Сварка нержавейки полуавтоматом: особенности технологии — Статьи — Сварочные работы, ремонт деталей машин, расточка цилиндров, балансировка кардана
Сварка нержавейки полуавтоматом – особая технология, которая требует специальных навыков, поэтому начинающие мастера вряд ли с этим справятся.
А вот специалистам компании «Плазма-Майстер» это под силу. У нас работают только высококвалифицированные работники, которые имеют богатый опыт работы и профессиональное образование. Использование на предприятии современного оборудования, позволяет сделать всю работу не только качественно, но и в кратчайшие сроки.
Лучший эффект сварки нержавейки достигается за счет специальных газов, что образуют защитный слой при горении проволоки. Этот слой нужен для того, чтобы расплавленный металл не повредить кислородом.
При сварке используют два вида газовой смеси:
1. Аргон (98%) и углекислый газ (2%). С помощью такой смеси, расплавленный металл равномерно растекается, а шов практически не заметен.
Главная цель любой технологии сварки – это добиться наилучшего результата с учетом особенностей металла.
Газовая смесь для сварки нержавеющей стали полуавтоматом обеспечивает защиту краев изделия, а также позволяет минимально разбрызгивать расплавленный провод.
Существуют несколько способов сварки нержавейки полуавтоматом, каждый из которых имеет свои особенности.
Полуавтоматическая сварка с использованием короткой дуги. Этот способ применяют, когда нужно работать с тонкими листами металла. Существенно снижают шансы прожечь нержавейку.
Полуавтоматическая сварка в режиме струйной дуги. Во время этого способа не рекомендуют применять газ, а просто использовать проволоку с флюсом, а также специальные головки на сварочный автомат.
Импульсный способ. Из всех выше перечисленных, это пожалуй, самый эффективный и самый точный метод, который полностью контролируется. Проволока в ванну подается импульсами, по несколько капель, таким образом распыления почти нет и соответственно затраты проволоки уменьшаются.
Какую бы технологию сварки нержавейки Вы не выбрали, наши специалисты справятся с ней как нельзя лучше.
Мы идем в ногу со временем, проводим постоянный мониторинг в области сварочных работ, перенимаем опыт иностранных коллег, а поэтому гарантируем Вам качественно выполненную работу в точно определенный срок.
Заходите на наш сайт или звоните менеджеру, чтобы узнать все условия дальнейшего сотрудничества.
Сварка нержавеющей стали — СваркаТоп
Для начала нужно определиться, что представляет собой нержавеющая сталь. В быту её ещё называют нержавейкой, но не все знают, что нержавейка нержавейке рознь. Из статьи вы уже знаете, какие бывают стали, чем они легируются и многое другое. Но давайте подробнее рассмотрим такое понятие, как нержавеющая сталь.
Нержавеющей сталью называется сталь, которая обладает антикоррозионными свойствами. Эти свойства обеспечиваются легирующими элементами, которые входят к ней в состав. К таким легирующим элементам относится: хром, никель, марганец и молибден. Но основным из них является хром (Сr).
Группы нержавеющей стали
Данные стали делятся на 3 основные группы:
– Хромистые;
– Хромоникелевые;
– Хромомарганцевые.
В каждой группе содержится сотни различных марок нержавеющей стали, с различным химическим составом. Рассматривать каждую нет смысла. Но есть один способ как узнать, какая сталь является нержавеющей, и это содержание хрома в %. Если сталь содержит Сr≥14%, то она является нержавеющей. На свариваемость этот показатель не влияет. Свариваемость такой стали можно узнать по справочнику или просчитать эквивалент углерода.
Сварку нержавейки можно производить всеми доступными способами. Основные из них это:
1. Ручная дуговая (ММА). Является самым распространенным и доступным для каждого. Достаточно иметь подходящие электроды и сварочный инвертор, и в домашних условиях возможно сварить любую нержавеющую сталь. Исключением могут являться стали, требующие предварительный и сопутствующий подогрев.
2. Полуавтоматическая в среде защитного газа СО2 (MAG). Для такого способа понадобится сварочный полуавтомат с источником питания или инверторный полуавтомат. Такой вид сварки тоже распространён, не только на производстве, но и в домашних условиях. Правильно подобранная сварочная проволока делает качественное соединение без особых сложностей.
3. Аргонодуговая неплавящимся электродом (TIG). Применяется для сварки ответственных узлов из тонколистового металла. Из-за малой скорости сварки не очень удобен, но даёт хороший результат.
Рассмотрим каждый способ подробнее.
Сварка нержавейки ручной дуговой сваркой (ММА)
С появлением сварочных инверторов по доступной цене, дало возможность выполнять процесс сварки такой стали в ручной дуговой сваркой. Раньше проблема заключалась в том, что иметь источник питания с постоянным током было роскошью. Причина в том, что покрытые электроды для сварки данных сталей требуют постоянный ток.
Но не каждый инвертор может варить нержавейку. Для этого нужен инверторный сварочный аппарат со встроенным осциллятором. Узнать такую информацию о своём инверторе можно в паспорте или у продавца. Инверторы такого типа будут без проблем варить любую нержавеющую сталь.
Сварка таких сталей ничем не отличается от сварки конструкционных сталей. Единственное для качественного сваривания, некоторые стали требуют предварительный подогрев.
Электроды применяемые для сварки нержавеющей стали
На рынке большое количество сварочных электродов для различных марок сталей. Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Электроды ОЗЛ-8. Являются самыми популярными. Предназначены для сварки стали 08Х18Н10, 12Х18Н9, 08Х18Н10Т. А также для сталей, работающих в агрессивных средах.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 2 | 40-50 | 30-40 | 30-40 |
| 2,5 | 50-60 | 40-50 | 40-50 |
| 3 | 60-70 | 50-60 | 50-60 |
| 4 | 100-140 | 90-120 | 90-110 |
| 5 | 150-180 | 120-160 | 110-140 |
Электроды НЖ-13. Используются для сварки стали 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т, а также углеродистых и конструкционных.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 60-80 | 50-70 |
| 4 | 100-160 | 90-130 | 90-120 |
| 5 | 150-180 | 120-150 | 110-140 |
Электроды ЦЛ-11. Применяются для сварки нержавеющих сталей 08Х18Н12Т, 12Х18Н12Б. Обладают высокой устойчивостью к коррозии металла шва.
Рекомендуемый сварочный ток, А
| Электрод , мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 50-80 | 50-70 |
| 4 | 110-140 | 100-130 | 90-120 |
| 5 | 140-170 | 120-160 | 110-140 |
Сварка нержавеющей стали полуавтоматом
(MAG)
Такой способ сварки очень популярен при массовом изготовлении изделий. Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Проволока для сварки нержавейки полуавтоматом
Выбор сварочной проволоки происходит точно так, как и при выборе электродов. Проволока должна по химическому составу быть близка к химическому составу стали. Ниже будет приведены несколько видов сварочной проволоки, которую можно свободно приобрести.
Проволока Св-08Х20Н9Г7Т. Является самой популярной проволокой, для сварки углеродистых и высоколегированных сталей. Обеспечивает качественное соединение аналогичное основному металлу. Имеет малое разбрызгивание металла.
Режимы сварки проволокой Св-08Х20Н9Г7Т
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-50 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 30-40 | 7 | 6-7 |
| 1,0 | 90-150 | 18-19 | 25-40 | 8 | 7-8 |
| 1,2 | 140-160 | 19-21 | 25-35 | 8 | 8-9 |
| 1,6 | 150-180 | 22-25 | 20-40 | 11 | 9-12 |
Проволока Св-01X19H9. Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Режимы сварки проволокой Св-01X19H9
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-40 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 35-40 | 7 | 5-7 |
| 1,0 | 90-150 | 18-19 | 30-40 | 8 | 7-8 |
| 1,2 | 140-170 | 19-21 | 30-38 | 9 | 8-10 |
| 1,6 | 150-180 | 223-26 | 25-40 | 11 | 9-12 |
Аргонодуговая сварка нержавейки (TIG)
TIG сварка нержавейки выполняется неплавящимся электродом с использованием присадочного материала. В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
У такого способа есть только один минус – низкий КПД. На сегодняшний день это один из самых лучших способов сварки такой стали.
Режимы для сварки нержавеющей стали аргонодуговой сваркой
Обычно нержавеющую сталь варят постоянным током прямой полярности.
Диаметр графитового электрода выбирается в зависимости от толщины свариваемого металла.
Подбор графитовых электродов от толщины металла, а также ток сварки
| Толщина свариваемого металла, мм | Диаметр графитового электрода, мм | Ток сварки, А |
| 0,5 | 1 | 65-85 |
| 1 | 1,5 | 85-120 |
| 2 | 2 | 100-160 |
| 4 | 3 | 150-190 |
| 5 | 4 | 250-340 |
| 8 и более | 6 | 350-450 |
Выступание электрода из сопла горелки выбирается в зависимости от типа соединения. При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое – 5-8мм.
Особенности сварки нержавейки
Подготовка изделий из нержавеющей стали ничем не отличается, от сварки других сталей. При сварке тонколистового металла необходимо понижать сварочный ток, для избегания прожига. При сварке толстолистового металла, для качественного его провара необходимо делать разделку кромок. Прихватки, соединяющие заготовки должны быть равномерно раскиданы вдоль будущего шва. Не пытайтесь за один проход сделать полный провар толстолистового металла. Главное хорошо проворить корень шва с последующей его зачисткой. Даже если нет на поверхности шлака, всё равно необходимо качественно зачищать каждый проход шва.
Не пытайтесь за один проход сделать полный провар толстолистового металла. Главное хорошо проворить корень шва с последующей его зачисткой. Даже если нет на поверхности шлака, всё равно необходимо качественно зачищать каждый проход шва.
Конечно, предварительный подогрев нержавейки не повредит, но можно и обойтись без него. Исключением являются те стали, которым это необходимо по причине плохой их свариваемости.
Нержавеющая сталь: область применения
Применяются такие стали во всех областях, начиная в быту заканчивая кораблестроением. Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Заключение
Нержавеющая сталь, это сталь с содержанием Сr≥14%. Сваривается такая сталь всеми способами, а сама технология не отличается от сварки конструкционных сталей. Самый качественный способ сварки – это аргонодуговая сварка. Сварочные режимы не следует превышать, особенно при работе с тонколистовым прокатом. Допустим подогрев стали горелкой или если этого требует особенность стали.
Сварка нержавейки — методы, технологии, особенности
В классификатор нержавеющей стали входят высоколегированные стали с ярко выраженной коррозионной устойчивостью. Благодаря таким компонентам как хром, марганец, молибден, титан и никель сталь приобретает определенные физические свойства. Нержавейка сваривается всеми промышленными способами. Большинство сталей в процессе сваривания могут образовывать холодные/горячие трещины, поэтому важно предварительно механически зачистить поверхность металла. Глубина обработки – не более 0,8 мм.
Технология обработки нержавейки
Особая кристаллическая структура материала позволяет классифицировать сталь по 3 типам:
- • аустенитный, в состав сплавов входят хром и никель, материал очень пластичен. Самая популярная 304 сталь;
- • ферритный тип, сочетает в себе железо и хром, ферритный тип не отличается пластичность;
- • мартенситный – с низкоуглеродистым содержанием. Сталь твердая, но одновременно с этим чувствительная к агрессивным средам.
Технология сварки нержавеющей стали предусматривает следующие способы: дуговая сварка в том числе и ручная (ММА), TIG- сварка аргоновой дугой с помощью вольфрамовых электродов и сварка полуавтоматом MIG/MAG. Технологический особенности сварочных работ по «нержавейке» имеют ряд нюансов и существенно сложнее в сравнении с обычной углеродистой сталью. Такие свойства как низкий температурный режим плавления и теплопроводность наряду с большим коэффициентом теплового расширения предполагают предварительный нагрев.
Особенности сварки нержавеющих труб
- • трубопрокатная продукция из нержавеющей стали с толстыми стенками предполагает метод полуавтоматической сварки струйного переноса;
- • тонкостенные трубы толщиной до 2 мм сваривают полуавтоматической сваркой;
- • трубы со стенками свыше 10 мм варят полуавтоматом под флюсом;
- • плазменный метод для туб является универсальным, так как эффективно сваривает любую толщину.
Сварка нержавейки и черного металла: электродом и полуавтоматом
Нержавеющая сталь – это сплав железа и углерода, обогащённый дополнительными элементами. Основное дополнение – хром. Он способствует образованию оксидной плёнки, защищающей металл от коррозии. Сложность сварки нержавейки и чёрного металла обуславливается разной температурой их плавления и различиями в химическом составе, а также текучестью нержавеющей стали и вязкостью чермета в процессе работы.
Варианты сварки нержавейки
Сварка нержавейки может осуществляться разными методами, самыми востребованными из которых являются:
- Сваривание посредством покрытых электродов.
- Аргонная сварка с использованием неплавящихся вольфрамовых электродов.
- Полуавтоматическая электродуговая сварка с автоматической подачей присадочной нержавеющей проволоки.
Сварка нержавейки
Выполнение сварочных манипуляций покрытыми электродами
Сварка нержавейки часто выполняется в ручном режиме электродуговым методом с использованием покрытых электродов, выбор которых обуславливается требованиями к характеристикам будущего шва – размерам, жаростойкости, антикоррозионным свойствам и другим. Охлаждают шов воздухом или медными прокладками, а для охлаждения хромоникелевых деталей возможно использование воды.
В процессе сварки нержавейки переменный ток не используется, а только постоянный обратной полярности, величину которого необходимо дополнительно уменьшить на 20%, так как данная сталь обладает низкой теплопроводностью и быстро разогревается до высоких температур.
Сварка нержавейки покрытым электродом
К тому же нержавейка имеет высокое сопротивление, из-за которого сильно нагреваются электроды, а потому их длина не должна превышать 35 см. Чтобы не перегреть материал диаметр электродов выбирают как можно меньше. При несоблюдении технологии (перегреве материала) сталь может потерять свои антикоррозийные свойства.
Данный метод подойдёт и для сварки нержавейки и чёрного металла, но только он будет иметь свои нюансы. Применяется такая технология в случае, если к шву не предъявляются высокие качественные требования.
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.
Схема аргонной сварки фольфрамовыми электродами
Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика.
 Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание. - Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.
 Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.Схема импульсной сварки
Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Технология сварки нержавейки и черного металла
В процессе сварки нержавейки и чёрной стали основная сложность состоит в том, что материалы имеют разную температуру плавления. Нержавеющая сталь начнёт плавиться намного раньше, а потому необходимо больше захватывать сторону чермета, чтобы обеспечить более сильный его нагрев. Нержавейка обладает высокой текучестью, поэтому создание потолочного и вертикального шва исключается – сталь попросту стечёт вниз.
Особенности сваривания разнородных металлов:
Сварка нержавейки по технологии TIG
- Поверхность обоих элементов необходимо тщательно очистить, высушить и обезжирить.
- Для равномерного сваривания важно расположить заготовки горизонтально.
- Зазор между деталями должен быть довольно широким для проваривания всей толщины металла.
- При узком зазоре шов будет ненадёжным и его потребуется дополнительно обрабатывать с обратной стороны.
- В качестве присадки должна использоваться нержавеющая проволока, которую необходимо сильнее заглублять.
- Для лучшего смешивания чёрной и нержавеющей сталей шов необходимо делать более широким.
- Чтобы в процессе сварки детали не разъехались, рекомендуется предварительно сделать их точечную сцепку без использования присадки.

При сваривании любых металлов, особенно при использовании полуавтомата, не стоит забывать про меры безопасности – одежду, маску и перчатки. Несоблюдение данного требования может привести к серьезным ожогам и прочим травмам.
Средства защиты, используемые при выполнении сварочных работ
Видео по теме: Сварка нержавейки полуавтоматом в среде аргона
Технология сварки толстостенных труб из нержавеющей стали
Время : 2015.08.27 Источник: http://www.sssshangshang.com Автор : www.sssshangshang.com
Всем известно, что толстостенные трубы из нержавеющей стали являются основным типом труб из нержавеющей стали, используемых в целлюлозно-бумажном оборудовании, красящем оборудовании, оборудовании для обработки пленки и наружных материалах зданий в прибрежных районах. Обычно для транспортировки жидкости используется толстостенная труба из нержавеющей стали.Толстостенные трубы из нержавеющей стали разных размеров применяются по-разному. Кроме того, для толстостенных труб из нержавеющей стали разных размеров применяются разные методы сварки. Здесь я расскажу о некоторых методах сварки толстостенных труб из нержавеющей стали. Технология сварки труб из нержавеющей стали в Китае претерпела несколько больших изменений. Традиционные методы сварки Технология сварки SMAW использовалась в 1970-х годах. Его также называют электродами с низким содержанием водорода. В 1980-х годах в сварочной промышленности была внедрена технология сварки SMAW.В 1990-е годы применялась технология полуавтоматической сварки порошковой проволокой с самозащитой. Сегодня мы начали продвигать технологию автоматической сварки всех позиций. Технология сварки SMAW в прошлом была традиционным методом сварки труб. Основной характеристикой этой технологии было то, что группа зазоров сопла была большой, и для завершения сварки использовалась дуговой режим. Толщина каждого сварного шва была большой, а эффективность сварки была низкой.
Традиционные методы сварки Технология сварки SMAW использовалась в 1970-х годах. Его также называют электродами с низким содержанием водорода. В 1980-х годах в сварочной промышленности была внедрена технология сварки SMAW.В 1990-е годы применялась технология полуавтоматической сварки порошковой проволокой с самозащитой. Сегодня мы начали продвигать технологию автоматической сварки всех позиций. Технология сварки SMAW в прошлом была традиционным методом сварки труб. Основной характеристикой этой технологии было то, что группа зазоров сопла была большой, и для завершения сварки использовалась дуговой режим. Толщина каждого сварного шва была большой, а эффективность сварки была низкой.
Самозащищенная технология полуавтоматической сварки порошковой проволокой применялась при строительстве трубопроводов в 1990-х годах, которые в основном использовались для заполнения и покрытия.Характеристики труб, сваренных с использованием такой технологии, заключались в том, что трубы имели высокую эффективность наплавки. Еще две характеристики толстостенных труб из нержавеющей стали, сваренных с помощью технологии полуавтоматической сварки порошковой проволокой с самозащитой, обеспечивают хорошую и отличную адаптацию к окружающей среде во всех положениях. Одним словом, технология полуавтоматической сварки порошковой проволокой с самозащитой — это важный вид технологии, широко используемый в современном сварочном процессе.
Наряду с повышением класса прочности толстостенных труб из нержавеющей стали, увеличением диаметра труб и толщины стенок при сварке толстостенных труб из нержавеющей стали постепенно применялась технология автоматической сварки.Технология автоматической сварки трубопроводов отличается высокой производительностью сварки и низкой трудоемкостью. Технология автоматической сварки имеет большой потенциал при применении крупногабаритных и толстостенных конструкций трубопроводов. Если вы ищете размеры толстостенных труб из нержавеющей стали, которые подходят для конструкции вашего трубопровода, я рекомендую вам связаться с нами, потому что мы являемся надежным поставщиком толстостенных труб из нержавеющей стали. Мы используем лучшую сварочную технологию, чтобы гарантировать качество толстостенных труб из нержавеющей стали.Если вам нужны сварные трубы из нержавеющей стали в больших количествах, мы также можем предоставить вам скидку. Не раздумывайте, отправляйте нам свой заказ.
Мы используем лучшую сварочную технологию, чтобы гарантировать качество толстостенных труб из нержавеющей стали.Если вам нужны сварные трубы из нержавеющей стали в больших количествах, мы также можем предоставить вам скидку. Не раздумывайте, отправляйте нам свой заказ.
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает доклады по различным инженерным и технологическим дисциплинам для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3 , Март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Импакт-фактор научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7.529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников различных инженерных и технологических и научных дисциплин для Тома 8 Выпуск 3 ( Март 2021 г.)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается …
Обзор статей
Получено IRJET «Фактор влияния научного журнала: 7. 529 «на 2020 год.
529 «на 2020 год.
Проверить здесь
IRJET получил сертификат регистрации системы менеджмента качества ISO 9001: 2008. LST-TAC (110 В / 1700 Вт)) —
Этот сварочный аппарат представляет собой полуавтоматический сварочный аппарат для сварки внахлест. Благодаря своей простой и компактной конструкции этот инструмент можно использовать в сварочных проектах, таких как парапетная стена, потолочная стена и плоская стена.Он быстрее и эффективнее, чем ручной пистолет для сварки горячим воздухом.
Функции:
1. Компактное сварочное сопло из нержавеющей стали и прижимной ролик кремнезема.
2. 1600 Вт устойчивая система обогрева горячим воздухом
3. Деликатная автоматическая ходьба.
4.Две эргономичные ручки упрощают сварку
Технические параметры:
Напряжение: 220 В или 110 В
Мощность: 1700 Вт
Частота: 50/60 Гц
Ширина шва: 40 мм. можно настроить
Скорость сварки: 0.5-5,0 м / мин
Температура нагрева: 20-620 ℃
Размер: 28 * 24 * 43 см
Вес нетто: 5 кг
Товарная накладная:
1. один полуавтоматический аппарат для сварки горячим воздухом мощностью 1700 Вт LST-TAC
2. один запасной нагревательный элемент мощностью 1600 Вт
один запасной нагревательный элемент мощностью 1600 Вт
3. две ручки
4. мелкие инструменты
5. один алюминиевый кейс для переноски
6. Руководство на английском языке.
Отгрузка
1. Заводская доставка: у нас есть машины на складе.
2.Доставка через DHL, FedEx, UPS, TNT или другую воздушную экспресс-доставку: около 4-6 дней, доставка от двери до двери.
новых разработок в области дуплексной сварки морских трубопроводов из нержавеющей стали | OTC Offshore Technology Conference
Описание статьи
Свариваемость дуплексной нержавеющей стали за последнее время значительно улучшилась благодаря более высокому и однородному качеству основного материала, а также благодаря усовершенствованию технологии сварки (сварочного процесса и оборудования).
Тем не менее, необходимо проделать дополнительную работу для полного преодоления некоторых остаточных проблем и, прежде всего, для последовательного определения и предотвращения любого серьезного риска заражения.
В данной статье рассматриваются достижения Saipem в разработке технологии сварки для прокладки морских трубопроводов из дуплексной нержавеющей стали. В статье представлен постепенный прогресс от первого применения в полевых условиях (полуавтоматический процесс GMAW) до новейших технологий (механизированный процесс GTAW + механизированный процесс GMAW).
Заявка
Дуплексные нержавеющие стали часто рассматривались и иногда применялись в недавнем прошлом для разработки агрессивных нефтяных и газовых месторождений во враждебных или агрессивных средах, когда другие материалы не считались безопасными или экономичными или технологические объекты были непрактичными.
Растущее число промышленных применений дуплексной нержавеющей стали является следствием ее высокой коррозионной стойкости, особенно в среде хлорид / CO 2 , и ее высоких механических свойств (эквивалентных классу X65), которые делают ее пригодной для выдерживания высоких нагрузок. во время монтажа (морская прокладка) и обслуживания (высокое давление).
Конечно, общая надежность — это конечное следствие любых шагов, главным образом: правильно подобранный материал, высочайшее соответствие спецификациям материалов и подходящие процедуры сварки в рамках полного рабочего цикла, отказоустойчивость с точки зрения опасности загрязнения.
Результаты, наблюдения, выводы и значимость
Результаты испытаний, принятая процедура сварки и соответствующее оборудование обсуждаются в документе с целью оценки достоинств новейших процедур для постоянного соответствия самым последним (более строгим) требованиям.
Метод сварки оказался наиболее критичным, так как металл сварного шва и его зона термического влияния, как правило, являются самым слабым местом в конструкции в целом.
Кроме того, если дуплексная нержавеющая сталь не сварена должным образом, в зоне сварного шва может возникнуть локальная коррозия. Скорость этого воздействия обычно зависит от приложенных напряжений, от металла шва и металлургии зоны термического влияния, от наличия дефектов в сварных швах и от окружающей среды.
Этот вид воздействия обычно очень серьезен и может очень быстро привести к сквозной перфорации стены: следовательно, необходимо разработать процедуры сварки, чтобы полностью исключить возникновение любого типа локальной коррозии.
Пригодность сварочных процедур была оценена как с точки зрения коррозионной стойкости, так и с точки зрения механических свойств с убедительными хорошими результатами.
Таким образом, уместно сделать вывод о надежности и эффективности проверенных методов сварки. Теперь, когда требуется или предпочтителен морской трубопровод из дуплексной нержавеющей стали, соответствующие временные и финансовые последствия надежно предопределены всегда в пределах хорошего общего качества.
Конечно, соответствующая производительность еще не сопоставима с соответствующей производительностью при сварке обычной линии из углеродистой стали.
Ожидается и желательно, чтобы эти улучшения происходили по той же схеме, что и углеродистая сталь, с дополнительным улучшением основного материала, что приводит к лучшей свариваемости, совместимой с более высокой производительностью сварки.
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая сталь давно считается популярным строительным материалом. Это широко известное предпочтение из-за его долговечности, прочности, удобоукладываемости и различной степени коррозионной стойкости.Этот привлекательный металл создает дополнительную проблему для точной сварки. Крайне важно обсудить мир сварки нержавеющей стали , прежде чем вы выберете проект с нержавеющей сталью. Разберем металл в деталях и лучшие приемы сварки нержавеющей стали .
Что называется нержавеющей сталью?Нержавеющая сталь — это сплав железа с различным содержанием хрома от 11% до 30%. Нержавеющий, привлекательный характер металла обязан хрому.Вариация доли хромовых элементов зависит от химического состава нержавеющей стали и ее применения. В него добавлены такие элементы, как никель и молибден, для повышения его формуемости и устойчивости к коррозии.
Гарри Брирли представил оригинальную нержавеющую сталь в 1913 году. Популярность этой нержавеющей стали растет благодаря ее прочности и антикоррозийным свойствам против химикатов, газов и жидкостей. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная.Процесс сварки у каждого из них не сильно отличается.
Этот сварочный металл очень хорошо подходит для различных промышленных применений. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, агрессивных химикатов и нефтяной промышленности. Он также является популярным выбором для медицинского оборудования, ресторанов и пивоварен из-за его устойчивости к инфекциям.
Он также является популярным выбором для медицинского оборудования, ресторанов и пивоварен из-за его устойчивости к инфекциям.
Противная часть нержавеющей стали состоит в том, что она в 3-5 раз дороже низкоуглеродистой стали.Его сварка столь же дорога и затрудняет выбор.
Подготовка к сварке ключевойКак сварить нержавеющую сталь , всегда остается загадкой, которую предстоит решить. Очистка и подготовка нержавеющей стали — ключ к правильной сварке. Потому что металл имеет сильную связь с углеродистой сталью. Держите набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта.Кисть, молоток и зажим следует хранить отдельно от сварочного металла.
Рекомендуется держать рабочие зоны из углеродистой и нержавеющей стали отдельно, поскольку взвешенные частицы углерода могут врастать в нержавеющую сталь и впоследствии ржаветь.
Очень важная подготовка — это выбор наполнителя. Постарайтесь совместить присадочный материал с основным металлом. Как правило, это легко, но с разнородными металлами возникают трудности.
Общие методы сварки нержавеющей стали СваркаВыбор процесса сварки для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовый продукт, время завершения проекта.Сварочный аппарат SS Используется преимущественно из следующих 4 методов.
1. Сварка TIG Это наиболее часто используемый процесс благодаря своему высочайшему качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важно учитывать его окончательный внешний вид. Температура сварки TIG и защитный газ аргон, гелий, водород и азот, используемые для предотвращения окисления.
Сварка TIG — это самая прочная сварка по сравнению с другими способами сварки.Сварка без использования расходных материалов. Электрический ток сам по себе создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильный жар, который может расплавить соединяемые поверхности.
Зона сварки требует защиты от загрязнений защитным газом. Защищенная зона сварного шва при охлаждении превращается в безупречный сварной шов. Здесь нет необходимости в шлифовке или сколах при сварке постов.
Усовершенствования в сварке TIG нержавеющей сталиПроцесс сварки TIG нержавеющей стали стал настоящим кошмаром.Уродливый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера — Качество сварки напрямую зависит от диаметра вольфрамового стержня. Низкотемпературный легкий металлический лист с большим диаметром стержня создает трудности для начала плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл — Нет быстрого пути к очистке, чтобы сделать чистый, идеальный и прочный валик.Для очистки можно использовать чистую тряпку, ацетон, другие растворители — полезные средства для их очистки. Они очищают расплав, быстро удаляя все.
3. Очистка наконечника от вольфрама — Обязательно получение точной, стабильной и сильной дуги. Наконечник загрязнен присадочной проволокой, которую необходимо очистить до следующего сеанса сварки. Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшение газового покрытия — Примеси в шарике образуются с захватом воздуха.Вы должны использовать больше газа, чтобы сварка стала лучше. Широкая чашеобразная структура может использоваться для защитного газа, чтобы покрыть больше областей и улучшить результаты сварки.
5. Повысьте скорость сварки — Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром движении. Лучше запустить сварщика на 10% меньше, чем один ампер на 0,001 дюйма стали, и быстро двигаться, чтобы соответствовать.
6. Выбор правильного присадочного материала — присадочный материал должен почти соответствовать основному металлу.Никогда не сваривайте пластины из нержавеющей стали 304 с электродными стержнями 316. Материал наполнителя должен быть равной прочности основного металла и быть прочнее, чтобы обеспечить надлежащее прочное соединение. Всегда выбирайте стержень правильного размера, чтобы обеспечить лучшее сварочное покрытие.
7. Задняя продувка сварного шва — Обеспечение защиты задней стороны сварного шва от окружающей среды для поддержания качества сварного шва. Это может быть достигнуто с помощью комплекта для продувки или путем закрытия алюминиевой крышки с обратной стороны сварного шва.
8. Более медленное охлаждение — Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
2. Сварка МИГПолуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргоном и проволочными электродами. Сварочные пистолеты могут работать в трудных местах при сварке изделий из нержавеющей стали.
MIG — более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является сертифицированным сварщиком.
Скорость сварки высокая благодаря полуавтоматической подаче электродов с механизмом подачи проволоки. Электрод непрерывно подается с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
Лучше использовать источник постоянного тока для сварки штучной сваркой из нержавеющей стали .Дуга остается очень гладкой, стабильной, плавным пуском и сваркой в разных положениях.
Основная сварка на многие десятилетия. Самый приемлемый способ соединения металлов. Возможна безопасная сварка на открытом воздухе. Из-за потока электродов образуется дым. Флюс помогает уберечь зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует скалывания вручную.
Дуговая сварка остается очень прочной и используется в основном для сварки конструкций.Внешний вид сварки не исключительный, но очень прочный.
4. Точечная сваркаУниверсальный, самый экономичный процесс сварки для малых и больших проектов сварки нержавеющей стали. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный сварной шов без деформации.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло, когда проходит через электрод. Сопротивление металла приводит к выделению тепла.Тепло плавит металлические поверхности, которые под давлением плеч на электрод при охлаждении образуют прочное соединение.
Часто задаваемые вопросыНасколько сложна сварка нержавеющей стали?
Это немного сложно для начинающего сварщика, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже деформировать его в процессе охлаждения. Это очень деликатный процесс, так как каждое пятно и царапина остаются заметными и портят эстетический вид.Нержавеющая сталь не прощает ошибок, скрывая ошибки сварщика. Многолетний опыт сварки ss. — единственная квалификация сварщика для сварки стали.
Какой способ сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время, необходимое для завершения проекта.
Если вы ищете наиболее доступный процесс, то лучшим выбором будет точечная сварка.Тонкий металл с чистым эстетическим внешним видом хорошо сочетается с сваркой тиглем. Можно рассматривать большой, быстрый и надежный проект, в котором внешний вид не имеет первостепенного значения. Процесс сварки MIG может быть рассмотрен.
Возможна ли сварка TIG нержавеющей стали?
Tig — это точный процесс сварки, выбор для проектов, требующих чистых, аккуратных, контролируемых, менее щадящих металлов, таких как сплав нержавеющей стали. Это медленный процесс, требующий опытного сварщика, работающего на сварочном аппарате для нержавеющей стали .Сварка позволяет избежать деформации основного металла. Сварка MIG — лучший выбор там, где эстетика не является предпочтением. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить его с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Можно ли сваривать ржавчину из нержавеющей стали?
Нержавеющая сталь обычно выдерживает все виды коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно образование ржавчины. Это может произойти во время сварки, нагрева или охлаждения.При сварке нержавеющей стали tig существует серьезная проблема коррозии. Этого можно добиться, если правильно очистить и подготовить пластину из нержавеющей стали. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает нержавеющей стали зажить от стойких следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь кладется на сварочный стол и фиксируется зажимами и зажимами.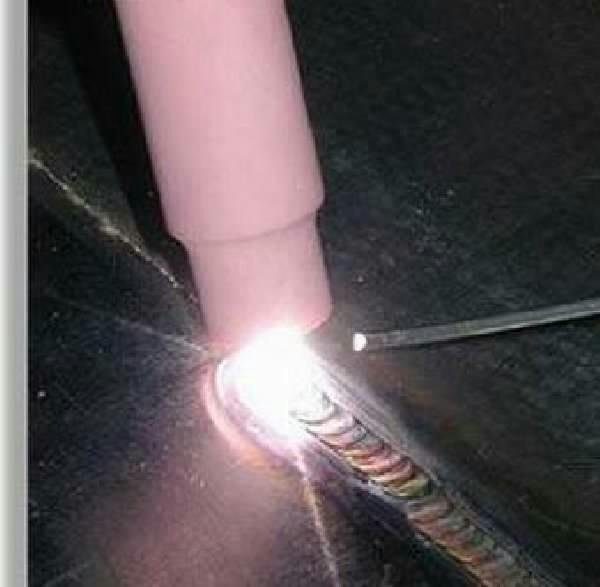 Теперь соединяет две пластины, если они больше, то Сварка нержавеющей стали Mig является выбором. Сварка TIG лучше всего подходит для тонких металлов, деликатных и прочных сварочных работ.
Теперь соединяет две пластины, если они больше, то Сварка нержавеющей стали Mig является выбором. Сварка TIG лучше всего подходит для тонких металлов, деликатных и прочных сварочных работ.
Чем отличается сварка нержавеющей стали?
Нержавеющая сталь Гарри Брерли (1913) была гораздо более стойкой к коррозии при очень низкой пластичности. Процесс сварки стали мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Пруток для сварки нержавеющей стали типа A 309 или 312 — лучший выбор для сварки стержнем из нержавеющей стали для ремонта и технического обслуживания.Соединение прочное и устойчивое к растрескиванию при использовании.
Почему нержавеющие сварные швы иногда становятся черными?
Когда нагретая сталь встречается с атмосферой, происходит окисление атмосферным воздухом. Цвет металла зависит от состава металла, температуры и продолжительности воздействия на зону сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать обесцвечивание.
Вам нужна специальная проволока для сварки нержавеющей стали?
Для замены проволоки в системе подачи проволоки, как в алюминиевой, не требуется никакой специальной проволоки.Присадочный материал должен соответствовать основному металлу для улучшения результатов сварки стали . Наиболее распространенные марки проволоки из аустенитной нержавеющей стали — 308. 309 и 316.
Какие типы нержавеющей стали имеют самое низкое качество сварки?
Аустенитные и ферритные сплавы легко свариваются с отличным качеством. Мартенситная марка имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и упрочнение можно уменьшить путем предварительного нагрева металла.
Что лучше сварка переменным или постоянным током?
Сварка постоянным током дает преимущества перед сваркой на переменном токе при сварке стали, поскольку дуга постоянного тока является гладкой, стабильной, небольшим количеством отключений, спокойным запуском, легкой сваркой над головой и вертикальной сваркой.
Сварка нержавеющей стали — дело стоящее. Этот процесс наполнен множеством преимуществ и ограничений. Если учесть ограничения техники, конечный результат будет удовлетворительным. Оттачивание навыков сварки с использованием этого модного, популярного, художественного и ценного металла сэкономит вам энергию и деньги на вашем проекте.Совершенство в сварке нержавеющей стали сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в различных отраслях промышленности.
Вам также может понравиться…
Процедура сварки чугуна [Пошаговое руководство]
Понимание процесса сварки алюминия по сравнению со сваркой стали
Сварка MIG и TIG — Сравнение двух процессов сварки
Свариваемость материалов — нержавеющая сталь
Самозащитная полуавтоматическая сварочная технология с порошковой сердцевиной до следующего
Самозащитная полуавтоматическая сварочная технология с порошковой сердцевиной до следующего
13.07.2011 по seoer
Порошковая проволока для всех позиций Сварочный электрод , непрерывный процесс для автоматизированного производства.
Основные преимущества процесса:
(1) Дефекты сварки хорошего качества обычно возникают в сварных соединениях. Диаметр трубы, сваренной вручную под головкой, на несколько больше, чем у полуавтоматической сварочной головки, использование полуавтоматической сварки снижает вероятность образования дефекта. Обычно применяется металлическая проволока NR204, NR207 с низким содержанием водорода, тогда как более традиционная ручная сварка с использованием электрода целлюлозного типа. Видно, что полуавтоматическая сварка позволяет снизить содержание водорода в сварном шве.Между тем, тепловложение при полуавтоматической сварке велико, что может снизить скорость охлаждения сварного шва, утечку водорода и помочь уменьшить и предотвратить холодное растрескивание.
Таблица 3 Полуавтоматическая порошковая самозащита по параметрам сварочного процесса
(2) высокоэффективный процесс сварки порошковой проволокой в непрерывном прерывистом режиме производства. Объем наплавки полуавтоматической сварки, меньше, чем при ручной сварке валика, плавится быстрее, чем целлюлоза при ручной сварке, увеличился на 15-20%.Сварочный шлак тонкий, легкое удаление шлака, слой шлака для сокращения времени.
Интегрированное дешевое полуавтоматическое сварочное оборудование(3) является универсальным и может использоваться для полуавтоматической сварки, дуговая сварка также может использоваться для сварки или других методов сварки. Толщина стальной трубы 8,7 мм, например, сваркой; Сварщики SMAW, чтобы завершить по крайней мере три группы, только сварщики группы 2 полуавтоматические сварщики, сварщики, по крайней мере, сокращают две, но также соответствующее сокращение количества сварщиков и вспомогательных инструментов.В то же время. Эффективное использование сварочной канавки с высокой порошковой сердцевиной невелико, что позволяет экономить присадочный металл, но также улучшает скорость сварки, общая стоимость дуги составляет только половину руки.
ключевые слова: Сварочная сборка
Справочник по газовой вольфрамовой дуговой сварке, 6-е издание, стр. 5
5
Краткое содержание
1 История и безопасность газовой вольфрамовой дуговой сварки. . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . .11
2 Источники энергии. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .29
3 Вспомогательное оборудование и системы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
4 Защитные газы и присадочные металлы GTAW.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
5 Сварные соединения и типы сварных швов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .87
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .87
6 Оснастка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . .105
7 Подготовка к сварке и установка оборудования. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .117
8 Методы ручной сварки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .127
9 Ручная сварка алюминия.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .153
10 Ручная сварка нержавеющей стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .171
11 Ручная сварка магния. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . .185
12 Ручная сварка меди и медных сплавов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .193
13 Ручная сварка никеля, никелевых сплавов и кобальтовых сплавов. . . . . . . . . . . . . . . . . . . . . . . 201
14 Ручная сварка титана. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . 209
15 Ручная сварка разнородных металлов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .217
16 Ручная сварка труб. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
17 Сварка полуавтоматов и автоматов.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245
18 Проверка и ремонт сварных швов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
19 Квалификация, аттестация и трудоустройство. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .