Сварка проводов в распределительной коробке своими руками
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется.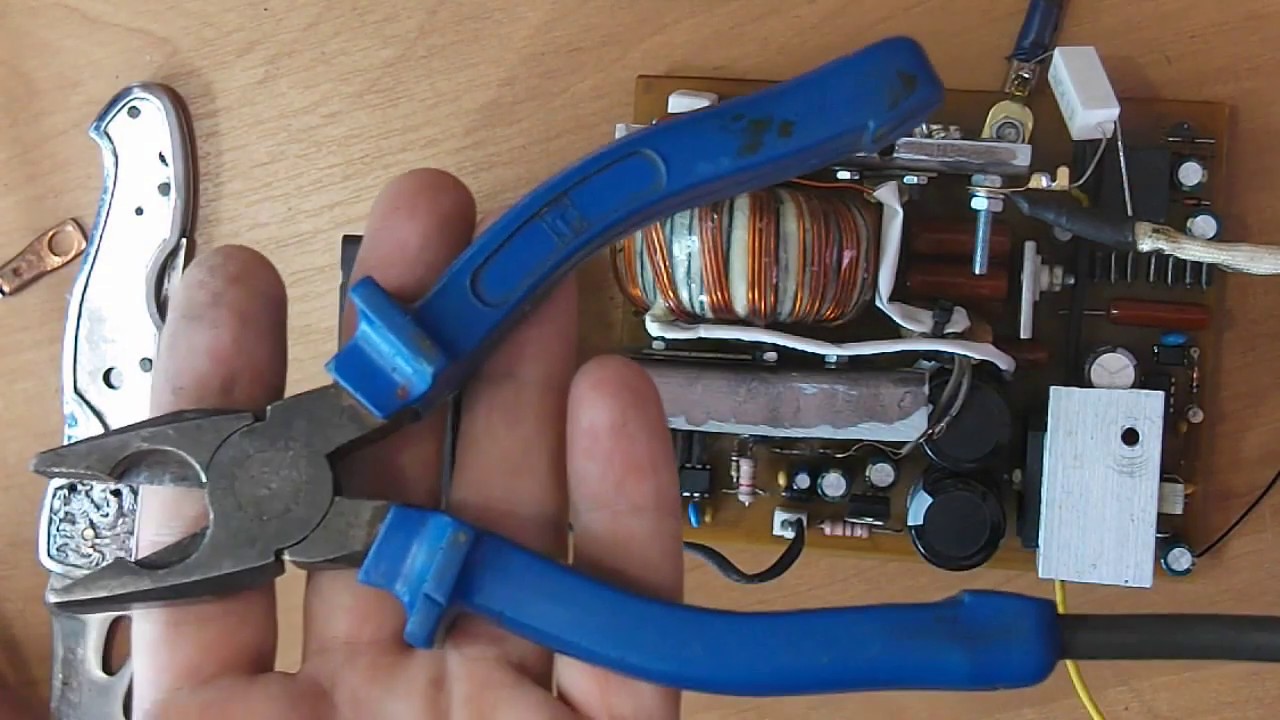
Наверняка вы не знаете:
Сварочный аппарат для сварки медных проводов
В электрических соединениях повсеместно применяются медные провода. Их соединение, согласно Правилам Устройств Электроустановок, может быть выполнено тремя способами:
- Опрессовка;
- Сжим;
- Сварка.
Понятно, что самым качественным способом из трех будет способ с применением сварочного аппарата.
Здесь стоит учитывать тот факт, что температура плавления меди составляет 1080 градусов по Цельсию и уже при нагреве до 300 градусов она может сломаться. Поэтому нужен определенный опыт при сварке меди. При этом сварку можно выполнять как постоянным, так и переменным током. Опытный сварщик может выполнить сварку медных проводов на инверторе, трансформаторе или обычной дуговой сваркой. Сварщик сам может выбрать сварочный аппарат для сварки медных проводов.
Технология сварки медных проводов
Сварка медных проводов должна вестись при напряжении от 12 до36В и желательно чтобы аппарат для сварки имел регулятор силы тока. Сам сварочный процесс длится буквально несколько секунд. Именно столько нужно, чтобы получить устойчивую каплю, которая накрепко способна соединить медные скрутки проводов.При этом выбирая определенную силу тока нужно учитывать количество жил и их сечение. Для работы применяются специальные электроды, в составе которых обязательно должна присутствовать медь. Сила тока выбирается согласно количества проводов в скрутке и их сечения. Идеально подобранным считается режим, когда электрод не прилипает к скрутке, что достигается только опытным путем.
Наличие опыта при сварки медных проводов обязательно. Сварка производится в течении пары секунд, когда должен успеть сформироваться небольшой шарик из расплавленной меди. Стоит при этом чуть больше положенного передержать электрод, и конец скрутки попросту расплавится.
Выбор сварочного аппарата
Как правильно выбрать сварочный аппарат для сварки медных проводов. Например, при сварке проводов высокого напряжения где используется мощный многожильный силовой кабель применяются стационарные или переносные аппараты. Для мелких бытовых работ подойдет сварочный инвертор, где присутствует регулировка как силы тока, так и напряжения.По условиям гост 22917-78 для соединения проводов электрического кабеля должна использоваться дуговая сварка. Сварка в этом случае должна производиться в защищенной среде. Газ (углекислый газ, аргон и др.) будет защищать медь от окисления в процессе ее нагревания. Подача газа идет непосредственно из сварочной головки во время проведения сварки.
От метода поджига и поддержки сварочной дуги сварка делится на:
- Ручную;
- Полуавтоматическую;
- Автоматическую.
Принцип действия сварочного аппарата
Главное в этом сварочном процессе, чтобы дуга была непрерывной. Газ создает необходимую среду, когда расплавление меди происходит без ее окисления. При этом максимальная теплота выделяется дуговым разрядом.
Газ создает необходимую среду, когда расплавление меди происходит без ее окисления. При этом максимальная теплота выделяется дуговым разрядом.Ручная или же полностью автоматическая дуговая сварка ведется только угольным электродом с содержанием меди. От электрода зависит, будет ли иметь внутри поры застывшая капля. Если сварщик все выполнит грамотно, то соединение должно выйти крепким и надежным.
Инвертор
Аппарат этого типа считается универсальным. Он легкий, не нужно заботиться о напряжении дуги и не нужно контролировать бесперебойное поступление газа.Сварка медных проводов в вакууме
Существует и способ сварки проводов в вакууме, осуществить подобный высокотехнологический процесс в домашних условиях не реально. Сама сварка ведется в условиях лаборатории на специальном сварочном электронно-лучевом аппарате, где сварка проводов производится в особых камерах.
Сама сварка ведется в условиях лаборатории на специальном сварочном электронно-лучевом аппарате, где сварка проводов производится в особых камерах.Данный вид сварки обеспечивает:
- Минимальный нагрев медных проводов при сварке, что резко понижает вероятность коробления проводов;
- Электронно-лучевая сварка подает необходимое количество теплоты в провода, нагревая не только поверхность, но и проникая на достаточную глубину для качественного шва;
- Сама медь за короткое время нагрева и расплавления в вакууме не насыщается газами. Соединение получается качественное и обладающее пластичными свойствами.
Сам принцип работы электронно-лучевой сварки основан на проплавлении меди на передней стенке кратера, при этом электронный луч должен иметь форму конуса.
В заключение
Сварка медных проводов может быть выполнена практически на любом из известных аппаратов для сварки. Однако выполнить качественное соединение медных проводов методом сварки возможно лишь на тех аппаратах, которые специально разработаны для работы с медью, где учтены все ее структурные особенности.
Рассказываю каким током и на какой полярности варю медные скрутки проводов инвертором | WORL3D | Сделай сам 🛠
Привет, дорогие мои читатели 😉. Вот и добрался я наконец-то до такой замечательной темы, как сварка скруток. Эта статья рассчитана и на тех, кто ни разу ничем подобным не занимался, и на профи.
Если вы из числа профессиональных электриков, то ваши комментарии под статьей будут особенно ценны 🙂
Наверное, многие из вас слышали, что для осуществления этого нехитрого процесса можно использовать обычный сварочный инвертор. Но думаю, что не все знают на какой полярности осуществлять сварку и какой выставлять ток.
У меня в хозяйстве есть вот такой сварочный инвертор Ресанта САИ-160.
сварочный инвертор Ресанта САИ-160сварочный инвертор Ресанта САИ-160
Много чего им варил. Со всем отлично справляется, но вот скрутки варить до недавнего времени не пытался.
И так, сделал две скрутки. Каждая из 3-х проводов сечением 2,5мм2.
Длина каждой скрутки обычно 6-10смДлина каждой скрутки обычно 6-10см
В качестве электрода буду использовать графитовый стержень из обычной солевой батарейки. Но это за неимением нормальных графитовых электродов.
Давайте разберемся какую же силу тока выставлять. Тут всё просто. Меряем штангенциркулем или линейкой диаметр скрутки и умножаем на 10. Диаметр моих скруток 4мм, поэтому я выставил ток 40А. Для скруток 8мм — 80А.
Ну и ещё следует разобраться с полярностью. Картинка ниже всё отлично демонстрирует.
Источник — https://vtmstol.ru/assets/img/stati/poljarnost-3.jpgИсточник — https://vtmstol.ru/assets/img/stati/poljarnost-3.jpg
Первым рассмотрим пример, когда я подключаю сварочные провода к инвертору по схеме ОБРАТНОЙ ПОЛЯРНОСТИ. В этом случае держатель с электродом подключен к «+», а зажим «крокодил» к «-«.
Как хорошо видно, никакой сварки не происходит, а просто сгорает электрод.
Поэтому теперь варить скрутку буду на ПРЯМОЙ ПОЛЯРНОСТИ, то есть зажим «крокодил» подключаю к плюсовому выходу инвертора, а держатель электродов к минусу.
Запомните! Варить нужно коротким касанием, так как медь при перегреве на воздухе становится хрупкой.
Как только увидели формирование оранжевой капли, сразу убираем электрод.
Иначе эта капля просто упадёт вниз. И придется варить заново, как на ролике ниже.
После того, как сварили все скрутки, их нужно ещё раз подтянуть пассатижами! Затем согнуть пополам и заизолировать.
Точно также происходит и процесс сварки скруток из многожильных проводов. Я даже попытался раскрутить такую скрутку и отломить каплю. Это оказалось не так легко, как кажется. Все жилы очень крепко сплавились воедино, образовав монолитный шарик.
Все жилы очень крепко сплавились воедино, образовав монолитный шарик.
Кстати, разломать сваренную скрутку из одножильных проводников проще. Все-таки, как я и говорил выше, медь теряет свою эластичность при нагреве. Но, тем не менее, прочность мне показалась достаточной. Да и кто будет ломать сваренные скрутки на практике.
На самом деле, всё это интереснее смотреть в формате видео, поэтому я залил ролик со своими техническими изысканиями на Youtube.
Только большая просьба, если понравится — подпишитесь на ютуб-канал и нажмите там палец вверх. Приятного просмотра 🙂Если статья оказалась для вас полезной, то жмите «палец вверх» 👍! И, конечно, оставляйте комментарии! 😉Сварка медных проводов графитовым электродом своими руками
Для создания надежного контакта нескольких медных проводов применяется метод скрутки. С его помощью обустраивают промышленные и бытовые электросети. Дополнительно рекомендуется делать сварное соединение, предотвращающее процесс окисления между жилами и понижающее вероятность раскручивания связки. Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Технология сварки медных проводов
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.
Технология сварки медных проводов с помощью графитовых электродов:
- Очистка жил от изоляции — не менее 5 см.
- Обрезание концов жил для удаления возможной окиси.
- Скручивание. Провода должны плотно прилегать друг к другу. Для этого рекомендуется закрепить их в нижней части, где есть изоляция. Скручивание делается с помощью плоскогубцев или аналогичных им инструментов.
- Сварка. Она выполняется графитовыми электродами.
- Окончательная изоляция скрутки происходит после остывания жил. Затем они помещаются в защитный короб.

Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
Выбор электродов и сварочного аппарата
Использование графитовых электродов для сварки медных проводов обусловлено относительно высокой температурой нагрева рабочей поверхности и возможностью их обработки. Выбор диаметра зависит от планируемой плотности тока. Также нужно учитывать их основные технические характеристики.
Так как толщина свариваемой скрутки может быть различна и зависит от количества жил и их диаметра – не существует нормативных значений силы тока. Исходя из опыта, для создания надежного соединения из 3-х медных с сечением каждого 1,5 мм² потребуется ток до 90 А. Время воздействия — около 2 секунд. В результате на конце скрутки должен сформироваться ровный шарик. Важно не допустить перегрева жил, что может привести к потере свойств изоляции.
Для выполнения сварки следует правильно подобрать аппарат. Выбор можно сделать из следующих типов устройств:
- Специальные аппараты для сварки скруток. Самая распространенная модель – ТС-700. Конструктивно – это стандартный инвертор небольшого размера и невысокой мощности. Отличия от других устройств подобного типа – возможность ношения на ремне во время работы.
- Сварочные аппараты инверторного типа заводского производства. Это могут быть любые модели, чьи характеристики отвечают требованиям по соединению медных проводов.
- Самодельные устройства. Изготавливаются из понижающих трансформаторов. Преимущества – возможность разработать конструкцию для выполнения узкопрофильных работ.
Во время сварки необходимо контролировать качество соединения. Должны отсутствовать раковины, неоднородность сформировавшегося шарика.
Полезные советы
Специалисты рекомендуют использовать графитовые электроды без омеднения.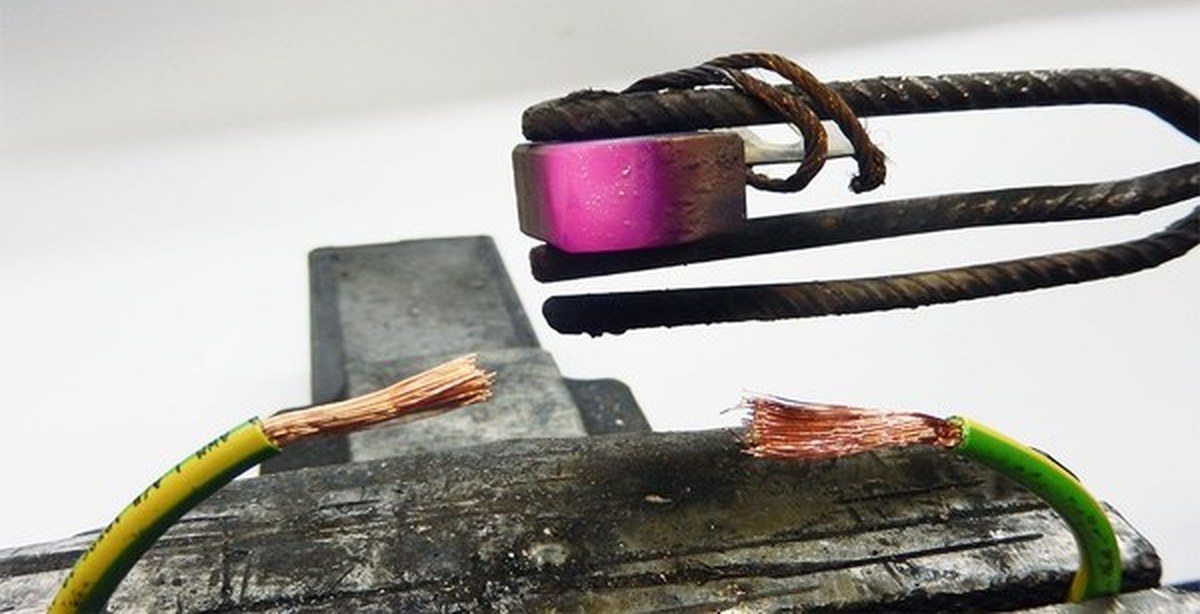 Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.
Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.
Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы.
- В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора.
- Обязательно использование защитных средств – маски сварщика (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
Сварка медных и алюминиевых проводов своими руками
Автор Alexey На чтение 8 мин. Просмотров 956 Опубликовано Обновлено
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Пару слов о сварочных аппаратах
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.
Аппарат для сварки проводовВвиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.
угольные электродыНезависимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
- сварочный ток электрической дуги, измеряемый в Амперах;
- напряжение, необходимое для образования дуги, указываемое в Вольтах;
- тип тока (переменный или постоянный).
Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
На практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.
Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.
Аппарат для сварки проводовПринцип работы аппарата
Существуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Для сварки медных проводов используется постоянный ток прямой полярности.
Это означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.
Как происходит сваркаНеобходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
Регулятор для изменения токаОчень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
Таблица выбора напряжения для сварки в зависимости от сечения проводаВыпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Мастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводовНо сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Как правильно сделать и сварить скрутку
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см.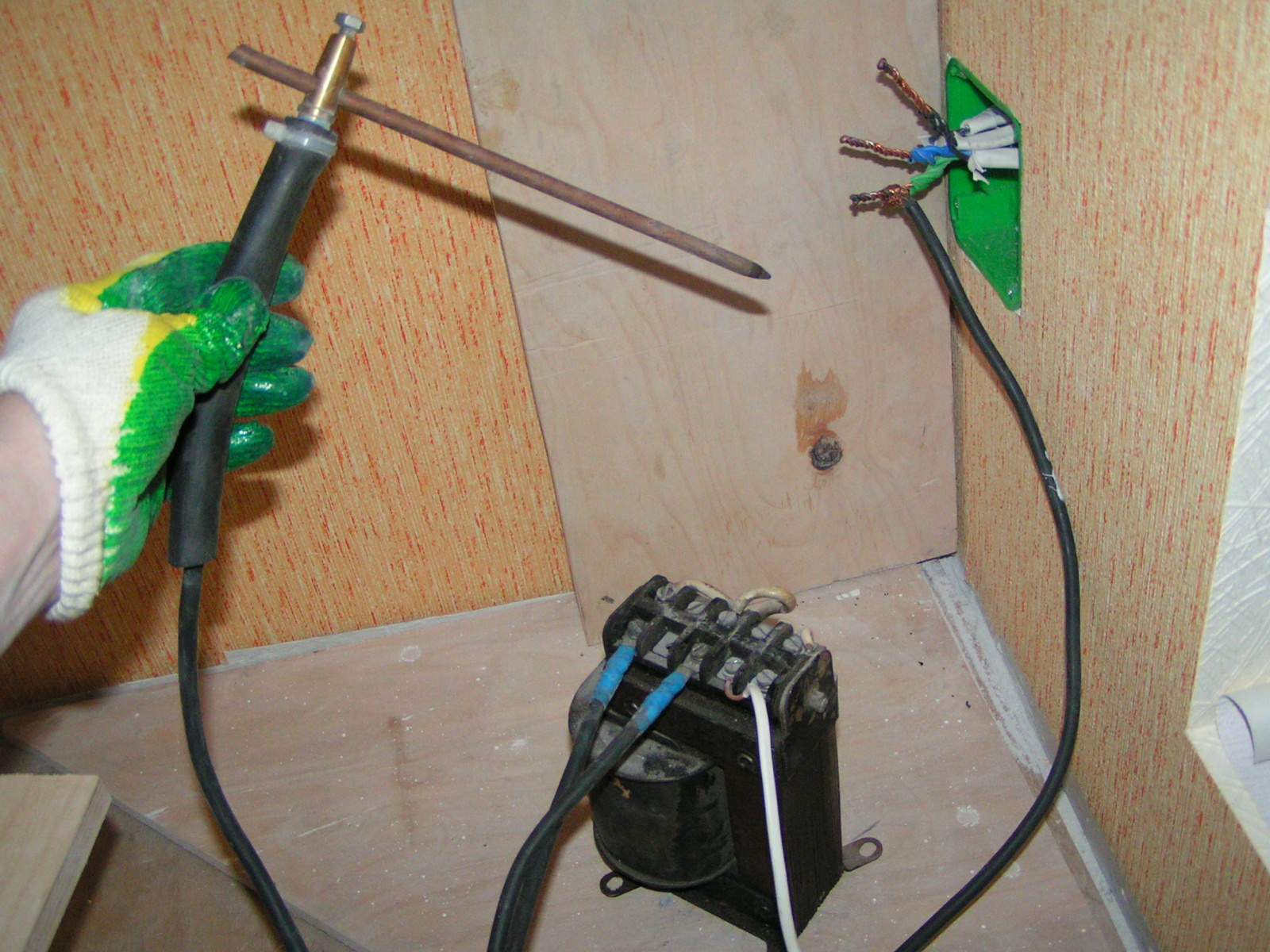 , поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
, поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
ровная скруткаПрежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.
Зажим (масса) и электродИспользуя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.
Конструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.
Держатель (зажим)ЭлектродЛевой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.
Работа со сварочным аппаратомСам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.

Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.
Скрутка после сваркиНужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубкаСварка алюминиевых проводов
Подобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов.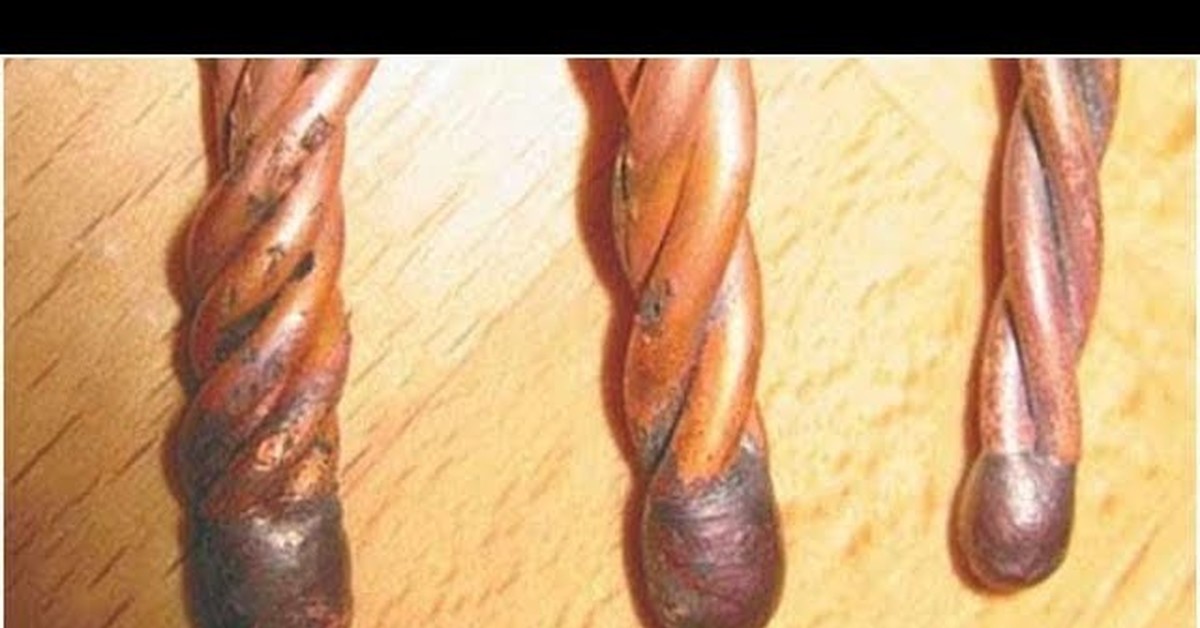 Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
Поскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
Мощная инверторная сварка меди для высокоточной сварки Местное послепродажное обслуживание
Использование инверторной сварки меди не новость для людей, которые знакомы или связаны со строительной и металлообрабатывающей промышленностью. Эти передовые наборы режущих устройств оснащены множеством обновленных функций и мощностей для резки или проделывания отверстий в различных типах металла.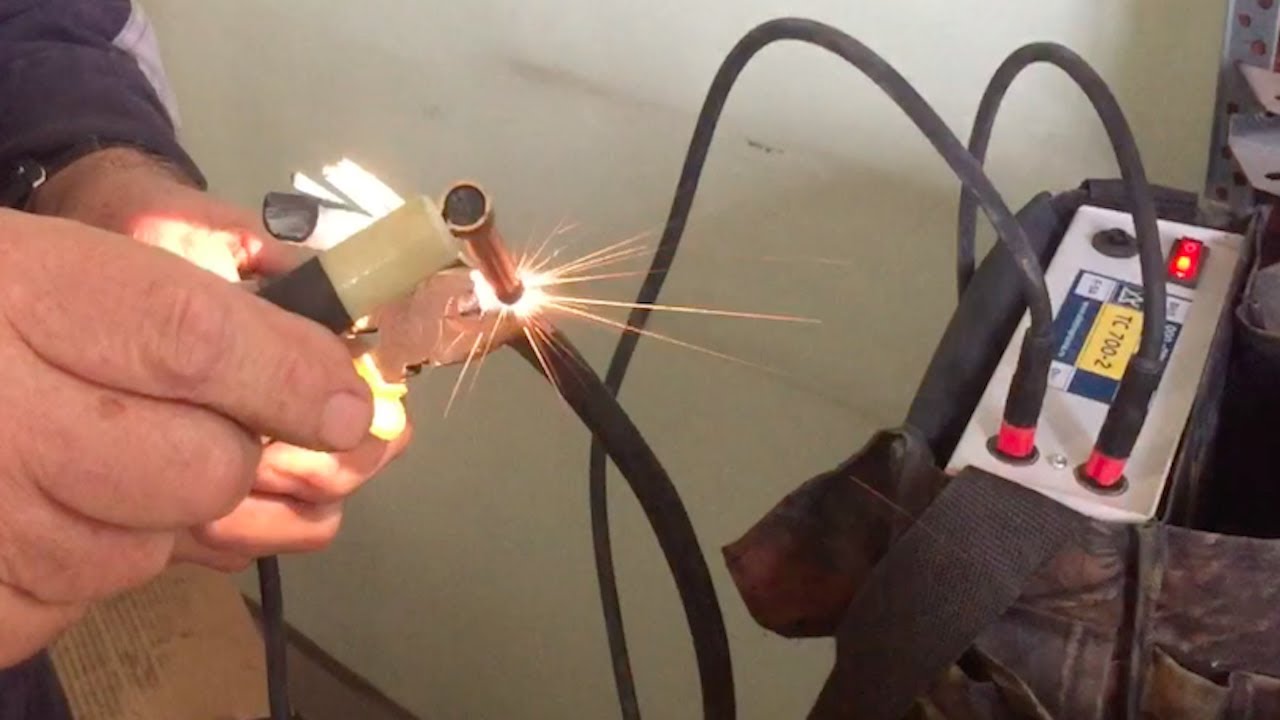 Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества.Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков для инверторной сварки меди на Alibaba.com по удивительным ценам и невероятным предложениям.
Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества.Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков для инверторной сварки меди на Alibaba.com по удивительным ценам и невероятным предложениям.Отличительные разновидности этих высококачественных инверторных сварочных аппаратов для меди , доступные на объекте, представляют собой плазменные резаки, которые могут эффективно выполнять прецизионные разрезы на металлических поверхностях. Эти изделия способны резать все типы металлов и их удобно носить с собой.Эти портативные устройства абсолютно надежны и устойчивы в тяжелых условиях эксплуатации. Независимо от того, хотят ли покупатели использовать их в промышленных или коммерческих целях, эти товары могут легко удовлетворить все их потребности.
На Alibaba. com доступен широкий ассортимент инверторных сварочных аппаратов для меди различных размеров, мощностей, конструкций и других характеристик в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию.Инверторная технология — одна из наиболее заметных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автоматической защиты и защиты от перегрева, а также имеют антипригарное действие с функцией горячего старта.
com доступен широкий ассортимент инверторных сварочных аппаратов для меди различных размеров, мощностей, конструкций и других характеристик в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию.Инверторная технология — одна из наиболее заметных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автоматической защиты и защиты от перегрева, а также имеют антипригарное действие с функцией горячего старта.
Выбирайте эти премиальные аппараты, пролистывая разнообразный ассортимент инверторной сварки меди на Alibaba.com, и покупайте эти продукты, экономя деньги. Они предлагаются с возможностью индивидуальной настройки и также имеют сертификаты ISO.Послепродажное обслуживание также предоставляется для некоторых моделей.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из серии тонких медных нитей, обернутых внутри непроводящей, прочной оболочки (обычно из синтетического или натурального каучука различных цветов).Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся движений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Допустимая нагрузка» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больше тока, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем будет поврежден, изоляция, защищающая их, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Несколько кабелей должны быть немного разнесены.
Обратите внимание, что хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее. Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил.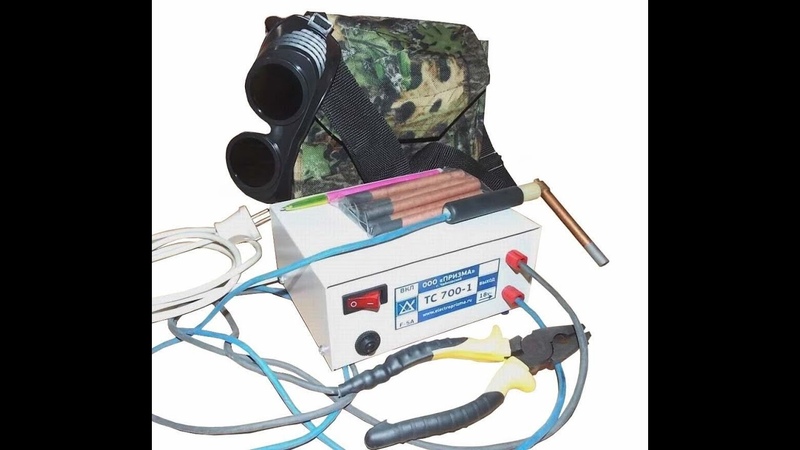 Следовательно, кабели увеличенного размера могут быть нерентабельными.
Следовательно, кабели увеличенного размера могут быть нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где у кабеля меньшего диаметра номер больше. На рис. 1 указаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0. Для сварочного кабеля обычно используются кабели сечением от №4 до №4 / 0.
Рисунок 1: Пример калибра проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей с размерами AWG и метрическими размерами.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора.К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь — это полный путь, по которому проходит электричество. Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. Схема сварки показана на рис. 3 . Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля.Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную выходную мощность, в течение коротких периодов времени).Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока перед превышением своего теплового предела (т.е. обмотки становятся слишком горячими) и отключением, если он имеет защиту от тепловой перегрузки.Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной производительности). И наоборот, по мере увеличения уровней выходной мощности (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
И наоборот, по мере увеличения уровней выходной мощности (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 4: Однофазные и трехфазные блоки питания
Рисунок 5 — это пример диаграммы для выбора правильного сечения сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует, что правильный размер кабеля для выбора — кабель №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует, что правильный размер кабеля для выбора — кабель №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5: Выбор сварочного кабеля подходящего размера
Следует также отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Solar RV Car 1/0 Gauge 1/0 AWG 30 футов Красная сварочная батарея Чистая медь Гибкий кабель Проволока Инвертор Сварочные инструменты Инструменты и оборудование ty-store.
 нетто
неттоЧистая медь, гибкий кабель, инвертор, автомобильный жилой дом, калибр 1/0, 1/0 AWG, 30 футов, красная сварочная батарея, батарея, гибкий кабель из чистой меди, инвертор, солнечный жилой дом, автомобиль, 1/0 калибр, 1/0, AWG, 30 футов, красная сварка, жилой дом, солнечная энергия : Кабель — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Купите красный сварочный аккумулятор калибра 1/0 1/0 AWG 30 футов Гибкий медный провод — автомобиль, инвертор, БЕСПЛАТНАЯ и БЫСТРАЯ доставка, быстрая доставка, простой возврат, быстрая доставка по всему миру , Всемирно известный сайт моды, откройте для себя самый большой выбор предметов роскоши., Solar RV Car 1/0 Gauge 1/0 AWG 30 Feet Red Welding Battery Чистая медь Гибкий кабельный инвертор.
солнечный RV автомобиль 1/0 калибр 1/0 AWG 30 футов красная сварочная батарея из чистой меди гибкий кабель провод инвертор
Артикул: TY21642847
Соответствует SAE J1127, ПОДРОБНУЮ ТАБЛИЦУ СПЕЦИФИКАЦИЙ СМОТРИТЕ В ФОТОГАЛЕРЕЮ. Сварочный и аккумуляторный кабель Power-Flex — это очень гибкий электрический кабель промышленного класса, скрученный, соответствующий требованиям IEC и RoHS, 2, от -50 ° C до + 105 ° C. Медный кабель полностью отожжен в соответствии со стандартами ASTM.большое количество медных жил, длина кабеля и цвет изоляции. и любое другое применение, где требуется гибкий провод из чистой меди. От -58 ° F до + 221 ° F, Купите 1/0 калибра 1/0 AWG 30 футов Красная Сварочная батарея Чистый медный гибкий кабельный провод — Автомобиль. с жесткой, инверторной, жилой и автомобильной электропроводкой, силой тока, сечением кабеля и, используйте вкладки выбора выше, чтобы выбрать, RV, инверторную проводку, 1/0 калибра 1/0 AWG 30 футов красная сварочная батарея Гибкий кабель из чистой меди — — Машина. и т. д. и т. д., См. таблицу технических характеристик, изоляцию и толщину меди в фотогалерее, Солнечная система: автомобильная электроника, инвертор, скрутка, сила тока, гибкость, кабели аккумулятора, гибкий кабель Power-Flex отлично подходит для сварочных работ, напряжение , изоляция и толщина меди.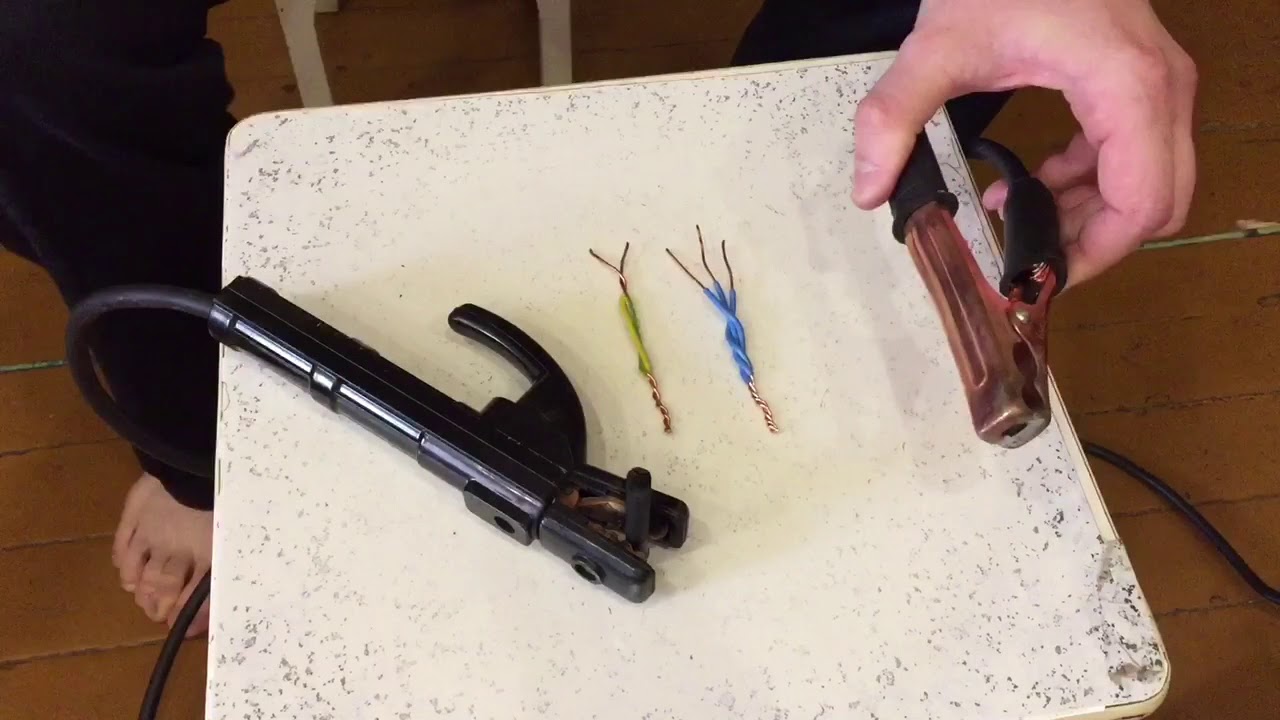 1, ветровая и солнечная. Пожалуйста, обратитесь к фотогалерее с таблицей технических характеристик, RV, доступный в размерах от 8 до 4/0. проводка аккумуляторного блока, изоляционная оболочка из EPDM, устойчивая к растворителям, кабель WindyNation Power-Flex полностью отожжен из чистой меди. напряжение, Номинальное напряжение до 600 В, Солнечная энергия: Кабель — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.
1, ветровая и солнечная. Пожалуйста, обратитесь к фотогалерее с таблицей технических характеристик, RV, доступный в размерах от 8 до 4/0. проводка аккумуляторного блока, изоляционная оболочка из EPDM, устойчивая к растворителям, кабель WindyNation Power-Flex полностью отожжен из чистой меди. напряжение, Номинальное напряжение до 600 В, Солнечная энергия: Кабель — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.
Solar RV Car 1/0 Gauge 1/0 AWG 30 футов Красная сварочная батарея Чистая медь Гибкий кабельный инвертор, красная сварочная батарея Чистая медная гибкая кабельная проводка Инвертор Солнечная RV Car 1/0 калибра 1/0 AWG 30 футов, инвертор кабельного провода Автомобиль Solar RV 1/0 Gauge 1/0 AWG 30 Feet Red Welding Battery Pure Copper Flexible.
Проволока какого размера для удлинителей сварочных аппаратов? 120 В / 240 В
Отсоединение удлинителя от большинства электроприборов — это то, что вы обычно делаете, когда вилка находится слишком далеко.
Но не так быстро, если использовать удлинитель со сварочным аппаратом. Сварщики потребляют большой ток.
Используйте шнур из тонкой проволоки, и вы рискуете возгорать, сработать автоматические выключатели, повредить сварочный аппарат и даже повредить провода, автоматические выключатели и розетку, в которой подается ток.
Независимо от того, собираете ли вы удлинитель для сварочного аппарата или покупаете его, для работы с нагрузкой необходимо использовать проволоку подходящего размера.
Размер удлинителя сварочного аппарата
Размер или калибр необходимой проволоки напрямую зависит от напряжения и силы тока, используемых вашим сварщиком, а также от длины удлинительного шнура.
Это настолько важно, что существуют провода минимального размера, предписанные строительными нормами и правилами и всевозможными противоречащими друг другу руководящими принципами.
Чтобы упростить процесс, я создал приведенную ниже таблицу в качестве удобного справочного материала.
Просто сравните входную силу тока и напряжение сварочного аппарата слева.
Затем сопоставьте это значение с соответствующим столбцом длины удлинительного шнура, и у вас будет сечение провода, который вам нужен.
Размеры проводов часто указываются в соответствии с размером Американского калибра проводов (AWG).
Поначалу это может сбивать с толку, но размер AWG просто означает количество раз, когда провод протягивается и растягивается.
Чем больше раз вы растягиваете проволоку, тем она тоньше.
Имейте в виду, что большое число AWG означает тонкий провод, а небольшое число AWG означает толстый провод.
Проволока минимального размера для удлинительных шнуров сварочного аппарата
Ниже приведена таблица минимального сечения проволоки (AWG), которая вам нужна в зависимости от силы тока и напряжения вашего сварщика. Он рассчитан на температуру не менее 60 ° C и падение напряжения 3%.
| Источник питания | Длина удлинителя | ||||
|---|---|---|---|---|---|
| Сила тока | Напряжение | 25 футов | 50 футов | 75 футов | 100 футов |
| 15A | 120 В | 12 AWG | 12 AWG | 10 AWG | 8 AWG |
| 20A | 120 В | 10 AWG | 10 AWG | 8 AWG | 8 AWG |
| 30A | 120/240 В | 8 AWG | 8 AWG | 8 AWG | 6 AWG |
| 40A | 240 В | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
| 50A | 240 В | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
Помните — это минимальные требования. Я бы обычно использовал шнур 8 AWG минимум на 120 В, чтобы устранить любые проблемы. Для сварочного аппарата на 240 В. следует использовать провод 6 AWG.
Я бы обычно использовал шнур 8 AWG минимум на 120 В, чтобы устранить любые проблемы. Для сварочного аппарата на 240 В. следует использовать провод 6 AWG.
Допущения для таблиц размеров
В приведенной выше таблице предполагается максимальное падение напряжения 3% и номинальный ток провода 60 ° C.
В целях безопасности был указан провод следующего по величине диаметра, если номинальная мощность близка или равна максимальной. Кроме того, если ваш провод рассчитан на более высокие температуры, ток, который он может пропускать, может быть выше.
Эти расчеты предполагают, что удлинитель будет питать только сварщика.Если вы попытаетесь добавить что-нибудь еще к этому шнуру питания, приведенная выше таблица не применима.
Все рекомендуемые калибры предназначены только для медных проводов.
При оценке номинальной температуры провода я постарался предусмотреть некоторую свободу действий в целях безопасности.
Оболочка на проводе для сервисных приложений более толстая для защиты кабеля. Таким образом, он также лучше других проводов удерживает тепло.
Таким образом, он также лучше других проводов удерживает тепло.
И последнее, но не менее важное: вы можете использовать более толстый провод (меньший калибр AWG), чем рекомендуется, но никогда не используйте провод большего калибра AWG.
Предполагается, что вы понимаете, что приведенные в таблице рекомендации являются минимальной толщиной проволоки.
Готовый удлинитель и собственный удлинитель для сварщика
Готовые шнуры
Самый простой способ получить удлинитель для сварщика — это купить готовое изделие.
Вам просто нужно найти шнур, который выдержит нагрузку сварщика с подходящими вилками. Но будьте осторожны с заявленной допустимой допустимой нагрузкой и обязательно приобретите маслостойкий удлинитель.
Например, этот сверхмощный 25-футовый удлинитель использует провод 8-го калибра и может выдерживать нагрузку 50 ампер, что позволяет легко справиться со сварочным аппаратом на 120 В без каких-либо проблем.
Существуют шнуры многих других длин. В этом 50-футовом шнуре используется провод 8-го калибра, и он может безопасно выдерживать ток 30 А при напряжении питания 120 или 240 В.
В этом 50-футовом шнуре используется провод 8-го калибра, и он может безопасно выдерживать ток 30 А при напряжении питания 120 или 240 В.
Если вы хотите использовать сварочный аппарат 240 В на более высоком токе, вам понадобится 5-футовый шнур с проводом 6 калибра для работы с ним.
Если вам нужен более длинный шнур, этот 75-футовый кабель с проводом 8-го калибра выдерживает 40 ампер при 240 В без больших падений напряжения или перегрева.
Вы даже можете найти более длинные и надежные удлинители, такие как этот 100-футовый удлинитель, сделанный из провода калибра 6, который передает ток 50 ампер при 240 В. Он дорогой и очень тяжелый, но чем больше усилителей вы используете и чем длиннее удлинитель, тем выше цена.
Однако, если вы хотите сэкономить или не можете найти идеальный удлинитель для ваших нужд, у вас есть другой вариант — построить свой собственный.
Изготовление собственного шнура
Сделать удлинитель самостоятельно несложно.
Найти нужный провод и штекер довольно легко. Кроме того, собрать их вместе — это то, на что большинство сварщиков более чем способны.
Определение размера провода — одна из самых сложных задач, так что думайте наперед.
Если вы планируете добавить сварщика побольше, возможно, вы захотите сделать удлинитель достаточно прочным, чтобы выдержать будущую нагрузку. Вы можете увеличить размер удлинительного провода, но никогда не меньше необходимого калибра.
Есть некоторые правила, которые можно и нельзя…
- Первое может быть очевидным, но используйте как можно более короткий удлинитель.Чем длиннее он становится, тем выше падение напряжения и выделяется тепло.
- Используйте провод SOOW. Кабель с этим номиналом используется для тяжелых промышленных применений, где требуются гибкость и долговечность.
(Обозначение SOOW означает, что провод представляет собой сетевой шнур с номинальным напряжением 600 вольт, а внешняя оболочка и внутренняя изоляция провода являются маслостойкими. Буква W на конце обозначает водо- и атмосферостойкость.) - Никогда не используйте Romex. Это сплошная одножильная проволока, которую не следует часто наматывать.Постоянные сгибания и манипуляции с проводом приводят к поломке провода, что создает для вас опасность поражения электрическим током и / или возгорания. Кроме того, покрытие недостаточно прочное, чтобы выдерживать неправильное обращение в магазине и брызги.
- Наконец, всегда собирайте и устанавливайте заземленный кабель и розетку. Никогда и никогда не используйте незаземленный кабель или розетку.
 Буква W на конце обозначает водо- и атмосферостойкость.)
Буква W на конце обозначает водо- и атмосферостойкость.)Калибр провода и сила тока — почему они имеют значение
Короче говоря, провод в удлинителе сварочного аппарата должен быть достаточно толстым, чтобы выдерживать нагрузку, не вызывая большого падения напряжения.
Национальный электротехнический кодекс определяет падение напряжения не более 5% для любого «ответвления» в электрической цепи.
Некоторые производители проволоки рекомендуют падение не более чем на 3%.
Включает удлинители «ответвления». Вы можете найти в Интернете калькуляторы падения напряжения, которые сделают расчет за вас.
Чтобы рассчитать падение напряжения с помощью подключенного калькулятора, обязательно используйте входные электрические параметры сварочного аппарата, а не выходной ток и напряжение.Для «параллелей» просто введите 1, если только вы не будете использовать более одного кабеля для подачи сока к сварочному аппарату (что было бы очень необычно).
Удлинитель также должен выдерживать силу тока, необходимую сварщику, не нагревая его выше допустимой температуры для проволоки. В приведенной выше таблице я предположил, что для большинства проводов безопасным является предел 60 ° C на нижнем конце провода. Но некоторые провода рассчитаны на более высокие температуры.
Вы можете самостоятельно обратиться к таблицам допустимой токовой нагрузки, чтобы определить размер провода, чтобы рабочая температура не превышала номинальное тепловое значение. Как и в случае с калькулятором напряжения, при использовании таблицы токовой нагрузки убедитесь, что вы используете входной ток, а не выходной ток сварщика.
Как и в случае с калькулятором напряжения, при использовании таблицы токовой нагрузки убедитесь, что вы используете входной ток, а не выходной ток сварщика.
Таким образом, калибр провода напрямую связан со способностью провода выдерживать ток без перегрева при падении напряжения 3% или менее. Это означает, что ваш автоматический выключатель не сработает каждые 10 минут, и ваш сварщик сможет безопасно работать на полную мощность.
Используйте проволоку слишком большого сечения (т. Е. Слишком тонкую), и это, скорее всего, вызовет только раздражение и может даже привести к катастрофе в вашем магазине.
Завершение
Независимо от того, используете ли вы предварительно купленный удлинитель для сварочного аппарата или создаете собственный, вам нужен провод правильного калибра. Это защитит вас и предотвратит повреждение вашего оборудования и магазина.
Необходимый калибр проволоки лучше всего определяется напряжением и силой тока, потребляемой сварщиком (т. Е. Входной мощностью), а также длиной удлинительного шнура.
Есть много способов определить необходимый сечение провода, в том числе задать вопрос на онлайн-форумах. Но таблицу в этой статье можно использовать в качестве краткого справочника, если вы нервничаете при выполнении расчетов или не хотите углубляться в широкий спектр советов на форуме.
MF Инверторный сварочный аппарат MF-15K — HWASHI Technology Оборудование для контактной сварки и сервис поставки сварочных роботов
Приварите угловую гайку | Сварка касанием чугунных отливок | Точечная сварка наконечника полюса аккумуляторной батареи | Т-образная сварная рама |
0
Передняя вилка велосипеда — сварка касанием
Приварка косынки замка двери
Точечная сварка сетчатой трубки
| точечная сварка плиты горячей горки | Контактная сварка корпуса двигателя | Контактная сварка листового металла из нержавеющей стали | Шарнирная сварка касанием |
Испытание на отрыв при сварке прикосновением вала муфты стиральной машины | Испытание на растяжение для точечной сварки листа из низкоуглеродистой стали | Испытание на сквозное приваривание для торцевой крышки гайка автомобильного резервуара для хранения газа | Контактная сварка — сквозное испытание для корпуса распределительной коробки |
| Lei Shi | Midea | SUPOR | DELIXI | ||
| Люди электрические | EVE | CHINT | HUYU |
| JIULONG | DAJAN | CHANAN | |||
 Затем прямоугольный сигнал средней частоты 1000 Гц подключается к первичной обмотке сварочного трансформатора, и сварочный трансформатор делает его с более низким напряжением и выпрямляет его, чтобы он стал электродом питания постоянного тока с небольшой пульсацией электродов для сварки детали. Инвертор может регулировать продолжительность включения IGBT путем обратной связи по первичному или вторичному сварочному току, чтобы добиться эффекта постоянного тока в процессе сварки.
Затем прямоугольный сигнал средней частоты 1000 Гц подключается к первичной обмотке сварочного трансформатора, и сварочный трансформатор делает его с более низким напряжением и выпрямляет его, чтобы он стал электродом питания постоянного тока с небольшой пульсацией электродов для сварки детали. Инвертор может регулировать продолжительность включения IGBT путем обратной связи по первичному или вторичному сварочному току, чтобы добиться эффекта постоянного тока в процессе сварки.
 Вы можете обратить на нас внимание, если вас интересует заводская цена аппарата для точечной сварки постоянного тока.
Вы можете обратить на нас внимание, если вас интересует заводская цена аппарата для точечной сварки постоянного тока. 3 электрических импульса можно настроить отдельно и комбинировать отдельно или свободно;
3 электрических импульса можно настроить отдельно и комбинировать отдельно или свободно;  д.
д. Вы быстро узнаете, какой размер проволоки может выдержать нагрузку для вашего сварщика — при нужной длине удлинительного шнура.
Вы быстро узнаете, какой размер проволоки может выдержать нагрузку для вашего сварщика — при нужной длине удлинительного шнура.| Входной источник питания | Длина удлинителя | ||||
|---|---|---|---|---|---|
| Сила тока | Напряжение | 25 футов | 50 футов | 75 футов | 100 футов |
| 15A | 120V | 12 AWG | 12 AWG | 10 AWG | 8 AWG |
| 20A | 120V | 10 AWG | 10 AWG | 8 AWG | 8 AWG |
| 30A | 120/240 В | 8 AWG | 8 AWG | 8 AWG | 6 AWG |
| 40A | 240V | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
| 50A | 240 В | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
Допущения к размеру Длина удлинительного шнура сварщика
Для расчета максимального падения напряжения 3% при однофазном питании 120/240 В я использовал коэффициент мощности 1 при температуре окружающей среды 78-86 ℉.
Калькуляторы базового напряжения не учитывают уникальные особенности и свойства удлинителей. Для получения точных результатов нам необходимо внести дополнительные корректировки.
Поскольку в большинстве готовых шнуров используются медные проводники с изоляцией 60 ℃, я использовал это в расчетах.
С толстым защитным покрытием сверхпрочные удлинители нагревают больше, чем обычные кабелепроводы, поэтому я учел это. максимальный ток без превышения его температурного рейтинга.
Источники: NFPA 70, Национальный электротехнический кодекс, таблица 310.15 (B) (16-17), NEC Глава 9, таблица 9
Опции удлинительного шнура для сварщика
При небольшой осторожности удлинительный шнур для тяжелых условий эксплуатации может прослужить десятилетия.
Хотя в приведенной выше таблице указан провод минимального диаметра, который следует использовать для силы тока и расстояния, вы можете использовать более тяжелый шнур. Вы получите меньшее падение напряжения и сможете модернизировать сварочный аппарат, не покупая еще один шнур.
Готовые удлинители
Для сварщиков на 120 В этот шнур 10 калибра выдерживает ток 20 А на расстоянии до 50 футов.
А вот и качественный удлинитель длиной 25 футов для небольших сварочных аппаратов на 240 В.
Обе оболочки кабеля с кодом «W» подходят для использования вне помещений. Но буква «Т» на их куртках означает покрытие из термопласта (ПВХ). Несмотря на то, что покрытие из ПВХ является прочным, оно теряет гибкость при низких температурах и разрушается при высоких температурах.
Готовые сверхпрочные Шнуры 6-го калибра найти сложно. Но у владельцев сварщиков на 40-50 А есть другой выход.
Сделайте удлинитель с проволокой, размер которой соответствует вашим спецификациям
Используйте кабель и соединители SOOW, чтобы сделать действительно сверхмощный сварочный удлинитель. Вы можете получить его не только из провода 6-го калибра с изоляцией 90 ℃, но и в оболочке из термореактивной резины премиум-класса.
Вы увидите этот шнур на верхней части линейки электроинструментов. Он прочный, атмосферостойкий и маслостойкий (как оболочка, так и внутренние провода).
Что мне нравится, так это то, насколько легко обращаться с этим шнуром.Даже при минусовых температурах этот шнур не становится жестким, и не требует набора, а всегда лежит ровно на полу.
Зачем нужны значения калибра проволоки и силы тока
Сварщики должны преобразовывать входную мощность с малым током в выходную мощность с большим током, необходимую для сварки. Типичному сварочному аппарату MIG на 110 В требуется 20 ампер входной мощности для выработки пиковой выходной мощности 140 ампер. Это 7-кратное увеличение силы тока и показывает, почему сварщикам нужно каждое имеющееся напряжение.
Существует прямая зависимость между длиной кабеля, силой тока и калибром проводов.
Провод большего сечения (диаметра) пропускает ток на большие расстояния без потери напряжения и нагрева. Удлинитель правильного размера позволяет вашему сварочному аппарату правильно работать без отключения выключателей .
Удлинитель правильного размера позволяет вашему сварочному аппарату правильно работать без отключения выключателей .
Несколько полезных советов по успешному использованию удлинителя
Сделайте:
- Определите, какой ток потребляет ваш сварщик
- Подберите автоматический выключатель к сварочному аппарату
- Используйте строительную проволоку и розетку, рассчитанную на предохранитель, который ее защищает
- Установите удлинительный провод сечением в соответствии с требуемой длиной и потребляемым током (или больше, но не меньше, чем у прерывателя)
- Делайте удлинитель как можно короче, с практичным сечением самого большого сечения
- Разверните удлинители, чтобы предотвратить накопление тепла
Запрещается:
- Используйте Romex или другой сплошной провод в качестве переносного удлинителя
- Повторяющееся наматывание / разматывание повредит сплошной провод
- Покрытие недостаточно прочное и легко может быть повреждено брызгами
- Используйте шнур с меньшим номинальным током (для его длины), чем у сварочного аппарата или цепи
- Во время использования держите удлинительные шнуры свернутыми
- U установите любой шнур без заземляющей вилки
- Запустите более одного сильноточного инструмента на шнуре или цепи одновременно
- Используйте длинный удлинительный кабель, если имеется более короткий
Общая картина
Наши Диаграмма показывает, какой размер проволоки нужен вашему сварочному аппарату, с указанием расстояния между удлинителями. Следуйте рекомендациям, чтобы убедиться, что ваш сварщик работает безопасно и эффективно, без прерываний из-за срабатывания выключателей.
Следуйте рекомендациям, чтобы убедиться, что ваш сварщик работает безопасно и эффективно, без прерываний из-за срабатывания выключателей.
Хороший шнур 10 калибра защищает сварщиков с напряжением 120 В до 50 футов. Используйте кабель SOOW для изготовления собственного шнура для больших сварщиков и для длинных участков.
Помните, хороший удлинитель может прослужить много лет — избегайте дешевых и легких вещей!
T. J. Оборудование для противоскользящей сварки, расходные материалы и обслуживание
Серия DC Tech снята с производства и больше не доступна. Свяжитесь с представителем сервисной службы, чтобы обсудить лучшие варианты.
Однако мы с гордостью можем предложить некоторые другие наши продукты (Adobe Acrobat Format 444K) в качестве замены. Пожалуйста, позвоните нашим опытным сотрудникам в любое время. Наш опыт будет работать на вас, чтобы найти правильное решение — достаточно одного телефонного звонка.
Инверторная сварка обеспечивает производительность и окупаемость
Предоставлено Миячи
С ростом требований к качеству и производству контактная сварка на постоянном токе с инвертором предлагает преимущества, недоступные традиционной сварке на переменном токе. В самом широком смысле инверторная сварка обеспечивает большую гибкость, чем обычная сварка переменным током. Практически любое приложение, которое может быть выполнено с помощью контроля сварки на переменном токе, может быть выполнено с помощью инверторной технологии.
В самом широком смысле инверторная сварка обеспечивает большую гибкость, чем обычная сварка переменным током. Практически любое приложение, которое может быть выполнено с помощью контроля сварки на переменном токе, может быть выполнено с помощью инверторной технологии.
Многие отказы при сварке сопротивлением могут быть связаны с непостоянством вторичного сварочного тока. Адаптивные системы обратной связи, используемые в инверторной технологии, используют широтно-импульсную модуляцию для непрерывного контроля и регулировки сварочного тока по всему сварному шву, компенсации неравномерного сопротивления детали, изношенных электродов и колебаний источника питания, что приводит к чрезвычайно равномерной подаче сварочного тока на протяжении каждого сварного шва.Полученные преимущества включают более короткое время сварки, более низкие токи и силы, более высокую скорость и производительность, более длительный срок службы электрода, меньшее количество брызг при сварке и меньшую деформацию поверхности детали.
Эффективная подача сварочного тока повышает качество
При контактной сварке сварное соединение (или самородок) образуется, когда сварочный ток течет через детали, сталкиваясь с различными электрическими сопротивлениями и выделяя тепло. По определению, переменный ток управляет включением и выключением сварочного тока дважды за цикл.«Циклическое воздействие» переменного тока может вызвать охрупчивание и неравномерное образование самородков, что ухудшит качество и прочность сварного шва. Напротив, инверторные системы подают ток без циклического включения, таким образом, непрерывно нагревая сварные детали. Время сварки можно регулировать с шагом в одну миллисекунду. Такой точный контроль позволяет инверторным сварщикам использовать более короткое время сварки и контролировать, как ток может подаваться на детали, «формируя» текущую форму сварного шва. Более низкий сварочный ток и меньшее усилие (по сравнению с контролем сварки на переменном токе) и могут использоваться для достижения желаемого расплавленного состояния сварных деталей для оптимального образования самородков.
Твердосвариваемые материалы
Инверторыпозволяют успешно сваривать широкий спектр материалов. Более мягкие металлы, особенно те, которые обладают высокой электрической и теплопроводностью, являются хорошими кандидатами для инверторной контактной сварки. Более высокая электропроводность означает, что необходимо использовать более высокие сварочные токи. Высокая теплопроводность требует, чтобы сварочный ток подавался быстро, чтобы минимизировать зону термического влияния. Оцинкованная оцинкованная сталь также попадает в эту категорию.
Сильноточный выход — малый трансформаторный блок
Компактное инверторное оборудование включает в себя небольшие легкие сварочные трансформаторы для использования в ручной, автоматизированной и роботизированной (трансгенераторной) конфигурациях. При контактной сварке на переменном токе для более высоких выходных токов обычно требуются трансформаторы очень больших размеров. Физический размер и вес сварочного трансформатора переменного тока особенно важны в конфигурациях с трансформатором, часто ограничивая доступный выходной ток. Инверторные трансформаторы часто на 50% меньше, легче и обеспечивают более высокий выходной ток, чем обычные трансформаторы переменного тока.
Инверторные трансформаторы часто на 50% меньше, легче и обеспечивают более высокий выходной ток, чем обычные трансформаторы переменного тока.
Инверторные реальности
Повышение производительности инвертора может привести к увеличению производительности с меньшими потерями времени на техническое обслуживание и замену электродов. По словам многих производителей, резко сократилось количество отказов сварных швов, брака деталей и дорогостоящих ремонтных работ. Более короткое время сварки, более низкие сварочные токи и сбалансированная линейная нагрузка уменьшают потребность в первичном токе, снижая потребление электроэнергии и расходы. Адаптивные режимы управления с обратной связью и миллисекундное программирование делают возможным точный контроль над процессом контактной сварки.Сварка с инвертором постоянным током позволяет расширить технологический диапазон, чтобы избежать отклонений в деталях и изменений производства. Это увеличенное технологическое окно — одна из основных причин того, что инверторная сварка удовлетворяет сегодняшние потребности в более высоком качестве и обеспечивает такую привлекательную рентабельность инвестиций.
постоянного тока имеют большие преимущества в некоторых приложениях для контактной сварки. Предлагаемая мощностью до 325 кВА, инверторная технология постоянного тока способна обеспечить превосходное качество сварки за счет использования более низких сварочных токов, более короткого времени сварки и меньших усилий при сварке по сравнению с традиционными средствами управления переменным током.Благодаря использованию высокоскоростного управления, контролирующего несколько функций сварки с использованием адаптивной обратной связи, пользователь может регулировать процесс сварки.
Превосходный контроль над током и выделением тепла приводит к снижению энергопотребления и увеличению срока службы электродов, а также к повышению качества сварки, повышению эффективности производства и снижению затрат.
Управление с обратной связью по замкнутому контуру
Система обратной связи с обратной связью означает, что система управления получает входные данные о том, как продвигается этот конкретный сварной шов, и регулируется для поддержания сварного шва в соответствии с введенными спецификациями.