо учитывать отдельные элементы, а также их синергетический эффект. При сварке TIG выделяется меньше озона и оксидов азота, чем при сварке MIG/MAG. Количество упомянутых газов во время сварки TIG зависит от силы тока, длины дуги, расхода и типа защитного газа. Сильные электрические токи вызывают значительные уровни озона, оксида азота и диоксида азота. Во время сварки MIG образуются значительные уровни озона и оксидов азота из-за высоких уровней тока.Информации о выбросах при плазменно-дуговой сварке (ПДС) немного.
Из-за схожести методов сварки TIG и PAW они, вероятно, могут выделять в воздух загрязняющие вещества одинакового уровня. При сварке алюминия методом МИГ образуется большее количество озона, чем при сварке алюминия методом ВИГ. Образование большего количества оксидов азота в последнем процессе будет снижать уровень выделяемого озона [25, 26]. Исследование Schoonover et al. показали, что сварщики, выполняющие MIG и SMAW, подвергаются воздействию более высоких концентраций дыма, чем сварщики, выполняющие TIG. Согласно упомянутому исследованию, воздействие марганца при MIG было почти в два и в десять раз выше, чем при SMAW и TIG соответственно. На самом деле, отказ от использования плавящегося электрода во время сварки TIG приводит к меньшему облучению. Наибольшее среднее воздействие приходится на SMAW, за которым следуют GMAW и GTAW [21]. К. Фульсанг и др. исследовал скорость образования дыма (FGR). Этот показатель для ММА был в 3-5 раз выше, чем для МАГ и МИГ. Одинаковый FGR был обнаружен для сварки TIG и MIG/MAG [27].При различных процессах сварки образуются частицы разного размера. Частицы, образующиеся при MMAW, MAG, MIG и лазерной сварке, очень похожи по размеру. Точечная сварка сопротивлением (RSW) и сварка TIG имеют совершенно разную структуру распределения частиц по размерам. Эти методы производят частицы размером менее 100 нм, из которых не менее 90% имеют размер менее 50 нм. Частицы, генерируемые в процессах с высокой массовой эмиссией (MMAW, MAG, MIG и Laser), имеют диаметр около 100–200 нм, и между ними находится небольшое количество наноразмерных частиц. В процессах с низкой массовой эмиссией (TIG и RSW) образуются исключительно частицы размером менее 50 нм; однако числовая концентрация частиц в этих методах аналогична другим. Хотя виды сварки с низким уровнем массовых выбросов называются «чистыми методами», их потенциальные токсикологические свойства и воздействие на здоровье из-за воздействия наноразмерных частиц требуют дальнейшего изучения [28].
Исследование, проведенное Keane M.
, представило метод импульсного осевого распыления (из процесса MIG) как наилучший выбор сварочных процессов из-за минимального образования дыма (особенно Cr (VI)) и стоимости сварного шва. К преимуществам этого метода относятся удобство использования в любом положении, высокая скорость осаждения металла, простота обучения и использования. В целом наибольшее количество дыма образуется при использовании электродов с самозащитной порошковой проволокой. Эти электроды используются без защитного газа. Использование сплошных проволочных электродов приводит к выделению озона и оксидов азота, как и при сварке МАГ [25, 29].].Взвешенные в воздухе частицы диаметром менее 100 нм известны как наночастицы или ультратонкие частицы. Согласно исследованиям, наночастицы более вредны для здоровья человека, чем более крупные частицы. Они могут глубоко проникать внутрь дыхательной системы, а затем попадать в кровяное русло. Основной характеристикой наночастиц является большая площадь поверхности, а их токсичность зависит от формы и потенциала проникновения внутрь дыхательной системы.
Помимо эмиссии мелких частиц диаметром менее 10 мкм, при сварочных работах возможно эмиссию наночастиц. Некоторые исследования показали, что самые высокие значения наночастиц связаны с процессами MAG и TIG при приложении самых высоких сил тока. Следовательно, большее количество наночастиц испускается процессами, в которых используется более высокая интенсивность энергии.Как было установлено, эмиссия наночастиц во время сварочных работ увеличивается с увеличением параметров сварки, таких как сила тока. Сварка в режиме короткого замыкания приводит к более низкому значению наночастиц, потому что его низкая сила тока и напряжение вызывают электрическую дугу с более низкой температурой и, следовательно, с выделением меньшего количества элементов. Также большое количество наночастиц образуется при сварке нержавеющей стали, что может быть связано с присутствием гелия в газовой смеси сварки. Гелий из-за высокой энергии ионизации приводит к возникновению электрической дуги с высокой температурой, которая генерирует более высокие значения наночастиц.
Кроме того, исследование различных основных материалов показало, что большее количество наноразмерных частиц получается для нержавеющей стали по сравнению с углеродистой сталью. По данным различных исследований, самый низкий уровень ультрадисперсных частиц, отложившихся в альвеолярной области легких, был связан с FSW, затем следовали TIG и MAG. В целом все сварочные процессы могут приводить к отложению значительной концентрации наноразмерных частиц в легких сварщиков, подвергающихся воздействию [30-32].Объявление
4. Влияние сварки на здоровье
Дым и газы, выделяющиеся при сварке, представляют опасность для здоровья человека при сварке. Воздействие может варьироваться в зависимости от того, где выполняется сварка (на корабле, в замкнутом пространстве, мастерской или на открытом воздухе). Процесс сварки и свариваемый металл влияют на состав сварочного дыма. С другой стороны, физические и химические свойства дыма и индивидуальные факторы рабочего влияют на осаждение вдыхаемых частиц.
В этом отношении важными физическими свойствами являются размер и плотность частиц, форма и проницаемость, площадь поверхности, электростатический заряд и гигроскопичность. Кроме того, кислотность или щелочность вдыхаемых частиц являются химическими свойствами, которые могут влиять на реакцию дыхательных путей. Сварочные газы можно разделить на две группы; некоторые газы используются в качестве защитного газа, а другие образуются в процессе. Защитные газы обычно инертны, поэтому они не считаются опасными для здоровья, но могут быть удушающими. Газы, образующиеся в процессе сварки, различаются в зависимости от типа сварки и могут оказывать различное воздействие на здоровье при чрезмерном воздействии. Сварочные выбросы в зависимости от некоторых факторов, таких как их концентрация, их свойства и продолжительность воздействия, могут привести к воздействию на здоровье различных частей тела человека.Опасность для дыхательной системы — Вдыхание может привести к острым или хроническим респираторным заболеваниям во всех сварочных процессах.
При профессиональных заболеваниях легких различные реакции, возникающие в дыхательных путях, зависят от некоторых параметров, таких как природа вдыхаемого вещества, размер, форма и концентрация частиц, продолжительность воздействия и индивидуальная восприимчивость рабочих. Хронический бронхит, интерстициальное заболевание легких, астма, пневмокониоз, рак легких и нарушения функции легких являются некоторыми опасными последствиями для дыхательной системы. Легочные расстройства различны в зависимости от свариваемых металлов и их концентрации. Озон в низких концентрациях раздражает легочную систему и может вызвать одышку, свистящее дыхание и стеснение в груди. Более сильное воздействие озона может привести к отеку легких. Воздействие диоксида азота может вызвать нарушения функции легких, такие как снижение пика выдоха [33, 34]. Kim JY в исследовании показал концентрацию PM2,5 для сварщиков (1,66 мг/м 3 ) был значительно выше, чем в контроле (0,04 мг/м 3 ), а воздействие высоких концентраций сварочного дыма на здоровое работающее население приводило к острому системному воспалению [35].Опасность для почек- Значительное воздействие металлов и растворителей может быть нефроканцерогенным. Хром может ухудшить функцию почек из-за накопления в эпителиальных клетках проксимальных почечных канальцев и вызвать канальцевый некроз и интерстициальные изменения у животных и человека. Тубулярные дисфункции были выявлены у лиц, подвергшихся профессиональному воздействию Cr (VI) [33, 36]. Сварщики, подвергающиеся воздействию тяжелых металлов, таких как кадмий и никель, также испытывают повреждение почек [7]. Пеш и др. указали на избыточный нефроканцерогенный риск, связанный с пайкой, сваркой, фрезерованием у женщин. Таким образом, это можно считать свидетельством гендерной чувствительности почек [37].
Опасность для кожи — Эритема, птеригиум, немеланоцитарный рак кожи и злокачественная меланома являются неблагоприятными последствиями сварки на коже для здоровья, среди которых эритема является распространенным. Интенсивное ультрафиолетовое, а также видимое и инфракрасное излучение производится сварочными аппаратами.
Воздействие УФ-излучения может привести к кратковременным и долговременным повреждениям кожи [33, 38-40]. Некоторые металлы, такие как бериллий, хром и кобальт, могут оказывать прямое воздействие (раздражение и аллергические реакции) на кожу. Кроме того, они могут всасываться через кожу и вызывать другие последствия для здоровья, такие как повреждение легких. При малых размерах частиц и наличии порезов или других повреждений кожи абсорбция через кожу повышается [7, 36]. Хром (VI) может вызывать раздражение и образование язв при контакте с кожей. Аллергическая реакция, включая экзему и дерматит, может быть вызвана у сенсибилизированных лиц, подвергшихся воздействию Cr (VI) [34].Опасность для органов зрения — Большинство сварочных процессов испускают интенсивное ультрафиолетовое, а также видимое и инфракрасное излучение. Эти оптические излучения могут оказывать неблагоприятное воздействие на глаза. Кроме того, Тенкак сообщил, что сварка может вызвать фотокератит и некоторые виды катаракты.
Эрхабор и др. показали, что наиболее частыми симптомами среди сварщиков были раздражение глаз (95,43%). Воздействие УФ-излучения может привести к краткосрочным и долгосрочным повреждениям глаз. Острое чрезмерное воздействие УФ-излучения может привести к фотокератиту и фотоконъюнктивиту, которые представляют собой воспаление роговицы и конъюнктивы соответственно. Эти реакции человеческого глаза на УФ-излучение широко известны как снежная слепота или вспышка сварщика [33, 38, 41].Опасность для репродуктивной системы — В прошлом некоторые исследования указывали на повышенный риск бесплодия и снижение коэффициента фертильности у сварщиков мягкой стали. Есть некоторые свидетельства того, что снижение плодовитости может быть связано с воздействием шестивалентного хрома и никеля. Согласно новым исследованиям, о повреждениях мужской репродуктивной системы сообщалось меньше, чем раньше, вероятно, из-за снижения уровня воздействия в развитых странах. Однако некоторые специальные задачи, такие как сварка нержавеющей стали, могут ухудшить репродуктивную систему сварщиков [42-44].
Исследование Бонде показало, что сварка мягкой стали, но не нержавеющей, оказывает значительное влияние на фертильность в течение многих лет [45]. Мортенсен [46] наблюдал больший риск плохого качества спермы у сварщиков по сравнению с контрольной группой, особенно у сварщиков, которые работали с нержавеющей сталью. Следовательно, сварка в целом и, в частности, с нержавеющей сталью, может привести к снижению качества спермы. По мнению Шейнера, ухудшение параметров спермы может быть связано с воздействием свинца и ртути [47].Опасность для нервной системы — Потеря памяти, подергивания, атаксия и нейрофибриллярная дегенерация связаны с воздействием алюминия. Накопление алюминия в головном мозге может привести к развитию некоторых невропатологических состояний, включая боковой амиотрофический склероз, паркинсоническую деменцию, диализную энцефалопатию и сенильные бляшки болезни Альцгеймера [36]. Обзор литературы Iregren предполагает, что профессиональное воздействие марганца приводит к повреждению центральной нервной системы, которое обычно является необратимым [48].
Несмотря на то, что при сварке используется несколько токсичных агентов, в большей литературе марганец рассматривается как важный агент токсичности. Сварщики также подвергаются воздействию высоких концентраций угарного газа и двуокиси азота. Угарный газ может вызывать неврологические нарушения памяти, внимания и зрительных вызванных потенциалов. Повреждения как центральной, так и периферической нервной системы могут быть вызваны воздействием сварочного дыма [49].]. Wang [50] указал на некоторые нейроповеденческие нарушения, связанные с воздействием свинца и марганца. Исследование Bowler (2003) показало, что существует связь между сваркой и снижением функций мозга и двигательных способностей. В этом опросе использовались различные анкеты и тесты типа нейропсихологических тестов [49].Канцерогенные эффекты — Есть некоторые опасения относительно присутствия канцерогенов в сварочных дымах и газах. В ходе экспериментальных и эпидемиологических исследований было получено достаточно доказательств канцерогенности никеля, кадмия и хрома (VI).
Эти три металла были классифицированы Международным агентством по изучению рака как канцерогены «класса 1» [51-52]. Озон был введен как подозреваемый канцероген для легких у экспериментальных животных, но очень мало документов о его долгосрочном воздействии на сварщиков. Ультрафиолетовое излучение, возникающее в результате сварочной дуги, потенциально может вызывать опухоли кожи у животных и у лиц, подвергшихся чрезмерному облучению, однако четких доказательств этого эффекта у сварщиков нет [53].Другие проблемы со здоровьем — Сварка поверхностей, покрытых асбестовой изоляцией, может привести к риску асбестоза, рака легких, мезотелиомы и других заболеваний, связанных с асбестом, у сварщиков, подвергающихся воздействию асбеста. Сильный жар и искры сварки могут вызвать ожоги. Возможны травмы глаз из-за контакта с горячим шлаком, металлической стружкой, раскаленными электродами. Поднятие или перемещение тяжелых предметов, неудобные позы и повторяющиеся движения приводят к напряжениям, растяжениям и нарушениям опорно-двигательного аппарата.
У сварщиков наблюдается высокая распространенность жалоб со стороны опорно-двигательного аппарата (травмы спины, боль в плече, тендинит, синдром запястного канала и белый палец) [54].Реклама
5. Стандарты воздействия сварочного излучения
Обычно стандарты воздействия применяются к длительному воздействию вещества в течение восьми часов работы в день в течение обычной рабочей недели в течение всей трудовой жизни. Некоторые организации, такие как Американская конференция государственных специалистов по промышленной гигиене (ACGIH), Национальный институт безопасности и гигиены труда (NIOSH) и Управление по охране труда (OSHA), опубликовали нормы воздействия различных компонентов сварочных дымов и газов (таблица 2). . Согласно стандартам Work Safe Australia, стандарты воздействия не могут использоваться в качестве тонкой границы между здоровым и нездоровым рабочим местом. Неблагоприятные последствия для здоровья ниже пределов воздействия могут наблюдаться у некоторых людей из-за индивидуальной восприимчивости и естественных биологических вариаций.
ACGIH, однако, рекомендует TLV-TWA (средневзвешенное пороговое значение по времени) 5 мг/м 3 для всего сварочного дыма, при условии, что он не содержит высокотоксичных компонентов. Каждый металл или газ при сварке имеет свой собственный стандарт воздействия. Как видно из таблицы 2, для некоторых сварочных выбросов были предложены биологические среды, индекс биологического воздействия (BEI) и класс канцерогенности [55, 56].Вещество OSHA
PEL-TWA (мг/м3)НИОСХ
REL-TWA (мг/м3)ACGIH
TLV-TWA (мг/м3)ACGIH
BEIКанцерогенность 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»left»> Алюминиевый дым
15 (Всего)
5 (рез)5 5 Мышьяк 0,01 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 0,002 (потолок)
0,01 35 мкг As/л А1 Барий 0,5 0,5 0,5 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»/>
Бериллий 0,002 0,5 (потолок) 0,002 А1 5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»left»> Кадмий дым
0,005 ЛФК (Ка) 0,01 (Всего)
0,002 (Рез)5 мкг Cd/г креатинина А2 Кобальт 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 0,1
0,05 0,02 15 мкг Co/л А3 Хром(VI) — 0,001 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»> 0,05
25 мкг Cr/л А1 Металлический хром 1 0,5 0,5 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> А4
Медный дым 0,1 0,1 0,2 Оксид железа 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 10 (как Fe)
5 5 А4 Литий — — 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»> —
Марганец 5 (потолок) 1 0,2 диапазон от 0,5 до 9,8 мг/л; до 50 мг/л при профессиональном воздействии 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»/>
Молибден 5 (растворимый)
15 (нерастворимый)— 5 (растворимый)
10 (нерастворимый)5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»left»> Свинец
0,05 0,1 0,05 30 мкг/дл
(цельная кровь)А3 Никель 1 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»> 0,015 (Са)
1 10 мкмоль/моль креатинина Элементарный (A5)
Нерастворимый неорганический (A1)Платина 0,002 (Растворимый) 1 (металл)
0,002 (растворимый)5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 1
Селен 0,2 0,2 0,2 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»/>
Серебро 0,01 0,01 0,1 Теллур 5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»> 0,1
0,1 0,1 Таллий 0,1 0,1 (растворимый) 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 0,1
50 мкг Th/г креатинина Диоксид титана 15 ЛФК (Ка) 10 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»/>
Пятиокись ванадия 0,1 (потолок) 0,05 (потолок) 0,05 50 мкг V/г креатинина Оксид цинка 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»> 5
5 5 Цирконий 5 5 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 5
Общий дым — ЛФК (Ка) 5 5″ border-bottom=»0.5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»center»/>
Окись углерода 50 частей на миллион 35 частей на миллион 25 частей на миллион 3,5% (гемоглобина)
20 частей на миллион (конечный выдыхаемый воздух)5″ border-left=»0″ border-right=»0″ bgcolor=»D3DFEE» valign=»center» align=»left»> Двуокись азота
5 частей на миллион (максимальное значение) 5 частей на миллион (максимальное значение)
1 часть на миллион (STEL)3 части на миллион Озон 5″ border-bottom=»1″ border-left=»0″ border-right=»0″ valign=»center» align=»center»> 0,1 ч/млн
0,1 ч/млн 0,08 частей на миллион Таблица 2.
Предел воздействия каждого отдельного компонента сварочных компонентов
LFC=наименьшая возможная концентрация; Res = Респирабельный; Ca=NIOSH потенциальный профессиональный канцероген [55, 57, 58]
Реклама
6. Мониторинг сварочных работ и оценка рисков
6.1. Мониторинг сварочных выбросов
Управление рисками, связанными с загрязняющими веществами, образующимися в процессе сварки, осуществляется в несколько этапов, включая выявление опасностей, оценку рисков, возникающих в результате этих опасностей, устранение или минимизацию рисков с помощью надлежащих способов контроля и проверку эффективности средств контроля.
Мониторинг воздействия сварщика является основным компонентом процесса управления рисками. Процесс сварки приводит к химическому воздействию паров и ядовитых газов в огромном количестве. Выявление опасностей и оценка рисков необходимы для безопасной работы в сварочной среде. В этом отношении требуется достаточная информация, образование, подготовка и опыт. В дополнение к сварщикам, работающим полный рабочий день, также может подвергаться воздействию большое количество сварщиков, работающих неполный рабочий день, которые работают в небольших мастерских, и рабочих, находящихся вблизи сварочного процесса. Существует большая вероятность воздействия из-за сварки в замкнутых пространствах с плохой вентиляцией, таких как корпуса кораблей, металлические резервуары и трубы, поэтому следует серьезно рассмотреть вопрос о наблюдении за такими сварщиками.Как было сказано ранее, уровень воздействия сварочного излучения на сварщика зависит от некоторых факторов, таких как тип процесса, параметры процесса и используемые расходные материалы.
Материалы и расходные материалы, используемые при сварке, определяют химический состав сварочных выбросов. Специфическая токсичность каждого элемента и синергетический эффект образующихся компонентов должны учитываться при оценке состояния воздействия на сварщиков. Существуют и другие факторы, характерные для рабочего места, в том числе условия вентиляции, положение или поза сварщика, а также объем сварочного помещения, которые влияют на уровень воздействия. Интенсивность излучения, а также его концентрация в зоне дыхания сварщика или в рабочей среде напрямую связаны с указанными факторами. Когда существует вероятность того, что воздействие на сварщиков будет превышено установленными пределами, или когда здоровье рабочих и окружающая среда находятся под угрозой, требуется мониторинг опасностей и программа оценки рисков. Для оценки опасностей, вызванных различными сварочными выбросами, рекомендуется собирать различную информацию. Мониторинг воздуха и измерение связанных с ним загрязняющих веществ с помощью отбора проб людей и окружающей среды, биологический мониторинг, оценка рабочего места с точки зрения физических и химических опасностей, а также данные профессиональной медицины могут быть использованы для полной оценки состояния воздействия на сварщика [59]. -60].Мониторинг воздуха — Загрязнители воздуха, образующиеся при сварке, могут угрожать здоровью и безопасности рабочего. Таким образом, в рамках программы по охране труда и технике безопасности мониторинг воздуха используется для выявления и количественного определения выбросов при сварке. Для оценки загрязнителей воздуха используется стратегия отбора проб для сбора измерений воздействия. Выбор наилучшей стратегии основывается на конкретных условиях сайта. В стратегии выборки важны некоторые параметры, такие как выбор рабочих для личного наблюдения, продолжительность выборки и необходимое количество образцов. Измерение загрязняющих веществ проводят в зоне дыхания выбранного работника. Собранные образцы должны отражать обычную рабочую деятельность и воздействие сварщика, поскольку результаты отбора проб используются для предотвращения переоблучения. Мониторинг воздуха в сварочных процессах включает отбор проб и анализ сварочных дымов и сварочных газов [61].
В последние годы были разработаны стандартные методы мониторинга воздействия с учетом пределов профессионального воздействия для элементов.
Большинство измерений выполняются с использованием персональных систем мониторинга с насосом с надлежащей скоростью потока, подключенным к кассете, содержащей мембранный фильтр, в течение подходящего периода времени. Для получения точного результата фильтрующая кассета должна быть помещена внутрь сварочной маски. Средневзвешенные по времени концентрации общих паров получают путем взвешивания фильтра до и после воздействия; концентрации элементов определяются с помощью методов химического анализа, предоставляемых соответствующими организациями, такими как Американское общество сварщиков и Британский институт стандартов [51], Руководство по аналитическим методам NIOSH (NMAM) для металлов в воздухе и моче и Методы отбора проб и анализа OSHA используются для мониторинга сварочные рабочие места. В этих методах анализ металлов проводится методом атомно-эмиссионной спектроскопии с индуктивно связанной аргоном и плазмой (ИСП-АЭС) после подготовки проб кислотным озолением [61, 62]. Стоит отметить, что микроволновое разложение может быть использовано вместо кислотного озоления для подготовки образцов, что приводит к сокращению времени озоления до 90 процентов, а также экономия средств и обеспечение более здоровой рабочей среды для операторов лаборатории. Голбабаи и др. использовали микроволновое разложение для подготовки образцов мочи перед анализом мочи на металлы с помощью атомно-абсорбционной спектрометрии в графитовой печи [52].Как было сказано ранее, рабочие условия для рабочих, выполняющих сварку в замкнутом пространстве, отличаются от условий труда других сварщиков. Ограниченный доступ и слабый приток воздуха или вентиляция являются характеристиками замкнутого пространства. Опасные концентрации сварочных выбросов могут очень быстро накапливаться в таких небольших помещениях. Опасные концентрации сварочных выбросов могут очень быстро накапливаться в таком маленьком пространстве. Таким образом, замкнутые пространства следует контролировать на наличие токсичных, легковоспламеняющихся или взрывоопасных выбросов для оценки воздействия на сварщиков. В некоторых ситуациях может потребоваться непрерывный мониторинг воздуха, когда рабочие выполняют сварочные работы в замкнутом пространстве с особыми условиями. Голбабаи и др. провел исследование для оценки риска, связанного с загрязняющими веществами при сварке, для сварщиков, работающих в замкнутом пространстве.
Почти по всем анализируемым металлам между контрсварщиками и контролем имелись существенные различия. Обратная сварка — это задача, которую рабочие выполняют сваркой внутри трубы как в замкнутом пространстве. Основываясь на оценке риска, обратная сварка представляла собой задачу с высоким риском [16]. Эти авторы в другом исследовании оценили воздействие на сварщика канцерогенных металлов (Cr, Cd и Ni). Методы NIOSH использовались для отбора проб и измерения металлов. Группа обратных сварщиков подвергалась максимальному воздействию суммарного дыма и указанных элементов [52].Определение профессионального воздействия газов должно основываться на измерениях на рабочем месте, поскольку местная вентиляция и конструкция рабочего места могут влиять на фактическую концентрацию токсичных газов (озона, угарного газа, оксидов азота) в зоне дыхания сварщиков. Харири и др. рассмотрели соответствующие методы индивидуального отбора проб для измерения выбросов при сварке на малых и средних предприятиях.
Они предложили методы NIOSH для оценки дыма и приборы прямого считывания для измерения газов. Кроме того, они предложили некоторые рекомендации по правильной оценке рабочих мест сварщиков [60]. Чуновер и др. показали, что сварщики подвергались воздействию более высоких концентраций NO 2 и O 3 , чем контрольные. Эти газы собирались на предварительно обработанных фильтрах соответствующими растворами. Затем NO 2 и O 3 анализировали методами спектрофотометрии и ионной хроматографии (IC) соответственно [21]. Азари и др. провели исследование по оценке воздействия озона и оксидов азота на сварщиков мягкой стали во время сварки TIG и MIG. Методы OSHA ID214 и NIOSH 6014 использовались для оценки озона и оксидов азота соответственно. В исследовании [64] сообщалось о высоком воздействии этих газов на сварщиков. Голбабаи и др. также использовали методы OSHA и NIOSH, а также инструменты прямого считывания для отбора проб и измерения различных газов [65].Несмотря на то, что существуют различные методы мониторинга выбросов при сварке (дымов и газов) в пробах воздуха, выбор правильного метода зависит от некоторых параметров. Доступность среды для отбора проб, время хранения пробы, а также простота, стоимость, время и чувствительность аналитического метода имеют важное значение для планирования надлежащих стратегий отбора проб. Необходимо учитывать тех рабочих, которые, вероятно, подвергаются наибольшему воздействию из-за используемых материалов и процессов, характеристик их задач, их позы во время сварки, условий рабочей среды и других загрязняющих веществ от процессов в непосредственной близости от сварочной среды. Известно, что высокие концентрации некоторых сварочных дымов и газов также могут быть взрывоопасными; поэтому рабочее место должно быть протестировано для обеспечения безопасной рабочей среды [61, 66].
Биологический мониторинг — Биологический мониторинг означает измерение концентрации загрязнителя, его метаболитов или других показателей в тканях или жидкостях организма работника.
В некоторых случаях биологический мониторинг может быть дополнительным мониторингом для оценки личности [53]. Еще одним преимуществом биологического мониторинга является обнаружение биологических эффектов химического вещества путем наблюдения за обратимыми и необратимыми биохимическими изменениями. Его можно использовать при лечении для выявления реального воздействия химических веществ, попавших в организм сотрудников, подозреваемых в чрезмерном воздействии химического вещества [58]. Измерение загрязняющих веществ в воздухе и биологический мониторинг являются дополнительными процедурами, используемыми для предотвращения профессиональных заболеваний, оценки риска для здоровья работников и оценки эффективности способов контроля. Биологический мониторинг должен проводиться на основе правильной стратегии. Для выбора наилучшей биологической матрицы для каждого компонента требуется тщательное рассмотрение. Для получения достоверных результатов решающее значение имеют время сбора проб, подготовка проб и аналитический метод, используемый для определения концентрации компонентов. Существуют различные методы биологического мониторинга некоторых сварочных выбросов. Как указано в таблице 2, биологические среды и индексы биологического воздействия (BEI) рекомендованы для некоторых металлов и газов, выделяемых в процессе сварки. В целом, биологический мониторинг и мониторинг воздуха могут дать полную информацию для оценки воздействия сварочных выбросов на рабочих.Эллингсен и др. изучали концентрацию марганца в цельной крови и моче у сварщиков. Концентрация Mn в цельной крови (B-Mn) была примерно на 25% выше у сварщиков по сравнению с контрольной группой. Увеличение B-Mn и зависимость доза-реакция между Mn в воздухе и B-Mn у сварщиков являются сильными индикаторами Mn. Длительное сильное воздействие сварочного дыма может привести к изменению экскреции с мочой некоторых катионов, которые транспортируются через транспортную систему DMT1 (переносчик двухвалентных металлов 1, обнаруженный на поверхности эпителиальных клеток легких) [67]. Исследование Кийлунена показало, что концентрация металлов в образцах мочи после смены коррелирует с результатами индивидуального мониторинга воздуха.
Были выявлены статистически значимые корреляции между концентрациями хрома и никеля в моче и соответствующей общей концентрацией металлов в воздухе в процессах сварки проволокой. Кроме того, при сварке MIG/MAG хром накапливается в теле с длительным периодом полураспада. Существует связь между концентрацией никеля в воздухе и его концентрацией в моче после смены. При сварке концентрация никеля в пробах послесменной мочи может указывать на нагрузку на организм [68]. В исследовании, проведенном Hassani et al. корреляция между марганцем в воздухе и марганцем в моче была значимой для всех подвергшихся воздействию субъектов. Полученный результат может ввести Mn в моче в качестве биомаркера воздействия этого элемента [69].]. Азари и др. измеряли уровень малонового диальдегида в сыворотке крови сварщиков. Сывороточный МДА сварщиков был достоверно выше, чем у контрольной группы. Была обнаружена значительная корреляция между воздействием озона и уровнем МДА в сыворотке, но корреляция не наблюдалась для воздействия диоксида азота [64]. Россбах рекомендовал определение Al в моче для биологического мониторинга из-за более высокой чувствительности и надежности этого маркера по сравнению с Al в плазме [70]. Голбабаи и др. проанализированы мочевые металлы среди различных групп сварщиков. Согласно результатам, воздействие компонентов дыма на сварщиков приводит к их большему накоплению на теле сварщиков [52]. Согласно различным исследованиям, растворимые соединения металлов накапливаются в организме, поражая критические органы. Концентрация металла в моче используется в качестве биомаркера воздействия металла. Таким образом, биомониторинг служит подходящим инструментом для мониторинга как недавнего, так и прошлого воздействия, и он может быть связан с общим поглощением химических веществ через все пути воздействия [69].].Мониторинг здоровья — В дополнение к оценке переносимой по воздуху концентрации определенного загрязняющего вещества и ее сравнению со стандартным пределом, может также проводиться мониторинг здоровья некоторых опасных химических веществ для оценки риска для подвергающихся воздействию рабочих.
Мониторинг здоровья означает наблюдение за работниками, подвергающимися воздействию опасных загрязняющих веществ, для выявления изменений в состоянии их здоровья и оценки последствий воздействия. Мониторинг состояния здоровья может предоставить эффективную информацию для реализации надлежащих способов устранения или минимизации риска воздействия и улучшения мер контроля. Мониторинг здоровья учитывает все пути воздействия загрязняющих веществ [9]., 66, 71]. Некоторые тесты, включая спирометрию (функция легких), аудиометрию (слух), биохимические тесты (например, функция почек или печени), тесты сердечной функции (функция сердца), тесты скорости нервной проводимости и электромиографические тесты (функция нервов и мышц) и нейроповеденческие тесты (функции нервов). и функции мозга) можно использовать для мониторинга состояния здоровья. Тип используемого теста будет зависеть от профессиональных рисков, которым подвергается работник [58]. Дональдсон [72] и Антонини [73] исследовали функцию легких у сварщиков, подвергающихся воздействию сварочного дыма, и показали, что воздействие сварочного дыма связано как с легочными, так и с системными конечными точками здоровья, включая снижение легочной функции, повышенную реактивность дыхательных путей, бронхит, фиброз, рак легких и повышенное заболеваемость респираторными инфекциями. В дополнение к этим легочным эффектам у сварщиков часто наблюдается лихорадка металлического дыма. Воздействие паров металлов и раздражающих газов вызывает хроническую обструктивную болезнь легких (ХОБЛ). Мониторинг состояния здоровья сварщиков может помочь выявить проблемы с дыханием и снижение функции легких на ранних стадиях, что позволит предотвратить дальнейшие повреждения. Спирометрические тесты используются профессиональным врачом для оценки функции легких [74]. В целом мониторинг здоровья может включать в себя как простое наблюдение за кожей рабочего, так и сложные тесты в особых случаях. Контроль за состоянием здоровья должен проводить опытный врач. Профессиональные врачи могут предоставить специализированные услуги и такие анализы, как спирометрические тесты, респираторный скрининг и рентген грудной клетки. Перед началом работы с опасным химическим веществом необходимо проводить мониторинг состояния здоровья, чтобы получить достаточно информации для отслеживания изменений в состоянии здоровья работника в периоды воздействия.6.2. Оценка риска сварочных выбросов
Риск определяется как возможность возникновения события, ведущего к явным последствиям. Оценка рисков для безопасности и здоровья работников проводится в процессе оценки рисков. Он выполняется в несколько этапов, включая:
Идентификацию опасностей и тех, кто подвергается риску
Оценка рисков (качественная или количественная)
Устранение или минимизация рисков посредством осуществления мер контроля и принятия мер
Мониторинг и анализ эффективности принятых средств контроля
Серьезность опасности и уровень воздействия определяют риск для здоровья, а тип химического вещества и характер работы являются важными факторами в этом отношении. Все рабочие, находящиеся поблизости от места проведения особой деятельности, должны быть рассмотрены для оценки риска, связанного с опасными химическими веществами, поскольку они потенциально могут подвергаться риску воздействия химических веществ, выделяемых в результате этой деятельности.
В условиях сварки работодатели обязаны обеспечивать безопасность и здоровье сварщиков и принимать надлежащие меры для их защиты. Хотя предотвращение профессиональных рисков является основной целью оценки рисков, это возможно не во всех ситуациях; следовательно, риски следует снижать с помощью мер контроля. Существуют различные опасности, связанные с процессом сварки, приводящие к рискам для сварщиков. Химические опасности, физические опасности и опасности, связанные с эргономикой, угрожают здоровью сварщиков. Поскольку в этом тексте речь идет о загрязнении воздуха, рассматривается оценка риска выбросов при сварке, т. е. дыма и газов. Опасные химические вещества на рабочем месте создают различные риски для работников.
Существуют различные методы оценки риска химических веществ, при которых следует учитывать некоторые принципы. Эти принципы включают устранение всех соответствующих опасностей и рисков и начало устранения рисков, если это возможно.
Министерство трудовых ресурсов Сингапура опубликовало руководство под названием «Полуколичественный метод оценки воздействия вредных химических веществ на рабочем месте»[75].
Этот метод может быть полезен для оценки рисков, возникающих в результате сварочных выбросов. Оценка риска проводится в следующих целях:Определение опасностей, связанных с каждым вредным химическим веществом
Оценка степени воздействия интересующего химического вещества
Определение вероятности неблагоприятного химического воздействия упомянутый метод. После этого, используя матрицу оценки рисков, опасности оцениваются как незначительные, низкие, средние, высокие и очень высокие (обозначения от 1 до 5), а необходимые действия расставляются по приоритетам для выбора соответствующих планов контроля. Это руководство касается риска для здоровья работников, подвергающихся воздействию химических веществ при вдыхании. Существует одиннадцать шагов для идентификации и оценки опасности, оценки воздействия и оценки риска. Фактический уровень воздействия необходим для определения рейтинга воздействия и уровня риска. Пошаговая блок-схема для оценки риска, формы, необходимые для выполнения некоторых шагов, а также различные таблицы и уравнения для оценки риска были предоставлены руководством.
Все компоненты для оценки рисков доступны в руководстве, и его можно использовать для оценки рисков выбросов при сварке простым и быстрым способом. Ниже представлена блок-схема процесса для понимания концепции оценки риска.Golbabaie et al. использовал указанное руководство для оценки рисков для здоровья, связанных с парами металла на сварочных аппаратах. Оценка рисков проводилась в соответствии с шагами, описанными ранее. Концентрация кадмия была отнесена к группе «очень высокая». Кроме того, общее количество дыма, общее содержание хрома и никеля были оценены как «высокие» легенды. Выводы показали, что обратная сварка представляет собой задачу с высоким риском. Высокая концентрация металлов подтвердила, что работа в замкнутом пространстве создает большой риск для сварщиков. В ряде случаев, как и в случае с кадмием, несмотря на относительно низкую концентрацию загрязняющих веществ, риск оценивается как «очень высокий» в связи с канцерогенным характером этого элемента. Поэтому не всегда можно судить об опасности для здоровья загрязняющих веществ на основании их концентрации.
Рисунок 2.
Технологическая схема полуколичественного метода оценки риска химических веществ [75]
После оценки риска работодатель может принять решение о необходимых профилактических мерах, рабочих и производственных процедурах, а также о повышении уровня защиты сварщика. . Для завершения оценки риска сварочных химикатов могут потребоваться данные, относящиеся к мониторингу воздуха, биологическому мониторингу и мониторингу состояния здоровья. В целом, оценка рисков на рабочем месте может дать некоторые преимущества. Работники выполняют свои задачи безопасным образом; работодатели предоставляют соответствующие программы для предотвращения чрезмерного воздействия и повышения удовлетворенности работой; регулирующие органы и связанные с ними организации могут надежно представлять стандарты охраны труда и техники безопасности.
Процесс оценки риска является основой управления рисками для снижения опасности сварки путем выбора правильных действий [76-77].Объявление
7. Производственный контроль
Контроль загрязнения воздуха связан с уменьшением выбросов загрязняющих веществ в атмосферу с использованием различных технологий. Иногда управление производственным процессом используется для контроля выбросов загрязняющих веществ в атмосферу, поэтому проверка производственного процесса может быть полезна для начала борьбы с загрязнением воздуха. Устранение опасности является первой целью контроля связанного с ней риска. По сути, поддержание минимального уровня выбросов загрязняющих веществ во время процесса является основной целью контроля загрязнения воздуха. На основании результатов оценки рисков работодатели могут принять решение об управлении рисками надлежащими способами. Существуют различные способы контроля риска химических веществ, таких как сварочные выбросы.
Если устранение опасности неосуществимо, используются другие подходы для минимизации риска. Замена, изоляция, инженерный контроль, методы работы и средства индивидуальной защиты (СИЗ) используются для снижения рисков до минимально возможного уровня в порядке приоритета. Использование средств индивидуальной защиты является наименее рекомендуемым способом контроля. Чтобы обеспечить многоуровневую систему безопасности, можно использовать комбинацию нескольких способов контроля для предотвращения рисков [66, 76, 78]. В случае сварки, если удаление дыма невозможно, следует применять другие меры контроля. Модификация процесса сварки, улучшение методов работы, вентиляция и использование средств индивидуальной защиты рассматриваются для контроля дыма.7.1. Выбор или модификация процесса сварки
Работодатели могут выбирать тип сварки для производственного процесса в зависимости от его эффективности, качества сварки, имеющегося оборудования и экономичности. Например, при сварке TIG образуется меньше дыма по сравнению с процессами MMA, MIG и FCAW, поэтому она может быть подходящим выбором для сварочных операций.
Чтобы изменить процесс сварки, работодателям рекомендуется выбирать расходные материалы с минимальным выбросом дыма и учитывать параметры сварки для минимизации выбросов. Образование сварочного дыма сводится к минимуму при минимальной допустимой силе тока. Для оптимизации модификации процесса необходимо уделять внимание расходным материалам, оборудованию и системе управления. Правильный выбор расходных материалов позволяет свести к минимуму воздействие на окружающую среду и контролировать риски для сварщиков. Сварка неокрашенных поверхностей или поверхностей с покрытием также может снизить выбросы. Изменение процесса сварки приводит к снижению потребности в административном контроле и других дорогостоящих процедурах, а также к упрощению процесса оценки рисков.7.2. Улучшение методов работы
Методы работы, способ выполнения работы, могут быть улучшены для контроля воздействия на рабочих. Безопасные методы работы предоставляются компанией или организацией для выполнения задачи с минимальным риском для рабочей силы, окружающей среды и процесса.
Такие практики контролируют способ выполнения работ и комплексные инженерные мероприятия. Размещение заготовки в качестве меры по улучшению может уберечь сварщиков от возвышающегося над сварным швом шлейфа. Сведение к минимуму сварочных работ в замкнутых или замкнутых пространствах приводит к уменьшению воздействия загрязняющих веществ. Надлежащие программы обучения, ведение домашнего хозяйства, техническое обслуживание и своевременное выполнение работ — вот безопасные привычки сварщика, позволяющие уменьшить воздействие. Следовательно, сварка, основанная на безопасных методах и инструкциях, приводит к более здоровому рабочему месту и снижению рисков воздействия вредных выбросов [79]., 80].7.3. Вентиляция
Вентиляция является наиболее эффективным способом удаления сварочных выбросов у источника, чтобы уменьшить воздействие дыма и газов при сварочных работах. Проектирование системы вентиляции в соответствии с видами вредных выбросов приводит к обеспечению безопасной атмосферы на рабочем месте.
Эта процедура управления подразделяется на приточно-вытяжную (общую) вентиляцию и местную вытяжную вентиляцию (LEV). Наиболее эффективным методом контроля выбросов при сварке является комбинация LEV и разбавляющей вентиляции.Общая или разбавляющая вентиляция — В этом типе вентиляции используется поток воздуха, поступающий в рабочую среду и выходящий из нее, для разбавления загрязняющих веществ свежим воздухом. Необходимый свежий воздух может подаваться естественным или механическим путем. Рассеивающая вентиляция может оказаться недостаточной для контроля воздействия сварочных выбросов, поскольку она не может обеспечить достаточное движение воздуха для предотвращения попадания паров и газов в зону дыхания сварщика перед их удалением из сварочной среды. Фактически, общая вентиляция не подходит для контроля токсичных веществ, особенно когда рабочий находится ниже по потоку от загрязняющего вещества. Чтобы обеспечить эффективность системы, необходимо регулярно измерять расход воздуха и брать пробы загрязняющих веществ для оценки воздействия.
Хорошо спроектированная система разбавления может быть уместна в ситуациях, когда сварка выполняется на чистых, мягких сталях без покрытия. При разбавляющей вентиляции для перемещения воздуха в рабочей среде могут использоваться вытяжные вентиляторы или воздуходувки, настенные вентиляторы, вентиляционные отверстия на крыше, открытые двери и окна. В целом, если образующееся загрязняющее вещество имеет низкую концентрацию и может контролироваться до стандартного уровня воздействия, системы разбавления будут достаточно эффективными в качестве меры контроля [66, 80-82].Местная вытяжная вентиляция — Местная вытяжная вентиляция (ЛВВ) в качестве основного средства технического контроля используется для удаления загрязняющих веществ перед попаданием в зону дыхания рабочих. LEV можно использовать для контроля выбросов при сварке вблизи источника генерации. Чтобы быть эффективной, система LEV должна быть хорошо спроектирована и установлена, правильно использоваться и должным образом обслуживаться.
Тип образующихся загрязняющих веществ и характеристики процесса и рабочей среды имеют решающее значение для проектирования LEV [81]. Чтобы спроектировать подходящую систему в процессе сварки, следует учитывать некоторые параметры, такие как скорость образования дыма, расстояние от дуги до зоны дыхания, методы работы и воздействие на рабочего. Различные параметры, связанные с типом сварки, играют важную роль в скорости образования дыма и его составе. Следовательно, при проектировании системы LEV необходимо учитывать эти параметры [83-85].Для таких процессов сварки, как нержавеющая сталь или плазменная дуговая сварка, при которых образуются пары, содержащие тяжелые металлы, система LEV может эффективно использоваться для контроля воздействия на рабочих. Местная вытяжная вентиляция состоит из колпака, вентилятора, воздуховода и воздухоочистителя. Все части системы LEV должны быть спроектированы в соответствии с правильными правилами и требованиями для удаления загрязнителей воздуха с соответствующей эффективностью.
Например, материал и конструкция воздуховодов, скорость воздуха в воздуховодах, количество ответвлений и вероятность утечки и коррозии являются важными факторами, связанными с воздуховодами, которые могут повлиять на систему LEV. Есть несколько соображений по выбору подходящего вентилятора для системы. Некоторые переменные, такие как давление, скорость потока, мощность, шум и скорость вращения, являются основными характеристиками, влияющими на производительность вентилятора. Воздухоочиститель — это устройство для улавливания сварочных выбросов до того, как они попадут в окружающий воздух. Чтобы выбрать подходящий воздухоочиститель, необходимо учесть некоторые конструктивные особенности. Эффективными факторами в этом отношении могут быть размер и форма сварочного пространства, скорость образования загрязняющих веществ, состав загрязняющих веществ, стоимость устройств, тип процесса и наличие оборудования. В сварочных процессах системы улавливания источников могут быть идеальным выбором для контроля загрязнителей дыма с использованием наименьшего расхода воздуха. В некоторых ситуациях нельзя использовать систему захвата источника. Например, ситуации, когда работник должен работать на мобильных позициях; имеется большое количество мелких сварочных точек, производящих вредные выбросы; сварку необходимо производить в закрытых помещениях; и есть некоторые препятствия, такие как мостовые краны, что приводит к проблемам с установкой воздуховодов. Пылеуловители (фильтрационные установки) и электростатические фильтры (ЭСО) также могут использоваться в качестве воздухоочистителей для улавливания сварочных выбросов перед выбросом в окружающую среду. ЭСП идеально подходят для улавливания субмикронных частиц, особенно при сварке углеродистой стали. Хотя эффективность ESP ниже, чем у системы фильтрации, она требует минимального обслуживания, а также не требует затрат на замену фильтра. ЭСП не рекомендуются для сварки нержавеющей стали.При проектировании системы LEV следует учитывать некоторые общие соображения. Система воздуховодов должна быть устойчива к уловленным выбросам; следует учитывать риски накопления загрязняющих веществ и распространения пожара в системе воздуховодов; отработанный воздух, содержащий сварочные выбросы, не должен выпускаться в присутствии других рабочих или людей; следует учитывать любой сквозняк из открытых дверей или окон из-за помех работе вытяжки.
Кроме того, требуется программа технического обслуживания, чтобы гарантировать, что меры контроля остаются эффективными. Например, следует проводить регулярные проверки систем LEV для проверки их эффективности. В качестве другого плана технического обслуживания проводится периодический мониторинг воздуха, чтобы убедиться, что система работает должным образом. Следовательно, помимо правильного и завершенного проектирования системы LEV, для обеспечения эффективной защиты необходимы другие элементы, такие как обучение сотрудников, правильное использование, очистка и техническое обслуживание.Портативные системы — В некоторых ситуациях могут использоваться портативные системы. Эти системы используются там, где сварка выполняется нечасто, а существующая система может быть разделена между рабочими станциями. Также небольшие мобильные установки могут использоваться в ограниченном пространстве, где установка обычных систем нецелесообразна. В этих случаях при установке колпака рядом с источником выбросов следует учитывать расположение колпака и его расстояние от источника сварочных выбросов.
Надлежащая вентиляция имеет важное значение в замкнутых пространствах, поскольку накопление вредных выбросов может привести к дефициту кислорода, а также к неблагоприятным последствиям, связанным с образующимися дымами и газами. На рынке существуют различные портативные вентиляционные системы для использования в ограниченном пространстве. Гибкие воздуховоды и различные виды переносных вентиляторов доступны для различных вентиляционных применений. В общем, вентиляция в закрытых помещениях должна обеспечивать примерно 10 воздухообменов в час. Объем помещения и скорость потока вентилятора определяют время каждого обмена. Перед входом в закрытое помещение для сварки это помещение следует проветрить не менее пяти минут. Важно выбрать правильный вентилятор с достаточной мощностью и расположить его в правильном месте. Некоторые соответствующие организации предоставили процедуры и инструкции, касающиеся работы в замкнутых пространствах, включая вентиляционное оборудование, вход в замкнутые пространства, план действий в чрезвычайных ситуациях, формы разрешений и другие требования для работы в этих помещениях [66, 81, 84, 86].7.4. Средства защиты органов дыхания
Средства индивидуальной защиты (СИЗ) не следует использовать вместо других мер контроля, но иногда они могут потребоваться наряду с техническими средствами контроля и безопасными методами работы. Средства защиты органов дыхания (СИЗОД) используются для защиты рабочих от вдыхания вредных выбросов на рабочем месте, где их воздействие невозможно адекватно контролировать другими способами.
Использование неправильно подобранного респиратора приводит к ложному чувству защиты пользователя и воздействию опасных веществ. Он должен соответствовать конкретному загрязняющему веществу и подбираться, очищаться, храниться и обслуживаться в соответствии с предоставленными стандартами и рекомендациями для респираторов. Каждый СИЗ имеет коэффициент защиты (PF), который определяется как отношение концентрации загрязнителя вне респиратора к его концентрации внутри респиратора. Существует широкий диапазон факторов защиты, от низких до высоких.
Некоторые организации, такие как NIOSH, предоставили необходимые уравнения и таблицы для расчета коэффициентов защиты респираторов. Существуют различные типы респираторов, и можно выбрать наиболее подходящий тип для существующих обстоятельств. В сварочных процессах респираторы следует выбирать в соответствии с создаваемыми выбросами, типом сварки, сварочным заданием и условиями труда. Например, NIOSH рекомендует автономный дыхательный аппарат для сварки в замкнутом пространстве, поскольку концентрация кислорода в пространстве может быть снижена из-за сварки. Кроме того, можно использовать комбинированный противоаэрозольный респиратор из-за образования паров и газов во время сварки. Для использования средств защиты органов дыхания необходима стандартная программа. В этой программе соблюдаются некоторые требования, включая оценку опасности, выбор подходящих респираторов в отношении загрязняющих веществ, испытание респиратора на соответствие, обучение работников правильному использованию респиратора, осмотр и техническое обслуживание респиратора, а также ведение документации. Существует два типа РПЭ. Первый тип — это респираторы, которые очищают воздух на рабочем месте перед вдыханием, а второй тип — респираторы с подачей воздуха, в которых подача воздуха отделена от атмосферы на рабочем месте. В целом, подходящие СИЗ для сварочных процессов должны выбираться экспертом с учетом концентрации дыма, наличия токсичных газов и вероятности дефицита кислорода. Выбор воздухоочистительных респираторов с правильным фильтрующим патроном обеспечивает защиту сварщиков от низких уровней паров металлов и сварочных газов [87, 88].Реклама
8. Заключение
Загрязнение воздуха – это загрязнение внутренней или внешней среды, приводящее к изменению естественных характеристик атмосферы. Во всех сварочных процессах образуются различные типы загрязнителей воздуха. Загрязнители воздуха, образующиеся при сварке, включают пары и газы, состав и уровень выбросов которых зависят от некоторых факторов, таких как метод сварки, параметры сварки (сила тока, напряжение, защитный газ и поток защитного газа), основной металл и другие расходные материалы.
Воздействие чрезмерных уровней дыма и газов может вызвать различные неблагоприятные последствия для здоровья рабочих. Поскольку большое количество рабочих подвергается воздействию сварочных выбросов, а также образующиеся загрязняющие вещества оказывают негативное воздействие на окружающую среду, требуется программа оценки рисков для защиты рабочих и окружающей среды с помощью соответствующих процедур. В эффективной программе безопасность и здоровье рабочих рассматриваются руководством как фундаментальная ценность. Принятие различных мер предосторожности может улучшить рабочую ситуацию сварщика. Существуют различные методы оценки и мониторинга загрязняющих веществ при сварке в пробах воздуха и биологических матрицах, а также различные процедуры их контроля. Выбор надлежащих технических средств контроля может привести к защите рабочих и окружающей среды. При разработке программы оценки риска и выборе мер контроля необходимо учитывать наночастицы, выделяемые при сварочных работах. Размеры частиц и распределение сварочных выбросов по размерам имеют решающее значение для определения эффективных устройств контроля. В некоторых случаях можно использовать защиту зоны дыхания. Опасность для здоровья можно снизить, выбрав правильный сварочный шлем и используя соответствующие защитный газ и параметры сварки. Следует отметить, что работникам должна быть предоставлена надлежащая информация об опасностях, связанных с их работой. Сварщик должен быть проинформирован о методах работы и всех процедурах, снижающих выделение сварочного дыма. В программы обучения должны быть включены надлежащие способы выполнения задач и надлежащие методы работы для снижения выбросов паров. Эта программа включает в себя обучение технике безопасности, мониторинг передовой практики безопасности и передовой практики охраны окружающей среды. Кроме того, в подходящей программе обучения учитываются выбор респиратора и картриджа, проверка пригодности, техническое обслуживание и хранение респиратора. Кроме того, работодатели должны быть проинформированы о программах промышленной гигиены на рабочих местах и количественной оценке риска для работников, подвергающихся воздействию вредных соединений. В последние годы различные организации сосредоточили свое внимание на изменении климата и воздействии на окружающую среду всей промышленной деятельности, включая сварку. Были предоставлены различные законы, инструкции и руководящие принципы для защиты воздуха, окружающей среды и воды. Работодатели несут ответственность за приобретение надлежащего сварочного оборудования, отвечающего экологическим требованиям, и выбор более экологически безопасных процессов.Ссылки
- 1. Национальный институт охраны труда и здоровья (NIOSH). Номинация сварочных дымов на исследования токсичности. В: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения: NIOSH; 2002.
- 2. Эль-Батануни М.М., Амин Абду Н.М., Салем Э.Ю., Эль-Нахас Х.Е. Влияние упражнений на вентиляционную функцию у сварщиков. Египетский журнал бронхологии. 2009 г.; 3(1): 103-11.
- 3. Американское общество сварщиков (AWS). Стандартные сварочные термины и определения. В: Комитет ТП, 12 изд. Майами: Американское общество сварщиков; 2009 г..
- 4. Кормовой РМ. Зависящий от процесса риск отсроченных последствий для здоровья сварщиков. Перспективы гигиены окружающей среды. 1981 год; 41: 235-53.
- 5. Husgafvel-Pursiainen I, Siemiatycki J. Монография IARC по сварочным дымам. 1990 г.; 49.
- 6. Erdely A, Antonini JM, Salmen-Muniz R, Liston A, Hulderman T, Simeonova PP, et al. Передача сигналов интерферона I типа и рецептора распознавания образов после вдыхания твердых частиц. Токсикология частиц и волокон. 2012 г.; 9 (1).
- 7. Гонсер М., Хоган Т., изд. Влияние дуговой сварки на здоровье, механизмы образования дыма и методы характеристики: InTech; 2011.
- 8. Картер Г.Дж. Оценка риска и контроль облучения при дуговой сварке стали. Международная конференция по охране труда и технике безопасности при сварке и смежных процессах; 9-11 мая; Копенгаген, Дания, 2005 г.
- 9. Safe Work Australia. Руководство по интерпретации стандартов воздействия загрязняющих веществ в воздухе на рабочем месте. 2012. с. 1-63.
- 10. Финнеран А., О’Салливан Л. Сила, поза и повторение, вызывающие дискомфорт, как медиатор во время самостоятельного цикла. Международный журнал промышленной эргономики. 2010 г.; 40 (3): 257-66.
- 11. Канадский центр охраны труда и техники безопасности (CCOHS). Обзор типов сварки и опасностей [Интернет]; 2010. Доступно по адресу: http://www.ccohs.ca/oshanswers/safety haz/
- 12. Туран Э., Кокал Т., Унлугенкоглу К. Технологии сварки в судостроении. Интернет-журнал науки и техники. 2011 г.; 1 (4).
- 13. Управление по охране труда. Тематические критерии безопасности и здоровья для рекомендуемого стандарта: работа в замкнутом пространстве. Управление по безопасности и гигиене труда в Вашингтоне, округ Колумбия; 2007. Доступно по адресу: www.osha.gov/SLTC/confinedspaces.
- 14. Американское общество сварщиков (AWS). Ограниченные пространства, безопасность и здоровье. Информационный бюллетень № 11. 1995.
- 15. NIOSH. Опасности для работающих на открытом воздухе [Интернет]. Центры по контролю и профилактике заболеваний, вопросы безопасности и здоровья на рабочем месте; 2013. Доступно по адресу: http://www.cdc.gov/niosh/topics/outdoor/.
- 16. Голбабаи Ф., Хадем М., Хоссейни М. и др. Воздействие паров металлов на сварщиков в замкнутом пространстве. Ital J Occup Environ Hyg. 2012 г.; 3 (4): 196-202.
- 17. Веман К. Справочник по сварочным процессам. Бингтон Холл, Абингтон Кембридж, Англия: Woodhead Publishing Ltd и CRC Press LLC; 2003.
- 18. Копелиович Д. Классификация сварочных процессов: подтех; 2012 [обновлено 03.09.2014]. Доступно по адресу: http://www.substech.com/dokuwiki/doku. php
- 19. Flagan RC, Seinfeld JH. Основы инженерии по борьбе с загрязнением воздуха. Энглвуд-Клиффс, Нью-Джерси, Прентис-холл; 1988.
- 20. Всемирная организация здравоохранения (ВОЗ). Загрязнение воздуха; 2014 г. Доступно по адресу: http://www.who.int/topics/airpollution/en/.
- 21. Шуновер Т., Конрой Л., Лейси С., Плавка Дж. Личное воздействие паров металлов, № 2 и O 3 среди производственных сварщиков и не сварщиков. Промышленное здоровье. 2011 г.; 49: 63-72.
- 22. Амза Г., Доброта Д., Драгомир М.Г., Паисе С., Апостолеску З. Исследования по оценке воздействия на окружающую среду процессов пламенно-оксиацетиленовой сварки. МЕТАЛЛУРГИЯ 2013; 52 (4): 457-60.
- 23. Нахла Х., Шен Дж.Ю., Бетеа М. Воздействие сварочного газа на окружающую среду. Журнал технологий, менеджмента и прикладной инженерии 2012 г .; 28 (3): 1-11.
- 24. Каллиомаки П.Л., Хиваринен Х.К., Айтио А., Лакома Э.Л., Каллиомаки К. Кинетика металлических компонентов интратрахеально закапываемых взвесей сварочного дыма из нержавеющей стали у крыс. Британский журнал промышленной медицины. 1986; 43 (2): 112-9.
- 25. АГА. ФАКТЫ О Дымах и газах. AGA (входит в группу Linde), отчет № 110199 0912 – 1.3 HL.
- 26. Копье Дж. Э. Воздействие сварочного дыма и газа. Magnolia, Texas J.E. Spear Consulting, LLC, 2004.
- 27. 27. Fuglsang K, Gram LK, Markussen JB, Kristensen JK. Измерение ультрадисперсных частиц в выбросах от сварочных процессов. 16-я Международная конференция по соединению материалов; 10–13 мая 2011 г.; Эльсинор, Дания, 2011 г.
- 28. Бранд П., Клаус Л., Уве Р., Краус Т. Распределение размеров мелких и ультрадисперсных частиц дыма от различных сварочных процессов. Энн Оккуп Хайг. 2013; 57 (3): 305–313.
- 29. Keane M, Siert A, Stone S, Chen B, Slaven J, Cumpston A, et al. Выбор процессов для минимизации шестивалентного хрома при сварке нержавеющей стали. СВАРОЧНЫЙ ЖУРНАЛ. 2012 г.; 91: 241с-246с.
- 30. Гомеш Дж. Альбукерке П., Миранда Р., Виейра Т. О токсикологическом воздействии переносимых по воздуху наночастиц в процессах сварки. Европейско-южноамериканская школа сварки и взаимосвязанных процессов IIW 18–20 th , май 2011 г., Бразилия: 2011 г.
- 31. Гомес Дж., Миранда Р. Выбросы ультрадисперсных частиц в воздухе при сварке стальных листов. Ciencia & Tecnologia душ Materiais. 2014; 26 (1): 1-8.
- 32. Gomes JFP, Albuquerque PCS, Miranda RMM, Vieira MTF. Определение наночастиц в воздухе при сварочных работах. Журнал токсикологии и гигиены окружающей среды, часть А. 2012 г.; 75 (13-15): 747-55.
- 33. А-Мео С., Аль-Хлайви Т. Опасность для здоровья от сварочного дыма. Саудовский медицинский журнал. 2003 г.; 24: 1-25.
- 34. Де Флора С. Пороговые механизмы и сайт-специфичность канцерогенеза хрома (VI). Канцерогенез. 2000 г.; 21 (4): 533-41.
- 35. Совардс Дж.В., Рамирес А.Дж., Липпольд Дж.К., Дикинсон Д.В. Процедура определения характеристик дыма дуговой сварки. Сварочные исследования. 2008 г.; 87: 76-83С.
- 36. Киган Г.М., Лермонт И.Д., Дело CP. Ортопедические металлы и их потенциальная токсичность у пациента с эндопротезированием. Журнал костной и совместной хирургии. 2007 г.; 89-Б (5): 567-73.
- 37. pesch B, Haerting J, Ranft U, et.al. Профессиональный фактор риска почечно-клеточной карциномы: специфические для агента результаты исследования случай-контроль в Германии. Международный журнал эпидемиологии. 2000 г.; 29: 1014-24.
- 38. Эрхабор Г.Э., Фатуси С., Обембе О.Б. Легочные функции у сварщиков дуговой сварки в Иле-Ифе, Нигерия. Аст Афр Мед Дж. 2001; 78 (9): 461-4.
- 39. Тенкате ТД. Опасность оптического излучения сварочных дуг. Преподобный Environment Health. 1998 год; 13 (3): 131-46.
- 40. Mariutti G, Matzeu M. Измерение ультрафиолетового излучения, испускаемого сварочными дугами. Здоровье физ. 1988 год; 54 (5).
- 41. Тенкате ТД. Профессиональное воздействие ультрафиолетового излучения: оценка риска для здоровья. Преподобный Environment Health. 1999 г.; 14 (4): 187-209.
- 42. Эрнст Э., Бонде Дж.П. Половые гормоны и параметры эпидидимальной спермы у крыс после субхронического лечения шестивалентным хромом. Hum Exp Toxicol. 1992; 11 (4): 255-8.
- 43. Jensen TK, Bonde JP, Joffe M. Влияние профессионального воздействия на мужскую репродуктивную функцию. Профессиональная медицина. 2006 г.; 56: 544-53.
- 44. Бонде Дж.П. Субфертильность по отношению к сварке. Референтное исследование среди мужчин-сварщиков. Дэн Мед Булл. 1990 г.; 37 (1): 105-8.
- 45. Bonde JP, Hanse KS, Levine RJ. Рождаемость среди датских мужчин-сварщиков. Scand J Work Environment Health. 1990 г.; 16 (5): 315-22.
- 46. Мортенсен Дж.Т. Риск снижения качества спермы у рабочих-металлистов, особенно у сварщиков. Scand J Work Environment Health. 1988; 14 (1): 27-30.
- 47. Шейнер Э.К., Шейнер Э., Хаммель Р.Д., Поташник Г., Карел Р. Влияние профессиональных воздействий на мужскую фертильность: обзор литературы. Промышленное здоровье. 2003 г.; 41: 55-62.
- 48. Ирегрен А. Нейротоксичность марганца при промышленном воздействии: доказательство эффектов, критический уровень воздействия и чувствительные тесты. Нейротоксикология. 1999 г.; 20 (2-3): 315-23.
- 49. Боулер Р.М., Гисенс С., Даймонд Э., Бути А., Хартни С., Роэлс Х.А. Нейропсихологические последствия воздействия сварочного дыма в группе мужчин, подвергающихся профессиональному воздействию. Int J Hyg Environ Health. 2003 г.; 206: 517- 29.
- 50. [50] Wang X, Yang Y, Wang Xi, Xu S. Влияние профессионального воздействия металлов на функцию нервной системы у сварщиков. J оккупировать здоровье. 2006 г.; 48: 100-6.
- 51. Международное агентство по изучению рака (IARC). сварочные дымы и газы. лАРК Монографии 49; 1987.
- 52. Голбабаи Ф., Сейедсомеа М., Гахри А., Ширханлоо Х., Хадем М., Хассани Х., Садеги Н., Динари Б. Оценка воздействия на сварщиков канцерогенных металлов при ручной дуговой сварке металлом на газопроводах, Иран. Иранский J Public Health. 2012 г.; 41 (8): 61-70.
- 53. Национальная комиссия по охране труда и технике безопасности. Сварка: Дымы и газы. В: Содружество Австралии, редактор: Ambassador Press Pty Ltd; 1990.
- 54. Отдел оплаты труда. Программа безопасности при сварке. В: Департамент страхования Техаса, редактор; 2012.
- 55. Американская конференция государственных специалистов по промышленной гигиене (ACGIH). Пороговые предельные значения для химических веществ и физических агентов и индексы биологического воздействия: ACGIH, Цинциннати, Огайо; 2010.
- 56. Безопасность окружающей среды — управление рисками собственности. Сварочный дым [Интернет]. Безопасная среда, Сидней; 2012. Доступно по адресу: http://www.safeenvironments.com.au/welding-fume/.
- 57. Эшби Х.С. Сварочный дым на рабочем месте, предотвращение потенциальных проблем со здоровьем за счет превентивного контроля. Профессиональная безопасность. 2002 г.; Апр: 55-60.
- 58. Департамент защиты прав потребителей и занятости. Наблюдение за здоровьем на основе риска и биологический мониторинг. Безопасность ресурсов, Департамент защиты прав потребителей и занятости, Западная Австралия; 2008.
- 59. Пирес И., Квинтино Л., Миранда Р., Гомес Дж. Выбросы дыма при дуговой сварке в среде защитного газа. Токсикологическая и экологическая химия. 2006 г.; 88 (3): 385-94.
- 60. Шпигель-Чобану В. Правила охраны труда и техники безопасности при сварке и оценка воздействия сварочных дымов и их воздействия. Сварка и резка. 2012 г.; 11 (1): 61.
- 61. Управление по безопасности и гигиене труда (OSHA). Техническое руководство OSHA, Индивидуальный отбор проб загрязнителей воздуха В: Министерство труда США, Вашингтон, округ Колумбия OSHA; 1999.
- 62. Отдел образования и информации. Национальный институт охраны труда и здоровья. Руководство по стратегии отбора проб профессионального воздействия. В: Департамент санитарного просвещения и социального обеспечения, Цинциннати: NIOSH; 1977.
- 63. Харири А., Юсоф М.З.М., Леман А.М. Метод отбора проб сварочного дыма и токсичных газов на малых и средних предприятиях (МСП) Малайзии. Исследования в области энергетики и окружающей среды. 2012 г.; 2 (2): 13-20.
- 64. Азари М.Р., Эсмаилзаде М., Мехраби Ю., Салехпур С. Мониторинг профессионального воздействия озона и оксидов азота на сварщиков мягкой стали. Танафос. 2011 г.; 10 (4): 54-9.
- 65. Голбабаи Ф., Хассани Х., Гахри А., Арефян С., Хадем М., Хоссейни М., Динари Б. Оценка риска воздействия газов, выделяемых при сварочных процессах в иранской отрасли газопроводов. Международный журнал гигиены труда (IJOH). 2012 г.; 4 (1): 6-9.
- 66. Безопасная работа, Австралия. Управление рисками опасных химических веществ на рабочем месте. Австралия; 2012.
- 67. Эллингсен Д.Г., Дубейковская Л., Даль К. и соавт. Оценка воздействия на воздух и биологический мониторинг марганца и других основных компонентов сварочного дыма в сварочных работах. J Мониторинг окружающей среды. 2006 г.; 8: 1078-86.
- 68. Kiilunen M. Использование биологического мониторинга для оценки воздействия при сварке Здоровье и безопасность при сварке и родственных процессах Brondby, Дания; 2005.
- 69. Hassani H, Golbabaei F, Ghahri A, et al. Профессиональное воздействие сварочных дымов, содержащих марганец, и показатели функции легких у сварщиков газопроводов. J оккупировать здоровье. 2012 г.; 54: 316-22.
- 70. Rossbach B, Buchta M, Csanady GA, et al. Биологический мониторинг сварщиков, подвергшихся воздействию алюминия. Токсикологические письма. 2006 г.; 162: 239-45.
- 71. Безопасная работа, Австралия. Мониторинг здоровья на предмет воздействия опасных химических веществ, Руководство для лиц, занимающихся бизнесом или предприятием. Австралия; 2013.
- 72. Дональдсон К., Тран Л., Хименес Л.А., Даффин Р. и соавт. Наночастицы, полученные в результате сгорания: обзор их токсикологии после вдыхания. Токсикология частиц и волокон. 2005 г.; 2 (10): 1-14.
- 73. Антонини Дж.М., Льюис А.Б., Робертс Дж.Р., Уэйли Д.А. Легочные эффекты сварочного дыма: обзор исследований рабочих и экспериментальных животных. Американский журнал промышленной медицины. 2003 г.; 43: 350-60.
- 74. Здоровье и безопасность при сварке и родственных процессах — оценка и контроль риска воздействия и соблюдение правил COSHH для сварочного дыма [Интернет]. Technical Knowledge 2014. Доступно по адресу: http://www.twi-global.com/technical-knowledge/faqs/health-and-safety-faqs
- 75. Министерство трудовых ресурсов. Полуколичественный метод оценки профессионального воздействия вредных химических веществ. В: Отделение охраны труда и техники безопасности, Сингапур; 2005.
- 76. Европейская комиссия. Руководство по оценке рисков на работе. В: Главное управление занятости и социальных дел, Люксембург: Управление официальных публикаций; 1996.
- 77. Национальная академия наук. Охрана труда и техника безопасности при уходе и использовании нечеловеческих приматов. Вашингтон, округ Колумбия: Издательство национальных академий; 2003.
- 78. Центр международного экологического сотрудничества. Руководство по технологии контроля загрязнения воздуха. Япония: Агентство по охране окружающей среды, правительство Японии; 1998.
- 79. Хьюитт П.Дж. Стратегии оценки и контроля рисков при сварке: задачи для развивающихся стран. Анналы гигиены труда. 2001 г.; 45 (4): 295-8.
- 80. Институт сварки (TWI). Контроль сварочного дыма, Здоровье, безопасность и предотвращение несчастных случаев. [Интернет]. Институт сварки: Великобритания; 2014. Доступно по адресу: http://www.twi-global.com/technical-knowledge/job-knowledge.
- 81. Правительство Альберты – Служба занятости и иммиграции. Руководство сварщика по опасностям сварочных газов и дыма Канада: Бюллетень по охране труда и технике безопасности на рабочем месте; 2009.
- 82. Руководство по охране труда и технике безопасности. Общая вентиляция на рабочем месте, руководство для работодателей. Шеффилд: Исполнительный директор по охране труда и технике безопасности; 2000.
- 83. Американское общество сварщиков (AWS). Дымы и газы в сварочной среде. Майами, Флорида: AWS; 1979.
- 84. Шеврон MCBU. Вход в замкнутое пространство. США: HSE, 2012 Контракт № CPL-HES 201
- 85. Флинн М.Р., Суси П. Местная вытяжная вентиляция для контроля сварочного дыма в строительной отрасли – обзор литературы. Анналы гигиены труда. 2012: 1-13.
- 86. OSHA. OSHA и сварочные выхлопы в: Общие отраслевые стандарты и интерпретации, Marine Chemist Service, Inc; 1979.
- 87. Управление по охране труда и технике безопасности. Руководство по средствам защиты органов дыхания. Дублин; 2010.
- 88. Занятость и социальное развитие Канады. Руководство по опасностям для здоровья и мерам контроля опасностей в отношении сварки и родственных процессов. Канада, Квебек; 2007.
Разделы
Информация об авторе
- 1. Введение
- 2. Технология сварки
- 3. Загрязнение воздуха при сварке
- 4. Влияние сварки на здоровье
- 5. Стандарты экспозиции для выбросов сварки
- 6. Оценка мониторинга и риска. : 7 июня 2014 г. Опубликовано: 21 октября 2015 г. СКАЧАТЬ БЕСПЛАТНО
© 2015 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии правильного цитирования оригинальной работы.
Что с гелием для сварки?
Рисунок 1: Сварщик, использующий гелий в качестве защитного газа для GMAW сварки нержавеющей стали, может накладывать широкие швы быстрее, чем если бы он использовал другой защитный газ.
Ограничения в поставках гелия могут заставить больше сварщиков искать альтернативы гелию или, по крайней мере, пытаться уменьшить количество гелия, потребляемого ими во время сварки.Производители, которые не используют гелий для сварки регулярно, но могут нуждаться в баллоне для новой работы, могут столкнуться со странным обслуживанием клиентов в местном магазине сварочных материалов. Они могут не получить гелий.
Если они это сделают, они могут быть шокированы суммой, которую они платят, особенно если прошло несколько лет с тех пор, как они купили гелий. На самом деле, одна крупная компания по поставке сварочного газа объявила о повышении цен на гелий и аргон, еще один газ, который часто сочетается с гелием в газовых смесях, на 10-18 процентов с начала октября. Общее мнение состоит в том, что эти высокие цены в ближайшее время существенно не отступят.
Значит, не хватает гелия? По словам Ника Хейнса, руководителя глобального отдела разработки источников гелия в Linde, это, вероятно, не совсем точно.
«Я бы сказал, что в настоящее время удовлетворяется более 90 процентов спроса. Подавляющее большинство получают то, что им нужно, или близко к тому, что им нужно», — сказал он.
Однако кривая предложения на графике гелия постоянно меняется.
Гелий и мир
По оценкам Геологической службы США, текущее глобальное потребление гелия составляет немногим более 6 миллиардов кубических футов в год. Хейнс сказал, что мировой спрос, вероятно, вырастет на 2-4 процента в ближайшем будущем. Между тем, Бюро по управлению земельными ресурсами США, которое управляет запасами гелия в США в Амарилло, штат Техас, надеется выйти из бизнеса по поставкам гелия в ближайшие несколько годы. Учитывая, что на Федеральный резерв гелия приходится примерно 30 процентов мировых поставок гелия, легко понять, как люди могут быть обеспокоены возможной нехваткой.
Вот почему многие пользователи гелия считают правительство США козлом отпущения. Федеральное правительство поощряло частные источники продавать ему свой гелий, потому что этот элемент считался важным для исследования космоса и использования в военных целях в 1950-х годах.
Амарилло был выбран в качестве хранилища, потому что в этом районе Техаса есть месторождения природного газа с очень высокой концентрацией гелия. (Гелий является побочным продуктом
переработки природного газа. Однако не все месторождения природного газа имеют одинаковый уровень концентрации гелия.) В результате правительство США было основным поставщиком гелия в мире на протяжении последних нескольких десятилетий.То, что было хорошо для Америки времен холодной войны, не имело особого смысла для страны 1990-х годов, которая заявляла о себе на мировом рынке. Поэтому в 1996 году Конгресс решил выйти из гелиевого бизнеса, потребовав, чтобы его запасы были распроданы к 2015 году. нефтеперерабатывающий завод все те годы назад.
Проблема в том, что извлекаемый гелий останется в резерве после крайнего срока 2015 года. Свидетельские показания перед комитетом Сената США по энергетике и природным ресурсам этим летом показали, что «срок полезного использования» водохранилища может быть продлен до 2018 или, возможно, даже до 2020 года.
Федеральный запас гелия
открытым.Тем временем частный сектор не активизировался, чтобы увеличить поставки перед лицом возможного закрытия основного источника гелия. Заводы по переработке гелия скоро будут запущены, но это не произойдет в одночасье.
Рис. 2: Когда речь идет о GMAW алюминия, использование гелия в качестве защитного газа приведет к форме сварного шва, которая сильно отличается от той, которая получается при использовании аргона в качестве защитного газа.
«Вы не просто строите завод по производству гелия, как вы можете построить сталелитейный завод или цех по производству металла. Ставить гелиевый завод можно только там, где есть запасы гелия. И в настоящее время в мире существует только 14 источников гелия, и под «источниками» я подразумеваю значительное количество коммерчески жизнеспособных источников гелия», — сказал Хейнс.
Месторождения природного газа с высокой концентрацией гелия можно найти в Алжире, Австралии и Катаре, причем в последнем, по словам Хейнса, в первой половине 2013 года будет запущен новый нефтеперерабатывающий завод.
Огромные запасы есть и в России, но они еще не полностью выработаны. Короче говоря, по мере того, как США отказываются от роли поставщика гелия в мир, другие страны активизируются.Если посмотреть на спрос, то тоже все изменилось. Металлургия остается крупным потребителем гелия в качестве защитного газа для сварки (см. врезку Гелий в качестве защитного газа ), особенно в связи со взрывным ростом производства нержавеющей стали и алюминия в цехах. Но появление двух других секторов — медицинской и электронной промышленности — которые действительно изменился способ потребления гелия.
Вы когда-нибудь проходили магнитно-резонансную томографию (МРТ)? Это стало возможным благодаря гелию, который можно охладить до 4 градусов Кельвина и который используется для отвода тепла от огромного магнита и сверхпроводящего провода при создании магнитного поля. По оценкам Хейнса, рынок «сверхпроводимости» потребляет около 20% мировых запасов гелия в год.
Сектор электроники — еще одна область, потребляющая большую долю гелия.
ЖК-мониторам, телевизорам и даже мобильным телефонам для работы требуется гелий. Только за последние 10 лет эти товары стали повсеместными, и спрос на электронику будет расти по мере того, как развивающиеся экономики продолжают развиваться.Гелий в сварке
Излишне говорить, что производители металлов, возможно, не знали всех причин недавних ограничений в поставках гелия, но они заметили рост цен. Вот почему люди начинают искать альтернативы.
Одной из наиболее активно развивающихся областей является сварка нержавеющей стали (см. Рисунок 1 ). Кевин Литтл, старший научный сотрудник Praxair Inc., сказал, что с самого начала этому уделялось основное внимание из-за обилия применений для сварки нержавеющей стали и возможности найти подходящие альтернативы гелию для этих работ.
«Например, вы можете использовать водород при сварке нержавеющих сталей. Он имеет некоторые аналогичные тепловые характеристики. Но особенно в аустенитных нержавеющих сталях серии 300 он не создает проблем, которые мы могли бы обнаружить, если бы его использовали для углеродистой стали», — сказал Литтл.
«Он не реагирует и как бы растворяется в материале».Он признал, что работа с алюминием была более сложной задачей. Поиск альтернативы смесям гелия и аргона с аналогичными характеристиками, такими как теплопроводность, оказался не таким успешным, как работа, проделанная с нержавеющей сталью.
«Есть причина, по которой люди используют гелий. У него есть определенные преимущества», — сказал Литтл.
Возможно, самая большая надежда для сварщиков, стремящихся жить без гелия или, по крайней мере, с меньшим количеством гелия, связана с возможностью адаптировать весь процесс дуговой сварки металлическим электродом или порошковой проволокой — расходуемую проволоку, защитный газ и параметры источника питания — к конкретного применения сварки. Литтл сказал, что индивидуальные формы сигналов могут компенсировать недостаток альтернативного защитного газа.
Например, важна теплопроводность защитного газа, поскольку высокая температура может повлиять на форму сварного шва и скорость сварки.
Если сварщик решит использовать другой газ вместо гелия, он или она может потерять часть этой способности обеспечивать высокое тепловложение во время сварки. Тем не менее, Литтл сказал, что индивидуальная форма сигнала может быть в состоянии адаптировать более высокий пик напряжения во время
процесс сварки, который может улучшить характеристики теплопередачи. Этот подход также дает надежду на появление некоторых альтернатив гелия для применения в алюминии.В других областях производства целью может быть просто ограничение использования гелия. Литтл привел в качестве примера использование лазера CO 2 для сварки.
Традиционно гелий используется в качестве защитного газа при лазерной сварке CO 2 , но его подача на участок осуществляется неэффективно. В самом простом описании медная трубка просто заливает зону сварки гелием при включении лазера.
«Это дорогостоящий способ запуска процесса, но люди делали это именно так, потому что в общей стоимости операции использование гелия не было значительным фактором — до недавнего времени», — сказал Литтл.
Чтобы сохранить гелий, Литтл сказал, что исследователи определяют, можно ли добавить небольшой процент аргона в смесь защитного газа, чтобы получить те же результаты. Они также рассматривают новые методы доставки, некоторые из которых похожи на сопла, которые сварщик может использовать при дуговой сварке вольфрамовым электродом.
Даже низкопрофильная производственная деятельность, такая как обнаружение утечек, не застрахована от давления гелия. В то время как гелий когда-то был основным газом, используемым в оборудовании для обнаружения утечек, сегодня производители оборудования рассматривают смеси гелия и азота или водород в качестве альтернативы.
Доступность гелия, несомненно, улучшится в ближайшем будущем, но никто не может точно сказать, как вырастет спрос за тот же период времени. Это оставляет производителей металла с некоторыми решениями. Заставит ли нынешняя нехватка гелия магазин искать альтернативы, или эта временная нехватка — просто много горячего воздуха?
Гелий в качестве защитного газа
Гелий — инертный газ, что означает, что он не подвергается химическим изменениям при воздействии других веществ.
Эта характеристика особенно важна в мире сварочных защитных газов. Поскольку характеристики гелия постоянны, исследователи имеют хорошее представление о его влиянии на любой тип сварки.Гелий обладает хорошей теплопроводностью. Вот почему он обычно используется для тех сварочных работ, в которых требуется более высокая тепловая энергия для улучшения смачивания наплавленного валика. Газ также полезен для обеспечения более высокой скорости движения.
Гелий обычно смешивают с различными количествами аргона в смесях защитного газа, чтобы использовать преимущества хороших характеристик обоих газов. Например, гелий в качестве защитного газа может способствовать более широкому и мелкому проплавлению в процессе сварки (см.0311 Рисунок 2 ). Однако гелий не может оказывать такого очищающего действия, как аргон.
Таким образом, производители металлов обычно рассматривают смеси аргона и гелия как часть своих рабочих процессов. При дуговой сварке металлическим газом гелий может составлять от 25 до 75 процентов газовой смеси в смеси гелия и аргона.