Особенности сварки металлов полуавтоматичским аппаратом
Автор perminoviv На чтение 8 мин Просмотров 68 Опубликовано
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды. Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины. Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров). Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены. Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке.
Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
 Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования. В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки. Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация. При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным. Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Сварка ПА листового металла 4-5 мм. — Полуавтоматическая сварка — MIG/MAG
Сергей Большой, а вы возьмите и посчитайте…
а я посчитал это за 10 минут. что тут сложного
для 5 мм стали берем разделку 3 мм под 45 градусов. и 20% добавляем на формирование
верхушки шва и провар, получаем:
площадь попреречного сечения шва = 0,000012 м2 +20% =14,5 мм2
1 метра шва это: 14,5 мм3
вес наплавленного металла при плотности 7850 кг/м3 = 0,12 кг
вес одной стандартной катушки = 5 кг
итого с одной катушки можно наплавить 40 метров шва.
теперь скорость сварки при токах около 180 ампер — 12 м/мин
учитывая отклонения от этой величины примерно получаем
скорость прохождения 1 метра шва = 2 мин.
далее расход газа при сварке равен 8 л/мин
объем газа из одного баллона 40л примерно 12 м3
кпд сварочного инвертора примерно равен 85%
затраты на 1 час неперывной работы на 180А = 45 кВт
получаем за один час 30 метров шва.
теперь приводим все затраты к 1 часу непрерывной сварки:
катушка проволоки 5 кг — 0,75 шт
баллон с защитным газом(смесью) — 0,10 шт
электрическая энергия — 45 кВт
теперь узнавайте цену всех этих комплектующих у себя в городе с учетом скидок и прочего. поделите на коэффициенты и получите затраты на 1 час непрерывного наложения шва. и вот вам вуаля!!
тема уже создана хрен знает сколько.. неужто это было так сложно прикинуть???
уже предвещаю. что маститые сварщики сейчас накинуться и начнут хаить мои расчеты. но никто не просил все это с доскональной точностью.
Изменено 06.2010 11:55 » data-short=»11 г»>2 июня, 2010 пользователем Bayk
06.2010 11:55 » data-short=»11 г»>2 июня, 2010 пользователем BaykАзы сварки кузовного металла полуавтоматом (подготовка ПА)
Сварка кузовного металла полуавтоматом: часть 1 (подготовка ПА)Зачастую обойтись без сварки при ремонте автомобильного кузова просто невозможно. С данной работой ежедневно сталкиваются сотни автомехаников.
При всем этом, только грамотный специалист может качественно заварить кузов автомобиля. Большинство же отказываются от сварки в силу своей некомпетентности.
Чем и как варить кузовной металл? Какое оборудование для этих целей потребуется? Вот ряд вопросов, которые интересуют начинающих сварщиков.
Чем лучше варить кузовной металл
Для сварки автомобильного кузова чаще всего применяется полуавтоматическая сварка. ММА сварка (ручная дуговая) мало подходит для этой работы. Подробней о видах сварки читайте на сайте mmasvarka.ru.
Во-первых, при сварке электродом нужна тщательная подготовка поверхности.
Поэтому для ремонта тонкого кузовного металла применяется MIG/MAG сварка полуавтоматом. Профессионально используя сварочный полуавтомат, получится сварить очень тонкий металл (0,5-0,8 мм), который чаще всего используется в различных кузовных элементах автомобиля.
Подготовка полуавтомата к сварке кузовного металла
Первым делом нужно проверить, потянет ли сварочный полуавтомат, и будет ли он работать от сети. Сделать это можно используя специальный тестер. Если при подключении к сети электропотребителя в 2-3 кВт, напряжение просядет до 200 вольт, то полуавтомат может работать с перебоями.
Подготовка полуавтомата к сварке более детально описана в инструкции:
- Сначала нужно «зарядить» полуавтомат специальной проволокой для сварки. Для этих целей отвинчивается сопло горелки, после чего скручивается и снимается наконечник. Далее отводятся ролики подающего механизма, и устанавливается бобина с проволокой.
- Затем необходимо выставить на полуавтомате полярность тока. При использовании углекислого газа и обычной проволоки, полярность выставляется обратная: плюс на горелку, а минус на зажим. При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
- Выставив полярность на полуавтомате необходимо завести конец проволоки в сварочный аппарат. Эта работа очень ответственная. Проволока должна быть заведена в подающий канал сварочного аппарата не менее чем на 10-20 см, она не должна висеть, изгибаться, быть кривой.
- Придерживая одной рукой, конец сварочной проволоки нужно подвести к прижимному ролику. Проволока должна располагаться строго внутри выемки ведущего ролика.

На этом подготовка полуавтомата к работе практически завершена. Если нажать на кнопку, которая расположена на рукоятке сварочной горелки, то проволока начнёт свое движение, и уже очень скоро появится из горелки. Теперь остаётся подключить газ к полуавтомату.
Теперь остаётся подключить газ к полуавтомату.
Как подключить углекислый газ к полуавтомату
Для этих целей сначала устанавливается редуктор на баллон с технической углекислотой. Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.
Затем редуктор нужно будет подключить гайкой к баллону, не забыв установить прокладку. Чтобы подключить полуавтомат к редуктору, необходимо воспользоваться специальным шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся лишь выполнить все необходимые регулировки.
Как отрегулировать сварочный полуавтомат
Проверять настройки и регулировки сварочного полуавтомата нужно каждый раз перед включением устройства.
В перечень необходимых работ входят:
- Проверка натяжения проволоки. Сварочная проволока должна поступать без чрезмерного натяжения, но, в тоже время, она не должна провисать.
- Подтяжка прижимного ролика. Смысл данной операции в том, чтобы настроить прижимную силу ролика, таким образом, чтобы через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата. Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
Следует включить сварочную горелку и дождаться когда газовый клапан откроется. Расход газа должен быть в пределах 7-10 литров в минуту. Проверить данный показатель можно по шкале расходомера на манометре.
Поделиться в соцсетях
Сварка металла: виды | Полезные статьи ООО «ЧЗПТ»
Сварка (один из способов соединения металлических элементов) стала массово распространенной более ста лет назад и по сей день продолжает быть востребованной. На многих производствах используются металлы с разнообразным составом; чтобы получить крепкий сварочный шов, было разработано множество видов оборудования.
Виды сварки
Полуавтоматическая сварка
Наиболее распространенный вид сварки, отлично подходящий для изготовления алюминиевых сплавов и конструкций и для работы с низко- и высоколегированной сталью. Сварочная проволока, которую используют при сварке полуавтоматом, выполняет функцию присадочного материала и электрода-проводника. Проволока подается в рабочую зону через горелку и затем плавится в электрической дуге. Этот элемент проходит тщательный отбор, иначе качество шва будет низким. Если предстоит работа с толстыми заготовками, то требуется настройка индуктивности.
Дополнительным фактором, влияющим на результат, является корректно выбранный режим работы.
В чем преимущества сварки полуавтоматом? Это простой и высокопроизводительный способ, который при необходимости легко автоматизировать.
Контактная сварка
Сварка тонкого металла электродом позволяет получить аккуратные прочные швы; главное — грамотные действия. Все свойства стали остаются неизменными, и она продолжает выполнять свои антикоррозийные и изолирующие функции.
В основе контактной сварки лежит не только плавильная температура, но и действие сварочных клещей, усиливающих давление на части изделий. Нагревается определенная точка металла, а не вся его поверхность. За очень короткий промежуток времени (пока металл не стал жидким) электроток нагревает нужный участок, и в дело сразу включается пресс. Этого достаточно, чтобы структуры двух материалов объединились.
Если металл сохранил твердое состояние, то результатом становится монолитное соединение. В противном случае появляются поры или полости, что превращает изделие в брак.
Сварка аргоном черных и цветных металлов
У этого способа есть схожесть со сваркой толстого металла полуавтоматом — использование сварочной проволоки (она не включена в электрическую цепь). Аргон (газ) создает особую среду. Контакт металла и неплавящегося вольфрамового электрода образует нагревательный элемент — электрическую дугу. Сварщик помещает электрод в токопроводящее устройство, затем окружая его керамическим соплом. Аргон тяжелее воздуха и вытесняет его из рабочей зоны, поэтому сварочная ванна оказывается в надежной изоляции от атмосферы. Газ не затрагивает рабочие элементы и помогает получить прочные долговечные швы.
Аргон тяжелее воздуха и вытесняет его из рабочей зоны, поэтому сварочная ванна оказывается в надежной изоляции от атмосферы. Газ не затрагивает рабочие элементы и помогает получить прочные долговечные швы.
Сварка плавлением
Такой способ распространен и в промышленных, и в бытовых условиях. Делится на несколько подвидов:
- Электродуговая сварка. Принцип заключается в создании электрической дуги между электродом и материалом.
- Плазменная сварка. Проходящий через электрическую дугу ионизированный газ становится источником необходимой температуры.
- Шлаковая сварка. Электрический ток нагревает шлак (расплавленный флюс) до нужного состояния.
- Лазерная сварка. Поверхность металла обрабатывается лазерным лучом.
- Электронно-лучевая сварка. Создается вакуум, в котором движущиеся электроны под действием электрического поля нагревают место стыка.
- Газовая сварка металлов. Горение кислорода создает поток огня, нагревающий точку соединения.

Сварка давлением
Чаще всего металлические поверхности соединяют путем механического деформирования в промышленных условиях, где есть соответствующее оборудование и специалисты, следующие инструкции по применению.
К сварочному соединению давлением относятся:
- Ультразвуковое соединение за счет колебаний ультразвуковой частоты.
- Высокотемпературная холодная водостойкая сварка. В основе — межатомное соединение материалов за счет большого давления. То, сколько сохнет сварка, влияет на прочность шва. Если возникает вопрос, как снять холодную сварку с металла, то существует только один механический способ.
- Газовая сварка с прессовкой. Похожа на кузнечный метод, разница заключается в применении газового оборудования.
- Контактная электрическая сварка. Популярный способ сухой сварки, при котором металл нагревается благодаря электрическому току.
- Диффузионная горячая сварка. Металл испытывает небольшое давление при значительном нагрева места соединения.
 Популярный способ сухой сварки, при котором металл нагревается благодаря электрическому току.
Популярный способ сухой сварки, при котором металл нагревается благодаря электрическому току.Как пользоваться тем или иным видом сварки металла? Это решает сам мастер, знающий расчет усадки металла при сварке, обладающий навыками и оборудованием. Перед тем, как научиться сваривать, рекомендуется начинать работу со сварочного инвертора.
Промышленная сварка металла – Услуги промышленной компании «МЕТКОР»
Мы предлагаем услуги промышленной сварки металла. Мы готовы выполнять заказы по полуавтоматической сварке, сварке электродом, аргонно-дуговой сварке, контактной сварке и других. География оказания услуг не ограничивается Таганрогом или Ростовом-на-Дону: мы работаем со всем югом России, и готовы рассматривать варианты сотрудничества с новыми заказчиками.
В качестве основных инструментом используются производительные полуавтоматы Kemppi, ESAB, в некоторых случаях мы используем полностью роботизированные сварочные комплексы Motoman. Мы не только имеет богатый опыт работы с ними в области промышленной сварки металла, но и самостоятельно занимаемся производством позиционеров и стапелей к ним.
Сварка полуавтоматом
Сварка полуавтоматом, по сути, является разновидностью хорошо известной электродуговой сварки: плавление металла производится под действием электрической дуги, которая возникает между самим электродом и свариваемой деталью.
Свое название сварка полуавтоматом получила благодаря тому, что электрод подается автоматически, в качестве рабочей среды выступает т.н. «рабочий газ». Задача рабочего газа – не допустить контакта металла с окружающей средой, в частности, с азотом и кислородом. В результате контакта могут получиться оксиды и нитраты, которые станут причинами дефектов сварного шва. В качестве рабочих газов при полуавтоматической сварки применяются благородные газы – аргон, гелий, углекислота, а также всевозможные смеси инертных газов.
В качестве рабочих газов при полуавтоматической сварки применяются благородные газы – аргон, гелий, углекислота, а также всевозможные смеси инертных газов.
Сварка полуавтоматов подразумевает использование специальной проволоки, диаметром от 0,5 до 3 миллиметров: толщина проволоки выбирается исходя из толщины свариваемых деталей. Как правило, более тонкая проволока позволяет добиваться более глубокой сварки, однако, работа с ней становится дольше. Использование толстой проволоки при полуавтоматической сварке позволяет существенно ускорить процесс, но требует куда большего тока: в среднем 100А на каждый дополнительный миллиметр сечения.
ГОСТы и технология полуавтоматической сварки газом
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. Сварка полуавтоматом – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Принцип действия
Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Этот параметр мы рассмотрим ниже в этой статье.
Полуавтоматическая сварка толстых металлов
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
 Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.

Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.
Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.

Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Как держать сварочную горелку
Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
 Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.

Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.
- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.
- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины. Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Скорость сварки
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз. Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки.
- Защиты дыхательных органов. Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы.
- Защиты от брызг. Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.

Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей. Запрещается использование металлических защитных масок и шлемов.
- Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе. Размер веревки должен быть не менее 2 метров.
- Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны. В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе.
- Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.

Длина выхода сварочной проволоки
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.
Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей. Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Примерная стоимость проволоки для сварки углеродистых сталей на Яндекс.маркет
В некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Это даст больше мощности для плавления порошковой проволоки.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода — это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1. 5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха.
Порошковая проволока для сварки полуавтоматом
Главное достоинство порошковой проволоки — это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру.
Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
Сварка металла заказать в Санкт-Петербурге по выгодной цене — ПРОМСТРОЙМЕТАЛЛ
Какие технологии применяем
Стоимость работ по сварке металла во многом обусловлена применяемой технологией. Даже разные сорта стали нельзя варить при помощи стандартной электродуговой или газосварки. Технологию подбираем в зависимости от особенностей материала.
Технологию подбираем в зависимости от особенностей материала.
Работаем с алюминием, нержавеющей сталью. В зависимости от особенностей изделия варим в среде защитных газов по разным технологиям, что позволяет обеспечить требуемые качественные характеристики сварного шва.
Значительная часть заказов приходится на изделия из нержавейки. В этом случае обеспечиваем многоэтапную зачистку швов абразивным, химическим методом, выполняем стекло- и пескоструйную обработку, электрополировку. Благодаря этому удается сделать сварочное соединение незаметным.
Этапы выполнения работ
Предлагаем следующие условия сотрудничества по сварке листового металла, изготовлению конструкций, производству другой продукции:
- Согласовываем детали технического задания.
- Заключаем официальный договор.
- Отдаем в производство.
При небольших и средних объемах все работы выполняем в течение 1-2 дней. То, сколько стоит сварка металла при больших заказах, а также срок производства, оговорим в индивидуальном порядке.
На что обратить внимание при заказе
Выбор технологии сварочных работ оставляем за собой, соблюдая при этом требования, указанные в спецификации, чертежах или КД. Для материалов разных классов используем соответствующие методы по ГОСТ, позволяющие обеспечить надежность и долговечность соединения. Работаем с металлами разных типов и толщины, есть возможность сварки сложных конструкций и изделий.
Наши преимущества
Конкурентная цена — это не главный плюс нашей компании. Основное преимущество — делаем гарантированно качественно независимо от сложности заказа, иначе не умеем.
Чтобы воспользоваться нашими услугами, просто позвоните или напишите на сайте.
Ручной лазерный сварочный аппарат | Волоконный лазерный сварочный аппарат
Ручные лазерные сварочные аппараты – Полное руководство по часто задаваемым вопросамСчитаете ли вы, что сварочные роботы-манипуляторы лучше ручных лазерных сварочных аппаратов? Это то, что мы узнаем в этом руководстве!
Вы не только узнаете об этом оборудовании, мы также научим вас работать с лучшими производителями ручных лазерных сварочных аппаратов в отрасли!
Без лишних слов — приступим!
 92px»> Что такое ручной лазерный сварочный аппарат?
92px»> Что такое ручной лазерный сварочный аппарат? ЛЮБОПЫТНЫЙ ФАКТ: Лазер — это сокращение от «Усиление света за счет стимулированного излучения».
Рабочий, использующий ручной лазерный сварочный аппарат для сварки заготовки
Его название в значительной степени говорит вам, что это такое.
Портативные лазерные сварочные аппараты— это переносные устройства, которые могут помочь вам в лазерной сварке. Они легкие, а вся электроника умещается всего в одной раме, которую легко носить с собой.
Основы лазерной сваркиРазобраться в лазерной сварке так же просто, как понять общие и основные принципы сварки.
Лазерная сварка/резка с использованием автоматического сварочного аппарата
Во-первых, лазерная сварка — это процесс соединения или сплавления двух (2) или более металлических частей.
В этом процессе используется световой лазерный луч, который сфокусирован и направляется на заготовку. При этом тепло, выделяемое лазером, делает сварку возможной.
Лазерная сварка может выполняться двумя (2) способами: сварка в замочную скважину и сварка с ограниченной проводимостью; мы углубимся в это чуть позже.
Сравнение лазерной резки и лазерной сваркиХотя вы сможете выполнять оба процесса на одном станке, это разные процессы. Аппарат для лазерной сварки, вырезающий часть заготовки
Лазерная резка — это когда вы хотите получить разрез или срез через проводящий материал. Это может быть любой проводящий материал.
При лазерной резке лазерный луч должен проходить максимально глубоко, надрезая или прорезая заготовку.
Лазерная сварка, с другой стороны, представляет собой процесс сварки, целью которого является соединение различных заготовок вместе.
Поскольку источник тепла при лазерной сварке сильнее, он может помочь вам создавать более прочные и надежные швы на более высоких скоростях.
Лазерная резка/сварка детали автомобиля или автомобильного транспортного средства
Многие отрасли промышленности полагаются на него; наиболее распространенные из них включают:
- Автомобильная промышленность
- Аэрокосмическая промышленность
- Сборка и производство
- Инженерный и ИТ-секторы
- Строительство и строительные конструкции
- И многое другое
Помните электропроводящую сварку и сварку в замочную скважину? – Это типы лазерной сварки, которые вы можете использовать для сварки и резки, которые вам нужны.
Этот процесс включает нагрев заготовки или металла таким образом, что происходит испарение контактной поверхности.
Таким образом, создается замочная скважина, которая имеет состояние, подобное плазме, с температурой, превышающей 10 000 Кельвинов.
Вы сможете выполнить сварку в замочную скважину, если будете использовать мощные лазеры мощностью более 105 Вт на мм2.
Сварка с ограниченной проводимостьюКондуктивная сварка — это процедура, при которой металл нагревается чуть выше точки его плавления.В отличие от сварки в замочную скважину, вам не нужно, чтобы контактная поверхность испарялась.
Мощность сварки с ограниченной проводимостью будет находиться в пределах от средней до умеренной прочности сварного шва. Ключевым преимуществом этого типа сварки является гладкость и эстетическая привлекательность конечного шва.
Принцип работы лазерных сварочных аппаратов и сварочных горелок прост: лазерный луч будет использоваться для нагрева поверхности материалов, которые вы будете сплавлять и соединять вместе.
Изображение того, как лазер проваривает объекты и материалы
достигают этого, используя импульс света с небольшой площадью фокуса. Поверхность заготовки поглощает это, создавая тепло.
Насколько сильными могут быть ручные лазерные сварочные аппараты?Портативные лазерные сварочные аппараты работают со светом, поэтому мы рассчитываем его силу по скорости распространения света.
Часто лазерные сварочные аппараты обеспечивают скорость, которая может быть в три (3)-пять (5) раз выше, чем при сварке MIG; это означает, что в пять (5) и даже в десять (10) раз быстрее, чем традиционная и обычная сварка TIG.
Если вас беспокоит прочность, вас не смущают ручные лазерные сварочные аппараты.
Что такое волоконная лазерная сварка?Сварка волоконным лазером — это лишь один из множества лазерных процессов.
Роботизированная рука, выполняющая сварку изделия волоконным лазером
Это процесс сварки, в котором используются твердотельные лазеры, в которых в качестве среды используются оптические волокна с пониженным содержанием редкоземельных элементов.
Вы можете лучше понять это, так как это типичный процесс, в котором выполняется лазерная сварка.
Как пользоваться ручным лазерным сварочным аппаратом?Использование ручного лазерного сварочного аппарата — это не ракетостроение. От вас требуется только знать, что вам нужно делать, а также результаты, которые вы искали.
- Первым шагом является запуск двигателя. Убедитесь, что вы подключаете его к соответствующему напряжению, необходимому для машины .
- Активировать кнопку аварийной остановки, а также кнопку лазерного генератора. Это повернет экран или интерфейс на
- Активировать лазерный источник и охладитель/охладитель воды
- Задайте мощность, режим и скорость с помощью интерфейса в зависимости от толщины материала
- Возьмите лазерный сварочный аппарат и отрегулируйте фокусное расстояние сопла
- Протестируйте его с помощью подручных материалов, чтобы убедиться в правильности спецификаций
 Убедитесь, что вы подключаете его к соответствующему напряжению, необходимому для машины
Убедитесь, что вы подключаете его к соответствующему напряжению, необходимому для машиныВот и все! Теперь вы знаете, как пользоваться ручным лазерным сварочным аппаратом.
Что такое ручные волоконные лазерные сварочные аппараты?Это тип сварочного аппарата, в котором используются оптические волокна.
Поскольку он ручной, вам не составит труда перевезти его из одного места в другое.
Лазерная сварка сама по себе является типом процедуры, которую можно использовать для полупроводниковых и проводящих материалов.
Ручной лазерный сварочный аппарат для нержавеющей стали
Таким образом, вы сможете использовать его для сварки и резки низкоуглеродистой и нержавеющей стали.
Ручные лазерные сварочные аппараты для продажиВы сможете приобрести на рынке широкий выбор ручных лазерных сварочных аппаратов.
Существует множество производителей портативных лазерных сварочных аппаратов, которым можно доверять. Самые популярные, у которых не дорогой тариф:
- Лейстер Текнолоджиз
- Группа СТЛ
- Варибенд
Эти поставщики ручных лазерных сварочных аппаратов не имеют выгодных цен. Однако они могут не соответствовать вашим ожиданиям, когда речь идет о функциях и функциональности.
Однако они могут не соответствовать вашим ожиданиям, когда речь идет о функциях и функциональности.
Поскольку они предлагают оборудование для лазерной сварки начального уровня, вы, возможно, не сможете получить некоторые качества, которые ищете.
Обычный ручной лазерный сварочный аппарат ЦенаПри выполнении поиска в Интернете вы обнаружите множество различных цен на портативные лазерные сварочные аппараты.
Некоторые машины стоят менее 1000 долларов, а некоторые могут доходить до 50 000 долларов.
Вы запутаетесь, когда будете смотреть онлайн. Если вам нужны реальные результаты и ответы, лучше всего обратиться к производителю и узнать расценки на его оборудование.
Разные производители предлагают разные цены. Для них не может быть медианной ставки. Чтобы набросать приблизительное представление о том, сколько это стоит, средние машины будут стоить от 8000 до 15000 долларов.
Высокотехнологичные и передовые ручные лазерные сварочные аппараты будут стоить от 15 000 долларов, но ниже 25 000 долларов.
Детали ручного лазерного сварочного аппаратаЧтобы полностью понять ручной лазерный сварочный аппарат, вам необходимо знать его части.
Изображение полностью настроенного ручного лазерного сварочного аппарата
Компоненты, обеспечивающие работу ручных лазерных сварочных аппаратов:
- Главный двигатель
- Водоохладитель или чиллер с водяным охлаждением
- Переключатель
- Экран или система управления
- Ручная лазерная головка
- Оптические волокна
Ручная лазерная головка состоит из следующих компонентов:
- Главный выключатель или кнопка
- Режим фокусировки
- Защитная линза
- Насадка для регулировки фокуса
- Защита газовой трубы
Перед покупкой убедитесь, что у них есть все эти детали. Отсутствие одного из них может привести к плохим результатам; и может даже нарушить или испортить ваши проекты.
Отсутствие одного из них может привести к плохим результатам; и может даже нарушить или испортить ваши проекты.
Лазерная сварка может дать вам массу преимуществ. Наиболее распространенные из связки включают в себя:
Высочайшая точность и точностьНаверное, главное преимущество, которое вы можете получить, это точность сварки. Поскольку вы сможете управлять им вручную, то, как будет проходить сварка, зависит от вашего движения.
Даже если вам предстоит сваривать мелкие детали и узлы, с лазерной сваркой проблем не будет.
Однородность сварных швов Поскольку вы устанавливаете скорость, мощность и режим вручную, вы можете ожидать, что ваши сварные швы будут стабильными, даже если вам нужно сварить большие объемы заготовок.
Добавьте тот факт, что вы можете производить сварку быстрее, лазерная сварка — это то, что вам действительно нужно учитывать.
Способность создавать и производить сложные сварные швыНекоторые методы сварки, такие как сварка MIG и сварка TIG, не подходят для сложных сварных швов; это из-за ограниченного количества доступных электродов.
Вот когда лазерная сварка выходит на новый уровень. Каким бы сложным ни казался тот или иной сварной шов, лазерные сварщики смогут его выполнить.
Более прочные и долговечные сварные швыПоследнее, но не менее важное, это тот факт, что вы можете получить более прочные сварные швы.
Для его сварки не потребуются присадочные материалы, которые обеспечивают превосходную прочность и долговечность.
Это лишь некоторые из наиболее востребованных преимуществ лазерной сварки.
Теперь, когда вы знаете о преимуществах лазерной сварки, какие преимущества могут быть у ручных лазерных сварщиков?
Давайте продолжим и обсудим преимущества использования ручных или ручных лазерных сварочных аппаратов.
Улучшенный контрольКонтроль режима, скорости, мощности, тепла и т. д., а также контроль в движении. Вы сможете установить его на минимум или максимум в зависимости от ваших предпочтений.
Универсальность сварных швовЕще одним преимуществом использования ручных лазеров является тот факт, что вы можете использовать их для широкого спектра объектов и материалов.
Кроме того, вы сможете сваривать разнородные предметы и материалы!
Электроды не нужны Мы также знаем, что для этого не нужно использовать какой-либо электрод. Таким образом, вы можете рассчитывать на меньшие затраты и ущерб от своей продукции.
Таким образом, вы можете рассчитывать на меньшие затраты и ущерб от своей продукции.
Лазерный луч, который вы будете использовать для сварки или резки, легко настроить на фокусировку.
У вас будут оптические инструменты в качестве направляющих для юстировки, и вам никогда не придется думать о качестве.
Другие преимущества:
- Защита от вакуума или радиации не требуется
- Может фокусироваться на небольшом участке
- Может работать в небольшом пространстве
Многие предпочитают автоматические лазерные сварочные аппараты ручным. Хотя это нормально, запускать его вручную лучше, так как вы также многому научитесь.
Общие сведения о ручных лазерных сварочных аппаратах Ручные лазерные сварочные аппараты представляют собой сочетание традиционного и высокотехнологичного сварочного оборудования.
Изображение ручных лазерных сварочных аппаратов на производственном предприятии
Это тип оборудования, которое можно использовать для выполнения лазерной сварки, но с ручным управлением, отсюда и термин «ручной».
Как работает A S ER W Elding W W ORK?Лазерная сварка работает так же, как обычная сварка.
Используя лазерный луч высокой плотности, аппарат для лазерной сварки распыляет высокотемпературный лазер на кромки соединяемого металла.
Затем тепло создает сварной шов, расплавляя металлы, чтобы они могли прилипать друг к другу.
 youtube.com/embed/rsTBPh3vKL4?feature=oembed» name=»fitvid1″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
youtube.com/embed/rsTBPh3vKL4?feature=oembed» name=»fitvid1″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
В настоящее время в продаже имеются лазерные сварочные аппараты мощностью от сотен ватт до 60 кВт.
Этот диапазон мощностей достаточен для проведения сварочных процессов, сравнимых со сваркой TIG и MIG.
Что T ASER U SED для W Elding? Волоконный лазер
, импульсный YAG-лазер и лазер с непрерывной волной являются тремя наиболее распространенными лазерами, используемыми для сварки.
Волоконный лазер используется для различных сварочных покрытий от электроники до автомобильной промышленности.
Импульсный лазерYAG подходит для точечной сварки больших размеров, например, в транспортном производстве.
Лазер непрерывного действия идеально подходит для высокоскоростной сварки с глубоким проплавлением, например, при производстве небольших инструментов.
Что такое D D L W W Elding и C Reventa Вт старший?
Разница в источнике тепла.
Обычная сварка, такая как сварка TIG (сварка вольфрамовым электродом в среде инертного газа) и сварка MIG (сварка металла в среде инертного газа), использует защитный газ для создания инертного материала, который может нагревать металлы.
Лазерная сварка, с другой стороны, использует лазерный луч высокой плотности для нагрева металла.
Что такое DVatage L ASER W W Elding?
Лазерная сварка имеет множество преимуществ, некоторые из которых включают:
Он может выполнять процесс сварки с высокой точностью и точностью.
Он способен соединять сложные соединения на высокой скорости.
На результате соединения нет заусенцев.
Он может выполняться многократно и последовательно.
Он может работать с низким нагревом, что сводит к минимуму деформацию используемого материала.
Результат сварки относительно прочнее.
Что такое D D ISADVANTY L ASER W W Elding?
Единственным недостатком лазерной сварки является стоимость.
По сравнению с обычной сваркой установка для лазерной сварки очень дорогая.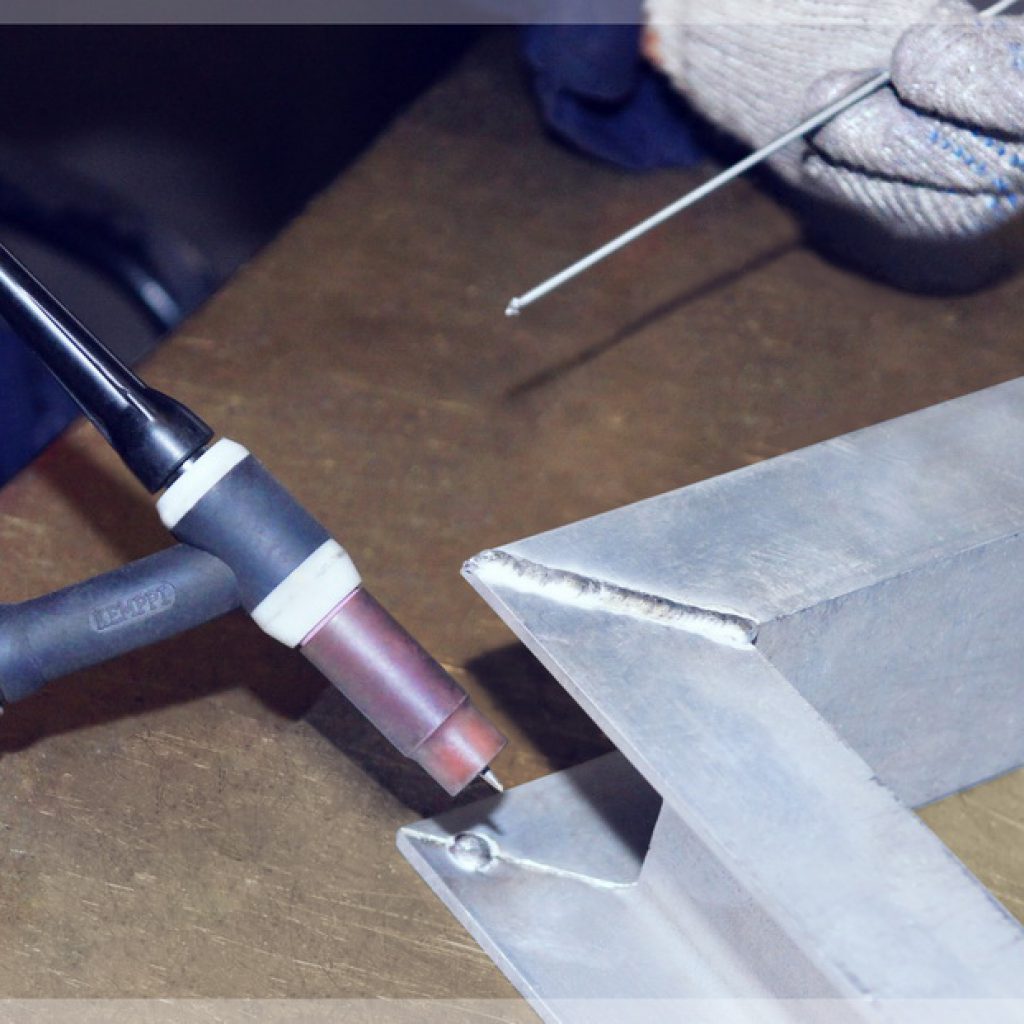
Что EST H H и L ASER W старый M машина для S 3 3 сталь
Любой лазерный сварочный аппарат достаточной мощности сможет сварить сталь.
Однако существует один стандартный ручной лазерный сварочный аппарат , который обычно используется в простом производственном процессе.
Вы можете найти здесь.
Кто I I NVENTED L ASER W W Elding?
Нет четких сведений о том, кто первым применил лазер в процессе владения оружием.
Сама сварка практиковалась человеком 2000 лет назад с использованием огня в качестве источника тепла.
После изобретения мощного лазера вполне естественно, что люди стали применять его для сварки.
Уникальная особенность лазера в том, что он идеально подходит для производственного процесса, особенно для сварки.
ASER W Elding U SE Наполнитель?
Для усиления места соединения двух металлов в процессе сварки иногда используется присадочный металл.
Наиболее распространенным присадочным металлом является металлическая проволока.
В процессе сварки металлическая проволока расплавляется в месте сварки, чтобы добавить дополнительный липкий элемент между металлами.
В результате это укрепит связь металлов.
Где L aser aser EAM W Elding U Sed?
Лазерная сварка обычно используется в промышленных областях, где в производственном процессе используются металлы и пластмассы.
 92px»> Что такое Playing L ASER W W Elding?
92px»> Что такое Playing L ASER W W Elding? Лазерная сварка применяется в основном в обрабатывающей промышленности, связанной с металлом и пластиком.
Металлургическая промышленность, в производственном процессе которой применяется лазерная сварка, включает судостроение, автомобилестроение, аэрокосмическую промышленность, оборудование для фитнеса, механические шкафы, лифты, кухонную утварь, производство листового металла и так далее.
И пластмассовая промышленность, которая применяет лазерную сварку в производственном процессе, включает производство игрушек, канцелярских принадлежностей, домашних инструментов, кухонной утвари и так далее.
 youtube.com/embed/0W6-KMGWAl8?feature=oembed» name=»fitvid11″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
youtube.com/embed/0W6-KMGWAl8?feature=oembed» name=»fitvid11″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
Существует два процесса лазерной сварки: сварка с ограниченной проводимостью и сварка с замочной скважиной.
Сварка с ограниченной проводимостью происходит, когда плотность мощности низкая, поэтому луч касается только поверхности материала и не проникает в нее.
Сварка с замочной скважиной — это распространенный процесс лазерной сварки.
В отличие от сварки с ограниченной проводимостью, сварка с замочной скважиной происходит, когда плотность мощности высока, поэтому луч может проникать в материал.
Что такое L L ASER S экипажа W W Elding?
Лазерная сварка винтов — это метод сварки, используемый в основном в автомобильной промышленности.
Считается, что этот метод значительно превосходит обычную контактную точечную сварку.
Высокая температура, вызванная обычной контактной точечной сваркой, может вызвать деформацию или деформацию металлического соединения.
Во избежание этого лазер должен останавливаться через регулярные промежутки времени, что занимает много времени.
Напротив, метод лазерной винтовой сварки использует лазер для сварки металлических соединений с гораздо более высокой скоростью.
Он также выделяет так мало тепла.
В результате можно решить проблемы с деформацией и искажениями, а также проблемы, отнимающие много времени.
W L L ASER B EAM W старший?
Ниже приведены ограничения лазерной сварки:
Стыки должны быть точно расположены прямо под балкой.
Быстрая скорость охлаждения может привести к растрескиванию некоторых металлов.
Максимальная толщина свариваемого шва ограничена. Сварка толщиной более 19 мм затруднена.
Материалы с высокой отражающей способностью и высокой теплопроводностью, такие как сплавы алюминия и меди, могут повлиять на стабилизацию точки сварки.
Можно ли купить ручные лазерные сварочные аппараты в Китае?Да, в Китае существует множество производителей ручных лазерных сварочных аппаратов.
Ручной лазерный сварочный аппарат из Китая
На самом деле, там вы сможете найти много надежных поставщиков и компаний-производителей!
Основным недостатком работы с китайскими производителями ручных лазерных сварочных аппаратов являются их расценки и цены.
На рынке представлено множество ручных лазерных сварочных аппаратов, но наиболее распространенные из них стоят от 15 000 до 30 000 долларов.
Вы можете приобрести портативные лазерные сварочные аппараты у производителей менее чем за 10 000 долларов США, но ваши ожидания не должны быть слишком высокими.
Может быть меньше функциональности, меньше функций и больше шансов, что его легко повредить или сломать.
Преимущества и недостатки ручных лазерных сварочных аппаратовИспользование ручных лазерных сварочных аппаратов имеет свои плюсы и минусы.
Работник может свободно выбирать способ сварки – преимущество ручных лазерных сварочных аппаратов
Вот краткий обзор преимуществ использования ручных лазерных сварочных аппаратов:
- Вам не нужно будет использовать электроды.Таким образом, вы можете не опасаться загрязнения и/или повреждения электрода .
- Даже если он ручной, лазерный луч легко сфокусировать. Все ваши проекты и заготовки будут точными и точными
- Вам не нужно работать на открытой площадке, вы можете использовать ручные лазерные сварочные аппараты даже в небольших и закрытых помещениях
- Вы сможете сваривать множество как похожих, так и разнородных материалов
- Технические параметры ручных лазерных сварочных аппаратов можно контролировать с помощью компьютера. Это делает программирование проще и удобнее.
- Вы сможете уменьшить потребление тепла до минимума
 Это делает программирование
Это делает программированиеЭто лишь некоторые из преимуществ использования ручных лазерных сварочных аппаратов.
Есть ли у него недостатки?
- Сварной шов может быстро затвердевать, что может означать дополнительную работу для вас с точки зрения мониторинга
- И заготовка, и лазерный луч должны находиться на близком и максимально точном расстоянии
- В отличие от других видов сварки толщина свариваемого материала ограничена.Детали размером 19 мм и более могут быть сварены неправильно и неправильно
- Ручные лазерные сварочные аппараты известны как одно из самых дорогих сварочных устройств
Хотя эти недостатки кажутся слишком большими, плюсы явно перевешивают минусы.
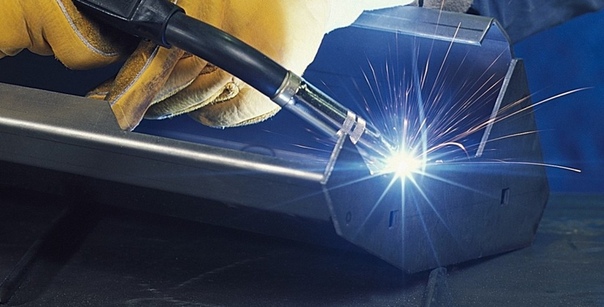 92px»> Существуют ли ручные лазерные сварочные аппараты для нержавеющей стали?
92px»> Существуют ли ручные лазерные сварочные аппараты для нержавеющей стали? Рабочий использует ручной лазерный сварочный аппарат для сварки нержавеющей стали
В рамках общего применения вы можете использовать ручные лазерные сварочные аппараты для оцинкованного листового металла, листов из нержавеющей стали, алюминиевых листов и многих других материалов!
Заслуживают ли доверия китайские производители ручных лазерных сварочных аппаратов?Многие считают, что китайские ручные лазерные сварочные аппараты некачественные.
Пример ручного лазерного сварочного аппарата китайского производства
На самом деле нет, даже наоборот! Качественных китайских ручных лазерных сварочных аппаратов от проверенных производителей очень много!
Отрасли, использующие ручные лазерные сварочные аппараты Широкая сложность ручных лазерных сварочных аппаратов делает их полезными в ряде секторов и отраслей промышленности.
Ручной лазерный сварочный аппарат для оптоволокна, используемый для создания детали самолета
К наиболее распространенным отраслям, которые получают выгоду от использования ручных лазерных сварочных аппаратов, относятся:
- Автомобильная и аэрокосмическая промышленность
- Электротехническая промышленность
- Промышленность точного машиностроения
- Железные дороги и железнодорожная промышленность
- Индустрия связи
- Судостроение и морская промышленность
- И многое другое!
Перед покупкой ручного лазерного сварочного аппарата необходимо ознакомиться с его техническими параметрами или техническими характеристиками.
Это поможет вам найти машину, которая наилучшим образом соответствует вашим потребностям.
Наиболее важными техническими параметрами ручных лазерных сварочных аппаратов являются:
- Толщина сварки
- Длина волны лазера
- Диапазон скоростей сварки
- Сварочный зазор
- Функция водяного охлаждения
- Длина волокна
- Электромеханические возможности
- Суммарная мощность
- Общий вес
Зная все это, вы легко сможете найти нужный ручной лазерный сварочный аппарат!
Во всем мире существует множество компаний-производителей портативных лазерных сварочных аппаратов.
Производители и поставщики на западе могут быть самыми привлекательными, но они не самые идеальные.
Китайские производители ручных лазерных сварочных аппаратов являются лучшими по многим причинам, включая цену, продукты и услуги, материалы и т. д.
Несмотря на то, что вы найдете множество китайских производителей ручных лазерных сварочных аппаратов, вы никогда не ошибетесь, если решите работать с нами здесь, в SOHO Cutting.
Почему стоит доверять разделке SOHO Cutting?
Уже более десяти лет компания SOHO Cutting является лучшим и пользующимся наибольшим доверием производителем ручных лазерных сварочных аппаратов во всем Китае.
SOHO Cutting, ведущий и наиболее востребованный поставщик ручных лазерных сварочных аппаратов в Китае
Компания SOHO Cutting предлагает сложную и универсальную серию ручных лазерных сварочных аппаратов . Вы можете спросить нас здесь, в SOHO Cutting, о готовых лазерных сварочных аппаратах, резаках с ЧПУ и других типах резаков.
Вы можете спросить нас здесь, в SOHO Cutting, о готовых лазерных сварочных аппаратах, резаках с ЧПУ и других типах резаков.
SOHO Cutting считается самым востребованным производителем ручных лазерных сварочных аппаратов многими компаниями, включая Copley Controls, Yaskawa, Hiwin, ABB, IPG Photonics и многими другими!
- Наши основные рынки разбросаны по всему миру! Мы обслуживаем американские, европейские, ближневосточные, азиатские компании и многие другие!
- Мы можем предложить отличные ручные лазерные сварочные аппараты на заказ, в зависимости от ваших потребностей!
- У нас есть всемирно признанные лицензии и сертификаты!
- Все ваши заказы будут доставлены в течение 2-3 недель!
- SOHO Cutting предлагает чистую 1-летнюю гарантию на все машины и оборудование, которые вы заказываете
Заполните нашу онлайн-форму и получите бесплатное предложение по портативному лазерному сварочному оборудованию, которое вам нужно.
Работайте с SOHO Cutting и получите опыт работы с лучшими и пользующимися наибольшим доверием производителями ручных лазерных сварочных аппаратов в отрасли!
Лазерный сварочный аппарат Лучшее руководство | Как купить в 2021 году
Из-за того, что лазерная сварка используется чаще, чем традиционная сварка, она наиболее широко используется в промышленности. На рынке развлекательной электроники, технологии медицинского оборудования и фотогальванической промышленности лазерные сварочные аппараты пользуются большим спросом.
Хотите купить недорогой аппарат для лазерной сварки металла на заказ?
См. лучшее руководство покупателя для лазерных сварщиков с ЧПУ, операторов и начинающих в 2021 году.Благодаря профессиональной поддержке клиентов мы предоставим вам лучшие лазерные сварочные аппараты в 2021 году для удовлетворения ваших потребностей.
Что такое лазерный сварочный аппарат?
Лазерный сварочный аппарат — это сварочное оборудование, использующее волоконный лазер для соединения секций металла или термопластов. Волокно лазерного луча обеспечивает сфокусированную систему нагрева, используемую для точечной сварки, края шнура, стыка внахлестку, шва, сварки с поцелуями, глубокой сварки, высокоуровневых более узких припоев. В приложениях автоматизации, таких как автомобильная промышленность, этот процесс также используется в больших объемах.Он основан на сокетной или тянущей модели.
Кроме того, волоконные лазеры могут применяться для целого ряда применений, от очень маленьких деталей до сварки более толстых материалов в аэрокосмической и автомобильной промышленности, широко используются производителями машиностроения, медицины и электронной промышленности. Волоконные лазеры — это универсальный и доступный способ получения высококачественных точечных сварных швов.
Лазерный сварочный аппарат и его приложения
Система лазерной сварки имеет широкий спектр применений, включая чистовую сварку в медицинской технике, высокоточную точечную сварку, сварку в оборудовании, изготовление пресс-форм и цельных кузовов автомобилей в автомобилестроении.
Тем не менее, установка для лазерной пайки используется в основном для соединения различных компонентов, подлежащих соединению, с высокой скоростью лазерной пайки, низкими тепловыми потерями и тонкими и узкими сварочными кромками.
В современном производственном процессе лазерная сварка является популярным методом соединения с возможностью контроля производительности в режиме онлайн, его превосходной автоматизацией и высокой скоростью лазерной пайки.
Но без всех преимуществ лазера современные и эффективные методы всегда маловероятны.Таким образом, различные характеристики и толщина листового металла превращаются в персонализированные заготовки посредством точечной сварки сопротивлением, замененной лазерной сваркой.
Лазерный сварочный аппарат и его функции
Лазерная наплавка
Переработанный качественный ремонт и апгрейд.
 36px»> Точечная и шовная сварка
36px»> Точечная и шовная сваркаЧерез меньшие точки сварки к сплошным листам.
Сканер для сварки
Не нужно тратить время на перемещение заготовок или управление головками.
Лазерная сварка полимеров
Сбалансированный подход для максимальной энергии и идеального соединения поверхностей.
Сварка труб и профилей
Оптимизированная лазерная сварка труб и профилей.
Лазерная сварка и ее преимущества
Создание сложных соединений
Вы можете сваривать различные материалы и области, которые были бы слишком труднодоступными, используя более традиционные методы сварки с технологией лазерной сварки. Лазерная технология может справиться со сложными суставами.
 36px»> Точность
36px»> ТочностьОдним из ключевых преимуществ лазерной сварки является то, что она обеспечивает высокую точность и мощность. Лазерный сварочный аппарат можно использовать без потерь для сварки крошечных деталей.
Низкотемпературный
Низкое потребление тепла в технологии лазерной сварки сводит к минимуму потери деталей. Этот метод лазерной сварки также выбирают те, кто занимается производством предметов роскоши, например ювелирных изделий на заказ. Лазерные лучи используют очень локальную мощность, так что возможно бесконтактное применение, что гарантирует монтаж деталей с меньшим тепловым расширением.
Высокая прочность
Лазерная технология позволяет производителям получать высокопрочные сварные швы. Лазеры обеспечивают отличное качество сварки и чистую обработку, что делает производителей предпочтительными, особенно в области медицины, где медицинские устройства и компоненты особо безопасны.
Последовательный
Производители выбирают лазерные сварочные аппараты в качестве своего предпочтительного сварочного инструмента номер один, поскольку они обеспечивают надежную и непрерывную сварку. Это высокоскоростная стратегия сварки, гораздо более гибкая, чем другие традиционные методы.Устройства для лазерной сварки обеспечивают превосходную повторяемость, что позволяет компаниям значительно снизить удельные затраты.
Лазерный сварочный аппарат– какой лазер выбрать?
Любой из следующих двух типов лазеров может использоваться в качестве системы лазерной сварки –
- Импульсный лазер
- Лазер непрерывного действия
Выбор между одним и другим зависит от толщины между ними. Рассмотрим преимущества обоих.
Преимущества импульсного лазера
- Импульсные тяги изготовлены из листового металла, золотых стяжек для пульсации, титановых кардиостимуляторов и бритвенных лезвий.
- Такой лазер позволяет избежать плавления или деформации металла.
- Подходит для тонких и легких металлов.

Преимущества непрерывного лазера
- Это дороже, чем импульсный лазер. Это также снижает стоимость обслуживания.
- Наиболее эффективен для высокопрочных металлов.
- Подходит для сварки плотных профилей.
- Если вы используете слишком маленький металл или компонент, у вас возникнут проблемы. В таких случаях лазер может повредить, расплавить или деформировать участок.
Сварочный аппарат – какую конфигурацию выбрать?
Для сварочных аппаратов существует три типа конфигураций.
- Руководство
- полуавтомат и
- Автоматический
Однако выбор конфигурации будет зависеть от ваших потребностей, будь то небольшие или огромные, а также от настроек вашей рабочей станции.
Руководство
Это требует значительных умений и навыков и простоты обслуживания по сравнению с полуавтоматическими и автоматическими устройствами.Оператор должен контролировать последовательность сварки деталей. Лучше всего подходит для производства на небольших уровнях.
Полуавтоматический лазер
В полуавтоматической машине для лазерной сварки контроллер вручную загружает детали в сварочное приспособление. Они крупнее ручных сварочных аппаратов и имеют поворотные столы. Идеально подходит для средних и крупных производств.
Автоматический лазер
Это самые большие лазерные сварочные аппараты. В эти устройства не вмешивается человек, поэтому пользователь чувствует облегчение.Наличие погрузочно-разгрузочной станции сокращает время и повышает эффективность. Устройства размещаются роботизированно и автоматически обрабатывают деталь под лазером. Лучше всего подходит для крупных производств. Однако это дорого.
Лучше всего подходит для крупных производств. Однако это дорого.
Типы лазерной сварки
Следующие процессы можно классифицировать как различные процессы лазерной сварки –
Тарелки
Доступны четыре типа сварочных процессов.
- Сварка встык
- Торцевая сварка
- Сварка плавлением с проплавлением по центру
- Центральная прошивка плавлением
Стыковая сварка требует высококачественного стыкового соединения и обычно используется для автоматической или ручной сварки.
Провод к проводу
Существует четыре различных метода изготовления, в том числе –
- Стыковая сварка проволокой
- Поперечная сварка
- Параллельная сварка внахлестку
- Т-образная сварка
Такая сварка обычно не подходит для автоматической, ручной или полуавтоматической сварки.
Металлическая проволока и блочный компонент
Лазерная сварка позволяет эффективно соединить металлическую проволоку с блочным элементом и произвольно изменить размер блочного элемента.При сварке следует учитывать геометрические размеры компонентов проволоки.
Сборка и герметизация различных блоков
Соединения деталей, например датчиков, включают сварку уплотнений и сборочную сварку.
Ремонт блочных объектов
Проволока для лазерной сварки расплавлена и размещена на поверхности лазера. Обычно подходит для ремонта пресс-форм и ремонта других предметов.
Полуавтоматический сварочный аппарат для резки металла, Welding World
Полуавтоматический сварочный аппарат для резки металла, Welding World | ID: 20117041148Спецификация продукта
| автоматический класс | полуавтоматический | |
| Напряжение | 220 — 440 V | |
| Текущий | 0-200 A | |
| источник питания | электричество | |
| модели № | ||
| LT5000D | ||
| сертификат | CE |
Описание продукта
Мы являемся одной из самых надежных компаний в этой области и предлагаем сварочный аппарат для резки металла .
Диапазон цен — рупий. 28000 — 250000 за штуку
Другие детали:
Резец
воздушной плазмы инвертора ДК
Заинтересованы в этом товаре?Узнайте последнюю цену от продавца
Связаться с продавцом
Изображение продукта
О компании
Год создания2014
Юридический статус фирмыФизическое лицо — владелец
Характер деятельностиПроизводитель
Количество сотрудниковДо 10 человек
Установлено в 2014 на 2014 на Vasai , Махараштра, у нас « Сварочный мир » — это фирма на основе единомышленников , занимающейся предыдущим производством , занимающаяся продуктами из электрической сварочной машины, Машина для шовной сварки и т. д. . Наша продукция пользуется высоким спросом благодаря превосходному качеству, бесшовной отделке, разнообразным рисункам и доступным ценам. Кроме того, мы гарантируем своевременную доставку этих продуктов нашим клиентам, благодаря этому мы приобрели огромную клиентскую базу на рынке.
д. . Наша продукция пользуется высоким спросом благодаря превосходному качеству, бесшовной отделке, разнообразным рисункам и доступным ценам. Кроме того, мы гарантируем своевременную доставку этих продуктов нашим клиентам, благодаря этому мы приобрели огромную клиентскую базу на рынке. Видео компании
Вернуться к началу 1
Есть потребность?
Лучшая цена
Есть потребность?
Лучшая цена
НБ-350/400/500 Полуавтоматический аппарат для дуговой сварки в среде защитного газа
Информация о продукте:
НБ-350/400/500 (серия А161) — полноценный цифровой полуавтомат газовый защитный
аппарат дуговой сварки на основе технологий ЦСП, нечеткое управление, волна
управление и адаптивное управление, состоящее из источника питания и механизма подачи проволоки. Машина
Машина
имеет характеристики стабильного процесса сварки, низкого разбрызгивания и хорошего сварного шва. расплавленный
Бассейн легко контролировать, операции просты, а эффективность высока.
Основные функции:
БТИЗ-инвертор
Высокая надежность и отличные сварочные характеристики
Широкий диапазон напряжения питания
Наглядный и простой в эксплуатации
Синергетическая регулировка
Энергосбережение и малый объем
Основные технические характеристики:
Модель | НБ-350 | НБ-400 | НБ-500 |
(А161-350) | (А161-400) | (А161-500) | |
Номинальное входное напряжение | 3~фазы, 380 В переменного тока, 50/60 Гц | ||
Диапазон входного напряжения | 266В~456В | ||
Номинальная выходная мощность | 350А/31. | 400А/34В | 500А/39В |
Напряжение холостого хода | 66В | ||
Рабочий цикл | 60% | ||
Диапазон регулировки скорости подачи проволоки | 1.5~19 м/мин | ||
Подходящий диаметр сварочной проволоки (мм) | Φ0.8, Φ1.0, Φ1.2 | Φ1.0, Φ1.2, Φ1.6 | |
Время предварительной подачи | 0,5 с | ||
Время постпотока | 5с | ||
Режим работы | 2/4 ступень | ||
Эффективность (η) | ≥85% | ||
Коэффициент мощности (cosΦ) | ≥0. | ||
Изоляция марки | Ф | ||
Степень защиты корпуса | ИП23С | ||
Режим охлаждения | Вентилятор охлаждения | ||
Размеры (мм) | 300x530x560 | 300x530x560 | |
Вес нетто (кг) | 37 | 44 | |
 5В
5В 85
85 Для этого товара нет дополнительных изображений.
Наши возможности по производству металлоконструкций | Рочестер Сварка
Сварка
Rochester Welding специализируется на TIG, MIG и роботизированной сварке, производимой опытными профессиональными сварщиками. У нас есть обширная библиотека квалифицированных спецификаций процедур сварки. К ним относятся различные марки нержавеющей стали, углеродистой стали, алюминия и стального броневого листа с использованием как полуавтоматических, так и ручных процессов сварки. Подробнее >
Фрезерование и сверление с ЧПУ
Rochester Welding имеет огромный опыт в производстве множества различных деталей для самых разных отраслей промышленности.Это включает в себя обработку и механическую обработку многочисленных материалов из стальных сплавов. Все приспособления изготавливаются в домашних условиях. Это выгодно нашим клиентам благодаря более низким затратам, бесперебойным процессам и единой ответственности. Подробнее >
Плазменная резка
Стол для плазменной резки Rochester Welding отличается прочностью и гибкостью. Он разработан для оптимальной работы в тяжелых условиях эксплуатации. Станок режет чисто и точно, с быстрой реакцией. Это помогает нам производить детали с высокой скоростью и с минимальными отходами.Подробнее >
Он разработан для оптимальной работы в тяжелых условиях эксплуатации. Станок режет чисто и точно, с быстрой реакцией. Это помогает нам производить детали с высокой скоростью и с минимальными отходами.Подробнее >
Лазерная резка
Оборудование для лазерной резки Rochester Welding позволяет выполнять высокоточные разрезы толщиной до 1 дюйма в зависимости от сплава. Лазер может создавать формы размером от очень маленького до большого — и делает это без прямого контакта с вашей деталью. Подробнее >
Гибка металла
Rochester Welding может сгибать металл с точностью и гибкостью. Наш гидравлический листогибочный пресс с ЧПУ разработан для обеспечения высокой эффективности — от программирования до настройки инструмента и самой гибки.Гибка может быть автоматизирована для максимальной точности. Ваша первая часть — идеальная часть. Подробнее >
Штамповка металла
Мощное пробивное оборудование с ЧПУ Rochester Welding обеспечивает комплексную трехмерную обработку листового металла для деталей любой сложности.