что это, применение, виды, плюсы и минусы, принцип действия
При проведении обычных методов сварки металла сложно обеспечить качественный шов, его дальнейшую обработку (особенно, для сложных конструкций), сохранить форму заготовок (деформация и расслоение встречаются очень часто). Есть проблемы и при креплении друг к другу заготовок из разных металлов.
Лазерная сварка позволяет получить не только глубокий, прочный и однородный шов, но и очень точное крепление изделий сложной конфигурации. Это обеспечивается и специальным оборудованием, и возможностью ручной или автоматической настройки технических параметров, и особенностью технологии использования лазерного луча.
Технологические особенности лазерной сварки
Суть метода – управление монохромным световым потоком. Сварочное оборудование оснащено линзами – они фокусируют поток волн одинаковой длины, и управляющими призмами – они обеспечивают волновой резонанс для обеспечения необходимой мощности пуска.
В какой-то мере у лазерной и газовой сварки есть общий принцип действия – узконаправленный поток разогревает металл, оплавляет его и образует сварочную ванну. В нашем случае происходит поглощение металлом энергии лазерного пучка: за счет фокусирования потока в точке сварки (или на шве) происходит очень сильный и быстрый нагрев материала, но нагревается очень небольшая площадь металла вокруг. За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания.
Управление фокусом светового потока позволяет менять мощность луча. Для увеличения мощности луча его фокусируют – поток последовательно отражается от полусферических зеркал, пропускается через переднее зеркало и с помощью системы призм подается в рабочую зону.
Расположение соединяемых деталей может быть любым. Надежный и долговечный шов можно создать за счет управления глубиной проплавления, вплоть до сквозного, или используя оборудование с разными режимами работы – с непрерывным лучом или с подачей прерывистых импульсов.
Лазерная сварка позволяет соединять элементы из листового проката небольшой толщины и сложные толстостенные детали, или детали с разными физическими свойствами (например, медь с алюминием, или соединение деталей из чугуна). Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.
Особенность титана – высокая химическая активность к водороду и кислороду в расплавленном состоянии. Как результат, при использовании любых других сварочных технологий в зоне расплавления образуется большой объем газов и холодные трещины. Соединение титановых элементов с помощью лазера исключает эти негативные последствия за счет использования защитной смеси из гелия и аргона.
В качестве сварочного оборудования используются специальные аппараты (станки) – ручные и промышленные, которые позволяют выполнять как точечное, так и шовное сваривание.
Промышленное оборудование для газовой сварки
Основная комплектация промышленного сварочного оборудования всегда одинаковая:
-
Технологический лазер (твердотельный или газовый).

-
Сварочная головка с линзой.
-
Блок фокусировки.
-
Блок перемещения луча и заготовки.
-
Система подачи газов, которые используются для защиты поверхности свариваемых элементов (поверхностей).
-
Система управления – мощности лазера, его перемещения и фокусировки.
-
Оптический резонатор.
-
Источник питания.
-

Сварочные аппараты могут оснащаться микроскопами или CCD-мониторами: они помогают контролировать рабочие процессы, связанные с ремонтом (сварка, пайка) очень маленьких заготовок.
Сварочное оборудование выпускается в нескольких компоновках. Это могут быть и консольные или портальные станки, и роботы-манипуляторы. Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
Это могут быть и консольные или портальные станки, и роботы-манипуляторы. Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
В промышленном оборудовании используется один из двух видов лазера твердотельные или газовые, и гибридные установки.
Твердотельные лазеры
Твердотельный лазер представляет собой стержень из искусственного рубина (смесь ионов хрома и оксида алюминия) или стекла с напылением из неодима, отполированный до зеркального блеска. При работе оборудования используется непрерывный или импульсный (дискретный) световой поток от излучателя: при облучении стержня лампочкой накачки происходит отражение и переизлучение светового потока на частоте, на которой работает лазер.
Оборудование отличается низкой мощностью и ограниченным КПД. Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.
Газовые лазеры
Газовые лазеры, как активный излучатель, представляет собой стеклянную трубку (колбу) с азотом, гелием и углекислым газом под очень высоким давлением. Она снабжена несколькими электродами и торцевыми зеркалами для многократного отражения и усиления импульсов.
При подаче напряжения на электроды возникают электрические разряды, которые обеспечивают возбуждение смеси (она находится под высоким давлением) и пропускание лазерного луча.
Это очень мощное оборудование, которое используется для сварки толстостенных элементов (1- 2 см) и требует дополнительного охлаждения (устанавливается водяной контур).
Разновидностью такого оборудования являются газодинамические установки. Они мощнее, чем обычные газовые, так как используемый газ сначала нагревают в пределах 1000 – 3000 К перед выходом из сопла, а потом охлаждают в резонаторе. В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
Они мощнее, чем обычные газовые, так как используемый газ сначала нагревают в пределах 1000 – 3000 К перед выходом из сопла, а потом охлаждают в резонаторе. В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
Гибридные установки
Кроме твердотельных и газовых аппаратов используются комбинированные (гибридные) установки. Они используются для соединения заготовок, имеющих большую толщину стенок (от 2 см и более).
Кроме стандартного набора оборудования установлена электродуговая горелка и механизм подачи заготовок в сварочную ванну.
Отличие лазерной сварки от обычной промышленной
Конструктивно, мало отличается от промышленного оборудования – оно уступает только в размерах. Используется для соединения очень мелких элементов, наплавки материалов, ремонта пресс-форм, изготовления и ремонта электронных плат, работы с микросхемами, дезинфекции медицинских инструментов или изделий.
Это самое дорогостоящее оборудование, так как при сборке используется очень компактные комплектующие.
Виды и особенности сварки лазером
Используется два вида лазерной сварки:
-
Внахлест – с наложением кромок друг на друга. Технология требует очень плотного прилегания (прижима) свариваемых поверхностей со стыком до 0,2 мм.
-
В стык – технология не нуждается в применении флюсов (порошков) или присадок, обеспечивает равномерный шов.
Стыковочный метод предусматривает проплавление поверхностей по всей толщине и защиту шва от окисления (используется аргон или азот). Для исключения пробоев лазерного излучения применяют гелий.
Сваривание внахлест предусматривает только локальный прижим заготовок.
По способу (режиму) соединения заготовок сварочные работы делятся на:
- · Шовная сварка. Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким.
- · Точечное соединение. Применяется только импульсное излучение. Используется при соединении небольших или тонкостенных деталей.
- · Гибридная сварка. Технология предусматривает использование присадочных порошков и дополнительного оборудования – механизмов синхронной подачи проволоки (ленты) или присадочного материала в зону плавления параллельно со сварочной головкой. Используется при создании сложных конструкций.
 Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким.
Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким.Плюсы и минусы лазерной сварки
Использование лазерной технологии обеспечивает соединение очень высокой плотности. При этом отсутствуют дефекты, характерные другим методам – пористость, большой объем шлака, нагрев большой площади в местах соединения и долгое остывание готовой конструкции. У лазерной сварки этого нет.
Данная технология имеет преимущества, которых нет у других видов сварки:
-
Высокая скорость выполнения работ за счет большой мощности оборудования.
-
Площадь соединяемых элементов нагревается незначительно за счет высокой скорости работ: это обеспечивает минимальный риск деформации (коробления) и расслаивания обрабатываемых материалов.
-
Передача лазерного луча по оптоволокну: проваривание осуществляется в самых труднодоступных местах сложных конструкций и может выполняться на большом удалении от лазера.
-
Оборудование можно использовать и как сварочное, и как режущее: актуально для предприятий по обработке металла.
-
Высокое качество сварного шва или точки.
-
Процесс сваривания легко контролируется – можно управлять (регулировать) производительностью оборудования.
-
Лазерная технология может использоваться для соединения разных материалов – в том числе, магнитных сплавов, керамики, термопластов.
-
Небольшой размер соединения в месте сварки.
-
В процессе работы отсутствует рентгеновское излучение и вредные продукты сгорания.
-
Процедура может выполняться при нахождении заготовок за светопрозрачными экранами.

Минимум времени для изменения настроек оборудования при работе с новыми изделиями или материалами.
Совершенных или идеальных решений нет – у каждой технологии свои недостатки. Свои минусы есть и у лазерной сварки:
-
Высокая стоимость оборудования, расходных материалов и запчастей: используется только на крупных предприятиях.
-
Ограниченный КПД: для твердотельных установок – не более 1%, для газовых – максимум 10%.
-
Для работы с оборудованием требуется специальное образование.
-
Эффективность работы оборудования напрямую зависит от способности заготовок отражать световой поток.
-
Для помещений, в которых устанавливается и эксплуатируется оборудование, предъявляются очень высокие требования к показателям влажности, чистоты воздуха (запыленность) и вибрации.

Риск получения глубоких ожогов оператором (только при условии несоблюдения правил эксплуатации оборудования).
В процессе проведения сварочных работ могут возникать дефекты шва – непроваренные участки, трещины, пустоты, сквозные отверстия, раковины, образование шлака. Но это следствие или неправильной настройки оборудования, или низкой квалификации оператора (обслуживающего персонала). Как вариант – не контролировался рабочий процесс.
Особенности сварки материалов с разными физическими свойствами
При любом виде сварки учитываются особенности соединяемых материалов. Это относится и к сварке с помощью лазера.
Сталь. Требование к поверхностям – отсутствие любых загрязнений (ржавчины, пыли, следов масла или нефтепродуктов) и тщательная сушка. Оптимальный вариант соединения – в стык: использование других вариант повышает риск деформации шва. При работе используется смесь аргона и углекислого газа.
Магний, алюминий. Металлы активно взаимодействуют с воздухом (быстро образуется оксидный налет с высокой температурой плавления). Подготовка поверхности аналогична процедурам при электродуговой сварке – удаление налета, протравливание химическими реагентами, промывка водой. При сварке обязательно используется инертный газ.
Титан и сплавы. С поверхности удаляется грязь и налет, протравливаются места сварки, повторно очищаются механическим путем. Для исключения риска образования холодных трещин используется чистый гелий, а при кристаллизации шва используют аргон.
Стекло. При работе используются как стандартные газовые смеси в паре с гелием (имеет плазмоподавлющие свойства), так и комбинированные (с защитными свойствами и подавлением плазмы) – зависит от квалификации оператора.
Пластик. Процесс и смеси – как при сварке стекла. Но важным моментом является своевременная регулировка мощности: материал имеет низкую температуру плавления.
Тонкостенные заготовки и нержавеющая сталь. Оборудование используется на минимальной мощности (регулируется мощность луча и фокусировка точки сваривания). Необходим постоянный контроль скорости перемещения головки при шовной сварке и уменьшение длительности импульсов – при точечном способе соединения. Как вариант – уменьшение КПД установки для исключения сквозного прожига и разбрызгивания металла: выполняю расфокусировку луча.
Основные правила работы с лазерными сварочными установками
Существует несколько обязательных правил, которые необходимо соблюдать:
-
Места сваривания должны быть хорошо просушены: влага с местах соединения привод к повышенной гидратации, как результат – снижается прочность шва и его долговечность.
-
На пути прохождения луча не должны находиться предметы, тем более, руки оператора: можно получить некачественный шов и глубокие ожоги тела.
-
Перед началом работы проверяется целостность всех элементов сварочного оборудования: неисправность любого элемента приводит к снижению качества шва.
-
Запрещено держать на рабочем столе легковоспламеняющиеся жидкости и материалы: возможно возгорание.

Для каждого свариваемого материала подбирается свой режим работы: он определяет скорость перемещения лазера от ширины шва, толщины материала и его физических свойств.
Максимальный эффект использования лазерной сварки достигается при работе с легированной сталью и чугуном; титаном и медью, их сплавами; керамикой и стеклом, термопластами. Способность лазерного луча разрушать поверхностные окислы без образования новых пленок позволяет сваривать алюминий, титан и нержавеющую сталь без использования флюсов и газовой защитной среды: готовый шов по своему составу не отличается от заготовок и не требует дополнительной обработки.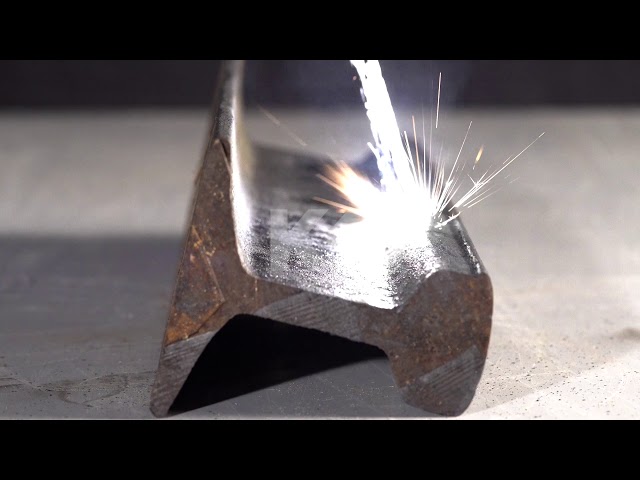
Особенность технологии обеспечивает минимальную пористость шва: его прочность на 95% соответствует прочности материала заготовок.
Применение лазерной сварки
Направлений использования лазера для сварки много, но они соединены в несколько групп:
-
Изготовление и ремонт мелких конструкций. Это – микроэлектроника, рекламное и ювелирное направление. Медицина – в этом сегменте: это относится к изготовлению и ремонту медицинских инструментов и зубных протезов.
-
Сварка титана для судостроения и атомной энергетики, оборонной и авиакосмической отрасли.
-
Приборостроение – для соединения материалов разными толщинами и свойствами. Толщина материалов может достигать десятых долей миллиметра и микрона, а их место монтажа может располагаться максимально близко к микросхемам и чувствительным к нагреву элементам.
-
Автомобилестроение – для точечной сварки кузовов, соединения магниевых и алюминиевых сплавов.
-
Для соединения элементов из легких цветных металлов и чугунных заготовок.
-
Изготовление и ремонт очень точных механизмов.

Ремонт или изготовление пластиковых, стеклянных и керамических изделий.
Вместо заключения
Как достаточно молодая, но очень перспективная технология, лазерная сварка ослабила позиции традиционных методов соединения металлов. Но она используется только на предприятиях, которые используют передовые технологии, и практически не применяется в бытовых целях.
Это технология, которую стоит осваивать, если вы планируете повышать собственные профессиональные навыки. При наличии опыта и квалификации вы сможете быстро и качественно соединять разные материалы, создавать как миниатюрные, так и очень мощные конструкции.
У нас так же производится гибка металла и лазерная резка металла
Лазерная сварка
- Описание технологии лазерной сварки
- Лазерная сварка непрерывным лучом
- Импульсная лазерная сварка
- Преимущества лазерной сварки
- Подготовка изделий к лазерной сварке
- Сфера применения лазерной сварки
- Особенности сварки для изделий из пластмассы
- Видео применения лазерной сварки на нашем оборудовании
Описание технологии лазерной сварки
Лазерная сварка основана на использовании высокопроизводительного лазера, генерирующего энергоемкий пучок света с выходной мощностью в несколько киловатт. Это процесс термического соединения металлов (и пластмасс) с использованием лазеров. Лазерная сварка обычно означает глубокое проплавление и метод сварки с глубоким проплавлением. Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Лазерная сварка обычно означает глубокое проплавление и метод сварки с глубоким проплавлением. Лазерный луч фокусируется и направляется на поверхность или точку чуть ниже толщины материала. Генерируемый световой пучок собирается в фокусирующую линзу и направляется в фокусное пятно диаметром от 0,2 до 0,3 мм. Высокая плотность энергии лазерного луча обеспечивает быстрое плавление материала в определенных точках. Из-за чрезвычайно высокой плотности мощности сфокусированного луча металл плавится, и расплав заполняет сварочный шов по мере прохождения луча по стыку, затем металл затвердевает и образует прочный сварной шов.
Лазерная сварка — это метод сварки с низким тепловыделением, при котором сварные швы с полным проплавлением обеспечивают эстетичный конечный результат. При соединении тонких широких листов лазерная сварка во многих случаях является единственным методом сварки, позволяющим предотвратить термическую деформацию конечного изделия. Лазерная сварка — лучший метод сварки, позволяющий свести к минимуму потерю основных свойств металла, таких как твердость и прочность.
При чисто лазерной сварке присадочный материал не используется. Существенной характеристикой чисто лазерной сварки при соединении металлов является то, что сварной шов имеет почти те же свойства материала, что и основной металл. В некоторых случаях к лазерному шву может быть добавлена сварочная проволока — это может быть подача холодной проволоки или проволока с индукционным нагревом для снижения теплового воздействия ванны расплава. Другим распространенным методом является гибридная сварка, которая сочетает в себе процессы лазерной и MAG-сварки. При гибридной сварке подвод тепла выше, чем при чистой лазерной сварке, но намного меньше, чем при обычной сварке MAG. Гибридная сварка обеспечивает более высокие скорости сварки и подходит для более толстых свариваемых поверхностей.
Процесс лазерной сварки зачастую используется для процессов автоматизациии, требующей скорости сварки 1-5 м/мин. Традиционный Co2-лазер по-прежнему используется, в основном, в системах сварки листов, но волоконные лазеры становятся все более распространенными в недавно устанавливаемых системах лазерной сварки и являются единственным вариантом современных передовых роботизированных систем 3D-сварки. Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Лазерная сварка и лазерная гибридная сварка являются стандартными рабочими методами в автомобильной, судостроительной и железнодорожной промышленности, с быстрорастущей тенденцией в сельскохозяйственном оборудовании, кузовах самосвалов и контейнерах.
Заготовки из листового металла, сваренные лазером, уже много лет присутствуют в каждом произведенном автомобиле с разной толщиной и разными марками стали в таких компонентах, как подрамник, подвеска и многих других деталях.
Лазерная сварка может использоваться не только для соединения металлических материалов. С помощью этого процесса также можно обрабатывать термопласты и керамические заготовки.
Импульсная лазерная сварка
Сварка импульсным методом представляет собой перемещение лазерного излучателя по траектории соединения деталей с кратковременным периодическим включением лазера в точках. При включении лазера на период 3-5 мс происходит формирование полусферической сварной ванны, излучатель перемещается к следующей точке, находящейся на небольшом расстоянии от предыдущей. Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
Следующая сварная ванна формируется частично из материала предыдущей сварной ванны с добавлением нового материала из соединяемых деталей.
Сварные ванны формируются с наложением друг на друга с определенным смещением, обычно составляющем 10-30% от диаметра сварной ванны. Это смещение называется перекрытием. От величины процентного перекрытия зависит степень герметичности изделия, прочность шва и производительность процесса сварки.
Преимуществами импульсной сварки являются:
- минимальное термическое воздействие на изделие, возможность сваривать изделия с наполнением (например, корпуса микросборок с содержащимися внутри микросхемами) без ущерба для содержимого;
- отсутствие перегрева шва;
- полная защита агроном, так как обеспечить защиту сварной точки до 1.5 мм в диаметре не представляется проблемой даже с локальной подачей защитного газа.
При этом сварка импульсным методом более требовательна к качеству подготовки изделий, зазорам, а также химическому составу свариваемых изделий.
Преимущества лазерной сварки
Большой интерес к лазерной сварке обусловлен специфическими достоинствами, которые выгодно отличают ее от других методов сварки:
- Лазерная сварка может осуществляться в любой среде и любых условиях, не требует наличия вакуума.
- Зона термического влияния при лазерной сварке очень мала, при этом сохраняются свойства исходного материала.
- Лазерная сварка практически не вызывает деформации обрабатываемых изделий, так как зона теплового влияния минимальна.
- Высокая точность и производительность процесса лазерной сварки достигается при сварке любых марок сталей.
- Лазерная сварка – один из немногих типов сварки, допускающих соединение разнородных материалов.
- При лазерной сварке обеспечивается значительная глубина провара при небольшой ширине сварного шва.
- Лазерная сварка не требует дополнительных расходных материалов (например, присадочных электродов или флюсов и пр. ) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.
- Лазерная сварка возможна по месту, без дополнительного закрепления изделий, поэтому возможна обработка изделий крупных габаритов.
- Лазерная сварка возможна и в труднодоступных местах за счет средств доставки лазерного излучения к месту сварки.
- Лазерная сварка является бесконтактным методом обработки, позволяя осуществлять процесс сварки в том числе через кварцевое стекло вакуумной камеры.
- Оборудование и расходы на эксплуатацию для лазерной сварки требуют гораздо меньших капиталовложений, чем для ближайшего аналога – электронно-лучевой сварки.
 ) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.
) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.Подготовка изделий к лазерной сварке
Как уже было отмечено выше, лазерная сварка более требовательна к условиям сварки и подготовке изделий к сварке.
В случае импульсной сварки подготовка изделий и общие условия сварки регламентируются ГОСТ 28915-91 («Лазерная сварка импульсная. ..»). В случае непрерывной лазерной сварки условия регламентируются отраслевыми стандартами.
..»). В случае непрерывной лазерной сварки условия регламентируются отраслевыми стандартами.
В случае несоблюдения требований к подготовке изделий к сварки можно не только не получить готовое изделие с заданными характеристиками, но и привести его в негодность, без возможности дальнейшего восстановления.
Примеры несоблюдения требований и соответствующие последствия приведены ниже:
|
Причина | Последствия | Возможные решения |
1 |
Большой зазор между изделиями (более 1/10 от ширины шва или толщины свариваемых изделий для импульсной сварки) |
Вместо образования общей сварной ванны лазер оплавил обе кромки изделий, расплав стёк по краям, увеличив зазор между изделиями еще больше. |
Иногда незначительные участки можно вручную заплавить с присадочным материалом, создав стенку искусственно. Однако это требует куда больше времени, чем обычная лазерная сварка. Более правильным решением будет исправление техпроцесса для более точной подготовки изделий по зазорам. |
2 |
Разнородные материалы |
В случае импульсной сварки разнородные материалы, обладающие разными свойствами (в том числе коэффициентом температурного расширения) могут вести себя различно в процессе остывания. Из соединяемой пары металлов один металл остывает быстрее и быстрее сжимается, чем другой – и мы получаем сквозную трещину на всю глубину шва. |
По возможности при разработке изделия желательно не прибегать к выбору разнородных материалов в местах соединения сварным методом. Выполнить обе детали из более дорогого материала, но сэкономить на затратах их сварке – иногда более выгодно. |
3 |
Большое количество примесей |
Материалы типа Д16 (конструкционный алюминий) отличаются легкостью и прочностью, хорошо обрабатываются механически. Это достигается большим количеством легирующих элементов и присадок. |
Решением может быть использование непрерывного лазера, при работе которого сварная ванна остывает медленнее, и напряжения в шве успевают перераспределиться. При импульсной сварке тонкостенных изделий мы рекомендуем обратить внимание на более пластичные сплавы, например АМЦ, которые возможно сваривать с применением присадочных проволок из чистого алюминия. Иногда удачным решением является изготовление одной детали из примесных сплавов типа АМЦ, а другой детали из чистого алюминия (АД1, А0-А5), таким образом все напряжения по деформации сможет на себя забрать более мягкий материал. |
4 |
Наличие инородных включений (грязь, масло, сож) |
Любые примеси и инородные включения в шве реагируют на лазерное излучение гораздо быстрее, чем свариваемые материалы. |
Для качественной сварки соединяемые изделия должны быть зачищенны от грязи, масла, жира и пр. Образованные грязью дырки в материале можно заплавить с присадкой, однако обычно затраты на заплавку таких последствий больше, чем на промывку детелей перед сваркой. |
5 |
Недостаточная подача аргона |
В случае нарушения защиты шва можно получить окислы в самом шве или образование оксидной пленки на поверхности шва. Это сказывается на хим.составе шва и его прочностных характеристиках. В большинстве случаев, особенно в случае сварки конструкционных сталей, изменения будут незначительны, однако есть материалы (например, титан), для которых нормальная защита инертным газом крайне необходима. |
В большинстве случаев защита аргоном обеспечивается локально. В некоторых случаях необходима защита как с лицевой стороны шва, так и с обратной. Оператор лазерной установки имеет возможность настройки давления защитного газа, предзадержки импульса для достаточного поступления газа в зону обработки перед первым импульсом. Также большое значение имеет направление подачи, которое регулируется суставчатым шлангом. |
6 |
Использование тонколистового материала |
Для тонколистового материала требования по ГОСТ 28915-91 по сути остаются те же самые, а это означает, что для приварки листового материала тлщиной 50 мкм зазор между изделиями должен быть не более 5 мкм. Это довольно сложно обеспечить в обычных условиях, поэтому например сварка тонкостенных сильфонов может представлять значительную проблему: любой импульс в условиях больших зазоров будет оставлять дырку в стенке, которую заплавить уже не представится возможности. |
Сварка тонкостенных изделий должна производиться грамотными специалистами с соблюдением всех требований по зазорам. При этом должно обеспечиваться хорошее прижатие тонколистового материала к основе. Иногда правильным решением является обвальцовка тонкостенного изделия на основе. В любом случае, подготовка таких изделий к сварке гораздо более трудоемкая, однако остается вполне реализуемой. |
 Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит.
Более того, как уже отмечалось, при импульсной сварке большую часть материала сварная ванна может брать из предыдущей. Если в какой-то момент импульс не смог сформировать сварную ванну, для следующего импульса материала тоже не хватит. В таком случае шов будет и хрупким, и негерметичным.
В таком случае шов будет и хрупким, и негерметичным. Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины.
Однако при импульсной сварке это является значительным препятствием для получения прочного шва. При резком застывании сварной ванны после импульса имеющиеся в материале присадки не дают материалу нормально сжиматься при остывании. Возникают сильные внутренние напряжения, приводящие к образованию трещины. При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее.
При импульсном режиме сварки грязь в шве детонирует, разрывая шов и разбрызгивая металл вокруг, что приводит к образованию дырки. Особенно требовательна к чистоте соединяемых изделий сварка цветных металлов, так как в таком случае энергии для сварки требуется гораздо больше, и детонация грязи в шве происходит гораздо сильнее.

Сфера применения лазерной сварки
Точечная импульсная лазерная сварка в микроэлектронике
В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.
Методы лазерной сварки проводников имеют несомненное преимущество в виду того, что для лазерной сварки нет необходимости в подготовке поверхностей для сварки и зачистке изоляционных слоев (полиуретан, тефлон и др.). Лазерная сварка позволяет удалить изоляцию в месте воздействия непосредственно в процессе сварки.
Лазерная сварка выводов обмотки якоря с коллектором
Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Фиксация зубчатых колес на оси с помощью лазерной сварки
В приборостроении зачастую важна не механическая прочность изделия под силовыми нагрузками, а необходима качественная фиксация изделий друг с другом, герметичность шва, отсутствие деформаций деталей в процессе сварки. Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Изготовление датчиков давления с помощью лазерной сварки
Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Ремонт очковых оправ
Лазерная сварка широко применяется не только в промышленности и серийном производстве, но и для точечной сварки применяемых в быту изделий (очковые оправы, кухонная утварь, ювелирные изделия). Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Лазерная сварка позволяет надежно скреплять детали из конструкционных сплавов, титана, нержавеющей стали, в том числе применяемой при изготовлении в пищевой промышленности (пищевая нержавейка). Для ремонта подобных изделий обычно применяют лазерные установки малой мощности, сварка производится вручную.
Как работает сварка пластика лазером?
При лазерной сварке пластмасс методом просвечивающей сварки соединяются между собой два вида термопластичных пластмасс: прозрачный пластик облучается лазером, а поглощающий нагревается. Абсорбирующий пластик расплавляет прозрачную область соединения. Соединяемые элементы должны быть спрессованы с помощью подходящего устройства, чтобы обеспечить достаточную теплопередачу. Зазор должен быть меньше 150 мкм, если это возможно. Для прочного соединения расплавленный пластик должен полностью затвердеть. Таким образом, устройство прижимает оба соединительных элемента друг к другу в течение определенного времени выдержки даже после фактического процесса сварки.
Какие пластмассы можно сваривать лазером?
Если пластик содержит большое количество стекловолокна, могут легко возникнуть хрупкие сварные соединения. Поэтому рекомендуется не превышать содержание стекловолокна в 40%. Лазеропрозрачный материал со стекловолокном не должен быть толще 2 мм.
Что нужно учитывать при лазерной сварке пластмасс?
Поскольку многие свариваемые термопласты поглощают лишь небольшую часть лазерного излучения твердотельных лазеров, в них добавляют такие добавки, как сажа. В результате термопласты можно плавить и сваривать лазерным излучением. Чтобы обеспечить воспроизводимость сварочных процессов, подходящее приспособление должно также позиционировать компоненты воспроизводимым образом. Усилие соединения создается за счет прижатия детали к близлежащей к контуру прижимной маске или специальному стеклу. Стекло должно пропускать лазерный свет с высокой механической стабильностью.
Сравнение трех процессов лазерной просвечивающей сварки
Контурная сварка лазером
В частности, при контурной сварке круглые детали вращаются под лазерным лучом со скоростью до 25 м/мин. Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Свариваемый контур трассируется лазерным лучом и нагревается. Помимо круглых деталей, для контурной сварки также идеально подходят крупные трехмерные детали. Самая большая проблема этого процесса: в очень объемных компонентах могут возникать напряжения, потому что контур свариваемого компонента не нагревается одновременно.
Одновременная сварка лазером
При одновременной сварке лазерный луч формируется таким образом, чтобы он оптимально адаптировался к детали. Таким образом, одновременно нагревается свариваемый контур. Результат: очень короткое время обработки всего около 100 мс. Компоненты, которые не очень сложны и производятся в больших количествах, особенно подходят для этого процесса. Однако, если геометрия компонента изменяется, форма луча также должна быть скорректирована.
Квазисинхронная сварка лазером
Сканирующий лазерный луч нагревает сварочный контур при квазисинхронной сварке. Поскольку лазерный луч вращается со скоростью до 15 м/с (900 м/мин), он настолько быстр по сравнению с охлаждением, что контур нагревается практически одновременно. Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Благодаря программируемой фокусирующей оптике можно быстро реагировать на изменение контуров сварки, что является явным преимуществом по сравнению с одновременной сваркой.
Видео применения лазерной сварки на нашем оборудовании
Оборудование для ручной и автоматической лазерной сварки.
Автоматизированная лазерная установка ALFA-Auto
Лазерная сварочная установка ALFA
Автоматизированная установка для лазерной сварки ALFA-400/600A
Лазерная установка для ручной сварки ALFA-WT
Ручная лазерная установка LaserFlex-M
Автоматизированная лазерная установка ALFA-Fiber с волоконным лазером
Роботизированный сварочный комплекс ALFA-R
Автоматизированная лазерная установка LaserFlex-A
Лазерная сварка металлов IPG Photonics Corporation
Лазерная сварка металлов IPG Photonics Corporation- Применения →
- Обработка материалов →
- Сварка металлов
Лазерная сварка — экономичная и бесконтактная альтернатива другим видам сварки различных металлов практически в любой области промышленности.
Независимо от требований заказчика к высокой скорости обработки, сложности геометрии сварных соединений или многопроходных швов для сварки материалов большой толщины, компания IPG предлагает уникальные решения для разнообразного применения лазерной сварки.
- Резка
- Сверление
- Маркировка и гравировка
- Сварка металлов
- Сварка полимерных материалов
- Пайка
- Плакировка
- Аддитивное производство
- Удаление покрытий
- Термическая обработка
- Технологиии лазерной сварки
- Сварка толстого металла
- Сварка тонкого металла
Химический состав материала, конструкция изделия и напряженное состояние — это только несколько факторов, определяющих способ соединения. Лазерная сварка часто является идеальным решением соединения металлов, для которых требуется высокая скорость обработки, низкое тепловложение, низкие поводки и остаточные напряжения.
Лазерная сварка часто является идеальным решением соединения металлов, для которых требуется высокая скорость обработки, низкое тепловложение, низкие поводки и остаточные напряжения.
Существует четыре основных вида технологии лазерной сварки:
Лазерная точечная сварка представляет собой бесконтактный процесс, где лазер используется для создания сварной точки при соединении металлов. Сфокусированное лазерное излучение поглощается подложкой и металл расплавляется. Расплавленный металл растекается, затвердевает и создает небольшой точечный сварной шов. Весь этот процесс происходит за миллисекунды и может быть повторён, в зависимости от толщины материала и требуемой прочности соединения.
Бесконтактная лазерная сварка аналогична точечной сварке, но позволяет перемещать лазерный луч после образования ванны расплава. При этом способе может быть использовано модулированное или импульсное излучение для создания сварного шва с герметичной структурой. Как правило, глубина такого сварного шва составляет менее 2 мм.
Сварка с глубоким проплавлением требует чрезвычайно высокой плотности энергии для создания лазерного сварного шва. Сфокусированный лазерный луч расплавляет и частично испаряет свариваемый материал. Давление металлического пара «раздвигает» расплавленный металл и создает глубокое и узкое «кинжальное» проплавление. При движении лазерного луча, жидкий металл стекает вокруг образовавшегося парогазового канала и затвердевает по его траектории, формируя глубокий и узкий сварной шов.
Гибридная сварка — объединяет лазерную сварку с другими технологиями, чаще всего с дуговой сваркой металлическим электродом в среде инертного газа (MIG).
Типы металлов
| Нержавеющие стали | Углеродистые стали | Золото и серебро | Алюминий |
| Инструментальные стали | Никелевые сплавы | Латунь и медь | Титан |
Волоконные лазеры сейчас широко используются в сварке разнообразных тонких материалов. Длина волны 1070 нм в ближнем инфракрасном диапазоне спектра имеет определенные преимущества над существующей технологией на базе углекислотных лазеров из-за более низкой отражательной способности металлов на этой длине волны. Это особенно актуально для металлов с высокой отражательной способностью, например алюминия и меди, где высокомощные волоконные лазеры используются для сварки до 15 мм — ранее такую толщину невозможно было достичь при использовании других типов лазеров. Для использования волоконных лазеров с высокой средней мощностью и относительно небольшими размерами пятна для сварки толстых металлов требуется использовать способ, известный как сварка с проплавлением в узкую разделку. Узкая разделка обеспечивает глубокое проплавление и качественный шов на высокой скорости. Это означает меньшую чувствительность к положению фокуса, которая значительно повышает легкость, с которой высокое качество сварных швов может быть достигнуто. Другие примеры волоконной лазерной сварки толстых металлов включают глубокопроникающую сварку толстой стали для судов и трубопроводов. Длина волны 1070 нм в ближнем инфракрасном диапазоне спектра имеет определенные преимущества над существующей технологией на базе углекислотных лазеров из-за более низкой отражательной способности металлов на этой длине волны. Это особенно актуально для металлов с высокой отражательной способностью, например алюминия и меди, где высокомощные волоконные лазеры используются для сварки до 15 мм — ранее такую толщину невозможно было достичь при использовании других типов лазеров. Для использования волоконных лазеров с высокой средней мощностью и относительно небольшими размерами пятна для сварки толстых металлов требуется использовать способ, известный как сварка с проплавлением в узкую разделку. Узкая разделка обеспечивает глубокое проплавление и качественный шов на высокой скорости. Это означает меньшую чувствительность к положению фокуса, которая значительно повышает легкость, с которой высокое качество сварных швов может быть достигнуто. Другие примеры волоконной лазерной сварки толстых металлов включают глубокопроникающую сварку толстой стали для судов и трубопроводов. |
|
Лазерная сварка зачастую является идеальным решением соединения металлов, для которых требуется высокая скорость обработки, низкое тепловложение, зона измененной структуры металла и минимальные поводки. За счет хорошего качества пучка волоконных лазеров киловаттного класса в диапазоне от средней до высокой мощности представлен широкий спектр механизмов для лазерной сварки от узким разделки с высоким соотношением ее сторон до сварки малых толщин. Эрбиевые непрерывные волоконные лазеры с низкой и средней мощностью (до 1 кВт) используются для сварки разнообразных тонких листовых материалов толщиной до 1,5 мм на высокой скорости. Эрбиевые непрерывные волоконные лазеры с низкой и средней мощностью возможно фокусировать в маленькие пятна с помощью гальваносканеров и технологических линз с большим фокусным расстоянием, что обеспечивает удаленную лазерную сварку. Волоконные лазеры квазинепрерывного излучения с модуляцией добротности обеспечивают возможность импульсной лазерной сварки с высокой пиковой и низкой средней мощностью для работы в условиях низкого подвода тепла. Доставка импульса через волокно обеспечивает легкую интеграцию в обычные прямые оптические сварочные или гальванометрические головки. Для типичной точечной сварки могут использоваться любые из вышеназванных прямых оптических головок для сварки медицинского оборудования, например кардиостимуляторов. |
 Существует много преимуществ использования технологических линз с большим фокусным расстоянием и большой степенью центрирования, поскольку это значительно увеличивает рабочую зону. Например, отдельные сварочные станции, оборудованные волоконными лазерами, могут полностью сваривать дверную панель. При использовании роботов швы внахлест могут выполняться на всем корпусе автомобиля. Другие области применения: герметичная сварка аккумуляторных батарей и герметичных уплотнений.
Существует много преимуществ использования технологических линз с большим фокусным расстоянием и большой степенью центрирования, поскольку это значительно увеличивает рабочую зону. Например, отдельные сварочные станции, оборудованные волоконными лазерами, могут полностью сваривать дверную панель. При использовании роботов швы внахлест могут выполняться на всем корпусе автомобиля. Другие области применения: герметичная сварка аккумуляторных батарей и герметичных уплотнений. Способ доставки излучения на основе гальванометра можно использовать для высокоскоростной точечной сварки корпусов мобильных телефонов и планшетов, бритвенных лезвий или подкапотных автомобильных компонентов.
Способ доставки излучения на основе гальванометра можно использовать для высокоскоростной точечной сварки корпусов мобильных телефонов и планшетов, бритвенных лезвий или подкапотных автомобильных компонентов.Сварка металла лазерным лучом: особенности и преимущества
Сущность и основные преимущества сварки лазерным лучом
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора — лазера.
Что такое лазер
Термин «лазер» происходит от первых букв английской фразы: «Light amplification by the stimulated emission of radiation». Перевод: «Усиление света посредством индуцирования эмиссии излучения». За теоретическим обоснование и разработкой лазеров стоят трое ученых: академик Н. Г. Басов, академик А. М. Прохоров и американский физик Ч.Таунс. В 1964 году это открытие принесло им Нобелевскую премию.
Г. Басов, академик А. М. Прохоров и американский физик Ч.Таунс. В 1964 году это открытие принесло им Нобелевскую премию.
Академик Басов охарактеризовал лазер так: «Это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля — лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется её высокой концентрацией и возможностью передачи на значительное расстояние».
Виды и принцип работы лазера
Основные элементы лазера — это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры.
Твердотельные лазеры
В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина — окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05%). При облучении ионы хрома переходят в другое энергетическое состояние — возбуждаются — и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс.
При облучении ионы хрома переходят в другое энергетическое состояние — возбуждаются — и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс.
Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
Рис. 1. Схема твердотельного лазера:
1 — рубиновый стержень; 2 — генератор накачки; 3 — отражатель; 4 — непрозрачное зеркало; 5 — охлаждающая среда; 6 — источник питания; 7 — полупрозрачное зеркало; 8 — световой луч; 9 — фокусирующая линза; 10 — обрабатываемые детали
При работе в импульсном режиме существенный недостаток твердотельного лазера — низкий КПД (0,01…2,0%). Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме. Например, твердотельный лазер на алюмоиттриевом гранате, активированном атомами неодима (приблизительно 1%).
Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме. Например, твердотельный лазер на алюмоиттриевом гранате, активированном атомами неодима (приблизительно 1%).
Газовые лазеры
Ещё более высокий КПД и мощность у газовых лазеров. В качестве активной среды в них применяют чаще всего СО2 или смесь газов. Генераторами накачки могут служить искровые разрядники или электронный луч.
Типичная конструкция газового лазера — это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис. 2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
Рис. 2. Схема газового лазера:
1 — разрядная трубка; 2 — непрозрачное зеркало; 3 — источник питания; 4 — вакуумный насос; 5 — полупрозрачное зеркало
Как проходит процесс лазерной сварки
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, здесь не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции.
Лазерный луч легко управляется и регулируется с помощью зеркальных оптических систем, легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва.
Лазерная сварка отличается высокой концентрацией энергии в пятне диаметром 0,1 мм и менее. Для нее характерны небольшой объем сварочной ванны, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. На практике это означает, что лазерная сварка обеспечивает технологическую прочность сварных соединений, небольшие деформации сварных конструкций. Например, лазерная сварка вилки с карданным валом автомобиля увеличивает срок службы карданной передачи в три раза по сравнению с дуговой сваркой. Главные факторы: площадь сечения сварного шва уменьшается более чем вдвое, а время сварки — в несколько раз. Деформации вилки, вызывающие преждевременный износ, практически отсутствуют.
Например, лазерная сварка вилки с карданным валом автомобиля увеличивает срок службы карданной передачи в три раза по сравнению с дуговой сваркой. Главные факторы: площадь сечения сварного шва уменьшается более чем вдвое, а время сварки — в несколько раз. Деформации вилки, вызывающие преждевременный износ, практически отсутствуют.
Основные энергетические характеристики процесса лазерной сварки — это плотность Е мощности лазерного излучения и длительность t его действия. При непрерывном излучении t определяется продолжительностью времени экспонирования, а при импульсном — длительностью импульса. Превышение верхнего предела Е вызывает интенсивное объемное кипение и испарение металла. Это приводит к выбросам металла и дефектам шва. На практике лазерную сварку ведут при Е=106…107 Вт/см2. При Е < 105 Вт/см2 лазерное излучение теряет свое основное достоинство — высокую концентрацию энергии. Изменение Е и t позволяет сваривать лазерным лучом различные конструкционные материалы с толщиной от нескольких микрометров до десятков миллиметров.
Скорость лазерной сварки непрерывным излучением в несколько раз превышает скорости традиционных способов сварки плавлением. Например, стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5…8 проходов, ширина шва получается 20 мм. Непрерывным лазерным лучом этот лист сваривается со скоростью 100 м/ч за 1 проход при ширине шва в 5 мм. Однако лазерная сварка импульсным излучением по скорости сопоставима с традиционными способами сварки.
Технологические особенности процесса лазерной сварки
Лазерную сварку можно производить со сквозным и с частичным проплавлением. Сварные швы одинаково хорошо формируются в любом пространственном положении. При толщине свариваемых кромок менее 0,1 мм и при сварке больших толщин с глубоким проплавлением формирование шва происходит по-разному.
Подходы к выбору параметров режима сварки тоже различаются. При сварке малых толщин непрерывным или импульсным излучением используют более мягкие режимы, которые обеспечивают расплавление металла только в стыке деталей — без перегрева до температуры интенсивного испарения. Сварку сталей и других относительно малоактивных металлов можно в этом случае выполнять без дополнительной защиты зоны нагрева, что существенно упрощает технологию. При этом сварку с глубоким проплавлением ведут с защитой шва газом, состав которого подбирают в зависимости от свариваемого материала.
Сварку сталей и других относительно малоактивных металлов можно в этом случае выполнять без дополнительной защиты зоны нагрева, что существенно упрощает технологию. При этом сварку с глубоким проплавлением ведут с защитой шва газом, состав которого подбирают в зависимости от свариваемого материала.
Сварка импульсным излучением
Основные параметры режима импульсной лазерной сварки — это энергия и длительность импульсов, диаметр сфокусированного излучения, частота следования импульсов, положение фокального пятна относительно поверхности свариваемых деталей.
Правильная длительность лазерного импульса
Длительность лазерного импульса должна соответствовать тепловой постоянной времени для данного материала. Ее можно приближенно определить по формуле:
τ = δ2 / (4α),
где δ и α — соответственно толщина и коэффициент температуропроводности свариваемого материала.
Значения τ для тонких деталей (δ = 0,1…0,2 мм) составляют несколько миллисекунд. Поэтому для меди длительность импульса будет в районе 0,0001…0,0005 с, для алюминия — 0,0005…0,002 с, для сталей — 0,005…0,008 с. При увеличении δ более 1,0 мм τ возрастает и может значительно превосходить достижимую длительность лазерных импульсов. Поэтому лазерная сварка металлов толщиной более 1,0 мм импульсным излучением затруднена.
Поэтому для меди длительность импульса будет в районе 0,0001…0,0005 с, для алюминия — 0,0005…0,002 с, для сталей — 0,005…0,008 с. При увеличении δ более 1,0 мм τ возрастает и может значительно превосходить достижимую длительность лазерных импульсов. Поэтому лазерная сварка металлов толщиной более 1,0 мм импульсным излучением затруднена.
Правильный диаметр сфокусированного излучения
Диаметр сфокусированного излучения d определяет площадь нагрева и плотность мощности Е. При сварке d изменяют от 0,05 до 1,0 мм путем расфокусировки луча. При этом фокальную плоскость, на которой сфокусированный световой пучок имеет наименьший диаметр, располагают выше или ниже поверхности свариваемых деталей.
Сварной шов при импульсном излучении
Сварной шов при импульсном излучении образуется наложением сварных точек с их взаимным перекрытием на 30…90% в зависимости от типа сварного соединения и требований к нему.
Промышленные сварочные установки с твердотельными лазерами позволяют вести шовную сварку со скоростью до 5 мм/с при частоте импульсов до 20 Гц. Сварку можно вести с присадочным материалом в виде проволоки диаметром менее 1,5 мм, ленты или порошка.
Сварку можно вести с присадочным материалом в виде проволоки диаметром менее 1,5 мм, ленты или порошка.
Присадка позволяет увеличить сечение шва, устраняя один из наиболее распространенных дефектов — ослабление шва, а также легировать металл шва. Легирующие элементы при лазерной сварке можно также наносить предварительно на поверхности свариваемых кромок напылением, обмазкой, электроискровым способом и т.п.
Лазерная сварка деталей разной толщины
Наиболее распространена лазерная сварка импульсным излучением в электронной и электротехнической промышленности, где сваривают угловые, нахлесточные и стыковые соединения тонкостенных деталей. Хорошее качество соединений обеспечивается сваркой лазерным лучом тонких деталей (0,05…0,5 мм) с массивными. Когда свариваемые детали значительно отличаются по толщине, луч смещают на массивную деталь, чем выравнивают температурное поле и достигают равномерного проплавления обеих деталей. Чтобы снизить разницу в условиях нагрева и плавления таких деталей, толщину массивной детали в месте стыка уменьшают, делая на ней бурт, технологическую отбортовку или выточку (рис. 3).
3).
При лазерной сварке нагрев и плавление металла происходят так быстро, что деформация тонкой кромки может не успеть произойти до того, как металл затвердеет. Это позволяет сваривать тонкую деталь с массивной внахлестку. Для этого надо, чтобы при плавлении тонкой кромки и участка массивной детали под ней образовалась общая сварочная ванна. Это можно сделать, производя сварку по кромке отверстия в тонкой детали или по её периметру.
Рис. 3. Сварные соединения деталей разной толщины:
а — по бурту на массивной и отбортовке на тонкой детали; б — тавровое соединение; в — по кромке выточки в массивной детали; г — по отверстию в тонкой детали. Стрелками показано направление лазерного луча
Детали малой толщины можно сваривать также газовыми и твердотельными лазерами непрерывного действия мощностью до 1 кВ-А. Лучше всего формируется шов при стыковом соединении тонких деталей. Однако при сборке таких соединений под лазерную сварку предъявляются более жесткие требования: должен быть обеспечен минимальный и равномерный зазор в стыке и практически полное отсутствие смещения кромок.
Сложнее формируется шов при сварке деталей толщиной более 1,0 мм с глубоким проплавлением. Как только плотность мощности лазерного излучения станет больше критической, скорость нагрева металла значительно превысит скорость отвода теплоты в основной металл за счет теплопроводности. На поверхности жидкого металла под действием реакции образуется углубление. Увеличиваясь, оно образует канал, заполненный паром и окруженный жидким металлом. Давления пара оказывается достаточно для противодействия силам гидростатического давления и поверхностного натяжения, и полость канала не заполняется жидким металлом.
При некоторой скорости сварки форма канала приобретает динамическую устойчивость. На передней его стенке происходит плавление металла, на задней — затвердевание. Наличие канала способствует поглощению лазерного излучения в глубине свариваемого материала, а не только на его поверхности. Формируется так называемое «кинжальное проплавление». При этом образуется узкий шов с большим соотношением глубины проплавления к ширине шва.
Сварочная ванна при лазерной сварке
Сварочная ванна (рис. 4) имеет характерную форму, вытянутую в направлении сварки. В головной части ванны расположен канал (кратер) 3. Это область наиболее яркого свечения. На передней стенке канала существует слой расплавленного металла, испытывающий постоянные возмущения. Здесь наблюдается характерное искривление передней стенки в виде ступеньки, которая периодически перемещается по высоте канала.
Удаление расплавленного металла с передней стенки осуществляется при перемещении ступеньки сверху вниз. Перенос расплавленного металла из головной части ванны в хвостовую происходит по боковым стенкам в горизонтальном направлении. В хвостовой части ванны 4 расплавленный металл завихряющимися потоками поднимается вверх и частично выносится на поверхность сварочной ванны. При образовании канала 3 над поверхностью металла появляется светящийся факел 2 из продуктов испарения, частиц конденсированного пара и мелких, выбрасываемых из ванны капель металла.
Рис. 4. Схема сварочной ванны при лазерной сварке:
1 — лазерный луч; 2 — плазменный факел; 3 — парогазовый канал; 4 — хвостовая часть ванны; 5 — металл шва; 6 — свариваемый металл; Vсв — направление сварки
Скорость сварки и проплавляющая способность
При значительной скорости сварки факел отклоняется на 20…600 в сторону, противоположную направлению сварки. Этот факел поглощает часть энергии луча и снижает его проплавляющую способность.
При сварке деталей толщиной более 1,0 мм на проплавляющую способность луча в первую очередь влияет мощность излучения. Поскольку сварка таких деталей ведется при непрерывном излучении, то к основным параметрам режима здесь относится и скорость сварки. При выбранном значении мощности излучения скорость сварки определяют исходя из особенностей формирования шва: минимальное значение скорости ограничено отсутствием кинжального проплавления, а максимальное — ухудшением формирования шва, появлением пор, непроваров. Скорость сварки может достигать 90…110 м/ч.
Скорость сварки может достигать 90…110 м/ч.
Фокусировка луча и качество сварных швов
На качество сварных швов влияет фокусировка луча. Для сварки луч фокусируют в пятно диаметром 0,5…1,0 мм. При меньшем диаметре повышенная плотность мощности приводит к перегреву расплавленного металла, усиливает его испарение — появляются дефекты шва. При диаметре более 1,0 мм снижается эффективность процесса сварки. Формирование шва зависит также от положения фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается, если фокус луча будет находиться над поверхностью детали.
Два процесса проплавления металла
Форма сварочной ванны в продольном сечении также отличается от её формы при дуговой сварке (рис. 5). На поверхности фронта кристаллизации имеется выступ, который делит ванну на две характерные части. Нижняя часть значительно заглублена и имеет малую протяженность в поперечном сечении, тогда как верхняя часть более широкая и вытянута вдоль шва.
Отсюда очевидно, что при лазерной сварке имеют место два процесса проплавления металла. Первый процесс связан с образованием канала, как это было показано выше. Именно он обеспечивает эффект глубокого проплавления. Второй процесс — поверхностное плавление за счет теплопроводности свариваемого материала. Преимущественное развитие того или иного процесса зависит от режима сварки и определяет очертания сварочной ванны.
Рис. 5. Продольное сечение сварочной ванны
Качество, защита шва и дефекты при лазерной сварке
Для лазерной сварки характерны высокая концентрация энергии, большая скорость по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону из-за высоких скоростей нагрева и охлаждения металла. Эти факторы существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Поэтому можно достичь высокого качества сварных соединений из материалов, плохо свариваемых другими способами сварки. Деформации сваренных деталей существенно (до десяти раз) снижаются, что уменьшает затраты на правку.
Деформации сваренных деталей существенно (до десяти раз) снижаются, что уменьшает затраты на правку.
При лазерной сварке с глубоким проплавлением металл шва защищают от окисления, подавая через сопло в зону сварки защитный газ. Для этого применяют специальные сопла (рис. 6). При сварке алюминия, титана и других высокоактивных металлов требуется дополнительная защита корня шва. Для защиты используют те же газы, что и при дуговой сварке — чаще это аргон, гелий или их смеси. Защитные газы влияют на эффективность проплавления: чем выше потенциал ионизации и теплопроводность газа, тем она больше. Качественную защиту можно обеспечить при расходе гелия 0,0005…0,0006 м3/с, аргона 0,00015…0,0002 м3/с, смеси, состоящей из 50% аргона и 50% гелия, — 0,00045…0,0005 м3/с. Для защиты зоны лазерной сварки можно использовать флюсы такого же состава, что и при дуговой сварке. Применяют их в виде обмазок, наносимых на свариваемые кромки.
Рис. 6. Схемы защитных сопел:
а — при сварке деталей малой толщины; б — при сварке с глубоким проплавлением; 1 — лазерный луч; 2 — свариваемые детали
Наиболее часто встречающиеся дефекты при лазерной сварке больших толщин — это неравномерность проплавления корня шва и наличие полостей в шве. Для снижения вероятности образования пиков проплавления при сварке с несквозным проплавлением рекомендуют повышать скорость сварки и отклонять лазерный луч от вертикали на 15… 17° по направлению движения. Тогда дефектов можно избежать, и лазерная сварка показывает себя еще более надежным решением на производстве.
Для снижения вероятности образования пиков проплавления при сварке с несквозным проплавлением рекомендуют повышать скорость сварки и отклонять лазерный луч от вертикали на 15… 17° по направлению движения. Тогда дефектов можно избежать, и лазерная сварка показывает себя еще более надежным решением на производстве.
Лазерная сварка: сущность и принцип технологии
Содержание:
- Общая характеристика
- Технология лазерной сварки
- Преимущества и недостатки
- Условия и способы сварки лазером
- Виды лазеров
- Применение гибридных установок
- Особенности сварки тонкостенных изделий
- Применение лазерной сварки для изделий из стекла и пластмассы
- Модели станков для лазерной сварки
- Как сделать лазерный резак для гаража
- Возможные дефекты шва
- Интересное видео
Лазерная сварка — это метод сваривания металла, которые предназначен для особо точного соединения изделий. Часто его применяют при наличии сложной конфигурации соприкосновения элементов, которые свариваются. Данная технология применяется не так часто, но все же она обладает массой положительных особенностей.
Часто его применяют при наличии сложной конфигурации соприкосновения элементов, которые свариваются. Данная технология применяется не так часто, но все же она обладает массой положительных особенностей.
При помощи нее можно получить эстетичный, ровный и гладкий шов без деформированный, искривлений. Сварка подходит для соединения изделий из нержавейки, алюминия и даже серебра. Конечно, это не все характерные качества этого вида сварки, имеются другие особенности, которые заслуживают отдельного внимания.
Общая характеристика
Лазерная сварка металлов производится при помощи специального оборудования. Этот метод появился не так давно, но он успел завоевать высокую популярность. Его используют в разных областях промышленности для создания прочного неразъемного соединения. Данный способ сваривания имеет высокую точность, хорошую производительностью и отличное качество соединения.
Нагревание и плавление в рабочей области происходит при помощи лазерного луча. Световой поток, который генерируется лазером, обладает монохромностью. Все волны имеют одинаковые показатели длины. Именно это намного упрощает контролирование потоков, которое производится при помощи фокусирования линз и отклонений призм. В лазере проявляется явление волнового резонанса, что во много раз повышает мощность пуска.
Все волны имеют одинаковые показатели длины. Именно это намного упрощает контролирование потоков, которое производится при помощи фокусирования линз и отклонений призм. В лазере проявляется явление волнового резонанса, что во много раз повышает мощность пуска.
Все эти свойства помогают понять, что такое лазерная сварка. Во время этой технологии могут применяться разные сварочные аппараты — полуавтоматические, автоматические и даже роботизированные, которые осуществляют работу без присутствия человека. Каждое из них подает лазерный луч, который нагревает и расплавляет выбранную область металлического изделия.
Технология лазерной сварки
Принцип работы лазерной сварки основывается на следующих свойствах:
- когерентностью. В основе этого показателя лежит взаимосвязь фаз теплового поля луча лазера в разных зонах;
- монохроматичностью. Данное свойство характеризуется небольшой шириной спектральных линий, которые излучаются источником;
- направленностью. При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.
 При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.
При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.Благодаря этим показателям повышается мощность лазерного луча, он обеспечивает точное размеренное плавление и испарение металлов в зоне сваривания. Источник может быть на некотором расстоянии от свариваемой зоны, а в области сварочной лазерной ванны не требуется присутствия вакуума.
Так как работает лазерная сварка? При соединении изделий с применением лазерного луча наблюдаются следующие процессы:
- Элементы, которые подготовлены для соединения, плотно соединяются друг с другом вдоль линии будущего соединения.
- Далее на область стыка наводится лазерный луч.
- Включается генератор. Во время этого начинается равномерное разогревание, плавление и испарение частиц на кромках.
- В связи с тем, что сечение лазерного луча имеет небольшие размеры, расплавленный металл заполняет все микронеровности и дефекты изделий, которые попадают в зону действия лазерного луча.

Важно! Сварка лазером имеет положительную особенность — во время нее образуется сварное соединение с большой плотностью. А вот пористость, и прочие дефекты, которые присущи другим методам сварки, во время этой технологии отсутствуют.
В связи с тем, что лазерный луч перемещается по соединяемым поверхностям с высокой скоростью, в ходе сварочного процесса не возникает окисления металла. При помощи луча можно делать два вида шва — сплошной и прерывистый. При помощи первого варианта сваривают трубы из нержавеющей стали, где необходима высокая герметичность. Второй вид используется при сваривании небольших конструкций, которые имеют поверхностные повреждения.
Преимущества и недостатки
Преимущества лазерной сварки сделали данную технологию популярной и востребованной. Но она также как и другие сварочные работы имеет негативные стороны, которые обязательно нужно предварительно рассмотреть.
Среди преимуществ сварки можно выделить:
- Сварка лазерным лучом может использоваться для разнообразных материалов — от металлов и магнитных сплавов до термопластов, стекла, керамики.
- Наблюдается высокая точность и стабильность траектории пятна нагревания.
- Небольшой размер сварного соединения. Именно это делает его незаметным.
- Отсутствует нагревание околошовной области. Вследствие этого наблюдается минимальная деформация свариваемых деталей.
- При проведении нагревании не образуются продукты сгорания, не проявляется рентгеновское излучение.
- Высокая химическая чистота сварочного процесса. Это связано с тем, что во время сварки не используются присадки, флюсы, электроды.
- Подходит для сваривания в труднодоступных местах, может применяться на большом удалении от зоны расположения лазера.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Быстрая перенастройка при переходе на изготовления нового изделия.
- Сварные швы имеют высокое качество и прочность.

Несмотря на то, что лазерная сварка является востребованным методом, который отлично подходит для ремонта кузова автомобиля, для работы с различными конструкциями, металлическими изделиями, все же стоит рассмотреть плюсы и минусы технологии. Как мы поняли достоинств у нее достаточно много, но не стоит забывать про недостатки.
Как мы поняли достоинств у нее достаточно много, но не стоит забывать про недостатки.
Особое внимание стоит обратить на следующие негативные качества:
- оборудование лазерной сварки имеет высокую стоимость. Также комплектующие, запасные части стоит достаточно дорого. По этой причине эта технология применяется только на производствах, предприятиях. А некоторые умельца прибегают к изготовлению лазерной сварки своими руками, но это требует некоторых знаний, а также необходимо иметь схемы, чертежи, инструкции;
- лазерно-дуговая сварка обладает низким показателем КПД. Для твердотельных сплавов он составляет 1 %, а для газовых он может составлять 10 %;
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям, в которых размещается лазерное оборудование. Это относится к показателям вибрации, влажности и запыленности.
Условия и способы сварки лазером
Лазерная сварка нержавеющей стали, сплавов и материалов должна проводиться в соответствии с определенными особенностями. Чтобы получить повышенную мощность луча требуется его точная фокусировка. В момент, когда показатели интенсивности пучка становятся выше максимального значения, он пропускается через центральную область переднего зеркала и далее через систему направляющих призм к рабочей области.
Чтобы получить повышенную мощность луча требуется его точная фокусировка. В момент, когда показатели интенсивности пучка становятся выше максимального значения, он пропускается через центральную область переднего зеркала и далее через систему направляющих призм к рабочей области.
Лазерная сварка нержавейки и других металлов может осуществляться при разном нахождении свариваемых изделий. Глубина проплавления металлической структуры может регулироваться в широком диапазоне — от поверхностного до сквозного. Рабочий процесс может проводиться непрерывным лучом или прерывистыми импульсами.
Обратите внимание! Лазерная импульсная сварка подходит для соединения и обработки изделий из тонкого листового проката. Кроме этого данная технология может с легкостью сваривать профили со сложной конструкцией и детали с большой толщиной.
Стоит учитывать, что лазерная сварка алюминия, меди, нержавейки и других металлов может проводиться несколькими способами:
- Стыковой метод. Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
- Нахлесточный метод. Во время сваривания листы накладываются друг на друга, их соединение производится мощным излучением. Во время сварки применяется локальный прижим изделий. Предельный зазор между поверхностями металлических изделий при работе должен составлять не более 0,2 мм.
 Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.Виды лазеров
Лазерная сварка алюминиевых сплавов, меди, нержавейки и других металлов, материалов может осуществляться разными лазерами. Устройства бывают твердотельного и газового вида. Каждый тип выбирается в соответствии с целью применения оборудования. Но при этом не стоит забывать про важные характеристики каждого вида.
Устройства бывают твердотельного и газового вида. Каждый тип выбирается в соответствии с целью применения оборудования. Но при этом не стоит забывать про важные характеристики каждого вида.
Твердотельный
Лазерная сварка меди, алюминия, нержавейки, серебра, пластмассы и даже стекла осуществляется твердотельным лазером. Для нее необходим главный компонент — рубиновый стержень, также он может быть выполнен из стекла с неодимом. Обычно этот элемент находится внутри осветительной камеры.
В момент, когда в камеру с определенной частотой подается свет с большой мощностью, в кристалле в этот момент возникает возбуждение атомов. Все это приводит к излучению света, которое имеет волны с одинаковой длиной. Торцевые части стержневого элемента состоят их отражающих зеркал. Одно из них является частично прозрачным. Через него выходит энергия в виде лазерного излучения.
Стоит отметить! Лазеры твердотельного вида имеют небольшую мощность. Этот показатель может варьироваться от 1 до 6 кВт.
Газовый
Лазеры газового типа считаются более мощными и производительными устройствами, в который в качестве активного тела выступает газовая смесь. Однако лазерная сварка титана, меди, алюминия, нержавейки, которая проводится с использованием данных приборов, имеет важные особенности:
- Прокачивание газа из баллонов производится насосом. Для этого применяется газоразрядная труба.
- Между электродами возникает разряд электрического тока, который вызывает энергетическое возбуждение газовой смеси.
- В торцевых зонах газоразрядной трубы имеются специальные зеркала, через которые пропускаются лучи лазера.
- При выполнении лазерной сварки оправ, кузова автомобиля и других изделий электроды соединяются с источником питания.
- Процесс охлаждения лазерных устройств проводится водяной системой.
Но все же у газовых устройств имеется существенный недостаток — большие габариты. А вот лазерные агрегаты, имеющие поперечную прокачку газа, обладают небольшими размерами. Общие мощностные показатели оборудования начинаются от 20 кВт и выше. Благодаря этому может производиться сваривание металлов с толщиной до 2 см на скорости до 60 метров в час.
Общие мощностные показатели оборудования начинаются от 20 кВт и выше. Благодаря этому может производиться сваривание металлов с толщиной до 2 см на скорости до 60 метров в час.
Лазерная сварка серебра, меди, алюминия, титана, нержавейки и других металлов производится в атмосферных условиях. Для нее необходим вакуум, но при этом должна быть защита расплавленного металла от влияния воздуха. Для этого используются газы, обычно аргон. В связи тем, что наблюдается высокая тепловая мощность луча на поверхности свариваемого элемента, происходит усиленное испарение металла. Пары ионизируются, в результате этого возникает рассеивание и экранизация лазерного луча.
Лазерная сварка стекла, пластмасс и изделий из разных металлов, во время которой применяются газовые смеси, характеризуется тем, что в область сваривания помимо защитного газа проникает плазмоподавляющий газ. В качестве него применяется гелий, который намного легче аргона, он не будет рассеивать лазерный луч. Для упрощения процесса многие опытные сварщики часто применяют комбинированные газовые смеси, которые обладают плазмоподавляющими и защитными свойствами.
Особенности газодинамических лазеров
Газодинамические агрегаты обладают высокими мощностными показателями. В качестве активного тела выступает окись углерода. Она нагревается до 3000 К и пропускается через сопло Лаваля. На выходе из сопла наблюдается быстрое снижение давления, и постепенное охлаждение газовой смеси.
Применение гибридных установок
Лазерная сварка кузова автомобиля, различных конструкций с толстыми элементами и компонентами с зазором проводится с использованием дополнительных присадочных материалов. Для этих целей применяют подачу проволоки, которая зажигает электрическую дугу. Благодаря этому осуществляется заполнение пространства между пластинами и создается соединение с высокой прочностью.
Важно! При проведении лазерной сварки автомобиля, толстых металлических конструкций осуществляется защита сварочной ванны при помощи обдува инертным газом, который подается через сопло, закрепленное рядом с лазерной головкой.
Лазерная сварка кузова и других изделий с высокой толщиной производится на столе или подставках от оборудования. Процесс осуществляется в несколько этапов:
Процесс осуществляется в несколько этапов:
- На начальном этапе металл очищается от окалин, масляных пятен, признаков воды, влаги.
- Затем детали плотно подгоняются встык.
- Производится химическое травление поверхности металлического изделия.
- Выполняется настройка лазерной сварки с выставлением требуемых параметров в зависимости от типа свариваемого металла.
- Далее головка от сварочного оборудования пододвигается к линии начала соединения, нажимается кнопка запуска сварки.
- Во время сварочного процесса необходимо постоянно следить за попаданием луча в область стыка.
Особенности сварки тонкостенных изделий
Главное преимущество лазерной сварки состоит в ее многообразии. К каждому виду работ можно подобрать подходящие приборы и устройства. Но все при их выборе стоит опираться на вид и особенности материалов, которые будут свариваться. Обычно для тонкостенных изделий применяются твердотельные лазеры и аппараты на основе газа. Но все первый вариант считается наиболее предпочтительным.
Но все первый вариант считается наиболее предпочтительным.
Лазерная сварка малых толщин всегда выполняется при помощи твердотельных лазеров. Она подходит для работы с небольшими изделиями. Зачастую это элементы микроэлектроники, к примеру, тонкие выводы из проволоки с диаметром от 0,01 до 0,1 мм.
Часто твердотельной установкой выполняется точечная лазерная сварка с применением твердотельного лазерного устройства. Но она подходит для изделий из фольгированной структуры с диаметром точки 0,5-0,9 мм. При помощи этого способа производится герметичное катодное соединение на кинескопах современных телевизоров.
Соединение маленьких и тонкостенных изделий проводится на минимальной мощности. Если сваривание выполняется в импульсном режиме, то обязательно нужно будет повысить скважность импульса и сократить его длительность. А вот в непрерывном режиме необходимо повысить скорость лазера.
Применение лазерной сварки для изделий из стекла и пластмассы
Лазерная сварка пластмасс, стекла производится при помощи твердотельных установок. Они обладают простым устройством — в отражательной трубке установлены два электрода, а в пространстве между ними имеется смесь из ионизирующих газов.
Они обладают простым устройством — в отражательной трубке установлены два электрода, а в пространстве между ними имеется смесь из ионизирующих газов.
Обратите внимание! Твердотельное оборудование часто применяется при ремонте очков из пластика и стекла. Особую популярность оно приобрело при сваривании оправ, это связано с тем, что для этого процесса не требуется применения припоя.
Сварка изделий из пластика и стекла производится в той же последовательности, как и соединение металлических элементов:
- поверхности деталей, которые будут свариваться, тщательно очищаются от пыли, пятен, различных загрязнений;
- затем производится подготовка установки и электрода к последующим работам;
- настраивается фокусирующая линза. Если будет применяться расфокусированная линза, то лазерный луч будет смазанным и не получится создать локальное расплавление металла. Правильно сфокусированный пучок должен иметь круглую форму;
- устанавливается необходимое значение мощности сварки.

Модели станков для лазерной сварки
Что такое лазерная сварка металла и как она проводится, мы рассмотрели, но все же необходимо знать модели устройств, которые используются для ее осуществления. Для нее может применяться оборудование мобильного и компактного типа.
В промышленности часто применяют следующие лазерные устройства:
- Квант-15 лазерная сварка. Прибор является самым дорогостоящим и многофункциональным. Его применяют в шовной и точечной сварочной технологии для соединения различных металлов и сплавов с глубиной проплавления до 2-3 мм. Также используется при разрезании инструментальных, конструктивных, высоколегированных сплавов.
- ЛАТ-С. Эта установка применяется для проведения лазерной сварки и наплавки металлов. Имеет высокую мощность и производительность. Оборудование может быть укомплектовано координатными столами, именно за счет этого можно производить обработку сложных изделий.
- МУЛ-1. Это малогабаритное оборудование, которое применяется для лазерной сварки и наплавки металлов. При помощи него может производиться пайка изделий из серебра и золота. Применение лазерной сварки в ювелирном деле позволяет легкое сваривание с соблюдением высокой точности. Допускается даже соединение оправ пластиковых очков.
 Это малогабаритное оборудование, которое применяется для лазерной сварки и наплавки металлов. При помощи него может производиться пайка изделий из серебра и золота. Применение лазерной сварки в ювелирном деле позволяет легкое сваривание с соблюдением высокой точности. Допускается даже соединение оправ пластиковых очков.
Это малогабаритное оборудование, которое применяется для лазерной сварки и наплавки металлов. При помощи него может производиться пайка изделий из серебра и золота. Применение лазерной сварки в ювелирном деле позволяет легкое сваривание с соблюдением высокой точности. Допускается даже соединение оправ пластиковых очков.Ручная лазерная сварка осуществляется с применением приборов:
- WELD-WF. Портативное устройство, подходящее для сваривания труднодоступных мест. В его устройство входит манипулятор, который соединяется с волокном. Мощность составляет 1,5 кВт;
- CLW120. Ручной агрегат с небольшой мощностью. Он подходит для ювелирной области, которая требует максимальной точности. Также при помощи него может производиться точечная лазерная сварка. Мощность составляет 10 кВт.
Как сделать лазерный резак для гаража
Многие интересуются, как сделать лазерную сварку самостоятельно? Поскольку оборудование достаточно дорогое и его может себе позволить не каждый можно попробовать самому изготовить простой режущий аппарат с использованием лазера. При помощи него можно будет вырезать разнообразные узоры на прочных сталях, разрезать металлические компоненты или соединять простые стальные изделия.
При помощи него можно будет вырезать разнообразные узоры на прочных сталях, разрезать металлические компоненты или соединять простые стальные изделия.
Для изготовления потребуется лазерная указка. Также будут нужны дополнительные компоненты:
- фонарик, который работает на батарейках;
- старый DVD-ROM, из которого нужно будет извлечь матрицу с лазерным приводом;
- паяльник и отвертки для закручивания.
На начальном этапе необходимо провести полную разборку привода старого дисковода для компьютера. Именно из него нужно извлечь прибор. Все следует делать осторожно и аккуратно, что не повредить основное устройство. Привод дисковода должен быть пишущим.
После вынимается диод красного цвета, именно он прожигает диск во время записи информации на него. При помощи паяльника распаиваются крепления диода. Этот элемент очень чувствительный, его не нужно бросать.
Далее разбирается лазерная указка, как это делается можно посмотреть по видео в интернете. Диод из указки заменяется красной лампочкой из привода. Корпусная часть делается из фонарика. А аккумуляторные батарейки будут нужны для запитки лазерного резака.
Возможные дефекты шва
На производствах часто проводятся тесты по лазерной сварке, которые позволяют предотвратить возможные дефекты швов. Но все же даже правильная подготовка не всегда защищает от деформаций, непроваров и других неприятных ситуаций.
Выделяют следующие дефекты лазерной сварки:
- Непроваривание шва.
- Образование пор и трещин.
- Наплывы, кратеры, сварные раковины.
- Посторонние включения.
- Прожоги.
Данные явления часто образуются при несоблюдении технологии. Сварщик обязательно должен правильно выставлять настройки в оборудовании в зависимости от свариваемого металла. Кроме этого он должен четко контролировать процесс и следить за движением лазерного луча по свариваемой области.
Лазерная сварочная технология — востребованный метод соединения разных металлов, а также изделий из стекла, пластика и драгметаллов, который позволяет получить качественное и прочное соединение. Но все же перед тем как к нему приступать, необходимо тщательно рассмотреть важные особенности, принципы технологии, от которых зависит итоговый результат. Кроме этого чтобы процесс был проведен правильно, обязательно нужно иметь опыт и навыки.
Интересное видео
технология, виды, плюсы и минусы обработки
Содержание:
- Как работает лазерная сварка: особенности технологии
- Виды лазерной сварки
- Плюсы и минусы технологии
- Сфера применения
Лазерная сварка металла – современная технология, позволяющая обеспечить особо точное соединение деталей и получить гладкие ровные швы без деформации. Ее оптимально использовать в случаях, когда свариваемые элементы имеют сложную конфигурацию. Технология может применяться для соединения изделий, изготовленных из различных видов металлов.
Как работает лазерная сварка: особенности технологии
Лазерная сварка металлов выполняется с помощью специального оборудования, которое генерирует монохромные световые потоки. Они контролируются фокусировкой линз и отклонением призм. Нагревая и расплавляя определенную область на изделиях, лазер таким образом обеспечивает их прочное и надежное соединение. Сами аппараты могут быть разных типов: полуавтоматические, автоматические и роботизированные (работающие полностью без участия человека).
Процесс сварки проходит следующим образом:
-
детали, которые необходимо соединить, плотно складываются друг с другом по линии будущего шва;
-
на обрабатываемую область наводится луч лазера;
-
постепенно разогреваясь, металл плавится, и частицы на его поверхности испаряются.
Сечение луча минимально, поэтому частицы расплавленного металла проникают в малейшие неровности и заполняют собой любые дефекты, которые находятся в зоне воздействия лазера.
Виды лазерной сварки
В зависимости от толщины и глубины проплавления лазерная сварка делится на три вида:
-
микросварка – до 100 км;
-
мини-сварка – 0,1–1 мм;
-
макросварка – свыше 1 мм.
С помощью технологии можно создавать два вида соединений: точечное и шовное. Первое выполняется импульсным излучением и применяется, как правило, для тонких металлических деталей, к которым не предъявляются жесткие требования в плане герметичности. Шовное соединение может выполняться при помощи непрерывного или импульсного излучения, оно позволяет формировать глубокие сварные швы с высокой герметичностью.
Плюсы и минусы технологии
За счет многочисленных преимуществ лазерной сварки она стала популярной и широко востребованной во многих отраслях промышленности. Рассмотрим основные из них:
-
с помощью технологии можно сваривать изделия из различных материалов: меди, алюминия, титана, чугуна, стали и других металлов, а также стекла, керамики и т.
п.; -
траектория пятна нагревания является высокоточной и стабильной;
-
сварное соединение получается практически незаметным, поэтому никак не сказывается на эстетичности изделий;
-
околошовная область практически не нагревается, поэтому отсутствует риск деформации свариваемых деталей;
-
лазерная сварка – «чистая» и безопасная технология, при которой отсутствуют продукты сгорания и рентгеновское излучение;
-
обработка проходит без использования специальных присадок, флюсов и электродов;
-
можно сваривать элементы, находящиеся за прозрачными материалами или в труднодоступных местах;
-
готовые швы характеризуются повышенной прочностью и долговечностью;
-
при изготовлении большого количества различных деталей оборудование быстро перенастраивается.
Хотя сварка лазером нержавейки и других металлов популярна во многих сферах, минусы у этой технологии все-таки есть. Из-за высокой стоимости оборудования и существенного расхода электроэнергии себестоимость готовых деталей оказывается достаточно большой. При этом сами аппараты обладают низким КПД – от 1 до 10 %. Эффективность процесса во многом зависит от отражающей способности изделий. Кроме того, лазерное оборудование является высокотехнологичным, поэтому, чтобы избежать поломок и получить качественный результат, работать за ним должны исключительно квалифицированные мастера с достаточным опытом. Недостатков лазерной сварки, касающихся качества готовых изделий, нет.
Сфера применения
Лазерная сварка нашла применение во многих отраслях промышленности – от машиностроительной до атомной и оборонной. С ее помощью производят:
-
различные приборы и высокоточные механизмы;
-
сложные детали из легкосплавных металлов;
-
оборудование для пищевого производства;
-
упаковочную технику;
-
медицинские приборы;
-
радиоэлектронику и электронную технику;
-
объемные буквы для наружной рекламы;
-
корпуса компонентов в микроэлектронике и многое другое.
Если вас интересует лазерная сварка меди, нержавейки, стали и прочих металлов, обращайтесь в наш производственно-внедренческий центр «Лазеры и Технологии». Мы располагаем современным высокотехнологичным оборудованием, которое позволяет надежно соединять детали различных размеров и конфигураций.
Методы сварки металлов волоконным лазером
Методы сварки металлов волоконным лазером | ИПГ Фотоникс- Применение →
- Обработка материалов →
- Сварка металлов
Лазерная сварка предлагает экономичную и бесконтактную
альтернативу для сварки широкого спектра металлов
практически во всех отраслях промышленности.
Требуется ли заказчику высокая скорость обработки
, сложная геометрия сварного шва или
многослойные соединения, IPG Photonics предлагает
уникальные решения для разнообразных
областей применения в области сварки.
- Резка
- Бурение
- Маркировка и гравировка
- Сварка металлов
- Полимерная сварка
- Брюкинг и паяль
- . 0004
- Сварка толстого металла
- Сварка тонкого металла
Материал, конструкция компонента и напряжение сцепления — это несколько факторов, определяющих метод соединения. Лазерная сварка часто является идеальным решением для соединения металлов, требующих относительно высокой скорости обработки, низкого тепловложения, низкой зоны термического влияния (ЗТВ) и минимальной деформации. Существует четыре распространенных процесса лазерной сварки.
Методы сварки металлов
Гибридная сварка сочетает в себе лазерную сварку с другими сварочными процессами, обычно сваркой MIG (металл в среде инертного газа).
Кондуктивная сварка аналогична точечной сварке, но позволяет лазерному лучу двигаться после образования ванны расплава. В этом методе могут использоваться модулированные или импульсные лазеры для создания сварного шва, который может быть структурно герметичным. Глубина провара обычно не превышает 2 мм.
Точечная лазерная сварка — это бесконтактный процесс, в котором используется лазер для создания единой точки сварки для соединения металлов. Когда лазер сфокусирован, свет поглощается подложкой и расплавляет металл. Жидкий металл течет, затвердевает и образует небольшой точечный сварной шов. Весь этот процесс происходит в течение миллисекунд и может повторяться в зависимости от толщины материала и требуемой прочности соединения.
Сварка с глубоким проплавлением требует чрезвычайно высокой плотности мощности для создания лазерной сварки. Сфокусированный лазерный луч плавит и испаряет подложку. Давление пара вытесняет расплавленный металл и создает глубокую и узкую «замочную скважину». По мере движения лазерного луча расплавленный металл обтекает замочную скважину и застывает в глубоком и узком шве на своем пути.
Типы металлов
| Нержавеющая сталь | Углеродистая сталь | Золото и серебро | Алюминий |
| Инструментальная сталь | Никелевые сплавы | Латунь и медь | Титан |
| Волоконные лазеры в настоящее время широко используются для сварки очень широкого спектра более толстых металлов. Длина волны ближнего инфракрасного диапазона 1070 нм имеет определенные преимущества по сравнению с существующей лазерной технологией CO 2 из-за более низкой отражательной способности металлов на этой длине волны. Это особенно верно для металлов с высокой отражательной способностью, таких как алюминий и медь, где высокомощные волоконные лазеры используются для сварки до 15 мм, такие толщины ранее не сваривались другими лазерами. Использование лазеров высокой средней мощности и относительно небольших размеров пятна для сварки более толстых металлов требует метода, известного как сварка с замочной скважиной. Замочная скважина, созданная лазером, очень эффективно захватывает лазерный луч внутри соединения, что приводит к глубокому проплавлению и качественному сварному шву на высоких скоростях. Высокая яркость волоконных лазеров позволяет использовать линзы с большим фокусным расстоянием и большей глубиной резкости для сварки в замочную скважину. Это означает меньшую чувствительность к положению фокуса, что значительно упрощает получение высококачественных сварных швов. Другие примеры сварки толстых металлов волоконным лазером включают полное проплавление компонентов трансмиссии и сварку с глубоким проплавлением толстостенных сталей для кораблей и трубопроводов. |
Лазерная сварка часто является идеальным решением для соединения металлов, требующих относительно высокой скорости обработки, низкого тепловложения, низкой зоны термического влияния (ЗТВ) и минимальной деформации. Хорошее качество пучка волоконных лазеров класса кВт в сочетании со средней и высокой средней мощностью обеспечивают широкий спектр механизмов лазерной сварки, от сварки в узком канале с высоким коэффициентом удлинения до сварки с малой шириной и широким током. Низкая и средняя мощность 9Волоконные лазеры 0065 CW (мощностью до 1 кВт) используются для сварки очень широкого спектра тонких листовых материалов толщиной до 1,5 мм на очень высокой скорости. Непрерывные волоконные лазеры малой и средней мощности могут быть сфокусированы на небольших точках с помощью гальванометров и линз с большим фокусным расстоянием, позволяющих осуществлять удаленную лазерную сварку. Использование объективов с большим фокусным расстоянием и большим расстоянием между объективами имеет много преимуществ, поскольку это значительно увеличивает рабочую зону. Например, удаленные сварочные станции, оснащенные волоконными лазерами, могут сваривать дверные панели целиком. В сочетании с роботами сварка внахлестку или шов может выполняться по всему кузову автомобиля. Другие примеры также включают герметичную сварку батарейных блоков и герметичных уплотнений. Уникальные модулирующие волоконные лазеры Quasi-CW от IPG предлагают возможности импульсной лазерной сварки с высокой пиковой и низкой средней мощностью для приложений с низким подводом тепла. Подача волокна позволяет легко интегрировать его в обычные сварочные головки с прямой оптикой или головки гальванометра. |
Что такое лазерная сварка (LBW)? & Как это работает?
Технологии дали нам несколько невероятных изобретений, и многие из них, кажется, пришли прямо из кино. Например, лазерная резка доступна уже много лет, а лазерная сварка не только жизнеспособна, но и уже используется.
Этот «высокотехнологичный» вид сварки является новым или незнакомым для многих сварщиков.
В этой статье представлен процесс лазерной сварки, описано, как он работает, где его можно использовать, а также подробно описаны плюсы и минусы.
Что такое лазерная сварка?
Лазерная сварка, также известная как сварка лазерным лучом («LBW»), представляет собой производственный метод, при котором два или более куска материала (обычно металла) соединяются друг с другом с помощью лазерного луча.
Это бесконтактный процесс, требующий доступа к зоне сварки с одной стороны свариваемых деталей.
Тепло, создаваемое лазером, расплавляет материал с обеих сторон соединения, и по мере того, как расплавленный материал смешивается и затвердевает, он сплавляет детали.
Сварной шов образуется, когда интенсивный лазерный луч быстро нагревает материал – обычно это измеряется в миллисекундах.
Лазерный луч представляет собой когерентный (однофазный) свет одной длины волны (монохроматический). Лазерный луч имеет малую расходимость и высокое содержание энергии, что создает тепло при попадании на поверхность
Как и при всех видах сварки, при использовании LBW важны детали. Вы можете использовать разные лазеры и различные процессы LBW, и бывают случаи, когда лазерная сварка не лучший выбор.
Итак, давайте углубимся в типы лазерной сварки, как они работают и где обычно используются.
Типы лазерной сварки
Существует 3 типа лазерной сварки:
- Режим проводимости
- Режим проводимости/проникания
- Режим проникновения или режим замочной скважины
Эти типы лазерной сварки сгруппированы по количеству энергии, подаваемой металл. Думайте об этом как о низком, среднем и высоком энергетическом уровне лазерной энергии.
Режим проводимости
В режиме проводимости к металлу подводится низкая энергия лазера, что приводит к малому проплавлению при неглубоком сварном шве.
Подходит для соединений, не требующих высокой прочности, так как получается непрерывный точечный шов. Токопроводящие сварные швы гладкие и эстетически привлекательные, и обычно их ширина превышает глубину.
Существует два типа режима проводимости LBW:
- Прямой нагрев: Поверхность детали нагревается непосредственно лазером. Затем тепло передается металлу, и части основного металла плавятся, сплавляя соединение при повторном затвердевании металла.
- Передача энергии : Сначала на поверхность сустава наносится специальная впитывающая краска. Эти чернила поглощают энергию лазера и выделяют тепло. Затем нижележащий металл проводит тепло в тонкий слой, который плавится и снова затвердевает, образуя сварное соединение.
Режим проведения/проникновения
Некоторые могут не признать это одним из режимов. Они считают, что есть только два типа; вы либо проводите тепло в металл, либо испаряете небольшой металлический канал, позволяя лазеру проникать в металл.
Но режим проводимости/проникновения использует «среднюю» энергию и обеспечивает большее проникновение. Но лазер недостаточно силен, чтобы испарить металл, как в режиме замочной скважины.
Режим проплавления или замочной скважины
В этом режиме создаются глубокие узкие сварные швы. Некоторые называют это режимом проникновения. Сделанные сварные швы обычно глубже, чем в ширину, и прочнее, чем сварные швы в режиме проводимости.
При этом типе LBW сварки мощный лазер испаряет основной металл, создавая узкий туннель, известный как «замочная скважина», который уходит в соединение. Это «отверстие» служит каналом для глубокого проникновения лазера в металл.
Типы лазеров, используемых при сварке и резке
Основные типы лазеров, используемых при сварке и резке:
- Газовые лазеры : используют смесь газов, таких как гелий и азот. Существуют также лазеры на CO2 или углекислом газе. В этих лазерах используется слаботочный высоковольтный источник питания для возбуждения газовой смеси с помощью лазерной среды. Работают в импульсном или непрерывном режиме. Лазеры на углекислом газе
используют смесь углекислого газа высокой чистоты с гелием и азотом в качестве среды генерации. Лазеры CO2 также используются при двухлучевой лазерной сварке, когда луч разделяется на два луча равной мощности. - Твердотельные лазеры : (типа Nd:YAG и рубиновые лазеры) Работают на длине волны 1 микрометр. Они могут быть импульсными или работать непрерывно. Импульсный режим позволяет получать соединения, аналогичные точечной сварке, но с полным проплавлением. Энергия импульса от 1 до 100 Дж. Длительность импульса составляет от 1 до 10 миллисекунд.
- Диодные лазеры : используются для материалов, которые трудно сварить другими методами, для труднодоступных мест и для очень маленьких компонентов. Для более реакционноспособных материалов требуется межгазовая защита.
Suitable Metals for LBW
Laser welding works with many metals, like:
- Carbon Steel
- Aluminum
- Titanium
- Low alloy and stainless steel
- Nickel
- Platinum
- Molybdenum
- Kovar
Типовые соединения LBW
Четыре соединения, где хорошо работает лазерная сварка:
- Сварка встык
- Сварка внахлестку
- Сварка внахлест
- Краевая сварка фланцев
Лазерная сварка путем введения тепла в соединение с помощью мощного лазерного луча. Материал плавится с каждой стороны соединения и сплавляет детали при повторном затвердевании.
Как минимум, вам нужен лазер и оптика, чтобы сфокусировать его туда, куда вы хотите, способ точного перемещения луча по стыку и рабочий стол для подгонки и удержания деталей.
Фактический процесс очистки или «организации» световых волн с помощью оптики в узкий высокоэнергетический пучок довольно сложен. Итак, механика работы лазера выходит за рамки этой статьи. Но вы можете найти более подробную информацию, если вы заинтересованы в этой статье.
Существует множество типов лазеров с разной мощностью. Но правильный луч может быстро нагреть металл с обеих сторон стыка до высоких температур.
Лазер быстро использует необходимую энергию. В зависимости от вашего лазера и обрабатываемых деталей вам может потребоваться направлять луч на металл импульсами, которые длятся всего несколько миллисекунд. Или, непрерывный луч может быть лучше. Это зависит от того, сколько энергии требуется, и у вас есть достаточный контроль над тем, как установка LBW подает тепло на детали.
Конечно, расплавленному металлу потребуется несколько секунд, чтобы остыть и снова затвердеть. Но в целом это быстрый процесс сварки, что делает его очень продуктивным способом соединения деталей.
По этой причине LBW популярен там, где требуется высокая скорость сварки, например, на производственных линиях.
Для чего используется лазерная сварка?Во многих местах, где можно найти лазерную сварку, основное внимание уделяется высокой производительности чистых, красивых сварных швов. К ним относятся:
- Automotive manufacturing
- Jewelry making
- Hydraulic and fluid control parts
- Distortion critical thin shell assemblies
- Foils
- Fuel rails
- Medical instruments
- Stainless steel heat exchangers
- Thin gauge metal boxes/parts/tubing
Примеры применения лазерной сварки в производстве
Вот короткий ролик, показывающий робототехнику, использующую лазерную сварку в автомобилестроении:
Вот короткий ролик о лазерной сварке стальных труб:
Во многих процессах лазерной сварки используются роботы или альтернативные формы автоматического перемещения лазера или заготовки для обеспечения точности.
Но некоторые портативные лазерные системы выходят на рынок. Например:
Лазерная сварка против.
Дуговая сваркаОсновное различие между лазерной и дуговой сваркой заключается в способе нагрева соединения. Лазерная сварка использует мощный луч света, а дуговая сварка использует электрическую дугу.
Итак, лазер сам по себе сообщает металлу тепло с LBW. Ничто не соприкасается с основным металлом в месте соединения, кроме лазерного луча, и луч может распространяться на большие расстояния, что позволяет ему проникать в места, недоступные для дуги.
Кроме того, большинство из нас хорошо знакомы с дуговой сваркой (например, MIG, TIG, электродуговой, порошковой). Но это не так верно для лазерной сварки. Обычная сварка существует уже некоторое время, и она более широко известна.
Arc & Filler
Первое, что бросается в глаза, — отсутствие дуги или электрода при лазерной сварке.
Кроме того, поскольку во многих лазерных швах не используется присадочный материал, в результате LBW получаются плоские и гладкие швы. При дуговой сварке вы получаете выступающие валики, которые часто имеют заусенцы.
Подгонка
Еще одно важное отличие заключается в необходимой подгонке. Для лазерной сварки требуется плотная и чистая посадка, иначе сварной шов будет нарушен.
Подгонка LBW должна быть почти «идеальной». Подгонка должна быть хорошей при обычной дуговой сварке, но не идеальной, как при лазерной сварке. Таким образом, дуговая сварка более терпима к несовершенствам схемы соединения, так как при этом также используется присадочный материал.
Инвестиции
Первоначальные инвестиции в аппараты для сварки TIG, MIG, электродов и порошковой проволоки значительно меньше, чем в лазерную сварку. Для многих мастерских первоначальная стоимость лазерной сварки непомерно высока.
Лазерная сварка также является сложным и дорогостоящим процессом. Таким образом, в целом, более традиционная дуговая сварка более доступна с точки зрения стоимости и настройки.
Скорость
Но когда дело доходит до скорости, лазерная сварка ускоряет работу после настройки. Скорость — одно из самых сильных преимуществ LBW, если не самое сильное.
Но имейте в виду, что лазерные сварочные аппараты требуют тщательного обслуживания, включая время простоя и дополнительные расходы.
Технология
Другим большим отличием является оптика, применяемая при лазерной сварке. Они высокотехнологичны и «круты». Но они также чувствительны и недостаточно долговечны для таких мест, как строительные площадки. Таким образом, дуговые сварщики более полезны в суровых условиях.
Нагрев
И последнее, LBW передает меньше тепла основному металлу, в некоторых случаях на 85% меньше, чем дуговая сварка. Таким образом, лазерную сварку трудно превзойти при использовании тонкой заготовки и фольги.
Вы можете получить хорошие сварные швы без сквозняков, даже с фольгой. С дуговой сваркой это сделать сложно.
Для толстого металла дуговая сварка может иметь преимущество. Для толстого материала вам нужен сильный лазер, а это означает очень высокую стоимость и мощный, опасный лазер.
По этим причинам лазерные сварщики часто ограничены в толщине, с которой они могут работать.
Жестко контролируемые промышленные операции в безопасном пространстве необходимы для безопасного использования лазера, достаточно мощного для действительно толстых материалов.
Лазерная сварка по сравнению с дуговой сваркой: преимущества и недостатки
Дуговая сварка:
Плюсы
- Использование наполнителя позволяет устранить некоторые дефекты или небольшие зазоры в сборке
- Меньшие первоначальные инвестиции
- Может лучше обрабатывать очень толстый материал в большем количестве применений
- Никакие чувствительные детали, такие как оптика, не могут использоваться на строительных площадках или в других суровых условиях
Минусы
- Фольга и тонкие листы могут сгореть или деформироваться
- Большая зона термического влияния («ЗТВ») и детали, подверженные большему нагреву
- ВИГ может привести к загрязнению вольфрамом, а включения возможны при большинстве дуговых сварок из таких материалов, как шлак
- Медленнее, меньше производительности
- Оставляет выпуклый валик и заусенцы, а также брызги
- Более высокая стоимость фута сварного шва
Лазерная сварка:
Pros
- Очень точные, воспроизводимые сварные швы (могут управляться с помощью CAD или CAM программы)
- Гладкие, чистые сварные швы без шлака или брызг
- Меньшая зона термического влияния («ЗТВ») и в целом меньший нагрев деталей вольфрамовые загрязнения или включения
- Сварка металлов, стекла и пластмасс
- Сварка магнитных металлов без дугового разряда
- Более низкая стоимость за фут
- Может использоваться на открытом воздухе для некоторых применений (т. е. без защитного газа)
- Хорошо сваривает разнородные металлы
- Для большинства применений не требуется наполнитель
- Можно сваривать мелкие детали и труднодоступные места
Минусы
- Нуждается в «идеальной» подгонке и правильном выравнивании лазера
- Использование наполнителя, когда это необходимо, более сложно и дорого
- Требуются большие первоначальные инвестиции
- Сложность настройки и подключения
- Автоматизация во многих случаях сложнее
- Невозможно легко сваривать толстые материалы
- Алюминий и медь могут быть неприхотливыми из-за их высокой теплопроводности
- Высокие требования/затраты на техническое обслуживание
- Быстрое охлаждение вызывает растрескивание некоторых металлов
- Оптика хрупкая и легко повреждается, не подходит для более жестких условий эксплуатации среды
- В некоторых случаях требуется защитный газ
Что такое лазерный луч?
Усиление света за счет стимулированного излучения (или «ЛАЗЕР») относится к устройству, которое синхронизирует световые волны для движения в одном направлении с одной и той же длиной волны. Синхронизация называется когерентными волнами, и сфокусированный когерентный луч может перемещаться на большие расстояния и доставлять большое количество энергии.
Является ли лазерная сварка такой же надежной, как MIG?
Надлежащий сварной шов с замочной скважиной прочнее сварки MIG из-за меньшего размера ЗТВ и узкого глубокого провара. Но токопроводящая сварка слабее. Это зависит от типа используемой лазерной сварки.
Лазерная сварка прочнее, чем TIG?
Надлежащая лазерная сварка с замочной скважиной имеет более высокую прочность на растяжение и изгиб, чем сварка TIG. Но сварка с помощью кондуктивного лазера может быть слабее, поскольку она больше похожа на точечную сварку, чем на сварку TIG. Это зависит от типа используемой лазерной сварки.
Какую толщину может сваривать лазерный сварочный аппарат?
Мощность лазера определяет максимальную толщину, с которой может справиться конкретный сварщик. Например, портативный прибор мощностью 1000 Вт может проникнуть в нержавеющую сталь на 2-3 мм. Более мощный лазер означает, что он может сваривать более толстый материал. Другой вариант — лазерная сварка с обеих сторон, что удваивает толщину, которую вы можете сварить. Но с достаточно мощным лазером можно сваривать толстые заготовки.
Короче говоря, лазерные сварочные аппараты работают быстро и производят большое количество сварных швов в футах в час, поэтому они обычно используются в тех случаях, когда основным приоритетом является высокая производительность. Но они также имеют небольшую ЗТВ и производят чистые, эстетически привлекательные, прочные сварные швы. Лазерные сварщики также лучше подходят для хрупких деталей и металлической фольги, поскольку они нагревают основной металл меньше.
Однако лазерные сварочные аппараты требуют плотной, очень плотной посадки, и их покупка стоит дорого. Плюс LBW требует постоянного обслуживания, а оптика хрупкая и легко повреждается.
Напротив, первоначальные затраты на традиционные аппараты для дуговой сварки ниже, а различные процессы дуговой сварки просты в использовании. Они также чувствуют себя как дома на строительных площадках или в поле, поскольку у них нет чувствительной к повреждению оптики. Кроме того, они более снисходительны к далеко не идеальной подгонке, потому что в них используется наполнитель.
С другой стороны, дуговые сварщики используют расходные материалы, которые необходимо периодически покупать и заменять. Таким образом, стоимость фута сварного шва выше. Кроме того, они также могут создавать такие проблемы, как включения, брызги и шлак.
Итак, различия между лазерной и дуговой сваркой ярко выражены. Но они оба имеют свое применение, и вы не должны негативно относиться к различиям. Замечательно, что сварщики живут во времена, когда так много вариантов, даже если иногда это сбивает с толку.
Процесс лазерной сварки, преимущества и примеры: LASERLINE
узнать больше
Сварка меди
Синий киловаттный диодный лазер был создан и оптимизирован для первоначальных областей промышленного применения в течение трех лет при поддержке исследовательской программы правительства Германии EffiLAS (Эффективные источники лазерного луча большой мощности).
Длина волны 450 нанометров и мощность лазера 3000 Вт (непрерывное непрерывное излучение) открывают новые возможности для высококачественной лазерной сварки меди и эффективной обработки золота и других цветных металлов в промышленном серийном производстве.
узнать больше
Сварка алюминия
Чтобы избежать горячих трещин, для оптимизации свариваемости алюминия добавляется присадочная проволока из алюминий-кремния (AlSi). Сварной шов, полученный с использованием лазерной холодной или горячей проволоки, не только обладает превосходной прочностью, но также визуально привлекателен и не требует последующей обработки.
узнать больше
Гибридная сварка
Использование синергии: гибридная сварка лазером и MSG сочетает в себе преимущества двух проверенных сварочных процессов. Гибридные сварочные процессы представляют собой особую комбинацию лазерной сварки с GMAW (дуговая сварка металлическим газом, также известная как электрическая сварка). Здесь используется сварка MIG или MAG (сварка металла в среде инертного газа и металла в среде активного газа) и сварка TIG (сварка вольфрамовым электродом в среде инертного газа).
Сравнение лазерной сварки и пайки лазерным лучом
В чем разница между лазерной сваркой и лазерной пайкой и какие преимущества дают диодные лазеры при сварке металлов?
В нашем видео директор по продажам Маркус Рютеринг предлагает несколько основных ответов и показывает интересные примеры применения.
Если у вас есть какие-либо вопросы или вы хотите узнать больше о применении и процессах лазерной сварки, не стесняйтесь обращаться к нам.
Диодные лазеры LDF в конструкции шасси
Максимальная доступность системы и стабильность процесса при работе в три смены; это требования автомобильной промышленности, и они уже много лет испытывают диодные лазеры во всех областях применения. От процессов соединения, таких как сварка или пайка, до термической обработки компонентов и покрытия пресс-инструментов, лазеры являются идеальным сварочным оборудованием для автомобильного производства.
подробнее
Дистанционная лазерная сварка с преобразователем луча
Дистанционная лазерная сварка все чаще используется для обеспечения более быстрого и гибкого управления процессом при сварке шасси транспортных средств или бортов судов. При этом лазерный луч направляется на заготовку с расстояния более одного метра, а это означает, что для этого применения требуется сочетание высокой мощности лазера и высокого качества луча. Диодные лазеры Laserline LDF с преобразователем луча являются альтернативой сварочному аппарату с волоконным лазером. Они предлагают оптимальное системное решение для этого особого типа сварки в замочную скважину.
Сварка индивидуальных заготовок
Для лазерной сварки нестандартных заготовок из нескольких подлистов создаются фасонные заготовки, которые впоследствии преобразуются в детали кузова автомобиля. Однако на процесс часто влияют неэффективные, легко загрязняющиеся лазеры, которые также оставляют неприятные брызги металла на листе и сварочной оптике. Лазерные сварочные аппараты Laserline создают чрезвычайно спокойную расплавленную ванну, практически не образующую брызг. Они также устойчивы к воздействию пыли и влаги в производственных средах на протяжении всего процесса сварки.
Компания ArcelorMittal Tailored Blanks уже более 15 лет использует лазеры CO 2 для сварки нестандартных заготовок и заменяет свои старые источники луча современными диодными лазерами Laserline LDF, которые значительно более экономичны.
Журнал
Диодные лазеры и сварка металлов
В начале нашей короткой серии мы разъяснили, что такое диодный лазер, а сегодня рассмотрим области его применения. Как упоминалось ранее, эти области широки и разнообразны, хотя есть определенные ключевые области, в которых диодные лазеры находятся на переднем крае. Одним из них является процесс сварки металлов. Диодные лазеры играют решающую роль в различных областях промышленности: от тонкого медного контактного листа до сантиметровых бортов судов из стали, бесчисленное множество металлических компонентов соединяются сваркой. Сегодня диодные лазеры охватывают весь спектр сварки и предлагают подходящие инструменты для множества сварочных работ. По сравнению с традиционными методами дуговой сварки, такими как сварка MIG/MAG или WIG, а также с другими технологиями лазерной сварки, сварка диодными лазерами часто превосходит другие.
Преимущества
Фактически, диодные лазеры идеально подходят для промышленных сварочных процессов. На это есть несколько причин. Во-первых, сочетание высокой выходной мощности и удобных размеров пятен обеспечивает оптимальное перекрытие зазоров. Во-вторых, энергетическая однородность пятна и высокая поглощающая способность типичной смеси длин волн создают необычные спокойные лужи расплава, которые почти не оставляют загрязнений на участках, примыкающих к швам через брызги или волны. Это гарантирует отличное качество шва. В-третьих, диодные лазеры обеспечивают самую высокую энергоэффективность любого промышленного лазера, что, наряду с их низкими затратами на техническое обслуживание, также делает их идеальными для сварки в серийном производстве. В-четвертых, эти лазеры можно использовать для сварки теплопроводностью, а также для сварки с замочной скважиной.
Сварка с отверстием под ключ — это типичный метод лазерной сварки компонентов с толщиной материала от средней до значительной. Соединяемые партнеры облучаются с высокой интенсивностью, чтобы создать паровой капилляр в направлении луча — трубчатую форму с полостью, заполненной парами металла (замочная скважина). Это позволяет расплавить более глубокие слои материала; глубина зоны расплава обычно больше ее ширины. Внутренние стенки парового капилляра также отражают лазерный луч, так что поглощение выделяемой энергии усиливается, что приводит к значительному объему плавления. Между соединительными элементами создаются высокостабильные соединения, которые выдерживают даже самые высокие нагрузки. Типичными областями применения являются, например, соединение нестандартных заготовок при сборке автомобилей или сварка толстых листов. Поскольку комбинированные диодные лазерные системы сегодня могут достигать мощности до 60 кВт, даже борта судов толщиной 50 мм, массивные стальные распорки в фундаментах или морские ветряные турбины можно сваривать всего за два прохода (слой и противоположная сторона).
Если необходимо соединить заготовки с малой толщиной материала, то сварка в замочную скважину больше не подходит автоматически. Подвод высокой энергии может вызвать разделение материала вместо соединения и, безусловно, приведет к значительным деформациям. В результате в этих случаях почти всегда используется теплопроводная сварка . Благодаря глубине провара от 2 до 3 миллиметров этот метод также подходит для тонких листов или металлической фольги. Диодный лазер сплавляет соединительные элементы по намеченному шву; расплавы сливаются, а затем затвердевают по направлению к желаемому сварному шву. Материал почти не деформируется, а соединение исключительно простое и явно более быстрое, чем, например, сварка WIG. Благодаря однородному, равномерному тепловому воздействию диодного лазера швы получаются гладкими и непористыми, редко нуждающимися в постобработке. Такое высокое качество шва делает этот метод особенно идеальным для видимых областей, например, при соединении металлических раковин. Кроме того, он также зарекомендовал себя в областях, не связанных с дизайном, например, в компонентах с высокими геометрическими требованиями, включая чехлы для труб.
С разработкой LDMblue , лазера с длиной волны 450 нм и, соответственно, с длиной волны синего света, уже сейчас доступен первый в мире высокомощный диодный лазер, позволяющий осуществлять контролируемую сварку теплопроводностью без брызг из очень тонких цветных компонентов из меди или драгоценных металлов, таких как золото. Для этих материалов теплопроводная сварка традиционными инфракрасными лазерами невозможна, поскольку инфракрасное излучение сильно отражается цветными металлами, а это означает, что поверхность можно расплавить только с помощью высокоинтенсивного луча. Однако синий лазерный свет очень хорошо поглощается цветными металлами, в результате чего заготовки могут быть расплавлены при значительно меньших затратах энергии. При этом даже тонкие электрические контакты из меди, т.е. те, которые используются в электромобилях, могут быть надежно соединены. Здесь также создаются очень гладкие и приятные на вид швы, которые также являются выигрышным вариантом благодаря своей отличной электропроводности, предлагая новую инновационную процедуру с соответствующим высоким уровнем точности для промышленности 4.0 и ее высокотехнологичных требований. .
Как видите, диодный лазер – это настоящий универсальный инструмент для сварки металлов, которому нет равных. И поскольку работа по оптимизации соотношения между мощностью лазера и качеством луча для каждого типа диодных лазеров продолжается, диапазон областей применения лазерной сварки, вероятно, будет расширяться.
…читать дальше Журнальные статьи >
Заинтересованы в наших диодных лазерных системах для промышленной обработки материалов?
Свяжитесь с нами!
Запрос продукта
Лазерная сварка алюминия | Сварка алюминиевого сплава
Алюминий может быть трудным для сварки материалом. Проблемы с окислением могут привести к проблемам загрязнения и пористости. Однако при правильной очистке и правильном обращении алюминий хорошо сваривается лазером.
Проблемы сварки алюминия
Алюминий обладает определенными свойствами, которые делают его более сложным для сварки, чем другие металлы. Его относительно высокая теплопроводность (ок. 209Вт/м·К) и низкая температура плавления (1221°F/660,3°C) делают его таким, что для его сварки можно использовать только процессы сварки плавлением.
В процессах сварки плавлением, таких как MIG, TIG, лазерная и электронно-лучевая сварка, выделяется сильное тепло на небольшой площади, чтобы расплавить материал в желаемой зоне сварки. Эта небольшая зона термического влияния имеет важное значение, поскольку высокая теплопроводность алюминия приводит к тому, что тепло распространяется по всей заготовке, либо расплавляя слишком много материала, либо деформируя всю деталь. Количество применяемого тепла и место, к которому оно применяется, должны контролироваться очень точно. Процессы ручной сварки, такие как MIG и TIG, зависят от навыков оператора и теплоотвода для контроля этих факторов. Поскольку внешний вид алюминия не меняется по мере приближения к температуре плавления, процессы сварки, требующие визуальной оценки готовности материала, могут быть ненадежными. Автоматизированные методы, такие как лазерный и электронно-лучевой, которые используют компьютеры для управления скоростью подачи, мощностью и положением сварки, обеспечивают более точное и стабильное качество сварки.
Окисление алюминия
Еще одна проблема при сварке алюминия связана с образованием оксидной пленки на рабочей поверхности. Температура плавления оксида алюминия примерно в 3 раза выше температуры плавления чистого алюминия, что может привести к загрязнению сварного шва частицами оксида алюминия и вызвать проблемы с пористостью. В большинстве случаев оксидная пленка должна быть удалена механическим или химическим путем перед сваркой. Оксид алюминия может влиять на лазерную сварку: оксидные пленки могут изменять отражательную способность поверхности деталей, что отрицательно влияет на количество лазерной энергии, попадающей на основной металл.
Углеводородное загрязнение
Углеводородное загрязнение алюминия во время хранения и подготовки материала может вызвать проблемы при сварке. Алюминиевые детали часто формуют, разрезают, распиливают и подвергают механической обработке перед сваркой. Если во время любой из этих предсварочных операций используется смазка, полное удаление смазки перед сваркой необходимо, чтобы избежать плохих сварных швов. Предусмотрительность диктует, что алюминиевые детали, подлежащие сварке, должны быть предварительно обработаны таким образом, чтобы смазочные материалы использовались минимально или вообще не использовались — распиловка и механическая обработка алюминия должны выполняться всухую, если это возможно, а если нет, то детали должны быть тщательно очищены.
Лазерная сварка против электронно-лучевой
Не знаете, какой процесс лучше всего соответствует вашим требованиям с точки зрения качества и экономической эффективности? Мы составили подробное руководство, полное информации, необходимой для принятия разумного решения. Загрузите его сейчас. См. этоЛазерная сварка алюминия
Лазерная сварка — одна из наших самых популярных услуг по сварке алюминия. Этот процесс идеально подходит для быстрых и чистых сварных швов. Зона термического влияния сведена к минимуму, а проплавление сварного шва в алюминии может составлять до 0,25 дюйма. Лазерная сварка может использоваться с материалами, чувствительными к растрескиванию, такими как алюминиевые сплавы серии 6000, в сочетании с соответствующим присадочным материалом, таким как алюминий 4032 или 4047. Существует несколько различных типов лазеров, которые хорошо работают с алюминием, и часто целесообразно использовать защитный газ.
Подготовка перед сваркой
Объем подготовки перед сваркой в значительной степени зависит от состояния свариваемых алюминиевых деталей, а также от условий хранения и чистоты машинных процедур, используемых для изготовления детали таким образом. далеко.
Во избежание образования оксидной пленки и углеводородного загрязнения алюминий, подлежащий лазерной сварке, должен быть тщательно очищен. Это часто достигается механически, с использованием проволочных щеток из нержавеющей стали, шлифовки, напильника или соскабливания для удаления любых оксидов. В качестве альтернативы существуют методы химической очистки с использованием растворов щелочи и воды, которые эффективны для удаления оксида алюминия.
Остатки углеводородов на алюминиевых деталях обычно можно удалить с помощью растворителей на основе ацетона или спирта. Избегайте использования хлорированных растворителей в зоне сварки, поскольку при нагревании они могут образовывать токсичные газы. Углеводородные загрязнения должны быть удалены перед абразивной обработкой поверхности для удаления оксида алюминия.
Подготовка шва
Очень важным аспектом сварки алюминия является способ изготовления шва. При механической обработке и сборке необходимо соблюдать особую осторожность, поскольку алюминий мягче большинства металлов. Загрязнения могут легко переноситься на деталь, а затем проникать под поверхность соединения.
- Следует избегать методов обработки, при которых остается шлифованная или смазанная поверхность. Например, ленточная пила будет размазывать металл вдоль пути лезвия. Эту проблему можно решить, обработав напильником или обработав постобрезку края соединения.
- Избегайте процесса шлифования, если это возможно. Если невозможно избежать шлифовки, используйте круговой диск.
- При очистке поверхности растворителями используйте чистую ткань, например марлю или бумажные полотенца. Не используйте ветошь, которая может быть загрязнена остатками масла.
- Избегайте использования сжатого заводского воздуха для удаления мусора из области соединения. Сжатый воздух содержит влагу и масляные загрязнения. Если деталь необходимо продуть, используйте баллонный газ, такой как азот или аргон.
- Используйте проволочную щетку из нержавеющей стали для очистки соединения только после очистки растворителем. Предварительная очистка проволочной щеткой может привести к попаданию углеводородов и других загрязнений в алюминий.
- Всегда используйте новые или недавно очищенные щетки из нержавеющей стали для очистки соединения. Старые щетки, лежащие на рабочем столе, могут содержать масла и другие загрязнения. Не используйте щетки, которые использовались для других металлов, так как металлические чешуйки могут попасть на щетину щетки, а затем попасть под поверхность алюминия во время чистки.
- Проволочная щетка из нержавеющей стали для любой металлической поверхности, которая была протравлена. Остатки побочных продуктов травления могут изменить химический состав сварочной ванны.
- Часто очищайте все проволочные щетки и режущие инструменты.
Крепление
Лазерная сварка требует достаточно точного соединения, чтобы сохранить допустимый зазор и нестыковку. Для точного размещения лазерного луча необходима хорошая фиксация сварного шва. Таким образом, лазерная сварка и резка по своей сути являются процессами, управляемыми машиной.
Типы соединений
- Стыковое соединение:
- Желателен допуск на посадку в размере 15% от толщины материала.
- Скошенные кромки допускаются при условии, что они прямые и квадратные.
- Перекос и неровность деталей должны быть менее 25% толщины материала.
- Желателен допуск на посадку в размере 15% от толщины материала.
- Соединение внахлестку (прожог или сварной шов):
- Воздушные зазоры между деталями, подлежащими сварке внахлестку, сильно ограничивают проникновение сварного шва и/или скорость подачи.
- Для круглых сварных швов в алюминии не допускается наличие зазора, если только не поддерживается покрытие инертным газом по всей площади сварного шва.
- Угловое соединение:
- Эта конфигурация соединения особенно удобна из-за высокой степени усадки алюминия.
- Квадратные края и хорошая подгонка также необходимы.
Лазеры для сварки алюминия
Рекомендуемые лазеры для сварки алюминия
Существует четыре основных категории лазеров, которые подходят для сварки алюминия:
- CO2
- Nd:YAG (неодим: иттрий-алюминий-гранат)
- Волокно (обычно легированное иттербием)
- Диск (иттербий Yb:YAG)
Все эти технологии позволяют производить высококачественные сварные швы алюминия, а используемый метод часто зависит от эксплуатационных расходов, а не от качества сварки. Тем не менее, каждый процесс имеет несколько разные характеристики, которые могут сделать некоторые типы лазеров предпочтительными для определенных приложений, конфигураций соединений и комбинаций алюминиевых сплавов.
Режимы лазерной сварки
Энергия лазерного луча может подаваться на заготовку либо в виде серии импульсов, либо в виде непрерывного луча, либо в конфигурации лазерной сварки с перемешиванием. Решение об использовании того или иного метода зависит от применения, свойств материалов и т. д.
Импульсная лазерная сварка Импульсный лазер именно таков: луч включается и выключается с очень высокой скоростью ( 10-1000 Гц) таким образом, что энергия, подаваемая на заготовку, представляет собой серию отдельных всплесков. Каждый импульс создает область расплавленного материала, затем заготовка слегка перемещается и применяется еще один импульс, в результате чего серия перекрывающихся сварных швов создает непрерывный валик. Каждая зона сварки, созданная импульсом, быстро охлаждается, что сводит к минимуму количество тепла в окружающем материале, что, в свою очередь, ограничивает то, насколько горячей может стать деталь, что, в свою очередь, сводит к минимуму плавление и деформацию детали. Из-за высокой теплопроводности алюминия импульсный лазер, как правило, является лучшим способом лазерной сварки алюминия, когда требуется низкое тепловложение.
Лазерная сварка непрерывной волной используется для сварки с глубоким проплавлением и часто называется сваркой с замочной скважиной. Непрерывный луч лазерного излучения воздействует на заготовку, которая затем перемещается под лучом. Материал на передней кромке лазерного луча плавится, а задняя кромка остывает. Лазеры непрерывного действия обычно подают со скоростью от 25 до 100 дюймов в минуту, чтобы не перегревать детали. Поскольку тепло подается с постоянной скоростью, а деталь не подвергается постоянному нагреву и охлаждению импульсным лазером, сварка непрерывной волной может лучше подходить для некоторых алюминиевых сплавов, более чувствительных к растрескиванию.
Лазерная сварка с перемешиванием Лазерная сварка алюминия без образования трещин является постоянной проблемой. Стандартный метод сварки склонных к растрескиванию сплавов заключается в использовании присадочной проволоки или прокладок, изготовленных из более свариваемого сплава (например, 4047), для получения качественного сварного соединения. Для сварки термочувствительных компонентов, таких как корпуса электроники, показано использование присадочных материалов и сварка импульсным лазером. Однако для сварных швов с более глубоким проплавлением в алюминиевых сплавах, склонных к растрескиванию, мы добились больших успехов, используя нашу запатентованную технологию лазерной сварки с перемешиванием.
Лазерная сварка с перемешиванием — это процесс, при котором непрерывный лазерный луч колеблется с относительно высокой частотой, что вызывает перемешивание расплавленной сварочной ванны — отсюда и термин «сварка с перемешиванием». В результате происходит манипуляция со сварочной ванной/паровой полостью, которая изменяет некоторые ключевые характеристики сварного шва.
Преимущества:
- Лазерная сварка с перемешиванием позволяет получать в основном бездефектные соединения, без горячих трещин, пористости или трещин затвердевания.
- Более точный контроль сварочной ванны для повышения стабильности замочной скважины.
- Улучшенный контроль профиля и геометрии сварного шва — например, швы могут быть спроектированы с большей шириной в основании шва, что может быть очень полезно для сварки внахлест/сквозь/слепых швов.
- Профили сварных швов можно манипулировать асимметрией, например, увеличивать проплавление на одной стороне сварного соединения. Шаблоны
- можно запрограммировать для компенсации больших зазоров в сварных соединениях и других потенциально проблематичных проблем с геометрией сварного шва.
- Можно достичь более высоких скоростей подачи, чем при использовании импульсных лазерных технологий.
- Присадочные материалы не требуются.
Требования к защитному газу для сварки алюминия
Как указывалось ранее, защитный газ часто требуется при лазерной сварке алюминия. Выбор защитного газа обычно зависит от типа лазера и его номинальной мощности, поскольку использование неправильного защитного газа может привести к образованию плазмы доступа и/или изменению свойств свариваемых материалов. Как правило, защитные газы выбираются для каждого проекта отдельно, но есть несколько общих рекомендаций:
- Аргон : обычно используется с лазерами Nd:YAG, чтобы свести к минимуму образование плазмы. Аргон не следует использовать с лазерами на СО2 мощностью более 3 кВт, чтобы свести к минимуму образование плазмы.
- Гелий : имеет тенденцию подавлять образование плазмы, и поскольку он очень легкий, может потребоваться высокая скорость потока, что может вызвать турбулентность сварочной ванны, что нежелательно.
- Аргоно-гелиевые смеси : обычно рекомендуются для большинства применений лазерной сварки алюминия в зависимости от уровня мощности лазера.
- Аргоно-кислородные смеси : могут обеспечить высокую эффективность и приемлемое качество сварки.
- Аргоно-водородные смеси : могут обеспечить высокую эффективность и приемлемую форму шва при сварке аустенитных нержавеющих сталей. Следует учитывать, что водород может привести к хрупкому поведению ферритных сталей! Газы и газовые смеси подаются в баллонах.
- Азот – С02 Смеси : могут производить приемлемые сварные швы, хотя часто шов будет слегка окислен.
Лазерная сварка контейнеров из нержавеющей стали
РезюмеНержавеющая сталь является разновидностью стали с высокой коррозионной стойкостью, поскольку хром или другой легирующий металл, содержащийся в этой стали, имеет сильное сродство к кислороду и вступает в реакцию с кислородом с образованием пассивирующего слоя, предотвращая отсюда и коррозия железа. Нержавеющая сталь также высоко ценится за свои гигиенические свойства, позволяющие применять ее в медицинской сфере.
Лазерная сварка является очевидно жизнеспособной альтернативой сварке этого типа стали , принимая во внимание все ее преимущества и скорость ее процессов. Лазер Сварочные аппараты оснащены волоконным лазером . Эти типы лазеров более чем идеально подходят для сварки деталей и механизмов из нержавеющей стали . За счет всех этих преимуществ достигается ускорение производственных процессов.
Нержавеющая сталь широко используется во многих отраслях промышленности и продается на многих рынках. Нержавеющая сталь определяется как стальной сплав, который может содержать другие типы металлов, такие как молибден, никель или вольфрам. В этой статье мы представим применение лазерная сварка к сосудам из нержавеющей стали в деталях. В этой статье мы определим, что такое нержавеющая сталь на самом деле, несколько примеров использования лазерной сварки с этим типом стали и несколько примеров видео.
Бассейны из нержавеющей стали: Бассейны из нержавеющей стали наименее известны в этой отрасли, но не по этой причине являются менее выгодной альтернативой, чем другие.
Бассейны из нержавеющей стали – это бассейны, в которых стенки выполнены из стали, пол – из бетона и все облицовано водонепроницаемым материалом. Деталь из стали соединяется сваркой, в этом случае, если вам нужен быстрый, простой процесс и наилучшие результаты, вы можете перейти к аппараты для лазерной сварки потому что лазерная сварка аппараты являются конфигурируемым оборудованием и адаптируются к каждой работе. Они обеспечивают возможность сварки с добавлением материала, если требуется, с автоматической системой подачи проволоки .
Если говорить о преимуществах бассейнов из нержавеющей стали, то можно начать с веса: стальные бассейны легче строительных бассейнов, что делает их идеальными для поверхностей, не способных выдержать слишком большой вес, таких как чердаки. Весовая характеристика также облегчает транспортировку этих бассейнов, чего нельзя сказать о сборных бассейнах. Конструкция стального бассейна может быть на всю жизнь, если используемый материал качественный. Как это требует стойкой сварки, в этом случае можно рассмотреть альтернативу лазерной сварки .
Производство этих бассейнов обычно занимает от 9 до 10 дней из-за различных процессов, которые требуются для их производства. Но благодаря скорости лазерных сварочных аппаратов мы можем ускорить процессы.
Посуда:
В кухонной утвари нержавеющая сталь является одним из наиболее используемых материалов для ее изготовления, как на бытовом уровне, в сфере профессионального питания, так и на промышленном уровне. Поскольку он механически прочен, он химически устойчив к коррозии, его легко чистить, дезинфицировать и стерилизовать. Нержавеющая сталь бывает разных видов, с разным составом и свойствами, и это часто является источником путаницы и беспокойства при выборе посуды и посуды для наших кухонь.
Благодаря лазерной сварке мы можем достичь совершенства в кухонной утвари благодаря низкому подводу тепла, обеспечиваемому . Таким образом, можно сэкономить более 80% энергии по сравнению с дуговой сваркой . Таким образом, стоимость обработки снижается до 30%.
Быстрая лазерная сварка скорость и минутная деформация заготовки потребуют только одного процесса без необходимости вторичной обработки. Лазер Сварка участвует во многих приборах, которые есть у нас на кухне. Мы можем найти его в производстве футеровки духовки и микроволновой печи, в вытяжках и в процессе создания простого крана и трубы.
Преимущества лазерной сварки при изготовлении контейнеров из нержавеющей стали:
Преимущество использования лазерных сварочных аппаратов для этих работ заключается в том, что это намного быстрее, чем другие методы сварки0066 TIG или MIG . Кроме того, в результате получается 90 065 высококачественных сварных швов и очень хорошая стойкость. Сварщики могут работать быстрее и в лучших условиях, выполняя работу намного эффективнее. Компании все чаще используют оборудование для лазерной сварки при обработке и производстве всевозможной посуды. Это оборудование может принести пользу всем типам аудитории, поскольку оно преодолевает ограничение быть командой только для компаний из-за простоты использования.
Некоторыми яркими примерами их соответствующих преимуществ могут быть:
- Высокая точность лазерного луча, обеспечивающая высокое качество и долговечность сварных швов
- высокая скорость сварки
- Возможность выполнения сложных сварных швов
- Небольшая теплопередача, поэтому участки вокруг сварного шва не затрагиваются
- Широкий выбор материалов для лазерной сварки
- Более удобное и простое в использовании оборудование по сравнению с другими более традиционными методами сварки
- небольшая деформация при сварке
- Не требует процесса проверки
Новостные сообщения
Методы лазерной сварки | Лазерная сварка | Основы автоматизированной сварки
При лазерной сварке возможно изменение выходной мощности и формы колебаний лазерного луча, что делает этот метод легко адаптируемым для различных применений для использования в различных сборочных процессах.
Лазерная сварка включает сварку теплопроводностью и сварку с отверстием (глубоким проплавлением), характеризующуюся изменением мощности лазерного луча, а также сварку импульсным лазерным лучом и сварку непрерывным лазерным лучом, характеризующуюся различными режимами лазерных колебаний. Импульсный лазерный луч коротковолнового мощного лазера идеально подходит для точечной сварки, а непрерывный лазерный луч идеально подходит для шовной сварки. Оба метода сварки также подходят для сварки материалов с высокой температурой плавления или с высокой теплопроводностью благодаря очень низкому тепловому эффекту при сварке.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок.
Скачать
- Теплопроводная сварка и сварка с замочным отверстием (глубокое проплавление)
- Дистанционная лазерная сварка
- Лазерная наплавка
Теплопроводная сварка — это метод лазерной сварки с низкой производительностью. Это обеспечивает глубину проникновения не более 1-2 мм. Благодаря способности работать в относительно широком диапазоне мощностей теплопроводная сварка может быть отрегулирована до идеального уровня мощности, а мелкое проплавление позволяет сваривать материалы, восприимчивые к тепловому воздействию, в оптимальных условиях.
Этот тип сварки используется для стыковых соединений, соединений внахлестку и других способов сварки тонких листов, а также может использоваться для сварки герметичных и других уплотнений. Теплопроводная сварка также подходит для летучих сплавов, таких как магний и цинк, для которых сварка с замочной скважиной (с глубоким проплавлением) не подходит.
Сварка замочной скважины (сварка с глубоким проплавлением) использует мощный лазер для высокоскоростной сварки. Узкий и глубокий провар обеспечивает равномерную сварку внутренних конструкций. Поскольку зона термического влияния мала, деформация основного материала из-за сварки может быть сведена к минимуму.
Этот метод подходит для применений, требующих глубокого провара, или при сварке нескольких основных материалов, уложенных друг на друга (в том числе для стыковых, угловых, Т-образных, нахлесточных и фланцевых соединений).
Теплопроводная сварка
- А
- Лазерный луч
- Б
- Теплопроводность
Сварка в замочную скважину (глубокое проплавление)
- A
- Лазерный луч
- С
- Давление пара
| Теплопроводная сварка | Сварка в замочную скважину (глубокое проплавление) | |
|---|---|---|
| Допуск | Требуется точность на обеих поверхностях | Точность требуется только на одной поверхности |
| Тепловая эффективность | Прибл. 35% | Прибл. 95% |
| Уровень эффективности сварки | Низкий | Высокий |
| Скорость сварки | Медленный | Быстро |
| Энергия, необходимая для шва толщиной 1 мм | Высокий | Низкий |
| Тепловая деформация | Легкое искажение | Минимальная деформация (меньше, чем при сварке теплопроводностью) |
| Размер шва | Большой | Маленький |
| Гладкость шва | Гладкая | Грубый |
Скачать
Дистанционная лазерная сварка — это метод сварки, при котором лазерный луч управляется зеркалом и быстрыми движениями свариваемой детали, что обеспечивает высокую производительность, гибкость производственной линии и экономическую эффективность.
Лазерный луч управляется подвижным зеркалом (1) и системой линз (2). Систему линз можно использовать для управления направлением Z, а подвижное зеркало можно использовать для управления направлениями X и Y (3), что позволяет быстро и точно направлять лазерный луч на зону сварки в любом месте в пределах диапазона лазерного луча ( 4).
В отличие от точечной сварки, при которой доступ к свариваемому материалу должен быть с обеих сторон, дистанционная лазерная сварка требует доступа только с одной стороны.
Для точечной сварки также требуется время, чтобы манипулятор робота перемещался между свариваемыми деталями, в то время как дистанционная лазерная сварка требует только движения зеркала, что позволяет пренебречь физической скоростью перемещения.
Высокая скорость сварки позволяет достичь скорости обработки более чем в 10 раз выше, чем при точечной сварке.
Управление лучом при дистанционной лазерной сварке
Скачать
Этот метод также называют лазерной наплавкой или прямым осаждением металла.