Почему сварка проводов – лучший способ соединения проводников?
Как гласят Правила Устройства Электроустановок (пункт 2. 1.21 ПУЭ) для соединения, ответвлений и оконцеваний жил проводов, а также кабелей в соответствии с инструкциями должны использоваться такие способы, как опрессовка, сварка, пайка или сжимы (винтовые, болтовые и т.д.)
Существует немало способов соединения проводов для особо ленивых, но самым долговечным, прочным и оптимальным в плане проводимости контакта – это сварка проводов. Только соединение проводов сваркой способно обеспечить монолитное соединение «на века», которое не требует дополнительного обслуживания на протяжении всего срока эксплуатации.
Давайте сравним, чем же другие способы соединения проводом уступают сварке.
- Пайка
Пайка способна со временем разрушаться, так как в этом случае всегда присутствует третий металл (припой) на границе сплавов, который отличается большей легкоплавкостью, рыхлостью.
- Обжимы и клеммники
Данный способ уступает по всем параметрам сварке скруток проводов. И это неудивительно. Ведь в качестве основного материала для проводников используется медь. Это неупругий металл, отличающийся пластичностью. Медь обычно «вытекает» из-под нагрузки, не спасут в этом случае даже гровер-шайбы.
Если даже использовать глубоко подпружиненные самозажимные клеммники, то площадь контактирующей поверхности при этом остается все равно довольно небольшой. В случае больших токов пружины нагреваются и теряют свою упругость. - Скрутка
Данный способ соединения проводов запрещен, так как отсутствует в ПУЭ. Его можно использовать только в качестве временного соединения перед тем, как сделать сварку проводов. - Опрессовка
В результате опрессовки получается неразборное соединение, которое по своему качеству ненамного уступает сварке, но при этом по своей стоимости значительно ее превосходит. Качественный инструмент и расходные материалы для опрессовки отличаются очень высокой стоимостью, так что сэкономить деньги на данном способе не получится точно.


Ну а чем же тогда соединение проводов сваркой лучше остальных способов?
Во-первых, после сварки не остается как такового понятия «контакт». Это связано с тем, что в результате сварки проводов получается абсолютно монолитное соединение, то есть ток проходит через монолитный однотипный металл – никаких границ проводников не остается. В результате чего сопротивление данного соединения становится минимальным, а значит, тепло практически не выделяется.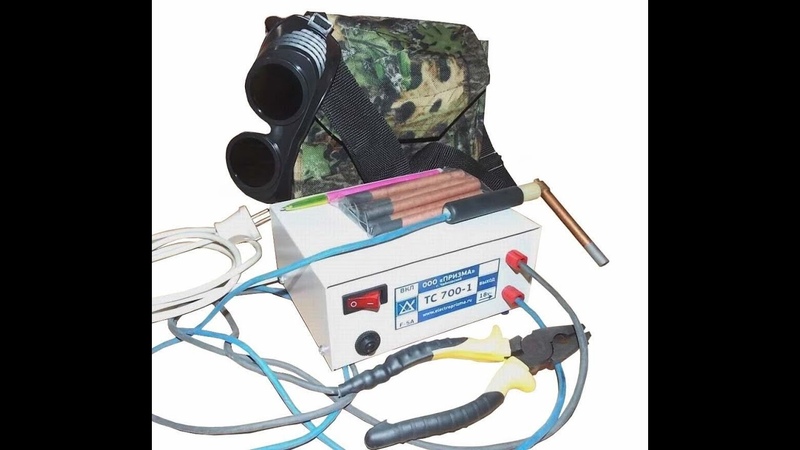
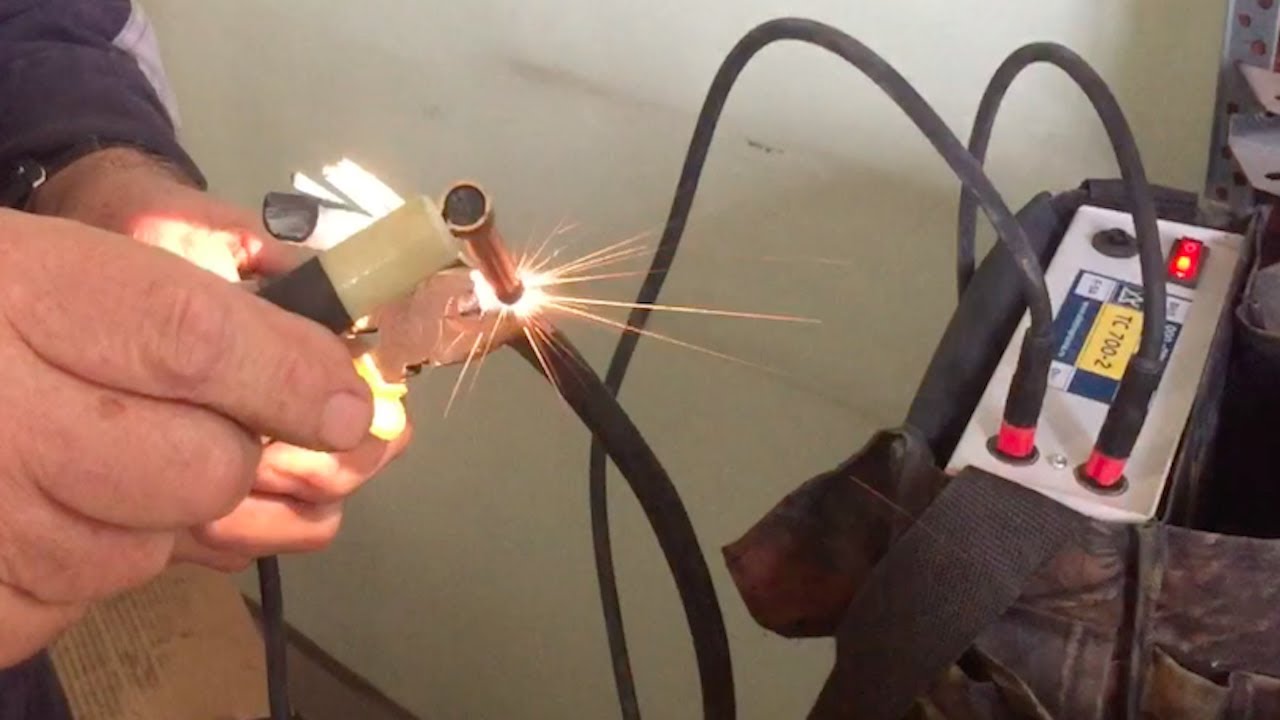
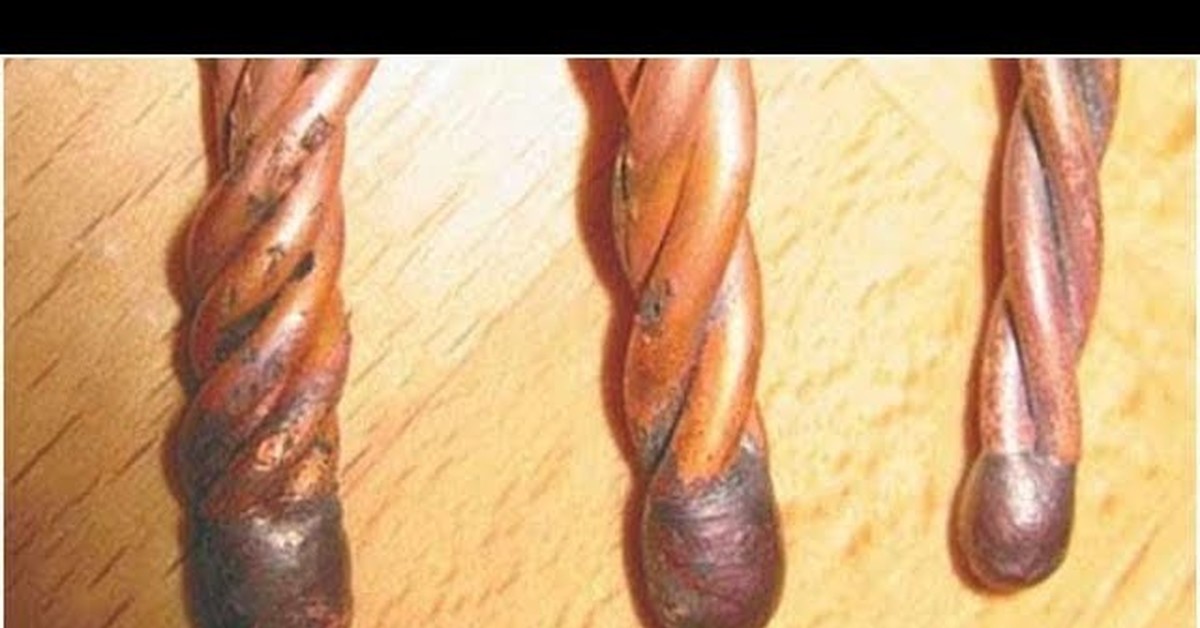
Во-вторых, отсутствует большая ослепительная дуга, если сварка проводится на переменном токе и тем более при пониженном напряжении. Нет глубинного прогрева всей скрутки, так как пассатижи удерживаются на расстоянии 6 -10мм. от конца скрутки, что позволяет отводить излишнее тепло и соответственно сильного окисления самой скрутки и нет большого разбрызгивания металла. Это связано с тем, что сварка скруток осуществляется по торцам предварительно скрученных и подрезанных проводников при помощи угольного электрода и аппаратов переменного тока, мощность которых порой достигает 700 Вт. Токи сварки скруток в этом случае меньше, чем при сварке сталей, так как температура плавления меди или алюминия ниже, соответственно, дуга и разбрызгивание металла уменьшены значительно. Все это не говорит о том, что не нужно использовать средства защиты, такие как защитные очки, жаростойкие подкладки и т.
В-третьих, чтобы предотвратить процесс сильного окисления при сварке алюминиевых проводников используется специальный флюс «ВАМИ» нанесенный на конец скрутки в виде густой кашицы (с водой). Для меди иногда используется обычная бура. Проще всего, в процессе сварки проводов, скрутку опускают в ямку с флюсом, сделанную в электроде углеграфитовом или угле. При достаточном опыте вы сможете сварить скрутку при помощи угольного электрода прямо «на весу». После того, как скрутка остынет, нужно удалить остатки флюса с поверхности, покрыть соединение цапон-лаком, заизолировать при помощи любой изоленты или специального колпачка — такое соединение даже можно назвать «вечным».
Сварка медных проводов чаще осуществляется при помощи специальных трансформаторов для сварки скрученных проводов. Это очень простой и доступный вариант соединения проводников, который позволит не только сохранить ваше время, деньги и силы, но и создать максимально прочное соединение «на века» и удовлетворяющее всем нормативным требованиям.
Это очень простой и доступный вариант соединения проводников, который позволит не только сохранить ваше время, деньги и силы, но и создать максимально прочное соединение «на века» и удовлетворяющее всем нормативным требованиям.
У нас на сайте есть видео о сварке проводов, в котором вы можете подробно увидеть весь процесс и понять, как делается сварка проводов угольным электродом при помощи нашего специализированного аппарата.
Рекомендуем прочитать
Сварка медных проводов, Описание процесса сварки
Соединения проводов в петлях выполняют, как правило, сваркой, используя термитные патроны. Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Приспособления Центральной высоковольтной лаборатории Мосэнерго изготавливают двух размеров. Если говорить о конструкции, то оба типа являются одинаковыми и отличаются лишь весом и размерами.
Термитные патроны представляют собой массу из термитов, которая спрессована на стальной кокиль. У патронов, предназначенных для сварки алюминиевых и сталеалюминевых проводов, имеется разъемный кокиль из стали с вкладышем из алюминия. Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Перед тем, как провести термитную сварку, концы проводов в обязательном порядке обезвреживают после зачистки от торцевания и грязи. Торцевание проводят при помощи монтажных ножниц, предназначенных для резки проводов. После проведения обезвреживания в растворителе, будь то бензин или какой — нибудь другой, концам проводов необходимо дать возможность просохнуть, затем вставить их в термитный патрон во вкладыш до упора.
После проведения обезвреживания в растворителе, будь то бензин или какой — нибудь другой, концам проводов необходимо дать возможность просохнуть, затем вставить их в термитный патрон во вкладыш до упора.
Перед использованием термитный патрон обязательно нужно проверить. Термитные патроны, предназначенные для сварки сталеалюминевых и алюминиевых проводов, подготовленные для того, чтобы просверлить в них вертикальное отверстие на всю глубину, вплоть до алюминиевого вкладыша. При сверлении патронов будьте осторожны, так как возможно растрескивание термитной массы. На концах кокиль необходимо зачистить от заусенцев. На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
Сварка медных проводов
Какие преимущества и недостатки сварки существуют?
Любому опытному электрику известно то, что более качественного контакта проводов можно добиться с помощью сварки. В процессе сваривания проводов за счет вовсе отсутствующего нагрева проводников и мест их соединений, пожаробезопасность будет обеспечена.
Как и во всех ситуациях, и в случае со сваркой есть недостатки. К примеру, если вы используете клемм, то для того, чтобы создать соединение вам будет достаточно ручного инструмента электрика. Однако при сваривании жил возникнет необходимость в специальном сварочном оборудовании — инверторе либо трансформаторе. К недостаткам относится также и неразъемность соединения, которая в некоторых случаях может ограничить возможность использования сварки, как наиболее выгодного способа соединения проводов.
Описание процесса сварки медных проводов.
Изучение этого процесса много времени у вас не займет, так как процесс является достаточно простым. Для начала снимаете изоляцию с концов всех жил, которые необходимо соединить , затем сделайте скрутку. Рекомендованная длина должна быть не менее 5 сантиметров, в связи с этим изоляцию снимать нужно с концов жил на длину 6- 8 сантиметров.
Затем жилы, которые получились в результате скрутки, выровняете по длине, срезав немного концы скрутки режущим элементом вроде кусачки. Жилы, которые вы скрутили, готовы к сварке. В том месте, где был срез и нужно произвести сварку.
Сварочными электродами обычно выступают угольные стержни. Готовым решением могут стать омедненные графитовые электроды, которые имеются в продаже, к вашему сведению, не только в магазинах оборудования для сварки. Если такого электрода под рукой не оказалось, то можно использовать графитовый стержень от какой — нибудь старой батарейки или же щетку от коллекторного двигателя. Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Процесс сварки медных проводов
Для процесса сварки необходимо поднести электрод к концу скрутки жил. Под действием зажженной дуги должны сплавиться концы жил, что и станет поводом для их соединения. 
Оптимальным временем для сварки при достаточно верном выборе сварочного тока от 1 до 2 секунд. Для создания качественного соединения меньше 1- 2 секунд может не хватить. Но и больше двух секунд не стоит сваривать, так как при большой длительности горения дуги может произойти сильный нагрев проводов, что может привести к повреждению их изоляции. Она может просто напросто расплавиться.
Выбирая величину сварочного тока, необходимо учесть то, какой по толщине является скрутка. Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Поэтому для каждого случая значение сварочного тока подбирается строго индивидуально.
Воспользуйтесь помощью профессионала, если вы плохо в этом разбираетесь, поскольку ваши эксперименты с выбором тока могут принести либо к прилипанию электродов, либо повреждению их изоляции.
Наверняка, многие из вас осведомлены о том, насколько опасными могут быть последствия воздействия дуговой сварки, но, думаю, будет не излишне напомнить о том, что есть существенная необходимость в средствах защиты, таких как сварочная маска или защитные перчатки.
Похожие статьиАппараты для сварки скруток
Аппараты для сварки скруток медных проводовСварка скруток медных проводов
Важна ли сварка проводов?
Скрутка является очень распространенным видов соединения медных проводов и достаточно надежным. Сварка сильно улучшает качество скрутки, повышая ее надежность и долговечность. Отзывы электриков-профессионалов и тесты электролабораторий говорят о том, что сварка скрутки — это гарантированно отличный контакт провода, не подверженный окислению и не требующий ревизий распаячных коробок с подтяжкой контактов. В современном электромонтаже с использованием дорогих комплектующих электропроводки это очень важно. Ведь электрика — это и наука о контактах.Сначала рассмотрим варианты электроаппаратов для сварки скруток.
Разновидности сварочных аппаратов
Выделяются три основные группы сварочных аппаратов, которыми пользуются электрики (и не только) для соединения проводов в современном электромонтаже:
- узкопрофильные сварочные аппараты для сварки скруток медных проводов, такие как ТС-700 и его аналоги российского и импортного производства;
- инверторные сварочные аппараты общего назначения;
- сварочные аппараты собственного производства из понижающих трансформаторов.
Описание этих типов сварочных аппаратов, их особенности
Сварочные аппараты для сварки спайки медных электропроводов.
Сварочные аппараты заводского изготовления для электросварки медных скруток приспособлены только для электромонтажа проводов. Работать со скрутками ими очень просто. Корпус аппарата компактный, с ремнем для переноски. Клавиша включения/выключения, питающий провод, провод массы с зажимом или фиксатором и провод держателя для электрода. Для них используются специальные угольные электроды для сварки медных проводов. Такими аппаратами можно сваривать как жесткие, так и многожильные медные провода.
Для них используются специальные угольные электроды для сварки медных проводов. Такими аппаратами можно сваривать как жесткие, так и многожильные медные провода.
Инверторные сварочные аппараты
Это обычные инверторные сварочные аппараты, но ими можно сваривать и медные скрутки. Такие аппараты тоже удобны в переноске. Для соединения провода массы аппарата со скруткой лучше использовать какой-либо зажим. Так же, опытным путем надо подобрать оптимальное значение сварочного тока (от 60 до 110 А). Электроды используются медноугольные. Сварочный ток лучше постоянный.
Инверторные сварочные аппаратыСамодельные сварочные аппараты проводов
Это аппараты сделанные электриками-умельцами из различного рода понижающих трансформаторов. В общих чертах — это трансформаторы мощностью от 300 Вт до 800 Вт, с напряжением на вторичной обмотке от 9 В до 36 В. Провода на массу и держатель делают из нескольких проводов, чтобы было от 15 кв. мм. Электроды в этом случае, зачастую — это угольные стержни батареек.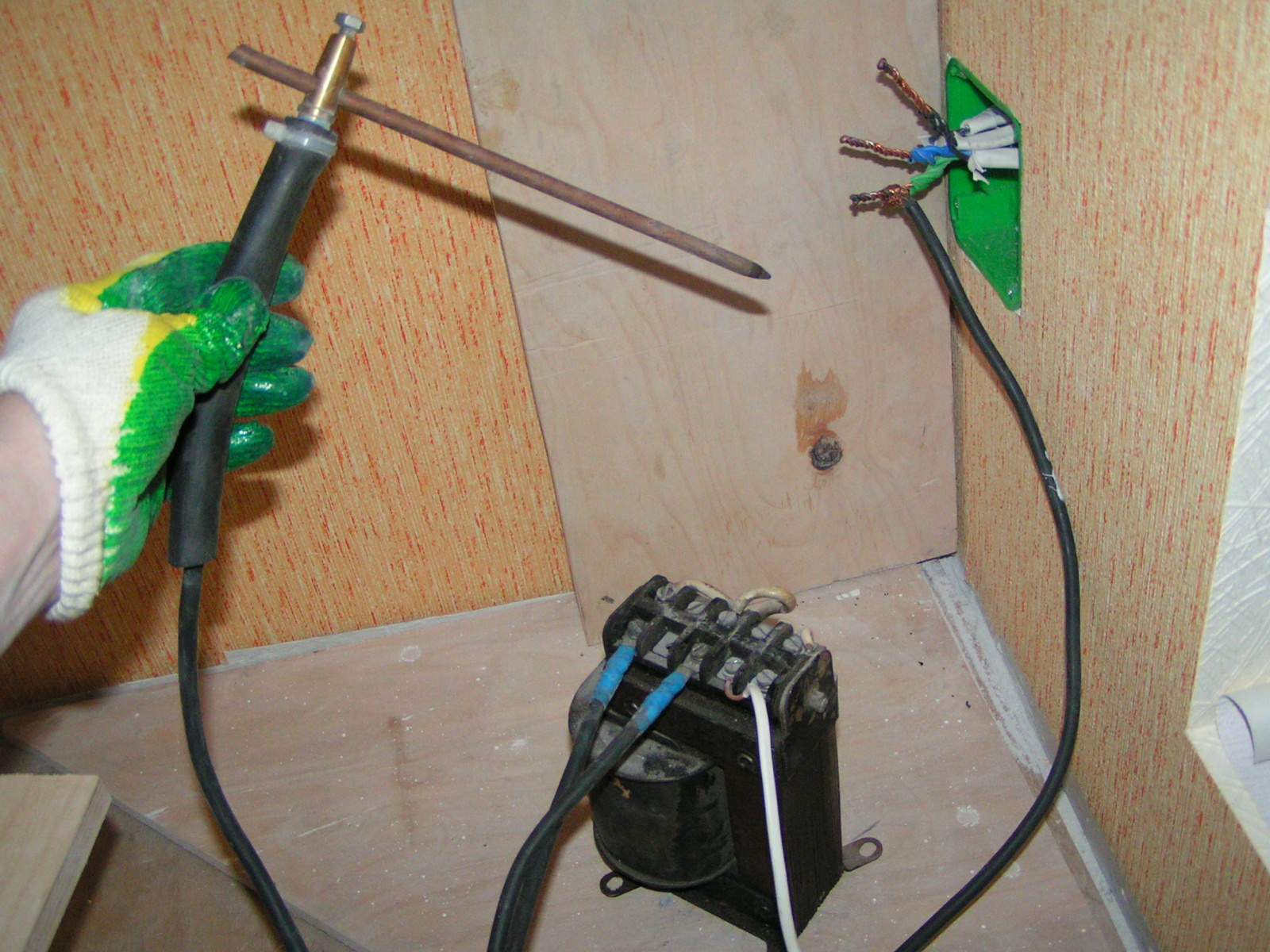
Как свариваются скрутки проводов?
- Нужно удалить изоляцию с проводов на 50-60 мм, сделать скрутку.
- Плоскогубцами или зажимами соединить скрутку с массой.
- Электродом за 1 сек. обварить конец скрутки до шарика на конце.
- Остудить и изолировать скрутку.
Кто может сваривать медные скрутки проводов?
Теоретически — кто угодно, лишь было понимание электрики и электромонтажа. И все-таки, делать сварку скрутки медных проводов лучше профессионалу-электрику. Обратить внимание нужно на то, чтобы не спалить изоляцию проводов, чтобы скрутка была не коротенькой, а капля сварки, по возможности, без раковин.
Оцените качество статьи:
Аппарат для сварки медных проводов. Какой выбрать: дуговой, электронно-лучевой, инвертор
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.
Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди. Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
Сварка скруток обеспечивает надежный контакт
Аппарат для сварки медных проводов
Параметры для сварочных работ с медью
Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В. Лучше, если сварочный аппарат имеют функцию регулировки силы тока. Сам процесс сварки занимает несколько секунд (мы сейчас не говорим о промышленной сварке). Именно за столько короткий временной промежуток можно добиться образования устойчивой капли, способной крепко соединить медные скрутки.
Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения.
| Сварочный ток | Количество проводов | Сечение проводов |
| 70 А | 2 | 1,5 мм2 |
| 80 А | 3 | 1,5 мм2 |
| 100 А | 2 | 2,5 мм2 |
| 120 А | 4 | 2,5 мм2 |
И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем.
Где применяется аппарат сварки медных проводов
Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в
- Электрических щитках,
- Электрических шкафах,
- Распределительных коробках,
- Трансформаторных подстанциях,
- На производстве,
- При ремонте и создании электронно — бытовых или научных приборов,
- В быту.

Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку.
Сварочный процесс
О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
- С проводов нужно снять верхнюю оболочку. Делать это лучше ножом или ножницами, отступив от края заготовки на пару сантиметров, минимум, и аккуратно подрезав оболочку. Затем ее нужно просто стянуть.
- Далее можно (некоторые профессионалы настаивают) сделать скрутку для не слишком объемных проводов с небольшим количеством стандартных по диаметру жил, она должна быть общей длиной сантиметра 2,5, а лучше 3.
- Непосредственно на готовое соединение одевается зажим и подключается масса сварочного аппарата.
- Выставляется сила и мощность тока, прогревается электрод.
- В течение пары секунд проводится сварка.

За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким.
По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение.
А теперь о выборе идеального аппарата.
В чью пользу сделать выбор
На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
- Либо те аппараты, где дуговая сварка,
- Возможно использование электронно-лучевой сварки.
Перед свариванием обязательна зачистка провода
Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения.
Дуга для сварочных работ
Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
- Ручную
- Полуавтоматическую
- Автоматическую.
Принцип работы аппарата
Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Инвертор
Аппарат инверторного типа считается универсальным. Потому, что
- Он легкий,
- Заботиться о натяжении дуги не нужно,
- Контролировать бесперебойное поступление газа так же.

Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа:
- Переменный ток (220 В, 50 Гц) становится постоянным.
- Постоянный ток вновь становится переменным, но с низким напряжением, высокой частотой и большой силой.
При работе нет необходимости удерживать постоянный зазор между дугой и свариваемыми деталями.
Заваривание в вакууме
Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.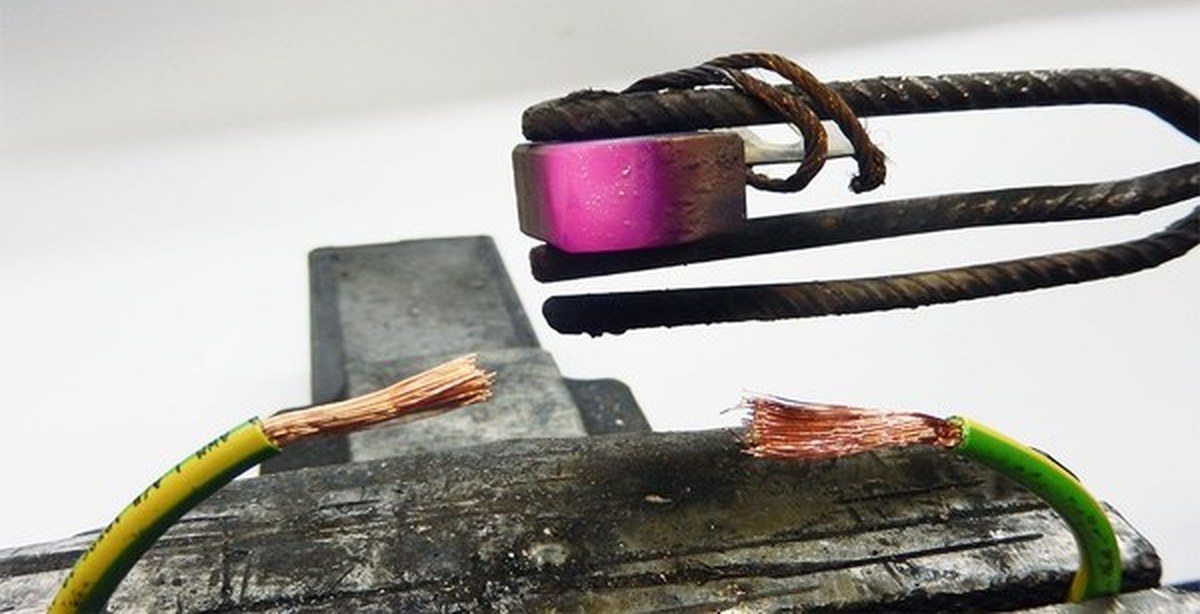 Сварка электронно-лучевым способом обеспечивает:
Сварка электронно-лучевым способом обеспечивает:
- Минимальное нагревание проводов при сварке. Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
- При малых температурах, электронно-лучевая сварка дает нужную концентрацию теплоты в изделие (в частности в провода). В отличие от других аппаратов, электронно-лучевой прибор нагреет не только поверхность детали, но и подаст тепло на достаточную для качественного шва, глубину.
- Медь, которая за короткое время была нагрета, а затем расплавлена, в вакууме не обогащается газами. У медных проводов образуется качественное соединение, которое обладает пластичными свойствами.
Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит:
- Давление потока электронов,
- Выделение теплоты,
- Реактивное давление испаряющегося металла,
- Излучение электронов.

Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы. Сварка медных проводов может быть осуществлена, практически, любым из известных сварочных аппаратов. Но качество работ могут гарантировать только те, что созданы для работы с медью, с учетом ее особенностей.
Сварка проводов медных с алюминиевыми холодная
Холодная сварка алюминиевых, медных проводов и медного провода с алюминиевым сечением от 2,5 до 10 мм может выполняться в ручных приспособлениях типа клещей. Провода 1, помещенные в разъемные зажимы 2 (фиг. 24), сдавливаются при помощи толкателей 3 значительным усилием металл, доведенный без нагрева до пластического состояния, сваривается, образуя грат 4, который легко отламывается. Как показали испытания, электрическое сопротивление места сварки не превышает сопротивления целого провода, а прочность — больше основного металла. Необходимое усилие сдавливания для алюминиевых проводов диаметром 3,5 мм составляет 800 кг, а для медных с алюминиевыми— 1700 кг. Выпуск из зажимов берется равным от 1 до
[c.37]
Как показали испытания, электрическое сопротивление места сварки не превышает сопротивления целого провода, а прочность — больше основного металла. Необходимое усилие сдавливания для алюминиевых проводов диаметром 3,5 мм составляет 800 кг, а для медных с алюминиевыми— 1700 кг. Выпуск из зажимов берется равным от 1 до
[c.37]
Машина предназначена для стыковой холодной сварки проводов неограниченной длины алюминиевых сечением до 300 мм , медных — до 150 мм , медных с алюминиевыми — до 220 мм — , а также медных троллейных проводов типа ТФ-85 1Т ТФ-100. [c.80]
Несмотря на недостатки холодная сварка широко применяется во многих отраслях производства. С ее помощью в электротехнике соединяют алюминиевые детали с медными, обеспечивая надежный электрический контакт. На кабельных заводах соединение концов бухт проводов обеспечивает намотку катушек без отходов. В радиотехнике и электронике холодную сварку на высокопроизводительных полуавтоматах используют для герметизации корпусов полупроводниковых приборов из меди, алюминия и ковара. На электрифицированном транспорте холодная сварка обеспечивает соединение контактных проводов. В бытовой технике холодная сварка заменяет клепку деталей посуды из алюминия. В производстве алюминиевых испарителей холодильников применяют холодную сварку прокаткой.
[c.265]
На электрифицированном транспорте холодная сварка обеспечивает соединение контактных проводов. В бытовой технике холодная сварка заменяет клепку деталей посуды из алюминия. В производстве алюминиевых испарителей холодильников применяют холодную сварку прокаткой.
[c.265]
Для стыковой холодной сварки промышленностью выпускается серия машин, предназначенных для соединения медных и алюминиевых проводов, а также и других изделий с компактным сеч ением. [c.171]
В СССР промышленное применение холодной сварки было начато в 1951 г. на заводе Электрик в массовом производстве электрических алюминиевых чайников. В 1952 г. холодную сварку стали использовать в монтажном производстве для соединения алюминиевых шин. С 1953 г. в некоторых электромонтажных организациях пользуются разработанными в АН Латвийской ССР клещами для сварки в стык алюминиевых и медных проводов. В 1956 г. холодная сварка была внедрена в конденсаторную промышленность для соединения выводов с анодными пластинами электролитических конденсаторов. [c.4]
[c.4]
Соединение алюминиевых проводов и кабелей с медными (изготовление медно-алюминиевых переходных стержней или трубок) Стыковая контактная сварка на специально приспособленных машинах (например, машине МСМ-150 со специальным приводом) Холодная сварка давлением [c.618]
Холодная сварка и сварка трением осуществляются местной пластической деформацией пластичных металлов. Эти типы соединений применяют для сварки алюминиевых проводов, алюминиевых проводов с медными наконечниками и т. д. [c.192]
Для холодной сварки металлов разработано и применяется специальное оборудование. На рис. 30 показаны ручные клещи для сварки алюминиевых проводов встык. Такие клещи позволяют сваривать алюминиевые провода сечением от 2,5 до 10 мм . Клещами можно сваривать и медные провода сечением 2,5 и 4 мм , а также алюминиевые с медными. Клещи имеют относительно небольшой вес — 1,4 кг. [c.60]
Сварка проводов медных с алюминиевыми холодная 314 Сварка ручная дуговая — Зажигание сварочной дуги 117 — Нормирование 488 — Подбор силы тока и диаметра электрода 121 — Положение и перемещение электрода 117 — Порядок выпатне-Ш1Я швов 119 [c.
 512]
512]Машина МСХС-35. Разработанная ВНИИЭСО машина МСХС-35 (фиг, 94) предназначена для стыковой холодной сварки алюминиевых проводов сечением до 300 мм , медных — до 150 мм и медных с алюминиевыми до 220 млг . [c.138]
Холодную сварку встык алюминиевых и медных проводов диаметром до 5 мм выполняют при помощи ручных клещей различных конструкций. Провода больших сечений сваривают стационарными машинами различных марок. В частности, машина марки МСХС-35 обеспечивает сварку проводов сечением алюминиевых — до 300 мм , медных — до 150 мм , из меди и алюминия — до 220 мм . Производительность машины 0,03 сварок/с. [c.252]
Сварка с применением давления. К этой группе относятся холодная (шрка, осуществляемая без предварительного нагрева деталей, только за счет сжатия их в месте соприкосновения до очень высоких удельных давлений она широко используется для соединения алюминиевых проводов и приварки к ним медных наконечников
[c. 9]
9]
Холодная сварка применяется только дяя соединения достаточно пластичных материалов в первую очередь алюминия и меди как в однородном, так и разнородных сочетаниях. Армирование выводов алюминиевых деталей медными накладками облегчает замену медп алюминием в электрических машинах, переключателях, токонодводах и т. и. Указанный метод применяется при пзготовле-нии алюминиевых корпусов электрических чайников, прп сварке алюминиевых корпусов электролитических конденсаторов с крышкой, при приварке алюминиевых ребер радиаторов толщиной 1 лл к трубам с толщиной стенок 30 мм и т. п., а также при монтаже для соединения алюминиевых шин и проводов. Известны положительные результаты опытов по холодной сварке железа Армко, свинца, [c.581]
Для холодной сварки алюминиевых медных проводов в стык и внахлестку Институт электротехники Академии наук УССР разработал портативные ручные клещи, показанные на рис. 107. Ими можно сваривать алюминиевые провода сечением от 2,5 до 10 мм- и медные сечением от 2,5 до 4 мм-, а также производить сварку алюминиевых проводов с медными без последующей обработки стыков. Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
В НИИ кабельной промышленности разработано ручное приспособлбкиб Дv я стыковой холодной сварки типа ПС-7 (фиг. 89). Это приспособление предназначено для сварки алюминиевых проводов диаметром от 1,0 до 2,6 мм, медных диаметром от 1,0 до проводов с медными. Зажимы [c.134]
Холодную стыковую сварку успешно применяют при соединени- ях алюминиевых и медных проводов. Стыковую сварку выполняют зажимами, имеющими разную форму (рис. 13.16 а — зажимы с плоскими торцами б — зажимы с фасонными торцами в —зажимы, имеющие конусность на рабочей части). [c.280]
Высококачественная многофункциональная медная сварочная проволока Выбор рекомендуемых поставщиков
Купите медную сварочную проволоку по доступным ценам на Alibaba.com и получите продукцию самого высокого качества с своевременной доставкой. Благодаря обширному ассортименту товаров и первоклассным услугам, идеальные впечатления от покупок здесь гарантированы. Медная сварочная проволока представляет собой тонкие металлические стержни, используемые для получения нагретой дуги. Это также используется для соединения двух металлических частей с помощью процесса, называемого сваркой.
Благодаря обширному ассортименту товаров и первоклассным услугам, идеальные впечатления от покупок здесь гарантированы. Медная сварочная проволока представляет собой тонкие металлические стержни, используемые для получения нагретой дуги. Это также используется для соединения двух металлических частей с помощью процесса, называемого сваркой. На Alibaba.com доступна медная сварочная проволока различных типов, и ее можно выбрать в соответствии с конкретными предпочтениями. Проволока различается по задачам сварки и основным металлам. Три основных типа — это дуговая сварка металлическим электродом в твердом газе или GMAW, композитная сварка GMAW и порошковая сварка в среде защитного газа или проволока FCAW. В проволоке GMAW используется сплошной проволочный электрод и защитный газ. Композитные проволоки GMAW имеют металлические компоненты в своей сердцевине и очень похожи на свои сплошные аналоги.Наконец, проволока FCAW содержит раскислители и флюсы и может влиять на общие механические свойства наплавки. Они производят больше всего брызг из трех и нуждаются в частой чистке.
Они производят больше всего брызг из трех и нуждаются в частой чистке.
С точки зрения скорости, допусков и прочности композитные проволоки GMAW и FCAW лучше, чем сплошные проволоки GMAW. Для успешной сварки необходимо выбрать правильный тип проволоки и правильный диаметр. Сварка имеет множество применений, например, для соединения различных типов металлов и изготовления стальных металлов. Медная сварочная проволока находит применение во многих отраслях промышленности, от автомобилестроения до судостроения и производственных предприятий.
Выберите из нескольких медных сварочных проволок точек с безопасными вариантами оплаты. Они являются жизненно важной частью сварочного процесса, поэтому их нельзя упускать из виду. Их использование может существенно улучшить общее качество сварки и производительность, что, естественно, приведет к лучшим результатам. Alibaba.com — идеальное место для покупки любого промышленного продукта по доступным ценам.
Облицовка межкомнатных дверей, бесшовная лепнина и др.
(Фото любезно предоставлено Miller Welds)
Можно ли сваривать медь? Абсолютно. Хитрость заключается в создании идеального метода соединения для вашего приложения.
Здесь представлены различные процессы и области применения для сварки меди, многие из которых связаны с использованием меди в дизайне интерьеров, а также то, как они могут получить выгоду при проектировании внутреннего каркаса.
Сварка меди: возможности
Процесс сварки меди открывает ряд возможностей и идей в дизайне экстерьера и интерьера:
- Как сделать отделку бесшовной
- Идеи дизайна дверной коробки
- Медь для сварки TIG
- Пайка серебром
- Пайка для соединения меди с разнородными металлами
Сварка кремниевой бронзы — бесшовные молдинги
Кремниевая бронза — это разновидность гибридной техники сварки / пайки MIG. Вы можете использовать сварочный аппарат MIG и пистолет, чтобы по существу спаять материалы вместе. Использование оборудования MIG и сварочной проволоки для силиконовой бронзы делает соединение меди более простым и более воспроизводимым процессом качества .
Вы можете использовать сварочный аппарат MIG и пистолет, чтобы по существу спаять материалы вместе. Использование оборудования MIG и сварочной проволоки для силиконовой бронзы делает соединение меди более простым и более воспроизводимым процессом качества .
Требований к нагреву проволоки из кремниевой бронзы недостаточно для плавления основного металла меди. Это позволяет соединять более тонкие материалы с небольшим риском плавления или деформации . У вас останется желтоватый наполнитель, который можно полировать, и он будет иметь цвет, аналогичный цвету вашего основного материала из меди.
Как можно применить эту технику при производстве красных металлов? Установка бесшовных молдингов, плинтусов и тд.
Представьте себе угловой плинтус из меди. Когда это угловое соединение должно произойти, мы можем использовать силиконовую бронзу, чтобы сделать чистое, гладкое соединение между двумя скошенными деталями на заводе . Молдинг с предварительным скосом упрощает работу в полевых условиях, ограничивая разрезы только прямыми.
Молдинг с предварительным скосом упрощает работу в полевых условиях, ограничивая разрезы только прямыми.
Детали рамы межкомнатной двери
Таким же образом можно улучшить конструкцию дверной коробки.
Видите, как будет прикреплена деталь? По сути, вы делаете раму для картины из медного кожуха и облицовываете гладкую металлическую дверную коробку. Опять же, Dahlstrom будет использовать технику сварки силиконовой бронзы для этого материала дверной коробки.
Медь для сварки TIG
(Фото любезно предоставлено Metal Works Fabrication)
Легко ли сваривать медь? Это зависит от вашего плана (или плана вашего производителя).Сварка TIG — это вариант, если вы любите риск.
Из-за своей высокой проводимости основной материал (медь) действует как теплоотвод, поэтому сварные швы должны быть горячими и быстрыми . Тепло, связанное с этим процессом сварки, заставит тонкое основание деформироваться и изменить форму.
Тепло, связанное с этим процессом сварки, заставит тонкое основание деформироваться и изменить форму.
Если вы свариваете тонкий материал, которому необходимо сохранять свою форму, сварка TIG может не для вас.
Серебряная пайка
(Фото любезно предоставлено etherealgirls через Instructables)
Эта техника популярна среди ювелиров и других специалистов, которые соединяют драгоценные и полудрагоценные металлы.
Серебряный припой в некоторой степени поглощается окружающим его металлом и создает соединение, которое на самом деле прочнее, чем было раньше. Однако соединяемый металл должен быть идеально ровным, так как серебряный припой не сможет должным образом заполнить зазоры.
Пайка серебром требует наименьшего количества тепла и не деформирует и не обесцвечивает основной металл, как при сварке или пайке. Однако припой оставляет на швах серебристый цвет. Вы можете «протравить» эти швы, пытаясь затемнить цвет, но в конечном итоге у вас не получится добиться такого же соответствия цвета, как пайка или сварка.
Пайка меди
(Фото любезно предоставлено Interweave)
Пайка аналогична сварке, но отличается от нее. Если вам нужен прочный неразъемный шов, лучше всего подойдут сварка и пайка.
Пайка популярна в производстве ювелирных изделий, поскольку она не плавит основной металл, а также доступны новые материалы для присадочной проволоки, подходящие к металлам и их цвету. Эти провода требуют более высокого нагрева, чем серебряный припой с более низкой температурой, но их цвет лучше соответствует цвету основного металла .
Большая часть пайки выполняется при температурах в диапазоне 350-600 градусов F. Пайка меди выполняется при температуре около 1100-1500 F.
Подробнее об установке литья под коронку и бесшовных плинтусов
Конечное использование изделия, которое вы хотите сваривать, сильно влияет на метод соединения, который вам следует выбрать. Экспериментируя с методами пайки и пайки, усовершенствованными ювелирными мастерами, можно получить около красивых образов и бесшовных соединений для высококачественных металлических форм и проектов акцентов мебели.
При резке металла концы могут быть острыми. Это отпугивает монтажников. Найдите искусного производителя, который выполнит предварительную подрезку и сварку вашей декоративной металлической планки. Сглаживая эти углы на заводе, вы избежите опасно острого края на стыке двух точек. Помните также, что в дополнительных готовых 90-градусных соединениях Dahlstrom Architectural Moldings можно использовать любые наши металлические молдинги не только из меди, но также из латуни и бронзы.
Как всегда с металлическими элементами дизайна, давайте проявим изобретательность и поработаем с акцентами, готовыми к установке! Чтобы увидеть, как это работает, воспользуйтесь бесплатным образцом , представленным ниже:
(Эта статья была первоначально опубликована в августе 2018 года и недавно была обновлена.)
Что такое сварочная проволока без медного покрытия?
Традиционная сплошная сварочная проволока покрыта медью на поверхности стальной проволоки-полуфабриката, что может повысить электропроводность и коррозионную стойкость проволоки и сварочного сопла, а также уменьшить трение с подающим шлангом или сварочным соплом. . Толщина покрытия проволоки с медным покрытием обычно составляет 0,2 ~ 0,8 мкм. В процессе сварки часть медного элемента плавится в сварном шве, что снижает механические свойства сварных соединений, особенно ударную вязкость и относительное удлинение при низкой температуре.Медь также окисляется до частиц меди и улетучивается в воздух, что вредно для здоровья человека при вдыхании. Производство сварочной проволоки с медным покрытием также приведет к выбросу кислоты и загрязнению окружающей среды. По этим причинам стали популярными и не содержащие меди проволоки, и сварщики их предпочитают. Здесь мы расскажем, как производятся сварочные проволоки без медного покрытия.
. Толщина покрытия проволоки с медным покрытием обычно составляет 0,2 ~ 0,8 мкм. В процессе сварки часть медного элемента плавится в сварном шве, что снижает механические свойства сварных соединений, особенно ударную вязкость и относительное удлинение при низкой температуре.Медь также окисляется до частиц меди и улетучивается в воздух, что вредно для здоровья человека при вдыхании. Производство сварочной проволоки с медным покрытием также приведет к выбросу кислоты и загрязнению окружающей среды. По этим причинам стали популярными и не содержащие меди проволоки, и сварщики их предпочитают. Здесь мы расскажем, как производятся сварочные проволоки без медного покрытия.
История сварочной проволоки без медного покрытия
Шведская компания ESAB занимается разработкой немедных проводов с 1997 года, когда она первоначально называлась ECOIG, а позже была переименована в Autrod.В 2002 году компания ESAB изобрела немедный провод с использованием усовершенствованной технологии обработки поверхности (ASC) и назвала его Aristorod. Эта обработка делает поверхность сварочной проволоки темнее или добавляет еще один защитный слой на поверхность, обеспечивая при этом чистоту поверхности, обеспечивая хорошую электропроводность, стабильность подачи проволоки, устойчивость к ржавчине и характеристики сварки, широко используется в различных областях.
Эта обработка делает поверхность сварочной проволоки темнее или добавляет еще один защитный слой на поверхность, обеспечивая при этом чистоту поверхности, обеспечивая хорошую электропроводность, стабильность подачи проволоки, устойчивость к ржавчине и характеристики сварки, широко используется в различных областях.
С 2002 года Kobe Steel и Sumitomo Metal Industrial Co., Ltd. также поставляют серию безмедной порошковой проволоки для сварки MAG и CO2.Южнокорейская Kiswell Corporation также подала заявку на патент на изобретение сварочной проволоки, не содержащей меди, в которой используется масло для обработки поверхности, содержащее соединение щелочного или щелочноземельного металла, соединение Zn и углеводородное соединение для покрытия поверхности сварочной проволоки, и строго контролирует количество покрытия (0,003 ~ 0,006 г на 1 кг сварочной проволоки).
Некоторые японские ученые предположили, что поверхность сварочной проволоки, покрытая MoS2, WS2 или C, улучшает ее подачу; некоторые предлагали сварочную проволоку, покрытую соединениями калия, серы, полиизобутиленом для уменьшения разбрызгивания; Есть некоторые патенты, предлагающие использовать смесь углеводородного минерального масла и растительного масла, а также смесь MoS2, WS2, C, PTFE, жирных кислот, металлического мыла и т. д., покрыл проволоку, чтобы получить проволоку, не содержащую меди.
д., покрыл проволоку, чтобы получить проволоку, не содержащую меди.
Как производится немедная проволока?
- Процесс смазки на основе твердых жирных кислот
Металлическое мыло, противозадирный агент, представляющий собой смазку стеаратного типа с антикоррозийным агентом и определенным количеством металлического порошка, такого как цинк, медь, алюминий, титан и т. Д., Смешанных с частицами смазки для волочения проволоки. Размер частиц металлического порошка составляет не более 325 #, а массовая доля обычно составляет около 10% (до 30%), так что общая масса смазки, прикрепленной к поверхности проволоки, составляет около 0.01% ~ 0,25% проволоки, а металлический порошок составляет 0,001% ~ 0,10%.
- Водорастворимая жидкая смазка
Водорастворимые жидкие смазочные материалы подходят для сварочной проволоки с низким содержанием водорода. Во-первых, проволока-полуфабрикат протравливается электролитическим способом 15% ~ 25% раствором h3SO4.
Во-вторых, сварочная проволока после очистки вытягивается 1 ~ 2 раза со степенью сжатия 5% ~ 25%. Смазка для волочения состоит из водорастворимого натриевого мыла и водорастворимого неорганического ингибитора ржавчины.Типичная формула: массовая доля триглицерида натрия, твердой жирной кислоты и хромата натрия составляет 0,75% и 0,75% соответственно, остальное — вода, а объемная доля ингибитора ржавчины составляет 0,3% ~ 1,5%.
Поверхностное покрытие сварочной проволоки должно быть антикоррозийным и влагостойким, не нарушать стабильность дуги и металлургические свойства сварки.
Ультратонкий графит, дисульфид молибдена и фторсодержащая смола без водорода в качестве агента для обработки поверхности сварочной проволоки или трихлорэтилена или четыреххлористого углерода в качестве растворителя и добавление небольшого количества CeO2, K2CO2, CsCO3 в качестве стабилизатора дуги для улучшения характеристик сварки проволока может быть по необходимости.Некоторые компании используют покрытие из ингибитора ржавчины Нашк для производства безмедной сварочной проволоки. Его механизм предотвращения ржавчины заключается в том, что единственный слой молекулярного осадка абсорбируется на поверхности металла, что блокирует воздействие микробатареи на поверхность металла в атмосферной среде и препятствует возникновению электролитической коррозии.
Его механизм предотвращения ржавчины заключается в том, что единственный слой молекулярного осадка абсорбируется на поверхности металла, что блокирует воздействие микробатареи на поверхность металла в атмосферной среде и препятствует возникновению электролитической коррозии.
Преимущества сварочной проволоки без медного покрытия
При сварке сварочная проволока с медным покрытием выделяет небольшой желтый дым, а сварочная проволока с медным покрытием не излучает синий и белый дым, то есть дым не содержит элемента Cu, что снижает вред для сварщиков.В процессе сварки сплошной порошковой проволокой сажа образуется в основном в результате окисления паров металла, а Cu является основным вредным элементом, образующимся при сварке сплошной порошковой проволоки с медным покрытием. Содержание меди в немедной проволоке намного ниже, чем в традиционной безмедной проволоке, поэтому немедная проволока более полезна для защиты здоровья сварщиков. Статистика показывает, что количество дыма без проволоки с медным покрытием примерно на 20% меньше, чем у проволоки с медным покрытием.
, не являющаяся медной, в процессе сварки дает меньше брызг, что может обеспечить неизменно высокое качество сварных соединений и снизить нагрузку на очистку после сварки, которая в основном зависит от согласования параметров сварки.
- Хорошие характеристики дуги и подачи
Сварочная проволока не для медных сплавов обладает хорошими характеристиками искрения дуги. Среднее время перехода к короткому замыканию капли короче, чем у проволоки с медным покрытием, и она может выдерживать резкое изменение увеличенной длины проволоки во время сварки. Специальный процесс обработки поверхности исключает отслаивание слоя с медным покрытием, который может поддерживать стабильную подачу проволоки в течение длительного времени даже в состоянии высокой скорости и может обеспечить более высокую эффективность сварки и наплавки.
- Лучшая прочность и качество формовки
Традиционно считается, что медный слой более устойчив к ржавчине, потому что железо более активно, чем медь. Однако результаты испытания на коррозию в солевом тумане (температура 30 ℃, влажность воздуха 80%, пребывание в 0,01% растворе NaCl в течение 2 часов) показывают, что коррозия проволоки с медным покрытием более серьезна, чем у проволоки с медным покрытием.
Однако результаты испытания на коррозию в солевом тумане (температура 30 ℃, влажность воздуха 80%, пребывание в 0,01% растворе NaCl в течение 2 часов) показывают, что коррозия проволоки с медным покрытием более серьезна, чем у проволоки с медным покрытием.
Сделан вывод, что серьезная коррозия проволоки с медным покрытием происходит из-за быстрой коррозии гальванических элементов, которая легко образуется в месте растрескивания крошечного слоя меди или отслаивания слоя меди.Поверхность немедного провода не контактирует с другими металлами и не образует гальванических элементов. Добавление антикоррозийной смазки делает его антикоррозийными свойствами лучше, чем у проволоки с медным покрытием.
Сварочные эксперименты показывают, что качество формирования сварного шва проволоки без медного покрытия, очевидно, лучше, чем у проволоки с медным покрытием.
Проволока без медного покрытия в процессе сварки демонстрирует ряд преимуществ, таких как меньше сварочного дыма, меньше сварочных брызг, хорошая стабильность сварочной дуги и формирование сварного шва и т. Д., представляет собой вид новых продуктов, которые являются экологически чистыми и экономичными, широко используются в механической обработке, строительстве, авиакосмической промышленности, мостостроении, обработке стальных конструкций и т. д., можно рассматривать как направление развития сплошной проволоки.
Д., представляет собой вид новых продуктов, которые являются экологически чистыми и экономичными, широко используются в механической обработке, строительстве, авиакосмической промышленности, мостостроении, обработке стальных конструкций и т. д., можно рассматривать как направление развития сплошной проволоки.
— Проволочные электроды Справочник
— Проволочные электроды 9 МЕДЬ И МЕДНЫЕ СПЛАВЫ Большинство медных проводов также содержат легирующие элементы.Хотя эти элементы обычно уменьшаются проводимость чистой меди, они необходимы для повышения прочности, раскисления металла шва и соответствовать химическому составу основного материала. Столы 5-6 и 5-7 , расположенные в задней части книги, представляют различные медные базовые проволочные электроды и необходимые поперечные прочности металла шва на растяжение. В первую очередь, подбор подходящего провод зависит от химия базовой плиты; Однако, это не всегда возможно. Опять выбор
не зависит от экранирования
газ, так как рекомендуются только аргон и гелий. Предполагаемое использование различных
проволочные электроды
следующие: ERCu
(All-State Deox-Copper) — Потому что
из-за низкого содержания сплава проволока ERCu ограничена
сварка чистой меди. Раскисленный
а бескислородная медь может быть надежно сварена с хорошей прочностью.
Однако электролитическая вязкая медь
не следует сваривать электродами ERCu, если качество
требуется.ERCuSi-A
(Государственная силиконовая бронза) — Это
проволока в основном используется для соединения медно-кремниевых сплавов, так как
матч по химии адекватный. Кроме того,
его можно использовать для сварки медно-цинковых сплавов. Из-за высокого
уровень кремния и результирующее раскисление
лужи, электролитическая вязкая смола медь может быть адекватно
сварной. В этом случае разумность и
механические свойства превосходят сварные швы, выполненные с использованием ERCu
электроды. Провода ERCuSi также выполняют
аналогично проволоке из низкоуглеродистой стали в отношении стабильности дуги и сварного шва
текучесть лужи.
Опять выбор
не зависит от экранирования
газ, так как рекомендуются только аргон и гелий. Предполагаемое использование различных
проволочные электроды
следующие: ERCu
(All-State Deox-Copper) — Потому что
из-за низкого содержания сплава проволока ERCu ограничена
сварка чистой меди. Раскисленный
а бескислородная медь может быть надежно сварена с хорошей прочностью.
Однако электролитическая вязкая медь
не следует сваривать электродами ERCu, если качество
требуется.ERCuSi-A
(Государственная силиконовая бронза) — Это
проволока в основном используется для соединения медно-кремниевых сплавов, так как
матч по химии адекватный. Кроме того,
его можно использовать для сварки медно-цинковых сплавов. Из-за высокого
уровень кремния и результирующее раскисление
лужи, электролитическая вязкая смола медь может быть адекватно
сварной. В этом случае разумность и
механические свойства превосходят сварные швы, выполненные с использованием ERCu
электроды. Провода ERCuSi также выполняют
аналогично проволоке из низкоуглеродистой стали в отношении стабильности дуги и сварного шва
текучесть лужи. Из-за этого
сварка листовой углеродистой стали и гальванизированной стали может быть
успешно выполнено.
ERCuSn-A (Государственная фосфорная бронза)
— Проволочные электроды этой классификации в первую очередь
используется для сварки
фосфористые бронзы, но могут использоваться для сварки чугуна и низкоуглеродистой стали. Опять же, потому что
раскислителя
способность фосфора, их можно использовать на электролитической твердой смоле. Тем не мение,
Провода ERCuSnA
не образуют сварочную лужу, поэтому может потребоваться предварительный нагрев.Медно-цинковые сплавы
также можно сваривать. * Таблицы
5-4 и 5-5 появляются в конце этой книги.
Из-за этого
сварка листовой углеродистой стали и гальванизированной стали может быть
успешно выполнено.
ERCuSn-A (Государственная фосфорная бронза)
— Проволочные электроды этой классификации в первую очередь
используется для сварки
фосфористые бронзы, но могут использоваться для сварки чугуна и низкоуглеродистой стали. Опять же, потому что
раскислителя
способность фосфора, их можно использовать на электролитической твердой смоле. Тем не мение,
Провода ERCuSnA
не образуют сварочную лужу, поэтому может потребоваться предварительный нагрев.Медно-цинковые сплавы
также можно сваривать. * Таблицы
5-4 и 5-5 появляются в конце этой книги. Сварочная проволока, нержавеющая никель и медь
Сварочная проволока CWI Generation4 ™ разработана для использования во многих различных сварочных процессах. Три наиболее распространенных типа сварки, используемых с нашими сплавами для сварки нержавеющей стали и никеля, — это вольфрамовый инертный газ (TIG), металлический инертный газ (MIG) и дуговая сварка под флюсом (SAW). Чтобы убедиться, что вы выбрали подходящий сварочный расходный сплав для вашего процесса сварки, ниже приводится краткое описание каждого процесса.Если вам нужна дополнительная информация о конкретных параметрах сварки (диаметр, напряжение, сила тока и газ), рекомендуемых для каждого сплава CWI Generation4 ™, посетите страницу с рекомендуемыми процедурами сварки.
Чтобы убедиться, что вы выбрали подходящий сварочный расходный сплав для вашего процесса сварки, ниже приводится краткое описание каждого процесса.Если вам нужна дополнительная информация о конкретных параметрах сварки (диаметр, напряжение, сила тока и газ), рекомендуемых для каждого сплава CWI Generation4 ™, посетите страницу с рекомендуемыми процедурами сварки.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как Газовая дуговая сварка вольфрамом (GTAW) , при сварке TIG в процессе сварки используются вольфрамовый электрод, присадочный металл и инертный защитный газ (например, аргон или гелий).Этот метод требует высококвалифицированного сварщика, так как ручная техника требует использования оборудования двумя руками и нанесения присадочного металла для создания сварного шва. Сварка TIG обычно используется с нержавеющими сталями и цветными металлами на более тонких участках металла и обеспечивает сварщику больший контроль над свойствами сварного шва по сравнению с другими аналогичными процессами. Его недостатком является то, что он относительно медленный из-за его сложности и многоэтапного процесса.
Его недостатком является то, что он относительно медленный из-за его сложности и многоэтапного процесса.
Сварка в среде инертного газа (MIG)
Также известный как газовая дуговая сварка (GMAW) , сварочный процесс MIG включает сварочный пистолет, источник питания, электрод (легированную проволоку) и защитный газ.Процедура сварки несложная, сварочная горелка объединяет все необходимые компоненты (питание, присадочный металл, защитный газ) в точке сварки. По сравнению с другими методами, обучение сварке MIG требует меньше времени, чтобы развить полезный уровень навыков в этой области. Это предпочтительный метод сварки в большинстве промышленных применений, и при необходимости его можно легко адаптировать для автоматизации. Проблемы с окалиной и пористостью сварных швов могут повлиять на качество готовых сварных швов, поэтому требуется дополнительная проверка материалов и чистота.
Сварка под флюсом
Процесс сварки под флюсом, часто называемый Sub-Arc Welding , в первую очередь является автоматизированным методом сварки, который изолирует зону дуги под (под) поверхностью расплавленного флюса, исключая атмосферное загрязнение. В этом процессе используется непрерывная подача сварочной сварочной проволоки в одной или нескольких комбинациях проволока / сплав. SAW имеет преимущество высокой скорости наплавки и глубокого проплавления шва, что обеспечивает высокую скорость сварки фут / мин.Он также позволяет выполнять однопроходные сварные швы с более толстым материалом. SAW ограничивается плоскостью сварки (предпочтительны прямые швы) и может привести к необходимости дополнительной операции удаления шлака.
Калибр 4/0 | Красный | Сварочный кабель | Изоляция EPDM
Все быстро и просто: кабель аккумулятора менее гибкий, но с его жесткостью увеличивается надежность. Жесткая изоляция из ПВХ может выдерживать больше, чем мягкая и гибкая изоляция из этилен-пропилен-диенового мономера (EPDM) сварочного кабеля.Это также дешевле из-за низкой стоимости ПВХ (поливинилхлорида) и из-за того, что в нем используются более толстые медные нити, на создание которых уходит меньше денег. Аккумуляторный кабель из-за его защиты и стоимости из ПВХ стал широко известен как автомобильный продукт. Он выполняет работу с наименьшими (наиболее эффективными) затратами. Максимальное номинальное напряжение кабеля батареи составляет 50 вольт или меньше.
Сварочный кабель (в большинстве случаев) — это просто очень гибкий «аккумуляторный» кабель. Это мягкая и податливая изоляция из этилен-пропилен-диенового мономера (EPDM). Изоляция не такая прочная, как ПВХ, но она по-прежнему остается в автомобильном мире.Он также состоит из множества, МНОГО больше медных жил, которые намного тоньше, чем стандартный кабель аккумулятора, что придает ему большую гибкость. По сути, он теряет некоторые очки защиты, но приобретает гибкость. Однако из-за стоимости изоляции и затрат на то, чтобы сделать медные жилы более тонкими, это, конечно, стоит больше денег. В конце концов, люди склонны покупать сварочный кабель, когда им действительно нужно, чтобы провод был гибким, для обрезки узких углов и тому подобного. Номинальное напряжение сварочного кабеля также НАМНОГО выше, максимальное — 600 вольт.
Что купить? Честно говоря, тот, который выполняет свою работу. Вы не получите «повышения производительности» от этого выбора, это проще всего будет зависеть от выбора «будет ли мой кабель изгибаться так, как мне нужно?» И убедитесь, что кабель выдерживает напряжение, с которым вы работаете!
Вы не получите «повышения производительности» от этого выбора, это проще всего будет зависеть от выбора «будет ли мой кабель изгибаться так, как мне нужно?» И убедитесь, что кабель выдерживает напряжение, с которым вы работаете!
Если вы не уверены, какой кабель выбрать, обязательно позвоните нам по телефону 888-562-9501 или заполните форму обратной связи, и мы постараемся помочь вам сделать лучший выбор для вашего проекта. и ваш кошелек.
Сварочный кабель предназначен для использования в электродуговых сварочных аппаратах для питания электрода — металлического стержня специальной конструкции, который проводит заряд. Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла между электродом и свариваемыми металлами или другими материалами. Сварочный кабель устойчив к истиранию, маслам, растворителям, погодным условиям и озону.
Сварочный кабель используется для дуговой сварки выводов от вторичной стороны источника питания, что типично для сварочных аппаратов и сварочных генераторов, а также для источников питания, не превышающих 600 вольт переменного тока. Благодаря своей гибкости и долговечности, сварочный кабель часто используется в автомобильных аккумуляторах и аккумуляторах грузовых автомобилей, и по этой причине у нас имеется достаточный запас как черного, так и красного сварочного кабеля. Он сохраняет высокую гибкость в холодную погоду, а когда требуется превосходная стойкость к истиранию и химическому воздействию, сварочный кабель — это то, что вам нужно. Сварочный кабель также можно использовать в качестве кабеля аккумулятора. Это намного лучший и более гибкий кабель с резиновой оболочкой по сравнению с ПВХ.
Благодаря своей гибкости и долговечности, сварочный кабель часто используется в автомобильных аккумуляторах и аккумуляторах грузовых автомобилей, и по этой причине у нас имеется достаточный запас как черного, так и красного сварочного кабеля. Он сохраняет высокую гибкость в холодную погоду, а когда требуется превосходная стойкость к истиранию и химическому воздействию, сварочный кабель — это то, что вам нужно. Сварочный кабель также можно использовать в качестве кабеля аккумулятора. Это намного лучший и более гибкий кабель с резиновой оболочкой по сравнению с ПВХ.
Ультразвуковая сварка проволоки к металлу
Ультразвуковая сварка проволоки к металлу
2020-09-23 04:15:04
ПРОИЗВОДИТЕЛИ ИМЕЮТ РАЗЛИЧНЫЕ ТЕХНОЛОГИЧЕСКИЕ ВАРИАНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПРОВОДА К МАЛЕНЬКИМ МЕТАЛЛИЧЕСКИМ ДЕТАЛЯМ.
ОДНА ИЗ ГЛАВНЫХ ЦЕЛЕЙ художника — помочь другим увидеть вещи в ином свете и использовать их по-новому. Производители часто предоставляют аналогичные преимущества своим поставщикам оборудования. Рассмотрим случай компании Herrmann Ultrasonics Inc., которая производила аппараты для ультразвуковой сварки пластмасс, нетканых материалов и упаковки с начала 1960-х годов, прежде чем заказчик попросил компанию рассмотреть возможность создания аппаратов для сварки металла.
«В течение нескольких лет один из наших клиентов из Южной Кореи настойчиво просил нас изготавливать модели для сварки металла», — объясняет Васько Наумовски, директор по развитию бизнеса в металлах Herrmann.«Причина этого запроса заключалась в том, что компания адаптировала наши стандартные ультразвуковые компоненты для сварки металла и обнаружила, что они работают лучше, чем все другие, которые компания пробовала».
Специальное применение включало сварку вместе концов до 60 слоев алюминиевой фольги при сборке литий-ионных батарей. После многочисленных обсуждений с заказчиком и других запросов клиентов со всего мира в 2017 году Herrmann открыл подразделение по сварке металлов. Весной 2019 года на рынок вышел первый сварочный аппарат компании HiS VARIO B (аккумулятор), за ним последовал аппарат HiS. VARIO W (проволока).
После многочисленных обсуждений с заказчиком и других запросов клиентов со всего мира в 2017 году Herrmann открыл подразделение по сварке металлов. Весной 2019 года на рынок вышел первый сварочный аппарат компании HiS VARIO B (аккумулятор), за ним последовал аппарат HiS. VARIO W (проволока).
«С помощью этой [последней] машины производители жгутов могут надежно сваривать медную и алюминиевую проволоку с небольшими металлическими деталями, которые обычно не больше ладони», — отмечает Наумовски. «Диаметр провода может быть от 16 AWG до 000 AWG. Типичные металлические применения включают литий-ионные батареи, кабельные наконечники, шины, катушки двигателя, различные провода к клеммам и системы управления батареями ».
Клиентская база компании Herrmann в области сварки металлов начала расти за последний год или около того, что еще больше расширило уже сформировавшийся рынок.
Эта разработка дополняет многочисленные варианты ультразвуковой технологии, доступные в настоящее время для сварки проволокой любого размера с небольшими металлическими деталями. Это боковой привод, клиновидно-герконовый и крутильный. Каждый из них предлагает определенные преимущества, с типичным временем цикла сварки от нескольких миллисекунд до 2 секунд.
Это боковой привод, клиновидно-герконовый и крутильный. Каждый из них предлагает определенные преимущества, с типичным временем цикла сварки от нескольких миллисекунд до 2 секунд.
ОБЫЧНЫЙ МЕТОД
Система бокового привода была первоначально разработана для сварки пластмасс с направлением вибрации, перпендикулярным плоскости сварного шва.При сварке металла вертикальная приводная система поворачивается на 90 градусов в боковое положение для обеспечения необходимого сдвигового движения. Сварочный наконечник является частью или прикреплен к узлу рупора преобразователя с продольной вибрацией, который приводится в действие параллельно границе раздела сварного шва.
«Ультразвуковая сварка металла набирает популярность по нескольким причинам, но в основном потому, что это лучший способ заделки проволоки», — отмечает Дэйв Крысяк, менеджер по продажам продукции для сварки металлов в Северной Америке в Sonics & Materials Inc.«Технология обеспечивает наивысшую проводимость по току; позволяет конечным пользователям точно измерять параметры процесса, такие как амплитуда, время и энергия; и это исключает вероятность длительного окисления, что может случиться при стандартном обжиме ».
Несколько лет назад Sonics & Materials представила на рынке серию из трех моделей ультразвуковых сварочных аппаратов для металла. Крысяк говорит, что все модели сваривают проволоку с металлическими деталями или проволоку с проволокой, и могут быть интегрированы с системой захвата и размещения для загрузки деталей и разгрузки сварных деталей.
MWB40 — это аппарат для точечной сварки металла с частотой 40 килогерц, который выдает мощность 800 Вт и обрабатывает проволоку от 30 до 16 AWG. Модель MWB20, 20-килогерцовый блок, потребляет 1500, 2500 или 4000 Вт и сваривает проволоку от 16 AWG до 6 AWG. Наконец, есть 15-килогерцовый MWB15. Он потребляет до 6000 Вт и работает с проводами от 8 AWG до 0000 AWG.
«За последние пару лет мы обновили серию двумя важными способами», — говорит Крысяк. «Во-первых, мы увеличили зазор для стационарного инструмента.Другой вариант — это система установки в стопку, которая увеличивает жесткость для компенсации боковой нагрузки, улучшает доступ оператора к детали и увеличивает передачу энергии детали во время сварки, ограничивая при этом износ рупора ».
В 2015 году компания Sonics & Materials интегрировала систему сварки металлов для производителя тяжелого оборудования. Система оснащена сварочным аппаратом MWB15, который приваривает короткие кабели толщиной 0000 AWG к металлическим клеммам. По словам Крысяка, система сваривает от 60 000 до 80 000 кабелей в год.Его переоборудовали около года назад.
АЛЬТЕРНАТИВНЫЕ ПОДХОДЫ
Вскоре после того, как была введена ультразвуковая сварка металлов, Sonobond Ultrasonics в 1960 году разработала свою запатентованную систему Wedge-Reed. В этой системе используется вертикальный вибрирующий язычок, который приводится в движение клинообразной муфтой и преобразователем, расположенным перпендикулярно язычку. Поскольку вертикальная вибрация создается параллельно сварочной поверхности, силовая линия применяется непосредственно к свариваемым деталям.Это создает настоящие металлургические соединения, которые являются точными и надежными, без напряжения изгиба или срыва.
Что не менее важно, по словам президента Sonobond Джанет Девайн, система может надежно сваривать большинство окисленных и луженых металлов за один импульс без предварительной очистки. Он также обеспечивает эффективную сварку узлов из аналогичных или разнородных цветных металлов, в том числе меди с алюминием.
Ультразвуковой сварочный аппарат SonoWeld 1600 компании Sonobondвыдает мощность 1500 или 2500 Вт для точечной сварки и приварки проволоки (от 17 до 00 AWG) к клеммам.Его система с микропроцессорным управлением хранит и вызывает до 250 протоколов сварки, а цифровой дисплей позволяет выбирать режимы сварки по времени, энергии или расстоянию (если он оснащен дополнительным измерением расстояния).
Машина обеспечивает автоматический контроль частоты, контроль качества и защиту от перегрузки. Наконечники Taper Lock из термообработанной инструментальной стали имеют срок службы до 100 000 сварных швов. Замена — это быстрая и простая процедура.
Пару лет назад компания Blue Jeans Cable в Сиэтле приобрела SonoWeld 1600, чтобы более эффективно прикреплять банановые штекеры к проводам для подключения усилителей или приемников к динамикам. Компания использовала винтовые соединения, но этот метод оказался ненадежным.
Компания использовала винтовые соединения, но этот метод оказался ненадежным.
«Вилки должны быть прочнее и надежнее, чем те, которые можно собрать более трудоемкими, но менее эффективными методами пайки или механическими методами», — говорит Дивайн. «Для этого сварщик должен был надежно удерживать вилки, изготовленные по индивидуальному заказу, так, чтобы многожильные медные провода 10 AWG и 12 AWG можно было вставить обратно в вилку и припаять непосредственно к латунной поверхности.”
Для сборки заглушек требовалось специальное оборудование, но сварное соединение более надежно.
Торсионный метод ультразвуковой сварки металлических деталей ультразвуковой сваркой под названием Soniqtwist был внедрен в 2002 году компанией Telsonic AG в Швейцарии. Первоначально ультразвуковая сварка с кручением применялась в основном для герметизации круглых деталей из цветных металлов, таких как цилиндрические батареи, датчики подушки безопасности и ремня безопасности. В настоящее время эта технология используется для традиционных сварочных операций с металлами, таких как отводы аккумуляторных батарей, сращивание проводов и заделка проводов.
В настоящее время эта технология используется для традиционных сварочных операций с металлами, таких как отводы аккумуляторных батарей, сращивание проводов и заделка проводов.
По словам Саида Могадама, бывшего президента и нынешнего советника Telsonic, система торсионной сварки MT8000 может сваривать алюминиевые поперечные сечения до 200 квадратных миллиметров (000000 AWG) и медные сечения до 160 квадратных миллиметров (00000 AWG). .
В 2011 году Telsonic представила систему PowerWheel, ответвление Soniqtwist. Но в то время как Soniqtwist предназначен для обычной сварки, PowerWheel разработан специально для заделки кабелей аккумуляторной батареи большего размера.
Перед началом сварки клемму устанавливают на опорную стойку. Сварочный наконечник располагается поверх проволоки, а усилие зажима прикладывается над зоной сварного шва.
Высокочастотный (20 килогерц) синусоидальный сигнал отправляется на преобразователи, которые создают линейные колебания, которые распространяются на торсионные головки. Когда головки колеблются, они создают крутильные колебания, которые передаются на сонотрод.
Когда головки колеблются, они создают крутильные колебания, которые передаются на сонотрод.
Это заставляет круглые секции сонотрода двигаться вперед и назад, в то время как его средняя часть (сварочный наконечник) движется маятниковым движением, а центральный наконечник выполняет сварку.Максимальная амплитуда всегда сосредоточена в центре сварного шва. «Сварка обычно занимает всего несколько миллисекунд», — говорит Могадам.
Одним из пользователей Soniqtwist PowerWheel является компания Royal Power Solutions, производитель систем распределения электроэнергии. Недавно компания разработала разъемы High Power Lock Box, которые обеспечивают высокую энергоэффективность за счет более низкого сопротивления.
Медный кабель приварен ультразвуком к каждому разъему. Кабель имеет толщину от 5 AWG до 0000 AWG и содержит до 12 различных клемм.Некоторые терминалы имеют боковые стенки. После обширных исследований и испытаний компания решила использовать сварочный аппарат MPXTC от Telsonics для четырех небольших заделок медных проводов (квадрат 16 миллиметров) и MT8000 PowerWheel для остальных (до 120 квадратных миллиметров).
© Сборка. Просмотреть все статьи.
Ультразвуковая сварка проволоки к металлу
/ статья / Ультразвуковая + сварка + + проволока + к + металлу / 3769145/674295 / статья.html
Список выпусков
Показать программу 2021
Время показа 2021
Гид 2021
Февраль 2021 г.
Январь 2021 г.
Декабрь 2020
Ноябрь 2020
Октябрь 2020
Шоу Программа 2020
Сентябрь 2020
Август 2020
Руководство покупателя на лето 2020 г.
июль 2020
июнь 2020
мая 2020
Апрель 2020
Март 2020
Февраль 2020
Январь 2020
Декабрь 2019
Ноябрь 2019
2019 Выставка TIMES
Выставочная программа 2019
Октябрь 2019
Сентябрь 2019
Август 2019
Руководство для покупателей на лето 2019 г.